MAG EUROPE EDITION VOLUME 29 ISSUE 3
www.tctmagazine.com
3D PRINTING & ADDITIVE MANUFACTURING INTELLIGENCE
SLM Solutions explores the future of AM.
AEROSPACE
INDUSTRIAL AM
services
Space exploration, supply chain & next-generation design
The latest developments in metal binder jet
Mergers & acquisitions plus our latest AM service provider map
FREEDOM OF DESIGN?
DONT LET (INNER) SUPPORT STRUCTURES LIMIT YOUR AM PRODUCTION AFTER HIRTISATION®
Three worries less using Hirtisation® Support structure removal Powder residue removal Leveling of the surface roughness AS PRINTED
AS PRINTED
INNER CHANNELS
FRONT SIDE
The water based process media can reach all cavities and inner surfaces of the part and can thus enable the full post-processing inside and outside.
AFTER HIRTISATION®
rena.at
BRING YOUR IDEAS TO LIFE At Central Scanning, we are specialists in:
VOLUME 29 ISSUE 3 ISSN 1751-0333
EDITORIAL
HEAD OF CONTENT
Laura Griffiths e: laura.griffiths@rapidnews.com t: + 44 1244 952 389
SENIOR CONTENT PRODUCER
Samuel Davies e: samuel.davies@rapidnews.com t: + 44 1244 952 390
•
3D Scanning to provide the best quality for your application
•
The production of functional 3d printed components
•
Providing on time CAD models to the software package of your choice
•
Independent inspection using optical measuring techniques
•
Complete training and 3D Scanning solutions from Artec3D and Zeiss
Call us today on 01527 558282 Whatever your industry or project, we have the expertise in helping to find the right solution for you.
ADVERTISING
HEAD OF SALES TCT PORTFOLIO
Carol Cooper e: carol@rapidnews.com t: + 44 1244 952 386 SALES MANAGER TCT PORTFOLIO
Nicky Martin e: nicky.martin@rapidnews.com t: + 44 1244 952 365 GROUP EVENT AND PORTFOLIO MANAGER
Fiona Littler e: fiona.littler@rapidnews.com t: + 44 1244 952 379
PRODUCTION
Sam Hamlyn Matt Clarke Ellie Gaskell
MANAGEMENT C.E.O. / PUBLISHER
Duncan Wood
VP, CONTENT, STRATEGY AND PARTNERSHIPS
James Woodcock e: james@rapidnews.com t: + 44 1244 952 391
SUBSCRIPTIONS
PUBLISHED PRICES TCT Europe Print Subscription - Qualifying Criteria UK & Europe - FREE US/Canada - £249 ROW - £249 TCT North America Print Subscription - Qualifying Criteria US/Canada - FREE UK & Europe - $249 ROW - $249 TCT German Language Print Subscription - Qualifying Criteria UK & Europe - FREE US/Canada - €249 ROW - €249
Subscription enquiries to subscriptions@rapidnews.com Read this and back issues for FREE on Issuu www.issuu.com/tctmagazine BPA Worldwide Membership The TCT Magazine is published bi-monthly by Rapid News Publications Ltd Carlton House, Sandpiper Way, Chester Business Park, Chester CH4 9QE, UK.
t: 011 + 44 1244 680222 f: 011 + 44 1244 671074
© 2021 Rapid News Publications Ltd
While every attempt has been made to ensure that the information contained within this publication is accurate, the publisher accepts no liability for information published in error, or for views expressed. All rights for The TCT Magazine are reserved. Reproduction in whole or in part without prior written permission from the publisher is strictly prohibited.
01527 558282
info@central-scanning.co.uk
www.central-scanning.co.uk
WE 3D SCAN, WE 3D PRINT, WE 3D CARE…
A Strong Future Stands Behind Us!
FUNCTIONAL ALUMINIUM & PLASTIC PROTOTYPES IN 1 – 4 WEEKS
AS9100 & ISO 9001 Certified • ITAR REGISTERED
email: sales@armstrongrm.com For more info visit us at: ARMstrongRM.com
• Machined Aluminium Castings One Shot Casting • Rubber Plaster Mold Precision Air Set Sand • Graphite Die Casting • RIM – Reaction Injection Molding • CNC Machining & Hogouts • Painting, Finishing & Assembly
from the editor
FROM THE EDITOR LAURA GRIFFITHS
AM 2.0 The additive manufacturing (AM) industry is full of buzzwords and phrases. You know the ones, the “disruptors”, the “ecosystems” and the “digital threads” (don’t worry, we demystify that on page 35). Unnecessary? Sometimes, but on a slow news day, they certainly make for a nice game of PR bingo.
The latest term that major players in the industry have seemingly held a secret meeting to coin is “Additive Manufacturing 2.0” and I’ll be honest with you, I don’t hate it. I first heard “AM 2.0” in a conversation with Desktop Metal CTO Jonah Myerberg who said on our Additive Insight podcast: “When it comes to additive manufacturing, we’re still only a 30-year-old industry and so we’ve built the foundation for additive over the past 20 years, we’ve made a whole generation of engineers comfortable with it and now it’s our turn to bring it into mass production." Next, it was Stratasys which heralded this new 2.0 era with the launch of a trio of polymer technologies and ambitions to see “global manufacturing leaders move beyond prototyping to fully embrace the agility that 3D printing brings to the entire manufacturing value chain.” Shortly after, it was the turn of Shapeways with a comment from special purpose acquisition company Galileo Acquisition Corp on the “massive Additive Manufacturing 2.0 opportunity” it envisioned as it announced a listing on the New York Stock Exchange.
Since then, I’ve found the term creeping into conversations more regularly and the common theme appears to be around production and continued maturation of the industry. Evidence of this is clear across the pages of this very issue; in AM being used to build rocket engines (page 11), in the continued advancements to metal binder jet (page 19), in the 54% of engineering businesses who increased their usage of 3D printing for functional end-use parts last year (according to 3D Hubs on page 27) and so on. Whether it’s automation of postprocessing helping to facilitate mass production or conversations around sustainability speaking to AM’s wider impact, there are numerous factors contributing to AM reaching that next level. Of course, there is always more to be done and if you’re planning on joining us at TCT 3Sixty this September, you’ll find many of these discussions on our Optimisation Stage, the third stream in our new Evaluation, Adoption, Optimisation content platform, which our Conference Producer Magda Brzegowy previews on page 39. Speaking of which, you can now register to attend this year’s event and start getting the most out of your TCT 3Sixty experience with our new event platform, including networking opportunities with speakers and fellow conference delegates. Get involved at tct3sixty.com. P.S. Be sure to check out our annual AM service provider map inside this issue or online at mytct.co/MapUK21
29.3 / www.tctmagazine.com / 05
3D PRINTING & ADDITIVE MANUFACTURING INTELLIGENCE EVALUATION STAGE RACHEL DALLEN >> Additive Manufacturing Technical Consultant, Arke Ltd DR JENNIFER JOHNS >> Reader in International Business, University of Bristol
OLIVER SMITH >> Managing Director, Rethink Additive DR WILDERICH HEISING >> Partner, The Boston Consulting Group
DR ALBA GONZALEZ ALVAREZ >> Senior Clinical Engineer & Researcher, Gregorio Marañon Hospital
SPONSOR MARTIJN VANLOFFELT>> Director, Application Innovation Group, 3D Systems
NICK PEARCE >> Director, Alexander Daniels Global
THOMAS KRUEGER >> Consultant, Boston Consulting Group
ANDY SHIACH>> Managing Director, Advanced Communication Solutions (ACS)
DR SUPRIYO GANGULY >> Reader in Welding and Additive Materials Science, Cranfield University
DR PHIL REEVES >> Managing Director, Reeves Insight
ADWIN KANNEKENS >> Sales Director, Wilting Components B.V.
COLIN BANCROFT >> Business Development Manager, MTC – Manufacturing Technology Centre
DR MOATAZ ATTALLAH >> Professor of Advanced Materials Processing, AMPLab, University of Birmingham
JONATHAN ROWLEY >> Design Specialist and Steering Committee Member, Advanced SLS and Design for AM Network
DR RAHUL GORE >> SAS Grade Obstetrician and Gynaecologist, Tunbridge Wells Hospital CLAIRE SCOTT >> Industrial Digital Technology Advisor – Additive Manufacturing, Made Smarter
DAVE BURNS >> Founder and Principal, Global Business Advisory Services LLC DR RUCHI PATHAK KAUL >> Founder, Reconstructive Healthcare Solutions Pvt Ltd and Surgeons in 3D Printing Podcast DR AKASH GUPTA >> Research Officer, MADE DR OLAF DIEGEL >> Professor of Additive Manufacturing, University of Auckland, New Zealand GLENVILLE DESMIER >> Product Manager, Inductoheat Inc
ADOPTION STAGE HITESH KORIA >> Principal Maxillofacial Prosthetist and Healthcare Scientist, Queen Elizabeth Hospital Birmingham
OANA GHITA >> Lead of Centre for Additive Layer Manufacturing (CALM), University of Exeter
JAMES HUNT >> Head of Strategy; Additive Manufacturing, AMRC – The University of Sheffield Advanced Manufacturing Research Centre
DR MELISSA ORME, Vice President, Boeing >> AN DUONG, Manufacturing Engineering Manager Global Test, Rolls-Royce >> SPONSOR: DAVIDE IACOVELLI, Regional Director EMEA, EOS >> JONATHAN ROWLEY, Design Specialist, Advanced SLS and Design for AM Network >> DOMINIC EGGBEER, Professor of Healthcare Applications of Design, PDR International Centre for Design and Research >> IAN BOLLAND, Editorial Content Producer, Med-Tech Innovation News >> REECE ARMSTRONG, Editorial Content Producer, EPM – European Pharmaceutical Manufacturer >> HENRY PINCHBECK, CEO, 3D LifePrints >> DR IAIN HENNESSEY, Clinical Director of Innovation at Alder Hey Children’s Hospital, NHS England >> PAT WARNER, ADM Manager, Alpine F1 Racing Team >> HEATHER GOODRUM, Biomedical Technician – Maxillofacial Prosthetics, Queen Elizabeth Hospital Birmingham >> VALERIA TIRELLI, CEO, Aidro >> TOM JAEGER, Chief Specialist, Mechanics & Materials, GRUNDFOS Holding A/S >> DR MOHSEN SEIFI, Director of Global Additive Manufacturing Programs, ASTM >> DR MARTIN WHITE, Head of Additive Manufacturing Programs - Europe, ASTM >> AIDAN SKOYLES, Attorney at Law, Finnegan LLP >> ALBA GONZALEZ ALVAREZ, Senior Clinical Engineer and Researcher (Custom Implant Development), Gregorio Marañon Hospital >> TERRY WOHLERS, Principal Consultant and President, Wohlers Associates >> RICHARD VELLACOTT, Chief Executive Officer, BiologIC Technologies >> ANTHONY HARROD-JACKSON, Director, Rogueworx >> ALEXANDER BARRATT, Senior Technician and Doctoral Student, Birmingham City University School of Jewellery and Centre for Digital Design and Manufacturing >> ERIC BARNES, Northrop Grumman Fellow, Additive Manufacturing, Northrop Grumman Aeronautics Systems >>
OPTIMISATION STAGE SHERRY HANDEL >> Executive Director, AMGTA – Additive Manufacturer Green Trade Association
GREG FLANAGAN >> Group Leader, BAE Systems
HEDWIG HEINSMAN, Co-Founder and CCO, Aectual >> SHERLINE WUNDER, Process Engineering Manager at 3D Printing Center of Excellence, Jabil >> GEORG KANIAK, Senior Application Engineer, XARION Laser Acoustics >> DR MOHSEN SEIFI, Director of Global Additive Manufacturing Programs, ASTM >> DR MARTIN WHITE, Head of Additive Manufacturing Programs - Europe, ASTM >> LAURA GRIFFITHS, Head of Content, TCT Group >> MELISSA ORME, Vice President, Boeing >> RACHEL DALLEN, Additive Manufacturing Technical Consultant, Arke Ltd >> HODA AMEL, Senior Research Engineer, MTC – Manufacturing Technology Centre >> NIKOLAOS TAPOGLOU, Technical Fellow in Emerging Machining Technologies, AMRC – The University of Sheffield Advanced Manufacturing Research Centre >> BART VANEECKHOUT, R&D Manager, Aqtor! >> JASON SZOLOMAYER, Founder, 3DP4ME >> ANNA-MARIE STOBO, Senior Research Scientist, CPI – Centre for Process Innovation >> DR WILLIAM ROWLANDS, Research Engineer, Additive Manufacturing, MTC – Manufacturing Technology Centre >> ELIZABETH BISHOP, Postgraduate Researcher, University of Warwick >> STEPHEN FITZPATRICK, NMIS, University of Strathclyde and AFRC >> GITTE BUK LARSEN, Co-Founder, Cirkla Academy for Plastic Recycling >> STUART DEALING, Product Marketing Director Power Protection, ABB >> DOMINIC O’BRIEN, Managing Director, Birmingham Net Zero >> MELISSA SNOVER, Founder and CEO, REM3DY HEALTH LTD >> MARC CRESCENTI, Head of the Advanced Simulation Line, Eurecat >> DR MOHSEN SEIFI, Director of Global Additive Manufacturing Programs, ASTM >> DR MARTIN WHITE, Head of Additive Manufacturing Programs - Europe, ASTM >>
Register today at WWW.TCT3SIXTY.COM
VOLUME 29 ISSUE 3
COVER STORY
8 11
15
08. ADDITIVE’S TRUE POTENTIAL
SLM Solutions CEO Sam O’Leary tackles the potential of AM, barriers to adoption and some key applications.
AEROSPACE
11. NEW SPACE, NEW APPLICATIONS
Head of Content Laura Griffiths speaks to Sintavia about additive’s growing play in the space sector.
15. THE EASY PART
nTopology’s Ryan O’Hara tells TCT about the redesign of an aerospace-grade turbogenerator housing.
16. “AM IS HERE TO STAY”
Aerospace expert Eliana Fu answers questions about supply chain, her time at Relativity and why the creation of new AM materials is so important.
INDUSTRIAL AM
19
19. EVOLVING BINDER JET
Senior Content Producer Sam Davies speaks to a user, a vendor and a materials firm about the latest developments in metal binder jet.
16
23 Tooling, jigs & fixtures
36
23. FAST CYCLE
Mantle explains how its TrueShape hybrid technology will accelerate product development.
27
SERVICES
Laura catches up with Hubs CEO Bram de Zwart after the company’s merger with Protolabs.
31. ADDITIVE ASSEMBLE
And there’s more M&A chat as Sam speaks to BEAMIT General Manager Andrea Scanavini.
DIGITAL THREAD 35. ADDITIVE IN CONTEXT
Laura speaks to Authentise CEO Andre Wegner about the value of contextual data.
36. HANS LANGER X LIN KAYSER
Get a taste of the first Additive Insight Innovators on Innovators podcast episode as two entrepreneurs discuss the future of design and manufacturing.
39
27. REINTRODUCING, HUBS
35
Innovators on Innovators
TCT 3SIXTY
39. A GUIDE TO THE TCT 3SIXTY CONFERENCE
We preview the UK’s leading summit for 3D printing and additive manufacturing intelligence.
Expert Column
42
42. AN AM PROBLEM SHARED Dr Candice Majewski shares some thoughts on the importance of collaboration and diversity in AM.
8
SLM SOLUTIONS EXPLORES THE FUTURE OF AM.
I
f someone told us twenty years ago that metal 3D printing would be driving manufacturing the way it is today, we might not have believed it. Back then, molten metal was poured into a mould in a complex multi-step process that involved dipping pieces into ceramic slurry before spending hours hammering off the sand to release the cast parts. Today, we are in an era where additive manufacturing (AM) pushes industries to create what would have been impossible just a few decades ago. And it’s doing so at unprecedented rates, well surpassing the speed and design aspects that traditional manufacturing methods can handle. But where are we at on AM’s journey? Here, Sam O’Leary, CEO of SLM Solutions, explores how AM is influencing life today and where it is headed in the future. Q: Additive manufacturing has experienced a real hype, but has it truly ‘arrived’? A: On many people’s journeys to work this morning, metal 3D printing was at play, care of some of our amazing customers. If you were travelling via an electric trolleybus in Italy, its head might have been printed by 3DnA. Maybe you were on a train? As it pulled into the station, the brake pad could have been built by Wabtec. Perhaps you were running late and took a cab? It’s possible its steering knuckle
08 / www.tctmagazine.com / 29.3
4 RIGHT:
SAM O'LEARY, CEO OF SLM SOLUTIONS
6 BELOW:
SLM SOLUTIONS PRODUCTION FACILITY
6 BOTTOM:
NXG XII 600
COVER STORY
“AM is a solid and future-forward way to implement out-of-thisworld ideas.” was imagined by Hirschvogel. Or in a dream world, you jumped in your Porsche, Bugatti, or private Bizjet – all of which have components built by SLM Solutions systems. From metal parts in your new hip to lifesaving components used by firefighting teams, metal 3D printing is at play in our daily lives. Q: Are there are still barriers facing the industry today? A: Absolutely! And if you hear anyone claiming otherwise, walk the other way! Q: What are the barriers? A: The build-plate sizes are restricted, the part economics are hard to grasp, the materials are limited and the post-processing can be difficult. However, in the past years, we have worked tremendously hard to find solutions to these issues with engineering bravo, and the results of this work are clear. Today – despite obstacles remaining – industries ranging from space and automotive to energy and health realise that AM is a solid and futureforward way to implement their out-of-this-world ideas while accelerating their visions into realities. Q: What are some examples of those out-ofthis-world ideas? A: Lately, AM got a bit of a rock n roll reputation. “Soon, there will be a 3D printer on Mars!” Things like this. But I want to start here on Earth because there is no way we will affect outer space without first affecting our own planet in a cool way. Down here, millions of people are doing extraordinary things while much more of us require exceptional solutions to face our daily business. One way AM is impacting people’s lives is by helping to save them. Take Equinor. In a joint innovation project, we designed and produced a firefighter pump. With a 70% reduction in weight and increased resistance to seawater corrosion, the lead time was reduced from 20 to just four weeks, lowering inventory capital and costs. In the public transport sector, we have worked with 3DnA using reverse engineering to 3D print trolley heads that connect each trolleybus to the network’s aerial power supply lines and mechanically guide rods fixed to the buses’ roofs.
In the air – in a joint project with Safran Landing Systems – we successfully implemented Selective Laser Melting to produce a redesigned component of a nose landing gear for a Bizjet: A world-first for a part like this. AM guaranteed time savings and a 15% reduction in weight. These are just a few examples. Q: What does SLM Solutions contribute to the future of AM? A: Our machines are open for our customers. The open architecture element is vital because we are experts in what we do, and the customer is the expert in what they do. It is the perfect solution to meet halfway and allow each party to deliver their expertise. These partnerships are much more fruitful than a closed system. When people evaluate a closed system such as those our competitors build, that system is installed as well as it ever will be. With us, it’s installed in a standard way but can be constantly optimised to deliver the desired result. As of right now, SLM Solutions machines have worked millions of operational hours to create millions of components for some of the most innovative companies in the world. This is on just 700 systems dotted around the globe. Yet every day, this number is growing, and with it, the mindset – and the right mindset – that these solutions are just the tip of the AM iceberg. Q: What is the true potential of AM? A: What does the future potential of additive look like? Well, our journeys to work will be even more additive-filled as the world adopts technology that can’t be overlooked. But to get there, we all need to stand up and be brave and say, “Okay then, let’s share all our knowledge, be experimental, be flexible and be open.” This kind of mutual respect and understanding is what will allow the technology to continue to develop and soar into unchartered territories while deeply rewarding our customers and their needs. Anybody can put out a future view of what AM will be, but there could also be vital technological breakthroughs within our technology field that change its direction slightly, like what the NXG Xll 600 did when we released it in 2020. And space. We can’t forget space, of course. What we build to get there – and what we build while we are there – will be enabled with the help of additive. So, if you’re planning on going to Mars and want to make your life a bit easier for that mission, get in touch about the NXG XII 600.
29.3 / www.tctmagazine.com / 09
NEW From the Office to the Factory Floor 3D printing metal starts and ends here � The ExOne family of production metal 3D printers can process 20+ metals and ceramics � InnoventProTM, shipping by year-end, will be the most advanced entry-level binder jetting system for metal � The ExOne Metal DesignlabTM and X1F furnace is the world’s fastest bound-metal office 3D printing system � Parts are 3D printed with HydroFuseTM, an innovative water-based paste containing metal powder � The true Print Today, Parts TomorrowTM technology by Rapidia is shipping to Europe soon
LEARN MORE exone.com/metaldesignlab
Pictured left to right: InnoventPro™, X1 25Pro®, X1 160Pro®, and X1D1 automated guided vehicle
AEROSPACE
TCT Head of Content Laura Griffiths speaks to Sintavia about new ventures in rocket building.
I
f the MakerBot Replicator was the poster child for the 3D printing maker movement, those huge, customised metal laser sintering systems from EOS’ AMCM GmbH business may be well on their way to being that of the additive manufacturing (AM) space race. First adopted by new space launch outfit Launcher to 3D print a liquid rocket engine in a single piece back in 2019, further modified EOS systems from AMCM, short for Additive Manufacturing Customized Machines, have been acquired by UK-based Orbex to ramp up its in-house capability for the production of more than 35 large-scale rocket engines and main stage turbopump systems per year, and most recently Sintavia, which is set to take delivery of two M4K-4 systems this summer. For the Florida-based metal AM provider which focuses primarily on the aerospace and defence industries, it’s a
journey that began towards the end of last year as demand from customers for a more optimised way to print largescale, single-component metal parts for aerospace soared. Now, with two M4K-4 systems joining its ever-expanding line-up of AM equipment this summer, Sintavia believes this new capability will provide a North American first for commercial aerospace and space customers. “As we have developed the company and as we've grown, there's been a coalescing around certain part categories which are really good for additive,” Brian Neff, Sintavia’s Chief Executive Officer, told TCT. “One of those categories is in regenerative rocket thrust chamber assemblies (TCA). This is an area where virtually 100% of all thrust chamber assemblies
currently in the market are being printed including in more traditional models. I think that this has been known as a very good part for additive because the way regenerative cooling works is very similar to a heat exchanger with an internal passageway flowing very, very cold liquid propellant up into a very hot chamber. It's a great part for additive.” Sintavia’s current AM capacity would be the envy of most engineers. With 30 high-speed printers in-house, including multiple from GE Additive, TRUMPF and, of course, EOS, including eight M400-4 quad laser printers, Neff shared how the company was already well equipped with the experience and strategies needed to enter the rocket building arena. What they needed was to go bigger. “The limitations that exist on current machines are that they're just not tall enough,” Neff explained. “The way that people have done it in additive up until now has been basically printing three parts and building flanges and welding
“It's a game changer for particularly the rocket propulsion industry.”
SHOWN: THE AMCM M4K-4 HAS A 1-METRE-TALL BUILD HEIGHT WITH FOUR 1KW LASERS
29.3 / www.tctmagazine.com / 011
3D Print Production Parts in Their Thousands With the launch of the Stratasys Origin One and H350, true production-line performance from 3D printers has never been more achievable.
MASS PRODUCTION
Achieve industry-leading finish results with the Stratasys Origin One 3D printer using Programmable Photopolymerization technology (P3). Offering a broad range of high performance materials, this system enables parts from biocompatible medical devices to aerospace-grade components to be printed - consistently and accurately.
Find out more about these ground-breaking production systems, contact:
HIGH VOLUME
The Stratasys H350 uses SAF (Selective Absorption Fusion),a new industrial-grade additive manufacturing technology that delivers production level throughput for end-use parts with excellent detail and a smooth surface finish. With quality control at the centre of volume production, the H350 offers the ability to certify your production through an established control mechanism.
THE TOTAL SOLUTIONS PROVIDER Over 25 years’ experience helping companies reduce manufacturing and development costs.
www.3dprinting.co.uk
UK & EIRE
AEROSPACE LEFT: 3
SINTAVIA CEO BRIAN NEFF
“Right now, we have one customer that prints a large heat exchanger in four pieces,” Neff said. “Now we can do that as a single unit so long as you can figure out how to get the powder out of heat exchanger - that's the key. We have developed ways to do that.”
“The commercial space industry is pulling the commercial aerospace industry into greater adoption of AM.” them together. What the M4K allows us to do is actually manufacture each thrust chamber assembly as a monolithic piece. So you can manufacture the injector, the barrel, the nozzle as a single unit, which completely changes the game. Every time you're joining two components together, you have to create a larger flange, which becomes a heat sink, which affects the performance of the rocket. You're not able to reach certain cooling strategies inside the thrust chamber assembly because you have to join them in post-processing, and everything has to align perfectly. It's a sub-optimal way of printing these TCAs. With the M4K, I think it's a game changer, particularly for the rocket propulsion industry, in the sense that you can go back and redesign your components to do away with any sort of flanges. That's a really, really big deal.” ADDITIVE ADVANTAGE According to AMCM, Launcher’s E-2 engine combustion chamber was developed as an “AM-capable combustion chamber from the very beginning” to bring together benefits such as those described by Neff into a single structure. The same can be said of Sintavia’s customers who the company is now working closely with to redesign parts to reduce assemblies and take advantage of the M4K-4’s 450mm x 450mm x 1000mm build capacity for TCAs and other thermodynamic parts and aerofoils.
The M4K-4 has been described as a “stretched and widened” version of the EOS M400-4 due to the larger build capacity, more powerful lasers and upgraded cooling system. Once installed, Sintavia plans to put the machines to work with high performance copper and nickel alloys. The similar architecture to the M400-4 means Sintavia already has three years of hands-on experience with the platform to draw from. Neff offers an aerospace analogy whereby if a pilot is qualified to fly a 767 aircraft, they can also pilot a 757 or similar. Of course, there are considerations to be made due to the build scale. For example, AMCM shared with TCT how deformation of the workpiece due to the high thermal load during build-up can be counteracted with accurate simulation tools, but Neff is confident that Sintavia is armed to make it work for what has been described as “overwhelming” demand from customers. Notably, despite the disparity in market size, much of that push to innovate is coming from the space segment rather than aerospace. “What we've seen is that the commercial space industry is pulling the commercial aerospace industry into greater adoption of additive, which is great to see,” Neff elaborated. “The commercial space industry, if you take just the launch aspect of it, is very small still compared to commercial aerospace. Even with the parts that we've manufactured for that world, usually on the business aviation side at this point, we've seen a very sort of slow adoption historically. […] They're seeing the way that these rocket designers and rocket manufacturers are looking at additive and I think that’s created somewhat of a pull to the market and that's really wonderful to see because I love the rocket industry and I think it's got an amazing future but I think that commercial aerospace is really just such a big market that, for us to be a big player, is really one of the goals that we have.”
The decision to bring these new machines in-house was driven by the requests of commercial space launch customers to create TCAs with fewer traditional joining steps, optimise regenerative cooling passages and, as a result, reduce lead times and complexity. That combination of advantages, according to Neff, is crucial. “In additive, you have to be fixing a problem,” Neff explained. “You have to be doing something better or faster or cheaper, hopefully all three, in order to be successful. I think people in the industry are still, in a lot of ways, like ‘well, I can print this a different way and that's what makes it better’. No, what makes something better is, is it faster or cheaper or does it perform a lot better? In this case, our customers came to us and said, 'we really want to do away with these flanges, it takes time, we’ve got to machine them, there's a weak spot and it is sub-optimal from a flow standpoint.'” Taking a moment to ponder future possibilities, while Neff is keen to emphasise that using additive is about uniting the right application and benefits, for those companies like Launcher or Relativity Space who have ambitions of fully 3D printing entire rockets and engines, he believes there’s value to be found in looking beyond simply what we can achieve today. “If you want to get kind of far out, you're not going to have a foundry on Mars,” Neff posits. “You're going have to print everything when you're on Mars. I think when people say that they're really trying to think a step ahead. They’re thinking, well, when we're on other celestial bodies, even the moon, people will try to print with solar energy and moondust and this is going to be the manufacturing technology that's used. You're not going to have this big melting cauldron of hot metal that you're pouring into shapes and then wasting all this stuff. You're going to be using 3D printing. I think when companies market in that direction they're also saying to the market, 'we can do it here and then we can do it up there in space.' I think that's a really cool thing.”
29.3 / www.tctmagazine.com / 013
Your 3D Prints. Your Way. Whatever your 3D Print requirements we’re here to produce your parts just the way you want them. Discover our range of 3D printing services, with 8 technologies, over 30 materials, and an extensive range of finishing options, for all of your 3D printing needs.
Functional & Visual Prototypes Pre-Series, Low Volume Parts Concept & Marketing Models Development & Validation Parts Small Series Production
Visit Materialise-Onsite.com for an instant quote, or call us on 01143 997 845 to discuss your project
http://mtls.me/3DP
AEROSPACE
THE EASY PART WORDS: SAM DAVIES
W
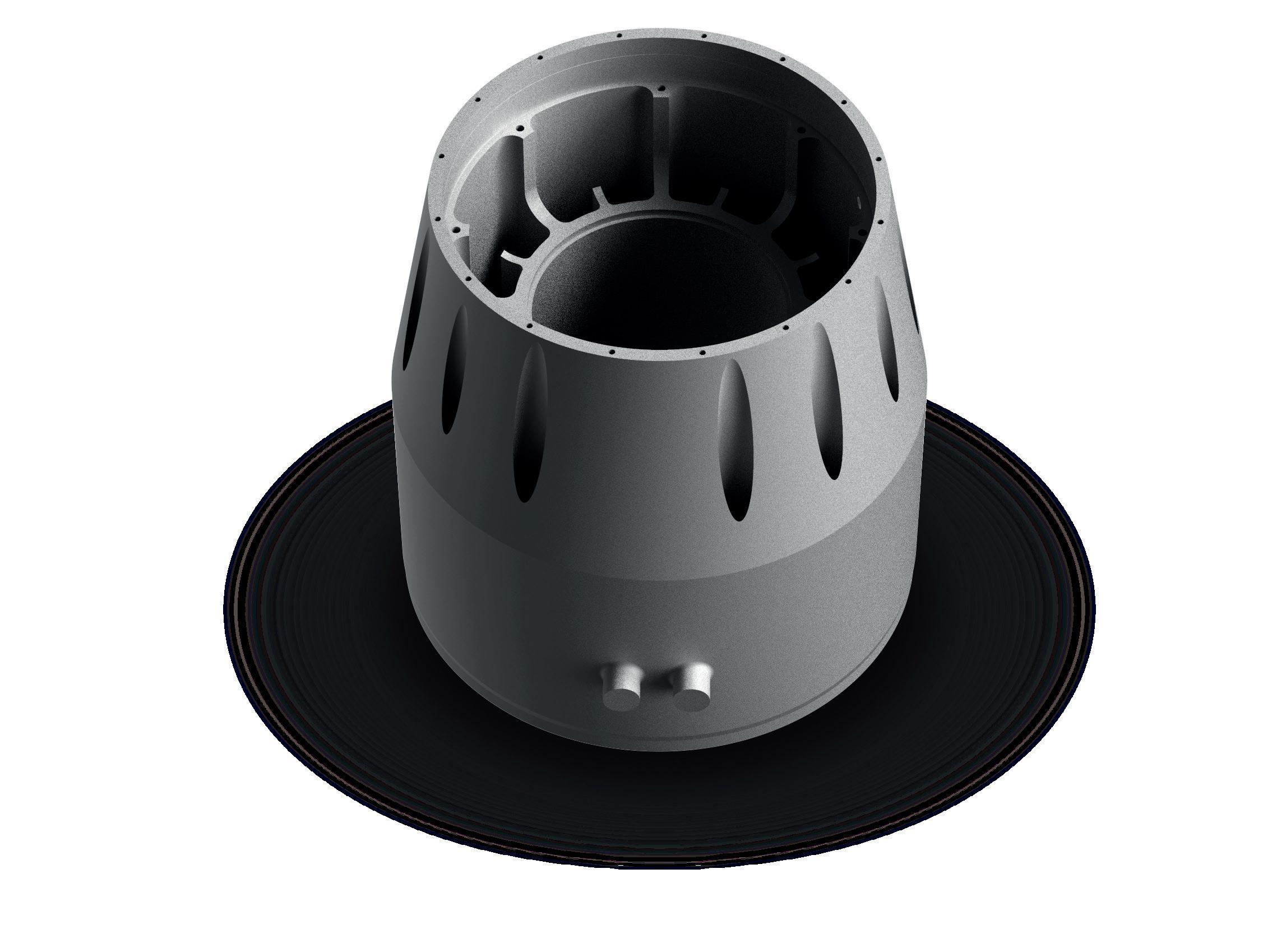
hen asked to tell the story of a redesigned aerospace-grade turbogenerator housing powered by nTopology software and metal 3D printing, KW Micro Power’s President, Enrique Enriquez, questions why anyone would need to know anything beyond the 44% weight saving. “I would be more than happy with just 20-25% weight reduction,” he is quoted as saying on the nTopology website. But thankfully Ryan O’Hara, the software firm’s Technical Director of Aerospace and Defence, never tires of regaling nTopology’s wins. KW Micro Power is a manufacturer of high-power density Auxiliary Power Units (APUs) for commercial aviation and military applications. For APUs on board aircraft or drones, the weight is considered to be the most important consideration. Previously, a CNC machined version of the generator housing weighed 10.4kg, but after the redesign with the nTopology Platform, this was brought down to 5.9kg. Such a weight-saving was achieved with variable shelling after the loads on the housing were confirmed to be relatively small using nTopology’s integrated static and modal analysis simulation tools. “We handle geometry as one math equation,” O’Hara told TCT. “In a traditional CAD tool, they think of each surface as its own individual set of math equations because it’s a bunch of surfaces tied together. By treating it as one, we can shell a part and we can vary that thickness where we need to. We made it thick at the ends and thin in the middle. That’s really all we did in this case.” Having removed some material from the housing, O’Hara’s team then ran some stress simulations on the loading conditions provided, adding material back where a high stress was detected. Even still, nTopology was able to remove twice as much weight as KW Micro Power had
anticipated and did so within a single day’s work.
And that is only half the story. While removing weight from the redesigned model within nTopology’s software, O’Hara’s team recognised the opportunity to integrate cooling channels in the hollowed-out structure. “Everybody wants a lighter part,” O’Hara said, “but they also want it to perform better, right?”
“Engineering is unnecessarily hard sometimes.”
This was the first time that KW Micro Power had used cooling channels on a microturbine component. Using engine fuel as the cooling medium, the cooling channels reduced the maximum operating temperature by 33%, with the external temperature of the generator dropping 86%, down to 27°C, making it safe to touch. This allows KW Micro Power to use Aluminium F357, which is certified for mission critical applications, to print the part with VELO3D’s metal powder bed fusion technology. To understand the impact these design changes would have on the housing, thermal FE analysis and CFD simulations were then carried out, while nTopology also tested the solution for fatigue strength, grip force, pull-out breaking force and behaviour during take-off and landing. “Anytime you can get the design and the simulation closer together, the better your solution is going to be,” O’Hara explained. “Now the housing doesn’t just hold the generator anymore, it’s cooling the generator, it’s preheating the fuel.” Such rewards normally come after such hard work. But within a day, O’Hara and his team were able to reduce its weight by nearly half, cool the temperature by a third, and integrate multiple functions into a single part. Yet, he claims it was the ‘easiest part ever.’ “One of the big reasons I came to work for this company was that engineering is unnecessarily hard sometimes,” O’Hara finished. “And then I think, what a fascinating time we live in when we can design these [parts]. Key to this is that the manufacturing capabilities or the ability to do complex parts is better than what we can actually design. A big mission for us is to even that playing field out.”
29.3 / www.tctmagazine.com / 015
“AM IS HERE T O
ver the past year, the now ubiquitous Zoom window has afforded us a small but tangible snapshot into each other's lives. For Eliana Fu, it’s the glittering Las Vegas sign in the background which signifies a recent move from Los Angeles to join the North American outfit of laser and machine tool manufacturer TRUMPF.
SHOWN: AM DEVELOPMENTS IN COPPER ARE OPENING UP MORE APPLICATIONS (SOURCE: TRUMPF GROUP)
We’re meeting remotely to talk about aerospace and with a wealth of experience from welding at TWI to rockets at SpaceX, Fu has much to draw from. A materials science graduate, Fu was employee number 20 and the first female engineer at Relativity, a company that was set up with a grand vision to fully 3D print and launch a rocket. Now, as an Industry Manager within TRUMPF’s laser division, Fu’s work is centred on additive manufacturing (AM) in the aerospace and medical markets. Here, TCT Head of Content Laura Griffiths speaks to Fu about all things additive and aerospace including supply chain flexibility, new materials and how aerospace is leading the charge for AM innovation elsewhere. TCT: The last year has stimulated conversations around supply chain and AM’s role within it. Where do you think aerospace can benefit from the flexibility of AM within its supply chain? EF: We saw immense supply chain woes during the pandemic and then recently, again, during the Suez Canal crisis. I think for the long lead time components or materials which are single source, I'm really surprised if people haven't become more sensitive to the supply chain issues. I think AM can alleviate some of these issues if certain parts, let's say non-fracture critical parts, can be made by 3D printing because it will help take some of the burden off. What we need to always remember is, don't waste time by reinventing the wheel because files exist or don't select the wrong material for medical applications because they can't be autoclaved. A little more coordination and file sharing from that aspect, that also helps alleviate some of that burden. TCT: Commercial aerospace was heavily affected by the challenges over the last year. From your experience, has that disruption had an impact on the adoption of AM technologies and applications within the sector as it tries to recover? Could it play a role in the recovery? EF: The industry will come back. Consumer passenger flights will return. I think one of the interesting things is, some of the pain points in the supply chain were actually brought to the
016 / www.tctmagazine.com / 29.3
forefront and one of the methods to alleviate that was using AM. It's even possible that some parts whose manufacture you couldn’t do traditionally during that time period and was converted to AM, they may never go back. TCT: When discussing AM in aerospace, the GE Leap Fuel nozzle is still commonly cited as the most well-known application. While we have of course seen numerous other examples of AM in end-use aerospace parts, does that speak to how challenging it is to get an aerospace part into the air? EF: We still haven't found that one golden egg type of product that's going to be that game changer. Although hundreds of those parts have been printed, there are still plenty of polymeric parts that have also been printed that are flying today on commercial aircraft. I mean, there almost isn't an aerospace programme that doesn't have something printed. We still need to evaluate, very carefully, where it makes sense to have a 3D printed part or where it still makes sense to use traditional manufacture. The cost equivalency doesn't always translate one to one because we don't take into account things like downstream post-processing and component testing and integration and all those kinds of things. So that's one of the things that's holding us back. TCT: Prior to TRUMPF, you were at Relativity Space. Can you talk about your experience there and how you navigated turning traditionally manufactured parts into an AM only product?
5 ABOVE:
THE ABILITY TO 3D PRINT PARTS IS PROVIDING OPPORTUNITIES TO GET TO SPACE FASTER (SOURCE: TRUMPF GROUP)
4 RIGHT:
ELIANA FU, INDUSTRY MANAGER FOR AEROSPACE AND MEDICAL AT TRUMPF
AEROSPACE
TO STAY” EF: I had a great time at Relativity Space. There's a lot of firsts that they created, saying that we'll be the first to fully 3D print and launch a rocket by using additive processes. I think what's different about it is bringing that process in-house, decreasing the lead time, and the unique advantage of AM (which is not just to build unique designs or components) but what it offers is the opportunity to get to space faster. So, it's a customer who would have to wait years or more on any other person's flight if they were going to other space providers you'd be at the bottom of that list! It creates opportunities for other people to get their products into space and that is also true of all the other new space companies. I think it's fantastic. It's opening up the possibility of more spaceflight for more people. TCT: Can you talk about any key challenges that you think are prohibiting the acceleration of AM in aerospace? EF: Some parts that you think would be cool to make by AM, you simply can't
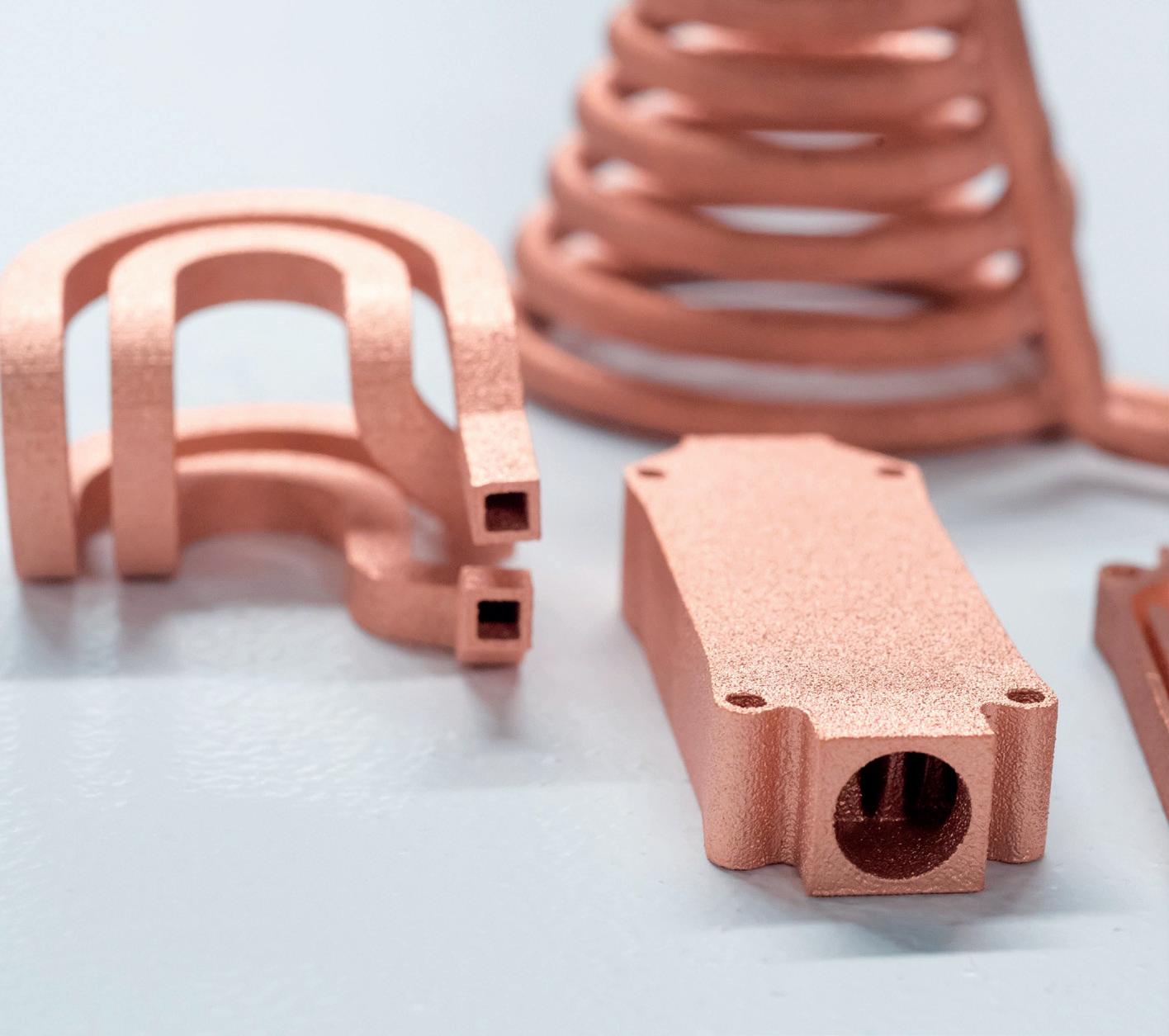
make them. Feedstock doesn't exist or the size of the machine doesn't work with the component that you want to make so you still cannot print everything that you want to print. In metallics, some materials just don't lend themselves to the AM process because the equivalency would be unweldable so they suffer from cracking. So, working with materials manufacturers to find out what direction new materials designed for AM and what AM processes are the best ones to match with those [materials]. Some of the other things are continuous improvements in the technology. For example, TRUMPF now has 500°C preheating of the larger TruPrint 5000 powder bed machine that will alleviate some of these kinds of problems. TCT: You’ve previously emphasised the importance of creating new materials specifically for AM processes. Can you talk about the progress that is being made there? EF: The main materials for AM, things like Inconel 718 or Ti-6Al4V, they come from the wrought product world and they've been with us for like over 60 years. They just happened to be able to be melted and solidified by a laser beam but that doesn't mean that we should be standing still, we should be looking at new materials designed specifically for AM or even consider changing what we know about existing alloys so that they work better with AM. I'm talking about things like high strength aluminium alloys, where the strength comes from lower cost elements that provide the strengthening mechanisms. Using things like copper alloys for rocket engines by laser powder bed printing, that's interesting, things like the GR-Cop 42 alloy. We need to think about making titanium alloys cheaper or more sustainable and then, a huge topic, implications for recycling and reducing the overall carbon footprint of the process. TCT: At TRUMPF specifically, we’re seeing advancements in green laser technology increasing productivity for certain materials. Are there any opportunities here for aerospace?
You’ve touched on my favourite subject. They're super exciting and they're really suitable for reflective materials like copper, also aluminium and then noble metals like gold, silver, and platinum. So using the shorter wavelength means that more of the laser energy is used and not reflected away. So that results in the higher as-printed density, better surface finish and a nicer product overall. I see green lasers coupled with things like the GR-Cop materials being able to print better products like rocket engine components or even commercially pure copper for electrical thermal conductivity devices, so whether they're heat exchangers or other kinds of thermal devices, having a higher success rate. I'm super pumped for that. TCT: In a recent Women in 3D Printing panel, you spoke about how aerospace is an industry “sticking its neck out” when it comes to leading the way with AM. Can you elaborate on that and how aerospace might inspire AM adoption in other sectors? EF: Aerospace and space have always been, I think, where innovations have taken place. Things like Velcro came about as a result of designing products for spaceflight. But in fact, right now, we're seeing other industry sectors that are making innovations and using AM to help them where it makes sense. I would say a big one would be customisation in healthcare and medical, like making a 3D printed custom titanium ribcage or printing dental components and implants. […] I moved to Las Vegas so a few weeks ago, I was able to see the world's biggest 3D printed art sculpture at the Raiders stadium here in Las Vegas and, talking about the home printing hobbyist and craft people, DC Comics released STL files for people to be able to print their favourite characters at home. So, AM is here and it's here to stay.
29.3 / www.tctmagazine.com / 017
Providing customers with individual or package product development services & solutions
Engineering
Prototyping
Tooling
Low Volume Production
Product Development (Design and CAE) and Prototype build of Structures, Closures, Trim, Electrical & Mechanical Systems including Structural Analysis, NVH, Durability and Passive Safety
Rapid Prototyping SLA, SLS & 3D Printing Vacuum Casting Paint & Finishing Block Modelling Rapid CNC Machining Metal Pressings Rapid Tooling
Simulation, Mouldflow & Stress Analysis Project Management Prototype Tooling Production Tooling (For Plastics & Composites) Tooling Maintenance, Modification & Refurbishment
Injection Moulded Parts Composite Components & Paint Capability Low Volume Production intent Components Low Volume Complex Assemblies Batch Production Runs: 10 – 000’s
Contact Us: Stanford-le-Hope: (Engineering) +44 (0)3305 511 500 Gloucester & Teesside: (Prototyping) +44 (0)1452 727 700 | +44 (0)1642 769 930 Nuneaton: (Composites & Engineering) +44 (0)2476 580 700 Petersfield: Tooling & Low Volume Production) +44 (0)8443 460 310 Kings Norton: (Low Volume Production) +44 (0)1213 926 820
info@arrkeurope.com | www.arrkeurope.com
Injection Moulding up to 3200T
INDUSTRIAL AM
EVOLVING BINDER JET WORDS: SAM DAVIES
A
t several intervals over the last ten years, the business decisions of GE have marked the progression of metal additive manufacturing (AM). There was the LEAP fuel nozzle application, proving its capacity for volume production; the acquisitions of Concept Laser and Arcam to further underline its commitment to AM technology; and then its entry into binder jet with the H2 programme, a validation of this particular process’ potential.
Famously, GE Additive’s binder jet project got underway when then General Manager Mohammed Ehteshami tasked a team with developing a new machine within 55 days. They had a prototype ready to announce within 47 but have spent the subsequent three years taking a steadier approach as it readies to introduce a commercial product to market. The H2 efforts have gone on to encompass a beta programme that piqued the interest of power generation firm Cummins, metals specialist Sandvik and transportation company Wabtec. Wabtec has been using the technology for two years, deploying it alongside its existing laser melting 3D printing platforms in its Grove City, PA facility after initial work in GE Additive’s Cincinnati labs. The company considers binder jet to be a ‘unique metal process’ and is using applications of casting as its guidepost to identify additive manufacturable parts. Currently, Wabtec is carrying out business case analyses on engine components, traction systems and emission control systems in line with its services to the freight and transit sectors, while spare parts are also on the agenda.
Wabtec's 13-strong AM team is being involved in the majority of the company's ‘major initiatives’, including its batteryelectric freight locomotive efforts which will reduce emissions by at least 10%. It is said that AM is being embraced companywide, with Wabtec excited to see how much disruption technologies like binder jet could cause.
“Additive manufacturing provides that opportunity to innovate by unlocking traditional design constraints,” Wabtec’s Global Additive Manufacturing Leader Anthony Mott told TCT. “There is an opportunity to improve rail products through the improved efficiency, better quality, better reliability, all at a competitive price point. And that price point is where binder jet really shines. Binder jet provides those traditional benefits but at a speed that provides better price per part cost. That makes that business case much more attractive.” These benefits have not only encouraged GE to explore binder jet 3D printing but enticed Digital Metal, Desktop Metal and HP to follow the path set out by ExOne. What for a while was a niche 3D printing process, is now very much a competitive space. And with increased competition comes new ideas.
MEET META Originating from within MIT, binder jet techniques typically see binding agents deposited onto a powder bed with a levelling roller laying down more powder to form parts layer by layer. After the print, parts are removed from the powder, cured and then go through sintering or infiltration. GE Additive are perhaps the most tightlipped about the intricacies of how their binder jet process works, but HP has publicly revealed there is no debinding step in its process. Meanwhile, Desktop Metal has come to market with a bidirectional single pass jetting technology that applies powder deposition, spreading, compacting, ballistic suppression and binder jetting with each pass over the build area. It also has the Live Sinter software platform which generates negative offset geometries to fill part designs with cells that go through the process of shrinking and distorting the parts’ experience in a furnace to eliminate the need for supports and reduce trial and error in sintering. Such increased competition has seen binder jet pioneer ExOne develop its patented NanoFuse binders which are embedded with nanoparticles to simplify the sintering process and improve part quality. The latest company to step into the binder jetting ring is one spun out of the University of Liverpool: Meta Additive. Described as ‘reactive binder jet printing’,
SHOWN: GE ADDITIVE'S H2 MACHINE CREDIT: GE ADDITIVE
29.3 / www.tctmagazine.com / 019
EPP_202105_AZ_TCT-European_192x136_3DP-Infinam-ST_RZ_ZW.indd 1
05.05.21 10:02
INDUSTRIAL AM SHOWN: META ADDITIVE'S BINDER JET TECHNOLOGY
Meta’s process leans on a binder made up of molecular ink, nanoparticles and microparticles which can simultaneously bind and infiltrate the powder bed with functional build material. When the binder sees the powder bed, there is a reaction within the process that ensures the ‘green part’ is much stronger than conventional binder jet parts. As a result, parts can be up to 88% dense, meaning heat treatment is more of a ‘consolidation step,’ while shrinkage rates are as low as 2%. The research that has spawned this process has its roots in atomic layer deposition and chemical vapour deposition, with Meta founder and CTO Dr Kate Black eventually beginning to consider what impact the chemistries they were working with could have in a 3D printing process. In binder jetting, using a sacrificial binder causes implications with density and shrinkage which prolong the process. Meta Additive was born out of a motivation to address such issues. “Binder jet appealed to me because, inherently, the printing process is quick; it’s all the post-processing steps that are the issue,” Dr Black told TCT. “Can we eliminate some of those processes so that we can scale up for mass manufacture? Can we get rid of some of the issues that you’re seeing with shrinkage and density? Can we use chemistry to eradicate those issues? That was at the heart of what Meta wanted to do.”
“The automotive industry has been massively interested in aluminium from the beginning. Ten years ago, people said ‘can we binder jet aluminium?’ But the real question was, ‘can you sinter aluminium?’ And the answer has basically been no, not to a good density, not to get great properties,” Hopkins told TCT. “There’s lots of press and sinter aluminium out there, hundreds of thousands of tonnes, if not millions of tonnes, per year in some cases. But can you make complicated parts? Can you pair that with jetting and can you get wroughtlike properties? Can you get the properties that you might get from a machined block of metal? That type of capability is what we’re bringing to the table and that becomes really exciting.” In, as ExOne dubbed it on the front cover of TCT Magazine volume 29 issue 1, the year of binder jet, the excitement is palpable. There’re new machines to come, process tweaks and process innovations, in-demand materials and as we detailed earlier this year, software developments aplenty too. Welcoming these efforts are
Wabtec, Ford and many more industrial heavyweights, who see in binder jet technology a potential series production process. The determination of the machine vendors to reach that potential is clear for all to see. As is the pride of the company to first bring the technology to market. “At ExOne, our team and R&D partners are really proud of the role we’ve all played in helping to evolve this now very active area of metal binder jetting,” ExOne CEO John Hartner told TCT. "After two decades, we now have a full family of production-ready metal printers, a vibrant market of competitors and interested industries, along with a stable of industry-standard materials, from 17-4PH to 6061 aluminium. [We] truly believe metal binder jetting has a unique role to play in delivering sustainable lightweight metal parts at high volumes that will make a difference to the world at large.”
COMPLETE FABRICATION
The importance of chemistry, for Dr Black, goes beyond the binding ink and, unsurprisingly, converges on the build materials at the disposal of manufacturers. She analogises an artist being constrained by working with one or two colours as opposed to a full palette; more materials will facilitate much smarter products being developed.
prototype + production
“Everything about manufacturing is to do with materials,” she said. “If we don’t have the materials, it’s just an idea in your head and it will stay an idea unless you have the materials.” CHEMICAL COLLABS The quickest way to provide those materials is via collaboration, like that between Desktop Metal and Uniformity Labs. Their partnership is several years old, yet only became public knowledge in March when the pair announced the development of Aluminium 6061 powder for Desktop Metal’s Production System. Uniformity aligned with Desktop Metal because it values the Production System’s inert processing environment, which allowed it to produce a higher safety profile of powder, as well as its reliability and reproducibility. The resulting material is said to boast an elongation greater than 10%, improved yield strength and improved ultimate tensile strength versus wrought 6061 aluminium with comparable heat treatment. Upon announcing the launch of the product, Uniformity Labs CEO Adam Hopkins noted that the door to a ‘wide variety of thermal and structural applications’ had been opened across industries. Hours later, a leader of one such industry, Ford Motor Company, had announced their own aluminium 6061 binder jet material in partnership with ExOne. For Hopkins, it was no surprise.
PROTOTYPE TO PRODUCTION SOLUTIONS + + + + +
Multiple 3D Print Platforms Carbon 3D Tool-Less Production High Quality Finishing & Painting CNC Precision Machining Vacuum Casting
Utilising both traditional skills and cutting edge printed production methods, our team deliver quality solutions to both prototype and low to medium volume production challenges. Complete Fabrication’s experienced engineers are on call to support your team throughout the design and production process across many industry sectors, collaboration and knowledge is our strength.
01223 836837
sebastian@compfab.co.uk www.compfab.co.uk 29.3 / www.tctmagazine.com / 021
Ta-W
Ta
C103
Nb
FS-85
HEA
Tooling, jigs & fixtures
CYCLE
Senior Content Producer Sam Davies speaks to Mantle CEO Ted Sorom & CCO Paul DiLaura about the company's TrueShape technology.
F
or a company emerging from its stealth status with what it believes to be a disruptive technology, there is no greater validation than seeing investors put their hands in their pockets to support that initial thrust into the market. Except, perhaps, one of those investors being former Apple inventor Tony Fadell, and Tony Fadell saying that he wishes he had what Mantle is bringing to the table when he was working on the Nest, iPod and iPhone projects. Quite understandably, it has buoyed the company, reinforcing its belief that its TrueShape technology is going to take months out of manufacturing development cycles and allow customers a much greater speed to market. “Anyone that truly understands the product development process, what it takes to go from finished design and then to have everything slow to a halt as you have weeks, if not months, of time when it’s tooled up and you’re trying to get it right for manufacturing before you can get it to your customers, gets excited about what we’re doing,” Mantle CEO Ted Sorom begins. “Tony is an outsized figure that understands this. That’s why he invested in us and why he’s involved in the company because he understands that delivering speed and improvements to product quality in the manufacturing has a huge impact on the products we see around us.” TrueShape combines an extrusion additive manufacturing technique with subtractive finishing in a hybrid process. It sees Mantle’s Flowable Metal Paste material printed in the shape of the part using a precise positioning system and extrusion print-head before
the deposited layers are automatically shaped using high-speed cutting to enhance the surface finish and detail. Parts are then heated to a temperature just below melting point inside a hightemperature furnace, before being fused into dense, solid components. Mantle says its process adds higher precision in the part prior to sintering than many of its competitors, with its shrinkage rates closer to 9-11% compared to their 17-20%, and is capable of achieving ‘extremely smooth’ two-micron RA surface finishes without bead blasting or external finishing. Parts are typically ready for use once cleaned with soap and water. It is this, the removal of arduous postprocessing steps and delivery of tooling components at quick speeds, that has drawn the interest of such big-name companies. “We’re able to not just reduce the cost of new product introduction, but more importantly, speed products to market,” Sorom says. “That’s where the major OEMs we’re working with get
“We're able to not just reduce the cost but speed products to market.” really excited, because folks like NASA, Apple, Tony Fadell, they have funds to be able to tool up their products, but they don’t have a way to speed up that cycle today and to dramatically improve the time to market.” Currently, Mantle offers H13 and P2X (a P20-like material with improved corrosion and abrasion resistance) tool steel materials, placing its initial focus on high hardness tool steels with additional materials ‘relevant to the tooling industry’ in the pipeline. On the software side, Mantle’s offering can automatically process both the additive and subtractive components of the process, meaning users don’t have to swap between separate software packages to prepare their CAD/CAM files. By doing this, Mantle believes it is offering a technology that covers the ‘hardest, most time-consuming and costly portion of the mould build’ and does it much faster than any other company can. Though Mantle has been operating in stealth, it has already begun working with several manufacturers to put these claims to the test. Among them is leading cosmetics brand L’Oreal who has helped Mantle to validate the technology through the printing of precision moulds. As Mantle launched
SHOWN: MEDICAL DEVICE MOULD PRODUCED WITH TRUESHAPE TECHNOLOGY
29.3 / www.tctmagazine.com / 023
Surface Finishing
Mass Finishing Efficient systems engineering and innovative technologies – powerful and economical
is our DNA Shot Blasting Individual systems engineering and intelligent process solutions – reliable and energy efficient
AM Solutions The full solution provider for 3D post processing equipment and 3D printing services
Rösler UK Limited | 1 Unity Grove | Knowsley Business Park | Prescot | Merseyside | L34 9GT Tel: +44 (0)151 482 0444 | Fax: +44 (0)151 482 4400 | rosler-uk@rosler.com | www.rosler.com
Precision Through People • Industrial 3D printing • Vacuum casting • Highly skilled model making • Large capacity CNC machining • Expert paint and finishing
www.oglemodels.com |
+44 (0)1462 682 661
Tooling, jigs & fixtures
“Lead time and cycle time drives their interest. If they can reduce lead time by weeks or months, that's a game-changer.” earlier this year, L’Oreal’s Director of Product Conception Blake Soeters was quoted as saying that TrueShape ‘delivered the dimensional tolerances and surface finish’ required and that the company is excited about the ‘positive impact this technology will have on our ability to rapidly bring new products to market.’ “The lead time and cycle time drives their interest,” Mantle Chief Commercial Officer Paul DiLaura says. “If they can reduce lead time by weeks or months, that’s a gamechanger for them. If they can go from six weeks to two weeks to get a unit mould or prototype tool or production tool made, they can compress that and launch it, hit a holiday season, for example. That has a huge impact. Then [there’s the] cycle time. They’re dealing with such high volumes that if they can reduce the amount of time it takes to produce the part and cycle through their moulding process, it has a very big impact on their business.” Another of Mantle’s early partners is an unnamed consumer appliance manufacturer who has used Mantle’s TrueShape technology to replace a plastic injection mould component that supported the manufacture of a dishwasher part. Using TrueShape, the part was produced with P2X material at a dimensional tolerance within 0.001” and in a timeframe of 46 hours (22 for the print, 24 for sintering). This was a 71% saving on the week-long lead time of the conventional method. What’s more, no additional surface
finishing is said to have been required to achieve 2 µm Ra and the tool was used in a full production run of 200,000 units. Having recorded only minor wear at ‘expected points’ the insert has been reinstalled for another production run of 200,000 units. To add to the time saving, the consumer appliance firm also achieved a 67% cost saving and is targeting the production of more than 500,000 units with the tool, which would match the expected lifetime of traditionally manufactured inserts.
A global medical device manufacturer, meanwhile, used TrueShape to produce cavity and core tool-steel mould inserts within a week: Two and a half days to print the parts, and five and a half days to prepare the mould and insert. Compared to a traditional lead time of seven weeks, this represented a time saving of more than 80%. Again using the P2X material, TrueShape delivered tight dimensional tolerances within 0.001” and a smooth matte surface finish of 1.6 µm Ra ‘similar to that found on parts after Electric Discharge Machining.’ Before being installed into the moulding press, ejector pin holes and tap mounting holes were added. Once installed in the moulding machine, parts were produced using Radel polyphenylsulfone (PPSU) at a mould temperature of 315°C and using acetal at a mould temperature of 199°C, with the resulting parts passing all visual and dimensional requirements. In addition to consumer appliances and medical device manufacturers, Mantle is also targeting OEMs in the automotive and electronics spaces, while toolmakers and contractors are other obvious suitors for TrueShape. The company has hinted that there will be more information on the ‘intimate use’ of TrueShape by ‘major OEMs’ to come later this year as it harnesses the $30m capital it has raised and seeks to fulfil its mission. “While other people in additive are focused on these high-end applications that no normal consumer will ever see the result of – I mean, how many rockets have you stood next to or jet engines have you looked inside of recently? – I look around and there are injection moulded consumer electronics, packaging, and products all around me every day,” Sorom finishes. “And this is a technology that will start to move additive manufacturing from prototyping and niche applications into having a huge impact on how the products that we all use every day are made and brought to market.”
SHOWN: MOULD TOOL PRODUCED WITH TRUESHAPE
29.3 / www.tctmagazine.com / 025
Together we lead the Additive Manufacturing Revolution
www.materials-solutions.com
SERVICES
REINTRODUCING, HUBS
Laura Griffiths speaks to Hubs CEO Bram de Zwart about the Protolabs acquisition and bringing manufacturing online. 3 LEFT:
HUBS’ ONLINE MANUFACTURING NETWORK HAS FACILITATED PRODUCTION OF OVER 7 MILLION CUSTOM PARTS
“An online
I
n a packed conference room at CES 2015, 3D Hubs CEO Bram de Zwart was already thinking about the bigger picture, the promise that 3D printing could “change the way we manufacture and distribute products by creating a future where we make products very close to the end user and on demand.” Back then, the Amsterdam founded start-up had already amassed the world’s largest network of 3D printers with thousands of machines, many of them desktop, registered on the platform. Today, it goes beyond 3D printing, with four manufacturing technologies now offered via its online network and around 145,000 engineers served. “The vision remains the same,” de Zwart told TCT, reflecting on those early ambitions. “We believe that an online platform can accelerate the future of decentralised manufacturing, which we believe is a lot more efficient as it removes a lot of waste from transportation, inventory and overproduction and you can increase the utilisation of manufacturing equipment around the globe.” Since its founding in 2013, the company is said to have facilitated production of over 7 million custom parts and products through its instant quoting platform with industrial manufacturing services in over 20 countries. Last year, the company continued its expansion with the opening of its third location in Europe following the setup of a regional HQ in Chicago and investment from
platform can accelerate the future of decentralised manufacturing.” Future Shape led by leading tech inventor Tony Fadell in 2019. Then, in January, the company entered into a new phase, spurred on by an acquisition by digital manufacturing leader Protolabs for a closing consideration of 280 million USD and shedding the ‘3D’ from its brand to become simply, Hubs. “We collaborate where we see opportunities to learn from each other,” de Zwart said of the acquisition. “As Hubs, we bring a lot of experience with the online marketplace concept working with outside manufacturing partners. Protolabs has a huge amount of manufacturing knowledge that we didn't have, we never [did] any of the manufacturing ourselves, we were really focused on building the platform and then relied on our partners for manufacturing. We as a team are learning a lot in that area as well and that allows us to make our platform better for our customers and manufacturing partners. […] I truly believe that one plus one can become three here.” The combination of Protolabs’ established manufacturing capacity and Hubs’ platform experience will, according to Protolabs President and CEO Rob Bodor, allow the two to "fulfil nearly every custom manufacturing need across the product lifecycle." The ability to offer different manufacturing processes is something Hubs has
been building on since it first turned its attention from desktop printer owners and consumers to a more industrial-focused approach, and now sees the network providing not only 3D printing but CNC machining, sheet metal fabrication and injection moulding across its 240 certified manufacturing partners. “3D printing is often just a component in a larger assembly if you're moving towards end parts and not just prototyping,” de Zwart explained. “It's just a much better experience for customers if they can use us as a one stop shop. They can get all of their part needs fulfilled by us instead of having to go to different suppliers or platforms. By doing this, we can also help the customer a little bit and guide them in the right direction because they may not always know what is the right technology or material for their particular application.” That said, 3D printing is still a big part of Hubs’ offering. According to Hubs’ annual
29.3 / www.tctmagazine.com / 027
ADVERTISEMENT FEATURE
Automated Powder Removal MTC and Solukon partner to investigate potential of Solukon’s SFM-AT800-S depowdering system Since 2015, Solukon, a pioneer and market leader of automated powder removal, has been placing great value on long-term partnerships with industry experts. One of those partners is the Manufacturing Technology Centre (MTC) based in Coventry, UK. The MTC develops and proves innovative manufacturing processes and technologies in an agile, low risk environment in partnership with industry, academia and other institutions. The expert team from the MTC has been examining Solukon’s powder removal technology for a large variety of customers from sectors like aerospace & space, defense and energy. Most recently, the MTC assessed the Solukon SFM-AT800-S system for the removal of trapped powder inside complex parts with hard-to-access geometries such as heat exchangers and highperformance hydraulic systems. The SFM-AT800-S is based on Solukon’s unique SPR® (Smart Powder Recuperation) process, removing residual powder from complex metal parts by unlimited and programmable part rotation and controlled vibration in a safety-controlled atmosphere. Standardisation of powder removal “Being able to optimise and then standardise our powder removal process via the Solukon system is very attractive to us,” Ruaridh Mitchinson, Senior Research Engineer at the MTC explained. The AM workshop team at the MTC was provided with a repeatable method of removing powder from parts before they are moved to the next phase of operation. “The machine has reduced our risk of passing on components to downstream processes with powder still in internal cavities,” Mitchinson continued. “Especially the programmable two-axis rotation along any imaginable path offers our operators a unique range of possibilities.”
The Solukon SFM-AT800-S depowdering system (Credit: MTC).
Results of automated cleaning processes But what about the cleaning result itself? For one particular customer Meggitt PLC, the team at the MTC set up a case study to validate the effectiveness and efficiency of powder removal cycles from an Aluminium alloy (AlSi10Mg) heat exchanger using the Solukon SFM-AT800-S. The test piece they chose was an exceptional challenge as the 70 kg cubic heat exchanger featured internal channels measuring less than 1mm in diameter. Mitchinson elaborated: “It should be noted that the heat exchanger was chosen as an extreme case of geometrical complexity to test the machine’s limits.” The experimental data suggests that up to 99% of internal powder could be removed. However, through further optimisation of the vibration process parameters or by retrofitting a newly available Solukon knocking device, the remaining 1% of AlSi10Mg powder could also be removed. To achieve this, an impactor system with finely tuneable knocks has recently become available as an
Heat exchanger being loaded & undergoing testing on the Solukon machine (Credit: MTC).
option for the Solukon SFM-AT1000-S and SFM-AT800-S systems. Commenting on the success of this partnership, Andreas Hartmann, CEO and CTO of Solukon added: “Listening to our customers and continuous improvement of our systems have always been our guiding principle.” www.solukon.de
SERVICES
manufacturing report, 54% of engineering businesses said they increased their usage of 3D printing for functional enduse parts in 2020 while 30% maintained their usage that year. This year, however, 73% of those surveyed predict they will produce or source more 3D printed parts compared to 2020. Given this growing trend towards production and recent emphasis on challenges in supply chain, de Zwart’s comments from his 2015 presentation suddenly feel more relevant than ever. “The vulnerability of supply chains was exposed quite clearly and I think people start realising the benefits of the manufacturing network model that we have, where we have manufacturing partners in 20 different countries on three different continents which allows us to smartly reroute orders if needed due to things like global pandemics but also other things like escalating trade wars, national holidays, natural disasters,” de Zwart said. “There can be many reasons in supply chain why you want to shift some of your production elsewhere, at least temporarily, and that's something that we enable.”
“3D printing is often just a component in a larger assembly.”
De Zwart elaborated to say that this flexibility can be particularly valuable to SMEs: “Larger enterprises, they probably have the resources to build these supply chains themselves but small to medium sized businesses, they often don't. So that's where we can come in very handy. We have already built that. We have strong relationships with these premium manufacturing partners and so they don't have to build that, they can get the same supply chain resilience as a large enterprise without the investment.” But de Zwart believes there’s also another trend that has been brought to the forefront, and that is the shift towards B2B commerce and the digitisation of the manufacturing market, something the co-founder is as enthusiastic about today as he was back in that conference room in 2015. “The market is moving online,” de Zwart concludes. “Manufacturing is a massive industry but it's one of the last ones to really go through this transition and I think it's going to be really exciting.”
Scott AM specialises in advanced manufacturing technologies to support product design and prototype development, low volume production and rapid prototyping. We work with a range of industries including automotive, healthcare, consumer goods and industrial products. STOCK & SUPPLY: • Extensive range of Polyurethane vacuum casting resins
OFFER: • Range of vacuum casting systems and ancillaries, including the ScottAM 1000 and ScottAM 4000 vacuum casting machines
• Silicone tooling materials
• Fully qualified engineers, experienced in service, applications support and training for vacuum casting machines from MTT, MCP, Renishaw and ScottAM.
• Accessories and consumables
With our expertise, qualified and experienced staff, we are here to support you. For more information, please contact us at sales@scott-am.com or visit www.scott-am.com
Aerospace
Automotive
Healthcare
Motorsport
ScottAM Ltd Sutherland Works | Beaufort Road | Longton Stoke-on-Trent | Staffordshire | ST3 1RH
Official suppliers of Pelnox and H&K resins from Japan, regarded worldwide for their quality, performance, and safety.
29.3 / www.tctmagazine.com / 029
SERVICES
ADDITIVE ASSEMBLE
Sam Davies talks to BEAMIT Group General Manager Andrea Scanavini as the service provider continues to grow through acquisitions.
I
n late 2019, BEAMIT President Mauro Antolotti took the kind of call he gets numerous times a week. On the other end of the phone was the founder of a young company pitching its 3D printing post-processing services to the Italian service provider. Though Antolotti is no stranger to a sales pitch, they don’t normally play out as this one did. Not only was Antolotti interested in buying the heat treatment and surface finishing services that PRES-X was offering, but by January 2020 he had acquired a 25% stake in the company. It was the first of several business investments BEAMIT would make over the following 18 months, with PRES-X founder Andrea Scanavini leading their integration as BEAMIT Group General Manager from July 2020. In this role, he became responsible for taking the best practices and business models from each incoming company and reducing their weak points. When announcing Scanavini as the new General Manager, Antolotti spelt out that the arrangement with PRES-X was just the first of multiple steps that would turn the company from a single entity into a group of companies. Scanavini said he was honoured to be chosen for the role, that he believes the strength of a company lies with its people, and that between him and BEAMIT there was a mutual love for embracing, and then addressing, challenges.
SHOWN: ROCKET PROPULSION CHAMBER PRINTED IN COPPER
Speaking to TCT almost a year on, he elaborated on what those challenges are. “The first one is the technological development of the value chain,” Scanavini said. “We are addressing the innovation in all the phases of the value chain, starting from the powders, where we work together with Sandvik to create specific powders for specific applications and then go into the printing process, cleaning, heat treatment and surface finishing, all integrated and digitally connected. The second [challenge] is the cost. Our project has as a main target the cost reduction of additive manufacturing production, using specific processes that make all the phases shorter and cheaper; the concentration of all
“We acquire companies that increase our capacities.” 29.3 / www.tctmagazine.com / 031
DESIGN
|
BUILD
|
MACHINE
|
INSPECT
The total AM process chain Can your partner for additive manufacturing (AM) provide end-to-end expertise and support? Only one company in the 3D printing industry offers the technologies and expertise that provide both highly productive metal 3D printing AND control of all finishing and downstream processes. For end-to-end process control of AM parts, speak to Renishaw now.
www.renishaw.com/am Renishaw plc, New Mills, Wotton-under-Edge, Gloucestershire, UK, GL12 8JR © 2021 Renishaw plc. All rights reserved.
+44 (0)1453 524524
uk@renishaw.com
SERVICES
3 LEFT:
IMPELLER PRINTED IN OSPREY 2507 [CREDIT: SANDVIK]
6 BELOW:
3D PRINTER IN OPERATION AT BEAMIT
In that timeframe, BEAMIT expects to be pursuing opportunities in the aerospace and defence markets, and potentially automotive too. To address the higher volume demands of industries like automotive, Scanavini says BEAMIT is working with OEMs to make the printing process more sustainable ‘from the point of view of cost’, while the company is also exploring hybrid technologies. Sandvik’s materials development expertise is also set to play a big role in pursuing opportunities, with titanium 6242 being introduced earlier this year and aluminium 2024 and 7050 materials set to follow.
the phases inside the company and in the same factory in order to get the cost related to shipping, logistics and so on [reduced].” BEAMIT’s first response to these challenges was to bring PRES-X under its umbrella. PRES-X’s offering features solutions that automatically remove powder and substrates from printed parts – including internal supports – in the same phase, as well as a solution that combines HIP and heat treatment cycles, which is said to eliminate porosity and internal defects, while also improving characteristics at the microstructural level. It also has a patented method for surface finishing - which again addresses the surfaces of cavities and internal components - and offers functional validation tests of components at the end of the work cycle. The PRES-X business has also started offering DryLyte dry electropolishing technology after recently partnering with GPAINNOVA. Companies that have followed PRES-X into the BEAMIT Group include ZARE and 3T Additive Manufacturing. ZARE was acquired because of its machining capabilities and use of GE Additive machines (BEAMIT previously had metal 3D printing systems from EOS and SLM Solutions only), while 3T AM was brought into the business because of its geographic location, design for additive manufacturing proficiencies and familiarity with materials like copper alloys. “The strategy of BEAMIT Group is to become the leading company in the additive manufacturing market worldwide,” Scanavini explained. “All
the acquisitions that we have in place, both the acquisitions we have done and the new ones that are coming, are not only territorial expansion, but also increasing our internal skills. We invest in different places, in different countries, in different equipment. [We] acquire specific companies that increase our capacities and insource specific skills and knowhow.” Backing BEAMIT on this endeavour is Sandvik, who took up a 30% stake in the company in July 2019 with the option to increase its control over time. From a technical standpoint, the investment in BEAMIT gave Sandvik a ‘specialist partner’ with which it could work to help customers develop their application of metal additive manufacturing technology. And as they do so, Sandvik has control over one of Europe’s leading 3D printing service providers with the financial security to be a long-term collaborator. “Thanks to strong capital injection in the BEAMIT Group, it allows BEAMIT to be unique with this financial strength. It makes BEAMIT secure from a financial point of view,” Scanavini said. “Additive manufacturing is a capital-intensive activity. If you don’t have money, you don’t go. And big OEMs are looking for a partner for new projects that will be on the market in the next 10/20 years. Thanks to Sandvik, BEAMIT can fit this requirement.”
Meanwhile, the Osprey 2507 superduplex stainless steel co-launched by Sandvik and BEAMIT in April has already been used to develop a reinvented impeller in collaboration with Equinor and Norwegian Eureka Pumps. Several other ongoing projects in the marine sector are also using the material, which Sandvik says is ‘superiorly suitable for highly corrosive seawater and marine environments.’ BEAMIT is now eager to push on. The company recognises that in order to allow and encourage OEMs to utilise 3D printing technology instead of a traditional manufacturing method, they need to innovate. In the optimisation of stainless steel, titanium and aluminium materials; in the development of new printing processes; and in the acquisition of several companies, the BEAMIT Group believes it is doing just that. “The BEAMIT mission is to be the company that makes additive manufacturing sustainable for mass production,” finished Scanavini. “Additive manufacturing is a sustainable process and digital process, but the cost is a key point. [AM] has strength points related to environmental sustainability, but not financial sustainability. This is the mission of BEAMIT Group and the solution that we see is the ‘one-stop shop’ as a first, and then three or four years in the future, we see a completely automatic and digital factory for additive manufacturing mass production.”
29.3 / www.tctmagazine.com / 033
®
Additive Production RAPID PROTOTYPING
Bowman Additive Production
Production 3D Printing REPEATABLE
TRACEABLE
VERIFIABLE
⊲ Mass produced parts without the need for slow and expensive tooling
⊲ Design Freedom: Focus on function rather than process
⊲ Adding complexity reduces costs
⊲ Engineering grade polymers ⊲ HP Multi Jet Fusion
Ask us about your... ⊲ Legacy Parts
We are dedicated to providing an excellent service – from rapid quote to on-time delivery – producing high-quality components at the right price. · Stereolithography
· Silicone Tooling
· Selective Laser Sintering
· Reaction Injection Moulding
· Vacuum Casting
· Water Clear Lenses
· Two Shot and Over-moulding
· Traditional Model Making
· Silicone Components
· Model Finishing
(0191) 454 1900
info@amtech-rp.co.uk
www.amtech-rp.co.uk
ACCURATE
⊲ Jigs and Fixture ⊲ Mass Customisation ⊲ Virtual Stores ⊲ Design for Additive Production
www.bowmanap.com
DIGITAL THREAD
ADDITIVE IN CONTEXT
Laura speaks to Authentise about leveraging the digital thread.
A
s I alluded to in my Editor’s Letter at the top of this issue, the additive manufacturing (AM) industry enjoys a catchy bit of tech terminology. One example that has existed for some time but boasts many interpretations and components is the notion of the “digital thread”. So, when Authentise, a leader in process automation software for AM, described a recent partnership with Hexagon as a “step change” that will deliver an “integrated digital thread for additive manufacturing”, we figured we’d go straight to the source and ask, what exactly does that mean? “The digital thread refers to the full history of the part as it's being produced,” Andre Wegner, CEO, Authentise told TCT. “That can be anything from the information about what happened to the part as it was being designed to the machine data to the environmental data of the material's storage locations - like how humid or hot was it there? Pretty much anything that we can possibly put our hands on that forms this full digital record.” Additive is an inherently digital process, or at least it should be, from the design to the manufacture, and now, thanks to enhancements in automation, in those post-printing steps too. While there are several opportunities for data to be collected along that journey, the real value is in how manufacturers interpret and deploy that intelligence, something which
“Contextual data is much more valuable.” Authentise refers to as “contextual data”, in future production. “We're trying to differentiate the approach we're taking from the previous kind of Industry 4.0 initiatives that we've seen out there,” Wegner explained. “For me, at least in additive, we're not really generating enough bucket data that has real valuable impact, the only thing you can really do with bucket data or point data is to display dashboards or maybe provide predictive maintenance. Contextual data or the digital thread differs from that because now we can relate the failure of a part to the material that was used, to the operator that designed the part in the first place. So, you have this full context of the part and that's what's really valuable, especially in a situation where we're not producing millions of the same part, we're only producing one or ten or hundreds of the same part, you don't have a lot of data points to compare so you really need to drive insight from the context.” This is something that is being addressed in the collaboration with
Hexagon, an established provider of sensor, software and autonomous solutions. The two are said to be digitising every step of the AM workflow down to quality assurance, plugging Hexagon’s tools into that contextual data to make AM more predictable, repeatable and traceable. For Wegner, the need for these kinds of solutions, for which he tells TCT that demand has soared, speaks to the ongoing maturity of the AM industry – and could provide a few lessons for more traditional manufacturing industries too. “It's about helping the maturity,” Wegner said. “From where I stand, the level of insight we're talking about here is probably beyond the scope of a lot of very mature industries that we already know. Take, for example, the automotive industry, I don't think this is something that we need in order to productise hundreds of thousands of parts with additive. I think this is something that we need to reduce the cost of additive to the point where it can compete and produce higher volumes. This is something that we want to do in order to teach the rest of the industry how well it can be done. I always believe in additive being a kind of sandbox for traditional manufacturing, we have less legacy, we have more data and we should show people what value we can generate from that.”
29.3 / www.tctmagazine.com / 035
HANS LANGER X Two entrepreneurs with companies founded in Munich, Germany sit down to discuss the future of design and manufacturing.
I
n the first episode of a new Additive Insight Podcast series called Innovators on Innovators, EOS founder Hans Langer [HL] joined Hyperganic CEO Lin Kayser [LK] to offer insights on the developments and challenges surrounding the additive manufacturing (AM) industry today. The below excerpt of the conversation touches on the pair’s beginnings in the 3D printing space, the development of a rocket engine application with EOS printing technology & Hyperganic’s software, and how they believe AM can emulate the development of the semiconductor space. LK: I think one of the challenges that additive still has, most people still have that image in their minds that this is great for prototypes, etc, but it's nothing for serial production. It's too expensive, it's too slow, the material quality is not there. And these days are long gone. This is this is what fascinated me. I've been doing software for 40 years now, and for me for the software was always one of the most creative things that you could do, software always moves fast, PC technology always moves fast. But the rest of the world cannot move very slowly. And I always ask myself, why is the rest of the world moving so slowly when I'm used to this incredible speed? The new PC is actually faster, and you can do more stuff and software just builds on top of each other, always improves. This seems not to be happening in the real world. And when I got a 3D printer in 2012, I realised this is a tool where we can bring the software paradigm into manufacturing. Then I say, ‘okay Lin, you're kidding yourself,’ because I had this FDM printer which produced horrible parts. Then I discovered this whole world of industrial 3D printing, and that's where my eyes opened, I said, ‘wait a second, this has the potential to be the manufacturing method that we can use to create revolutionary parts.’ And now we need a software ecosystem for that. That was kind of my thinking that eventually started the idea for Hyperganic.
036 / www.tctmagazine.com / 29.3
HL: I came out of the laser world, manufacturing with lasers. Parallel to EOS, we started SCANLAB, which is a world market leader today in laser-based digital manufacturing. This is far more than additive. Just to give you an idea, at EOS we use around 1,000 scan heads per year. But General Scanning is shipping 50,000 scan heads per year and companies like Foxconn, they use more than 10,000 of our systems just to manufacture iPhones. This gives you a little bit of perspective on where this thing could move. Foxconn still uses around 100,000 CNC machines. And when they got the order from Apple to manufacture the iPhone, they purchased 5,000 CNC machines per quarter. I thought this is an interesting proposal for additive because an additive machine, at the end of the day, is much more functional than a CNC machine. SHOWN: ROCKET ENGINE DESIGNED IN HYPERGANIC SOFTWARE
INNOVATORS ON INNOVATORS
X LIN KAYSER 3 LEFT:
EOS FOUNDER HANS LANGER
6 BELOW:
HYPERGANIC CEO LIN KAYSER
“We are
opening a new chapter where we go into a totally different world.”
LK: I mean, I think that's one of the things that people often forget: manufacturing is so unbelievably big. You're very happy with the growth rates of additive at this time, we are very happy with the adoption of our software in the industry, but we're just scratching the surface of manufacturing at this point. Additive is like nothing, but I think we both believe very clearly, that additive is going to play a huge role in manufacturing, it is going to play maybe the biggest role in manufacturing in the long run. That is of course a path, you have to go there. And the interesting thing is that we both see this parallel between what happened in the production of computer technology, especially microchips, and what is now happening in additive. In microchips you had this very interesting combination of the software side that designed more and more advanced chips in a completely new way, in an algorithmic way and not in a manual way. And then on the other side, you had the evolution of the manufacturing process itself, finer details, improved structures, etc. And they evolved in combination, but each of them kind of separately, and each informed the other. But both of them could evolve independently, and that sped everything up. So, everything became much faster. And we are kind of seeing the same thing happening now in additive, would you agree with that? HL: 100%. Because I had a highlight in, I think it was five years ago, I was reading the newspaper, and they were writing that [Qualcomm] had never manufactured a chip. It was reported that there was a chip company in Taiwan that had made the chips and I looked at Taiwan semiconductor manufacturing and I was very impressed with the semiconductor industry - and semiconductor for me is additive manufacturing, they do it layer by
layer. Everybody is talking about additive manufacturing and is thinking this tiny market is additive manufacturing. Let's look at a similar market, the semiconductor industry, and just to give you an idea, I mean, this Taiwan semiconductor manufacturing today is worth 600 billion. 600 billion. And they started about the same time when EOS was started. And I said, maybe we can look at the development of this market in a comparable way. And then I ask you a question because I didn't understand what the core of your software really was. It's a voxel-based system. And I'm a physicist, I always look to real results as real world. I mean, there is a digital world, but we have to make the transfer from the digital world into the real world. And this is always materials. You remember, we had this dinner at the restaurant near us, with my son, Uli. This was in 2018. And Uli said, ‘why don't we make a rocket engine part?’ and then then I said, ‘okay, Uli take care, we had created AM Ventures, we had a very ambitious team there with very specific knowledge between software and hardware’. And, we said, ‘let's rent an EOS machine and put the data from Lin on this machine.’ And this was not so easy, because the standard EOS interface didn't allow it. So, we created a special interface for you on this test machine and after 63 hours, I remember very well, we had a part in our hands that was created by a computer, and we had never seen a design of it before. For me this was clear, now we are opening a new chapter. We are opening a new chapter that could probably develop like the one in the semiconductor industry, where we go into a totally different world.
The full Innovators on Innovators episode can be found at: http://mytct.co/AI-Langer-Kayser
29.3 / www.tctmagazine.com / 037
The future is...
3D Printing
ATA Engineering is proud to offer systems from both Nexa3D and Sintratec.
Tranforming AM into an advanced manufacturing production value chain, utilising the highest quality standards and systems. With over 20 years experience in industrialising special materials and processes for key sectors such as aerospace, space and defence, IGT and medical. Our full process chain enables serial production and scalability.
Nexa3D Systems The fastest 3D printers in the world. NXE 400 Photoplastic 3D Printer With an unprecedented 16L build volume measuring 10.8 in x 6.3 in x 15.7 in (27.5 cm x 16 cm x 40 cm), intelligent optimization, and Nexa3D’s revolutionary patented LSPc technology, the NXE 400 photoplastic 3D printer is perfect for any application.
Sintratec Systems
Sintratec S2 Starter Cell The compact and expandable SLS system. With the Sintratec S2, the new scalable compact system, you can turn your ideas into reality within a short period of time, layer by layer, at high speed. The modular SLS production system can be expanded as needed, and adapts perfectly to your needs. Harness previously unimagined potential in professional prototyping and optimize your applications.
www.3t-am.com www.beam-it.eu www.zare.it www.pres-x.com
| | | |
enquiries@3t-am.com info@beam-it.eu info@zare.it info@pres-x.com
Visit ataeng.com or call us now for more information or a demonstration. ATA Engineering Processes Ltd ATA House, Unit B, Boundary Way, Hemel Hempstead, Herts, HP2 7SS t: 01442 264411 e: sales@ataeng.com www.ataeng.com
TCT 3SIXTY
A GUIDE TO THE TCT 3SIXTY CONFERENCE WORDS: MAGDA BRZEGOWY
A
fter a year that saw much of the events industry put on pause, the wait to get back to live events is nearly over as TCT 3Sixty, the UK's leading summit for 3D printing and additive manufacturing (AM) intelligence, returns to the NEC Birmingham on 28-30 September 2021 with three new unique content platforms. EVALUATION “When embarking on an AM journey, there can be so many questions it’s difficult to know where to start,” writes Rachel Dallen from Arke Ltd in the introduction to their TCT 3Sixty keynote presentation. This will, without a doubt, resonate with industry newcomers struggling to assess the capabilities and limitations of AM, as well as those who are unsure whether it is commercially viable for their business. It’s for this reason, the TCT Group has created the Evaluation Stage, a starting point for developing a comprehensive technology roadmap. Leading AM consultant Dr Phil Reeves will investigate key factors that enterprises should examine before investing in 3D printing while Kevin Ayers from Danfoss will advise on buying the right equipment. Delegates will also hear from Dr Jennifer Johns from Bristol University, who will focus on the opportunities and challenges of AM-led distributed manufacturing, and experts from the Boston Consulting Group will provide practical guidance on surviving disruptions in the AM ecosystem. Visitors looking to evaluate 3D printing for medical applications will learn from Tunbridge Wells NHS Trust, Gregorio Marañon Hospital and Surgeons in 3D Printing, and those interested in skills development are invited to join a panel session led by Alexander Daniels Global. Attendees can also expect insights from Global Business Advisory Services, Design for AM Network, MADE Cymru, University of Birmingham, the University of Auckland and Inductoheat.
Rogueworx, Birmingham City University School of Jewellery and the University of Exeter.
ADOPTION The Adoption Stage at TCT 3Sixty has been designed to provide delegates with an in-depth understanding of how industries have successfully implemented AM technology to drive innovation and business growth. This pathway is for visitors who have already invested in AM but want to discover more cutting-edge ways of utilising it. The aviation industry will kick-start the three-day Adoption Stage programme. Melissa Orme will begin with her talk on how Boeing is expanding metal powderbased AM parts in commercial and defence applications followed An Duong from Rolls-Royce who will delve into how the technology is transforming commercial jet engine design and production. Northrop Grumman Aeronautics Systems will also share approaches for defining and qualifying AM for the defense industry. The topic of healthcare will appear again as Alder Hey Hospital and 3D LifePrints will explore 3D printing at the point of care while Med-Tech Innovation News and EPM experts will host a panel discussion on why medical and pharmaceutical devices are some of the fastest-growing application areas in AM. The line-up will also include talks from Alpine F1 Team, Advanced SLS Consulting, Aidro Hydraulics, Grundfos, PDR, AMRC, Finnegan LLP, Wohlers Associates, BiologIC Technologies,
OPTIMISATION The third conference stage is the perfect place for users who have advanced knowledge of the market and are ready to take the next step on their AM journey. Here, presenters will demonstrate how to maximise the performance and efficiency of mature AM installations and help identify new business models in addition to new and emerging technologies, methods, materials and future trends to assist in strategic planning. One of the new topics introduced to the programme this year is sustainability. Speakers including Sherry Handel from the AMGTA, will focus on the environmental benefits of AM and highlight how it can help reduce energy-intensive manufacturing processes and minimise resource consumption. Hedwig Heinsman from Aectual will also discuss how digital tools and circular materials can aid in creating more sustainable architecture while our annual Women in 3D Printing panel session will consider the topic from an aerospace perspective. Jabil, BAE Systems, ABB, and ASTM are just some of the blue-chip organisations that will explore extended applications, capabilities and qualification of AM parts, alongside The Manufacturing Technology Centre, CPI, University of Warwick, 3DP4ME, Aqtor!, Birmingham Net Zero and REM3DY HEALTH LTD.
REGISTER NOW AT TCT3SIXTY.COM
29.3 / www.tctmagazine.com / 039
THE DIRECTORY Metalise it… DMLS and SLS
• Fast turn around • Competitive pricing • High Quality • In-house design/development capabilities
USE CODE:
3ddc.eu
TCT2021
Terms and conditions apply. See our website for full details. 3DPRINTUK.com
Upload your .stl file for an instant quote. SLS & MJF Polymer 3D Printing Service.
Prototypes or production parts to your door in 3 working days.
e | adam@agprototypes.com w | www.agprototypes.com t | 01707 391 120 Derby, Derbyshire, DE24 9FU, United Kingdom +44 (0)1332 742820 www.addqual.com
AddQual panel.indd 1
Key services 3D Re-Engineering Inspection Qualification Digital Twin Creation Fast Make Tooling
3D SCANNING
Bureau Service | Product Sales
30/05/2018 13:38
• High Accuracy & Resolution • Reverse Engineering • Scan-to-CAD • Inspection Reports • Geomagic Software • Wrap, DX, CX, Freeform
MAG
Want to reach TCT’s independently verified audience of AM and 3D printing professionals? GET IN TOUCH
Carol Cooper | Carol@rapidnews.com TO ADVERTISE HERE CONTACT CAROL COOPER ON + 44 1244 952 386 OR EMAIL CAROL@RAPIDNEWS.COM
THE DIRECTORY
ADDITIVE MANUFACTURING
Plassc | Nylon | Carbon | Peek | Rubber | Wax | Metal • SLA
ProJet 7000, ProX 800 Sinterit, ProX 6100 • DLP Figure-4, Modular • MJP ProJet 2500+, 3X00 • CJP ProJet 660 Pro, Z650 • FFF Omni, Funmat Pro 410 • DMP ProX Metal
A D D I T I V E M A N U FAC T U R I N G S O L U T I O N S P ROV I D E R
• SLS
Selling the widest range of 3D printers in the UK Find the best fit for your applications
01420 556755 replik8@cdg.uk.com
0800 689 1011 | sales@creat3d.co.uk
01788 227222 https://expressprototype.co.uk/ We offer additive manufacturing in FDM, SLA, SLS, water jet cutting, CNC Milling and CNC turning. Additive materials include - PLA, ABS, NYLON, HIGH TEMPERATURE RESIN, TOUGH RESIN, DURABLE RESIN, PEEK RESIN, CLEAR RESIN AND RUBBER and many more CNC Machining in Aluminium, steel, copper, brass and plastics Waterjet cutting in ALUMINIUM, STEEL, GLASS, CERAMIC, RUBBER, FOAMS, PLASTICS
NEW: Vapor Smooth your SLS and MJF parts - 100% sealed - Improved colour - Injection moulded surface quality
Before
Contact us for a free sample
After
graphite-am.co.uk
Incremental Engineering Ltd Design, Prototype & Production Specialist HP MJF Service Bureau E: contact@incrementalengineering.com W: incrementalengineering.com
Large Scale Additive Manufacturing Solutions
• Print Service • Machine Sales
• Service • Spare Parts
pi-am.co.uk • info@pi-am.co.uk • 01603 891618
ADDITIVE INSIGHT
The original additive manufacturing industry podcast. Head to www.tctmagazine.com to subscribe now TO ADVERTISE HERE CONTACT CAROL COOPER ON + 44 1244 952 386 OR EMAIL CAROL@RAPIDNEWS.COM
27.1 / www.tctmagazine.com / 049
Expert Column
AN AM PROBLEM SHARED … Words: Dr Candice Majewski, The University of Sheffield
a whole host of complementary areas, who are bringing with them a great diversity of ideas and techniques. Just within my own circle of collaborators we have microbiologists, tribologists, material scientists, machine learning folk, statisticians, archaeologists, human interaction specialists and plenty more. In her column last September, Alex Kingsbury talked about the importance of the team in bringing together an event, and I think the same is true at a broader scale for us as an industry.
W
henever I think about where I am now in my career, I always laugh at how much luck played a part at every stage! From a career advisor sending me down the route of a Mechanical Engineering degree, a guest lecture on ‘Rapid Prototyping’ towards the end of that degree, and a new Master’s course starting in that area just as I was finishing, everything just kind of fell into place. Somehow, 20ish years (where did that time go?) after first hearing about it, I’ve ended up here in Sheffield as an academic, leading a team of technical and research staff and students focused mainly around powderedpolymer additive manufacturing (AM). But what’s the big draw? It’s not ‘being an academic’ (although it’s a pretty cool job anyway), it’s much more about being an academic specialising in AM. The thing that first inspired me about this whole field was the way it had so many applications across different areas, and being an academic lets me explore those areas and take my team’s research in pretty much whatever direction we think seems interesting. I’m lucky enough to have a team of technical staff, researchers and PhD students who are
042 / www.tctmagazine.com / 29.3
all as excited by AM as I am, which makes a really good environment for throwing ideas around and trying new things. I also get to teach our Undergraduate and Masters students all about AM. I think most educators would agree there’s a great pleasure in getting to introduce people to something you’re really passionate about and seeing them start to develop that same passion. It’s a genuine source of joy to me that a decent number of my ex-students have gone on into careers in AM, and of course they’re an excellent source of advice for any of our current students who might be considering doing the same! In general, I really think this is an exciting time for people wanting to move into this area, and not just the ‘usual suspects’. Because here’s the thing... although the AM industry is getting bigger, it still feels quite small and friendly. Many of the people who’ve been around for a while genuinely care about sharing their experience and expertise, and about welcoming new people into the area. And slowly but surely, we’re starting to draw in more people from
Bringing together people from different backgrounds and different application sectors can only help us develop more quickly and effectively. Perhaps they can offer solutions to some of the problems we need to overcome in AM or help us make sure we’re not missing anything obvious and trying to fix things that have already been fixed elsewhere. In some cases, it’s even more simple, and we just need a different viewpoint. I doubt she’d even remember it, but I have a vivid memory of telling Professor Eileen Harkin-Jones that we needed better temperature control on polymer sintering systems because thermal variations affect our mechanical properties. Her response of ‘or we just need materials that don’t care about thermal variations’ stuck with me ever since; another perspective that really helped me consider different alternatives. Whichever way you look at it I think the bigger the variety of people we can attract into AM, the better and stronger we can become. So, I hope that, as the industry continues to evolve, we hold onto that ‘small-town feel’ and keep on welcoming new people from across different sectors and backgrounds. Outside of that, what’s my personal wish for the future? Enough research questions left unanswered to keep me going until I can retire to a big old house in the countryside with my husband and our dog!
Messe Frankfurt Group
16 – 19 NOVEMBER 2021 FRANKFURT / GERMANY
Enabling the impossible! We know that additive manufacturing offers undreamed-of potential. Only, however, if all the upstream and downstream processes are taken into account – from design to material and quality assurance. Does your technology contribute here? If so, do secure your space in Frankfurt. formnext.com
Where ideas take shape.
#formnext
— S AT: U T I S I V
LITHO WWW.
Z.COM
—
CERAMIC-CERAMIC
CERAMIC-POLYMER
CERAMIC-METAL
FOR INNOVATORS BY INNOVATORS LITHOZ MULTIMATERIAL 3D-PRINTER CERAFAB MULTI 2M30