Komatsu has celebrated a significant milestone for its heavy industry equipment in Western Australia.
Kinder Australia is eliminating dust with a skirting system that does not touch the belt.
AUSSIES IN THE UK
The IQA organised the study tour of a lifetime for its young members, who toured the quarrying sector in the UK.
THE POWER OF AIR
IN THIS ISSUE
20 Get the basics right
Viva Energy Australia helps quarries understand and execute the key fundamentals in lubricant delivery and storage.
24 Reviewing the Volvo L350H2
The Volvo L350H2 is a heavy-duty wheel loader designed to excel in demanding applications like quarrying.
28 Stand out from the crowd
Sofos Civil Contractors has seen the Hidromek HMK145 turn heads on and off the job site.
30 Outcast bucket strikes gold
Operators have warmly received Goldmont’s new bucket designed for heavy industries across Australia.
38 New features shine
The 988 XE Wheel Loader is equipped with a host of features that deliver better productivity, fuel savings, and safety.
40 Lasting results from long-term partners
ONTRAC Group’s reputation for wellengineered bucket attachments is earning praise from across the industry.
42 Powered up
Data and technology play an increasingly important role in the quarry.
AN AUTOMATED FUTURE
Artificial intelligence is no longer the realm of science fiction movies – it’s been a part of Australian industry for at least a decade.
Industry 4.0 and the Internet of Things has seen the technology rapidly advancing – especially in the resources sector.
In fact, Komatsu and Rio Tinto are celebrating a major milestone following the delivery of 300 autonomous haulage trucks.
Automation is ideal for the quarrying system, as it frees people from dull, dirty, and dangerous jobs. Instead, they can work in roles that provide more value for an operation, taking advantage of our ability to solve problems creatively.
In addition, automation can help with the skills shortage as quarries around the country scramble to secure experienced operators.
These innovative technologies are key to creating a sustainable industry going forward, which will be explored at the upcoming Institute of Quarrying Australia
(IQA) 2024 conference in Adelaide.
The conference recognises innovation as a key strategy to keep the industry moving forward to create growth opportunities.
It also aims to highlight examples the resources industry can learn from that could create opportunities for industry growth, employment, training, and overall development.
Attendees will be able to learn more about evolving customer requirements, meet key decision makers and industry professionals, and showcase their organisation’s products and services.
It will also host several events, such as field trips, site visits, and discussions on the latest developments within the industry.
The event not one to miss, as these important conversations are vital for the future of the sector.
The Quarry team hopes to see you there!
William Arnott Editor
THE CONFERENCE RECOGNISES INNOVATION AS A KEY STRATEGY TO KEEP THE INDUSTRY MOVING FORWARD TO CREATE GROWTH OPPORTUNITIES.
Published by:
379 Docklands Drive
Melbourne VIC 3008
T: 03 9690 8766 www.primecreativemedia.com.au
Chief Executive Officer
John Murphy john.murphy@primecreative.com.au
Managing Editor
Paul Hayes paul.hayes@primecreative.com.au
Editor
William Arnott william.arnott@primecreative.com.au
Assistant Editor Adam Daunt adam.daunt@primecreative.com.au
You may already have an efficient operation. But even so, there are still ways to increase productivity in a big way.
It’s all about paying attention to detail. Volvo’s productivity services include everything you need to get started, from site optimisation and smart assist solutions to machine configuration and training.
It’s time to start doing more. And earning more.
EXCITING HORIZONS AHEAD
As I pen my final column as President, I am filled with a sense of pride and excitement for the future. At the upcoming 2024 IQA National Conference in Adelaide from October 15-17, I will be passing the baton to the next IQA President. It’s been an honour to serve this vibrant community and I am confident that my successor will continue to lead our community with vision and dedication.
CELEBRATING NEW BEGINNINGS
A flurry of activity has taken place with AGMs held across all state branches and sub-branches. From Victoria to Western Australia, South Australia to New South Wales, and Queensland, new branches and sub-branches committees have been nominated for the 2024-25 term. Congratulations and a warm welcome to all the new and returning committee members!
THE COUNTDOWN TO ADELAIDE
With just a week to go, the excitement is palpable as we gear up for the 2024 IQA National Conference in Adelaide. Over 490 delegates have registered, promising a dynamic and engaging event. Our line-up of speakers and panel discussions will delve into key industry themes, innovations, and collaborative efforts to shape the future of quarrying together.
CELEBRATING EXCELLENCE
This year, we received a recordbreaking participation in the 2024
IQA National Awards, with over 40 nominations celebrating excellence in quarrying. Mark your calendars: the winners will be revealed at the National Conference!
NEW IQA EDUCATION HUB TO ADVANCE OUR VISION
In other exciting news, we have launched the IQA Education Hub, a one-stop-shop for all training needs. Featuring a full catalogue of courses, tailored recommendations, and instant access to online and facilitator-led programs, quarry professionals can track their training progress and access certificates immediately upon course completion. For more information, visit the IQA website and explore the new Education Hub.
IT’S BEEN AN HONOUR TO SERVE THIS VIBRANT COMMUNITY AND I AM CONFIDENT THAT MY SUCCESSOR WILL CONTINUE TO LEAD OUR COMMUNITY WITH VISION AND DEDICATION.
LISTENING TO OUR MEMBERS
As part of our commitment to continuous improvement, we conducted the 2024 IQA Membership Survey to better understand our members’ needs and expectations. The feedback received will inform and help shape the future of our association, ensuring we continue to meet your needs effectively.
Thank you for your support during my tenure. I look forward to seeing many of you in Adelaide.
Duncan Harris President Institute of Quarrying
Australia
The IQA’s Strategic Plan 2023 to 2026 embodies the following vision, values and strategic priorities:
Vision:
Thriving communities supported by a sustainable industry
Operational Priorities:
• Deepen industry participation
• Sustainable revenue streams
• Highly capable team
• Technological innovation
• Effective engagement
• Great governance
Strategic Priorities:
• Support industry participants with compliance and regulation
• Build a diverse and skilled industry workforce
• Foster strong industry connectivity
IQA Contacts:
Phone: 02 9484 0577
Email: admin@quarry.com.au
Chief Executive Officer
Jane Schmitt
Deputy President
Michael Close
Company Secretary
David Cowie
For all education, member and branch enquires please email: admin@quarry.com.au.
DRONE SURVEY
TIRED OF WRITING OFF STOCK?
Eltirus Drone Survey System and support services
A well setup and managed drone program will give you confidence in site stock levels. Whether you are thinking about using a drone in your quarry or already have one, we can help. Our experienced survey team can help you cut through the jargon, select the right drone and software, train you in safe usage and check the accuracy of each flight. We also provide registered surveyor sign-off on annual stocktakes and on-call support when you run into problems in the field. Talk to us when you need drone equipment, software and support.
NORTH EAST LINK PROJECT REACHES MAJOR MILESTONE
The North East Link project has reached a milestone after recent tunnelling began in Melbourne’s northeast.
The first tunnel boring machine started digging the 6.5-kilometre tunnel between Wastonia and Bulleen. According to the Victorian state government, the tunnel will remove 15,000 trucks from local roads and reduce travel times by more than 30 minutes.
“We’ve started building the longer 6.5-kilometre tunnels that the
community asked for, which will get trucks off local roads, slash travel times, and create thousands of jobs,” Bundoora MP Colin Brooks said.
Materials from the tunnelling process, including direct and rock, will be re-used in the North East Link project and other projects, including the rehabilitation of Point Wilson quarry and Oricia’s former site in Deer Park.
More than 100 workers have undergone specialised training at the Victorian Tunnelling Centre at Holmesglen as part of the project.
BORAL BUYS CULCAIRN QUARRY
Boral has confirmed its acquisition of Culcairn Quarry as it aims to build a “longterm position” in the region.
Located north of Albury-Wodonga, the 110-hectare operation employs around 14 people and was previously operated by Boral for more than 25 years under a lease arrangement.
The company expects the resources at the Culcairn Quarry to help secure its downstream concrete and asphalt operations for more than 20 years.
“Boral is committed to strengthening our positioning in both upstream and downstream assets to better support our customers as part of our Good to Great strategy,” Vik Bansal, managing director and chief executive officer of Boral, said.
“THE START OF TUNNELLING ON THE NORTH EAST LINK IS A MAJOR MILESTONE ON A PROJECT THAT WILL GET THOUSANDS OF TRUCKS OFF LOCAL ROADS.”
JACINTA ALLAN
“We have operated the quarry for over 25 years under a lease arrangement, so when the opportunity arose to acquire the quarry land, it made sense.”
The Albury-Wodonga region and nearby Wagga Wagga region have a pipeline of future projects including large renewable energy projects which require significant quantities of quarry materials.
With this in mind, Boral believes that the “strategic acquisition” will help position it to provide for customers in both regions.
“Albury-Wodonga has a healthy pipeline of projects, and is naturally, a key region for Boral.
“This acquisition enables us to extend our high-quality reserves and continue supporting the community and
The tunnels will be built using 100 per cent renewable energy. The two tunnel boring machines are expected to dig up to 15 metres per day and up to 45 metres underground.
The two tunnel boring machines will help install tunnel walls made up of concrete segments sourced locally from Benalla.
“The start of tunnelling on the North East Link is a major milestone on a project that will get thousands of trucks off local roads,” Victorian Premier Jacinta Allan said.•
supplying to local infrastructure projects,” Bansal said.
“We are excited to maintain our operations in the area, and thank our employees, contractors and suppliers for
The company expects the resources at the Culcairn Quarry to help secure its downstream concrete and asphalt operations.
Materials from the tunnelling process will be re-used in the North East Link project and other projects.
SKF ACQUIRES JOHN SAMPLE GROUP
“THIS ACQUISITION IS A GOOD STRATEGIC FIT AS IT ENABLES US TO BECOME A SIGNIFICANT LUBRICATION SYSTEMS PLAYER IN THE IMPORTANT ISEA REGION.”
THOMAS FRÖST
The acquisition provides SKF access to JSG’s customer base.
SKF has agreed to acquire the lubrication and flow management businesses from Australian-based John Sample Group.
The agreement bolsters SKF’s presence in the sector and business operations in India and the Southeast Asia region.
Industry
JSG has grown its lubrication management systems and services, and after the acquisition, net sales from SKF’s lubrication management business will be around $7 billion SEK.
The acquisition provides SKF access to JSG’s customer base, sales and
distribution network, and engineering and services capabilities. It adds to SKF’s existing portfolio in this space through the Lincoln and SKF brands.
“This acquisition is a good strategic fit as it enables us to become a significant lubrication systems player in the important ISEA region,” Thomas Fröst, president for independent and emerging business at SKF, said.
“Lubrication is an important part of SKF’s portfolio of offerings, enabling us to offer our customers tailored standalone lubrication solutions as well as improved bearing performance.
“As an essential part of industrial maintenance, effective lubrication management also contributes to a sustainable business and society.”
JSG was founded in 1921 and is headquartered in Sydney. The Australian-based business has a wide range of clients across mining, construction and off-highway, pulp and paper. The acquisition is expected to be completed in the fourth quarter of 2024.
“At this stage in my career, the transition of the John Sample Group is a natural and positive evolution,” John Sample, executive chairman of the John Sample Group, said.
“It is important for me and my family when making any decision of this kind, to engage with a party whose future vision for JSG is as closely aligned with our purpose, values, and strategies.”•
JOHN DEERE TECHNICIAN OF THE YEAR AWARD WINNERS
Bradley Skinner, Tracy Hogan, Daniel Barnes, Kirsten Rush and Andrew Moat with their awards.
John Deere has revealed the long list of winners from its fourth annual Technician of the Year awards, with five Australians claiming a top prize in Brisbane.
Bradley Skinner, Kirsten Rush, Andrew Moat, Daniel Barnes, and Tracy Hogan represented the Australian winners on the night. Adding an international flavour, Marcus Vine, Daniel Stoneley, and Liam Gee were award recipients from New Zealand.
“Bradley, Kirsten, Andrew, Daniel and Tracy represent the best of the best in customer service, technical proficiency and problem-solving skills, and thoroughly deserve their awards,” Luke Chandler, John Deere Australia and New Zealand managing director, said.
“The calibre of each of this year’s finalists is a testament to the value we place on providing the best possible service to our customers and
communities. They came to Brisbane this week with a proven track record of supporting farmers and construction and forestry businesses to increase their productivity and get the most out of their investment in John Deere equipment.
“It’s promising to see the pipeline of talented technicians who will continue to support our customers across the country.
“I would also like to acknowledge the New Zealand winners tonight, Marcus Vine, Daniel Stoneley and Liam Gee.”
Skinner claimed Australia’s Agriculture & Turf Service Technician of the Year. Rush was named the Parts Technician of the Year, and fellow Victorian Moat was awarded Construction & Forestry Service Technician of the Year. There was double delight in Queensland as Barnes celebrated winning the
Service Apprentice of the Year Award and Hogan taking out the Parts Apprentice of the Year.
More than 130 nominees were put forward from across 69 dealerships across Australia and New Zealand. The finalists, of which there were 32, travelled to John Deere’s Australian headquarters in Brisbane for a final assessment process which tested diagnostic capabilities, technical knowledge and customer service skills.
Steph Gersekowski, John Deere Australia and New Zealand director of aftermarket and customer support, said the diversity of this year’s finalists showed it’s never too late to become a technician.
“Not all the finalists have traditional rural or farming backgrounds – many of them have made the switch from other careers,” she said.
“John Deere is committed to providing every opportunity to learn and develop within the role, which has been clearly on show in the standard of finalists we have seen over the past two days of testing.
“One thing they all have in common is a commitment to supporting our customers and contributing to the communities in which they work and live.”
Australian Agriculture & Turf Service Technician of the Year
• Bradley Skinner, AFGRI Equipment, Esperance, Western Australia
New Zealand Agriculture & Turf Service Technician of the Year
• Marcus Vine, Brandt, Feilding, North Island Australian Parts Technician of the Year
• Kirsten Rush, Brandt, Ballarat, Victoria
New Zealand Parts Technician of the Year
• Daniel Stoneley, Brandt, Masterton, North Island Australian Construction & Forestry Service Technician of the Year
• Andrew Moat, RDO Equipment, Derrimut, Victoria New Zealand Construction & Forestry Service Technician of the Year
• Liam Gee, Drummond & Etheridge, Blenheim, South Island Service Apprentice of the Year
• Daniel Barnes, RDO Equipment, Beaudesert, Queensland Parts Apprentice of the Year
Cemex has announced the divestment of its Dominican Republic operations as it shifts its focus towards “priority markets”.
The divestment is for a total consideration of $950m US. The assets consist of a cement plant with two integrated production lines, as well as cement, concrete, aggregates, and marine terminal assets. The transaction also includes export business to Haiti. According to Cemex, the deal was
signed between a Spanish subsidiary of Cemex, as seller, and Cementos Progreso Holdings, S.L., through a subsidiary, and its strategic partners, as buyers.
J.P. Morgan and Lazard are serving as financial advisors to Cemex.
“This transaction advances us significantly in our portfolio rebalancing strategy which is focused on reducing our exposure in emerging markets and redeploying capital into growth
investments in priority markets, primarily the US,” Cemex chief executive officer Fernando A. Gonzalez said.
The divestment is subject to closing conditions, but the company expects the transaction to be finalised in the fourth quarter of 2024.
Cemex expects to use the proceeds of the divestment to fund bolt-on investments as part of its growth strategy, especially in the US, according to its release.•
PRODUCT FOCUS
To submit new product and equipment releases, email: les.ilyefalvy@primecreative.com.au
WIRTGEN PARTS AVAILABLE 24/7
In the fast-paced quarrying industry, equipment downtime translates into substantial financial losses. Having a reliable and efficient parts sourcing solution is paramount for operators and fleet managers alike.
The Wirtgen Group’s online parts shop streamlines the process of finding and ordering necessary parts, making it accessible 24/7. Users can browse an extensive catalogue of parts, ensuring they can quickly locate the components specific to their Wirtgen Group machinery, whether it be for Kleemann crushing and screening, Wirtgen cold milling, Vogele Road pavers, Hamm rollers or other specialised equipment. This not only saves time but also enhances operational efficiency, allowing businesses to focus on their core activities without the constant worry of equipment failure.
One of the standout features of the online parts shop is its userfriendly intuitive interface, easy navigation and comprehensive search functionalities enable users to quickly filter results by model or part number. Availability information and detailed product descriptions further empower customers to make informed decisions.
The Wirtgen Group’s online parts shop is more than just a convenience; it is a vital tool that strengthens the operational capabilities of its users. As the industry continues to evolve, such innovations will play a crucial role in ensuring that machinery remains reliable and efficient, driving productivity and profitability for businesses worldwide.
All Kleemann parts purchased through the online parts shop between 01/08/24 to 31/10/24 are eligible to receive a cash back rebate offer (Australian Customers Only). To learn more, contact a Wirtgen Group office and ask to speak to an after sales representative.
For more information: visit wirtgen-group.com/parts-shop
Images: Wirgen Group
The Wirtgen Group’s online parts shop streamlines the process of finding and ordering necessary parts.
GENERATIONAL INNOVATION
Quarries are constantly looking to improve their bottom line. Astec’s 2818VM Portable High-Frequency Screening Plant is helping them achieve it.
Few materials have generated as much conversation in recent years as sand.
The product that has been the backbone of many construction materials, including concrete, asphalt, and more, is in short supply globally.
According to The United Nations Environment Programme, natural resource extraction tripled between 1970 and 2019. As part of that, the organisation estimated between four and eight billion tonnes of marine sand are extracted each year worldwide.
“The path we are on now is simply not sustainable,” said Pascal Peduzzi, director of GRID Geneva, an environmental information centre hosted by the United Nations Environment Programme (UNEP).
“We need countries … to consider sand as a strategic material.”
The sand shortage is not simply a topic for discussion; it can have practical consequences not only in the quarrying sector but also in infrastructure projects.
So the race is on to find new ways to create manufactured sand, the quarrying industry’s answer to solving the shortfall of natural sand.
Original Equipment Manufacturers (OEMs) also have a role in the solution, and Astec has delivered a “generational” innovation that could unlock the future for quarries.
The 2818VM High-Frequency Screening Plant, launched at ConExpo in 2023, can transform fines and crusher dust into valuable manufactured sand.
“Most quarries in Australia have a surplus amount of crusher dust, and Australia, like all other countries around the world, is having an issue with natural sand resources,” Adam Gordon, Astec Australia’s business line manager for material solutions, told Quarry
“[The 2818VM] can take manufactured crusher dust and up-value it by removing some of the 75-micron powder to make a compliant manufactured sand.
“We’ve got a big demand for sand, and while there have been other products on the market to try and make a use for [crusher dust], sand availability is still dropping. At the same time, all quarries need to maximise their return per tonne. The capability of the 2818VM has created a win-win, for both operators and the environment.”
The 2818VM debuted as the widest high-frequency screens on the market. It features a 2.4m x 5.5m top deck and 2.4m x 3.7m bottom deck with externally mounted vibrators at the tappets’ ends for easy maintenance.
The screen has hydraulic operating angle adjustment, a fines collection hopper, topand bottom-deck discharge chutes, and
an aggregate spreader. The PTSC2818VM Trailered model also features a nominal 1.3m x 11.5m delivery conveyor with hydraulic drive and full-length skirtboards. The robust chassis has manually operated support legs, outriggers for additional support, and folding walkways along the screen.
But it is another aspect of the Astec 2818VM’s unique design that enables it to generate a higher G-force and a more aggressive screening action.
The top deck’s 14 adjustable exciters can all be individually controlled. Each one can be finely tuned to screen the specific amount of material above it on that section of the screen deck. It’s an innovative design that is delivering increased screening capacity and efficiency.
Images:
Astec
“This 2818 is the next evolution in screening. Increasing the motion and the screening forces, and combining that with greater capacity is a big step forward,” Gordon said.
“The 1.8m wide model has one exciter over this width; in this model, we have two exciters over 2.4m. We’ve effectively created a 50 per cent increase in excitation and RPM.”
In comparison, a traditional screen, whether a single or dual shaft, operates on a single motion for the whole screen. This can result in an uneven spread with the feed end being overloaded, the middle being well set up, and the bottom end having too much motion, causing the material to jump around.
Gordon said the 2818VM offered increased customisation for the operator.
“We can match the forces, the frequency and the RPM directly in proportion to the amount of material on the screen media above that section,” Gordon said.
“This [capability] makes every exciter on the machine like a single-shaft incline screen.
“When we have material starting up the top, we can set those two exciters up for that amount of feed, RPM and stroke. As it drops down, we can set the next one to a slower RPM and stroke because the material above it is less, and then we can drop the next one down again.
“We have seven times the adjustment capability across the whole screen compared to a standard incline screen.”
Gordon estimated that most quarries have 20 per cent of their material feed turned into crusher dust. For example, a 500,000-tonnea-year quarry would generate around 100,000 tonnes a year of crusher dust. If rehabbing costs $3 per tonne, the quarry would incur $300,000 in costs. In this example, quarries processing that crusher dust could sell it as an up-valued manufactured sand product for $25 per tonne. So instead of dealing with a loss, they could add $2.5 million to their business’ bottom line.
Across the Tasman Sea in New Zealand, quarries have already taken advantage of the concept with two Astec 2818VM screening plants in the market.
In that country, quarries are being limited, or in some cases prohibited, from extracting sand from natural sea deposits so there is an even greater need for manufactured sand.
Lance Cockle, operations manager at Turnco Engineering - Astec’s dealer in New Zealand - worked with the customers to ensure the 2818VM suited their applications.
“One of the units we’ve sold has gone into a quarry that generally makes concrete aggregate, 3mm and above,” he said.
“But they’re very aware of the sand shortage and realised they can make that product with the material they have. They can dig out the rock and use the 2818VM to separate the particles.”
Cockle said the way the 2818VM moves the screen media separates it from other screening units on the market.
“With the traditional screen, while the whole thing moves as one unit, the High Frequency model flexes the screen media,” Cockle said.
“Previously, those drivers for moving the screen media have been inside the actual screen frame, so you have to get inside to adjust them … [with this one] all the drives and everything are accessible from the outside.
“It makes for easier maintenance, easier accessibility, ease of tuning it to suit the application. It is a much better system because it handles those much finer particles at a much higher volume.”
There is an increasing expectation that quarries align with environmental, social, and governance (ESG) responsibilities from both local communities’ and legislative perspectives. The increased focus on ESG can be seen throughout the industry, from the push towards lower fuel burn for machines to using recycled products in construction materials.
Gordon said utilising more crusher dust could be a way for quarries to meet this expectation.
“It is a product that is always going to exist simply through the process of crushing. But by turning that crusher dust into manufactured sand or a sand replacement, we are preserving natural sand deposits,” Gordon said.
“The more crusher dust we process, the less natural sand we need to touch. From the environmental, social and governance points-of-view, this ticks all the boxes.
“It’s a benefit to the whole community; we’re using more of the material and getting a greater economic return, rehab will be easier, and the community will be better served by quarries using more of the existing resources.”
In Australia, Astec has supplied smaller versions of the 2818VM - the GT2612V - to seven customers in different applications. They all use the screening plant in mobile - tracked applications to transform their crusher fines into manufactured sand. Other quarries on Australia’s East Coast are using the smaller models to generate proof-ofconcept for the manufactured sand.
And the benefits of the Astec screening technology extend into other applications. Two 2618VM screening plants have been working for years in a limestone quarry in Geelong. Astec also uses its smaller high-frequency screens on its trailered asphalt processing plants, where it has increased the reclaimed asphalt pavement percentages in asphalt mixes.
“Astec designed these screens to improve the yield of our customers’ resources and to turn crusher dust into a viable sand alternative,” Gordon said.
“Not only have we achieved that aim, we’re also working together with our customers to help preserve our planet’s natural resources.”•
For more information, visit astecindustries.com
New Zealand’s first 2818VM was commissioned in February with a second unit already on site.
CHANGING ENGINEERING QUALIFICATION REQUIREMENTS
Different states have differing requirements for the provision of engineering services in addition to the relevant regulatory requirements. Steve Franklin, founder of Eltirus, explains how these might apply to quarry businesses.
Would you employ a quarry manager who did not have the required certification for the state you operate in and the size of your operation? How about using an electrician to do work who didn’t have the appropriate licence? These questions might seem surprising, but while we are all used to checking and ensuring that quarry managers, supervisors and trades people have the required licences and certifications, similar requirements for mining (and other) engineers exist that you may not be aware of.
QUEENSLAND
Queensland has a specific requirement in relation to engineering services that you should be aware of. Per the Board of
“Engineers carry out highly complex work and it is appropriate – just like many other professions – that they meet and uphold high standards of professional practice. The PE Act requires that anyone carrying out a professional engineering service in Queensland or for Queensland must meet these standards and then be registered as a registered professional engineer of Queensland (RPEQ). This ensures that only qualified, competent and experienced professionals design, build, maintain and develop the, infrastructure we use every day.”
They define a Professional Engineering Service as an engineering service that requires or is based on the application of engineering principles and data to a design or to a construction, production, operation, or
They further note that if you are an engineer from interstate or overseas carrying out a professional engineering service for a Queensland-based project, you are required to be a RPEQ or be directly supervised by a RPEQ. Regardless of whether any of the work is physically undertaken in Queensland, the PE Act applies on an extraterritorial basis.
In essence, what this means is that anyone providing quarry (or other) engineering services such as designing a quarry or extensions to one needs to be an RPEQ if the work is delivered for a Queensland site or done by a Queensland company for a site in another state.
The only option for a non-RPEQ engineer is to carry out all professional engineering services under the direct supervision of a
unregistered if they are carrying out the services under the direct supervision of a RPEQ who is responsible for the services.
The BPEQ take this requirement seriously as evidenced by several prosecutions of those who have conducted engineering work without being an RPEQ.
To become an RPEQ, the person needs to hold a recognised engineering degree, have some 4-5 years of experience and then go through an assessment (by AusIMM) and registration process. Our experience is that this is generally a 12-month process. They also need to undertake a minimum of 150 hours of structured continuing professional development over a three-year period.
In short, if you are a Queensland based company, don’t let quarry engineering work be done for you by geologists, draftspeople, or non-RPEQ engineers.
ACT
The ACT’s Professional Engineers Registration Scheme opened for applications on 6 March 2024 for those providing professional engineering services in the civil and structural areas of engineering.
From 6 March 2025, all professional engineers will be required to be registered and will be subject to compliance and enforcement activity.
NEW SOUTH WALES
New South Wales does not have an equivalent to the Queensland RPEQ system, except in relation to work on buildings (since 2021). There does not appear to be any other requirements other than those noted
The Professional Engineers Registration Act 2019 commenced on 1 July 2021. Consumer Affairs Victoria (CAV) manage this scheme and note that a professional engineering service is an engineering service that requires, or is based on, the application of engineering principles and data to:
• a design relating to engineering, or
• a construction, production, operation or maintenance activity relating to engineering. According to CAV, professional engineering services are a specialist subset of engineering services. They are distinguished from other engineering services by a high degree of engineering judgement, knowledge and skill. Many, but not all, engineering services are professional engineering services. Professional engineering service is an engineering service that requires, or is based on, the application of engineering principles and data to a:
• design relating to engineering, or
• construction, production, operation or maintenance activity relating to engineering – other than an engineering service that is provided only in accordance with a prescriptive standard.
There is an exemption of work conducted under a prescriptive standard and it is worth understanding just what that is, per Practice
Note – What is a prescriptive standard?
For a standard to be a prescriptive standard it must meet four criteria. It must:
• be a document
• state procedures or criteria for carrying out the design, or the construction or production activity to which it relates
calculations to apply the stated procedures or criteria.
In short it is unlikely that quarry design is going to be exempted, and we expect this to be considered as a professional engineering service.
To become a registered professional engineer, the person needs to hold a recognised engineering degree, have some five years of experience working in the relevant area or areas of engineering, undergo an assessment (by AusIMM) and abide by the code of conduct for professional engineers.
SOUTH AUSTRALIA
There is currently no requirement for engineers in South Australia to be registered or to have particular qualifications.
In 2023, the Government of South Australia started developing a registration scheme for professional engineers. Initially, this is only intended to cover engineers who provide services related to construction work but the scheme is likely to be expanded to cover other fields of engineering at a later stage.
Only engineers working at the professional level would need to be registered, not those working under the direct supervision of a registered professional engineer.
Registration would apply to engineers who reside in South Australia and are providing services for a South Australian project or a project in another state or territory. Engineers residing outside South Australia would also need to register where providing services for a South Australian project.
A combination of qualifications, based on those in the Washington Accord, and
There is a lot to know about the different jurisdictions and their approaches.
VICTORIA
experience would be required for registration. These would be assessed by approved Assessment Entities. Consumer and Business Services would be the registration and regulatory agency. Registered professional engineers would need to complete continuing professional development activities to retain their registration.
WESTERN AUSTRALIA
Engineering registration has recently come into effect in Western Australia as part of the Building Engineers Registration Scheme.
the Department of Energy, Mines, Industry Regulation and Safety.
By 1 July 2025, civil and mining engineers will be able to apply and then have two years to gain registration. During the two years they can continue to work unregistered with mandatory registration kicking in on 1 July 2027.
Unlike other states Western Australia has three different levels of qualification –professional, technologist and associate.
Continuing Professional Development is as per the relevant AusIMM requirements.
Not just the professional engineer needs to be registered, but in some cases the company providing the service as well.
TASMANIA
In Tasmania, the Consumer, Building and Occupational Services registers engineers. There are three sub-classes of Licenced Engineers – fire safety, building services and civil.
AUTOMATIC MUTUAL RECOGNITION
Automatic Mutual Recognition (AMR) allows engineers registered in one Australian state or territory to work in another without needing to apply for a new registration. This said, take the time to ensure that all the relevant conditions are met – there are some exemptions.
SUMMARY
Please note that nothing in this article should be construed as legal advice.
There is a lot to know about the different jurisdictions and their approaches. Make sure you take the time to understand the relevant legislation in your jurisdiction and if in doubt speak to the relevant professional engineering association in your state or your regulator. Regardless of the state that you are in, you should expect anyone conducting engineering work for you is a Chartered Professional engineer with at least five years of experience.
Take the time to check, it might just save you a lot of trouble in the future.•
For more information, email steve.franklin@eltirus.com
Take the time to check the relevant engineering qualification requirements, it might save you trouble in the future.
Take the time to understand the relevant legislation in your jurisdiction.
GET THE BASICS RIGHT
Viva Energy Australia helps quarries understand and execute the key fundamentals in lubricant delivery and storage.
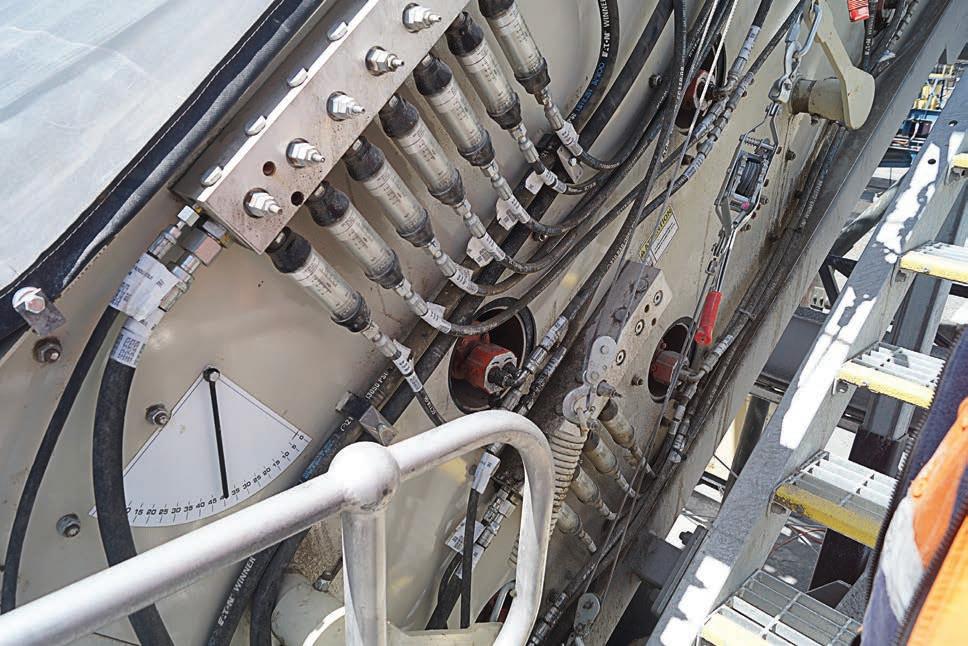
Contamination can significantly damage lubrication’s effectiveness. Therefore, improvements in lubricant delivery, storage, and handling are just as important as advancements in lubricant formulations.
Viva Energy, Shell Lubricant Macro Distributor in Australia, has a team of experts who can advise quarries on the best solutions for lubricant delivery, storage, and handling.
“In the construction materials industry, particulate contamination is the number one issue causing premature wear and component failures,” Silvana Farrugia, technical specialist at Viva Energy Australia, said.
Equipment and maintenance managers are adopting better preventative maintenance and lubrication practices to improve machine longevity. Correct product handling and storage are critical to reducing the risk of contamination, premature damage, misapplication and cross-contamination.
“For Shell Lubricants, the quality leaving the refinery or blending plant is closely monitored and controlled,” Farrugia said.
“Stringent care is taken in manufacture, packing, and transportation to ensure products are free from contaminants and meet or exceed specifications.”
However, once lubricants leave Shell or its agents, the continuing quality of the product for use in these applications depends on subsequent storage and handling procedures.
When it comes to delivery, the old-school practice of unloading lubricants off the delivery truck with an old tyre should be avoided.
This practice is unsafe and can contaminate the environment if spillage occurs.
Many quarrying and related businesses are investing in hydraulic lifts to help move drums of oil from one place to another in a safe and effective manner.
Farrugia recommended the use of hydraulic lifts or forklifts as method of best practice when transporting drums of oil.
“The standard 209-litre drum weighs about 185kg when filled with oil. It’s important drums must never be dropped when being unloaded or moved,” she said.
With bulk lubricants, it is essential that the correct grade is stored in the right tank, so proper supervision and tank labelling is essential. A responsible person should supervise all deliveries to the quarry, to ensure that the correct quantity and grade of lubricant is off-loaded or discharged safely.
Renee Reilly, head of lubricants sales and marketing at Viva Energy, said: “The storage of lubricants has upgraded significantly in recent decades, with colour-coded options and associated tags to minimise confusion.”
Reilly recommended work sites install satellite storage rooms and contamination control tools like desiccant breathers on
It is important to store lubricants correctly and safely.
Shell has a wide range of lubricants for the quarrying industry. Images:
machines, such as hydraulic fluid tanks. This can help provide cleaner storage facilities and prevent moisture and particles from entering and contaminating lubricants.
While such improvements require additional financial outlay, they protect a business’ investment in high-quality lubricant products.
“It starts with getting the basics right: having a clean lube room and dispensing area,” Reilly said.
“If these are not clean, then any advancements or innovations to the lubricants may not deliver their full value.”
Viva Energy’s technical team can provide expert knowledge and assistance on storing and handling lubricants correctly. •
For more information, visit vivaenergy.com.au
SOURCES
ShellContentServices – Whitepaper 2024
Shell Lubricants Storage Handling HSE Guidelines
2818VM SCREEN PLANT NEXT GEN SCREENING
Industry-First Design
The 2818VM features a 2.4m wide high frequency screen, making it the widest high frequency screen on the market.
Our externally-mounted vibrators deliver a more aggressive screening action, a unique design feature that allows for easier maintenance and adjustments.
High production capacity, the flexibility of fixed or trailered options, with proven performance in Australian conditions –the 2818VM is the Next Generation in High Frequency Screening.
Viva Energy has a team of specialists who can advise on the best solution.
When mobility and toughness matter, count on the Lippmann 300c and 400c. These mobile cone crusher plants were specifically designed to take on the most abrasive and toughest materials in aggregates and mining — all with mobile capabilities. Heavy duty cone crushers with an innovative material flow that maximizes capacity and throughput while delivering a consistently high quality product.
The MDS M515 Heavy Duty Trommel excels at crafting rip rap and reclaiming rocks entangled with clay and other adhesive materials. Comes complete with fold out stockpiling conveyors and has four hydraulic jacking legs to raise the machine to increase stockpile capacities and lower for transportation. See triconequipment.com.au or call 1300 859 885
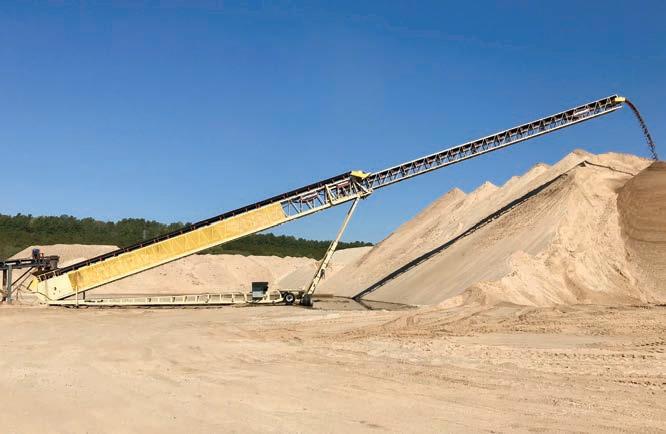
Superior’s Telestacker® Conveyor is a material handler’s most effective weapon against costly stockpile segregation. Its variable height, length, and axle positions allow for layered stockpile construction, which is key to achieving partially and fully desegregated piles. The design has been carefully fine-tuned for hard work and dependability in numerous applications. Call Tricon on 1300 859 885 or see triconequipment.com.au
REVIEWING THE VOLVO L350H2
The Volvo L350H2 is a heavyduty wheel loader designed to excel in demanding applications like quarrying.
Volvo has been developing and refining its range of wheel loaders for almost 40 years. The L350H2 is a result of this evolution, building on the success of its predecessors with a host of upgrades.
Quarry looks at what makes the wheel loader tick and finds out how it’s design features make it ideal for quarrying applications.
POWERFUL PERFORMANCE UPGRADES
The L350H2 features an all-new Volvo transmission and axles, forming the core of its performance enhancements. This upgraded drivetrain includes third generation OptiShift technology as standard, boosting fuel efficiency by up to 15 per cent.
It also features a more responsive hydraulic system with new lift and tilt cylinders and increased hydraulic working pressure.
With a static tipping load at a full turn of 34,700 kg, the machine can easily handle substantial loads. Its breakout force is equally impressive at 450 kN, allowing it to tackle tough materials and challenging terrains typical of Australian mining and quarrying operations.
Optimised gear shifting ratios and a new converter deliver up to 22 per cent more tractive force, enhancing overall efficiency.
BUILT FOR DURABILITY
The L350H2 is engineered to withstand the toughest conditions, featuring a reinforced upper centre hinge bearing, updated frames to accommodate the new axles and transmission, and comes with a lifetime warranty on front and rear frames, articulation joints, and loader arm assembly. When it comes to maintenance, the wheel
loader features a 4,000-hour axle oil change interval, made possible by an external axle oil cooler with filtration. This extension results in a 50 per cent reduction in related service time, ensuring the machine stays on-site, working and earning, for longer while reducing oil and philtre requirements.
Volvo has designed the L350H2 with ease of maintenance in mind. Daily routine checks are simplified thanks to the engine-side hood panels and easily accessed cooling package. All other essential maintenance points can be safely reached using the surrounding walkway, ensuring efficient and safe servicing procedures.
The L350H2 comes equipped with the CareTrack telematics system to maximise machine uptime and reduce repair costs.
The system offers two options for monitoring – self monitoring or ActiveCare Direct, a 24/7 monitoring system that provides weekly reports and comprehensive machine oversight.
OPERATOR COMFORT AND SAFETY
Volvo’s cab design prioritises operator comfort and safety. The cab offers excellent visibility, thanks to the new rear-view camera and redesigned rear-view mirrors. The optional electrically adjusted heated rearview mirrors further enhance the operator’s field of vision.
LED work lights and reflective stickers following the machine’s contours increase visibility in low-light conditions to improve safety during night operations.
The placement of orange handrails and steps has made access to the cab easier and safer. A remote door opener, operated via a button on the rear left cab post, allows for convenient entry.
The cab has a new adjustable seat and an upgraded human machine interface, standard across all H-Series Volvo wheel loaders. Operators can choose from various
seat options, including the fully adjustable premium seat.
The machine can be customised with three hydraulic modes to suit individual preferences: soft, normal, or active. The comfort drive control system allows operators to steer the machine using a small lever, which is particularly effective for fast-paced truck-loading operations.
The Volvo Cab’s automatic climate control system ensures a consistently comfortable working environment. This feature maintains a constant climate inside the cab, contributing to operator comfort throughout long shifts. The cab also boasts minimal vibration levels, enhancing the operator’s experience.
To accommodate various environmental conditions, the L350H2 offers optional features such as a heavy-duty cab roof, cab air pre-cleaner and a timer for cab heating.
SAFETY AND OPERATOR ASSISTANCE
Safety is a paramount concern in the L350H2’s design. The cab is equipped with a standard secondary steering system, ensuring continued manoeuvrability in the event of primary system failure. The bucket levelling function automatically returns the bucket to level from dump and curl positions, reducing operator fatigue and improving efficiency. The L350H2 can be fitted with a rear-view camera and radar detection system for enhanced situational awareness. These features are fully integrated into the Volvo Co-Pilot system, providing visual and audible alerts to the operator when unseen objects approach.
CONCLUSION
With its focus on operator comfort, safety, and ease of maintenance, the L350H2 is designed to keep productivity high and downtime low.•
The L350H2 is engineered to withstand the toughest conditions.
CR USHE R & SCREEN
IMS DI ST RI BU TOR
for Aust ralia, Papua N ew Guine a and South East Asia
PM1200-20TB PUGMILL
� Twin separate feed hoppers
� Adding of two powders & liquids
� Fully Automated
� Production up to 500 tph
BP1200-48TB
DUAL POWER BLENDER
� Four 12m3, Five-Meter-Long Hoppers
� Cat C7 Genset, can Connect to Mains Power
� Fully Automated with Wi-Fi Connection
A new IMS-PM1200-20TB Track Pugmill with twin 10m3 feed hoppers has just commissioned to Braeside Quarry on the New England Highway Warrick in Qld, the options the PM1200-20TB offered Braeside improved product management with the twin feed hoppers blending fines into roadbase to make spec or having two different products available ready for moisture control and CTB. The PLC control and recording system can be operated from an iPad in a loader managing all aspects of the operation including loading trucks and multiple trailers stopping when the required weight has been reached for each unit and recording the ID number of each load.
PARTNERS FOR THE LONG HAUL
Rio Tinto has made history in the Pilbara, Western Australia, accepting delivery of its 300th autonomous haulage system (AHS) truck from Komatsu.
Komatsu and Rio Tinto formalised their partnership in 2011 with a Memorandum of Understanding to deploy 150 AHS trucks. The two companies continued collaborating in mining automation more than a decade later.
“We’ve led the industry in mining automation since 2008 when we commenced the Rio Tinto trial,” Garry Povah, general manager for mining automation at Komatsu Australia, said.
“We delivered the first five AHS trucks to Rio mine sites in Australia in 2011, and it’s incredible to see how much the business has embraced this technology over the years, helping to make their mines safe and also highly productive.”
Rio Tinto has embraced using Komatsu’s AHS trucks, with 300 operating across the company’s ten Australian sites. According to Rio Tinto, the AHS trucks account for 80 per cent of its daily production.
Jamie Sanders, Rio Tinto’s global head of procurement, reflected on the partnership, which began with the truck trial in 2008.
“This significant milestone is an excellent example of the partnership approach that
Rio Tinto takes with its suppliers,” he said.
“Komatsu is a fantastic partner that has helped us improve our operations from a health and, safety, and efficiency perspective.
“From the initial trial in 2008 to the work we do with Komatsu today, they have played a major role in helping us accelerate the automation of our mining processes. We look forward to continuing our collaboration.”
In a broader perspective, Komatsu AHS trucks operate at 19 sites in four countries, 406 of which are in Australia. According to Komatsu, they have moved 5.3 billion tonnes of material without system-related injuries.
Also known as the FrontRunner Autonomous Haulage System, the AHS was created in 2008 to provide customers with tailored autonomous solutions.
The Komatsu AHS trucks are normally loaded by operator-controlled tools like shovels and front-end loaders to haul materials, including overburden to waste dumps or paddock dumps for spreading or mined resources to the crusher area.
Komatsu equips each truck with a combination of vehicle controllers, precision GPS, an obstacle detection system (ODS) using radar and laser, and a companydeveloped wireless network system.
The truck’s vehicle control system includes
a detailed map of the work site, including haul roads, loading areas, dump areas, refuelling and maintenance areas. The truck’s central controller assigns required routes to each truck. Each loading tool is fitted with an integrated touch-screen computer that shows the location, direction of movement, and speed of all mobile plants within the FrontRunner fleet’s operations area.
As each truck approaches the loading area, the loading tool operator uses their onboard touch-screen computer to “spot” the truck at the correct loading location, “telling” the truck when it can move into position to be loaded, and once it is loaded, it can move off to the dump area.
In dumping, the autonomous system can handle the industry’s different requirements, depending on the material to be dumped, whether to fixed crusher plant locations for mined ore or to overburden waste dumps.
Povah said the AHS fleet offered two key benefits to Australia’s heavy industries, as showcased by Rio Tinto.
“The AHS fleet at Rio Tinto sites have completed 8.9 million operating hours and have moved over 4.8 billion tonnes of material – all while improving their site’s effective utilisation by 15 per cent - a remarkable feat,” he said.
Komatsu has celebrated a significant milestone for its heavy industry equipment in Western Australia.
The partnership began in 2008.
AHS trucks significantly reduce the risk of accident and injury while enabling continuous operation that considerably impacts site productivity.
“AHS trucks are a crucial solution to both safety and addressing labour shortages in the heavy industries sector.”
Rio Tinto and Komatsu marked the milestone occasion with a special
The Japanese ritual involves painting one eye of the doll to symbolise the setting of a goal, and the second eye is painted when the goal is completed.
“The Daruma doll ceremony is symbolic of perseverance, determination, and achievement,” Povah said.
“We held the initial ceremony when the MoU was signed in 2011, and it was very
special to be able to celebrate the achievement of our partnership this year with the painting of the other eye.
“It gave us a moment to not only reflect on how much has been achieved but also to look towards the future as we continue to partner together on sustainable solutions for our industry.” •
The milestone was recognised with a ‘Daruma Doll’ ceremony.
Images: Komatsu Australia
STAND OUT FROM THE CROWD
To stand out, sometimes machinery can be the point of difference.
For Sofos Civil Contractors, the Hidromek HMK145 has turned heads on and off the job site.
Michael Emerzidis first saw Hidromek machinery in 2023 and was completely taken with its unique look and robust build.
When the experienced operator looked to expand the contracting side of Sofos Civil Contractors as part of a rebrand, he knew he needed Hidromek machinery to play a role in his business.
Sofos Civil Contractors underwent a rebranding to elevate its services and focus on quality after being initially established in 2013 under the name Costless Plant Hire. Presently, Sofos Civil Contractors specialises in demolition, excavation, and civil construction services. The company
role in a larger family enterprise before embarking on its own journey.
Sofos Civil Contractors is committed to delivering excellence and maintaining its reputation for high-quality workmanship. The company works closely with architects, engineers, and clients to ensure that every aspect of the preparation for this project meets the highest standards and client expectations Emerzidis, the managing director of Sofos Civil Contractors, said the company was currently engaged in a project in Sydney. The project involves preparing a site for a brand-new, four-story split-level home. Sofos Civil Contractors’ role has been to demolish the old house and carry out rock excavation for the building, swimming pool, and OSD tank. Once the groundwork is complete, the construction will begin.
Onetrak and Hidromek made a strong impression on Emerzidis. Although he has operated most excavator brands in the industry, ranging from 1.8 tonnes to 50 tonnes, he had yet to use Hidromek. His first encounter with Hidromek was in 2023 at the Onetrak stand during the Diesel Dirt & Turf Expo. Impressed by the machines’ appearance and the knowledgeable and approachable Onetrak team, Emerzidis began considering a return to contracting. Over the following six to seven months, he researched the capabilities of the HMK145 and thoroughly reviewed the many reviews and awards they have received.
By this stage, Emerzidis was completely taken by the appearance of the machine and suitably impressed by its capabilities. As Emerzidis was looking to purchase a new excavator, he was looking for a point of difference that would get him recognition and start the conversations, and he felt the look of the Hidromek would spark that attention. With his endorsement, the process began for purchasing the HMK145. Sofos Civil Contractors took advantage of Onetrak’s rentto-buy option and took delivery of the machine in June this year.
Images: Onetrak
The Hidromek HMK145 has a eye-catching look.
Sofos Civil Contractors has purchased a Hidromek HMK145.
Compared to the other machines Emerzidis has operated, he told Quarry he appreciates the spacious and comfortable cabin and the machine’s sturdiness. Emerzidis values the counterweight balance and the sense of security it provides. The excavator is also well built and strong, including the underbelly and with a great pump flow it has excellent hydraulics in comparison to other excavators in this class.
Emerzidis believes the Hidromek is really well thought out. His father, who has 35 years of experience in the industry, also appreciated the design and quality.
One of Emerzidis’ favourite features is the convenience and safety aspect of the syphon hose for refuelling. He also likes the positioning of everything for easy maintenance, including access to change oils and filters and to work on the hydraulic motor. He also noted that grease points are easily visible.
“I think they have done a really good job of ticking all the boxes; it is really well thought out and crafted,” Emerzidis said.
Another key point of difference was the Onetrak team. From the start, Aaran Hayden, Onetrak’s NSW territory manager, made a strong impression on Sofos Civil Contractors with his friendly demeanour and quick responses. The entire Onetrak team at the Diesel Dirt and Turf Expo also stood out for their approachability.
Emerzidis said that he prefers to invest in family-operated businesses, reflecting his
QUARRY PUMPING EXPERTS
The HMK145 in operation on the job site. Onetrak’s dedicated team supports Hidromek.
OUTCAST BUCKET STRIKES GOLD
Operators have warmly received Goldmont’s new bucket designed for heavy industries across Australia.
Goldmont by name and striking gold by nature, the Western Australian’s new bucket design has received praise from Australia’s heavy industry operators.
Goldmont Engineering has established itself as a manufacturer and supplier of critical parts for heavy industries, including mining, transport, and construction. The Western Australian operation specialises in design, fabrication and boiler making to solve customer problems with innovative solutions that implement light and heavy metals.
Goldmont Engineering found its customers were after the perfect loader bucket, which ticked all the boxes: A bucket stronger than conventional buckets on the market but also lighter to increase productivity.
Increasing bucket strength and achieving a lighter weight can be tough; usually, you can have one but not the other. However, Goldmont Engineering proved up to the challenge, and created the Outcast Bucket.
Goldmont Engineering needed quality metal and wear plates to underpin the design of the Outcast Bucket. SSAB’s Hardox wear plates and Strenx structural steel enabled the
The Outcast Bucket uses Hardox 450, Hardox 500, Hardox 500 Tuf, and Hardox 550, which help deliver a high level of performance while being lighter than a conventional bucket. According to SSAB, the Outcast Bucket is about 25 per cent lighter compared to a traditional R290 loader bucket with the same volume.
Goldmont Engineering designed the Outcast Bucket with a smoother profile to have less resistance when digging, which makes it operator-friendly across many of Australia’s heavy industries. The unique shape of the smoother profile and the combination of Hardox and Strenx steels ensure the Outcast Bucket has a lower wear rate than traditional buckets.
Customers can customise the shape of the Outcast Bucket’s lip shape and corner teeth to suit their application.
These factors have delivered operators in the harsh conditions of Australia’s heavy industries significant savings for their businesses.
Goldmont Engineering tested the Outcast Bucket in an intensive 12-week trial at an Australian underground mine.
Goldmont Engineering designed the Outcast Bucket for heavy industries like quarrying.
The Outcast Bucket is certified as an official Hardox In My Body attachment.
During the trial, which involved double shifts, the Outcast Bucket saved the mining operation thousands of dollars in costs.
“Outcomes from the 12-week trial equate to AU$72,000 costs saved annually,” Michael Brown, managing director of Goldmont Engineering said.
“And these estimates consider savings only from less fuel and doing less maintenance.
The quantified savings alone will pay back the cost of purchasing an Outcast Bucket in less than two years.”
SSAB has stood by its involvement in the Outcast Bucket and accredited it as a Hardox In My Body attachment in 2019.
By achieving this designation from SSAB, the Outcast Bucket passed the company’s strict quality controls, which evaluate the product’s welding quality, manufacturing process, and design, and was approved by SSAB’s board. Additionally, the intellectual property in the Outcast Bucket is protected by a Registered Design in five countries.
“The Hardox In My Body sign is a certificate for leading manufacturers of heavy equipment, proving that their products and production methods meet the highest quality standards. The certificate ensures that the product is made of Hardox wear plate,” SSAB said in a statement.
“Specialists in wear and structural technology have carefully analysed the Outcast Bucket for welding quality, manufacturing process and design.
“Each Outcast Bucket will have a Hardox In My Body sign with a unique ID that is traceable and can identify the origin and material used in your bucket.”
According to SSAB, the Outcast Bucket can benefit Australian heavy industries.
It has been proven to deliver less fuel usage, reduced CO₂ emissions, less mechanical and structural stress on the loader, lower bucket maintenance costs, increased availability and productivity.
As a member of the Hardox Wearparts Centre, Goldmont Engineering can sell and service parts made from Hardox wear plates.
The Kalgoorlie-based operation has an experienced team with decades of industry experience that can support customers throughout the lifetime of the Outcast Bucket with an expansive range of replacement and wear parts.•
For more information, visit ssab.com
The Outcast Bucket has Hardox wear plates and Strenx structural steel from SSAB.
THE POWER OF AIR
Kinder Australia is helping quarries eliminate spillage and dust with a skirting system that doesn’t touch the belt.
Traditional methods of containing dust and spillage often involve skirting systems which touches a conveyor belt to stop material from spilling over the side.
The skirts themselves are a consumable component due to the constant friction of the belt’s movement they endure before, eventually, being worn away by it. This friction goes both ways and can put additional stress on the carcass of the belt.
Tim Storer, field applications specialist at Kinder Australia, said quarries are looking to minimise their maintenance – which is why the company offers AirScrape.
“AirScrape is a contact-free conveyor skirting and sealing system that has emerged as a game-changer, providing an innovative and highly effective solution to address challenges associated with dust emission, spillage, and material loss at critical transfer points,” he told Quarry
“The distinctive feature of AirScrape lies in its unique diagonal arrangement of hardened lamellae. This design ingeniously guides external air into the middle of the conveyor belt, generating a powerful suction effect.
“As the material moves along with the belt, the suction effect captures and contains fine
dust particles within the conveyor section.
“Moreover, the lamellae redirect coarse materials back towards the middle of the belt, significantly reducing spillage.”
The design helps drastically reduce material spillage, curbs dust formation and eliminates
components. It can accommodate both large and fine particles, making it versatile for a range of applications. Hardened steel blades effectively reduce skirt wear, ensuring durability and longevity.
One key benefit, Storer said, is the system’s ability to handle wandering conveyor belts.
“Traditional skirting can become ineffective if the belt becomes misaligned, often leading to damage to the skirting system too. It’s a key issue for our quarry clients,” he said.
“If that happens with the AirScrape, there won’t be any damage to equipment – there might be a reduction in air pressure until the belt is returned to the right position.”
Kinder has ensured that installation is straightforward and cost-effective. AirScrape clamping systems require minimal mounting area, so it can be easily integrated into conveyor systems. The system comes in pairs of left and right-hand side two-metre interconnectable pieces, offering flexibility to form any required length.
The installation is facilitated by spacers for the initial set-up, allowing the blades to float freely above the belt. The attachment to the outside of the chute employs lifting tensioners via a simple screw system. The system is also longitudinally and laterally adjustable, ensuring a precise fit that follows the contours of conveyor belt rollers and the belt trough angle.
Images: Kinder Australia
AirScrape is a contact-free conveyor skirting and sealing system.
AirScrape guides external air into the middle of the conveyor belt, generating a powerful suction effect.
process and offers post-installation inspections to ensure everything is working properly.
Storer said the system the set and forget nature of the system has made it popular in quarries.
“Because it’s designed to hover over the belt, they don’t wear. Our clients can install them and don’t need to worry about adjusting or replacing them. Over the long term, that
that fully integrates with AirScrape to deliver improved dust control. It features a proprietary blade structure on the underside to ensure a negative pressure environment within the conveying area. This negative pressure means dust and spillage is trapped and cannot escape through the gap.
“TailScrape had been designed to integrate with the side skirt component, following the contour and profile of the belt across the back section of the feed tube,” Storer said.
Kinder’s specialists work with quarries to determine the source of any pain points.
One Australian quarry recently installed the TailScrape and AirScrape system –initially as a trial. Kinder’s team installed its equipment across three feed stations, along with the K-Sure belt support system.
After installing the system, Kinder’s team returned to the site to check how it was performing and found that the client had only needed to make one small adjustment. Since then, the system has been in place for several years and has been working without issue for two years. This allowed the site’s maintenance team to focus on other areas of the site and drastically reduce downtime.
Storer said unplanned maintenance and product loss are some of the most common problems quarries face.
“In today’s bulk materials handling landscape, operators are focused on environmental protection, workplace safety, and operational efficiency,” he told Quarry “Airscape helps to minimise product loss, reducing maintenance and replacement costs and contributes to a cleaner working environment.
“AirScrape sets a new standard in conveyor technology and innovation, proving that progress and sustainability can go hand in hand.” •
For more information, visit kinder.com.au
TailScrape fully integrates with AirScrape to deliver improved dust control.
NEVER IDLE
At 40 tons and over 30 feet long, safety comes first. By combining cameras, radar, and machine learning, obstacle intelligence gives operators eyes in the back of their head. To protect your crew, and other investments, like never before.
A FAIR DINKUM PLANT
Terex Jaques and Terex Washing Systems’ sand-processing plant has helped Coastal Concrete & Quarry become a top producer.
Ray Brown began his career in quarrying in the 1970s, and with that level of experience, he knows his way around plant equipment better than most.
Brown is the company principal at Coastal Concrete & Quarry, which he established in 1972. While some managers like to remain behind a desk, Brown takes a hands-on approach to keep his finger on the pulse of the operations at the company’s ready-mixed concrete plant at Mogo and a sand quarry at Broulee in the Eurobodalla Shire on the south coast of NSW.
It is his way of ensuring his small team provides its customers with the best concrete and sand at the best price and service. At the heart of it all is the Terex Washing Systems sand-washing plant, which powers the
plants and Boral’s required sand for the Snowy Hydro 2.0 Project.
This new sand-washing plant would be critical to the business’s ability to provide customers with the quality they had come to expect from Coastal Concrete & Quarry.
“We had a look at many plants. Terex Washing Systems’ plant seemed to be the most honest. It was one which we could understand how it worked … [and] they were better per dollar for what we got,” Brown said.
“When we priced these sand plants, Terex Washing Systems was in the middle but it was good value for your dollar.
“We’ve been very happy with the plant. The performance and the back-up from Terex Jaques has been second-to-none.”
Since its establishment, the company has
During his time in the industry, Brown has seen how slow turnarounds for parts have impacted production. As a smaller operation, Coastal Concrete & Quarry cannot afford periods of downtime. Brown told Quarry that Terex Jaques and Terex Washing Systems has stood out with its customer service.
The original equipment manufacturer (OEM) maintains parts in Sydney, which is beneficial for Brown’s NSW-based business.
The OEM also has a team of specialists to help fix any issues. Mat Joy, the parts manager for Terex Jaques’ NSW branch, and Stephen McKee, a product support engineer for Terex Washing Systems, have been integral to supporting Coastal Quarry & Concrete.
“Since getting it, I’ve been very happy with the back-up support; they’re very good at that. You can ring Terex Jaques, and they’ve got people on hand [to help you],” Brown said.
“Reliability and availability are very important in our business. It doesn’t matter what you buy; you’ll have breakdowns or errors, and that’s one of the things I find Terex Jaques is very good at fixing; they solve things quickly, and they have the parts if you require them.”
Since it has been operational, Brown estimates that the Terex Washing Systems wash plant has consistently delivered 154tph daily. Given that the company has significant clients, including Boral, five private operations, and around 14 concrete plants, relying on its materials for projects, that level of reliability is critical.
Terex Washing Systems helps Australia quarries.
Terex Jaques provides dedicated support to Australian quarrying customers.
“This plant will produce that amount hour after hour,” Brown said.
“Those guys just want the material ... they just need it [for their projects]. In that way, the Terex Washing Systems plant has been really good to allow us to produce the material they need when they require it.”
Terex Washing Systems and Terex Jaques helped set up the plant for Coastal Quarry & Concrete when they purchased it in 2022 and has provided consistent support to maintain the sand-processing plant in
the intervening years whenever the NSWbased outfit has required it. While Coastal’s previous plant was purchased in 2008, the upgrade to the modern Terex Washing Systems plants, with all their innovations, has proven worthwhile.
All quarry material will be hard on plant equipment in some way; it just depends on the application and usage rates.
That is why companies in the quarrying industry often need to spend time on preventative maintenance to reduce the
likelihood of an unexpected shutdown.
Coastal Quarry & Concrete runs the plant with three operators as well as a large dredge set-up, and according to Brown, it is easy to handle.
More importantly, it has been easy for Brown and his team to keep the Terex Washing Systems plant running.
“They did a very good job at [setting it up]; it has been extremely good to maintain; the maintenance is easy,” Brown said.
“It is the sort of plant that you can see and work on; you don’t have to be a university graduate just to read about it; it has been really good.
“They’re pretty easy plants to look at and understand and do maintenance and repairs on. All in all, we’re very happy with it; it performs really well.”
Terex Washing Systems offer solutions to fit all operations from ‘full feeder to filterpress’ solutions and single wash plants.
The company will tailor its solutions to the customer’s bespoke needs within the Australian quarrying industry.
After two years with the Terex Jaques and Terex Washing Systems teams, Brown is emphatic about his experience with them.
“I’d recommend them to anybody, to use the Australian term, they’re fair dinkum,” Brown said.
For more information, visit terexwashing.com
FOR EVERYTHING BELOW THE BELT
Our engineers are experts in innovation with the ability to design bespoke solutions and provide products to suit all conveyor applications.
Selected to increase your efficiency and reduce downtimeIf it’s above, around or below the belt, we have the answer.
Unlock your productivity potential. Visit kinder.com.au
NEW FEATURES SHINE ON 988 XE WHEEL LOADER
The 988 XE Wheel Loader is equipped with a host of features that deliver better productivity, fuel savings, and safety.
Over the past few decades, every machine launched in Caterpillar’s product line has been consistently characterised as “industry-leading” and “state of the art”. Staying true to these charaterisations, the Cat 988 XE is driving forward to solidify its reputation as a classleading wheel loader option.
Caterpillar discusses the key features of the Cat 988 XE Wheel Loader and why it is the one of the keys to unlocking greater productivity and profit margins for quarries.
The Cat 988 XE Wheel Loader is designed to operate on any job site. Powered by a robust Cat C18 engine, the Cat 988 XE Wheel Loader also has solid-state, fully sealed, and liquid-cooled power electronics that will withstand harsh conditions.
“Customers will also be happy to know that aside from a durable structure and powertrain, the Cat 988XE Wheel Loader
comes standard with an engine designed to be rebuilt to deliver more value from more than just one lifecycle,” the company said.
The new Cat 988 XE Wheel Loader is equipped with features that can increase fuel efficiency, and extend profit margins with every use. The machine has an increased hydraulic speed and is capable of faster cycle times, which reduces machine idle time and fuel burn. Customers can look forward to greater fuel savings with a tried-and-tested Switched Reluctance (SR) electric drive system. Additionally, operators can switch the operating mode to Economy Mode at the job site to intelligently adjust the engine’s RPM according to operating needs.
The Cat 988 XE Wheel Loader also comes with the Engine Idle Shutdown Feature to conserve more fuel while idling. As a fresh feature on the Cat 988 XE Wheel Loader, the Machine Overload Prevention will let
operators know when the target payload in the bucket has been exceeded.
A wheel loader that is equipped with an electric drive system helps customers benefit from more than just fuel savings. Thanks to its electric drive system, the Cat 988 XE Wheel Loader has fewer moving parts, which helps to reduce wear costs over the machine’s life.
“Customers can also enjoy extended life for consumables as oil and fuel waste are reduced,” the company said.
Within the cabin, there is also an Engine Oil and Filter Remaining Useful Life indicator that calculates the useful life of the engine oil and filters. This indicator alerts the operator when service is required, reducing redundancy and lowering overall maintenance costs.
The Cat 988 XE Wheel Loader also boasts features that enable operators to have enhanced control over the machine. The wheel loader has the Steering and Integrated Control (STIC) feature, which can maximise the responsiveness of the electric-hydraulic controls. When paired with the Positive Flow Control hydraulic system, operators can enjoy
The Cat 988 XE Wheel Loader is designed to operate on any job site.
motion, boosting precision and productivity.
In addition, the Cat 988 XE Wheel Loader can allow new operators to leverage the suite of features in the Operator Assist mode.
The standard Tyre Slip Prevention uses multiple sensor inputs from the machine to assist novice operators in eliminating tyre slip on less-than-ideal surfaces. Without tyre slip, the 988 XE can enjoy reduced wear and better traction, always getting the job done.
and unnecessary wear. The Operator Assist comes with a Lift Stall Prevention function. With the Operator Assist present to support novice and experienced operators, the Cat 988 XE Wheel Loader can help operators ensure consistency in productivity while reducing operating costs.
the safety proximity zone, thus enhancing blind spot awareness and safety. There is an Operator Presence Sensing Feature on board, which will automatically engage the parking brakes if no operator is in the seat.
Visibility around the 988 XE Wheel Loader at night will also be improved as LED lights will replace the halogen lights that were used on the machine previously.
As an added safety feature, the information display will have a slope indication to help operators stay within safe design limits. The pitch and roll of the machine will be shown to the operator in real time.
To make fleet management worry-free, the Cat 988 XE Wheel Loader will come standard with VisionLink technology.
VisionLink allows end users to have an overview of all the machines within the fleet, granting visibility on the machines’ locations and recommending required preventive maintenance to reduce unwanted downtime. VisionLink also provides in-depth insights on each machine to help customers identify productivity issues within the job site.
In the Operator Assist mode, the Auto Set Tyres feature is also built into the machine. This feature works hand-in-hand with the Tyre Slip Prevention System. When the Auto Set Tyre feature is engaged, pressure is
The Cat 988 XE Wheel Loader is built around safety for operators and workers onsite. Operators can enjoy better visibility from the cabin with larger window panels that give them a better view of the front tyres. The Cat 988 XE Wheel Loader can be fitted with a Rear Object Detection System, which will alarm the operator when an object is within
Overall, the Cat 988 XE Wheel Loader can be described as a productivity-centered machine that delivers savings with every use. With a suite of industry-leading technology onboard to promote productivity, savings, and safety, it is safe to say that this machine is an investment that will be sure to pay massive returns.
For more information, visit cat.com
The Cat 988 XE Wheel Loader has plenty of features for operators.
Images: Caterpillar
LASTING RESULTS FROM LONG-TERM PARTNERS
ONTRAC Group’s reputation for well-engineered bucket attachments is earning praise from across the industry.
When Ross Forsyth began his new role as territory manager for Canberra at STM Trucks and Machinery, he knew there was one brand he wanted to bring with him.
After more than a decade in the industry at CJD Equipment - including six years as a technician and five in sales - Forsyth knew a quality product when he saw one, which made ONTRAC Group’s products a
“The best thing about [ONTRAC Group] is it is Australian made, and they stand by their product, so you know what you’re getting.
“Once a customer has got one [ONTRAC bucket] and they start seeing the benefits of that bucket and what it is doing for their business, they’ll keep coming back.”
As a family-owned and operated business, STM Trucks and Machinery has developed its reputation as a dealer of high-quality
Forsyth knew ONTRAC Group’s engineering capability would help STM’s customers find the right bucket attachment to their application.
He had seen first-hand how ONTRAC Group’s team could customise a bucket attachment to suit specific needs.
In his previous role, Forsyth worked with a customer to get ONTRAC Group’s XMOR Bucket, one of the first sales of the
Images: ONTRAC Group
The XMOR Bucket was on display at Diesel Dirt & Turf earlier this year.
buckets for several long- reach excavators.
“One thing with ONTRAC Group, they work with the customer and me … and they’re very happy to work with you and customise something for the customer’s needs,” he said.
“You want reliability, and when there is a problem, you want to get on it fast and get it sorted, and ONTRAC Group has always gone above and beyond to fix problems and keep customers working and happy.”
“Buckets are not just buckets anymore; there is a lot of engineering and stuff going into them to make them last longer and get capacity in those machines.”
the wear which is traditionally combatted by adding more steel, and therefore, more weight to the bucket.
The bolt-on heel segments differ from conventional welded-on parts, making it easier to maintain and repair in the field.
The ONTRAC XMOR Bucket is engineered for durability and efficency meaning fewer replacements and lower maintenance costs.
The XMOR uses high-quality steel, including SSAB’s Hardox 500 Tuf wear plate and Strenx Performance steel, to reduce its weight without compromising on wear and structural integrity which is key in the quarrying industry.
The rounded surfaces on the XMOR Bucket reduce bucket drag, which lessens
Recently, the STM showroom at Smeaton Grange placed a physical XMOR Bucket on display. This allowed STM’s customers to see, feel and interact with it and take in its unique design prior to purchasing.
The bucket—designed for a 50-tonne excavator— was also on display at one of Australia’s largest construction expo, Diesel Dirt & Turf, earlier this year.
Forsyth said he was not hesitant to recommend ONTRAC’s products to customers,
given their track record of performance.
“Buckets are not just buckets anymore; there is a lot of engineering and stuff going into them to make them last longer and get capacity in those machines,” Forsyth said.
“I’ve done a lot of work in quarries, and I am always trying to get more capacity for my customers in their machines.
[ONTRAC’s buckets] have that capacity, and they have longevity and the ease of maintenance in the field.
“There’s nothing to weld on, it is all bolt-on with XMOR, and you can change things out in the field, and that makes it an easy task and an easy choice to go with.” •
For more information, visit ontracgroup.com.au
For aggregate, coal, lignite & recycling
Crushing is possible in tunnel situation
Feed sizes up to 1100 x 2400mm
Reliable production up 4000 t/h
At-grade material feeding
IMPACT CRUSHER
STM Trucks and Machinery partners with ONTRAC Group.
POWERED UP
Data and technology play an increasingly important role in the quarry. Quarries can be at the forefront of this change by using the latest data and power transmission systems.
Technology has been one of the largest shifts in the quarrying industry.
While pen and paper may have once sufficed to keep track of the extensive activities within a quarry, many businesses have pivoted to digital solutions.
From fleet management services to advanced telemetrics and cloud-based storage for computers, technology and data have a significant role to play in the quarrying business.
construction materials many projects rely on arrive on time and on budget.
The shift is part of Industry 4.0, which is widely seen as the fourth industrial revolution. According to McKinsey & Company, it has delivered connectivity, advanced analytics, and automation.
With so much technology arriving in the quarry already and more likely still to come with the emergence of artificial intelligence, it makes sense to have a technology partner focused on Australia’s heavy industries.
Images:
Conductix-Wampfler
Conductix-Wampfler has a wide range of products and services to offer Australian quarries.
For more than thirty years, the company has supplied these solutions to the Australian quarrying sector, as well as the country’s resources and bulkmaterial handling industries.
With its background in the heavy industrial sectors, Conductix-Wamplfer’s Australian team understands no two applications are alike. This is why the company offers a complete range of on-site service capabilities, including fault identification and servicing, for customers in the quarrying industry.
The company’s engineers can also plan and design for new applications that require Conductix-Wampfler products or retrofit its products onto existing systems.
Conductix-Wampfler specialises in designing, manufacturing, and supplying high-voltage and low-voltage cable reelers, cable festoon systems, conductor bar systems, and high-voltage and low- voltage slip rings.
The company has also supplied several industries with radio remote controls, cellular buffers, and workshop power systems.
“Many of our products are currently in use at numerous Australian mines as well as bulk ports throughout Australia and varied industries around the world,” ConductixWampfler Australia’s state sales manager for Queensland and the Northern Territory, Chris Hobl said.
Conductix-Wamplfer also recently signed a distribution agreement for the Metcorr Tramp Metal Detector.
The Metcorr 117C Tramp Metal Detector helps crusher operators avoid downtime in basalt and limestone applications by detecting foreign metal in the crushing material.
“The Metcorr 117C Tramp Metal Detector is a rugged detection system built for harsh conditions with minimal maintenance and servicing,” Hobl said.
“Depending on your specific conveyed material and what you are looking to detect, the supplied electronics cabinet can control all settings and sensitivities to ensure your desired level of detection is achieved every time.”
Conductix-Wamplfer’s Melbourne-based engineering team, which has close to 40 years of industry experience between them, can advise on the best Conductix-Wampfler product for a customer’s specific application by understanding their needs and the company’s offerings.
Conductix-Wamplfer maintains dedicated sales offices in Melbourne, Sydney, Brisbane, and Perth, as well as distributors throughout the country, to assist customers across Australia’s quarrying, resources and bulk-handling sectors. •
The company maintains offices across Australia to support its customers.
IQA STUDY TOUR
AUSSIES TAKE OVER UK
The next generation of quarry workers travelled to the United Kingdom to learn more about the industry and attend the global event Hillhead.
If nine Australians, one New Zealander and a South African walked into a quarry in the United Kingdom; you could be forgiven for thinking it was the start of a bad joke.
Instead, 11 intrepid travellers from the three countries came together earlier this year for the study tour of a lifetime to enhance their knowledge about quarrying and related industries.
As part of the two-week trip, the group, mainly comprised of the IQA Young Member network members, visited industry sites and learned about the latest equipment and methods used in the UK sector.
“It was awesome to meet everyone there, and I think it was clear from day one that everyone was a massive nerd about rocks basically and holes in the ground,” co-tour organiser and concrete plants manager at Hanson Australia Keelan McNulty told Quarry.
McNulty and Andrew Britton, the IQA Young Member Network coordinator for South Australia, came together to create the ultimate study tour experience.
Study tours had been rare during and since the COVID-19 pandemic, and the pair were eager to ensure the next generation could take advantage of this worldwide opportunity.
Using McNulty’s previous experience in the UK and the input from the Institute of Quarrying UK branch, the pair developed an incredible range of experiences for the group, including site tours, time at Hillhead 2024, and visits to the National Stone Centre in Derby. The group also took in several “super quarries” in England’s southwest and midlands.
“We had known individually that these tours used to be a thing, but COVID had just stopped them, and we were both really keen to get them back on and make it a young members thing,” McNulty told Quarry
“We had absolutely no idea where to start or what to do, but it was a trial by fire, and luckily, not too many mistakes were made. We started probably 18 months before the trip, and I think Andrew had also been putting feelers out before that.
“I definitely had a few ideas going into of sites to see that either I hadn’t been to but really wanted to see or I had been to, and I thought they were awesome, but the Institute of Quarrying in the UK was really helpful.
“They balanced out my weird and wonderful list that included quarries in the mountains of North Wales and Glensanda … they were able to focus us and help create a great trip.”
On the third day of the trip, the tour group headed to Hillhead 2024 as the global showcase returned to Buxton in the UK. The three-day event brought together members worldwide to see the latest innovations, equipment and knowledge used in the quarrying and construction materials sectors.
After the global quarrying community descended onto Hillhead Quarry for the 2024 event, organisers have said it was one for the history books.
According to organisers, the 2024 event was the most visited edition in terms of volume of visits over the three days and visitors spending more time at the show than ever before. In total, there were 26,626 visits across the event, an eight per cent increase from 2022.
The study tour group was hosted by the Institute of Quarrying UK branch, with Institute of Quarrying UK president Viv Russell mentioning their lunch together as one of his highlights from the show, writing:
“It was awesome to see they were loving the trip, but I think Wednesday [at Hillhead] blew them away all over again. There were automated dump trucks, the largest mobile crusher in the world, and hundreds and hundreds of exhibitors,” he said.
“There’s nothing like that in Australia; there are some mining expos, but nothing specifically for quarrying. It was awesome; everyone was super excited.
“At some point, I broke away from everyone else and started looking at concrete trucks, but everyone else was just obsessed with seeing the mobile equipment exhibits.”
The IQA study tour was attended by 11 members.
The group visited Torr Works, the second-largest quarry in the UK.
IQA STUDY TOUR
into the industry. Wirtgen Group, CDE Group, SMT GB, and EPC-UK all showcased different aspects to the students on their tour.
Russell wrote after the event that: “Seeing strong support from many companies for the Minerals Matter School tour on Thursday was heartening, introducing a new generation of potential talent to our sector.”
McNulty said a similar approach could help bring younger workers to quarrying.
“The UK really shows up the Australian industry in terms of engaging young people early on, just in terms of community engagement, hosting open days with the public and going to schools and getting people to join management apprenticeships or vocational apprenticeships in the industry,” he said.
“When you compare a site over there, you go to a site, and the quarry manager is introducing his assistant, and there’s people that are learning the ropes, and they tend to be young people, and I think that is missing from quarries over here.
“That’s why I think the Young Members Network is really important … I think it is really key for networking and learning more about other sites, getting out of your bubble and sharing knowledge.
“In the tour, it was amazing how much knowledge was shared by talking about sites and experiences, and I think everyone came away from it feeling a lot more confident, which I think is important.”
The IQA Young Member Network is designed to provide early-career workers in the extractive industries with networking and education opportunities. It is open to any IQA member 35 years of age and younger who wants to access support and development to forge a successful career within the industry.
McNulty said the Young Member Network benefited young workers within the industry.
“You can kind of have your site, and sometimes, you don’t often leave it to see other sites or meet other people, but I think that is what is great about IQA site visits, conferences and meetings for that kind of networking,” he said.
“It was awesome. Everyone is still in contact now, and people are meeting up when they’re near each other.
“The highlight for me was seeing how much everyone enjoyed the trip, and it took a really long time and a huge amount of hours to put together, but I absolutely loved it.” •
For more information about the IQA Young Member Network committee, visit quarry.com.au
GET PUMPED
The group visited several different quarry sites across the UK.
IQA NEWS
OUT AND ABOUT WITH THE
IQA
NSW Quarries health & safety conference
The 10th Annual NSW 2024 Quarries health & safety conference, held at the Western Sydney Conference Centre, delved into crucial health and safety issues impacting the quarrying, concrete, mining, and resources sectors. Attendees enjoyed a range of engaging presentations, insightful speakers, and informative trade stands.
Key topics covered included adverse vehicle interactions, respirable crystalline silica, simplifying psychosocial implementation, supervision for safety, change management, mechanical and electrical safety.
We also celebrated a decade of Health & Safety Conferences in NSW, with a remarkable panel discussing how health and safety practices have evolved over the past 10 years and where the sector is headed in the future.
IQA Southern region subbranch dinner
On Friday 26 July, the Southern NSW Region sub-branch hosted its inaugural ‘Xmas in July’ dinner meeting and AGM at the Mittagong RSL Club. A special visit from the Grinch added to the festive atmosphere.
Andre Laidlaw from Laidlaw Equip, a 2024–2025 IQA NSW premium sponsor, welcomed
UPCOMING COURSES AND EVENTS
MAGSHIELD, represented by Murray Laidlaw. Murray provided a comprehensive overview of MAGSHIELD’s innovations, including the origins, concept, and magnetic filtration capabilities of their products, which filter down to 0.1 microns. He highlighted various OEM designs, installation examples, and cost savings achieved by their clients. Murray also discussed the MAG-PROBE diagnostics tool and their asset protection products, emphasising that MAGSHIELD’s filtration system complements rather than competes with existing OEM screening technologies. Members had the opportunity to see and touch examples of their magnetic solution devices firsthand.
During the AGM, the sub-branch bid farewell to departing members and welcomed new ones, expressing gratitude to outgoing chair ‘Shine’ for his long-standing dedication.
The WIQ fireside chat was an enlightening experience for attendees.
IQA NEWS
There was also a Women in Quarrying Fireside chat. The venue provided a cozy setting for engaging conversations and delightful snacks on a cold afternoon. A diverse group of attendees, ranging from early-career women to seasoned professionals, represented various roles in the industry like plant operators, CEOs, administrators, and sales and marketing professionals. WIQ sponsor, Onetrak, and a few IQA leadership team members from the region were also present. It was an enlightening experience to listen to individuals’ stories about their journey into and progression within the industry. The fireside chat concluded with a sense of camaraderie and optimism, as attendees ventured upstairs to join the IQA (Southern Region) AGM and Annual dinner.
North Queensland safety and health conference
On 6 August, the NQLD branch and FNQ sub-branch committee, in collaboration with RSHQ, hosted an afternoon conference at the Mercure Townsville, focused on safety and health for the northern region.
The event was followed by the branch AGMs and a networking sundowner, where attendees enjoyed refreshments and canapés. Guest speakers included Kim Douglas, Andrew Clough, Chris Wilson, Sharon Kratzmann, Jared Barnes, and Lionel Smith. A special thank you also goes to our sundowner sponsor GET Australia, and exhibitors Coolfog, Vision Intelligence, TIMKEN, TSGlobal, and Dodge, who played an active role in the event.
A big thank you to NQLD branch committee member Lawrence Fahey for serving as the MC and for his ongoing contributions to the event’s organisation.
SA AGM dinner
On 9 August, the SA branch held their AGM Dinner at the Coopers Stadium. The event had a total of 170 members and sponsors in attendance.
Andrew Wilson was presented his Fellow Membership after many years of service to the IQA. In addition, a significant number of new members received their membership certificates, and some current members received membership upgrade certificates.
The 2024–25 committee comprises 18 members which is a record and highlights the strong interest of SA members in being involved.
Malcolm Short provided an informative presentation whereby the members increased their understand of the complex design, outcomes to the state and delivery timeframes for the project. The project is a 10.5km final middle section that will link north (near Gawler) to the south of the CBD and increase safety and freight movement opportunities.
Carly Monaghan and Andrew Britton gave a fantastic presentation and highlights from the recent 2024 IQA Young Members Study Tour of the UK.
The committee would like to thank sponsors, members and the employers that support their staff in attending the event.
Victorian branch winter quarry night and AGM
The IQA Victorian branch winter quarry night and AGM took place on Thursday 8 August at the Northern Golf Club in Glenroy.
The evening began with a brief AGM. The Chair provided a summary of the year’s activities, sponsorship, and membership, followed by the election of the new Victorian branch committee for FY25.
The northern Queensland event was followed by the Branch AGMs and a networking Sundowner.
IQA NEWS
Tom Calleja from The Block hosted a Q&A session, discussing his experiences on the show, including material shortages, weather issues, behind-the-scenes moments, friendships, highs and lows, and his ongoing role.
A guest panel discussion featured three veterans of the quarry sector: Peter Wilson (South East Sands), Shane Braddy (Construction Materials Consulting Services), and Andrew Rankin (Boral). The panellists captivated everyone with their insights and stories about their industry experiences.
WA AGM and dinner
On 9 August, the WA branch hosted its AGM and annual dinner at Gucce Cucina, Applecross. This year’s event was particularly special as the brand bid farewell to long-standing chairman, Tinus Nagel, who stepped down after an impactful four year tenure.
Under Nagel’s leadership, the WA branch achieved a first by securing numerous sponsors, many of whom have generously renewed their support for the 2024–25 period. The IQA is deeply appreciative of this continued commitment.
While Nagel will remain an active committee member in the coming year, he has passed the baton to Johan Barnard, with Phil Hopes stepping in as the incoming deputy. The branch is thrilled to welcome new committee members and extends gratitude to those continuing their service. Their collective efforts are instrumental in ensuring that the IQA delivers value to our members and sponsors, and in fostering the growth of our association.
Dive into innovation at the 2024 IQA National Conference
The countdown is on for the 2024 Institute of Quarrying Australia (IQA) National Conference. Set to take place from 15–17 October in Adelaide, this landmark event will bring together industry leaders, innovators, and enthusiasts to explore the latest trends, technologies, and sustainable practices shaping the future of the quarrying sector.
With the generous support of platinum sponsors - Hitachi, Komatsu, and Caterpillar – this year’s conference will serve as a vital platform for advancing the extractive industry through innovation, collaboration and learning.
Throughout the conference, social events will offer delegates valuable opportunities to connect and forge meaningful relationships.
Kicking off the conference on day one, Hitachi will host the welcome reception cocktail function, providing a relaxed atmosphere to set the tone for the busy days ahead.
“This event provides an opportunity for delegates to catch up and network in a social environment, which is essential for building trust and relationships in our industry,” Hitachi national major account manager Matt McCarthy said.
On day two, attendees can look forward to the Komatsu conference dinner, an evening of networking and thought-provoking discussions.
“Sponsoring IQA2024 aligns with our dedication to advancing the extractive industry and fostering collaboration among industry leaders,” Komatsu national marketing manager Alison Davey said.
This event will showcase Komatsu’s Smart Quarry Site technology, which is revolutionising operational efficiency.
Day three will feature the Caterpillar gala dinner, offering a chance to celebrate the achievements of the quarrying community while fostering meaningful connections.
Greg Mumford, ANZP region sales, service and marketing manager at Caterpillar, said,
“The quarry industry is very important for Caterpillar, and events like the gala dinner provide invaluable opportunities for relationship building that drives the industry forward.”
A special highlight of this year’s conference will be the welcome address by LiebherrAustralia, focusing on digital transformation and sustainability.
“We want to share our innovations and learn from others to shape the future of the quarrying industry together,” Liebherr-Australia area sales manager VIC Wayne Milsteed said
Attendees can expect insights on leveraging technology to enhance efficiency and reduce environmental impact.
Finally, don’t miss the opportunity to join the Boral Stonyfell Site Tour on day one, offered by Aptella. This tour will provide a unique behindthe-scenes look at one of the industry’s leading operations, showcasing best practices and innovative approaches to quarry management.
The 2024 IQA National Conference is more than just an event; it’s a platform for collaboration, learning, and growth, made possible by the support of industry sponsors. With a diverse lineup of speakers, engaging panel discussions, and ample networking opportunities, this year’s conference is designed to inspire and empower all participants.
Mark your calendars and join the industry as it explores the future of quarrying together, fuelled by innovation, sustainability, and a shared commitment to excellence. •
Malcolm Short provided an informative presentation.
A guest panel discussion featured three veterans of the quarry sector.
GEOLOGY TALK powered by
STONEHENGE SECRET REVEALED
New research has uncovered fascinating details about the famous Stonehenge in England.
New research has found the prodigious six-tonne Altar Stone, which stands at Stonehenge, hails from Scotland instead of Wales.
The study’s lead author, Curtin University PhD student Anthony Clarke, first saw Stonehenge as a child. Over two decades later, his findings have shaken the origins of Stonehenge’s Altar Stone.
“This discovery also holds personal significance for me. I grew up in the Mynydd Preseli, Wales, where some of Stonehenge’s stones came from,” he said.
“I first visited Stonehenge when I was one year old, and now, at 25, I returned from Australia to help make this scientific discovery – you could say I’ve come full circle at the stone circle.”
The monumental stone stands at the centre of the world-renowned circle in Southern England. The new research reviewed the age and chemical composition of mineral grains within fragments of the Altar Stone to determine its origins.
The Altar Stone had long been thought to have been from Pembrokeshire in Wales. Many of the world-famous ‘bluestones’ are understood to have come from west Wales, leading to the belief that the Altar Stone also hailed from the region.
However, the new study found similarities between the Altar Stone and sandstone in the Orcadian Basin in northeast Scotland.
The researcher’s analysis of the ages matched those found in rocks of the Orcadian Basin but was completely different from those of the Welsh-sourced stones.
The complete study has been published in the journal Nature. The research was performed in collaboration between Aberystwyth University, the University of Adelaide, and University College London.
“These findings are truly remarkable - they overturn what had been thought for the past century. We have succeeded in working out if you like, the age and chemical fingerprints of perhaps one of the most famous of stones in the world-renowned ancient monument,” research co-author and Aberystwyth University Professor Richard Bevins said.
“It’s thrilling to know that our chemical analysis and dating work has finally unlocked this great mystery.
“We can now say that this iconic rock is Scottish and not Welsh. Although we can say that much, and confidently – the hunt will still very much be on to pin down where exactly in the north-east of Scotland the Altar Stone came from.”
The findings suggest the Altar Stone would have had to travel at least 750 kilometres to arrive at Stonehenge from the north of Scotland.
Study co-author and Curtin University Professor Chris Kirkland said the findings had other implications for understanding travel in that era.
“Transporting such massive cargo overland from Scotland to southern England would have been extremely challenging, indicating a likely marine shipping route along the coast of Britain,” he said.
“This implies long-distance trade networks and a higher level of societal organisation than is widely understood to have existed during the Neolithic period in Britain.
“Our discovery of the Altar Stone’s origins highlights a significant level of societal coordination during the Neolithic period and helps paint a fascinating picture of prehistoric Britain.” •
Stonehenge is a UNESCO World Heritage site.
Image:
Al Carrera/stock.adobe.com
Hardox® 500 Tuf is a new wear-resistant steel from SSAB. It combines the hardness of Hardox® 500 with the toughness of Hardox® 450. The high wear resistance of Hardox® 500 Tuf makes it possible to increase the load capacity by using a thinner plate and still have the same outstanding service life. Or stay with the same thickness and increase service life by 30% or more, depending on the abrasive material.
Hardox® 500 Tuf is also tough enough to perform as a structural steel, allowing for a stronger and lighter mining body with less supporting structures. Hardox® 500 Tuf takes the load instead.
Get the full story of Hardox® 500 Tuf at www.hardox.com