LICENCIAMENTO COMO SEGURANÇA NA ATIVIDADE INDUSTRIAL
TECNOLOGIA
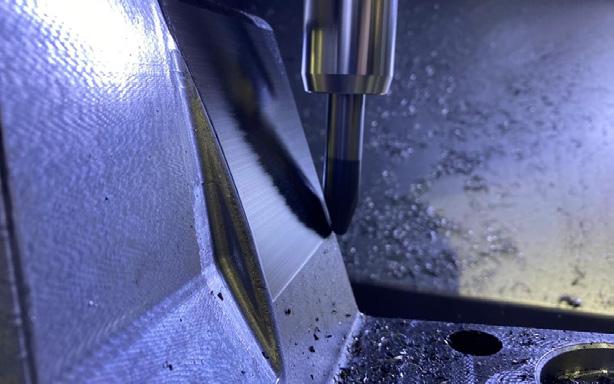
DESGASTE EM FERRAMENTAS DE CONFORMAÇÃO A FRIO
BASE DE ESTAMPO E COMPONENTES
ATENDIMENTO TRÊS-S
FERRAMENTAS PARA PUNCIONADEIRAS
CONHEÇA NOSSA LINHA DE PRODUTOS:
PINOS RETIFICADOS MOLAS DE COMPRESSÃO
CAPACIDADE E PRECISÃO ENTRE EM CONTATO PARA MAIS INFORMAÇÕES.
PASSADO, PRESENTE E FUTURO
POR CHRISTIAN DIHLMANN
Pelo mundo afora, existem muitas construções datadas de dezenas, centenas e milhares de anos antes de Cristo. De igrejas a pirâmides, de torres a tumbas, de pontes a praças, de palácios a anfiteatros. Boa parte destruídos por conflitos humanos, outros por catástrofes da própria natureza, mas uma parcela considerável ainda fortes, vigorosos, colossais e úteis. Um passeio por cidades da Itália, como Roma, Milão e Florença, nos faz pensar no “modus operandi” utilizado quando da construção de tais belas obras, ainda imponentes hoje e mundialmente respeitadas e admiradas. Todas, com certeza, tiveram muita inspiração e transpiração. Planejamento, estratégia, liderança, controle, pessoas, dinheiro e capricho são elementos estruturantes e decisivos para o resultado do conjunto.
Considero que, na essência das obras, sobressaem dois pontos vitais: a conexão de vários cérebros e conceitos alinhados e; o aproveitamento do que já existia posto no momento da construção. Exemplifico com a Muralha da China, que é o resultado da estratégia alinhada ao longo de três dinastias para proteção e defesa territorial e da junção de vários “pedaços de muro existentes” para economia de recursos humanos e financeiros e redução do prazo de entrega. Não obstante a teórica baixa qualificação profissional e reduzido nível de recursos tecnológicos disponíveis no passado, estas incontáveis obras estão presentes,
para serem vistas, tocadas e comprovadas. E, salvo algum intenso fato gerador causado por ação humana ou evento natural incontrolável e arrasador, aí permanecerão por um futuro incalculável. Minha dúvida é se “desaprendemos”, ao longo dos anos, a sermos mais preparados, mais focados, mais dedicados. E mais assertivos. Me pergunto se o nível de maturidade das pessoas era mais “elevado” e a tecnologia e a gestão eram inconscientemente mais “afinadas” do que o nível atual. Estou incerto se estamos “falhando” em preparar nossos times. Não me permito aceitar que os procedimentos atuais são “menos sérios” do que os de 2.000 anos atrás e que a honestidade tenha sido “jogada às traças”, considerando que o volume de dados e o conhecimento no mundo crescem de forma vertiginosa, permitindo assim que a humanidade possa ser beneficiada pelo aumento da qualidade de vida. Ao ver tragédias econômicas e sociais ocorrendo por total incompetência de gestores públicos, ao saber de obras materiais desmoronando por imperícia técnica, ao testemunhar manipulações políticas por pessoas gananciosas, concluo que visam única e exclusivamente o benefício de grupos restritos. Isso pode e deve ser mudado!
Em nosso setor podemos atuar como os “antigos”. Unindo forças de vários grupos, conectando ideias
de muitos notáveis, planejando ações e estratégias inteligentes e duradouras, executando tarefas com capricho e atenção, operando de forma madura e responsável.
Difícil? Não! Trabalhoso? Sim!
Tenho absoluta certeza de que, se quisermos, somos capazes e temos ambiente para fazermos muito mais. Basta determinação e constância de propósito. Afinal, já fomos à Lua, pousamos em Marte, alteramos DNA, criamos materiais, salvamos vidas, integramos a comunicação, e muito mais.
O projeto Podium está lançado. Está em detalhamento. Está parcialmente em execução. E, como um barco de competição, estará sempre ajustando às velas na busca do melhor vento para vencer a corrida. Assim, quanto mais “marujos” auxiliando, tanto mais rápido chegaremos ao objetivo.
Portanto, vamos pensar no passado para compreender o presente e idealizar o futuro.
EXPRESSAS
Informes objetivos sobre acontecimentos do setor
PUBLIEDITORIAL
Agora é a hora - Por que esperar?
PROCESSOS
O desperdício de ferramentas de corte: Aplicação em chão-de-fábrica final
AMBIENTAL
O licenciamento ambiental na indústria de transformação
PROCESSOS
Análise dos fatores determinantes do desgaste em ferramentas de conformação a frio
INDÚSTRIA 4.0
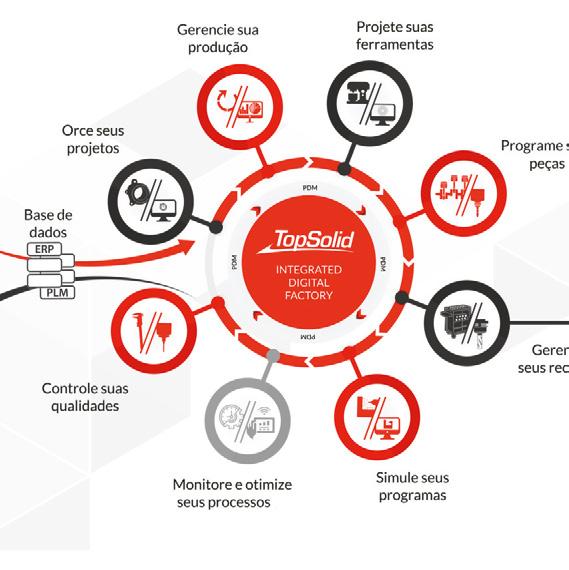
Fábrica no Escuro: O poder da integração ente o WORKNC e o MES para as ferramentarias
GESTÃO
Vendas consultivas: O caminho para expandir resultados no setor industrial
ORGULHO
HOMENAGEM
INDAB 50 anos
MBE
Redução da carga tributária: Único caminho possível
MEMÓRIAS
Mould Ferramentaria desenvolve moldes de alta performance para grandes empresas
INDÚSTRIA 4.0
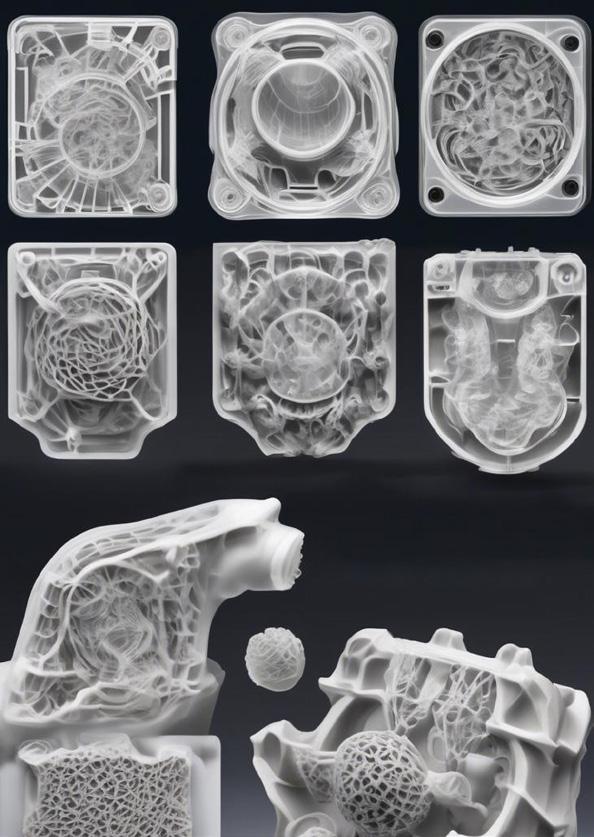
Oportunidades e desafios na impressão 3d na ferramentaria
GENTE & GESTÃO
Confiança: Uma vez perdida, pode ser recuperada?
CIRCUITO BUSINESS
Cursos, eventos e feiras
OPINIÃO
Revolução da eficiência energética: Como a recuperação de calor e a cogeração estão transformando a indústria
REVISTA FERRAMENTAL
www.revistaferramental.com.br
REVISTA DIGITAL
Quer ler todas as edições da revista Ferramental online?
A Revista Ferramental é distribuída gratuitamente em todo Brasil, bimestralmente. É destinada à divulgação da tecnologia de ferramentais, seus processos, produtos e serviços para os profissionais das indústrias de ferramentais e seus fornecedores: ferramentais, modelações, empresas de design, projetos, prototipagem, modelagem, softwares industriais e administrativos, matérias-primas, acessórios e periféricos, máquinas ferramenta, ferramentas de corte, óleos e lubrificantes, prestadores de serviços e indústrias compradoras e usuárias de ferramentais, dispositivos e protótipos: transformadoras do setor plástico e da fundiçao, automobilísticas, autopeças, usinagem, máquinas, implementos agrícolas, transporte, elétricas, eletroeletrônicas, comunicações, alimentícias, bebidas, hospitalares, farmacêuticas, químicas, cosméticos, limpeza, brinquedos, calçados, vestuário, construção civil, moveleiras, eletrodomésticos e informática, entre outras usuárias de ferramentais dos mais diversos segmentos e processos industriais. A Ferramental tem como pressuposto fundamental que todas as informações nela contidas provêm de fontes fidedignas, portanto, recebidas em boa fé. Logo, não pode ser responsabilizada pela veracidade e legitimidade de tais informações. Quando da aceitação para a publicação, o autor concorda em conceder, transferir e ceder à editora todos os direitos exclusivos para publicar a obra durante a vigência dos direitos autorais. Em especial, a editora terá plena autoridade e poderes para reproduzir a obra para fins comerciais em cópias de qualquer formato e/ ou armazenar a obra em bancos de dados eletrônicos de acesso público. As opiniões dos artigos assinados não são necessariamente as mesmas da revista Ferramental. A reprodução de matérias é permitida, desde que citada a fonte. Tiragem: 4.000 exemplares.
Adriano Fagali de Souza, Dr. Eng. Carlos Maurício Sacchelli, Dr. Eng. Cristiano Vasconcellos Ferreira, Dr. Eng. Jefferson de Oliveira Gomes, Dr. Eng. Luís Eduardo Albano
Rolando Vargas Vallejos, Dr. Eng. Stephan Dihlmann
PUBLICIDADE
Coordenação Nacional de Vendas
Nicholas Dihlmann (47) 99709-0020 contato@revistaferramental.com.br
GESTÃO
Administração
Jacira Carrer (47) 98877-6857 adm@revistaferramental.com.br Circulação e Assinaturas circulacao@revistaferramental.com.br
EDITORAÇÃO
Odair J. Jaroczinski - www.behance.net/odairjki
FOTO DE CAPA
Sistema de câmara quente com bicos inclinados para injeção de Cava de Roda. Foto cedida por Yudo SA - Fabricação de Câmara Quente Ltda., de Joinville, SC.
Quer ter o seu artigo publicado na Revista Ferramental? Envie um e-mail para: contato@revistaferramental.com.br
Basta utilizar o QR Code ao lado.
NOVIDADES E ACONTECIMENTOS DA INDÚSTRIA
01 ROTA IN CURSO – MECANISMOS DE FALHAS EM MOLDES DE INJEÇÃO PARA ALUMÍNIO SOB PRESSÃO – TREINAMENTO NÃO ONEROSO
A UFSC – Universidade Federal de Santa Catarina está oferecendo o curso “Mecanismos de falhas em moldes para injeção de alumínio sob pressão”. Este curso está inserido no âmbito do Programa Prioritário do MOVER – Mobilidade Verde e Inovação, na Linha IV - Ferramentarias Brasileiras mais Competitivas, Rota in Curso. O programa tem por objetivo a capacitação de profissionais ligados ao setor produtivo abordando os principais fundamentos dos processos de falha em moldes para die casting. O curso terá 20 horas/ aula e será realizado de 19 de setembro a 21 de novembro de 2024. Serão abordados os seguintes tópicos: princípios básicos do molde e do processo de injeção; principais materiais que são utilizados no moldes; mecanismos de falhas nos moldes; principais cuidados para aumentar a vida útil do molde. Os objetivos específicos do curso são: formar competências técnicas no tema do curso; conhecer e distinguir as principais causas de falhas em moldes de injeção de Alumínio sob pressão; conhecer e aplicar métodos de acompanhamento de falhas nos moldes de injeção; conhecer os principais materiais que são utilizados nos moldes de injeção; e conhecer e discutir alguns casos de falhas em moldes de injeção. Os instrutores serão o Dr. Francisco Giraldes Arieta Filho e o Prof. Dr. Carlos Maurício Sacchelli
O curso será realizado a distância, nas quintas-feiras, das 15:00h às 17:00h e as aulas também ficarão gravadas. As empresas envolvidas em projetos do Rota 2030/Mover poderão habilitar-se para realizar o curso por meio de pontos
adquiridos ao longo das diversas participações em ações do programa.
As inscrições podem ser realizadas no site https://rotaincurso.fundep.ufmg.br.
Também o curso “Desenvolvimento de moldes para injeção de alumínio sob pressão”, com 147 horas/aula será iniciado em breve e pode ser consultado através do e-mail carlos. sacchelli@ufsc.br. Incluem no curso os módulos: tecnologia de moldagem por injeção sob pressão de alumínio; caracterização e propriedades do alumínio; materiais e mecanismos de falhas em moldes para injeção; tratamentos térmicos e engenharia de superfície; projeto de molde para injeção sob pressão de alumínio; simulação do processo de injeção via programa CAE; tecnologia de fabricação de moldes; gestão de projetos; custos no processo de desenvolvimento de moldes; otimização da usinagem na fabricação de moldes; e manufatura aditiva.
02 SUPER FINISHING NA INTERPLAST 2024
A Super Finishing viveu momentos inesquecíveis na 12ª edição da Interplast, realizada em 2024. Participar de um dos maiores encontros do setor de plásticos foi mais do que apenas uma oportunidade de negócios, foi uma chance de se conectar de maneira profunda com parceiros, clientes e novas ideias. Um dos pontos altos foi a participação na Rodada de Negócios, onde foi possível dialogar com algumas das empresas mais influentes do mercado. Essas conversas promissoras abrem portas para futuras parcerias e novos negócios que certamente irão moldar o futuro da nossa atuação.
A Interplast 2024 foi o cenário ideal para a apresentação de tendências que estão redefinindo o mercado. Durante o evento, houve a busca crescente por soluções que não só prolongam a durabilidade dos componentes, mas que também estão alinhadas com práticas sustentáveis. "É gratificante ver que nossas tecnologias de tratamento de superfícies estão não apenas acompanhando, mas liderando essas mudanças importantes no mercado," comenta o diretor comercial da empresa, Alberto Araújo.
A participação na feira foi marcada por um impacto positivo e visibilidade que superou as expectativas. A Super Finishing atraiu o interesse de visitantes que, ao conhecerem as soluções, se encantaram com o potencial transformador que oferecem. "A Interplast foi uma excelente oportunidade para reforçar nossa presença no setor e estreitar os laços com nossos clientes e parceiros," compartilha o diretor comercial. E conclui “O evento permitiu que não apenas mostrássemos nossas tecnologias, mas também que ouvíssemos o que o mercado tem a dizer, fortalecendo assim
Fonte: rotaincurso.fundep.ufmg.br
nosso compromisso com a inovação. O retorno dos clientes sobre as tecnologias que apresentamos foi extremamente positivo. Nossas soluções de tratamentos de superfície foram destacadas pela sua inovação e eficácia, características que ressoaram fortemente com as necessidades do mercado atual. Saber que nossas soluções foram bem recebidas nos motiva ainda mais a seguir inovando e a transformar essas interações em parcerias duradouras.
Fonte: superfinishing.com.br
03 CIMATRON LANÇA VERSÃO 2025
O CAD/CAM Cimatron 2025 se destaca na indústria de fabricação de ferramentais com seus mais de 110 novos recursos e automações, estabelecendo um novo padrão de
excelência. A versão mais recente do sistema representa um salto significativo na excelência em fabricação ferramental, introduzindo uma série de recursos avançados para processos de projetos e produção. Dan Marinac, executivo do Cimatron, expressa a alegria da empresa, afirmando: "Estamos entusiasmados em lançar o Cimatron 2025, um produto que terá um impacto global. Ao atingir um equilíbrio entre inovação e melhorias orientadas ao cliente, podemos beneficiar nossos usuários em todo o mundo, permitindo que eles entreguem soluções ferramentais de maior qualidade, de forma mais eficiente, com custos mais baixos". O Cimatron 2025 foi projetado para revolucionar a indústria de fabricação de ferramentais ao unir tecnologia inovadora com aprimoramentos orientados ao usuário, proporcionando desempenho e eficiência inigualáveis. Este lançamento sinaliza uma nova era na fabricação de ferramentais, oferecendo uma solução abrangente que aborda as necessidades em evolução da indústria. As principais melhorias da nova versão incorporam: Melhorias no CAM - Em termos de avanços no CAM, o Cimatron 2025 representa um lançamento significativo para dar suporte a operações de usinagem desde o básico 2,5X até o complexo 5 eixos contínuos e vários recursos notáveis de gerenciamento de processos para organizar e modificar seus fluxos de usinagem. Melhorias significativas incluem otimização de perfil aprimoradas para CAM 3X, recursos de inclinação automática para CAM 5X e a introdução de proce-
dimentos de edição múltipla e gerenciamento de processos para as operações NC; Fabricação de moldes - No reino do projeto de moldes, o Cimatron 2025 apresenta novos recursos como o Chord Length Round e o Hole by Screw Size para agilizar a modelagem, bem como a automação de operações de eletrodo com área de queima e extensões aprimoradas para o desenvolvimento de eletrodo; Atualizações de eficiência - A versão incorpora melhorias avançadas no fluxo de trabalho, incluindo espaçamento de múltiplas visualizações, processamento em lote para atualizações de desenho e controle de tangente aprimorado para faces de mesclagem; Conectividade digital - Com foco na integração digital, o Cimatron 2025 integra-se perfeitamente à biblioteca de ferramentas CoroPlus® da Sandvik Coromant e ao sistema de gerenciamento de ferramentas TDM Systems; Novas automações com inclinação Automática 5X (suporte para fresas cônicas esféricas e fresas pirulito); Novo procedimento de usinagem multi eixo; Configuração guia punção, que além de indicar em valores o sobremetal no punção, agora pode ser definido como uma porcentagem da espessura da peça atual; Construção da trava do pino extrator de forma automática completamente tangencial ao corpo do pino.
Fonte: fit-tecnologia.com.br
04 SETOR DE MÁQUINAS EM RECUPERAÇÃO NO ANO
No mês de julho de 2024, a indústria brasileira de máquinas e equipamentos apurou receita líquida de R$ 24 bilhões, o melhor resultado desde o mês de outubro de 2023, segundo a ABIMAQ. Segundo a entidade, “o mês de julho de 2024 registrou continuidade da recuperação nas atividades medidas pelas receitas líquidas de vendas de máquinas e equipamentos, desta vez puxada pela melhora das vendas no mercado externo”. Já os negócios no mercado interno, que haviam crescido em junho, recuaram no mês seguinte. O faturamento no mercado doméstico caiu 2,4%. No entanto, no acumulado do ano, de janeiro a julho, a receita líquida soma R$ 147,37 bilhões, montante 14,3% inferior ao do mesmo período de 2023, mas representou uma melhora quando comparada com a queda de 16,4% acumulada até o mês de junho. O destaque do mês ficou mesmo para as exportações com um avanço de 45,1% sobre o mês anterior e de 14,3% sobre o
mesmo mês de 2023. Com esse resultado, no acumulado do ano, a queda nas vendas externas passou de 9,1% (até junho) para 5,7% (até julho). As exportações do mês de julho foram as maiores de 2024 e apresentaram valor recorde para o mês de julho, totalizando US$ 1,33 bilhão.
As importações também registraram alta, tanto na comparação mensal (+15,9%) quanto interanual (+16,6%). No ano, às importações passaram a acumular crescimento de 8,0%. Segundo a entidade, o resultado das importações do mês de julho (US$ 2,7 bilhões) é o melhor desde o ano de 2012. “Do ponto de vista do investimento essa é uma informação positiva, reflete a intenção dos setores em modernizar o seu parque fabril, mas do ponto de vista do fabricante local denota piora na sua competitividade em relação ao bem importado com reflexo na perda de mercado cuja participação caiu de 60,4% em julho de 2023 para 54,3% em julho de 2024”, destaca a ABIMAQ.
O mês de julho registrou incremento no consumo aparente de máquinas e equipamentos em relação ao mês anterior (+3,7% CAS) e em relação ao mesmo mês do ano passado (+5,1%), puxado pela melhora das importações. No ano, o consumo nacional de máquinas registra resultado negativo (-7,6%), mas manteve a tendência de recuperação observada desde início do segundo trimestre de 2024.
Fonte: usinagem-brasil.com.br
05 GENERAL MOTORS CONFIRMA DESENVOLVIMENTO DE DOIS MODELOS HÍBRIDOS FLEX
Ao confirmar a destinação de fatia de R$ 5,5 bilhões para suas operações no Estado de São Paulo, de seu ciclo de investimento de R$ 7 bilhões aplicados no Brasil até 2028, a GMB, oficializou que terá a tecnologia híbrido flex em seu portfólio. Rory Harvey, vice-presidente executivo e presidente dos mercados globais, fez o anúncio na quarta-feira, 4 de setembro, no Centro Tecnológico de São Caetano do Sul, SP, com a presença do governador Tarcísio de Freitas. A operação local da companhia já sinalizava e não negava a mudança dos rumos. Seu planejamento de pular diretamente para os 100% elétricos precisou ser alterado, inclusive, em âmbito global, após o reconhecimento de que a transição talvez demore mais do que o imaginado e que os consumidores, inclusive em sua terra matriz, ainda demandarão motores a combustão por alguns anos.
“Tornaremos a tecnologia acessível para um número maior de clientes Chevrolet”, disse Harvey, que acrescentou ser o Brasil o primeiro país do mundo a oferecer tecnologia híbrida combinada com etanol. Santiago Chamorro, presidente da GM América do Sul, completou que são dois os modelos, já em desenvolvimento, híbridos flex. Segundo Chamorro os R$ 5,5 bilhões serão aplicados nos novos modelos, em atualização das operações fabris do ABCD, de São José dos Campos e Mogi das Cruzes, no centro de desenvolvimento de São Caetano do Sul e no Campo de Provas de Indaiatuba e no armazém
de peças em Sorocaba. Os modelos serão híbridos leves, mas a GM já está pensando adiante e pesquisando a aplicação de tecnologia híbrida plug-in aliada ao flex. Em julho a companhia anunciou que R$ 1,2 bilhão do ciclo seria aplicado em Gravataí, RS, incluindo a produção de um modelo completamente novo no portfólio Chevrolet. Restam, portanto, R$ 300 milhões do ciclo, que serão aportados na fábrica de motores que a GM mantém em Joinville, SC.
06 BENER ORGANIZA O XII ENCONTRO TECNOLÓGICO
A Bener Máquinas e seus mais de 80 parceiros já estão em ação para oferecer um evento ainda mais impactante. Esta é uma oportunidade única para se manter atualizado sobre as
tendências de mercado, compartilhar ideias, conectar-se com outros profissionais e expandir seus negócios, tudo isso em um ambiente cuidadosamente preparado para sua comodidade. Além de uma variedade de máquinas e equipamentos, os expositores apresentarão o que há de mais avançado em tecnologia, incluindo ferramentas, sistemas de fixação, lubrificantes, softwares, gestão industrial e muito mais. O evento inclui ainda três dias de palestras técnicas de alto nível, presencialmente ou via transmissão ao vivo nas redes sociais, para aprimorar o conhecimento em um mercado competitivo. E para tornar a participação ainda mais agradável, haverá confraternizações de encerramento oferecidos pela Bener e seus parceiros todos os dias do evento, a partir das 18h00.
Fonte: autodata.com.br
Fonte: encontrotecnologico.com.br
AGORA É A HORA! POR QUE
ESPERAR?
POR PAULO ROBERTO SIMÕES
Vivemos um momento de incerteza, especialmente no mercado automotivo, que tem enfrentado desafios significativos. Diante desse cenário, muitos empresários se encontram hesitantes, paralisados pelo medo e pessimistas quanto ao futuro. Mas, agora é a hora de agir. Agora é o momento de revisitar nossos planos e metas, e de transformar 2024 no ano que queremos que ele seja. O tempo não para, e com o ano se aproximando do fim, um novo ciclo está prestes a começar. Se não focarmos nossas energias agora, nossos objetivos e metas simplesmente não se realizarão. Este é o momento de revisar o planejamento e colocar todas as forças para fazer acontecer o que ainda não foi feito em 2024.
O PROJETO 12IN5
Em agosto deste ano, nós da Periféricos do Brasil decidimos nos propor a um desafio audacioso: realizar o faturamento de doze meses em apenas cinco meses. Sabíamos que não seria fácil, mas acreditamos no potencial da nossa equipe e na força de nossos parceiros. Para alcançar esse objetivo, estamos trabalhando em várias frentes:
▪ Desenvolvimento de novos produtos Lançamos novos produtos para atender às demandas do mercado e abrir novas oportunidades de negócios;
▪ Inovação e tecnologia
Além do desenvolvimento de um e-commerce para expandir nossa presença digital, investimos em um armário digital de ferramentas que otimiza a organização e o acesso
a equipamentos essenciais para a produção. Também investimos em software avançado de CAD e CAM, que melhora significativamente o setor de projetos, de programação e de fabricação dos nossos produtos, permitindo-nos atingir um novo nível de precisão e eficiência.
▪ Consultoria e melhoria de processos Em parceria com a consultoria Agile2, otimizamos nossos processos de produção. Um exemplo impressionante é a redução do tempo de fabricação de uma peça específica: antes, levávamos seis minutos para produzi-la. Agora, com as melhorias implementadas, conseguimos fazer a mesma peça em apenas dois minutos e meio. Este é um avanço que não só aumenta nossa capacidade produtiva, mas também
melhora a qualidade e a entrega aos nossos clientes.
▪ Planejamento estratégico
Com a assessoria da Q-Assist no desenvolvimento do nosso planejamento estratégico, garantimos que todas as nossas ações estejam alinhadas com os objetivos de longo prazo da empresa.
▪ Expansão de mercados Investimos na conquista de novos clientes, explorando mercados ainda inexplorados, e buscando diversificar nossa base de clientes.
▪ Capacitação de equipe Iniciamos programas de capacitação para nossos gestores e colaboradores, para que todos estejam prontos para superar os desafios e aproveitar as oportunidades que surgirem.
Assim como muitos empresários, nós também poderíamos ter ficado paralisados pela incerteza. Mas escolhemos agir. Se você tem planos que ainda não saíram do papel, ou mudanças que não foram implementadas, este é o momento de colocá-los em prática. Agora é a hora de avançar. E se você está enfrentando dificuldades, não hesite em buscar ajuda. Seja através de mentoria, consultoria ou assessoria, é importante reconhecer que ninguém faz tudo sozinho. Precisamos de apoio para avançar e transformar desafios em conquistas.
Inspirando-se em Neemias
Na Periféricos do Brasil, baseamos
tudo o que fazemos na Palavra de Deus. E a história de Neemias é uma grande inspiração para nós. Ele se propôs a reconstruir os muros de Jerusalém em um contexto de destruição e desânimo. Apesar dos recursos limitados, Neemias acreditava que era possível e moveu tudo o que precisava para realizar seu plano. Em apenas cinquenta e dois dias, um muro de quatro quilômetros de extensão, dois metros e meio de espessura e dez metros de altura foi reconstruído. Neemias não fez isso sozinho. Ele contou com a ajuda de Deus e do seu povo. E é exatamente essa união que nos inspira. Agora é a hora de investir em melhorias de processos, produtos
e estratégias. Agora é a hora de fazer acontecer tudo aquilo que você sonhou para sua empresa. Vamos olhar para o futuro com coragem e ação. Como Henry Ford sabiamente disse: "Se você pensa que pode ou se pensa que não pode, de qualquer forma você está certo”. Essa frase nos lembra da importância de acreditar em nosso potencial e em nossa capacidade de realizar grandes feitos, mesmo quando as circunstâncias parecem adversas. O ano ainda não acabou, e há muito que pode ser feito. Seja você o Neemias da sua empresa. Levante os muros que precisam ser reconstruídos e inspire sua equipe a fazer o mesmo. Agora é a hora!
(47) 3620-0936
www.linkedin.com/company/perifericosdobrasil/
o QR Code para ter acesso ao catálogo Completo
O DESPERDÍCIO DE
FERRAMENTAS DE CORTE: APLICAÇÃO EM CHÃO-DE-FÁBRICA
FINAL
EPOR
POR JOSÉ R. PIRES – ANSELMO E. DINIZ – FRANCISCO C. MARCONDES
m sequência ao artigo iniciado na edição anterior, avançamos com a aplicação das metodologias e resultados obtidos na pesquisa. Para avaliar melhor a eficiência das metodologias aplicadas, o trabalho foi dividido em três fases:
▪ Situação corrente (já apresentada);
▪ Primeiro procedimento para substituição da ferramenta: os operadores tiveram acesso a poucas informações específicas sobre os conceitos de desgaste e vida das ferramentas;
▪ Segundo procedimento para
substituição da ferramenta: os operadores envolvidos tiveram acesso a um curso básico sobre usinagem dos materiais.
As metodologias aplicadas no trabalho se baseiam no conceito de que, para melhorar a utilização dos insertos de metal duro de torneamento em uma empresa, no que diz respeito à determinação do fim de sua vida, é necessário que os responsáveis diretos por esta determinação possuam conhecimento básico para isso. É importante salientar que todos
os procedimentos foram realizados durante o processo produtivo real, sem modificar ou interferir no andamento normal da produção.
PRIMEIRO PROCEDIMENTO PARA SUBSTITUIÇÃO DA FERRAMENTA:
Como preparação para este procedimento foi realizada uma reunião com os operadores envolvidos no processo com duração de aproximadamente 4 horas, onde foram apresentados os seguintes temas:
▪ Resultados do levantamento realizado;
▪ Noções básicas sobre desgaste e vida dos insertos de metal duro. Além de abordar este assunto, os operadores puderam medir desgastes de diversas ferramentas utilizando uma lupa graduada;
▪ Monitoramento do desgaste durante a usinagem, com ênfase no comportamento da corrente elétrica do motor da máquina em função
do desgaste da ferramenta. Depois disso procurou-se, em conjunto com os operadores, estabelecer um procedimento para a definição do fim da vida da ferramenta, segundo alguns critérios prédefinidos. Estabeleceu-se, então, que esta primeira tentativa de se definir tal procedimento seria feita considerando-se somente os insertos para desbaste leve e pré-acabamento (CNMG 120412 P25 e DNMG 150612 P15), onde o principal critério a ser analisado durante a usinagem seria o aumento da corrente elétrica consumida, medida de forma comparativa nos amperímetros das máquinas, aos quais os operadores tinham acesso
visual. Com base no programa CNC, na folha de monitoramento e no lote de peças a fabricar, o procedimento adotado foi o seguinte:
▪ Identificação da pastilha a ser monitorada;
▪ Identificação no programa CNC de um determinado passe onde seria verificado o aumento da potência (uma determinada pastilha realizava diversas passadas na peça);
▪ No início da usinagem, utilizando uma aresta nova, o operador deveria verificar e anotar qual o valor da corrente elétrica no passe escolhido;
▪ Durante a usinagem das peças do mesmo lote, o operador deveria
observar a variação da corrente consumida no passe escolhido;
▪ Quando a corrente atingisse o limite especificado de 30% de acréscimo em relação à primeira observação, a pastilha deveria ser retirada da máquina para
Observação
Desgaste VB < 0,4 mm
Desgaste VB = 0,4 mm
Desgaste VB > 0,4 mm
Quebra ou trinca
Descrição 1
observação visual e substituída por outra, para que a produção não fosse descontinuada;
▪ Enquanto se dava sequência normal à produção, verificava-se criteriosamente, através de lupa graduada, o desgaste ocorrido na
primeira pastilha e anotava-se a medida do desgaste de flanco na folha de monitoramento;
▪ Tomar a decisão sobre se a aresta devia retornar para a usinagem ou não, segundo os seguintes critérios:
Ação
Voltar para a máquina
Voltar para a máquina
Retirar da máquina
Retirar da máquina
Arestas por ocorrência
Tabela 4 - Quantidade de ocorrências por tipo de inserto de desbaste
A tabela 4 mostra os resultados obtidos com este primeiro procedimento com relação ao número de ocorrências por tipo de inserto. A legenda de cada ocorrência para insertos de desbaste foram:
▪ Ocorrência 1 - Quebra inutilizando as demais arestas
▪ Ocorrência 2 - Desgaste VB > 0,4 mm
▪ Ocorrência 3 - Desgaste VB = 0,4 mm
▪ Ocorrência 4 - Desgaste VB < 0,4 mm
▪ Ocorrência 5 - Arestas sem uso
A tabela 5 mostra este mesmo levantamento excluindo-se as ocorrências 1 e 5. Comparando-se a tabela 5 com a tabela 3, que se refere ao levantamento da situação corrente, vê-se que o resultado foi positivo, pois:
▪ Porcentagem de aparecimento da ocorrência 2, que é o momento adequado de se substituir a ferramenta, aumentou de 16,5% para 57,1%.
▪ A ocorrência 3, que representa um pequeno desperdício de ferramentas (substituição pouco antes do momento adequado), caiu de 27,1% para 17,9%.
▪ A ocorrência 4, que representa a troca da ferramenta muito antes do momento adequado, caiu de 56,4% para 25%.
▪ Analisando-se também a tabela 4, vê-se que a ocorrência 5 (não utilização de arestas) foi eliminada e a ocorrência 1 (quebra da aresta) aconteceu em um percentual bem baixo. Isto provou que quando se
Arestas por ocorrência
Descrição
Tabela 5 - Quantidade de ocorrências por tipo de inserto de desbaste sem as ocorrências 1 e 5
mostra ao operador a importância da definição correta do fim da vida da ferramenta, ele passa a não somente prestar atenção nos critérios técnicos de troca da ferramenta, mas também começa a verificar aspectos não ligados à técnica, como as ocorrências 1 e 5.
▪ Mesmo com a melhora nos resultados de utilização das arestas havia, porém, o fato de que a porcentagem de aparecimento da ocorrência 4 ainda era muito grande (23,3% ou 25%, dependendo de serem ou não consideradas as ocorrências 1 e 5). Assim, decidiu-se por um segundo procedimento de substituição da ferramenta.
SEGUNDO PROCEDIMENTO PARA SUBSTITUIÇÃO DA FERRAMENTA:
Para este procedimento foi preparado e ministrado aos operadores um curso básico sobre usinagem dos metais, com duração de 24 horas e ministrado fora do horário de trabalho. O curso foi composto dos seguintes capítulos e cargas horárias:
1 Materiais para ferramentas - 2 horas
2 Grandezas do processo de usinagem/ Geometria das ferramentas - 2 horas
3 Escolha das ferramentas para torneamento - 4 horas
4 As classes de metal duro - 4 horas
5 Materiais em usinagem/usinabilidade - 4 horas
Descrição
6 Avarias/Desgaste e vida das ferramentas - 4 horas
7 Exercícios práticos/verificação final - 4 horas
Também foi decidido que seria analisada somente a condição da pastilha CNMG 120408 P25 e que, após passar pelo curso, o operador decidiria por si só o momento de substituição da pastilha, quer baseado nos valores de corrente do motor mostrados no amperímetro da máquina, quer verificando o desgaste da ferramenta.
A tabela 6 mostra os resultados obtidos neste segundo procedimento com relação ao número de ocorrências por tipo de ferramenta.
Arestas por ocorrência
Tabela 6 - Quantidade de ocorrências para o inserto CNMG 120408
A tabela 7 mostra o mesmo procedimento, mas excluindo-se as arestas com as ocorrências 1 e 5. Vê-se que o resultado obtido foi melhor que o do primeiro procedimento e muito melhor que a situação corrente. A figura 1 mostra que a ocorrência 4 (que desperdiça muito tempo da vida da ferramenta) continuou caindo
drasticamente (56,4% na situação corrente, 25% no primeiro levantamento e 8,8% no segundo levantamento) e que a ocorrência 2 (momento adequado para a troca da ferramenta) continuou crescendo (16,5% na situação corrente, 57,1% no primeiro procedimento e 82,4% no segundo procedimento).
Arestas por ocorrência
7 - Quantidade de ocorrências para o inserto CNMG 120408 sem as ocorrências 1 e 5
As figuras 1a, 1b e 1c mostram a evolução na redução do consumo dos insertos, desde a medição da situação corrente, os resultados obtidos após a aplicação do primeiro procedimento e os resultados finais após a aplicação do segundo procedimento.
Na figura 1a, que corresponde ao aparecimento da ocorrência tipo 2 e representa o momento adequado para a substituição da aresta, é possível verificar uma evolução bastante sensível, saindo de 16,5% na situação corrente, para 57,1% após a aplicação do primeiro procedimento e para 82,4% após a aplicação do segundo procedimento. Na figura 1b, que corresponde ao aparecimento da ocorrência tipo 3, na qual o desgaste VB está próximo à 0,4 mm e que se entende que ainda existe uma vida residual que deveria ser utilizada e levando ao aparecimento da ocorrência tipo 2, a imagem mostrou uma evolução que foi de 30% na situação atual para 10% após a aplicação do 2º procedimento. Na figura 1c, que corresponde ao aparecimento da ocorrência tipo 4, onde as arestas são substituídas muito antes do momento ideal, a evolução foi bastante significativa, passando de
56,4% na situação corrente, passando por 25,0% após a aplicação do primeiro procedimento e atingindo 8,8% após a aplicação do 2º procedimento. Este conjunto de figuras mostram claramente a importância da aplicação dos procedimentos para a minimização dos desperdícios dos insertos.
Situação corrente 10 Procedimento 20 Procedimento
1a
Situação corrente 10 Procedimento 20 Procedimento
Situação corrente 10 Procedimento 20 Procedimento
Tabela
Figura
- Aparecimento da ocorrência 2
Figura 1c - Aparecimento da ocorrência 4
Figura 1b - Aparecimento da ocorrência 3
CONSIDERAÇÕES ECONÔMICAS – GANHOS POTENCIAIS
Pires, J. R e Diniz, A. E. (1997), avaliaram este mesmo cenário e demonstraram o potencial de economia de insertos em uso para o caso apresentado. Para demonstrar este potencial, definiu-se o número de arestas ideal a ser utilizado como sendo:
NAI = D2 + 0,75 D3 + 0,6 D4 (1)
Onde:
NAI: Número de arestas ideal a ser utilizada
D2: Número de arestas desgastadas com a ocorrência tipo 2
D3: Número de arestas desgastadas com a ocorrência tipo 3
D4: Número de arestas desgastadas com a ocorrência tipo 4
Aplicando a equação 1 aos dados mostrados na tabela 3, obtém-se:
NAI = 36 + 0,75 x 59 + 0,6 x 123 = 36 + 44,25 + 73,8 = 154,05
Sendo NAD o número total de arestas desgastadas, e fazendo-se NAI/NAD, tem-se:
NAI/NAD = 154,05/218 = 0,71 (2)
Adicionalmente, ao considerar o total de arestas consumidas (NAC), ou seja, incluindo-se a quantidade de arestas com as ocorrências tipo 1 e tipo 2, tem-se:
NAI/NAC = 154,05/288 = 0,535 (3)
Eles concluíram que, para insertos utilizados para o desbaste leve e semi acabamento, o número ideal de arestas que deveria ser utilizado, seria de 0,535 vezes o número de arestas que realmente se utiliza, ou seja de um total de 1.000 arestas dadas como utilizadas, as quais foram descartadas pela produção, por terem sido consideradas desgastadas (ocorrências 2 a 4), aquelas que foram quebradas devido ao mal uso (ocorrência 1) ou ainda aquelas que foram descartadas sem sequer terem sido colocadas em uso (ocorrência 5), teriam sido utilizadas somente 535 arestas. De forma simplificada, considerando a mesma proporção de desperdício para os insertos e tendo em vista o custo médio de aquisição dos insertos citados na tabela 3, que é de R$ 143,50 (base março, 2024), temos um potencial de economia de (1.000 – 535) x 143,50 = R$ 66.727,50 a cada 1.000 utilizados e dados como desgastados na situação corrente [5].
GANHOS OBTIDOS PELA APLICAÇÃO DO MÉTODO
Após a aplicação do método, pela aplicação do segundo procedimento a todos os insertos de desbaste leve dados como desgastados pela produção na situação corrente, tem-se pela aplicação da equação (1) e pelos dados mostrados na tabela 6, que:
NAI = D2 + 0,75 D3 + 0,6 D4 = 28 + 0,75 x 3 + 0,6 x 3 = 32,05
O consumo real (incluindo-se as ocorrências 1 e 5) foi de 36 insertos. Então, utilizou-se 36 insertos quando o ideal seria a utilização de 32,05 insertos. Pode-se então dizer que a eficiência da aplicação do método foi de:
NAI/NAC = 32,05/36 = 0,89 ou 89%
Isto significa que, embora exista um potencial de redução do consumo que levaria à utilização de 535 insertos ao invés de 1.000 insertos, pela aplicação do método, obtevese 89% deste potencial, ou seja diminui-se de 1.000 insertos para 601 insertos (535/0,89), resultando em uma redução no consumo de 39,9%.
Fazendo-se uma relação entre a situação corrente e a
R$ 160,000,00
R$ 140,000,00
R$ 120,000,00
R$ 100,000,00
R$ 80,000,00
R$ 60,000,00
R$ 40,000,00
R$ 20,000,00
0
R$ 143.500,00
R$ 76.772,50
R$ 86.261,24
Situação corrente Gasto potencial Gasto com a aplicação do método
CONCLUSÕES
A principal conclusão do trabalho que embasou este artigo é que o treinamento dos operadores de máquinas possibilita diminuir substancialmente o desperdício de ferramentas de torneamento dentro de um processo produtivo
situação após a aplicação do método e considerando o custo médio de aquisição dos insertos (base março 2024), e a cada 1.000 insertos dados como consumidos, pode-se obter uma economia de:
Economia = (1000 – 601) x R$ 143,50 = R$ 57.238,76 (para cada 1.000 insertos consumidos se nenhuma ação fosse feita).
As figuras 2(a) e 2(b), mostram os gastos e as reduções de custos que podem ser obtidas pela utilização do método.
É importante salientar que os ganhos apresentados neste trabalho consideram apenas os ganhos com a economia na aquisição dos insertos, mas ganhos adicionais devem ser considerados. Um ganho bastante expressivo é o resultante do menor número de parada de máquinas para a substituição dos insertos, o qual é diretamente proporcional à redução no consumo. Este ganho, leva à outras reduções de tempo, notadamente relativas à sala de ferramentas que é a responsável pela entrega e recolhimento dos insertos para a produção.
R$ 80,000,00
R$ 60,000,00
R$ 40,000,00
R$ 20,000,00
0
R$ 66.727,50
R$ 57.238,76
Potencial de redução de custos Redução obtida com a aplicação do método
não automatizado. O treinamento deve consistir em informações sobre aspectos diretamente relacionados com o fim da vida da ferramenta, como relação entre desgaste da ferramenta e corrente elétrica do motor da máquina, valores aceitáveis de desgaste da
ferramenta, etc, e também sobre aspectos de usinagem dos materiais que não estão diretamente relacionados com o fim da vida da ferramenta, como, por exemplo, materiais de ferramentas, escolha de ferramentas e condições de usinagem, além de outros fatores.
Figura 2a - Custo de aquisição para cada 1.000 insertos
Figura 2b - Redução de custo para cada 1.000 insertos
REFERÊNCIAS BIBLIOGRÁFICAS
[1] Diniz, A. E.; Usinagem dos materiais. Apostila do curso de graduação em engenharia mecânica da Unicamp. Campinas, SP, 1994.
[2] Ferraresi, D.; Fundamentos da usinagem dos metais. Editora Edgard Blucher. São Paulo/SP, 1995.
[3] Majima, T.; Monitoração do processo de corte com sensores. Revista Máquinas e Metais, Nº 276, pp. 24-33. São Paulo/SP, 1989.
[4] Diniz, A. E. & Costa, C. E.; A corrente elétrica do motor da máquina mostra o fim da vida da ferramenta. Revista Máquinas e Metais, Nº 354, pp. 41-52. São Paulo/SP, 1995.
[5] Pires, J. R.; Diniz, A. E.; Metodologia para minimizar o desperdício de insertos de metal duro em operações de torneamento na indústria não automatizada. Dissertação de Mestrado, UNICAMP – Universidade Estadual de Campinas. Campinas/SP, 1997.
[6] Marcondes, F. C.; Alternativas para a maximização da produtividade em usinagem sob a ótica da análise ou engenharia do valor. Dissertação de Mestrado, UNICAMP – Universidade Estadual de Campinas. Campinas/SP, 2002.
José Roberto Pires - Engenheiro Mecânico pela Universidade de Taubaté (1981), Mestre (1997) e Doutor (2024) em Materiais e Processos de Fabricação pela UNICAMP – Universidade Estadual de Campinas. Tem mais de 40 anos de experiência em manufatura. Atualmente, por meio da JRPires – Desenvolvimento Operacional, desenvolve projetos para aumentar a produtividade, implementando os princípios e conceitos do Lean Manufacturing, associados ao aprimoramento das técnicas de fabricação. E-mail pires.jrpires@gmail.com.
Anselmo Eduardo Diniz - Anselmo Eduardo Diniz – Engenheiro Mecânico pela Universidade Estadual de Campinas (1982), Mestre em Engenharia Mecânica (1985) e Doutor em Engenharia Mecânica pela UNICAMP - Universidade Estadual de Campinas (1989). Pós-doutorado pela University of California (19901991). Desde 1983, é professor da Faculdade de Engenharia Mecânica da UNICAMP, ministrando cursos na área de Processos de Fabricação. Atualmente é Professor Titular, Nível MS-6 da Universidade Estadual de Campinas, revisor de diversos periódicos de destaque no cenário internacional. Foi membro do Comitê de Assessoramento da Engenharia Mecânica, Naval, Oceânica e Aeroespacial do CNPq e do Comitê de Avaliação de Cursos de pós-graduação das engenharias III da CAPES. Tem experiência na área de Engenharia Mecânica, com ênfase em Processos de Fabricação/Usinagem. Orientou 48 trabalhos de Mestrado e 25 trabalhos de Doutorado, além de ter publicado cerca de 247 artigos em revistas e anais de congressos nacionais e internacionais. É coautor de livro em sua área de trabalho que está em sua 9ª edição. De abril de 2006 a abril de 2010 foi Diretor da Faculdade de Engenharia Mecânica da UNICAMP. http://lattes.cnpq.br/0900117595355390. E-mail anselmo@fem.unicamp.br.
Francisco Carlos Marcondes - Engenheiro de Produção pela Universidade Brás Cubas (1981) e Mestre em Engenharia Mecânica pela UNICAMPUniversidade Estadual de Campinas (2002). Experiência em vendas e assistência técnica, no segmento de ferramentas de corte para usinagem, onde atuou como Gerente de Treinamento Técnico e de Marketing. Atuou como professor universitário por 27 anos. Foi diretor financeiro da ABEPRO (Associação Brasileira de Engenharia de Produção) na gestão 2002/2003. Assessor técnico do SENAI na Gerência de Educação. Editor chefe e jornalista responsável da revista “O Mundo da Usinagem” por 10 anos no mercado dedicado ao setor de manufatura industrial com 20.000 leitores qualificados. Editor chefe a revista Manufatura em Foco, publicação do Centro de Informação Metal Mecânica. Editor do Blog do Marcondes. http://lattes.cnpq.br/5825681036665430. E-mail francisco.marcondes@sp.senai.br.
O LICENCIAMENTO AMBIENTAL NA INDÚSTRIA DE TRANSFORMAÇÃO
POR DANIEL GROFF - LARA YUMI
Aindústria da transformação desempenha um papel fundamental na economia brasileira, sendo responsável pela produção de bens que variam de alimentos e bebidas a produtos químicos e eletrônicos. No entanto, essa mesma indústria, essencial para o desenvolvimento econômico, também é uma das maiores responsáveis por
O LICENCIAMENTO AMBIENTAL
O licenciamento ambiental é um procedimento administrativo pelo qual o órgão competente licencia a localização, instalação, ampliação e operação de empreendimentos e atividades utilizadoras de recursos ambientais, consideradas efetiva ou potencialmente poluidoras ou que possam causar degradação ambiental. No Brasil, o licenciamento ambiental é regulamentado pela Política Nacional do Meio Ambiente (Lei nº 6.938/1981) e pelas Resoluções do Conselho Nacional do Meio Ambiente (CONAMA), principalmente as Resoluções CONAMA nº 01/86 e 237/1997.
O processo de licenciamento ambiental é dividido em três etapas principais, denominado trifásico (figura 1): Licença Prévia (LP), Licença de Instalação (LI) e Licença de Operação (LO).
▪ Licença Prévia (LP): É concedida na fase inicial do
PRÉVIA
Aprova a localização e concepção do empreendimento ou atividade
impactos ambientais devido ao uso intensivo de recursos naturais, geração de resíduos e emissão de poluentes.
Neste cenário, o licenciamento ambiental surge como uma ferramenta fundamental para assegurar que o crescimento do setor ocorra de maneira sustentável e em conformidade com a legislação vigente.
planejamento do empreendimento ou atividade. Seu prazo de validade deve ser, no mínimo, o necessário para a elaboração dos planos, programas e projetos relativos ao empreendimento, não podendo exceder cinco anos;
▪ Licença de Instalação (LI): Autoriza a instalação do empreendimento ou atividade de acordo com as especificações apresentadas nos planos e estudos aprovados. O prazo de validade da LI deve ser, no mínimo, o necessário para a instalação do empreendimento, não podendo ser superior a seis anos;
▪ Licença de Operação (LO): Autoriza o início das operações do empreendimento ou atividade, verificando se todas as condições estabelecidas nas licenças anteriores foram cumpridas. O prazo de validade da LO deve considerar os planos de controle ambiental e varia de, no mínimo, quatro anos a, no máximo, dez anos.
INSTALAÇÃO OPERAÇÃO
de instalação do empreendimento
Autoriza a operação da atividade
LICENCIAMENTO AMBIENTAL X INDÚSTRIA DA TRANSFORMAÇÃO
A indústria de transformação, por sua própria essência, demanda considerável uso de recursos naturais e energia, além de ser uma fonte de resíduos sólidos, efluentes líquidos e emissões atmosféricas. A necessidade de
controlar e reduzir esses impactos torna o licenciamento ambiental uma exigência que vai além do aspecto legal, assumindo também um compromisso ético e social.
Esse licenciamento é fundamental para assegurar que
Figura 1 – Licenciamento ambiental trifásico
Permite o início das obras
as atividades industriais sejam conduzidas de maneira a prevenir, minimizar ou compensar danos ao meio ambiente. Para isso, o processo impõe que as empresas sigam normas específicas, realizem estudos de impacto ambiental e implementem medidas efetivas de controle e monitoramento.
Contudo, o licenciamento ambiental na indústria de transformação enfrenta diversos obstáculos, como a burocracia excessiva, a falta de recursos técnicos e humanos nas instituições reguladoras, e a pressão por um crescimento econômico rápido. Mesmo diante dessas
CONCLUSÃO
O licenciamento ambiental é uma ferramenta indispensável para garantir que a indústria da transformação opere de forma responsável e sustentável. Com base em uma legislação robusta e em procedimentos de avaliação de impacto ambiental bem estruturados, o Brasil tem potencial para equilibrar o desenvolvimento econômico com a preservação dos recursos naturais e a qualidade de vida das gerações presentes e futuras. O fortalecimento das políticas ambientais e a modernização dos processos de licenciamento são fundamentais
dificuldades, a evolução tecnológica, a digitalização dos processos e a crescente conscientização ambiental da população oferecem oportunidades para aprimorar esse sistema. Em resposta a esse cenário, as indústrias têm buscado se adaptar às novas exigências, investindo em soluções mais limpas, eficiência no uso de energia e práticas de gestão de resíduos mais responsáveis. A incorporação de abordagens sustentáveis não apenas facilita o cumprimento das obrigações legais, mas também fortalece a imagem das empresas e aumenta sua competitividade no mercado.
Buscando tecnologia de ponta em molas?
A Sulmax é referência no segmento.
para a evolução contínua do setor e para a promoção de um futuro mais sustentável.
A Ambitera conta com equipe especializada para elaboração de estudos ambientais, em constante capacitação e com experiência em diversos desafios de licenciamento ambiental. Ademais, vale destacar que a Ambitera, além de utilizar todas as normas e legislações pertinentes a região onde está sendo conduzido os estudos, traz experiência de outros ramos de atuação para somar no rol de abordagens técnicas.
Daniel Groff - Engenheiro Ambiental e Sanitarista com 5 anos de experiência na área ambiental. Atuou em startup de valorização de resíduos, indústrias metalmecânicas, a exemplo de General Motors do Brasil e Docol Metais Sanitários, além de liderar projetos em grandes consultorias. Proficiência em monitoramento e passivos ambientais, supervisionando mais de 45 diligências de áreas contaminadas para aquisição de terrenos, galpões e diagnósticos de indústrias da transformação incluindo clientes nacionais e internacionais. daniel.groff@ambitera.com.br
Lara Yumi Fand Ykeizumi - Engenheira Ambiental e Sanitarista com Mestrado em Ciências Ambientais e uma trajetória de 10 anos de experiência. Especialização consolidada em licenciamento e monitoramento ambiental, atuando tanto no âmbito público quanto privado. Possui uma expertise que engloba todas as fases do processo de licenciamento, desde a obtenção da Licença Prévia até a supervisão contínua das operações. Demonstra uma liderança marcante na gestão integral de resíduos, efluentes e emissões, sempre em alinhamento com os parâmetros estabelecidos pelos órgãos ambientais, legislação vigente e os princípios dos Sistemas de Gestão Integrada. Apresenta uma diversificada experiência, com participação em projetos de distintos setores como indústria, construção civil e setor portuário. lara.yumi@ambitera.com.br
Fone 47 99131-3585
@ambitera.eng ambitera.com.br
Descubra o imbatível custo-benefício em molas com a representante autorizada PSE Brasil, qualidade europeia no seu ferramental.
Mola 100% italiana, com desempenho comprovado ao longo de mais de 5 décadas.
ANÁLISE DOS FATORES
DETERMINANTES DO DESGASTE EM FERRAMENTAS DE CONFORMAÇÃO A FRIO
POR
ANGÉLICA P. DE OLIVEIRA - CRISTIANO J. SCHEUER - LEONARDO B. L. S. RIBEIRO
DIEGO T. DE ALMEIDA - DEOCLEBER J. R. PADILHA - IBSON I. HÄRTER - LUCAS A. M. WERNER
Aconformação mecânica é um processo essencial na fabricação de componentes metálicos, amplamente utilizado pela sua capacidade de produzir peças com alta precisão e excelente acabamento. No universo da conformação a frio, a longevidade e desempenho dos ferramentais são temas de grande interesse, especialmente para aqueles que buscam maximizar a produção e reduzir custos operacionais sem comprometer a qualidade do produto. O desgaste dos ferramentais, causado pelas condições severas de operação, é um problema recorrente que afeta diretamente a qualidade do produto conformado, a produtividade e os custos operacionais, sendo um dos principais desafios enfrentados pela indústria (Jarfors et al., 2017).
Especificamente, o processo de conformação de chapas envolve o uso de um punção para pressionar a chapa contra a matriz, com o prensa-chapa controlando o fluxo de material para o interior da cavidade da matriz. Durante o processo, determinadas áreas do ferramental estão mais propensas a sofrer desgaste devido às condições de contato. A figura 1 ilustra cinco zonas distintas de contato e atrito/desgaste no ferramental de conformação de chapas, as quais são detalhadas a seguir (Carlosson, 2005; Cora et al., 2012).
1 A região A, onde ocorre o contato entre a chapa e o prensa-chapa, é caracterizada por um maior fluxo de material e pressões de contato de 1 a 10 MPa, e pela ocorrência dos modos de desgaste por abrasão e adesão;
2 A região B, onde ocorre o contato entre a chapa e o raio da matriz, é caracterizada por pressões de contato da ordem de 100 MPa, resultando em engripamento (galling) devido ao desgaste extremo por adesão;
3 A região C, onde ocorre o contato entre a chapa e o raio do punção, é caracterizada por apresentar valores variáveis de pressão de contato, a qual é geralmente elevada, porém com fluxo mínimo de material;
4 A região D, onde ocorre o contato entre a base do punção e a chapa, o fluxo de material é mínimo e as pressões de contato são geralmente menores, resultando em uma solicitação de desgaste menos severa;
5 Na região E, onde ocorre o estiramento da chapa, há um baixo fluxo de material e pressões de contato reduzidas. As velocidades de deslizamento variam de aproximadamente 0,01 m/s na região do retentor de chapas até 1 m/s nas zonas esticadas. Do ponto de vista da tribologia, as regiões de maior
FRESA DE METAL DURO PARA USINAGEM DE AÇO ENDURECIDO.
Fresas sólidas de metal duro com revestimento- C nano grão .
A mais alta precisão para todos os tipos de aplicações em semi-acabamento e acabamento fino.
A X1 possui um portfólio extenso, focado no segmento metal-mecânico. Sua ampla gama de produtos, com geometria otimizada, garante alta precisão e eficiência, destacando os produtos como referência no setor.
YG1 Brasil vendas@yg1.solutions (11) 4496-2170 www.yg.solutions
PUNÇÃO
interesse no processo de conformação de chapas estão localizadas junto ao raio da matriz (região B), onde ocorrem os maiores fluxos de material associados a elevadas pressões de contato. Consequentemente, essas são as regiões do ferramental mais propensas a sofrer desgaste (Gåård; Krakhmalev; Bergström, 2008). As condições de atrito e desgaste nestes locais têm um impacto crucial na qualidade das peças conformadas e na eficácia e eficiência do processo de fabricação (Koth; Tschätsch, 2007).
A vida útil ao desgaste dos ferramentais de conformação de chapas depende de uma combinação complexa de fatores, tais como: características dos materiais das chapas e do ferramental (composição, constituição, etc.) e propriedades do lubrificante, parâmetros operacionais (pressões de conformação, velocidade de conformação, temperatura operacional, etc.), fatores tribológicos (lubrificação, coeficiente de atrito, acabamento, etc.), existência de tratamentos superficiais (revestimento, texturização, gradiente de composição imposto por tratamento termoquímico,
Engenharia de superfície
Propriedades da chapa metálica
PRENSA CHAPA
PUNÇÃO
PRENSA CHAPA
MATRIZ
PRENSA CHAPA
MATRIZ
MATRIZ
MATRIZ
etc.), projeto do ferramental (geometria, materiais, cinemática do movimento do ferramental e dinâmica da carga, etc.), entre outros (figura 2) (Xu et al., 2020, Christiany; Groche, 2014, Trzepiecinski; Lemu, 2019).
eficiência da lubrificação, aumentando o atrito e o desgaste. Por outro lado, Groche et al. (2011) demonstraram que velocidades de deslizamento podem influenciar a eficácia dos lubrificantes. A correta seleção desses parâmetros é crucial para o desempenho e a durabilidade dos ferramentais. O ajuste preciso destes parâmetros pode otimizar a distribuição de tensões, minimizar o desgaste excessivo, prolongar a vida útil dos ferramentais, reduzir custos de manutenção e melhorar a qualidade das peças conformadas, garantindo um equilíbrio ideal entre eficiência operacional e durabilidade do ferramental.
MATRIZ
Parâmetros de processo
Design Figura 2 - Fatores que influenciam a conformação de chapas metálica (Fonte: Adaptado de Luiz et al., 2023)
A escolha do material para a fabricação dos ferramentais de conformação a frio é um dos primeiros aspectos a considerar. Segundo Tschätsch e Koth (2007), materiais com alta dureza e resistência ao desgaste, como os aços-ferramenta, são frequentemente utilizados devido à sua capacidade de suportar condições severas de operação. A composição química dos aços-ferramenta, em particular o teor de carbono, exerce um impacto significativo sobre as fases presentes em sua microestrutura, as quais ditam a resistência ao desgaste do aço. Além disso, essas características microestruturais determinam a resposta do material às operações de fabricação, influenciando também o acabamento superficial do ferramental durante a fabricação. Esse acabamento, por sua vez, desempenha um papel essencial no desempenho tribológico do ferramental (Oliveira et al., 2024). Portanto, a otimização do teor de carbono nos açosferramenta é fundamental para garantir um desempenho tribológico superior e, consequentemente, maior vida útil do ferramental.
Propriedades do material da ferramenta
Os parâmetros operacionais, como a pressão de contato e a velocidade de deslizamento, influenciam diretamente o desgaste dos ferramentais. Christiany e Groche (2014) demonstraram que altas pressões de contato reduzem a
No que se refere à correta seleção de materiais para ferramentais de conformação de chapas e à adequada parametrização do processo, vários estudos (Bang et al., 2023; Scholz et al., 2015; Tavares et al., 2021; Trzepiecinski; Lemu, 2019) destacam a importância e os benefícios de realizar avaliações tribológicas por meio de ensaios de bancada. Essas avaliações permitem uma análise detalhada das interações tribológicas sob condições controladas, proporcionando a identificação e compreensão do comportamento dos materiais sob diferentes cargas, velocidades de deslizamento e condições de lubrificação. Além disso, os ensaios de bancada facilitam a identificação de possíveis problemas de desgaste e atrito antes da aplicação do ferramental em escala industrial, permitindo ajustes nos parâmetros operacionais, na seleção dos materiais, bem como nos tratamentos térmicos e superficiais. Consequentemente, a implementação dessas práticas contribui para a otimização da vida útil dos ferramentais, a melhoria da qualidade das peças conformadas e a redução do dano emergente e lucro cessante, assegurando um desempenho eficiente e sustentável no processo de conformação de chapas. Existe um número considerável de ensaios tribológicos que podem ser empregados para reproduzir e
Figura 1 - Regiões de contato em um processo de conformação de chapas (Fonte: Adaptado de Carlsson, 2005)
RAIO MATRIZ B
Tribologia
determinar as características tribológicas que ocorrem especificamente nas operações de conformação de chapas metálicas (Schey, 1997). Dentre os diversos métodos disponíveis, destaca-se o ensaio de estiramento de chapas. Neste ensaio, uma tira de chapa metálica é puxada entre dois insertos de ferramental, simulando as condições de contato desenvolvidas no ferramental de conformação de chapas, como resultado da variação dos parâmetros operacionais, materiais e acabamento dos ferramentais e condições de lubrificação (Czichos, 2020, Klocke; König, 2006; Trzepieciński, 2019). Além disso, este ensaio é recomendado pela diretriz VDA 230-213 como método de teste padrão para determinar o coeficiente de atrito de pares tribológicos desenvolvidos entre diferentes classes de materiais empregados em produtos.
Neste contexto, este estudo tem como objetivo investigar os fatores que contribuem para a falha dos aços-ferramenta utilizados na produção de ferramentais de conformação
MATERIAIS E MÉTODOS
Existem diversos tipos de ensaio de atrito disponíveis para medir o atrito nas diferentes áreas do ferramental utilizado nos processos de conformação de chapas. Neste artigo, foi selecionado o ensaio de estiramento de chapas como teste de laboratório para investigar o coeficiente de atrito, coeficiente de desgaste e os mecanismos de desgaste na região do raio do ferramental. Essa configuração de teste reflete as condições tribológicas presentes nestas regiões dos ferramentais durante os processos de estampagem profunda, simulando o espectro típico de cargas e velocidades adotadas em condições operacionais reais (Groche; Resch, 2015).
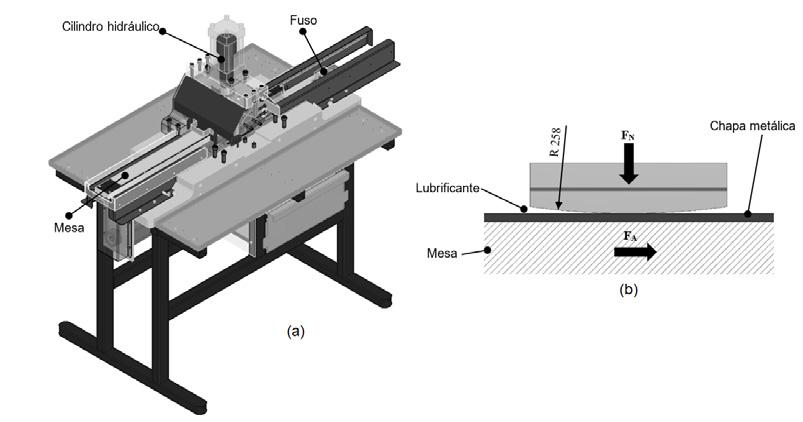
A figura 3 ilustra (a) o equipamento utilizado nos testes e (b) o esquema da configuração de contato empregada no ensaio. Neste sistema, uma tira de chapa metálica é presa a um carro móvel e sobreposta a uma mesa, enquanto o ferramental de teste é pressionado verticalmente sobre a tira com uma força normal (FN) aplicada por um sistema hidráulico. A mesa é movida por um fuso de esfera acionado por um motor elétrico. Tanto a FN quanto a força de tangencial (FT) resultante sobre o ferramental são medidos por sensores de carga calibrados, montados no cabeçote móvel da máquina, que está
de chapas a frio, com foco na análise do impacto do teor de carbono do material do ferramental e dos parâmetros operacionais mais influentes. Para isso, foram realizados ensaios de atrito com diferentes pressões de contato e velocidades de deslizamento, a fim de acelerar o processo de desgaste em aços-ferramenta com teores de carbono de 2,05% e 0,85% em peso. O estudo busca compreender as condições tribológicas que levam ao desgaste prematuro dos ferramentais, e o impacto das características dos materiais e dos parâmetros de processo sobre essas condições. Os resultados obtidos contribuirão para o desenvolvimento de estratégias de melhoria na seleção e no tratamento dos aços utilizados na produção dos ferramentais como também na parametrização do processo, visando aumentar a durabilidade dos ferramentais, reduzir os custos de manutenção e minimizar variações na qualidade do produto final.
preso à haste do cilindro do sistema hidráulico. Esses sensores enviam os sinais para um condicionador, onde são amplificados, lidos por uma placa de aquisição e posteriormente enviados a um computador para análise dos dados através do software Catman e determinação do coeficiente de atrito (m).
Como ilustrado na figura 3, o aparato de ensaio utiliza um cilindro hidráulico para aplicar a pressão de contato. Após alcançar a FN desejada, o fuso aciona a mesa para estirar a chapa. A curva de evolução do μ em função da distância de deslizamento (L) revela um período inicial de running-in, seguido
por um regime transiente e, por fim, um regime permanente onde μ se mantém constante. O regime transiente geralmente ocorre entre 40 e 140 mm de deslizamento. As medições após 500 mm de deslizamento podem ser imprecisas devido à desaceleração do fuso no final do teste. Portanto, para o cálculo do coeficiente de atrito médio, foram utilizados apenas os valores obtidos entre 150 e 500 mm de deslizamento.
Para determinar o coeficiente de desgaste (k), as ferramentas de teste tiveram sua massa medida antes e após a realização do ensaio de estiramento de chapas. A partir da perda de massa
Figura 3 - Diagrama esquemático da configuração do ensaio de estiramento de chapas (Fonte: Autor, 2024)
(m), o volume desgastado (v) foi estimado considerando as densidades (ρ) dos materiais da ferramenta, extraídas dos catálogos dos fabricantes. Com os valores de v determinados, os valores de k foram estimados usando a equação simplificada de Archard, considerando as forças normais aplicadas (N) e a distância de deslizamento (L).
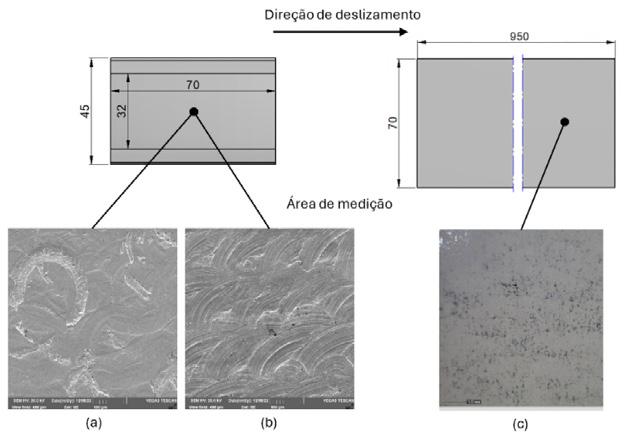
O sistema tribológico investigado consiste no corpo de prova do ferramental e nas tiras de chapa metálica. A figura 4 apresenta as dimensões e a topografia superficial inicial do ferramental e da peça de trabalho. As tiras de chapa de aço USI-RW550-D têm uma espessura de 3,0 mm e uma superfície decapada, cortadas em guilhotina com 70 mm de largura e 90 mm de comprimento. Foram utilizados dois aços para trabalho a frio como materiais de ferramental, denominados de aço A e aço B cuja composição química é informada na tabela 1. Os ferramentais medem 32 mm de largura e 70 mm
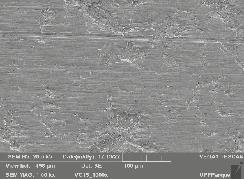
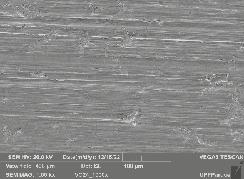
de comprimento, sendo usinados, tratados termicamente e reusinados para alcançar um acabamento fino. As marcas de usinagem formaram uma estrutura superficial direcionada, com diferença na resposta de cada material ao processo de usinagem, conforme mostrado nas figuras 4(a) e figura 4(b), nesta ordem, para os ferramentais de aço A e aço B. Pela análise da figura 4,
o aço A apresenta menor profundidade de penetração do ferramental de corte e rastros de adesão que indicam o arrancamento de metal. Em contraste, o aço B exibe maior profundidade de penetração do ferramental de corte e sulcos com projeção lateral de metal deformado. A chapa metálica, por sua vez, apresenta o acabamento típico de chapa laminada.
Figura 4 - Dimensão e micrografias obtidas via MEV do topo da superfície inicial do ferramental de atrito (a) A e (b) B, e imagem ampliada da superfície da (c) chapa metálica (Fonte: Autor, 2024)
Materiais
Composição Química [wt. %]
C Si Mn Cr Mo V W S Nb Al
Tabela 1 - Composição química dos aços A e B e da chapa empregados na fabricação dos ferramentais de teste (Fonte: Autor)
As variáveis de execução dos ensaios de estiramento de chapas foram fixadas conforme os valores apresentados na tabela 2. Esse conjunto de parâmetros de ensaio, determinado a partir de simulações prévias e de dados obtidos das condições operacionais usualmente adotadas em fábrica, permitiu reproduzir em laboratório as condições aproximadas de operação dos ferramentais de conformação em condições reais. Isso possibilitou quantificar as interações entre os parâmetros operacionais e os materiais envolvidos, obtendo novos insights sobre o sistema tribológico em operação e permitindo um melhor planejamento para aumentar a vida útil do ferramental. Para cada conjunto de parâmetros, o ensaio foi considerado
concluído após o deslizamento de 20 chapas ou no caso de travamento (engripamento) do sistema. Para cada combinação de parâmetros, foi utilizado um novo ferramental.
Os ensaios de estiramento de chapas foram realizados em condições lubrificadas. Para proteger a superfície da chapa durante o transporte e armazenamento, o fornecedor da chapa aplica um lubrificante anticorrosivo. Portanto, todas as tiras foram limpas com acetona e pano de feltro para remover essa lubrificação. Um óleo lubrificante, comumente empregado pela indústria metalmecânica em operações de conformação de chapas, foi adotado neste estudo. Este lubrificante foi aplicado manualmente sobre a
chapa com um rolo de plastiprene. De acordo com a espessura padrão do filme de óleo recomendada para a produção de peças conformadas, a espessura do filme foi definida em 1,0 g/m² (equivalente a 3 gotas) (Meiler; Jaschke, 2005).
Os mecanismos de desgaste foram analisados por meio das técnicas de microscopia eletrônica de varredura (MEV) e microanálise por espectroscopia de energia dispersiva (EDX). A formação de camadas de transferência sobre o ferramental e as chapas foi investigada utilizando, nesta ordem, microscopia confocal a laser e espectroscopia de raios X por energia dispersiva (EDX). Em ambos os casos, foram também determinados parâmetros de rugosidade.
(3 mm de espessura) Fluido protetivo ~1,0 (3 gotas)
Tabela 2 - Condições
RESULTADOS E DISCUSSÕES
Comportamento dos coeficientes de atrito e desgaste
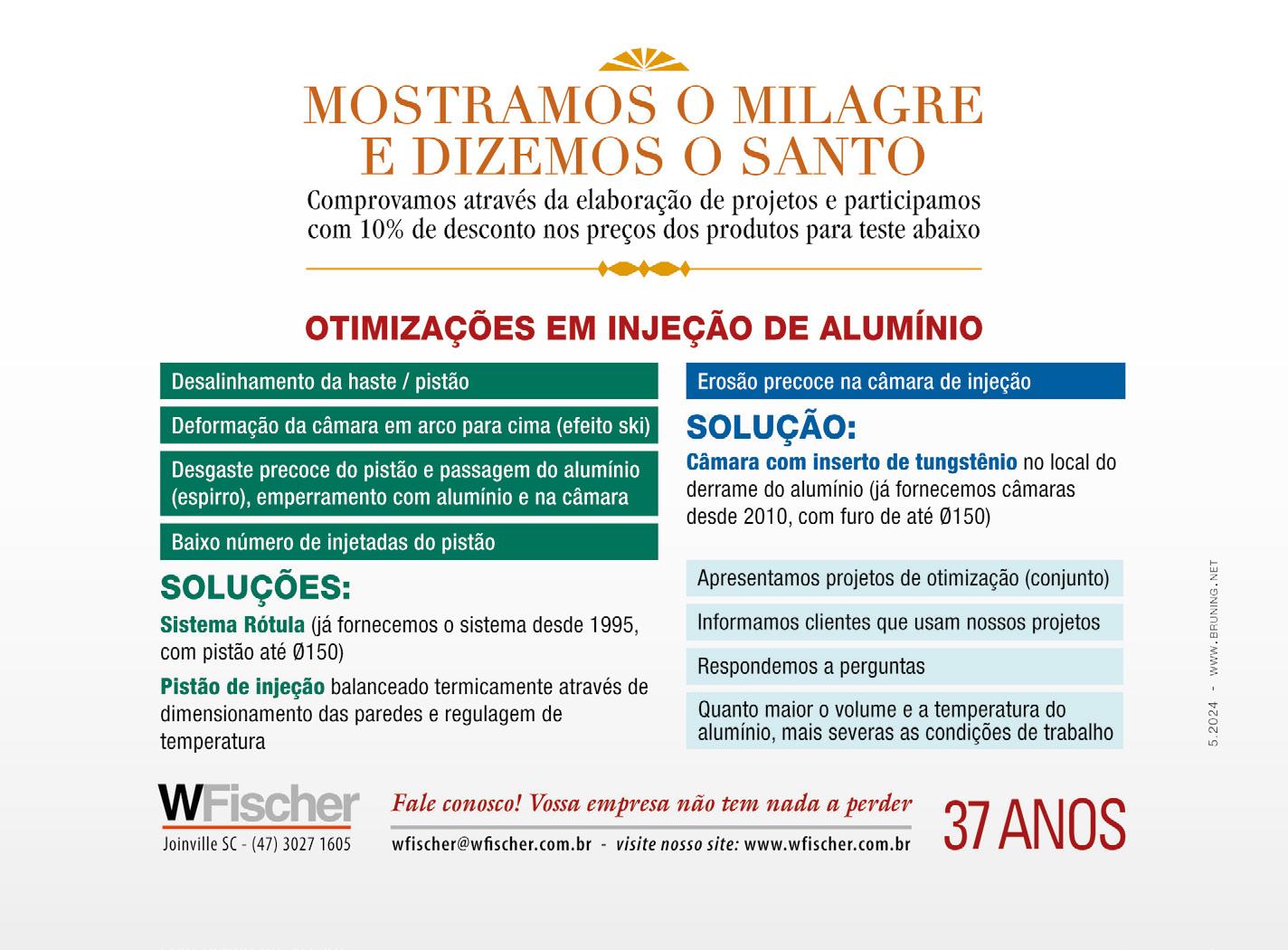
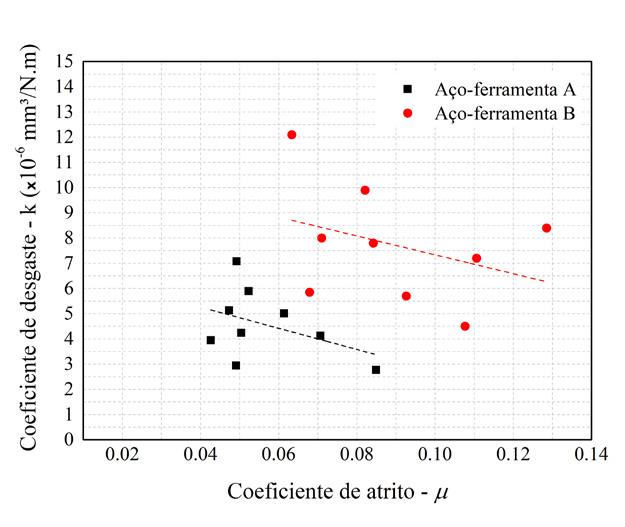
A figura 5 apresenta os resultados dos testes de estiramento de chapas, avaliando o efeito conjunto dos parâmetros de pressão de contato e velocidade de deslizamento sobre o coeficiente de atrito do par chapa e açoferramenta A (a) e B (b). Comparando as duas imagens, observa-se claramente que o ferramental produzido a partir do aço-ferramenta A apresenta menor coeficiente de atrito do que o de aço B para todas as condições avaliadas.
Além disso, para ambos os materiais, a pressão de contato não interfere significativamente no coeficiente de atrito em condições de baixa velocidade de deslizamento, uma vez que os valores observados são próximos entre si e baixos. No entanto, o coeficiente de atrito aumenta consideravelmente com valores elevados de velocidade de deslizamento. Observa-se também que, para altas velocidades de deslizamento, o coeficiente de atrito aumenta com
O comportamento do coeficiente de atrito (m), que se mantém baixo em baixas velocidades de deslizamento e aumenta substancialmente em altas velocidades, pode ser explicado por vários fatores. Em baixas velocidades, predomina o regime de lubrificação fluida, onde uma película de lubrificante separa eficazmente as superfícies de contato, resultando em coeficientes de atrito baixos. À medida que a velocidade aumenta, pode ocorrer uma transição para a lubrificação mista ou limite, com maior contato direto entre as asperezas das superfícies, aumentando significativamente o atrito. A viscosidade do lubrificante pode diminuir com o cisalhamento em altas velocidades, reduzindo a espessura da película lubrificante. Além disso, o calor gerado pelo atrito em altas velocidades pode modificar as características do lubrificante, comprometendo sua
a pressão de contato no caso do aço-ferramenta A e diminui para o aço-ferramenta B. Esse comportamento distinto do coeficiente de atrito em função da pressão de contato entre os aços em altas velocidades de deslizamento, conforme demonstrado por Oliveira et al. (2024), é explicado pela correlação entre a textura superficial dos aços, resultante do processo de fabricação dos ferramentais, e o desempenho do lubrificante.
eficácia. As condições de contato também mudam, aumentando a deformação das superfícies e a interação entre as asperezas, enquanto as forças dinâmicas e vibrações podem alterar o comportamento tribológico, aumentando o atrito devido à instabilidade no contato entre as superfícies. Esses fatores combinados explicam a variação do m com a velocidade de deslizamento. O maior valor do m para o açoferramenta B em comparação ao A está provavelmente relacionado à microestrutura de cada material, especialmente ao tamanho dos carbonetos precipitados. Carbonetos maiores, conforme aqueles observados por Oliveira et al. (2024) na microestrutura do aço-ferramenta A, aumentam a resistência à adesão dos aços-ferramenta, pois interrompem o deslizamento da fase
metálica na superfície do ferramental, reduzindo a área de contato real e consequentemente o atrito devido à aderência. Além disso, esses carbonetos aumentam a rigidez da matriz do aço, permitindo que o material suporte maiores cargas sem deformação. Zum Gahr (1987) sugere que uma maior fração de carbonetos reduz o atrito e o desgaste, devido à natureza cerâmica e quimicamente inerte dessas fases secundárias. No entanto, carbonetos excessivamente grandes podem fragilizar a superfície do material, diminuindo sua tenacidade e aumentando a propensão à fadiga de contato. A rugosidade maior causada por carbonetos salientes pode aumentar o atrito por cisalhamento. Por outro lado, carbonetos pequenos ou em menor densidade na matriz metálica resultam em menos partículas para evitar a deformação plástica, aumentando a
Figura 5 - Coeficiente de atrito em função da pressão de contato e velocidade de deslizamento para o aço-ferramenta A (a) e aço-ferramenta B (b) (Fonte: Autor, 2024)
(a)
(b)
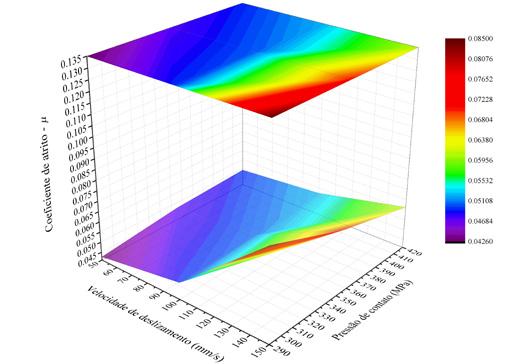
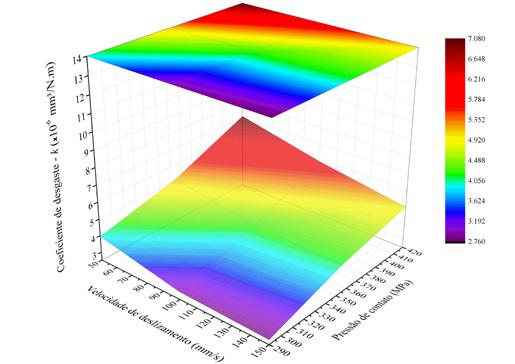
área de contato real e a tendência de aderência entre o ferramental e a chapa (Tarang et al., 2021; Wei et al., 2011). Essa característica também explica os maiores valores de m observados para o aço-ferramenta B, conforme mostrado por Oliveira et al. (2024). A figura 6 mostra o efeito conjunto dos parâmetros de pressão de contato e velocidade de deslizamento sobre o coeficiente de desgaste (k) do par chapa e aço-ferramenta A (a) e B (b). Observa-se que os valores do coeficiente de desgaste são substancialmente superiores para o aço-ferramenta B em comparação ao aço A. Verifica-se também que, para ambos os aços, o k diminui com o aumento da velocidade de deslizamento e aumenta com a pressão de contato. O decréscimo do k com o aumento da velocidade de deslizamento em contatos lubrificados já foi reportado por diversos autores na literatura, avaliando diferentes tribossistemas (Babić et al., 2014; Jiménez et al., 2006; Kumar et al., 2016; Slobodan et al., 2014). Esses estudos vinculam esse comportamento a uma mudança no regime de desgaste. De fato, tal justificativa é válida para o presente trabalho, considerando a
categorização proposta por Hiratsuka e Muramoto (2005), que especificaram que coeficientes de desgaste na ordem de 10-5~10-4 mm³/N·m indicam um regime de desgaste severo, enquanto valores na ordem de 10-7~10-6 mm³/N·m indicam um regime de desgaste moderado. Comparando essas ordens de grandeza com os valores apresentados na figura 6, pode-se inferir que a maioria dos dados está no intervalo de transição entre os regimes moderado e severo, sendo que a condição de máxima carga e menor velocidade de deslizamento para o aço B já se encontra no regime severo. Embora o m aumente com a velocidade de deslizamento, o k diminui devido à formação de camadas de transferência ou tribocamadas sobre o ferramental. A altas velocidades, essas camadas de material transferido da chapa para o ferramental atuam como uma barreira protetora, reduzindo o desgaste ao minimizar o contato direto entre as superfícies metálicas. Essa proteção efetiva, apesar de aumentar o atrito devido à resistência adicional oferecida pelo material aderido, contribui para a diminuição do desgaste.
O aumento do k com a pressão de contato, por sua vez, está vinculado
à maior tendência a abrasão e a adesão, devido à redução do efeito da lubrificação. A ruptura do filme de lubrificante frequentemente ocorre sob altas pressões de contato, aumentando a interação entre as superfícies, produzindo maior fricção e, consequentemente, um desgaste superior conforme. O maior k do aço-ferramenta B, pode ser explicado pelos mesmos fatores discutidos anteriormente para justificar o seu maior m, ou seja, a microestrutura do material, especialmente o tamanho e distribuição dos carbonetos precipitados na matriz metálica. É importante destacar que, embora o aço-ferramenta B apresente um crescente m, ele evidenciou uma redução do k com o aumento da velocidade de deslizamento nos ensaios realizados com uma pressão de contato de 420 MPa. Acredita-se que essa redução no k esteja associada à crescente adesão de material da chapa sobre o ferramental com o aumento da velocidade de deslizamento. Dessa forma, ocorre um ganho de massa ao invés de perda, resultando em uma redução do valor do coeficiente para um mesmo valor de carga normal e distância de deslizamento.
(a) e aço-ferramenta B (b) (Fonte: Autor, 2024)
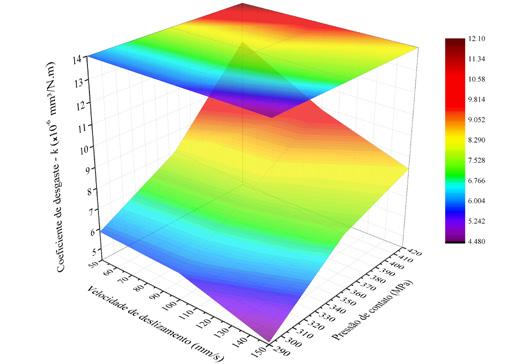
De fato, a formação das camadas de transferência ou das tribocamadas influencia significativamente o desempenho tribológico de ambos os aços-ferramenta. Conforme mostrado na figura 7, a evolução do coeficiente de desgaste em função do coeficiente
de transferência atuam como uma barreira física que protege a superfície do ferramental contra o contato direto com a chapa. Assim, a formação destas camadas é um fator crucial que melhora a durabilidade dos ferramentais de conformação, reduzindo o seu desgaste. (a) (b)
de atrito evidencia uma redução nos valores do primeiro à medida que o segundo aumenta. Conforme será mostrado na sequência, essa redução do coeficiente de desgaste está vinculada à formação das referidas camadas. Tanto as tribocamadas quanto as camadas
Figura 6 - Coeficiente de desgaste em função da pressão de contato e velocidade de deslizamento para o aço-ferramenta A
Figura 7 - Correlação do coeficiente de atrito e coeficiente de desgaste para o aço-ferramenta A e o aço-ferramenta B (Fonte: Autor, 2024)
ANÁLISE DOS MECANISMOS DE DESGASTE
Como já é conhecido por investigações anteriores (Christiany; Groche, 2014), durante ensaio de estiramento de chapas, o material da tira é geralmente transferido para a superfície dos ferramentais, formando uma camada de transferência, sendo o processo de formação desta responsável pelo aumento do coeficiente de atrito e redução do coeficiente de desgaste. De forma análoga, a formação de tribocamadas a partir da sinterização de debris sobre a superfície da trilha de desgaste, minimizando o contato
do corpo/contra-corpo e os seus efeitos. Assim, para compreender o comportamento do tribossistema, é necessário avaliar a morfologia dos pares tribológicos na região de contato após o teste. Neste contexto, a figura 8 ilustra o aspecto visual da superfície resultante das chapas e ferramentais após os experimentos realizados com os ferramentais produzidos a partir dos aços A e B, utilizando os três níveis de pressão de contato (290, 340 e 420 Mpa) e velocidade de deslizamento de 100 mm/s, aqui avaliados.
290 MPa
MPa
Superfície do ferramental
A análise dessas imagens permite inferir que mecanismos distintos governam o desgaste em cada tribossistema. Observa-se, a partir das imagens das superfícies dos ferramentais, que o aço-ferramenta A está predominantemente sujeito ao desgaste por abrasão, caracterizado por sulcos no sentido do estiramento da chapa. A morfologia da chapa estirada sobre o aço-ferramenta A
confirma que o desgaste da chapa é praticamente inexistente, pois não se verifica marcas pronunciadas nem transferência significativa de material para o ferramental. Em contraste, para o aço-ferramenta B, o mecanismo de desgaste prevalente é a adesão, evidenciada pela aderência do material da chapa à superfície do ferramental, formando a camada de transferência. Essa observação é corroborada pela
Figura 8 - Morfologias das superfícies das chapas metálicas e dos ferramentais após ensaios de estiramento realizados empregando os aços-ferramenta A e B (Fonte: Autor, 2024)
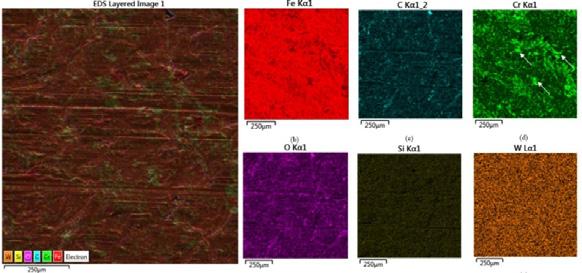
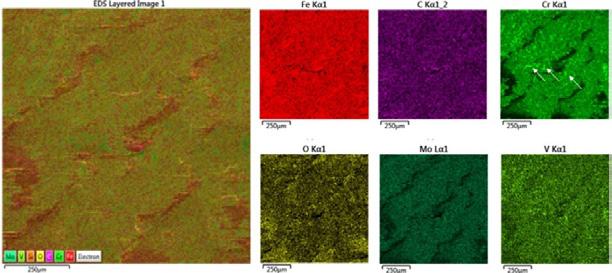
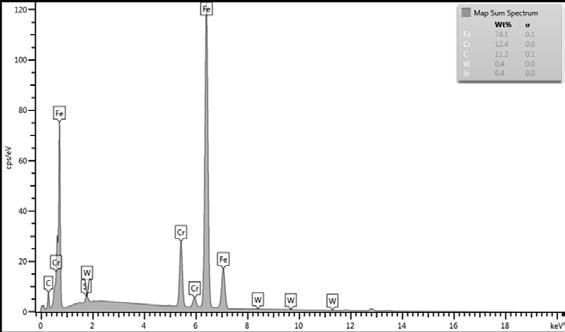
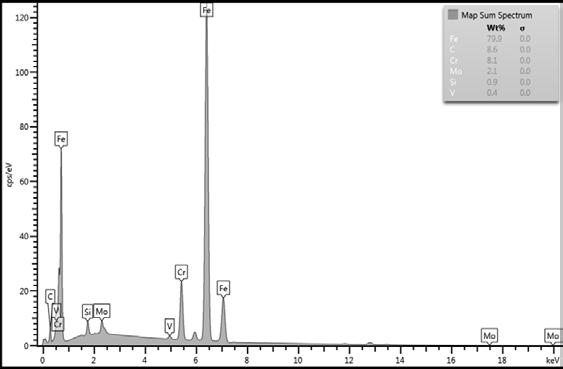
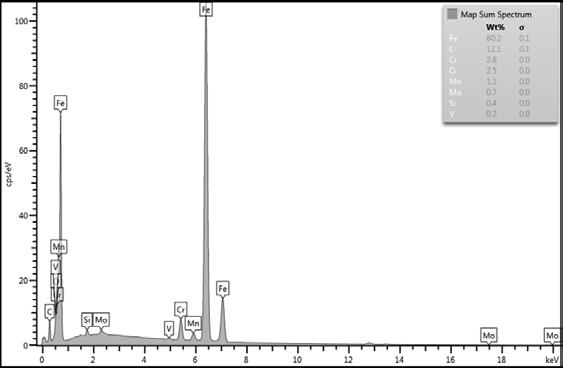
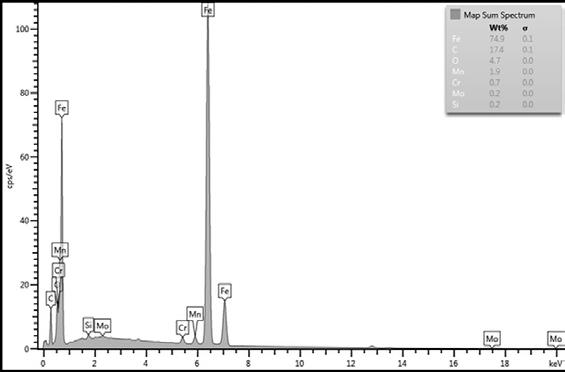
análise da morfologia da chapa estirada com o aço-ferramenta B, que mostra claramente as marcas de desgaste na região de contato com o ferramental. Na figura 9 são apresentados os mapas de composição química das superfícies dos ferramentais produzidos a partir dos aços A (a) e B (b), após o ensaio de estiramento de 20 chapas, com pressão de contato de 340 MPa e velocidade de deslizamento de 100 mm/s.
de estiramento de chapa (Fonte: Autor, 2024)
A análise da composição química revela que ambas as superfícies dos ferramentais apresentam sinais de desgaste por reação triboquímica, evidenciado pela formação de tribocamadas e pelo elevado percentual de oxigênio medido (2,5% em peso para o aço-ferramenta A e 4,7% em peso para o aço-ferramenta B), conforme espectro apresentado na figura 10. A maior oxidação observada no aço-ferramenta B é provavelmente atribuída ao maior aquecimento superficial resultante da maior fricção desenvolvida no contato sob as condições avaliadas. Esse aumento na temperatura superficial favorece a formação de óxidos, indicando que o ferramental de aço B está mais sujeito a reações triboquímicas
devido às condições operacionais mais severas, que intensificam o atrito e, consequentemente, o desgaste oxidativo.
Os espectros de composição química mostrados na figura 10 também evidenciam a formação da camada de transferência, detectada pela presença de manganês na superfície de ambos os ferramentais após os testes. Essa presença de Manganês indica que há transferência de material da superfície da chapa para o ferramental, uma vez que o Manganês é um elemento característico da composição das chapas metálicas utilizadas, conforme previamente mostrado na tabela 1. A análise quantitativa dos espectros mostra que a concentração de Manganês é maior na superfície do
ferramental do aço B (1,9% em peso) em comparação com o ferramental do aço A (1,1% em peso). Isso sugere uma maior transferência de material no caso do ferramental de aço B, o que pode estar relacionado à maior fricção observados para esse ferramental. Essa maior transferência de material contribui para a formação de uma camada de transferência mais espessa.
Portanto, a presença de Oxigênio e Manganês nos espectros de composição química confirma a formação, nesta ordem, da tribocamada e de camada de transferência de material nos ferramentais de aço A e B após o ensaio, e destaca a diferença na severidade desse processo entre os ferramentais.
(a) (b)
Figura 9 - Mapa de composição química da superfície dos ferramentais produzidos a partir dos aços A (a) e B (b) após o ensaio
Figura 10 - Espectro de composição química da superfície dos ferramentais produzidas a partir dos aços A (a) e B (b) antes (1) e após (2) o ensaio de estiramento de chapa (Fonte: Autor, 2024)
CONCLUSÃO
Os resultados dos testes de estiramento de chapas, avaliando o efeito conjunto dos parâmetros de pressão de contato e velocidade de deslizamento sobre o coeficiente de atrito, indicam que o ferramental produzido a partir do aço-ferramenta A apresenta menor coeficiente de atrito em comparação ao aço B para todas as condições avaliadas. Em baixas velocidades de deslizamento, a pressão de contato não interfere significativamente no coeficiente de atrito, enquanto em altas velocidades, o coeficiente de atrito aumenta consideravelmente. Observou-se também que, para altas velocidades de deslizamento, o coeficiente de atrito aumenta com a pressão de contato no caso do aço-ferramenta A e diminui para o aço-ferramenta B. Esse comportamento distinto foi relacionado à microestrutura dos materiais e à textura superficial resultante do processo de fabricação dos ferramentais.
A análise dos coeficientes de desgaste revelou que o
aço-ferramenta B apresenta valores substancialmente superiores ao aço A. Para ambos os aços, o coeficiente de desgaste diminui com o aumento da velocidade de deslizamento e aumenta com a pressão de contato. A formação de camadas de transferência ou de tribocamadas em altas velocidades de deslizamento atua como uma barreira protetora, reduzindo o desgaste ao minimizar o contato direto entre as superfícies metálicas. A maior transferência de material observada no aço-ferramenta B está associada à maior fricção e aquecimento superficial, favorecendo a ocorrência de oxidação e formação de tribocamadas.
Os mapas de composição química e os espectros de composição química confirmam a formação de tribocamadas e camadas de transferência nos ferramentais de aço A e B após os ensaios. A presença de Oxigênio indica a formação de tribocamadas, enquanto a presença
de Manganês confirma a transferência de material da chapa para o ferramental. A maior concentração de Manganês no ferramental de aço B sugere uma maior transferência de material, relacionada às condições operacionais mais severas.
Em suma, a formação de camadas de transferência e tribocamadas é um fator crucial que melhora a durabilidade dos ferramentais de conformação, reduzindo o desgaste, apesar do aumento do coeficiente de atrito. Esses achados destacam
REFERÊNCIAS BIBLIOGRÁFICAS
a importância de considerar a microestrutura do material e os parâmetros operacionais na avaliação do desempenho tribológico dos ferramentais de conformação, visando aumentar sua vida útil e eficiência operacional.
[1] Babic, M.; Stojanovica, B.; Mitrovica, S.; Bobic, I.; Miloradovica, N.; Pantica, M.; Dzunica, D. Wear properties of A356/10SiC/1Gr hybrid composites in lubricated sliding conditions. Tribology in Industry. v. 35, p. 148‐154, 2013.
[2] Bang, J. et al.; Quantitative evaluation of tool wear in cold stamping of ultra-high-strength steel sheets. Metals and Materials International. [s. l.], v. 29, n. 2, p. 327–342, 2023. Disponível em: https://doi.org/10.1007/s12540-022-01244-2.
[3] Carlsson, P.; Surface engineering in sheet metal forming. 2005. 1–78 f. - Uppsala University, [s. l.], 2005.
[4] Christiany, M.; Groche, P.; Reproducibility of wear tests and the efect of load on tool life in sheet metal forming. Advanced Materials Research. [s. l.], v. 1018, p. 293–300, 2014. Disponível em: https://www.scientific.net/AMR.1018.293.
[5] Cora, Ö. N. et al.; Die wear in stamping of advanced high strength steels - Investigations on the effects of substrate material and hard-coatings. Tribology International. [s. l.], v. 52, p. 50–60, 2012. Disponível em: https://linkinghub.elsevier.com/retrieve/pii/S0301679X12000709.
[6] Gaard, A.; Krakhmalev, P.; Bergström, J.; Wear mechanisms in deep drawing of carbon steel – correlation to laboratory testing. Tribotest. [s. l.], v. 14, n. 1, p. 1–9, 2008. Disponível em: https://onlinelibrary.wiley.com/doi/abs/10.1002/tt.49.
[7] Groche, P.; Resch, F.; Dry forming of aluminum alloys - Wear mechanisms and influencing factors. Materialwissenschaft und Werkstofftechnik. [s. l.], v. 46, n. 8, p. 813–828, 2015.
[8] Koth, A.; Tschätsch, H. Metal forming practise: Processes - Machines - Tools. [S. l.]: Springer Berlin Heidelberg, 2007. E-book. Disponível em: https://books.google.com.br/books?id=W-6SFIX2qp4C.
[9] Luiz, V. D. et al.; Influence of different contact conditions on friction properties of AISI 430 steel sheet with deep drawing quality. Coatings. [s. l.], v. 13, n. 4, 2023. Disponível em: https://www.mdpi.com/2079-6412/13/4/771.
[10] Meiler, M.; Jaschke, H.; Lubrication of aluminium sheet metal within the automotive industry. In: , 2005. Sheet Metal 2005. [S. l.]: Trans Tech Publications Ltd, 2005. p. 551–558.
[11] Scholz, P. et al.; Dry forming of aluminium sheet metal: Influence of different types of forming tool microstructures on the coefficient of friction. In: , 2015. Material Forming ESAFORM 2015. [S. l.]: Trans Tech Publications Ltd, 2015. p. 516–521.
[12] Tavares, A. F. et al.; Effect of transfer layers on friction and wear mechanisms in strip drawing tests of commercially coated forming tools. Wear. [s. l.], v. 476, n. February, p. 203733, 2021. Disponível em: https://doi.org/10.1016/j.wear.2021.203733.
[13] Trzepiecinski, T.; Lemu, H. G.; Recent developments and trends in the friction testing for conventional sheet metal forming and incremental sheet forming. Metals. [s. l.], v. 10, n. 1, p. 47, 2019. Disponível em: https://www.mdpi.com/2075-4701/10/1/47.
[14] Xu, Z. et al.; An investigation on the friction in a micro sheet metal roll forming processes considering adhesion and ploughing. Journal of Materials Processing Technology. [s. l.], v. 285, p. 116790, 2020. Disponível em: https://www.sciencedirect.com/science/article/pii/S0924013620302041.
[15] Zum Gahr, K.-H.; Microstructure and wear of materials. Siegen: Elsevier, 1987.
Angélica Paola de Oliveira Lopes - Engenheira de Produção pela UNICRUZ - Universidade de Cruz Alta, Mestranda em Engenharia Mecânica na Universidade Federal de Santa Maria (UFSM). Analista de Pesquisa, Desenvolvimento e Inovação na Bruning Tecnometal, Panambi/RS. http://lattes.cnpq. br/2761846079223180. angelica@bruning.com.br.
Cristiano José Scheuer – Engenheiro Mecânico pela Universidade Federal de Santa Maria (UFSM), Mestre e Doutor em Engenharia Mecânica pela Universidade Federal do Paraná (UFPr), com área de concentração em Engenharia de Manufatura. Atualmente é Professor Associado no Departamento de Engenharia Mecânica da UFSM, lecionando disciplinas nas áreas de Ciência dos Materiais e Processos de Fabricação nos cursos de graduação e pós-graduação em Engenharia Mecânica. A expertise abrange a área de Engenharia de Materiais e Metalúrgica, com foco em metalurgia física e de transformação. http://lattes.cnpq.br/3758860836699578 cristiano.scheuer@ufsm.br
Diego Tolotti de Almeida – Engenheiro Mecânico pela UNIJUI - Universidade Regional do Noroeste do Estado do Rio Grande do Sul, Mestre em Ciência e Tecnologia dos Materiais pela UFRGS. Doutorando do Programa de Pós-Graduação em Engenharia de Minas, Metalurgia e Materiais (PPGE3M/UFRGS). Supervisor de Pesquisa, Desenvolvimento e Inovação na Bruning Tecnometal, Panambi/RS. http://lattes.cnpq.br/9263882491107556 diegot@bruning.com.br
Ibson Ivan Härter – Engenheiro Mecânico e Especialista Lato Sensu em Engenharia Industrial pela Universidade Regional do Noroeste do Estado do Rio Grande do Sul e Mestre em Engenharia Mecânica pela UFRGS com ênfase em Mecânica dos Sólidos. Trabalhou no CEP Senai (Panambi, RS, Brasil) como Instrutor. É Analista de CAE na Bruning Tecnometal S.A., Panambi/RS. http://lattes.cnpq.br/6518272508566241 ibson@bruning.com.br
Lucas Alexandre Mello Werner – Engenheiro Mecânico pela Universidade Regional do Noroeste do Estado do Rio Grande do Sul (2002). Gerente de Engenharia da Bruning Tecnometal. http://lattes.cnpq.br/1462753951596551 lucas@bruning.com.br
FÁBRICA NO ESCURO:
O PODER DA INTEGRAÇÃO ENTRE O WORKNC E O MES PARA AS FERRAMENTARIAS
Saiba como ambas as soluções podem atuar de forma integrada e gerar as informações necessárias para automatizar e atingir a excelência na fabricação de moldes, matrizes e ferramentas
Aautomatização de sistemas controlados por mecanismos industriais nunca foi tão falada como neste século. Devido a Transformação Digital, muitos processos estão cada vez mais interligados com este método, que tem sido uma grande tendência dentro da indústria 4.0. No chão de fábrica, por exemplo, ter sistemas automatizados podem facilitar a dinâmica diária, além de impulsionar exponencialmente os ganhos de produção, faturamento e lucro das ferramentarias. Entretanto, o
sucesso do trabalho muitas das vezes perpassa por uma série de questões que, em tese, podem atrasar uma demanda.
De fato, alguns pontos cruciais precisam estar integrados para gerar um aumento notório de produtividade. E com a transformação digital como norte, é importante detalhar quais são os pontos necessários para ter uma fábrica capaz de trabalhar sozinha através do conceito de ‘Fábrica no Escuro’.
O QUE É A ‘LIGHTS OUT MANUFATURING’ (‘FÁBRICA NO ESCURO’) E COMO ELA PODE AMPLIAR A PRODUÇÃO DIÁRIA DE UMA EMPRESA?
Inicialmente, é importante frisar que o termo ‘Fábrica no Escuro’ se baseia em uma fábrica totalmente automatizada, e que seja capaz de operar com pouca ou nenhuma intervenção humana. Basicamente, o conceito pode ser aplicado para qualquer tipo de indústria e a ideia principal é que em todas as etapas do processo produtivo as decisões sejam tomadas de acordo com regras préestabelecidas. De fato, isso faz com que as máquinas possam escolher o melhor caminho e trabalhar sozinhas.
Um exemplo prático pode facilitar o entendimento acerca de como atua uma ‘Fábrica no Escuro’:
Levando em conta uma fábrica de injeção de peças, cada máquina precisa de uma certa quantidade de polímeros para trabalhar. Se esse material estiver acabando, o operador da máquina fará a identificação visual, e posteriormente se encaminhará até a máquina para abastecê-la. Após o abastecimento, o profissional em questão é responsável por reativar a injetora. No entanto, como a identificação do problema é ‘manual’, a máquina pode ficar um certo período parada ou produzindo peças defeituosas até esse contratempo ser corrigido. Qualquer tempo perdido nesse processo irá impactar a produção, e por isso uma automação se torna o caminho mais viável e prudente. Para isso, uma reflexão pode trazer um novo norte. Imagine
que foi instalado um sensor de alimentação na injetora, o que torna a máquina capaz de identificar o nível mínimo de material (baseado em regras pré-estabelecidas). Com essa informação, a própria máquina pode identificar a necessidade de abastecimento, podendo ser às 8h ou às 23h.
A partir disso, este sensor vai disparar a informação para um robô inteligente de alimentação, que automaticamente irá abastecer a máquina. Entretanto, o questionamento que fica aqui é: quanto tempo a máquina ficou parada para alimentação? Quanto de impacto na produção tivemos?
A resposta é extremamente simples: nenhum para ambas as indagações. Inclusive, isso mostra que com a automatização podemos ter uma máquina tomando decisões sozinha e trabalhando 24 horas por dia sem interação humana.
De fato, esse foi um exemplo simples de um problema que existia e já foi solucionado na indústria de injeção. No entanto, mais um questionamento surge aqui: mas como aplicar este mesmo conceito utilizado em empresas de produção seriada nas ferramentarias?
Existem uma série de aplicações que podem ser inseridas no contexto das ferramentarias em vários setores, algumas existentes na Alemanha, Japão, Portugal, além de outras realizadas no Brasil para os clientes de CAM WORKNC e de MES SYNECO.
APLICAÇÕES DO WORKNC PARA IMPLANTAÇÃO DO CONCEITO DE UMA ‘FÁBRICA NO ESCURO’
O WORKNC, software de CAM voltado ferramentaria, moldes e matrizes com usinagens 2D a 5 eixos, conta com uma gama de estratégias e ferramentas capazes de automatizar uma fábrica. Como falamos anteriormente conceitualmente, a ‘Fábrica no Escuro’ se trata de uma solução interessante para todo corpo de gestão que almeja atingir um novo patamar. No entanto, alguns passos importantes são necessários para que se possa chegar a isso.
De acordo com o Gerente
Comercial da SKA, Maicon Boettcher, um dos grandes objetivos da indústria 4.0 e do conceito de ‘Fábrica no Escuro’ é primar pela inteligência industrial, inseri-la no universo fabril e abrir a possibilidade para as tomadas decisão. Ou seja, quanto maior a expertise da indústria, maior será o seu potencial para atuar de forma independente. A previsibilidade se torna aqui a ‘palavra-chave’ para o sucesso, pois prever o processo auxilia na engenharia de custos e na inovação de um modelo já tradicional, além de se tornar mais competitivo aos olhos do mercado.
Boettcher, também cita que para dar vida a ferramentaria 4.0, a união entre a empresa, o fornecedor de máquina, de ferramenta, de dispositivos, de material e de software é extremamente importante. Isso porque todos trabalhando em parceria, apesar dos temas tão diferentes, mas que ao mesmo tempo se completam, podem realizar uma grande transformar.
A SKA, provedora de soluções para as diversas áreas da indústria 4.0, impulsiona aplicações já utilizadas pelos clientes, principalmente com o WORKNC, que está conectado a ferramentarias e seus fornecedores de máquina, ferramentas, etc.
FERRAMENTA GÊMEA
O conceito de ‘Ferramentas Gêmeas’ dá a possibilidade da máquina tomar a decisão de trocar uma ferramenta com desgaste ou quebrada sozinha, sem interferência do operador. Isso porque o software WORKNC gera um CNC inteligente para a máquina.
Esse CNC inteligente possui um código que informa que a máquina deve avaliar o estado da ferramenta a cada 30 minutos ou a cada 10 mil linhas, por exemplo. O tempo e número de linhas podem ser definidos de acordo com cada empresa. Enquanto isso, a avaliação do desgaste é feita através de um preset de ferramentas ótico, onde o código inteligente informará qual a tolerância aceitável.
Se ela estiver fora da tolerância ou quebrada, o código trocará a ferramenta por uma Ferramenta Gêmea, ou seja, uma ferramenta igual a anterior - porém nova e que já está em outra posição na torre. E após a substituição, ela refaz as últimas 10 mil linhas e continua o trabalho. Detalhe: ela seguirá fazendo essa análise e tomada de decisão até finalizar o programa CNC.
Essa técnica é muito utilizada nas ferramentarias do Japão e foi criada em função da mão de obra disponível ser bem menor que a realizada no Brasil, além de ter menos funcionários, e possuir menos tempo disponível para setup. Inclusive, por esse motivo,
o tempo de setup para troca de ferramentas e a necessidade de ter um operador sempre acompanhando a usinagem impactavam diretamente na produtividade e no lucro das ferramentarias. Isso fez com que as estas empresas adotassem o uso de um operador a cada três ou quatro máquinas.
Assim, a máquina poderia seguir trabalhando após o expediente, sozinha e sem operadores, somente com um programador em sobreaviso para a fábrica toda - caso fosse realmente necessário. Por esse motivo, o conceito aumentou a produtividade das ferramentarias e uma redução no tempo de entrega dos moldes e um lucro maior. Mesmo com o investimento em mais ferramentas gêmeas para deixar disponível no magazine, o lucro atingido com o conceito era maior.
Para que esse conceito seja aplicado da forma correta, alguns pontos são vitais:
▪ Preset de ferramentas por contato ou laser sem contato (Exemplo: Preset de ferramentas da Renishaw);
▪ Investimento em Ferramentas Gêmeas (Exemplo: Duas fresas high feed novas disponíveis no magazine de mesmo diâmetro, cone e preset de altura);
▪ Um software CAM com capacidade de gerar “Código CNC inteligente” (WORKNC).
Ou seja, o WORKNC se enquadra perfeitamente para a execução do que chamamos de ‘Ferramentas Gêmeas’. O software é capaz de criar um código Inteligente com todas as características citadas acima.
“Hoje em dia, temos clientes da SKA que trabalham 24 horas por dia, sendo que o terceiro turno já utiliza o conceito de ‘Fábrica no Escuro’. Literalmente, eles desligam as luzes da fábrica e as máquinas continuam rodando sem operadores. Isso somente com as decisões automáticas criadas pelos programadores do WORKNC, tanto para troca de ferramenta por desgaste ou quebra, mudança ou repasse de percursos, como também análise do acabamento superficial. ”
Maicon Boettcher, Gerente Comercial da SKA
De um modo geral, esse conceito dará autonomia a máquina para tomadas de decisão pontuais que a fará trabalhar sozinha e ainda assim garantindo a qualidade necessária no resultado do molde.
ADVANCED TOOLFORM
Outro conceito importante para aplicar as técnicas da ‘Fábrica no Escuro’ são a utilização de ferramentas especiais para a fabricação dos moldes. Aqui, cabe citar alguns exemplos de fresas especiais como ferramentas de alto avanço (high feed), ferramenta lens, ferramenta barril, etc.
As ferramentas especiais são criadas pelos maiores fabricantes de renome no mercado e possuem uma tecnologia e design moderno, com a capacidade de reduzir o tempo de desbaste, redesbaste e acabamento de um molde. Porém, de nada adianta a ferramentaria adquirir uma fresa de alto avanço que possui um custo superior às tradicionais, se o software não gerar o caminho de ferramenta correto - uma ferramenta de alto avanço possui um perfil totalmente diferente de uma fresa tradicional de topo reta ou toroidal.
A maioria dos softwares do mercado calculam o caminho de ferramenta baseado em um formato teórico da ferramenta, mas com fresas especiais é necessário realizar essa ação
baseando-se no perfil. Isso porque se calcularmos pelo formato teórico, como se fosse uma fresa tradicional toroidal, o percurso de usinagem deixará mais material que o necessário.
E tem mais: mesmo com uma ferramenta de alto avanço, a ferramentaria não notará um aumento de produtividade, pois ainda terão de ser feitos mais percursos com peças menores para retirar o material restante. Dentro disso que entra o WORKNC, pois ele possui a capacidade de calcular fresas especiais perfeitamente com o percurso ATF (Advanced toolform). De um modo geral, ele calcula o percurso da ferramenta pelo peril especial e não pelo formato teórico. Ou seja, se a fresa for de alto avanço, seja lens ou barril, ele vai calcular o percurso exatamente como a ferramenta foi projetada para usinar. Logo, o caminho gerado pelo software é exatamente o que o cliente terá de resultado do molde usinado.
Agora, caso fosse calculado o percurso pelo formato teórico
COMPENSAÇÃO 2D E 3D
Outra implementação que pode elevar o patamar de produção para a ‘Fábrica no Escuro’ é a compensação 2D e 3D automática, uma ferramenta que trabalha em interação total com o apalpador e código CNC gerados pelo WORKNC.
Normalmente, o WORKNC pode
da ferramenta, o resultado seria uma quantidade maior de material restante. Sendo assim, isso geraria a necessidade de mais passes e tempo de usinagem, o que traria um maior prazo de entrega do molde. Com esse tipo de percurso gerado, a ferramentaria somará a capacidade de usinagem da máquina com a da ferramenta especial e do software. Ela utilizará todo o potencial dessas tecnologias - então poderá ver na prática o aumento de produtividade.
“O ATF do WORKNC fez com que as ferramentarias reduzissem de 15% a 30% o tempo total do molde. Isso porque com um percurso de ferramenta inteligente, a solução calcula um desbaste otimizado e ainda reduz o número de redesbastes e pré-acabamentos. ”
Maicon Boettcher, Gerente Comercial da SKA
gerar um código inteligente que faz a medição do molde em máquina através de um apalpador para preparação e inspeção de peças (OMP60 da Renishaw, por exemplo). Isso já reduz o tempo do setor de qualidade, pois não é necessário tirar o molde da máquina para validar
as medidas. Da mesma forma, um scanner 3D de usinagem também é capaz de identificar na superfície as não conformidades.
Porém se somarmos a tecnologia do apalpador ou scaner 3D, e do preset ótico com o WORKNC, há possibilidade real de fazer muito mais. Vamos a um
exemplo sobre esse tema:
Após a usinagem de um bolsão, o apalpador verifica as medidas principais em X, Y e Z, e se estiver fora de tolerância, é normal e prudente que o operador de máquina refaça o programa, corrigindo a compensação da ferramenta ou trocando ela de forma manual.
No entanto, isso pode ser feito automaticamente, ou seja, com o código inteligente do WORKNC em compensações 2D, o apalpador verifica as medidas e toma a decisão de repassar o programa realizando a correção. Após a verificação, se a
medida estiver fora do ideal, o programa dispara um comando para a verificação do diâmetro da ferramenta e, baseado nessas informações, a máquina corrige automaticamente o desgaste da ferramenta e refaz o programa, sem interferência do operador.
Já para superfícies, é possível utilizar o scanner 3D para analisar a mesma e identificar não conformidades. Caso a superfície esteja fora de tolerância o programa será repassado com uma nova ferramenta ou com um ajuste na compensação 3D, que é mais complexa. Todavia, para alguns comandos de máquina é possível,
visto que ao lado de cada linha de programa ele gera, por exemplo, um Xn, Yn e Zn.
E quando o scaner identifica que a medida da superfície está em desacordo, o programa é repassado corrigindo a compensação 3D em cada um dos eixos de forma individual. Assim, reduzindo também o tempo do setor da qualidade para análise da superfície, visto que a validação da superfície será em máquina de forma automatizada. Reduzindo assim o prazo de entrega, aumentando a eficiência da fábrica e por consequência o lucro do molde.
COMO O SYNECO PODE IMPULSIONAR
A AUTOMATIZAÇÃO DE UMA FERRAMENTARIA
Com ferramentas de alta capacidade, transformar sua empresa em uma fábrica inteligente e adotar de vez o conceito de ‘Fábrica no Escuro’ se torna mais fácil. Todavia, o fluxo de informações e de automatização das máquinas e ferramentas que operarem sozinhas precisa ser refinado, e por isso a inserção do SYNECO, o sistema MES da SKA, é primordial para que as ações surtam
o efeito esperado.
Assim como em muitas outras particularidades da indústria 4.0, o SYNECO se encaixa perfeitamente dentro dos conceitos da otimização de uma fábrica independente. No entanto, além dos desafios de programação, a inserção da solução tende a impulsionar a ‘Fábrica no Escuro’ devido ao seu potencial de assimilação e retenção de dados.
“Embora o sistema MES seja primordial para a mensuração do processo de produção, a gente entende que este processo está conectado a outras áreas, como programação, sistemas ERP e de qualidade. De fato, são essas conexões que fazem as empresas atingirem um novo patamar. ”
Adriano Tavares, Gerente de Negócios da SKA
O QUE É O SISTEMA MES?
A solução MES consiste em um sistema tecnológico automatizado desenvolvido para controlar e gerir os dados de produção das indústrias. A sigla MES significa “Manufacturing Execution System”, que traduzida para o português significa “Sistema de Execução de Manufatura”. São inúmeros os ganhos que uma empresa pode obter com a implantação de um sistema MES para controle e apontamento de produção. Dentre os principais benefícios que o sistema MES da SKA, o SYNECO, é
ofertado ao chão de fábrica:
▪ Redução de custos de produção;
▪ Controle de custo de produção;
▪ Rastreabilidade das ordens de produção;
▪ Análise dos tempos de produção (planejado x real);
▪ Gestão de OEE (Indicador de Produtividade);
▪ Auxílio à área de PCP (Planejamento e Controle de Produção).
MES + WORKNC: A INTEGRAÇÃO IDEAL PARA A ‘FÁBRICA NO ESCURO’
Através da utilização do SYNECO, aliada aos conceitos e processos criados com inserção do WORKNC, a ferramentaria terá uma leitura maior de tudo que acontecerá após o expediente padrão. Ou seja, todas as informações que forem necessárias para uma tomada de decisão assertiva, sejam de compra de novas máquinas, ou de novas ferramentas, serão de fato identificadas por essa junção.
O futuro da ferramentaria já está presente, e a transformação digital através do MES e do WORKNC podem acarretar um avanço significativo para o setor. Com ações conjuntas, apesar de distintas até certo ponto, a junção de um software de apontamento somada ao potencial de desenvolvimento de processos de fabricação de ferramentas, moldes e matrizes, pode ser um marco para a indústria 4.0.
Tendo em vista os problemas diários, como a falta de informações e ferramentas não dotadas de alta capacidade tecnológica, as ferramentarias perdem uma boa oportunidade de avançarem seus processos. Com a inserção do MES, o fator informação e previsibilidade se torna um aliado favorável e efetivo, já quanto ao WORKNC, os ganhos acerca de ferramentas precisas para a produção de uma ‘Fábrica no Escuro’. De fato, com essa junção é possível mensurar qual turno tem sido mais satisfatório e, se for necessário, realizar a inserção de um ‘terceiro turno’.
Para a SKA, que comemora neste ano o seu 35º aniversário, integrar soluções para a melhor otimização da indústria é uma marca registrada. Provedora de soluções para diversos
segmentos da indústria 4.0, a empresa tem buscado através do conhecimento de seus especialistas, proporcionar ao setor integrações que sejam capazes de mudar a dinâmica diária, bem como trazer ganhos para as empresas.
“De fato, saber o que está acontecendo em tempo real, através do sistema, dá um norte para tomada de decisão até para negociar com fornecedores, clientes, e para decidir sobre expansão e investimento em novas tecnologias.”
Adriano Tavares, Gerente de Negócios da SKA
PRECISÃO, ECONOMIA E EFICIÊNCIA
EM UM SÓ PRODUTO
ELETROEROSÃO A FIO - V400GPLUS
EXCETEK
Eletro a fio V400GPLUS
Inserção automática com prevenção de quebra de fio;
Gerenciamento inteligente para economia de insumos;
Software de alta performance para erosão a fio;
Gerenciador digital de potência.
Transforme sua produção com a V400GPLUS: precisão, economia de insumos e intercambialidade de componentes. Com operação constante durante todos os turnos e conectividade inteligente, obtenha resultados superiores!
SOLICITE UM ORÇAMENTO AGORA MESMO!
www.selltis.com.br
comercial@selltis.com.br
(54) 99665-4343
(54) 3225-3900
Endereço Matriz
Rua Mario de Boni, 1982 - Floresta. CEP: 95012-580 Caxias do Sul - RS.
Endereço Filial
Rua Dona Francisca, 6771 - Zona Industrial Norte. CEP 89219-530 Joinville - SC
GREEN & SMART
VENDAS CONSULTIVAS:
O CAMINHO PARA EXPANDIR RESULTADOS NO SETOR INDUSTRIAL
POR RODRIGO PORTES
Aindústria demanda uma abordagem de vendas mais consultiva, com foco em identificar e resolver as dores específicas dos clientes. Mais do que simplesmente oferecer um produto ou serviço, o vendedor industrial deve entender profundamente as necessidades do cliente. Ao desenvolver uma abordagem personalizada, ele
consegue construir confiança e fortalecer o relacionamento, aumentando as chances de sucesso nas negociações. Por isso, as estratégias de vendas B2B no setor industrial precisam ser adaptadas ao perfil do cliente, utilizando técnicas que se alinhem a essa realidade complexa e de alta exigência.
CARACTERÍSTICAS DAS VENDAS NO SETOR INDUSTRIAL
O setor industrial apresenta desafios únicos para a área de vendas, e entender suas características é essencial para melhorar os resultados comerciais. A seguir, vamos explorar essas características e como as vendas consultivas podem ser um diferencial competitivo nesse mercado.
▪ Fluxo de negociação mais longo e com múltiplos stakeholders: O processo de vendas industriais é mais demorado, exigindo que o vendedor lide com vários tomadores de decisão dentro da empresa compradora. É essencial formar vendedores com conhecimento técnicoindustrial, que possam conduzir negociações complexas com habilidade e resiliência.
▪ Grandes volumes de itens negociados: Ao contrário de setores como o varejo, onde os pedidos são menores, as vendas industriais envolvem grandes quantidades de produtos. Isso demanda um entendimento profundo do portfólio de produtos para gerenciar melhor as expectativas e necessidades do cliente.
▪ Investimento financeiro elevado para quem compra: Como os valores envolvidos são altos, o comprador precisa de tempo para avaliar a compra cuidadosamente. Por isso, o vendedor precisa aplicar técnicas de convencimento eficazes, incluindo uma comunicação clara e conhecimento técnico sólido.
▪ Venda mais racional e analítica: A decisão de compra no setor industrial é altamente racional, focada no melhor custo-benefício para a empresa. O vendedor precisa ter um perfil analítico e consultivo, diagnosticando problemas e sugerindo soluções antes de partir para a negociação. Isso
exige um conhecimento profundo do mercado, além de uma abordagem baseada em dados e análises concretas.
▪ Atendimento mais humanizado e estratégico: Nas vendas B2B industriais, o vendedor lida frequentemente com gestores de alto nível, como diretores ou até presidentes de empresas. Isso demanda uma postura de respeito e um atendimento humanizado, que envolve desde a escolha das palavras até a forma de se comunicar por e-mail. Esse tipo de abordagem fortalece o relacionamento e aumenta a confiança do cliente, algo crucial para o sucesso em negociações complexas e de longo prazo.
ESTRATÉGIAS PARA AUMENTAR AS VENDAS INDUSTRIAIS
Uma das melhores maneiras de aumentar as vendas no setor industrial é adotar a abordagem das vendas consultivas. Este método vai além da venda tradicional, permitindo ao vendedor entender profundamente as necessidades do cliente e trabalhar junto com ele para encontrar a solução ideal. Como fazer uma venda consultiva?
Realizar uma venda consultiva é o mesmo que fazer uma consultoria. É um negócio totalmente pessoal e individual, por visar entender o teor da dificuldade que o possível lead tem. Já no processo comercial o vendedor vai em busca de entender
qual é a real necessidade, quais são os desafios e o que se espera da prestação de serviços ou da venda de um produto. Da mesma maneira que na consultoria o mercado é estudado, leva-se em conta o nicho de trabalho e como a empresa se posiciona nele. Após levantar todas as informações necessárias, o vendedor avaliará e indicará como os produtos/serviços farão sentido para o comprador. Em vendas consultivas, os vendedores tendem a ser especialistas em seu ramo de trabalho, no que estão vendendo e, principalmente, em demonstrar como seu produto se
VANTAGENS E DESVANTAGENS DA VENDA CONSULTIVA
destaca no mercado e os gargalos em que a utilidade dele é provada. Só a partir desse comportamento é que os consultores têm condições de ajudar seus leads a identificar os problemas que eles mesmos não sabem que têm. A venda consultiva também é uma maneira de se antecipar às circunstâncias que as empresas podem não enxergar, evitando que sejam pegas de surpresa. Com uma venda totalmente customizada e voltada para como o cliente será ajudado — e não só fará uma compra —, é uma oportunidade única de gerar segurança.
Vantagem Desvantagem
Melhoria no relacionamento com o cliente: permite que os vendedores construam relacionamentos mais profundos e significativos com os clientes.
Aumento da satisfação e retenção: cliente que percebem que suas necessidades são compreendidas e atendidas de forma personalizada são mais propensos a permanecer fiéis à marca.
Maior receita em longo prazo: embora a venda consultiva possa exigir mais tempo e esforço inicialmente, ela geralmente resulta em maior receita no longo prazo.
Ciclo de venda mais longo: devido a necessidade de compreender profundamente as necessidades do cliente e desenvolver soluções personalizadas.
Maior investimento em treinamento: é fundamental que a equipe de vendas seja altamente qualificada e treinada em técnicas consultivas, comunicação eficaz e construção de relacionamentos.
Complexidade na implementação: pode demandar uma mudança cultural dentro da organização, além da integração de novas ferramentas e processos.
PASSO A PASSO PARA IMPLEMENTAR A ABORDAGEM DE VENDAS CONSULTIVAS
A transição de uma abordagem de vendas tradicional para uma consultiva pode parecer desafiadora, mas com um plano bem estruturado, é possível realizar essa mudança de maneira eficiente e eficaz. Como visto na tabela acima, as vantagens da venda consultiva são muitas e adotar essa abordagem exige muito planejamento, capacitação e treinamento. Aqui está um guia passo a passo para ajudar na implementação dessa abordagem:
01 COMPREENDER A FILOSOFIA
DA VENDA CONSULTIVA
Antes de implementar a abordagem, é fundamental que todos na equipe entendam os princípios da venda consultiva. Então:
▪ Invista em programas de treinamento que enfatizem a importância de colocar o cliente no centro de todas as interações. Ensine sua equipe a fazer perguntas abertas
e aprofundadas e a ouvir ativamente para identificar oportunidades de agregar valor;
▪ Promova atividades que ajudem sua equipe a desenvolver empatia e habilidades de construção de relacionamento. Roleplays, workshops e sessões de coaching podem ser eficazes;
▪ Internalize a necessidade de adotar ferramentas de CRM para gerenciar e registrar todas as interações com os clientes e certifique-se de que toda a equipe esteja bem treinada no uso.
02 AVALIAR A SITUAÇÃO ATUAL
Identifique pontos fortes e fracos e compreenda onde sua abordagem atual está falhando em atender às necessidades dos clientes. Portanto:
▪ Análise SWOT - Identifique forças, fraquezas, oportunidades e ameaças no seu processo de vendas;
▪ Feedback de clientes - Colete impressões diretamente dos
clientes sobre suas experiências de compra;
▪ Métricas de desempenho - Analise taxas de conversão, ciclos de vendas, retenção de clientes e valor médio das transações.
03 DESENVOLVER UM PLANO DE AÇÃO
Crie um plano detalhado para a transição. Isso deve incluir:
▪ Objetivos Claros - Defina metas específicas, mensuráveis e alcançáveis para a implementação da abordagem consultiva;
▪ Cronograma - Estabeleça prazos realistas para cada etapa do processo de transição;
▪ Recursos necessários - Identifique as ferramentas e os recursos necessários, incluindo tecnologia e treinamento.
04 INVESTIR EM TECNOLOGIA
A tecnologia é um pilar essencial para a venda consultiva. Implemente as seguintes ferramentas:
▪ CRM (Customer Relationship Management) - Um sistema robusto de CRM ajuda a gerenciar interações com clientes, armazenar dados valiosos e fornecer insights para personalizar abordagens;
▪ Automação de marketingFerramentas de automação de marketing permitem criar campanhas segmentadas e nutrir
CONCLUSÃO
As vendas no setor industrial exigem uma abordagem diferenciada, com foco em negociações prolongadas, grandes volumes e altos investimentos financeiros. Aplicar vendas consultivas pode ser a chave para se destacar
leads ao longo do funil de vendas;
▪ Análise de dados - Ferramentas de análise de dados ajudam a identificar tendências e entender o comportamento do cliente, facilitando decisões informadas.
05 TREINAR A EQUIPE DE VENDAS
Para que a transição seja bemsucedida, é crucial que a equipe de vendas esteja bem treinada nas técnicas de vendas consultivas.
▪ Técnicas consultivas - Treine os vendedores para fazer perguntas profundas que revelem as necessidades e os desafios dos clientes;
▪ Habilidades de comunicação: Desenvolva a capacidade de comunicação eficaz, focando na construção de relacionamentos e na criação de confiança;
▪ Uso de tecnologia: Assegure-se de que todos os membros da equipe saibam como utilizar as novas ferramentas tecnológicas implementadas.
06 IMPLEMENTAR E MONITORAR
Comece a implementação da abordagem de vendas consultiva em um setor piloto antes de expandir para toda a empresa. Implemente a nova abordagem em etapas, monitorando de perto cada fase.
neste mercado. Ao entender profundamente o cliente e suas necessidades, o vendedor industrial pode construir relacionamentos sólidos e duradouros, gerando mais vendas e garantindo o sucesso a longo prazo.
RODRIGO PORTES – PGraduado em Eng. Elétrica, com MBA Executivo em Marketing e especializações em Gestão Executiva de Vendas, Negócios e Indústria 4.0. Trabalhou mais de 28 anos em posições de liderança na área comercial em renomadas empresas multinacionais do setor industrial, como Rockwell Automation, Siemens, Parker Hannifin, GE e Norgren. É autor de 4 Ebooks sobre Vendas B2B, Vendas Digitais e Indústria 4.0. Atualmente é palestrante, mentor e consultor de vendas B2B industriais e indústria 4.0.
INDAB 50 ANOS
Valores, integridade e profissionalismo. Há 5 décadas a INDAB é guiada por estes princípios , essa é a receita de sucesso, aqui contada por seus fundadores.
Com grande satisfação e orgulho, compartilhamos a história da INDAB, contada por seus fundadores, que são exemplos de humanidade e profissionalismo. Com coragem e determinação, eles deixaram seus empregos na Ford, usaram suas economias e fundaram sua própria ferramentaria, contando com o apoio de Sebastião Magalhães, antigo mestre dos dois. Assim, os três se reuniram novamente para criar a empresa Magalhães, Dario e Benatti, em um pequeno galpão alugado no bairro da Mooca. A equipe inicial tinha sete pessoas, incluindo os sócios. No início, a empresa atuava apenas como ferramentaria, mas logo expandiu para oferecer serviços de estamparia. “O espaço era tão apertado que trabalhávamos praticamente lado a lado”, recorda Anésio.
Em 1981, a empresa, agora chamada Dario e Benatti Ltda., já era reconhecida no mercado pela qualidade de seu trabalho, o que possibilitou uma mudança para um espaço maior na Zona Leste de São Paulo.
Na década de 1990, o crescimento foi tanto que as expansões não eram suficientes para atender às necessidades da empresa, que já ocupava uma grande área e contava com mais de uma centena de funcionários. Em 1997, a INDAB mudou-se para uma nova sede própria na Zona Leste, com instalações que refletiam o porte e o futuro da empresa.
Embora a indústria automobilística seja a especialidade principal da INDAB, a empresa, ao longo de sua trajetória, também atendeu a diversos outros setores que necessitam de peças
estampadas e conjuntos metálicos de qualidade. Entre os projetos mais inusitados estão a fabricação de camas de campanha para o exército e a produção de suportes metálicos para cadeiras em estádios de futebol, incluindo a Neo Química Arena, estádio do Corinthians, inaugurado em 2014.
“Até hoje
sou ferramenteiro, gosto e me orgulho muito disso. Sempre ganhei o pão com essa profissão.”
Adilson Dario
A SEGUNDA GERAÇÃO
A segunda geração da família começou a trabalhar na INDAB ainda na antiga sede. Hoje, cinco deles continuam firmemente atuando na empresa, compondo a atual diretoria. Gerir uma empresa familiar com tantas pessoas envolvidas certamente apresenta desafios. O que poderia parecer uma receita para o desastre tornou-se uma oportunidade de aprendizado e amadurecimento. Esses profissionais enfrentaram e
superaram muitas fases de crescimento, desenvolvendo habilidades e construindo relações que nem mesmo a melhor escola de negócios do mundo seria capaz de ensinar. Nada foi fácil, rápido ou indolor, mas, enquanto adquiriram diversas competências profissionais, dentro da empresa por meio de estudos e especializações, a segunda geração da INDAB soube transformar as dificuldades em aprendizado.
“O exemplo não é a melhor maneira de ensinar; é a única.”
Anésio Benatti
Em 50 anos, a INDAB cresceu de um pequeno galpão alugado para uma sede própria com 12 mil m² de área.
DE EMPRESA FAMILIAR A FAMÍLIAS EMPRESÁRIAS
A INDAB passou por uma transformação significativa: de uma empresa familiar, evoluiu para duas famílias empresárias que hoje dirigem a companhia. Essa nova visão permitiu análises constantes e aprofundadas para identificar
oportunidades de diversificação dos negócios. A entrada em novos segmentos e ramos de atividade não está descartada, e uma coisa é certa: seja qual for a área, o objetivo será sempre servir como referência, assim como na fabricação de peças
estampadas e conjuntos metálicos para a indústria automobilística. Seja como for, os próximos 50 anos da Indab serão muito promissores, entusiasmantes e inspiradores e continuando a ser sempre: MOVIDOS PELOS DESAFIOS.
Fonte: Marcos Rozen | Fotos : Claudio Belli
REDUÇÃO DA CARGA TRIBUTÁRIA: ÚNICO CAMINHO POSSÍVEL
POR CARLOS RODOLFO SCHNEIDER
Grosso modo, existem duas correntes de pensamento quando se discutem os assuntos crescimento econômico e equilíbrio fiscal. De um lado, aqueles que pregam que é preciso crescer para resolver os problemas do país, o que normalmente vem acompanhado de aumento de gastos públicos, estímulo ao consumo, crescimento de déficit público e da dívida pública. E na sequência esse grupo defende a busca do equilíbrio fiscal pelo aumento da arrecadação, o que marginalmente pode vir do combate à sonegação, mas preponderantemente resulta em aumento da carga tributária. O que significa aumento da participação do Estado na economia e redução da produtividade, dada a menor eficiência do gasto público em relação ao gasto do setor privado. De outro lado, os que defendem que é preciso resolver os problemas do país para podermos crescer, ou que, na medida em que formos resolvendo os principais problemas, principalmente os estruturais, que comprometem a produtividade da economia, conseguiremos construir uma trajetória de crescimento mais robusta e sustentável, evitando os constantes altos e baixos, traduzidos nos já muito conhecidos voos de galinha. Defendem que, se o crescimento da demanda, induzido pelo aumento do gasto público ou do estímulo ao crédito, não for acompanhado pela expansão da oferta, isso gerará aumento da inflação e forte pressão por importações. E essa vertente, por sua vez, defende a busca do equilíbrio fiscal pela contenção do gasto público, o que aumentaria a eficiência na alocação dos recursos disponíveis. Estudos indicam que não faltam exemplos de países bemsucedidos que seguiram esse caminho.
O Arcabouço Fiscal, aprovado no ano passado em substituição ao Teto dos Gastos, para disciplinar a política fiscal do país, busca principalmente garantir o crescimento constante dos gastos públicos amparado por aumento de arrecadação. Por outro lado, não tem sido só o poder Executivo a pressionar por mais gastos,
mas também os poderes Legislativo e Judiciário. Então, quando o ministro da fazenda Fernando Haddad reclama sobre a existência de despesas no orçamento, criadas pelos outros poderes, sem a correspondente cobertura de receitas, e que o resultado das contas públicas depende de decisões dos Três Poderes da República e não apenas do Executivo, ele tem razão. Mas quando, na sequência, o ministro se queixa do Congresso por não aprovar determinadas propostas de aumento de tributos, e atribui aos parlamentares a responsabilidade por apresentar alternativas para aumentar receitas, ele não tem razão. Em primeiro lugar porque a carga tributária no Brasil já é muita elevada, a mais alta entre os países em desenvolvimento. Em segundo, porque existe o outro lado da moeda para buscar o equilíbrio das contas, que é o da redução das despesas, pouco explorada e muito mais saudável para a eficiência e competitividade da economia.
Devemos buscar construir um Estado forte pela eficiência e não grande pela obesidade. Gastos mais eficientes permitiriam a busca do equilíbrio fiscal em um nível mais baixo de despesas, único caminho para a redução da carga tributária e a interrupção de um processo perverso de extração de recursos da sociedade para custear a ineficiência pública.
Precisamos aprimorar a nossa capacidade de fazer escolhas.
Carlos Rodolfo Schneider Empresário, um dos idealizadores do Movimento Brasil Eficiente (MBE). Membro do Conselho Político e Social da Associação Comercial de São Paulo – ACSP e do Comitê de Líderes da Mobilização Empresarial pela Inovação da Confederação Nacional da Indústria – CNI. crs@brasileficiente.org.br
VR300 E VR400
PRODUZIDOS NA ITÁLIA PARA MAIOR DESEMPENHO
Ótima condutibilidade térmica
Alta Tenacidade
Texturização e polimento excelentes
Usinabilidade superior
Excepcional soldabilidade
Potencialize o seu desempenho com Diferro e VR Tool Steels. Conheça a nossa LINHA PREMIUM de aços para moldes plásticos VR300 e VR400.
Fachada da Visitech em Caxias do Sul
MOULD FERRAMENTARIA DESENVOLVE MOLDES DE ALTA PERFORMANCE PARA GRANDES EMPRESAS
Empresário apostou em novos ares para continuar seu sonho
POR GISÉLLE ARAUJO CEMIN
De Visitech para Mould Ferramentaria, já são mais de 14 anos desde a fundação. Em junho de 2010, José Padilha iniciou as atividades da Visitech com um escritório de projetos em Caxias do Sul, no Rio Grande Do Sul. Nos dois primeiros anos ele foi chefe e funcionário, atuava em todas as demandas do seu empreendimento.
“Iniciei de forma modesta com o escritório de moldes em minha casa”, relembra. O foco era desenvolver projetos para terceiros. “Neste momento, recebi uma grande ajuda do meu amigo Luís Antônio Molon com um computador”, agradece. Era no quarto, à noite e nos finais de semana que Padilha se dedicava aos projetos, pois ainda estava trabalhando na empresa Sulbras. “Após o meu desligamento da empresa, em 2007, trabalhei em escritório de Projetos de Iniciação à Pesquisa (PIP) por um pouco mais de dois anos. Ainda fiquei mais dois anos trabalhando em casa até iniciar as atividades com a Ferramentaria Visitech”, aborda.
Depois de dois anos atuando sozinho, Padilha formou sociedade com Antônio Borges. Em fevereiro de 2012, adquiriram um centro de usinagem Hartford 1270 da Ferramentaria SmartMold, de Joinville, assim, iniciaram com a construção de moldes. “Começamos a produzir para a empresa Móveis Kappesberg. “Eu e o Antônio Borges
trabalhamos juntos até o início de 2014”, comenta. José explica a forma que conquistaram a Kappesberg como cliente: “O empresário Carlos Sost apostou em nossa competência. Ele precisava desenvolver 24 projetos de moldes para a empresa, tudo seria feito na China. Pedi a ele se daria os 16 menores moldes para fazer aqui no Brasil e ele perguntou: mas você tem máquinas? Eu disse: dou um jeito. Foi assim, que tudo começou. Trabalhamos em parceira com a Kappesberg por dois anos”, salienta.
Infelizmente, Padilha revela que após o segundo mandato (2015-2016) da ex-presidente Dilma Rousseff, os negócios pioraram. “Fiquei afundado em dividas durante dois anos, até agosto de 2018. Foi assim que a Visitech “quebrou”, em Caxias do Sul. Mas, com uma ferramenta de Deus, meu grande amigo Alceu André Davet, de Joinville, em Santa Catarina, estendeu as duas mãos e me apoiou nesta fase. “Lembro quando ele me disse: “venha, não deixarei um gaúcho passar fome em minha terra”, emociona-se. José chegou em Joinville em agosto de 2018. “Fiquei trabalhando com o Frene Carrier (haitiano cristão) por quatro meses. Morei dentro do galpão no início. Recebi todo o apoio do Alceu, até a vinda da minha família para Joinville, em novembro do mesmo ano. “Esta mudança para Joinville foi
muito marcante”, relembra.
Com o apoio do amigo, o empresário teve coragem de criar a Mould Ferramentaria, que conta hoje com 10 profissionais. Atua na produção de moldes de injeção plástica e alumínio e usinagens de peças técnicas, além de desenvolver diversos projetos para terceiros. O volume de produção do negócio chega a 2.500 horas/mês de ferramentaria, podendo alcançar 4.000 horas/mês. Entre os equipamentos da Mould estão: Hartford S10, Hartford 1370, Hartford 1270, eletroerosão CNC e um torno fresa retífica furadeira. O espaço da empresa conta com 340 m², sendo 240 m² de fábrica.
A empresa produz para grandes empresas como Tigre, Fortlev, DG Marel, IBF e Polymer Plastic. Vende para as cidades de Guarulhos, Curitiba, Gravataí, Caxias do Sul, Manaus, Itupeva, Taboão da Serra e Joinville. Além disso, já exportaram um molde para a Tigre na Colômbia.
UM GRANDE PROJETO ANTES DA FALÊNCIA DO PRIMEIRO NEGÓCIO
Para Padilha, um grande projeto desenvolvido foi o molde da grade de ar-condicionado Marcopolo (5 toneladas), em 2014. “Fizemos o molde para a empresa Arno, em Caxias do Sul. A Arno era cliente da Carmona, empresa que nós atendíamos”, explica.
Não imaginava ele, que precisaria, naquela época, enfrentar um grande desafio: houve um erro de envio de arquivos por parte da Arno, onde precisaram alterar o molde. “Infelizmente, ninguém quis pagar pelo serviço, precisamos assumir tudo”, lamenta. Quando já estava em Joinville recebi uma ligação do senhor Israel (Carmona), que solicitou a cotação de 14 moldes para ventilador. “Lembro que fiz os orçamentos e fui de ônibus até São Paulo/SP, com pouco dinheiro. Lá, fui recebido pelo diretor da Carmona, Edvaldo, que me disse: “foi parceiro naquela situação - referiu-se ao episódio no projeto do ar-condicionado, então, gostaríamos de fechar com você o conjunto ventilador 300 mm Carmona.
Logo após fecharem este contrato, agendaram uma visita do proprietário da Carmona, Walter Carmona na sua empresa, em Joinville. “Ele me disse: você sabe que não tem condições de fazer estes moldes, não é? Fiquei em silêncio. Ele continuou: o Edvaldo confia em você, eu também vou confiar”. Para o empresário, este projeto foi uma “obra de Deus”. Produziram 7 dos 14 moldes em 90 dias. “Foi R$1 milhão em serviços de industrialização. Pagamos muitas dívidas do passado e com a lucratividade deste projeto, deste momento em diante Deus tem suprido todas as nossas necessidades”, agradece.
SUCESSÃO, DESAFIOS E FUTURO
Infelizmente, a Visitech quebrou. Para ele, a orçamentação errada, muita baixa e com condição de pagamento estendida demais foram os fatores que o levaram à ruína. Mas, a coragem, a responsabilidade e o comprometimento deram a
virada de chave na história do empresário. “Os primeiros oito meses de Mould foram duros”, confessa.
O empreendedor tem orgulho em dizer que a Mould Ferramentaria é familiar desde início. “Meus filhos, Jéssica e Lucas, trabalham na empresa. Lucas é projetista e coordenador da fábrica e, Jéssica, gerente financeira-fiscal. “É claro que eu espero que eles continuem nesta trajetória, apesar de ainda não termos um plano consolidado de sucessão”, acrescenta.
Padilha sabe que tem que driblar diversos percalços na área da ferramentaria e que a política interfere diretamente sobre os negócios. “As empresas brasileiras buscam moldes cada vez mais baratos e neste quesito, não conseguem ser tão competitivos”, lamenta. Para ele, nestes mais de 14 anos de atuação, conquistar novos clientes sempre se mostrou como um grande desafio. “Precisamos furar as bolhas de corrupção nas maiores empresas de construção de moldes no país”.
O empreendedor destaca ainda que a formação de equipe capacitada, bem como ter capital de giro adequado é muito difícil para os pequenos negócios aqui no Brasil. “Infelizmente, para competir precisamos pagar juros a bancos, onde compramos uma máquina e pagamos duas”, desabafa.
Apesar de apontar estas dificuldades, José Padilha aposta, para um futuro breve, fazer moldes de tecnologia com alto valor agregado, criando bi e tri-componentes. “Meu sonho é que a Mould Ferramentaria crie corpo e se consolide financeiramente para permitir nosso crescimento mais planejado e assim, que a empresa possa agregar outros segmentos e ter mais renda”, finaliza.
OPORTUNIDADES E DESAFIOS NA IMPRESSÃO 3D NA FERRAMENTARIA
POR LAURA SIROKY
Aindústria de ferramentaria, vital para o desenvolvimento e produção de ferramentais e moldes para inúmeros setores, está passando por uma transformação significativa com a adoção da impressão 3D.
Esta tecnologia, também conhecida como manufatura aditiva, tem o potencial de revolucionar o setor. No entanto, como toda inovação, a impressão 3D também traz desafios que precisam ser enfrentados para que seu uso seja plenamente otimizado. A impressão 3D permite a criação de protótipos e peças complexas com uma rapidez e precisão sem precedentes.
Na ferramentaria, isso significa uma drástica redução no tempo de desenvolvimento de protótipos, especialmente em indústrias como a automotiva. Empresas que incorporam essa tecnologia conseguem diminuir o tempo de produção de moldes em até uma semana, representando uma vantagem competitiva significativa. Além disso, a redução de custos é outro benefício claro, já que a impressão 3D elimina a necessidade de processos longos e caros associados a métodos tradicionais de fabricação. Outro ponto forte da impressão 3D é a versatilidade e a flexibilidade. Ela possibilita a criação de designs complexos e personalizados, possibilitando a criação de gabaritos específicos para diferentes linhas de produção e a agilidade na adaptação das peças conforme a necessidade.
Apesar das vantagens evidentes, a adoção da impressão 3D na ferramentaria não é isenta de desafios. Um dos principais é a capacitação da mão-de-obra. A operação de impressoras 3D requer habilidades específicas que muitas vezes não são encontradas entre os profissionais da ferramentaria tradicional.
A complexidade e o custo dos equipamentos de impressão 3D também podem ser uma barreira para pequenas e médias empresas.
Assim, observa-se que a impressão 3D representa uma oportunidade significativa para o setor de ferramentaria, permitindo maior agilidade, precisão e inovação. No entanto, os desafios associados à capacitação da mão-deobra, limitações de materiais e custos de equipamentos não podem ser ignorados.
Imagem gerada por inteligência artificial
Com uma abordagem estratégica, que inclua investimentos em treinamento e uma integração cuidadosa da tecnologia, as empresas podem maximizar os benefícios da impressão 3D, posicionando-se na vanguarda da inovação industrial.
VDI - Associação de Engenheiros Brasil-Alemanha Av. Prof. Almeida Prado, 532 – Campus IPT –Prédio 65, 1º andar - CEP 05508-901 – Cidade Universitária – São Paulo – Brasil - Cel.: (+55 11) 91574-3198 - E-mail: laura.siroky@vdibrasil.com.br www.vdibrasil.com
CONFIANÇA: UMA VEZ PERDIDA, PODE SER RECUPERADA?
POR MICHELLE BORCHARDT - PAULO SILVEIRA
Se buscarmos no dicionário o significado da palavra Relacionamento, encontraremos a seguinte definição: capacidade de conviver bem com seus semelhantes. Seja um relacionamento profissional, de amizade, amoroso, de afinidade por algum esporte, hobby ou interesse, alguns fatores são pré-condição para que estes relacionamentos funcionem e se mantenham: comunicação, confiança e respeito. Todos estes elementos são importantes, e hoje neste artigo vamos tratar do fator CONFIANÇA. Confiança, difícil de construir, fácil de perder. Não nasce do dia para a noite, mas morre em minutos. Está para os relacionamentos assim como o ar está para a vida na Terra. E sendo a confiança um elemento tão importante e desafiador, o que fazer? Pare por um momento e pense:
▪ O que faz você decidir a escolha de um médico para um procedimento de risco?
▪ O que distingue seu corretor de
seguros de todos os outros?
▪ O que diferencia seu gerente de investimentos dos demais?
▪ O que afeta sua decisão na escolha da escola do seu filho?
▪ O que faz você dedicar seu tempo para uma causa social?
▪ O que influencia sua escolha de permanecer em um trabalho/ organização?
Várias questões, muitas respostas, mas certamente o fator CONFIANÇA apareceu na lista do que você, com base em seus valores, julga ser importante para decisões importantes que você toma na vida. E se pensarmos, nem precisamos ir tão longe nas decisões:
▪ O que faz você frequentar a mesma barbearia?
▪ O que faz você comprar a carne para o churrasco no mesmo açougue?
▪ O que faz você abastecer o carro no mesmo posto de gasolina?
▪ O que faz você repetir o mesmo restaurante com a sua família?
▪ O que faz você comprar a mesma marca de creme dental?
As decisões acima, não mudam o rumo de sua vida, não geram um impacto em sua carreira, mas se refletem em relacionamentos duradouros, saudáveis e provavelmente que geram indicação do estabelecimento, serviço ou profissional para a sua rede de contatos.
Confiança é o fundamento de todos os relacionamentos no mundo. As pessoas trabalham para companhias e gerentes em quem confiam. As pessoas compram de companhias e de vendedores em quem confiam. As pessoas investem em companhias e marcas em quem confiam. As pessoas dedicam seu tempo para propósitos e causas em quem confiam. Existem quatro elementos que se combinam para criar a confiança e eles abrangem tudo o que nós fazemos e dizemos - nossas ações. Estes elementos são: a credibilidade, a aceitação, a franqueza e a congruência.
ELEMENTO 1: CREDIBILIDADE
O primeiro elemento da confiança é a credibilidade. As pessoas com as quais você se relaciona desejam saber se você faz aquilo que você diz que vai fazer. É extremamente difícil ter confiança em uma pessoa que faz promessas e não as cumpre. O negócio de automóveis, por exemplo, é sempre suspeito. Durante muitos anos, existiram muitas lojas e vendedores que transmitiram ao negócio um mau conceito por não serem confiáveis, por não realizarem aquilo que afirmavam verbalmente. As coisas mudaram, mas ainda será necessário um bom tempo para se reconstruir a confiança que o negócio perdeu em termos gerais. Esta é a razão por que ainda existem tantas piadas a respeito dos vendedores de carros usados.
Não faça promessas que você não possa cumprir, mesmo se você pensa que isso resolverá o seu problema ou o tranquilizará em uma situação tensa. Em longo prazo, isso o afetará. Faça o que você diz que vai fazer e se você não
ELEMENTO 2: ACEITAÇÃO
Embora a credibilidade seja muito importante, ela sozinha não construirá a confiança no relacionamento interpessoal, existem mais elementos envolvidos.
O segundo deles é a aceitação. Todas as pessoas desejam ser aceitas por aquilo que são, e não serem julgadas, criticadas ou se sentirem inferiores. É fácil para um gerente ou um vendedor julgar ou criticar. Ele tem a posição porque é competente, conhece a companhia e sabe aquilo que pode ser feito ou não. É fácil dar a impressão aos outros de que eles são ligeiramente estúpidos ou inadequados por não entenderem tanto quanto o gerente ou vendedor entendem. Empregar um jargão técnico ou uma
puder ou não irá fazer, não afirme que vai fazer, pois responsabilidade e compromisso serão cobrados em todos os estágios de um relacionamento ou negociação. E deixar de cumpri-los afetará gravemente a sua credibilidade.
Pense na palavra responsabilidade, que podemos entender como habilidade suficiente para escolher a sua resposta. Significa assumir seus próprios atos diante de uma situação, em um trabalho individual ou em grupo.
As pessoas proativas sempre colocam em prática suas responsabilidades e se comprometem com o trabalho a ser feito. Muitas vezes, também precisamos assumir a responsabilidade dos atos de outras pessoas para que o outro também possa aprender a ser responsável e a se comprometer com os resultados dessa atitude.
A responsabilidade é algo que pode ser aprendido e qualquer pessoa pode praticá-la.
obscura referência com as quais o subordinado ou o cliente não esteja familiarizado faz com que a outra pessoa se sinta “por baixo”.
Aceite o outro por aquilo que ele é - jovem ou velho, mais inteligente ou menos, mais trabalhador ou não, alto ou baixo, bonito ou feio. A outra pessoa, na medida em que se relaciona com você, sente a sua aceitação ou não. E fica ao seu critério decidir a forma e o momento de transmitir isso ao outro. Dê preferência a valorizar o outro sempre, fazendo com que a pessoa com quem está se relacionando se sinta a mais importante pessoa do mundo. Você não está julgando-a ou criticando-a, você está aceitando as outras pessoas como são e pelo que são.
ELEMENTO 3: FRANQUEZA
O terceiro elemento da confiança é a franqueza. Os indivíduos tendem a cooperar mais com as pessoas que se situam no mesmo “nível” deles, que lhes contarão a estória completa e que não ocultarão nada. O presidente de uma grande e bem-sucedida companhia mantém essa frase sobre a mesa: “As pessoas podem levar boas novas ou más novas, porém elas não podem levar surpresas”. Se você descobrir que houve mudanças de planos que afetam outra pessoa, ou se você está descontente com os resultados do trabalho dela, essa pessoa deveria ser a primeira a saber. Ou, em uma situação de vendas, se ocorreu uma modificação na data de entrega, o cliente deveria ser o primeiro a ser informado. A outra pessoa respeitará mais e confiará mais em você pela sua franqueza. Você será o tipo de pessoa que é conhecida como honesta, direita e as pessoas desejarão se relacionar com você. Além disso, se você conta abertamente às pessoas com as quais trabalha a respeito de como você se sente, o que pensa, naquilo que crê, e o que você considera como prioridade, você será mais crível. As pessoas trabalham melhor com lideranças em quem confiam.
ELEMENTO 4: CONGRUÊNCIA
O quarto e último elemento que constrói a confiança é a congruência, o conhecimento de que aquilo que você diz é consistente com aquilo em que você acredita, que você sabe ser verdadeiro e sabe o que faz. Congruência soa como uma coisa parecida com confiabilidade, mas existe uma diferença. Confiabilidade significa acompanhamento e enxergar através de uma promessa ou compromisso que você assume. Significa: “Eu farei aquilo que digo que farei”. Quando dizemos coisas às pessoas, nós lhes transmitimos uma mensagem. Quando as pessoas observam as nossas ações, elas também estão recebendo uma mensagem. Faz parte do comportamento humano acreditar mais firmemente na mensagem transmitida pelo comportamento do que na mensagem transmitida pelas palavras. Tome como exemplo um gerente que diz: “Meu trabalho é a coisa mais importante da minha vida”, mas sai todas as tardes para jogar tênis. Tome outro exemplo, de um vendedor que diz a um cliente: “Você é o meu melhor cliente, você é importante para mim”, mas o chama apenas uma vez por ano. Nos dois exemplos há uma diferença entre aquilo que foi dito e a mensagem expressa no comportamento. Qual será a mensagem na qual mais se acredita? Nos dois exemplos citados acima, a falta de congruência nas mensagens causará uma redução, ou mesmo uma total
destruição no nível de confiança na mente da pessoa que está recebendo a mensagem. Se você deseja ser confiável, esteja certo de que o seu comportamento transmite a mesma mensagem que as suas palavras afirmam.
Tome estes quatro elementos - CREDIBILIDADE, ACEITAÇÃO, FRANQUEZA e CONGRUÊNCIA e aplique-os em seu trabalho e na sua vida pessoal. Rapidamente você descobrirá que você é o tipo de gente que mais e mais pessoas procuram, para comprar ou apenas para travar amizade. O fato importante é que apenas três dos elementos não são o suficiente. Para construir um duradouro e produtivo relacionamento, todos os quatro são necessários.
CREDIBILIDADE
Frequentemente leva-se tempo para construir a confiança junto a outras pessoas. As pessoas não podem ler sua mente. Elas ouvem suas mensagens verbais e observam suas mensagens não verbais - seu comportamento. Elas tiram suas próprias conclusões. Isto significa que, em certa
extensão, o fato está fora do seu controle. A percepção delas de sua mensagem é a base sobre a qual a confiança é construída, ou não. O aspecto crítico para você é começar a monitorar seu próprio comportamento e refletir sobre a mensagem que os observadores mais gostariam de receber desse comportamento. Se você suspeita que a conclusão delas não é aquela que você gostaria, terá que lhes indagar e esclarecê-las sobre as razões que o levaram a agir da forma que o fez. Assim, você pode assegurar que a conclusão delas é a adequada. Se você escolher não monitorar seu próprio comportamento desta forma, você deve saber das consequências. Qualquer ato descuidado, que pareça ir contra um dos ingredientes da confiança, um gesto reticente ou que não gere credibilidade, por exemplo, pode destruir o nível de confiança original e isso pode levar apenas alguns segundos. E uma vez destruído, o nível de confiança pode levar muitos anos para ser reconstruído. Podemos associar o ato de confiar à imagem de um vaso precioso e frágil, que não pode trincar e muito menos quebrar. E mesmo que seja reparado e fique inteiro novamente, o vaso danificado perderia o seu valor para sempre.
A vida contemporânea requer pensar e construir confiança de forma inovadora e isso pode ser trabalhoso, mas por certo valioso. Não há estrutura mais sólida do que aquela construída de modo colaborativo e com autenticidade.
Era uma vez... o FOGO, a ÁGUA, e a CONFIANÇA.
Eles entraram em uma floresta escura e o fogo disse:
- Se eu me perder procurem a fumaça, pois onde há fumaça, há fogo!
A água disse:
- Se eu me perder me procurem na umidade, pois onde há umidade há água!
Então a confiança disse:
- Se eu me perder não me procurem, pois uma vez perdida nunca mais me encontrarão...
Tenham um excelente dia hoje e sempre... Pois o mercado é do tamanho de sua competência, influência e reputação.
Michelle Borchardt Silveira - Administradora de empresas com MBA em marketing pela Fundação Getúlio Vargas. Atua na liderança da área de Customer Success na TOTVS, nos pilares de engajamento, retenção e expansão. Com foco no compromisso genuíno e contínuo com a geração de resultados de negócio para o cliente, conduz estratégias de plano de sucesso, voz do cliente (VoC) e análise de churn. Palestrante nos eventos TDC Business e TDC Innovation. Coautora no livro "Jornada da Experiência do Cliente". Autora do livro "Atitude - A Virtude dos Vencedores" e outros títulos da Coleção Atitude. Voluntária na comunidade luterana, como membro do conselho e diretoria, e no trabalho com crianças. michelle.silveira@totvs.com.br
Paulo César Silveira - Criador do conceito mundial da Venda Sustentável. Fundador e professor da Escola da Venda Sustentável. Apaixonado por vendas, com mais de 30 anos de experiência de mercado. Conferencista com mais de 2.800 palestras realizadas em todo o Brasil e em alguns países da América Latina. Contratado por mais de 200 empresas das 500 melhores empresas eleitas pela Revista Exame. Autor best seller de 26 livros. Autor dos livros “A lógica da venda” e “Venda sustentável – A lógica da negociação”. Obras adotadas por centenas de empresas para as áreas comerciais, gestão e estratégia. Professor convidado da FGV/SP, FIA FEA/USP, UDESC e UFRGS. Mentor e um dos responsáveis pela implantação do Projeto Aeroshopping Excelência em aliança com a INFRAERO, em todo o território nacional. Articulista com mais de 1.200 artigos publicados.
Realizou mais de 850 processos de consultoria de campo para implantar tanto a Cultura da Venda, como a Gestão do Processo de Venda em empresas nacionais e multinacionais.
LinkedIn: Paulo Cesar Silveira. Instagram: @realpaulosilveira falecom@paulosilveira.com.br
CURSOS, EVENTOS E FEIRAS
MÊS DIA
3 a 3
9 a 14
EVENTOS, FEIRAS E WEBINARS
Sorocaba/SP II Seminário Engrenagens - Usinagem e tratamento térmico grupoaprenda.com.br (+55) 19 3288-0437
Chicago/EUA
IMTS 2024 - Feira Internacional de Tecnologias em Manufatura imts.com (+1) 703 827-5215
10 a 14 Stuttgart/Alemanha AMB - Feira Internacional para o Processamento de Metais - Conformação messe-stuttgart.de (+49)7025 9206-651
11 a 12 São Paulo/SP
11 a 24
11 a 24
Outubro
Novembro
Dezembro
Jacarta/indonésia
Jacarta/indonésia
Recy-Plastech - Seminário Internacional de Sustentabilidade e Reciclagem de Plásticos recy-plastech.com (+55) 11 94110-2805
GIFA - Feira e Forum Internacional de Fundição para a Indonésia gifa-indonesia.com (+62) 21 2525 320
METEC - 2 Feira e Forum Internacional de Metalurgia metec-indonesia.com (+62) 21 2525 320
17 a 20 Chapecó/sc EletroMetalMecânica - Feira e Congresso de Tecnologia para a Indústria EletroMetalMecânica messebrasil.com.br (+55) 47 3451-3000
23 a 27 Bogotá/colômbia ColombiaPlast - Feira Internacional do Plástico colombiaplast.org (+55) 11 236543 13
26 a 27 Tóquio/japão Formnext Forum Tokyo - Tecnologias em Manufatura Aditiva formnextforum. jp.messefrankfurt.com (+81) 3 3262 8453
2 a 4 Porto Alegre/RS SENAFOR - 42 Conferência Internacional de Forjamento e Estampagem senafor.com (+55) 51 98935-8242
3 a 3 Rio Grande do Sul Seminário Ligas e Inoculantes e Análise Térmica portaldafundicao.com.br (+55) 61 3020-9273
7 a 10 Detroit/EUA Electric & Hybrid Vehicle Technology - Feira de Veículos Elétricos e Hibrídos evtechexpo.com (+1) 310 445-4273
8 a 10 São Paulo/SP FutureCom - Feira e Congresso de Tecnologias Emergentes futurecom.com.br (+55) 11 98900-5717
8 a 10 Düsseldorf/ Alemanha Aluminium - Feira de Tecnologias para o Alumínio aluminium-exhibition.com (+49) 211 90191-470
9 a 9 São Paulo/SP Grafenoplast - 2 Congeresso sobre Aplicações para o Grafeno na Indústria do Plástico grafenoplast.com (+55) 11 94110-2805
9 a 10 Querétaro/México MexiMold 2024 - Feira Internacional de Moldes para Plásticos e Manufatura Aditiva meximold.com (+52) 81 1553-7339
15 a 18 Caxias do Sul/RS Mercopar 2024 - Feira de Inovação Industrial mercopar.com.br 51 3067-5750
15 a 19 Friedrichshaffen/ Alemanha Fakuma 2024 - 29 Feira Internacional para Processamento de Plásticos fakuma-messe.de (+49) 7025 9206-650
16 a 17 Mineapolis/EUA Excelência em Manufatura Avançada para Equip Médicos, Automação, Plásticos advancedmanufacturing minneapolis.com (+1) 310 445-4273
22 a 24 São Paulo/SP MI.EXPO - Feira Internacional de Tecnologia em Montagem Industrial miexpo.com.br 11 3231-3784
22 a 25 Hannover/Alemanha Euroblech - 27 Feira Internacional de Tecnologias em Processamento de Chapas Metálicas euroblech.com (+44) 1727 814-451
5 a 8 Belo Horizonte/MG SIM - Semana Industrial Mineira - Feira de Produtos e Serviços para a Indústria diretriz.com.br (+55) 41 3075-1100
3 a 6 Chicago/EUA
5 a 7 Guadalajara/México
19 a 21 Johannesburg/ África do Sul
4 a 4 Rio Grande do Sul
10 a 12 Dubai/EAU
Pack Expo - Feira Internacional sobre Tecnologias e Materiais para Fabricação de Embalagens packexpointernational. com (+1) 508 743-8503
Expo Plásticos - Feira Internacional de Máquinas e Equipamentos Industriais expoplasticos. com.mx/2024 (+52) 81 8333-4400
Automechanika Johannesburg - Feira para Peças, Equipamentos e Serviços Automotivos automechanika. za.messefrankfurt.com (+27) 82 063 8157
I Encontro de Negócios, Tecnologia e Inovação para a Indústria de Transformação Gaúcha portaldafundicao.com.br (+55) 61 3020-9273
Automechanika Dubai - Feira para Peças, Equipamentos e Serviços Automotivos automechanika-dubai. ae.messefrankfurt.com (+971) 4 3894 500
Setembro
25
CURSOS (FIXOS E SOB CONSULTA)
de falhas em moldes de injeção de alumínio sob pressão
Metalurgia das ligas de cobre fundido
28 Rio Grande do Sul Dimensionamento de canais e massalotes para peças fundidas vazadas em moldes de areia
Setembro
DICAS DE LEITURA
Livros para você se inspirar
ESTAMPOS II
Francesco Provenza
O livro aborda cálculos e aplicações práticas na área de estamparia de chapas metálicas. Aplicado para profissionais interessados em aprender sobre o projeto e dimensionamento de elementos de estampos e tecnologia de estamparia. A obra é uma excelente referência e composta de 3 volumes, que suportam todo o conhecimento associado a esse tema. Com 133 páginas. Editora F. Provenza. 1997. ISBN 978-85-60311-07-1. editorafprovenza.com.br
TECNOLOGIA DOS PROCESSOS DE USINAGEM
SENAI/SP
Os aspectos relacionados aos processos de usinagem na indústria em geral são destaque desta publicação. Entre os principais temas estudados estão: fabricação do aço, ferro gusa e ferro fundido; tratamento térmico; processos de conformação e soldagem; processos mecânicos de usinagem e de fabricação com máquinas; geometria da ferramenta, sua durabilidade e condições econômicas de produção; funcionamento do corte com jato de água e com laser; usinagem por eletroerosão e fluidos de corte. O livro destaca também os aspectos relacionados a manutenção produtiva total, elaboração de processos e conceitos de segurança do trabalho. 1ª edição. Editora SENAI-SP. 2016. ISBN 978-85-83934-26-4. senaispeditora.com.br
WW WEBSITES
TECHTUDO.COM.BR
O TechTudo é o maior portal de tecnologia do Brasil. O site do Grupo Globo foi lançado em 2010 para agrupar as principais notícias, dicas, tutoriais e reviews da área. Os assuntos incluem celulares, TVs, eletroeletrônicos, eletrônicos, redes sociais, jogos, esportes, computadores, notebooks, aplicativos, streaming e mais produtos de tecnologia. Em 2015, juntamente com o lançamento do app TechTudo para Android e iPhone (iOS), a plataforma ganhou melhorias de navegação. Em maio de 2021, redesenhou – com foco no mobile – o fórum TechTudo, onde os milhares de usuários da plataforma tiram dúvidas sobre jogos e tecnologia. Vale citar que, atualmente, o aplicativo do TechTudo não está mais disponível para download. É possível acessar o portal de tecnologia normalmente pela versão web no navegador do PC ou smartphone.
https://www.techtudo.com.br/
POLÍTICA INDUSTRIAL, PRODUTIVIDADE E DESENVOLVIMENTO
POR GINO PAULUCCI JR.
Desenvolver uma política industrial adequada ao setor de máquinas e equipamentos exige uma abordagem multifacetada que inclua os desafios específicos enfrentados pela indústria e aproveite as oportunidades disponíveis.
da atividade produtiva e contribuindo significativamente para a competitividade global. No entanto, para que o país possa atingir todo o seu potencial, é essencial que haja uma política industrial eficaz e adaptada às suas particularidades, que permita a ampliação do seu estoque de capital produtivo com máquinas modernas e sofisticadas.
No atual momento, percebemos que o Brasil se encontra em uma encruzilhada econômica, onde a eficácia da sua política industrial pode determinar seu futuro na economia global. Mas não está só, nações como a Coreia do Sul, Estados Unidos, Alemanha, China entre outros, têm implementado políticas industriais robustas, também fomentando a inovação, a sustentabilidade e a competitividade.
Ainda que haja dúvidas relacionadas ao tipo de instrumentos de políticas industriais ou em que medida os gastos orientados para esta finalidade retornarão em forma de benefício a toda a sociedade, prevalece a certeza sobre sua importância no desenvolvimento do país.
CONHEÇA NOSSA LINHA DE PRODUTOS:
Em setembro vamos aprofundar este tema no 9º Congresso Brasileiro da Indústria de Máquinas e esperamos que traga respostas importantes ao debate público, principalmente porque sabemos que a política industrial é uma ferramenta poderosa para moldar o desenvolvimento econômico e melhorar a produtividade. No entanto, para ser eficaz na era contemporânea, ela deve evoluir para abraçar a flexibilidade, a inovação e a colaboração.
Ao adotar uma abordagem mais adaptativa e orientada para o futuro, os países poderão enfrentar os desafios globais e criar economias mais resilientes e prósperas. A capacidade de um país de se ajustar e inovar será, sem dúvida, o fator determinante para seu sucesso no cenário econômico global.
BASE DE ESTAMPO E COMPONENTES FERRAMENTAS PARA PUNCIONADEIRAS PINOS RETIFICADOS MOLAS DE COMPRESSÃO
Assim, a relação entre política industrial, produtividade e desenvolvimento é fundamental para um crescimento econômico sustentável e inclusivo. Políticas industriais bem elaboradas estimulam a produtividade e, consequentemente, promovem o desenvolvimento econômico. Da mesma forma, altos níveis de produtividade podem contribuir para o desenvolvimento ao permitir um crescimento econômico mais rápido e sustentável. A integração eficaz desses elementos é fundamental para o sucesso de qualquer estratégia econômica que vise o crescimento do Brasil.
ATENDIMENTO
TRÊS-S
Todos sabemos que o setor de máquinas e equipamentos desempenha um papel fundamental na economia de qualquer país, atuando como a espinha dorsal
Plagiando Charles Darwin, não é o mais forte que sobrevive, nem o mais inteligente, mas o que melhor se adapta às mudanças.
Isso vai valer para o nosso setor.
CAPACIDADE E PRECISÃO ENTRE EM CONTATO PARA MAIS INFORMAÇÕES.
Gino Paulucci Jr. Presidente do Conselho de Administração da ABIMAQ presidencia@abimaq.org.br
Insertos com Conformal Cooling
Melhor qualidade de peças injetadas e ganhos significativos de produtividade com o melhor serviço e viabilidade.
A manufatura aditiva colocando os sistemas de injeção em um novo patamar de desempenho.