
Pump Industry Australia Incorporated PO Box 55, Stuarts Point NSW 2441 Australia
Ph/Fax: (02) 6569 0160 pumpsaustralia@bigpond.com
Ron Astall – President United Pumps Australia & Astech Consulting Services
John Inkster – Vice President Brown Brothers Engineers
Kevin Wilson – Treasurer/Secretary Executive Officer
Keith Sanders – Councillor Executive Officer – Marketing & Statistics Life Member
Alan Rowan – Councillor Executive Officer Publications & Training Life Member
Ken Kugler Executive Officer – Standards Life Member
Ashley White – Councillor Davey Pumps
Peter Passalacqua – Councillor Grundfos
David Brooks – Councillor Flowserve FSD
Dave Alexander – Councillor KSB
Jamie Dixon – Councillor White International
President’s welcome
One of the PIA’s key objectives is education and training, so it is great to report that our Installation and Commissioning Course is travelling well and generating plenty of interest. The list of qualified people is also now listed on the PIA website.
Our recent technical and breakfast meetings have been well supported with enthusiastic participation by those in attendance. Our technical meeting in Adelaide was excellent – thanks to Steen Holm-Jensen and his team at Grundfos.
The Brisbane Brekkie meeting at KSB also went very well and we appreciate the effort of Dave Alexander to “throw another snag on the barbie”. John Inkster was also influential in promoting the event to our Queensland colleagues.
All of the PIA Council pass on our best wishes to John Crane’s Frankie Camilleri, who has moved to a new role outside the pump industry. Frankie made a positive contribution to PIA affairs and we wish him well in his new position. As a result, PIA filled the casual vacancy with a new council member –Peter Passalacqua from Grundfos. With a strong background in operations and business planning, Peter will bring a new perspective to PIA council and we welcome him aboard.
We should all be looking forward to the AGM and dinner in November; hopefully we will have survived the AFL,
NRL and spring racing silly season, but we will keep the theme going a bit longer with the excitement of hosting the AGM at Essendon’s Windy Hill facility. Here we’ll enjoy great views of the city skyline and enjoy the company of our industry colleagues.
In my oil and gas arena, things seem to be improving, and my day job is becoming increasingly busy. I am hoping this is a sign of an economic upturn.
This will be my last President’s Report, as I have decided not to seek re-election at the upcoming AGM. After four years it is time to hand over the reins and I would like to thank Kevin Wilson, the Executive Officers at PIA and my fellow councillors for the support and camaraderie that I have enjoyed. It has been an absolute privilege to work with such an experienced and talented team. We have achieved quite a lot over the past few years and I am in their debt. Thanks guys! I have also been privileged to have been involved with Laura, Chris and the team at Monkey Media. Everyone I know that has come across Pump Industry agrees that it is the best pump related publication around.
I look forward to welcoming the new President – watch this space!
Ron Astall President, Pump Industry Australia
1 www.pumpindustry.com.au pump industry | Spring 2016 | Issue 17 PUMP INDUSTRY
Pump Genius WEG
PUMP INTELLIGENCE TO YOUR SYSTEM


The Pump Genius is a customizable feature of WEG drives that enables your standard VSD to become dedicated for pumping systems. It ensures accurate pressure / flow control throughout the processing cycle, starting with raw water and its usage, ending on wastewater treatment.
With an easy-to-use programming wizard, Pump Genius helps you to minimize downtime and maximize energy savings. Everything you need is available through selecting one of the three options that best fits to your application.




Submersible pumps Desalination plants Wastewater plants Irrigation systems simplex multipump multiplex
simplex
The Simplex software adds ideal features to the VSD for single pump control.
g Pipe Charging Mode
g Sleep & Wake-Up Modes
g Dry Pump Protection
g Broken Pipe or Leakage Detection
g Pump Cavitation Monitoring

multipump
Multipump is the best choice when a pumping system needs to be integrated with a costeffective solution. It enables one single VSD to control up to 5 pumps via DOL, soft-starter or other starting methods.
multiplex
Multiplex software is the most complete solution to accurately control flow and pressure with high reliability.
The VSDs control, monitor and manage the entire system on their own. There is no need for additional PLC, HMI or any external devices thus installation costs can be optimized.



FEditor’s welcome
ollowing the success of last year’s inaugural Industry Capability Guide, we’re pleased to present an improved and expanded version this year, with new original content on pump applications and many more listings than last year.
The Australian Pump Industry continues to be an innovative, diverse and skilled group, and I’m excited to once again showcase their services and expertise to our readers.
www.pumpindustry.com.au website, meaning relevant companies and products are put directly in front of our readers when they’re reading articles on the same topic.
The guide is included as part of this edition, but will also be distributed separately at many key events throughout 2017.
ABN: 36 426 734 954
PO Box 1763
Preston South VIC 3072
P: (03) 9988 4950
F: (03) 8456 6720
monkeymedia.com.au
info@monkeymedia.com.au
pumpindustry.com.au
magazine@pumpindustry.com.au
Publisher and Editor: Chris Bland
Managing Editor: Laura Harvey
Associate Editor: Jessica Dickers
Contributing Editor: Michelle Goldsmith
Marketing Director: Amanda Kennedy
Marketing Consultant: Aaron White
Marketing Consultant: Steven Golding
Production and Customer Service:
Titian Bartlau
Senior Designer: Alejandro Molano
Designer: Jacqueline Buckmaster
Designer: Jackson von Menge
Contributing Designer: Sandy Noke
ISSN: 2201-0270
The aim of Pump Industry has always been to create useful and informative content and deliver it to the pump end users and specificities across various industries including water and wastewater, HVAC, oil and gas, and mining, among others – and this is what the guide does.
It features company entries outlining the services they offer and how to get in contact. The entries also have indices which allow readers to easily search for a specific company, industry or service.
Besides the print edition, all of the guide information is also available online at www.pumpindustry.com.au/directory, and it is now fully integrated with the
I’m also excited to announce that the PIA is continuing their long-term publishing partnership with Pump Industry, a relationship that has so far spanned four years and 17 issues. I look forward to continuing to work with the PIA for many more years, and will catch up with many of you at their Annual General Meeting in November.
For those companies who missed out on this year’s Industry Capability Guide, keep an eye out for the 2018 guide which we will begin producing in the later half of 2017, or get in touch with us to see how else you can put your business in front of pump end users.
Chris Bland Publisher and Editor

This magazine is published by Monkey Media in cooperation with the Pump Industry Australia Inc. (PIA). The views contained herein are not necessarily the views of either the publisher or the PIA. Neither the publisher nor the PIA takes responsibility for any claims made by advertisers.
All communication should be directed to the publisher.
The publisher welcomes contributions to the magazine. All contributions must comply with the publisher’s editorial policy which follows. By providing content to the publisher, you authorise the publisher to reproduce that content either in its original form, or edited, or combined with other content in any of its publications and in any format at the publisher's discretion.
Cover image highlights our feature on energy efficiency in this issue.
Published by
Monkey Media Enterprises
pumpindustry SPRING 2016 ISSUE 17 Mine pumping no longer a drag Controlling a piping system PLUS exclusive Industry Capability Guide Your guide to the industry’s leading providers in 2017 INDUSTRYCAPABILITY 2017 Switching on to energy efficiency A new wave of power generation
1 October 2015 - 31 March 2016
3,404


33-35 Gaine Road Dandenong Sth VIC 3175 Australia P: +61 (0) 3 9753 2222 F: +61 (0) 3 8692 6670 E: sales@techtop.com.au 3 /47 Learoyd Road Acacia Ridge QLD 4110 Australia P: +61 (0) 7 3106 5111 F: +61 (0) 7 3505 5394 E: qldsales@techtop.com.au 2/7 Kelham Place Glendenning NSW 2761 Australia P: +61 (0) 2 9114 6955 F: +61 (0) 2 8072 3389 E: nswsales@techtop.com.au OFFICES PHONE 1300 TECH TOP www.techtop.com.au • IP66 • Powder coat finish • Class F with Class E rise • IEC 80 to 160 frame • IP55 • Class F with Class E rise • Multi-mount arrangement • IEC 80 to 315 frame TECHTOP AUSTRALIA PROUDLY INTRODUCES A NEW RANGE OF (MEPS-3) HIGH EFFICIENCY ELECTRIC MOTORS TAP – ALUMINIUM SERIES TCP – CAST IRON SERIES




ASK AN EXPERT
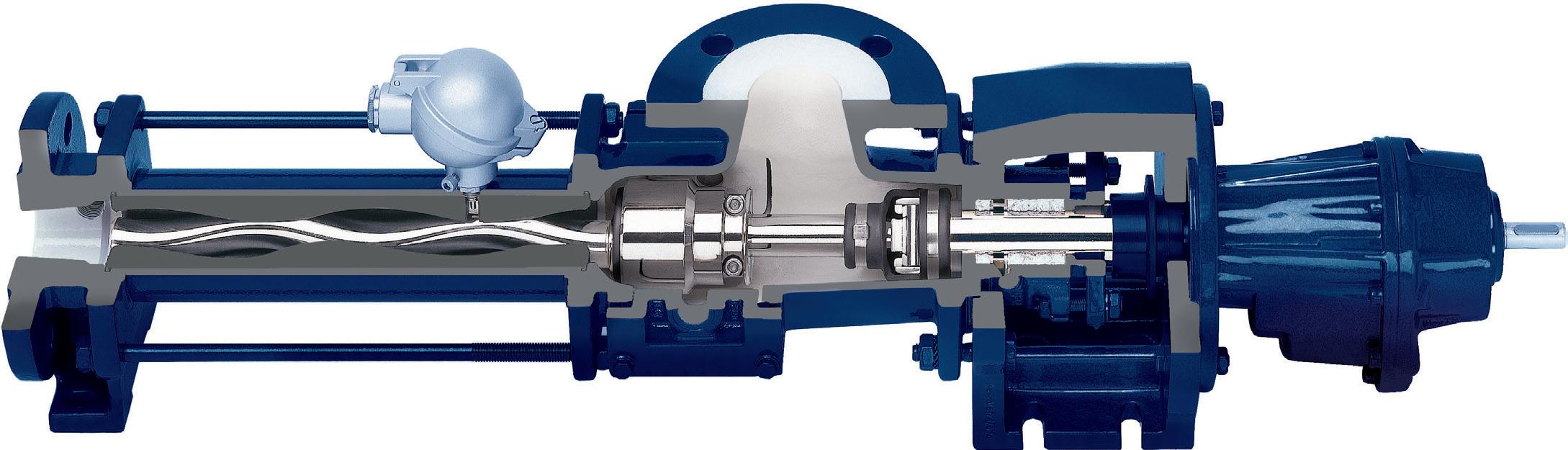
are the most important considerations when selecting and installing a progressive cavity pump?
As solar and wind renewable technologies continue to disrupt the energy market, a new renewable player has snuck into town and is starting to make waves, literally. Carnegie Wave Energy’s Perth Wave Energy Project (PWEP) uses pump-powered technology to generate power from the ocean’s waves and is the world’s first commercial-scale wave energy array to be connected to the grid and produce desalinated water.
6 pump industry | Spring 2016 | Issue 17 www.pumpindustry.com.au
What
22 POWER GENERATION Making waves in the pump industry ........................ 24
NEWS Sunraysia Modernisation Project complete ..........................8 New laws for groundwater extraction ....................................9 Pentair to sell valves and controls business ....................... 10 Terrigal Lagoon rehabilitation ............................. 11 Monkey Media, PIA partnership to continue................................. 12 Successful vacuum sewage system transfer pump upgrade 13 PIA NEWS Gain recognition for your installation skills ........................ 14 Adelaide gathering highlights critical issues ............................. 16 PIA MEMBER NEWS Wastewater pumping with integrated intelligence .............. 18 The Importance of feed pump barrel inspections ...................... 20 Experience a new level of control with ComAp ................... 21 CONTENTS PLUS exclusive Industry Capability Guide



ENERGY EFFICIENCY
Incentivising an energy efficient industry ...............
30
Through the Emissions Reduction Fund, the Australian Government will purchase lowest cost abatement from a wide range of sources, providing an incentive to businesses, households and landowners to proactively reduce their emissions. Here, we take a look at the ways in which the pump industry can benefit from this scheme.
Mine pumping no longer a drag ..............................
34
The CSIRO has developed new technology that reduces the costly ‘drag’ in industrial pumping, which is now being implemented by a major mining company.
Irrigators
having a field day with energy savings
36
The results of recent energy audits have been showcased at regional field days in Queensland, which provide information on how irrigators and other growers can cut on-farm energy costs by up to 70 per cent.
Your guide to the industry’s leading providers in 2017

REGULARS
7 www.pumpindustry.com.au pump industry | Spring 2016 | Issue 17 pumpindustry
President’s welcome ................... 1 Editor’s welcome 4 Pump school .............................. 28 Technical 38 Controlling a piping system Editorial schedule ...................... 40 Advertisers’ index ..................... 40
SECTION 1 www.pumpindustry.com.au/directory i OIL & GAS MINING IRRIGATION HVAC WASTEWATER MANUFACTURING i OIL & SGA MINING TIONIRRIGA ACHV TERASTEWWA CTURINGAMANUF PUMP INDUSTRYCAPABILITY GUIDE 2017
Sunraysia Modernisation Project complete
The $120 million Sunraysia Modernisation Project, the largest infrastructure upgrade in the Sunraysia region in over 100 years, is now complete, benefiting 2,000 irrigators across Mildura, Red Cliffs and Merbein in Victoria.
The project involved the replacement of open irrigation channels with low pressure pipelines and upgrades of key pump stations in the Mallee region.
Minister for Agriculture and Water Resources, Barnaby Joyce, said the Sunraysia Modernisation Project was already delivering benefits to local irrigators and congratulated those involved on the successful completion of the project.
“The completed project will generate water savings of at least 7GL annually in the Mildura region, while providing water access 365 days a year,” Mr Joyce said.
“I want to congratulate Lower Murray Water, the local contractors and suppliers, and the local farmers who participated in the project. Not only was work completed on time and under budget but 23.9km of open channel has been replaced, 15.9km more than originally planned.”
Assistant Minister to the Deputy Prime Minister, Luke Hartsuyker, said the project highlights the Government’s strong belief in the future of irrigated agriculture in the Murray-Darling Basin and its ability to continue to deliver for Australia’s economy and local communities.
“That’s why we are making it a priority to invest in better infrastructure, not water buybacks, through the implementation of the Murray–Darling Basin Plan,” Mr Hartsuyker said.

“Under the Basin Plan more than $8 billion has been made available for more modern and efficient water infrastructure across the Basin, which is the biggest investment in water infrastructure in our nation’s history.”

KELAIR SERVICE DIVISION
SERVICING ALL MAKES AND MODELS OF PUMPS AND CONTROL CIRCUITS
• Pumping problems resolved from 0.5kW up to 500kW
• Written report provided
• Service and repair of any pump product in-house
• Programmed service and maintenance calls
• Service vehicles carry extensive range of stock
• Workmanship guarantee
KELAIR SERVICE CAN PROVIDE
• Breakdown service
• Routine preventative maintenance
• Reverse engineering manufacture
• Engineering / Spare parts / Machining
• Commissioning and installations
When Pump Knowledge Matters

8 pump industry | Spring 2016 | Issue 17 www.pumpindustry.com.au NEWS
CALL 1300 789 466
MATTERS
Lower Murray Water Chairman John Tesoriero, Luke Hartsuyker and the Member for Mallee Andrew Broad at the opening of the SMP.
WHEN PUMP KNOWLEDGE
24 HOURS 7 DAYS A WEEK ANY BRAND OF PUMP BUILDING AND FIRE PUMPS, INDUSTRIAL PUMPS PACKAGED SEWAGE-TREATMENT PLANTS
KELAIR PUMPS AUSTRALIA - 1300 789 466 - www.kelairpumps.com.au INDUSTRIAL PUMPS | BUILDING AND FIRE | ENVIRONMENTAL | SERVICE NSW | VIC | TAS | QLD | WA
New laws for groundwater extraction
The Queensland Government has proposed new laws for groundwater extraction which will make it tougher for resource companies wanting to extract groundwater.
Under these new laws resource companies with a tenure that is a mining lease, petroleum lease or mineral development lease will be subject to a tougher assessment of environmental impacts.
Queensland Minister for Environment Dr Steven Miles, who tabled the Environmental Protection (Underground Water Management) and Other Legislation Amendment Bill 2016 in Parliament, said the new laws will give the environment department greater power to scrutinise mining and petroleum companies.
“Under the new laws, the environment department will have stronger, clearer powers to assess the potential environmental impacts of groundwater extraction as part of the Environmental Authority (EA) process,” Dr Miles said.
“That will mean a rigorous scientific assessment of the impact of mining projects on groundwater would be required before an environmental approval is issued for new mining projects.
“These laws address widespread concern about the LNP’s so-called ‘unlimited right to take’.
“Mining can have significant impacts on groundwater, which is why we will require scrutiny of groundwater extraction, through the EA process, which is open for public comment.”
Dr Miles said this process will maintain proper environmental scrutiny of groundwater extraction impacts.
“Community objections will be allowed as part of the

environmental approval stage, instead of the current objection process used in water licences,” Dr Miles said.
The laws will apply to new EA applications received by the Department of Environment and Heritage Protection (EHP) for resource activities that include groundwater extraction under the new right to take. Existing holders of a water licence, administered by the Department of Natural Resources and Mines (DNRM), would continue to operate under that water licence.
Companies which have applied for, or been granted an EA, but have not yet secured a water licence, would still need to seek a water licence from DNRM that involves an environmental assessment of groundwater impacts, subject to public scrutiny and third party appeals.
Dr Miles said the new laws would also strengthen protection for farmers and other rural landholders by improving the existing make good obligations under the Water Act 2000.
“The new laws will help landholders who are affected by gassy bores. Gassy bores can damage farm equipment, can interrupt the flow of water from a bore or can leave water in a condition where it is not fit for use on the farm,” Dr Miles said.
“The Bill clarifies that make good obligations arise where underground water rights are the likely cause of impairment, even if there is an uncertainty. Companies would also be required to cover the costs of any alternative dispute resolution process and allow a cooling-off period for make good agreements.”
Did you turn the pump on?

A WHISPER QUIET RANGE OF PUMPS DESIGNED FOR NOISE SENSITIVE APPLICATIONS.
The new range of Sykes Quiet Solution (QSM) pumps have been designed to comply with the noise output regulations governing work sites and urban areas.
The QSM has a noise level output of 67 dBA at 7m and features impact resistant polyethylene panels, roof, vents and doors.
The Steel bunded chassis features a single point lift eye, fork tynes and houses the 345 litre polyethylene fuel tank.
For more information on the full range of Sykes pumps visit us at www.allightsykes.com or freecall 1300 255 444 to speak with one of our sales and project efficiency experts
9 www.pumpindustry.com.au pump industry | Spring 2016 | Issue 17
NEWS
Pentair to sell valves and controls business
Pentair is selling its valves and controls business to a motor control and power conversion technology manufacturer in a $US3.15 billion deal.
The deal with Emerson is anticipated to be completed in late 2016 or early 2017 after meeting customary closing conditions and necessary regulatory approvals.
Pentair Chairman and CEO Randall Hogan said, “We expect this transaction to provide Pentair the ability to advance our strategy, drive growth, and focus resources on three segments, all of which we believe have attractive growth characteristics.”
Pentair acquired the valves and controls business in 2012 through an all-stock merger with the flow control business of Tyco International. Valves and controls’ 2015 revenue was $US1.8 billion.
“Through the hard work of dedicated employees, we significantly improved valves and controls’ operating profit, creating shareholder value.
“Additionally, the flow control acquisition provided the scale and capital structure to further enable our
strategy for growth,” Mr Hogan said.
Following the closing of the transaction, Pentair’s business will consist of three segments, water quality systems, flow and filtration solutions, and technical solutions, aligned with global trends to deliver solutions around water quality and availability, equipment and building protection, industrial and process efficiency, and food and beverage processing.
“We remain narrowly diversified, which allows us to prioritize investments and affords us opportunities to grow organically and use our strengthened balance sheet as opportunities arise,” Mr Hogan said.
Emerson Chairman and Chief Executive Officer David Farr said, “This acquisition delivers on our strategic plan of investing in automation solutions and in markets where we have a global leadership position and see significant long-term growth opportunities.
“By adding Pentair’s valves and controls leading technologies and services to our already broad portfolio, we have positioned our businesses to grow while continuing to provide our customers around the world with more complete solutions to their toughest challenges.”
This transaction follows Emerson’s recently announced divestitures of Network Power, Leroy-Somer and Control Techniques for a total of $US5.2 billion as part of the company’s overall strategic portfolio repositioning that was initiated in June 2015.
Executive Vice President and Business Leader for Emerson Automation Solutions Mike Train said, “The Pentair valves and controls business is a strong fit for us as they share many of the same management principles that have defined success for Emerson over the years such as global customer support, service, best cost sourcing and manufacturing.”

10 pump industry | Spring 2016 | Issue 17 www.pumpindustry.com.au
NEWS Contact us today for more information PH 07 3051 5861 info@actionaquatics.com.au 90% Water & Waste Savings 75% Space & Construction Savings 50% Energy Savings 30% Less Fuel & Chemicals DefenDer filters offer uP to: Removes particles down to 1 Micron! 1610 Action Aquatics - Half Page.indd 1 5/10/2016 8:34 PM
Terrigal Lagoon rehabilitation
Two sewage mains running underneath the Terrigal Lagoon in the Central Coast region of New South Wales will be rehabilitated as part of the Central Coast Council’s sewage pump station upgrade program to improve operations.
The rehabilitation works will include placing a plastic liner insider each of the steel pipes and the removal of the temporary polyethylene pipe that was installed in July 2013.
The two mains cross below the bed of the Lagoon in an east west direction, from the sewage pump station on Bundara Avenue, Wamberal, to the intersection of Beaufort Road and Ogilvie Street, Terrigal.
Council’s Construction Delivery Coordinator, Mark Losurdo, said the works will ensure the pump station and rising mains will continue operating to the highest standard.
“Council is committed to protecting the community, our waterways and the environment against sewage
overflows,” Mr Losurdo said.
“In July 2013, a temporary 355mm diameter pipe was installed to replace one of two sewer rising mains that was not functioning to its optimum capacity.
“The temporary pipe will be decommissioned and disposed of, whilst minimising the risk of any environmental impact.
“Construction works will also be undertaken for the rehabilitation of the existing mains, including civil works required for the interconnection at the eastern and western shores of Terrigal Lagoon.”
Construction is expected to commence on 26 September 2016, and is due to be completed in November


In the last issue of Pump Industry, in the Pump School article on page 71 there was an error in the equation printed. The Darcy–Weisbach equation outlines one of the accepted methods to calculate friction losses resulting from fluid motion in pipes. For a circular pipe, the correct equation is:
Where:
hf = head loss (m)
f = friction factor
L = length of pipe work (m)
D = inner diameter of pipe work (m)
v = velocity of fluid (m/s)
g = acceleration due to gravity (m/s²)
We apologise for any inconvenience caused.






www.pumpindustry.com.au
NEWS hf = f x L D ( V 2g ( ) ) 2
Correction Head Office +612 9748 2022 Sydney – Brisbane – Melbourne – Perth www.masterflow.net.au Local Support Engineered Design Rugged construction Optimum Efficiencies High Pressure, up to 40bar Suitable for exotic applications ü ü ü ü ü ü ~with~ 30YEARS OFAUSTRALIAN SUCCESS BAKER-BLOC BAKER-LINE BAKER-FLOW
Monkey Media, PIA partnership to continue
Monkey Media, publishers of Pump Industry, and the PIA have agreed to continue working together in their long term publishing partnership.
Monkey Media and the PIA first came together in 2012 when Managing Director Chris Bland and the PIA Board agreed to work together, with Monkey Media to produce Pump Industry with the endorsement of the PIA.
Since then, the company has produced 17 issues of the quarterly magazine, more than 100 weekly e-newsletters, and grown Pump Industry into a print and digital title widely read by the Australian pump industry. Monkey Media also offers a range of other marketing services and solutions to pump companies, including custom content, web design, e-newsletters, search-engine optimisation (SEO) and social media.
Monkey Media recognised early on that the key to a successful magazine was to reach the end-users and specifiers of pumps across a diverse range of
industries including oil and gas, mining, water and wastewater, irrigation, HVAC, manufacturing and more. The circulation was built around the end-users and specifiers and has grown significantly since its beginnings in 2012.
Monkey Media Managing Director and Publisher of Pump Industry Chris Bland said “Over the four years we’ve been publishing Pump Industry, we’ve thoroughly enjoyed the opportunity to work with and alongside members of the Australian pumping fraternity.
“From day one we’ve been committed to providing our
pumpindustry

audience with up-to-date, high quality content covering the news, issues, people and projects that make the pump industry tick.
“We look forward to continuing to work with all of our partners and stakeholders in the pump industry for many years to come.”



12 pump industry | Spring 2016 | Issue 17 www.pumpindustry.com.au
NEWS
WINTER 2016 ISSUE 16 Dewatering mines for safer communities Pumpswetversus wipes How to choose a VSD Powering future submarines pumpindustry AUTUMN 2016 ISSUE 15 Improving efficiency in HVAC Choosing the right mechanical seal Seeing the forest for the trees: tips for system reliability Irrigation’s fruitful harvest pumpindustry SUMMER 2016 ISSUE 14 Everything you need to know about valves State of the Industry: changes ahead for 2016 The dos and don’ts of pumping fuel oil Phone (03) 9873 8744, or email sales@hebco.com.au For sales and support, call H.E Brehaut Pty Ltd. Australia's Amarillo experts since 1982.
Successful vacuum sewage system transfer pump upgrade
The Kempsey Shire Council (KSC) recently upgraded its vacuum sewage system transfer pumps, as the need for continued maintenance on its existing system was causing cost and logistics issues.
Ian Allsopp of KSC learned about the success the Bundaberg Regional Council had when they changed their lobe pumps to Gorman-Rupp Ultra VS Series two-stage self-priming sewage pumps. The application was virtually the same, in that they have a vacuum tank that draws sewage through a network of sewer lines that are kept under negative pressure by the vacuum tank. When the vacuum tank fills, it needs to be pumped out. Because the tank is under a vacuum (up to -80kPa), the transfer pump needs to be able to pull a “suction lift” equivalent to this, and still be able to produce discharge pressures high enough to transfer sewage to the WWTP (in this case, an additional 60m, for a total dynamic head of 68m).
After reviewing the system, Hydro Innovations selected the Gorman-Rupp
VS3A60-B with a 45kW motor. The pump is one of Gorman-Rupp’s Ultra VS Series of two-stage self-priming sewage pumps, capable of producing heads to 90m. Being a self-priming pump, it is more than capable of producing the required vacuum to overcome the negative pressure inside the vacuum tank. The pump comes standard with a self-cleaning wear plate system to enable it to handle stringy materials such as rags, has a large open impeller to handle larger solids and has a large removable cover-plate for access into pump internals to remove large blockages or for inspection.
As with all of Gorman-Rupp’s sewage pumps, internal clearance adjustments are able to be done externally, without exposing operators to sewage or the wet well. These adjustments can be
done in minutes, so operators can keep the pumps at peak operating efficiency for the life of the installation.
Ian and a small delegation from KSC went to Bundaberg to investigate and confirm all they had been told about the success at the Woodgate site with the Gorman-Rupp units. After reviewing the installation and discussions with the operators at the Bundaberg Shire Council, they decided to proceed with the purchase of the recommended Gorman-Rupp pumps for the job.
The council is happy with their investment.

13 www.pumpindustry.com.au pump industry | Spring 2016 | Issue 17 NEWS
For more information, contact Hydro Innovations on (02) 9898 1800 or sales@hydroinnovations.com.au.
Gain recognition for your installation skills
The PIA successfully staged its Installation & Commissioning course a number of times over the course of 2016, most recently in September. The purpose of the course is to provide pump professionals with the chance to update and upgrade their skills, and to give attendees national accreditation in the installation and commissioning of pumps.
The one-day training course was developed by industry experts, and is recommended for all people involved in the supply and installation of pumping systems, including pump suppliers, consultants, contractors and installers.
The course suits people still learning, workers who need a refresher in the intricacies of installation and commissioning, or anyone who wants to take their skills to the next level and have official accreditation by the wider industry.
The course is split into two sections: a theory session in the morning, followed by hands-on practical work in the afternoon.
The theory session for installation covers foundation construction, erection of the pumpset, levelling of the pumpset, grouting, installation of pipework and the alignment of the pump and drive.
This not only teaches participants how to install a pumpset, but also how to inspect an installation prior to commissioning to ensure the work by others has been done correctly.
Once everyone has full knowledge of all the skills, the afternoon practical session allows you to apply these skills by checking the pump level and alignment of a pumpset and participating in commissioning, including taking the appropriate readings. The practical session also includes an evaluation session of the data and a discussion on corrective actions that could be taken.
The September course was particularly successful, with eight experienced pump professionals attending. The size of the group, and their combined experience, made the presentations more dynamic, and course leaders Ken Kugler and Keith

Sanders both found the interaction within the group was particularly beneficial.
The PIA now has plans to run the course a number of times over the course of 2017 in both Melbourne and Sydney, providing a wider group within the pump industry the opportunity to gain this valuable industry accreditation.
Why accreditation?
Installing and commissioning a pump correctly is critically important, as doing so will ensure a pump has a trouble-free working life when it begins operation.
Within the industry there has been increasing concern over the quality of commissioning personnel, and authorities in one state are planning to place restrictions on the people who can install and commission pumps in water services, via a National Occupational Licensing System.
Learning the most up to date techniques and skills from the industry’s peak body, PIA, and then being registered on its site, is vital to any pump professional who deals with installation and commissioning.
If you’re interested in gaining your installation and commissioning accreditation in 2017, contact Kevin Wilson at pumpsaustralia@bigpond.com.
14 pump industry | Spring 2016 | Issue 17 www.pumpindustry.com.au
PIA NEWS
Attendees at the September Installation & Commissioning course.


Adelaide gathering highlights critical issues
More than thirty pump industry professionals recently gathered in Adelaide in for a PIA technical meeting, held at the headquarters of Grundfos Australia.
Grundfos Australia Managing Director Steen Holm-Jensen opened the meeting, speaking eloquently on Grundfos’ philosophy and values as a company, encompassing the customer, product development and corporate responsibility.
Daniel Clarkson then took the meeting attendees into the plant, where he demonstrated Grudnfos’s test setup for vertical inline pumps. The set up was impressive; with a range of quick change suction and discharge pipes, quick connect power modules and hydraulic clamping of the nozzles, Daniel was able to install, prime, hydro test and performance test, dewater, disconnect and produce a test log and curve in less than five minutes.
This was followed by a presentation from BKB’s Tim Ewins and Scott Donoghue, which highlighted a major enforcement shortfall in the fire protection sector. Many fire pump installations clearly do not meet the code in a number of areas, and yet enforcement is negligible in most cases, with selfcertification being the effective norm. As Scott correctly noted, this is a matter that has life and death implications but seems to attract very little interest from the engineering sector with only haphazard enforcement.
Alan Rowan then highlighted the importance of having competent pump installation and commissioning personnel and practices, and gave an interesting outline of PIA’s crusade on this issue, with
an overview of the comprehensive PIA I&C training course (see page 14 for more information).
Then it was PIA President Ron Astall’s turn to take to the stage with a presentation on net positive suction head (NPSH), and how it is crucial to understand pump suction performance. The concept of suction specific speed was discussed in some detail, and Ron outlined how this parameter can be used as a tool at the process design stage to highlight potential problem applications prior to specifying and purchasing pumps.
Grundfos graciously provided tasty refreshments at the close of proceedings and most attendees stayed on for up to an hour afterwards to discuss the presentations and their impact.

16 pump industry | Spring 2016 | Issue 17 www.pumpindustry.com.au
Welling & Crossley Diesel Fire Control Panels Fully Comply with the Australian Standard AS2941-2013 Is your Fire Panel Compliant? These panels include: 3 stage battery Charger Jacket Heater Fail Indicator Battery Temperature Monitoring ✓ ✓ ✓ Don’t get caught out with a non-compliant panel 59 Export Drv Brooklyn VIC 3012 Email: sales@wellcross.com.au PIA NEWS

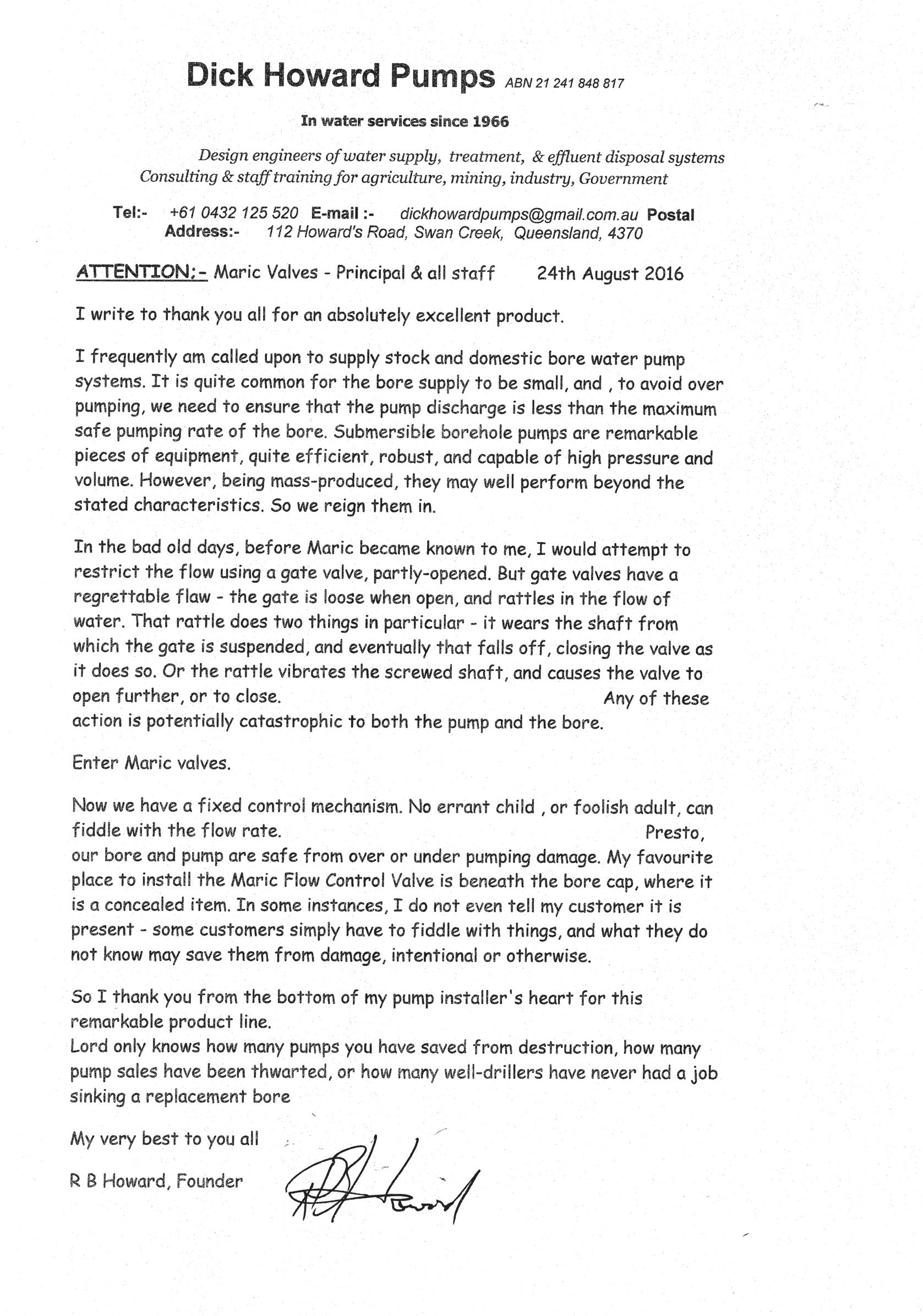

www.maric.com Phone: (+61) 08 8431 2281 Fax: (+61) 08 8431 2025 Sales: sales@maric.com Admin: mail@maric.com “I was delighted to receive this endorsement from our long term customer!” Grant Schroeder, MD, Maric Flow Control.
integrated intelligence Wastewater pumping with
by Stefan M. Abelin, Director, Project Management, Xylem
Improved system reliability, reduced energy consumption, operational flexibility, reduced footprint, connectivity and a lower pump system lifecycle cost can all be achieved with integrated intelligence in wastewater pumping.
The word ‘intelligent’ in wastewater pumping is a result of factors that together contribute to a new level of operational autonomy and efficiency – a pumping system designed to automatically deliver the desired performance at minimum energy consumption while reducing the total cost of ownership.
The word ‘pumping’ is used to indicate that the affected operational area has been expanded from the pump itself to include the hardware – functionality that resides both in a wastewater pump, pump controls and external communication technology.
A typical submersible wastewater pump station consists of two pumps and a control panel that operates a sewage lift station based on varying liquid levels and an on/off controller, whereas new integrated intelligent wastewater pump systems consist of a submersible wastewater pump with integrated control, power electronics and a pump station controller unit that operates the sewage pump station.
The in-pump processor controls the power electronics to achieve the variable pump performance needed to meet demands. A single impeller size per volute size minimises the need for multiple spare impellers and yields maximum hydraulic efficiency as the impeller is optimised for the volute.
Instead of having to remove the pump to trim or change an impeller, a different duty point can simply be met by the touch of a button.
A new, simpler and more compact high-performance synchronous motor further improves pump system efficiency allowing operation at reduced pump capacity with maintained high motor efficiency. The concentrated winding synchronous motor does this and meets the proposed future superpremium motor efficiency standards (IE4).
The new system features soft-start, pump clog detection, pump cleaning, advanced motor protection and always correct impeller rotation.
The pump station controller can handle up to four pumps and provides pump system management functions such as pump energy minimiser, sump cleaning and pipe cleaning function, pump sequencing and alternation.
The pump’s drive unit is an assembly consisting of monitoring and control circuitry, software, power electronics and a synchronous motor in a single package. Using a new motor design – the concentrated winding design –provides benefits such as increased motor efficiency, controllability, improved low-speed efficiency and reduced size.
The pump station controller allows for data communication and analysis, providing communication to the outside via standard communication protocols. The pump station can be easily connected to remote station monitoring systems including Supervisory Control and Data Acquisition (SCADA) systems.
Integrated intelligence also creates
opportunities for reduced control panel footprint – physically, environmentally and in your wallet. Reduction of CO2 emissions will result from installations with intelligent pumps and a pump station controller. The reduced physical footprint is due to relocation of major components from the control panel to within the submersible pump, as well as the compactness of new components – a result of innovation, adaptation and integration of technology.
The powerful and patented energy minimising software algorithm ensures the lift station is always operated at the minimum specific energy level (kWh/m3), given the prevailing head and flow requirements. The pumps are soft-started and soft-stopped and the integrated pump clog detection function will protect the pumps from clogging by triggering a pump cleaning cycle, preventing unnecessary service calls.
The sump and pipe cleaning functions will ensure that the pump sump is kept free of sediment, floatables and fat. Power and motor protection functions will also protect the motor from supply grid issues and thermal overloads.
Additionally, the system will ensure complete knowledge of what’s going on with the pumps and the system. Local and remote operational data, such as pump and station status information, warnings and alarms, are readily available and user-configurable to suit different system requirements.

18 pump industry | Spring 2016 | Issue 17 www.pumpindustry.com.au
PIA MEMBER NEWS | PARTNER SOLUTIONS
NEW
PUMPING SYSTEM WITH
INTEGRATED INTELLIGENCE CONCERTOR™
WORLD’S FIRST WASTEWATER PUMPING SYSTEM WITH INTEGRATED INTELLIGENCE
This revolutionary system delivers optimal performance while reducing your total cost of ownership. It also offers unparalleled flexibility and simplicity on a whole new level. You might even say it thinks for itself. We invite you to enter a new era in wastewater pumping with Flygt Concertor.
One powerful solution. Unlimited possibilities.
www.flygt.com
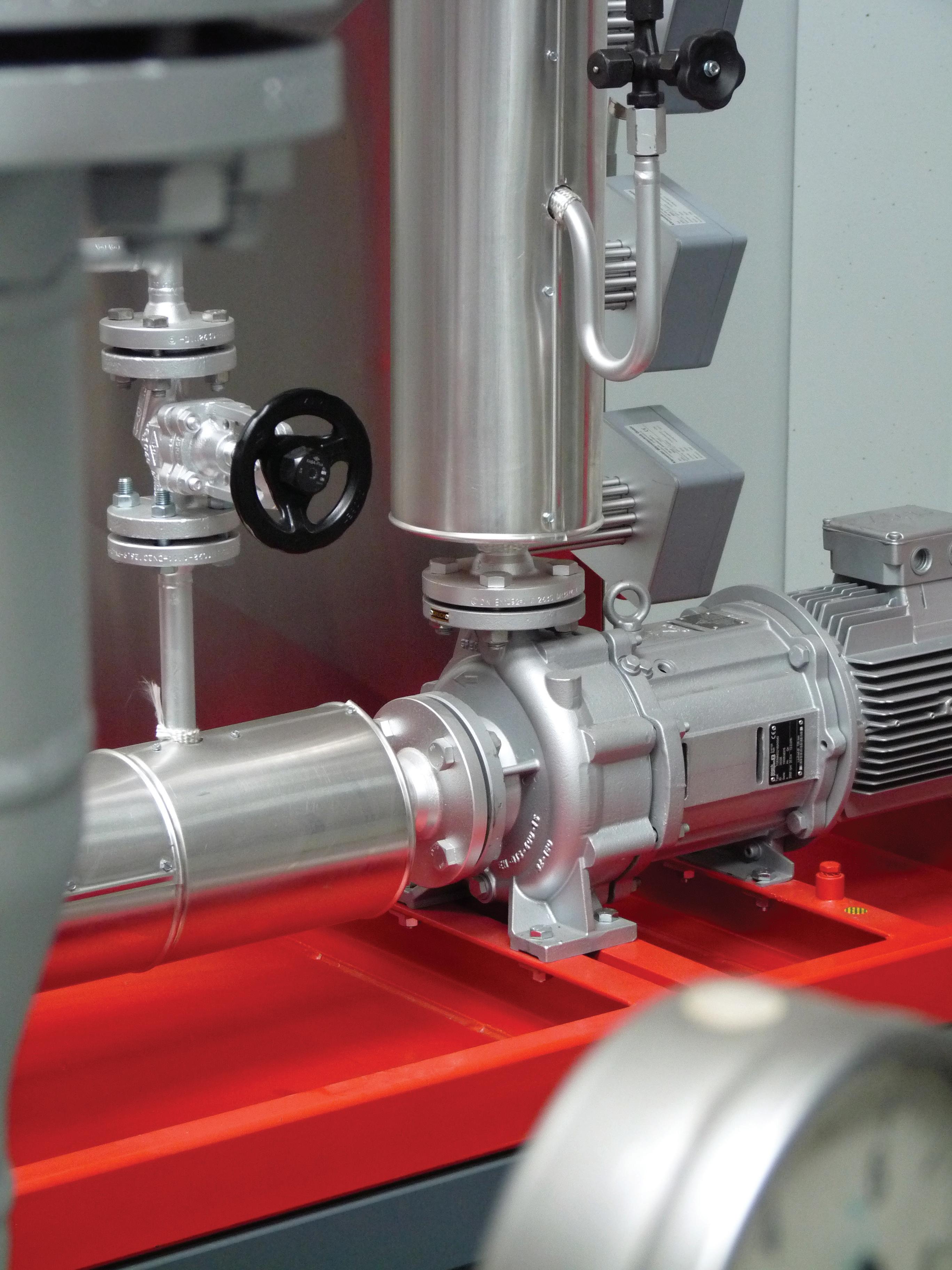
THE IMPORTANCE OF feed pump barrel inspections
by Greg James, Hydro Australia
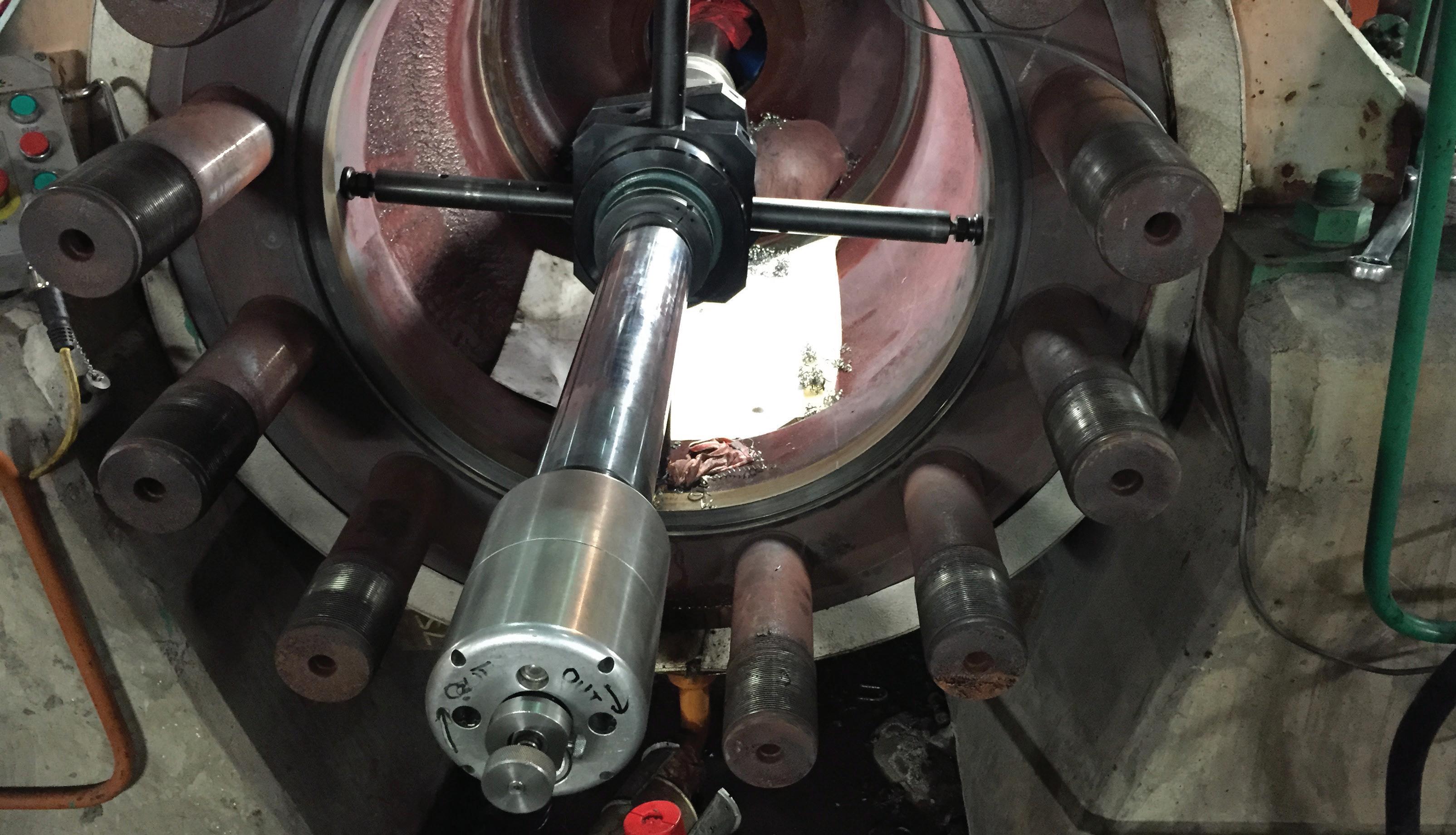
Rebuilding a typical boiler feed pump cartridge and returning the running clearances to specification is a critical process for effective and efficient plant operation. The cost to rebuild a cartridge – supply new mechanical seals, bearings and consumables, the lost production, down time and the labour costs – is a significant investment.
After rebuilding a cartridge and returning all operating clearances to specification, the good work can be greatly affected by installing the cartridge into a distorted barrel and/or discharge head combination.
When changing over a feed pump cartridge, it is every bit as important to check the barrel and discharge head for concentricity and parallelism, and to check the condition of the gasket mating surfaces.
A typical segmented ring or split inner volute barrel pump design will have two, three, four or more mating/gasket surfaces, all requiring a consistent quality surface finish to ensure the gaskets perform as designed and to ensure that the cartridge remains square in every aspect once installed.
After years of service and thermal cycling on hundreds of occasions, the barrel and/or discharge head can stress relieve, creating out of square mating surfaces. In most instances this
will need to be checked only once, however, if there are signs of gasket leakage it is recommended to check all surfaces at each cartridge change.
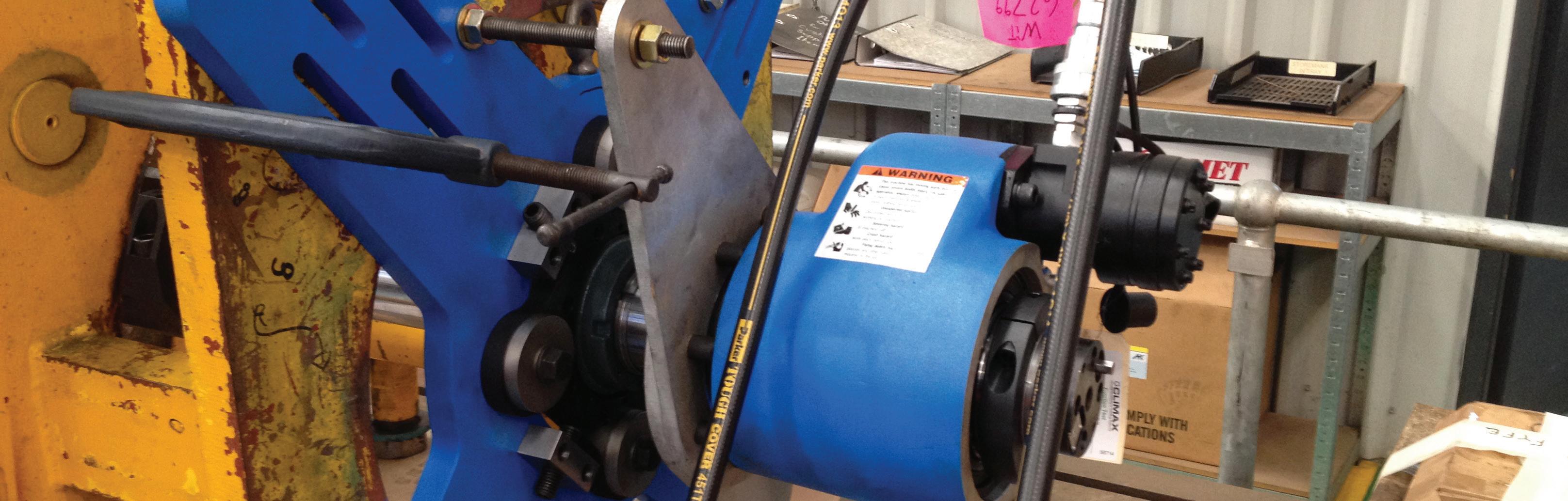
On site in situ barrel machining
Hydro Australia have the experience, knowledge and all the required equipment to perform a cartridge change over, barrel concentricity check and if required, to machine the barrel using our on site in situ machine system to return the barrel to specification.
Hydro Australia have built a test rig, enabling duplication of the barrel configuration in the workshop.
This will ensure that all the correct equipment is set up and ready to go when arriving at site, having checked every aspect for correct sizes and tight configurations.
20 pump industry | Spring 2016 | Issue 17 www.pumpindustry.com.au
PIA MEMBER NEWS | PARTNER SOLUTIONS
Experience a new level of control with ComAp
Global leaders in pump control; ComAp specialise in
solutions for use in the power generation
With over 25 years of experience, ComAp has products, services, software and accessories designed to support emergency power, standby power generation, renewable energy and engine driven applications all over the world.
ComAp Pty Ltd is a subsidiary of ComAp a.s., who is a manufacturer of innovative, smart control systems based in the Czech Republic with a global distribution network. ComAp Pty Ltd services Australia, New Zealand and Pacific Islands with its head office located in Adelaide and substantial branch operations in Brisbane and Perth.
With a team of dedicated, experienced sales and support engineers located around Australia, ComAp Pty Ltd is able to harness technical capabilities and design solutions for a range of applications. The subsidiary consolidates global expertise with unmatched local support and commitment to customers.
ComAp has dedicated controllers for pumping applications in a range of market segments, including mining, oil and gas, commercial and agriculture. ComAp’s controllers and solutions provide exceptional benefits to the operator and are capable of increasing efficiency, while offering simplicity and safety for your application.
ComAp Pty Ltd provides customers with specialised electrical engineering services including but not limited to design, installation, commissioning, technical support and consulting. With their range of products and services, ComAp Pty Ltd has a solution to fit your needs.

We’ll help you grow That’s smart control

> Preconfigured for pumping applications so no PC is required to get up and running
> Simple, intuitive controls mean you always know how your pump is performing
> Easy speed control of mechanical or electronic engines


> Remote monitoring and alarms from your smart phone or tablet
> Quickly disable failed sensors to ensure continued water supply to stock or crops


















































21 www.pumpindustry.com.au pump industry | Spring 2016 | Issue 17 PIA MEMBER NEWS | PARTNER SOLUTIONS
electronic and management
industries and drive power markets.
creating
comap.com.au/products/drive

The pump industry relies on expertise from a large and varied range of specialists, from experts in particular pump types to those with an intimate understanding of pump reliability; and from researchers who delve into the particulars of pump curves to experts in pump efficiency. To draw upon the wealth of expert knowledge the Australian pump industry has to offer, Pump Industry has established a panel of experts to answer all your pumping questions.

Progressive cavity pumps
Our progressive cavity pump expert is Peter Vila, Managing Director of SEEPEX Australia. Peter has been involved with pumps for 35 years. He spent the first five years repairing them and the subsequent 30 years directly in technical sales, and for the past 15 years he has been predominately involved with SEEPEX progressive cavity pumps.
QUESTION: What are the most important considerations when selecting and installing a progressive cavity pump?
ANSWER:
Consider the pumped media!
As with all pump selections, when choosing a progressive cavity pump, the properties of any pumped media must be carefully considered. What is the chemical composition? Viscosity? Pumping temperature? Solids content? Nature and size of solids? Is it shear-sensitive? Abrasive? Potentially hazardous?
What are the process requirements?
Again, not really different to the
basic criteria for selecting all pump designs. Flow rate and discharge pressure as a minimum, together with an overview of suction conditions (i.e. lift or flooded, inlet pressure, temperature etc) must be considered. Also – is it industrial or hygienic product handling? Is the mode of control DOL/VVVF/other?
Are there any installation and/or environmental considerations?
This is an area where many variables are possible. Fixed or portable? Horizontal or vertical? Dry or semi-submersible? Reversible flow? Indoor/outdoor? Harsh or hazardous environment?
Specific customised drive? Special sealing requirements for product containment? Overpressure and/or dry-run protection?
It may surprise you to hear that over-pressure and dry-run, along with incorrect pump selection, are the most common causes of premature failure on progressive cavity pumps.
With due consideration to the above information, it is possible to confidently configure a progressive cavity pump which is fit for purpose. Special care should be taken when selecting pump speed, giving due consideration to pumped media – viscosity, solids content and
22 SECTION HEADING pump industry | Spring 2016 | Issue 17 www.pumpindustry.com.au
ASK AN EXPERT
abrasiveness. It’s quite common for the uninitiated to select a smaller pump running faster, with a view to saving a few dollars on the initial purchase, only to find their maintenance costs have soared out of control due to an inappropriate pump selection. Typically consider 300-350 RPM as a guideline when initially selecting the suitable speed for a progressive cavity pump, then adjust down or up from this point, depending upon pumped media
characteristics. It’s not uncommon to see progressive cavity pumps running as low as 75-100RPM on media with high viscosity or solids content, or at the other end of the scale, up to 1000-1500RPM on easily handled media with high lubrication properties. The important thing is to ensure you have the necessary information and experience to make a confident selection, or failing this, you have the contact details from a reliable source and seek their assistance.
23 www.pumpindustry.com.au pump industry | Spring 2016 | Issue 17 ASK AN EXPERT For more information on progressive cavity pumps, please contact SEEPEX Australia on (02) 4355 4500 or info.au@seepex.com
OUR KNOWLEDGE TO IMPROVE YOUR EFFICIENCY. SEEPEX Australia Pty. Ltd. info.au@seepex.com www.seepex.com ENERGY EFFICIENCY Conventional pumps are not as energy efficient and have higher running costs SEEPEX SCT pumps have high energy efficiency and lower running costs SEEPEX progressive cavity pumps with Smart Conveying Technology (SCT) offer faster maintenance, shorter downtime and significantly reduced life cycle costs. Let our experts illustrate to you the cost savings which could be achieved by using SCT in your company. BENEFITS y Engineering consultancy from industry experts y Optimization through standardization y Asset management y Pump upgrades to the latest technology y Problem solving on underperforming equipment y Energy and efficiency surveys
Making waves in

As solar and wind renewable technologies continue to disrupt the energy market, a new renewable player has snuck into town and is starting to make waves, literally. Carnegie Wave Energy’s Perth Wave Energy Project (PWEP) uses pump-powered technology to generate power from the ocean’s waves and is the world’s first commercial-scale wave energy array to be connected to the grid and produce desalinated water.
In September 2015, the Perth based Carnegie Wave Energy Project broke a world record by completing 14,000 cumulative operating hours – the highest number of hours ever recorded for the global wave energy industry. Carnegie Wave Energy is now gearing up to deploy the next set of wave energy units, CETO 6, in 2018.
The project, created by Carnegie Wave Energy and funded by the Australian Renewable Energy Agency (ARENA), was a pilot program involving CETO 5 units, which are fullysubmerged buoys that use waves to drive pumps and generators and deliver power back to shore through subsea cables.
Craig Wale, Hydraulics Engineer at Carnegie Wave Energy, said CETO 5 uses the hydraulic energy generated to
turn an electric generator onshore and export to the local power grid. The hydraulic energy also assists with a reverse-osmosis desalination process – significantly reducing the electrical power required to produce potable water.
“CETO is a unique, fully-submerged, pump-based technology whereby a buoy heaves with the ocean’s waves, one to two metres below the surface of the ocean, driving a hydraulic cylinder,” said Mr Wale. “Hydraulic pressure from the cylinder is accumulated and used to propel a hydraulic motors coupled to electric generators. The PWEP used CETO 5 technology which had the pressurised fluid (hydraulic energy) travel onshore for conversion to electrical energy.”
The CETO 5 units that were used in the project each had a rated capacity of
240 kW, and Mr Wale said pumps played a significant role in the CETO systems.
“The PWEP used two Parker bentaxis fixed displacement hydraulic motors and these hydraulic motors are integral to our power-take-off. That is, the way we convert the hydraulic power generated through the actuation of the hydraulic cylinder into grid-exportable electric power.
“By spinning a hydraulic motor with high pressure fluid, we can spin a coupled electric motor and generate electricity.”
When the buoy heaves upwards, the single acting hydraulic cylinder generates high-pressure flow which travels to the onshore plant. The pressure surge is smoothed by a bank of accumulators before the flow is split to the two hydraulic motors which sit in parallel.
POWER GENERATION
24 pump industry | Spring 2016 | Issue 17 www.pumpindustry.com.au
the pump industry

POWER GENERATION
25 www.pumpindustry.com.au pump industry | Spring 2016 | Issue 17

The high-pressure flow then spins the hydraulic motors which are each coupled to a squirrel-cage induction generator. When the buoy heaves downwards, the hydraulic cylinder draws in low pressure fluid from a bank of accumulators that sit downstream of the hydraulic motor’s outlet, ready to re-pressurise the fluid with the next upwards heave.
Waves versus solar and wind
As with any system, the pumps themselves require some maintenance, and Carnegie Wave Energy has constantly monitored and recorded the hydraulic motor case drain flow rate, which was a good indicator of the health of the motor.
“High or accelerating case drain flows indicate increasing internal clearances, and hence wear, which needs attention. By continuously recording this data, we could capture the entire history of a hydraulic motor’s health and take preventative maintenance actions when necessary,” Mr Wale said.
“From an engineer’s perspective, the technology presents a multitude of challenges, which calls for innovative solutions and a marrying of many disciplines – mechanical, civil, electrical and electronic – making it a very interesting technology to develop.”
While solar and wind energy are the most well known forms of renewable power generation, Mr Wale said that wave energy can be more advantageous than these methods.
“One of the advantages is that wave energy is much more predictable than wind energy. Wind energy tends to vary
in seconds and minutes, whereas waves can be predicted accurately hours and sometimes days in advance,” said Mr Wale.
“Furthermore, the energy density in the ocean means that for an equivalent power extraction, wave farms consume much smaller areas than solar farms, and are also completely out of sight.”
So far there have been five CETO wave energy systems created as part of pilot programs to continually improve the technology. The project is now finished with all units pulled out of the water and de-commissioned but the next set of units, CETO 6, is set to be deployed in early 2018 approximately
10km west of Australia’s largest naval base, Garden Island, in Western Australia.
Mr Wale said the next generation CETO 6 units differ as they incorporate the power-take-off and hydraulic-toelectric conversion within the buoy, and deliver high voltage electricity to shore via a subsea cable.
“Carnegie is also preparing to begin construction, subject to approvals, of its Garden Island microgrid project which will see the installation of a 2MW photovoltaic array and battery storage, with provision to later incorporate wind and wave generation.”


26 pump industry | Spring 2016 | Issue 17 www.pumpindustry.com.au
POWER GENERATION
Towing two of the CETO 5 units out to sea.
A CETO 5 unit being deployed as part of Carnegie Wave Energy’s Perth Wave Energy Project (PWEP).
Transfer

Call now for low finance rates & your nearest dealer AUSTRALIA WIDE 1300 582 582 kubota.com.au Power, performance and reliability with larger four-cylinder engines
pump applications
Sludge
pump applications Agricultural irrigation Engine power packs are fully assembled with world class components Support of a national dealer network for Service and Spare Parts requirements Always Reliable - Kubota DIESEL ENGINES
PUMP SCHOOL

Pump Standards
There are many pump standards used in the pump industry today. These standards may be national, international, industry specific, company specific or project specific. This is the first of a two part article in which we will attempt to outline the more commonly used pump specifications within Australia; specifically the organisations that either prepare or certify pump specifications.
Industry standards set protocols on design, material, methods, performance, testing and much more. Standards are critical to efficient and effective specification and product development, saving time and money and ensuring reliability and safety.
There are many national specifications e.g. Japanese, British, Australian, etc., however the vast majority are based on ISO standards or reference other standards such as API. Project specific specifications would generally reference other standards.
The following should be noted:
1. Many pumps available on the market today do not comply with any documented standard. This does not mean that these pumps are not of excellent quality or fit for purpose.
2. If the intention of a buyer is to define compliance with a specific standard, ensure that it is relevant to the application. For example, specifying API compliance for a building services application does not make any sense.
3. Any pump specifier should take care that defining compliance with a particular specification does not disqualify other suitable pumps. For example, specifying ANSI B73.1 may disqualify offers of very suitable pumps complying with ISO 5199.
4. There have been a number of instances where compliance with more than one pump specification is detailed. This may appear to be a safe process however this often causes confusion for a pump supplier as there may be contradictions between the two standards.
Definitions
Standards Australia – AS
Standards Australia is the nation’s peak non-government Standards organisation. It is charged by the Commonwealth Government to meet Australia’s need for contemporary, internationally aligned Standards and related services. It leads and promotes a respected and unbiased Standards development process ensuring all competing interests are heard, their points of view considered and consensus reached.
International Organisation for Standardisation – ISO
The International Organisation for Standardisation, widely known as ISO, is an international-standard setting body composed of representatives from various national standards organisations. Founded on 23 February 1947, the organisation promulgates worldwide proprietary industrial and commercial standards. It has its headquarters in Geneva, Switzerland. While ISO defines itself as a non-governmental organisation, its ability to set standards that often become law, either through treaties or national standards, makes it more powerful than most non-governmental organisations. In practice, ISO acts as a consortium with strong links to governments.
ISO classifies pumps as Class I, II and III, with Class I having the most stringent requirements. The selection of class is determined by the application and the intention is that it is agreed between purchaser and supplier. It is impossible to standardise the class of technical requirements, however, the criteria for class determination may include reliability, required operating life, operating conditions, environmental conditions and local ambient conditions
It is possible that pumps built in accordance with Classes I, II and III may work beside one another in the same plant.
American Petroleum Institute – API
The American Petroleum Institute, commonly referred to as API, is the main US trade association for the oil and natural gas industry, representing about 400 corporations involved in production, refinement, distribution, and many other aspects of the petroleum industry. The association’s chief functions on behalf of the industry include advocacy and negotiation with governmental, legal, and regulatory agencies; research into economic, toxicological, and environmental effects; establishment and certification of industry standards; and education outreach. API both funds and conducts research related to many aspects of the petroleum industry.
In the next issue, we’ll continue our look at organisations that prepare and certify pump specifications, covering the American National Standards Institute, the Hydraulics Institute, the National Fire Protection Association, FM Global and Deutsches Institut für Normung.
28 pump industry | Spring 2016 | Issue 17 www.pumpindustry.com.au
* Article courtesy of Kelair Pumps Australia “When Pump Knowledge Matters” Phone: 1300 789 466 or visit www.kelairpumps.com.au
Pumps and drives for the highest demands
Incentivising an energy efficient industry
Through the Emissions Reduction Fund, the Australian Government will purchase lowest cost abatement from a wide range of sources, providing an incentive
to businesses,
households
and
landowners
to proactively reduce their emissions. Here, we take a look at the ways in which
the pump industry can benefit from this scheme.
The Emissions Reduction Fund (ERF), established through the Department of Environment and Energy, allows businesses, farmers and community groups to earn carbon credits for reducing their emissions. These carbon credits can be sold to the government through a competitive auction, or to other organisations wishing to offset their emissions. The average price paid by the government under the Fund to date has been $12.10 per tonne of emissions reductions.
The ERF only credits new and genuine and emissions reductions. To participate, a project must meet the requirements of an approved ERF method. To be eligible to bid into an auction, projects must be able to deliver at least 2,000 tonnes of emissions abatement a year.
Pumps are one of the most common items of energy consuming equipment, and are used across the economy – in manufacturing, mining, agriculture, commercial building and of course water utility applications. Pumping systems are also difficult to optimise, because pumping efficiency depends on system configuration as well as the characteristics of the pump itself.
Opportunities to participate in the fund are available for energy efficiency proponents in the pump industry through the industrial electricity and fuel efficiency method. This method covers a broad range of activities that reduce direct fuel combustion emissions and emissions from electricity use. These include upgrades to pumps, boilers, heating, ventilation and cooling systems, or the installation of variable speed drives. The method is based on comparing emission levels before and after project activities have been implemented.
Some proponents may also be able to use the commercial buildings method for pump upgrades included in a broader commercial building project. The Department is also working with industry to explore new opportunities under the ERF. For the pump industry, this includes a possible industrial equipment upgrades method.
Working together
Recognising the role the pump industry has to play in reducing emissions, the Department approached Pump Industry Australia (PIA) as part of seeking advice from key industry
and equipment supplier associations, especially those with sound technical knowledge.
Currently, the Department is working with a technical working group of industry experts to explore a potential new method for industrial equipment upgrades. The method under development is intended to support a wide range of energy efficiency improvements to common types of industrial and similar equipment, including pumps, boilers, and compressed air systems. It is intended to provide simpler measurement and calculation requirements than the existing industrial electricity and fuel efficiency method.
As the equipment coverage under the proposed industrial equipment upgrades method is quite broad, the technical working group includes representatives from a range of companies, industry associations and bodies representing equipment manufacturers or suppliers.
The Department is engaging with the technical working group on an early draft of the method. Subject to the approval of the independent Emissions Reduction Assurance Committee, the
30 pump industry | Spring 2016 | Issue 17 www.pumpindustry.com.au
ENERGY EFFICIENCY

draft method may be released for public consultation by the end of the year.
Considering the whole system
In designing the draft industrial equipment upgrades method, the Department is looking to accommodate improvements to a whole mechanical system, for a range of different types of industrial and related equipment, including pumps. Abatement is measured as the difference in energy consumption between representative baseline and operating measurement periods. Adjustments are made for energy intensity where this yields a
more conservative result.
The length of baseline and operating measurement periods would typically be one month, with flexibility provided for shorter or longer periods where appropriate, such as where seasonal factors apply.
Most industrial systems have multiple components, and can operate with very different load profiles. For pumps, an operator could replace the pump with a more efficient model, install a variable speed drive, trim the impeller, install more efficient valves, or implement a range of other activities. Energy savings for different activities do not
always accurately sum, so the method has been designed to simply measure performance over representative periods before and after the upgrade.
This approach allows the draft method to credit the best combination of upgrade activities for each pumping system, maximising potential abatement credits. The draft method allows the project proponent to assess the efficiency of the system in the way most appropriate for them. The draft approach also encourages costeffective solutions, for both upgrades and the approaches used to identify and quantify savings.
31 www.pumpindustry.com.au pump industry | Spring 2016 | Issue 17
ENERGY EFFICIENCY

Generally, upgrades of existing pumps can yield energy savings in the order of 10-20 per cent, and sometimes more. These savings stem partly from physical changes to pumping system components and partly from improved control. The amount of abatement delivered under any potential method for the ERF would be subject to the rules in the final method and depend on how project proponents design and
UNITED PUMPS AUSTRALIA
implement their projects. Installation of variable speed drives may be one of the more common activities, given its ability to reduce throttling losses in many applications.
Participating in the ERF program
Since the draft industrial equipment upgrades method covers upgrades to a range of different equipment types, it is well suited to manufacturing or
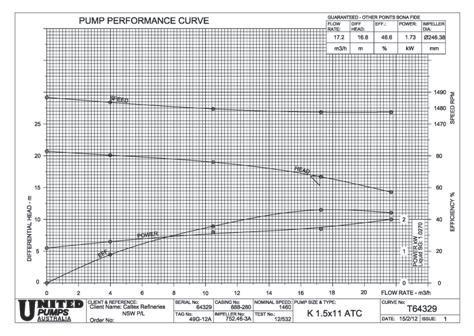
PUMP PERFORMANCE
ISO 9001 CERTIFIED
AS2417 ISO9906 API 610 Hydraulic Institute
Witnessed & Certified Power to 1.8 MW
mine sites, which can upgrade several different types of equipment as part of the same project. Of course, water utilities and irrigators would also have large numbers of pumps and could potentially use the draft method. As the requirements for measurements and calculations are the same, the draft method could accommodate projects involving several types of equipment. For example, a mine operator might be

ENERGY EFFICIENCY
AUSTRALIA
Job
Diagnostic Troubleshooting Benchmarking after Repair Noise Level Nett Positive Suction Head (Closed Loop) Horizontal & Vertical Pumps Wet Well Testing
Driver or Shop Motor FFT Vibration Analysis
TESTING 31 Western Avenue, Sunshine, Victoria 3020 Phone: +613 9312 6566 Fax: +613 9312 6371 Email: unitedpumps@unitedpumps.com.au http://www.unitedpumps.com.au/ 32 pump industry | Spring 2016 | Issue 17 www.pumpindustry.com.au
able to upgrade dewatering pumping systems, compressed air systems and even mine ventilation systems as part of the same project.
Being relatively simple, the draft method is also potentially well-suited to use by aggregators, who could implement pump and other equipment upgrades at several sites. The amount of abatement from any projects under the potential method would depend on the effectiveness of the chosen solution.
What can we do now?
Energy efficiency is the result of a number of factors, including the suitability of the pump design and selection for a specific task, the characteristics of the piping and distribution system, and other business needs. Over time, as system loads and piping are modified, a pump can drift away from its best efficiency point. The government’s energy efficiency exchange website discusses energy efficiency opportunities for pumping systems.
Metering can indicate whether a pump is performing to specifications,
and help determine whether investments in energy efficient solutions have worked. For example, metering a pump after installing a variable speed drive can help to identify the appropriate load profile for future purchases in similar applications. Similarly, flow metering enables deterioration in pump performance over time to be better understood, and can help to identify water leaks. On mine sites, metering can help to identify the pumps that offer the best through-life
efficiency when pumping abrasive slurries in real-world conditions.
Longer term, the Australian Government, through the ERF and the National Energy Productivity Plan, continues to work with industry to explore opportunities to reduce energy consumption emissions across a range of sectors. The Department believes that the PIA could potentially help to integrate energy efficiency into pumping system design and replacement guidelines.



33 www.pumpindustry.com.au pump industry | Spring 2016 | Issue 17 ENERGY EFFICIENCY
Further information on how to participate in the Emissions Reduction Fund can be found at www.cleanergyregulator.gov.au. AusIndustry can also provide advice on project development and the project registration process. PlatycatSnatcher is distributed through Australia’s foremost certifier and distributor of lifting equipment, All Lifting P/L. CALL 1300 666 733 www.alllifting.com.au THE P LATYCAT S NATCHER IS A NEW AND SAFER WAY TO LIFT Australian safe lifting invention designed to deliver: • enhanced workplace safety • simplicity of use • significant cost-savings www.platycatsnatcher.com.au TO FIND OUT MORE GO TO:
MINE PUMPING no longer a drag

The CSIRO has developed new technology that reduces the costly ‘drag’ in industrial pumping, which is now being implemented by a major mining company.
High Quality Dewatering Pumps.
Sakuragawa Pump Manufacturing Company was
recognised as a renown manufacturer of submersible dewatering pumps
for quality construction and robust design. With duties ranging from 100 l/min to 12,000 l/min and heads
is ideally placed to meet the needs of the most difficult dewatering
Applications include:
• Mine dewatering
• Drainage of pits and quarries
• Storm water drainage
• Transfer of liquids carrying sludge or sand
• General dewatering duties on building and construction sites





SECTION HEADING
ENERGY EFFICIENCY 34 pump industry | Spring 2016 | Issue 17 www.pumpindustry.com.au Ph: 1300 4 BBENG www.brownbros.com.au
established in Osaka, Japan in 1953 and is now
with a world wide reputation
ranging from 8m to 120m Sakuragawa
jobs. Call us today for a Sakuragawa brochure and to see how we can meet your pumping requirements. DELIVERING PUMPING SOLUTIONS 09/16
Following a successful trial, Glencore’s Minara Resources adopted the drag-reduction technology, which aims to save mining companies millions of dollars on energy and water use each year while boosting their productivity.
Glencore Minara Resources Technical and Engineering Manager Paul Wiltshire said the company installed the technology to improve the feed ore slurry pumping capacity at their Murrin Murrin nickel operation in Western Australia, which was overloading as they increased their ore throughput.
Mr Wiltshire said, “Working together with CSIRO, we were able to identify a low-cost installation point with good potential for reducing the slurry drag effect in the piping system.
“The technology freed up capacity, which meant we could avoid an expensive plant upgrade to meet throughput demand.
“It was an immediate success and CSIRO’s drag reduction technology is now part of our toolkit when considering other slurry pumping constraints on site.”
Almost all mineral processing plants need to transport slurry – a semi-liquid mixture that can include water, ore
and other material – through pumps at various process steps.
CSIRO Senior Engineer Dr Rueben Rajasingam said reducing water content, power demand and pumping inefficiencies always results in significant operational and cost improvements.
Dr Rajasingam said, “The thicker the material, the more friction or ‘drag effect’ you get which makes it hard to pump and more energy and capital-intensive.
“Water is typically added to dilute the material before pumping, but only as a last resort because the more water you add the less throughput you achieve.
“Our technology combats both these challenges: it introduces a thin, uniform and long-lasting ring of fluid between the slurry and the inside of the pipe so that thick material can be efficiently pumped without friction at a high throughput.”
CSIRO’s drag reduction technology offers a boost to the mining and minerals processing industry which is in the midst of challenging times brought on by low commodity prices and the shift to increasingly lower-grade ores.
The technology also has the potential to be applied to a broader range of

industrial processes where there’s a dewatering aspect that results in a sludge, slurry or paste that needs to be transported, such as in construction, waste management, coating services and food processing.
“For example, the construction industry is increasingly needing to pump concrete up higher and higher to build skyscrapers and so this could be a cost-effective solution for them to overcome challenges like blockings,” Dr Rajasingam said.
For the mining industry, the technology means that variation in the ore’s viscosity or water content can be easily managed.
It also offers a solution for backfill – a common mine site remediation technique where materials are pumped back into an exhausted open pit or underground mine to return ground stability and regenerate the site.
“The idea of using a lubricant is not new, but we’ve come up with a better technology that overcomes issues with coating uniformity,” Dr Rajasingam said.
“The way we introduce the coating creates a thin, uniform sheath around the slurry, whereas other methods coat sporadically.”


35 SECTION HEADING
ENERGY EFFICIENCY PHONE (08) 8118 6460 ACCELERATED EVAPORATION EFFECTIVE POND LEVEL REDUCTION ace@adlcontrol.com.au w w w adelaidecontrolengineering. c o m Remote monitoring Atmospheric intelligence module Water droplets <100UM 16 head atomises 438 m 3 /day
Irrigators having a field day with energy savings

The results of recent energy audits have been showcased at regional field days in Queensland, which provide information on how irrigators and other growers can cut on-farm energy costs by up to 70 per cent.














36 pump industry | Spring 2016 | Issue 17 www.pumpindustry.com.au
THE NEXT GENERATION OF SOLARPAK

Queensland Minister for Agriculture and Fisheries, Leanne Donaldson, said over the past two years a series of audits had been conducted to determine efficiencies that reduce power usage and associated costs, with promising results.
“The original 2014 Irrigators Energy Savers Project (IESP) was a partnership between the Department of Agriculture and Fisheries, the Queensland Farmers’ Federation (QFF), Ergon Energy and the Department of Energy and Water Supply,” Ms Donaldson said.
“The program has since been expanded to target all intensive energy users in the agriculture sector, not just irrigators, known as the Energy Saver Plus program.
Ms Donaldson said by auditing energy usage on farms, particularly in the area of pumping systems, it was possible to find efficiencies, which, when resolved, could result in savings of between 10 and 70 per cent, with most in the 20 to 40 per cent range – significant savings for producers.
“Energy efficiency workshops have been held in regional centres from Mareeba to Emerald through to
Applethorpe to help make growers more aware of the program and its potential benefits.
“I’m very pleased that industry groups are now taking the information gleaned from on-farm audits, and developing packages for their members including practical, tailored advice on how to reduce energy consumption through more efficient irrigation, heating and lighting.”
Ms Donaldson said a recent field day at the Aspley Nursery in Brisbane focused on identifying ways to deliver better energy efficiency in nursery production, with more than 40 attendees.
“Growers heard about monitoring and improving energy use with particular emphasis on irrigation, water heating for propagation and lighting,” Ms Donaldson said.
“Cotton Australia also held a successful workshop in Cecil Plains which looked at solar pumping and energy efficiency for irrigators.”
The Energy Savers Program is being delivered by Ergon Energy in partnership with the QFF and is funded by the Queensland Government.

37 www.pumpindustry.com.au pump industry | Spring 2016 | Issue 17 ENERGY EFFICIENCY
Phone: 03 9793 7577 Web: asmpumps.com.au Email: sales@asmpumps.com.au Space-saving design Wide range of options to suit all applications Clean water & solids handling options available Right angle drive for fire service applications YOUR CUSTOM DESIGN PARTNERS OVER 50 YEARS EXPERIENCE AVOID ALL PRIMING ISSUES WITH THE SELF PRIMING V SERIES VERTICAL SHAFT COLUMN PUMP
Controlling a piping system
by Ray Hardee, Chief Engineer, Engineered Software
This is a continuation of a series of articles on understanding the operation of fluid piping systems. We previously discussed how a piping system consists of three elements working together to achieve the system’s objectives. The pump element adds energy to the fluid to overcome the static and dynamic head of the process elements in the system. These process elements, such as tanks, heat exchangers, strainers, pipelines, valves and fittings, require a certain amount of energy to deliver the fluid to make the products or provide the services at the desired production rate.
The third aspect of a piping system, the control element, also requires energy to regulate the key operating parameters of the process, which may include the fluid flow rate, pressure, temperature, pH, chemical content, or some other quality, safety, or environmental parameter.
Many think a control element as just an automatic control valve installed in the piping system. However, the control element includes all components in the process control loop, as well as the control scheme implemented to regulate the process parameter. Let’s look at various aspects of the control element found in numerous industrial piping systems, including those in power plants, chemical manufacturing, water and wastewater, commercial heating and cooling, and other applications.
A typical piping system
Consider a typical application found in many facilities: a water collection system that takes wastewater from various locations throughout the plant and delivers it for further processing. The system shown in
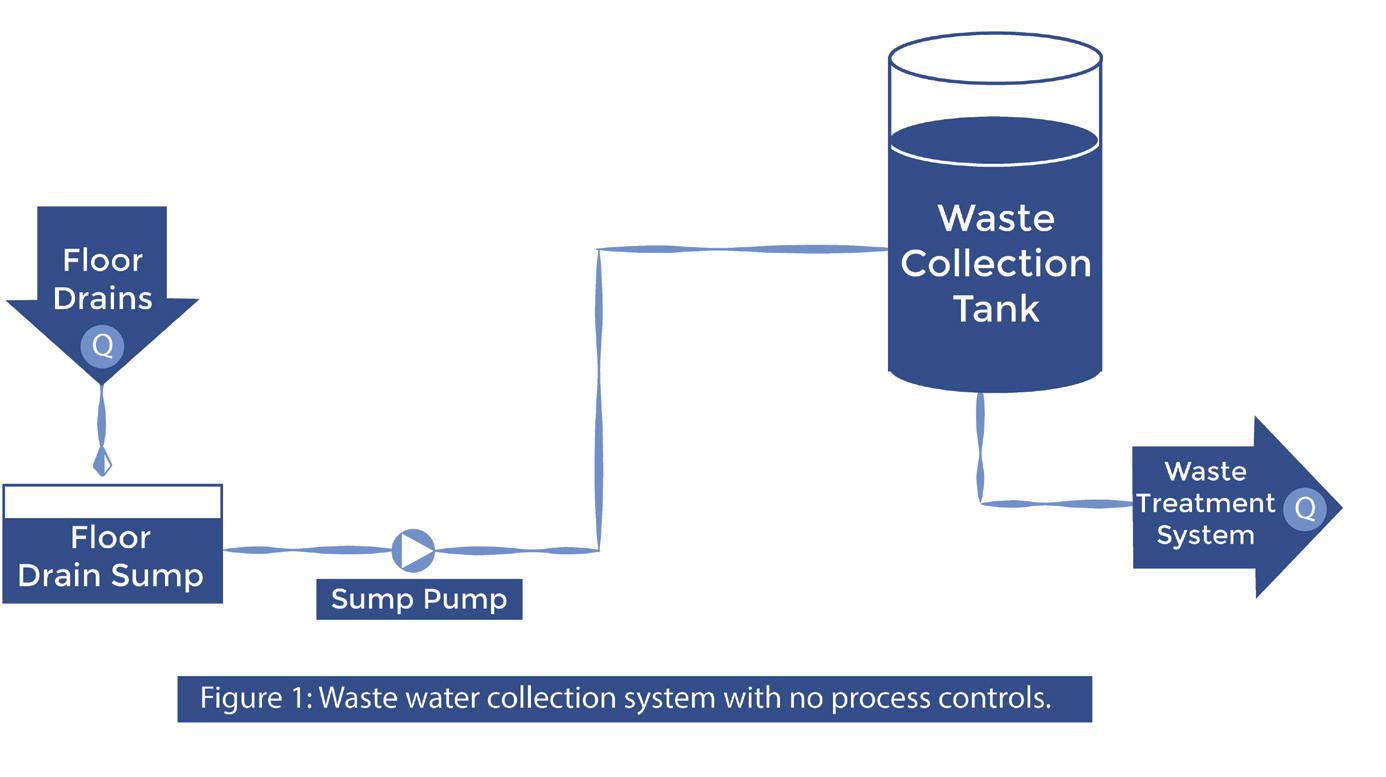
Figure 1 consists of a sump that receives water from multiple floor drains, a wastewater collection tank, and all the interconnected piping. The system must be designed and the flow rate controlled so as to not overflow either of the tanks during a variety of operating conditions from minimum to maximum flow of water from the drains.
Various process control options
There are various methods that can be used to keep the process under control and ensure neither tank overflows. These methods may use
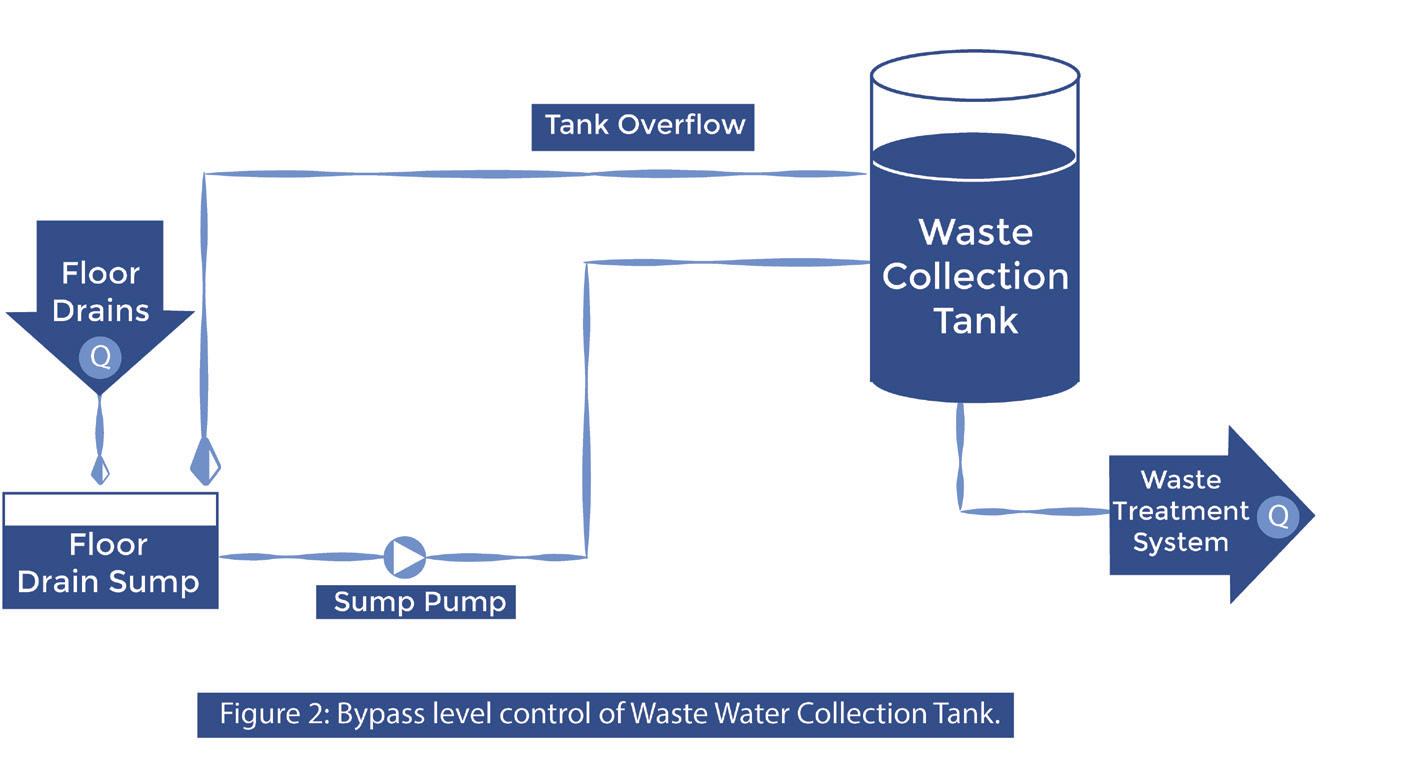
instrumentation that measures the flow rates into and out of each vessel, pressure at different locations such as at the discharge of the pump, the levels in the tanks, or a combination of measurements.
In addition to what measurement to use, different control schemes can be implemented using that process parameter to ensure the system is operated safely. Let’s use the tank level in the wastewater collection tank as the critical measurement and evaluate controlling the system using a bypass control scheme, and on-off control method, and an automatic control loop.
Bypass control
A simple method of controlling the wastewater collection tank level is using a bypass line as shown in Figure 2. The bypass consists of a pipeline running from the wastewater collection tank back to the floor drain sump or to some other location. The penetration height of the bypass line establishes the maximum liquid level in the wastewater collection tank. If the flow rate from the sump pump exceeds the flow rate out of the collection tank to the waste treatment system, the tank level will
38 pump industry | Spring 2016 | Issue 17 www.pumpindustry.com.au
TECHNICAL
increase up to the penetration height of the bypass line, after which all excess flow will return back to the floor drain sump.
The advantage of this method is that it does not require any plant instrumentation or control valves, but the disadvantage is that there is a possibility of the floor drain sump overflowing. Also, there is additional energy costs associated with pumping more water up to the wastewater collection tank than the downstream process can handle.
On/off control
On/off control uses high level and low level limit switches mounted in the waste collection tank that send a signal to a controller that can either actuate a block valve or start and stop the motor on the sump pump, as shown in Figure 3. When the level rises up to the high limit, the controller can either turn the pump off or close the block valve. When the level drops to the low limit, the controller turns on the pump or opens the block valve. Using this type of control, the liquid level ranges between the high and low level set points.
There are some drawbacks to on/ off control. The increased number of motor starts and stops increases the wear and tear not only on the motor, but also on the pump. An additional cost for a soft starter on the motor may alleviate the expected increase in system maintenance. If a block valve is used, the increased cycling of the valve can be expected to increase not only valve maintenance costs, but also overall system maintenance costs by subjecting the pump to continued operation at shut-off flow conditions. Another disadvantage is that the level in the waste collection tank is not controlled to a constant value, but is allowed to fluctuate over a range of values. This may be undesirable for the
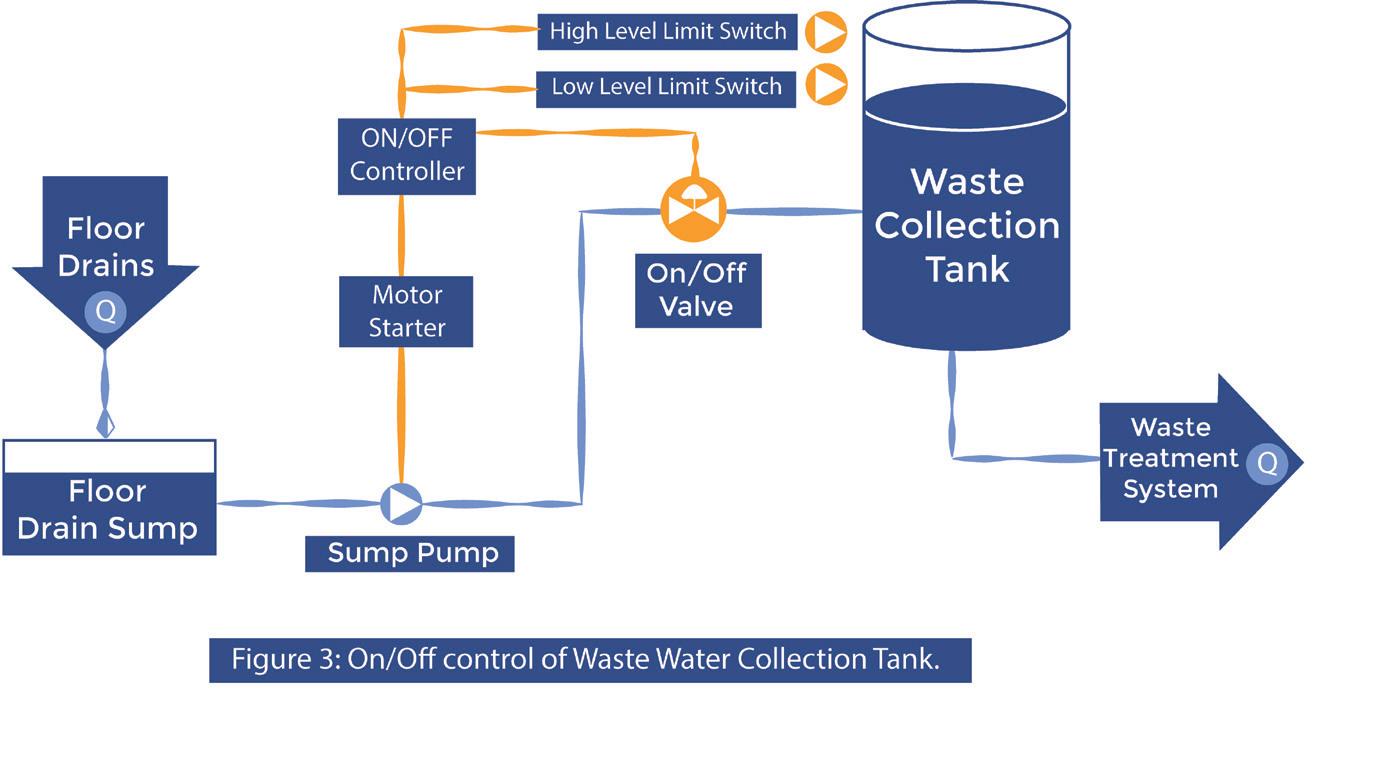
downstream processes.
Automatic level control
An automatic control loop consists of a primary element that measures a process parameter, a transmitter that sends the measured value to a controller, and a final control element that makes adjustments to maintain the process variable at the set point.
In the wastewater collection system shown in Figure 4, the primary element is a sensor that measures the collection tank level. The controller compares the signal from the level transmitter to a user entered set point and sends a signal to adjust the final control element if necessary. The final control element can either be a control valve or a variable speed drive for the sump pump.
The advantage of an automatic control loop is the level will maintain a set value regardless of the flow rate coming into the floor drain sump and can be adjusted remotely. However, there are additional capital and maintenance costs for the instrumentation, control valve, and variable speed drive. If a control valve is used, there will be additional energy costs associated with the head loss across the valve, but if a
variable speed drive is used, there will be lower energy costs when operated at lower system flow rates.
Summary
The pump, process, and control elements of a piping system all work together to meet the system design requirements. The control element plays a critical role by regulating key production, quality, environmental, or safety parameters for the system.
There are several aspects to the control element that need to be evaluated, including which process parameter to measure and control, what instruments to use, what control method to implement, and how much variability is acceptable for the process. These decisions will depend on the application and requirements of the system and the overall process.
The control element may also consume some of the fluid energy during operation, especially any control valve or flow meter that will have a pressure drop and head loss across it. This energy must be added to the fluid by the pump and taken into account in the calculation of the pump’s total head.
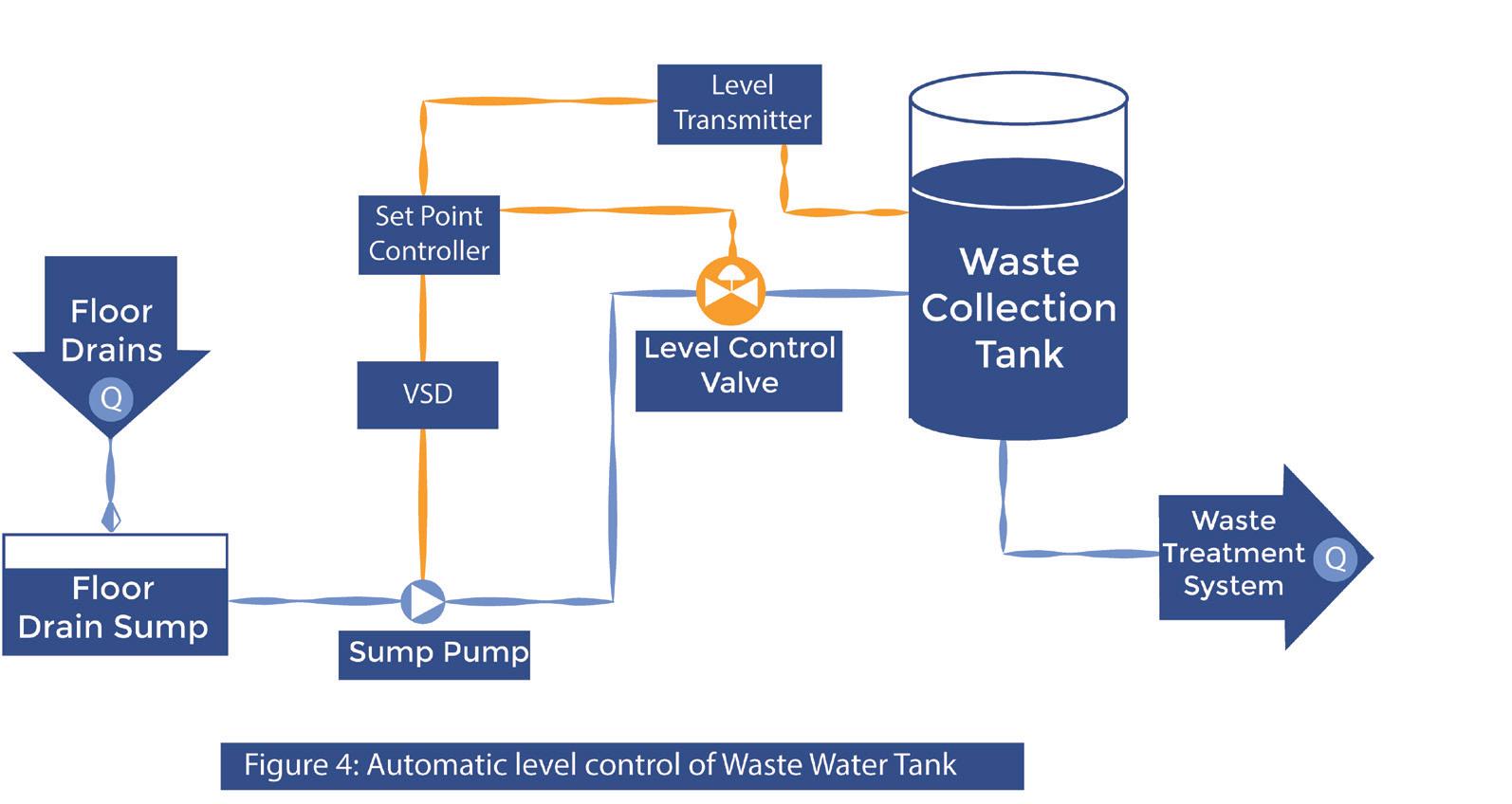
39 www.pumpindustry.com.au pump industry | Spring 2016 | Issue 17
TECHNICAL
pump industry | Spring 2016 | Issue 17 www.pumpindustry.com.au ADVERTISERS’ INDEX Action Aquatics....................................... 10 Adelaide Control Engineering ............ 35 Allight Sykes ............................................. 9 ASM Pumps .............................................. 37 Australian Pump Industries 15 Brown Brothers Engineers 34 ComAp 21 Franklin Electric 36 Future in Lifting 33 HE Brehaut (Hebco) 12 Hydro Innovations 13 Kelair Pumps Australia 8 Kubota 27 Maric Flow Control 17 Masterflow Solutions 11 SEEPEX Australia 23 Speck Pumps 29 Techtop Australia 5 The Water Report .................................... IBC United Pumps Australia........................ 32 Viega............................................................ OBC WEG Australia .......................................... 2-3 Welling & Crossley .................................. 16 Xylem .......................................................... 19 Zetco Valves ............................................. IFC Editorial schedule Subscribe NOW www.pumpindustry.com.au/subscribe/ SUMMER 2017 Deadline: 25 November 2016 MAIN FEATURE AOG Special: Oil & Gas Also featuring State of Industry survey Valves Training AUTUMN 2017 Deadline: 10 March 2017 MAIN FEATURE Water & wastewater Also featuring Seals Motors & drives Food WINTER 2017 Deadline: 2 June 2017 MAIN FEATURE Mining Also featuring Coal seam gas Wastewater Recycling SPRING 2017 Deadline: 22 September 2017 MAIN FEATURE Energy efficiency Also featuring Fire Power generation Smart pumps Plus the 2018 Industry Capability Guide
