ISSUE 25 SPRING 2018 pumpindustry PLUS the Industry Capability Guide Your key reference to the industry’s leading companies in 2019 i & IRRIGA HVAC WASTEWA CTURING i MINING TIONAIRRIG CAHV TERASTEW PUMP INDUSTRY CAPABILITY GUIDE 2019 Smart pumps: how IIoT is changing the industry Is a wheelbarrow in your pipeline reducing energy efficiency?


are you ready to comply? WaterMarked valves to suit your requirements. zetco.com.au 1300 659 639 1968-2018 years

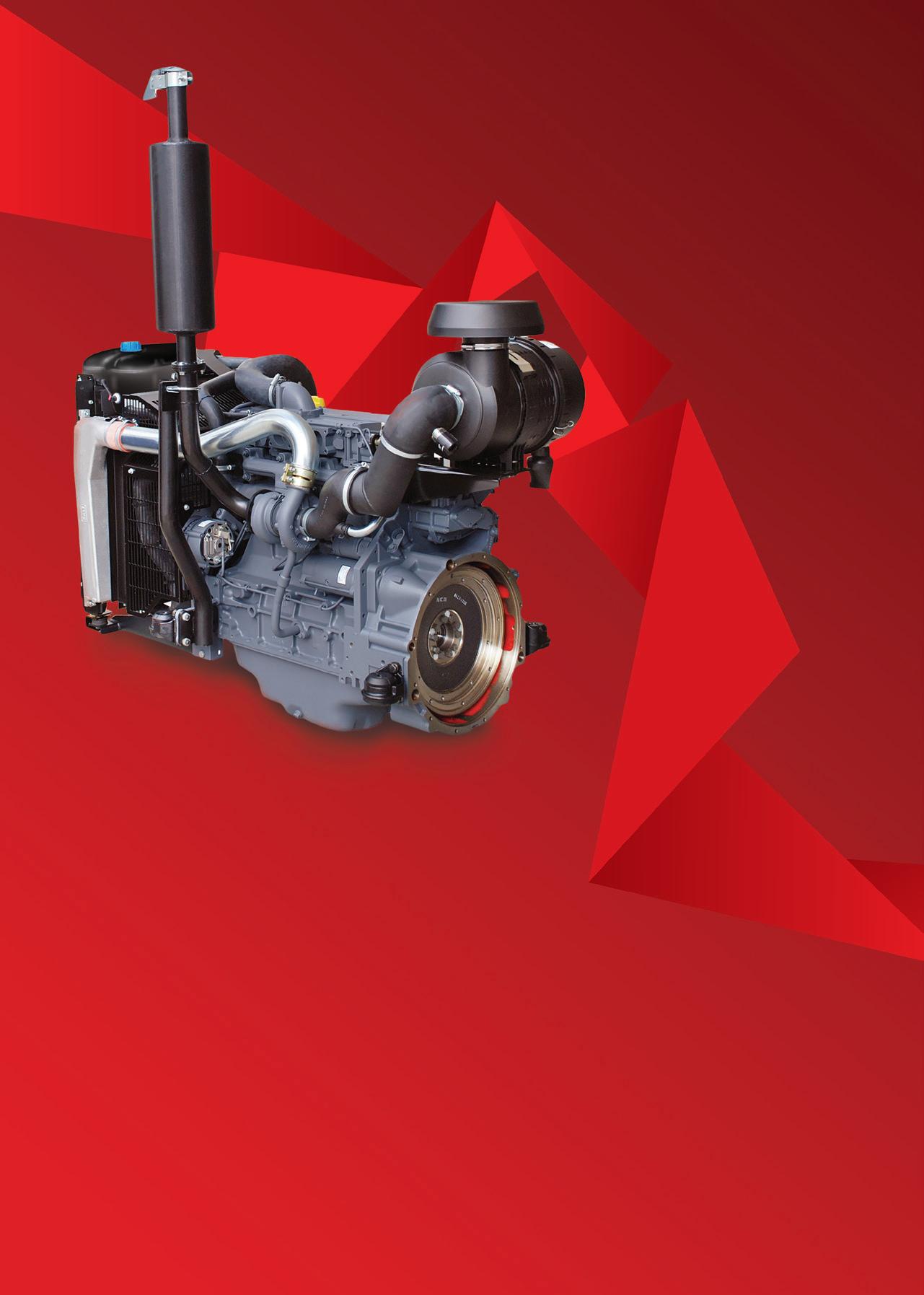

you to all our customers for making DEUTZ Drive our top selling product range!
ago we listened to feedback and developed a ‘plug and play’ product that was more cost-effective, easier to assemble with less maintenance and low fuel consumption.
Drive is a fully assembled Power Pack package. It’s beautifully designed and can be customised to suit any stationary platform. Proudly Australian, this is now our No.1 engine solution. DEUTZ DRIVE The No.1 choice DEUTZ Australia | www.deutz.com.au | deutzoz@deutz.com | 03 9549 8400 The engine company.
Thank
18 months
DEUTZ

Pump Industry Australia Incorporated PO Box 55, Stuarts Point NSW 2441 Australia
Ph/Fax: (02) 6569 0160
pumpsaustralia@bigpond.com
PIA Executive Council 2018
Dave Alexander – President KSB Australia
John Inkster – Vice President Brown Brothers Engineers
Kevin Wilson – Treasurer/Secretary Executive Officer
Keith Sanders – Councillor Executive Officer - Marketing & Statistics Life Member
Alan Rowan – Councillor Executive Officer - Publications & Training Life Member
Ken Kugler Executive Officer –Standards Life Member
Jim Athanas – Councillor Xylem
Mike Bauer – Councillor Dynapumps
Andrew Black – Councillor Envirotech Water
Malcolm Eyre – Councillor Franklin Electric
Ashley White – Councillor Davey Products
President’s welcome
One thing about working in the pump industry that is stimulating is the diversity of the products and applications where pumping equipment plays an important role in the daily lives of Australians. From the pool and spa pumps at home, to large raw water pumps operating in rivers for irrigation or water supply, there are Australian companies standing behind their products to provide reliable operation and service backup. PIA is dedicated to supporting these member companies and act as advocates for them with government and industry to ensure their continued success.
We do this by working with a variety of stakeholders who recognise that the long-term interest of pump users is to have a healthy and stable industry capable of meeting the challenges our market undoubtedly presents. Right now, the farming community is sufering from a shocking drought, next year there may be foods to deal with, so the environment is continuously changing.
PIA sees its role as focusing on issues that individual companies cannot always devote attention to. These include:
• Technology transfer with other equipment suppliers and other industry associations
• Training programs for new entrants into the pump industry and special skills development
• Liaison with government departments and local authorities on possible legislation
• Adoption of appropriate technical standards to ensure a level playing feld for competing suppliers
Such activities are organised by PIA on a regular basis and form the backbone of the work that is done both by Council and the Executive Ofcers working at the Association who run the day-to-day activities.
For example, during the recent PIA Technical Meeting held in Brisbane in July, Ian Mercer from Franklin Electric presented a paper on solar pumping. Those who attended learnt about the evolution and advancements in solar technology. Pumps using the sun’s available energy to generate non-polluting and renewable solar power ofer many benefts over traditional grid-based systems. This results in reduced energy bills and operating costs, and improvements in reliability and efciency. In true Queensland form (good for solar
pumping), we had excellent weather during the meeting.
The next PIA Technical Meeting was held in Adelaide on September 4 at the Davey Water Products ofces. Two Councillors, Ashley White from Davey Water Products, and Andrew Black from Envirotech Water Solutions, prepared for the meeting which included several presentations on “Efciency in irrigation and its learnings for the industry”.
Also in September we organised two half-day seminars in Brisbane and Sydney, with guest speakers from ABCB (Mike Dodds) and the Department of Environment (Daniel Loudon) who talked about pump efciency and power requirements in the Australian market. They were supported by Ken Kugler and Keith Sanders from PIA, who addressed the current standards that apply in this engineering space, including pump performance testing and energy auditing on-site.
In our role as advocates for our members, we are in constant dialogue with government and other organisations with similar objectives to our own. These include AMCA, IAL, FPAA and others who we seek to work with to achieve practical solutions to the many challenges that face our respective industries. Reciprocal support is often essential to achieve a successful outcome when legislation is contemplated. We also maintain strong cooperation with BPMA in the UK and HI in the US to ensure we are aware of global trends in our industry and can make recommendations on future technical standards to be adopted in Australia.
As the Associations AGM approaches in November, PIA will be updating our business plan for 2019, designed to allocate our resources in a positive way and strengthen the position of our members in the Australian market. The cost of running the Association obviously comes predominantly from member subscriptions (no government handouts for us), so we will be conducting a review of our own operations to ensure we provide value for money on everything we do. Member support at our functions also helps us with feedback on what matters to them. A bit like the well-known “pub test”.
Let’s keep Australia pumping!
Dave Alexander President - PIA
2 pump industry | Spring 2018 | Issue 25 www.pumpindustry.com.au PUMP INDUSTRY




CONSISTENT AUTOMATION
Electric actuators for hydraulic steel structures
Reliable, powerful, robust.
For several decades, AUMA actuators have proved their reliability in automating sl uice gates, butterfly valves and gates in weirs, fish ladders, locks, and hydropower plants.
AU MA’s comprehensive portfolio covers torques ranging from 10 Nm to 675,000 Nm offering homogeneous automation schemes throughout the plant: from simple OPEN-CLOSE applications to level control using an integral PID controller.

Learn more abo ut AUMA a u tom ation s olutions 78 Dickson Avenue Artarmon 02 8437 4300 Info@barron.com.au


3,583

Published by Monkey Media Enterprises
ABN: 36 426 734 954
PO Box 1763
Preston South VIC 3072
P: (03) 9988 4950
F: (03) 8456 6720
monkeymedia.com.au
info@monkeymedia.com.au
pumpindustry.com.au
magazine@pumpindustry.com.au
Publisher: Chris Bland
Editor: Lauren Cella
Managing Editor: Laura Harvey
Senior Associate Editor: Jessica Dickers
Associate Editor: Charlotte Pordage
Journalists: Elisa Iannunzio, Lauren Butler, Daniel Johnson
Digital Marketing Manager: Sam Penny
Business Development Manager: Rima Munafo
Marketing Assistant: Helena Brace
Production Coordinator: Erin Foster
Senior Designer: Alejandro Molano
Designer: Aileen Ng
ISSN: 2201-0270

This magazine is published by Monkey Media in cooperation with the Pump Industry Australia Inc. (PIA). The views contained herein are not necessarily the views of either the publisher or the PIA. Neither the publisher nor the PIA takes responsibility for any claims made by advertisers. All communication should be directed to the publisher.
The publisher welcomes contributions to the magazine. All contributions must comply with the publisher’s editorial policy which follows. By providing content to the publisher, you authorise the publisher to reproduce that content either in its original form, or edited, or combined with other content in any of its publications and in any format at the publisher's discretion.
NEWS Irrigation schemes secure Tasmanian water network ............... 6 Northern Gas Pipeline construction complete 8 AIRAH calls for energy standard reforms in the NCC .............. 10 Machine learning and artifcial intelligence increase Melbourne Water’s efciency 12 Subiaco Wastewater Treatment Plant upgrade complete ....... 14 Energy efciency funding for farmers ...................................... 16 PIA NEWS Vale Dr Bruce Sharp ................................................................... 18 PIA MEMBER NEWS The new DryWet sewage pumps set to change the market 22 The story of the Shurricane continues 24 Australian-made travelling irrigator hose ofers superior quality 26 A safer aeration alternative 28 INDUSTRY NEWS FPT Industrial solutions improve efciency and boost benefts for end users 30 CONTENTS Cover image highlights the energy efficiency feature which looks at friction loss in pipelines and the effect on efficiency. SPRING 2018 pumpindustry PLUS the Industry Capability Guide Your key reference to the industry’s leading companies in 2019 PUMP INDUSTRY GUIDE 2019 Is a wheelbarrow in your pipeline reducing energy efficiency? Smart pumps: how IIoT is changing the industry
1 October 2017 – 31 March 2018




a wheelbarrow in my pipeline................... 32 It may seem like a strange occurrence, but in the past a wheelbarrow lef in a pipeline was not an unheard of excuse for unaccounted friction loss. Whether or not an actual wheelbarrow was the cause, every pipeline will likely experience some sort of unaccounted block (or wheelbarrow) that reduces energy efficiency.
5 www.pumpindustry.com.au pump industry | Spring 2018 | Issue 25 pumpindustry ENERGY EFFICIENCY There's
High performance motors for energy-efficient piping .............................. 36 SMART PUMPS The future of pump ownership ............................. 38 TRAINING Encouraging best-practice through training ........ 42 REGULARS President’s welcome .................. 2 Ask an expert: Smart progressive cavity pumps and how they can help increase your bottom line......................... 44 Pump school: Priming ............................................ 50 Technical Slurry corrections for centrifugal pump performance 46 Editorial schedule .................... 52 Advertisers’ index ................... 52
Irrigation schemes secure Tasmanian water network

The $32 million Duck Irrigation Scheme, which will deliver 5200ML of high security irrigation water to Tasmania’s Circular Head region, is on track to open in late 2018.
Once complete, the scheme will service pasture and cropping land around the townships of Montagu, Stanley, Forest, Edith Creek and Irishtown, with direct economic benefts fowing to the larger community of Smithton.
The infrastructure project has been funded by the Australian and Tasmanian Governments with investment from local farmers, and will involve construction of a 6000ML dam at Mill Creek and two new pump stations which will distribute the water to the dairy and vegetable production region.
This water security should give farmers the confdence to further invest in their farms and chase high-value contracts which are essential to growing the agricultural sector and creating jobs in regional Tasmania.

Flowrox
Removes up to 90 % of water
● Dewatering of waste & process sludges
Tasmanian Irrigation has also begun work on another Tranche 2 project, the $57.3 million Scottsdale Irrigation Scheme, which will turbocharge agricultural production in North East Tasmania. The Southern Highlands Irrigation Scheme is operational, construction of the Swan Valley Irrigation Scheme is complete, and work is well underway on the North Esk Scheme.
Farmers are genuine partners in these irrigation schemes by investing with government in the capital works and additional on-farm infrastructure like dams, pipes and centrepivots or drippers.
The Tasmanian Government has also committed $70 million for Tranche 3 irrigation schemes, known as the Pipeline to Prosperity Program, which aims to deliver a further 50,000ML, representing a 50 per cent increase in water currently available under the current Tasmanian irrigation schemes.
● Cost-efficient processing and transportation in one closed unit
● For cold climates the unit can be isolated and heated
Roll-of unit includes:
● Container & geotextile filter bag
● High performance slurry pump*
● Chemical dosing pumps*
● Flocculation reactor module*
● Integrated controls*
*optional
Flowrox GeoBagTM is for:
● Sewage sludge dewatering
● Tailings dewatering
● Concentration of oily sludge
● Separation of precipitated solids and impurities
● Filtration & dewatering of clay, sand and other fne particles

NEWS
6
GeoBagTM — Roll-of geotextile fltration ASK FOR MORE! +61 2 9114 9715 / sales-au@fowrox.com
www.fowrox.com
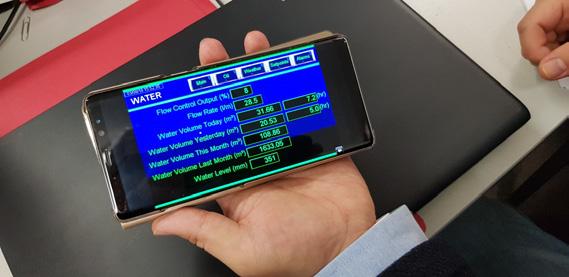
IIoT/AI & remote controllability w/ Flowrox
platform pump industry | Spring 2018 | Issue 25 www.pumpindustry.com.au
MalibuTM smart

Warman® pumps work hard. New Warman® pumps work even harder. Like the new Warman® MC mill circuit pump, designed to run even more efficiently and be even more reliable than the legendary Warman® AH® pump in mill discharge, cyclone feed and wet crusher applications. Which means even greater productivity and even greater profits.
So whether you’re upgrading, or you just need another pump, your choice is easy, Warman®
Contact us to find out how we can help you with all your slurry transportation and mine dewatering needs
1300 WARMAN apac.minerals@mail.weir www.minerals.weir Copyright © 2015, Weir Minerals Australia Limited. All rights reserved. WARMAN is a trademark and/or registered trademark of Weir Minerals Australia Ltd and Weir Group African IP Ltd; WBH and AH are trademarks and/or registered trademarks of Weir Minerals Australia Ltd; WEIR and the WEIR Logo are trademarks and/or registered trademarks of Weir Engineering Services Ltd. 167718/0116. ANOTHER WARMAN® THERE’S ONLY ONE SUBSTITUTE FOR
WARMAN®
A
Northern Gas Pipeline construction complete
Jemena announced that a major project milestone has been reached, with the 622km Northern Gas Pipeline (NGP) now complete.
Antoon Boey, Executive General Manager of Corporate Development at Jemena, confrmed the landmark was reached with all 622km, and approximately 34,000 lengths of pipe, being welded, lowered in and now fully buried in the trench.
“The sheer scale of this project is enormous – the largest current gas pipeline project in Australia. This milestone is due to the fantastic efort of those working in remote, hot and often dusty conditions,” Mr Boey said.
“Overall the project is tracking on schedule. Apart from the pipeline, we’re thrilled that construction of the Mount Isa Compressor Station is fnished and completion of the Phillip Creek
Compressor Station in the Northern Territory is imminent.”
The pipeline and both compressor stations will now be rigorously checked before gas commissioning later this year.
“When Jemena was awarded the contract to develop and construct the NGP in 2015 we committed to constructing the pipeline on time, safely, providing training and employment opportunities for people from the communities surrounding the pipeline, and introducing competition into the east coast gas market,” Mr Boey said.
“What we’re seeing today is these promises being fulflled. We are so proud of how the NGP has provided training, development and other opportunities to people from the communities surrounding the pipeline.
“Almost 800 jobs have been created as part of the pipeline’s planning and construction phase – around 700 of

which have been awarded to people from local communities along the pipeline route. Plus we’ve seen $120 million spent with businesses in the Northern Territory and Queensland.”
Mr Boey said the Northern Territory had a unique opportunity to grow its economy and contribute to the east coast gas shortage.
“Jemena is progressing its plans to extend and expand the Northern Gas Pipeline and will continue to work with the community to understand how they can contribute to this next phase of growth and activity.
“Should development of the Beetaloo Basin proceed as expected, we are seeking to invest signifcantly more across Northern Australia. This could create around 4000 new jobs during the project’s construction phase, building on the skills the NGP has already brought to



8 pump industry | Spring 2018 | Issue 25 www.pumpindustry.com.au NEWS
Pipeline complete
On commissioning, the NGP can deliver 90 TJs of much needed gas per day, with 70 per cent of available capacity in year one having already been contracted to support manufacturing and jobs in Northern Australia.
In June 2018, Jemena announced its agreement with Incitec Pivot Limited (IPL) to transport at least 32 TJs of gas per day to supply its Gibson Island facility. This follows Jemena’s foundation agreement with the Northern Territory’s Power and Water Corporation to transport 31 TJs of gas to IPL’s Phosphate Hill facility for ten years.
“Discussions with other parties are also well advanced, and we remain confdent that NGP will be fully contracted by the time it is operational later this year,” Mr Boey said.

ENGINEERS

Enhanced Evaporaton Systems For

NEWS 9 www.pumpindustry.com.au pump industry | Spring 2018 | Issue 25
Efectve
Pond Management
Enquiries: gjc@gjc.com.au 10 Peekarra Street, Regency Park, SA 5010 Phone: 08 8118 6450 www.gjc.com.au Remote monitoring of weather and system operaton Intelligent adaptve control system to eliminate spray drif No clogging in high TDS waters and suitable for any pH water Quiet Electric



NEWS AIRAH calls for energy standard reforms in the NCC (02) 6374 2808 133 Mayne St, Gulgong, NSW 2852 mail@midwestvalves.com.au www.midwestvalves.com.au Midwest Valves & Controls is your one stop shop for the valves, poly fittings, hoses and pumps that complete your project. TOP QUALITY VALVE KNOWLEDGE WITH SUPPLY AT AN AFFORDABLE PRICE 10 pump industry | Spring 2018 | Issue 25 www.pumpindustry.com.au
The Australian Institute of Refrigeration, Air conditioning and Heating (AIRAH) has called for energy standards in Australia’s National Construction Code (NCC) to be upgraded in preparation for a zero-carbon future. This follows the release of a new report, Built to Perform, prepared by the Australian Sustainable Built Environment Council (ASBEC) and ClimateWorks Australia.
AIRAH CEO, Tony Gleeson, said, “All of the buildings being built today will still be operating in 2050, at a time when we will need to be at or near net-zero emissions.
“The NCC must refect this, ensuring that today’s new builds are prepared to operate in the future. The HVAC&R industry is certainly ready to play its part.”
The fnal changes are being made to the NCC for the 2019 update, but Built to Perform takes a more comprehensive longer-term approach. It calls for greater stringency in energy regulations to be introduced in the 2022 Code, with a strong focus on the residential sector. Further incremental increases are noted for non-residential buildings.
The report also calls on governments to broaden the Code to meet future sustainability challenges, and to provide certainty to industry via clear targets and processes. This, the report said, will encourage investment in more energyefcient buildings. The changes would form a crucial part of meeting Australia’s commitment to the Paris Climate Agreement.
ASBEC Executive Director, Suzanne Toumbourou, said, “We welcome proposed improvements to the 2019 National Construction Code to advance energy performance in commercial buildings and adjust the requirements for residential buildings.

“However, to meet the full potential of the Code, we need to shift away from ad hoc, periodic updates. Governments must agree to a longer-term plan, with targets and a clear, regulated and transparent process for Code updates out to 2030, starting with a step-change in residential standards in 2022.”
AIRAH’s Executive Manager – Technical Services and Government Relations, Phil Wilkinson, said the analysis from Built to Perform aligns with the research work AIRAH has completed around net-zero buildings.
AIRAH’s report, Future of HVAC – in a Net-Zero World, charts a series of recommendations or actions to help government and industry understand how the HVAC and property sectors can best transition to delivering and managing net-zero energy buildings.
“One of the key fndings of Future of HVAC – in a Net-Zero World is that building regulations must assess true building performance and target net-zero energy over time,” Mr Wilkinson said.
“A renewed focus on existing buildings is required, including mandatory energy disclosure, incentives for energy efciency maintenance, and upgrade assistance and support.
“Training and education initiatives should help all stakeholders understand the risks and opportunities of a net-zero building. And a net-zero building retroft toolkit and behaviour-change programs for building users are key.
“Of course, the Institute will continue to advocate for energy policy changes to incentivise the design and delivery of net-zero buildings and low-emission HVAC.”















NEWS 11 www.pumpindustry.com.au pump industry | Spring 2018 | Issue 25
Machine learning and artifcial intelligence

Artifcial intelligence and machine learning are being utilised to reduce electricity usage in water treatment operations in Melbourne.
Winneke treatment plant is one of the major water treatment sites for Melbourne’s potable drinking water. On average, approximately 350ML of water moves through the plant every day before being distributed to millions of homes and businesses around the city.
The plant has a daily targeted fow rate for water production in order to
ensure Melbourne has the right amount of drinking water at all times. The target is diferent every day, meaning diferent pumps are running at diferent speeds.
In order to ensure these pumps are operated at maximum efciency while still achieving the required fow rate, Melbourne Water is using a custom developed artifcial intelligence (AI) program which mines historical pump operational data to ‘learn’ the most efcient pump confguration at any given time.
Melbourne Water Automation Team Leader, Russell Riding, said the AI system, developed in-house using the Python platform is powerful enough to consider a wide range of factors in its decision making.
“The Python program is able to utilise our historical data to determine the most energy efcient combinations of pumps and the associated speeds to run them at in order to achieve the necessary fow rate,” Mr Riding said.
“Because it was developed by one of
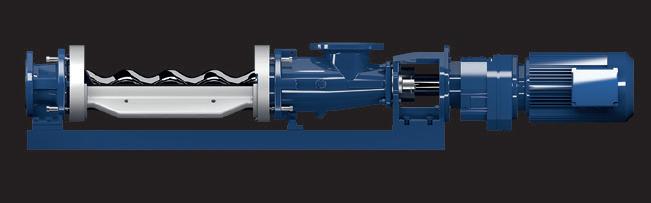
12 pump industry | Spring 2018 | Issue 25 www.pumpindustry.com.au NEWS SEEPEX Australia Pty. Ltd. info.au@seepex.com www.seepex.com Smart Conveying Technology (SCT) provides quick maintenance, significantly reduced life cycle costs and the shortest downtime. Smart Seal Housing, the newest innovation for SCT pumps, means that dismantling the suction or discharge pipework is not needed for inspection and replacement of the seal. Rapid removal and reassembly of mechanical seal, rotor and stator Suction casing and pipework remain in place Increased production Reduced downtime and maintenance costs Reduced risk of mechanical seal face damages MORE EFFICIENCY. SMART CONVEYING TECHNOLOGY. SMART ROTOR SMART STATOR SMART SEAL HOUSING
intelligence
increase Melbourne Water’s efciency

our experienced data analysts, it is able to understand a range of factors which are very unique to our system, including reservoir level, available pumps and past performance.
“The program even gives us the ability to switch to a special training mode where our operations team can test a wide range of pump combinations which may not normally be utilised so the program can learn these for future reference.
“When in operational mode, the Python program determines optimal pump calibrations and sends them directly to the pump system without any human intervention; the AI determines the best settings and then applies them in real time.”
Mr Riding said cyber security was an important consideration when trialling the system.
“The AI is stored on a computer which is not connected to the broader Melbourne Water network, or the internet. This is best practice to ensure that cyber security risks are minimised.
“The local control system also has rules built into its code to ensure the AI system can only optimise the pump operations within set parameters. This is an important failsafe feature to ensure production can continue if the AI system fails.”
The project is expected to reduce Melbourne Water’s pump station energy costs at the Winneke site by around 20 per cent per year, and is being tested at other locations.
“We’re currently commencing testing with Python on another pump station with diferent requirements to fnd out if we can replicate the same kind of results that have been achieved at Winneke,” Mr Riding said.




13 www.pumpindustry.com.au pump industry | Spring 2018 | Issue 25 NEWS
ThorPlas-Blue
ThorPlas-White XL PT80 Composite SXL














14 pump industry | Spring 2018 | Issue 25 www.pumpindustry.com.au
NEWS
THE NEXT GENERATION OF SOLARPAK
Subiaco Wastewater Treatment Plant upgrade complete
The Western Australian Government has completed a $48 million upgrade to the Subiaco Wastewater Treatment Plant, boosting its treatment capacity to support growth in the western suburbs between Perth, Scarborough, Fremantle and the Perth CBD.
Wastewater treatment was frst carried out at the site in 1927, and the Water Corporation has progressively completed upgrades, with the plant now the third largest in Western Australia.
Work started in February 2016 and included upgrades to existing treatment facilities, new inlet works, refurbishment of secondary treatment components and existing electrical and control systems.
This most recent upgrade increased the plant’s capacity by nearly 1.5 billion litres of wastewater each year, enabling it to treat around 24.5 billion litres of wastewater annually.
Minister for Water, Dave Kelly, said, wastewater treatment is a vital part of the services the Water Corporation delivers to households, businesses and industry across Western Australia.
“In Perth, the Water Corporation collects, treats and safely disposes of about 383 million litres of wastewater each day, through more than 13,000km of wastewater mains.
“The upgrade of the Subiaco Wastewater Treatment Plant supports growth within the plant’s catchment, which services more than 240,000 people in the western suburbs between Perth, Scarborough, Fremantle and the Perth CBD.
“Local expertise was used as part of the upgrade, with 382 Western Australian workers involved in the project, including 168 local subcontractors.”
There is potential for the Subiaco Wastewater Treatment Plant to be a site for groundwater replenishment in the future, as climate change continues to impact the state’s water supplies.
The State Government’s investment in water and wastewater continues, with $408 million planned for Water Corporation projects across Perth in 2018-19.

Kelair
SANDPIPER Air Operated Double Diaphragm Pumps
• Capacity: To 59 m³/hr
• Pressure: To 8.6 bar
• Temperature: To 150°C
• Viscosities: To 25,000 cps
Applications
Chemical Processing, Mining, Paints, Food Processing, Industrial Maintenance, Electronics, Construction, Utilities

PULSAFEEDER Metering Pumps
• Capacity: To 52m³/hr
• Pressure: To 383 bar
• Temperature: To 260°C
• Viscosities: To 25,000 cps
Applications
Water and Wastewater Treatment, Chemical Processing, Hydrocarbon Processing, Food Processing

ALBIN Peristaltic / Hose Pumps
• Capacity: To 155m³/hr
• Pressure: To 15 bar
• Temperature: To 50°C
• Viscosities: To 100,000 cps
Applications
Mining, Thickener Underfow, Pulp and Paper, Filter Press, Brewery, Water Treatment, Quarry, Grout, Concrete, Waste Liquids

LOWARA Single & Multistage Centrifugal Pumps
• Capacity: To 187m³/hr
• Pressure: To 15 bar
• Temperature: To 150°C
• Viscosities: To 500,000 cps
Applications
Pressure Boosting, Industrial Washing, Water Supply, Water Conditioning, Demineralised Water, Glycol, Boiler Feed, Multi-pump, Pressure Sprinkler Systems

Visit kelairpumps.com.au for more information on our extensive range today.
CALL 1300 789 466 WHEN PUMP KNOWLEDGE MATTERS When Pump Knowledge Matters KELAIR PUMPS AUSTRALIA 1300 789 466 www.kelairpumps.com.au 06/18
has the industrial pump for
applications.
any of your
15 www.pumpindustry.com.au pump industry | Spring 2018 | Issue 25
Energy efciency funding for farmers

The Tasmanian Government has expanded its $750,000 On-Farm Energy Program to include $20,000 to be used for new energy-efcient infrastructure, giving farmers the opportunity to receive dollar for dollar contributions on irrigation infrastructure and other necessary equipment.
The contributions will allow for the development of infrastructure such as irrigation pumps, lighting, insulation, solar panels, solar powered battery storage, or heating, ventilation and cooling equipment.
This builds on the original scheme which provided funding for energy and irrigation audits of on-farm activities to now include help to cover the cost of new equipment recommended by an audit.
Farmers can still access funding for energy and irrigation audits as part of this overall $20,000 cap on a two-to-one basis to receive expert advice to identify energy saving opportunities on their farm and support their capital investment application.
With more than a quarter of Tasmania’s land area committed to agriculture, the State Government said it needs to get right behind farmers to support the state’s farming future.


Some
day all motors
But why wait?
The idea is beautifully simple. Combine conventional stator technology and a magnet-free rotor design, take a top-of-the-line industrial drive and software, and optimize the whole package for variable speed pump and fan applications. What you get is the performance of a permanent magnet motor at IE4 efficiency and the simplicity and ease of service of a regular induction motor. Stop waiting and take a closer look on www.abbaustralia.com.au
16 pump industry | Spring 2018 | Issue 25 www.pumpindustry.com.au NEWS
ABB Australia Pty Limited Contact Centre: 1800 222 435 —
will be this efficient.
POWER PACKS DO THE JOB THEY WERE BUILT FOR, YEAR AFTER YEAR!

SERIOUS POWER & RELIABILITY
Kubota’s Power Packs are pre-assembled industrial engines and make choosing the right engine for your equipment easy. Simply hook it up to your pump and it’s good to go when you are.
All base Power Packs come complete with radiator and guarding, coolant tank, mufer, fuel flter, air cleaner, temperature switch and engine feet. Electric Power Packs also include an electric lift pump and Deep Sea engine control unit with a weather proof harness, which makes for easy operation.
Built with Kubota’s renowned quality and world-class components, each Power Pack is further supported by an extensive Australia-wide service support network and a 2-year/2000HR factory warranty.

Call now for your nearest dealer 1300 582 582 |
kubota.com.au
IVale Dr Bruce Sharp
nfuential pump professional and PIA Life Member, Dr Bruce Sharp, passed away on 6 July 2018.
Dr Sharp was an accomplished professional in the Australian pump industry, having been responsible for unravelling an enhancement problem on the Morgan Whyalla pipeline, and being the frst to release water from the Murray to Adelaide from the Mannum pipeline.
He was also an academic, having measured the expansion of concrete
tanks when being flled, and completing his Doctorate on water hammer in pipe systems. Dr Sharp was also Chair at Melbourne University for 10 years, was part of working groups for the development of SAA Codes on fow management, and a Fulbright Scholar, among other accomplishments.
Dr Sharp was well known in the pump community as the “Father” of the Australian Pump Manufacturers Association (APMA), following a threemonth trip to Africa in 1964 where he
studied the pumps and pump systems being used.
The study resulted in a report that was presented to the Australian Government, as well as a number of prominent pump companies who contributed fnancially to the study.
The main outcome of the report was the formation of the APMA in the latter half of 1964.
Dr Sharp was inducted as a Life Member of the PIA in 2010.



18 pump industry | Spring 2018 | Issue 25 www.pumpindustry.com.au
PIA NEWS




The new DryWet sewage pumps set to change the market

Thanks to its dedicated research and development division, Caprari—headquartered in Modena, Italy—is able to ofer its customers products with high efciency and distinctive performance. Each new pump is designed to be efcient and technologically advanced, ensuring they meet market demands.
To meet the needs of end users who are increasingly concerned about energy savings and operational costs, as well as to anticipate changes to the European Union’s Ecodesign Directive, Caprari has released a new pump range which has unique and revolutionary features for dealing with wastewater—the K + Energy range.
The new K + Energy range of pumps is designed with IE3 Premium Efciency motors, as defned in EC Regulation 640/2009 specifc for surface motors, to ensure optimum efciency. The careful selection of the best performing materials and cooler motors ensure total reliability of operation, even in critical applications.
A turning point in pump design
The brand new K + Energy range represents a turning point due to its innovative and unique "DryWet" system which keeps the pump cool.
The "DryWet" cooling system is simple and reliable, can be easily activated, and is standard for the full
Caprari has launched an innovative new product with an exclusive patent, that is set to be a turning point in wastewater pump design. The new K + Energy range of pumps take reliability and efficiency to a new level, and captures Caprari’s core business to find new efficient solutions for water management.
There are numerous features of the new DryWet pump to ensure reliability over time and operational performance, including:
• Configuration
» Anti-sedimentation system on the suction side
» Fibre-cutting system on the back impeller to protect the mechanical seal
» Blades on the back have the dual advantage of cleaning the area for seal protection, as well as compensating for axial thrust to protect the bearings
range. Customers are able to use a single model for both submerged applications and in dry chambers.
In addition, the "DryWet" system has two important advantages: it does not require additional maintenance and does not absorb energy, allowing the pump to perform at its best. The K + Energy range is also available in an explosion-proof version with ATEX and IECEx (North America explosion protection directive) certifcations.
Another interesting feature is the conductivity probe in the oil chamber— also available in the ATEX version (patent pending)—which is unique to the K + Energy range.
If the frst seal is damaged, an alarm signal is immediately sent to the panel so that repairs can be carried out before the pumped liquid passes the barrier created by the second seal. This ensures the electric motor is always protected.
The connector—supplied as standard on all K + Energy models—allows the pump to be disconnected without having to remove the cables from the panel, before transporting and reconnecting them. This signifcantly reduces intervention time and guarantees the safety of operations.
The large precision cast stainless steel handle is robust, ensuring easy handling of the pump and allowing operators to easily recover it when submerged.
» It has amongst the widest passages for real anti-clogging
• Double mechanical seal
» Independent and non-proprietary mechanical seals (no cartridge system)
» Less oil is required to ensure low environmental impact and ease of disposal
» Disassembly of mechanical seals has been improved so they can be replaced on the pump side, leaving the motor safe
• The gasket is between pump and coupling foot to ensure perfect sealing between components with no head loss over time
Caprari, with its new K + Energy range and exclusive "Dry Wet" system, presents itself as the leading company in advanced solutions for water management and meeting customers needs.
pump industry | Spring 2018 | Issue 25 www.pumpindustry.com.au 22 PIA MEMBER NEWS | PARTNER SOLUTIONS
YOUR RELIABLE PARTNER IN INDUSTRIAL APPLICATIONS

EXPERIENCE SINCE 1945
Designing the future with highly appreciated and advanced solutions for Industrial Applications
Pumps and electric pumps able to raise primary process water and waste water.



ENERGY | METAL INDUSTRY | PAPER INDUSTRY | FOOD & BEVERAGE
www.caprari.com |

THE STORY OF THE Shurricane continues
Ebara Pumps Europe is expanding its range of EVMS (Shurricane) vertical multistage pumps, with models of 32, 45, 64 and 90 m3/hr capacities.
Following the success of the smaller EVMS vertical multistage pump—and its unique “Shurricane” impeller design which greatly reduces axial thrust—Ebara Corporation Japan and its Italian factory have invested in research and development, and tooling to expand the design and concept for larger capacity vertical multistage pump (VMS) models.
The EVMS model VMS pump—with its Shurricane impeller design—greatly reduces axial thrust and allows the use of standard electric motors without any modifcations or additional bearings up to and including 30kW. Motor bearing life is greatly increased and the overall cost is reduced as larger thrust bearings don’t need to be ftted to the motor and no additional thrust bearings need to be ftted to the pump.
Other features include a minimum efciency index (MEI) of >0.7 and a cartridge type mechanical seal utilising standard EN 12756 mechanical seal
components. All models over 5.5kW are ftted with a spacer coupling, allowing the easy removal of the cartridge seal and, if needed, the standard EN 12756 mechanical seal can be sourced from your local seal supplier, as well as your local Ebara dealer or sales ofce.
The new larger EVMS model pumps are available in a variety of materials including CI/304SS, all 304SS and all 316SS materials, plus hard faced and standard mechanical seals (balanced and unbalanced). Other features include smart plug solutions with separate air vent plug, and water flling and sensor plug.


Ebara continues to expand the range of products they stock and supply in Australia with two recent additions. For more details contact us at Ebara Pumps Australia or visit our website.
Very economically priced cast iron end suction motor pumps to EN733. They are based on the well proven 3M using the same extended shaft motor and stainless steel impeller, but with a cast iron casing.
MODEL 3D


A range of robust submersible grinder pumps with a high torque motor & powerful grinding mechanism. Another quality product in the well regarded and proven D’ series of Ebara submersible sewage & wastewater pumps.
MODEL DG

with powerful grinding mechanism
 made in Italy
made in Italy
pump industry | Spring 2018 | Issue 25 www.pumpindustry.com.au 24 PIA MEMBER NEWS | PARTNER SOLUTIONS

Australian-made travelling irrigator hose ofers superior quality
Travelling irrigation hoses have to put up with a lot. The harsh Queensland sun, coupled with tough ground conditions means travelling irrigation hoses have to be constructed from the highest quality materials available in order for them to last.
Australian manufacturer Crusader Hose has recently announced a new quality in travelling irrigation hose. Marketed under the Waterlord brand, the new quality hose has had immediate acceptance in the harsh climates across Australia’s agricultural regions.
Crusader Hose Managing Director, Francois Steverlynck, said the new hose has increased abrasive resistance and less friction, with the addition of annealing in the production process.
"Through verifed independent testing authorities, we know our quality is superior to imported products in abrasion resistance, tensile strength and burst pressure," Mr Steverlynck said.
"We use UV stabilised, non-cracking material in our manufacturing process to suit the harsh Australian sun.
"We have also taken the opportunity to beef up our polyurethane coating, and now believe there is no better quality hose available anywhere.
"We ofer a 10 year pro rata warranty and this is indicative of the confdence we have in the hose."
Mr Steverlynck has been aware of the disappointments that many farmers have encountered in dealing with warranties on imported hose.
"I know of cases that when the time has come to honour the warranty on the faulty product, many delays and excuses have been used, resulting in the farmers having to pay virtually double. In dealing with an Australian manufacturer, warranty issues are dealt with swiftly and hassle free."
Crusader Hose's pricing is competitive because it doesn’t have
the same pricing pressure as importers, in addition to not having to deal with overseas freight costs.
Crusader Hose said it looks forward to Australian growers supporting a quality Australian manufacturer wherever possible.
Crusader Hose is also pleased to announce an extension to the range of sizes available.
"We have reacted to market demand and have added 114mm (4.5") and 125mm (5") to our range," Mr Steverlynck said.
Waterlord hose can also be used for high-pressure pumping applications and is available in custom made lengths from 10 to 300m. The diameters range from 40mm through to 305mm ID.
Being an Australian manufacturer, Crusader Hose is leading the charge in developing high-quality layfat hoses and systems suitable for high volume and high pressure pumping applications.
pump industry | Spring 2018 | Issue 25 www.pumpindustry.com.au 26 PIA MEMBER NEWS | PARTNER SOLUTIONS
WATERLORD WATERLORD A SERIES A SERIES
Premier Layflat Hose

Crusader Hose is the leading Australian manufacturer and supplier of layflat hoses and systems suitable for high volume and high-pressure pumping applications.












Travelling irrigator drag hose


Boom type irrigation equipment – e.g. Lateral moves
General farm use
Dewatering in mines
Industrial hose for use with certain oils & chemicals
High pressure wash down hose
Conveying of liquid beverages and foods
Temporary bypass hose year warranty


Customised
Crusader Hose Pty Ltd 22 Industry Place, Bayswater VIC 3153 Australia Telephone: (03) 9720 1100 www.crusaderhose.com.au For any enquiries, email sales@crusaderhose.com.au
Layflat Hose Systems
A safer aeration alternative

Most of the safety issues and risks associated with surface aerators can be eliminated –without performance reduction – by using bank-mounted Venturi Aerators, according to Australian distributor Hydro Innovations.
With surface-mounted aerators, operators need to access them via foating walkways or some kind of vessel, which requires working over water. Alternatively, the aeration devices may need to be lifted out by cranes or other lifting apparatus.
Venturi Aerators are powered by Gorman-Rupp selfpriming centrifugal pumps, so they can be mounted on the banks of lagoons. This means that operators can perform all required servicing and maintenance without having to work over water, work at heights or work with heavy swinging weights.
When attempting to minimise risks associated with the aeration of ponds and lagoons, designers can eliminate most of them by simply choosing Venturi Aerators over other technologies. This does not mean that efciency has to sufer. Venturi Aerators have been tested to produce as much as 1.86kg/kW of oxygen transferred per kW per hour.
Maintenance of these units is relatively simple as well. With no moving parts in the aerator, only the Gorman-Rupp pump will require any level of maintenance, and these pumps have a long track record of reliability and dependability. One operator can safely adjust clearances in minutes, and check and adjust seal and bearing oil levels.

pump industry | Spring 2018 | Issue 25 www.pumpindustry.com.au 28 PIA MEMBER NEWS | PARTNER SOLUTIONS
For more information on this technology, contact Hydro Innovations at info@hydroinnovations.com.au. Eliminate the Safety Risks - Don’t throw money at them! The SAFER, more COST EFFECTIVE Aeration System!
A POWERFUL PARTNERSHIP


Volvo Penta. Robust, fuel efcient industrial diesel engines that keep running even in the toughest conditions. Easy to install, operate and maintain. A powerful partnership you can trust all the way from the drawing board throughout the operational life of your engine. Competitively priced complete power-pack units ready for delivery Australia wide with a local support team on hand 24/7. To find your nearest dealer visit www.volvopenta.com

105-515 KW
FPT Industrial solutions
improve efciency and boost benefts for end users
Waikerie, South Australia, was the stage of a performance test where FPT Industrial engines were able to show all their qualities. 197.6 tonnes of grapes were harvested in an eight-hour period, using a feet composed of the Braud harvester, fve New Holland T4.105F tractors, and an Iveco Stralis 560hp truck. The complete feet is powered by FPT Industrial engines.
All engines used in CNH Industrial group of products are, in fact, developed and produced by FPT Industrial.
In this case, the engine involved was an FPT Industrial N67 engine with six cylinders, a second generation common rail system and an optimised combustion. With a maximum power of 175hp, the N67 is also best-in-class for oil change intervals which are up to 600 hours resulting in reduced vehicle downtime and improved productivity. Furthermore, the test underlines the outstanding fuel economy of FPT engines; using only 0.99 liters of fuel to harvest one tonne of grapes.
What kind of technology allows you to harvest 200,000 botles of Shiraz in eight hours?
The answer is FPT Industrial's N67 engine, mounted on a New Holland Braud 9090X harvester.
The N67 engine is also incorporated into its Industrial Power Units used for pumping, these Industrial Power Units (IPU) are engines that can be used for both mobile and stationary applications, including irrigation and hydraulic power units, manure pumps, dewatering pumps and water jet units.
Choosing FPT engines for your irrigation applications will improve efciency, operating costs and overall irrigation performance by reducing engine operating costs, and with less service interventions required, downtime and service costs are also reduced.
To watch the New Holland tractors with FPT Industrial engines in action on the Waikerie grape harvesting project, visit youtube.com/watch?v=4QkzUau-x7w.

30 pump industry | Spring 2018 | Issue 25 www.pumpindustry.com.au INDUSTRY NEWS | PARTNER SOLUTIONS
197.6 tonnes of grapes were harvested using the FPT Industrial N67 engine, mounted on a New Holland Braud 9090X harvester.


YOU GET WORK DONE WE ENGINEER EFFICIENCY FPT Industrial Power Units are designed for reliable operations in all working conditions, with excellent fuel efciency and best in class uptime. Learn more on fptindustrial.com — Find us on Social Media Channels
THERE’S A WHEELBARROW IN MY PIPELINE
By Rob Welke, Tallemenco, Adelaide
It may seem like a strange occurrence, but in the past a wheelbarrow lef in a pipeline was not an unheard of excuse for unaccounted friction loss. Whether or not an actual wheelbarrow was the cause, every pipeline will likely experience some sort of unaccounted block (or wheelbarrow) that reduces energy efficiency.

ENERGY EFFICIENCY
32
WHEELBARROW
PIPELINE

Itook an unusual phone call from an irrigator in the late 1990s.
He said, “Rob, I think there’s a wheelbarrow in my pipeline. Can you locate it?”.
Wheelbarrows were used to carry kit for reinstating cement lining during mild steel cement lined (MSCL) pipeline construction in the old days. It’s not the frst time I had heard of a wheelbarrow being left in a large pipeline. Legend has it that it happened during the rehabilitation of the Cobdogla Irrigation Area, near Barmera, SA, in the 1980s. Or at least that was the excuse for unaccounted friction losses in a brand new 1000mm diameter trunk main.
I agreed to help my client out. A 500mm diameter PVC rising main delivered recycled water from a sewage treatment plant pumping station to a reservoir 10km away.
The problem was that after a year in operation, there was about a 10 per cent
reduction in pumping output. The client assured me that he had tested the pumps and that they were okay. Therefore, it just had to be a ‘wheelbarrow’ in the pipe.
I approached this problem much as I had during my time at SA Water, where I had extensive experience locating isolated partial blockages in deteriorated cast iron cement-lined water supply pipelines during the 1980s. Recording hydraulic gradients
I recorded accurate pressure readings along the 10km pipeline at 10 locations which had been surveyed to provide accurate elevation information at each pressure measuring point. The sum of the pressure reading plus the elevation at each point gave the hydraulic head at each point, otherwise known as the Piezometric Height. Plotting the Piezometric Heights with chainage gives a multiple point hydraulic gradient (HG), much like in graph 1 (below).
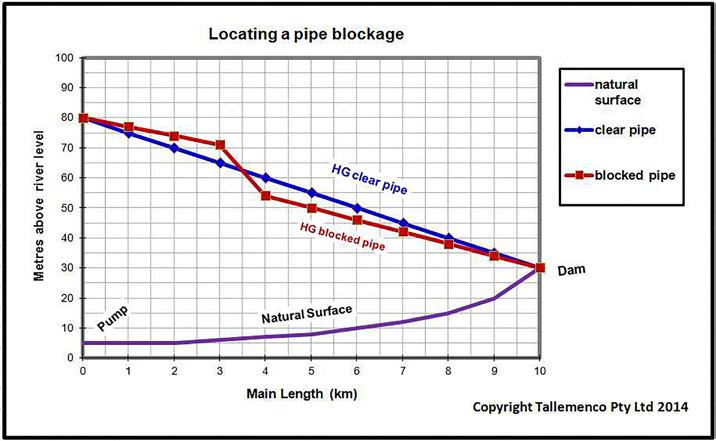
Graph 1: Hydraulic Grade (HG) blue line from the friction tests indicated a consistent gradient, indicating there was no wheelbarrow in the pipe. If there was a wheelbarrow in the pipe, the HG would be like the red line, with the wheelbarrow between points 3 and 4km. Graph: R Welke
www.pumpindustry.com.au pump industry | Spring 2018 | Issue 25 33 ENERGY EFFICIENCY
Given that the hydraulic gradient was quite straight (blue line), there was clearly no blockage (wheelbarrow) along the way, which would otherwise have been evident by a sudden change in slope of the hydraulic gradient at that point (e.g. red line).
So, we fgured that the head loss must be due to a friction build up in the pipeline. To confrm this theory, it was decided to ‘pig’ the pipeline. This involved using the pumps to force two foam cylinders, about 5cm larger than the pipe ID and 70cm long, along the pipe from the pump station end, exiting into the reservoir.
Pigs move at about 2/3 of the velocity of the pumped water, with some water fowing through the foam pigs, ensuring that debris scraped from the pipe along the way is carried forward away from the pigs, and ensuring the pigs don’t “jam”. The method has been used extensively by water supply authorities worldwide for decades, so we weren’t too worried about “losing” the pigs.

34 ENERGY EFFICIENCY
pump industry | Spring 2018 | Issue 25 www.pumpindustry.com.au Our technology. Your success. Pumps Valves Service Make your life easier by relying on smart solutions for your systems. KSB offers you innovative digital products and services that will make your systems more adaptable and effcient. Learn more. www.ksb.com.au
AD_200x134_EtanormSuprem_en_180906.indd 1 06.09.18 09:27
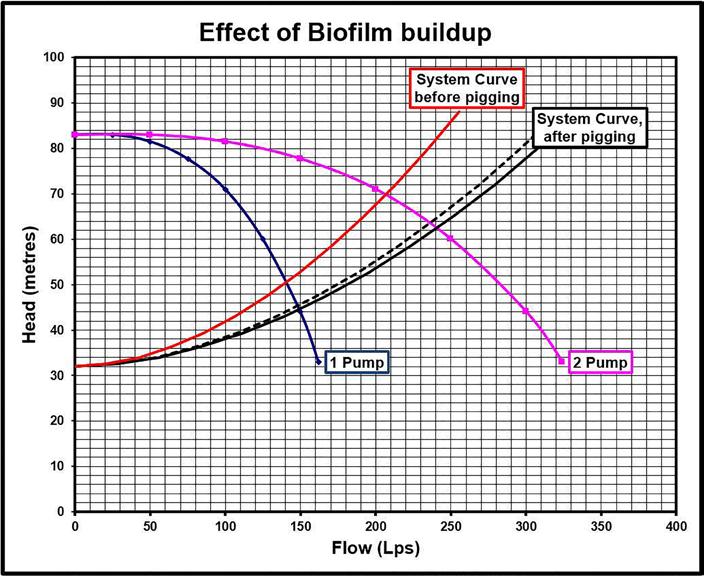
Graph 2: System curve (red line) indicates a biofilm build up. Black line (broken) shows system curve afer pigging. Biofilm raised pumping costs by 15 per cent in one year. Graph: R Welke
BRAINLESS PUMPS WILL SOON BE POINTLESS.
The instant improvement in pipeline friction from pigging was nothing short of amazing. The system head loss had been almost totally restored to original performance, resulting in about a 10 per cent fow improvement from the pump station. So, instead of fnding a wheelbarrow, a bioflm was found responsible for pipe friction build up.
The increase in system head due to bioflm caused the pumps not only to operate at a higher head, but that some of the pumping was forced into peak electricity tarif. The reduced performance pipeline ultimately accounted for about 15 per cent additional pumping energy costs. And that’s after just one year in service.
Graph 2 (page 34) shows the bioflm afected (red line) and restored (black line) system curves for the client’s pipeline, before and after pigging.
Not everyone has a 500NB pipeline
Not everyone has a 500mm pipeline in their irrigation system. So how does that relate to the average irrigator? Let’s look at an 80NB pipe for comparison.
A new 500NB PVC pipe has a Hazen & Williams (H&W) friction value of about C=155. When reduced to C=140 (10 per cent) through bioflm build up, the pipe will have the equivalent of a wall roughness of 0.13mm.
Now, frstly, you can’t even see a 0.13mm flm inside of a pipeline. Most people would look inside their pipe and say, “yep, it’s clean as a whistle!”.
However, the same roughness in an 80mm PVC pipe represents an H&W C value of 130. That’s a 16 per cent reduction in flow for the same friction loss, or a 31 per cent friction increase for the same flow. And that’s just in the first year.
Higher friction = higher energy cost
If this deteriorated pipeline performance was not allowed for, the results would be refected in very low CU’s and DU’s, a signifcant drop in residual pressure at the irrigation emitters and equating to very poor irrigation efciency.
If the pump size were to be raised to allow for the extra head loss, the increase in energy required to irrigate could be as much as 31 per cent.
There’s a wheelbarrow in every pipeline
Pipeline performance can, and should always be, viewed as part of pumping energy efciency.
Everyone has a wheelbarrow in their pipelines and it only gets bigger with time. You can’t get rid of it, but you can control its efects, either through energy-efcient pipeline design in the frst place (i.e. oversize the pipe), or by ‘pigging’ the pipe, say annually, to get rid of that wheelbarrow.
As for the wheelbarrow in my client’s pipeline, the legend lives on. He and I still joke about the ‘wheelbarrow’ in the pipeline when we can’t explain a pipeline head loss.
Rob Welke worked at SA Water for 25 years in the 70s to 90s where he conducted extensive pumping and pipeline energy efficiency monitoring of its 130,000kW major pumping and pipelines infrastructure. Rob established Tallemenco Pty Ltd (2003), a pumping and hydraulics’ consultancy based in Adelaide, which applies his SA Water knowledge and experiences to the irrigation industry, through auditing and training courses, serving clients Australia wide. Rob can be contacted on 0414 492 256, rob@talle.biz, see website www.talle.biz.
Lowara
has an extensive range of pumps and pressure systems suitable for commercial buildings, homes, general industries, agriculture and irrigation.
Reliable,
high performance, quality materials, and the widespread Lowara support network make these pumps an ideal selection for your water supply requirements.







35 ENERGY EFFICIENCY
www.pumpindustry.com.au pump industry | Spring 2018 | Issue 25 Ph: 1300 4 BBENG www.brownbros.com.au
Call us today to see how we can deliver your pumping solution. DELIVERING PUMPING SOLUTIONS 05/17
High performance motors for energy-efcient pumping
The world market for industrial IE4 low voltage motors was estimated to be worth $114.7 million in 20132, with nearly 260,000 units shipped1. IE4 motors sold for pumping applications has been the fastest growing and highest valued IE4 motor application segment, generating $31.4 million in revenues with over 90,000 units shipped in 2013. This market has continued to grow strongly and its steady growth is expected to continue into 2018.

Lafert Electric Motors, one of the world's leading manufacturers of IE4 and IE5 high performance (HP) electric motors, has won the contract to supply its HP motors to two of the largest pump manufacturers in the US.
These multi-million dollar contracts will ensure Lafert remains one of the most important IE4 and IE5 motor manufacturers for the foreseeable future.
This uniquely engineered product combines the electrical design of brushless servo motors with the mechanical design of AC induction motors. The result is a compact motor primarily designed for the HVAC and pump industries where there is an emphasis on reducing the operating cost or weight, and size of the motor.



E
fficiency values referred to the variable torque requirement (pump application) AC motor 5.5.kW vs HPI motor 5.5kW
Lafert HP motors have an increased starting torque when compared to a standard 3 phase induction motor. The reason for this is because of the permanent magnets which also assists the current draw at reduced speeds, so when motor speed is decreased, the current drops away signifcantly to virtually no current draw at all.
Peter Harrington, Managing Director of Lafert Australia, said, "Our goal is to assure our clients and partners that the technology developed by Lafert is the right choice for today and, more importantly, for the future. For Lafert, it is essential to meet the demand for improved levels of efciency in view of an increasingly green-oriented market.”
The high operating efciency ofered by Lafert's PM Synchronous Motor leads to lower electricity consumption costs. The uniquely efcient design also improves the life of this motor, thereby reducing potential down time and reftting costs. The motor meets the IE4 efciency class at all operating speeds, making it one of the most efcient electric motors available in the European market.

Horizontal and Vertical pumps
Horizontal pumps Vertical pumps
Sensorless PM Synchronous Motor
• Rated speed: 1500-1800-30003600-4500 rpm
• Rated power: 0.55 to 30 kW
• Frame sizes: 71 - 90 - 112 - 132
• CASCADE mode (CANBus or RS485)
Input/output signal for pressure transducer
Sensorless PM Synchronous Motor
• Energy saving and optimised flow/pressure control
• Variable speed grants more control modes
• Continuous operation increases comfort
Possibility to apply cascade control
36 pump industry | Spring 2018 | Issue 25 www.pumpindustry.com.au
ENERGY EFFICIENCY | PARTNER SOLUTIONS 1 The World Market for IE4 low-voltage Motors - 2015 Edition 2 Ibid HPS stand alone motor 3000 min-1
90 100 80 IE2 + FC IE4 + FC (HPI) IE3 + FC 60 70 Eff [%] 40 50 0 500 1000 1500 2000 2500 3000 3500 Speed [min-1]
8 6 4 2 0 0 500 1000 2000 3000 2500 1500 HPS71 3000 rpm 0,75 kW HPS71 3000 rpm 1,1 kW HPS71 3000 rpm 2,2 kW HPS71 3000 rpm 1,5 kW Torque HPS71 3000 rpm Num
CUSTOMISATION
Do It BEST!
Lafert specialise in the design & manufacture of customised electric motors produced to meet specific applications & the needs of individual customers. Over 90% of Lafert’s output is non-standard motors.
“Our strength definitely lies in our ability to manufacture custom motors for our clients & partners. Customisation can be made both at an electrical level with different winding configurations & at a mechanical level with special shafts, flanges etc. says Peter Harrington, Managing Director Lafert Australia, also having a great quality single phase motor readily available in Australia with the service to back it is a huge advantage”

• Reducing flanges for eg. 90/71, 112/90
• Reduced frame motors for eg. 7.5kW in 112 frame
• Weight reductions
• Shafts
• In-house customisation available in Australia
• Same-day service



www.lafert.com Phone: (03) 9702 3707 121 Abbott Road Hallam, VIC 3803
We
The future of PUMP OWNERSHIP
Brad Parsons, Founder and Chief Executive Officer at MOVUS, explains why the move towards ‘pump-as-a-service’ is a win-win for industry and the environment.
The need to ensure that Australia has an efective and reliable energy system is not just political lip service; Australian industry demands it in order to survive and thrive where other industries, such as resources and mining, are in decline.
Indeed, the National Energy Guarantee (NEG) – whatever its future may be – highlights that energy security is on the minds of many. And it’s not just in Australia that the matter is at the top of the agenda – energy across the globe is in transition and there is motivation for change.
Motivation is all well and good, but it needs to be directed towards longer term outcomes. More efcient ways to do the same things are short termist in the grand scheme. We need to turn conventional thinking and concepts on

their head for true transformation.
Here, we explore one example, the reality (and inevitability) of an industry model where pumps are ‘consumed’ and not owned, creating a range of operational and strategic implications. And it will disrupt the business and operational models of pumps as we know today.
Inevitable transition towards new business models
Last century, global industries were built of the back of the consumption of fossil fuels. In this century, we are already seeing rapid deployment and adoption of renewable energy.
This shift, while still in its infancy, is driving consumer demand and industry’s awareness and appetite to transition to more efcient and reliable industrial systems.
As energy costs continue to escalate, the pressure to adopt new business models for asset ownership are evolving in an attempt to control quality, productivity, speed and fexibility.
Of course, cost plays a signifcant role in how those systems evolve, and we’re seeing great opportunity for innovation. MOVUS is among a handful of organisations driving the evolution of new business models, and specifcally, we are driving the transition from pump ownership to ‘pump-as-a-service’.
Sustainability as a component of change
While costs are one dimension driving the demand for change in pumping systems, pressures such as environmental impact via greenhouse gas emissions are increasingly becoming part of the dialogue.
SMART PUMPS
38 pump industry | Spring 2018 | Issue 25 www.pumpindustry.com.au
Sustainability Victoria, a Victorian Government initiative, specifcally calls out that “improving the efciency of pumping systems is one way to reduce greenhouse gas emissions and preserve natural resources”.1 While these initiatives are important in driving more efciency from pumping systems, and reduce greenhouse gas emissions, there are even more radical changes on the horizon. These changes will rapidly drive the transition of industry towards intelligent or smarter machines.
The main act: asset lifecycle costs
As we know, however, environmental benefts alone are rarely, if ever, what gets a business case over the line, or even on the agenda at the C-level.
While environmental benefits are a consideration, they are not the consideration. But if we look at some topline statistics behind the reality of expanding a product’s lifecycle and reducing costs to produce, manage, run and maintain assets, then it’s a powerful combination.
The International Energy Association identifed that global industry uses approximately 64 per cent of all motor related energy, with pumps constituting 19 per cent of
global motor electrical demand.2
According to Xylem, the large American water technology provider, energy is the largest cost across the pump lifecycle representing 45 per cent of total lifecycle costs. When combined with maintenance at 25 per cent, operational costs related to efciency and reliability account for 70 per cent of pump costs. The use of innovative approaches to reduce lifecycle costs becomes attractive and can be positioned as a competitive advantage.
In fact, just consider that if we were to shave even just one per cent of the cost of operating and maintaining what comprises a ffth of electrical demand, then the impact to the environment and the bottom line with that one per cent alone would be game-changing.
Technology and that one per cent
While many organisations have been working hard to reduce these costs, such as the introduction of VSDs and optimisation of maintenance schedules, the largest gains are yet to be had. These gains are achieved by implementing feedback loops into the design of the machine, which creates an upward spiral of improved efciency and reliability, which doesn’t exist now.
Businesses this century need to be able to compete globally on quality, productivity, speed and fexibility, and
the pump industry will need to transition in order to remain competitive. And it’s largely technology, specifcally the Internet of Things for the industrial sectors (also known as IIoT) that enables this; and we are just getting started.
IIoT enables unconnected pumps to be digitally enabled. This enablement fows along the value chain from the OEM to the asset owner. Digitally enabled pumps enable new services such as predictive maintenance, whereby manual physical inspections turn to digital inspections and remote analysis. As has happened in the consumer space, as seen with ‘Ring’ the internet enabled doorbell and ‘Nest’ the internet enabled thermostat, a raft of new services and business models follow. A good example of this is Bundles, a Dutch sustainable subscription service for washing machines, tumble dryers and dishwashers which delivers fnancial benefts and reduces wastage by prolonging appliance lifecycle through regular proactive maintenance.
From pump ownership to pump usage...
Disruption enables the transfer of accountability of the lifecycle reliability and efciency from the pump owner to the OEM (original equipment manufacturer). However, OEMs aren’t the only stakeholders that will be disrupted in this upcoming future.
Service groups will be engaged via digital platforms and their performance will be far more visible than it is today. Asset services and consulting groups will also have far more information on which to make their analysis and recommendations. Insurance frms will be more informed about risk and we are likely to see this refected in premiums and service oferings. Capital equipment fnance groups want to understand the risk of the pump loan being repaid (through running hours and quality of maintenance). Pump owners will become pump ‘users’, as ownership turns to usage. ‘Machine-as-a-service’ model will evolve, which puts pressure on OEMs to drive higher reliability. Operational costs such as energy will have a much higher visibility also. This in turn drives increased competition.
...To pumps-as-a-service
Consumer tech giants Amazon, Uber and AirBnB have no bookstores, cars or hotels but they command multibillion dollar valuations. This ‘asset light’ trend

SMART PUMPS
39 ¹ Sustainability Victoria Best Practice Guide for Pumping Systems 2 Energy-Effciency Policy Opportunities for Electric Motor-Driven Systems 2011 www.pumpindustry.com.au pump industry | Spring 2018 | Issue 25
is likely to play out across the pump industry as the blend between ‘digital and physical’ propagates. Physical pumps characteristics become less signifcant when compared to the value of digitised data and services around those pumps. The concept of ‘machine-as-a-service3’ is now very real according to Boston Consulting Group (BCG).
Operational impacts
The ‘asset light’ model has more dramatic impacts for operations, maintenance and risk management teams, in terms of their ability to manage pump performance and service costs.
Optimise performance – Digitally enabled pumps allow stakeholders (internal and external to the organisation) to be able to view real-time health, degradation, utilisation and energy performance, which were previously segregated internally across a range of departments within the organisation.
Improve risk management – Reactive maintenance practices increase risk across financial, safety, environment and regulatory aspects. Knowing that a machine will fail in advance provides the ability to measure, plan and forecast in order to minimise and mitigate these risks.
Reduce product and service costs – Forewarning also results in proactive services, limited warranty costs (for supplier and asset owner) and the ability to feed back into product design. Built in warranty can be reduced as OEMs understand the risk of failure.
Strategic impacts
If you think this discourse is contained to the plant foor, then think again and read on because for sales, marketing, product teams and OEM manufacturers, this digital disruption has more reaching implications. The battleground surrounding digitally enabled products has only just begun. New revenue streams, enhanced relationships and oferings will result, and if you’re not on board or ahead, then you’re already playing catch up.
New revenue streams – Digitally enabled pumps through IoT result in new revenue opportunities, such as the introduction of predictive maintenance service oferings for OEMs and service organisations. IoT technology provides real-time health and diagnostics to enable greater reliability and higher availability of pumps.
Elevate customer relationships – OEMs and service providers can now engage pump users armed with more real-time information about the operating condition and performance but it also afords the opportunity to understand their customer’s business. This new knowledge creates opportunities for high levels of trust and intimacy.
Diferentiated oferings - With this new found trust and intimacy comes the opportunity to provide unique and tailored solutions such as consulting on operational best-practice and improved production processes.
Disruptive impacts
Finally the disruption reaches its pinnacle for those responsible for the very nature of the business. Digitally enabled pumps, ‘smarter pumps’, enable the cannibalisation of existing business models and substitute of existing oferings.
New business models – Some MOVUS customers have already transitioned from selling machinery to selling services. Their equipment sales are no longer the primary part of their business as they provide machinery-as-a-service. New service capabilities must be built when powered by digitally enabled smart pumps; real customer feedback can alter the very design and manufacture of the pump, once visibility of the pump beyond the factory foor is attained.
Substitute oferings - With these new service capabilities operating, the business can transition from pure manufacturing and sales to digitally enabled services. This will require completely new skillsets, reward systems, operating hours and digital capabilities. However, it will enable greater market expansion, higher proft margins and greater customer insights and intimacy.

40 pump industry | Spring 2018 | Issue 25 www.pumpindustry.com.au
SMART PUMPS 3 Man and Machine in Industry 4.0, September 2015
Recommendations
Among this disruption there are three areas specifc segments need to address:
OEMs should look to build partnerships to grow digital capabilities, notably with groups that can complement existing skills to help enable the transition. Look to understand your core competencies and how you add value to customers, and don’t strengthen your service skills, you will need them to harness this new found intimacy.
Equipment service groups (consultants, insurance, capital fnance) need to establish dedicated groups that sit outside of your organisation. These groups need dedicated focus to understand and model the implications of this transition without the rigors and reporting of the core business. These new digital services will likely cannibalise existing revenue, therefore strong executive support is required.
Digital transitions can be challenging for Asset Owners if ran as large costly projects, so start small and adopt the startup mantra ‘fail fast and fail often’. Identify parts of your organisation that embrace change and are able to transition. Understand the use cases that generate the most value and start there. Measuring fnancial ROI is only part of the picture. In the end, those organisations that can harness the power of digital technology across their entire organisation will gain the most competitive advantage.
Embrace the inevitable, early
If we are to deliver efciency and reliability in the pump industry, then wholesale changes are required, and realistically, they are inevitable.
Right now, Australian pump manufacturers and services groups need to recognise the opportunity for transitioning from pure hardware sales towards digital services. A report in 2015 stated that only 28 per cent of Australian manufacturers with more than 100 employees derived value from services related to their products, compared with the US and Finland, where the fgure was closer to 55 per cent of manufacturers4 . CapGemini recently published a report5 looking at Digital Engineering, the size of the opportunity and the skills and mindset needed to excel.
Industry 4.0 is upon us, IIoT is here to stay, and nuances to new processes and relationships create amended business models every day.
These changes will have far reaching implications with positive efects across many industries. Digital disruption is shaking us out of our last century complacency, and may well save many businesses, as well as the environment, into the next century.
Brad Parsons is the CEO and Founder of MOVUS. Brad spent 25 years in a corporate career which spanned national and global positions. These included Aurizon, Flight Centre, News Limited and Multiplex. Prior to starting MOVUS he worked on automation projects for BHP and Aurizon where he worked on their automation blueprints. His inspiration for MOVUS came from a strategic condition monitoring program which he worked on for Sydney Trains.
At Brown Brothers Engineers we have expanded our capabilities with two more quality pump manufacturers. In addition to the current world leading brands we can now offer the following range:
VERTICAL TURBINE PUMPS

Layne Bowler




WELCOME TO THE BIG END OF TOWN.
When high head and high flows are required look no further than this quality Italian made range.
• Flows to 5000m3/h
• Head to 220m
• Pumps that exceed EN733 (DIN 24255 standard)

SKD Series

NCBK Series

NCA Series
41 www.pumpindustry.com.au pump industry | Spring 2018 | Issue 25
SMART PUMPS 4 Australia’s Comparative Advantage, Acola, August 2015. 5 Digital Engineering: the opportunity for discrete manufacturers, Capgemini June 2018
proven record
vertical turbine pumps have a
under the most demanding and toughest of conditions.
DELIVERING PUMPING SOLUTIONS Ph: 1300 4 BBENG www.brownbros.com.au
Brothers Engineers have innovative solutions whatever your application. Contact us today about your requirements. 03/18
Brown
through training
In this pump end user interview, Lee Cunningham, Electrical Technical Officer at Ipswich City Council, and member of Pump Industry Australia’s (PIA) register of trained personnel, talks about the importance of training and the most pressing issues affecting the industry today.
Lee has completed the PIA’s design, installation and commissioning course, and has been able to apply the skills learnt in his current role, which he has been in for the last three years.
“With the opportunity to step up and take on the present challenges and apply the learnings gained so that I may confdently rectify a situation is absolutely satisfying,” Lee said.
“With a diverse range of industry involvement and assistance, we can greatly improve asset reliability and performance for all to enjoy.
“Thank you everyone for your greatly appreciated, valued insights.”
Lee believes that the facilitation of knowledge about pumps, such as through PIA training courses, is important in helping to solve what he sees as the biggest challenges facing the industry: improving knowledge and understanding the importance of ‘why pumps’.
“Without greater knowledge and understanding in how pumps provide for the greater community (domestic, commercial and industrial), it will be consistently overseen. Pumps are like electricity without the governing respect – abused and used, and great
while it is working until it breaks down. The diference between pumps and electricity is that anyone can touch pumps, and they will touch them. No governance equals no quality,” Lee said.
“The importance of ‘why pumps’ collated with associated risks (e.g. the resultants if they stop working) also needs to be made clear so that everyone can understand the weight of great practices compared to that of poor practices. This will hopefully assist PIA to greater heights.”
Despite the challenges the industry is facing, Lee said the training the PIA provides and the work it undertakes ensures there is a good relationship between everyone in the industry, from end users to suppliers and manufacturers.
“For an industry that is struggling to set a compliance standard with the current conditions (lack of endorsed standards for compliance), this team is persistently providing greatness, providing teachings to all, augmenting the quality for the entire industry,” Lee said.
“Great focus and persistence by the team – thank you PIA!”

Reducing risks and improving efciency
Lee said understanding the diferent considerations for correct pump selection is important in reducing risks and improving efciency.
“The pumps’ surrounding environment and its accessibility for serviceability equate to improved efciency,” Lee said.
42 pump industry | Spring 2018 | Issue 25 www.pumpindustry.com.au TRAINING Encouraging best-practice
Specialising in custom design, manufacture, repair and service of centrifugal pumps for over 30 years • Complete range of API 610 (ISO13709) • Hydraulic and mechanical design • Custom engineering, retro-fit, redesign • Performance testing • Service and repair UNITED PUMPS www.unitedpumps.com.au T: +61 3 9464 9500 31 Western Avenue, Sunshine Victoria 3020, Australia E: unitedpumps@unitedpumps.com.au
Lee Cunningham and his son enjoying the results of how pumps provide some of the most unforgetable memories.
“Regarding the environment, the pump must be able to handle the test of time whilst operating dependably with consistency –no diferent to a golfer that has the will to be a PRO.
“Seviceability is also important, especially in highly political areas where the pump has the utmost importance in needing to operate; these pumps, in the presence of a failure, need to be readily available for purchase and be practically simple to replace – the heavier the weight in importance the pump has, the easier it should be to deliver an outcome in an efcient manner.”
Lee said that energy efciency also has a role to play in pump selection as long as it does not impede on operational performance.
“Great designs should always instill this way of thinking to achieve great outcomes.”
Also key to pump selection is ensuring good communication between the client and supplier.
“The key is to listen. The goal must be completely understood with all operational requirements known whilst incorporating all risk factors from both professions involved, this is the combination of both stakeholders and professional advisers alike. Understanding between both parties is paramount to great results,” Lee said.
Keeping the pumps running
Lee said to ensure a state of stability and prevent disruption to the community, it is important to factor in the maintenance and repair schedule, and costs during project planning.
“This refects true costs involved with a particular asset and its associated lifecycle – it may be cheap to purchase that product, but that product may also be extremely expensive to keep operational,” Lee said.
“Again, the complete lifecycle and costs associated capture the true costs involved.”
Lee said Ipswich City Council undertakes regular testing, and on-site servicing and maintenance of its pumps.
“Manufacturer specifcations as well as environmental conditions (political and direct location impacts – e.g. chlorine/salt water) set the weight and tune to periodic requirements. Cost benefts outline all scenarios regardless of situation,” Lee said.
“Vibration, heat and noise; fow and pressure; continuity of earthing and winding components; insulation resistance; and operations, lifecycle, performance and cost efciency testing is also completed.”

POWERFUL SHREDDER BLOCKS OUT BLOCKAGES
The reliable XRipper twin-shaft shredder
Wet wipes, sanitary products and waste of all kinds get entangled, clogging pumps and causing costly disruptions. The solution is efficient reduction to a manageable size using Vogelsang’s XRipper.

The XRipper is successfully implemented in sewerage and wastewater treatment plants worldwide to prevent clogging and reliably protect downstream equipment. The wide-range of XRipper models and options allows for easy and custom installation. Thanks to the QuickService design and its monolithic ripper rotors made of a high-quality steel block, the robust XRipper can be self-serviced quickly and easily on-site.
For more information: info@vogelsang.com.au
Tel.: +61 2 46 47 8511
vogelsang.info
43 www.pumpindustry.com.au pump industry | Spring 2018 | Issue 25 TRAINING
ENGINEERED TO WORK
Lee Cunningham with his son Zachary.

The pump industry relies on expertise from a large and varied range of specialists, from experts in particular pump types to those with an intimate understanding of pump reliability; and from researchers who delve into the particulars of pump curves to experts in pump efficiency. To draw upon the wealth of expert knowledge the Australian pump industry has to offer, Pump Industry has established a panel of experts to answer all your pumping questions.
This edition of Ask an expert will look at smart progressive cavity pumps and how they can help increase your botom line.
Q: What are smart progressive cavity (PC) pumps and how do they increase my bottom line?
A: There are various ways that PC pump manufacturers are making their pumps smart: from innovative pump designs to integrated controls, measurement of process variables and smart feld pumps that ofer online monitoring and management. All these improvements aim to put the necessary pump information right at their customer’s fngertips, while customers continue to reap the normal benefts of PC pumps such as minimal pulsation, low shear and fow unafected by pressure or viscosity.
For example, a smart pump design could combine dosing and pumping with up-to-date control concepts, while also ofering integration into higher level controls and automation systems. Extra safety features and measurements of process variables enable increased control over the pump/system and quick feedback from the pump itself. Various manufacturers ofer fow meters, pressure sensors and dry-running


44 pump industry | Spring 2018 | Issue 25 www.pumpindustry.com.au ASK AN EXPERT
Example of a pump connectivity app.
Easy maintenance pump with smart rotor, smart stator and smart seal house.
protection devices either in addition to, or integrated, with the pump, giving you increased control over how the pump and your system operates.
Connectivity to your pump and its readings are key, therefore PC pump manufacturers have been developing further digital solutions to address this issue. This has taken form as service and maintenance apps, along with apps that capture real-time data from the pump. The collected real-time data can be remotely monitored to analyse the pump’s condition. Customers have more control over their pumps to set alarms and warnings or to carry out planned maintenance work.
Smart not only means greater connectivity but also cost savings with innovative designs. Smart options for the rotor, stator and seal housing are available from various PC pump manufacturers. Through a two-part stator, easy access points and/or specialised rotor, maintenance work can be carried out without needing special tools or removing the suction or discharge pipework. Additionally, with smart sealing options, maintenance can be performed on the mechanical seal and drive-side joint without the labourious dismantling of pump components or pipework. All these easy maintenance options reduce your maintenance time and costs, and increase your productivity.


Typical smart dosing pumps (SDP) configuration.
Overall, all these solutions work together to ofer you increased energy efciency, reduced downtime and reduced lifecycle costs, thereby increasing your bottom line. Contact a progressive cavity pump expert now to receive a customised and intelligent design which ofers you greater control over your processes.
Peter Vila, Managing Director of SEEPEX Australia, is a progressive cavity pump expert. He has been involved with pumps for over 35 years. Peter spent the first five years repairing pumps and the following 30 years in technical sales, 15 of which have been with SEEPEX progressive cavity pumps.
For more information on progressive cavity pumps, please contact SEEPEX Australia on (02) 4355 4500 or at info.au@seepex.com
PUMPING INTO THE FUTURE
Local support engineered
End-suction or Horizontal Split case Optimum Efficiencies
High pressure, up to 40bar
Complies with EN 733, ISO 2858 & ISO 5199
CHECK OUT OUR PUMP SELECTION SOFTWARE NOW ON OUR WEBSITE
Sydney | Brisbane | Melbourne | Perth
Head Office +612 9748 2022


45 www.pumpindustry.com.au pump industry | Spring 2018 | Issue 25 ASK AN EXPERT
maste o
net a
~ over ~ 30YEARS OFAUSTRALIAN SUCCESS
Slurry corrections for CENTRIFUGAL PUMP PERFORMANCE
By Ray Hardee, P. E. and Aasya Abdennour, Engineered Sofware.
Correctly sizing and selecting a pump is crucial in any situation, especially when efficiency and cost considerations are in play. Improperly sized pumps can lead to additional wear and tear, performance and cavitation issues, and an overall decrease in the life expectancy of a pump. One must also factor in the cost of replacement and the possibility of downtime for the system to repair a pump that is incorrectly sized.
With any pump selection, the pump materials and process fuid compatibilities need to be considered. Specifcally, whether the pump's inner components (the impeller, casing, shaft and seals) can endure abrasive, corrosive or hazardous fuids. If these pumps are used in slurry applications, these issues will be magnifed. This is due to the physical characteristics and hydraulic properties of slurries. Slurries carry solid particulates which increase the internal friction of the fuid. This can accelerate the wear on a pump’s impeller and inner casing, and cause other issues. Since pump performance curves are typically generated using water as the testing medium, to properly size and select a slurry pump, the water-based performance needs to be derated.
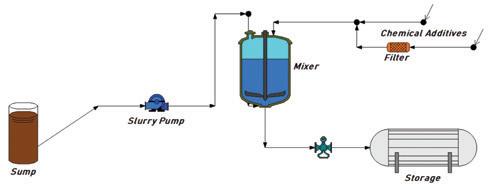
Slurry pumps are present across many industries, from chemical to the mining sectors, shown in a typical application in Figure 1. Of all installed centrifugal pumps in the process industry, fve per cent are slurry pumps.
There are numerous methods that can be used to correct pump performance for slurries. This article covers the Hydraulic Institute (HI) Method and the Wilson Method (a modifed Sellgren Method).
Assumptions
With any calculation, it is important to be cognisant of the underlying assumptions that are being made. It is up to the engineer’s judgement to determine if the assumptions are applicable for the conditions of their scenario. Slurries have a wide range of behaviours. Solubility, which is highly dependent on temperature, and particle shapes can complicate modelling. To simplify calculations, the HI and Wilson methods make the following assumptions:
• The carrier fuid is water at standard conditions
• The solid particles are insoluble in the carrier fuid
• The solid particles are spherical and uniform
Method inputs and slurry categories
Slurry correction methods will primarily require density and concentration data. For HI and Wilson, the methods also heavily utilise the particle size value to determine both the category of slurry and the correction factor (Hr) itself. This particle size, or d50 value, is the median size of a slurry. In other words, it is stating that 50 per cent of the particles within the slurry are of that size value or smaller. This can be determined using a sieve analysis using samples of the slurry. The particle distribution curve in Figure 2 shows an example of d50
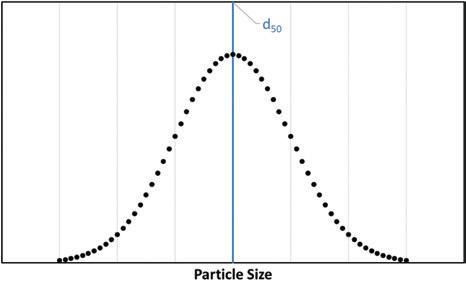
It is important to note that not all slurries will result in a symmetrical distribution. Figure 3 illustrates a median d50 which is not equal to the mode of the curve.
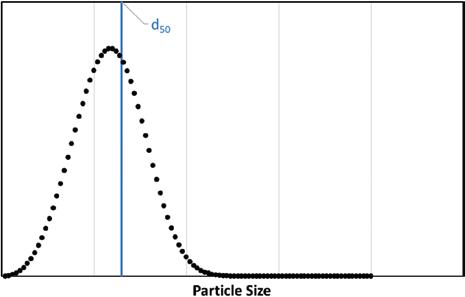
pump industry | Spring 2018 | Issue 25 www.pumpindustry.com.au 46
Figure 1. Slurry pump system.
Figure 2. Particle distribution curve, vertical blue line indicates the d50.
Figure 3. Asymmetrical particle distribution curve.
TECHNICAL
Particle Size Particle Size d50 d50 Mixer Filter Storage Chemical Additives
Sump Slurry Pump






LOW VOLTAGE MARATHON MOTOR RANGES:
• High efficiency and premium efficiency (IE3) motors
• Mine spec motors up to IEC Frame 560
• Hazardous location motors (Ex d, Ex e, Ex nA, Ex tD)
• Brake motors
• DC motors
• Protection range IP54 to IP66
HIGH VOLTAGE MARATHON MOTORS TEFC-IC411, CACA-IC611, CACW-IC81W, ODP-IP23:
• Frame sizes: IEC 355 - IEC 710 (larger frames available)
• Protection: IP55 and IP56
• Supply: 2,300V - 11,000V, 40Hz to 60Hz
• Construction: cast iron / steel

Regal and Marathon are trademarks of Regal Beloit Corporation or one of its affiliated companies. ©2018, Regal Beloit Corporation, All Rights Reserved. MCAD18061E • Created in AU For more information please contact us on 1300 888 853 or email salesAUvic@regalbeloit.com
www.RegalBeloit.com / www.regalaustralia.com
low and high voltage electric motors are specifically designed for efficient and reliable operation. Creating a better tomorrow™...
Marathon®
At a high level, slurries can be classifed into two categories: settling (heterogeneous) or non-settling (homogeneous). The slurry category will be the basis for determining which calculation method to implement: viscosity corrections (non-settling) or concentration corrections (settling).
So how is a slurry determined to be settling or non-settling? Per the HI Method, the particle size (d50) and solids specifc gravity (Ss) is used to determine the slurry fow regime. The Wilson Method diferentiates the two regions solely on particle size. Non-settling slurries are considered to have a particle size, or d50, of 50 microns or smaller. Slurries with a d50 larger than 50 microns are categorised as settling.
Correction example
Starting with the same slurry properties, a water-based performance curve will be derated per both the HI and Wilson Methods.
Slurry in question:
d50 (Median Particle Size) = 80 microns
C w (Solids Concentration by Weight) = 55 per cent
C v (Solids Concentration by Volume) = 24 per cent
S m (Slurry Specifc Gravity) = 1.72
S s (Solids Specifc Gravity) = 4
For a centrifugal pump operating at constant speed in this slurry application, it is expected that there will be an increase in power requirements over the water-based curve. It is also expected that the head and efciency supplied by the pump should decrease, as shown in Figure 4. Hydraulically, this makes sense. Due to the additional internal friction, the pump will need to work harder to push the slurry through.
Figure 5 demonstrates the pump derating with both the HI and Wilson Methods, respectively.
About the authors
Ray T Hardee, PE, is the Chief Engineer and a principle founder of Engineered Software Inc., creators of PIPE-FLO® and PUMP-FLO® software. The PIPE-FLO product line helps some of the largest companies across a variety of industries fnd hidden proft in the design and operation of their fuid piping systems through simulation software, modeling services, and training opportunities. Hardee is a member of the Hydraulics Institute, ASME Energy Assessment for Pumping Systems standards committee and ISO Pumping System Energy Assessment committee. Ray’s publications include Piping System Fundamentals and contributions to HI’s Pump Life Cycle Cost and Optimizing Piping Systems. He can be reached at SimGuyRay@eng-software.com
Figure 5. Pump head and efficiency curves, for a 12-inch impeller diameter, corrected for a slurry using the HI Method and Wilson Method. Efficiency curves are in green.
Each method was used to determine the H r correction factor. This factor was then used to correct each head and efciency point. The HI Method calculated an Hr correction factor of 0.533, while the Wilson Method calculated the factor to be 0.835. For this chosen slurry, the HI Method resulted in more conservative corrected performance curves. Depending on the application and slurry, an engineer may either select one of the methods or use the methods’ H r values to defne a correction region and choose an Hr value between the bounds. This is illustrated in Figure 5 by the shaded areas.
Conclusion
There are multiple methods that can be implemented for slurry corrections, where some may be considered more conservative than others. It would ultimately be up to the engineer’s judgment to closely examine results and determine which method best fts the application, the pump type, as well as the slurry that will be handled. The methods outlined in this article are just two of the many being utilised in the pump industry. Often, pump manufacturers will develop their own slurry correction methods specifc to their respective pumps. In all cases, the pump supplier should be consulted directly, especially when the application’s fuid is not water at the manufacturer’s test conditions.
Aasya (Sysy) Abdennour joined the Engineered Software, Inc. team in 2016 as the Technical Support Engineer assisting customers worldwide with setup, installation and support questions for PIPE-FLO® Professional. Soon afterwards, she became certifed as Engineered Software’s Instructor for the two-day PIPE-FLO® FLO-Master course. She has over 100+ hours of instruction credits for the FLO-Master course and instructional product demonstrations. She is a major contributor to the PIPE-FLO® Professional Training instructional materials. Sysy is currently the lead engineer for modelling and engineering support for the PIPE-FLO® and Flow of Fluids programs. She has also serves as the Project Manager for integrating fre pump applications for Engineered Software, Inc’s. PUMP-FLO® product line.
pump industry | Spring 2018 | Issue 25 www.pumpindustry.com.au 48
Test water Flow rate (GPM) 0 200 400 600 800 1000 1200 1400 1600 Head Efciency Power Slurry
Figure 4. Expected pump performance shifs when handling slurries.
(FT) Efciency (%) 0 200 400 600 800 1000 1200 1400 1600 0 50 100 150 200 250 0 10 20 30 40 50 60 70 80 90 100 Original Water Curve Wilson Corrections HI Corrections Flow rate (GPM)
Head
TECHNICAL

Full range of Watermarked fittings and valves to suit your every requirement

Extensive range of precision valves, already installed in many commercial, agricultural and industrial projects around the country. The range includes the likes of dual approved ball valves, gate valves, gas isolation valves, non-return valves. dual check valves and more.

Made tough to endure the harsh demands of the Australian environment, the range includes everything from T Head Tapware, compression and screwed brassware.

An extension of our Logi valves into civil and other projects, these valves are designed to respond to the incredible demands of an ever changing lanscape, and includes our brass poly connector range.
C
L
IVI
PUMP SCHOOL

PRIMING
Priming the pump readies it for use. A pump's casing must be filled with fluid before starting. If not, the pump will be unable to function. If vapor or gas exist inside the casing, the pump will become gas bound, and won't pump. Priming is the action of filling the casing with fluid before start-up.
With the exception of self-priming pumps, no centrifugal pump should ever be started until it is fully primed. That is, until it has been flled with the liquid pumped and all the air contained in the pump has been expelled.
Reciprocating pumps of the piston or plunger type are, in principle, self-priming. However, if quick starting is required, priming connections should be piped to a supply above the pump.
Positive displacement pumps of the rotating type, such as rotary or screw pumps, have clearances that allow the liquid in the pump to drain back to the suction. When pumping low viscosity liquids, the pump may completely dry out when it is idle. In such cases, a foot valve should be used to help keep the pump primed. Alternatively, a vacuum device may be used to prime the pump.
When handling liquids of higher viscosity, foot valves are usually not required because the liquid is retained in the clearances and acts as a seal when the pump is restarted. However, before the initial start of a rotating positive displacement pump, some of the liquid to be pumped should be introduced through the discharge side of the pump to wet the rotating element.
The various methods and arrangements used for priming pumps are available from Kelair.
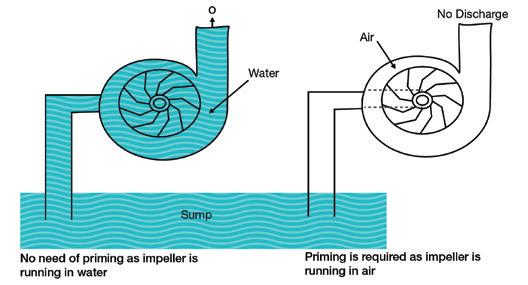
50 pump industry | Spring 2018 | Issue 25 www.pumpindustry.com.au
Article courtesy of Kelair Pumps Australia “When Pump Knowledge Matters” Phone: 1300 789 466 or visit www.kelairpumps.com.au






Nobody extends wear life like we do.
You’ve probably heard about the innovation and progress LaserBond is achieving in surface engineering technology. We apply new surfaces to worn parts so they work literally better than new. And brand new parts can also be treated so they last a lot longer. Customers enjoy longer wear life, fewer shutdowns for component replacement, and better workplace health and safety control. Our laser-applied coatings typically at least double the life of a part.
The new ‘laser cell’ in our SA engineering facility will have the highest-power laser beam used for laser cladding in the Southern Hemisphere. We already operate the three most powerful lasers in this industry in Australia. These are supported by many other processes and technologies, such as HP HVOF, all supported by our own well-equipped metallographic laboratory and state-of-the-art workshops. If you’re looking for the best surface engineering available, look no further.


LaserBond Limited | www.laserbond.com.au Sydney | Adelaide | Freecall 1 300 527 372 International +612 4631 4500 | Fax +612 4631 4555 Email info@laserbond.com.au Quality 9001, Environment 14001, Health & Safety 4801
LaserBond – an excellent choice
14664 Branding1A4 1992 20 1 ANNIVERSARY
2019
30 November 2018
2019
8 March 2019
7 June 2019
Also featuring
SPRING 2019 Deadline: 13 September 2019
pump industry | Spring 2018 | Issue 25 www.pumpindustry.com.au ADVERTISERS’ INDEX ABB ................................................................... 16 Adelaide Control Engineering 9 ASM PUMPS IBC AW Austworld .............................................. 49 Barron - Auma Australia 3 Brown Brothers Engineers 35, 41 Caprari Pumps Australia .......................... 23 Crusader Hose 27 Deutz Australia 1 Ebara Pumps Australia .............................. 25 FLOWROX 6 FPT Industrial ................................................ 31 Franklin Electric ........................................... 14 Hydro Innovations 28 ifm efector ...................................................... 19 Jacmor Engineering .................................... 13 Kelair Pumps Australia 15 KSB Australia................................................ 34 Kubota 17 Lafert Electric Motors Australia 37 Laserbond ...................................................... 51 Masterflow Solutions 45 Midwest Valves & Controls 10 Pentair Water Australia .............................. 18 Pioneer Pump OBC Regal Beloit 47 Seamech ........................................................ 29 SEEPEX Australia 12 United Pumps Australia............................ 42 VescoPlastics .................................................. 8 Vogelsang 43 WEG Australia ......................................... 20-21 Weir Minerals .................................................. 7 Welling & Crossley 11 Zetco Valves ............................................... IFC Editorial schedule 52
MAIN FEATURE
DISTRIBUTION Oil & gas State of the industry Valves Fire Power generation WIOA NSW AUTUMN
Deadline:
MAIN FEATURE
DISTRIBUTION Water Seals Motors & drives Food Irrigation HVAC WIOA QLD Austmine
Deadline:
MAIN FEATURE
DISTRIBUTION Mining Coal seam gas Wastewater Recycling WIOA Bendigo
Energy efciency Smart pumps Training Plus the 2020 Industry Capability Guide Subscribe NOW www.pumpindustry.com.au/subscribe/
SUMMER
Deadline:
Also featuring
WINTER 2019
Also featuring
MAIN FEATURE Also featuring
THE ASM V-SERIES IS PRIMED AND READY TO PUMP.

The key to successful, hassle free sump pumping is to eliminate priming issues.
Which is exactly how our ‘V’ Series Vertical shaft column pump works. Unlike a surface mounted unit, the ‘V’ Series is always primed as it’s submerged in the liquid, avoiding the need and expense of a suction line or foot valve and the NPSH restrictions associated with surface mounted pumps.
Its space saving design minimizes or eliminates floor space required for installation with the motor out of the liquid for easy maintenance and monitoring.
With the ability to pump water, suspended solids or semi viscous products and be used in high temperature applications and explosive atmospheres, the ‘V’ Series is also very versatile. Save time, money and space up top, with an ASM ‘V’ Series pump down below. For more information contact ASM Pumps on (03) 9793 7577 or visit asmpumps.com.au