
SPRING 2019 pumpindustry PLUS the Industry Capability Guide The industry’s key reference guide to Australia’s leading providers OIL & GAS MINING IRRIGATION C WATER i OIL & IRRIG CAHV STEWAW CTURING i PUMP INDUSTRY CAPABILITY GUIDE 2020 Using data and AI for smart pumping Operations training opens new doors for WIOA winner ISSUE 29






our new heavy-duty Power Generators designed specifically to suit our region’s unique business and farm environment. They all feature the trademark DEUTZ world-class quality, performance and reliability, and they are more fuel-efficient than other products in the market.
canopy is made of galvanised sheet metal and can withstand exposure to the elements. Best of all, the sound proof system exceeds industry requirements. Discover more -
or contact your local Dealer. Stay powered with DEUTZ DEUTZ Australia | www.deutz.com.au | deutzoz@deutz.com The engine company.
Introducing
The
www.deutz.com.au/gensets

Pump Industry Australia Incorporated
PO Box 55, Stuarts Point
NSW 2441 Australia Ph/Fax: (02) 6569 0160 pumpsaustralia@bigpond.com
PIA Executive Council 2019
John Inkster – President Brown Brothers Engineers
James Blannin – Vice President Stevco Pumps & Seals
Kevin Wilson – Treasurer/Secretary Executive Officer
Alan Rowan – Councillor Executive Officer – Publications and Training, Life Member
Ken Kugler Executive Officer – Standards, Life Member
Louise Black – Marketing and Statistics Executive Officer
David Alexander – Councillor KSB Australia
Andrew Black – Councillor Envirotech Water Solutions
Mike Bauer – Councillor DynaPumps
Jim Athanas – Councillor Xylem Water Solutions
Hem Prakash – Councillor Davey Water Products
Anant Yuvarajah – Councillor ASC Water Tanks
President’s welcome
Hello all and welcome to this Spring Edition of Pump Industry Magazine.
At the time of writing three events were planned with Breakfast Meetings in Sydney and Melbourne, and an Installation and Commissioning Course in Melbourne all scheduled for September. In July, we held a very successful Technical Meeting in Brisbane in conjunction with Irrigation Australia (IAL) at its premises in Murarrie. The topic was ‘Training Towards a Sustainable Pumping and Irrigation Future’, and was attended by 30 members and non-members alike.
The purpose was to find out what IAL and its stakeholders are doing to ensure that they have enough qualified and certified people to cope with the increasing demand in the irrigation industry; Geoff Harvey of IAL did a presentation on its two-day Irrigation Pumps and Systems Training Course and Path to Certification.
Further to this, IAL has extended an invitation to PIA members the opportunity to send suitable persons to its next two-day course titled ‘Irrigation Pumps and Systems’, to be held in Brisbane on 15 and 16 October, where PIA members would pay the same fee as IAL members through our MOU.
This leads me to the question: Why can’t our industry have similar training courses as a Path to Certification?
Imagine if we were able to offer a Certificate III in Pumping covering different competencies including selecting pumps, reading friction loss charts, installation, troubleshooting, commissioning – the list goes on.
IAL has done its very successfully but it has taken a few years to get there. IAL as the peak national organisation for the entire irrigation industry is a Registered Training Organisation (RTO 91313) under the name Irrigation Training Australia, providing the industry with nationally accredited training and qualifications.
This question was put to the attendees at Murarrie and the answer was a unanimous YES, with a number coming up to me after saying they would support it. To follow up on this thought, Council at our last Hot Air Meeting held on 30 July agreed to ask IAL to scope a PIA competency-based training program specifically for the pump industry.
IAL is willing to do so and it is hoped that in the future we might also be able to offer an Accredited Pump Training Course leading to a recognised Australiawide certification/qualification under the umbrella of IAL as an existing RTO.
IAL is working on this for us and it is hoped we will have something for Council to consider in the coming weeks and maybe even to present at the AGM in November.
The benefits to PIA members would be enormous, bearing in mind that part of our mantra is that PIA endeavours to encourage the ongoing development of our industry.
In recent editions I have commented on the shortcomings of the selfregulation and certification processes in the building industry.
Well if you watched the excellent Four Corners program on Monday 19 August entitled ‘Cracking Up', it is clear to see where this self-regulation has got us.
Just three days into his job as NSW Building Commissioner, David Chandler stated some of the units he investigated were “of the most poorly built he had seen”. It appears that the problem does not just lie with the privatisation of the Building Certifiers; it seems the whole system is flawed from the planning stage through to the engineering design to the construction of and finally certification.
Fortunately not all designers, engineers, building companies and certifiers fail in their responsibilities, but there are enough to give the industry and legislators serious problems.
Those in the fire industry need to ensure they don’t fall into the same category.
This was highlighted at the recent FPAA seminars co-sponsored by PIA in Melbourne (100 attendees) and Sydney (169 attendees) in July titled ‘Fire Pumpsets: Selection, Installation, Commissioning and Servicing’. Both were well patronised, demonstrating the huge interest in this area. Ken Kugler, our Executive Officer for Standards, was one of the presenters.
FPAA is planning a repeat of the seminars because of the high interest shown and will likely run in other states.
As you know, we continually seek to increase our membership, so I ask that if you know someone who would benefit or be able to contribute to PIA, please extend an invitation for them to join; the more members we have, the more relevance we have and more importantly it extends our knowledge and skills base. Any ideas or thoughts you have to improve PIA please make yourself heard; we need and welcome your input.
John Inkster President
2 pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au PUMP INDUSTRY
HAVE AN
WE ALSO OFFER A COMPLETE MANUFACTURE TO DESIGN SERVICE
We provide collaborative, quality design and development services ranging from concept to high volume manufacturing. As a leading wholesale plumbing business, we carry various brands and use innovative technologies such as 3D printing to bring concepts to life. In addition, our team of engineers can ensure products hold current industry specific standards and licenses.
So, if you have a great idea for a product, we’re here to help. We can assist you from inspiration to reality with collaborative design, engineering and manufacturing resources. Beyond that we can distribute your product nationwide and present it to significant players in the Australian plumbing industry.
At Austworld, we may be one of Australia’s largest suppliers and manufacturers of quality plumbing and drainage solutions, but when it comes down to it we’re a family that’s here to help you achieve the best for your family.
AUSTRALIA






1300 780 430





PIA MEMBER NEWS
INDUSTRY
CONTENTS Cover image highlights our article on the 2018 WIOA SA Operator of the Year. pumpindustry PLUS the Industry Capability Guide The industry’s key reference tool to Australia’s leading providers PUMP INDUSTRY GUIDE 2020 Using data and AI for smart pumping Operations training opens new doors for WIOA winner ISSUE 28 SPRING 2019 pu mp indu s tr Pump 3,153 This publication has been independently audited under the AMAA’s CAB Total Distribution Audit. Audit Period: 1 October 2018 to 31 March 2019 Published by Monkey Media Enterprises
204/23–25
Collingwood
monkeymedia.com.au info@monkeymedia.com.au
magazine@pumpindustry.com.au
Editor:
Booth
Development Managers:
Bryers, Rima Munafo Design Manager: Alejandro Molano Designers: Jacqueline Buckmaster, Danielle Harris Publisher: Chris Bland Managing Editor: Laura Harvey Operations Manager: Kirsty Hutton ISSN: 2201-0270 NEWS Jail sentence for solar heat pump installation fraud .................. 6 ‘Flushability’ trials to help inform national standard .................. 7 Sydney Water’s new procurement strategy looks to partner for success ........................................................ 8 Australia’s largest sewage storage facility completed ............. 10 New booster pump station improves Leeman water supply .... 12 New wave energy converter to be trialled in Tasmania ............ 14
ABN: 36 426 734 954
Gipps St
VIC 3066 P: (03) 9988 4950 F: (03) 8456 6720
pumpindustry.com.au
Editor: Lauren Cella Assistant
Eliza
Business
Alastair
HT thrust bearing: The exclusive Caprari patent 16 How to maximise the lifecycle cost of your pump ................... 18 Here comes the story of the Shurricane .................................. 20
NEWS The pioneering technology cutting cleaning time in half ........ 22 Viega’s Propress system provides the perfect alternative to traditional plumbing solutions .............................................. 24 Practicality and functionality: Providing superb motor management .............................................................................. 26 Flexibore chosen for Adelaide irrigation project ...................... 28 Volvo Penta: The heart that never stops .................................. 30 Motor starting for optimum performance ............................... 32 Drive Systems opens in WA with stocking of genuine Rexnord Omega Couplings........................................................ 34 Monitoring remote pump infrastructure: Better, easier and cheaper using 4G ......................................... 36 This magazine is published by Monkey Media in cooperation with the Pump Industry Australia Inc. (PIA). The views contained herein are not necessarily the views of either the publisher or the PIA. Neither the publisher nor the PIA takes responsibility for any claims made by advertisers. All communication should be directed to the publisher. The publisher welcomes contributions to the magazine. All contributions must comply with the publisher’s editorial policy which follows. By providing content to the publisher, you authorise the publisher to reproduce that content either in its original form, or edited, or combined with other content in any of its publications and in any format at the publisher's discretion.




The Australian manufacturing industry is at a crossroads. Transforming the materials we dig up or grow into the products we use every day requires enormous amounts of heat, and rising electricity costs and inefficient processes means many businesses have seen their gas and electricity bills double over the last two years. A report from Beyond Zero Emissions shows there are opportunities for manufacturers to reduce costs by generating heat through the smart use of renewable electricity, with heat pumps one technology that they can take advantage of.
SMART PUMPS
5 pumpindustry ENERGY EFFICIENCY Electrifying industry – new opportunities for improving energy efficiency ............................ 38
Artificial intelligence improves pump efficiency at Melbourne Water treatment plant.................... 41 WIOA Career change opens opportunities for Leigh Creek local ............................................. 44 PUMP HANDBOOK Efficient operations of pump systems (Part 1) ............. 50 REGULARS President’s welcome .................. 2 Ask an expert: Technological advances for progressive cavity pumps with quick and easy maintenance solutions. ............... 48 Pump school: Impeller trimming – changes in performance (Part 1) 54 Editorial schedule .................... 56 Advertisers’ index ................... 56 www.pumpindustry.com.au pump industry | Spring 2019 | Issue 29
Jail sentence for solar heat pump INSTALLATION FRAUD

The Brisbane District Court sentenced a plumber to four and a half years of jail time for fraud and production of false and misleading documents claimed he had installed more than 400 solar heat pumps.
The sentence, handed down on 5 August 2019, is the result of an investigation by the Clean Energy Regulator (CER) relating to the Small-Scale Renewable Energy under the Renewable Energy Target.
Brett Stephen Muldoon, who will serve a minimum term of 15 months before being eligible for parole, obtained just under $400,000 by producing false and misleading documentation claiming that non-existent solar air-source heat pumps had been installed at more than 400 properties throughout Queensland.
This enabled him to improperly create 11,180 small-scale technology certificates between 2013 and 2014.
In sentencing, Judge William Everson stated this was a sophisticated fraud, noting the length of time of the conduct and the amount of money taken.
Judge Everson said “a deterrent sentence is called for fraud of this magnitude” and that Mr Muldoon’s conduct was “extremely selfish and reprehensible”.
Mr Muldoon’s conviction was under s408C of the Queensland Criminal Code. The one charge accounted for 415 acts of fraudulent behaviour committed by Mr Muldoon.
The CER requires a high level of compliance with scheme obligations, and has a range of monitoring and enforcement powers under legislation.
Fraudulent activity, such as providing false information to create small-scale technology certificates, is a threat to the integrity of the schemes administered by the CER.
The CER warns that individuals and companies who participate in the schemes and wilfully commit an act of fraud or non-compliance, such as falsely creating certificates, will be subject to enforcement action which may lead to criminal conviction and jail, as in this case.

pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au 6 NEWS DiamondFace
Unbeatable performance for mechanical seals EagleBurgmann Australasia Pty. Ltd. 16 Stennett Road, Ingleburn, NSW 2565 Sydney, Australia Phone: +61 2 9605 0600, info@au.eag eburgmann.com http://eagleburgmann.com.au DiamondFace by EagleBurgmann is the solution for difficult mechanical seals applications. Wherever poor lubrication, partial dry running, abrasive media or electrochemical corrosion leads to high wear, DiamondFace offers the most robust solution. ANZ_DF-SA_185x125_1017_END.indd 1 04.10.17 14:27
technology:
‘Flushability’ trials to help inform national standard

Queensland Urban Utilities is undertaking a new trial to test the ‘flushability’ of products like wipes, cotton buds and paper towels, in a bid to help create Australia’s first national standard for products that want to claim the label of ‘flushable’.
Testing has started in Australia’s largest replica sewer at Queensland Urban Utilities’ Innovation Centre at the Luggage Point Resource Recovery Centre.
Queensland Urban Utilities spokesperson Michelle Cull said scientists were using the one-of-a-kind facility to study how wipes break down in the sewer network.
“Wipes don’t disintegrate quickly like toilet paper and can cause blockages not only in your household plumbing but our sewer network,” Ms Cull said.
“Creating a new national standard will lead to clearer labelling and give consumers confidence that they’re only flushing products which will break down after they’re flushed.
“Until then, the best advice is to only flush the Three Ps – pee, poo and (toilet) paper.”
In 2018, Queensland Urban Utilities removed around 120 tonnes of wet wipes – which is the equivalent of 34 hippos – from the sewer network.
Queensland Urban Utilities sits on the Water Services Association of Australia (WSAA) Standards Committee, which is hoping to have the new national standard finalised by the end of 2019 to replace industry self-regulation.
The national standard will cover the ‘flushability’ of not just wipes, but other disposable products such as tampons, cotton buds, kitty litter, paper towels and single-use toothbrushes.











NEWS www.pumpindustry.com.au pump industry | Spring 2019 | Issue 29 7

Sydney Water’s new procurement strategy looks to partner for success
Sydney Water has developed a new procurement strategy, called ‘Partnering for Success’, which will see a new Regional Delivery Consortia appointed to manage design, construction and maintenance and facilities management in each of its three regions (North, South and West) for the next ten years.
The strategy also includes Shared Purchasing, which will simplify how Sydney Water and its partners will procure specialised goods and services that can’t be self-performed.
Sydney Water’s area of operation will be divided into north, south and west, and the consortia will be responsible for operations in these areas for the next ten years. Further to this new procurement approach, Sydney Water has also entered into a long-term partnership with Aurecon and ARUP who will work with the Integrated Systems Planning team to form a truly integrated planning function, bringing the right mix of capability to co-create projects and deliver plans successfully.
The integrated team will also perform technical assurance and project engineering. This will ensure that planned benefits are realised through delivery and maintenance.
Aurecon’s Global Head of Water, Kevin Werksman, said water utilities were increasingly seeing the benefits of the partnership model as being able to much better leverage value in a collaborative, non-transactional environment.
“As well as additional technical engineering smarts, Aurecon and ARUP will provide additional advisory services such as asset management and community consultation,” Mr Werksman said.
The integrated team will also perform technical assurance and project engineering. This will ensure that planned benefits are realised through delivery and maintenance.
Shared Purchasing is a new approach adopted by Sydney Water to simplify its procurement of specialised goods and services.


Some day all motors will be this efficient. But why wait?
The idea is beautifully simple. Combine conventional stator technology and a magnet-free rotor design, take a top-of-the-line industrial drive and software, and optimize the whole package for variable speed pump and fan applications. What you get is the performance of a permanent magnet motor at IE4 efficiency and the simplicity and ease of service of a regular induction motor.
Stop waiting and take a closer look on www.abbaustralia.com.au
ABB Australia Pty Limited Contact Centre: 1800 222 435
pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au 8 NEWS
—

First requests for tender have been sought for pipes and fittings, and valves and actuators.
Additional RFTs will be issued on eTender for:
• Pump supply and servicing
• Plant equipment and hire
• Waste management services
• Electrical goods and services
• Network support
• Industrial cleaning
Head of Supply Chain and Property at Sydney Water, Xavier Decomps, said, “Shared Purchasing simplifies how we and our partners will procure specialised goods and services that can’t be self-performed.
“By pooling our purchasing in this manner, we’ll achieve economies of scale, increase our buying power and develop deeper relationships with preferred suppliers throughout the entire asset lifecycle.”
Under its new Partnering for Success model, Sydney Water and its partners will use a series of NEC4 contracts to procure these and other specialised goods and services.
Sydney Water has been an early adopter of the NEC4 suite of contracts to support the rollout of its new procurement strategy.
Head of Delivery Management at Sydney Water, Mark Simister, said Sydney Water is the first major infrastructure company in Australia to use the NEC4 contract approach to deliver new works.
“The contract will help simplify our supply chain and deliver significant benefits to Sydney Water as an organisation, to our customers and to our partners, through increased efficiency, cost savings, continuity of work, resource availability and partner capability by incentivising high performance and increasing productivity.
“By doing this, we’ll give our partners more certainty, and drive better decision-making across the whole lifecycle of our assets, improving our productivity and delivering value for our customers.”
NEC4 Chairman, Peter Higgins, said, “Our contracts have already been used to great success on water projects across the world, and we’re confident that Sydney Water will achieve the same results as our other partners.
“NEC’s fundamental principles of risk management, alliance and transparency align perfectly with the New South Wales Government’s recent ten-point plan for infrastructure delivery, and the alignment in economy, government and language makes Australia a key growth market for us.”
Sydney Water is looking to not just change the way it procures services, but to transform the way that it does business.
In March 2019, Sydney Water was recognised by the UK’s Institute of Civil Engineers (ICE) for becoming the first international organisation to adopt the principles of ‘Project 13’ for the rollout of P4S.
Project 13 is an industry-led movement to improve infrastructure delivery, so it provides better outcomes for customers, whilst moving to a more sustainable and collaborative business method.
ICE’s Director General and Chair of the Project 13 Board, Nick Baveystock, congratulated Sydney Water for being the first international adopter of Project 13. Mr Baveystock said he was delighted to see Sydney Water embed the Project 13 principles into its work on P4S and help the delivery of infrastructure move from a transactional business model to a more collaborative and sustainable one.
Mr Simister said, “The appointment of the three Regional Delivery Consortia in our north, south and west operational areas will see the need for organisational transformation to support, enable and integrate the Regional Delivery Consortia.
“Given the decade-long term of these contracts, this is a once in a generation change which will have a lasting impact on Sydney Water, the industry, and its customers.
“The scale, complexity and impact of this change cannot be underestimated and, done right, will create an enduring legacy.
“This approach will help the delivery of infrastructure move from a transactional business model to a more collaborative and sustainable one, which will focus on customer outcomes, bring together skills and technologies in a collaborative environment, properly integrate teams across projects, and foster long-term relationships.
“Regional Delivery Consortia Contracts will be awarded to the three successful consortia at the end of the year with a ‘go-live’ date of July 2020.”
Specialising in custom design, manufacture, repair and service of centrifugal pumps for over 30 years
• Complete range of API 610 (ISO13709)
• Hydraulic and mechanical design
• Custom engineering, retro-fit, redesign
• Performance testing
• Service and repair
UNITED PUMPS
www.unitedpumps.com.au
T: +61 3 9464 9500
31 Western Avenue, Sunshine Victoria 3020, Australia
E: unitedpumps@unitedpumps.com.au
NEWS www.pumpindustry.com.au pump industry | Spring 2019 | Issue 29 9
Australia’s largest sewage storage facility completed

Yarra Valley Water has completed construction on Melbourne’s new Craigieburn Sewage Transfer Hub, a critical piece of infrastructure which will service up to 420,000 people in Melbourne’s north.
The $69 million project will service developments between Craigieburn and Wallan, allowing Yarra Valley Water to collect, store and transfer sewage to the metropolitan sewerage network for treatment.
The Hub comprises two 15 million litre glass-coated steel tanks which are both the size of six olympic-size swimming pools and are the largest tanks of their kind in the southern hemisphere.
More tanks with a total capacity of 210 million litres will be added as the population of the area continues to grow.
Yarra Valley Water Managing Director, Pat McCafferty, said the Hub is innovative because it can be expanded to keep up with growth in the region.
“The Hub is an adaptive piece of infrastructure which will expand with development in the area. It’s also a much more cost-effective solution than building a large sewer at twice the cost.
“Building flexible infrastructure which can grow with the community allows us to invest money where it’s needed most, while still ensuring we’re able to service the community for years to come,” Mr McCafferty said.
The enormous project provided 15,000 hours of employment and experience for apprentices, trainees and engineering cadets.
Melbourne’s northern growth corridor is one of the fastest growing areas in Australia and the Craigieburn Sewage Transfer Hub is just one example of the vital projects that Yarra Valley Water is undertaking in the region.
Mr McCafferty said that Yarra Valley Water is working hard to deliver the infrastructure that Melbourne’s northern growth corridor needs.
“It wasn’t long ago that there was virtually no existing water and sewerage infrastructure in Melbourne’s outer north. It’s staggering to think of how far the area has come and how much further it will go in the next few years.”



pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au 10 NEWS
Zetco has all the options Australian ingenuity with Italian quality you can trust

Don’t risk being non-compliant with the new Queensland Building & Construction Commission regulations. Manufactured to Zetco’s high standards in Italy, our extensive range of WaterMarked valves passes rigorous design and testing processes to ensure that every valve is of premium quality. Ask for Zetco WaterMarked valves at major plumbing retailers. Zetco Valves. Best range. Best quality. Best brand.
1300 659 639 www.zetco.com.au IAPMO WM-000110 AS 5830.1
New booster pump station improves Leeman water supply
A$2.7 million project to improve the reliability of the water supply in the Western Australian town of Leeman has been completed, with the replacement of an old elevated water tank with a new booster pump station.

Irrigation equipment works hard, so it needs a hard-working engine. Meet Hatz Diesel’s compact and all new H-50 Series. You know irrigation, we know diesel engines
• Up to 90 kg lighter than other engines in the power range
• Long engine life and premium components
• 500-hour maintenance interval
• 18.4 kW to 64 kW*
• Unsurpassed fuel efficiency
*(intermittent loading / ISO 3046-1)
POWER
pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au 12 NEWS
Find out more today hatz.com.au 1300 796 900
CREATING
SOLUTIONS.
The project is part of the Western Australian Government’s $35.2 million investment in 2019-20 for water projects in the Mid West region.
Work began in September 2018 to replace an aging elevated water tank, built around five decades ago, with a modern booster pump station.
The new booster pump station was constructed at the existing tank site north of Vivian Street on Indian Ocean Drive, and pumps water directly from the Mount Peron ground level tank to the local community.
The new pump station has provided the dual benefit of improved water pressure and reliability of water supply to the town.
Leeman is supplied water as part of the Leeman-Greenhead Scheme, which provides water to around 900 households and businesses in Leeman and surrounding areas.
The project was completed on time, with the pump station successfully

connected to the town’s water supply and the old tank taken offline in June 2019.
Work was completed by Guidera O’Connor, with three Western Australian subcontractors and suppliers also involved, including K&K Electrical, D & Z Constructions and SANDERS Demolition.
Western Australian Water Minister, Dave Kelly, said that Leeman is just one of the many towns across regional Western Australia which will benefit from the development and upgrade of essential water and wastewater infrastructure in 2019-20.
“Last financial year, the McGowan Government, through the Water Corporation, invested $25.9 million in water projects in the Mid-West region and that number will jump to $35.2 million this financial year,” Mr Kelly said.
“I would like to thank the local Leeman community for their cooperation during this important work.”










NEWS www.pumpindustry.com.au pump industry | Spring 2019 | Issue 29 13
59 Export Dr, Brooklyn VIC 3012 Email: sales@wellcross.com.au wellcross.com.au 656 276 AUSTRALIA’S TRUSTED DIESEL POWER AUSTRALIA’S TRUSTED DIESEL POWER Adelaide | Brisbane | Melbourne | Perth | Sydney | Townsville ARE YOU RUNNING YOUR PUMPS WITH GENERATORS? We can custom design generators to suit your pumping and irrigation needs, soft start, VFD or DOL.
NEW WAVE ENERGY CONVERTER TO BE TRIALLED IN TASMANIA

The Australian Renewable Energy Agency (ARENA) has announced $4 million in funding to install a pilotscale wave energy converter off the coast of King Island, Tasmania.
The $12.3 million project by Wave Swell Energy will involve the design, construction, installation and operation of the UniWave 200, a 200 kW wave energy device off the coast of King Island.
The project will also be integrated with the King Island microgrid operated by Hydro Tasmania, which received $6 million in ARENA funding in 2011 to demonstrate the integration of several renewable resources and energy management technologies.
The device will be partially submerged as it sits on the seabed and has an opening on one side to allow the movement of the waves in and out of the chamber.
Water rises and falls inside the chamber, causing the pressure of the air trapped above to change between negative and positive pressure. The pressure fluctuations force the air to pass through the turbine at the top of the chamber, generating electricity.
ARENA CEO, Darren Miller, said the project will offer additional insights into combining wind, solar and wave energy.
“Wave energy has the potential to be integrated into microgrids, particularly on island locations with limited space, to reduce the need for significant battery storage due to the relative predictability and consistency of wave energy,” Mr Miller said.
“The tidal and wave sector in Australia is still in the early demonstration phase. Wave Swell’s unique approach to wave energy will gain valuable knowledge and help to see whether this is a viable option for generating renewable energy.”
Wave Swell Energy CEO, Dr Tom Denniss, said Wave Swell Energy is extremely pleased to have such a substantial component of the UniWave 200 King Island Project funded by ARENA.
“The project, aimed at demonstrating the commercial viability of the technology, is expected to be the first of many wave energy projects utilising this unique worldleading intellectual property. ARENA’s role in the King Island project represents a vital component of the ultimate commercialisation of the technology,” Dr Denniss said.
14 pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au NEWS

We Lead. Others Follow.
You want a trusted name when it comes to providing engineered power transmission products that improve productivity and efficiency. Rexnord provides superior products for your industrial applications world wide. We work closely with you to reduce maintenance costs, eliminate redundant inventories and prevent equipment downtime.

Rexnord® Falk® Steelflex® Grid Couplings — known for durability in critical applications, proven performance and versatile design. With replace-in-place design, Falk Steelflex Grid Couplings offer a low-maintenance solution for any application in the pump industry.
Rexnord Falk Lifelign® Gear Couplings — triple-crowned teeth are crowned on the root, tip and face to articulate freely and minimize wear caused by misalignment. By eliminating tip-loading while reducing backlash and radial clearances, Lifelign’s triple-crown teeth can help protect equipment from damaging loads.
Contact Rexnord today to see which coupling is right for your application. Tel 02 4677 6000
www.rexnord.com

HT THRUST BEARING:
The exclusive Caprari patent
Maximum resistance and extreme reliability for the MAC6, MAC8 and MAC10 submersible motors.
Innovating to discover increasingly efficient solutions for water management is a fundamental part of Caprari's core business.
Thanks to its internal research and development division and production capabilities, the Modena-based industrial group is able to offer highly efficient and reliable products.
Each new solution is designed to meet a specific market demand in the most effective and technologically advanced way.
With this objective in mind, Caprari internally develops exclusive patents aimed at improving the performance of its products.
Starting from the design stage, the company pays the utmost attention to all the measures that can improve the life of the product and has patented several devices like Defender®, Easy Check, Sand-Out system, Smart-Fix
system, ConnectoFlex, HT coupling and HT-High thrust bearing that protect the pump and extend the product lifecycle, reducing its environmental impact and overall costs for the end user.
The MAC series submersible motors have significantly increased performance thanks to the innovative HT-High thrust bearing, patented exclusively by Caprari (Caprari International Patent), with margins of tolerance that make the device extremely reliable in all conditions of use.
Today, the HT-High thrust bearing is present in MAC6 submersible motors, as well as in the MAC8 and MAC10 largersized motors, both in cast iron and stainless steel versions.
This special patent allows obtaining a more durable product and improved axial load resistance.
Its performance provides the motor with a structural oversizing with respect to the actual thrust that
the wet end generates, even during operation transients.
To achieve this result, the cage, supports and skids have been completely redesigned on new concepts.
With the same dimensions, the HT thrust bearing withstands at least three times the load of a traditional Mitchell bearing.
Thanks to its exclusive and diversified know-how, Caprari provides complete solutions for every major water requirement, including collection from deep wells, wastewater and drain water lifting, water supply and distribution for residential, industrial and agricultural purposes and various water treatment applications. Innovation and reliability of exclusive products, and services dedicated to the customer; these are the strategic assets that have always distinguished Caprari.
16 pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au
PIA MEMBER NEWS | PARTNER SOLUTIONS
For more information on our motors and patents, visit www.caprari.it.






Designing the future with highly appreciated and advanced solutions for Industrial Applications. Pumps and electric pumps able to raise primary process water and waste water. ENERGY | METAL INDUSTRY | PAPER INDUSTRY | FOOD & BEVERAGE YOUR RELIABLE PARTNER IN INDUSTRIAL APPLICATIONS EXPERIENCE SINCE 1945 www.caprari.com |

How to
THE LIFECYCLE COST OF YOUR PUMP MAXIMISE
When procuring a pump, upfront cost is often a major consideration in the decision-making process. However, according to a report issued by the Victorian Government, the initial cost accounts for less than ten per cent of the lifecycle cost, with energy and maintenance making up the bulk of these costs at between 50 and 95 per cent. Therefore, it is important to consider the long-term costs when selecting a pump to get the most cost-effective solution. Here, we look at what factors can influence and maximise the lifecycle cost of your pump.
While there are inevitable costs that are hard to control such as environmental, disposal and installation costs, end users can realise long-term savings with reduced maintenance, energy costs and downtime.
Selecting a pump: quality over cost
One important choice when selecting a pump that will influence its lifecycle costs is the quality of the equipment. A quality, reliable, well-built pump will likely have a lower lifecycle cost than a cheaper, lightweight pump.
Going for a cheaper option may result in a lesser quality product, especially if the materials selected are not suitable for the application. If this is the case, lifecycle costs can quickly increase as there is a higher chance of premature failure or unexpected servicing and replacement costs.
Along with materials, a high-quality product will have gone through rigorous testing to ensure it will run reliably and will be defect-free at the time of purchase.
Another area where quality can be realised is through the level of customer service you receive from the manufacturer. A manufacturer with top quality service will be able to provide prompt technical support to help troubleshoot any problems so that minimal downtime is experienced and that the pump is back to operating efficiently as soon as possible.
Companies with quality customer service will also be able to provide an expert opinion when selecting a pump to ensure it will be the best fit for your application so you can realise longterm cost savings.
Getting the right size pump
Selecting a correctly sized pump is imperative to reduce lifecycle costs. While it might be tempting to get a smaller pump to reduce costs or a larger pump to account for possible higher pumping requirements, these will ultimately result in higher costs in the long term.
An undersized pump will result in reduced water efficiency, while an oversized pump will have a higher installation cost, as well as higher energy usage and wear rate, so more frequent maintenance will be required.
Therefore, selecting a pump that is correctly sized to meet your exact needs will ensure the best energy efficiency and least energy wastage, and will have optimal lifespan and reliability.
Maximising energy efficiency
For applications such as irrigation where variable speed and flow rates may be needed, investing in a pump with a variable frequency drive (VFD) will help reduce lifecycle costs.
VFDs can be programmed to run the pumps at a certain speed and flow rate for different connected zones so that it is always running to its best efficiency point (BEP).
While a VFD will increase the initial cost of the pump, if the pump is not running to its BEP, it will experience increased wear and require more frequent maintenance and parts replacement, and have high energy consumption.
Quality and reliability at the heart of Franklin Electric
Malcolm Eyre, Managing Director at Franklin Electric, said the company understands its customers need for products that are durable and long lasting to ensure optimal lifecycle costs.
“Nothing less than having the highest quality products and service are acceptable for our customers, because anything else is too costly.
“That is why we are committed to the manufacture of highquality, reliable products in our facilities in the US, Germany and Italy. With solid engineering, our products are designed to stand the test of time.
“We also have a rigorous testing program. In our laboratories, we test the products for performance and endurance before they leave the manufacturing facility.”
Franklin Electric also places a high value on customer service and is committed to finding customers the best solution for their application, and providing prompt customer support to troubleshoot any problems.
“We value our customers and will go out of our way to make sure their pumps remain running at their best so the greatest value for lifecycle costs can be realised.”
18 pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au PIA MEMBER NEWS | PARTNER SOLUTIONS
Reliable irrigation solutions

Franklin Electric has over 75 years of experience providing industry-leading technical service to the irrigation industry, providing support and advice to keep you pumping in even the most rural areas.
Leading the industry in service standards

www.franklin-electric.com.au 1300 670 060
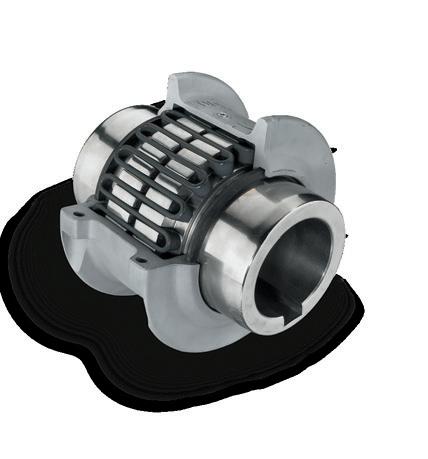
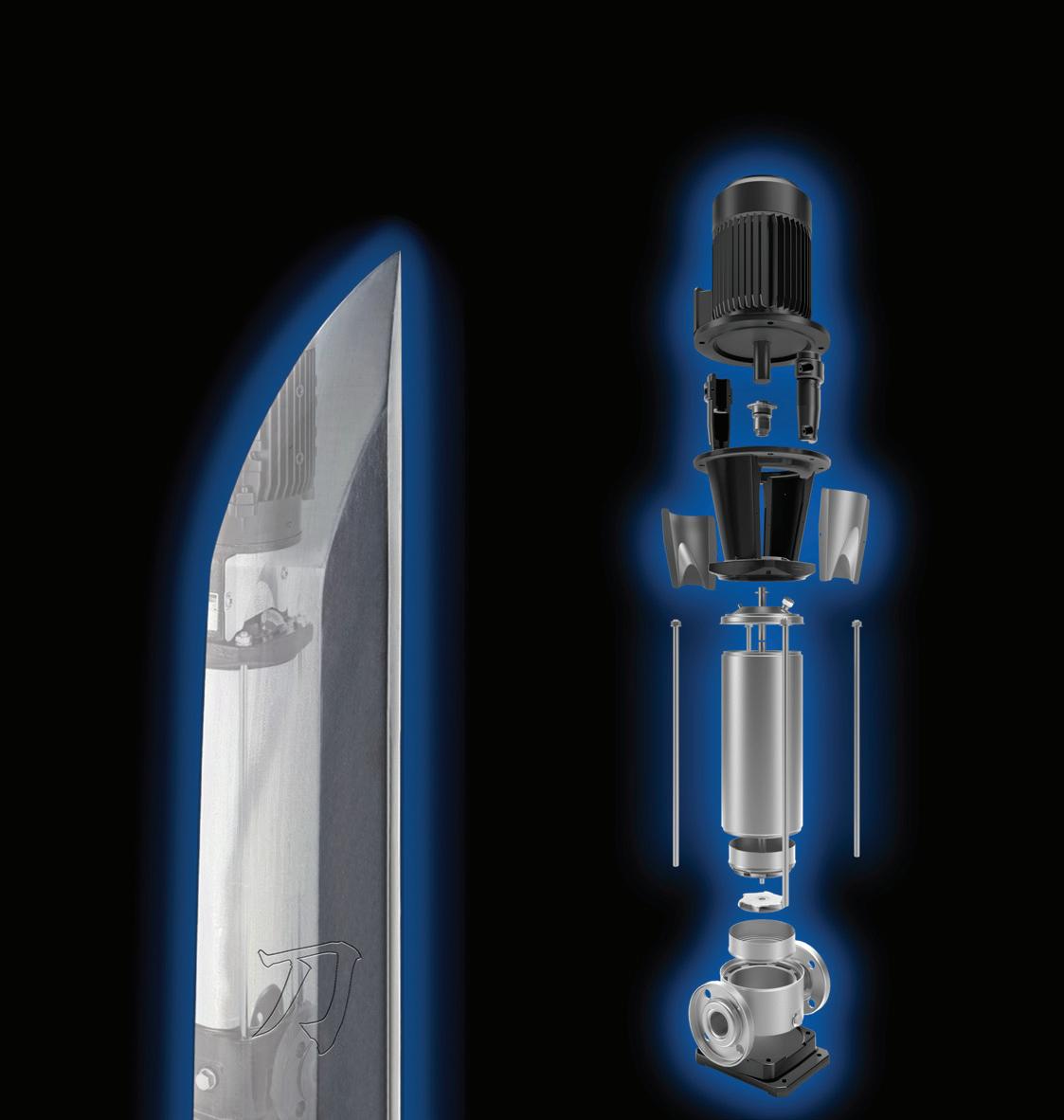
HERE COMES THE STORY OF THE SHURRICANE
Ebara has rethought the hydraulic design used in multistage pumps. Utilising the latest in computational fluid dynamics and design, followed by rigorous testing, Ebara has developed a unique impeller design that offers solutions and value to the customer – the Shurricane.
The imbalance of forces acting on the front and rear shrouds of a conventional impeller results in axial thrust. This thrust load is compounding in multistage pumps, and has to be allowed for in the pump design.
For pumps with conventional impellers, the existing solutions include having a thrust bearing built in the pump, or to use a special motor fitted with a larger thrust bearing. Both are costly and can be complicated. Another solution has been to simply have a smaller diameter back shroud to reduce the thrust.
Ebara has rethought the hydraulic design used in multistage pumps. Utilising the latest in computational fluid dynamics and design, followed by rigorous testing, Ebara has developed a unique impeller design that offers solutions and value to the customer.
The optimised shape of the Shurricane maintains high efficiencies and very significantly reduces the axial thrust –meaning that any standard IEC motor can be used and bearing life is improved.
Built like a Katana
A Katana is a traditional Japanese product manufactured with care and precision. Only years of experience can give the necessary capacity to build a masterpiece.
This is what Ebara does with its pumps. The result of over 100 years of Japanese experience in pump design and manufacturing, their pumps offer high-quality performance, reliability, and cutting-edge technology.
Ebara’s vertical multistage pumps are manufactured in Italy to the highest standards of quality, and achieve reliable operating performance by means of
strict technical evaluation criteria and control programs that involve the whole manufacturing process.
Suitable for a range of applications
The range of Ebara vertical multistage pumps are suitable for a wide range of applications, in the industrial, commercial and agricultural fields. They can be used at water treatment plants (for reverse osmosis and filtration), for the pumping of hot or cold water for HVAC systems, for the pumping or boosting of water in general, and in boiler feed, irrigation and fire fighting systems.
The pumps can be coupled with any motor, anywhere. Optional materials are part of the unique hydraulic design, and there are optional connections for customers to consider.
Product features
Innovative hydraulic solutions
• Commercial motors can be fitted to all of the pump models without any modifications thanks to low pump axial thrust load
• Long life of the motor bearing
• Patent Application
Energy saving
• High pump efficiency with MEI (minimum efficiency index) > 0.7
• Fitted with high efficiency motors
• Suitable for use with Variable Frequency Drives for further energy savings
Piping connection options
• Various types of connections are available to best suit different installation requirements
• The external dimensions are to the industry standard, and are interchangeable with most other brands.
Easy maintenance
• The cartridge type shaft seal is able to be replaced without disassembling the motor bracket


• The spacer coupling allows easy maintenance without having to remove heavy motors 5.5 kW & above.
Smart plug solutions
• Air ventilation plug
• Water filling and sensor plug
• Commercial sensor fitting
• Tappings for suction and discharge pressure, and/or drain

20 pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au PIA MEMBER NEWS | PARTNER SOLUTIONS
NEW VERTICAL MULTISTAGE PUMPS FROM
The optimised shape of the new Shurricane impeller maintains high efficiencies and very significantly reduces the axial thrust – meaning that any standard IEC motor can be used, and bearing life is improved.

EBARA
™ www.ebara.com.au EBARA PUMPS AUSTRALIA PTY. LTD. 7 Holloway Drive Bayswater, VIC. 3153
sales@ebara.com.au Looking ahead, going beyond expectations
Ph: 03 9761 3033
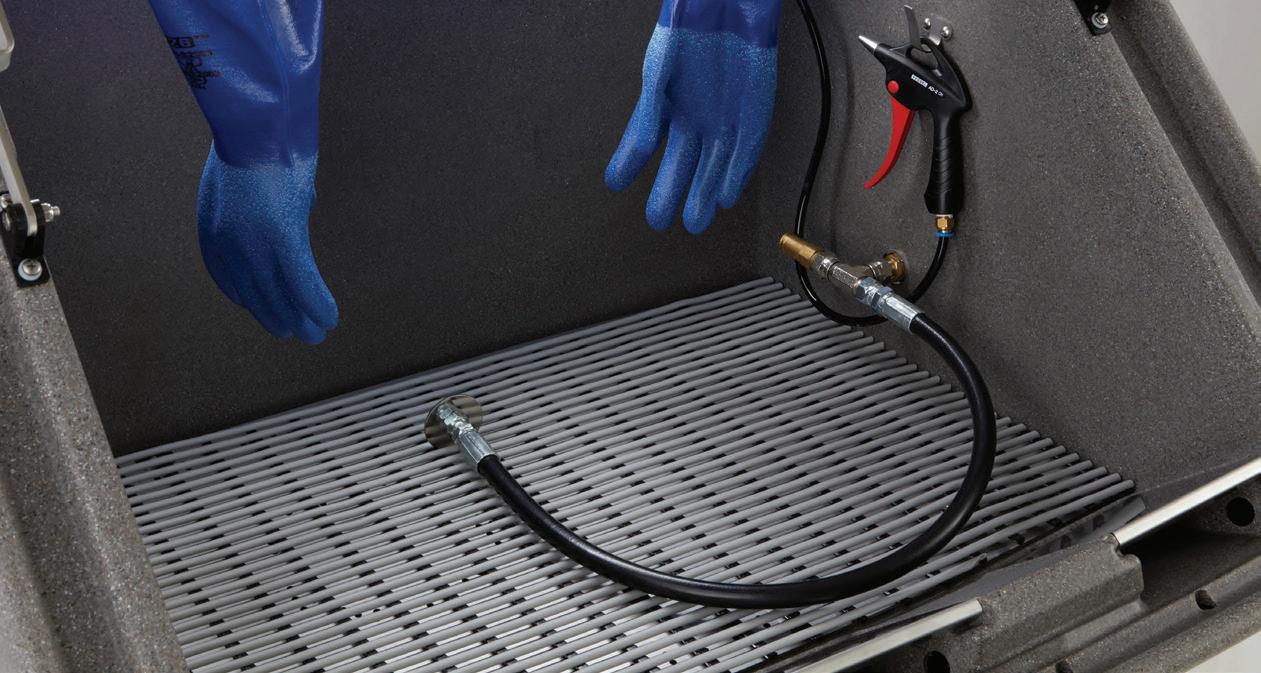
THE PIONEERING TECHNOLOGY
CUTTING CLEANING TIME IN HALF
Parts Cleaning Technology is cutting the cleaning time in half for various industries including automotive, marine, manufacturing, aviation and more.

In any industry, the faster you can move projects through to completion, the better. Having said that, safety is always the priority. Celebrating its centennial year this year, NCH knows more than anyone that safety comes first.
By adopting the R&D best practice for any given product, NCH Torrent 500 Parts Cleaner technology, cuts service time by up to half, minimising safety hazards at the same time. This has resulted in reduced labour costs and delighted customers.
The Torrent system is a high pressure, waterbased, parts washing solution that not only improves efficiency, and maintains workplace safety, it reduces the environmental impact. In addition to workshops and manufacturers, the technology benefits service centres, construction, transportation and mining industries to
achieve the same results. No matter the application, they all need a solution that is quick, easy to use and safe.
Because of the unique combination of pressure, temperature and chemistry, the system cleans most parts in just one minute, five times faster than automatic machines. While the technology is nothing short of revolutionary, each industry agrees that Torrent is a game-changer.
“We calibrate the cleaning solution for the specific needs of every client,” said Reno Mythillos of NCH.
“We’re proud to have brought this system to the various industries that makes a noticeable difference in their workplace,” said Reno. “On our regular service visits to maintain equipment and fluids, we get to see how they are using the Torrent, and it is always a perfect fit for their needs.”
While traditional machines use oil-based chemicals that are great at separating grease from parts, the solvents are hazardous in the workplace and on employees. NCH said the Torrent uses a combination of heat, water, a powerful detergent and pressure to achieve better results. The equipment’s detergent has a combination of corrosion inhibitors that result in a much more effective clean.

22 INDUSTRY NEWS | PARTNER SOLUTIONS pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au


www.nchtorrent.com For more info. CALL US TODAY 1800 753 143 REVOLUTIONARY PARTS CLEANING www.nchtorrent.com For more info. CALL US TODAY 1800 753 143 Water based - no solvents! Reduce parts washing time!

Viega’s Propress System
PROVIDES THE PERFECT ALTERNATIVE TO TRADITIONAL PLUMBING SOLUTIONS
Situated in one of Perth’s most sought-after locations, Mirvac Latitude Leighton Beach is a unique seaside development offering 249 one, two and three-bedroom oceanfront apartments.
Ideally positioned adjacent to North Fremantle’s famous Leighton Beach, the prized real estate addition is only 15 kilometres from the Perth CBD and just 5.5 kilometres from the heart of cosmopolitan Fremantle.
Viega Propress was used for hot and cold water distribution to service all 249 apartments in sizes varying from DN15100mm. Hot water delivery was supplied from two central energy plants located on the roof of the new buildings. Viega Propress Gas was also used on the copper installation for gas supply to each of the luxury apartments.
Pipeline Hydraulics was tasked with carrying out all plumbing works associated with the development’s sewage, stormwater, water supply and gas supply.
The company’s Operations Manager, Mark Sadler, said that the Viega Propress system provided the perfect alternative to traditional plumbing solutions.
“Originally the tender docs called for all copper work to be welded or brazed, but we tried to steer clear of that so we wouldn’t have to organise hot works permits,” he explained.
“So, we looked for an alternative and Viega was there to help. Using their products meant we didn’t have to drag a big oxy set around and then spend time actually welding each individual fitting. It saved so much time. I reckon we got the job done three times faster than had we welded. It’s the first time we’ve used Viega. We’ll definitely use it down the track on other projects.”

PROJECT FACTS
Object Latitude Leighton Beach
Location Perth, WA, Australia
Year 2017
Object Type New building
Area of use Residential
Product Viega Propress and Propress Gas
Installation Pipeline Hydraulics
Architect Woods Bagot
24 pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au
INDUSTRY NEWS | PARTNER SOLUTIONS

SYDNEY’S VIBRANT NEW FINANCIAL HUB.
Containing thousands of Viega copper pipe fittings to ensure drinking water hygiene for the future.
Viega. Connected in quality. viega.com.au
International Towers Sydney, Sydney, Australia
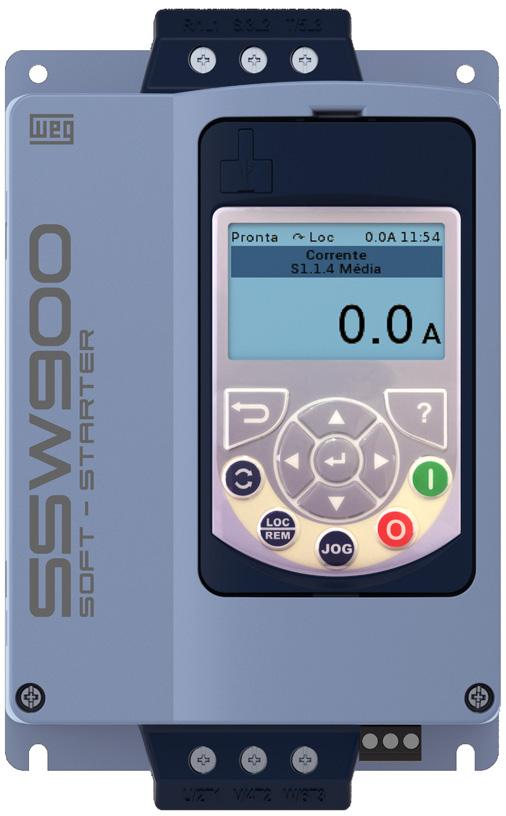
PRACTICALITY AND FUNCTIONALITY
Providing superb motor management
The introduction of our new SSW900, low voltage soft starter series continues to build on our broad motor starter range offered in Australia.
Torque control through the starting, processing and stopping functions remains the core to any good plant operation(s), and the product features and functionality of all WEG variable speed drives (VSD) and soft starters are designed to deliver just that.
A risk of any product diversity is complexity in programming with the subsequent difficulties for those providing general support services, but we have that covered.
Every VSD and soft starter from WEG is designed and manufactured in-house, and comes with a common and universal approach to parameters, setup and complex programming functions.
Low and high voltage soft starters covering outputs from 2.2 to 5740kW ultimately share the same manual. Similarly our VSD range covers drives from smallest single phase units up to state of the art 11kV systems, which share a majority of parameters and logic.
Maximising the investment in the training of operators and technicians is made profoundly easier by this strategic approach to product design.
Speed in commissioning and during the fine tuning of processes underpins an overall lower cost to the customer, and having a consistent platform across all our motor controllers makes this a reality.
The new SSW900 low voltage soft starter is the latest addition to our range. While keeping with the consistent approach, the SSW900 comes with additional functionality and contemporary features and will be taking over from the SSW06 series, which has been a product of choice for over 12 years.
This product fits seamlessly into our portfolio, with no disruption to our customers, distributors or service network, bringing functionality and practicality to the idea of "thinking globally, acting locally".

26
INDUSTRY NEWS | PARTNER SOLUTIONS



FLEXIBORE CHOSEN FOR ADELAIDE IRRIGATION PROJECT
In addition to adding 12 gigalitres of reclaimed water to the Northern Adelaide Plains, the Northern Adelaide Irrigation Scheme (NAIS), with a combined $155.6 million in funds contributed from the State and Federal Governments, will create 3,700 jobs and add a projected $500 million per year to South Australia’s economy.
With operations at Holden’s Elizabeth motor plant ceased, the people of North Adelaide who were hit the hardest will benefit most from jobs created during the construction of NAIS. This scheme will see new water treatment facilities built to increase the production of recycled irrigation water by 60 per cent, which will be suitable for food production. The benefits, once the project is completed, will be far-reaching.
NAIS has paved a clear path to get really high value crops from the fertile Northern Adelaide Plains to overseas markets. Demand in countries such as China, Japan and Korea – where Australian produce is appreciated for its freshness and quality – has been growing. Furthermore, some water will also be unlocked for the Barossa, where premium food and wine harvesting is one of South Australia’s economic pillars.

The water will be pumped into large storage dams from ten bores located around the Bolivar precinct, all using submersible pumps and Australian made Flexibore.
Providing a technical solution
Francois Steverlynck, the Managing Director of Crusader Hose, the manufacturers of Flexibore, said, “This is a flagship project for our company. We have worked closely with Leed Valoriza, the major contractor, to deliver a very technical solution in rapid time.”
Sam Doolette, project engineer at Leed Valoriza, was particularly impressed with the service and support he received from Crusader Hose.
“We had Francois come over from Melbourne to assist with the submersible bore pump installation,” said Mr Doolette.

“We were very pleased to see how easy the pumps could be installed using Flexibore and after completing the first one, we scheduled the rest to be installed at two per day. Final commissioning is planned for the end of September, and by ramping up, we will be able to supply consistent water flow that is completely independent of how much rain we get, or how full the Murray River is. This will provide certainty, as well as higher quality water at the same time.”
Supporting local industry
Business SA has long been proponents of supporting local industry, including Australian manufacturers.
Mr Doolette was well aware of the benefits of keeping jobs local.
“When we buy Australian made flexible risers, we not only increase local capabilities, but we also keep funds within the country. The multiplier benefit can be more than five times the benefits to local industry,” Mr Doolette said.
Flexibore was developed in Australia in 1991 in order to meet the market needs for a riser pipe that could be corrosion-free, never clog up due to iron bacteria, and also be easy to install. Through continuous improvement and innovation, Crusader Hose has grown to become the supplier of choice for mining, irrigation and government projects needing to pump groundwater.
“Australia has a clean and green image, cultivated over years of managing our resources responsibly. We also have a capable manufacturing industry, brought about by hard work and investments in education. It is wonderful when we all work smartly together to deliver projects such as NAIS as this will continue to benefit generations of Australians,” Mr Steverlynck said.



28 INDUSTRY NEWS | PARTNER SOLUTIONS pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au











CRANE ON TRUCK ON CRANE OVER A ROLLER WALK IN FLEXIBORE FLEXIBORE THE SYSTEM OF CHOICE FOR GROUND WATER PUMPING THE SYSTEM OF CHOICE FOR GROUND WATER PUMPING INSTALL YOUR BORE-PUMP WITH EASE Flexibore Coupling Flexibore Hose Power Cable Power Cable Strap Borehole Pump PUMPING EFFICIENCY & COST SAVING EASY STORAGE, HANDLING & TRANSPORT QUICK AND EASY INSTALLATION & RETRIEVAL Customised Layflat Hose Systems Crusader Hose Pty Ltd 22 Industry Place, Bayswater, VIC 3153 Australia Telephone: +61 3 9720 1100 www.crusaderhose.com.au For any enquiries, email sales@crusaderhose.com.au AUSTRALIAN MADE NO CORROSION NO IRON BACTERIA BUILD UP
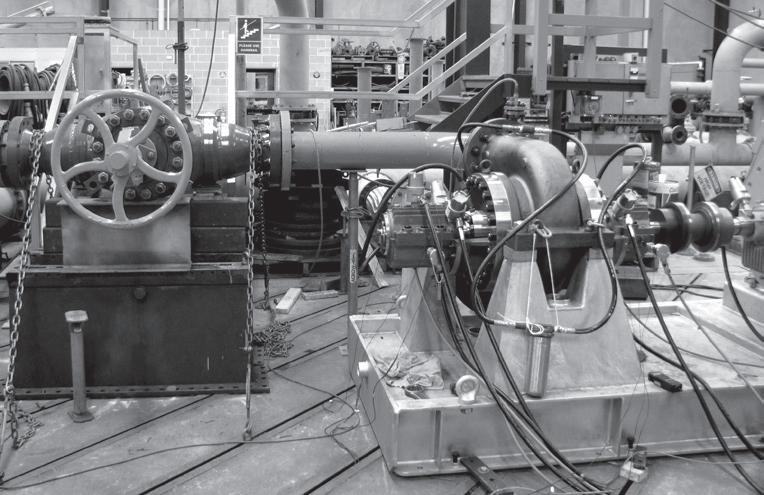
VOLVO PENTA: THE HEART THAT NEVER STOPS
Volvo Penta’s engine range is characterised by high performance, reliability, fuel efficiency and low emission levels. Built to be versatile, their low weight, compact designs, easy installation and optional equipment packages make them perfect for numerous machine and equipment applications in a variety of industries.
As part of the Volvo Group, Volvo Penta is a premium supplier for engines for the pumping industry.
“We continuously work towards sustainable solutions and provide both OEMs and operators with stateof-the-art engines and technology based on over 100 years of engineering experience. Our engines power agricultural applications all over the world – contributing to the overall productivity of the operations through excellent performance and fuel efficiency,” Bjorn Saljo, Head of Volvo Penta Oceania said.
Aside from various pump applications (fire, irrigation, dewatering), Volvo Penta engines can be found in a wide variety of industrial applications including power generation, materials handling, rock crushing, underground mining equipment, ventilation machines, tractors, forestry machines, and tomato and cane harvesters, just to name a few. Some of the world’s largest equipment manufacturers turn to Volvo Penta for their engine requirements.
“Our industrial engines are all engineered to be part of a common platform. This means a future-proof engine range with engine interfaces and range architecture that match the different emission stages. The platform commonality also facilitates service and parts availability,” Bjorn said.
Cost of ownership
As part of the Volvo Group, Volvo Penta is at the forefront of the engine industry and is always looking for ways to reduce total cost of ownership while maintaining the reliability and the longevity of its engines.
To maximise uptime, most Volvo Penta Industrial engines can operate for 1,000 hours between service intervals. Productivity can be increased and uptime maximised by using the corresponding service protocol, an approved Volvo Penta Oil Analysis and genuine Volvo Penta oil filters with the appropriate oil and fuel quality.
The old and the new
With 30-year-old pump engines still in operation on farms throughout the country with well over 30,000 hours on the meter, it’s easy to see why farmers still look to Volvo Penta for their pumping requirements.

Ben Watson is from Allabah Pastoral Company, a large farm that produces cotton and raises livestock. Every day, Volvo Penta engines deliver indispensable work horses to Allabah’s pumps, running water with high reliability and uptime.
“We rely heavily on Volvo Penta to harvest water when it’s available,” he said.
“If you head down there some four or five kilometres in the pouring rain and are not able to hit the start button, it can be detrimental. With Volvo Penta on board, it’s just been awesome. It’s really changed the reliability and fuel efficiency too.”
David Phelps at Havana Farming also depends on diesel power to guarantee water is pumped to his vast plantation fields. The extended service intervals of Volvo Penta engines mean Havana Farming is cost efficient and always dependable.
“Volvo Penta is where we went 20-25 years ago. They’ve been very reliable motors, and now that we’re in an upgrading situation, we are just sticking with Volvo; I don’t see any reason to change. They were ahead of their time 20 years ago, as the new ones are now; they’re at the forefront too. Like any business, you’ve got to keep it humming, otherwise things can go backwards pretty quick,” he said.
Reliable engine, reliable network
With over 100 Volvo Penta dealers located around Australia committed to providing a first class service around the clock, you can depend on Volvo Penta for all your pumping requirements.
Engines ranging from 125HP through to 750HP configured for various pumping applications are in stock and ready for delivery nationwide. With over 100 years of state-of-the-art engine technology and engineering experience, Volvo Penta is here for generations to come, for the generations to come.
For more information or to find your nearest dealer head to volvopenta.com
A few months ago Volvo Penta spent time with a film crew capturing footage around northern NSW to promote the brand and tell the story of cotton irrigation in Australia.
“We recently had a great opportunity to show our commitment to the cotton irrigation industry here in Australia by shooting a series of videos showcasing the product and the people involved. We are really proud of what we produced and look forward to supporting the cotton industry for the years to come,” Gavin Rooney, Sales Manager for Volvo Penta Oceania, said.
Watch the videos below:
https://www.youtube.com/watch?v=ePjBFhpe9lA https://www.youtube.com/watch?v=wzSVTCFrysc https://www.youtube.com/watch?v=YedyYthRqzs https://www.youtube.com/watch?v=ASJ_7xUeqzY
30 INDUSTRY NEWS | PARTNER SOLUTIONS pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au
A POWERFUL PARTNERSHIP


Volvo Penta. Robust, fuel efficient industrial diesel engines that keep running even in the toughest conditions. Easy to install, operate and maintain. A powerful partnership you can trust all the way from the drawing board throughout the operational life of your engine. Competitively priced complete power-pack units ready for delivery Australia wide with a local support team on hand 24/7. To find your nearest dealer visit www.volvopenta.com

105-515 KW
MOTOR STARTING for optimum performance
It is often believed that the start current of a motor under full voltage conditions depends on the driven load, but this is incorrect.
The start current of the motor depends on the motor design, rotor speed and stator voltage from zero speed until full speed is reached. The load only influences the time taken for the motor to reach full speed. The current/ speed curve of the motor is independent of all external influences other than stator voltage.

Full voltage starting: DOL starters
The DOL starter causes a current transition from zero to locked rotor current (LRC) at the instant of contactor closure. It also causes a torque transient from zero to locked rotor torque (LRT) at the instant of contactor closure, resulting in a severe mechanical shock to the motor drive system and the machine.
Reduced voltage starters
The following four starter types are examples of reduced voltage starting which are used extensively and, in many areas, is mandatory. However, many installations would suffer fewer disturbances if a full voltage starter replaced a poorly applied reduced voltage starting system. The reduced voltage starter must be able to accelerate the motor to almost full speed before stepping to full voltage, or it risks a current step that can be very close to LRC. Therefore, start time and start voltage must be correctly set.
1. Primary resistance starters
Using resistors, connected in series with each phase, between the isolation contactor and the motor, limits the start current and torque. If the resistors are too high for the start voltage, there will be insufficient torque to accelerate the motor to full speed. In this case, the step to full voltage will result in a high current and high torque step. Several stages of resistance can be used to control the current and torque more accurately, minimising the magnitude of the current and torque steps.
2. Autotransformer starters
An autotransformer reduces the voltage during the start period. If the start voltage is too low, or the start time incorrectly set, the transition to full voltage will occur with the motor at less than full speed, resulting in a high current and high torque step. Autotransformer starters are usually rated for infrequent starting duties.
3. Star-delta starters
The star-delta starter is the most common reduced voltage starter used in industry because of its low cost. The motor is initially connected in star configuration and then, after a pre-set time, the motor is disconnected from the supply and reconnected in delta configuration. If there is insufficient torque available in star configuration to accelerate the load to full speed, a high starting torque motor such as a double cage motor should be used. If the motor does not reach full speed in star, the transition from star to delta configuration will result in a high current and high torque step, defeating the purpose of reduced voltage starting.
4. Solid-state soft starters
The solid-state soft starter controls the voltage applied to the motor through impedance in series with each phase connected to the motor. It uses solid-state AC switches with a very low power dissipation compared to traditional primary resistors, and is controllable to give a motor voltage from zero to full line voltage without any steps or transients.
It is possible to correctly apply and engineer electromechanical reduced voltage starters so the torque and current magnitudes and transients are reduced to acceptable levels. Reduced voltage starting reduces the electrical interference caused by motor starting and reduces mechanical damage caused by torque transients and steps. To achieve these objectives, the motor and starter must be correctly selected and commissioned for optimum performance.
32 INDUSTRY NEWS | PARTNER SOLUTIONS pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au
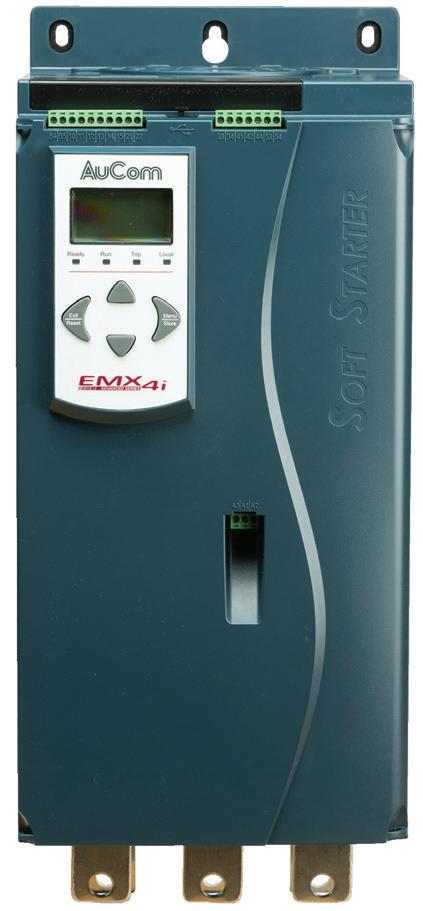
Soft Starters
Fully featured motor control solutions
New EMX4i range
24 – 580A with internal bypass
Features
• XLR-8 control to prevent water hammer
• Emergency run mode
• Real time metering & monitoring
• Automated pump clean function
• Extended motor protection functionality
• Clock & calendar scheduling





Power Distribution | Power Monitoring | Industrial Control | Photovoltaic | Installation & Accessories | Test & Measurement | Services National Customer Support Centre 43 Newton Road | Wetherill Park | NSW 2164 Tel: 1300 556 601 | Fax: 1300 550 187 Email: customerservice@ipd.com.au | www.ipd.com.au End to End Service Capabilities Custom DB Manufacturing Facility National Customer Support Dedicated Training Facility
DRIVE SYSTEMS OPENS IN WA
with stocking of genuine Rexnord Omega Couplings
Drive Systems is proud to announce the opening of its office/warehouse in Perth, Western Australia.
Drive Systems will carry a comprehensive range of mechanical power transmission products and a wide range of shaft couplings for the pump industry. Drive Systems is the Australian distributor of ESCO gear and disc couplings, Mayr couplings, torque limiters, clutches and Brakes.
CMD Winflex grid and gear couplings, Rexnord Omega and Falk Wrapflex elastomeric couplings.
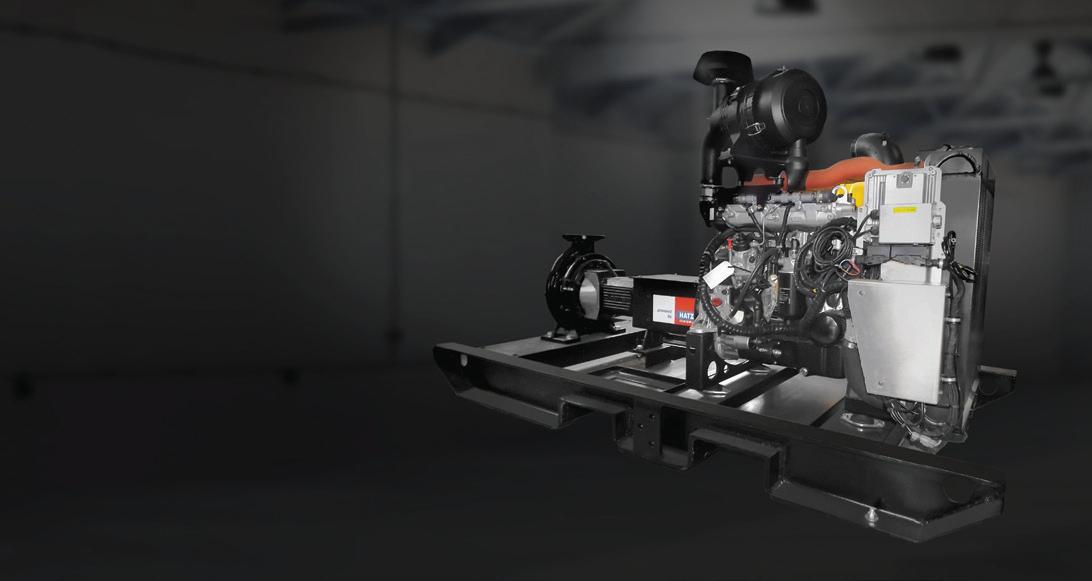
One of its most popular couplings is the Rexnord Omega coupling. Often copied by cheap inferior manufacturers or mixed with non-genuine parts, Drive Systems only selects, stocks and supplies 100 per cent genuine Rexnord Omega Couplings.
Rexnord Omega Elastomeric Couplings are non-lubricated, material-flexing split-in-half tire couplings used in a variety of demanding applications in many industries. This all-purpose coupling has excellent vibration dampening capability, helping to provide extended life to connected equipment.
Omega couplings offer easy installation and replace-in-situ design, while accommodating a wide range of shaft gaps.
Higher material strength
Omega’s specially formulated polyurethane provides significantly higher peak torque capabilities than competitive
Polyurethane-to-Metal Bond minimises coupling components and eliminates potential slippage associated with mechanically clamped designs.
Radial Bolting provides easier access than axially bolted couplings in confined areas. Hardware available in carbon steel or stainless steel.
High-misalignment Capacity accommodates unavoidable misalignment with reduced reactionary forces on connected equipment.

rubber-based solutions, allowing for a smaller size coupling at a lighter weight and ultimately a lower Total Cost of Ownership (TCO).
Weight balanced
Omega elements are tightly weight matched to ensure standard weight balance conforms with ISO G16 and AGMA Class 8, helping to prevent premature wearing of connected equipment due to an unbalanced coupling.
Variety of sizes and options
In addition to being available in 15 metric sizes, Omega is offered as a general purpose Orange, in a Heavy Duty Yellow option that provides 25 per cent more torque capacity, and a Hydrolytically Stable Green option that is ideal for hot and humid environments. Anticorrosive coated steel shoes and stainless steel hardware or hubs are also available upon request.
Proven
and trusted performance
Omega couplings have been used for over 40 years in a wide assortment of demanding applications and recognised in the industry as the benchmark for elastomeric split-in-half tire couplings.
Torsionally Soft Flex Element cushions shock loads and vibration to protect and extend connected equipment life.

Split-in-Half Design for easy assembly and replacement without having to remove the hubs. No need to move hubs or realign equipment when replacing the coupling element.
Weight Balanced Elements for higher speed ratings and prevention of premature wearing due to an unbalanced coupling.
Rexnord Omega Spacer Orange Couplings
Omega Spacer elastomeric coupling consists of the unique split-in-half flex element and reversible hubs.
• Available in 13 sizes from ES2-M to ES80-M metric
• Hubs offered in rough, custom or tape bush designs
• Accommodates shaft diameters up to 155mm
• Continuous torque loads up to 4,463Nm
Rexnord Omega Close-Coupled Orange Couplings
Omega close-coupled elastomeric coupling consists of the unique split-in-half flex element and reversible hubs.
• Available in 15 metric sizes
• Hubs offered in rough, custom or taper bushed designs
• Accommodates shaft diameters up to 229mm
• Continuous torque loads up to 38,442Nm
• Peak torque loads up to 96,093Nm
• Peak torque loads up to 11,157Nm
• Features optional hole mounting positions and reversible hubs to accommodate most shaft spacing requirements

34 INDUSTRY NEWS | PARTNER SOLUTIONS pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au

Premium Couplings from Global Leaders
CMD Winex
Winex DG Grid Couplings
Bore capacity 360mm
Torque range 52Nm > 186,000Nm
Chrome
Replaceable tooth rings from size DG15(1150T10)
Winex T & S Series Grid Couplings
Bore capacity up to 390mm
High torque range 90Nm > 800,000Nm
Chrome vanadium, heat treated & shot peened grids
Replaceable Tooth Rings T series from size 28 and the complete range in S Series
+61 (0) 3 9796 4800 Melbourne Perth info@drivesystems com au 8/32 Melverton Dve, Hallam, VIC 3803 drivesystems.com.au TECHNICAL EXCELLENCE & INDUSTRY EXPERIENCE
Rexnord
vanadium, heat treated & shot peened grids
+61 (0) 455 320 552 2/64 Baile Rd, Canning Vale, WA 6155
Better, easier and cheaper using 4G
Improvements in 3G and 4G mobile network coverage, advancements in battery technology, low power electronics and cloud services have enabled the development of a new generation of devices that can be used to remotely monitor, control and log data from pumps and associated infrastructure.
ETM, one of Sweden’s leading manufacturers of Industrial IoT cellular edge solutions, has released two products that exploit these new technologies, with the new family of cellular remote monitoring, alarming and logging solutions for analog and digital signals:
• DeltaBlack optimised for industrial environments. DIN rail mount, wide DC operating voltage and flexible I/O configuration
• DeltaBlue designed for outdoor remote deployment. Battery-powered, IP66 enclosure, GPS, vibration/ movement detection and flexible I/O configuration ETM ensured that simplicity and cost effectiveness were two key criteria in designing its new range. Recognising that deploying cellular or mobile network devices have often been a frustrating exercise for engineers having to deal with procurement, IT departments and having to select antenna, power supplies etc., these units come bundled with active Telstra



SIM cards and are preconfigured for specific inputs such as temperature, current and vibration.

DeltaBlack and DeltaBlue connect to ETM’s IoT Cloud Dashboard (EWO) for real-time and historical data display. In addition, pre-set customised alarms can be simultaneously sent to multiple recipients as simple user-friendly SMS text messages direct from the device.
For more information about DeltaBlack and DeltaBlue call (02) 9956 7377 www.etmiot.com.au.








36 pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au C M Y CM MY CY CMY K INDUSTRY NEWS | PARTNER SOLUTIONS
INFRASTRUCTURE:
MONITORING REMOTE PUMP
DeltaBlue
DeltaBlack











ENERGY ELECTRIFYING INDUSTRY – NEW

The Australian manufacturing industry is at a crossroads.
Transforming the materials we dig up or grow into the products we use every day requires enormous amounts of heat, and rising electricity costs and inefficient processes means many businesses have seen their gas and electricity bills double over the last two years. A report from Beyond Zero Emissions shows there are opportunities for manufacturers to reduce costs by generating heat through the smart use of renewable electricity, with heat pumps one technology that they can take advantage of.
From fossil fuels to electricity
Every year in Australia, burning fossil fuels for industrial heat processes produces 42 million tonnes of carbon dioxide, or eight per cent of the country’s greenhouse gas emissions –as much as Australia’s entire car fleet and more than the state of South Australia. If we look at these numbers globally, the contribution of process heat is higher – about 12 per cent of all emissions.
While fossil fuels have powered industry since the industrial revolution, a new low-carbon industrial transformation is possible and could transform existing industries.
The report, Electrifying Industry, shows how electrification, powered by renewable energy, could not only eliminate eight per cent of Australia’s emissions and revive the entire manufacturing sector, but also reduce greenhouse gas emissions.
Electricity is remarkably versatile and has no practical temperature limit, meaning it can power any industrial heat process, from cooking a can of beans to melting 100 tonnes of iron.
By adopting a range of heat technologies – both old and new – industry can make things in a smarter way and can double the efficiency of many industrial processes, saving money in the process.
Australia’s renewable advantage
With Australia’s abundant renewable resources, there is the additional opportunity to develop a clean, efficient manufacturing sector, adapted to the needs of the 21st century. It is an affordable and reliable source of energy, with some manufacturers already taking hold of this opportunity, paying 20-50 per cent less for electricity. They have done this by either building their own renewable installations or agreeing to contracts for renewable energy supply.
By electrifying all industrial processes, six to eight per cent of Australia’s greenhouse gas emissions can be reduced.
It also creates an opportunity to use electrical heating technology such as heat pumps, opening the industry up to more efficient technologies to save money.
Electrifying industry – where are the opportunities?
• Beer
• Prepared meals
• Powdered milk
• Recycled paper
• Aluminum casing
• Bricks
• Plastic
• Glass
• Steel
• Ammonia
• And others
pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au 38
ENERGY EFFICIENCY
EFFICIENCY OPPORTUNITIES FOR IMPROVING

An opportunity for heat pumps
Heat pumps use electricity to make hot water, air or steam. They are able to produce three to seven times more thermal energy compared to the amount of electricity they use, leading to efficiency of 300-700 per cent. They also provide an opportunity for manufacturers to reuse sources of energy that would otherwise be wasted, such as heat expelled by refrigeration systems.
The past decade has seen high temperature industrial heat pump technology develop rapidly and there are options available now that are able to reach temperatures up to 140160°C – hot enough for many industrial processes, including for food, chemical and paper applications.
In particular, there is great potential for heat pumps to be used as an alternative to inefficient centralised gas boiler systems that are found in most factories.
The report found that while heat pumps have a high upfront cost, overall, the energy efficiencies provided by heat pumps means that their installation costs can often be paid back within two years.
It will cost around $500-1000 per kilowatt of heating capacity for a heat pump system where the pumps are below 500kW, with 1+MW systems costing around $275500 per kilowatt. Depending on various site specific factors,
installation cost can add an additional 25-100 per cent onto the purchase price. This makes the upfront costs of a heat pump system two to three times more expensive than that of an equivalent gas boiler.
However, heat pumps have lower running costs, so it will pay itself off in only a few years. This is because the heating capacity of these pumps is lower as distribution loss is minimised. There are further cost savings if the pumps are replacing costly steam distribution systems as well as the central gas boiler; and if installed in a modular fashion, plant owners only need to replace the most inefficient parts of the boiler system, rather than shutting down and replacing the entire system at once.
A high coefficient of performance (COP)
When looking at the ratio between the electrical energy used by a heat pump and the heat they produce (their COP). Heat pumps are highly efficient – a pump which is 400 per cent efficient has a COP of four, and some which are used for both heating and cooling can reach a combined COP as high as ten. This means that if a pump has a COP level of ten, there are ten units of heating/cooling for each unit of electricity.
Compared to traditional gas boiler systems – that rarely achieve efficiencies above 80 per cent, and more often less
39 www.pumpindustry.com.au pump industry | Spring 2019 | Issue 29
ENERGY EFFICIENCY
Heat pumps can be used in the beer brewing process to supply heat for mashing, boiling, pasteurisation and packaging.
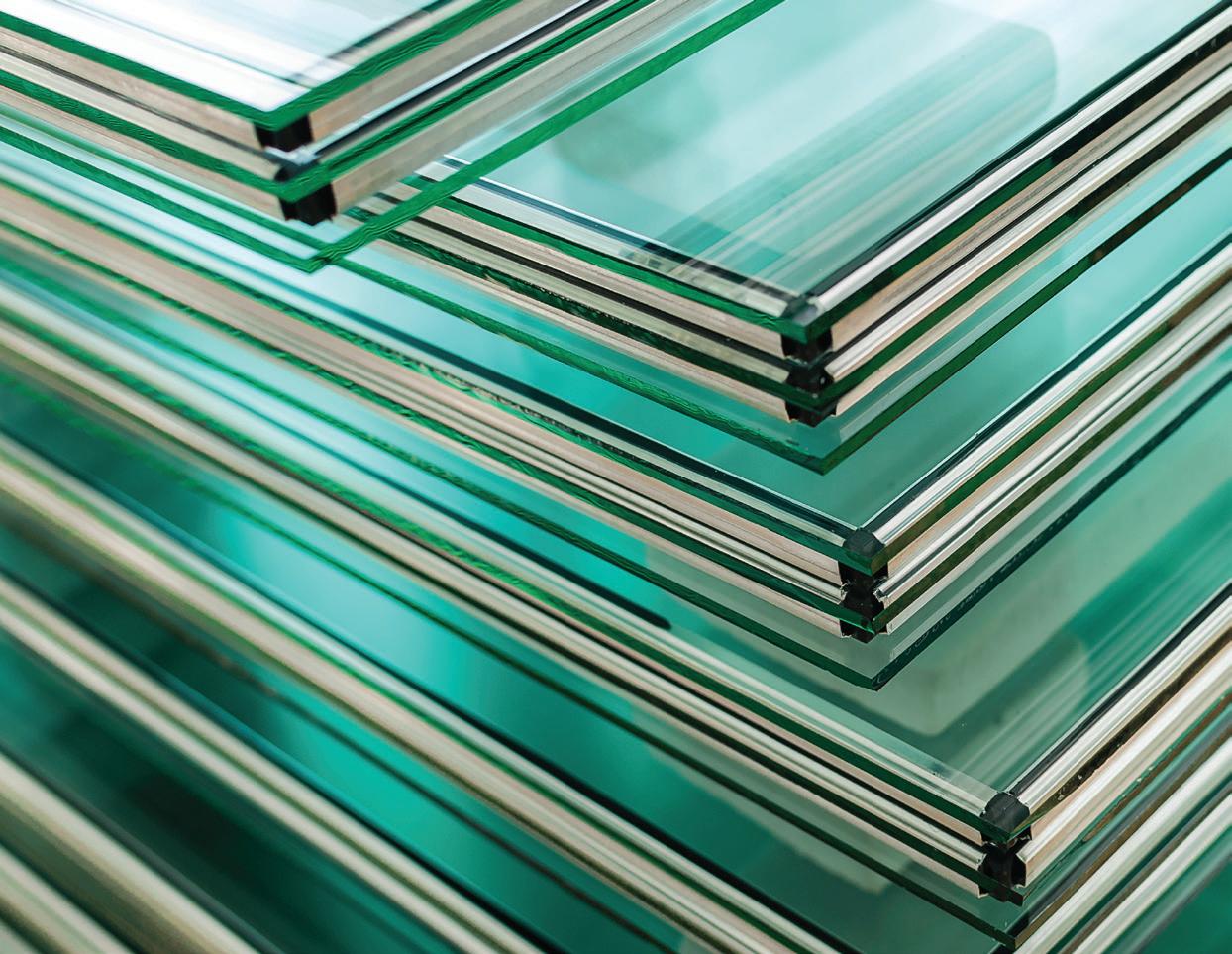
than 50 per cent due to heat loss – heat pumps have a greater advantage as they can reuse heat that would otherwise be lost, extracting almost 100 per cent of thermal energy in exhausted heat. This is because heat pumps can extract latent heat by condensing water vapour.
Uses for heat pumps in manufacturing:
• Replace all or part of boiler steam systems
• Use in conjugation with mechanical vapour recompression to produce steam
• Achieve higher temperature uplift with greater efficiency when installing heat pumps in a series
• Use in conjugation with heat storage to reuse excess heat at a later time
• Heat materials to a target temperature while another system does the rest of the work
• For processes where lower temperatures are required compared to the main process
• Replace end-sections of long heat distribution pipes with high heat losses
Heat pumps in Australia
Unlike other parts of the world such as Japan and South Korea – and to a lesser extent Europe – there are very few industrial heat pumps installed in Australia, despite the potential they present to replace gas and fossil fuels in processes requiring hot air, water or steam up to 160°C. This means they can be used to supply a majority of the heat requirements for processes in the food, paper, wood and textile industries; and displace one third of the energy used by chemical sectors to generate steam.
By replacing these systems with heat pumps, around 95GJ of fossil fuels used for industrial heat – around 15 per cent – would be eliminated. If these heat pumps are powered by renewable energy, nearly five million tonnes of greenhouse gas emissions would be eliminated.
One of the biggest barriers currently stopping the wider uptake of heat pumps in Australian manufacturing is a lack of local expertise and awareness within the industry. Such barriers have been overcome in other countries though government support such as investment incentives, demonstration projects and information provision. There is scope for this moving into the future as studies in other sectors, including HVAC and building services, are being undertaken as to their feasibility.
To read the full report, visit http://www.bze.org.au/bze-publications-overview/
40 pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au
ENERGY EFFICIENCY
75 per cent of glass manufacturing in Australia is powered by natural gas.

IMPROVES PUMP EFFICIENCY AT MELBOURNE WATER TREATMENT PLANT
By Russell Riding, Melbourne Water Team Leader, Automation Delivery, Service Delivery – Asset Management Services
Winneke treatment plant, located in the hills north east of Melbourne, was commissioned in the early 1980s to provide a treated water source to meet the growing needs of Melbourne’s developing northern and western suburbs. The plant sources water from Sugarloaf Reservoir, which is harvested from the Yarra River and Maroondah Reservoir in the east. Once treated, the high-quality water is gravity fed via a 2.1m-diameter transfer main into the transfer system network where it’s used to supplement other supplies. This source of water is especially useful during years of low rainfall and can provide stress relief to Melbourne’s main storages and catchments.
41
SMART PUMPS 41 www.pumpindustry.com.au pump industry | Spring 2019 | Issue 29
The source water for the treatment process is pumped from the Sugarloaf Reservoir directly into the head of the plant via the reservoir pumping station. The station was commissioned with three large TKL horizontal split casing centrifugal pumps coupled to 3.2MW high voltage motors operated via slip recovery high voltage drives. In 2010, the 3.2MW motors and drives were replaced with 1.6MW motors and new technology including variable speed drives (VSDs).
into the pump station’s existing programmable logic controller (PLC). Many of the solutions were “black boxes” with the intellectual property retained by the vendor. Vendor solutions presented the additional problem that the operation of their solution could not be guaranteed at all times, with vendors often unable to provide support 24 hours a day, seven days a week. It was these factors that led Melbourne Water to consider implementing its own AI solution.

There were two drivers for this upgrade. Firstly, the motors and drives were at end of life, and secondly, the original design was not optimal for providing efficient pumping when the Sugarloaf Reservoir was near full.
As part of the upgrade, an additional three 375kW TKL horizontal split casing pumps were also installed. These were to provide more flexible operation of the system and efficiency when levels were high at Sugarloaf Reservoir.
Collecting data for more efficient pumping
From 2010, Melbourne Water began to analyse data collected from its supervisory control and data acquisition (SCADA) system to measure the efficiency of the pumps. In 2016, the results showed that the new 1.6MW motors and VSDs were more efficient than those they had replaced. However, it was thought that improvements in pump selection and speed, and utilising all six pump sets could yield even greater efficiencies.

In late 2016, Melbourne Water started on a journey of automation and data analytics, incorporating machine learning (ML) and artificial intelligence (AI) into its operations. One of the first AI projects was targeted at the operation of Sugarloaf Reservoir pump station. The aim of the project was to automate the selection of pumps and the speed of each to optimise energy consumption. An added advantage of the project was the automatic bumpless transfer of failed pumps to standby pumps during plant operation. While this type of automation is common, it had never been implemented at this site.
Initially, options for the AI solution were provided by external vendors. These were found to be costly, with largely unknown success rates. They were also difficult to integrate
In early 2017, a senior data analyst extracted the data collected over the previous seven years from Melbourne Water OSIsoft PI historian using the Python programming language and other software tools. The data was arranged in an array with variables comprising of the Sugarloaf Reservoir level (suction head), plant throughput (flow rate), pump availability and pump speed. From this array it was a relatively easy task to use Python to search the data for the most efficient combination of running pumps and speed to deliver the required flow rate at current reservoir levels. The output of the Python program is kWh per megalitre and it is calculated on every flow setpoint change initiated via the operations team and when any of the other variables, such as reservoir level or pump availability change.
Integrating the custom solution with existing systems
The greatest challenges of the project were the integration of the Python solution into the existing PLC and the change management aspects for the operational teams involved. The solution for the PLC integration ended up being quite simple. A Python library is freely available that allows direct read/write of values directly into the PLC processor memory area. This was used for the main transfer of data between the two systems. The PLC writes real-time data into a set of memory registers for the Python program to read. These include all values that are required for the program to operate and the flow rate setpoint, pump availability and reservoir level. Once the Python program assesses that a change is required, it writes values into a separate set of registers in the same area for the PLC to act on. These included the required pumps to run and the speed with which they are to run.
42 pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au SMART PUMPS

The PLC continues to provide the base control of the pumps and does not accept erroneous values from Python. Any pump failures or faults are dealt with by the PLC; pumps are shutdown on critical alarms, and warnings are provided via SCADA for non-critical events. In the event a pump is shut down by the PLC due to a fault, the updated pump status is written to PLC memory where the Python program reads it and another pump (the next most efficient) is selected for operation by the program. This cycle continues while the control system mode is selected to “optimise”.
The health of the connection between the Python optimiser and the PLC is controlled via a counter installed in Python system. If the PLC detects that the Python optimiser counter is not increasing, it alarms on SCADA and reverts the station to normal automatic control. The entire Python optimiser runs on a dedicated industrial PC that is only connected to the local control system network. Access from outside of the site is not possible and as such we have a high degree of protection against cyberattack.
Making operations more efficient
Since the installation was completed in early 2018, the optimiser has reduced power consumption for the pump station by approximately 20 per cent, saving $200,000 per annum. This saving has continued into 2019 and monitoring continues via a dashboard created in the OSIsoft PI historian. The monitoring provides near realtime trends of the totalised power versus totalised flow for the year in comparison with the best and worst examples recorded since 2010 for the same values. Further analysis shows that the greatest benefits are achieved by running multiple pumps when reservoir levels are high and less pumps as levels drops. This contrasts with the traditional approach of using just one pump.
When first implemented there was some skepticism that running five pumps could be more efficient than operating one pump to deliver the same volume. However, those that understand pump curves appreciate that efficiency is determined by the design of the impeller among other things. In this case the original three pumps were designed to be efficient at low suction pressures due to the belief that the reservoir would be low most of the time. This turned out not to be the case and the three new pumps were selected on their ability to operate efficiently at higher reservoir levels. Overall, it was a combination of these pumps and an assessment of the optimum flow rates and suction pressure that delivered the most efficient method of operation.
Melbourne Water continues to roll out other AI solutions across its business to help it improve the efficiency of its operations.



SMART PUMPS
43 www.pumpindustry.com.au pump industry | Spring 2019 | Issue 29 Ph: 1300 4 BBENG www.brownbros.com.au DELIVERING PUMPING SOLUTIONS 06/19 Call us today to see how Lowara ’s new simply smart pumps can assist with your water requirements. It’s here. Lowara’s new Smart Pump Range. Lowara’s Smart Pump range is all about the right combination of motor, variable speed drive and pump. IE5 IES2 IE5 IES2 Featuring
smart pumps
greatly enhance system performance
flexibility.
an integrated intelligent pumping system with an electronically driven, permanent magnet motor and an embedded electronic drive, these simply
will
and maximize

CAREER CHANGE OPENS OPPORTUNITIES FOR LEIGH CREEK LOCAL
The Water Industry Operators Association of Australia (WIOA) Operator of the Year award is the most prestigious award presented to operations staff in the South Australian water industry annually, recognising excellent performance, initiative and all-round attention to detail. In 2018, the SA Operator of the Year was awarded to Brad Alcorn, Senior Construction and Maintenance Worker for SA Water in Leigh Creek.
WIOA pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au 44
SA Water's Leigh Creek Senior Construction and Maintenance Worker, Brad Alcorn, receiving the 2018 WIOA SA Operator of the Year Award.

New career opportunities
Following the closure of Flinders Power's operation in Leigh Creek, Mr Alcorn was one of the many people left looking for work, but a local opening advertised by SA Water presented him with the chance to keep his family part of the Leigh Creek community and forge a new career in the water industry.
“Previously working as a plumber, I’ve always had a keen interest in the water and wastewater industries and getting hands-on in my work,” Mr Alcorn said.
“Having developed a love for Leigh Creek after 16 years in
my previous role and having no interest in leaving when the management of the town was transferred over from Flinders Power, I luckily jumped at the opportunity to apply for an advertised position at SA Water and remain in the region I love.
“I’m also extremely fortunate that I get to work alongside my son Joel, who helps service the water and wastewater network in Leigh Creek.”
Mr Alcorn said taking on the role at SA Water has been rewarding, allowing him to undertake formal training and develop new skills.




www.pumpindustry.com.au
WIOA SCENIC PRECISE ELEMENT INC. No.5, Sin-Jhan Rd., Chian-Jhen District, Kaohsiung City 80672,Taiwan Tel : +886-7-8111359 Fax : +886-7-8221033 Email : scenic@scenic-seals.com · service@scenic-seals.com ww w. sce ni c-sea ls.com Youpumpup.Wesealup! CarLife®99SSTM Flushless Single Cartridge Seal For Slurry Application CarLife®99TM General Purpose Single Cartridge Seal LD388TM Dual Cartridge Seal for VOC Emission Prevention Over 30 years of fluid sealing experience. Mechanical seal for DIN, ANSI, JIS, and API-682
“On top of my existing knowledge of the local water network developed over the years, I also undertook a training course in Geelong to become an accredited wastewater operator. As a result, I have taken on the additional responsibility of managing the Leigh Creek Wastewater Treatment Plant.
“My son Joel and I also undertook formal training to receive our Certificate III in Water Operations, which has been an extremely fun and rewarding experience to learn new skills even after all these years.”
Recognised by the industry
Mr Alcorn had been with SA Water for only two years when his work was recognised by WIOA.
“I’m extremely proud to be recognised for this award, and the important role the work we do plays for our customers in Leigh Creek and surrounding regions. I wasn’t expecting to pick up the award, so being able to be recognised for my work has been a real feather in my cap and I look forward to furthering my professional career in the industry.”
Mr Alcorn was presented with the award at WIOA's South Australian Wastewater Interest Day in Mount Barker, and as part of the prize, joined other WIOA award winners from across the country on a study trip to visit wastewater treatment plants in New Zealand in May this year.
“I really enjoyed the trip to New Zealand as part of this award, and found it extremely interesting to see how their water and wastewater plants operate in comparison to back home,” Mr Alcorn said.
“I found it encouraging to see a lot of similarities in how they run, which demonstrates that we are all operating at a similarly high level.
“The largest difference I noticed was how they source water for their customers from sites like glaciers, given a large amount of drinking water in South Australia is treated drinking supply from the River Murray, or in Leigh Creek from a series of nearby bores.”
SA Water Manager of Customer Field Services, Colin Bell, said the award is a testament to Mr Alcorn's passion for the work he does and the local communities he serves.
"Brad is a skilled and highly-valued member of our team, and this recognition shows the positive impact he is making to both the business and customers in the Leigh Creek area," Mr Bell said.
A diverse and rewarding role
Mr Alcorn said his current role as Senior Construction and Maintenance Worker is diverse and involves monitoring the water and wastewater networks in Leigh Creek, including fielding customer enquiries, and assessing water meter and water main leaks and repairs.
“A typical day involves starting with manual checks of the wastewater lagoons to ensure the aerators and flow levels are operating as normal for our customers before doing any required network operations tasks or repairs to maintain the reliability of the network,” Mr Alcorn said.
Mr Alcorn also helps to maintain a small number of smart water meters installed in the small townships of Copley and Lyndhurst, which helps SA Water best manage the water network in these areas.
This has presented him with a challenge as he was previously unfamiliar with these areas, but he has embraced it and is enjoying this part of his role.
“The largest challenge I have faced so far with SA Water has been learning how to manage the water networks for our customers in Copley and Lyndhurst, given my previous experience in the water network was solely in Leigh Creek,” Mr Alcorn said.
“It has taken a while to learn and understand the ins and outs of the intricate network which changed to SA Water management in 2018, but I have embraced the challenge and enjoyed maintaining the network for more than 70 additional customers in the two townships.
“I really enjoy getting to ply my trade everyday knowing that the work we are doing is delivering essential services to the local region, and is important to the health and well-being of the wider community.
“As an added bonus, getting to spend my career alongside my son as the two-person team in Leigh Creek and seeing him develop over the years is also very rewarding.”
At Brown Brothers Engineers we have expanded our capabilities with two more quality pump manufacturers. In addition to the current world leading brands we can now offer the following range:
VERTICAL TURBINE PUMPS
Layne Bowler vertical turbine pumps have a proven record under the most demanding and toughest of conditions.

• Flows to 2,300 L/Sec
• Heads to 350 m
• Power to 1000+ kW
• Temperatures to 150°C
• Bowls Diameter up to 45 inch



WELCOME TO THE BIG END OF TOWN.
When high head and high flows are required look no further than this quality Italian made range.
• Flows to 5000m³/h
• Head to 220m
• Pumps that exceed EN733 (DIN 24255 standard)



Call us today to see how we can deliver your pumping solution.
WIOA pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au 46
Ph: 1300 4 BBENG www.brownbros.com.au
NCBK Series SKD Series NCA Series
DELIVERING PUMPING SOLUTIONS 06/19





LOW VOLTAGE MARATHON MOTOR RANGES:
• High efficiency and premium efficiency (IE3) motors
• Mine spec motors up to IEC Frame 560
• Hazardous location motors (Ex d, Ex e, Ex nA, Ex tD)
• Brake motors
• DC motors
• Protection range IP54 to IP66
HIGH VOLTAGE MARATHON MOTORS TEFC-IC411, CACA-IC611, CACW-IC81W, ODP-IP23:
• Frame sizes: IEC 355 - IEC 710 (larger frames available)
• Protection: IP55 and IP56
• Supply: 2,300V - 11,000V, 40Hz to 60Hz
• Construction: cast iron / steel
For more information please contact us on 1300 888 853 or email salesAUvic@regalbeloit.com www.RegalBeloit.com

Regal and Marathon are trademarks of Regal Beloit Corporation or one of its affiliated companies. ©2018, Regal Beloit Corporation, All Rights Reserved. MCAD18061E • Created in AU
/ www.regalaustralia.com
Marathon® low and high voltage electric motors are specifically designed for efficient and reliable operation. Creating a better tomorrow™...

The pump industry relies on expertise from a large and varied range of specialists, from experts in particular pump types to those with an intimate understanding of pump reliability; and from researchers who delve into the particulars of pump curves to experts in pump efficiency. To draw upon the wealth of expert knowledge the Australian pump industry has to offer, Pump Industry has established a panel of experts to answer all your pumping questions.
This edition of Ask an Expert will look at technological advances for progressive cavity pumps with quick and easy maintenance solutions.
Q: What steps are progressive cavity pump manufacturers taking to make their product easier to maintain?
A: Occasionally, after a progressive cavity (PC) pump has been in use for a while, maintenance work will need to be carried out. Various PC pump manufacturers are expanding their portfolios with easy-to-use maintenance concepts to save customers time and money when working on the pumps.
Standard PC pumps
The rotating parts of a pump can eventually wear down and need to either be exchanged or readjusted. New technology from manufactures offers quicker and easier access to the rotor and stator unit and even ways to readjust them for increased flow. Along with the rotor end of the pump, there are solutions for working on the drive side pump components to remove the entire rotating unit without having to disassemble pipework, suction housing and/or other components.
PC pumps with a feed hopper
Pumps with feed hoppers present a special type of challenge. Not only do they convey viscous products with little flowability, but also maintenance on these pumps is time consuming and complicated due to valves and hoppers obstructing access to the pump.
To combat this issue, PC manufacturers have designed various ways to access drive side along with rotor side joints and parts. One solution is to make part of the casing movable so that seals and even the drive are quickly installed or removed on-site. With access to both the front and back areas of the pump, customers have two technologies at their disposal for exposing components for maintenance without having to disassemble pipework, valves or the feed hopper. This unimpeded access to the relevant pump parts simplifies all subsequent work on both pump ends.
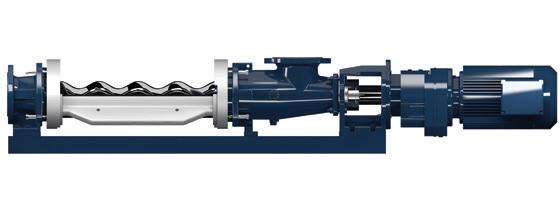
48 pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au ASK AN EXPERT
A modern PC pump design with “maintain in place” principles.
Q: What benefits can customers experience/see with easy to maintain PC pumps?
A: Intelligent maintenance concepts reduce downtime and save time and costs.
• Significantly reduced maintenance costs: Easy access to rotating parts and joints without disassembling extra components, casing parts and/or pipework
• Preventive maintenance: Regular, easy and quick check-up of components
• Increased uptime: Proactive inspection and maintenance ensures trouble-free operation
These are just some of the ways PC manufacturers are looking to save you time and money.

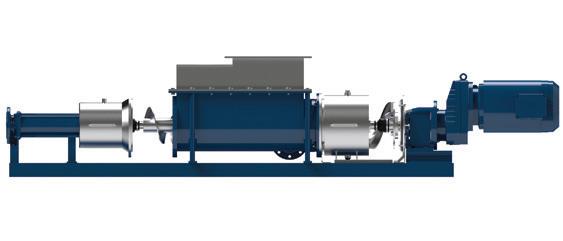
An example of easy drive side and rotor side maintenance in feed hopper pump.
Peter Vila, Managing Director of SEEPEX Australia, is a progressive cavity pump expert. He has been involved with pumps for over 35 years. Peter spent the first five years repairing pumps and the following 30 years in technical sales, 15 of which have been with SEEPEX progressive cavity pumps.
For more information on progressive cavity pumps, please contact SEEPEX Australia on (02) 4355 4500 or at info.au@seepex.com
INCREASED EFFICIENCY SMART CONVEYING TECHNOLOGY
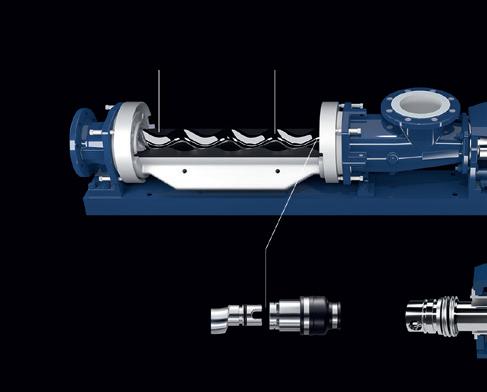

Adjustable stator restores pump efficiency
Reduced maintenance time by up to 85%
Increased energy savings compared to conventional progressive cavity pumps
Smart Conveying Technology (SCT) provides quick maintenance, significantly reduced life cycle costs and the shortest downtime. Smart Seal Housing, the newest innovation for SCT pumps, removes the need to dismantle the suction or discharge pipework for inspection and replacement of the mechanical seal. SEEPEX Australia Pty. Ltd. T +61 2 43554500 info.au@seepex.com www.seepex.com
Easy retrofit onto your existing SEEPEX pumps
Up to 200% longer stator life
Rapid removal and reassembly of mechanical seal
49 www.pumpindustry.com.au pump industry | Spring 2019 | Issue 29 ASK AN EXPERT
Smart Rotor Smart Stator
Smart Rotor Technology Smart Seal Housing

The PIA’s Australian Pump Technical Handbook is a cornerstone text for the Australian pump industry and, in our opinion, a must have for anyone who deals with pumps on a regular basis. In this ongoing series, we feature abridged chapters from the classic book to showcase the various areas covered and to reacquaint readers with the technical aspects of pumps. In this issue, we look at efficient operations of pump systems.




50 pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au
PUMP HANDBOOK 52 Woodlands Drive, Braeside Victoria 3195 PO Box 876, Braeside Victoria 3195 Tel: (03) 9588 6900 Fax: (03) 9588 6999 Email: info@lkdiesel.com.au Web: www.lkdiesel.com.au • Petrol engines up to 13 HP • Diesel engines up to 83 HP • Generating sets up to 30 KVA We provide diesel engine solutions to EMPOWER your business WATER PUMPS ALSO AVAILABLE EFFICIENT OPERATIONS OF PUMP SYSTEMS (Part 1)

With an increasing focus on the reduction of greenhouse gas emissions, Australian industry is endeavouring to reduce power consumption, including where plants are required to operate for long periods of time at high levels of demand.
Pumping equipment can be considered a significant consumer of power and the global industry has been endeavouring to design better products and more innovative systems to address this issue. In order to maximise energy efficiency in pumping systems, it is necessary to consider the

Quiet
Electric
ENGINEERS
complete pumping system. This means from the initial source of the fluid, through the pump and its control system to where it is finally discharged.
Since system performance can also change with time, how the system is maintained can have an important bearing in the long-term efficiency of the total installation.
While there are a number of ways in which one can approach these issues, it can be looked at in five simple steps and provide guidelines on how practices can be applied to minimise energy consumption.
Enhanced Evaporation Systems For Effective Pond Management

Remote monitoring of weather and system operation
Intelligent adaptive control system to eliminate spray drift
No clogging in high TDS waters and suitable for any pH water
Enquiries: gjc@gjc.com.au
10 Peekarra Street, Regency Park, SA 5010
Phone: 08 8118 6450 www.gjc.com.au

51 www.pumpindustry.com.au pump industry | Spring 2019 | Issue 29
PUMP HANDBOOK
Triple OffseT




These steps include:
• Losses in pumps, both centrifugal and positive displacement
• Losses in systems and how these can be minimised
• Matching a pump to the system requirements
• Drive considerations – starting and speed control systems
• Lifecycle costs
The key to an efficient pumping system is to select the most appropriate pump for the specified application and operating conditions.
It is advised the user spend as much time as possible defining the conditions of service that a particular application will generate. If these are known, it is possible to provide users with a recommended solution that best meets the needs of the application.
Teamwork achieves the best outcome and a dialogue between the pump supplier and the pump user has generally led to better outcomes in plant design.
Pump efficiency
While the main focus of this section is on centrifugal pumps, similar considerations would apply to positive displacement pumps.
Positive displacement pumps are normally used for liquids with high viscosity, low flow and high pressure, or where an accurate flow rate is required for every pump revolution.
The efficiency of positive displacement pumps is dependent on a determination of internal friction and leakage losses. Friction losses in the system depend on the rate of flow, whether it is constant or pulsating, and the characteristics of the fluid being pumped.
Efficiency measurement for rotodynamic pumps
There are many different types of pumps on the market and, while just a small number of these are in common use, it is important to understand the significance of the performance information that the manufacturer supplies, which allows for the selection of the most suitable pump for an application.
Pump efficiency is measured by testing the product in controlled conditions with accurately calibrated instrumentation. In Australia, AS 2417-2001 is the standard by which rotodynamic pumps should be tested. However, the test data which measures flow, head, power absorbed and rotational speed is then used to calculate pump efficiency. Which grade of testing applies to the data would normally be shown on the performance curve and this implies the tolerance level that will apply to pump efficiency.
A summary of the tolerances on efficiency is provided in Table 1.
52 pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au PUMP HANDBOOK
Table 1 Tel: (03) 9699 7355 www.pressureandsafetysystems.com.au 9479P&SS-PIM We handle Pressure ®
ValVe lOW OperaTiNG TOrQUe HiGH iNTeGriTy sHUT-Off • SUITABLE FOR - LIQUIDS, GASES & STEAM • TEMPERATURE RANGE -60°C TO +427°C • ISO STANDARD ACTUATOR MOUNTING • FULLy LUGGED • BUTT-wELD ENDS • DOUBLE FLANGED SHORT FACTORY LEAD TIMES Test grade Parameter Tolerance Grade 1 Efficiency (η) -3% Grade 2 Efficiency (η) -5% Annex A Efficiency (η) -7%
A pump is selected based on a nominated duty point, and the manufacturer's performance data should be used to select the pump as well as to determine the operating efficiency and power absorbed. The question becomes “how accurate is the performance data provided?”.
If a user wishes to have a higher level of accuracy for pump performance data, then it is prudent to deal with the manufacturer directly and obtain a performance guarantee based on an objective assessment of all the conditions of service and nominate either Grade 1 or Grade 2 tolerances.
However, it should be noted that most standard pumps (e.g. ISO 2858 end suction pumps) are selected based on published curves in catalogues. In such cases, the test standard allows for extra wide tolerances for flow, head and efficiency to be applied, and these are listed in Annex A at the rear of AS 2417-2001
Losses in rotodynamic pumps
While it is important to know the overall efficiency of a pump, it can also be helpful to understand what contributes to the inefficiency of the pump. Is it poor design? Is it poor manufacture? What can be done to get a better outcome? These are often questions that can best be answered by looking at the losses which occur inside a pump.
These fall into two basic categories:
1. Hydrodynamic losses – entry and exit shock losses, losses through the impeller, disk friction losses, leakage losses
2. Mechanical losses – friction in bearings and at the seal etc.
The relative significance of these two categories often relates to the pump design, the speed of operation and the duty the pump is selected to satisfy.
There is also a relationship between pump efficiency and specific speed.
Earlier work on rotodynamic pumps idicates that mechanical losses are relatively constant across the specific speed range, but the main variables are:
• Disk friction losses – high in pumps with low specific speeds. Radial impellers have a relatively large diameter and small width
• Leakage losses – higher in pumps with low specific speed, especially when seal ring clearances are increased to prevent galling in pumps with hard materials for casing and impeller
• Casing friction losses – these are higher at higher specific speeds and relate to the velocity over the internal surface of the casing. Friction losses are proportional to the velocity squared


SANDPIPER Air Operated Double Diaphragm Pumps
• Capacity: To 59 m³/hr
• Pressure: To 8.6 bar
• Temperature: To 150°C
• Viscosities: To 25,000 cps
Applications
Chemical Processing, Mining, Paints, Food Processing, Industrial Maintenance, Electronics, Construction, Utilities

PULSAFEEDER Metering Pumps
• Capacity: To 52m³/hr
• Pressure: To 383 bar
• Temperature: To 260°C
• Viscosities: To 25,000 cps
Applications
Water and Wastewater Treatment, Chemical Processing, Hydrocarbon Processing, Food Processing

ALBIN Peristaltic / Hose Pumps
• Capacity: To 155m³/hr
• Pressure: To 15 bar
• Temperature: To 50°C
• Viscosities: To 100,000 cps
Applications
Mining, Thickener Underflow, Pulp and Paper, Filter Press, Brewery, Water Treatment, Quarry, Grout, Concrete, Waste Liquids

LOWARA Single & Multistage Centrifugal Pumps
• Capacity: To 187m³/hr
• Pressure: To 15 bar
• Temperature: To 150°C
• Viscosities: To 500,000 cps
Applications
Further information and detailed diagrams, equations and schematics can be found in the Australian Pump Technical Handbook, available from the PIA website. In the next edition of Pump Industry, we will continue to look at the efficient operation of pump systems.
Pressure Boosting, Industrial Washing, Water Supply, Water Conditioning, Demineralised Water, Glycol, Boiler Feed, Multi-pump, Pressure Sprinkler Systems

Visit kelairpumps.com.au for more information on our extensive range today.
53 www.pumpindustry.com.au pump industry | Spring 2019 | Issue 29
PUMP HANDBOOK CALL 1300 789 466 WHEN PUMP KNOWLEDGE MATTERS When Pump Knowledge Matters KELAIR PUMPS AUSTRALIA 1300 789 466 www.kelairpumps.com.au 06/18 Kelair has the industrial pump for any of your applications.

Impeller trimming changes in performance (Part 1)
Impeller trimming means the reduction of the impeller diameter from maximum, usually to adjust the pump performance to a required duty point. Performance curves for centrifugal pumps usually detail the performance for a number of impeller diameters between a maximum and minimum allowable diameter. Several things can happen when the impeller vane diameter is reduced.
Changes in performance
Simply put, the greater the impeller reduction and the higher the specific speed of the impeller, the more the pump efficiency will decrease with impeller trimming. The change in pump performance with changes in impeller diameter can be predicted similarly to that with speed change utilising the affinity laws:
• Pump flow rate (Q) varies directly with the diameter (D) i.e. Q1/Q2 = D1/D2
• Pump head (H) varies with the square of the diameter (D) i.e. H1/H2 = (D1/D2)²
• Power absorbed varies with the cube of the diameter (D) i.e. P1/P2 = (D1/D2)³
These relationships (not laws) allow adjustment of the H-Q curve but there is a detrimental impact on efficiency especially for impeller reductions greater than ten per cent of maximum.
NPSHR
In general, impeller diameter reductions greater than five per cent to ten per cent of the maximum will increase the NPSHR (net positive suction head required) dependent on impeller specific speed.
S = rpm x √Q NPSHR¾
It can be seen in this equation that NPSHR should not change with changes in impeller diameter as long as flow and RPM remain constant. There is no factor in the S equation that relates to impeller diameter. Suction specific speed (S) remains constant, for any defined inlet geometry, as long as the field of flow into the impeller eye is not disrupted by events taking place downstream of the impeller inlet. When trimming impellers on pumps that are of a low specific speed (Ns <30 SI, 1500 US), tests have shown that there is little effect on NPSHR within the allowable impeller cut range. Beyond the allowable impeller cut range, recirculation between impeller discharge and the impeller inlet start to disrupt the inlet field of flow, increasing the NPSHR. More accurate information can be obtained from a complete performance chart with different impeller diameters detailed.
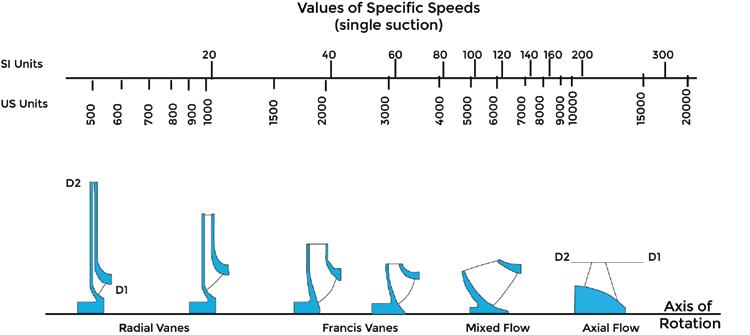
54 pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au
Article courtesy of Kelair Pumps Australia “When Pump Knowledge Matters” Phone: 1300 789 466 or visit www.kelairpumps.com.au
PUMP SCHOOL

YOU’VE JUST FOUND THEM. LOOKING FOR THE NUMBER ONE MARKETING AGENCY IN THE PUMP INDUSTRY? Would you like to work with us? Get in touch and we’ll arrange a time to chat. Ph: (03) 9988 4950 Email: info@monkeymedia.com.au www.monkeymedia.com.au CONTENT MARKETING SEO DIGITAL DESIGN SOCIAL MEDIA GOOGLE ADWORDS WE ARE MONKEY MEDIA. Our team uses their industry-specific knowledge to help you reach your target audience. We can help you navigate:
schedule
56 pump industry | Spring 2019 | Issue 29 www.pumpindustry.com.au ABB 8 Adelaide Control Engineering ................. 51 ASM PUMPS ............................................... IFC AW Austworld 3 Brown Brothers Engineers 43, 46 Caprari Pumps Australia 17 Crusader Hose ............................................. 29 Delta International Sales .......................... 10 Deutz Australia ............................................... 1 Drive Systems 35 EagleBurgmann Australasia 6 Ebara Pumps Australia 21 ETM Pacific ................................................... 36 Franklin Electric ........................................... 19 Hatz Diesel Australia 12 ifm efector IBC IPD Industrial Products 33 Kelair Pumps Australia.............................. 53 Lk Diesel Service ......................................... 50 Monkey Media ............................................. 55 NCH Australia 23 Pioneer Pump OBC Pressure and Safety Systems 52 Rathi Polybond ............................................... 7 Regal Beloit .................................................... 47 Rexnord Australia 15 Roto Pumps 37 Scenic Precision Element 45 Seamech 31 SEEPEX Australia ........................................ 49 United Pumps Australia............................... 9 VescoPlastics 36 Viega 25 WEG Australia 27 Welling & Crossley ....................................... 13 Zetco Valves ...................................................11
Subscribe NOW www.pumpindustry.com.au/subscribe/ SUMMER 2020 Deadline: 29 November 2019 MAIN FEATURE Also featuring DISTRIBUTION Wastewater State of the industry Valves Fire Power generation WIOA NSW AUTUMN 2020 Deadline: 28 February 2020 MAIN FEATURE Also featuring DISTRIBUTION Water Seals Motors, drives and engines HVAC WIOA QLD OzWater ARBS2020 WINTER 2020 Deadline: 22 May 2020 MAIN FEATURE Also featuring DISTRIBUTION Mining Irrigation Oil and gas Food Instrumentation and monitoring WIOA Bendigo Queensland Mining Expo AIMEX Irrigation Australia SPRING 2020 Deadline: 21 August 2020 MAIN FEATURE Also featuring Energy efficiency Smart pumps Couplings Plus the 2021 Industry Capability Guide
Editorial
THE ASM V-SERIES IS PRIMED AND READY TO PUMP.

The key to successful, hassle free sump pumping is to eliminate priming issues.
Which is exactly how our ‘V’ Series Vertical shaft column pump works. Unlike a surface mounted unit, the ‘V’ Series is always primed as it’s submerged in the liquid, avoiding the need and expense of a suction line or foot valve and the NPSH restrictions associated with surface mounted pumps.
Its space saving design minimizes or eliminates floor space required for installation with the motor out of the liquid for easy maintenance and monitoring.
With the ability to pump water, suspended solids or semi viscous products and be used in high temperature applications and explosive atmospheres, the ‘V’ Series is also very versatile. Save time, money and space up top, with an ASM ‘V’ Series pump down below. For more information contact ASM Pumps on (03) 9793 7577 or visit asmpumps.com.au
Our pumps are standard with features like 50 SCFM vacuum mechanical diaphragm pump, our patented “posilock” valve which prevents carry over, NRV, and available in bare shaft or SAE mount with fly wheel coupling. Our standard off the shelf material of construction offering is ductile iron castings/hardened SS impeller/SS shaft and run-dry mechanical seal.


Leading-edge hydraulic engineering makes our centrifugal pumps the highest performing pumps on the market. Our pumps provide better flow, higher head, greater efficiency, and unparelleled service designed to meet your unique challenges.
Please contact us for your Pioneer Pump Distributor Tel: +61 (3) 9988 1650 Email: PPAUsales@pioneerpump.com 67 Proximity Drive, Sunshine West, VIC 3020 www.pioneerpump.com/se-asia-pacific pioneerpump.com/se-asia-pacific
