
GENTE E GESTÃO
DELEGAR RESPONSABILIDADES PODE SER MUITO SAUDÁVEL ENAFER


DELEGAR RESPONSABILIDADES PODE SER MUITO SAUDÁVEL ENAFER
“Água mole em pedra dura, tanto bate até que fura” é um provérbio popular que transmite a ideia de persistência, perseverança e determinação diante de obstáculos e ao lidar com situações difíceis. Indica resiliência, adaptabilidade e poder de recuperação. É frequentemente usado para encorajar pessoas a não desistirem facilmente diante de desafios, reforçando a mensagem de que, mesmo que pareça impossível alcançar um objetivo ou superar uma dificuldade, persistir e continuar trabalhando pode conduzir ao sucesso. A expressão carrega, em seu núcleo, a constância de propósito. Constância de propósito é o primeiro dos 14 pontos para gestão propostos por William Edwards Deming, no livro “Saia da Crise”. Ela é imperativa para alinhar a tomada de decisões nas organizações. Sem o entendimento compartilhado dos princípios que orientam as decisões, o caos será instalado. O autor afirma que a adoção da constância de propósito traz segurança para a empresa avançar em: inovar, alocando recursos para planejamento em longo prazo; investir recursos em pesquisa e educação e; melhorar constantemente os produtos e serviços. Deming, quando apresenta a constância de propósito, introduz as perguntas: Onde está o foco da alta direção de um negócio? Nos problemas de hoje? Ou está nos problemas do futuro? Um sistema de gestão com constância de propósito não se preocupa com a variação no lucro em curto prazo. Se as ações fazem sentido em um cenário de longo prazo, mas hoje têm custos, aceitam-se os custos no curto prazo pensando no alcance do propósito de longo prazo. Assim, deixa explícito que precisamos trabalhar o “negócio” para o futuro, atentos ao presente, mas garantindo a perenidade da companhia.
POR CHRISTIAN DIHLMANN

sugeridos têm o objetivo maior de fazer o possível para que as pessoas trabalhem com alegria. Nos 12 pilares que compõem o projeto Podium – Complexo Econômico Industrial de Ferramentarias, viemos trabalhando com muita constância de propósito e resiliência ampliada. Constância, pois traçamos uma rota firme, estruturada e futurista visualizando o fortalecimento e consolidação do setor brasileiro de ferramentaria e a estamos perseguindo com foco e
Já no pilar Capacitação Profissional, a exposição do Programa de Formação Técnica Profissional para Ferramentaria, do SENAI/SP para vários membros da indústria mundial, entre eles o Presidente da Associação Mundial de Ferramentarias, o Presidente da Associação Argentina de Ferramentarias e profissionais das associações da Alemanha, México e Portugal, “arrancou” o testemunho unânime de que temos o melhor programa de formação técnica do mundo. Um orgulho para nós!

No pilar Modernização dos Processos Produtivos, um verdadeiro “tsunami” de informações entregues por meio de dezenas de palestras viabilizou a atualização dos profissionais da ferramentaria, criando a esperança de que podemos avançar tecnológica e gerencialmente rumo ao pódio mundial.
ações no presente, contornando com maestria as “pedras no caminho”, para conquistar a posição dos sonhos.
A constância de propósito está
comprovamos o provérbio “água mole em pedra dura, tanto bate até que fura”.
E, de quebra, os princípios
EXPRESSAS
Informes objetivos sobre acontecimentos do setor
MOVER & INOVAÇÃO
Mover no ENAFER 2024

PERFIL
O projetista CAD de ferramentais
AMBIENTAL
O risco invisível dos passivos ambientais – Parte 5
16º ENAFER
16º ENAFER
PROCESSOS
O desperdício de ferramentas de corte: Aplicação em chão-de-fábrica. Parte I
MBE
Os desperdícios no setor público
CANTINHO DE IDEIAS
Intercâmbio Brasil-Japão da Indústria de Ferramentais
PROCESSOS
Revolução da eficiência energética: Como a recuperação de calor e a cogeração estão transformando a indústria
GESTÃO
O mito do vendedor nato: Dez práticas para qualquer profissional se tornar um vendedor 4.0
GENTE & GESTÃO
Reconhecendo o valor: Celebrando conquistas na delegação
MEMÓRIAS
CTM aposta em nicho da linha plástica para fidelizar clientes
CIRCUITO BUSINESS
Cursos, eventos e feiras
CIRCUITO BUSINESS
Cursos, eventos e feiras
Dicas de leitura / wwwebsites
OPINIÃO
A inteligência artificial incorporada na sua liderança


www.revistaferramental.com.br
REVISTA DIGITAL
Quer ler todas as edições da revista Ferramental online?





Basta utilizar o QR Code ao lado.
A Revista Ferramental é distribuída gratuitamente em todo Brasil, bimestralmente. É destinada à divulgação da tecnologia de ferramentais, seus processos, produtos e serviços para os profissionais das indústrias de ferramentais e seus fornecedores: ferramentais, modelações, empresas de design, projetos, prototipagem, modelagem, softwares industriais e administrativos, matérias-primas, acessórios e periféricos, máquinas ferramenta, ferramentas de corte, óleos e lubrificantes, prestadores de serviços e indústrias compradoras e usuárias de ferramentais, dispositivos e protótipos: transformadoras do setor plástico e da fundiçao, automobilísticas, autopeças, usinagem, máquinas, implementos agrícolas, transporte, elétricas, eletroeletrônicas, comunicações, alimentícias, bebidas, hospitalares, farmacêuticas, químicas, cosméticos, limpeza, brinquedos, calçados, vestuário, construção civil, moveleiras, eletrodomésticos e informática, entre outras usuárias de ferramentais dos mais diversos segmentos e processos industriais. A Ferramental tem como pressuposto fundamental que todas as informações nela contidas provêm de fontes fidedignas, portanto, recebidas em boa fé. Logo, não pode ser responsabilizada pela veracidade e legitimidade de tais informações. Quando da aceitação para a publicação, o autor concorda em conceder, transferir e ceder à editora todos os direitos exclusivos para publicar a obra durante a vigência dos direitos autorais. Em especial, a editora terá plena autoridade e poderes para reproduzir a obra para fins comerciais em cópias de qualquer formato e/ ou armazenar a obra em bancos de dados eletrônicos de acesso público. As opiniões dos artigos assinados não são necessariamente as mesmas da revista Ferramental. A reprodução de matérias é permitida, desde que citada a fonte. Tiragem: 4.000 exemplares.
ISSN 1981-240X
DIRETORIA
Christian Dihlmann - Jacira Carrer
REDAÇÃO
Christian Dihlmann
Jornalista Responsável
Gisélle Araujo Cemin - SC/02466 jornalismo@revistaferramental.com.br
COLABORADORES
Adriano Fagali de Souza, Dr. Eng. Carlos Maurício Sacchelli, Dr. Eng. Cristiano Vasconcellos Ferreira, Dr. Eng. Jefferson de Oliveira Gomes, Dr. Eng. Luís Eduardo Albano
Rolando Vargas Vallejos, Dr. Eng. Stephan Dihlmann
PUBLICIDADE
Coordenação Nacional de Vendas
Nicholas Dihlmann (47) 99709-0020 contato@revistaferramental.com.br
GESTÃO
Administração
Jacira Carrer (47) 98877-6857 adm@revistaferramental.com.br Circulação e Assinaturas circulacao@revistaferramental.com.br
EDITORAÇÃO
Odair J. Jaroczinski - www.behance.net/odairjki
FOTO DE CAPA
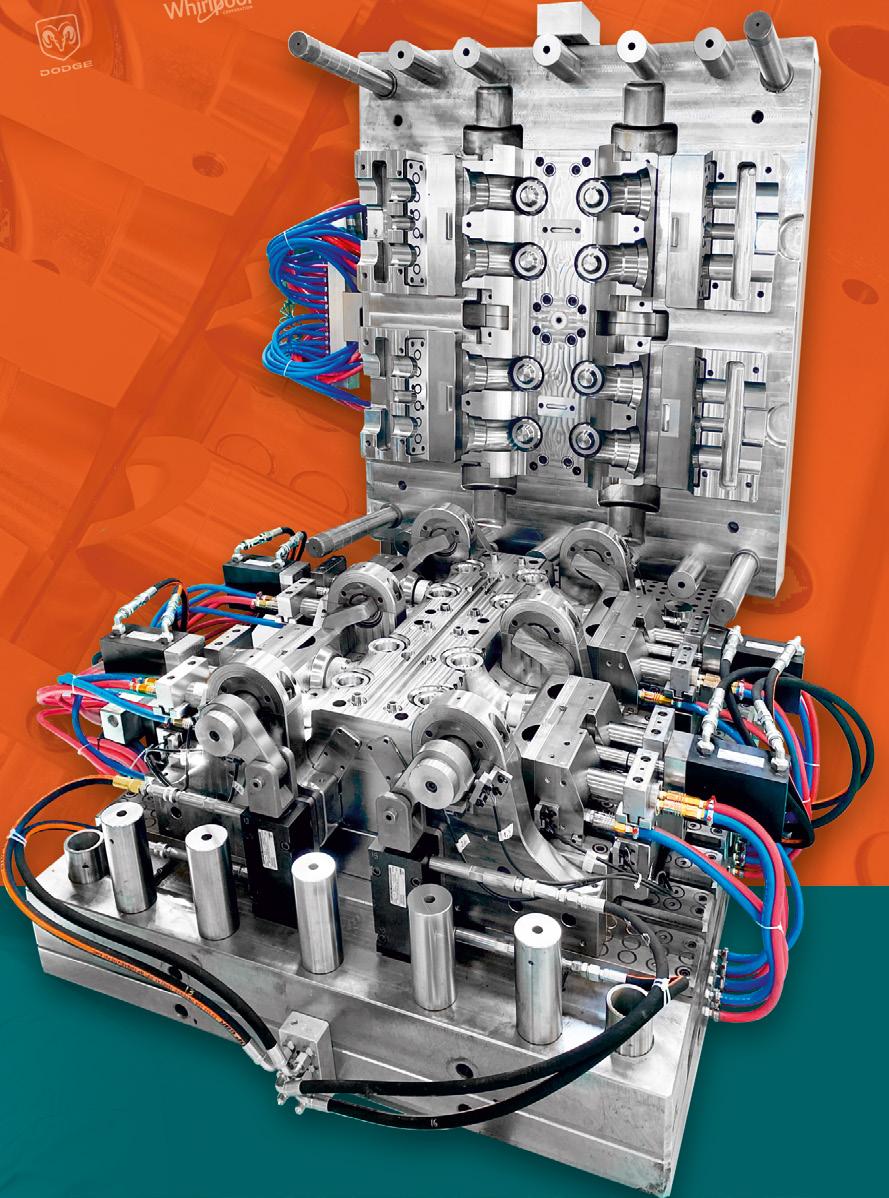
Molde com 8 cavidades para injeção de produto em termoplástico. Foto cedida por 3R Ferramentaria e Usinagem, de Araquari, SC. Fotografia de Edson Cordeaca.
IMPRESSÃO
Tipotil Indústria Gráfica - www.tipotil.com.br
EDITORA GRAVO LTDA
Rua Jacob Eisenhut, 467 - Tel. (47) 3031-3900 CEP 89203-070 - Joinville/SC
Quer ter o seu artigo publicado na Revista Ferramental? Envie um e-mail para: contato@revistaferramental.com.br

A Diferro e a VR Tools Steels colaboram para entregar produtos de qualidade ao mercado nacional. Fundada em 1984, a Diferro é referência no Sul do Brasil na distribuição de aços especiais, com sede em Caxias do Sul/RS e filiais em Cachoeirinha/RS e Araquari/ SC. Em parceria com a usina italiana NLMK Verona, a Diferro traz ao mercado brasileiro os aços VR Tool Steels, aços especiais de alta performance para moldes, ferramentas e matrizes, destacando a linha premium VR300 e VR400 especialmente projetada para oferecer desempenho aprimorado. Os destaques dos produtos são, principalmente, a boa condutibilidade térmica, a tenacidade, a resposta à texturização, a alta usinabilidade, a polibilidade e a soldabilidade melhorada. Essa parceria reafirma o compromisso da Diferro em fornecer soluções inovadoras e de alta qualidade para a indústria de ferramentaria no Brasil.
Fonte: diferro.com.br
A INDÚSTRIA DE BASE
A demanda por giga prensas está em constante crescimento: empresas nas áreas de moldagem por injeção de plástico e fundição sob pressão de metais leves estão desenvolvendo máquinas cada vez maiores e mais complexas para atender às crescentes exigências de várias indústrias. Esse desenvolvimento influencia toda a cadeia de valor agregado. A Siempelkamp Giesserei, da Alemanha, um grande fabricante de componentes estruturais de paredes extremamente espessas para máquinas de alta tecnologia, fornece peças fundidas personalizadas para a produção de células de fundição
sob pressão com uma força de fechamento de 6.000t ou mais e também está ciente dessas mudanças. "Seja aeroespacial, eletrônica ou automotiva - as máquinas usadas para fabricar componentes de última geração estão se tornando cada vez maiores e mais sofisticadas. Isso também se reflete nas solicitações cada vez mais especializadas de nossos clientes para os componentes estruturais necessários", explica Dirk Howe, diretor administrativo da Siempelkamp Giesserei. "É nosso objetivo e nossa obrigação sempre responder às novas exigências dos fabricantes de máquinas e fornecer soluções de fundição personalizadas." Um exemplo claro desse desenvolvimento é a eletromobilidade. A demanda por veículos elétricos continua alta, impulsionada pelo desejo de mobilidade sustentável. Os fabricantes de automóveis dependem cada vez mais de estruturas fundidas de metal leve altamente complexas para evitar a montagem de várias peças individuais. Isso aumenta significativamente a eficiência e economiza peso, custos e tempo. No entanto, sem os componentes estruturais maciços das empresas de fundição alemãs, que podem suportar as enormes forças envolvidas, essas soluções de fundição sob pressão de metal leve não seriam possíveis. "As impressionantes placas que são fundidas em nossa fundição para prensas horizontais altamente complexas podem atingir um peso bruto de fundição de mais de 150 toneladas. Somente com nossas peças fundidas extremamente robustas as máquinas de alta tecnologia são capazes de formar componentes com uma força de prensagem de até 11.000 toneladas", explica o Dr. Georg Geier, também diretor administrativo da empresa. "Com nossa experiência e knowhow em fundição, estamos moldando ativamente o futuro. Nossa motivação diária é, portanto, também: evolução através da fundição - nossa paixão”.


O 8° Encontro de Projetistas será realizado em 15 de agosto, paralelemente à Interplast 2024 – Feira e Congresso de Integração da Tecnologia do Plástico. Aberto a todos os profissionais do Brasil, o evento, além de um momento ímpar de relacionamento e troca de experiências, tece justa homenagem à projetistas que contribuíram de forma significativa para o desenvolvimento do setor de ferramentaria de Joinville e região. Na edição anterior, ocorrida em 2023, os projetistas Ednei Fábio Pasquali, Francisco Carlos Dutra Santos (Xico), Gerd Fredi Jung, Sara Raquel Fischer, e Professor Sílvio Ricardo Benedito foram agraciados com a honraria. Para a edição deste ano, os profissionais do projeto Alessandro Alencar de Moura, Edson Hertenstein, Luís Carlos de Sena, Maurício Borges, Rogério Resendes e Ronaldo Espezim Francisco terão o reconhecimento formal de sua competência e destacada colaboração para a indústria de moldes. Não fique de fora deste momento de confraternização entre estes profissionais tão importantes da área de ferramentaria. Você é nosso convidado especial. Para inscrições, acesse o link https://forms.gle/NX29pWf2xpnDzu9Y6.
Fonte: Revista Ferramental
Solidária com as empresas gaúchas atingidas pelas fortes chuvas ocorrida no mês de maio, a organização da Interplast 2024 abriu espaço para as empresas gaúchas apresentarem o seu potencial e se conectarem com os demais expositores e visitantes da feira no RSday. O encontro será promovido pela Revista Plástico Sul
em parceria com o Simplás, Sinplast-RS e Simplavi. O RSday será realizado no dia 13 de agosto, das 15h às 18h, e complementa o 3º Fórum de Economia Circular, que acontecerá nos dias 14 e 15 de agosto. O evento contará com uma série de palestras e apresentações das principais indústrias gaúchas, destacando inovações, melhores práticas em sustentabilidade e economia circular, temas que são essenciais para o futuro do setor.
“Nossa ideia é contribuir com a rápida retomada das atividades das empresas gaúchas que tem uma importante participação no cenário da indústria plástica nacional e tem a tradição de participar da feira há muitos anos”, comenta Richard Spirandelli, diretor da Messe Brasil, responsável pela organização da Interplast.
As empresas gaúchas terão a oportunidade de apresentar as novidades tecnológicas e estabelecer importantes conexões em um ambiente acolhedor durante a feira. “Este evento é de suma importância, especialmente no contexto atual, em que a indústria gaúcha enfrenta desafios significativos. O RSday oferece um momento único de compartilhamento de conhecimento e fortalecimento da rede de contatos, promovendo o desenvolvimento sustentável e a inovação”, destaca Melina Gonçalves, editora da Revista Plástico Sul e coordenadora do evento.
A feira Interplast 2024 será realizada entre 13 e 16 de agosto de 2024, em sua 12ª edição, na cidade de Joinville, Santa Catarina.

Fonte: interplast.com.br
O Grupo Aprenda está oferecendo o curso “Metalurgia dos aços-ferramenta: Seleção, aplicação e falhas. Este curso está inserido no âmbito do Programa Prioritário do ROTA 2030 – Linha IV - Ferramentarias Brasileiras mais Competitivas, Rota in Curso. O programa tem por objetivo a

capacitação de profissionais ligados ao setor produtivo abordando os principais fundamentos metalúrgicos das famílias de aços-ferramenta aplicações. Um aspecto importante

Carlos Eduardo Pinedo, Engenheiro Metalurgista pela UMC, Mestre pela USP, Doutor em Ciências pelo IPEN/ USP e pós-doutor em Engenharia de Superfícies pela USP. Também é diretor técnico da empresa Heat Tech Tratamentos Térmicos e Engenharia de Superfície Ltda. e da HTS Tecnologia em Revestimentos Ltda. Sendo um Curso aprovado em projeto no âmbito do Programa ROTA 2030, os funcionários de empresas cadastradas na FUNDEP terão inscrições gratuitas, financiadas pelo projeto.
Fonte: grupoaprenda.com.br


6
ABINFER: ELO ENTRE O PODER PÚBLICO E A CADEIA DE FABRICANTES DE FERRAMENTAIS
O 16º Encontro Nacional de Ferramentarias – ENAFER 2024 foi realizado nos dias 20 e 21 de junho, em Joinville, SC. O evento, promovido pela ABINFER - Associação Brasileira da Indústria de Ferramentais, reuniu mais de 1.500 profissionais dos setores industrial, de serviços e educacional interessados em conhecer e debater o cenário e as

tendências da ferramentaria no Brasil
Reconhecendo a importância desse evento para o setor da ferramentaria, a TopSolid’Brasil foi uma das patrocinadoras Diamante e trouxe ao evento um workshop voltado ao desenvolvimento da indústria 4.0. Por meio de um vídeo institucional, os visitantes conheceram os diferenciais da empresa e como ela entrega soluções cada vez mais voltadas para uma indústria integrada, garantindo agilidade e competitividade.
De acordo com o gerente de marketing, Fernando Pasquali, a cada ano, o ENAFER está se tornando um evento apartidário que reúne os interesses de classe para buscar subsídios com o governo. “A ABINFER tem sido o elo de comunicação entre o poder público e a cadeia. Nosso objetivo como patrocinadores é fomentar a importância dos temas que essas associações apresentam ao mercado, como a neoindustrialização”, explica Pasquali.

A neoindustrialização vem resgatar a importância do setor na indústria e torná-la mais competitiva, reconquistando sua participação no PIB, que nos anos 80 era de 30% e atualmente é de 21%. “Com essa visão, as atrações do evento demonstraram os projetos que dão acesso a linhas de crédito e fomentam a geração de valor no segmento, como conhecimento,
modernização de cursos para formação de novos profissionais e gerenciamento das informações. As empresas, fornecedores, instituições públicas e educacionais do setor estão convergindo para uma causa comum que é tornar o Brasil protagonista do cenário mundial da indústria.”
Entre seminários e workshops que abordaram temas de grande relevância, algumas participações foram marcantes no 16ª ENAFER, como a presença do vice-presidente da República e Ministro do Desenvolvimento, Indústria, Comércio e Serviços, Geraldo Alckmin, na cerimônia de abertura. Em seu discurso, o vice-presidente falou sobre a neoindustrialização, ressaltando o papel fundamental da ferramentaria para o desenvolvimento da indústria e abordou o compromisso do Governo Federal com a inovação, descarbonização, desburocratização e com investimentos que apoiam toda a cadeia industrial.
A abordagem foi em torno de programas como o Mover, o Brasil + Produtivo, o Nova Indústria Brasil e outras iniciativas que promovem incentivos para o crescimento e aumento da competitividade no cenário mundial. Durante o evento, o vice-presidente apresentou os projetos em números e falou sobre a regulamentação da Reforma

















































Tributária, uma peça-chave para que o PIB volte a crescer.
Ao final de sua apresentação, Geraldo Alckmin foi homenageado pelo presidente da ABINFER, Christian Dihlmann, e nomeado Embaixador da Ferramentaria Brasileira.
O evento contou ainda com a participação especial do Sr. Robert Williamson, presidente da ISTMA World - Associação Internacional de Ferramentas Especiais e Usinagem, que reúne 23 associações de ferramentas especiais e usinagem em todo o mundo, mais de 8.000 empresas e soma mais de 150 bilhões de dólares em vendas anuais. O Brasil é uma das associadas pela representação da ABINFER –Associação Brasileira de Indústria de Ferramentais.
Em sua apresentação, Bob Williamson, como é conhecido no mercado, trouxe algumas percepções sobre a ISTMA World e suas atuações nos países em que opera. Um dos objetivos da associação é promover a eficiência e a rentabilidade das empresas membros e apoiar os padrões de treinamento e educação para a habilidade dos novos profissionais, especialmente em tempos de rápida formação tecnológica.
Nesse ponto, o executivo compartilhou com o público sua experiência em visita às escolas SENAI/SP e ressaltou que ficou muito admirado com as instalações e com o modelo de ensino na formação técnica e prática dos jovens. De acordo com Bob, “a instituição não é apenas boa, mas talvez a melhor que teve o prazer e o privilégio de conhecer, mesmo já tendo visto muitas instituições de ensino pelo mundo”.
Outro objetivo da ISTMA é estabelecer recomendações para padrões de componentes de ferramentais em todo o mundo e, com base no que viu nos primeiros dias de visita ao Brasil, o
presidente decidiu realizar a próxima assembleia geral da associação em São Paulo, com previsão para março de 2025. “Reconhecemos o que está sendo realizado internacionalmente, mas o trabalho que o SENAI está fazendo é impressionante”, relata Bob Williamson.
O executivo ainda demonstrou como a ISTMA World atua em diferentes países membros, promovendo debates por meio de webinars e eventos, compartilhando experiências globais e estimulando a participação direta dos profissionais na busca de melhorias para o crescimento sustentável do setor.
PROJETO PODIUM
Outro tema que chamou a atenção foi o Projeto Podium, apresentado por seu coordenador técnico, o Dr. Cristiano Ferreira Vasconcelos. Como uma iniciativa da ABINFER, ABIMAQ e SMABC, o projeto apoia as empresas do setor para que possam se tornar mais competitivas globalmente até 2031. Por meio de um conjunto de programas integrados, o projeto visa promover o desenvolvimento do segmento ferramental e fortalecer a indústria de manufatura para que ela possa voltar a ter um papel de protagonista no desempenho econômico do país.
Seu programa apresenta 11 pilares que propõem resgatar a dignidade e competência da ferramentaria e construir um modelo de negócio sustentável e lucrativo.
Fechando o evento, a palavra foi concedida ao professor Roberto Monteiro Spada, diretor de relações externas do SENAI São Paulo, que proferiu a palestra: “Educação é a Solução: Exemplos de Sucesso Rumo ao Pódio". O professor Spada iniciou sua apresentação mencionando que é coordenador para a implementação e atualização dos cursos de ferramentaria no SENAI São Paulo, além dos cursos para o setor aeroespacial, especialmente pelo aumento na produção da Embraer.
Nesse contexto, fez questão de agradecer a todas as empresas de ferramentaria que compartilharam conhecimento, especialmente à TopSolid’Brasil que, em parceria, disponibiliza o software para os cursos de ferramentaria e oferece treinamento para os professores. Spada revelou valores investidos nessa parceria – 241 milhões de reais em softwares – e citou a visita realizada pelo CEO da TopSolid Corporate, Sr. Richard Lamure, que ao conhecer as escolas SENAI ficou impressionado com a qualidade das instalações, com o conteúdo e modelo de ensino. Esse contato resultou na decisão do CEO de que todas as tecnologias serão integradas ao processo de ensino do SENAI nas Américas.
O professor mencionou Glauber Longo, diretor comercial da TopSolid’Brasil, como um executivo que tem largo conhecimento sobre o setor e por atuar com cerca de 700 clientes no Brasil, está apto a trazer tecnologias que são tendências e essenciais para atender ao mercado. “O SENAI é o que é porque é mantido e dirigido pelas indústrias. Sempre digo que, quando os empresários brasileiros descobrem seu potencial, encantam todo mundo. Já vi transformações sociais e econômicas no mundo feitas por esse instrumento estratégico que é a educação”, reforçou Spada. O professor apresentou o número de profissionais que a instituição forma anualmente e o número de indústrias das regiões onde as escolas estão situadas que podem se beneficiar do programa de especialização oferecido pelo SENAI. Em sua apresentação, o professor Spada fez algumas comparações entre as operações manuais e as digitais, a fim de ressaltar as tecnologias que suportam a entrega de produtos de alta qualidade, com mais agilidade e assertividade, resultando em menores custos. Ele exemplificou demonstrando peças produzidas pelos alunos.
Fonte: topsolid.com

FRESA DE METAL DURO PARA USINAGEM DE AÇO ENDURECIDO.
Fresas sólidas de metal duro com revestimento- C nano grão .
A mais alta precisão para todos os tipos de aplicações em semi-acabamento e acabamento fino.
A X1 possui um portfólio extenso, focado no segmento metal-mecânico. Sua ampla gama de produtos, com geometria otimizada, garante alta precisão e eficiência, destacando os produtos como referência no setor.
YG1 Brasil vendas@yg1.solutions (11)4496-2170 www.yg.solutions

Soluções para o setor de ferramental são apresentadas no ENAFER 2024 – 16º Encontro Nacional de Ferramentarias.

A Fundação de Apoio da UFMG (FUNDEP) esteve presente no 16º Encontro Nacional de Ferramentarias – ENAFER 2024, realizado nos dias 20 e 21 de junho, no espaço Ágora Tech Park, em Joinville/SC. O evento é realizado pela ABINFER - Associação Brasileira da Indústria de Ferramentais e reuniu representantes do governo e profissionais do setor industrial para debater o mercado de inovação em direção à indústria 4.0.
A abertura oficial do evento contou com a presença do vicepresidente da República e ministro do
Desenvolvimento, Indústria, Comércio e Serviços (MDIC), Geraldo Alckmin; da vice-governadora do Estado de Santa Catarina, Marilise Boehm; do prefeito de Joinville, Adriano Bornschein Silva; do senador da república Esperidião Amin Helou Filho, e do presidente da ABINFER, Christian Dihlmann.
O programa MOVER (Mobilidade Verde e Inovação), lançado no final de 2023 em substituição ao Rota 2030 e, desde então, motivado por uma série de anúncios de investimentos do setor automotivo, foi destacado na ocasião pelo vice-presidente. Segundo
ele, o programa deve ir à sanção presidencial em 2 de julho, e oferecerá R$ 19,5 bilhões em crédito tributário para inovação e descarbonização da cadeia automotiva.
A FUNDEP atualmente lidera três programas prioritários: Linha IV – Ferramentarias Brasileiras Mais Competitivas; Linha V –Biocombustíveis, Segurança e Propulsão Veicular; e Linha VI –Conectividade Veicular, e aproveitou a oportunidade para destacar as soluções desenvolvidas para o setor ferramental.
A FUNDEP participou de dois momentos da programação para apresentar mais detalhes sobre iniciativas da Linha IV –Ferramentarias Brasileiras Mais
Competitivas, do programa MOVER, que estimulam a produtividade, a capacitação e a inovação das indústrias brasileiras.
No primeiro dia de encontro (20/06)
foi realizado um workshop para apresentar duas iniciativas gratuitas disponíveis que podem contribuir para sua jornada de produtividade.
A primeira refere-se ao Conecta

Mais e já soma mais de 300 empresas cadastradas na plataforma, com um ganho médio de R$ 2,3 milhões após a implementação dos serviços e tecnologias nas indústrias. A iniciativa reúne indústrias do setor ferramental, fornecedores e assessoria em uma plataforma digital.

A segunda, Rota in Curso, refere-se a plataforma digital que reúne mais de 50 cursos de capacitação para profissionais de ferramentarias, ministrados por reconhecidas instituições de ensino, focados na formação técnica e gerencial. Até o momento, são 125 ferramentarias cadastradas, 579 participantes matriculados e 433 diplomados.

Já no segundo dia de encontro (21/06), a equipe da FUNDEP subiu ao palco para reforçar o seu papel como elo conector das necessidades da cadeia automotiva nacional, e para apresentar as soluções desenvolvidas no âmbito da Linha IV – Ferramentarias Brasileiras Mais Competitivas, do programa MOVER.
Duas ferramentarias de Joinville, que participam da iniciativa Conecta Mais Ferramentarias, foram convidadas para debater os principais desafios e resultados alcançados com o apoio do programa: a Tool Machine Development e a Unik Soluções. Dentre as soluções implementadas, foram destacadas: atualizações do software, aquisição de visualizadores para fábrica e retrofiting tridimensional.
A prática do retrofiting e reaproveitamento de equipamentos

de medição tridimensionais, por exemplo, tem se mostrado uma estratégia essencial para a melhoria da qualidade dos processos produtivos. Essas abordagens possibilitam a modernização de equipamentos antigos, garantindo que estejam alinhados com as tecnologias e padrões atuais, sem a necessidade de grandes investimentos.
Além disso, a FUNDEP apresentou os Agentes de Relacionamento que realizam atendimento em regiões estratégicas, agregam conhecimento técnico especializado, e ajudam a identificar as reais necessidades das empresas para iniciar uma jornada de inovação e produtividade. Podem participar da iniciativa ferramentarias, consultores e fornecedores de tecnologia. Para saber mais informações, acesse o site: conectamais.ind.br.

O profissional Projetista de Ferramentais é uma classe de trabalhadores também classificada como Desenhista Projetista Mecânico, segundo o MTE – Ministério do Trabalho e Emprego pelo Código Brasileiro de Ocupações CBO 3186-10. Também são sinônimos nesta classificação o Desenhista Projetista de Ferramentais, Desenhista Projetista de Moldes, Desenhista Projetista de Produtos (mecânica), Projetista de Ferramentais, Projetista de Matrizes e o Projetista de Moldes. A codificação 3186-10 é derivada de:
3 Técnicos de nível médio
31 Técnicos de nível médio das ciências físicas, químicas, engenharia e afins
318 Desenhistas técnicos e modelistas
3186 Desenhista projetistas da mecânica 318610 Desenhista projetista mecânico
A descrição sumária de ocupação define o profissional com as seguintes habilidades e conhecimentos: Planejam e desenvolvem projetos de ferramentais, produtos da mecânica, moldes e matrizes, verificando viabilidade e coletando dados do projeto, aplicando os equipamentos e instrumentos disponíveis, especificando material usado, desenvolvendo protótipos, estimando custo/benefício; acompanham provas práticas e coordenam a execução do projeto; elaboram embalagem para o produto e manual de operação para o usuário; desenvolvem fornecedores de produtos e serviços; participam do sistema de gestão de qualidade.
O exercício das atividades requer formação técnica profissionalizante de nível médio na área de mecânica e afins, com domínio de uso de aplicativos tipo CAD (projeto assistido por computador), CAE (engenharia auxiliada por computador), sistemas de simulação e análise diversos (estrutural, comportamental, escoamento, fluídos, refrigeração, troca de calor, deformação etc.), e a experiência desejável para o desempenho pleno das atividades é de quatro a cinco anos.
As condições gerais de exercício da profissão preveem atuação em empresas ligadas à fabricação de artigos de borracha e plástico, de fundidos, de conformados, de extrudados, de forjados, de máquinas e equipamentos (instrumentação médico-hospitalar, de precisão e ópticos e para automação industrial, cronômetros e relógios), fabricação e montagem de veículos automotores, reboques e carrocerias e de máquinas, aparelhos e materiais elétricos. São empregados com carteira assinada ou
trabalham por conta própria. Organizam-se em grupos, parcerias com terceiros ou trabalham simultaneamente em rede, exercendo a profissão a distância. Têm como local de trabalho ambientes fechados e horários diurnos, podendo passar longos períodos em posições desconfortáveis, sob pressão, em grandes alturas e expostos a ruído intenso e altas temperaturas.
Projetistas fazem desenhos e planos que outros profissionais utilizam para construir máquinas, equipamentos e ferramentais (moldes, matrizes e dispositivos). Os desenhos feitos pelos projetistas são muito específicos. Eles mostram medidas, materiais e instruções. Os projetistas usam habilidades matemáticas e de engenharia para adicionar cálculos e números aos seus desenhos.
Para entender o que faz um Projetista de Ferramentais CAD é necessário, primeiramente, que seja conceituado o que significa a sigla CAD. Após, ficará mais simples avaliar quais
são as atribuições desses profissionais.
AUXILIADO POR
COMPUTADOR CAD
A sigla CAD (do inglês Computer Aided Design) por conceito é Desenho Assistido por Computador (DAC), em português, um nome generalizado dado ao software utilizado pela engenharia, geologia, geografia, arquitetura e design para auxílio à projetos, facilitando os desenhos técnicos. Quando se cita o design, este representa todos os seus aspectos, como produtos de decoração, objetos de plásticos de injeção ou metálicos conformados, eletrônicos gerais, toda parte automotiva (beleza), de forma que todas essas especificações são aprimoradas para cada profissão através dos softwares.
Pela evolução tecnológica, atualmente existem softwares mais
avançados de CAD que empregam a modelagem paramétrica, proporcionando alteração nos parâmetros de medidas do desenho, bastando, para isso, entrar com os números de dimensões desejadas.
A prática de mercado tem caracterizado a segmentação de níveis dentro da carreira do Projetista de Ferramentais. Em algumas regiões a classificação é dada em 5 níveis (trainee, júnior, médio, pleno e sênior ou nível 1, nível 2, nível 3, nível 4 e nível 5)., em outras em 3 níveis (júnior, pleno e sênior ou nível 1, nível 2 e nível 3).
Estas classificações são genéricas, independentemente de o profissional projetista atuar na área de estampos para metais conformados (CDR –corte, dobra e repuxo), de moldes para elastômeros (borracha natural e sintética), de moldes para metais
fundidos (baixa pressão, alta pressão, gravidade), de moldes para transformação de termoplásticos (injeção, sopro, termoformagem, rotomoldagem), de fieiras para processamento contínuo de metais ferrosos, não ferrosos, e poliméricos.
A Ferramental produziu material que sugere plano de cargos para diversas ocupações em uma ferramentaria. Nas tabelas a seguir apresenta a classificação para a função de projetista, desdobrada em desenhista, desenhista-projetista, projetista e coordenador de projetos, contendo descrição, formação, experiência, conhecimentos e habilidades ao profissional. Estas tabelas podem e devem ser adequadas a cada empresa conforme suas demandas e políticas de recursos humanos, mas servem de base para orientar a construção dessa documentação interna às empresas.
Descrição: Responsável pelo auxílio ao desenhista-projetista e ao projetista, nos trabalhos de detalhamento de componentes, revisões, atualizações, correções de projeto e plotagem de desenhos. Desenvolve projeto de molde e dispositivos para peças com baixo nível de complexidade e precisão, auxiliado pelo desenhista-projetista e pelo projetista. Lê e interpreta desenhos técnicos e domina tolerância de forma e posição. Utiliza instrumentos de medição. Mantém seu local de trabalho organizado e asseado e seus equipamentos em perfeitas condições de funcionamento.
Formação: 2º Grau Técnico Completo
Conhecimentos: interpretação de desenhos, trigonometria, leitura e interpretação instrumentos de medição, noções de microinformática, uso de sistema CAD 2D, segurança do trabalho, ferramentas da qualidade.
Experiência: 2 anos
Habilidades: relacionamento humano, raciocínio rápido, lógica, perspicácia, bom senso, espírito cooperativo, rapidez de movimento, firmeza de movimento, seriedade, paciência, destreza prática.
Descrição: Responsável pelo desenvolvimento de projeto de molde para peças com médio nível de complexidade e precisão. Desenvolve projeto para moldes de injeção de termoplásticos bem como moldes para fundição sob pressão de alumínio, além de moldes para transferência de elastômeros do tipo molde flashless. Tem domínio para realizar cálculos de força de fechamento e dimensionamento de estrutura de molde. Está capacitado para o uso de sistemas CAD 2D e 3D. Lê e interpreta desenhos técnicos e domina tolerância de forma e posição. Utiliza instrumentos de medição. Mantém seu local de trabalho organizado e asseado e seus equipamentos em perfeitas condições de funcionamento.
Formação: 2º Grau Completo ou 2º Grau Técnico Completo Conhecimentos: interpretação de desenhos, trigonometria, tecnologia de usinagem, tecnologia de materiais, tecnologia de injeção de termoplásticos, tecnologia de injeção de metais nãoferrosos, leitura e interpretação instrumentos de medição, noções de microinformática, uso de sistema CAD 2D e 3D, segurança do trabalho, ferramentas da qualidade.
Experiência: 3 anos Habilidades: relacionamento humano, raciocínio rápido, lógica, perspicácia, bom senso, espírito cooperativo, rapidez de movimento, firmeza de movimento, seriedade, paciência, destreza prática.
Descrição: Descrição: Responsável pelo desenvolvimento de projeto de molde para peças com alto nível de complexidade e precisão. Desenvolve projeto para moldes de injeção de termoplásticos complexos bem como moldes para fundição sob pressão de alumínio complexos, além de moldes para transferência de elastômeros do tipo molde flashless. Tem domínio para realizar cálculos de força de fechamento e dimensionamento de estrutura de molde. Está capacitado a utilizar sistemas CAD 2D e 3D. Participa de reuniões de avaliação de projetos. Lê e interpreta desenhos técnicos e domina tolerância de forma e posição. Utiliza instrumentos de medição. É auto gerenciável, negociando com os clientes internos e treinando colaboradores de enquadramentos inferiores. Mantém seu local de trabalho organizado e asseado e seus equipamentos em perfeitas condições de funcionamento.
Formação: 2º Grau Completo ou 2º Grau Técnico Completo
Conhecimentos: interpretação de desenhos, trigonometria, tecnologia de usinagem, tecnologia de materiais, tecnologia de injeção de termoplásticos, tecnologia de injeção de metais nãoferrosos, leitura e interpretação instrumentos de medição, noções de microinformática, uso de sistema CAD 2D e 3D, inglês, segurança do trabalho, ferramentas da qualidade.
COORDENADOR DE PROJETOS
Experiência: 5 anos
Habilidades: relacionamento humano, raciocínio rápido, lógica, perspicácia, bom senso, espírito cooperativo, rapidez de movimento, firmeza de movimento, seriedade, paciência, destreza prática, didática.
Descrição: Responsável pela coordenação dos trabalhos de projeto. Guia-se por normas, análise e interpretação de desenhos de produtos e pelas configurações das especificações construtivas solicitadas pelo cliente. Propõe e viabiliza modificações no funcionamento de ferramentas e processos, estudando e modificando projetos, visando a execução dos trabalhos dentro dos padrões de qualidade, quantidade e prazos estabelecidos. É responsável pelo desenvolvimento tecnológico constante da qualidade e produtividade dos serviços prestados. Acusa todo desvio de programação, providenciando solução rápida para a correção do problema. Verifica necessidade de manutenção em equipamentos. É auto gerenciável, negociando com os clientes internos e treinando colaboradores de enquadramentos inferiores. Mantém a programação de projetos em dia. Acompanha contratação e avaliação de pessoal subordinado. Mantém seu local de trabalho organizado e asseado.
Formação: 3º Grau Completo ou 2º Grau Técnico Completo + 3º Grau Incompleto
Conhecimentos: interpretação de desenhos, trigonometria, tecnologia de usinagem, tecnologia de materiais, tecnologia de injeção de termoplásticos, tecnologia de injeção de metais não-ferrosos, leitura e interpretação instrumentos de medição, linguagem de programação CNC, conhecimento profundo em sistemas CAE/CAD/CAM, microinformática, inglês básico, segurança do trabalho, ferramentas da qualidade.
Se gostar de transformar ideias em imagens, passar seu dia de trabalho em um computador ou mesa de desenho, tirar medidas exatas, trabalhar em equipe, lidar com detalhes, e, principalmente, “transformar sonhos em realidade”, esse pode ser o emprego certo para você.
PROJETISTA DE FERRAMENTAIS
Assim como em várias áreas da indústria que requerem maior conhecimento, para ser um
Experiência: 5 anos
Habilidades: relacionamento humano, raciocínio rápido, lógica, perspicácia, bom senso, espírito cooperativo, rapidez de movimento, firmeza de movimento, seriedade, paciência, destreza prática, didática.
Projetista de Ferramentais pleno é necessário vivência e experiência na área, em outros níveis menores de conhecimento, geralmente como desenhista mecânico.
A fim de facilitar qual caminho deve ser trilhado para se tornar um Projetista de Ferramentais, separamos 5 passos para se tornar um bom profissional do setor. São eles:
1. Conquistar experiência na área. O início mais comum na área de projetos é no departamento
de engenharia atuando como desenhista. Um estágio em áreas afins certamente contribuirá com o desenvolvimento acelerado do profissional.
2. Concluir um curso Técnico ou Superior na área. Este curso irá fornecer a base de interpretação de desenho técnicos, cálculos estruturais e de fluxo, operação de software CAD, gestão de projetos, simbologia e ciência dos materiais. Importante verificar se na ementa do curso que irá 2 1
realizar há essas matérias e a qualidade que elas são passadas.
3. Aprender sobre vários softwares CAD, programas de desenho e bases de dados.
Atualmente o avanço tecnológico está cada vez mais rápido, e os profissionais que não estiverem em constante atualização vão perder vantagem competitiva. Aprenda sobre desenhos bi e tridimensional, sabendo diferenciar seus usos, sempre que possível.
4. Conversar com quem tem experiência na área. Pedir dicas de empresas, softwares, sistemas de modelagens e afins. Importante “afinar” as habilidades de comunicação, uma vez que o Projetista precisa estar em constante contato com o cliente, com fornecedores, com a equipe interna da empresa e com as
fontes de novas tecnologias disponíveis no mercado.
5. Especializar e atualizar constantemente
Para se especializar neste setor é necessário experiência e grande conhecimento de ferramental, desenho técnico, softwares novos e tendências de mercado, portanto o estudo constante de novas ferramentas, conhecer o processo e afins. Então para se manter atualizado sempre procure sobre novidades nos softwares que já domina, pois todos os anos existem grandes atualizações que trazem ótimas ferramentas novas e muito conteúdo com melhoras significativas. Participe de cursos para aprender sobre novos programas CAD/CAM, mantenha procura constante por workshops e eventos na sua área de atuação. Essa dica é uma das mais valiosas para alavancar sua carreira.
Desenvolver uma carreira profissional bem estruturada, com reconhecimento pelo setor e remuneração justa é um processo contínuo e longo. É preciso muito esforço e dedicação para se tornar projetista. Pode ser necessário trabalhar em alguns empregos dos quais você talvez não goste até chegar aonde quer. Ser paciente e não desistir do objetivo é imperativo. Algumas dicas:
• Não tenha medo de começar por baixo. Muitos bons projetistas trabalharam para empresas pequenas sob bastante supervisão em cargos iniciais. Você precisa da experiência certa para se tornar o tipo de projetista que quer ser;
• A maioria das vagas de projetista pede por um diploma técnico;
• Fale com quantas pessoas puder sobre sua carreira. Conhecer outros projetistas só vai lhe ajudar.

POR DANIEL GROFF - LARA YUMI
Dando seguimento à série dos “Riscos Invisíveis”, nessa edição abordaremos os planos de intervenção, o primeiro passo para o processo de reabilitação de áreas contaminadas. O processo de diagnóstico da área é condicionado ao êxito das etapas anteriores, abarcando desde a Avaliação Preliminar até a Avaliação de Risco, como apresentado nas colunas anteriores da Ferramental. Este diagnóstico permite a compreensão da extensão, volume e concentração das substâncias químicas associadas à contaminação e as formas de exposição humana e ecológica. A figura a seguir apresenta as etapas de diagnóstico:
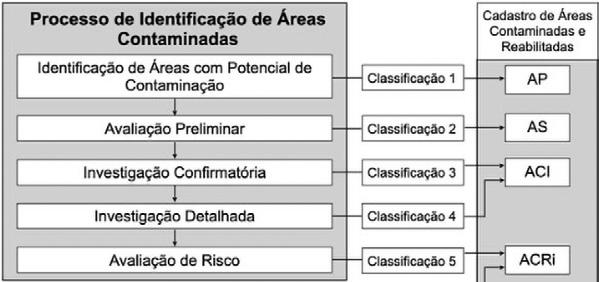
Fonte: Adaptado de Companhia Ambiental do Estado de São Paulo CETESB (2024).
Ao final das etapas de diagnóstico, obtêm-se uma nova Concentração Máxima Aceitável (CMA) para cada substância química acima dos valores permitidos por legislação e meios afetados. Caso o monitoramento ambiental identifique concentrações superiores ao CMA e vias de ingresso factíveis que coloquem o meio ambiente ou as pessoas em risco, a área deverá passar por um processo de Reabilitação de Áreas Contaminadas. O fluxo do processo de reabilitação é observado na figura a seguir:
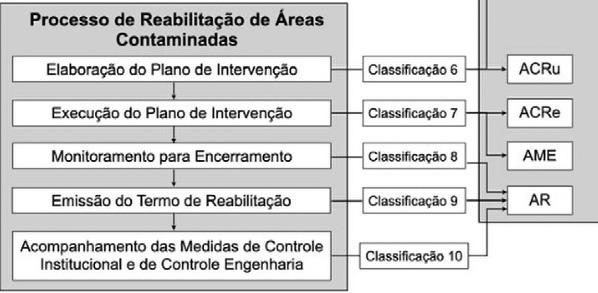
Fonte: Adaptado de Companhia Ambiental do Estado de São Paulo CETESB (2024).
Logo, o Plano de Intervenção visa interceptar a exposição da contaminação e/ou atenuar as concentrações de contaminantes até não apresentar risco aos ecossistemas e seres humanos, com o objetivo de viabilizar o uso da área de forma segura. Essa etapa marca o início do Processo de Reabilitação de Áreas Contaminadas.
A Elaboração do Plano de Intervenção é o documento que define e planeja as medidas necessárias. Para isso, são utilizadas informações consolidadas no MCA 4 – proveniente da Avaliação de Risco, que incluem as características das fontes de contaminação primárias ou secundárias, das substâncias químicas de interesse (SQI), dos caminhos potenciais e reais de exposição, e dos bens a proteger identificados, além da definição do uso pretendido para a área em avaliação. A seguir, é possível observar as principais atividades para elaboração do plano:
1. Definir o objetivo geral e os objetivos específicos do plano de intervenção: O objetivo geral é estabelecer as condições necessárias para proporcionar o uso seguro definido na área em avaliação, portanto, o primeiro passo é definir o tipo de uso da área – residencial, agrícola ou industrial. Para os objetivos específicos, as ações podem ser voltadas às fontes de contaminação primárias e secundárias, aos caminhos de exposição identificados, aos receptores e bens a proteger afetados e aos danos identificados. Abaixo é possível observar as formas de vias de ingresso aos receptores em relação aos meios afetados:
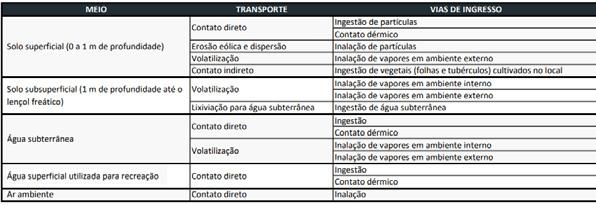
Fonte: Adaptado de Companhia Ambiental do Estado de São Paulo CETESB (2024).
2. Definir as medidas de intervenção a serem adotadas:
• Medidas de remediação por tratamento: Envolvem a aplicação de técnicas de remediação que reduzem
a concentração da contaminação até a meta estabelecida, ou até mesmo eliminam completamente a massa contaminante;
• Medidas de remediação por contenção: Envolvem a aplicação de técnicas que promovem a contenção ou o isolamento da contaminação, evitando sua propagação. Observa-se a aplicação de confinamento geotécnico, barreiras permeáveis e impermeáveis entre essas medidas;
• Medidas de controle de engenharia: Envolvem o uso de elementos das obras civis, como pisos, paredes e fundações, como dispositivos para prevenir a exposição da coletividade e dos bens a proteger à contaminação presente.
• Medidas de controle institucional: Envolvem o estabelecimento de restrições de uso e ocupação de uma determinada área, ou a exploração dos compartimentos do meio ambiente contaminados, visando evitar a exposição dos receptores e ecossistemas à contaminação.
3. Selecionar as técnicas a serem empregadas para implementação de cada medida de intervenção:
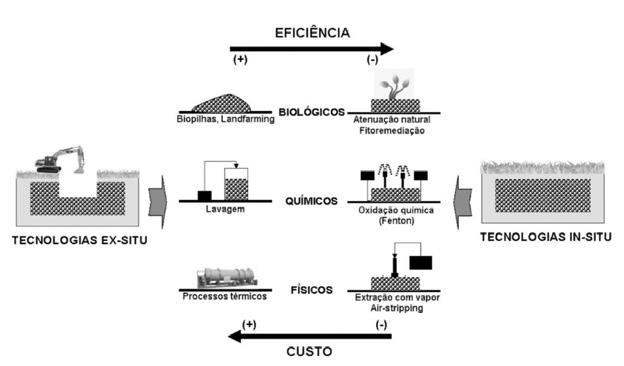
Após a definição das medidas de intervenção, devese selecionar a técnica ou o conjunto de técnicas apropriadas para a implementação de cada medida de intervenção. Alguns exemplos de técnicas de remediação incluem bombeamento e tratamento, extração de vapores do solo, implantação de barreiras permeáveis reativas, oxidação química in situ, tratamento térmico e atenuação natural monitorada. A imagem a seguir demonstra a relação entre custos e eficiência das técnicas ex-situ e in-situ: Para as medidas de controle institucional, é importante descrever detalhadamente a forma e os parâmetros de sua implementação. Por exemplo, as dimensões do polígono de restrição de uso da água subterrânea, sua profundidade e os métodos de acompanhamento.
4. Descrever o plano de intervenção com no mínimo as seguintes informações:
• Uso Pretendido para a Área: Definir o uso futuro da área em avaliação;
• Objetivos Específicos: Estabelecer os objetivos a serem alcançados com a implementação do plano de intervenção;
• Medidas de Intervenção;
• Descrever as medidas de intervenção e os critérios de seleção;
• Selecionar técnicas para cada medida de intervenção, com base em critérios específicos;
• Metas de Remediação: Indicar as metas propostas para as medidas de remediação;
• Concentrações Máximas Aceitáveis (CMA): Definir CMA para as medidas de controle de engenharia e institucionais;
• Mapa de Intervenção: Especificar as áreas de atuação e a localização dos pontos de conformidade.
• Projeto Básico: Elaborar projetos básicos para as medidas de remediação, controle de engenharia e controle institucional;
• Plano Preliminar de Monitoramento;
• Monitorar a eficiência e eficácia das medidas de remediação por tratamento e contenção;
• Acompanhar e monitorar as medidas de controle de engenharia e institucionais;
• Monitoramento para Encerramento: Desenvolver um plano preliminar para esta etapa;
• Cronograma: Estabelecer um cronograma para o plano de intervenção;
• Recursos e Logística: Planejar a aplicação de recursos, infraestrutura, segurança e logística;
• Responsáveis Legais: Identificar os responsáveis legais e suas obrigações na execução do plano de intervenção; e
• Pontos de Conformidade: Definir pontos, áreas ou volumes dos compartimentos ambientais onde será verificado o atingimento das metas de remediação e a eficácia das medidas de intervenção.
5. Definir o quinto modelo conceitual da área (MCA 5);
6. Propor nova classificação da área em avaliação;
7. Verificar a necessidade de continuidade do GAC; e
8. Identificar os responsáveis legais e solidários.
A seguir, é possível observar uma imagem de tratamento de solo contaminado ex-situ, ou seja, o solo contaminado foi removido do empreendimento e tratado em local devidamente licenciado para a operação, por biorremediação:

Os principais desafios para elaboração do Plano de Intervenção se dão pelas características exclusivas de cada empreendimento e formas de contaminação. Existem diversas medidas a serem empregadas, que podem ser selecionadas a partir da área disponível para tratamento na parte interna do site, o tempo desejado para atenuar as concentrações e reabilitar a área, o orçamento disponível para executar o plano, entre outros fatores. Dito isso, é essencial um diagnóstico detalhado da contaminação para elaboração de um plano onde todas as peculiaridades do caso seja tratada na fase de execução.
A complexidade intrínseca do ambiente subterrâneo, aliada às características dos contaminantes presentes, demanda a formação de equipes multidisciplinares. Englobando geólogos, engenheiros ambientais, civis e químicos, biólogos, geógrafos e outros profissionais


especializados. Essas equipes trabalham em conjunto para compreender não apenas o meio físico, mas também o risco à saúde das pessoas e suas interações com as plumas de contaminação.
A Ambitera conta com equipe especializada para diagnóstico de áreas contaminadas, em constante capacitação e com experiência em diversos desafios de diligências ambientais. Ademais, vale destacar que a Ambitera, além de utilizar todas as normas e legislações pertinentes a região onde está sendo conduzido os estudos, traz experiência de outros ramos de atuação para somar no rol de abordagens técnicas de investigações industriais.
Gostou do material apresentado? Acesse nossas redes e entre em contato para obter mais informações ou tirar dúvidas. Ficaremos muito felizes em poder contribuir para a sustentabilidade ambiental da sua operação.
Daniel Groff - Engenheiro Ambiental e Sanitarista com 5 anos de experiência na área ambiental. Atuou em startup de valorização de resíduos, indústrias metalmecânicas, a exemplo de General Motors do Brasil e Docol Metais Sanitários, além de liderar projetos em grandes consultorias. Proficiência em monitoramento e passivos ambientais, supervisionando mais de 45 diligências de áreas contaminadas para aquisição de terrenos, galpões e diagnósticos de indústrias da transformação incluindo clientes nacionais e internacionais. daniel.groff@ambitera.com.br
Lara Yumi Fand Ykeizumi - Engenheira Ambiental e Sanitarista com Mestrado em Ciências Ambientais e uma trajetória de 10 anos de experiência. Especialização consolidada em licenciamento e monitoramento ambiental, atuando tanto no âmbito público quanto privado. Possui uma expertise que engloba todas as fases do processo de licenciamento, desde a obtenção da Licença Prévia até a supervisão contínua das operações. Demonstra uma liderança marcante na gestão integral de resíduos, efluentes e emissões, sempre em alinhamento com os parâmetros estabelecidos pelos órgãos ambientais, legislação vigente e os princípios dos Sistemas de Gestão Integrada. Apresenta uma diversificada experiência, com participação em projetos de distintos setores como indústria, construção civil e setor portuário. lara.yumi@ambitera.com.br

Fone 47 99131-3585 @ambitera.eng ambitera.com.br

Ótima condutibilidade térmica
Alta Tenacidade
Texturização e polimento excelentes
Usinabilidade superior
Excepcional soldabilidade

Potencialize o seu desempenho com Diferro e VR Tool Steels. Conheça a nossa LINHA PREMIUM de aços para moldes plásticos VR300 e VR400.

POR CHRISTIAN DIHLMANN
PALAVRA DO PRESIDENTE
OBrasil está sendo inserido no circuito mundial dos fabricantes de ferramentais através das ações da ABINFER - Associação Brasileira da Indústria de Ferramentais. Algumas das ações contemplam a capacitação técnico/administrativa, o desenvolvimento de parcerias internacionais, o aprimoramento das tecnologias de fabricação empregadas, além do fortalecimento da visibilidade desta indústria no cenário nacional e internacional.
Desta forma, a ABINFER reúne anualmente as empresas da cadeia de fabricantes de ferramentais no Brasil e realizará o 16º Encontro Nacional de Ferramentarias - ENAFER 2024. O evento é itinerante e ocorre nos Estados de São Paulo, Rio Grande do Sul e Santa Catarina. Este é o maior evento nacional na área de ferramentarias. Tem como missão proporcionar um amplo fórum para apresentações e discussões críticas sobre a realidade atual e cenários futuros do setor, propondo e articulando ações em prol da perpetuação das ferramentarias
e seus parceiros. Desta maneira, o ENAFER apresenta-se como um fórum apropriado no qual empresários e profissionais técnicos discutem temas em sintonia com as realidades brasileira e mundial.
Este evento ocorreu no período de 20 e 21 de junho de 2024, no Ágora Tech Park, na cidade de Joinville, SC e contou com público de 1.520 participantes do Brasil e exterior. O ENAFER tem o apoio institucional da ISTMA - Associação Mundial de Ferramentaria e Usinagem, FIESC –Federação das Indústrias do Estado de Santa Catarina, SIMPLÁS - Sindicato da Indústria de Material Plástico do Nordeste Gaúcho, SIMECSSindicato das Indústrias Metalúrgicas, Mecânicas e de Material Elétrico de Caxias do Sul, SMABC - Sindicato dos Metalúrgicos do ABC, IPT - Instituto de Pesquisas Tecnológicas de São Paulo, JVCB - Joinville Visitors & Convention Bureau, ABIMAQAssociação Brasileira da Indústria de Máquinas e Equipamentos e ABIMAQ-CSFM “Câmara Setorial de Ferramentarias e Modelações”, Ágora Tech Park, FUNDEP – Fundação de Apoio da UFMG, VDI - Associação
de Engenheiros Brasil Alemanha e ACIJ - Associação Empresarial de Joinville. Além de apoio de mídia da Revista Ferramental, da Revista Plástico Sul, da Aprem Comunicação, do Kombinadokombigode, da rádio Jovem Pan de Joinville.
Muito nos honrou a participação de cada profissional, empresário, e acadêmico no ENAFER 2024, que individual ou coletivamente contribuiu para fortalecer ainda mais nossa cadeia produtiva e projetar um Brasil rumo a maturidade empresarial no setor ferramenteiro nacional e mundial.
Já estamos ativos na preparação da próxima edição, que tem data marcada par 29 e 30/maio/2025 na cidade de Caxias do Sul/RS.
Contamos com sua sempre distinta atenção e colaboração, e aguardamos esperançosos encontrar cada um de vocês no ENAFER 2025. Afinal, JUNTOS SOMOS AINDA MAIS FORTES.
Atenciosamente, Christian Dihlmann

O 16º Encontro Nacional de Ferramentarias - ENAFER 2024 visa proporcionar o relacionamento mútuo de aproximadamente 800 profissionais do setor industrial e de serviços, com debate sobre o contexto atual do mercado e a inovação em direção à Indústria 4.0.
A realização do evento tem como objetivo fomentar a discussão, entre os empresários e órgão governamentais, sobre temas comuns ao setor ferramenteiro nacional. O encontro aborda as ações para a sustentabilidade do setor ferramenteiro nacional e mundial, validadas nos encontros anteriores. São discutidos temas como: projeto Podium; problemas/entraves para a evolução tecnológica e gerencial do setor e implicações diretas no desenvolvimento da cadeia produtiva; formatos de capacitação técnica e administrativa; situação atual do programa MOVER; adoção do conceito Indústria 4.0 nas ferramentarias; ações da Associação Mundial de Ferramentarias - ISTMA.
OBJETIVOS DO EVENTO
O ENAFER 2024 tem como objetivos gerais a:
• •Divulgação dos trabalhos realizados no País relativos a inovações no setor industrial de ferramentarias, tanto de cunho tecnológico quanto gerencial;
• Discussão das etapas realizadas e vindouras do Programa Rota 2030, novo ciclo de política automotiva;
• Apresentação de modelos de gestão inteligente com foco na perpetuação dos negócios familiares e profissionais;
• Consolidação do Brasil como um importante agente mundial produtor de ferramentais e;
• Articulação de rede de Pesquisa, Desenvolvimento & Inovação que envolve a indústria e centros de pesquisa mundiais;
• Apresentação do Projeto Podium, complexo econômicoindustrial de ferramentaria- Plano base 2024/2031;
• ISTMA AMERICA MEETING – Reunião mundial da ISTMA.
OBJETIVOS ESPECÍFICOS
Os principais objetivos pontuais são:
• Articular um ambiente empresarial favorável à consolidação e desenvolvimento do setor ferramenteiro nacional e internacional, que implique em crescimento e fortalecimento da cadeia produtiva de ferramentais (ferramentaria, fornecedores e clientes);
• Informar e orientar sobre novas tecnologias com o propósito de fomentar a modernização das empresas do setor ferramenteiro nacional e internacional;
• Sugerir ações de pesquisa, desenvolvimento e inovação com a finalidade de permitir a constante evolução do nível tecnológico das empresas refletindo em resultados positivos também para os clientes;
• Sensibilizar o empresário de ferramentaria para a importância de planejar e construir um plano de negócios com metas e procedimentos que oriente a empresa na busca da gestão lucrativa e saudável e com a perpetuação dos negócios;
• Apresentar os diversos projetos em desenvolvimento no mundo com vistas a introduzir o setor nacional no circuito mundial de fabricantes de ferramentais com base nas melhores práticas;
• Gerar demanda de ferramentais para o setor nacional e internacional por meio do contato entre clientes, ferramentarias e fornecedores;
• Fomentar a rede de relacionamento para fortalecimento do setor através da troca de experiências e da aplicação de boas práticas de gestão;
• Vislumbrar as novas tecnologias e metodologias na abordagem educacional com vistas a planejar a capacitação de profissionais em médio e longo prazo;
• Entender as melhores práticas na gestão dos resíduos fabris visando a preservação do meio ambiente;
• Divulgar a indústria de ferramentais sensibilizando a comunidade para a importância do setor e da profissão de ferramenteiro.
Reuniões de organização
Estados presentes
33
8 (BA, DF, GO, MG, PR, RS, SC, SP)
Paises presentes 6 (Brasil, África do Sul, Alemanha, Argentina, México, Portugal)
Inscritos/ Participantes 1.804/1.522
Maior encontro estratégico de ferramentarias do mundo
Eventos paralelos
29 (jantar de confraternização + 25 workshops + encontro continental da ISTMA America + seminário regional da VDI + tour técnico)
Patrocinadores 84
Apoiadores 18
Atividades sociais 1
Equipe envolvida na organização 27
E-mails disparados 11.400+
Veículos de divulgação utilizados
Revistas, site do evento, site da ABINFER, e-mail marketing direto, contatos telefônicos, Mídias Sociais, Imprensa Site www.enafer.com.br
Workshops Técnicos
No contexto da cadeia de fabricantes e usuários de ferramentais, a intenção neste evento é trazer informações técnicas dirigidas a um público específico, fortemente caracterizado por profissionais técnicos operacionais das empresas, visando elevar o nível de conhecimento para ampliar a competitividade e lucratividade das empresas.
WORKSHOP TÉCNICO DO ENAFER 2024
20 de junho de 2024 - Local: Perini Business Park Joinville, SC - 50 participantes por turma
Horário SALA 1 – Miniauditório HUB – Ágora Tech Park Empresa
08h30min/ 10h20min
10h40min/ 12h30min
14h00min/ 15h50min
16:10min/ 17h50min
Tema: A manufatura aditiva e a revolução na indústria de moldes
Palestrante: Allan de Medeiros Guimarães
Tema: Acabamento com fresas barril - Como aplicar de maneira efetiva na usinagem de moldes e matrizes
Palestrante: Caio Hartmann
Tema: Aços Ferramenta - Características e Aplicações
Palestrante: Cristiano Brunetto
Tema: Diferentes maneiras de automatizar uma ferramentaria e tornar-se mais produtivo
Palestrante: Mairon Anthero / Thales Cortez
Casafer
Iscar/Wifer
Diferro
Schunk
Horário SALA 2 – Prédio UNI – Ágora Tech Park Empresa
08h30min/ 10h20min
10h40min/ 12h30min
14h00min/ 15h50min
16:10min/ 17h50min
Tema: Como utilizar a tecnologia, automação e digitalização como chave para a competitividade
Palestrante: Rogério de Paula / Rodrigo Leite
Tema: Navegando nas tecnologias disruptivas de câmara quente
Palestrante: Charles Balack
Tema: Fábrica digital integrada - Soluções inteligentes para ganho de produtividade no ambiente da ferramentaria
Palestrante: Glauber Longo – Diretor Comercial
Tema: Xcelerator – Aceleração de processo de usinagem utilizando virtualização total em ambiente Siemens NX
Grob
Yudo
TopSolid Brasil
Palestrante: Alexandre Machado / Alexandre Machado Júnior Ágile2
Horário SALA 3 – Prédio UFSC : SALA U 216 - Ágora Tech Park Empresa
08h30min/ 10h20min
10h40min/ 12h30min
14h00min/ 15h50min
16:10min/ 17h50min
Tema: “Seleção de materiais para moldes e matrizes”
Palestrante: Cristiane Gonçalves
Tema: Conectividade de Máquinas: Atualização e Padronizações
Internacionais
Palestrante: Valdecir de Oliveira Pereira
Tema: “FLEX Flow - Sistema de Injeção Plástica Válvulado com acionamento por Servo Motor”
Palestrante: Luiz Carvalho
Tema: Projeto Eng. Alumínio UFSC- MOVER

Villares
GRV Software
Oerlikon
Palestrante: Professor Carlos Sacchelli UFSC
Horário SALA 4 – Prédio UFSC: SALA U 213 – Ágora Tech Park Empresa
08h30min/ 10h20min
10h40min/ 12h30min
14h00min/ 15h50min
16:10min/ 17h50min
Tema: Eficiência operacional para ferramentaria 4.0 –
Suprimentos, processos e pessoas
Palestrante: Priscila Bittencourt / Bruno Ribeiro / Fernando Aguirre
Tema: Desmistificando a utilização de máquinas CNC horizontais nas ferramentarias
Palestrante: Diogo Wiese
Tema: Otimização Topológica em fundidos de ferramentais
Palestrante: Flavio Pessutte de Castro
Tema: Como reduzir os custos da folha de pagamento
Palestrante: Dra. Jéssica Michelle Sell / Dr. Rafael Corrêa
Gühring do Brasil/Fractals
Alltech
Ferramentaria Volkswagen
Daher e Melo Advogados
Horário SALA 5 – Prédio UFSC: Sala U 217 – Ágora Tech Park Empresa

08h30min/ 10h20min
10h40min/ 12h30min
14h00min/ 15h50min
16:10min/ 17h50min
Tema: Processo de Digitalização e Inspeção na confecção de moldes, Digital Assembly - Integração da Metrologia com a manufatura de eletrodos -Engenharia Reversa
Palestrante: Carlos Nakabayashi
Tema: “STRACK NORMA como sinônimo de qualidade e inovação. Especialista em peças padrão para fabricação de ferramentas e moldes!”
Palestrante: Martin Rodolfo
Tema: Mob Talks: Inovação e capacitação no setor ferramental
Palestrante: Álvaro Silva, Priscila Duarte, Isabela Tolentino e Stephan Dihlmann
Tema: Conceitos gerais para um gerenciamento estratégico de ferramentarias
Palestrante: Heber Hespanhol
Horário SALA 6 – Prédio UNI – Ágora Tech Park
10h40min/ 12h30min
14h00min/ 15h50min
16:10min/ 17h50min
Tema: Como as tecnologias 4.0 podem ajudar as ferramentarias.
Aplicações práticas.
Palestrante: Renata Parma Pires, Denys Afonso e Rodrigo Portes
Tema: Otimização e automação dos processos de manufatura 4.0- redução de custo na fábrica.
Palestrante: Marta Nakahara, Jussimar Farias, Thiago Cascales e Leonardo Kornowski
Tema: Como Impulsionar a Produtividade em sua Ferramentaria com o SolidCAM
Palestrante: Solidcam
Horário SALA 7 – Sala: Laboratório de Transportes e Logística (LabTL:U137) - UFSC
14h00min/ 16h00min
Hexagon
Strack Norma
FUNDEP
Hevlor Consultoria
Empresa
Sensio Software
Empresa
Tema: Modelagem de processo industrial utilizando realidade virtual
Palestrante: Sílvia Lopes de S. Taglialenha, Cristiano V. Ferreira, Rafael Stein, Jeiel Santos A. Oliveira, Camille Grajauskas Gonçalves
Seminário Regional da VDI – Associação de Engenheiros Brasil Alemanha
A VDI-Brasil é a associação de engenheiros Brasil-Alemanha, uma comunidade de engenheiros e entusiastas que se reúnem por meio de atividades e iniciativas que promovem ações e debates sobre temas inovadores e técnicos entre os dois países.
SEMINÁRIO REGIONAL DA VDI
20 de junho de 2024 - Local: Perini Business Park Joinville, SC - 08:30h às 12:30h
Horário Auditório Central Atividade
09h00min Abertura oficial
09h15min Painel: Digitalização na produção industrial
10h30min
Casos de sucesso: Digitalização na manufatura – Casos de sucesso
11h45min Encerramento
João Vitor Stédile – Diretor Executivo VDI
Marcelo Teixeira – Gerente de Tecnologia 4.0 SENAI/SC
Marcelo Teixeira – Gerente de Tecnologia 4.0 SENAI/SC
João Vitor Stedile – Diretor Executivo VDI
Mairon Anthero – Diretor Geral Schunk
Luiz Torre – Diretor Geral IFM Electronic
José Borges – Siemens
Luís Gonzaga Trabasso – SENAI/SC
Alexandre Machado Jr – Agile2 Consulting
Bruno Ensinger – Infinite Foundry
João Vitor Stédile – Diretor Executivo VDI
Marcelo Teixeira – Gerente de Tecnologia 4.0 SENAI/SC

Encontro da ISTMA America
A ISTMA – International Special Tooling & Machining Association (Associação Mundial de Ferramentaria e Usinagem) é a entidade que representa oficialmente o setor mundial de ferramentaria e usinagem, congrega 23 associações e tem sua sede em Portugal. Coletivamente, as associações membros representam mais de 8.000 empresas e mais de 150 bilhões de dólares em vendas anuais. A ISTMA World é responsável pela coordenação e organização central de todas as atividades internacionais. É estruturada em 3 grupos principais: América, Ásia e Europa. Anualmente realiza um Assembleia Geral com a presença de todos os países membros e periodicamente, cada divisão continental, organiza encontros regionais.
A ISTMA America´s tem em sua programação de 2024 dois encontros, sendo realizados no Brasil em junho, paralelamente ao 16º ENAFER e no mês de outubro no México, em coincidência com a Feira Meximold. O intuito é compartilhar as ações em andamento, prestando contas aos países membros, atrair novos países membros e parceiros globais (global partners) e gerar relacionamentos através de visitas técnicas dirigidas e geração de negócios comerciais.
ISTMA AMERICA MEETING First Half 2024 20 de junho de 2024 - Local: Perini Business Park – Joinville, SC - 14:00h às 18:00h
Horário Auditório Central Atividade
14:h00min Greetings President of ISTMA World
Speaker Bob Williamson – ISTMA World President
14h:15min Greetings President of ISTMA America´s
Speaker: Eduardo Medrano – ISTMA America´s President
14h30min The ISTMA main goal
Speaker: Manuel Oliveira – Executive Director ISTMA World
14:50min Some words from CANADA
Speaker: Louis Jahn – CTMA President / Rob Cattle – Executive Director CTMA
15h00min Some words from MEXICO
Speaker: Eduardo Medrano – ISTMA America´s President
ISTMA Idioma Inglês
ISTMA Idioma Inglês
ISTMA Idioma Inglês
ISTMA


A FERDIMAT é uma indústria orgulhosamente 100% brasileira, reconhecida desde 1972 pela qualidade, precisão e confiabilidade de suas máquinas projetadas para atender às exigências de diversos setores industriais.



15h10min Some words from BRAZIL
Speaker: Christian Dihlmann – ABINFER President
15h20min ISTMA America ’s development program
Speaker: Eduardo Medrano – ISTMA America´s President
15:45min Refreshments
16h15min Success cases of relationship and business generation
Speaker: Luis Eduardo Albano – Moderator – ABINFER VP, Alexsandro Waldeck – Walbert CEO
17h15min Final considerations
Speaker: Everybody
18h00min Closing words
Speaker: Eduardo Medrano – ISTMA America´s President
Jantar de Confraternização
ISTMA Idioma Inglês
ISTMA Idioma Inglês
ISTMA Idioma Inglês
ISTMA Idioma Inglês
ISTMA Idioma Inglês
ISTMA Idioma Inglês
Integrar e relaxar é importante para que a mente e o corpo estejam em completa sinergia. É a oportunidade de fazer relacionamentos comerciais, pessoais e profissionais. Descontrair sem esquecer do compromisso da ética e do profissionalismo. Aproveite.
20 de junho de 2024 - Local: Perini Business Park – Joinville, SC - 19:00h às 23:00h
Horário Local: Grupo Alltech – Condomínio Perini – Joinville//SC
19h00min/ 23h00min Jantar Confraternização – Grupo Alltech
Local: Grupo Alltech Perini Business Park – Bloco O
ENAFER – Encontro Nacional de Ferramentarias
O Encontro Nacional de Ferramentarias - ENAFER tem como objetivo fomentar a discussão entre os empresários e órgão governamentais, sobre temas comuns ao setor ferramenteiro nacional e acompanhar a evolução do setor em nível mundial.
XVI ENCONTRO NACIONAL DE FERRAMENTARIAS – ENAFER 2024 20 junho de 2024 - Local: Ágora Tech Park – Prédio HUB – Perini Business Park – Joinville, SC
09h00min Abertura oficial
Christian Dihlmann – Presidente da ABINFER
Adriano Bornschein Silva – Prefeito de Joinville
Marilise Boehm – Vice-governadora de Santa Catarina
Esperidião Amin Helou Filho – Senador da República
Geraldo José Rodrigues Alckmin Filho – Vice-presidente da República e Ministro do Desenvolvimento, Indústria, Comércio e Serviços
Assinatura do Decreto de Utilidade Pública Municipal da ABINFER Entrega da honraria Embaixador da Ferramentaria Brasileira do VPR
XVI ENCONTRO NACIONAL DE FERRAMENTARIAS – ENAFER 2024 21 junho de 2024 - Local:
08h45min Abertura oficial 2º dia
09h30min
10h15min
11h00min
11:40hmin
Palestra 1: A estruturação de uma rede mundial d ferramentarias – Cooperação e colaboração
Palestra 2: Educação é a solução Exemplos de sucesso rumo ao pódio
Palestra 3: MIBI – Desafios para promover a indústria da mobilidade
Palestra 4: Ações do SENAI para a educação técnica profissional O futuro é agora
Christian Dihlmann – Presidente ABINFER Lançamento do programa de ação social da ABINFER Apresentação Escolinha Matusa Bu Jutsu Dô
Robert Williamson – Presidente ISTMA Perguntas & Respostas Tradução simultânea
Roberto Monteiro Spada – Diretor SENAI SP Perguntas & Respostas
Erwin Karl Franieck – Coordenador Geral MIBI Perguntas & Respostas
Luis Eduardo Leão – SENAI Nacional Perguntas & Respostas
12h30min Almoço Almoço
14h00min Abertura etapa vespertina
14h05min
Palestra 5: Podium – Programa estruturante para o resgate da ferramentaria do Brasil
14h45min Palestra 6: Vitrine Tecnológica Conecta Mais Ferramentarias
Mestre de cerimônias
Dr. Cristiano Ferreira Vasconcellos – Programa Podium Perguntas & Respostas
Stephan Dihlmann – FUNDEP Perguntas & Respostas
15h30min Intervalo para relacionamento Café & Outros
16h00min
16h45min
Palestra 7: Programa Tool 4 Future – O caminho da crescente maturidade e perpetuação dos negócios
Painel memorial:
Homenagem: Medalha Herói Ferramenteiro 2024
• Jair Bonatti – JN Ferramentaria
• Márcio Pereira – Union Moldes
• Wiland Tiergarten – Btomec Ferramentaria
Reginaldo Barcelos – ABINFER Perguntas & Respostas
Depoimentos de Ferramenteiros Entrega de homenagem
17h45min Encerramento Mestre de cerimônias



















Balanço financeiro
Despesas
POR POR JOSÉ R. PIRES – ANSELMO E. DINIZ – FRANCISCO C. MARCONDES
Atualmente, com a utilização dos aplicativos dos fabricantes de ferramentas de corte, mais a automação das linhas de produção via estratégias de “machine learning”, embasadas em inteligência artificial é possível promover melhorias significativas na execução dos processos de usinagem. Tais recursos são de uso corrente nos departamentos de engenharia da manufatura de grandes empresas e muito utilizados pelo pessoal dos fabricantes de ferramentas que presta assistência técnica ao mercado industrial.
Ocorre que a maioria das indústrias de uso intenso de usinagem se concentra em empresas de micro, pequeno e médio porte, segmento no qual a maioria delas não são, suficientemente, estruturadas para que tais recursos e conhecimentos cheguem até o chão de fábrica, onde a usinagem de fato acontece.
Nesse tipo de empresa, muito da produtividade está a depender da expertise do operador da máquina. Muitas vezes é ele quem faz a entrada de dados relativos aos parâmetros de usinagem (velocidades de corte, rotações por minuto, avanço da mesa ou da ferramenta por minuto etc.). É ele também quem decide sobre quando parar a máquina para substituir arestas ou trocar a ferramenta, por conta dos desgastes, evento para o qual nem sempre ele está devidamente treinado. Muitos
desses profissionais sequer têm ideia do valor de uma pastilha de metal duro. Você leitor, tem ideia do custo médio de uma pastilha intercambiável de metal duro, de cermet, de cerâmica, de nitreto de boro cúbico?
Costumamos comparar uma máquina CNC às companhias aéreas. A companhia aérea só ganha dinheiro com os aviões no ar. Todo o tempo gasto para embarcar e desembarcar passageiros, carregar e descarregar bagagens só gera custos. Da mesma forma uma máquina só gera dinheiro se o cavaco estiver voando, máquina parada para embarcar ou desembarcar peças, carregando ou descarregando ferramentas só gera custos. Isso significa que quanto maior for a vida útil da ferramenta, quanto melhor utilizada, mais tempo a máquina produzirá, reduzindo o tempo de produção e diminuindo custos finais de cada peça usinada.
Imagine uma empresa que, para dar conta de uma determinada produção mensal, necessite de 1.000 pastilhas intercambiáveis de uma determinada classe de metal duro sob uma certa geometria de corte e um quebracavacos específico. Suponha que com um ajuste fino dos parâmetros de corte seja possível aumentar o rendimento da ferramenta em 10%. Com esse rendimento superior, a manter-se a produção nos mesmos níveis, no próximo mês, já não serão necessárias 1.000 pastilhas, 900 delas darão conta do serviço.
Isso representaria uma economia de 100 pastilhas no mês seguinte. Se cada pastilha custar R$ 100,00, isso já significaria uma economia direta com ferramentas de R$ 10.000,00. Há outro ponto a considerar é o formato da pastilha. Em uma pastilha quadrada, 100 pastilhas correspondem à 400 arestas em uma pastilha unifacial ou 800 arestas em uma pastilha bifacial. Considerando que a aresta gasta seja trocada na própria máquina, a cada aresta corresponde uma parada de máquina, pois não se troca a aresta com a máquina usinando. Ao economizar 100 pastilhas quadradas economizaremos de 400 a 800 paradas de máquina no mês. Quanto tempo é gasto para substituir uma aresta de corte gasta por uma nova e retornar ao ritmo normal de produção? Suponhamos que seja 5 minutos. Se evitarmos 400 paradas de máquina, evitaremos 2.000 minutos de tempo improdutivo ou o dobro disso se evitarmos 800 trocas. Todo esse tempo, seria então utilizado para fazer os cavacos voarem. Aumentamos a produtividade ao invés de custos. Imagine a economia que se faria em um único mês com apenas 10% de rendimento superior de uma determinada pastilha? Multiplique esse valor por 12 e verá o potencial de economia anual.
O que muito preparador ou operador de máquina não tem consciência é que se ele descartar uma pastilha triangular com uma aresta sem
uso na sucata, ele porá no lixo, no mínimo 33% de potencial rendimento, se for uma pastilha quadrada no mínimo 25%. Um aumento de 10 % de rendimento pode significar milhares de reais de economia em um ano, 33% de economia corresponderia a uma economia 3 vezes maior. Isso diminuiria os custos de produção. A empresa poderia economizar capital para ser mais agressiva em investimentos ou mais competitiva em preços no mercado, atraindo maior volume de negócios, tendo condições de oferecer maior estabilidade de emprego aos seus colaboradores. Tudo está interligado.
Em dissertação de mestrado foi aplicada a Análise de Valor como critério para determinar o momento mais adequado para a troca da ferramenta [6]. De modo resumido, essa teoria analisa um objeto por meio das funções que deve cumprir. Descreve-se todas as funções, utilizando para tanto apenas um verbo e um substantivo para cada função. Lista-se todas as funções que se tem expectativa que o objeto cumpra. Em seguida classifica-se estas funções em vitais, complementares e desnecessárias. Desse modo, enquanto uma ferramenta de corte estiver cumprindo suas funções vitais, necessariamente, não deviam ser descartadas.
Como funções vitais uma aresta de corte deve:
1. Remover Sobremetal
2. Gerar Perfil
3. Garantir Acabamento
4. Assegurar Precisão
5. Quebrar Cavacos
6. Oferecer Segurança
7. Evitar Vibrações
8. Minimizar Custos
9. Maximizar Produtividade
Uma falha em qualquer uma
dessas funções pedirá uma Ação Corretiva. Quando uma ferramenta deixa de cumprir qualquer uma das funções de 1 a 7, naturalmente o operador percebe que algo deve ser feito. De modo geral, no mundo todo essas funções estão sendo cumpridas em todas as indústrias que se valem da usinagem para produzir. Ninguém segue usinando se a ferramenta parar de remover metal, parar de gerar o perfil desejado, parar de garantir o acabamento, parar de assegurar precisão, parar de quebrar os cavacos, parar de oferecer segurança ou começar a vibrar. A qualquer uma dessas falhas, natural e preventivamente o operador tomará uma providência para corrigir essa falha, pois ninguém no mundo desejará produzir uma peça morta. Até aqui, todas as indústrias mecânicas do mundo estarão empatadas.
Contudo de todas as funções mencionadas, há somente duas que podem garantir uma vantagem competitiva a uma determinada empresa, são as funções de número 8 e 9 – Minimizar Custos e Maximizar Produtividade. O problema é que não se nota se essas funções estão sendo cumpridas de maneira natural. Só uma observação estatística, técnica e científica levará alguém a perceber isso. É nesse ponto que entra a necessidade de um bom treinamento para que os responsáveis pela elaboração e execução dos processos de usinagem estejam aptos a gerar os melhores resultados.
Desse modo, havendo falha em qualquer função vital uma ação deverá ser tomada. Ação que poderá exigir a troca da aresta, a troca da geometria da ferramenta, a troca da classe do metal duro etc. Por outro lado, enquanto todas as funções vitais estiverem sendo cumpridas, não se troca nada, mesmo que a ponta da pastilha tenha mudado de cor ou que durante a usinagem fagulhas sejam produzidas e arremessadas ao vento.
Entretanto, quando se falha
nas funções 8 e 9, fica evidente a necessidade de um aprimoramento técnico dos responsáveis pela elaboração e execução dos processos de usinagem, de modo a ampliar a visão de todos os envolvidos para que se crie uma cultura organizacional voltada para a excelência em quesitos como: qualidade, produtividade e competitividade.
A determinação do momento exato da troca da ferramenta de corte em um processo produtivo de usinagem é uma tarefa que, geralmente, vem sendo executada nas fábricas de uma maneira bastante aleatória. Muitas vezes a decisão de troca da ferramenta cabe ao operador da máquina, que não possui critérios objetivos para executar esta tarefa e leva em conta apenas fatores subjetivos, como o aspecto da peça e da ferramenta de corte. Isto causa desperdícios de ferramentas e de tempo de máquina pois, em grande parte das vezes, a substituição é feita bem antes do momento adequado, para não se correr riscos de dano à peça e/ou à ferramenta [1].
Este quadro vem sendo alterado vagarosamente no Brasil, na medida em que as indústrias vão investindo em novas técnicas de gerenciamento da fabricação para atender à demanda de pequenos e médios lotes e, também, investindo na modernização do seu parque de máquinas. Em ambientes fabris modernos, sistemas de monitoramento do processo de usinagem para a determinação do momento da troca da ferramenta de corte são incorporados às máquinas-ferramentas, eliminando a necessidade de avaliação da vida das ferramentas por parte dos operadores.
Ainda se observa, na maior parte das indústrias brasileiras, porém, que é ao operador que cabe esta atividade, pois a grande maioria dos processos de usinagem não possui sistemas automáticos de determinação do momento de troca
da ferramenta, o que significa que não se obtém delas tudo o que elas têm para oferecer. A observação de casos reais mostra que os insertos de metal duro que retornam da produção para a ferramentaria porque os operadores os consideraram desgastados estão, na verdade, em condições de uso. Como medida provisória, o que se faz nestes casos é retornar os insertos com arestas utilizáveis para a produção, para serem reutilizados.
Tal método é, evidentemente, apenas um paliativo, pois se de um lado gera economia pela reutilização de uma aresta sem desgaste completo, de outro gera perda de tempo na produção, pois o número de trocas de ferramentas é maior que o ideal; além disso, há a necessidade de uma pessoa dedicada a identificar as arestas ainda utilizáveis.
Este artigo traz levantamentos realizados diretamente no chãode-fábrica sobre a porcentagem de ferramentas de torneamento (insertos de metal duro) desperdiçados e também sobre a melhoria alcançada em termos de economia de insertos depois da aplicação de uma metodologia que visa ensinar o operador a definir o momento de troca da ferramenta de corte, utilizando, dentre outras informações, o sinal de potência elétrica consumida pelo processo.
DA FERRAMENTA DE CORTE
Por "vida" entende-se o tempo que a ferramenta de corte trabalha efetivamente (descontados os tempos passivos) até perder sua capacidade de corte, dentro de um critério previamente estabelecido. Atingido este tempo, dá-se a substituição. Os fatores que determinam a fixação do critério para o fim da vida da ferramenta são vários. A ferramenta deve ser retirada de uso quando:
a) Seus desgastes atingiram proporções tão elevadas que a aresta de corte pode quebrar. Esta ocorrência é crítica em
operações de desbaste onde, por não ser necessária a obtenção de tolerâncias apertadas e bons acabamentos superficiais, permitese que os desgastes cheguem a valores altos;
b) Sevido ao desgaste da superfície de folga da ferramenta não é mais possível a obtenção de tolerâncias apertadas e/ou de bons acabamentos superficiais da peça. Isto é crítico em operações de acabamento;
c) Os desgastes crescem muito, fazendo com que a temperatura da aresta cortante ultrapasse o limite no qual a ferramenta perde o fio de corte (a aresta de corte se decompõe). Isto é crítico em ferramentas de aço rápido que suportam temperaturas menores que outros materiais para ferramentas;
d) O aumento da força de usinagem, proveniente dos desgastes elevados da ferramenta, interfere no funcionamento da máquina [2].
As ocorrências citadas nos itens “a” e “b” (que são os motivos mais frequentes para o fim da vida da ferramenta) são de difícil detecção nas indústrias em que o estabelecimento do fim da vida da ferramenta fica a cargo do operador. Em operações de desbaste, nas quais são tolerados altos valores de desgaste, o operador, por temer a quebra da ferramenta e os efeitos danosos disso, costuma trocá-la bem antes dos desgastes serem tais que a quebra esteja próxima. Em operações de acabamento é mais fácil se detectar quando as dimensões da peça, devido aos valores de desgaste da ferramenta, saem das faixas de tolerâncias projetadas (normalmente o operador utiliza um calibrador passa-não-passa ou algum outro instrumento de medição e procede à medição em número préestabelecido de peças). Neste último caso, porém, não é necessário trocar a ferramenta imediatamente, pois ainda se pode corrigir sua posição e
continuar o corte (principalmente se a usinagem estiver sendo realizada em máquina CNC).
Para isso, é muito importante que o operador tenha uma ideia da rugosidade superficial da peça. Como normalmente não há um rugosímetro ao lado da máquina, e como a comparação da rugosidade da peça usinada com uma peça padrão que tenha a rugosidade limite estabelecida em projeto é um procedimento impreciso, o operador acaba não tendo condições objetivas para trocar a ferramenta com precisão. O resultado é o extremo desperdício de ferramentas porque, em face da dificuldade de estabelecer o fim da vida, o operador age de maneira conservadora para garantir a integridade da peça e não causar danos à produção.
Existem duas soluções alternativas para este problema:
1) Em um ambiente de produção altamente automatizado podese monitorar indiretamente o desgaste da ferramenta usando um sistema computadorizado — ele avalia sinais de sensores de vibração, de emissão acústica, de parâmetros elétricos da máquina ou de força de usinagem e aponta automaticamente o momento de troca da ferramenta [3].
2) Em um ambiente de produção pouco automatizado podese diminuir o desperdício de ferramentas de corte através do treinamento dos operadores, que, assim, passam a ter mais subsídios para poder decidir o momento de troca da ferramenta. O aumento da força de usinagem (ocorrência “d”, acima) raramente acontece, porém os esforços de corte podem ser utilizados para estabelecer o momento de troca da ferramenta, já que eles crescem na medida em que o desgaste aumenta e o fim da vida se aproxima. Estudos prévios [4] sobre
o crescimento da corrente elétrica do motor da máquina (um meio indireto de se medir o esforço de corte) concluíram que, para o torneamento de aço com ferramentas revestidas, a corrente aumenta lentamente no início da vida da ferramenta e passa a crescer rapidamente quando as camadas de revestimento já foram consumidas. O desgaste de flanco da ferramenta, quando a corrente passa a crescer rapidamente, é de cerca de 0,4 mm. Assim, quando o valor da corrente elétrica é 30% maior que seu valor inicial — aquele obtido no corte da primeira peça torneada por aquela aresta — já se pode ter certeza de que este momento foi atingido e, portanto, é chegada a hora de se substituir a ferramenta. O comportamento da corrente elétrica da máquina pode
ser utilizado na determinação do momento de substituição mesmo em um ambiente de produção não automatizado, porque facilmente se pode instalar um amperímetro na máquina-ferramenta e treinar o operador para interpretar seu sinal.
Para detectar quais são as dificuldades para a determinação do fim de vida das ferramentas no chão-de-fábrica, os autores deste artigo fizeram uma análise dos insertos de torneamento dados como desgastados pelo pessoal da produção de uma indústria que realiza usinagem média e pesada, não automatizada, e que trabalha com pequenos lotes (aproximadamente 20 peças).
Nesta empresa, normalmente é o operador quem decide o momento
da troca da ferramenta. Para o levantamento foram escolhidos dois tornos CNC que estavam trabalhando normalmente no processo produtivo da empresa — um Index GU 1500 e um Index GU 800. Tais máquinas foram escolhidas porque nelas os dados tecnológicos de usinagem, geometrias e classes das pastilhas, velocidades de corte, avanços e profundidades de usinagem são especificados por técnicos de processo, o que minimiza os erros de especificação.
Durante um certo período os pesquisadores recolheram todos os insertos utilizadas nestas duas máquinas e analisaram o seu desgaste sem que os operadores ou técnicos tivessem conhecimento de tal levantamento, para que não interferissem nos resultados. A análise do desgaste foi realizada com lupas (aumento de 8 vezes). Os critérios de análise foram:

Ocorrência 1 Quebra da aresta em uso inutilizando outras arestas.
Ocorrência 2 Aresta avariada com sinais de desgaste de flanco acentuado (VB > 0,4 mm).
Ocorrência 3
Ocorrência 4
Desgaste de flanco VB = 0,4 mm para insertos utilizados em desbaste e semi-acabamento ou VB = 0,2 mm para insertos utilizados em acabamento/roscamento.
Desgaste VB < 0,4 mm para insertos utilizados em desbaste leve e semi-acabamento ou VB < 0,2 mm para insertos utilizados em acabamento/roscamento.
Ocorrência 5 Arestas novas, sem utilização.
A tabela 1 mostra os tipos de insertos avaliados e as quantidades utilizadas.
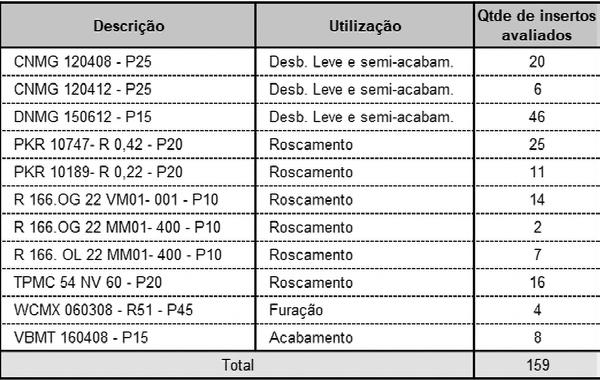
Tabela 1 – Insertos avaliados e suas quantidades.
A tabela 2 mostra os resultados obtidos por esta análise, relatando a quantidade de cada tipo de ocorrência por cada tipo de inserto.
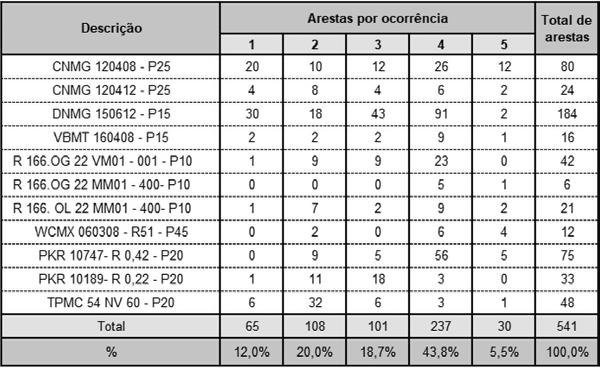
Tabela 2 – Quantidade de arestas por tipo de ocorrência.
Algumas breves considerações sobre a quantidade de cada ocorrência e sobre a ação para modificar a quantidade destas ocorrências têm de ser feitas:
Ocorrência tipo 1 - 65 arestas - 12% do total Neste tipo de ocorrência observou-se que a pastilha não foi desgastada, mas sim quebrada possivelmente por um problema da máquina ou de operação mais relacionado com um acidente. Embora a quantidade atinja um percentual significativo, isso não pode ser considerado um desgaste.
Ocorrência tipo 2 - 108 arestas - 20% do total
Nesta ocorrência observou-se que a aresta passou por um desgaste gradativo, possivelmente até VB (desgaste de flanco) > 0,4 mm seguido de uma pequena avaria que, mesmo que não tenha prejudicado a última peça, fez com que esta aresta não pudesse mais ser utilizada. Esta é a situação ideal para a troca da pastilha; atingir esta ocorrência na maior quantidade possível de arestas foi o principal objetivo do trabalho de que trata este artigo. Escolheu-se o valor de VB > 0,4 mm como critério de fim de vida da ferramenta de desbaste porque, como já se disse aqui, após este valor a ferramenta de metal duro revestida passa a se desgastar rapidamente, podendo resultar disso a quebra e/ou a danificação da peça. Já o valor de VB > 0,2 mm para as operações de acabamento é bastante questionável, porque neste tipo de operação o critério ideal para se substituir a ferramenta está ligado à qualidade da peça e não ao desgaste da ferramenta. Como não foi possível, neste levantamento inicial, verificar a qualidade da peça, a análise deste tipo de ferramentas ficou prejudicada.
Ocorrência tipo 3 - 101 arestas - 18,7% do total
Aqui foram agrupadas as arestas cujo desgaste VB ficou próximo de 0,4 mm (ferramentas de desbaste) ou 0,2 mm (ferramentas de acabamento/roscamento), mas sem a presença de avaria. Esta situação, apesar de se aproximar da ideal para a troca da pastilha, representa uma troca prematura da ferramenta. O trabalho procurou diminuir sua frequência.
Ocorrência tipo 4 - 237 - 43,8% do total
Os pesquisadores agruparam as arestas cujo desgaste de flanco VB era bem menor que 0,4 mm ou 0,2 mm, o que evidencia uma troca bastante prematura da aresta. A frequência desta ocorrência é muito alta devido ao fato de que o operador, por não ter até aquele momento condições objetivas de estabelecer o momento de fim da vida da ferramenta, o fazia de uma maneira conservadora, procurando não correr riscos de danificar a peça e/ou a ferramenta.
Ocorrência tipo 5 - 30 arestas - 5,6% do total
Observou-se, neste caso, um problema que inviabilizou a análise do ponto de vista do monitoramento do desgaste: trata-se do descarte dos insertos antes mesmo de colocá-los em uso. Apesar de a frequência ser baixa, isso é grave, pois facilmente, com um pouco mais de atenção do operador, tal ocorrência seria eliminada, propiciando de imediato uma economia significativa de ferramentas (no caso, 5,6% do total dos custos das insertos de torneamento).
Tratamento dos resultados e ações corretivas
Os pesquisadores adotaram certos procedimentos para diminuir a frequência da ocorrência 4 e aumentar a da ocorrência 2. Tais procedimentos serão explicitados aqui, mas antes é importante ressaltar que os insertos selecionados com as ocorrências 1 e 5 foram excluídos da estatística, pois são casos em que a solução não se prende a procedimentos técnicos.
Como já foi visto, para os insertos de acabamento e roscamento a determinação do fim de vida é feita
através dos requisitos de qualidade da superfície ou das tolerâncias exigidas na peça, e não diretamente pela análise da aresta. Como os pesquisadores analisaram somente o estado das arestas, os insertos para acabamento e roscamento também foram excluídas e os procedimentos realizados se prenderam aos insertos de desbaste. A tabela 3 mostra o levantamento feito levandose em conta estas considerações. Vê-se nesta tabela que somente em 16,5% das vezes as arestas de corte foram substituídas no momento adequado (ocorrência 2). Em 27,1% das vezes as arestas foram substituídas pouco tempo antes do momento adequado (ocorrência 3) e em 56,4% das vezes a troca da ferramenta foi realizada bem antes do momento adequado (ocorrência 4). Isto demonstra a incapacidade do operador, por falta de treinamento, de definir o momento de troca da ferramenta, o que justifica o trabalho que será mostrado a seguir.
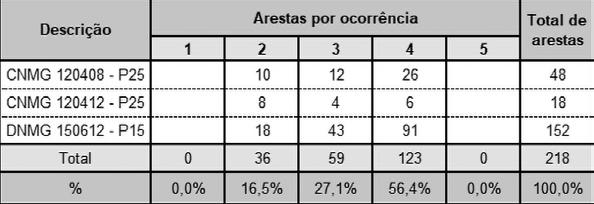
As metodologias aplicadas no trabalho se baseiam no conceito de que, para melhorar a utilização dos insertos de metal duro de torneamento em uma empresa, no que diz respeito à determinação do fim de sua vida, é necessário que os responsáveis diretos por esta determinação possuam conhecimento básico para isso. É importante salientar que todos os procedimentos foram realizados durante o processo produtivo real, sem modificar ou interferir no andamento normal da produção. Para avaliar melhor a eficiência das metodologias aplicadas, o trabalho foi dividido em três fases:
• Situação corrente (já abordada).
• Primeiro procedimento para substituição da ferramenta: os operadores tiveram acesso a poucas informações específicas sobre os conceitos de desgaste e vida das ferramentas.
• Segundo procedimento para substituição da ferramenta: os operadores envolvidos tiveram acesso a um curso básico sobre usinagem dos materiais.
• Os resultados serão apresentados na sequência do artigo, na próxima edição da revista Ferramental.
[1] Diniz, A. E.; Usinagem dos materiais. Apostila do curso de graduação em engenharia mecânica da Unicamp. Campinas, SP, 1994.
[2] Ferraresi, D.; Fundamentos da usinagem dos metais. Editora Edgard Blucher. São Paulo/SP, 1995.
[3] Majima, T.; Monitoração do processo de corte com sensores. Revista Máquinas e Metais, Nº 276, pp. 24-33. São Paulo/SP, 1989.
[4] Diniz, A. E. & Costa, C. E.; A corrente elétrica do motor da máquina mostra o fim da vida da ferramenta. Revista Máquinas e Metais, Nº 354, pp. 41-52. São Paulo/SP, 1995.
[5] Pires, J. R.; Diniz, A. E.; Metodologia para minimizar o desperdício de insertos de metal duro em operações de torneamento na indústria não automatizada. Dissertação de Mestrado, UNICAMP – Universidade Estadual de Campinas. Campinas/SP, 1997.
[6] Marcondes, F. C.; Alternativas para a maximização da produtividade em usinagem sob a ótica da análise ou engenharia do valor. Dissertação de Mestrado, UNICAMP – Universidade Estadual de Campinas. Campinas/SP, 2002.

José Roberto Pires - Engenheiro Mecânico pela Universidade de Taubaté (1981), Mestre (1997) e Doutor (2024) em Materiais e Processos de Fabricação pela UNICAMP – Universidade Estadual de Campinas. Tem mais de 40 anos de experiência em manufatura. Atualmente, por meio da JRPires – Desenvolvimento Operacional, desenvolve projetos para aumentar a produtividade, implementando os princípios e conceitos do Lean Manufacturing, associados ao aprimoramento das técnicas de fabricação. E-mail pires.jrpires@gmail.com.
Anselmo Eduardo Diniz - Anselmo Eduardo Diniz – Engenheiro Mecânico pela Universidade Estadual de Campinas (1982), Mestre em Engenharia Mecânica (1985) e Doutor em Engenharia Mecânica pela UNICAMP - Universidade Estadual de Campinas (1989). Pós-doutorado pela University of California (19901991). Desde 1983, é professor da Faculdade de Engenharia Mecânica da UNICAMP, ministrando cursos na área de Processos de Fabricação. Atualmente é Professor Titular, Nível MS-6 da Universidade Estadual de Campinas, revisor de diversos periódicos de destaque no cenário internacional. Foi membro do Comitê de Assessoramento da Engenharia Mecânica, Naval, Oceânica e Aeroespacial do CNPq e do Comitê de Avaliação de Cursos de pós-graduação das engenharias III da CAPES. Tem experiência na área de Engenharia Mecânica, com ênfase em Processos de Fabricação/Usinagem. Orientou 48 trabalhos de Mestrado e 25 trabalhos de Doutorado, além de ter publicado cerca de 247 artigos em revistas e anais de congressos nacionais e internacionais. É coautor de livro em sua área de trabalho que está em sua 9ª edição. De abril de 2006 a abril de 2010 foi Diretor da Faculdade de Engenharia Mecânica da UNICAMP. http://lattes.cnpq.br/0900117595355390. E-mail anselmo@fem.unicamp.br.
Francisco Carlos Marcondes - Engenheiro de Produção pela Universidade Brás Cubas (1981) e Mestre em Engenharia Mecânica pela UNICAMPUniversidade Estadual de Campinas (2002). Experiência em vendas e assistência técnica, no segmento de ferramentas de corte para usinagem, onde atuou como Gerente de Treinamento Técnico e de Marketing. Atuou como professor universitário por 27 anos. Foi diretor financeiro da ABEPRO (Associação Brasileira de Engenharia de Produção) na gestão 2002/2003. Assessor técnico do SENAI na Gerência de Educação. Editor chefe e jornalista responsável da revista “O Mundo da Usinagem” por 10 anos no mercado dedicado ao setor de manufatura industrial com 20.000 leitores qualificados. Editor chefe a revista Manufatura em Foco, publicação do Centro de Informação Metal Mecânica. Editor do Blog do Marcondes. http://lattes.cnpq.br/5825681036665430. E-mail francisco.marcondes@sp.senai.br.
POR CARLOS RODOLFO SCHNEIDER
Amelhora na nossa classificação de risco de crédito soberano feita pela S&P Global Ratings Brasil, sem dúvida, foi uma boa notícia para fechar o ano de 2023. A agência de risco atribui o fato em grande parte às reformas que vêm sendo feitas desde 2016 para enfrentar a péssima situação fiscal da época, e o consequente crescimento da economia acima do esperado nos últimos três anos, embora muito fraco em relação a países emergentes comparáveis, como a Índia, que em 2011 tinha um PIB 44% inferior ao nosso, e em 2021 já havia superado o do Brasil em 100%. As notas da S&P, porém, manifestam preocupação com o retrocesso nas regras de governança das estatais e com o fato de o novo regime fiscal depender principalmente do aumento de arrecadação, ainda mais considerando a já elevada carga tributária do país: “as perspectivas de crescimento de longo prazo continuarão limitadas por déficits fiscais elevados e rigidez orçamentária”.
O economista Pérsio Arida, um dos pais do Plano Real, manifesta preocupação com o esforço do atual governo para aumentar receita para poder gastar mais, dada a já muito elevada carga de impostos. “Se o governo quiser ampliar os gastos numa direção, que trate de diminuir em outra. Tem muitos desperdícios no setor público... Temos uma série de gastos que, quando anunciados, no campo das intenções, sempre são meritórios, mas que terminam com uma governança e um funcionamento muito ruins. Em parte, porque o Estado brasileiro não é eficiente, em parte por captura por grupos de interesse e muitas vezes por inércia. Além do já mencionado engessamento do orçamento: se aumentar os gastos porque, supostamente, a economia está fraca, quero ver diminuir depois. É fácil aumentar, é muito difícil reduzir”.
O que estamos vendo no Brasil reflete bem o que certa vez disse o ex-secretário da Receita Federal, Everardo Maciel, que o fisco tem a missão de arrecadar os recursos para fazer frente aos gastos do Estado. Então quanto maiores os dispêndios, maior a arrecadação necessária.
Por outro lado, se com maior eficiência dos gastos a necessidade de arrecadação diminuir, abre-se o único caminho para a redução da carga tributária, e o melhor caminho para o aumento de produtividade da economia. Hoje a Secretaria da Receita Federal (SRF), um dos órgãos mais eficientes do governo, foca só na arrecadação. Por que não dividir os esforços, olhando também a qualidade da despesa, para buscar um ponto de equilíbrio entre receita e despesa num nível mais baixo de arrecadação, o que certamente contribuiria para aumentar a competitividade da economia? Poderia ser criada a Secretaria da Despesa Federal com remanejamento de quadros da SRF, portanto sem aumentar o gasto da máquina, com poderes para fiscalizar a eficiência dos dispêndios, diferentemente da Secretaria de Avaliação e Monitoramento de Políticas Públicas e Assuntos Econômicos do Ministério do Planejamento e Orçamento, que não tem passado do campo das boas intenções nesse assunto, pela própria concepção. E isso poderia ser replicado nos estados e municípios.
Também não custa lembrar, que, como famílias e empresas, e muitos países, o Estado precisa incluir entre os pontos da responsabilidade fiscal, preparar-se nos momentos de bonança para enfrentar momentos difíceis, que sempre vêm, com políticas anticíclicas, inclusive de apoio aos mais pobres, como foi feito durante a pandemia. No Brasil, infelizmente, nos períodos favoráveis os governos têm aumentado gastos obrigatórios, que muito dificilmente serão reduzidos quando precisarmos apertar os cintos.

Carlos Rodolfo Schneider Empresário, um dos idealizadores do Movimento Brasil Eficiente (MBE). Membro do Conselho Político e Social da Associação Comercial de São Paulo – ACSP e do Comitê de Líderes da Mobilização Empresarial pela Inovação da Confederação Nacional da Indústria – CNI. crs@brasileficiente.org.br










Nesta reunião, realizada em 24 de abril de 2024, o Prof. Etsujiro Yokota brindou os participantes com exercícios sobre táticas de saída para o caminho que a indústria japonesa de ferramentais deve perseguir a fim de superar os possíveis cenários da concorrência mundial.
Yokota solicitou permissão para convidar amigos de outros países, como China e Indonésia, para as reuniões deste grupo. Informou ainda a criação do Ministério da Indústria Manufatureira no Japão, que busca estruturar as operações industriais naquele país. Algumas razões que justificam essa ação: faltam jovens interessados na indústria, a população está idosa, a taxa cambial do dólar atingiu 155 Ienes, Japão está com déficit na balança comercial. Sequenciando o assunto da pauta principal, apresentou a visão particular dele, compartilhada com o Governo
Foi definido o próximo encontro virtual para o dia 10/07/2024 (quarta-feira), as 20:00h. O teor sugerido para a próxima reunião foi a apresentação do projeto PODIUM em detalhes.
Japonês, sobre a estratégia básica para fazer da indústria manufatureira do Japão uma indústria rentável (altamente lucrativa).
Nos últimos 10 anos a indústria ferramental japonesa sofreu grandes mudanças. A figura 1 demonstra a movimentação do número de empresas e de funcionários. Estão ocorrendo mudanças rápidas, mas as mudanças mais impactantes são nas empresas com menos de 10 funcionários. Uma tendência é a redução significativa de microempresas e, provavelmente, o crescimento de fusões
e aquisições por grandes empresas. Em termos de valor adicionado da produção, os indicadores são sensivelmente diferentes. Mostram que a produtividade está crescendo, como apresentado na figura 2
O número de empresas e o faturamento estão diminuindo, mas a produtividade está consideravelmente melhor. Uma explicação é o grande efeito de investimentos em equipamentos, principalmente com o Programa
Número de empresas: 13.000
Número de empresas com menos de 10 funcionários: 10.500
Número de funcionários: 115.400
Supporting Industry. A produtividade aumentará ainda mais no futuro se o preço do ferramental se tornar razoável. Considerando essa premissa, a previsão de Yokota para 10 e 20 anos está apresentada nas figuras 3 e 4. No entanto, estas estimativas numéricas são otimistas. A princípio, as microempresas não conseguem se manter e as grandes empresas tendem a crescer ainda mais, gerando uma concentração de fabricantes.
Ou seja, é provável que o número de empresas com menos de 10 funcionários continue a encolher. Se a margem de lucro médio marginal de um molde é de 65%, então o lucro marginal é de 14,3 milhões de ienes e 10 milhões de ienes podem ser pagos aos funcionários. Portanto, o setor de ferramentais poderá ser um ótimo setor se os preços dos ferramentais se tornarem razoáveis no futuro!
2019
Número de empresas: 12.000
Número de empresas com menos de 10 funcionários: 9.700
Número de funcionários: 113.000
Valor de produção por pessoa: 15 milhões de ienes 2000
Valor de produção: 1,8 trilhões de ienes
Aumento de 3 milhões de ienes (produtividade melhor) 1990
Valor de produção: 1,7 trilhões de ienes
Valor de produção por pessoa: 15 milhões de ienes
Número de empresas: 6.700
Número de empresas com menos de 10 funcionários: 4.800
Número de funcionários: 85.800
redução de 5.300 (-44%)
redução de 4.900 (-50%)
redução de 27.200 (-24%)
2019
Número de empresas: 6.700
Empresas com menos de 10 funcionários: 4.800
Número de funcionários: 85.800
2020
Valor de produção de ferramentais:
1,55 trilhões de ienes
Valor de produção por pessoa: 18 milhões de ienes
2020
Valor de produção: 1,55 trilhões de ienes
Valor de produção por pessoa: 18 milhões de ienes
e aumento da produtividade.
Número de empresas: 5.000
Empresas com menos de 10 funcionários: 3.600
Número de funcionários: 76.000
2030
Valor de produção de ferramentais: 1,5 trilhões de ienes
Valor de produção por pessoa: 20 milhões de ienes
2040
Número de empresas: 4.000
Empresas com menos de 10 funcionários: 2.700
Número de funcionários: 68.800
2040
Valor de produção de ferramentais: 1,5 trilhões de ienes
Valor de produção por pessoa: 22 milhões de ienes
redução de 2.700 (-40%) redução de 2.100 (-43%) redução de 17.000 (-24%)
Aumento de 4 milhões de ienes (produtividade crescente)
2020
Valor de produção de ferramentais:
1,55 trilhões de ienes
Valor de produção por pessoa: 18 milhões de ienes
Se considerar-mos o índice atual
2030
Valor de produção de ferramentais:
1,8 trilhões de ienes
Valor de produção por pessoa: 23,7 milhões de ienes
Se considerar-mos o mesmo índice
2040
Valor de produção de ferramentais:
2,16 trilhões de ienes
Valor de produção por pessoa: 31,8 milhões de ienes
Aumento de 13,8 milhões de ienes
Figura 5 – Previsão para 10 e 20 anos por faturamento e produtividade considerando crescimento econômico (Fonte: Etsujiro Yokota).
TÁTICAS DE SAÍDA PARA A INDÚSTRIA DE FERRAMENTAL JAPONESA
Yokota discorreu sobre sua proposta “pessoal” de táticas de saída para o caminho que a indústria de ferramentais do Japão deve seguir. Esse plano foi apresentado ao Governo Federal japonês.
Tática 1 – Rompendo o princípio QCD em primeiro lugar
O mundo da indústria manufatureira do Japão no futuro mudará da produção de pequena variedade e grande volume para a produção de grande variedade e baixo volume, e é certo que essa era chegará. A indústria manufatureira do Japão até
agora tinha a Qualidade (Q), o Custo (C), e o Prazo Curto (D) como o mais importante, porém essa estratégia foi boa na época da produção de pequena variedade e grande volume iniciado na era de alto crescimento.
No entanto, o Japão está chegando
a um ponto de inflexão importante, e o impulso para uma revisão da QCD está ganhando força rapidamente em vários setores. A figura 6 mostra uma reflexão sobre os principais pontos dessa metodologia.
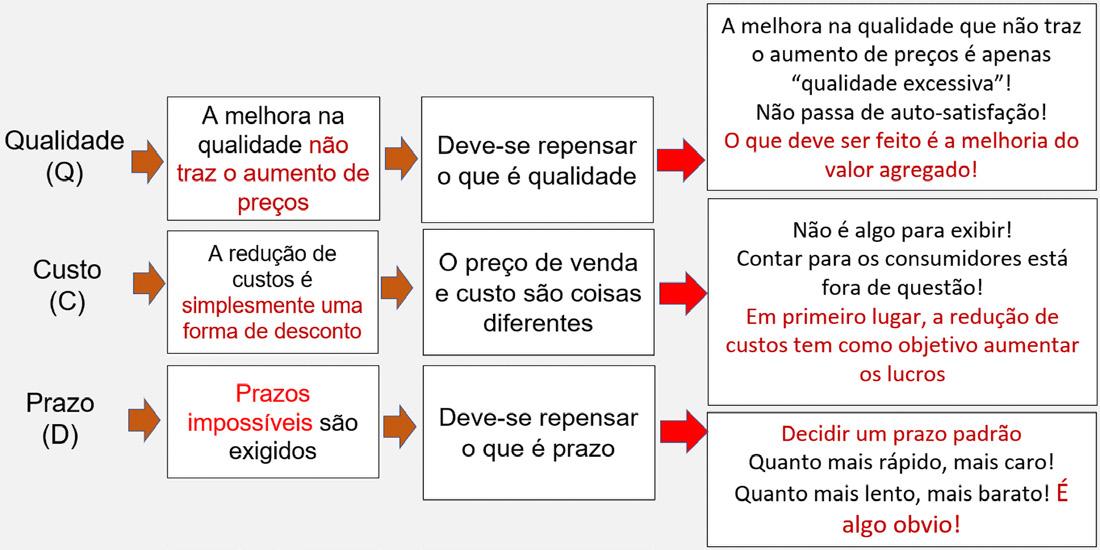
6 – Considerações sobre o QCD (Fonte: Etsujiro Yokota).
A difusão de uma percepção errada, que pregava a expressão “se eu fabricar bons produtos, alguém vai encontrar e comprá-los”. Não havia a consciência de enxergar o mercado. No ambiente de próxima geração, no qual o Brasil está inserido, devese repensar o que é "senso comum" também na indústria de manufatura atual. Em tempos de mudanças rápidas, é preciso mudar do PDCA para o OODA, a fim de aumentar a produtividade das ferramentarias. Atualmente, a “ação observar” é a área na qual os países emergentes são mais fracos. Para o Brasil do futuro, o mais importante é observar, ou seja, aprimorar os recursos de marketing, incluindo informações sobre tendências globais. Coletar informações e tratar elas com a devida inteligência de negócios.
Alguns pontos fracos da indústria de moldes e matrizes são
a compreensão: das tendências dos clientes dos mercados interno e externo (empresas); sobre o campo de batalha; das tendências e capacidade tecnológica dos concorrentes nacionais e estrangeiros (forças adversárias). O setor particularmente é muito fraco quanto a “compreender as informações do exterior”. Sem
compreender o mercado e seus adversários, não poderemos tomar nenhuma medida, pois seremos incapazes de montar uma estratégia. Essa metodologia, exposta na figura 7, é especialmente útil para o universo das pequenas e médias empresas, que compõe cerca de 80% do número de empresas no Brasil.
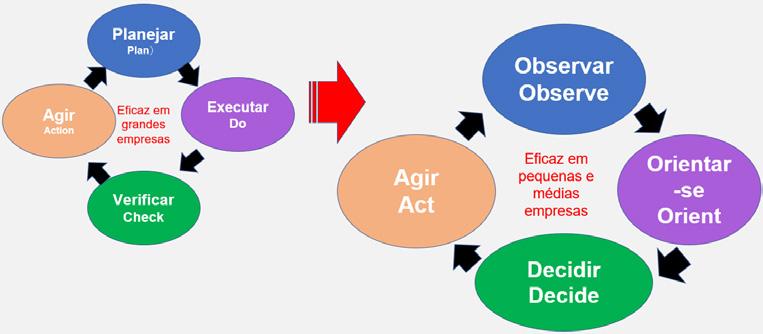

Há uma pergunta corrente no mercado de ferramentais. A digitalização e automatização é realmente possível nessa indústria?
Infelizmente, é difícil fazer uma transformação digital realmente eficaz se o método de renovação for feito continuando com a operação atual. Ele seria usado apenas como complemento, como o reparo de um vazamento pela chuva, e depois o vazamento continuará. Considerando a visão futura da fabricação de ferramentais, talvez seja necessário pensar em começar do zero, dando prioridade ao uso da tecnologia digital completamente novo. As questões mais críticas são:
1. Quais serão os recursos humanos necessários?
Serão necessários engenheiros de sistemas, técnicos de desenvolvimento de robôs e outros tipos de profissionais, diferentes dos atuais. Também será
Tática 4 – Reorganização do setor
Em 2040 ocorrerá um problema no Japão. O sistema de transportes entrará em colapso em função da escassez de motoristas de caminhão. E, naturalmente, a indústria de ferramentais está exatamente no mesmo ambiente. Empresas relacionadas à manufatura serão afetadas, a começar por empresas de materiais de pequeno porte. A figura 7 mostra a cadeia de suprimentos e o efeito da falta de profissionais. Na visão de Yokota, “o problema comum entre as indústrias afetadas é que não são setores populares para a opinião pública”.
Na medida que “desce” no sentido da seta, o efeito do problema em 2040 será ainda maior. A resolução deste problema passa inevitavelmente pela redução e até eliminação do fluxo T1 ~ T3. Certamente as empresas T3 desaparecerão em breve.
necessário mudar o pensamento sobre trabalho direto e indireto. Até agora, dizia-se que “o melhor é ter uma proporção maior de pessoal direto e menor de setores indiretos”. No futuro, com certeza, isso mudará para "o menor índice possível de setor direto”.
2. Reavaliação da rentabilidade na fabricação de ferramental quando for totalmente automatizada.
As margens de lucro marginais atuais no negócio de ferramental são de 60% a 65% (em todo o mundo). Mais de 80% desse lucro marginal são custos de mão de obra. O objetivo original da digitalização é reduzir essa porcentagem de mão de obra e "tornar o negócio lucrativo".
máquinas-ferramentas e equipamentos periféricos, é certo que todos as áreas do processo produtivo dos ferramentais, como “centro de usinagem, eletroerosão e retífica, entre outros, estão indo em direção à “automação” e à “economia de mão de obra”.
Além disso, se o setor de projetos também for transformado pela IA (inteligência artificial) e com a economia de mão de obra, com um total de 1/3 a 1/4 do número atual de funcionários necessários para a fabricação dos ferramentais será suficiente?
Considerando o futuro do setor de
O QUE NUNCA DEVE SER FEITO!
Digitalização e automação para reduzir custos e vender por um preço baixo!
O fundamental para isso é a empresa tem a "capacidade de investir em equipamentos? ou não? Como resultado, será necessário recursos financeiros, o que poderá levar a operações de consolidação (fusões, parceiras, alianças) ou aumento no porte das empresas. Outra coisa que é importante é a necessidade de recursos humanos para gerenciar e operar esses novos ambientes (infelizmente, não há no momento).
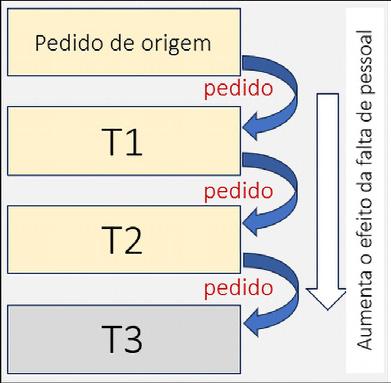
O desaparecimento das empresas T3 já começou no Japão. A figura 8 mostra essa “mecânica” que está ocorrendo. A divisão entre empresas de ferramental bem-sucedidas e decadentes se deve também a transformação na cadeia de suprimentos.
Nas ferramentarias existe um desafio permanente. São as “ondas de
demanda”. Essa foi a causa de algumas expressões populares serem criadas no Japão, como “ferramentarias e furúnculos estouram quando crescem” ou “ferramentarias e biombos tombam fácil quando são altos”.
No Japão as ferramentarias não expandem facilmente seus negócios. O conceito de ferramentaria ser pequena ou média está enraizado na cultura do país. Mais de 80% das ferramentarias têm menos que 10 funcionários.
No futuro há necessidade de ter a visão de expansão dos negócios, sob risco de ser afetado por ondas de demanda.
E como enfrentar a onda de demanda? O caminho escolhido vai depender da diretriz estratégica pensada para a administração da empresa. A figura 9 orienta algumas estratégicas para encarar duas realidades: da expansão
ou da redução. Perceba que expansão é diferente de “inchamento”. A sigla M & A no diagrama significa fusão e aquisição (Merge & Aquisition).
Vamos ver novamente como são as empresas de ferramental. Qualquer que seja o caminho, não é possível sobreviver nas “condições atuais”.
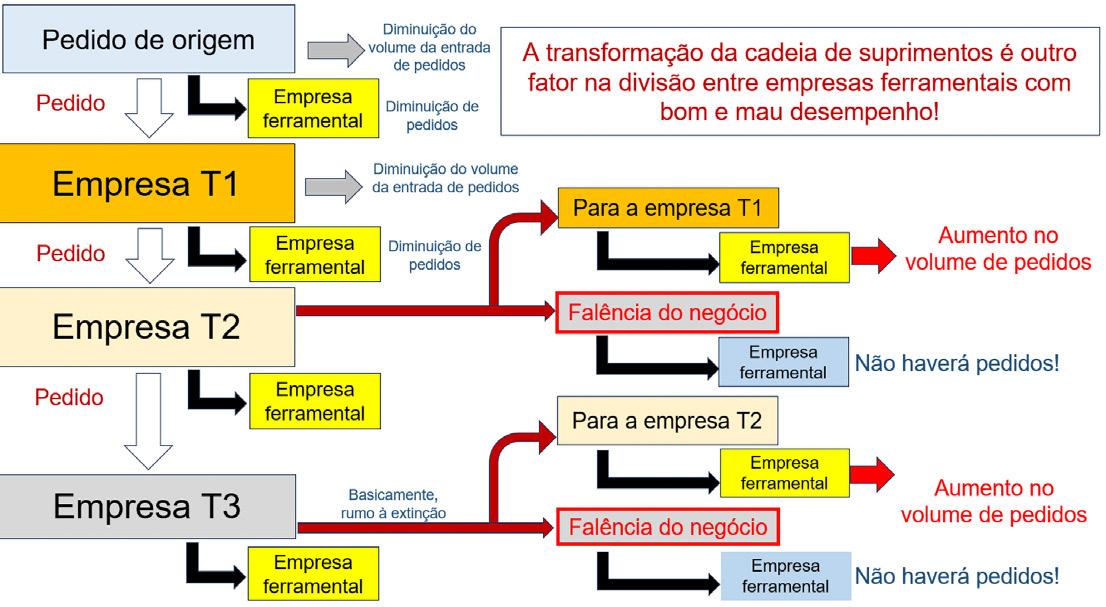



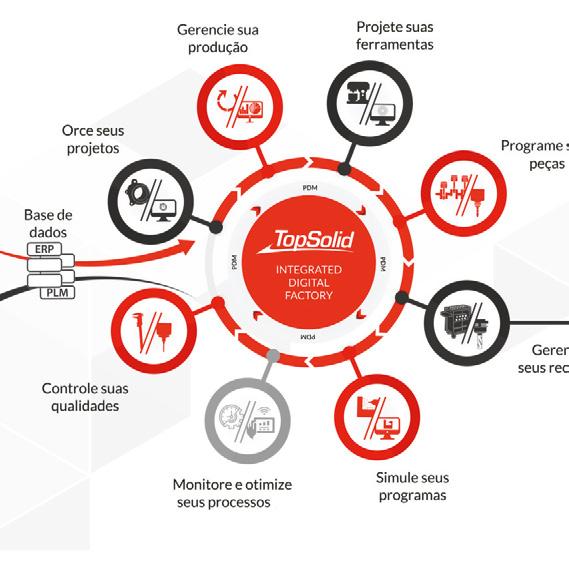

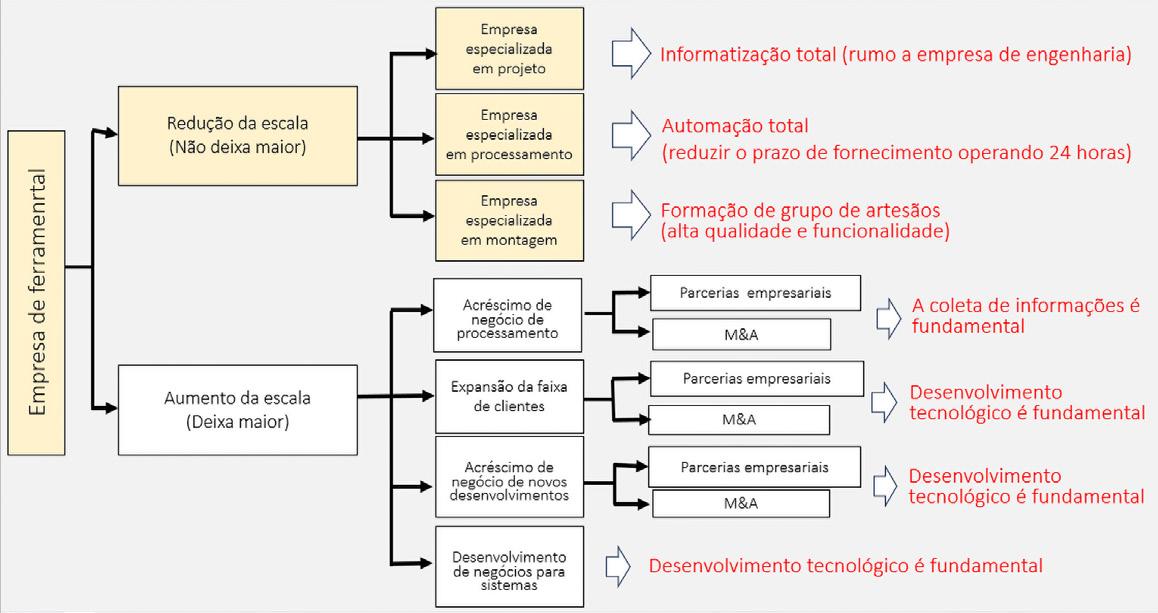
Figura 9 – Estratégias para redução ou expansão do negócio “ferramentaria” (Fonte: Etsujiro Yokota)
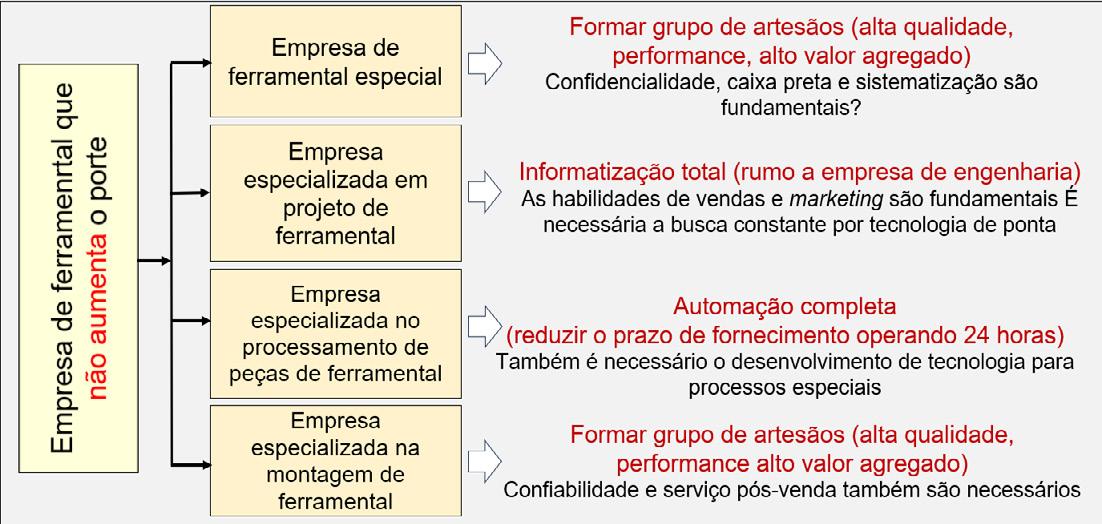
Figura 10 – Revisita ao modelo de negócio atual das ferramentarias (Fonte: Etsujiro Yokota).
Tática 5 – Da caça a caçador (do povo agrário para o povo caçador)
Até agora, a indústria de ferramentais no Japão era uma “indústria de povo agrário”. À medida que entramos em uma era de grandes mudanças que ocorrem uma vez em 100 anos, a indústria de moldes do futuro deve se tornar uma “indústria de povo caçador”. A figura 11 ilustra, de forma lúdica, a transformação
necessária e urgente. Inclusive pensando “fora da caixinha”. Quais são as diferenças entre as estratégias do povo agrário e do povo caçador? As principais estratégias do povo agrário são: aproveitar a experiência e o knowhow anteriores; sempre monitorar as condições climáticas; e adaptar as práticas agrícolas aos campos que
possuem. E as principais estratégias do povo caçador são: estar sempre ciente do local onde está a presa; ter a arma adequada para capturar a presa; e preferir trabalhar em equipe, em vez de agir sozinho.
Assim, na sociedade agrária, em vez da transformação, a prioridade é manter o “status quo” com ações



totalmente individualistas. Nas condições atuais da indústria de ferramentais, esse modelo não é sustentável, pois força a competição em um mercado limitado e pequeno. Já na sociedade caçadora, há capacidade de obter informações e de desenvolvimento de armamento, sempre vinculados a resultados. O trabalho cooperativo e colaborativo é fundamental para a sobrevivência do grupo. Dessa forma é possível expandir para novos mercados.
Tática 6 – Revisão das estratégias de expansão no exterior
Yokota entende que será imperativo à indústria de ferramentais do Japão adotar medidas expansionistas, buscando novos mercados e atuando de forma diferenciada, competindo em competência tecnológica. Para ele, a estratégia é: 1. Uso de empresas em expansão - Planejar novas formas de desenvolvimento com empresas que se expandiram
Tática 7 – Organização e desapego
O sentimento de apego a processos e bens ultrapassados é dominante em dias atuais. Essa conduta pode estar causando o crescimento lento do Japão. Este é um “câncer” que precisa ser extirpado do desenvolvimento industrial, uma vez que bloqueio avanços importantes, tanto na governança quanto na tecnologia. Mudar a mentalidade de atividades sustentáveis para atividades lucrativas é a chave de ouro dos próximos anos. A figura 12 ilustra várias atividades que não estão diretamente ligadas a geração de lucros nas empresas. Pense com carinho sobre isso.
CONCLUSÕES
As ferramentarias, a partir deste momento, precisam avançar em:
1. Coleta de informações (de clientes nacionais e do exterior);
2. Atividades proativas de economia de energia;
3. Completar a digitalização dos processos.
principalmente no Sudeste Asiático (para aproveitar os pontos fortes do Japão), através do fortalecimento da cooperação com empresas nacionais;
2. Construir novas relações com os países do Sul Global - A era do Sul Global certamente chegará. A partir de agora a cooperação do governo japonês é essencial.
Figura 12 – Atividades “modernas” que não geram necessariamente lucro (Fonte: Etsujiro Yokota).
Se esses pontos não forem aplicados nas ferramentarias, elas não se tornarão rentáveis e não terão vida longa. É um requisito absoluto para a operação continuar a ser lucrativa. Na voz de Yokota, “torne-se digital”.


POR GABRIELA PEREIRA
No mundo moderno, a eficiência energética e a sustentabilidade são cruciais. Vamos explorar duas tecnologias que ajudam a alcançar esses objetivos: os Sistemas de Recuperação de Calor e a Cogeração. Ambas as tecnologias maximizam o uso da energia, reduzindo desperdícios e beneficiando tanto o meio ambiente quanto as finanças.
Os SRC capturam o calor desperdiçado em processos industriais e o reutilizam. Em muitas indústrias, processos como a queima de combustível ou operações de máquinas geram calor que é normalmente perdido para o ambiente. Os SRC recuperam esse calor e o utilizam em outros processos ou aquecimento.
Como componentes principais para auxílio deste sistema podemos trazer:
• Trocadores de calor - dispositivos que transferem calor entre dois fluidos sem que eles se misturem;
• Condutas e ventiladores - transportam o calor recuperado para onde ele é necessário;
• Sistemas de controle - que monitoram e regulam o fluxo de calor para otimização e segurança.
E quais os benefícios deste sistema?
Com ele deve haver a redução de consumo de energia, pois o calor que antes era dissipado agora é reutilizado em processos, e há economia de custos operacionais, pois se diminui a necessidade de combustíveis, gerando menor impacto ambiental, com as menores emissões de gases poluentes.
Cogeração
A geração combinada de calor e energia (CHP - do inglês Combined Heat and Power) é um processo que produz simultaneamente eletricidade e calor a partir do mesmo combustível. Em vez de desperdiçar o calor gerado na produção de eletricidade, a cogeração captura e utiliza esse calor. Como componentes principais para auxílio deste sistema em questão podemos trazer:
• Geradores de energia – convertem combustível em eletricidade;
• Recuperadores de calor – capturam o calor gerado durante a produção de eletricidade;
• Sistemas de controle – monitoram e regulam a produção e distribuição de eletricidade e calor.
E quais os benefícios deste sistema?
Com sua aplicação é planejado que haja uma alta eficiência energética podendo alcançar, sendo otimistas, até mesmo 80%, comparado com a os 50% dos sistemas tradicionais; redução de emissões de gases poluentes pois é menor a necessidade de combustíveis adicionais; e confiabilidade energética já que o próprio processo fornece um suprimento contínuo de energia e calor, ideal para locais críticos como hospitais.

Conclusão
Os Sistemas de Recuperação de Calor e a Cogeração são tecnologias vitais para aumentar a eficiência energética e promover a sustentabilidade. Ambas, com suas características e aplicabilidades e com certeza com seu valor. A aplicação dessas tecnologias em diferentes setores pode resultar em economias significativas de energia e custos, além de contribuir para a redução do impacto ambiental. À medida que a demanda por eficiência energética e práticas sustentáveis cresce, essas tecnologias se tornarão cada vez mais importantes. Para acesso a mais conteúdos, convidamos a conhecer melhor a VDI Brasil e nosso e-book “Boas práticas em eficiência energética e utilização de recursos naturais na indústria”.

VDI - Associação de Engenheiros Brasil-Alemanha Av. Prof. Almeida Prado, 532 – Campus IPT –Prédio 65, 1º andar - CEP 05508-901 – Cidade Universitária – São Paulo – Brasil - Cel.: (+55 11) 91574-3198 - E-mail: laura.siroky@vdibrasil.com.br www.vdibrasil.com



Muitos acreditam que, para ser um bom vendedor, é preciso ter nascido com características especiais, como ser extrovertido, carismático e capaz de fazer amigos em qualquer lugar que chegue. E que, para manter essa excelência no trabalho de vendas, é preciso ter nascido em outro planeta. Minha experiência diz que as coisas
POR RODRIGO PORTES
não funcionam bem assim. Vendas é uma área em que as pessoas, dominando as técnicas e conhecendo os fatores que ajudam o processo de compras a avançar, podem se tornar excelentes fechadores de negócios. Hoje, entendo que ser um vendedor 4.0 vai muito além das características de personalidade. Envolve o domínio
de técnicas específicas, o uso de tecnologias avançadas e a aplicação de estratégias bem definidas. O vendedor moderno 4.0 utiliza ferramentas de CRM (gerenciamento de relacionamento com o cliente), automação de marketing, análise de dados e social selling para alcançar e engajar seus clientes de maneira eficiente e eficaz.
A seguir estão dez práticas que diferenciam vendedores excelentes dos regulares no setor de vendas B2B (empresa para empresa) industriais, ajudando-os a vender mais e entregar melhores resultados para suas empresas.
1 Buscam aprendizado contínuo
O acesso à informação não é mais coisa do passado. Hoje, antes de contratar qualquer serviço ou adquirir um produto, os clientes fazem uma boa pesquisa na internet para encontrar a melhor solução para suas necessidades. Esse processo faz com que os leads cheguem muito mais preparados e com mais conhecimento até um vendedor.
70% da jornada de compra acontece antes mesmo do vendedor ter contato com vendedor
Pode parecer óbvio, mas a primeira habilidade do vendedor 4.0 é sua capacidade de se manter atualizado através de estudo constante. O vendedor
4.0 não apenas detém o conhecimento do seu produto e empresa, mas também da indústria que atende. Ele sabe quais são as tendências e problemas que ela enfrenta, assim como os fatos atuais que impactam diretamente seu crescimento. Além da indústria, mantém atualizado o estudo da concorrência e, com isso, sabe diferenciar não apenas funcionalidades ou serviços que oferece, mas, principalmente, o valor que entrega para o mercado. Por isso, ele fica atento às novidades da sua empresa e do seu mercado de atuação. Seja por meio de cursos, notícias, artigos, livros, filmes ou outras fontes, estuda constantemente para se manter relevante.
2 Fazem pesquisas prévias Não basta conhecer todo o mercado para fazer uma boa venda. O vendedor 4.0 vai além e faz uma pesquisa completa do potencial cliente que vai atender. Afinal, atendimento personalizado é um pré-requisito para agregar valor em um processo de
vendas B2B industriais. Antes de fazer uma primeira abordagem, pesquisa informações pertinentes sobre a empresa para identificar o momento em que ela se encontra e o que já passou durante sua história. Nessa pesquisa, encontrar as concorrentes e identificar o que elas estão fazendo — o famoso benchmarking - pode ser bem valioso, pois ajuda a visualizar como o mercado opera, quais são as tendências, quão distante ou à frente está seu potencial cliente do restante etc.
Além da empresa, para ser um vendedor 4.0 é preciso conhecer o perfil das pessoas com quem vai interagir. Ferramentas como o LinkedIn fornecem informações essenciais para o desenvolvimento de uma boa conversa, como em quais empresas já trabalharam, quais atividades exercem, pelo que são cobrados, dentre outros.
3 Criam Rapport
Pessoas compram de quem elas conhecem, confiam e gostam. O
vendedor 4.0 é aquele que consegue criar um rapport com seu prospect. Para conseguir isso, usa todo o conteúdo pesquisado para ter assuntos em comum com o lead: esportes, cursos, cidades em que viveram, pessoas na mesma rede de contatos etc. Isso demonstra empatia e que ele tem interesse pelo lead e por sua empresa, ajudando o potencial cliente a estar mais aberto a ouvir o que ele tem a dizer. Só toma cuidado para não ultrapassar a linha: existem assuntos de cunho pessoal que não devem entrar em uma conversa profissional. Questiona-se sempre: “como eu me sentiria se um estranho falasse sobre esse tema comigo?”. Usa o bom senso durante todo o diálogo e ganha a confiança do prospect.
Dominar o conhecimento sobre a empresa do lead e seu mercado também mostra que ele tem autoridade no assunto e, por consequência, fortalece o vínculo com quem está falando.
De nada serve todo o conhecimento adquirido e empatia gerada se o vendedor não souber ouvir seu cliente. Como mencionado anteriormente, o acesso à informação faz com que muitas vezes as empresas já saibam o que precisam ou quais são seus problemas e possíveis soluções no mercado. Por isso, querem falar com alguém que de fato entenda o que estão passando e que ainda possa ensinar algo que não saibam.
Um vendedor que não sabe ouvir não entende a real necessidade da empresa, o que o torna suscetível a alguns
erros bem comuns, como repetir informações, não saber dar continuidade à conversa, perder dados importantes e oferecer soluções de que o cliente, na verdade, não precisa. Por isso, atenção: se o vendedor estiver falando mais que seu potencial cliente durante uma venda, alguma coisa está errada. Ele deve parar e refletir sobre como está guiando a conversa e avaliar quais as informações que ainda não sabe, mas que o lead pode passar. Para isso, basta fazer as perguntas certas.
Vendedores à moda antiga atropelam o processo e já querem mostrar a solução para seus prospects. Acreditam que quando eles enxergarem como sua solução funciona, vão abrir as contas bancárias e pagar na hora. Grande erro. Os vendedores 4.0 ensinam seus prospects durante todo o processo. A cada etapa, aprendem como o mercado está se transformando, novas estratégias que podem aplicar na sua realidade e boas práticas.
O vendedor 4.0 pode ensinar muito mais do que somente sua solução vai abordar. Os que se destacam sabem que ao ensinar a empresa a ser melhor, mais preparada ela fica para contratar sua solução. Não só pela confiança ganha, mas as dicas ajudam os leads a “arrumarem a casa” para essa mudança.
Outro ponto que vale destacar: vendedores 4.0 ajudam empresas a evitarem problemas.

O vendedor 4.0 ajuda seu prospect a enxergar como será o brilhante futuro da empresa caso contrate sua solução e, também, quais prejuízos pode sofrer caso não faça nada. Todo comprador tem aversão a risco. Alguns menos, outros mais, mas todos irão avaliar com precaução qualquer mudança que sua empresa pode sofrer. Se pudessem escolher, muitas empresas ficariam no mesmo lugar conhecido como zona de conforto.
O vendedor 4.0, sabendo de fato como sua solução impacta a realidade da empresa e como outros clientes com a mesma realidade se beneficiaram, consegue passar para o lead como será o futuro após a implementação. Geralmente, esse futuro aborda três aspectos do lead:
• Pessoal/emocional: O primeiro está ligado diretamente à realidade pessoal do lead na empresa, seu dia a dia e suas ambições. O vendedor 4.0 vai buscar entender se sua solução vai ajudar o lead a crescer profissionalmente na empresa, ser mais produtivo, virar um estudo de caso, melhorar a qualidade do seu trabalho etc.
• Operacional: O segundo aborda como os processos se transformarão após a implementação da solução e como isso vai impactar os números da empresa. Quais as vantagens competitivas seu cliente vai ganhar com essa mudança, como vai se diferenciar do resto do mercado, etc.
• Retorno sobre o investimento: O terceiro, na maioria das vezes, está ligado diretamente ao retorno financeiro. Aqui, o vendedor 4.0 ajuda o lead a enxergar como sua solução auxilia na diminuição de custos, aumento de vendas, retenção de clientes, aumento do ticket médio etc.
7 Entregam valor
No fim das contas, vendedor 4.0 é aquele que entrega valor no seu processo de vendas, não fica preso em funcionalidades e consegue levantar os impactos dos benefícios da sua solução na empresa de seus clientes. O vendedor 4.0 mostra como entregar o que o cliente busca, com a melhor relação entre custo e benefício, vai levar a venda.
8 Praticam o social selling
O vendedor 4.0 entende a importância de estar presente nas redes sociais e outras plataformas digitais. Ele gera conteúdo interessante e relevante para seus clientes e prospects, participa ativamente de grupos de discussão, compartilha informações valiosas e se posiciona como especialista em seus setor de atuação. Praticar o social selling vai além de simplesmente postar conteúdo. Esse vendedor 4.0 interage com suas redes, responde perguntas, oferece insights e se conecta com os clientes em um nível mais pessoal e profissional. Isso não apenas ajuda a construir relacionamentos sólidos, mas também aumenta a visibilidade e a credibilidade do vendedor no mercado.

9 Dominam ferramentas de vendas
No ambiente B2B industrial, onde as vendas podem ser complexas e envolver múltiplos stakeholders, é crucial dominar ferramentas de vendas que ajudem a conhecer melhor os clientes e oferecer soluções personalizadas. Ferramentas como CRM (Customer Relationship Management), automação de marketing e análise de dados permitem que o vendedor entenda melhor as necessidades e comportamentos dos clientes.
Essas ferramentas também ajudam a aumentar a produtividade, reduzindo o tempo gasto em tarefas burocráticas e permitindo que o vendedor se concentre mais nas tarefas da venda propriamente dita. Com uma visão completa e detalhada do cliente, o vendedor pode oferecer uma abordagem mais personalizada e eficaz, aumentando as chances de sucesso na venda.
A sinceridade é uma característica vital para qualquer vendedor que busca construir relacionamentos de longo prazo com seus clientes. Se um produto ou solução não atende a uma necessidade específica do cliente, o vendedor 4.0 avisará o cliente antes de concluir a negociação. Ele prefere muitas vezes até perder uma venda do que comprometer a confiança e o relacionamento com o cliente. Ser sincero também significa ser transparente sobre as limitações e capacidades do produto. Isso ajuda a evitar expectativas irreais e frustrações futuras. O vendedor 4.0 ganha o respeito e a confiança do cliente, o que pode levar a futuras oportunidades de negócios e a uma reputação positiva no mercado.
Ser um vendedor 4.0 significa combinar o melhor dos conhecimentos técnicos com habilidades interpessoais, criando uma abordagem de vendas que é tanto científica quanto humana.
O termo vendedor 4.0 remete à Indústria 4.0 ou quarta revolução industrial. Isso poderia sugerir que este novo profissional fosse apenas técnico e dominasse as hard skills, ou as chamadas competências técnicas. Porém, como vimos acima, esse profissional de vendas moderno precisa também desenvolver habilidades técnicas e comportamentais, como empatia, sinceridade e criatividade, dentre outras.
Vendas complexas envolvem diversos fatores que vão impactar no sucesso ou não. Muitos até não dependem do vendedor, mas quanto mais “afiado” ele estiver, mais preparado estará para lidar com diferentes desafios e oportunidades.
RODRIGO PORTES – PGraduado em Eng. Elétrica, com MBA Executivo em Marketing e especializações em Gestão Executiva de Vendas, Negócios e Indústria 4.0. Trabalhou mais de 28 anos em posições de liderança na área comercial em renomadas empresas multinacionais do setor industrial, como Rockwell Automation, Siemens, Parker Hannifin, GE e Norgren. É autor de 4 Ebooks sobre Vendas B2B, Vendas Digitais e Indústria 4.0. Atualmente é palestrante, mentor e consultor de vendas B2B industriais e indústria 4.0.
Pré-ajuste de ferramentas para fresamento de engrenagens
É extremamente importante encontrar o centro absoluto da ferramenta de fresamento. Com a ferramenta fora do centro durante o corte, ela será "puxada" ao longo da flanco da engrenagem sendo usinada, e a forma e o tamanho da engrenagem podem mudar inesperadamente. Atualmente, as oficinas de usinagem executam todo o processo de fresamento de engrenagens em uma única máquina, se ela estiver equipada com o pacote de tecnologia equivalente ao do fabricante da máquina. Para o pré-ajuste inicial da ferramenta, é ainda mais importante determinar as coordenadas corretas da ferramenta.
HAIMER Microset VIO linear com opção de fresamento de engrenagens
A opção de fresamento de engrenagens está disponível desde o início de 2016 para o HAIMER Microset VIO, um aparelho de pré-ajuste de ferramentas linear. Utilizando esta função de medição, especificamente projetada para medir ferramentas de fresamento de engrenagens, os usinadores podem realizar o pré-ajuste e a medição das ferramentas fora da máquina-ferramenta e durante horas fora da produção. Recentemente, a HAIMER desenvolveu mais essa opção para aliviar o operador, otimizar a qualidade da peça de trabalho e aumentar significativamente o desempenho e a produtividade geral. O sistema de câmera, que pode ser girado em ± 30°, em combinação com as funcionalidades de processamento de imagem, permite que todos os parâmetros importantes das ferramentas de fresamento de engrenagens sejam determinados de forma rápida e fácil.
O operador pode determinar os dados corretos da aresta de corte com alta repetibilidade e, é claro, transferi-los digitalmente para a máquinaferramenta.
Peça correta na primeira tentativa!
Esse processo de pré-ajuste pode ser automatizado através de uma macro de medição correspondente na máquina, de modo que todos os funcionários possam lidar com este procedimento complexo de mesmo sem deter o conhecimento detalhado.
Operação bastante intuitiva!

Esta função permite que os operadores de máquinas façam o pré-ajuste e a medição de ferramentas para fresamento de engrenagens de maneira completamente nova. Da mesma forma, a máquina pode operar continuamente, já que os ajustes podem ser feitos fora do período de produção, o que aumenta imensamente a produtividade geral.
Aumento da produtividade!

POR MICHELLE BORCHARDT - PAULO SILVEIRA
Adelegação na administração é um processo pelo qual uma pessoa ou grupo transfere a responsabilidade de realizar uma tarefa ou tomar decisões para outra pessoa ou grupo. No mundo corporativo, a delegação é exercida por uma autoridade (geralmente um superior) que atribui a um subordinado a responsabilidade de planejar, decidir ou executar determinadas atividades. Essa prática é essencial para o crescimento das empresas, pois permite que os líderes assumam responsabilidades maiores e evita que fiquem sobrecarregados
Podemos acreditar nas virtudes da delegação e ainda assim não delegarmos eficientemente. O que nos detém?
Há uma variedade de motivos, alguns deles tendo a ver com o tipo de pessoa que somos, outros com a simples falta de habilidade e, também, falta de comunicação para ensinar, e outros ainda com nossa incerteza sobre o que é delegação.
Comecemos com a última categoria, uma vez que ela é a mais simples de lidar, e por sorte, quando a entendemos, é aquela que pode efetuar grandes mudanças em nosso estilo de gestão. Com efeito, delegar significa comissionar uma pessoa como delegada ou representante com poderes para promover o negócio ou um determinado ambiente para outros. Lembre-se da palavra “poder”. Quando você dá a alguém um trabalho, a menos que invista nesta pessoa a responsabilidade em relação a ele, e lhe dê o poder ou a autoridade para
com atividades que podem ser realizadas por outras pessoas. Além disso, a delegação contribui para descentralizar a gestão, distribuindo parte do poder de decisão aos subordinados.
No entanto, é importante lembrar que, ao delegar tarefas, a autoridade continua responsável perante seus superiores e deve prestar contas. Portanto, a habilidade de delegar é fundamental para um ótimo administrador, e negar essa oportunidade aos colaboradores pode prejudicar seu desenvolvimento e confiança.
Sugerimos 4 passos bastante simples e práticos ao ensinar algo a alguém que posteriormente assumirá a função delegada:
1. Mostre como fazer com riqueza de detalhes;
2. Faça junto com o subordinado do início ao final do processo;
3. Deixe o subordinado fazer o que aprendeu ao desenvolver-se no passo anterior;
4. Delegue e confie em deixá-lo fazer o que tiver de ser feito, e somente dê feedback se necessário (e para melhoria, de preferência).
a sua execução, tê-la-á enganado e frustrado a si próprio. Pois você não delegou, apenas descarregou! Precisamos lembrar da mão dupla da delegação, pois é ela que desenvolve a cooperação. A cooperação entre duas pessoas pode se espalhar para fora, bem como para cima, para baixo, e transformar-se em um lindo trabalho de equipe. Se não reconhecermos e percebermos isso, poderemos estacionar longe da delegação total, indiferente do tamanho de sua empresa ou instituição.
A seguir, vêm os motivos para a delegação ineficiente que derivam de nosso ego. Aqui vamos ao encontro opositor mais indomável, a natureza humana. Porém, uma vez que saibamos contra o que estamos lutando, ficamos em uma posição forte. E assim podemos chegar até a causa, nos flexibilizando rumo a efeitos desejados de nosso trabalho. Certas pessoas podem simplesmente preferir “fazer” a “gerir”.
Neste caso, talvez devam fazer isso e não aceitarem o papel da gestão. Outras podem achar difícil deixar que alguém faça um trabalho à “sua maneira” ou de um jeito que consideram imperfeitos e, em alguns casos, até incorretos em relação ao jeito que fariam. Se você tiver este problema, tente esta solução: Lembre-se constantemente de que os benefícios da delegação têm demonstrado mais valor do que inconvenientes, e acima de tudo você ganhará grande dose de ótimas práticas administrativas. Ao permitir, e até mesmo estimular, que o seu pessoal faça as coisas do jeito deles, descobrirá que eles se sentem muitos mais estimulados e satisfeitos do que pensava.
Não gostar de impor sua vontade às pessoas
Há aqueles de nós que talvez não gostem de impor sua vontade às pessoas (ainda que não seja isso o que

deveria ser feito de qualquer forma) ou impor-se a si próprios. Talvez não queiramos assumir riscos! Talvez nos sintamos inseguros sobre nossa própria falta de experiência e dessa forma fiquemos hesitantes em delegar. Porém, há boas novas. A delegação é uma habilidade, e se a virmos desta maneira, poderemos aprender a usá-la objetivamente como um método de treinarmos a nós mesmos no sentido de sermos mais eficazes, confiantes e agressivos rumo aos nossos objetivos pessoais e profissionais. Podemos delegar eficientemente se nos concentrarmos em que delegar, como delegar, quanto delegar e como medir se a delegação está trazendo ótimos
A delegação prolonga o que nós podemos fazer àquilo que podemos conseguir que seja feito através dos outros. A delegação eficaz deixa tempo livre para trabalhos essenciais e que exijam responsabilidades maiores. A delegação eleva seu nível profissional e sua qualidade de tempo e de vida pessoal. A delegação bem-feita transforma grupos
1 Você leva regularmente trabalho para casa?
resultados ou se precisamos realinhar a estratégia de delegação.
A comunicação, se fazer entender Por fim, vem os motivos para a delegação ineficiente que tem a ver com a comunicação ou organização pobres de influência ou de significado corporativo, ou também pessoal. Muitas vezes não nos colocamos claramente ou nos aborrecemos por descobrir que não fomos entendidos. Ou talvez que não tenhamos estabelecido um sistema de controles que garanta feedback e que permita verificar que certas metas ao longo do caminho sejam satisfeitas.
Devemos trabalhar constantemente
em nossas habilidades de comunicação e dar aos outros a chance de responderem com reciprocidade em relação à confiança delegada. Também é importante lembrar que delegar é mais do que apenas designar uma tarefa; providências devem ser tomadas para receber a informação e conduzir os controles de progresso à medida que a tarefa for se processando e gerando resultados coletivos. Jamais confunda delegação com abdicação. Você como gestor, continua responsável e responde inclusive pelos resultados diretos obtidos pelos seus subordinados.
descompromissados em equipes de colaboradores centrados e eficazes. Um benefício muitas vezes esquecido da delegação, é que ela permite que a tomada de decisão ocorra em um nível mais baixo o possível da empresa onde existe a informação necessária para respostas rápidas a projetos e execuções de planos de negócios e
2 Você trabalha mais horas que seus subordinados?
3 Você gasta tempo fazendo para outras pessoas o trabalho delas?
julgamento para mudar, acompanhar ou potencializar novas metas de crescimento.
Você delega bem?
Para ver como você se classifica em relação à delegação, responda “sim” ou “não” às doze perguntas seguintes, e depois verifique seu resultado:
4 Sua mesa de trabalho está sempre repleta de trabalhos inacabados dos outros quando você retorna ao seu escritório depois de sua ausência?
5 Ainda está cuidando de quaisquer atividades e problemas com os quais estava envolvido antes de sua última promoção?
6 Você é frequentemente interrompido por pedidos de ajuda ou esclarecimentos sobre projetos atuais que delegou as pessoas “certas”, quando você tinha certeza de que seu colaborador poderia fazer sua impecável execução?
7 Você perde tempo em detalhes rotineiros que os outros poderiam cuidar?
8 Você gosta de tomar parte de tudo, e literalmente dar “palpites” para que seja feito do “seu jeito” mesmo quando a execução dos projetos é feita adequadamente pelos seus colaboradores?
9 Você se apressa a satisfazer o prazo combinado?
10 Você é capaz de manter-se no topo das prioridades?
11 Você é visto como um exemplo de pessoa justa, e de profissional modelo a ser seguido pela sua equipe?
12 Você está satisfeito com a sua equipe, empresa e resultados?
TOTAL POR OPÇÃO






































Resultado:
• Se respondeu “não” a onze ou doze dessas perguntas, você delega de maneira excelente e deve estar muito feliz com seus resultados;
• Se respondeu de três a seis respostas “sim”, deve trabalhar mais no sentido de melhorar suas habilidades de delegação uma vez que tem a autoridade para isso;
• Se respondeu “sim” a mais de sete perguntas, parece que você tem sérios problemas para delegar. Coloque em alta prioridade a solução disso antes que seu cargo, equipe e
lucro comecem a ter prejuízos financeiros e pessoais.
• Ressaltamos ainda que DELEGAR é:
• Transferir responsabilidades aos colaboradores;
• Repassar problemas para que colaboradores resolvam e tenham resultados positivos;
• Dar a responsabilidade a alguém da equipe para fazer determinado trabalho sobre a sua cobertura, autoridade e total confiança;
• Determinar quem fará, o que fará, e porque fará.
Delegar é dar autoridade com responsabilidade às pessoas para que resolvam, cresçam profissionalmente na carreira, façam o certo e sejam prósperas, felizes e evoluídas, sem depender de nós!
No início do artigo, mencionamos que delegar é uma habilidade, ou seja, é o saber fazer, é a transformação do conhecimento na capacidade da produção de resultados e de resolver situações e conflitos. E podemos evoluir essa habilidade, transformando-a em uma competência, que pode ser desenvolvida e aprimorada através de treinamentos, leituras e experiências para que o trabalho possa ser desenvolvido com sucesso.
MENÇÃO
1 Não mandar, nem um pouco que seja, no seu próprio tempo.
Neste sentido, compartilhamos agora o que chamamos das “51 Antileis da Gestão de Sucesso”. É muito comum que as pessoas nos digam o que fazer, mas também é de extrema importância que o óbvio, o que não fazer, seja dito, e é isto que faremos a seguir. Anote, no campo ao lado de cada item, em uma escala de 0 a 10, o seu grau de concordância com a menção. E trabalhe, ao longo do tempo, para melhorar essas habilidades.
NOTA (0 A 10)
2 Não delegar, pelo menos um pouco, o direito que os outros têm de tomar decisões e iniciativas de melhorias pessoais e profissionais.
3 Não tomar decisões rápidas, adiando-as e achando que depois terá mais tempo para isso.
4 Não estabelecer prioridades, fazendo e resolvendo apenas o urgente.
5 Não ter uma agenda básica bem administrada.
6 Não sair da própria sala ou das salas de reuniões e achar que sabe o que está acontecendo lá fora e, o que é pior, tomar decisões as “cegas” acreditando em suas próprias razões emocionais e sem base alguma em fatos.
7 Não permitir que as pessoas inovem e criem alternativas e soluções.
8 Não estabelecer objetivos claros e muito bem definidos de curto, médio e longo prazo, para si mesmo, para seu departamento, para a empresa e para a própria vida.
9 Não aceitar que o erro acontecido é um precioso instrumento de evolução quando dele se consegue tirar alguma lição.
10 Não gostar de conflito de ideias, de estilos e de pontos de vista alheios ao seu.
11 Não conseguir evitar que o conflito de ideias, estilos de pontos de vista se transformem em conflito pessoal
12 Não conhecer clara e profundamente os objetivos da própria função e da função dos outros.
13 Não distinguir claramente informação de comunicação entendida e aplicada
14 Não conseguir envolver o maior número possível de pessoas no estabelecimento de metas e objetivos.
15 Não distinguir motivação de manipulação, achando que pode fazer das pessoas o que bem entender e no tempo que desejar.
16 Não entender e não aceitar que sabedoria e criatividade não são sinônimos de gerência e diretoria
17 Não se preocupar com as ações tomadas pelos concorrentes e entender que o futuro de sua empresa está todo dentro dela mesma, sem recorrer as coisas que o mercado nos mostra “gratuitamente” em forma de consultoria.
18 Não simplificar permanentemente, entendendo que, complicando justifica melhor o seu salário.
19 Não ser inflexível quanto aos objetivos a serem alcançados e não ser inflexível quantos aos meios para atingi-los
20 Não aceitar que quanto maior for seu cargo, maior também será a sua carga, as suas responsabilidades com as suas equipes e também com a comunidade.
21 Entender que todos os outros são menos competentes do que você e, por isso, incapazes de ver e resolver problemas.
22 Entender que as pessoas só trabalham por dinheiro
23 Entender que todo trabalho intelectual (pensar) é só seu e que aos outros resta apenas à obediência, trabalhos medíocres e a mera execução preestabelecida robótica e repetitiva;
24 Entender que avaliação de desempenho é um instrumento de pressão à disposição das chefias.
25 Entender e comportar-se como se chefe existisse para resolver tudo sozinho como um “DEUS” ou um “herói” que fica com todo o crédito das ideias e dos trabalhos.
26 Entender que as pessoas vieram ao mundo para servi-lo exclusivamente
27 Entender que não se mexe em time que está ganhando e esperar que a “vaca vá para o brejo”, para só então, tomar providências.
28 Entender que o problema do outro departamento não é problema seu e que isto é uma sorte muito grande
29 Entender que será falando, e não ouvindo, que irá resolver todos os seus problemas.
30 Entender e firmar sempre que o problema de hoje é igualzinho ao de ontem e que a mesma solução se aplica inteiramente.
31 Entender que já sabe tudo e que, por isso, não precisa mais de treinamento, desenvolvimento pessoal, reciclagens de ideias, pedir sugestões internas e externas, e de ótimas leituras essenciais a vida e aos negócios
32 Entender que apenas a prática é, s sempre foi, o bastante para fazer de você um profissional completo e de sucesso
33 Entender que tem poder é o cargo e não você
34 Entender que tratar as pessoas com humildade e gentileza são sinônimos de ser “mole”.
35 Entender que no aprimoramento da burocracia está a solução de todos os problemas de sua má conduta, falta de postura e de seus problemas burocráticos.
36 Entender que qualquer instrumento “legal” bem-feito é o suficiente para manter as coisas sob controle e funcionando bem
37 Entender que em administração existem coincidências, em vez de consequências por coisas malfeitas.
38 Entender que seus problemas são sempre maiores do que os dos outros e que, por isso, têm de ser resolvidos antes
39 Fazer promessas ou ameaças e depois não as cumprir
40 Fazer um pouco melhor e mais uma vez o que nem precisaria ser feito
41 Esquecer que emprego se conquista todos os dias e que, pela manhã todos estão desempregados até que mostrem seu valor e méritos através de RESULTADOS POSITIVOS
42 Esquecer que é no exemplo e melhores evidências, e não nas palavras que se conquista influência, poder e respeito.
43 Esquecer que seus clientes têm de ser seus melhores vendedores
44 Esquecer que é muito mais positivo e saudável dizer “não sei” do que fingir que sabe e ficar enrolando e atrasando os outros nas suas decisões.
45 Criar e manter um ambiente de trabalho onde as pessoas se sintam assustadas e temerosas
46 Praticar mais a crítica (construtiva?) do que o apoio, comemoração conjunta e o reconhecimento
47 Partir do pressuposto de que todos irão sempre mentir e distorcer os fatos e que a verdade é um patrimônio exclusivamente seu
48 Ver e tratar as pessoas como subordinados, subjugados e dominados, ao invés de como colaboradores essenciais para o sucesso de todos.
49 Achar que reunião é união e que agrupamento é grupo
50 Guardar para si mesmo todo o saber e as informações que puder, entendendo que desta forma manterá o poder sobre as pessoas.
51 “Roubar” ou “pegar” emprestadas as ideias dos membros da equipe, deixar guardadas nas suas gavetas e depois apresentar como suas as “soluções milagrosas”.
Desejamos que este conteúdo possa trazer reflexões para a sua vida pessoal e profissional, e lembre-se que colher bons resultados implica em boas práticas, perseverança e relações positivas com os outros e com você mesmo. Tenham um excelente dia hoje e sempre, pois o mercado é do tamanho da sua competência, influência e reputação.


Michelle Borchardt Silveira - Administradora de empresas com MBA em marketing pela Fundação Getúlio Vargas. Atua na liderança da área de Customer Success na TOTVS, nos pilares de engajamento, retenção e expansão. Com foco no compromisso genuíno e contínuo com a geração de resultados de negócio para o cliente, conduz estratégias de plano de sucesso, voz do cliente (VoC) e análise de churn. Palestrante nos eventos TDC Business e TDC Innovation. Coautora no livro "Jornada da Experiência do Cliente". Autora do livro "Atitude - A Virtude dos Vencedores" e outros títulos da Coleção Atitude. Voluntária na comunidade luterana, como membro do conselho e diretoria, e no trabalho com crianças. michelle.silveira@totvs.com.br
Paulo César Silveira - Criador do conceito mundial da Venda Sustentável. Fundador e professor da Escola da Venda Sustentável. Apaixonado por vendas, com mais de 30 anos de experiência de mercado. Conferencista com mais de 2.800 palestras realizadas em todo o Brasil e em alguns países da América Latina. Contratado por mais de 200 empresas das 500 melhores empresas eleitas pela Revista Exame. Autor best seller de 26 livros. Autor dos livros “A lógica da venda” e “Venda sustentável – A lógica da negociação”. Obras adotadas por centenas de empresas para as áreas comerciais, gestão e estratégia. Professor convidado da FGV/SP, FIA FEA/USP, UDESC e UFRGS. Mentor e um dos responsáveis pela implantação do Projeto Aeroshopping Excelência em aliança com a INFRAERO, em todo o território nacional. Articulista com mais de 1.200 artigos publicados. Realizou mais de 850 processos de consultoria de campo para implantar tanto a Cultura da Venda, como a Gestão do Processo de Venda em empresas nacionais e multinacionais.
LinkedIn: Paulo Cesar Silveira. Instagram: @realpaulosilveira falecom@paulosilveira.com.br

Fachada do prédio principal
Empresa é especialista em validação (tryout) de moldes e seu carro-chefe é a linha automotiva
Com mais de uma década no mercado, a CTM – Central de Testes de Moldes Ltda. nasceu para ser um centro específico para realização de testes de validação de moldes (tryout). Os fundadores perceberam que faltava na cidade uma empresa com estrutura necessária e mão de obra qualificada para atender os diversos seguimentos da linha plástica.
Dentro desta oportunidade empreendedora, Nelson Hames, Heriberto Garcia e Carlos Zanandrea fundaram, em fevereiro de 2011, a CTM, que se tornou um destacado centro tecnológico nesta especialidade. “Grande parte dos nossos clientes dependia de encaixes em empresas de produção de peças plásticas, pois não existia um lugar
POR GISÉLLE ARAUJO CEMIN
para atender todas as demandas necessárias com qualidade e agilidade”, aborda Nelson.
Hames iniciou a carreira no ramo plástico em 1984. São mais de 40 anos de experiência nesta área e quase 30 deles operando com tryout. “Viajei para alguns países como China, Japão, Coréia, Alemanha, Portugal e Itália para estudar a necessidade das ferramentarias em países mais desenvolvidos para termos referências para ampliar o atendimento da CTM”, aborda o gestor. Os outros dois sócios, Carlos e Heriberto ainda fazem parte da CTM, mas não atuam nos negócios, apenas participam das decisões maiores e mais importantes.
Conforme Nelson, o primeiro tryout realizado foi em um molde da empresa Metagal. “Deste
modo, podemos dizer que somos especialistas em tryout de moldes. Nosso objetivo é oferecer a melhor solução para nossos clientes da linha automotiva, duas rodas, linha branca, entre outras”. Ele completa: “todo o nosso know-how das operações de tryout, aplicado na injeção de termoplásticos para linha branca e linha automotiva garante resultados de alto nível, com grande eficiência”. A qualidade final está no foco da empresa, que procura se destacar no mercado com a adoção de práticas arrojadas, inovação tecnológica, setup otimizado, profissionais diferenciados e comprometimento com as necessidades dos seus clientes.
Na fundação, o trabalho foi iniciado com três máquinas, sendo de 160, 470 e 700 toneladas. Desde que abriu

suas portas, a CTM está no mesmo endereço, em um dos polos industriais no Brasil, na cidade de Joinville, em Santa Catarina, em uma área de quase 1.500 m².
Atualmente, a empresa possui uma estrutura montada com equipamentos de ponta. São 8 injetoras da marca Haitian, entre 160 e 2.400 toneladas. A estrutura de apoio da CTM é completa, que permite reuniões, videoconferências, além das análises preliminares do material injetado. Ainda, na estrutura de suporte, são duas pontes rolantes que otimizam o processo de recebimento e troca de molde, além de estufas, desumidificadores, controladores de alta performance, unidade hidráulica, sistema de placa rotativa e bi injeção.
Hoje, a CTM conta com 20 colaboradores, uma equipe técnica especializada, com vasta experiência no segmento automotivo e de linha branca. “Quando nossos clientes têm alguma situação de emergência, nossa equipe se movimenta em prol da demanda para resolvê-la”, destaca Nelson. Entre os principais parceiros diretos, estão as ferramentarias: IMM, FBM, Kammoldes, Moldtool, Vama, Socem, Union, 3R, Topline, Mafra GTF e Magna. Também trabalha com outras empresas da região, além de sistemistas e montadoras. “Atendemos hoje as principais ferramentarias da região, sistemistas e montadoras em todo o Brasil. “Atuamos com 70% da capacidade, então, podemos ainda expandir nossos serviços e atender mais clientes”, acrescenta Hames.
Para ele, um Sistema de Gestão da Qualidade na empresa, dentro dos requisitos da Norma ISO 9001:2008, garante que as agendas de serviço sejam controladas de forma eficaz e funcional. “Pensamos nisso para entregar resultados de alto nível para nossos clientes, com eficiência e tecnologia”.
É claro que nestes 13 anos a CTM tem muitas histórias colecionadas. Uma delas foi a construção, em 2013, do prédio principal. Além disso, a compra da máquina 1.400, em 2014. Apesar de já terem uma excelente estrutura do parque fabril, uma das metas é ampliar e reformar a sede. Entre os projetos realizados, destaca-se a construção da subestação que ampliou e melhorou a performance do abastecimento elétrico da empresa.
Na gestão da CTM, um grande desafio enfrentado foi durante o período da Pandemia da Covid 19. “Ficamos 18 dias de portas fechadas”, lamenta Nelson. Ele destaca que nesta época estavam no auge de serviço, mas tudo parou. Além da falta de serviço, os clientes tinham dificuldade para honrar com os pagamentos. “A CTM sempre foi uma empresa com administração consciente. Na época, havíamos recentemente comprado uma nova injetora e tomamos a decisão de cancelar a compra e utilizar o recurso para bancar a empresa durante a Pandemia. Graças a Deus e a essa estratégia conseguimos passar por esse período sem desligar ninguém da equipe e honrando os
compromissos”, enfatiza o empresário. Como planejamento para o futuro, Nelson já está pensando na sucessão familiar da empresa. O objetivo é que sua filha, Michele Hames dos Santos dê continuidade ao legado. Ela já está na equipe desde o início, na fundação da CTM. “Trabalho na área administrativa há 16 anos. Conheço todos os processos. Cresci e aprendi muita coisa. Dentro da CTM aprimorei minha experiência com as vivências do dia a dia e tive a oportunidade de desenvolver e implantar vários processos”, explica Michele. Nelson e Michele destacam que é um privilégio trabalhar com um time tão especial e comprometido. “Eles entregam o seu melhor em prol da empresa, gerando excelentes resultados. Além disso, temos orgulho de ser uma empresa com princípio cristão”.



Rua Raimundo Welter, 94 - Zona Industrial NorteJoinville - SC | CEP 89219-780 + 55 47 3425-8374 www.testes.ind.br
Mês
13 a 16 Joinville/SC
15 A 18 São Paulo/SP
Julho
16 A 18 Juiz de Fora/MG
17 A 20 Goiânia/GO
Interplast 2024 - Feira e Congresso de Integração de Tecnologia do Plástico
Eletrolar Show - Feira de Produtos de Utilidades do Lar, Presentes, Brindes e Brinquedos
Expomaq - Exposição de Máquinas, Equipamentos, Embalagens e Insumos para a Ind Laticinista minaslactea.com.br (+55) 35 98435-1830
Centroparts - Feira de Autopeças e Equipamentos para Ofinicas Mecânicas
feiracentroparts.com.br
6 a 8 São Paulo/SP Concrete Show South America - Feira da Cadeia Construtiva concreteshow.com.br (+55) 11 93274-0667
13 a 16 Joinville/SC Interplast 2024 - Feira e Congresso de Integração de Tecnologia do Plástico messebrasil.com.br (+55) 47 3451-3000
20 a 22 Cidade do México/ México Expo Med Hospitalar - Feira Internacional da Indústria de Produtos Médicos expomed.com.mx (+52) 55 8896-9741
3 a 3 Sorocaba/SP II Seminário Engrenagens - Usinagem e tratamento térmico grupoaprenda.com.br (+55) 19 3288-0437
9 a 14 Chicago/EUA IMTS 2024 - Feira Internacional de Tecnologias em Manufatura imts.com (+1) 703 827-5215
10 a 14 Stuttgart/Alemanha AMB - Feira Internacional para o Processamento de Metais - Conformação messe-stuttgart.de (+49)7025 9206-651
11 a 12 São Paulo/SP Recy-Plastech - Seminário Internacional de Sustentabilidade e Reciclagem de Plásticos recy-plastech.com (+55) 11 94110-2805
11 a 24 Jacarta/Indonésia GIFA - Feira e Forum Internacional de Fundição para a Indonésia gifa-indonesia.com (+62) 21 2525 320
11 a 24 Jacarta/Indonésia METEC - 2 Feira e Forum Internacional de Metalurgia metec-indonesia.com (+62) 21 2525 320
17 a 20 Chapecó/SC EletroMetalMecânica - Feira e Congresso de Tecnologia para a Indústria EletroMetalMecânica messebrasil.com.br (+55) 47 3451-3000
23 a 27 Bogotá/Colômbia ColombiaPlast - Feira Internacional do Plástico colombiaplast.org (+55) 11 236543 13
2 a 4 Porto Alegre/RS SENAFOR - 42 Conferência Internacional de Forjamento e Estampagem senafor.com (+55) 51 98935-8242
7 A 10 Detroit/EUA Electric & Hybrid Vehicle Technology - Feira de Veículos Elétricos e Hibrídos evtechexpo.com (+1) 310 445-4273
8 A 10 São Paulo/SP FutureCom - Feira e Congresso de Tecnologias Emergentes futurecom.com.br (+55) 11 98900-5717
8 A 10 Düsseldorf/Alemanha Aluminium - Feira de Tecnologias para o Alumínio aluminium-exhibition.com (+49) 211 90191-470
9 A 10 Querétaro/México MexiMold 2024 - Feira Internacional de Moldes para Plásticos e Manufatura Aditiva meximold.com (+52) 81 1553-7339
15 A 19 Friedrichshaffen/ Alemanha Fakuma 2024 - 29 Feira Internacional para Processamento de Plásticos fakuma-messe.de (+49) 7025 9206-650
16 A 17 Mineapolis/EUA Excelência em Manufatura Avançada para Equip Médicos, Automação, Plásticos advancedmanufacturingminneapolis.com (+1) 310 445-4273
22 A 25 Hannover/Alemanha Euroblech - 27 Feira Internacional de Tecnologias em Processamento de Chapas Metálicas euroblech.com (+44) 1727 814-451
Novembro 5 a 8 Belo Horizonte/MG SIM - Semana Industrial Mineira - Feira de Produtos e Serviços para a Indústria diretriz.com.br (+55) 41 3075-1100
Mês
Setembro
7 a 22 Chicago/EUA
5 a 13 Querétaro/México
Outubro
IMTS 2024 - Feira Internacional de Tecnologias em Manufatura + Empresas (EUA/Canadá)
MexiMold 2024 - Feira Internacional de Moldes para Plásticos e Man Aditiva + Empresas
12 a 20 Friedrichshaffen/ Alemanha Fakuma 2024 - 29 Feira Internacional para Processamento de Plásticos + Empresas
19 a 27 Hanover/Alemanha Euroblech - 27 Feira Internacional de Tecnologias em Proc de Chapas Metálicas + Empresas
6 a 9 Stuttgart/Alemanha Moulding Expo - Feira Internacional de Ferramentaria,
(+55) 47 99709-0020
17 Caxias do Sul/RS
20 Online Análise térmica de solidificação na produção dos ferros fundidos cinzentos e nodulares
21 Online PPCP - Planejamento, Programação & Controle da produção
Joinville/SC CAD Solidworks avançado - Modelagem avançada de peças
27 Online Caracterização de defeitos relacionados a fabricação de machos por meio do processo de Coldbox
10 Online Metalurgia e metalografia dos ferros fundidos cinzentos e nodulares portaldafundicao.com.br 61 3020-9273
11 Online O impacto do OEE em indústrias metalúrgicas portaldafundicao.com.br 61 3020-9273
21 Online Metalurgia dos aços ferramenta: Seleção, aplicação e falhas grupoaprenda.com.br 19 3288-0437
25 Online Metalurgia das ligas de cobre fundido portaldafundicao.com.br 61 3020-9273
Utilize o QR CODE para ver todos os eventos em nosso website.
As informações publicadas nesta seção são repassadas à Editora Gravo pelas entidades e empresas organizadoras. A Editora Gravo não se responsabiliza por alterações de data e local dos eventos.
Livros para você se inspirar
Francesco Provenza
O livro aborda cálculos e aplicações práticas na área de estamparia de chapas metálicas. Aplicado para profissionais interessados em aprender sobre o projeto e dimensionamento de elementos de estampos e tecnologia de estamparia. A obra é uma excelente referência e composta de 3 volumes, que suportam todo o conhecimento associado à esse tema. Com 133 páginas. Editora F. Provenza. 1977. ISBN 978-85-60311-07-1. editorafprovenza.com.br
Gustavo Spina Gaudêncio de Almeida, Wander Burielo de Souza
Objetiva e didática, esta obra expõe o princípio de concepção, versando sobre o desenvolvimento de produtos. Fornece um panorama das principais técnicas empregadas para a construção do molde e apresenta as características dos tipos existentes. Trata dos sistemas constituintes, de alimentação, de extração, de refrigeração e de saída de gases. Aborda moldes especiais utilizados no processo de injeção e a exposição dos protótipos. Ao final, apresenta as boas práticas de manutenção e as matrizes utilizadas nos principais processos de extrusão de polímeros. Pode ser usado no curso técnico em Plásticos, entre outros. Possui material de apoio. A obra tem 136 páginas. 1ª edição. Editora Érica. 2014. ISBN 978-85-36511-11-5. editoraerica.com.br
BRAZILMACHINERY.COM
Com o objetivo de promover as exportações brasileiras de máquinas e equipamentos, fortalecendo a imagem do Brasil como fabricante de bens de capital mecânicos com tecnologia avançada e alta competitividade, o Programa Brazil Machinery Solutions é resultado da parceria entre ABIMAQ - Associação Brasileira da Indústria de Máquinas e Equipamentos e ApexBrasil - Agência Brasileira de Promoção de Exportações e Investimentos. O BMS busca, não apenas expandir as exportações, mas também impulsionar o desenvolvimento sustentável das empresas fabricantes de máquinas e equipamentos, por meio de ações estrategicamente direcionadas às empresas brasileiras do setor.
O Programa Brazil Machinery Solutions realiza diversas ações em seus mercados-alvo, com o objetivo de divulgar a marca no exterior e servir como uma plataforma de negócios para as empresas participantes, buscando assim uma maior presença das máquinas e equipamentos brasileiros no mercado mundial.
academiadenegocios.fiesc.com.br
Comando Haidenhain
www.selltis.com.br (54) 99665-4343 (54) 3225-3900
comercial@selltis.com.br

Endereço Matriz
Rua Mario de Boni, 1982 - Floresta. CEP: 95012-580 Caxias do Sul - RS.
Endereço Filial
Rua Dona Francisca, 6771 - Zona
Industrial Norte. CEP 89219-530
Joinville - SC
POR OMAR GHANEM
No contexto empresarial cada vez mais competitivo e dinâmico, ser um líder excepcional é essencial para o sucesso das organizações. E, com os avanços tecnológicos, a inteligência artificial (IA) tem se mostrado uma poderosa aliada nesse processo. Mas como exatamente a IA pode contribuir com o líder?
Aqui, listo alguns direcionais para esta utilização.
• Otimizar sua habilidade de tomada de decisão: uma das principais vantagens da IA é sua capacidade de processar grandes quantidades de dados em tempo real. Isso significa que o líder pode utilizar algoritmos avançados para analisar informações complexas e tomar decisões mais embasadas. Com o auxílio da IA, é possível identificar padrões, tendências e insights que podem ser cruciais para o sucesso das decisões tomadas.
• Melhorar a comunicação e colaboração entre os profissionais: a comunicação eficaz é essencial para o bom funcionamento de uma equipe. Com a IA, o líder pode contar com chatbots e assistentes virtuais para facilitar a comunicação interna, agendar reuniões, compartilhar informações importantes e até mesmo realizar traduções em tempo real. Além disso, a IA pode auxiliar na identificação de gargalos na comunicação e sugerir melhorias.
• Auxiliar no desenvolvimento das habilidades de liderança: por meio
de plataformas de aprendizado virtual, o líder pode ter acesso a treinamentos personalizados, que se adaptam às suas necessidades específicas. A IA pode, também, fornecer feedbacks em tempo real sobre o desempenho do líder, permitindo que ele identifique áreas de melhoria e trabalhe no seu aprimoramento.
• Experimentar técnicas avançadas de análise de dados para aumentar sua eficácia como líder: a análise de dados é uma ferramenta poderosa para o líder pois fornece insights valiosos sobre o desempenho da equipe, tendências de mercado e oportunidades de crescimento. Com a IA, é possível utilizar técnicas avançadas de análise de dados, como machine learning e data mining, para extrair informações relevantes e tomar decisões mais embasadas.
• Identificar potenciais desafios antes que eles aconteçam: a IA pode ser utilizada como uma ferramenta de prevenção. Por meio da análise preditiva, os líderes podem identificar potenciais desafios antes que eles se tornem maiores. Com o auxílio da IA, é possível monitorar indicadores-chave de desempenho, identificar padrões anormais e tomar medidas corretivas antecipadamente.
• Engajar os profissionais: a IA, por meio da ciência comportamental, pode fornecer insights sobre os profissionais - como a compreensão de seus pontos fortes e fracos, as áreas do trabalho que eles são
mais apaixonados e até mesmo a previsão de suas necessidades. A IA pode conectar o líder e talentos com as oportunidades certas, com base nas habilidades disponíveis e nas necessidades da organização, criando o potencial para um trabalho mais significativo e motivando a equipe durante esse processo.
Para a implantação da IA na organização, o líder deve avaliar meticulosamente o potencial de criação de valor, garantir a gestão da qualidade dos dados, estabelecer controles robustos de segurança de dados, pensar no projeto arquitetônico e mudar a gestão para garantir uma transição suave e integração da IA nos fluxos de trabalho existentes.
É importante começar pequeno e ir devagar, criando espaço para a exploração transparente e garantindo que todas as mudanças tecnológicas sirvam aos profissionais que pretendem se capacitar. Com essas medidas em prática, o líder pode aproveitar ao máximo as oportunidades apresentadas pela IA e garantir que sua implementação seja bem-sucedida.
O futuro do líder excepcional envolve uma parceira inteligente entre humanos e máquinas, tendo a IA como aliada na busca por resultados exponenciais.

Omar Ghanem Head do Coree Excellence Center omarghanemfilho@gmail.com


Melhor qualidade de peças injetadas e ganhos significativos de produtividade com o melhor serviço e viabilidade.
A manufatura aditiva colocando os sistemas de injeção em um novo patamar de desempenho.
Comercializado por
.com.br Tel. (47) 3027-1019