
37 minute read
Inspection


Element Materials Technology is pushing forward with its digital services, offering customers live remote access to tests and launching a digital division.
Element has accelerated the roll out of a renewed digital remote witnessing offering to improve customer experience as part of the large-scale digital transformation of the business.
Element is using market leading technologies, easily accessible by customers the world over, and which allow virtual access to its complete range of testing services from anywhere in the world. Through the use of these easily accessible digital platforms, customers can watch live testing of their materials and products remotely, keep their testing programs on track, avoid unnecessary travel and hotel costs, and focus on more productive, value-creating activities for their own organizations.
As with standard testing protocol, all remotely witnessed testing is performed in accordance with all the relevant certification and security conformance standards. The delivery of the service is supported by rigorous operating procedures and usage guides, designed to give the customer the same high quality, efficient Element experience as they would in person.
Janet White, EVP Digital Transformation at Element, said: “I am delighted that we are accelerating the roll out of these capabilities at a time when customers across many of the end markets that we serve continue to face challenges that have arisen out of the COVID-19 crisis. Element has been successfully delivering remote witnessing services to many of our clients for several years, and 2020 presented us with an opportunity to optimize our capabilities to better serve them through the restrictions that the pandemic caused.
“Element’s remote witnessing offering is a shining example of our ability to drive value through internal transformation and delivering growth by leveraging data, automation, AI, and practical IoT to enhance customer experience and our competitive advantage.”
Remote Witnessing from Element can comply with many export regulations as regulated by the by the US International Traffic in Arms Regulations (ITAR), US Export Administration Regulations (EAR), US Office of Foreign Asset Controls (OFAC), Canadian Controlled Goods Program (CGP), and the UK Strategic Export Control Lists.
Element has also formally launched its simulation arm, Element Digital Engineering, which takes it a step forward in its aim to become a leader in engineering simulation, modelling, data science and artificial intelligence to solve complex industrial challenges for its customers, as well as ensuring the safety and regulatory compliance of their products.
Element Digital Engineering’s specialists bring with them capabilities not readily available in the testing market, including digital twinning, machine learning, and mathematical optimization to
Digital drive for testing

bolster Element’s comprehensive range of existing testing services. The Digital Engineering team will primarily focus on the global medical device, energy transition, aerospace, consumer goods and mining markets.
This new business builds on Element’s existing capability in areas such as finite element analysis and engineering critical assessment, and has been accelerated by the acquisition in early 2021 of a leading engineering and modelling simulation company based in Cambridge, UK. This acquisition and the launch of Element Digital Engineering supports Element’s ambitions and focus on innovation and digitization to develop industry leading capabilities and solutions for its customers.
Jo Wetz, CEO at Element, said: “Element Digital Engineering is an exciting and natural extension of our commitment to develop specialist technical and digital services to solve complex problems for our customers who are working at the cutting edge of their industries. With this new expertise available to the Group, we look forward to creating new opportunities for digital technical knowledge sharing and improving partnerships with our customers.” 8 element.com
Wealdpark Limited
Stand number 5126



Subcontract Capacity
BS EN ISO 9001:2008. Approved by BSI since 1991.
Company Contact Details
Phil Smith, Director, Wealdpark Limited Sutton Road, St. Helens, Merseyside, WA9 3DJ Tel. 01744 22567 / 732083 Fax. 01744 451339 E: sales@wealdpark.co.uk www.wealdpark.co.uk
Rochdale-based subcontractor Chelburn Precision has installed one of the tallest height gauges on the market to ensure precision on larger components.
Chelburn mostly serves the canning, rubber and plastic, paper converting, and mining industries and had problems reaching the full height of some components using its exiting height gauge. This meant it had to either turn jobs over to measure from a different plane, or make time and room on one of its precision machine tools to carry out checks. This not only required extra time, but also stopped the production of both the machine tools and their operators when quality inspectors requested and verified checks to ensure parts conformed to specification.
The new Trimos V7 height gauge, supplied by Bowers Group, is capable of tackling complex functions such as 2D, programming, and statistics, resulting in an unequalled ease of use and a substantial increase in productivity.
It features a pair of lateral insert holders that allow the use of very diverse probes up to 400 mm long with high repeatability.
Chelburn Precision also invested in the squareness electrical probe which enables the business to reach the full height of components, both for measuring positions and measuring squareness. The additional probe creates the efficiency of combining two instruments to make the measurement process quicker and easier, offering the team the ability to perform the precise measurements they needed.
Chelburn’s inspection department is manned full-time by two qualified inspectors who have access to a wide range of quality equipment. Thanks to the new height gauge the team know instantly if there is something that needs altering on the shop floor, allowing them to measure parts easily and quickly and get results before they reach the CMM.
Since having the Trimos V7 height gauge, Chelburn has found it extremely easy to use, with inspectors using it in preference to traditional methods of parts inspection, owing to the fact they can measure multiple sizes with the one device. Now using the Trimos V7 every day, the inspectors also use the height gauge on smaller manufactured parts, as they find it easier to use and more reliable than their previous unit.
Michael Horsfall, Production Director at Chelburn Precision said, “We have used Bowers Group before for a lot of different measuring devices we own, so we knew we were in good hands. They even loaned us a smaller unit for us to trial as they were confident that we would be impressed by the quality, accuracy and ease of use of the Trimos height gauge.” 8 chelburn.co.uk
Height of precision

Contract electronics manufacturer Jaltek has invested in a second flying probe test machine that will enhance its technical capacity and throughput.
The TAKAYA APT-1400F is reported to be the fastest flying probe test system on the market, setting new standards for speed and test coverage, and will sit alongside Jaltek’s existing machine.
The system has been specially developed for the test of large quantities of complex circuit boards. The APT-1400F has 6 flying probes, of which 2 are vertical, enabling access to contact points that could not previously be reached. The design of the XY table has been completely revised and innovative test algorithms enable a significant increase in the test coverage on circuit boards.
The Takaya APT-1400F comes with a list of impressive features as standard, but Jaltek also installed a number of additional functions that it says makes its test speed, positioning accuracy and coverage unprecedented in the UK.
The additional features include a laser measuring unit that allows a single-sided tester to accurately measure component heights, to check for component compliance to IPC/customer requirements, BGS co-planarity to the PCB, or for non-fitted components.
Commenting on the acquisition of this new Takaya machine Steve Pittom, Managing Director of Jaltek, said, ‘We continue our commitment to invest for our customers. This fully featured new flying probe will bring significant value to our customers particularly those who have AS9100 and ISO13485 requirements as well as for new product introduction. We can’t wait to start putting it to the test.’ 8 jaltek.com
Fastest flying probe tester

engineering, composites



PR | Marketing | | Copywriting | Events Awards | Design | | Web & SEO
01752 894786 www.aroprandmarketing.co.uk
Subcontract inspection services from the Carfulan Group aim to help companies cope with the production and capacity pressures created by the fall-out from Covid.
The Group says that, during these unprecedented times, where reduced internal capacity is adding to the pressure of fulfilling orders and satisfying customer demand, the complementary manufacturing technologies it offers could be a lifeline.
Experienced engineers at Group companies OGP UK and VICIVISION UK can write programmes, recommend best measurement practices and provide comprehensive data so that businesses can reassure their customers and stakeholders, taking the stress out of inspection.
OGP’s multi-sensor metrology solutions employ optimumperformance sensors and probes to complete the work of a traditional co-ordinate measuring machine, as well as a laser scanner and profile projector, with ultimate precision.
Detailed data about even the most demanding components and features is collected quickly and reliably by trained UKASaccredited engineers, giving comprehensive feedback and reliably accurate results.
Utilising an impressive technology suite in a temperature-controlled environment, OGP UK can help with dimensional measurement, component measurement, non-destructive inspection, first article inspection and gauge R&R on parts up to 0.5m3 .
OGP UK’s services include first and initial sample inspection, gauge repeatability and reproducibility measurement and the measurement of complex shapes. OGP’s multi-sensor measurement systems combine optics, laser and probe to measure complicated parts in a fraction of the time it takes other systems.
Whether it’s medical, aerospace, automotive or packaging, manufacturers of precision parts can benefit from shorter production cycles and improved quality control whatever their application.
VICIVISION’s world-leading optical, non-contact measuring systems cater specifically for turned, ground and cylindrical parts, guaranteeing improved manufacturing efficiency, reduced downtime and increased productivity through superior data analysis.
Using a combination of high-resolution video camera technology and light projection, its solutions deliver fast, detailed and consistent results, completing metrology tasks that were once reliant on the time-consuming and unreliable manual methods reserved for specialist labs.
Whether it’s diameters, angles, orthogonalities or thread pitches, coaxialities, cylindricities, axial runouts or dynamic parallelisms, even the most complex features can be inspected in seconds, down to the last detail, by a team of experienced engineers.
By more readily satisfying the modern standards required to reduce noise on production lines across the medical, automotive, aerospace and oil, gas and energy sectors, VICIVISION UK is offering metrology services that allow manufacturers to minimise part non-conformance and reliably deliver top-class products to gain a competitive advantage. 8 landing.ogpuk.com/subcontract
Inspection services remove stress

State-of-the-art connected metrology systems from Renishaw will be critical to the machining and inspection capabilities of the Digital Manufacturing Centre (DMC).
The DMC is further expanding its partnership with manufacturing technology leader Renishaw and says the new agreement is critical to the DMC’s on-site machining capability, which is delivered by precision engineering specialist Produmax.
The partnership will see Produmax’s machining and inspection services linked into the DMC’s intelligent, connected process chain. This will be a key element in the realisation of a true ‘digital twin’ and the real-world application of Industry 4.0 principles. Thanks to Renishaw, Produmax’s connected metrology solutions will significantly enhance the DMC’s efficiency and ability to deliver exceptional parts for the most demanding sectors.
Equipped with a new DMG Mori DMU 60 eVo linear 5-axis mill, Produmax will utilise a Renishaw OMP600 high-accuracy optical probe in conjunction with NCChecker and NC-PerfectPart software from Renishaw associate company, MSP, to ensure machine capability and enable complex part alignment prior to machining. A Siemens controller will then be used to proactively adapt machining processes to the subtle variations in net-shape components made through additive manufacturing.
During machining, a Renishaw NC4+ Blue laser tool setter will be used to achieve the high levels of precision required to deliver the tolerances and surface finishes required by DMC customers. Produmax will then comprehensively analyse the parts using a versatile Renishaw REVO 5-axis measurement system to certify quality.
The REVO’s multi-sensor capability and high-performance scanning provide Produmax with non-contact and surface finish analysis in a single Coordinate Measuring Machine (CMM). It will come equipped with Renishaw’s 5-axis tactile scanning and touch trigger probe, surface finish measurement tools (SFP2) and non-contact optical Fringe Probe (RFP). This will give the DMC and Produmax the ability to carry out a variety of measurement tasks in one single datum system and in one operation.
Jeremy Ridyard, Managing Director at Produmax, commented: “Metrology is an essential aspect of delivering industry-leading machining, finishing and inspection services. Thanks to the support of Renishaw, we are bringing worldclass metrology capabilities to the DMC, allowing us to digitally connect the entire process chain.
“This new agreement will enable us to link all the steps, each providing data to inform subsequent operations. Through digital connectivity and our wellestablished Quality Management Systems, the DMC will confidently deliver on the requirements of a wide variety of sectors, from aerospace to industrial.”
Kieron Salter, Chief Executive Officer at the DMC, concluded: “We are thrilled to have Renishaw play such a central role in enabling critical elements of the DMC. Together, alongside Produmax, we are realising the potential of connected additive and subtractive manufacturing. The addition of connected metrology is yet another demonstration of our ambition to level up UK manufacturing and establish ourselves as a world leader in advanced manufacturing.” 8 digitalmanufacturingcentre.com
produmax.co.uk

Digital metrology connection
A ‘model’ for maintaining quality
G&P, which provides quality management services to the manufacturing industry has developed a model and system that allows it to drive and support the quality management process, identifying problems in real-time allowing manufacturers and suppliers to respond much quicker.
The company says its Quality Excellence Model has helped manufacturing customers, including automotive and aerospace OEMs and Tier 1 suppliers, to improve efficiency and quality levels, which in turn reduced waste by more than £2.5bn in one year alone.
Further analysis of the system’s use shows that in just 12 months it prevented more than 21.4 million substandard parts from entering the supply chain or being turned into waste, supporting the drive for improved performance, reputation and quality standards among G&P’s customers.
At the heart of G&P’s Quality Excellence Model is its proprietary QTrak system. This is a sophisticated project management software tool which allows realtime analysis and identification of quality issues.
As QTrak provides instantaneous results, it allows problematic supply sources to be investigated without delay, parts contained and corrective action to be deployed to prevent further defective components from being produced.
Specifically, the Quality Excellence Model enables highvalue manufacturing organisations to manage complex supply chains and control costs, while giving these companies on-demand access to the resources and expertise they need for both reactive and proactive management of supplier quality, together with their own in-house quality, quickly and cost-effectively.
It also facilitates sustainable long-term quality improvement, by enabling manufacturers and their suppliers the ability to rapidly identify the root-cause of quality problems and take decisive action to permanently eliminate them.
Strategically the Quality Excellence Model has enabled a fundamental shift in G&P’s relationship with its customers.
G&P is increasingly seen as a strategic partner, often with sole responsibility for the management of inbound component quality and the response to quality issues, including through the deployment of quality engineers. 8 gpqm.com



From design, sampling and technical support to manufacture, Simpson Springs & Pressings Ltd provide the complete service.
Tel: 0118 978 6573 Email: sales@simpsonsprings.co.uk
UV light for disease-free air
Fabrication specialist, Blackrow Group, is working with an infection mitigation specialist on applying systems and technologies to reduce the transmission of harmful bacteria and viruses.
Health technology company PP-L has partnered with Blackrow to help manufacturing companies across the UK become COVID-secure by purifying air and surfaces using ultraviolet-C radiation.
The partnership will ensure manufacturers can go beyond government guidance to make their operations extremely COVIDsecure and ultimately continue to supply the nation.
The collaboration agreement also sees the two companies work closely together to introduce PP-L’s technologies – which are proven to reduce the transmission of harmful bacteria and viruses, including COVID-19 – into the Blackrow Group’s own bespoke machinery.
Paul Waldeck, chief executive at PP-L, said: “At this moment in time, it’s imperative that our team of engineers, scientists and medical experts are proactively working hand-in-hand with companies like the Blackrow Group to increase the visibility and use of safe UV-C and enhanced ventilation system solutions across a multitude of industry sectors.
“The manufacturing and production industry is under severe pressure and has been very badly hit by the COVID-19 pandemic, and technologies like UV-C are critical in allowing them to get back to the level it was operating at previously while protecting its staff in the most effective way practicable.
“Health authorities around the world agree that COVID-19 is primarily spread through airborne transmission, so the availability of clean, uncontaminated air is crucial in preventing the spread of the virus and protecting people from infection.
“Like other coronaviruses, COVID-19 will mutate as it spreads through the population, meaning it will still remain a problem even with the availability of vaccines. It is therefore important that steps are taken to protect people and environments if we are to live with this ongoing danger.
Indeed, the HSE’s recent CovidSecure Workplaces Guidance has recently been updated to help with this risk and specifically covers ventilation and UV intervention.”
The technologies and products used by PP-L have been in use for more than 80 years and have been proven to kill 99.99% of pathogens.
PP-L’s UV-C solutions have been proven to be highly successful in dealing with previous coronaviruses, such as the first SARS crisis in 2003, with highly infectious airborne viruses destroyed within milliseconds through exposure the light but in a way that is completely safe for building occupants.
Dave Stubbs, senior engineering manager at the Blackrow Group, said: “We are delighted to be working alongside the PP-L team to actively bring UV-C solutions to any industry sector which requires it.
“With our extensive engineering knowledge and expertise combined, with the tried and tested technology PP-L solutions provide we are confident the alliance will play a pivotal role in the control and mitigation of COVID-19 in the workplace.” 8 blackrow.co.uk

Pressworking and prototyping specialist AE Oscroft has joined forces with the AA to develop a game-changing innovation that will transform the breakdown service for thousands of drivers.
The company has used its engineering expertise to create a new freewheeling hub that allow patrols to safely tow vehicles that can’t normally be ‘lifted and towed’ on two wheels, including 4x4s and the increasing number of electric vehicles in the UK.
Recovery professionals can fix the hub to the rear wheels of stricken vehicles so they can be towed by a standard van rather than having to wait for a flatbed recovery vehicle, increasing the speed of response and reducing the time motorists are left stranded on busy roads and motorways.
The new innovation has its own high-speed bearing, enabling the wheel to turn independently from the car and works in conjunction with the standard and heavy-duty Multi-fit wheel for larger vehicles.
AE Oscroft, which has recruited two new engineers to cope with expected volumes, is manufacturing 1850 sets for the AA as part of its first order, with significant opportunities being explored to export the technology to customers in the EU, UAE and the US.
“This was a true collaboration between our business and the AA,” explained Chris Oscroft, Managing Director of AE Oscroft.
“We took the concept created by AA Chief Engineer Steve Ives and developed it into a workable, costefficient solution that will make roadside assistance faster and safer for so many people. This success shows what we can achieve when inventors, engineers, prototyping and production all work together.”
James Hosking, AA Roadside Chief Operating Officer - Roadside, added his support: “AE Oscroft were tasked with coming up with a cleaner, safer, smarter solution to towing certain categories of vehicle. This fantastic innovation will help to futureproof our service and, importantly, rescue customers more quickly than our competitors.”
This latest innovation builds on the manufacturer’s successful partnership with the AA, dating back to the development of the original Multi-fit wheel that was launched in 2016 and fits 90% of
On the road again

cars which don’t come with a spare as standard.
The new freewheeling hub and heavy-duty Multi-fit wheel roll-out is in the final stages and will be completed shortly.
EVs, 4x4s, and vehicles with certain issues can now be towed by standard patrol vans instead of having to wait for specialist recovery trucks. In addition, the new heavy-duty Multi-fit wheel allows the broken-down vehicle to be towed at a faster speed of 50 mph. Less time at the roadside means it is safer for both drivers and recovery teams and it allows the AA to reduce its reliance on higher-emission flatbed vehicles. It is also lightweight, helping optimise the fuel efficiency of patrol vans. 8 aeoscroft.co.uk
QFS Technologies, a specialist supplier of body-in-white (BIW) parts to the automotive industry has invested in a new Trumpf TruLaser Cell 5030 five-axis (3D) laser cutter.
The company has an older TRUMPF five-axis machine but realised that the higher performance and advanced features of the new machine would give it a competitive advantage – particularly in new project work for a major customer.
Founded in 1997, Birminghambased QFS provides the automotive industry with quick-turnaround metal-panel prototyping and lowto-medium volume production parts. Such has been its success that QFS has today become the first choice in its field for most UK automotive OEMs and tier-one suppliers, as well as yellow goods manufacturers. Current turnover at the 60-employee company is circa £7 million.
QFS develops and manufactures prototypes from single panels to complete assemblies for BIW, concept and show vehicles. Customers often continue to use the company’s skills right through the initial prototype and manufacturing process, into mass production.
“As we supply panels in batch quantities of 25-150 through various prototype build phases, we already have some of the tooling in place, we’re increasingly being asked to support OEM customers with production volumes – often running into thousands of parts,” explains Managing Director Neil Holloway. “Maybe the pandemic situation where major production suppliers of panels being shut down during lockdown has contributed to production dies being delayed, but of course the OEM’s still need to meet their build schedules to sell vehicles. We’ve found ourselves in a position to provide the necessary support.”
When Mr Holloway recently put forward a business case for a new project with a major automotive customer, he realised that a new five-axis laser cutter would be required.
“Once the investment decision had been made, it was always going to be a Trumpf machine,” he states. “I’ve worked with other laser cutters in the past, but Trumpf machines are a lot more reliable. When you think about the curvature and complex shapes of a car panel, it’s easy to imagine the essential role of a 3D laser cutter at QFS. We cannot afford to run an unreliable machine.”
The TruLaser Cell 5030 is and entry-level machine for flexible 2D and 3D laser cutting. With its low machine-hour rate, the TruLaser Cell 5030 is well suited to small and medium batch sizes, and for applications where components are frequently changed. The Trumpf TruTops Cell Basic software enables users to make quick adjustments to programs directly at the machine.
BIW parts produced on the new TruLaser Cell 5030 are mostly made from aluminium, although some are cut from high-strength steel, typically 1-3 mm thick.
The TruLaser Cell 5030 is located within the company’s dedicated laser shop, in a total space of 34,000 sq ft.
“More speed is an obvious advantage with the new machine, while quality has also been enhanced,” states Mr Holloway. 8 qfs.uk.com/

Faster laser cut car panels
Erodex has supplied Krohne with a carbon fibre composite graphite fixture for the UK’s largest horizontal vacuum brazing furnace.
Krohne is a leading manufacturer and supplier of industrial process instrumentation, and its UK operation in Wellingborough is the company’s global centre of excellence for Coriolis mass flowmeter technology.
This involves working with specialist materials such as Duplex 31803 and Super Duplex 32750 stainless steels where the brazing process is highly critical.
As the largest of Krohne’s products to be brazed are up to two metres in length, it had a problem that there was no suitable furnace in the UK with a hot zone large enough to process them. This meant that the brazing had to be subcontracted to a French company, which brought challenges with lead times, transport, and associated cost issues.
Krohne Ltd’s decided to bring the brazing of its larger products inhouse, thus ensuring complete control over quality and lead times, and invested in the UK’s largest horizontal vacuum furnace.
The company therefore needed assistance with the design and manufacture of a fixture that would possess the specific hot zone capability, be of appropriate size and at the same time cope with weight, cost and distortion limitations whilst processing these larger products and turned to Erodex UK.
Evolution of fixture design
Discussions started around six to
Fixture for biggest brazing furnace

nine months prior to when the furnace was due to arrive. The original concept design provided by the Erodex UK team was based around using graphite plates and spacers.
Following close consultation with their Krohne counterparts this was reviewed and it was determined that a flat grid method would be more suitable, due to strength requirements of the fixture and to enable the required reduction in fixture weight.
The resulting design was a 2.4m x 1.2m Carbon Fibre Composite (CFC) fixture consisting of two layers and a cover plate to ensure that there was no direct radiation heat onto the components processed on the top layer and that heat is evenly distributed within the furnace.
Production Engineering Manager Darren Hawes comments: “The Erodex team were able to understand our specific requirements and design a fixture based on a CFC grid. We then had a further meeting and added in channels and a cover plate that sits
on top of the CFC grid structure to maintain 0.1mm flatness.
“Perforated holes were added to allow the 360-degree gas cooling to flow underneath the fixture to the parts, because cooling is one of the critical features of the process. Side rails were added to the fixture to remove the possibility of any parts falling off and we added lifting points to the fixture, so once removed from the furnace, if the loader were to break down at any point, the fixture could be removed from the loader by overhead cranes”.
The right material
Krohne Ltd Manufacturing Engineer Tom Harrison explains why, guided by the Erodex UK team, it opted for a Carbon Fibre Composite (CFC) graphite fixture: “We had to find the right material for the fixture when considering weight, cost and distortion limitations and we could not find another material that was comparable to CFC for achieving this.
“The CFC fixture is lightweight yet as the temperature increases within the furnace the material gets stronger. Our main requirement of the fixture and the plate itself was to have a 0.1mm flatness tolerance, so when we manufacture and process our parts, any distortion of the fixture does not impact on the assembly that is being processed.
“The straight tube assemblies being processed within the furnace also have a 1/600mm straightness tolerance. Up to two metres we can have 3mm distortion end to end in the bow of the tube. To get that right, we required the fixture base to be as true as possible, so that we are not adding any additional distortion into the processing of the parts. The CFC fixture was therefore designed and manufactured by Erodex to deliver on that 0.1mm flatness constraint.
“In addition, the more mass within the furnace, the greater the effect on heating and cooling rates. A metallic fixture can act as a heat sink, using CFC reduces the mass greatly so our process is optimised and the energy we do use is used efficiently”.
Duplex stainless steel and Super Duplex stainless steel are mainly used for corrosion resistance, meaning that any carbon or other contamination picked up from the fixture itself could affect the metallurgy of the material, which in turn can add further complications to the products being processed.
To avoid this, the CFC graphite fixture was coated in a Yttria Zirconia coating to prevent any carbon ingress into the material.
Darren Hawes says: “The knowledge of the application and properties of CFC within the Erodex UK team was vital in helping us to understand what could be achieved both with the material and the fixture design itself. As we moved through the process, the design became more complex, so having their expertise at hand to help develop this was very beneficial to us.
They acted like a partner on this project, and it was clear from the outset that they were willing to listen, accommodating changes and providing new ideas”.
Tom Harrison adds: “The fixture itself has been used now since October, we have completed numerous cycles and it is holding up to design requirements of flatness, the coating is performing well and ultimately, the fixture is achieving what it was required to do.
“Ultimately, this has given us full control over processing. It has given us the capability to develop our processes and increase productivity and allows continuous development and improvement of the process too. 8 erodex.com

Selective electroplating can play a key role in remanufacturing and building components back to original specifications says Tony Arana, Southwest Sales Manager for SIFCO ASC.
Remanufacturing is on the rise. Already commonly used in the automobile, heavy equipment and off-highway vehicles (OHV) sectors, this manufacturing trend is expected to continue growing across even more industries and applications. This includes marine, aerospace, general industry and more, as businesses seek to reduce capital costs and extend the life of equipment and machinery.
Growth of remanufacturing can be further attributed to the constant desire to drive down the total cost of ownership of expensive equipment. Examples include landing gear in aerospace, diesel engines in OHV, pumps, valves and turbines in many industries, and much more. There’s a greater need now, more than ever, to minimize repairs and replacements, while enhancing agility throughout engineering processes – and remanufacturing fits this need perfectly.
In all industries, all equipment, from the smallest component to the biggest (and most expensive) machines are constantly subjected to unpredictable field conditions harsh operating environments, and sometimes even abuse, all of which combine to increase the risk of wear and tear, corrosion and damage.
If not properly maintained, many of these components – or entire pieces of machinery – may need to be scrapped, increasing capital equipment costs and downtime. This is where remanufacturing comes into play, returning OEM parts back to original specification – or better – for a longer, more reliable lifespan.
Extending operational lifespan
It’s clear that remanufacturing is an increasingly prominent way to extend the operational lifespan of equipment. However, it’s just as crucial to ensure that downtime is minimized when doing so, especially as the costs of such downtime can quickly rack up. In industries like marine and shipping, power generation and mining, any way to quickly, costeffectively and sustainably enhance components, improve wear resistance and repair damage is key. Here, selective electroplating offers a vital benefit.
Selective plating (also known as brush plating) is a method of repairing and restoring critical dimensions and surface properties of worn components back to OEM standards, using an array of triedand-trusted solutions, such as copper, nickel, nickel-tungsten and cobalt. Even more crucially, it
Building back to original specs


can be completed on site, to reduce the downtime and cost associated with disassembly, transport and reassembly.
This is due to the ability of selective electroplating to treat specific areas of a component, with accurate, selective brush plating of materials onto localized surfaces and diameters, enabling in-situ repair and enhancement that is typically faster than alternative surface coating methods.
As opposed to tank plating – the other major method in electroplating – brush plating does not require extensive masking or special fixtures. It can also plate deposits between 30 to 60 times faster, with no risk of part distortion thanks to the process taking place at room temperature. All of which combines to make this particular remanufacturing process a faster, more costeffective and lower-risk option.
Given the continuous use and sometimes harsh direct impact experienced when equipment and machinery is in operation, selective plating needs to bond at the atomic level. This is something not provided by traditional surface coating methods, such as thermal spray, which only forms a mechanical bond.
To create this atomic bond, selective plating uses electrochemical principles: an electrolyte solution, containing ions of the deposit material, is introduced between the negatively charged plating surface and the positively charged tool. This is powered by a portable power pack, enabling precision control over amperage, voltage and duration.
When the tool – or anode –touches the surface, a circuit is created, with a cover material around the tool providing a reservoir to ensure even distribution. The current within the circuit causes the ions between the interfaces to bond –building up the plating layer and delivering a highly adherent and dense metal deposit.
Selective plating also allows for more accurate control of deposit thicknesses – often allowing parts to be plated to size with no post-machining. With the portable nature of brush plating, repairs are able to be undertaken either in the shop or on the job site – meaning accuracy is matched by a fundamental flexibility in the process.
Plating in practice
So, selective electroplating has been discussed in theory, but what happens actually out in the field? One example is SIFCO ASC’s work with a well-known heavy equipment and OHV manufacturer.
Due to size, cost and lead time, replacement parts or components for heavy equipment are not typically available on short notice. However, many components with wear and/or surface defects can be repaired, rather than replaced.
A common scenario is damage to hydraulic rods and rams, ranging from light scratches to deep impacts and corrosion damage. This can be permanently repaired by selectively plating using the SIFCO Process®. Defects are typically repaired with one or more layers of copper, then covered with a wear resistant deposit with good release or wetting characteristics.
These types of repairs are easily completed on rods and rams made up of carbon or stainless steel that have been plated with chrome or nickel. Copper is applied to the damaged area and then dressed back to just below the surface. Finally, a thin layer of cobalt-nickel is applied to a slightly larger area and then polished to match the surface texture.
Using less solution and chemicals, and generating very little waste, as well as reductions in the carbon costs of emissions, transport and shipping, selective electroplating is a sustainable option. The reduction in fumes and hazardous waste requiring disposal delivers a safer, healthier working environment.
Overall, remanufacturing and selective plating present a distinct way to do things better: returning vehicles, machines, and equipment to operational effectiveness for a longer life of efficient and reliable service, with minimal downtime in the process. 8 sifcoasc.com/remanufacturing

Coating capacity ring-fenced
Fastline Steel Services will have exclusive use of the Telford Plant A facility of Corbetts the Galvanisers following a multimillion pound agreement guaranteeing over 15,000 tonnes of perimeter steel fencing will be galvanized there every year.
The decision, which creates up to 40 new jobs and safeguards a further 80 more across the two firms, marks a switch from dual sourcing to a more strategic partnership that will deliver increased capacity and reduced lead times, not to mention world class, repeatable quality.
“This marks the next stage of a five-year relationship and a new way for galvanizers and manufacturers to work together,” explained Sophie Williams, Finance Director and General Manager at Corbetts the Galvanizers.
“The pandemic and subsequent lockdowns had cut our volumes in certain sectors and that meant we temporarily consolidated all business into our larger Plant B. Whilst this was not ideal, it did give us the opportunity to take a longerterm view of how we wanted to work with our customers to build more strategic partnerships.”
She continued: “One of those was with Fastline Steel Services, who has been growing rapidly and was in need of guaranteed additional capacity to cope with consistent increases of work in construction, prisons, rail, utilities and with the Ministry of Defence (MoD).
“We held several detailed discussions and eventually agreed to bring back Plant A to serve as a dedicated galvanizing facility. A further 10 jobs are to be created in the initial three months, with the installation of palisade lines directly on site supporting the manufacture of railings and high security steel perimeter systems.
“Over £500,000 has been invested in creating the infrastructure so that the products can be manufactured and sent straight to be dipped in baths just a few metres away.”
Corbetts, which celebrated 160 years in business in 2020, currently galvanizes over 100 tonnes of products every week for Fastline, with the second line providing the opportunity for exponential increases.
Mike Fellows, Managing Director of Fastline Steel Services, went on to add: “This is a very exciting move for the business and will help support growth plans that will initially take turnover from £15m to £30m over the next eighteen months.
“There is significant interest in our core fabricated products, including steel palisade, rigid mesh, chain link, weldmesh and fabricated railing systems, with a host of new automated solutions also coming online.
“This means we require a strategic partner we trust to deliver the galvanizing capacity and quality going forward and Corbetts really stepped up when we gave it the challenge.” 8 wcorbett.co.uk
fastlinesteel.co.uk


Diversifying automated moulding
KUKA UK Gold system partner, PC Moulding & Automation has witnessed a significant decline in automotive manufacturing, with certain next generation model launch plans being shelved in favour of EV alternatives. In the third quarter of 2019, enquiry levels were consistently high with some 75% of their order intake attributed to automotive. A further 20% of enquiries came from the medical sectors and 5% ‘other’.
Roger Ewers, Sales Director, PC Moulding “Automotive project enquiries were often based not only around the need to deliver labour savings, but address complexity of assembly for which automation was a natural fit”.
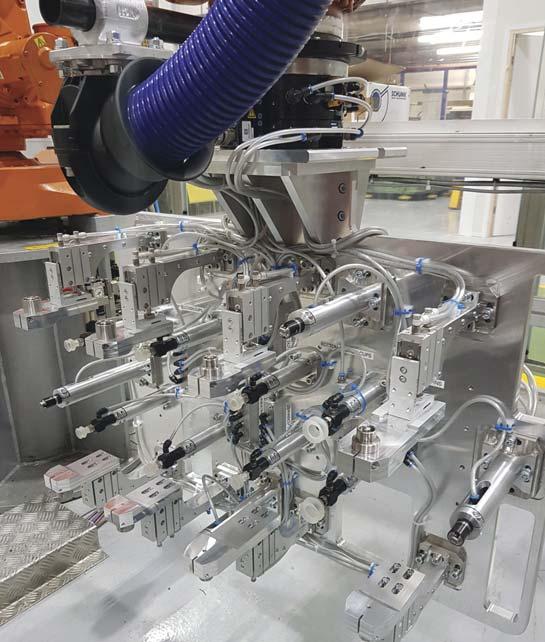
Insert loading is still a huge consideration within the automotive sector, primarily for two reasons. Health & safety considerations dictate that operators should not be climbing inside of large machinery, to reduce the risks associated with trips, falls and the likelihood of injury. Solutions such as that pictured above, illustrate how bespoke applications incorporate end of arm tooling. In this instance a double-sided end effector with demould, insert load and insert gripper capability, can undertake such tasks. This particular automated, application manages the insert loading from a sliding table exterior of the cell perimeter, picked by the end of arm tooling which is equipped with a Schunk QC (quick changeover) system - the EOAT can be changed within the cell and without operator intervention.
Roger Ewers says: “When historically 70% of your inbound enquires satisfy a specific sector and that dynamic changes suddenly and unexpectedly, you have to diversify. We had to take the experience that we have and apply it in other areas.”
Medical and pharma projects are gradually being brought back to the UK, as manufacturers re-shore post Brexit, with a focus upon productivity gains, increased throughput and improved efficiencies.
“When COVID hit the UK, the demand for breathing devices and respirators soared. As a result, the production and manufacturing of filters intended for use in these systems increased the demand for automation, as manufacturers recognised the benefits afforded by robotic process automation, says Mr Ewers.
PC Moulding & Automation produced an automated filter production line which comprised three KUKA KR AGILUS HM (hygiene machine) 6 axis industrial robots and ultrasonic cutting tooling for the filter medium, applying similar principles to the execution of the application of those which had been undertaken for automotive clients.
“Automation enquiry levels continued to rise throughout 2020, a large majority of which we found were intended to address reduced staff levels whilst increasing output. Unfortunately, as automotive manufacturing was severely impacted by the pandemic, medical was our primary sector focus in 2020, and into 2021. Automotive is recovering slowly, but with certain next generation model launch plans being shelved in favour of EV alternatives, new model EV launches are being planned over the next five years and onwards, supporting that recovery”.
Adam Hudson, Sector Manager – Plastics and Injection Moulding, KUKA UK, echoes the opinions of Roger, in that the COVID-19 pandemic has encouraged manufacturers, who might not have considered automation as a natural fit to their operations to view robots as a value-add, supplementary technology.
“The benefits that can be afforded through the adoption of robotic process automation are endless, but more importantly measurable. The range of industrial robots available to choose from, can be applied to almost any task in any environment”.
Adam continues “The plastics industry is a diverse and fast moving focus sector for KUKA and as such, we work closely with PC Mouldings to ensure that we provide the correct solution to our customers exacting requirements, with a number of considerations at the heart of their design, from productivity gains to cost savings, health and safety compliance to quality output. All are valid requirements that can be addressed through the adoption of automation”.
“Some quick examples include; the KUKA KR DELTA that can be used effectively within a conveyor application: fast moving plastic components can be detected through vision and fast picked, stacked and sorted at high speed; the KUKA KR SCARA used for fast picking in cost sensitive plastic applications, offering high levels of accuracy and reliability; the LBR iiwa can be utilised within complex mould removal applications. Using the sensitivity of the robot products are released from the moulds, thus reducing breakages and the likelihood of injury to the operator”.
Adam concludes “The plastics sectors is one of many that is witnessing an increase in the adoption of robots. Currently the UK lag behind our European peers, with only 71 robots per 10,000 workers, compared to Europe’s 73. The gap is closing and as reshoring accelerates we anticipate that UK manufacturing will finally acknowledge the benefits associated with robotic process automation, and stamp our mark as a leader on the global manufacturing map”. 8 pcmoulding.co.uk
Kuka.com


