
ISSUE 30 SUMMER 2020 BIGGER IS BETTER: New valve for WA city 2020 vision
pumpindustry
The state of the industry revealed The pumps powering Snowy 2.0
· INNOVATIVE BRUSHED TECHNOLOGY
· SELF-CLEANING (NO DIVERS)
· LO W OPERATING COSTS (NO AIR BURST)
· INCREASED PUMP EFFICIENCY
· WEDGE WIRE (DOWN TO 1MM SLOT SIZE)
· A USTRALIAN MADE-TO-ORDER (DESIGNED TO SUIT FLOW, CONFIGURATION AND ENVIRONMENT)



SELF-CLEANING PUMP INTAKE SCREENS
Phone 03 5456 3331 info@awmawatercontrol.com.au www.awmawatercontrol.com.au AUSTRALIAN MADE AWMA specialise
water control
in the design and manufacture of
infrastructure including Penstocks, Stopboards, Flood Barriers and Screens.


designed specifically
suit
environment.
all
quality,
reliability,
fuel-efficient
other products in
market.
made
metal
can withstand exposure to the elements. Best
all,
proof system exceeds industry requirements.
more
contact your local Dealer. Stay powered with DEUTZ DEUTZ Australia | www.deutz.com.au | deutzoz@deutz.com The engine company.
Introducing our new heavy-duty Power Generators
to
our region’s unique business and farm
They
feature the trademark DEUTZ world-class
performance and
and they are more
than
the
The canopy is
of galvanised sheet
and
of
the sound
Discover
- www.deutz.com.au/gensets or

Pump Industry Australia Incorporated
PO Box 55, Stuarts Point NSW 2441 Australia
Ph/Fax: (02) 6569 0160 pumpsaustralia@bigpond.com
PIA Executive Council 2020
John Inkster – President Brown Brothers Engineers
James Blannin – Vice President Stevco Pumps & Seals
Kevin Wilson – Treasurer/Secretary Executive Officer
Alan Rowan – Councillor Executive Officer – Publications and Training, Life Member
Ken Kugler Executive Officer – Standards, Life Member
Louise Black – Marketing and Statistics Executive Officer
Envirotech Water Solutions
Geoff Harvey – Councillor Irrigation Australia Limited
Joel Neideck – Councillor TDA Pumps
Mike Bauer – Councillor DynaPumps
Steve Bosner – Councillor Pioneer Pumps
Hem Prakash – Councillor
Davey Water Products
Anant Yuvarajah – Councillor
ASC Water Tanks
President’s welcome
Hello all and welcome to this Summer Edition of Pump Industry magazine. In November, PIA held the AGM at the Commonwealth Golf Club in Oakleigh South, Melbourne. Approximately 36 people attended where we farewelled some retiring Councillors and welcomed a number of new Councillors to the Executive. Those retiring were former President Dave Alexander, Andrew Black, Peter Hicks and Jim Athanas. Dave and Andrew were both long time Councillors and Members of PIA, and alongside Peter and Jim we thank them all for their contribution and support. I trust they will continue to support PIA activities in 2020.
I also welcome back James Blannin as Vice President, Alan Rowan (our Publications and Training Officer), Hem Prakash and Anant Yuvarajah. Ken Kugler was also re-elected as our Standards Officer.
Joining Council, we have Geoff Harvey from IAL as an Associate Member, Louise Black from Envirotech Water Solutions (Louise is also our Marketing Executive Officer), Joel Neideck from TDA in SA and Steve Bosnar from Pioneer Pump. At a Council meeting held on Wednesday 4 December, Mike Bauer from Dynapumps was reelected to Council making up our full contingent of eight Councillors. The Executive continues to evolve with new faces and new ideas being bought to the table.
Highlights of the year included Technical Meetings in Melbourne (at Davey Water Products) with the topic ‘Future Trends for Pump Resellers’, and Brisbane (at IAL premises) with the topic ‘Training towards a Sustainable Pumping and Irrigation Future’. Breakfast meetings were held in Sydney at White International, and Melbourne at Jacmor Engineering. Installation and Commissioning Courses were held in May at KSB in Brisbane and in September at Link Pumps in Melbourne.
All Technical and Breakfast Meetings were well attended particularly the one held in Brisbane discussing the educational needs of the industry with over 30 attendees. This has led to the start of a closer relationship with IAL and Geoff Harvey joining the Executive Council. PIA has also joined the IAL as an Affiliate Member. IAL is a Registered Training Organisation (RTO) under the name Irrigation Training Australia and offers competency-based Nationally Accredited Training and Certified Qualifications.
Council has requested IAL to develop a suitably tailored ‘Pump and Systems’ course for PIA members. This is under discussion at present and would include one Cert III competency: Installing Irrigation Pumps, and two Cert IV competencies: Determining Hydraulic Parameters for Irrigation Design, and Select and Manage Pumping Systems for Irrigation. Whilst many might think it will be biased towards irrigation, the training can be tailored to suit location, type of pumps and systems ie HVAC, industrial, commercial, domestic, etc. The content of the suggested
‘Pumps and systems’ course is very much based around pump theory, selecting pumps and understanding hydraulics. Upon completion, the attendee will have a nationally recognised certified qualification, something the PIA cannot offer at present. This is a great opportunity to leverage off an RTO to provide a tangible benefit to PIA members.
Another key event during the year was the joint FPAA/PIA Seminars held in Melbourne and Sydney entitled ‘Fire Pumpsets: Selection, Installation, Commissioning and Servicing’. Both were well attended with Ken Kugler, our Standards Officer; Jeff Greely from Kelair Pumps; Bill Davis from Prime Pump; and Bala Thuraisingam from Kotta 33 being the speakers. Based on this success, another Seminar was held in Brisbane in November with 64 attendees and another is planned possibly for Perth.
Collectively, these Seminars attracted over 300 attendees and is obviously an indication of the importance of pumps within the fire protection industry; we need to keep working closely with FPAA.
We have already had one successful Breakfast Meeting for this FY held in October at Pioneer Pump in Sunshine and co-sponsored by Franklin Electric.
I am also pleased to say that the PIA has been able to achieve our budgeted objective for 2018/19 and have returned the association to a small profit for the FY. This is a significant turnaround from the loss-making 2017/18 year. Our membership also increased 23 per cent from the previous year, so a big thank you to those who worked very hard to increase membership. We hope to continue this trend in 2020.
With new people on the Executive will come new ideas, and this is important as the PIA needs to grow in order to be financially sustainable and to achieve the strategic goals it has set for itself.
As a reminder to all, our mission as the peak body to the whole of the pump industry is to help our members grow and operate successful businesses through, amongst other things, information and education, and to encourage the ongoing development of our industry. To those Managing Directors of Australia’s larger organisations, I encourage you to be active members of PIA as you have the resources and experience to help PIA attain its goals. We can’t do it alone and need your support.
Collectively we need to raise awareness of the Association, expand PIA’s role as a value adding resource, provide the forum for the exchange of information, and position PIA as the premier and essential membership organisation for all in the pump industry. There is much to be done.
Finally, I thank the Executive for their efforts in the last year and wish all our Members a prosperous year ahead.
John Inkster President
2 pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au PUMP INDUSTRY

Small But Mighty
Improve your operation’s efficiency and profitability
The Rexnord® Autogard® 100 Series Torque Limiter is a general purpose torque overload device that provides low cost, reliable protection for industrial equipment.
It features a mechanism that will reliably disconnect a mechanical drive when a pre-set torque level is exceeded and then automatically reset in the same position after the cause of the overload is resolved.
• Low cost
• Reliable protection
• Simple operation


Contact Rexnord today to see which coupling is right for your application. sales.australia@rexnord.com or Tel 02 4677 6000
www.rexnord.com


4,607
Published by Monkey Media



ABN: 36 426 734 954
204/23–25 Gipps St
Collingwood VIC 3066
P: (03) 9988 4950
F: (03) 8456 6720
monkeymedia.com.au info@monkeymedia.com.au pumpindustry.com.au magazine@pumpindustry.com.au
Editor: Lauren Cella
Assistant Editor: Eliza Booth
Business Development Managers: Alastair Bryers, Rima Munafo
Design Manager: Alejandro Molano
Designers: Jacqueline Buckmaster, Danielle Harris
Publisher: Chris Bland
Managing Editor: Laura Harvey
Operations Manager: Kirsty Hutton
ISSN: 2201-0270
PIA MEMBER NEWS
CONTENTS Cover image highlights our feature on valves, showing 'John', Geraldton's largest water valve, being retired. This magazine is published by Monkey Media in cooperation with the Pump Industry Australia Inc. (PIA). The views contained herein are not necessarily the views of either the publisher or the PIA. Neither the publisher nor the PIA takes responsibility for any claims made by advertisers. All communication should be directed to the publisher. The publisher welcomes contributions to the magazine. All contributions must comply with the publisher’s editorial policy which follows. By providing content to the publisher, you authorise the publisher to reproduce that content either in its original form, or edited, or combined with other content in any of its publications and in any format at the publisher's discretion. ISSUE 30 SUMMER 2020 BIGGER IS BETTER: New valve for WA city 2020 vision the state of the industry revealed The pumps powering Snowy 2.0 pumpindustry NEWS Dam pump contract awarded 6 Irrigation infrastructure benefits Tasmanian farmers 6 $60,000 in sewer pump station upgrades to commence in 2020 .............. 8 New water recycling facility secures NSW town 8 $52 million treatment plant expansion secures Perth’s water supply 9 Monitoring remote pump infrastructure: Better, easier and cheaper using 4G 9 Pluto-North West Shelf pipeline contract awarded ................................ 10 New pumps for Melbourne to Geelong pipeline 10 New booster pump station improves water supply in WA towns 12 Working space created for proposed adoption of international energy assessment standard ............................................................................... 12 PIA NEWS Forging a new path in 2020 for the PIA 14
Flexible layflat hose solution brings water to remote mine site 18 Hydroforming process: world-first technology ...................................... 20 Kelair Pumps appointed as a distributor for Goulds Pumps 22
Enterprises
This publication has been independently audited under the AMAA’s CAB Total Distribution Audit. Audit Period: 1 April 2019 to 30 September 2019



INDUSTRY NEWS
STATE OF THE INDUSTRY
WASTEWATER

Ask an expert:

5 www.pumpindustry.com.au pump industry | Summer 2020 | Issue 30 pumpindustry
The pioneering technology cutting cleaning time in half ............................................................................. 24 Energy efficient flow control for pumping ................... 26 Technology and connectivity for an even more efficient industry 4.0.................................................................... 28 Water flinger adopted by pump manufacturer 30 Drive Systems expands locally-stocked ESCO API 610 and non-sparking disc couplings .................................32
Levelling out in 2020: Local and global factors affecting the industry 34
Future ready: Sunshine Coast's sewerage network prepared for growth 42 Installing South East Water’s largest pressure sewer 46 Upgrading and relocating Murray Bridge's wastewater services ......................................................................... 50 VALVES Hybrid electronic and hydraulic valve control – plant and network lifesavers! 54 Strengthening Geraldton’s water supply network ...... 58
PUMPS DP Ag: Harnessing the sun for greater pumping efficiency 60 Four common causes of pump failure 62 POWER GENERATION Snowy 2.0 underway .......................................................... 64 TECHNICAL What's the rush? Slow and steady wins the race ......... 68 PUMP HANDBOOK Efficient operations of pump systems (Part 2) ............ 72
SOLAR
President’s welcome ....................................................... 2
Regulars :
PCPs in the food industry; from gentle food handling to efficient food waste removal 70 This edition of Ask an Expert will look at using progressive cavity pumps in the food industry to take care of the entire process; from gentle food handling to efficient food waste removal.
school: Impeller trimming - mechanical impacts (Part 2) 74 Editorial schedule 76 Advertisers’ index 76
Pump
DAM PUMP CONTRACT AWARDED
The contract for an urgent drought relief project, including the construction of a pumping station, for the Macquarie Valley in NSW has been awarded.
The project, which will pump out remnant water from the Burrendong Dam in the Macquarie Valley, is set to create jobs in the local area while extending the availability of dam water for towns and critical human needs.
Seymour Whyte was awarded the $6.7 million contract to construct the pumping station, coffer dam and electrical systems to extract water from the storage should the dam’s water level fall below the outlet valve in 2020.
The company has confirmed it will employ up to a dozen local contractors and purchase locally available equipment and materials where possible to deliver

the project, with construction expected to be completed in February 2020.
NSW Nationals Water Minister, Melinda Pavey, and Dubbo MP, Dugald Saunders, welcomed the announcement from WaterNSW that the contract was awarded and the urgent drought relief project was on track.
Mr Saunders said the project – which will include Australian-manufactured pumps and switchboards – was of the utmost priority and commended WaterNSW in delivering the project to this stage in a timely manner.
“The NSW Nationals in government have funded this project as part of a range of works to extend supply to towns reliant on Burrendong Dam, and I have made clear my intention that these projects will be delivered on time,” Mr Saunders said.
“I also welcome the news that the project will generate jobs and timely economic benefit in local communities through the use of local contractors, the purchase of those materials that are locally accessible and the additional expenditure on hospitality and other consumer goods while the work takes place.”
Ms Pavey said the work at Burrendong would complement projects being completed by Dubbo Regional Council, utilising funding announced in 2019
“By maximising the availability of the water remaining in Burrendong Dam, we buy time to allow communities such as Dubbo – where this government has committed $30 million in drought infrastructure funding – to put in place alternative water supply sources,” Ms Pavey said.
IRRIGATION INFRASTRUCTURE BENEFITS TASMANIAN FARMERS
Tasmanian farmers are set to benefit from a range of new irrigation infrastructure schemes in a bid to transform Tasmanian agriculture, create jobs and meet the growing demand for premium produce.
The Tasmanian and Federal Governments are jointly investing $170 million into Tasmania’s Pipeline to Prosperity –Tranche Three, with the first five projects proposed in the Don, Northern Midlands, Sassafras Wesley Vale, Tamar and Fingal districts all progressing through the planning and approvals process.
Feedback has been positive with the project at Don, near Devonport, on track for likely approvals in early 2020 with construction then to start later next year.
Local farmers have also expressed interest exceeding
5,000ML, more than triple the 1,300ML originally put forward for the proposed Sassafras Wesley-Vale Scheme Augmentation project.
It is estimated that when fully implemented, the ten Tranche Three projects could deliver 78,000ML of water to farmers, create 2,600 full time jobs and increase annual on-farm production by $114 million at the farm gate.
To date, Tasmanian Irrigation has delivered 14 projects as part of Tranche One and Tranche Two construction programs with the final Tranche Two project – the Scottsdale Irrigation Scheme – on track for water to flow in early 2020.
In total, the Tranche One and Tranche Two schemes have the capacity to deliver approximately 100,000ML of high-reliability irrigation water to Tasmanian farmers.


NEWS
pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au 6
A POWERFUL PARTNERSHIP

Volvo Penta. Robust, fuel efficient industrial diesel engines that keep running even in the toughest conditions. Easy to install, operate and maintain. A powerful partnership you can trust all the way from the drawing board throughout the operational life of your engine. Competitively priced complete power-pack units ready for delivery Australia wide with a local support team on hand 24/7. To find your nearest dealer visit www.volvopenta.com

105-515 KW
Several suburbs within New South Wales’ Hawkesbury district are set to receive upgrades to their sewer pump stations as part of a $600,000 project to provide longterm operational reliability.
The upgrades at the Windsor Downs and Mulgrave Sewer Pump Stations will commence in March 2020 and are part of a project to improve the collection and transfer of sewage to the wastewater treatment facilities.
The project is being funded by the Hawkesbury City Council using funds set aside for the renewal of vital assets.
The project will include the installation of new backup generators, switchboard upgrades and platform upgrades.
The work has been identified as necessary in Council’s 2019/2020 Operational Plan as part of its asset management program to better protect the environment and meet compliance requirements.
Mayor of Hawkesbury, Barry Calvert, said the Wastewater Operations project will benefit the community by managing the Council’s assets with a long-term focus.
“This new infrastructure will be delivered to address our community’s current and future utility infrastructure needs which are part of ‘Our Assets’ under the Hawkesbury Community Strategic Plan 2017-2036,” Mr Calvert said.
Once completed, the work will provide effective and efficient control of the pump stations with backup power available in the event of potential power failures and greater protection of Council sewer assets in times of floods up to the one in 100-year flood level.
It is projected that the sewer pump upgrades will be completed by July 2020.

$60,000 IN SEWER PUMP STATION UPGRADES TO COMMENCE IN 2020 NEW WATER RECYCLING FACILITY
SECURES NSW TOWN
Abrand-new water recycling scheme designed to conserve water has officially opened in Parkes in the Central West region of New South Wales.
Deputy Prime Minister and Minister for Infrastructure, Transport and Regional Development, Michael McCormack, said the scheme would create an entirely new water source capable of producing up to two megalitres of recycled water each day.
“New pipelines, pumps, pits, valves and a reservoir will relieve the stress on Parkes’ water supply,” Mr McCormack said.
“Often when agricultural resource
demand is high, water storage is low. By replacing potable water used to maintain the town’s public spaces with recycled water, Parkes will be able to efficiently handle the extra demand placed on its water supply.”
Mayor of Parkes Shire Council, Ken Keith, said water security was one of the key issues facing rural communities and the government’s contribution had assisted Council in delivering a new, local water source to help service the needs of the community now and into the future.
“Not only does the scheme reuse water that would otherwise be wasted,
it’s supported by solar power to offset the energy costs of treating and transporting water, which reduces our greenhouse gas emissions,” Mr Keith said.
“The recycled water scheme strengthens the town’s water security at a time when Parkes is on the cusp of significant economic development and ensures Council’s green spaces are climate resilient.”
The project was jointly funded, with the Federal Government investing $8,725,000 under the National Stronger Regions Fund, and Parkes Shire Council also contributing $12,175,000.
pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au 8 NEWS
$52 million treatment plant expansion secures Perth’s water supply
Western Australian Water Minister, Dave Kelly, has announced the expansion of Perth’s Groundwater Replenishment Scheme with work starting on an upgrade at the Neerabup Groundwater Treatment Plant.
The expansion of the Groundwater Replenishment Scheme, due to be completed in late 2020, will double the recharge capacity of the scheme from 14 billion litres to 28 billion litres.
Groundwater replenishment is the process where secondary treated wastewater undergoes advanced treatment to produce drinking water. The water is recharged to an aquifer for later use as a drinking water source. When abstracted, the water is once again treated to meet Australian Drinking Water Guidelines.
The $52 million upgrade to the Neerabup Groundwater Treatment Plant will increase the capacity of the current plant from 100 million litres of water treated per day to 150 million litres of water treated per day.
The upgrade is expected to provide up to 120 jobs for local workers during peak construction at the site, located east of Tamala Park in Perth’s northern suburbs. Works are expected to take about 12 months to complete.
Mr Kelly said water planning was never static and required constant adaptation to changing circumstances like climate change.
“The south-west of Western Australia is one of the areas on the planet that is most affected by climate change through declining rainfall.
“Through the innovative use of groundwater replenishment and this upgraded treatment plant, water is able to be replenished and abstracted on a one-to-one basis.
“The upgrade of the Neerabup Groundwater Treatment Plant is the final step in the expansion of this important climate independent water source.”

MONITORING REMOTE PUMP INFRASTRUCTURE:
Better, easier and cheaper using 4G
Improvements in 3G and 4G mobile network coverage, advancements in battery technology, low power electronics and cloud services have enabled the development of a new generation of devices that can be used to remotely monitor, control and log data from pumps and associated infrastructure.
ETM, one of Sweden’s leading manufacturers of Industrial IoT cellular edge solutions, has released two products that exploit these new technologies, with the new family of cellular remote monitoring, alarming and logging solutions for analog and digital signals:
• DeltaBlack optimised for industrial environments. DIN rail mount, wide DC operating voltage and flexible I/O configuration
• DeltaBlue designed for outdoor remote deployment. Battery-powered, IP66 enclosure, GPS, vibration/ movement detection and flexible I/O configuration
ETM ensured that simplicity and cost effectiveness were two key criteria in designing its new range. Recognising that deploying cellular or mobile network devices have often been a frustrating exercise for engineers having to deal with procurement, IT departments and having to select antenna, power supplies etc., these units come bundled with active Telstra



SIM cards and are preconfigured for specific inputs such as temperature, current and vibration.

DeltaBlack and DeltaBlue connect to ETM’s IoT Cloud Dashboard (EWO) for real-time and historical data display. In addition, pre-set customised alarms can be simultaneously sent to multiple recipients as simple user-friendly SMS text messages direct from the device.
For more information about DeltaBlack and DeltaBlue call (02) 9956 7377 www.etmiot.com.au.
9 www.pumpindustry.com.au pump industry | Summer 2020 | Issue 30 NEWS
DeltaBlue
DeltaBlack

Pluto-North West Shelf pipeline contract awarded
The contract for the pipeline component of Woodside’s Pluto-North West Shelf (NWS) Interconnector project in Western Australia has been awarded.
Australian Gas Infrastructure Group (AGIG) won the contract to design, construct and operate the new pipeline.
A new 30-inch diameter pipeline will run 3km, connecting the Woodsideoperated Pluto LNG Plant to the NWS Project’s Karratha Gas Plant (KGP), and is the first component of the infrastructure needed to transport gas between the two facilities.
Under the contract entered into with Woodside, AGIG will also design, construct and operate three facilities including:
• A new inlet point and pig launcher adjacent to the Pluto domestic gas export compressor
• A new meter station located near the KGP
• A new pig receiver and outlet within the KGP
AGIG’s Chief Executive Officer, Ben Wilson, welcomed the Woodside contract as further cementing AGIG’s role as an owner and operator of critical infrastructure in Western Australia.
“AGIG already delivers for Western Australia through the Dampier Bunbury Natural Gas Pipeline (DBNGP) and our partnerships with many of the state’s major resource companies,” Mr Wilson said.
“We are proud to be partnering with Woodside on this important project to support the further development of gas infrastructure on the North West Shelf.”
AGIG’s General Manager Commercial, Jon Cleary, said design, engineering and approvals for the pipeline are at an advanced stage, handled by AGIG’s inhouse subject matter experts following granting of the Pipeline license, PL-122, on 23 October 2019.
“Subject to the granting of environmental and regulatory approvals, construction is planned to begin in 2020, with procurement and engineering
NEW PUMPS FOR MELBOURNE TO GEELONG PIPELINE
Barwon Water is now be able to access more water from the Victorian water grid after the completion of a new pump station connected to the Melbourne to Geelong pipeline at Lovely Banks.
Victorian Water Minister, Lisa Neville, officially switched on the pumps in 29 November 2019.
The new pump station extends the effective reach of the 59km Melbourne to Geelong pipeline, allowing Barwon Water to access its full water entitlement from Melbourne.
The pipeline is now connected to a further 28,000 homes and businesses in Belmont, Highton, Fyansford, Bell Post Hill, Manifold Heights, Hamlyn Heights Herne Hill, plus parts of Batesford, Newtown and Geelong West.
already underway,” Mr Cleary said.
“We look forward to AGIG’s continuing involvement in delivering such vital projects and the benefits that flow from such developments, including local jobs and ongoing employment opportunities.”
Noting the cultural significance of the Burrup Peninsula, extensive cultural heritage surveys were undertaken across the pipeline route to ensure that sensitive areas are protected and avoided during construction and operation of the pipeline. The pipeline route is over land disturbed in the initial construction of the DBNGP in 1983–84.
Regulatory approvals have been significantly progressed including the pipeline license and application for environmental approval. The granting of land access was anticipated before the end of 2019.
Construction and operation of the pipeline is subject to finalisation of regulatory and relevant joint venture approvals.

Barwon Water said that 55,000 of its 136,000 Geelongconnected properties now receive water from this source in its supply network.
The water is supplied from Barwon Water’s bulk entitlement in the ‘Greater Yarra System – Thomson River Pool’ of up to 16GL a year; about half the city’s typical annual demand.
Since being turned on in April 2019, the pipeline has delivered more than four billion litres of water and helped lift greater Geelong’s storage levels.
Barwon Water said there will be no additional cost to customers as a result of having access to the full allocation of the pipeline.
pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au 10 NEWS

Features
Lightweight, layflat coilable construction for ease of storage, handling and transport
High safety margins in both tensile and hydraulic performance
Total corrosion, microbiological and internal scaling resistance
Compatible with all types of submersible pumps
High abrasion resistant lining and cover
Superior hydraulic performance with low friction loss for reduced operation costs
Rapid installation and retrieval methods resulting in substantial labor and cost savings
World-wide potable water approval
Manufactured under Angus Flexible Pipelines ISO 9001 Quality Management Systems accreditation
Available with a range of reusable field-fittable high security 316 stainless steel couplings and a full range of other accessories.
Angus Flexible Pipelines Australia Pty Ltd
Angus International Safety Group have been manufacturing products to the highest international standard for over 125 years.


5/48 Business Street, Yatala. QLD 4207 Ph: 07 3256 7624
* if installed by an Angus approved installer WARRANTY *10 YEAR INDUSTRY LEADING
NEW BOOSTER PUMP STATION IMPROVES WATER SUPPLY IN WA TOWNS
The Western Australian Government and Water Corporation have completed a $15.2 million project to install a new two and a half million litre water tank, new booster pump station and other supporting infrastructure in the town of Kondinin.
As part of this work, around 18km of upgraded water supply main was built to connect the new tank and pumping station to the Great Southern Towns Water Supply Scheme (GSTWSS).
This work will improve the water supplied to the communities of Kondinin, Hyden and Karlgarin more effectively than the previous pumping station. The new tank, booster pump station and treatment plant has been built on a new site and around 80 local workers were involved in this Water Corporation project.
In 2017, Water Corporation delivered a $35.6 million project to construct a pump station and pipeline connecting Stirling Dam to the GSTWSS, which services 44 towns across the Great Southern including Hyden, Karlgarin and Kondinin.
The project enabled water from Perth’s Integrated Water Supply Scheme to be pumped to the GSTWSS when needed to secure water supply for these towns, as the impact of climate change continues to impact rainfall.
Western Australian Water Minister, Dave Kelly, said the project was an important step in securing water for rural towns and communities.
“This financial year, the McGowan Government, through the Water Corporation, will spend $66.8 million across the Great Southern and Goldfields and Agricultural regions on water, wastewater and drainage projects,” Mr Kelly said.
“This project will improve the quality of water supplied to the towns of Kondinin, Hyden and Karlgarin, with the new concrete water tank providing covered storage.
“Local residents and businesses will also experience better water flow as the new water supply main has a greater capacity.”
Agricultural Region MLC, Laurie Graham, said reliable water supply is crucial for the people of Kondinin, Hyden and Karlgarin he welcomes the upgrades.
“Most of us don’t think twice about turning on the tap to access a clean, reliable water supply at home or at work,” Mr Graham said.
“So it’s great to see that the Great Southern Towns Water Supply Scheme making that a reality for more of our farming communities.”

WORKING SPACE CREATED FOR PROPOSED ADOPTION OF INTERNATIONAL ENERGY ASSESSMENT STANDARD
Some months ago, the PIA wrote and submitted a proposal to Standards Australia to have the International Standard ISO/ASME 14414:2019 Pump system energy assessment adopted as an Australian Standard.
Members of Standards Australia committee ME-030 were advised and, in late November, Standards Australia advised that the project has been approved and a project working space has been created.
Already adopted by Britain, Europe and America, the scope of “this International Standard provides a method to

assess pump systems, to identify and quantify pump system energy consumption reduction opportunities and reliability improvement opportunities. It gives a common definition for what constitutes an assessment for both users and providers of assessment services. Its objective is to provide clarity for these types of services which have been variously described as energy assessments, energy audits, energy surveys and energy studies. This International Standard is expected to contribute to decreased energy consumption and consequently to decreased carbon footprint”.
pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au 12 NEWS

















FORGING A NEW PATH IN 2020 FOR THE PIA
In early November, the PIA council and its members came together for its 16th Annual General Meeting at the Commonwealth Golf Club in Melbourne. Attendees were updated on the associations achievements and activities across 2019, as well as its outlook and goals for 2020.
The PIA reported it had made great strides in the past year with the council working on several projects that focused on standards, skills training, industry partnerships and collaboration, as well as strengthening its digital presence with a new, official PIA Facebook page.
The PIA was also pleased to update members that the association had a 23 per cent increase in membership over the 2018/19 financial year, and that it achieved its budget objectives for the year, returning the association a profit.
Industry partnership and collaboration
During the past year, the PIA placed a major focus on creating and nurturing industry partnerships and collaborations through involvement in various activities and events.
The association partnered with the Fire Protection Association Australia (FPAA) to deliver successful seminars on AS 2941 - Fire Pumpset Selection, Installation, Commissioning and Servicing, which were run in Melbourne and Sydney in late July and in Brisbane in late November.
The PIA also worked with Irrigation Australia (IAL) to licence parts of the pipe friction tables into is training course documentation.
Skills training and standards
The association reported that it had held several successful training courses and seminars throughout the year, kicking off with a Technical Meeting on ‘Future Trends for Pump Resellers’, held at Davey Water Products in Melbourne.
Installation and Commissioning courses were held in May and September at KSB in Brisbane, and Link Pumps in Melbourne, with eleven certified pump professionals graduating over the two courses.
Further breakfast meetings were held in Brisbane, Sydney and Melbourne throughout the year featuring training on
pumping and irrigation, motors and smart sensors, and solar pumping.
Some of the other activities undertaken by the association throughout the year include:
• Conducted annual review of Australian Standards used in PIA handbooks
• Prepared installation and commissioning course 2020 recommendations
• Prepared and distributed promotional material to increase the sales of PIA handbooks
• Undertook investigation on how PIA could present training in the future with Australian Industry Standards and Irrigation Australia
• Organised and negotiated friction table data for IAL to use in its diploma course manual
• Prepared publications discussion paper and report for council
• Ongoing organising of volunteers for the next update of the Pump Technical Handbook
• Editing Pipe Friction Handbook with calculation of update to ductile iron tables
The PIA was also nominated as the “go to” organisation for pump technical and other pump related queries by the Federal Government‘s E3 Energy Efficiency Equipment program.
As part of this role, the PIA will provided technical feedback and participate in the Technical Working group for pumps, compressors and boilers on the potential MEPs standard for industrial pumps.
A renewed path for the new year
The council updated members on the association’s plan to achieve its goals for the year ahead, with a special focus on growing the PIA and becoming further financially sustainable.
The PIA’s plan for 2020 identifies ways in which the

pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au 14 PIA NEWS
2020 PIA Council: Alan Rowan, Hem Prakash, Steve Bosnar, John Inkster, James Blannin, Anant Yuvarajah, Joel Neideck and Louise Black



association can help the pump industry to grow, create jobs and operate sustainably through representation, promotion, information and education. The association aims to achieve these goals by:
• Raising awareness for the association
• Expanding PIA’s role as a value-adding resource to its member companies
• Providing the central forum for the exchange of industry information
• Positioning the PIA as the leading membership organisation for all pump and pump system professionals
The council hopes to achieve this by engaging in deeper collaboration with other associations; developing training and learning programs that can be delivered via the PIA website and further web channels, both free and paid; and developing a new pump training course project where the PIA will work with Irrigation Australia to create a training course aimed at staff that are working within the pumping and irrigation industries.



Lowara’s Smart Pump range is all about the right combination of motor, variable speed drive and pump.
Featuring an integrated intelligent pumping system with an electronically driven, permanent magnet motor and an embedded electronic drive, these simply smart pumps will greatly enhance system performance and maximize flexibility.
Call us today to see how Lowara ’s new simply smart pumps can assist with your water requirements.
15 www.pumpindustry.com.au pump industry | Summer 2020 | Issue 30 PIA NEWS Ph:
BBENG www.brownbros.com.au DELIVERING PUMPING SOLUTIONS 06/19
It’s here. Lowara’s new Smart Pump Range.
1300 4
IE5 IES2 IE5 IES2
President, John Inkster, speaking at the PIA AGM
Bala Thuralslngam, Ken Kugler and Keith Sanders
Samantha Tyler and Steve Russell



The team to lead the charge
The meeting wrapped up with the PIA voting for the incoming council members for 2019/20. All offices we declared vacant and a general election for the positions of President, Vice President and Councillors was called. The following representatives were voted to lead the PIA for the year ahead:
• John Inkster, President
• James Blannin, Vice President
• Kevin Wilson, Treasurer/Secretary
Guest speaker David Bird, Founder, International Wise Counsel, gave an interesting speech about winning and retaining business, including critical success factors and being persuasive
• Ken Kugler, Executive Officer - Standards
• Alan Rowan, Executive Officer - Publications and Training
• Louise Black, Executive Officer - Marketing and Statistics
• Hem Prakash, Councillor
• Geoff Harvey, Councillor
• Joel Neideck, Councillor
• Anant Yuvarajah, Councillor
• Mike Bauer, Councillor
• Steve Bosner, Councillor

PIA NEWS
16 pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au
Will Shanasy, James Blannin, David Lawrence and Billie Tan
Derrin Porter, Jim Fontiniotis, David Lawrence, Koorosh Faraji and Chris Bland
Derrim Porter, Cassius Almeida and Joseph Montorio
EMPOWER YOUR BUSINESS
Through engines, adjacent components, software, and related services – all based on more than a century of experience – Scania makes your operation excel and prepares you for any type of challenge. No matter if you want to increase uptime, improve your operating economy or face tougher environmental requirements, we have the solution for you. From design to installation and support, our job is to help you run a reliable and efficient business. Today and tomorrow.


For more information about our full range of engines, contact your local Scania representative or visit www.scania.com.au WA & SA Jeremy Tennant 0400 635 690 VIC, TAS, NSW & ACT Brett Sharp 0407 006 366 QLD & NT Andre Arm 0407 555 942
FLEXIBLE LAYFLAT HOSE SOLUTION BRINGS WATER TO REMOTE MINE SITE
Water access and reliable machinery are essential for successful gold prospecting and other mining activities. However, these can create real challenges in remote environments and at altitudes. When an Australian mining company experienced these challenges, a truck-mounted hose reeling system from Crusader Hose provided the ideal solution.
A challenging mining environment
There are two essential elements that mines are dependent on to prevent operational and safety issues from arising: access to water and mining equipment performing optimally.
These challenges were highlighted at a site in Western Australia’s mountain ranges when one of Australia’s largest mining giants had a drill rig located a significant distance from the nearest direct water source.
Due to the distance from the water source, the company had to send multiple trucks up and down a narrow track to transport and pump water to the site.
According to Crusader Hose engineering manager, Emeric Kovassy, this flagged a number of safety concerns as a full-time driver was needed to make the trip every three to four hours on treacherous roads. These roads were unsealed and there were no permanent lanes, making them unsafe. There were also times when two trucks coming from opposite directions ran into each other, resulting in one truck having to reverse half a kilometre to let the other pass.
However, installing a permanent pipeline to transfer water was cost prohibitive as the drill rig was relocated to a new position half a kilometre away every week.
A flexible solution
“The mining company needed something flexible and quick to deploy to pump up the water and cool the diamond head,” Mr Kovassy said.
“But the water truck options would have needed one person to drive the truck up and down constantly.”
Crusader Hose had the ideal solution, presenting the company with its truckmounted hose reeling system that only required one person to deploy several kilometres of heavy duty layflat hose up the hills and water would be able to be supplied until the drill rig was moved.
The reel system is designed so that mining operators can operate it in a hands-off fashion, while staying in touch with the driver.
The system comes with an adjustable swing arm that splays out to keep the layflat hose off the driving lane, and a handheld remote that gives the operator full control of the hose deployment and reeling speed.
This improves safety and eliminates extra handling as there is no need for additional people to push the hose off the side of the road behind the truck as it is deployed.
As the system can simply reel up the hose when needed and can deploy up to five kilometres of hose within less than a day, the operators could quickly and easily retrieve and redeploy the layflat hose once a drilling operation was completed and the drill rig relocated to the next site.
“We need a dedicated reel system, and that’s where my team and I come in. Even though the mining industry’s health and safety standards are very high, we’ve developed reel systems that meet company specifications,” Mr Kovassy said.
“Often these mining companies need the water out immediately, and that’s why the reeling system works to deploy whatever length they may need with rapid deployment and retrieval.
“There’s no one else in the world that could manufacture systems like this, and if there is, it’s definitely not accessible to the mining companies.”

Australian designed and manufactured
Crusader Hose developed the first major truck-mounted system to deploy a flexible layflat fuel transfer hose in 2001 for the Australian Defence Force.
The reel system can handle up to 12inch (30.5cm) diameter hose, minimising a lot of manual handling that is required when working with hundred-metre-long hoses. For example, a 12-inch hose of 200m length weighs around 800kg –“not what a couple of men can roll up”.
Crusader Hose general manager, Daniel Seow, credits the company’s competitive advantage to its long history in layflat hose manufacturing, and its focus on equipment that meets customer and market needs.
“We manufacture layflat hoses and with that comes with the knowledge and expertise on how to handle them,” Mr Seow said.
“Our strength is found in close teamwork, so we are able to amalgamate all technical competency, expertise, capability and custom-design approach to deliver the right solution to our customers.”
Crusader Hose also works closely with end users and resellers to better understand their needs and help them to achieve their goals.
“Crusader Hose is happy to develop a reeling system for any mining companies that need a layflat hose, see its advantages, but don’t have a way of getting it out there or dealing with the extra handling,” Mr Kovassy said.
“We really live to serve our Australian customers.”

There’s no one else in the world that could manufacture systems like this, and if there is, it’s definitely not accessible to the mining companies.
PIA MEMBER NEWS | PARTNER SOLUTIONS
18 pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au






THE MINI-TIMOR REEL MAKING HANDLING OF LAYFLAT HOSE WITH EASE Crusader Hose Pty Ltd 22 Industry Place, Bayswater, VIC 3153 Australia Telephone: +61 3 9720 1100 www.crusaderhose.com.au For any enquiries, email sales@crusaderhose.com.au Customised Layflat Hose Systems RELL SYSTEM REEL SYSTEM RAPID DEWATERING SOLUTIONS THE HAMERSLEY REEL ECONOMIC EFFICIENT EASY FAST ROBUST SAFE EFFECTIVE 3 3 3 3 3 3 3 AUSTRALIAN MADE HR30 Mini Timor Reeling System Skid base and interchangeable reels Suits Truck bed or Heavy-Duty Trailer Capacity for Long Lengths of hose Independent Diesel Engine Optional Swing Arm for roadside deployment Manual traverse rollers to guide hose feed Two Operators Operation (truck driver & hose reel operator) Remote Control for Hose Deployment & Retrieval Standard ISO container locks for Twist Lock Mounts Safe & Ease of Operation 3 3 3 3 3 3 3 3 3 3

HYDROFORMING PROCESS WORLD-FIRST TECHNOLOGY
When Ebara Corporation established its factory in Northern Italy, its main purpose was for the production of stamped stainless steel pumps. As well as utilising the most modern manufacturing techniques and equipment of the time, Ebara also developed and patented their own world-leading processes. The most prominent example of this is the hydroformed one piece volute casing.
Once the product and technique was designed by utilising the latest computer programs, it underwent a strenuous testing program. This included the casings undergoing one million cycles of pressure pulsations between six and 12 bar.
The internal deflection due to pipe strain was also measured to ensure the success of the support structure design.
This technology is clearly seen in Ebara’s 3' series of end suction pumps. These have proven their reliability and value for many years now, and continue to be another world-leading product from Ebara.
To complement the success of the Hydroformed Ebara 3LS (all 316 SS) and 3M (304 SS) series of pumps, Ebara Pumps Australia hase recently introduced the low cost 3D series of pumps.
The 3D model uses the same stamped stainless steel components as the 3M but comes with a cast iron casing. This economical close coupled motor pump to EN733 (DIN 24255) dimensions is available in sizes 32mm 1.1kW up to 50mm 11kW at 2900 RPM.
The pumps are an extended motor shaft design and are fitted as standard with high efficiency IE3 motors (three phase versions).
The 3D pump is made at the Ebara factory in Italy and options include high temperature and hard face mechanical seals.
About Ebara Corporation
Ebara Corporation was founded in Japan in 1912 and consists of more than 88 companies around the world, with a workforce of more than 15,000 people on five continents.
Ebara is now one of the world’s largest pump manufacturers, and its products have been sold and used in the Australian market for over 30 years.
The huge scale of production and distribution is matched by constant commitment to the research, development and design of new products; and the modern technologies for manufacturing them. Ebara products have gained a worldwide reputation for their technology and quality.
Contact your local Ebara dealer or Ebara Pumps Australia for more information. www.ebara.com.au
Ebara continues to expand the range of products they stock and supply in Australia with two recent additions. For more details contact us at Ebara Pumps Australia or visit our website.
Very economically priced cast iron end suction motor pumps to EN733. They are based on the well proven 3M using the same extended shaft motor and stainless steel impeller, but with a cast iron casing.


A range of robust submersible grinder pumps with a high torque motor & powerful grinding mechanism. Another quality product in the well regarded and proven D’ series of Ebara submersible sewage & wastewater pumps.

with powerful grinding mechanism

PIA MEMBER NEWS | PARTNER SOLUTIONS
MODEL 3 D MODEL DG
pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au 20
EBARA STAMPED STAINLESS STEEL PUMPS
Since Ebara developed and patented the hydro forming process, our 3' series of pumps have proven to be very reliable, providing exceptional value.



one piece hydro formed volute


www.ebara.com.au EBARA PUMPS AUSTRALIA PTY. LTD. 7 Holloway Drive Bayswater, VIC. 3153 Ph: 03 9761 3033 sales@ebara.com.au
Looking ahead, going beyond expectations
Robust stamped volute casing
One piece stamping with no weld lines. Supported against pipe strain
Model 3M 304 stainless steel with
economical
extended motor shaft design
MadeinItaly
Model 3LS 316 stainless steel with stub shaft and IEC standard motor
KELAIR PUMPS APPOINTED AS A DISTRIBUTOR FOR GOULDS PUMPS
Kelair Pumps Australia is pleased to announce that ITT Industrial Process has appointed Kelair Pumps as a distributor for its range of Goulds Industrial Process Pumps in Australia for NSW, ACT, VIC,
and SA, and also for PNG.
Goulds Pumps, established in 1848 in Seneca Falls, Upstate New York, is a highly respected global brand that manufactures one of the worlds widest range of pumps in the industry.
Founded in 1975, Kelair Pumps is one of Australia’s largest pump distributors with an established sales footprint in most Australian states.
The Goulds product line complements Kelair’s existing range of other widely recognised and respected global brands serving customers in the mining, mineral, oil and gas, chemical, power, pulp and paper, and general industry, and can offer aftermarket service capabilities.
The partnership with ITT Industrial Process provides customers not only with access to a wider range of Goulds products, but the latest technology
available from the global pump giant. As the only manufacturer to make digital monitoring standard on every process pump with the i-Alert 2, Goulds Pumps continues to lead the industry in both mechanical pump design and the adoption of smart technologies.
The partnership will also offer existing Goulds customers a more consistent level of support and service across Australia.
John Inkster, Kelair Pumps Australia Managing Director, said the company was extremely excited and privileged to be appointed as the sole exclusive distributor for Gould Pumps in the Australian pump sector. Kelair’s sister company Brown Brothers Engineers in New Zealand has been the Goulds distributor for over 40 years.
“We now have coverage throughout all of Oceania,” Mr Inkster said.


“We feel combining Goulds Pumps' 170 years of knowledge, expertise and innovation worldwide, with Kelair’s 44 years in the Australian market, will forge a formidable partnership.
"We look forward to working with the team at ITT Industrial Process to ensure Goulds Pumps remains the preeminent brand.”






PIA MEMBER NEWS | PARTNER SOLUTIONS pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au 22
WHEN PUMP KNOWLEDGE MATTERS Rely on Kelair Find out more today 1300 789 466 www.kelairpumps.com.au With our extensive range of pumps, first class customer service
ongoing comprehensive support, Kelair
are second to none
it comes to your pumping
Looking for the industrial pump experts? We are Kelair Pumps. You’ve just found them. Newly appointed Australian distributor for Goulds Pumps. An ITT Brand
and
Pumps
when
needs.
TAS
For more information
or to see the Goulds product line, visit https://kelairpumps.com.au/products/brands/itt-goulds.

FPT Industrial Power Units are designed for reliable operations in all working conditions, with excellent fuel efficiency and best in class uptime.

YOU GET WORK DONE WE ENGINEER EFFICIENCY
Learn more on fptindustrial.com — Find us on Social Media Channels
THE PIONEERING TECHNOLOGY
CUTTING CLEANING TIME IN HALF
Parts Cleaning Technology is cutting the cleaning time in half for various industries including automotive, marine, manufacturing, aviation and more.

In any industry, the faster you can move projects through to completion, the better. Having said that, safety is always the priority. Celebrating its centennial year this year, NCH knows more than anyone that safety comes first.
By adopting the R&D best practice for any given product, NCH Torrent 500 Parts Cleaner technology, cuts service time by up to half, minimising safety hazards at the same time. This has resulted in reduced labour costs and delighted customers.
The Torrent system is a high pressure, waterbased, parts washing solution that not only improves efficiency, and maintains workplace safety, it reduces the environmental impact. In addition to workshops and manufacturers, the technology benefits service centres, construction, transportation and mining industries to
achieve the same results. No matter the application, they all need a solution that is quick, easy to use and safe.
Because of the unique combination of pressure, temperature and chemistry, the system cleans most parts in just one minute, five times faster than automatic machines. While the technology is nothing short of revolutionary, each industry agrees that Torrent is a game-changer.
“We calibrate the cleaning solution for the specific needs of every client,” said Reno Mythillos of NCH.
“We’re proud to have brought this system to the various industries that makes a noticeable difference in their workplace,” said Reno. “On our regular service visits to maintain equipment and fluids, we get to see how they are using the Torrent, and it is always a perfect fit for their needs.”
While traditional machines use oil-based chemicals that are great at separating grease from parts, the solvents are hazardous in the workplace and on employees. NCH said the Torrent uses a combination of heat, water, a powerful detergent and pressure to achieve better results. The equipment’s detergent has a combination of corrosion inhibitors that result in a much more effective clean.

pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au 24 INDUSTRY NEWS | PARTNER SOLUTIONS


www.nchtorrent.com For more info. CALL US TODAY 1800 753 143 REVOLUTIONARY PARTS CLEANING www.nchtorrent.com For more info. CALL US TODAY 1800 753 143 Water based - no solvents! Reduce parts washing time!
ENERGY EFFICIENT FLOW CONTROL FOR PUMPING
There are two types of flow control used in pumping applications: real-time flow control and time-averaged flow control.
Real-time variable flow control applications
With this type of application, the flow or pressure constantly adjusts in response to changes in the system. Real-time variable flow control can be achieved using a flow control valve (throttling) or by using a variable speed drive (VSD). VSDs are considered superior because flow control valves are inefficient.
Static head (HS) is the height which the liquid is to be pumped. For realtime variable flow systems at low static heads, a VSD typically offers a more efficient method than throttling. But at high static heads, the savings from a VSD are reduced.
Time-averaged flow control applications
Many applications need an average control of the flow, over a long period of time. This is the case when pumping from a holding tank or to a reservoir.
In the case of wastewater pumping, the pump starts to empty the tank when it is nearly full. The pump switches off when the tank is empty and repeats the cycle when the tank refills.
Cyclic control is ideal for applications requiring time-averaged flow control because it offers energy savings and reduces installation costs. Cyclic control switches the motor and pump on and off
according to the average demands of the system.
Cyclic control uses a fixed-speed controller, such as a soft starter or direct on line (DOL) starter. When the pump is running, it will operate close to its best efficiency point (BEP). When it is not running, the system neither consumes nor wastes any energy.
System design
Pump systems are typically designed to ensure a given operational flow (i.e. a guaranteed target maximum operational flow or Q op). The ‘ideal’ pump is one that can operate at its BEP, at the exact operational flow. However, the pump that will actually be selected for the system will usually have a slightly greater flow than the ‘ideal’ pump.
For low static head applications, cyclic control could be replaced by real-time flow control. In this configuration, realtime flow control could offer a small improvement in efficiency (five per cent). To achieve any efficiency gains, the flow rate would need to be continually adjusted to the real-time requirements of the application. However, at high and low flow rates, this method of control is less efficient than cyclic control.
Low flow rates achieved through variable speed control can also create problems with clogging and cavitation.

Good practice – design pump systems for cyclic control
To minimise energy consumption, it is important to design the system carefully and select the appropriate method of control. Except for very low static head applications, it is usually best to design pumping systems for cyclic control. Using soft starters or DOL starters, cyclic control will offer better energy efficiency.
Bad practice – cyclic control using a VSD
A VSD can be used for cyclic control by switching the motor to either full speed or off. This is not ideal because VSDs have significantly higher losses than fixed-speed controllers and the installation and running costs of VSDs are much higher than for fixed-speed controllers. VSDs also introduce harmonics to the system, further reducing the overall efficiency, and can also affect the electrical network. Only fixed-speed controllers such as soft starters or DOL starters should be used for cyclic control.

INDUSTRY NEWS | PARTNER SOLUTIONS
pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au 26
For more information, visit www.ipd.com.au.
Soft Starters
Fully featured motor control solutions
AuCom’s EMX4i now available in the full range of current ratings
And now introducing 1000V soft starters to the EMX4i range


Features
• XLR-8 control to prevent water hammer
• Emergency run mode
• Real time metering & monitoring
• Automated pump clean function
• Extended motor protection functionality
• Clock & calendar scheduling





Power Distribution | Power Monitoring | Industrial Control | Photovoltaic | Installation & Accessories | Test & Measurement | Services National Customer Support Centre 43 Newton Road | Wetherill Park | NSW 2164 Tel: 1300 556 601 | Fax: 1300 550 187 Email: customerservice@ipd.com.au | www.ipd.com.au End to End Service Capabilities Custom DB Manufacturing Facility National Customer Support Dedicated Training Facility
Technology and connectivity for an even more efficient industry 4.0
What is WEG Motor Scan?
WEG Motor Scan is a performance monitoring solution intended for use with electric motors from 63 up to 450 frame. A sensor mounted on the motor collects performance data and sends it to a user interface (smartphone, tablet or the WEG IoT Platform) where it can be analysed, thereby enabling predictive maintenance, optimising uptime and greatly extending the service life of the motor.

How does the WEG Motor Scan work?
Via a single screw fixing, a preconfigured Motor Scan Sensor is attached to the motor where it immediately begins to collect performance data without the need for any discrete wiring. At any time, the data can be downloaded to a



smartphone or tablet, iOS or Android, via a purpose designed app. The data can then be analysed via several simple, yet highly informative screens, allowing for faster and more assertive decisions to be made.
Should a more detailed analysis of the data be required, it can be sent from the smartphone or tablet to the Cloud to the WEG IoT Platform, all at the discretion of the user.
Alternatively, for increased range and automatic uploading of data to the WEG IoT, a gateway router is available. The router automatically sends information from multiple sensors to the Cloud via Wi-fi, Ethernet or 3G/4G, allowing immediate remote monitoring and analysis of the motors’ performance.










INDUSTRY NEWS | PARTNER SOLUTIONS
WEG IOT PLATFORM
WEB PORTAL APP
GATEWAY
pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au 28
CLOUD
What does the WEG Motor Scan Monitor?
• Surface temperature
• Vibration (3-axis, up to 3 kHz)
• Vibration spectrum
• Unbalance and misalignment diagnosis
• Estimated load, power, operating speed and supply frequency
• Motor running time
• Bearing relubrication interval
• Regular updates. New features as and when released, can be accessed immediately via a simple update of the sensors’ firmware
Motor Scan Sensor General Specifications
• Suitable for use with motors, frame: 63 to 450
• Ambient temperature: -40 to 80°C
• Bluetooth® communication via App and/or Gateway
• Data storage capacity: 3 months
• Battery-powered, estimated service life over 3 years
• Protection rating: IP66
• Dimensions: 44 x 38 x 25 mm
• Direct Starter or Frequency Inverter
• Certifications: Safety/EMC/Radio for the markets: South Africa, Australia, Brazil, Canada, Chile, Colombia, USA, Europe, Malaysia




GATEWAY
2915 C Pantone 2925 C Pantone CMYK 80/20/0/10 284 C Pantone CMYK 60/0/0/10 CMYK 40/0/0/10 2945 C Pantone CMYK 100/60/0/10 2945 C Pantone CMYK 100/60/0/10 Transforming energy into solutions. www.weg.net
WEG MOTOR SCAN
WATER FLINGER ADOPTED BY PUMP MANUFACTURER
A Southern African pump manufacturer has received its order for Vesconite low-swell hard-wearing water flinger polymer bearings for four of its pump sizes.
The manufacturer found that its horizontal centrifugal pumps, as a result of high pressure, had a problem of water escaping from the gland packing – the material that should form a watertight seal around the shaft.
This resulted in dirty water being sprayed on to the non-drive-end bearing assembly and, in turn, resulted in seizure, failure, and a high maintenance and downtime cost to replace the bearing assembly.
“The manufacturer designed a water flinger (deflector) solution that would attach to the release collar on the shaft,” said Vesconite Bearings technical sales consultant Phillip de Villiers.

“This would mean that excess water from the gland packing would be deflected with the rotation of the shaft.”
However, the initial solution employed a phenolic laminated material, which was found to absorb water and delaminate.
To eliminate these problems the company then called on Mr de Villiers, who suggested Vesconite as an alternative material
that would not swell or delaminate and had the added advantage of being suitable in dirty environments because of its excellent wearresistant properties.
“Samples were produced and tested and, proving successful, the manufacturer ordered water flingers of various designs for its different pump sizes,” said Mr de Villiers.
“The whole process from sample production to first order took three months.”
The pump manufacturer intends to use Vesconite water flingers in all of its pumps, which are used in a variety of applications.
It is active in a multitude of African countries, including South Africa, Zimbabwe and in the DRC, in which some of the first Vesconite water flingers will be installed in a dewatering pump in a mine.




pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au 30 INDUSTRY NEWS | PARTNER SOLUTIONS
For more information, visit www.vesco.com.au. C M Y CM MY CY CMY K




Drive Systems expands locally-stocked ESCO API 610 and non-sparking disc couplings
Drive Systems has expanded its range of couplings stocked in Australia to include the Escodisc DPU series of coupling to API 610 standards.
Escodisc DPU series couplings have a maximum torque capacity of 23,100Nm and bore capacity up to 220mm.
A comprehensive range of the DPU Series API 610 disc couplings are stocked with a variety of spacers to fit standard DBSE (Distance Between Shaft Ends) in 100mm, 140mm, 180mm and spacers up to 300mm off the shelf that can be quickly modified to customer specific lengths.
Flexible spacer design
Thanks to the unique design of the Esco disc spacer with its flanges bolted to the intermediate tube section, its length is easily adaptable to customer requirements. Therefore, quick delivery (even for non-standard DBSE) is possible for larger spacers above 180mm or to match imperial spacers often found in the petrochemical industry.
No buckling of discs
The Escodisc DPU series is built around Esco couplings genuine and original disc pack sub assembly design. This design with optimised disc shape and thickness, is factory assembled and secured by shipping screws against damages, minimises assembly errors,

simplifies coupling mounting and guarantees worry-free performance, low operating costs as well as long life of the connected equipment.
In order to guarantee perfect centring of the spacer under all working conditions (very important for long DBSE applications) and well controlled stresses in the disc pack, Escodisc couplings have been calculated and tested to have no buckling up to the peak torque. This results in trouble-free operation, maximum efficiency and reduced risk for disc failure.
Easy assembly and disassembly
Thanks to the standard use of shipping screws and the factory assembled transmission spacers, Escodisc DPU couplings combine the high torque and misalignment with the ease of assembly. On average users can cut down assembly and disassembly costs by 50 per cent when using Esco disc DPU couplings.
Furthermore, because the transmission spacer is factory assembled, the risk for assembly errors is reduced to an absolute minimum level which results in reliable operation and extended life of the coupling.

The Esco advantage
The Escodisc DPU series offers:
• High torque and high continuous misalignment capacity
• Maintenance free
• Factory-assembled disc packs secured by shipping screws and thus protected against overstressing/ damage
• Positive centering and factoryassembled transmission unit/spacer minimising assembly errors and simplifying coupling mounting
• Adjustable spacer design for easily accommodating DBSE changes
• Excellent inherent balancing characteristics
• No problems in dirty and corrosive environments due to the use of AISI 301 full hard stainless-steel discs and protected bolts
• Optimised shaped stainless steel discs for equal load distribution
• Fillers avoiding contact between discs hence no fretting corrosion
• No disc buckling
• Precisely drilled and reamed flange holes
• S hub for nominal bores and L hub for larger bores
• Black oxide overall steel parts, oiled for protection
• Special plated hardware
• Easier and less costly mounting
• Refurbishment of the coupling by fitting two new disc pack subassemblies to the existing spacer piece
• Extended life
• Very low and predictable reaction forces on associated equipment
• Temperature range -40°C to 270°C

pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au 32 INDUSTRY NEWS | PARTNER SOLUTIONS
Discs AISI 301 stainless steel with special surface treatment
Standard
API 610 Standard | API 671 available on request Melbourne: +61(0) 3 9796 4800 Perth: +61(0) 455 320 552 www.drivesystems.com.au info@drivesystems.com.au
Optimised disc shape & thickness Factory assembled spacer units
use of 12.9 quality bolts Large hubs available
Hardware
protected against corrosion
Factory
assembled disc packs
LEVELLING OUT IN 2020:
LOCAL AND GLOBAL FACTORS

Now in its seventh year, the annual State of the Industry survey conducted by Pump Industry, has found that a tough year in 2019 and a slight slowdown in work in many sectors are making companies cautious for the year ahead. Ongoing factors are creating challenges, but opportunities are never far away for those who want to take hold of them.
Following a few years of growth, the industry plateaued in 2019 and many industries did not perform as well as expected due to a range of local and global factors. However, despite companies not seeing different sectors performing as well as expected, a majority felt it had still been a successful year for their company.
The Pump Industry survey this year provided insights into what affected the industry throughout 2019 and the impact these factors will have moving ahead in 2020, as well as what is driving customer behaviour. With companies affected differently, depending on the industries and the states they serviced, respondents are cautious about how the year ahead will unfold but there is the expectation for most sectors to maintain current levels of work or experience some growth. How did the industry perform in 2019 and what’s in store for 2020?
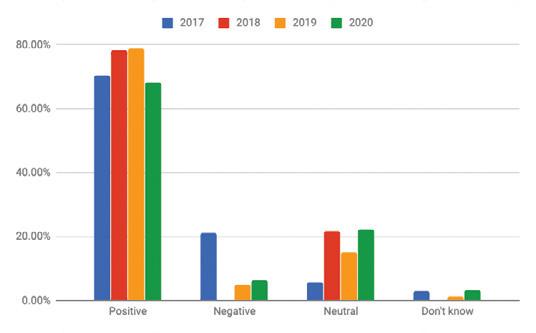
On the back of a few years of an optimistic outlook, this year’s survey shows a greater level of cautiousness, with 22.22 per cent of respondents reporting a neutral outlook for their company for the year ahead, compared to 15 per cent in 2019, and 3.17 per cent reporting they don’t know compared to 1.25 per cent. There has also been a decrease in positive outlooks from 78.5 percent in 2019 to 68.25 per cent, and a slight increase in negative outlooks from five per cent to 6.35 per cent. The increase in neutral outlooks could be attributed to companies not expecting much change in performance or uncertainty around how external factors such as the US-China trade war will affect them, and the natural drop in positivity following the high of the mining boom. However, despite the slight increase in negative views, levels of negativity are still far from those in 2017 when it was at 21.2 per cent. These results can be seen in Figure 1.
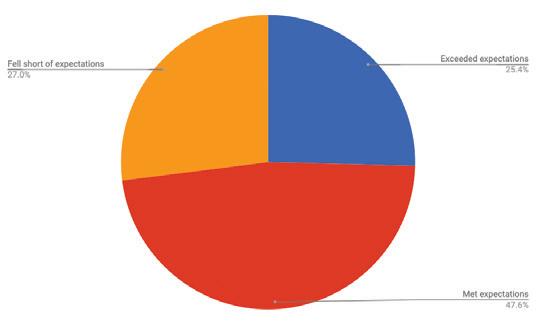
Despite a more neutral outlook for the coming year, a majority of companies felt their business met or exceeded
expectations in 2019. As can be seen in Figure 2, 25.4 per cent felt business exceeded expectations and 47.62 per cent felt it met expectations. While respondents reporting that it fell short of expectations rose to 27 per cent in 2019 compared to 23.8 per cent in 2018, there was also an increase in it exceeding expectations from 21.3 per cent in 2018. With almost 70 per cent of respondents positive for the year ahead, companies are still expecting a good year even with the current challenges facing the industry.
There are a number of ongoing challenges in the industry that could be adding to the sense of cautiousness and negativity such as online competition, as well as the uncertainty of the full effect of the US-China trade war. However, it is not all doom and gloom, with companies taking hold of new opportunities and projects getting underway.
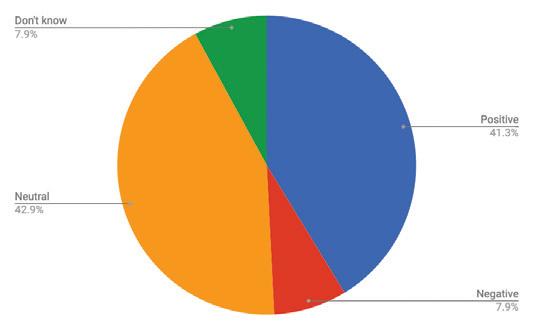
The uncertainty respondents are feeling are reflected in expectations for the year ahead for the industry as a whole. As can be seen in Figure 3 (page 36), 42.86 per cent are neutral and 7.94 per cent are not sure. A large segment are positive (41.27 per cent) and a minority (7.94 per cent) are negative about their outlook. These are the lowest levels of positivity since 2017; however, negativity is still well below 2017 levels which sat at 12.6 per cent (Figure 4, see page 36).
How the industry performed by vertical
To understand the current landscape of the Australian pump industry, we need to examine which verticals performed the best and worst for companies throughout 2019, and how major sectors are expected to perform in 2020.
To do this, we asked respondents about the volume of work experienced across key verticals in 2019, and how they expected them to perform in 2020.
Figure 5 (page 38) shows the expected performance of these verticals in 2020, and compares this against the reported performances from 2016-19.
34 pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au STATE OF THE INDUSTRY

AFFECTING THE INDUSTRY
Best and worst performing verticals
Respondents identified water and wastewater, irrigation, and mining as the best performing verticals in 2019, with building services/HVAC coming in behind. These results are in line with respondents expectations that these areas would perform the best.
The worst performing verticals for 2019 were identified as plastics and rubber, and manufacturing, which both experienced a decrease in the volume of work. Pulp and paper saw no change.
How these verticals performed provide an insight into the uncertainty and cautiousness to the year ahead. As can be seen in Figure 6 (page 40), none of the verticals performed as well in 2019 as predicted. Along with external factors potentially playing a part in this, it could also be that respondents were overly optimistic about some verticals after a strong 2018 in several major sectors, including irrigation, water and wastewater, and manufacturing.
What’s in store for 2020?
Figure 7 (page 41) shows which verticals are expected to drive growth in the industry in 2020. As with previous years, water and wastewater, and mining are expected to be the biggest drivers of growth. However, oil and gas is also expected to do well, with irrigation, power generation, and building
services/HVAC expected to help drive growth. Overall, most verticals are expected to experience some growth over 2020. What factors are driving the industry?
Maintaining momentum in resources
While it did not do as well as expected in 2019, mining was one of the few areas to have continued growth over the year and was one of the best performing verticals with respondents citing “new mining projects” and “mining expansions” as two of the reasons behind the sector remaining steady or slight increases in work.
Just over a quarter of respondents (27.27 per cent) said work in mining had increased somewhat, while 7.27 per cent said it had increased significantly. A majority of respondents (29.09 per cent) reported that the amount of work had not changed from 2018, and 10.91 per cent said there had been a slight decrease. Comparing these to the reported expectations for last year, only 3.77 per cent predicted a slight decrease and 16.98 per cent expected work to stay the same which are both below the reported numbers. There was also an overestimation of there being a slight increase with expectations at 41.51 per cent. Those predicting a significant increase were in line with predictions at 7.55 per cent.
However, despite mining work not meeting expected levels of work in 2019, respondents are still optimistic that the sector
35 www.pumpindustry.com.au pump industry | Summer 2020 | Issue 30 STATE OF THE INDUSTRY
Figure 1: Respondents have a more neutral outlook for their company for the year ahead, but the majority of respondents are positive.
Figure 2: A majority of companies felt their business met or exceeded expectations in 2019
Figure 3: A plurality of respondents have a neutral outlook for the industry for the year ahead, but the percentage of respondents with a positive outlook is not far behind.
will continue to maintain growth, with 10.91 per cent expecting to see significant growth, 34.55 per cent a slight increase, and 29.09 per cent no change in work. Only 3.64 per cent expect there to be a slight decrease.
The September 2019 Resources and Energy Quarterly report released by the Department of Industry, Innovation and Science gives some insight into this positivity for 2020. It was reported that the June 2019 quarter saw a seven-year high for Australian resource commodities, and a new record for resource and energy export earnings of $282 billion on 201920 is likely to be set due to higher export volumes and a lower than expected Australian dollar.
The report notes that while export volumes are expected to rise by 1.9 per cent in 2020-21, export earnings are likely to see a drop due to the industrial production slowdown from the USChina trade war, which has already seen resource commodities prices decline from June. Furthermore, a forecast rise in the Australian dollar and weaker commodity prices are also expected to have an impact in 2020-21 with earnings likely to be driven down 8.5 per cent to $258 billion.
This could bring a mixed bag of results in 2020 for those servicing the mining sector. An increase in export volumes could see new projects or increased production needs at current sites, resulting in more pumps and servicing. However, a decrease in earnings and a rise in the dollar could result in tighter spending with equipment sourced internationally.
Along with mining, oil and gas is also expected to see an increase in work in 2020, with 5.45 per cent of respondents expecting a significant increase, 29.09 per cent a slight increase and 25.45 said it will stay the same. This positivity could be due to “increased activity by the big oil and gas players” in 2019 that one respondent reported. Another respondent said global oil prices would have a positive effect on the industry in 2020, despite reporting that the sector did not perform as well as expected in 2019 due to a “decline in CAPEX in oil and gas”.
Figure 4: Respondents with a positive outlook for the industry for the year ahead is at its lowest since 2017, with levels of negativity also at their highest since the same year.
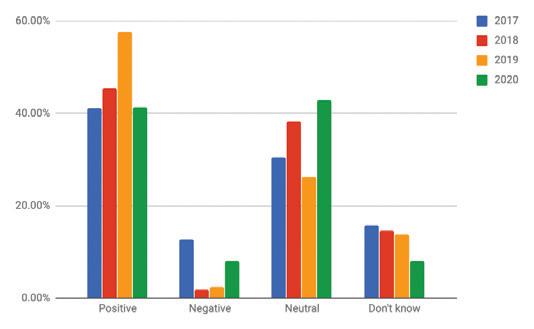
The effects of the drought on irrigation
Irrigation remained one of the best performing verticals of the year despite falling short on expectations. For 2019, none of the respondents predicted a downturn in work, 18.87 per cent said it would stay the same, 37.74 per cent thought there would be a slight increase, and 11.32 per cent were expecting a significant increase. However, there was a slight decrease of work experienced (9.09 per cent) and more respondents (23.64 per cent) found that the amount of work stayed the same. Only 16.36 per cent had a slight increase and 10.91 per cent had a significant increase. Predictions for 2020 are more closely aligned with the reported results of 2019, with a majority of respondents expecting levels of work to either stay the same or slightly increase.
One of the biggest factors that respondents cited as impacting the irrigation sector in 2019 was the drought. Depending on where companies serviced, this either affected them positively or negatively over the course of the year and impacted their predictions for 2020. One respondent stated that sales were up because of the drought, while another said “the irrigation market has been stunted due to drought and water restrictions”. Others felt the drought had positively impacted business but are unsure if that momentum will be maintained, with one respondent saying “irrigation has been buoyant due to the drought affecting eastern Australia but will decrease in 2020”.
How well the sector fares, will in part be affected by farmers and how willing they are to invest in on-farm infrastructure. According to Rabobank’s Rural Confidence Survey from September 2019, confidence levels amongst farmers is dependent on where they are situated, with those in the west and south of the country feeling increasingly upbeat, while those in the eastern states are losing confidence. Negative outlooks were driven primarily by drought with 86 per cent citing this a major problem. Those in NSW are feeling it the

Depending on which states companies service, the drought is having either a positive or negative impact.
36 pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au STATE OF THE INDUSTRY
most, with almost all farmers surveyed (97 per cent) having a negative outlook due to the season. On the other hand, nationally, farmers who had positive sentiments cited the season (58 per cent) and commodity prices (50 per cent).
The report noted there was a nation-wide decline in positivity from the June survey from 27 per cent to 25 per cent, and a slight increase in negative sentiments from 28 per cent to 30 per cent. Thirty-five per cent expected little change to current conditions.
Rabobank Australia CEO, Peter Knoblanche, noted that the dry conditions in the eastern states over winter meant “it remains extremely challenging as farmers continue to feed stock at a high cost and prospects for the summer grain crop and cotton are looking bleak”, with rain needed to enable farmers to start rebuilding from the drought.
“While the strength of commodity markets, low interest rates and the weaker Australian dollar will aid with that recovery, it is only rain that can materially change the outlook,” Mr Knoblanche said.
These sentiments are reflected in investment intentions, with 17 per cent of those surveyed planning to increase on-farm investment and 66 per cent planning to maintain current investment levels over the next 12 months. Increasing investment is expected to be particularly strong in Tasmania (26 per cent) and Western Australia (22 per cent), while investment is expected to be wound back in NSW (24 per cent).
Mixed results for water and wastewater
Figure 6 shows that water and wastewater were expected to provide growth in the industry over 2019, however, the level of work did not meet expectations. A majority of respondents felt that there had been a slight (38.18 per cent) or significant (5.45 per cent) increase in work, and 32.73 per cent found it did not change from 2018 levels. One respondent said the sector seemed to have grown due to “increasing requirements for

Electric
ENGINEERS
wastewater treatment quality and pollution control”. However, there was a greater number reporting a slight (7.27 per cent) or significant (1.82 per cent) decrease. This is a greater decrease than predicted with respondents for the 2019 survey predicting no significant decrease and 3.77 per cent predicting a slight decrease.
Despite the sector not experiencing the expected growth, respondents were positive about the industry for the year ahead. The majority of respondents (54.55 per cent) expect the sector to see a slight or significant increase in work, 23.64 per cent predict it will remain the same, and a minority (just over five per cent) said there will be a slight or significant decrease. A respondent noted that there was some scope in NSW for the sector to grow as “there is a lot of aged infrastructure in NSW that will get to the point that it breaks. If there’s a serious attempt to get up to date there will be a lot of work”. Another respondent was not so optimistic for Victoria stating there was a “lack of progress with water and wastewater projects in regional Victoria”.
An eye on manufacturing
Manufacturing performed the most disappointingly during 2019, experiencing a decrease in overall work. This is a stark contrast to the predictions for the year, which expected it to be one of the top performing sectors, possibly due to a few strong growth years for the industry. Some responses from respondents included “manufacturing hasn't produced significant growth for pumps” and “manufacturing is increasingly becoming an irrelevant sector in Australia”.
According to AI Group’s May 2019 report, Australian Manufacturing in 2019: Local and Global Opportunities, this slow down was not unexpected, due to reduced global and local economic growth in the sector. However, as Australia’s seventh-largest industry for employment and sixth largest for output, there may be opportunities for the pump industry to take hold of moving forward.
Enhanced Evaporation Systems For Effective Pond Management

Remote monitoring of weather and system operation
Intelligent adaptive control system to eliminate spray drift
No clogging in high TDS waters and suitable for any pH water
Enquiries: gjc@gjc.com.au
10 Peekarra Street, Regency Park, SA 5010
Phone: 08 8118 6450 www.gjc.com.au

37 www.pumpindustry.com.au pump industry | Summer 2020 | Issue 30 STATE OF THE INDUSTRY
Quiet
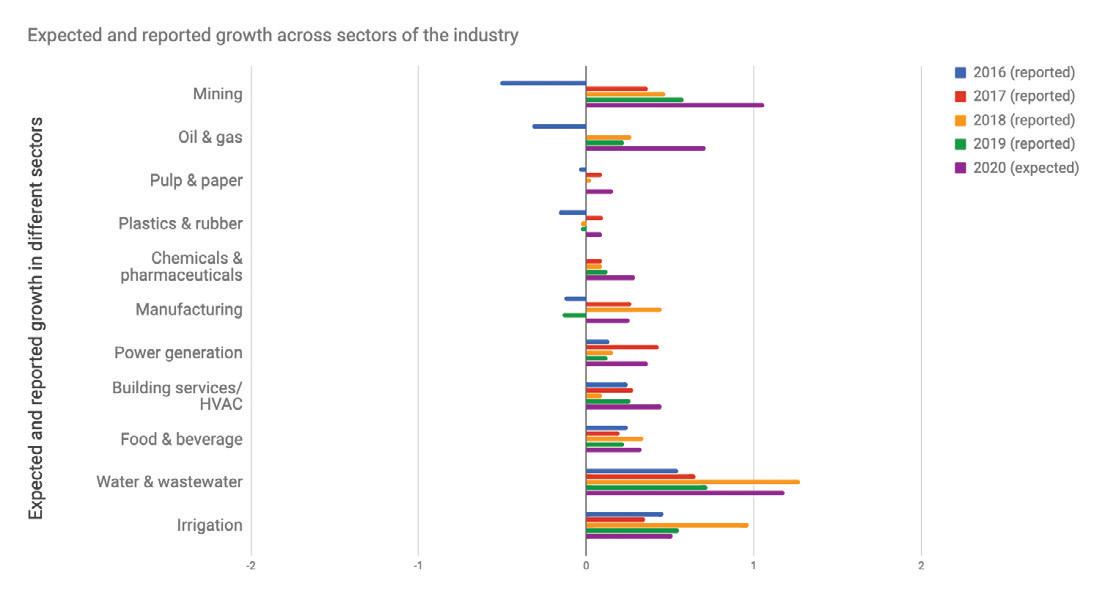
One opportunity lies in energy efficiency. The report cites increasing energy prices as a major challenge for the industry as it has impacted on manufacturers’ margins and cash flow, resulting in less cash to fund other inputs or investment.
There is an increasing interest in technologies that can allow manufacturers to generate heat through renewable energy, with heat pumps one of the technologies being explored. However, as identified in a report from Beyond Zero Emissions, while heat pumps are widely used in other parts of the world for industrial process heat applications, Australia has been slow on the uptake, despite the potential they present. One of the barriers to this uptake is a lack of local expertise in the industry. There is a chance that uptake could start increasing following several actions by the Australian Renewable Energy Agency (ARENA) including the launch of its new Investment Plan that made supporting the industry to reduce emissions as one of three investment priorities; the release of a report into renewable energy alternatives to provide process heat; and support for the Australian Alliance for Energy Productivity (A2EP) to investigate opportunities for using renewables in process heating in food and beverage manufacturing.
However, energy is only one of the challenges, with global competition and the Australian dollar playing a role in decreasing margins.
US-China trade war: challenge or opportunity?
The biggest challenge that faces Australia from the US-China trade war is the uncertainty of how it will affect businesses in the long term if it continues. The full effects on each industry needs to be considered on a case-by-case basis, and is reflected in our survey responses with 40 per cent saying it will have a negative impact and almost 13 per cent reporting it will have a positive impact. So far it has already resulted in a weaker Australian dollar and higher commodity prices, which for some has been a blessing, while it has hurt others.
In the short term, the trade war could have a positive impact on a number of sectors. For mining, there has been a boost in coal exports due to China and the US’s reliance on it for steel production. With the US placing a 25 per cent tariff on Chinese steel, not only have commodity prices for these increased, but Australia has become more competitive in the supply chain.
Tariffs on certain agricultural products such as beef, wine and sorghum, could provide Australia with the opportunity to become China’s primary supplier for these products; US products are more expensive and the Chinese Government pushes for citizens to avoid them.
PwC predicts there could also be an increase of five per cent investment and 20 per cent exports in the manufacturing sector over the next 12 months.
With greater demand, new projects and production could be ramped up, resulting in the need for new or expanded infrastructure, and companies having the money to invest in it.
While some sectors could see short-term benefit from the trade war, there are many being hit hard. While coal exports are up, iron ore exports have been down. China is one of Australia’s biggest importers of iron ore but in June 2019 imports fell to their lowest quantity since February 2016, due to China constraining supply from domestic supply sources, as well as paying higher prices for Australia’s higher-quality products.
In the long term, the trade war could cause more problems as Australia is a small, open economy. Modelling by KPMG estimates a GDP loss of up to $423 billion from a serious USChina trade conflict followed by a financial market downturn. A global recession will be a big blow to all industries and sectors.
A less optimistic outlook in the long term from PwC, suggests that with fewer agricultural products from the US, China could see an influx of cheaper products from other exporters, which would reduce prices more and make Australian products uncompetitive. Furthermore, if the US finds ways to dominate other markets, Australia could still be pushed out, despite an increase in exports to China.
Some sectors could also be adversely impacted if a deal is made between the US and China to stop the trade war. While this does not seem like it will become a reality soon, previous trade talks have shown what a deal could look like. One assumption places Australia’s LNG exports at great risk as a deal could involve China committing to buying more LNG from America, which if it goes ahead with plans to increase LNG intake fourfold over the next 20 years could be allocated to US LNG, meaning Australia will miss out. Other agricultural sectors could see a decline in exports too if China increases imports from the US under a deal.
38 pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au STATE OF THE INDUSTRY
Slight decrease No change Significant increase
Figure 5: 2019 was a disappointing year for all verticals.
For the pump industry, sectors being hit hard by the trade war are less likely to have the money available to expand and invest in new projects. A drop in the Chinese yuan has seen exports from China weaken, making them cheaper than before and more appealing to Australian consumers.
What challenges is the industry facing?
The pump industry is facing a number of ongoing challenges that will likely continue to impact the industry in 2020.
Competition driving sales
Respondents identified increased competition from online and for cheaper products as a continuing challenge for the industry, with price being cited as the biggest factor. This is expected to keep being a major challenge for the industry into the future.
Respondents also noted that there is a greater focus of end users trying to get the lowest price possible for equipment, rather than focusing on optimal performance. One respondent said this is the result of “purchasing decisions made by people who do not have the technical capacity to assess what is offered, so decisions are made on purchase cost alone rather than best value for money”. Another respondent said “clients are not necessarily looking for pre-sales service, instead looking to cut costs where possible”.
As well as cheap online products creating competition, another reason cited was that there are more pump companies selling products but the demand isn’t high enough for them all to survive.
However, despite these challenges, companies are finding ways to adapt, with technical services being a key area that can be taken advantage of. One respondent stated, “Online competition will continue to grow, however, you need the trained professionals to backup any online play in a technical space”.
Other respondents agreed with this, saying that quoting against online stores is making it hard, as companies are losing tenders over price. However, companies in Australia can look at selling the whole package, including sales, service and support as this is “a technical and complex industry, expertise is, and will be one of the most valuable requirements. Online competition doesn’t offer this”.
One respondent saw this opportunity as having a wider positive impact on the future stating, “Online competition for pumps is likely to decline due to the need for pumps to
match application requirements. No technical support in the selection process and better trained staff should lead to better selection processes.”
Getting trained staff
Training and a lack of qualified professionals was also noted as being a continuing challenge for the industry.
Respondents noted there was a deficit in trained professional staff available and there were a lot of non-skilled personnel operating in the industry, and many expect this trend to continue. One respondent said, “Lack of trained professionals is a constant challenge and will only increase as the older generations of highly skilled workers retire from the workforce. More support is required for our technical colleges and educational institutions.”
The “increasing lack of hydraulic engineers that are able to competently specify pumping systems” was reported as being a growing concern, resulting in “poor diagnostics and weekend project management”.
One respondent said a reason for this deficit of trained profession was “because the suppliers and OEMs must keep costs low, so can't employ or retain the seasoned professionals. Also, end users expect service rates at lower levels but wages increase”.
Respondents agreed that more “pump and system training is needed so everyone involved in pumped systems can understand how all the equipment in the system works together”. One respondent suggested that to do this, everyone needs to get involved as “it is all our responsibility to ensure we are bringing in younger workers and training them, not just relying on others.”
The PIA holds a number of courses in installation and commissioning, and seminars over the year for members and non-members to increase skills their in the industry.
Looking for opportunities
While 2019, did not perform as well as hoped, there are opportunities ahead for those who want to take hold of them and get a competitive edge.
After-sales support and repairs
A number of respondents identified after-sales support and repairs as areas that have seen an improvement over the last 12 months and expect this trend to continue, making it an area that companies can take advantage of.

39 www.pumpindustry.com.au pump industry | Summer 2020 | Issue 30 STATE OF THE INDUSTRY
The US-China trade war is having varying effects on different industries, but could be disastrous in the long term.
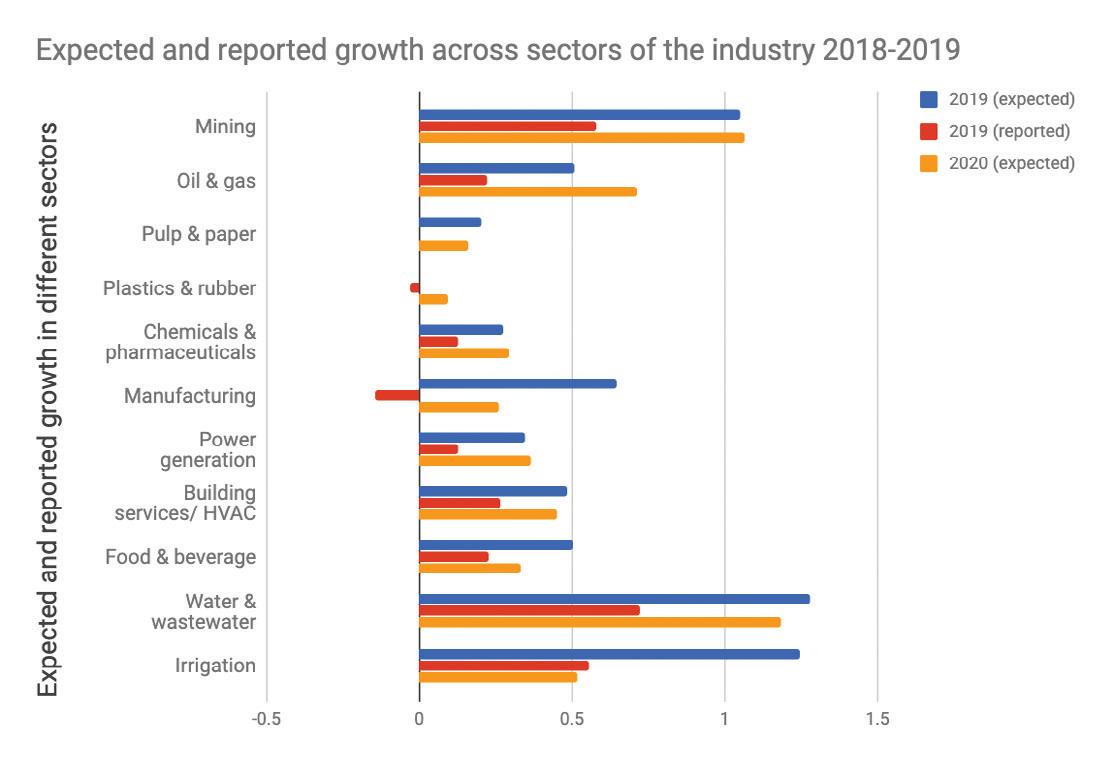
One respondent said there was an “increasing focus on service and repair of pumping equipment over replacement, due to financial restraints from end users”. Another respondent noted they had experienced this trend in process plants where there was a reduction in projects and capital improvement and an increase in repairs of existing equipment. It was noted that there was less focus on repair cost and a “tendency to move away from very ‘cheap’ aftermarket options on the market” with end users “moving back to OEMs and high-quality repairers”.
Smart technologies
A number of respondents said that smart technologies, such as smart pumps and controllers, and Internet of Things (IoT), are playing an ever-increasing role in their businesses and is set to continue growing as companies seek to improve performance and reduce manual errors.
While a majority of businesses (38 per cent) see smart technologies as being an area of opportunity, almost two per cent disagreed, with one respondent stating price is still a hindrance for end users looking for cheap options. However, overall, companies are positive that smart technologies are improving offerings to end users, and are seeing customers embracing the benefits of these technologies, including using them to get a better understanding of the overall system to then make informed decisions. According to a respondent, end users can gather information to “gain a clear picture of how the energy within a piping system is created and used” and then use “smart technology to provide a quick picture of how the energy is used”.
One respondent noted, “Promoting ROI for energy efficiency improvements and smart technologies are key opportunities for future business growth.”

40 pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au STATE OF THE INDUSTRY
Significant increase Slight decrease No change After-sales
2020.
Figure 6: The reported results for verticals in 2019 did not meet the expectations of respondents.
support and repairs provides opportunities for companies to set themselves apart and increase work in
Energy efficiency
Energy efficiency was another area identified as creating opportunities, as companies look for more energy efficient products and lower total cost of ownership.
One respondent noted that there was an opportunity for the “introduction of minimum efficiency indices for pumps and motor pumps, and better designs leading to lower power consumption, improve component life and sealing technology”.
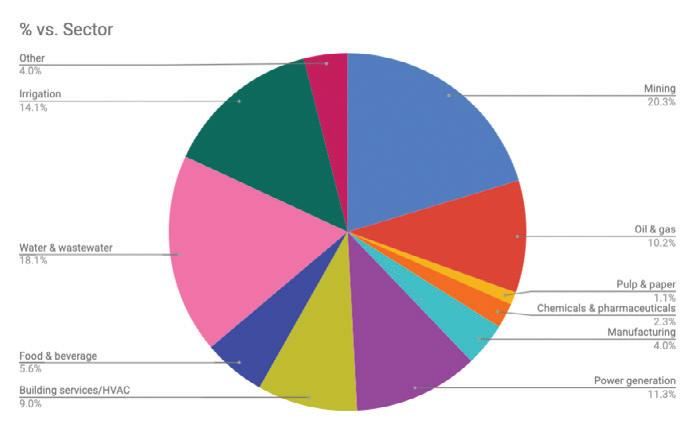
Another area identified that could be taken advantage of is “improving uptime and system efficiency of piping systems. This can have an impact on the profitability of all industries with significant piping systems”.
Building service/HVAC was a key area identified where energy efficiency was having an impact.
Renewables
As end users and governments work towards reducing greenhouse gases and reducing energy costs, renewables are continuing to gain momentum, with a majority of respondents expecting this to have a positive impact in 2020.
Respondents noted there has been an increase in solar pumping opportunities in many market sectors. While in the past, solar pumps have been favoured by irrigators, there are larger solar projects underway in different sectors. One example of this is a project being undertaken by Santos to convert 56 crude oil beam pumps to solar and batteries. Funded by ARENA, if successful it could open up greater opportunities for solar in off-grid locations on large 24/7 operations.
Pump hydro is another renewable energy that is gaining traction, with an increasing number of projects being assessed for feasibility, and continuing support from the Federal and state governments. Once these have been assessed and get funding, there could be a jump in pumping and associated equipment for these projects.
Another area identified by respondents is motors, as suppliers have found “most customers have taken the approach of implementing renewables rather than efficiency projects”.
Moving ahead in 2020
With companies more cautious for the year ahead, there is scope for sectors to see growth. However, there are a number of national and global factors such as the drought and the USChina trade war in progress that could provide opportunities or challenges depending on the market sector and where in the country they service.
The industry may be facing ongoing challenges from online competition and a lack of trained professionals, however, for those able and willing to take the risk to take hold of the opportunities that are out there, there is a chance for growth.





41 www.pumpindustry.com.au pump industry | Summer 2020 | Issue 30 STATE OF THE INDUSTRY 52 Woodlands Drive, Braeside Victoria 3195 PO Box 876, Braeside Victoria 3195 Tel: (03) 9588 6900 Fax: (03) 9588 6999 Email: info@lkdiesel.com.au Web: www.lkdiesel.com.au • Petrol engines up to 13 HP • Diesel engines up to 83 HP • Generating sets up to 30 KVA We provide diesel engine solutions to EMPOWER your business WATER PUMPS ALSO AVAILABLE
key
drive
in
Figure 7: What are the
verticals expected to
growth
2020?
FUTURE READY SUNSHINE COAST’S SEWERAGE NETWORK PREPARED FOR GROWTH
By Eliza Booth, Assistant Editor, Pump Industry Magazine

42 pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au WASTEWATER
When Unitywater formed in 2010, it inherited water and sewerage assets that had previously been operated and maintained by local councils. This presented a challenge for the utility – how would it optimise these assets to meet the needs of a thriving, growing region, and ensure its water and sewerage infrastructure could see them into the future?

Unitywater concluded that a holistic, integrated approach was needed to bring the old and new pieces of vital infrastructure together to secure the ongoing needs of expanding communities. Several major sewerage projects built on the Sunshine Coast to cater for the forecast growth are now complete. Bringing them online together in a mega-commissioning makes the region’s sewerage network future ready.
Securing the needs of a growing population
The expanding population in the regions Unitywater services was a major factor in the decision to upgrade and link the sewerage network and helped determine when and where upgrades were undertaken and new infrastructure would be built.
“Working on the basis of identified growth areas and population projections to 2030 and beyond, we could
determine how and when to best upgrade our sewage treatment plants, and how and where to build new trunk mains and pumping stations of the wider sewerage network,” Amanda Creevey, Unitywater Executive Manager Sustainable Infrastructure Solutions, said.
“This gave us the opportunity to take a long-term, holistic review of the sewerage needs of a rapidly growing region of South East Queensland and plan for its future.”
Planning for the future by preparing today
With multiple projects happening in tandem across the network, having a long-term plan in mind was the key to success.
“Our long-term plan for the Sunshine Coast is that the existing Kawana Sewage Treatment Plant will treat the region’s major sewage load. This meant undertaking a $74 million upgrade of the facility to more than double its capacity from
43 www.pumpindustry.com.au pump industry | Summer 2020 | Issue 30 WASTEWATER
serving the equivalent of 90,000 people to 200,000 people,” Ms Creevey said.
Unitywater is also considering the possibility that the Kawana STP may ultimately need to treat the sewage for over three times its recently upgraded capacity, or the equivalent of 600,000 people.
At the same time as the upgrades at the Kawana STP were taking place, Unitywater also upgraded three key sewerage systems: the Caloundra Sewage Transport System and the Mountain Creek to Kawana Sewage Transport System – both completed in 2018 – and the Maroochydore Coastal Sewerage Network, which was due for completion in January 2020.
“While the projects included installing two new sewer rising mains, constructing one new sewage pumping station and upgrading another five, commencement of the commissioning of the new biological treatment process at Kawana Sewage Treatment Plant in September was the keystone in the wider plan, allowing them to be linked and commissioned together,” Ms Creevey said.
“The result is a modern sewerage network and treatment facility, designed and built to meet the future needs of one of South East Queensland’s highest growth areas."
Working together to deliver
Planning for a project of this level required Unitywater to prepare extensively with multiple teams working together to secure a successful outcome.
Ms Creevey said that preparation for the integration and commissioning of the projects was more than six months in the planning and Unitywater took no risks when it came to the extensive works.
“Two project managers worked closely together – one responsible for the Kawana Sewage Treatment Plant and the other for the pipes and pumps of the sewerage network.
Together they devised a holistic plan of deliverables and milestones that would ensure everything would work as planned,” Ms Creevey said.
“No assumptions were made; for example new valves that had been installed months or even years earlier, were all pretested to ensure they were operational.”
Upgrading vital pumping stations
As part of the works, major upgrades to two pumping stations at Mountain Creek played a vital role in bringing new life to the network. Among the works to increase flow rate and efficiency, Unitywater utilised innovative equipment to manage sewage surges caused by increased pressure from the network.
Ms Creevey said the two upgraded sewage pumping stations were vital contributions to the new sewerage network.
“One had its pumps increased from 48kW to 70kW and the second from 56kW to 132kW, providing higher flow rates and greater efficiency,” Ms Creevey said.
“Each boasts an innovative pressure vessel that protects the network from surges that strain the system and can result in bursts and sewage spills.
“The pressure vessels are a new design and have been installed in only two of Unitywater’s 787 sewage pumping stations. The pressure vessels have minimal moving parts and require little instrumentation and control. They manage any sewage surges caused by high pressures in the sewerage main that could result in pipe rupture.
“A mechanical seal within the vessel essentially compresses a spring to absorb pressure and keep the main pressure lines constant and within design. These pressure vessels, with a 40,000 litre and a 35,000 litre capacity, control the process on their own and require very little maintenance.”
In addition to the installation of the new surge vessels, both pump stations had their wet wells upgraded with larger pumps,


44 pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au WASTEWATER
epoxy relining, new valves, washers and pipework. The pump stations also had their odour control units upgraded, and new switchboards and variable speed drives installed.
Procuring, selecting and maintaining the pumping equipment
Selecting the right equipment and materials for the pump station upgrades was an essential task for Unitywater.
“Equipment selection needs to ensure that the correct materials are used to handle the process, pressures, volumes and flow rates for the projected life of the asset,” Ms Creevey explained.
“Unitywater’s planning team runs a series of process modelling exercises to size the equipment appropriately so it can service the growing population within the sewerage catchment.”
Once the breadth of the works was decided, Unitywater wrote a scope of work for the design and construct of the pumping stations, which then went to market for tender.
Looking to the future maintenance of the pumping stations, Unitywater took steps early on to ensure an ongoing maintenance plan was in place for the new assets.
“As with all new pumping assets, Unitywater’s Mechanical and Electrical team is responsible for preventative maintenance requirements which are planned into the team’s workload,” Ms Creevey said.
“Early engagement and clear communication between the integration project managers, and Mechanical and Electrical, and Operations teams helped to plan ongoing maintenance requirements of the new assets for their design life. The new pressure vessels are expected to require less than half the standard maintenance of others in the network.”




45 www.pumpindustry.com.au pump industry | Summer 2020 | Issue 30 WASTEWATER Tel: (03) 9699 7355 www.pressureandsafetysystems.com.au 9479P&SS-PIM We handle Pressure ® Triple OffseT ValVe lOW OperaTiNG TOrQUe HiGH iNTeGriTy sHUT-Off • SUITABLE FOR - LIQUIDS, GASES & STEAM • TEMPERATURE RANGE -60°C TO +427°C • ISO STANDARD ACTUATOR MOUNTING • FULLy LUGGED • BUTT-wELD ENDS • DOUBLE FLANGED SHORT FACTORY LEAD TIMES
INSTALLING SOUTH EAST WATER’S LARGEST PRESSURE SEWER
Last year, South East Water completed the installation and commissioning of one of its largest pressure sewer projects to date. Installed at a greenfield industrial site in Dandenong South, the pressure sewer (which was an existing network in the area) services a truck wash, workshop and large office facilities, and needed to be able to handle the waste generated by the operations on site. Due to the size of the system, site requirements and deadline, careful design and planning was needed to ensure it was delivered successfully and on time.

46 pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au WASTEWATER
The 15kL primary storage tank and 10kL emergency storage tank, ready to be installed.
South East Water’s Pressure Sewer Manager, Chris Smolka, said the greenfield site was selected by a customer as a new base of operations and they needed a sewer network capable of disposing of the wastewater generated by the truck wash and other activities on site. Designing the system
South East Water’s Planning and Design team gathered information about the site’s purpose, expected flows and other details required from the customer to help determine tank size (allowing for 24 hours of storage) and pump requirements, as well as system design and configuration.
“We expect the truck wash on its own to generate around seven kilolitres (kL) of trade waste every day, but our sewer system is built to handle it all and much more,” Chris said.
“The system is made up of a primary vessel of 15kL, complete with a three phase duplex pump set, and an adjoining 10kL of emergency storage capacity, resulting in a total effective capacity of 25kL. A Programmable Logic Controller (PLC) operates the system which enables constant monitoring and management by our Sewer Operations team.
“In the system design stage, a great deal of focus is placed on simplicity of operation and maximising the lifecycle of the system. When the design was finalised, a simple procurement and tender process was undertaken.
“The key factors considered when selecting a pump for this project were reliability, suitability and availability of replacement parts and pumps.”
Chris said once the design solution had been approved, the utility worked closely with the customer to meet their deadlines.
“Planning for such an installation will often require multiple site visits, additional meetings/conversations with the customer and appointing a contractor to perform the installation,” Chris said.
“Then it’s a matter of planning for the day of installation including logistics considerations, e.g. delivery time of the tank from the supplier, site safety management plan and coordinating with other trades that may be onsite. Finally, having a contingency plan should events change such as inclement weather on the day of scheduled installation.”
Meeting project deadlines
Chris said there were some significant challenges in relation to timing and project deadlines that the team had to overcome.
“The tanks were a bespoke design, so we worked closely with the supplier to ensure the tanks would be manufactured and delivered in time. Sourcing the appropriate system controller in a quick time frame also required us to work with our suppliers to enable a solution to be delivered when needed,” Chris said.
The space constraints of the property also proved to be a challenge as well as the size of the pressure sewer installation itself.
“This was one of, if not the biggest pressure sewer installations we’ve installed, and with increased scale comes increased risks onsite which need to be proactively and reactively managed,” Chris said.
“Thorough planning was required beforehand. The available footprint for the installation was not particularly large, so our Works Supervisor and installation contractor worked closely to ensure site safety. Excavation size, spoil management and trench shoring methods were all key safety considerations.”
Monitoring the pressure sewer
As part of South East Water’s wastewater network, the utility monitors the system via the PLC and undertakes maintenance as required.






47 www.pumpindustry.com.au pump industry | Summer 2020 | Issue 30
WASTEWATER
“The pressure sewer system is monitored 24/7 via the PLC that will alert our Operations Control Room if there are any issues affecting the performance of the system. Concerns that can’t be resolved remotely will then result in maintenance crews attending site with the knowledge of what will be required to resolve any operational issues and revert back to a monitor and act approach. No proactive maintenance is undertaken,” Chris said.
A successful installation
With careful design and planning undertaken by the team at South East Water, the customer now has a safe, reliable and cost effective system to dispose of wastewater, and has a long lifecycle and low maintenance costs for the utility.
“After the installation we took the opportunity to discuss with the key stakeholders what worked well and, importantly, what could be done more safely, efficiently and effectively. On the whole it’s been a success but some important lessons will help us continue to improve and strive for the most effective and efficient install,” Chris said.
Chris said he was really proud of the team and contractors for their hard work and commitment in ensuring they implemented this project smoothly and efficiently.
“The project was run to a very tight deadline and on top of that, this installation was on a scale not regularly encountered.
“Our employees and contractors went above and beyond to ensure a safe and effective delivery of this system. This was a testament to their care and dedication to achieving a positive outcome for the customer,” Chris said.


48 pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au WASTEWATER
primary storage
the
area.
tanks in the ground and the Programmable Logic Controller in situ.
Lowering
of the 15kL
tank into
excavated
Post installation –


UPGRADING
Bridge’s wastewater services AND RELOCATING
Murray
50 pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au
WASTEWATER

With a growing population and a wastewater treatment plant that had reached maximum capacity and the end of its design life, Murray Bridge was in need of upgraded wastewater services to meet the needs of the expected future growth of the township. To cater to this growth, SA Water is undertaking a $52 million project to construct a new wastewater treatment plant, three pump stations and two new pipelines. Careful planning and design were needed to ensure the requirements for pumping infrastructure were met, as well as community concerns, as the plant is being constructed at a new location.
51 www.pumpindustry.com.au pump industry | Summer 2020 | Issue 30
WASTEWATER
John Holland General Manager Water Services, Mal Shepherd, with SA Water General Manager Asset Operations and Delivery, Mark Gobbie, at the site of the new Murray Bridge plant.

The Murray Bridge Wastewater Treatment Plant, located south east of the township near the River Murray, was constructed in 1970 and no longer has the capacity to treat the existing or expected increase in wastewater created from the population growth of the town.
In October 2018, SA Water contractor John Holland began construction of a new wastewater treatment facility which, once completed in the first half of 2020, will have a capacity of 4.6 million litres per day. John Holland is also leading construction of three new pump stations and the installation of 18km of underground pipelines connecting the new wastewater treatment plant and the township.
Relocating the wastewater treatment plant
The new wastewater treatment plant is being relocated from the site of the current plant, to a site located approximately 10km south of the township, across from the Brinkley Waste and Recycling Facility.
To help determine the most appropriate location, SA Water considered a number of criteria, such as odour management, distance from urban areas, cost, water reuse opportunities and environmental/heritage conservation.
“A key reason for relocating the new wastewater treatment plant away from the River Murray floodplain and residential areas is to help eliminate the current source of odour and the potential for discharge into the river during high flood events, therefore improving the plant’s environmental performance,” said General Manager of Asset Operations and Delivery, Mark Gobbie.
Constructing the pump stations
The new location of the wastewater treatment plant was also one of the main challenges to overcome in the design and planning stage of the three new wastewater pump stations.
“We needed the sites to have both optimal hydraulic positioning but also blend in or enhance the surrounding spaces. The selected location for ‘booster pump station 33’ met requirements regarding elevation to the new wastewater pump station site, but was also near one of the main entrances to Murray Bridge, so we couldn’t risk it becoming an eyesore,” Mr Gobbie said.
“Our solution was to incorporate an innovative and unique artwork installation into the pump station design.”
SA Water also reviewed specifications for all pumping
equipment as part of the Murray Bridge project, prior to John Holland selecting the pumps that would be installed.
“Our Engineering team analysed the hydraulics, physical installation, materials and mechanical aspects of each piece of equipment. This helped to provide assurance the pumps will achieve ultimate design intent, i.e. that they will work how we need them to,” Mr Gobbie said.
Choke resistance and efficiency were amongst the aspects taken into consideration during the analysis, as well as maintenance and repair.
“For wastewater pumps, the most important factor to consider is choke resistance. This is the ability for the pump to efficiently pass solid matter through the wastewater network, and this is the primary driver of a reliable system. Second to this is efficiency – energy efficiency, and efficiency in managing flow and pressure,” Mr Gobbie said.
“Both capital and operational (including maintenance) expenditure were assessed as part of our competitive tendering process for the Murray Bridge project. As part of a standard performance proving period, our contractor John Holland will also manage the operation and maintenance of the new treatment plant for two years following completion of construction. During this time, the local SA Water depot team will shadow our contractors to enable a smooth transition at the end of the two-year period.
“Supply and installation verification, dry and wet precommissioning testing, hydrostatic testing and standard factory testing in accordance with relevant industry standards are undertaken as part of our general commissioning process for all of our new pumping equipment.”
Mr Gobbie said an ongoing routine maintenance plan for the new Murray Bridge Wastewater Treatment Plant site is still in development and will be implemented at the beginning of John Holland’s performance proving period, in mid-2020.
Enhancing the treatment process of the plant
As part of the new wastewater treatment plant, a new enhanced treatment process is being installed.
Mr Gobbie said this treatment process includes a biological process called a ‘moving bed biofilm reactor’ (MBBR), and Murray Bridge is one of the first non-industrial wastewater treatment plants in Australia to use it.
“This technology is able to break down sewage into sludge in a more compact and efficient way than conventional
52 pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au
WASTEWATER

methods. The sludge is eventually turned into an organic material called biosolids, which can be used like compost to improve soils and some crops.
“MBBR was included as part of the concept design within the tender put forward by our now contract partner John Holland. John Holland was chosen as the contractor as part of our competitive tendering process, which aims to provide the best value for money for our customers. Tenders were assessed on criteria such as cost efficiency, technical capability, environmental sustainability and innovation.”
Creating a work of art
To make ‘booster pump station 33’ less of an eyesore, a unique artwork installation is being incorporated into the design.
“Designed by Aboriginal architect and visual artist Paul Herzich, and in consultation with the Ngarrindjeri Regional Authority, the site’s landscape and architectural design focuses on sharing Ngarrindjeri culture and their connection to water with the wider community,” Mr Gobbie said.
“The main feature will be an interpretive walking trail around the pump station, which depicts the area of Ngarrindjeri Country and important water sites within it, including the River Murray, Murray Mouth, Coorong, Lake Alexandrina and Lake Albert. Blue and brown cladding material, made primarily of corten steel, also references the river system and the creation story of how the Murray came to be. A really special part of the new site will be an art sculpture of Kungari (black swan) eggs, chosen due to the bird’s Ngartji (Totem) significance to Ngarrindjeri people.”
A range of native plant species and various educational signage is also planned for the site.
The current treatment plant will be gradually decommissioned after completion of the new facility in 2020 with some new infrastructure on the site to form part of the upgraded wastewater network.
At Brown Brothers Engineers we have expanded our capabilities with two more quality pump manufacturers. In addition to the current world leading brands we can now offer the following range:
VERTICAL TURBINE PUMPS
Layne Bowler vertical turbine pumps have a proven record under the most demanding and toughest of conditions.

• Flows to 2,300 L/Sec
• Heads to 350 m
• Power to 1000+ kW
• Temperatures to 150°C
• Bowls Diameter up to 45 inch



WELCOME TO THE BIG END OF TOWN.
When high head and high flows are required look no further than this quality Italian made range.
• Flows to 5000m³/h
• Head to 220m
• Pumps that exceed EN733 (DIN 24255 standard)



Call us today to see how we can deliver your pumping solution.
53 www.pumpindustry.com.au pump industry | Summer 2020 | Issue 30 WASTEWATER Ph: 1300 4 BBENG www.brownbros.com.au
NCBK Series SKD Series NCA Series
DELIVERING PUMPING SOLUTIONS 06/19
HYBRID ELECTRONIC AND HYDRAULIC VALVE CONTROL – PLANT AND NETWORK LIFESAVERS!
By Roger Lah, Technical Products Specialist, Cla-Val

A recent visitor to our facility described the lengthy process that entails when a power failure occurs and what that means to his utility’s water treatment plant operator. The operator has to quickly close fifteen motorised valves manually in order to prevent water overflowing onto the plant floor. The valves are usually controlled by a Programmable Logic Controller (PLC), to control flow into a filtration backwash process, utilising venturi flowmeters. These types of valves are susceptible to cavitation problems and therefore a hydraulic pressure reducing valve is normally installed upstream to reduce the pressure and prevent cavitation.
pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au 54 VALVES

This traditional arrangement requires significant piping space for two valves and a venturi flowmeter. Furthermore, power failure to the motor operated valve can cause significant problems.
Fortunately, the hydraulic pressure reducing valve can now be replaced with a hybrid multi-function electronic and hydraulic metering valve. This valve is capable of measuring and controlling flow based on valve position and differential pressure sensors installed on the valve. It also incorporates anti-cavitation trim to prevent cavitation due to the high pressure drop into the filtration process.
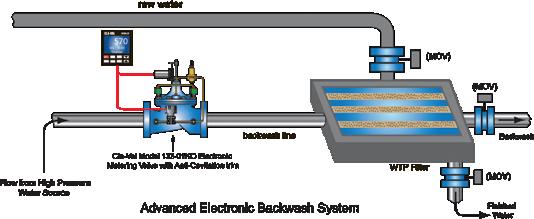
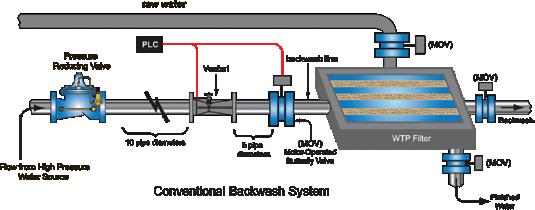
The electronic metering function utilises dual solenoids and simply changing the upstream closing solenoid from normally closed to normally open will result in hydraulic valve closure when a power failure occurs. This allows the plant operator to handle other important duties when the inevitable loss of power happens. The single metering valve replaces the previous lengthy piping arrangement, saving significant space. And because the replacement valve discharges directly into the filtration process, a hydraulic pressure limiting function can be added to provide a 'hydraulic guarantee' against over pressurising the system.

valve with anti-cavitation trim and “power failure close” solenoid.
Hydraulic pressure reducing with electronic 'time of closure'
In another treatment plant application, this time utilising prefabricated treatment equipment, a hydraulic pressure reducing valve is used to limit the pressure into the process. A relief valve provides protection for a long, ten mile pipeline feeding into the plant, when a fast closing butterfly valve, shuts down the process.
The engineer’s surge analysis determined that the pressure reducing valve was required to close in 12 minutes when this occurs and a standard closing needle valve is really incapable of controlling these long closing times. The simple
www.pumpindustry.com.au pump industry | Summer 2020 | Issue 30 55 VALVES
Metering

answer was to modify the pilot control system to perform a switch between the normal pressure reducing function and electronic controlled closing of metering flow to zero flow, in a programmable time period.

A third solenoid installed switches between the normal hydraulic control to electronic control when the system shuts down. Operators can easily see on the valve controller screen the status of the closing sequence. They are also able to adjust closing times, if the required closing time requires amendment.


This valve therefore accomplishes two very important functions: a hydraulic pressure reducing function during normal operation, and an electronic “time of closure” function to prevent surging in the long upstream pipeline.
Numerous hybrid electronic and hydraulic combinations
Many other hydraulic and electronic functions can be combined onto one valve, which can reduce the number of valves in an installation, protect aging and sensitive pipes, or prevent overflow of tanks and reservoirs. A particularly popular combination is an electronic flow control with a hydraulic pilot control to limit downstream pressure. This example of hybrid electronic and hydraulic control allows normal electronic flow control unless downstream pressure exceeds the limit of the hydraulic pilot setpoint.
Electronic flow control valve with hydraulic protection of downstream piping

At one recent project startup, an electronic flow control valve began to open, but was unable to barely crack open. A check of the downstream pressure gauge revealed that downstream pressure had already reached the setting of the pressure limiting pilot control. It transpired that the water district had forgotten that an isolation valve had been closed some distance downstream. In effect, the hydraulic control system prevented a pipe break from occurring.
pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au 56 VALVES
Hydraulic pressure reducing valve with electronic controlled time of closure.


In fact, the electronic control system is capable of multiple functions such as flow control and pressure reducing. In this instance, the hydraulic pilot can be used as “backup insurance” where the pilot control adjustment is set to not interfere with normal electronic multi-function control. Normal operation consists of electronic flow control and electronic pressure reducing control, and seamlessly transfers between functions with specialised software. In the event of power failure or solenoid malfunction, the hydraulic pilot will take over and limit downstream pressure, preventing pipe breakage.
Up to four modulating electronic functions are possible, including flow, pressure sustaining, pressure reducing and level control. Reservoir level control, for example, can include flow control and pressure sustaining control. Conversions of existing altitude control valves often include the hydraulic altitude control pilot for backup control to prevent overflowing of a tank. Often there is a long pipeline upstream of these valves which is susceptible to surging during valve closure. A hydraulic 'surge relief override' pilot control prevents this in case of faster than normal valve closure.
Motorised valves are typically used to control a single function and offer limited or no capabilities to provide multiple electronic functions with hydraulic backup functions. Replacing these valves with hybrid electronic and hydraulic control can certainly reduce the number of valves required and can offer very useful “insurance” against power failures and costly line breaks.





www.pumpindustry.com.au pump industry | Summer 2020 | Issue 30 57 59 Export Dr Brooklyn VIC 3012 Email: sales@wellcross.com.au wellcross.com.au 656 276 AUSTRALIA’S TRUSTED DIESEL POWER AUSTRALIA’S TRUSTED DIESEL POWER Adelaide | Brisbane | Melbourne | Perth | Sydney | Townsville POWERED BY POWERED BY CROSSLEYTM ARE YOU RUNNING YOUR PUMPS WITH GENERATORS? We can custom design generators to suit your pumping and irrigation needs, soft start, VFD or DOL.
VALVES
Hybrid electronic multi-function valve conversion with altitude and relief override pilots.
Strengthening Geraldton’s WATER SUPPLY NETWORK
The recent ‘retirement’ of a 67-year-old cast iron valve in Geraldton, WA, is just the start of a huge $800,000 valve replacement program for the city’s critical valve network, ensuring that valves are operational and interruptions are contained for several decades to come.
Water Corporation’s 2018-19 program to upgrade Geraldton’s critical valve network is designed to ensure that valves operate as effectively as possible, allowing the Corporation to continue isolating and controlling the flow of water through pipes, and in turn, reducing the number of residents and businesses impacted by water outages.
“In Geraldton alone, Water Corporation manages over 200km of water main. Valves are essential to our water supply network,” said Water Corporation Mid West Regional Manager, Stephen Greeve.
The importance of valves to the supply network became particularly evident when a 67-year-old 600mm valve, nicknamed ‘John’ after a valve manufacturer, became inoperable. This meant that the water being supplied to approximately 4,000 customers living downstream could not be controlled in the event of an unforeseen break in the pipe network.
During the work on the valve replacement, Water Corporation also worked in parallel to replace a number of smaller valves within the isolated area to strengthen the network.
Project planning and procurement
The extensive planning process for the project took several months, with Water Corporation working with its design, project and operations teams to overlay installation requirements.
The replacement process for ‘John’ involved unique challenges and required its own careful planning.
According to Mr Greeve, the procurement process involved purchasing the fittings and valves required for the work through specialist manufacturers.
“These were custom-made to accommodate the unique configurations of the network. Additional contingency fittings and parts were also manufactured to assist with future maintenance,” Mr Greeve said.
To reduce inconvenience to customers, Water Corporation made plans to carry out the work at night.
“Night works carry additional safety risks, which were heightened by extreme weather conditions. The initial program was rescheduled due to severe wind gusts and heavy rain on the night, which presented some challenges in terms of keeping our customers and key stakeholders well informed,” Mr Greeve said.
With these custom parts being installed to improve Water Corporation’s ability to manage the flow of water through pipes, Geraldton will soon benefit from a more secure water supply and fewer interruptions.
Some of the elements involved in the project include:
• Site preparation and excavation
• Equipment-hire including cranes and heavy machinery
• Site security measures and traffic management
• Legal permits applications
• Design and ordering of parts and material
• Methodology for work involved
• Pipe draining and recharge
• Assessing of risks to personnel and safe job planning
• Implementing controls to mitigate risks
• Customer notifications
• Contingency measures
• Resource planning and contractual arrangements

VALVES
pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au 58
Zetco has all the options Australian ingenuity with Italian quality you can trust

Don’t risk being non-compliant with the new Queensland Building & Construction Commission regulations.
Manufactured to Zetco’s high standards in Italy, our extensive range of WaterMarked valves passes rigorous design and testing processes to ensure that every valve is of premium quality. Ask for Zetco WaterMarked valves at major plumbing retailers.
Zetco Valves. Best range. Best quality. Best brand.
1300 659 639 www.zetco.com.au IAPMO WM-000110 AS 5830.1
DP Ag: HARNESSING THE SUN FOR GREATER PUMPING EFFICIENCY

In this case study from the NSW Department of Planning, Industry and Environment, DP Ag, a cotton farm in Moree replaced its old diesel guzzling irrigation system with a much more efficient and reliable solar-diesel hybrid that uses less than half the diesel of our old system. DP Ag Director, John Mulligan, talks about the project and the energy savings realised.
About us
DP Ag is a family-run farming business producing fine grade cotton from a 200 hectare site in Moree, NSW. We’ve been growing cotton since 1978, producing around 400 tonnes of lint a year. We market our cotton to merchants in Australia who then on-sell overseas, to China and other markets.
Our situation
Cotton, being a desert plant, is more drought and heat tolerant than many other crops. It uses about the same amount of water as most other summer crops, and less water than rice, maize and many vegetable crops.
At our farm, rainfall is supplemented by irrigation. We have a diesel irrigation pump which operates whenever rainfall is low, and around the clock during the hot dry months between October and February.
The pump uses more than 67,500 litres of diesel fuel per year and because of the high cost of diesel, we had to look at ways to reduce the cost.
What we did
With the support of the NSW Government and assistance from our consultant, we upgraded our traditional diesel engine irrigation pumping system to an off-grid solar-diesel hybrid power plant. This means that during the day the pump is
powered by solar energy when sunny, and diesel at night and when it’s cloudy.
The system consists of a diesel generator, a pump motor and a 70 kilowatt solar power system. The solar power system is a ground mounted solar array, located in an optimum location on the farm for maximum solar gathering.
The upgrade also included an energy management control system with a variable speed drive to better regulate the pump motor’s power needs – particularly outside of peak periods, ensuring that it doesn’t run at full speed when the demand is low. The control system manages the diesel generator, solar power system, variable speed drives output and the fuel supply.
We’ve reduced our diesel consumption by 60 per cent, saving us more than $46,000 a year.
- John Mulligan, Director DP Ag Pty Ltd
60 pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au
SOLAR PUMPS

BY THE NUMBERS
Cost of upgrade: $180,589
Estimated cost savings: $46,500 a year
Fuel savings: 40,760 litres of diesel (60 per cent of existing annual consumption)
Simple payback: Less than four years
THE TECHNOLOGIES
Solar-diesel hybrid power plant
Solar power systems that convert sunlight into energy can be integrated with existing diesel-powered systems. Also known as photovoltaics, these electronically-controlled systems can operate remotely, around the clock in 'hybrid' mode and in 'solar-only' mode during the day.
Variable speed drives
When a single pump is required to operate over a range of flow rates and pressures, such as in irrigation, standard procedure is to design the pump to meet the greatest output demand of both flow and pressure. For this reason, pumps are often oversized and they will be operating inefficiently over a range of duties.
This common situation presents an opportunity to reduce energy requirements by using control methods such as a variable speed drive.
By installing a variable speed drive to an irrigation pump motor, the frequency of the electrical power supply can be regulated to match the irrigation volume or pressure requirements.
The results
The new pumping system is saving us on average more than 40,000 litres of diesel annually, representing a 60 per cent saving. That's around $46,500 in savings per year.
The system gives us energy savings even when we are pumping water 24/7 in the peak use season between October and February. The multiple sensors and computer modem communications lets us monitor and control it remotely, meaning we don’t have to go to the site in the middle of cold nights or on wet days.
We also use water more efficiently now. The systems lets us extract water consistently over the course of the year, reducing water level draw down during dry periods when demand for water is at its peak.

61 www.pumpindustry.com.au pump industry | Summer 2020 | Issue 30 SOLAR PUMPS
Image courtesy of NSW Department of Environment and Heritage. Photographer: Wayne Pratt
John Mulligan Director DP Ag. Image courtesy of NSW Department of Environment and Heritage. Photographer: Wayne Pratt

Four common causes of pump failure
Pump failure can result in costly downtime, repair and damage. Understanding the causes of failure can help in the selection of the pumping equipment to reduce the chances of it occurring. Here, we look at four common causes of pump failure and how to avoid them.
Cavitation
Cavitation is the result of insufficient pressure at the suction end of the pump or Net Positive Suction Head Available (NPSHa) causing the liquid in a pump to turn into vapour at low pressure. At low pressures, this creates air bubbles which implode as the liquid moves from the suction side of the impeller to the delivery side. The air bubble implosion generates a shockwave that stresses the pumps’ internal surfaces, creating vibration and mechanical damage, and can ultimately result in failure.
When this occurs repeatedly, cavitation can cause pitting and fractures in the impeller, volutes and casing, weakening the metal, increasing resistance to flow and reducing pumping efficiency. The shock loads from cavitation can also decrease the service life of the shaft and motor.
Cavitation and the related problems it causes can greatly impact the life of a pump, reducing it by 10-15 years, or even more in extreme cases.
Cavitation is most easily avoided during the design stage, ensuring the chosen pump will have sufficient NPSHa so that the liquid remains above vapour pressure. The NPSH will need to be calculated for each application as vapour pressure is different for different liquids and varies with pressure and temperature. This can then be used when selecting a pump as manufacturers will be able to provide the Net Positive Suction Head Required (NPSHr) for any of their pumps to match it with the specifications.
Corrosion
Corrosion in pumps is the result of a chemical reaction between the metal and the fluid being pumped. This reaction can cause uniform corrosion of the wet surfaces – found mostly in pumps made from non-stainless steel materials – or localised corrosion of a small portion of the components –occurring most commonly where metals that form oxide layers that adhere to and passivate the surface.
When corrosion does occur, pump performance and efficiency can be affected, increasing the need for more frequent maintenance and more downtime, and if left untreated it can lead to failure.
The key to mitigating corrosion is by selecting a pump manufactured from the most appropriate materials for the application.
Cast iron is amongst the cheapest options for pump materials and is often used for casings. It has good corrosion resistance to neutral and high pH liquids, making it a popular choice for general purpose, irrigation and mining pumps. However, it is not suitable for low pH applications where it is more prone to corrosion.
Stainless steel is one of the most commonly used materials for pumps as it has good corrosion resistance in a wide range of environments where other carbon and low alloy steels would corrode. Under some circumstances, such as exposure
to aqueous environments where chloride is present, pitting corrosion may occur on lower grades of stainless steel. However, this is not an issue for higher grades of stainless steel, which have a high level of corrosion resistance.
Therefore, corrosion is most easily avoided when selecting a pump. Material selection will determine corrosion resistance in a particular application as well as the pump’s overall cost, including initial cost, maintenance, replacement, downtime, lifecycle and reliability.
Fouling
Fouling occurs when particulate matter adheres to a pump’s internal surfaces, most commonly in the distribution lines connected to the intake or outflow. When this occurs, pumping efficiency and flow capacity are decreased, and may eventually lead to failure.
This is an unavoidable problem, but is more prevalent in applications where the fluid being pumped contains particles. However, various cleaning methods can be used to maintain the pump and improve efficiency and capacity.
Wear
Wear is inevitable when running a pump, however, there are a few factors that can cause excessive wear, speeding up deterioration of the pump.
Particulate matter in the pumped fluid can lead not only to fouling but also increases the pace of wear on a pump. These particulates scour a pump’s interior surfaces and roughens them, reducing pumping efficiency over time as it needs to work harder to move the fluid. Eventually, the pump will become so worn that it will be unable to produce enough lift and may cause excessive vibration.
Wear can also be the result of an improperly sized pump which can cause an imbalance of pressure, putting undue stress on the bearings and seals; turbulence; fluid velocity; deterioration of wear rings; and erosion and corrosion.
Wear rate can be slowed down by ensuring the pump size and materials are suitable for the application, and regular maintenance is carried out to find and fix any problems before they result in unexpected downtime or pump failure.
Going to the experts for help
Malcolm Eyre, Managing Director at Franklin Electric, said it is important to talk to a manufacturer if you’re unsure what pump will be best for your requirements, or if you’re having problems with your current pumps.
“As a manufacturer, we place a high value on providing our customers with the best and most reliable solution for their application; finding a pump that not only matches the needs of the client, but also their budget, no matter if they’re looking at short or long-term cost savings.
“As we are based in Australia with both regional and metro teams, we are able to send one of our experienced engineers to assess your application for the right pump, or to help you troubleshoot any issues you might be having with your current Franklin Electric pump(s) or undertake any required maintenance.
“Pumps will inevitably need maintenance at some point and having access to a pump engineer that can come direct to you to get your pump working optimally again is important. The manufacturer is best placed to undertake this maintenance, and evaluate and troubleshoot any problems you might be having as they will know what the best solution will be for that pump.”
62 pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au
SOLAR PUMPS | PARTNER SOLUTIONS
Reliable irrigation solutions

Franklin Electric has over 75 years of experience providing industry-leading technical service to the irrigation industry, providing support and advice to keep you pumping in even the most rural areas.
Leading the industry in service standards

www.franklin-electric.com.au 1300 670 060

SNOWY 2.0 UNDERWAY
Snowy 2.0 is a major pumped-hydro expansion of the existing Snowy Mountains Hydroelectric Scheme, operated by Snowy Hydro Limited.
POWER GENERATION pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au 64

Construction of the original scheme started in 1949 and was completed in 1974. It now comprises nine power stations, housing 33 turbines with a total generating capacity of 4,100MW, one pumping station, one pumped storage facility, 16 major reservoirs, 145km of interconnected tunnels and 80km of aqueducts.
The new Snowy 2.0 project will utilise the scheme’s existing Tantangara and Talbingo reservoirs (with a gross head differential of over 700m for power generation) by constructing 27km of connecting power waterway and an underground power station.
Snowy 2.0 will add 2,000MW of energy generation capacity and, with the capacity to generate power for seven days without recharge pumping, it will provide 350,000MWh of energy storage to Australia’s energy supply reserves.
As aging thermal power stations are being retired and the share of renewable energy sources such as solar and wind power is increasing in the energy market, the Snowy 2.0 pumped storage project is pivotal to Australia’s economy and energy transition, to balance the intermittent availability of wind and solar power with large-scale energy storage. Together, renewable energy resources and Snowy 2.0 will contribute to the stability of Australia’s energy system as it moves into a low-emissions future.
Project history
Plans to construct a hydropower station between the Tantangara and Talbingo reservoirs were first considered in 1966, with subsequent studies undertaken in 1980 and 1990. Initially, a scheme of 500MW capacity was investigated, which was increased in the 1990 study to 1,000MW. By 2017, due to the forward energy outlook, the increase in renewables within the National Electricity Market (NEM) and the need for huge amounts of storage in the future, a project capacity of 2,000MW was adopted.
A feasibility study carried out in 2017 showed that the Snowy 2.0 scheme was technically and financially feasible, and a Reference Design was prepared by Snowy Hydro. From early on, contractor participation, both civil and electrical-mechanical, was encouraged to take advantage of their knowledge in technology advances and their expertise in underground construction technologies to develop the most efficient, reliable, economic and safe pumped storage project possible.
Following a rigorous tendering and bid evaluation process, a Final Investment Decision was reached in December 2018 and an Engineer, Procure and Construct contract was awarded to Future Generation, a joint venture between Salini Impregilo, Clough and Lane as the principal contractor, and Voith Hydro for the electrical-mechanical work, as subcontractor to Future Generation.
Construction onsite has commenced and first power is expected to be delivered to the grid by late 2024/early 2025.
To build Snowy 2.0, a temporary village will be created to house a workforce of approximately 2,000, which will become the third largest town in the area. The project will provide employment opportunities for thousands of indirect workers.
Project Details
General arrangement
Most of the Snowy 2.0 scheme will be located underground and will consist of large water intake structures up to 90m in height, located on the banks at Tantangara and Talbingo reservoirs, a single headrace tunnel of 9.9m internal diameter, approximately 17km long, crossing under the Great Dividing Range in an east-west direction. At the end of the headrace tunnel, a 250m-high, 25m-diameter surge shaft will be located. Downstream of the surge tank, the headrace tunnel will feed a single 1.6km-long, 25 degrees-from-horizontal inclined pressure shaft, followed by a manifold at its base and three penstock tunnels which will subsequently bifurcate to feed six single pump-turbine units in the machine hall of the power station.
The draft tube tunnels on the downstream side of the machine hall will merge into three collector tunnels, which will meet at the bottom of the approximately 200m-high tailrace surge tank. Downstream of the tailrace surge tank, the waterway will continue as a single 9.9m diameter tailrace tunnel for approximately 6km to the Talbingo intake structure.
65 www.pumpindustry.com.au pump industry | Summer 2020 | Issue 30 POWER GENERATION

The power station complex will be located approximately 700m underground, with a maximum depth of rock cover over the power waterway of up to 800m. In addition to the power waterway, approximately 11.5km of access tunnels and construction adits will be required for the construction and operation of the underground power station. This will include the main access tunnel as the primary access into the power station and the emergency egress, cable and ventilation tunnel, both approximately 2.5km-long.
High voltage power lines currently exist in the area, however, additional transmission lines and a substation are planned to be constructed and Snowy 2.0 will connect into these. A longitudinal section of the power waterway and a cross section of the power station complex are shown on Figure 1 and 2, respectively.
Electrical and mechanical features
The installed capacity of Snowy 2.0 will be 2,000MW in both generating mode and pumping mode. Six, 340MW, single-stage, reversible pump-turbines will be installed, of which three units will be conventional synchronous
machines, and three units will be variable speed (asynchronous).
The six pump-turbines are based on a Francis-type machine, which, due to the high head of up to 730m and large power output of up to 374MW (dynamic capability), are considered to be on the limits of suitability for this type of hydraulic machine. Despite this, reversible Francis machines are considered to be the most appropriate for the Snowy 2.0 project due to their significant advantages in compactness and resulting associated cavern size.
GEO LONGITUDINAL SECTION
The long waterway tunnels and high-performance requirements create challenging and demanding hydraulic conditions for the electro-mechanical plant manufacturer, as well as the civil design and construction contractor. All six machines will have the ability to be started and synchronised with the grid within 70 seconds, and the entire facility can ramp up from zero to 2,000MW in 190 seconds. To achieve this loading capability and management of transient phenomena, the power station submergence, surge tank sizing and horizontal alignment have been carefully considered.
The nomination of the variable speed machines was based on benefits
such as the capability to regulate power consumption in pump mode, generally wider operation bands in both generating and pump mode, increased turbine efficiencies and fast inertial response capabilities.
It should be noted that no significant asynchronous machines are currently installed in Australian power stations. To ensure that the Australian Electricity Market Operator has confidence to allow connection of this new technology to the network, Snowy Hydro has assisted in significant due diligence studies of the market operation.
The motor generators will connect to transformers which step the voltage up to the connection point voltage of 330kV. From here, six high-voltage cables will convey power to and from the surface through an emergency egress cable and ventilation tunnel. On the surface, a switching station using gasinsulated switchgear will take six cable circuits into four overhead transmission lines, for connection to the NEM.
S2-190709-INF-GEO-FG-PWT-KG-001
Civil features
Construction methods
The selection of preferred construction methodologies was based
66 pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au POWER GENERATION
CONSTRUCTION
SNOWY 2.0
Figure 1: Power Waterway – Longitudinal Section.

on considerations for constructability, geotechnical risks, costs and construction program. Three single shield tunnel boring machines (TBM) will be deployed for the construction of the headrace and tailrace tunnels, main access tunnel, emergency egress, cable and ventilation tunnel and the inclined pressure shaft. The remaining access tunnels, being mostly short drives, will be constructed by drill and blast construction techniques.
The power waterway, constructed by TBMs, will be lined with precast concrete segments, making it one of the largest segmentally-lined hydropower tunnels in the world. A steel lining will be required for the high pressure section of the power waterway close to the power station, and in limited locations where leakage or rock confinement issues need addressing.
The decision to line the entire power waterway was made based on the following considerations:
• Fully concrete-lined tunnels offer less maintenance requirements
• For the same head loss, concretelined tunnels have a smaller circumference and significantly lower excavated rock volume
• Some of the rock within the alignment is erodible ground and presents durability and stability problems
• High operational hydraulic pressures may have cyclic loading and fatigue implications
The shafts are proposed to be constructed by blind-sinking, which offers more flexibility to the ground conditions and schedule. The remainder of the underground works are proposed to be constructed with drill and blast methods, given the size, length or shape of the structures.
Power station complex
The main components of the underground power station complex are the machine hall, transformer hall, headrace surge tank and tailrace surge tank.
The machine hall will house the six pump turbines, motor generators, main
inlet valves, turbine guard valves and auxiliary balance of plant. At the base of the machine hall will be a drainage gallery and dewatering pit, which will service the entire power station complex. The machine hall will be serviced by two, 240-tonne overhead travelling cranes.
The transformer hall will be located downstream of the machine hall and houses the six, three-phase generator step-up transformers, draft tube valves and cooling water equipment. The machine hall and transformer hall will be connected by two access tunnels and six Isolated Phase Busbar galleries, which will house the electrical equipment required between the motor-generators and the generator step-up transformers.
In summary, Snowy 2.0 is a world leader in the scale of the pumpedhydro station, technology adopted with the high head reversible pump turbines, asynchronous motor generators, and in adopting modern construction techniques tailored for the implementation of large-scale hydropower projects.
67 www.pumpindustry.com.au pump industry | Summer 2020 | Issue 30 POWER GENERATION
BUSBAR 375 MVA MOTOR GENERATOR DRAFT TUBE TUNNEL Ø3500 A D MEMBRANE DRIP SHIELD REMOVABLE WALL G BIFURCATION 2xØ3500 TO Ø5400 CL MIV ACCESS HATCH MAIN CRANE RAIL STRUCTURE LATERAL TRUSS SUPPORT GENERATOR CIRCUIT BREAKER UNIT AUXILARY TRANSFORMER CL POWERHOUSE CL TRANSFORMER HALL E B C EL 450.00 (GENERATOR FLOOR) EL 457.00 (OPERATING FLOOR) EL 467.00 (CRANE BEAM) EL 440.00 CRANE BEAM (TYP) MIV ACCESS HATCH 340 MW FRANCIS PUMP -TURBINE Ø3800 PENSTOCK ACCESS GRATING DRAINAGE TRENCH EL 436.60 (MIV FLOOR) CL UNITS EXCITATION CUBICLE TRANSITION Ø3800 TO Ø2200 EL 442.8 (TURBINE FLOOR) STATIC FREQUENCY CONVERTER TRANSFORMER TRANSPORT RAILS GRAVEL QUENCHING PIT CURRENT LIMITING REACTOR BUSBAR EL 457.00 (TRANSFORMER HALL FLOOR) EL 449.20 (ACCESS GALLERY FLOOR) EXCITATION TRANSFORMER BONNETED GATE HATCH MAIN TRANSFORMER H EL 467.70 EL 454.50 (GRAVEL QUENCHING LEVEL) F 52900 9000 23000 72500 IPB GALLERY 8500 4900 4900 4700 EL 442.80 (BONNETED GATE GALLERY FLOOR) COLLECTOR TUNNEL Ø5400 BONNETED GATE 3100 x 3500 EL 436.78 (GATE C) L MEMBRANE DRIP SHIELD MEMBRANDE DRIP SHIELD EL 477.36 EL 480.00 BEND Ø3500, L=750 TRANSITION Ø3500 TO 3100 x 3500, L=2200 EL 430.80 (DRAINAGE GALLERY) 9000 EL 429.80 STAIRWELL SECTION B 1020 200 SCALE 1 Rev. Drawing No. 200 mm DO NOT SCALE IF IN DOUBT, ASK 150 90 100 80 70 60 50 40 30 20 10 REV REVISIONS DATE CHK DRN FG APP COPYRIGHT ORIGINAL SIZE Scales THESE DRAWINGS SHALL ONLY BE USED FOR THE PURPOSE FOR WHICH THEY WERE SUPPLIED. ANY RE-USE IS PROHIBITED AND NO PART OF THIS DOCUMENT MAY BE REPRODUCED OR DISTRIBUTED WITHOUT THE WRITTEN PERMISSION OF FUTURE GENERATION, STANTEC, ARUP, GEODATA JV. A1 Tenderer Designers JV Printed: SG-PW01-S-DRG-1246-1.DWG 12:57:46 PM 1-Aug-18 Valverde, Joel Date Stamp Owner SNOWY 2.0 POWER STATION COMPLEX TRANVERSE SECTIONS SHEET 2 SG-PW01-S-DRG-1246 1 AS SHOWN 15.03.19 0 ISSUE FOR TENDER PG FT 09.11.18 1 FINAL ISSUE FOR TENDER JV JA 15.03.19 SCALE 1:200 5 0 5 10m FINAL TENDER DRAWING 1. ALL DIMENSIONS ARE IN MILLIMETERS AND ALL ELEVATIONS ARE IN METERS, UNLESS SPECIFIED OTHERWISE. 2. THE PH TENDER DRAWINGS ALREADY INCLUDE SOME OPPORTUNITIES COMING FROM VOITH COOPERATION, THAT ARE QUANTIFIED IN THE SPECIFIC ITEM "VOITH COOPERATION OPTIMIZATION" PRESENT IN THE SCHEDULE OF PRICES. 3. FOR MORE INFORMATION ABOUT MEMBRANE DRIP SHIELD REFER TO DRAWINGS SG-PW01-S-DRG-1231 AND 1233. NOTES
Figure 2: Power Station Complex – Cross Section.
WHAT’S THE RUSH? Slow and steady wins the race
By Ray Hardee, P. E., Engineered Software
One of my favourite Aesop Fables is The Race Between the Hare and the Tortoise. The moral of the story is that you can be more successful by doing things slowly and steadily than by acting quickly and without a clear understanding of the bigger picture. In this month's article, we look at a simple pressurised force main waste treatment system. We will see that decreasing the flow rate through the system can save energy and reduce maintenance costs, while increasing system uptime.
The system
We will be looking at a wastewater collection system in a food processing plant. The system consists of floor drain sump, a sump pump and a holdup tank (see Image 1). The floor drain sump collects waste from various locations within the facility. The control of the system is based on the level in the floor drain sump. When the level reaches 3.5m the sump pump starts, and when the level in the sump reaches 0.25m the pump stops.
to pump down the sump, indicating the sump pump was oversized.
Using operating data, the inflow into the floor drain sump ranges from 30 to 55m3/hr based on the facilities production rates. During night operations, the inflow into the floor drain sump is 25m3/hr.
Using this information, we can create an energy balance for the system and determine how much energy is needed for each production rate. Knowing the dimensions of the floor drain sump
pump down and fill up the floor drain sump at various production flow rates.
Looking at Table 1, notice by reducing the flow into the sump results in a shorter pump on cycle, and a longer pump off cycle when the sump is filling. The fixed speed pump has the same power consumption each time it runs because the system uses an on/off method of level control. The pump kW/ cycle shows the results when the power consumed while the pump is operating during the cycle. The cycle column shows the average kWh consumed by the pump during the full cycle.
We can see as the flow rate into the sump decreases, the pump operates for a shorter period during a cycle. This results in less power consumption at a lower flow into the sump as shown in Table 1.
The slow and steady look
The sump pump was sized to pump down the sump (64m3) in one hour with a constant inflow into the sump of 55m3/ hr. After the system was built and placed into operation it only took 45 minutes
and the inflow into the floor drains, we can determine how long the sump pump runs for a variety of operating conditions.
Table 1 provides the time it takes to
Instead of starting and stopping the pump during each cycle, let’s see what happens when we use a level controller to maintain a constant sump level. When the flow rate into the sump is greater than the flow rate through the pump, the sump level increases. This increase in level results in an increase in pump
Table 1: The results of the ON/OFF controller operating cycle and pump power consumption.
68 pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au
TECHNICAL From floor drains Op: Set @ 55 m3/h From Drain Sump El: 10 m Set P: 0 bar g Level: 3.5 m Outlet Ø: 100 mm L: 100 m Holdup tank El: 15 m Set P: 0 bar g Level: 0 m Sump Pump Flow to sump (m3/hr) Motor Power kW Pump Time (min) Fill Time (min) Cycle Time (hrs) Pump kW/cycle Cycle (kWh) 55 10.59 45 57 1.70 7.94 4.67 50 10.59 42 62 1.73 7.41 4.28 40 10.59 37 81 1.97 6.53 3.32 30 10.59 33 103 2.27 5.82 2.57 25 10.59 32 129 2.68 5.65 2.10
Image 1: A simple waste collection floor drain system.
speed. If the increased speed causes the flow through the pump to be greater than the sump inflow, the result is a reduction in the sump level. The level controller adjusts the pump speed to maintain a constant sump level during the entire range of facility operation.
Table 2 shows the pump speed and pump power consumed for the range of expected flow rates into the sump.
Using a level controller, the pump speed is adjusted so the flow rate into the sump equals the flow rate through the pump. By reducing the flow rate through the pump, the fluid velocity in the pipeline is reduced resulting in less system head loss. This method of level controls requires the pump to be operating all the time, but at a much lower power.
Conclusion
Now let’s compare the hourly power consumption for the ON/OFF control where the pump is started and stopped as needed versus the level controller where the pump speed is varied to maintain a constant sump level. With a sump inlet flow of 55m3/hr the average hourly consumption for on/off control is 4.67kWh, where the average hourly consumption for the level control is 1.17kWh. The story is the same for the entire range of flows into the sump.
Now that you have the numbers, at the next race you may want to place your bet on the smarter tortoise instead of the faster hare.
About the author
Ray T Hardee, PE, is the Chief Engineer and a principle founder of Engineered Software Inc., creators of PIPE-FLO® and PUMP-FLO® software. The PIPE-FLO product line helps some of the largest companies across a variety of industries find hidden profit in the design and operation of their fluid piping systems through simulation software, modeling services, and training opportunities. Hardee is a member of the Hydraulics Institute, ASME Energy Assessment for Pumping Systems standards committee and ISO Pumping System Energy Assessment committee. Ray’s publications include Piping System Fundamentals and contributions to HI’s Pump Life Cycle Cost and Optimizing Piping Systems. He can be reached at SimGuyRay@eng-software.com.

MORE THAN CLEAN EHEDG PUMP
The EHEDG certified BCFH range of progressive cavity pumps handles thin to highly viscous products, including those containing soft solids with a low shear action and minimal pulsation which enables accurate flow control. BCFH pumps fulfill the stringent demands of cleanliness in the food, beverage, chemical, pharmaceutical and cosmetic industries.
y EHEDG Type EL Class I and 3-A Sanitary Standards certified
y Enhanced internal design ensures residue free cleaning with CIP/SIP
y Equipment requires less cleaning time compared to other CIP solutions
y Easy maintenance due to detachable rotor connection and split suction casing

69 www.pumpindustry.com.au pump industry | Summer 2020 | Issue 30 SEEPEX Australia Pty. Ltd. T +61 2 43554500 info.au@seepex.com www.seepex.com
BCFH TECHNICAL
Flow to sump (m3/hr) Pump speed (RPM) Pump power (kWh) 55 716 1.17 50 672 0.95 40 591 0.66 30 510 0.37 25 25 0.29
Table 2: Pump operation when controlling the floor drain sump level.

The pump industry relies on expertise from a large and varied range of specialists, from experts in particular pump types to those with an intimate understanding of pump reliability; and from researchers who delve into the particulars of pump curves to experts in pump efficiency. To draw upon the wealth of expert knowledge the Australian pump industry has to offer, Pump Industry has established a panel of experts to answer all your pumping questions.
This edition of Ask an Expert will look at using progressive cavity pumps in the food industry to take care of the entire process: from gentle food handling to efficient food waste removal.
Q: Centrifugal pumps are the most widely used pump type in the food industry. Why should I switch to progressive cavity (PC) pumps instead?
Answer: Centrifugal pumps convey liquids with relatively low viscosities, but at higher viscosities they are no longer an economical option since the pump’s efficiency greatly decreases. Here is where PC pumps shine and not only for transport, but also precise dosing of food additives.
PC pump manufacturers offer a versatile, modular range of food pumps. The pumps convey delicate ingredients and components that are difficult to work with, due to high viscosity, the presence of soft solids or shear sensitivity. Another essential feature is the gentle and non-destructive conveying of whole fruits and other food with minimal pulsation.
PC dosing pumps are especially valuable to the industry because the
minimal pulsation delivery enables stable volume flow. This makes dosing very small quantities such as additives, enzymes or flavours possible and saves costs.
Manufacturers also make sure to offer PC food pumps that meet the highest hygiene and safety standards of the food and beverage industry. The pump design can include high-quality surfaces of
housing walls and rotating internal parts to guarantee residue-free cleaning. Often the pump housing is constructed free of dead space to prevent buildup of residue. The pumps can be certified according to strict international guidelines such as EHEDG, FDA or 3-A Sanitary Standards while also offering CIP and SIP surface cleaning of pipes, machinery and equipment.
Example of progressive cavity pump with stringent EHEDG certification, which to date only one PC manufacturer has attained.
70 pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au ASK AN EXPERT
Q: Tote bins, flumes, and air and vacuum systems are traditional methods for removing food waste. Is there a better option available?
A: Most food plants generate byproducts, particularly if engaged in primary processing; for example, converting raw materials such as fruit, vegetables, meat or poultry into finished products. Processors must remove this waste from their production areas as efficiently and hygienically as possible. Green waste needs to be reduced and compressed, and the highest residual value of by-products preserved, particularly if undergoing biogas conversion.
In treating food waste, all the traditional methods incur high running costs in the form of manual labour, energy use or water treatment. With progressive cavity (PC) pumps, there is a better alternative.

PC pumps have low energy requirements compared to air or vacuum systems and require no additional water to function efficiently even when handling high dry solids content. Their versatility and modular design enables them to cope with most food waste products, delivering cost savings and improved hygiene for today’s food processors. They can also reduce the waste volume from fruit residue by up to two-thirds, saving factories
considerable energy and disposal costs. Using enclosed piped systems to remove solid waste from both high care and low risk areas, means improved hygiene standards, better efficiency and increased automation in waste removal.
PC pumps are also available with integrated knives or a grinder for additional chopping of by-products to lower the volume of waste. One system handles all the necessary tasks for food waste processing.
Peter Vila, Managing Director of SEEPEX Australia, is a progressive cavity pump expert. He has been involved with pumps for over 35 years. Peter spent the first five years repairing pumps and the following 30 years in technical sales, 15 of which have been with SEEPEX progressive cavity pumps.
For more information on progressive cavity pumps, please contact SEEPEX Australia on (02) 4355 4500 or at info.au@seepex.com
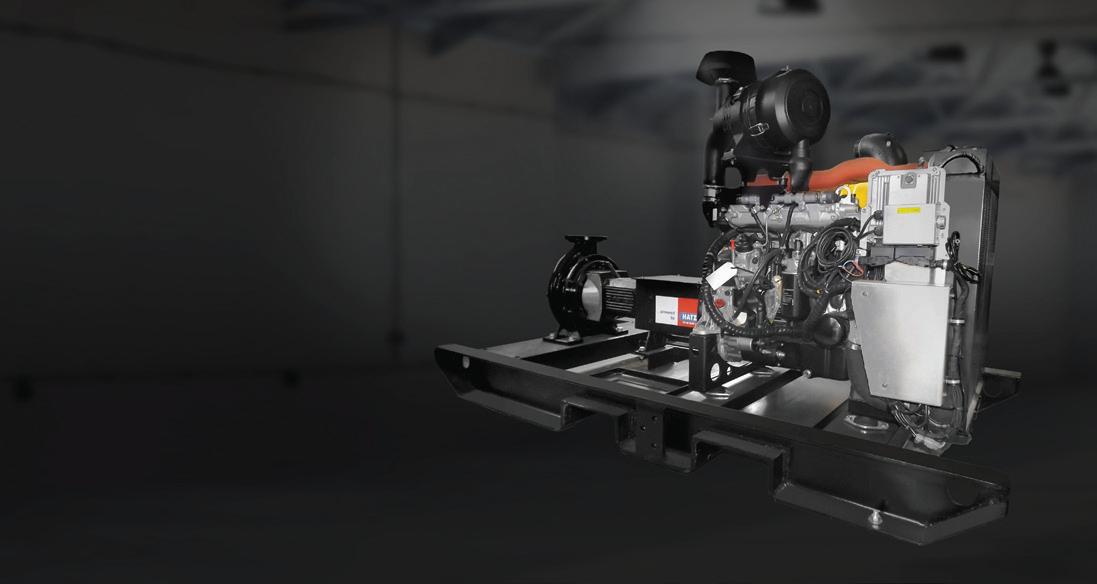
You know irrigation, we know diesel engines
Irrigation equipment works hard, so it needs a hard-working engine. Meet Hatz Diesel’s compact and all new H-50 Series.
• Up to 90 kg lighter than other engines in the power range
• Long engine life and premium components
• 500-hour maintenance interval
• 18.4 kW to 64 kW*
• Unsurpassed fuel efficiency
*(intermittent loading / ISO 3046-1)
CREATING POWER SOLUTIONS.
71 www.pumpindustry.com.au pump industry | Summer 2020 | Issue 30 ASK AN EXPERT
Find out more today hatz.com.au 1300 796 900
Wide-throat PC pump with cutting knives, ideal for conveying and shredding food waste with little or no flowability.
EFFICIENT OPERATIONS
OF PUMP SYSTEMS (PART 2)
PUMP HANDBOOK
72 pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au
The PIA’s Australian Pump Technical Handbook is a cornerstone text for the Australian pump industry and, in our opinion, a must have for anyone who deals with pumps on a regular basis. In this ongoing series, we feature abridged chapters from the classic book to showcase the various areas covered and to reacquaint readers with the technical aspects of pumps. In this issue, we continue to look at efficient operations of pump systems.
Issues influencing efficiency
Pump manufacturers will usually make pumps to their specific quality standards. However, there are a number of techniques that manufacturers can adopt during the production process to improve pump efficiency beyond this standard. Improved efficiency can be achieved in the following production processes:
• Surface finish of impellers – Impeller surfaces should be kept as smooth as possible to minimise disk friction and internal losses through the vanes. Better processes will produce more accurate and higher quality impellers that require minimum machining and balancing to reach acceptable QA standards. For example, low-quality sand casting methods often result in poor surface finishes, whereas lost wax processes can help to significantly improve pump performance
• Seal ring clearances – These are influenced by the accuracy of alignment between rotating and stationary elements of the pump. If aligned carefully, seal clearances will be reduced and less leakage will be experienced. Stable shafts also minimise deflection under hydraulic loads, resulting in improved performance. The recommended seal ring clearance between rotary and stationary components that are likely to come in contact is also determined by the materials the impeller, casing or casing wear rings are manufactured from. In the oil and gas industry, API clearances are usually specified and pump efficiency is derated from the normal performance data because of this
• Casing losses – This will be affected by the surface finish of the casing and the internal accuracy. Of any casing joints. For large pumps, it is not uncommon for users to specify the application of a low friction coating, although the benefit of this is only realised if the coating is correctly applied and there is no opportunity for it to be damaged. Axially split case pumps are notoriously difficult to coat and applications subject to corrosion/erosion need special attention. Generally, it is preferred that coatings should be machinable to achieve accurate clearances in key areas – this is also known as complete encapsulation
• Bearing lubrication and sealing methods – These are particularly important considerations when high temperature, viscous or aggressive fluids need to be handled
Pump performance database
Pumps are used widely in industrial and commercial applications, with research and development continuously taking place to make them more efficient and reliable.
Since end suction pumps are widely used in Australia, an evidence-based assessment of pump performance would be a helpful tool for determining what is considered a competitive pump efficiency level for a particular duty point.
The European Guide to Pump Efficiency for Single Stage Centrifugal Pumps is a useful tool for this analysis. It looks at three product types and two speed categories to help the user assess the performance of a product against other similar products analysed by Europumps.
The product types analysed include:
• End suction pumps close coupled with electric motors
• End suction pumps with own bearings
• Double entry split case pumps
The speeds selected are nominally 2,900 rpm (two pole motors) and 1,450 rpm (four pole motors).
Pump efficiency against flow and head is used to produce six plots for each of the product types and speeds nominated above. These plots show the performance of typical pumps which fall in the optimum, efficient and lower efficiency ranges, and can be used to rate the performance of any pump being considered.
These charts and full details on how to use them to evaluate energy efficiency can be found on the Europump website at https://europump.org.
Loss of efficiency over time
A pump’s performance will deteriorate over time. The rate of deterioration can be reduced by:
• Carefully choosing materials for components in contact with the fluid to prevent corrosion or erosion which reduce pump efficiency
• Choosing seal ring clearances and seal ring materials to prevent rapid wear in service
• Avoiding high and low flow conditions relative to the selected duty point to avoid poor operating zones, recirculation, etc
• Maintaining the pump on a regular schedule, including checking and maintaining clearances, vibration levels and other condition monitoring equipment if fitted
Further information and detailed diagrams, equations and schematics can be found in the Australian Pump Technical Handbook, available from the PIA website. In the next edition of Pump Industry, we will continue to look at the different elements that affect the efficient operation of pump systems.
PUMP HANDBOOK
73 www.pumpindustry.com.au pump industry | Summer 2020 | Issue 30
PUMP SCHOOL

Impeller trimming mechanical impacts (Part 2)
Following on from our first article about impeller trimming in the last issue of Pump Industry, this article will continue to outline things can happen when the impeller vane diameter is reduced. In part one, we looked at changes in performance and NPSHR. We will now look at mechanical impacts that can occur with impeller trimming.
Mechanical impacts
• Excessive shroud to casing clearance (Gap "A") and the resultant recirculation to the low-pressure side of the pump will produce "eddy flows" around the impeller, causing low frequency axial vibrations that can translate to mechanical seal problems. This can be a real concern in large pumps with powers over 200kW or pumps pumping heads in excess 200m
• For many years pump people have been machining the vane tips to reduce the vane passing frequency vibrations (Gap "B") while carefully maintaining Gap "A". The pulsating forces acting on the impeller can be reduced by 80 per cent to 85 per cent by increasing Gap "B" from one per cent to six per cent
• For impeller diameters up to 355mm, Gap "B" should be at least four per cent of the impeller diameter to prevent "vane passing syndrome cavitation" problems. For impeller diameters above 355mm, Gap "B" should be at least six per cent of the impeller diameter to prevent this type of cavitation. This type of cavitation damage is caused when the outside diameter of the impeller passes too close to the pump cutwater. The velocity of the liquid increases as it flows through this small passage, lowering the fluid pressure and causing local vapourisation. The bubbles then collapse at the higher pressure just beyond the cutwater. This is where volute damage occurs. Unless damage has penetrated to the outside of the volute, a flashlight and mirror will most likely be required to inspect the damage. The damage is limited to the centre of the impeller vane. If it's a closed impeller, the damage will not extend into the shrouds
• Although both the vanes and shrouds are often cut in end suction, volute-type centrifugal pumps, it is not a good idea to do this in double suction designs. With these types of pumps, you can reduce the vane diameters, but the shrouds should remain untouched
• Structural strength is a consideration when deciding how much to reduce the vane diameter in double ended pumps because you could leave too much unsupported shroud. Some manufacturers recommend an oblique cut that will improve the vane exit flow and add some strength to the shrouds
• Machining a radius where the trimmed vane meets the shroud is another good idea to add strength to the assembly. Square corners are never a good idea
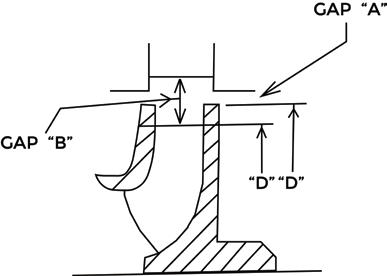
• Gap "A" describes the clearance between the impeller shrouds to the volute or casing
• Gap "B" describes the clearance between the impeller vanes and the casing or volute
• "D" describes the diameters of the vanes and shrouds
74 pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au Article courtesy of Kelair Pumps Australia “When Pump Knowledge Matters” Phone: 1300 789 466 or visit www.kelairpumps.com.au
schedule
76 pump industry | Summer 2020 | Issue 30 www.pumpindustry.com.au ADVERTISERS’ INDEX Adelaide Control Engineering 37 Allight Sykes ............................................. OBC Angus Flexible Pipelines.............................11 ASM PUMPS IBC AW Austworld 49 AWMA Water Control Solutions IFC Brown Brothers Engineers ................. 15, 53 CNH Industrial ............................................. 23 Crusader Hose 19 Delta International Sales 44 Deutz Australia 1 Drive Systems .............................................. 33 Ebara Pumps Australia ............................... 21 Etm Pacific 9 Franklin Electric 63 Hatz Diesel Australia 71 ifm efector ...................................................... 31 IPD Industrial Products ............................. 27 Kelair Pumps Australia 22 Lk Diesel Service 41 NCH Australia 25 Power Equipment ........................................ 47 Pressure And Safety Systems ................. 45 Rexnord Australia 3 Roto Pumps 13 Scania Australia 17 Seamech ........................................................... 7 SEEPEX Australia ........................................ 69 United Pumps Australia 75 VescoPlastics 30 WEG Australia 29 Welling & Crossley ....................................... 57 Zetco Valves ................................................. 59 Editorial
Subscribe NOW www.pumpindustry.com.au/subscribe/ AUTUMN 2020 Deadline: 28 February 2020 MAIN FEATURE Also featuring DISTRIBUTION Water Seals Motors, drives and engines HVAC WIOA QLD OzWater ARBS2020 Advanced Manufacturing Expo WINTER 2020 Deadline: 22 May 2020 MAIN FEATURE Also featuring DISTRIBUTION Mining Irrigation Oil and gas Food Instrumentation and monitoring WIOA Bendigo Queensland Mining Expo AIMEX Irrigation Australia/ICID International Congress SPRING 2020 Deadline: 21 August 2020 MAIN FEATURE Also featuring Energy efficiency Smart pumps Couplings Plus the 2021 Industry Capability Guide SUMMER 2021 Deadline: 27 November 2020 MAIN FEATURE Also featuring DISTRIBUTION Wastewater State of the industry Valves Fire Power generation WIOA NSW

THE ASM V-SERIES IS PRIMED AND READY TO PUMP.
The key to successful, hassle free sump pumping is to eliminate priming issues.
Which is exactly how our ‘V’ Series Vertical shaft column pump works. Unlike a surface mounted unit, the ‘V’ Series is always primed as it’s submerged in the liquid, avoiding the need and expense of a suction line or foot valve and the NPSH restrictions associated with surface mounted pumps.
Its space saving design minimizes or eliminates floor space required for installation with the motor out of the liquid for easy maintenance and monitoring.
With the ability to pump water, suspended solids or semi viscous products and be used in high temperature applications and explosive atmospheres, the ‘V’ Series is also very versatile.
Save time, money and space up top, with an ASM ‘V’ Series pump down below. For more information contact ASM Pumps on (03) 9793 7577 or visit asmpumps.com.au

allightsykes.com Call 1800 ALLIGHT
