Centro Commerciale San Felice 86 20054 Segrate (MI) Italy
Production by Design3, Milano, Italy Printing by Logo Srl, Padova, Italy
KayPetermann k.petermann@tim-europe.com
Liebe Leserinnen und Leser,
haben Sie sich schon einmal Gedanken darüber gemacht, was ein „Produkt mit digitalen Elementen“ ist? Ich ehrlich gesagt eher nicht, da ich vor allem als Nutzer und Anwender moderner Technik unterwegs bin und nicht davon lebe Maschinen, Geräte oder Bauteile auf den europäischen Markt zu bringen. Alle die dies tun – und auch weiterhin gesetzeskonform tun wollen, müssen sich mit dem EU Cyber Resiliance Act und seinen Vorgaben auseinandersetzen. Dieser sieht strenge Sicherheitsstandards über das gesamte Produktleben vor, und wird absehbar auch in künftige Normen einfließen. Welche Vorgaben und Maßnahmen zu beachten sind und wie die nicht üppig bemessene Übergangszeit genutzt werden kann, beschreibt der Gastbeitrag von Jan C. Wendenburg, CEO von Onekey auf Seite 10.
Erste Roboter in der Automobilproduktion gibt es seit den Sechzigerjahren des letzten Jahrhunderts, weite Verbreitung fanden sie dort und in immer mehr Industriebereichen in den Siebzigerjahren. Aber bis zum flexiblen Einsatz in praktisch allen Bereichen der Industrieproduktion, bis hin zur Servicerobotik, war es noch ein langer Weg. Der Beitrag auf Seite 20, im Fokus „Intelligente Automation“ beschreibt, welchen Beitrag moderne Konzepte und Software dafür leisten, komplexe Produktionsbedingungen effizient zu meistern und Optimierungspotenziale robotisch zu nutzen.
Ich wünsche Ihnen eine interessante Lektüre und freue mich auf Ihre Rückmeldung.
KayPetermann
Redakteur IEN D-A-CH
Nächste Ausgabe
Dezember WebMag: Produkte und Lösungen: Highlights 2024 Highlights der sps 2024
Nachrichten aus der Industrie
Neue Produkte
Interview: Sehen statt Hören: Einfache und schnelle Erkennung von Luft- und Gaslecks. Wir haben mit Darrell Taylor, Strategic Marketing Director der FLIR-Sparte Instruments gesprochen.
Safety & Cybersecurity: Zeit zu handeln: Neues Cybersicherheitsgesetz für vernetzte Produkte.
Antriebstechnik: Die Schrittmotorauswahl verdient eine detaillierte Betrachtung.
Antriebstechnik: 1:1 Nachbau von Industriegetrieben
Intelligente Automation: Time-of-Flight Sensor für die Vollständigkeitskontrolle.
Intelligente Automation: Wie induktive Sensoren die industrielle Automatisierung voranbringen können.
Intelligente Automation: Linkmodul für mehr Datentransparenz in der industriellen Automatisierung.
LÜTZE Gruppe wird Teil der Amphenol Corporation
Der Automationsspezialist Friedrich Lütze GmbH, das Bahntechnikunternehmen Lütze Transportation GmbH und alle weiteren Unternehmen der internationalen LÜTZE Gruppe in Europa und China sind zum 01.10.2024 von der US-amerikanischen Amphenol Corporation übernommen worden. Die Mitglieder der LÜTZE Gruppe in den USA, Lutze Inc. und Data Guide Cable Corporation sind bereits seit Juli 2024 Teil von Amphenol. Nach der Firmengründung durch Friedrich Lütze im Jahr 1958 erfolgte im Jahr 2006 der Generationenwechsel mit Udo Lütze an der Spitze. Insbesondere in Teilen der Bahntechnik sowie bei der energieeffizienten Verdrahtung im Schaltschrank und der intelligenten Stromüberwachung entwickelte sich LÜTZE seither zum Technologieführer. „Mit der Aufnahme in die Unternehmensfamilie der AMPHENOL Gruppe vollzieht sich der nächste Wechsel mit dem Ziel von weiterem Wachstum in den genannten Bereichen und darüber hinaus.“, so Udo Lütze, CEO der LUETZE INTERNATIONAL Group. Für Kunden und Geschäftspartner ergeben sich aus der Übernahme keine Veränderungen. Die bisherigen Ansprechpartner sowie die bekannten Firmen- und Produktionsstandorte inklusive Firmenzentrale in Weinstadt bleiben unverändert bestehen.
Wechsel im Management der Kistler Gruppe steht an
Neue Partnerschaft für Wasserstoffsensoren
Am 1. Januar 2025 wird Marc Schaad (r.), der langjährige CTO, von Rolf Sonderegger (l.), der Kistler 22 Jahre als CEO geführt hat, die operative Führung der Kistler Gruppe übernehmen. Marc Schaad, Maschineningenieur und ETH-Absolvent, hat in seiner bisherigen Rolle maßgeblich zur Weiterentwicklung der Kistler Gruppe beigetragen. Er war verantwortlich für die Forschung und Entwicklung, leitete einen Geschäftsbereich und übernahm Anfang 2024 zusätzlich das strategische Produktmanagement. Unter der Führung von Rolf Sonderegger entwickelte sich Kistler vom Komponentenhersteller zu einem weltweit führenden Anbieter von messtechnischen Gesamtlösungen für hochdynamische Anwendungen. Das Unternehmen wurde 1959 in Winterthur von seinem Vater Hans Conrad Sonderegger und Walter P. Kistler gegründet. Im Jahr 2002 übernahm Rolf Sonderegger die Gesamtverantwortung als CEO und Delegierter des Verwaltungsrats und erwarb gleichzeitig die Anteile von Walter P. Kistler. Rolf Sonderegger betont: „Ich freue mich, dass Marc Schaad, der seit 15 Jahren unser CTO ist, ab 1. Januar 2025 die operative Führung übernimmt. Marc bringt alle Voraussetzungen mit, um die Erfolgsgeschichte fortzusetzen.“
Die Angst+Pfister Sensors and Power AG gibt die exklusive Partnerschaft mit H2scan, einem Anbieter von Wasserstoffsensoren, bekannt. Mit dieser strategischen Zusammenarbeit wird die einzigartige Wasserstoff-Überwachungstechnologie von H2scan in die europäischen Schlüsselmärkte eingeführt und das Know-how beider Unternehmen kombiniert, um die wachsende Nachfrage nach wasserstoffbasierten Energielösungen künftig zu bedienen. Mit der gemeinsamen Vision, die Sicherheit und Effizienz von Wasserstoff voranzutreiben, wird Angst+Pfister als exklusiver Vertriebspartner für die Produkte von H2scan in Deutschland und der Schweiz agieren. Dazu gehören die bewährten Detektionssysteme für die Überwachung von Wasserstoff in Transformatoren, industriellen Prozessen, Energiespeichersystemen und Brennstoffzellen. Die Zusammenarbeit ermöglicht eine verbesserte Sicherheit, Zuverlässigkeit und die Optimierung von wasserstoffbasierten Anwendungen in verschiedensten Branchen. Durch das starke Netzwerk von Angst+Pfister im Bereich der Gassensorik und die etablierte Detektionstechnologie von H2scan wird der Weg für Fortschritte bei Wasserstoff-Energiesystemen geebnet.
Pepperl+Fuchs wird neuer Technologiepartner im IGEL Ready-Programm
Mit der VisuNet-Produktfamilie bietet Pepperl+Fuchs Benutzern eine Vielzahl von HMI-Systemen und -Lösungen für zahlreiche Anforderungen in der Prozessindustrie. Das Portfolio an industriellen Mensch-Maschine-Schnittstellen umfasst robuste Industriemonitore, industrielle Box Thin Clients sowie passende Peripheriegeräte. Aufgrund ihrer robusten Gehäuse aus Aluminium können diese Geräte anspruchsvollsten Bedingungen standhalten und eignen sich für den Dauerbetrieb rund um die Uhr. Damit ermöglichen die BTCs stets einen zuverlässigen Zugriff auf virtualisierte Anwendungen und Informationen von zentralen Servern. „Die Zukunft des Enterprise Computing liegt in der Cloud, und das IGEL Ready-Programm für Technologiepartner erleichtert es jedem Unternehmen, seine Anwendungen auf virtuellen Desktops und Cloud-Arbeitsplätzen bereitzustellen. So erreicht diese Technologie einen neuen und relevanten Markt, während gleichzeitig ein erstklassiger Kundenservice ermöglicht wird“, so Divya Saggar, Director, IGEL Ready. IGEL Ready wurde im Juli 2020 gegründet und ist ein wachsendes Ökosystem von mehr als 100 Technologiepartnern, die Hardware-, Software- und Peripherielösungen anbieten, die für die Verwendung mit IGEL OS verifiziert wurden.
JUMO ZELOS C01 LS Grenzstandmessung Evaluierungssoftware
Effektive M2M-Orchestrierung mittels SPE, IO-Link und Sensor-to-Cloud
Modernste Sensorik, leistungsstarke Automatisierungssysteme und eine flexible Datenauswertung: Mit JUMO ist die Zukunft zum Greifen nah. Unsere intelligenten Gesamtsysteme werden durch Machine-to-Machine-Kommunikation gesteuert, erhöhen den Anlagen-Output und steigern die Produktqualität. Erleben Sie, wie einfach, effizient und wegweisend Prozessautomatisierung sein kann! ↗ automatisierung.jumo.info
Besuchen Sie uns vom 12. bis 14. November in Nürnberg, Halle 7A, Stand 440
Sehen statt Hören: Einfache und schnelle Erkennung von Luftund Gaslecks
Wir haben mit Darrell Taylor, Strategic Marketing Director der FLIR-Sparte Instruments bei Teledyne FLIR über Erkennung von Leckagen und Einsparpotenziale in der Produktion gesprochen
IEN D-A-CH: Wie sieht die klassische Suche nach Luftleckagen aus?
D. Taylor: Wenn Sie ein Fahrzeug mit einer schleichenden Reifenpanne in die Werkstatt bringen, ist auch heute noch die Wahrscheinlichkeit groß, dass das Rad ausgebaut und in Wasser getaucht wird, um das Leck zu finden. Oder es wird mit Seifenlauge bestrichen, um so die undichte Stelle zu finden. Das ist eine einfache und bewährte Methode zur Feststellung von Lecks in Drucksystemen. Aber natürlich kann man nicht alle Geräte in Seifenwasser legen. Wie geht man also vor, wenn bekannt ist, dass ein System Druck verliert, aber die Leitungen, die die Druckluft von der Quelle transportieren, zehn Meter über dem Boden liegen und eine Demontage des Systems nicht in Frage kommt? Zum Glück gibt es eine schnelle und effektive Lösung.
IEN D-A-CH: Und wie wäre diese Lösung?
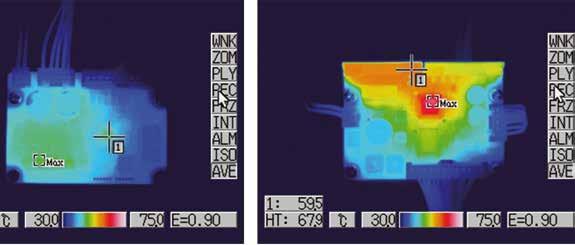
D. Taylor: Akustikkameras wie die FLIR Si124 können da Abhilfe schaffen. Jedes Mal, wenn Luft oder ein Gas aus einem Drucksystem entweicht, ist ein Geräusch zu hören. Wenn es sich um ein größeres Leck handelt, kann es für das menschliche Ohr hörbar sein und daher leicht identifiziert und entsprechend behoben werden. Die meisten Lecks in Hochdrucksystemen sind jedoch extrem klein und liegen außerhalb des für Menschen hörbaren Bereichs.
IEN D-A-CH: Und diese kleinen Leckagen sind tatsächlich so gravierend?
D. Taylor: In der Tat. Stellen Sie sich ein Druckluftsystem in einer großen Fabrik vor, das Druckluft von einer Reihe von Kom-
pressoren an die verschiedenen Produktionsstufen des Herstellungsprozesses liefert. Wahrscheinlich gibt es Hunderte, wenn nicht Tausende von Verbindungen in Form von Anschlüssen, Reduzierstücken, Ventilen, Krümmern, Kondensatoren usw. An jeder dieser Verbindungen können kleine Mengen Luft austreten und den Druck und damit die Effizienz des Systems verringern. Ein einziges Leck macht vielleicht nur einen kleinen Unterschied aus, aber multipliziert man dies mit der Anzahl der potenziell undichten Verbindungen, kann die Effizienz erheblich beeinträchtigt werden. Der Kompressor wird versuchen, den Druckverlust auszugleichen, indem er einfach härter arbeitet. Aber jeder Ingenieur weiß, dass der Betrieb von Kom-
pressoren sehr energieaufwendig sein kann und dass so etwas den Energieverbrauch des Betreibers mit Sicherheit erhöht.
IEN D-A-CH: Und das macht so einen großen Unterschied?
D. Taylor: Ja! Da die Stromkosten in Europa aufgrund geopolitischer Faktoren in den letzten Jahren so stark gestiegen sind, versuchen die meisten Unternehmen, ihren Energieverbrauch zu senken. Einen Kompressor Überstunden machen zu lassen, um undichte Verbindungen zu kompensieren, ist daher sicher nichts, worüber die Geschäftsleitung nur müde lächelt. Und ein solches Szenario ist nicht ungewöhnlich: Ein europäischer Kompressorhersteller hat festgestellt, dass in manchen Industrieanlagen bis zu 80 % der erzeugten Luft durch Leckagen verloren geht. Die eindeutige Identifizierung dieser kleinen Lecks kann also einen echten Unterschied bei den Energierechnungen eines Unternehmens ausmachen.
IEN D-A-CH: Wie spüren Sie diese Leckagen konkret auf?
D. Taylor: Obwohl das von einem kleinen Leck erzeugte Geräusch für das menschliche Ohr nicht hörbar ist, kann eine leistungsstarke Akustikkamera wie die FLIR Teledyne Si2LD die Quelle problemlos identifizieren. Diese Kamera, die wir Anfang 2024 auf den Markt gebracht haben, ist in der Lage, Leckagen von 0,05 Litern pro Minute aus einer Entfernung von 10 Metern aufzuspüren. Das bedeutet, dass hochgelegene Luftleitungen kein Problem für dieses neueste Instrument aus der Rei-
Darrell Taylor, Strategic Marketing Director der FLIRSparte Instruments
he der akustischen Bildgebungskameras von FLIR darstellen.
IEN D-A-CH: Ist das die maximale Empfindlichkeit der Akustikkamera?
D. Taylor: Bei Arbeiten mit geringeren Distanzen ist die Kamera sogar noch empfindlicher und kann kleinste Leckagen von 0,0032 Litern pro Minute aus einem Abstand von 2,5 Metern erkennen. Dafür verfügt die Kamera der dritten Generation über verbesserte Mikrofone, die nun in der Lage sind, Geräusche über einen extrem breiten Frequenzbereich – nämlich 2 bis 130 kHz – zu erfassen.
IEN D-A-CH: Was gibt es dabei noch zu beachten?
D. Taylor: Anlagenbereiche sind oft dunkel oder schwach beleuchtet. Aus diesem Grund hat FLIR die Kameras der FLIR Si2-Serie mit zwei leistungsstarken LED-Leuchten ausgestattet, um die Identifizierung von Komponenten auch bei schlechten Lichtverhältnissen zu erleichtern. Und natürlich ist die Kamera nicht nur in der Lage, Druckluft zu erkennen, sondern auch Geräusche, die durch austretende Gase entstehen, werden von den leistungsstarken Mikrofonen erkannt.
IEN D-A-CH: Und diese Gase kann die Kamera auch detektieren?
D. Taylor: Ja, zumindest ihren Austritt aus einem geschlossenen System. Die FLIR Si2LD verfügt über eine integrierte Software, die so genannte industrielle Gasquantifizierung. Handelt es sich bei dem austretenden Gas um Ammoniak, Wasserstoff, Helium oder Kohlendioxid, also um Gase, die in vielen Industriebereichen sehr häufig verwendet werden, kann die Software den durch das Leck verursachten
mera Si124 stolze 155 Leckagen im Druckluftsystem erkannt, die schätzungsweise jährliche Verluste in Höhe von etwa 11.000$ verursachten. Angesichts solcher Summen macht die Investition in eine leistungsstarke Akustikkamera durchaus Sinn.
IEN D-A-CH: Geht es dabei nur um Einsparungen, oder stellen Gasaustritte auch eine Gesundheitsgefahr dar?
D. Taylor: Es versteht sich von selbst, dass die finanziellen Überlegungen nur ein Aspekt von Gaslecks sind. Die oben genannten Gase bergen alle erhebliche Gesundheitsrisiken für das Personal, insbesondere, wenn sie über einen längeren Zeitraum austreten. Ammoniak und Kohlendioxid können schon in geringen Konzentrationen schwere Atemprobleme bis zum Ersticken verursachen, während Wasserstoff in
finanziellen Verlust quantifizieren. Durch einfache Eingabe von Faktoren wie den Kosten pro Liter ermittelt die Software den Betrag, den jedes Leck in einem bestimmten Zeitraum verursacht. Solche Daten können von unschätzbarem Wert für Finanzanalysten und die Geschäftsleitung eines Unternehmens sein.
IEN D-A-CH: Von welchen Einsparungspotenzialen sprechen wir hier?
D. Taylor: Es ist nicht immer ganz einfach, die möglichen Einsparungen zu quantifizieren, aber mittlerweile sind die Schätzungen recht zuverlässig. Ich gebe Ihnen gerne ein Beispiel: In einer ca. 6.500 m² großen amerikanischen Produktionsanlage wurden bereits bei einer Inspektionsdemonstration der FLIR Akustikka-
Gegenwart von Sauerstoff hochexplosiv ist. Die Risiken solcher Probleme gehen also weit über finanzielle Erwägungen hinaus.
IEN D-A-CH: Und daher sollten mehr Unternehmen Akustikkamera einsetzen?
D. Taylor: Definitiv ja. Wir haben einen langen Weg zurückgelegt, seit wir mit Wasser und Seife gearbeitet haben. Neueste Technologien von FLIR Teledyne können dazu beitragen, Ausfallzeiten zu reduzieren, Energierechnungen zu senken und die Sicherheit im Unternehmen zu verbessern.
IEN D-A-CH: Vielen Dank für das Gespräch. 35859 unter www.ien-dach.de
Si2 Akustikkamera von Flir, Anzeige eines Lecks im Display
Safety&cybersecurity
Zeit zu handeln: Neues Cybersicherheitsgesetz für vernetzte Produkte
Der vom EU-Parlament verabschiedete Cyber Resilience Act fordert verpflichtend Security by Design und ein durchgehendes Cybersecurity Monitoring über den gesamten Produktlebenszyklus.
Mit dem EU Cyber Resilience Act (CRA) hat die Europäische Union ein wegweisendes Gesetz zur Stärkung der Cybersicherheit vernetzter Produkte verabschiedet. Zukünftig müssen alle Produkte, die das CE-Zeichen (Conformité Européenne) erhalten wollen, strenge Sicherheitsstandards erfüllen, um den EU-Vorgaben zu genügen. Ohne diese Kennzeichnung ist ein Verkauf in der EU nicht erlaubt. Die neuen Regelungen bringen erhebliche Herausforderungen für Hersteller und Händler mit sich.
Hohe Anforderungen, kurze Frist
Das Ausmaß und die Dringlichkeit des CRA (Cyber Resilience Act) wird zu oft unterschätzt. Die Verordnung betrifft nicht nur Computer und sämtliche IT-Netzwerkkomponenten, sondern sämtliche „Produkte mit digitalen Elementen“. Das schließt alle Ge-
räte, Maschinen und Bauteile ein, die Digitaltechnik nutzen oder eine direkte bzw. indirekte Verbindung zu anderen Geräten oder Netzwerken haben. Betrachtet man unsere moderne Welt, wird klar: Ein Großteil der Technologien, die uns umgeben, fällt unter das neue Cyberresilienzgesetz – vom Smart Home über industrielle Produkte bis hin zu Maschinen und technischen Anlagen. Unternehmen, die Produkte mit digitalen Komponenten in der EU vertreiben möchten, sollten sich zügig auf die neuen Anforderungen des CRA vorbereiten. Es bleibt lediglich eine 36-monatige Übergangsfrist, in der die Einhaltung der CRA-Vorgaben noch freiwillig ist. Nach Ablauf dieser Frist werden die strengen Vorschriften verbindlich. Zudem ist zu erwarten, dass die CRA-Anforderungen künftig auch in andere Industriestandards einfließen. Angesichts der Tatsache, dass
viele Produktentwicklungen mehrere Jahre in Anspruch nehmen, ist der Zeitraum von 36 Monaten für die Umsetzung von „Security by Design“ äußerst knapp.
Effektive CVE-Erkennung und Folgenabschätzung
Wer in Zukunft ein Produkt mit bekannten, ausnutzbaren Schwachstellen auf den EUMarkt bringt, verstößt gegen das Gesetz. Betrachtet man, dass allein in den USA in der ersten Hälfte des Jahres 2024 rund 15.000 „Common Vulnerabilities and Exposures“ (CVE), also Sicherheitslücken in Software, auf der Website des National Institute of Standards and Technology (NIST) veröffentlicht wurden, wird das Ausmaß der Herausforderung für Hersteller und Anbieter schnell deutlich.
Unternehmen sollten daher dringend eine
Die Absicherung gegen Cyberangriffe betrifft den ganzen ProduktLebenszyklus und damit entsprechend lange Zeiträume und vielfältige Prozesse.
Bild: ONEKEY
Nur die vollständige und robuste Absicherung der gesamten Prozesskette kann zum gewünschten Ergebnis führen. Bild: AdobeStock_281052054
schnelle und effiziente CVE-Erkennung sowie ein kontinuierliches Impact Assessment einführen – also die regelmäßige Bewertung jeder einzelnen Schwachstelle. So können sie ihre Produkte besser analysieren und sich gezielt gegen schwerwiegende Risiken durch Sicherheitslücken absichern. Der CRA verlangt von allen Herstellern verbindliche Prüfungen, Überwachung und die umfassende Dokumentation der Cybersicherheit ihrer Produkte.
Der CRA deckt den gesamten Lebenszyklus betroffener Produkte ab – von der Konzeption und Entwicklung über den laufenden Betrieb bis hin zur Außerbetriebnahme. Hersteller müssen mindestens fünf Jahre lang Sicherheitsupdates für Geräte, Maschinen, Komponenten oder Software bereitstellen. Bei kürzerer Nutzungsdauer kann dieser Zeitraum entsprechend angepasst werden. In der Industrie jedoch haben viele Produkte oft eine Lebensdauer von 10, 20 oder mehr Jahren, was eine langfristige Überwachung und Softwaresupport entsprechend notwendig macht.
Die Verantwortung für diese Sicherheit liegt jedoch nicht allein beim Hersteller – der CRA betrifft ausdrücklich auch Importeure und Händler. Ziel des Gesetzgebers ist es, die gesamte digitale Lieferkette im EU-Bin-
fall der Geschichte. Ein fehlerhaftes Update einer einzigen Software brachte weltweit rund 8,5 Millionen Windows-Rechner zum Stillstand. Es war kein Cyberangriff, sondern eine Panne – doch sie verdeutlichte, wie ein einzelner Fehler in einer Softwarekomponente ein gesamtes System destabilisieren kann. Während der Softwareanbieter in diesem Fall schnell Abhilfe schuf, ist das bei einem tatsächlichen Cyberangriff längst nicht selbstverständlich.
nenmarkt zu schützen. Cybersicherheit wird damit zu einer entscheidenden Voraussetzung für den Marktzugang in die Europäische Union. Das bedeutet: Nicht nur Unternehmen aus der EU sind betroffen, sondern weltweit alle Firmen, einschließlich solcher aus Asien und den USA, die ihre Produkte in die EU exportieren.
Sicherheit durch Software Bill of Materials
Eine vollständige und korrekte Software Bill of Materials (SBOM) – also eine präzise Aufstellung aller Softwarekomponenten – ist entscheidend für die Sicherheit von Geräten, Maschinen oder anderen IoT-Objekten. Dies umfasst eine breite Palette, von Aktoren und Sensoren über Smart Devices bis hin zu Telematikgeräten. Sowohl die EU-Behörden als auch das deutsche Bundesamt für Sicherheit in der Informationstechnik (BSI) erkennen die lückenlose SBOM als wesentlichen Faktor für die Cybersicherheit an. Das BSI hat hierzu sogar eine eigene SBOM-Richtlinie veröffentlicht. Es reicht nicht aus, wenn „die meisten“ Komponenten sicher sind, denn jedes IT-System ist nur so stark wie sein schwächstes Glied. Diese Erkenntnis ist zwar allgemein bekannt, doch im Juli 2024 führte genau dieser Faktor zum größten globalen IT-Aus-
Angesichts der Vielzahl an Softwarekomponenten in Geräten, Maschinen und Anlagen ist es heute für kein Unternehmen mehr möglich, eine Software Bill of Materials (SBOM) manuell zu erstellen oder zu pflegen. Um den Anforderungen des Cyber Resilience Acts gerecht zu werden, ist es notwendig, automatisierte Self-Assessment-Tools einzusetzen, die eine kontinuierliche Überwachung gängiger Sicherheitsstandards ermöglichen und eine stets aktuelle SBOM liefern. Besonders relevant ist dies für smarte Produkte, IoT- und OT-Geräte sowie nahezu alle mit dem Internet verbundenen Systeme, die vom Gesetz abgedeckt sind.
Industrie 4.0 unterliegt den CRA-Vorgaben Mit der neuen CRA-Regelung fällt der gesamte Bereich der Industrie 4.0 nun unter strenge Cybersicherheitsvorgaben. Die Vernetzung von Produktionsanlagen, Montagelinien, CNC-Fräsmaschinen, autonomen Flurförderzeugen und anderen industriellen Systemen bietet große Vorteile in puncto Produktivität und Kosteneffizienz. Gleichzeitig vergrößert sich jedoch auch die Angriffsfläche für Cyberkriminalität. Jedes Firmware-Update von Geräten und Maschinen muss daher regelmäßig auf potenzielle Sicherheitslücken überprüft und bewertet werden.
Wenn neue Sicherheitslücken entdeckt werden, müssen diese gemäß der CRA-Regelung innerhalb von 24 Stunden sowohl den nationalen Aufsichtsbehörden als auch der Europäischen Agentur für Netz- und Informationssicherheit (ENISA) gemeldet werden. Ein proaktives Risikomanagement und eine gründliche Analyse der eigenen Produkte sind daher unerlässlich für Unternehmen, die Geräte mit Internet- oder Netzwerkzugang herstellen oder vertreiben. Nur so können
12 Safety&cybersecurity
schwerwiegende Zero-Day-Lücken frühzeitig identifiziert und geschlossen werden. Der Begriff „Zero-Day“ bezeichnet neu entdeckte Schwachstellen, über die Hacker angreifen können, bevor der Hersteller Zeit hatte, einen Fix bereitzustellen – der „Null-Tage“-Zeitraum. Viele Hersteller und Inverkehrbringer sind sich jedoch der potenziellen Schwachstellen ihrer eigenen Produkte oft nicht vollständig bewusst, insbesondere wenn diese in Komponenten von Zulieferern versteckt sind, wie etwa in Industriesteuerungen mit eigener Firmware.
Automatisierte Sicherheitsprüfung und Risikobewertung Spezialisierte Tools, die eine vollautomatisierte Prüfung und Risikoanalyse der Software von vernetzten Geräten, Maschinen und Anlagen durchführen, bieten hier eine Lösung. Erste Unternehmen entwickeln bereits Systeme, die technische Cybersicherheitsprüfungen mit virtuellen Assistenten kombinieren. Diese ermöglichen es Unternehmen, ihre organisatorische Compliance
schnell und effizient zu bewerten. Anbieter vernetzter Produkte können so eine umfassende Analyse der Gerätesoftware für alle von der EU definierten Geräteklassen vornehmen.
Grundlage für die Zertifizierung legen
Solche Analysen, die alle relevanten Informationen strukturiert aufbereiten, könnten künftig als erster Schritt zur Zertifizierung dienen. Über den CRA hinaus könnten damit auch weitere Standards wie IEC 62443, ETSI EN 303 645 oder UNECE R 155 sowohl technisch überprüft als auch organisatorisch analysiert und dokumentiert werden. Die Ergebnisse ließen sich mühelos exportieren und direkt bei den zuständigen Zertifizierungsstellen einreichen.
Beim CRA und anderen Standards geht es nicht nur um technische Sicherheit, sondern auch um den Nachweis der Compliance mit den regulatorischen Vorgaben. Verstöße können mit erheblichen Strafen belegt werden – im Fall des Cyber Resilience Acts drohen Bußgelder von bis zu 15 Millionen Euro
oder 2,5 Prozent des weltweiten Jahresumsatzes des vorangegangenen Geschäftsjahres. Darüber hinaus kann je nach Fall auch das verantwortliche Management persönlich haftbar gemacht werden.
Der Cyber Resilience Act fordert von Herstellern und Inverkehrbringern von Produkten mit digitalen Komponenten eine hohe Cybersicherheit und kontinuierliche Systemüberwachung. Nur durch den Einsatz automatisierter Tools zur Schwachstellenanalyse, die Erstellung einer Software Bill of Materials und die kontinuierliche Überwachung über den gesamten Produktlebenszyklus können Unternehmen die Anforderungen des CRA effizient und kostengünstig erfüllen. Gleichzeitig schützen solche Werkzeuge Produkte vor den zunehmenden Cyber-Bedrohungen. Angesichts der wachsenden Risiken muss nicht nur das Unternehmen im Falle eines Falles mit hohen Kosten rechnen, sondern auch das Management trägt die direkte Verantwortung und Haftung.
Besuchen Sie uns auf der SPS in Nürnberg in Halle 2 Stand 310
Unsere Leitungen sind die Lebensadern der Industrie und verteilen Energie dorthin, wo sie gebraucht wird. Wir liefern zuverlässige Verbindungen für Ihr Projekt, für Ihr Unternehmen, für Ihre Branche. www.lapp.com
Jetzt kostenloses Messeticket sichern!
Antriebstechnik
Die Schrittmotorauswahl verdient eine detaillierte Betrachtung
Fällt bei der Suche nach einer Antriebslösung die Wahl auf einen Schrittmotor, stellt sich in der Folge die Frage nach 2-Phasen- oder 5-Phasen-Technologie. Oriental Motor bietet für beide Bereiche Motoren und Treiber an. Für die zur jeweiligen Anwendung passende
Auswahl ist detaillierte Kenntnis der grundlegenden Unterschiede beider Schrittmotortypen wichtig. Im Folgenden sollen diese hinsichtlich Auflösung, Vibration, Drehmoment, Genauigkeit und Synchronizität von Statormagnetfeld und Rotor erläutert werden.
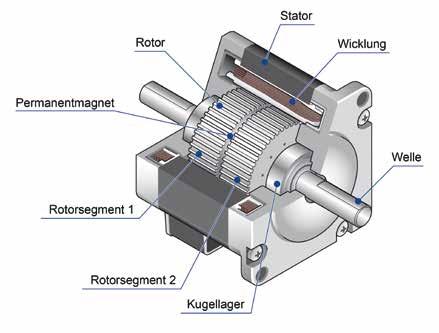
Es gibt zwei wesentliche Unterschiede zwischen 2-Phasen- und 5-Phasen-Schrittmotoren. Der Erste ist mechanisch bedingt. Ein Schrittmotor besteht grundsätzlich aus Stator und Rotor. Der Rotor wiederum setzt sich aus drei Komponenten zusammen: zwei Rotorsegmenten und einem Permanentmagneten. Bei einem 2-Phasen-Motor besteht der Stator aus acht Magnetpolen mit kleinen Zähnen, beim 5-Phasen-Motor hingegen aus zehn Magnetpolen.
Die Pole im Stator sind jeweils mit einer Wicklung versehen.
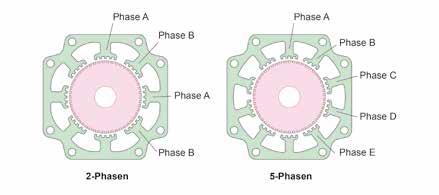
Der zweite Unterschied besteht in der Anzahl der Phasen. Ein 2-Phasen-Motor hat le-
diglich eine „A“-Phase und eine „B“-Phase, während ein 5-Phasen-Motor über fünf Phasen verfügt. Die Anzahl der Phasen bezieht sich im Wesentlichen auf die verschiedenen Polkombinationen des Stators, dessen Wicklungen mit Strom durchflossen werden, um mit Hilfe des Drehfeldes Wechselwirkungen mit dem Rotor zu erzeugen.
Wie wirken sich diese Unterschiede nun auf die Leistung aus? Ohne die gebräuchlichsten Antriebsmethoden Wave Drive, Vollschritt, Halbschritt und Mikroschritt zu berücksichtigen, werden im Folgenden die wichtigsten Spezifikationen für 2- und 5-Phasen-Schrittmotoren dargestellt.
Unterschiedliche Motorauflösung
Strukturell unterscheidet sich der 5-Phasen-Schrittmotor nicht wesentlich vom 2-Phasen-Motor, denn der Rotor ist bei beiden Motoren mit 50 Zähnen bestückt. Der Unterschied besteht darin, dass der 5-Phasen-Motor zehn Pole hat (2 pro Phase), so dass sich der Rotor nur um ein Zehntel einer Stator-Zahnteilung bewegen muss, um mit der nächsten Phase übereinzustimmen. Beim 2-Phasen-Motor muss sich der Rotor hingegen bereits um ein Viertel einer Stator-Zahnteilung bewegen, um sich an der nächsten Phase auszurichten (8 Pole, 4 pro Phase). Daraus ergibt sich, dass der 2-Phasen-Motor für jede Umdrehung 200 Schritte (1,8° pro Schritt), der 5-Phasen-Motor hingegen 500 Schritte (0,72° pro Schritt) benötigt. Die höhere Auflösung des 5-Phasen Motors ist somit konstruktionsbedingt. In Verbindung mit einem Mikroschritttreiber kann der 5-Phasen-Motor Schritte bis zu 0,00288° ausführen, wobei die Positions- und Wiederholgenauigkeit immer noch von der mechanischen Genauigkeit des Motors abhängt. Diese beträgt für beide Motoren ±0,05°.
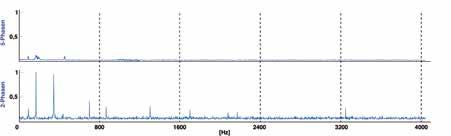
Zusätzliche Phasen verringern Vibrationen Aufgrund des kleineren Schrittwinkels von 0,72° gegenüber 1,8° fällt die Vibration bei einem 5-Phasen-Motor erheblich geringer aus als bei einem 2-Phasen-Motor. Abbildung 3 zeigt
Stator, Rotor, Permanentmagnet und Wicklung sind die wichtigsten Bestandteile eines Schrittmotors
Bild: Oriental Motor (Europa) GmbH
die Vibrationen im Vergleich, der Unterschied ist deutlich zu erkennen. Die Diagramme stellen Messwerte zur Vibrationscharakteristik im Mikroschrittbetrieb mit 5.000 Schritten pro Umdrehung dar. Für die Messung wurde ein Generator an einen Motor mit Doppelwelle gekoppelt. Die Motorvibration wird dabei durch die erzeugte Spannung grafisch dargestellt: Je mehr der Motor vibriert, desto größer ist die erzeugte Spannung.
Mehr nutzbares Drehmoment
Während sich das Ausgangsdrehmoment eines 2-Phasen-Schrittmotors kaum von dem eines 5-Phasen-Motors unterscheidet, hat Letzterer mehr „nutzbares“ Drehmoment. Dies liegt hauptsächlich an der geringeren Drehmomentwelligkeit, die prinzipbedingt bei beiden Motoren zu beobachten ist und beim 5-Phasen-Schrittmotor nochmals geringer ausfällt.
Der Halbschritt- oder Mikroschrittbetrieb eines 5-Phasen-Schrittmotors erhöht das maximal nutzbare Drehmoment um bis zu 10 %, da mehr Phasen gleichzeitig erregt werden. 2-Phasen-Motoren verlieren beim Halbschritt- und Mikroschrittbetrieb bis zu 40 % an Drehmoment, viele 2-Phasen-Treiber kompensieren dies jedoch durch Anpassung des entgegengesetzten Drehmomentvektors.
Insgesamt ruhigerer Lauf
Jede Phase des Motors trägt mit der sinusförmigen Drehmomentverschiebungskurve zum Gesamtausgangsdrehmoment des Motors bei. Die Differenz zwischen der Spitze und dem Tal (im Bereich der Scheitelpunkte) wird als Drehmomentwelligkeit bezeichnet. Die Drehmomentwelligkeit verursacht Vibrationen, d. h. je größer die Differenz ist, desto größer sind auch die Vibrationen. Da mehr Phasen zum Gesamtdrehmoment des Motors beitragen, ist die Drehmomentwellig-
Die größere Magnetpolanzahl beim 5-Phasen-Schrittmotor sorgt für einen kleineren Schrittwinkel von 0,72°, gegenüber 1,8° beim 2-PhasenSchrittmotor
Bild: Oriental Motor (Europa) GmbH
Unterschiedliches Vibrationsverhalten von 2-Phasen- und 5-Phasen-Schrittmotoren, bei 5 Phasen sind die Vibrationen deutlich geringer
Bild: Oriental Motor (Europa) GmbH
keit in einem 5-Phasen-Motor deutlich geringer als in einem 2-Phasen-Motor. Der Unterschied zwischen Spitze und Tal kann bei einem 2-Phasen-Motor bis zu 29 % betragen, während er bei einem 5-Phasen-Motor nur etwa 5 % ausmacht. Da die Drehmomentwelligkeit direkt zur Vibration beiträgt, läuft der 5-Phasen-Motor ruhiger als der 2-Phasen-Motor.
Einflüsse auf die Genauigkeit
Hinsichtlich der Genauigkeit spielen elektrische und mechanische Faktoren eine Rolle. Fehler bedingt durch elektrische Abweichungen werden dadurch verursacht, dass die Phasen nicht ausgeglichen sind. Ist ein Motor z. B. auf eine Leistung von 10 W mit ±10 % Abweichung ausgelegt, kann eine Phase im Rahmen des Toleranzbereichs beispielsweise 9,2 W, die andere 10,6 W beitragen. Dieser Unterschied würde dazu führen, dass sich der Rotor während des Betriebs stärker auf eine Phase ausrichtet als auf die andere.
Bei Fehlern bedingt durch mechanische Abweichungen ist die Zahnkonfiguration entscheidend. Obwohl die Zähne eines Motors konstruktionsgemäß quadratisch sein sollten, können Stanzprozess und Werkzeugalter dazu führen, dass einige der Zähne oder Teile der Zähne abgerundet sind. Während der
magnetische Fluss im Normalfall fokussiert übergeht, können abgerundete Zähne zur parasitären Streuung beitragen. Diese Bauteilspezifikationen tragen somit zur Genauigkeit des Motors bei.
Kompensation von Ungleichheiten
Bei Vollschrittbetrieb wiederholt ein 2-Phasen-Motor seinen Zustand bei jedem vierten Schritt, ein 5-Phasen-Motor bei jedem zehnten Schritt. Jeder durch elektrische Ungleichheiten der Phasen verursachte elektrische Fehler wird entsprechend beim 2-Phasen-Motor bei jedem vierten und beim 5-Phasen-Motor bei jedem zehnten Schritt kompensiert, so dass theoretisch lediglich ein mechanischer Fehler verbleibt. Fehler bedingt durch mechanische Abweichungen werden eliminiert, sobald der Motor eine 360°-Drehung vollendet hat und sich derselbe Zahn wieder in Ursprungslage befindet. Dies erfolgt bei 2-Phasen-Motoren alle 200 Schritte, bei 5-Phasen-Motoren alle 500 Schritte.
Den vollständigen Beitrag mit der Fortsetzung des Texts und weiteren Abbildungen finden Sie unter: www.ien-dach.de/bingo/35874.
35874 unter www.ien-dach.de
16 Antriebstechnik
Nachbau von Industriegetrieben
Hilfe für die Vermeidung von Anlagenumbauten
Werden Industriegetriebe gut gewartet, sind diese oft viele Jahre im Einsatz. Müssen dennoch Teile oder das komplette Getriebe ersetzt werden, ist oft ein möglichst identisches Ersatzgetriebe gewünscht. Der Schweizer Getriebeexperte Balance Drive bietet Service und Überholung von Industriegetrieben aller Art, inkl. 1:1 Nachbauten. So muss der Kunde seine Anlage nicht umbauen.
„Never change a running system“: Das ist der Leitspruch vieler Unternehmen in der Fertigungsindustrie. Doch selbst die robusteste und hochwertigste Technik kommt irgendwann einmal in die Jahre. Ist eine Reparatur technisch nicht möglich oder wirtschaftlich nicht sinnvoll, muss für Ersatz gesorgt werden. Doch was machen, wenn die dazugehörigen Unterlagen fehlen und/oder
der ursprüngliche Hersteller gar nicht mehr existiert? Retter in der Not ist die Balance Drive AG. Der Schweizer Getriebe- und Verzahnungsexperte verfügt über mehr als 40 Jahre Engineering- und Service-Erfahrung in der Antriebstechnik, eine moderne Hightech-Ausrüstung sowie umfassende Messund Prüfmöglichkeiten und realisiert 1:1 Nachbauten von Zahnrädern und Wellen bis hin zu kompletten Industriegetrieben.
Flexibles Baukastensystem
Zuerst werden die Anschlussbedingungen vermessen und die Anforderungen der Maschine sowie die technischen Daten der alten Getriebe ermittelt. Danach prüft Balance Drive die Möglichkeit, ein wirtschaftliches Standardgetriebe aus seinem umfangreichen Sortiment zu nutzen. Dank des flexiblen Baukastensystems können die
Standardlösungen nahezu beliebig an kundenindividuelle Anforderungen angepasst und so dem originalen Getriebe exakt angeglichen werden. Eine besondere Stärke von Balance Drive liegt in der Auslegung, Berechnung und Fertigung von Zahnrädern. Auf der Verzahnungsmessmaschine können beschädigte Zahnräder mit Durchmessern von 10 mm bis zu mehreren Metern vermessen werden. Die Neuanfertigung erfolgt mit modernsten Fertigungsverfahren. Auch beschädigte Wellen können aufbereitet oder neu hergestellt werden.
Selbst kundenspezifische Industriegetriebe können nachgebaut werden Handelt es sich um kundenspezifische Großgetriebe, können auch diese 1:1 nachgebaut werden. Mit modernsten Entwicklungstools werden die Schweißgehäuse konstruiert und nachgerechnet, entsprechende Zahnräder berechnet und die Lager ausgelegt. Die komplette Fertigung von Zahnrädern, Gehäuse und Wellen erfolgt unter einem Dach. Nach dem Aufbau werden alle Getriebe auf einem Prüfstand getestet. Dabei werden das Schwingungs- und Temperaturverhalten überwacht und protokolliert. Auf Wunsch kann eine Abnahme des Getriebes durch den Kunden am Prüfstand erfolgen.
Ob Ersatzteil oder komplettes Getriebe, ob Standardlösung oder kundenspezifische Sonderanfertigung: Dank seiner technologischen Expertise und jahrzehntelanger Erfahrung ist Balance Drive in der Lage, identische Ersatzgetriebe für alle Marken, Baugrößen und Modelle anzufertigen.
Time-of-Flight Sensor für die Vollständigkeitskontrolle
Schneller Anlagendurchsatz, hohe Produkt- und Behältervielfalt, Verpackungsmaterialien mit unterschiedlichen Farb-, Remissions- und Glanzeigenschaften, besondere Produktionsumgebungen, Flexibilität bei der OT- und IT-Integration – an Systeme zur automatisierten Vollständigkeitskontrolle werden hohe Anforderungen gestellt.
Der MIDS (Missing Item Detection Sensor) von SICK, der mit 3D-Time-of-Flight-Technologie und einer intuitiven Software ausgestattet ist, beherrscht das das anspruchsvolle Umfeld von Verpackungsanlagen zuverlässig. Der 3D-Time-of-Flight-Sensor ist mit Abmessungen von nur 80 mm x 70 mm x 77 mm sehr kompakt und dadurch platzsparend integrierbar. Dank Schutzart IP65 oder IP67 und dem spezifizierten Temperaturbereich von -10 °C bis +50 °C eignet sich der MIDS auch für schwierige industrielle Einsatzumgebungen. Das Sensor-Setup, die Messdatenverarbeitung und die intuitive Erstellung der individuellen KI-Anwendung erfolgen direkt im Gerät. Für die anlagentechnische Integration steht eine industrielle Gigabit-Ethernet-Schnittstelle zur
Verfügung, über die die Ergebnisse der Prüfung in Echtzeit übertragen werden können.
Detektionssicher und messgenau
Der MIDS nutzt als Sensorplattform den kompakten 3D-Snapshot-Sensor Visionary-T Mini, der Abstands- und Größeninformationen von Objekten durch 3D-Time-of-Flight (3D-Lichtlaufzeitmessung) ermittelt – mit einer Auflösung von 512 x 424 Pixel und einer High-Speed-Bildfrequenz von bis zu 30 Hz. Die hohe Sensorauflösung und die Snapshot Technologie erlauben es, auch kleine Produkte in großer Stückzahl, wie zum Bespiel medizinische Ampullen in einem Blister, zuverlässig zu erkennen. Mit seiner lichtstarken Beleuchtung und dem hochempfindlichen Empfänger erreicht der
MIDS gleichzeitig eine große Schärfentiefe und eine hohe Fremdlichtunempfindlichkeit. Dadurch liefert der Inspektionssensor auch bei optisch anspruchsvollen Behältermaterialien wie Karton, Kunststoff, Metall oder Glas sehr gute Detektionsergebnisse. Dies gilt auch für unterschiedliche Farben, Strukturen und Texturen – denn dunkle wie auch helle oder glänzende Materialoberflächen werden gleichermaßen zuverlässig erfasst.
Dank automatischer Positionserkennung jedes Gebinde komplett im Blick Im Betrieb des MIDS ermöglicht es ein spezielles Tool zur automatischen Positionserkennung, Verpackungen verschiedener Größe sowie deren Position und Ausrichtung zu erfassen. Dadurch kann der Sensor auch bei Lagetoleranzen den Inhalt an allen Positionen innerhalb von Verpackungen oder Behältern überprüfen. So werden fehlerhafte Gebinde vorab ausgeschleust, um eine Stapelbarkeit der Produkte und deren Vollständigkeit zu gewährleisten.
Breites Einsatzspektrum in der Verpackungstechnik und Logistik Eingesetzt werden kann der MIDS in der Lebensmittelindustrie zur Prüfung der korrekten und vollständigen Befüllung von Primärverpackungen wie beispielsweise von Tiefziehformteilen oder Schachteln – ebenso wie von Sekundär- oder Tertiärverpackungen vor der Auslieferung.
Die produzierende Industrie befindet sich derzeit in einem hochdynamischen Umfeld, das einen Wandel von essenziellen Konzepten und der Umsetzung von Produktionsprozessen erforderlich macht. Aktuell prägen vier wesentliche Trends die Automatisierung und setzen die produzierende Industrie unter erheblichen Transformationsdruck. Die Antwort auf diese Herausforderungen liegt in der Integration taktiler Roboter und ihrer datengetriebenen Programmierung.
Autor: Dr.-Ing. Sven Schmidt-Rohr, CEO ArtiMinds Robotics GmbH
Von der zunehmenden Automatisierung und den komplexen Anforderungen an flexible Produktionssysteme bis hin zu kürzeren Lieferzeiten trotz größerer Supply Chain Hindernisse: es gibt vier entscheidende Trends, die die Automatisierung aktuell prägen und die zentrale Herausforderung für Produktionsverantwortliche und Automatisierungsexperten in den nächsten Jahren darstellen werden.
Vier Automatisierungstrends und ihre Folgen
Trend 1: Arbeitskräftemangel Überall in Europa kämpfen Unternehmen damit, Arbeitskräfte für einfache, manuelle Tätigkeiten zu finden und nach der Einlernphase auch zu halten. Demografische und kulturelle Veränderungen führen zunehmend dazu, dass Arbeitskräfte immer weniger bereit sind, manuelle Tätigkeiten oder eintönige Aufgaben auszuführen. Die Zeit der Handarbeit neigt sich zügig dem Ende entgegen.
Trend 2: Variantenvielfalt (High Mix/Low Volume)
Allen Standardisierungsansätzen wie Baukästen, Modulgruppen und ähnlichen zum Trotz steigt die Produktvielfalt und Variantenanzahl immer weiter an. Dies stellt be-
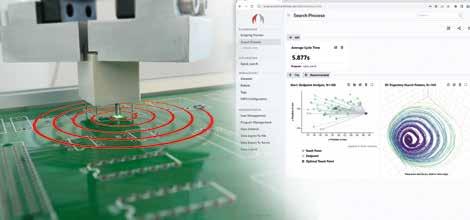
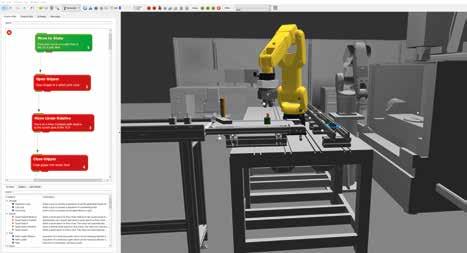
Die Softwarelösungen von ArtiMinds reduzieren den Aufwand manueller Roboterprogrammierung und erlauben produzierenden Unternehmen eine schnellere und flexiblere Anpassung an zukünftige Trends; Quelle: ArtiMinds Robotics
sonders die Automatisierung vor enorme Herausforderungen und erschwert es, Produktionsabläufe oder einzelne Teilprozesse zu vereinfachen. Die Produktion muss sich flexibel auf die Eigenheiten jeder einzelnen Variante einstellen können und so aufgestellt sein, dass auch kleine Chargen wirtschaftlich hergestellt werden können.
Trend 3: Komplexere Bauteile
Komplexität wird nicht allein über Variantenvielfalt getrieben. Auch die elektronische Integration in mechatronischen Produkten
und Subsystemen nimmt immer weiter zu. Bauteile werden immer häufiger mit Sensorik, Netzwerk- und Computerkomponenten ausgestattet. Dadurch steigt der Anspruch an den Gesamtproduktionsprozess, da in immer mehr Teilschritten nun sehr empfindliche Bauteile hochpräzise gefertigt und montiert werden müssen. Ungenauigkeiten und zu grobe Handlingvorgänge können schnell zum Bauteildefekt führen, wenn einzelne elektrische Komponenten beschädigt werden.
Trend 4: Kürzere Lieferzeiten im Konflikt mit
größeren Supply Chain Hindernissen Kürzere Produktlebenszyklen, Just-in-Time und Just-in-Sequence Anforderungen, höherer Wettbewerbsdruck und vieles mehr zwingen Produzenten zu kürzeren und präzise planbaren Lieferzeiten. Gleichzeitig sorgen eine überlastete Logistik, geopolitische Instabilitäten, starke Preisschwankungen für größere Supply Chain Hindernisse. Die zeitlichen und organisatorischen Anforderungen an die Produktion sind dadurch zuletzt massiv angestiegen. Sie muss resilienter gegenüber nicht vorhersehbaren Veränderungen in der Lieferkette werden.
Wie kann man diesen Trends begegnen?
Der offensichtlichste Ansatz, dem Rückgang verfügbarer Arbeitskräfte zu begegnen, ist wohl die automatisierte Fertigung, die gleichzeitig weitere Vorteile wie Qualitätsgewinn und -sicherung sowie Produktivitätssteigerung mit sich bringen kann. Dem entgegen stehen allerdings die drei anderen aktuellen Trends, die eine wirtschaftliche Automatisierung bei klassischer Herangehensweise oft verhindern. Es müssen also neue Konzepte gedacht, integriert und umgesetzt werden.
Als Lösung kommen nur Verfahren in Frage, die für eine Kombination des Besten aus beiden Welten stehen: Die robotische Automatisierung muss um die Flexibilität der menschlichen Fähigkeiten erweitert werden. Eine aussichtsreiche Lösung sind taktile, räumlich sehende, sich flexibel und überwiegend selbst konfigurierende Roboter, die vielseitig einsetzbar sind. Mit der Möglichkeit, sich selbstständig zu orientieren und neu einzurichten, können Herausforderungen wie Variantenvielfalt, komplexe Bauteile sowie die hohen zeitlichen Anforderungen adressiert werden.
Eine datengetriebene Prozessoptimierung eröffnet Potentiale, die durch menschliche Experten nicht möglich sind; Quelle: ArtiMinds Robotics GmbH
Die grundlegende Hardware, d.h. Roboter und Sensorik, ist bereits ausreichend verfügbar. Die große Herausforderung ist es, die Komponenten so zu kombinieren, dass ein Mehrwert für den jeweiligen Produktionsprozess entsteht. Und das, ohne die Wirtschaftlichkeit für den Anlagenbetreiber negativ zu beeinflussen. Da die Prozesse immer komplexer werden, wird auch die Programmierung der Anlagen anspruchsvoller. Die Anzahl der einzustellenden Parameter und deren Zusammenhänge können schnell so umfangreich werden, dass sie für einen Prozessentwickler nicht mehr in angemessener Zeit lösbar sind.
Gleichzeitig sind die Fähigkeiten des Sehens und Fühlens und deren Integration in klassische Industrieroboter ein zukünftig unverzichtbarer Ansatz, der einheitlich angegangen werden kann. Komplexe Software muss nur einmal programmiert werden und kann auf verschiedene Prozesse angewandt werden. Im besten Fall können die Prozesse durch Sensordaten automatisch angepasst, also datengetrieben optimiert werden. Das eröffnet Optimierungspotenziale, die selbst durch menschliche Experten nicht erreichbar sind.
Die Herausforderung ist es, eine Art der Roboterprogrammierung zu ermöglichen, mit der bestehende Prozesse und Prozess-Entwicklungsmethoden möglichst leicht adaptierbar sind. Kein produzierender Betrieb kann auf einen Schlag die gesamte Produktion umstellen und seine Anlagen austauschen. Einzelne Produktionsschritte müssen daher leichtgewichtig um die neuen Fähigkeiten erweitert werden können.
Flexibel durch softwaregetriebene Robotik Der essenzielle Kern adaptiver Robotik ist also intelligente Software: Sowohl die Pro-
gramme, die auf der Robotersteuerung ausgeführt werden, als auch die Werkzeuge für ihre zielgerichtete Implementierung und Wartung müssen datengetrieben sein. Da auch hier Trend eins – der Fachkräftemangel – relevante Auswirkungen zeigt, kommt neben der Automatisierung der Produktion auch die Automatisierung der Entwicklung von Produktionsprozessen, z.B. durch den Einsatz von KI, ins Spiel.
Die Märkte von Morgen stehen den produzierenden Unternehmen offen, die die Chancen softwaregetriebener Robotik am schnellsten und konsequentesten zu nutzen wissen.
Um die Unternehmen dabei zu unterstützen, neuen und wechselnden Anforderungen gerecht zu werden, hat sich ArtiMinds Robotics auf die Entwicklung von Softwarelösungen spezialisiert, die das automatische Generieren von adaptiven, flexiblen und robusten Produktionsprozessen ermöglichen. Die Stärken der Softwarelösungen liegen in der vereinfachten Integration taktiler, räumlich sehender Roboter in datengetriebene Prozessautomatisierung sowie in der schrittweisen Integration modernster Technologien wie Künstliche Intelligenz. Und das unter Berücksichtigung von Robustheit, Nachvollziehbarkeit und Kompatibilität mit bestehenden Gegebenheiten. So kann der Automatisierungsgrad einzelner Produktionsschritte sukzessive erhöht werden. Darüber hinaus ermöglichen sie eine verlässliche, datengetriebene, automatisierte Entwicklung und Optimierung von Roboterprogrammen. Die Unterstützung durch Software von ArtiMinds reduziert den Aufwand manueller Roboterprogrammierung und erlaubt produzierenden Unternehmen eine schnellere und flexiblere Anpassung an zukünftige Trends.
35875 unter www.ien-dach.de
22 Intelligenteautomation
Wie induktive Sensoren die industrielle Automatisierung voranbringen können
Verbesserte Fähigkeiten von Robotern und kollaborativen Robotern (Cobots) bedeuten, dass sie in der Fertigung mehr leisten, komplexere Aufgaben bewältigen und schneller arbeiten als je zuvor – und auch näher am Menschen arbeiten.
Autor: Bob Card, AMG Marketing Manager, onsemi
Durch die Anforderungen in industriellen Anwendungen müssen Sensoren in industriellen Anwendungen eine hohe Genauigkeit aufweisen. Sie müssen Sicherheit gewährleisten und über eine lange Betriebslebensdauer hinweg zuverlässig arbeiten. Für die Bewegungserfassung, also das Verfolgen der Position und Geschwindigkeit eines Roboterarms, gab es viele Lösungen, die auf optischer oder magnetischer Erfassung basieren. Bei diesen bestehenden Sensortechniken ist es jedoch schwierig, hohe Genauigkeit mit hoher Widerstandsfähigkeit gegen Verschmutzung zu kombinieren. Stattdessen erweist sich induktive Sensorik als bessere
Lösung, da sie eine zuverlässige und robuste Positionserfassung für verschiedene industrielle Anwendungen bietet und Genauigkeit sowie Widerstandsfähigkeit gewährleistet. Dieser Beitrag befasst sich mit dem zunehmenden Einsatz induktiver Sensoren, der durch den Bedarf an mehr Leistungsfähigkeit und Langlebigkeit getrieben wird. Wir erörtern auch, wie sich die Integration dieser Sensoren in ein Automatisierungssystem vereinfachen lässt.
Grenzen der Sensortechnik
Bei jeder Anwendung, die Motoren für die Automatisierung nutzt, wie in der Robotik,
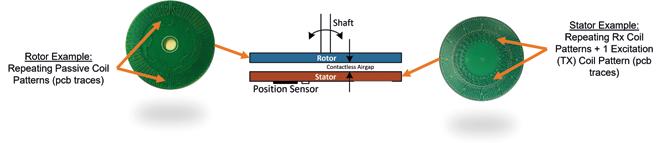
Aufbau eines Drehgebers
im Fahrzeugbereich und in der Industrie, muss eine genaue Steuerung des Motors sichergestellt werden. Dafür müssen die Position und Drehzahl des Rotors bekannt sein, der an der Welle befestigt ist und sich im Verhältnis zum feststehenden Stator bewegt. Die am häufigsten verwendeten Techniken sind drei Arten von Drehgebern: optische, magnetische und induktive. Sie haben jeweils Vor- und Nachteile: Optische Encoder bieten eine gute Genauigkeit und sind unempfindlich gegenüber Magnetfeldern, die in vielen industriellen Umgebungen vorherrschen. Sie sind jedoch teuer und werden leicht durch Schmutz auf der rotierenden Scheibe, der Lichtquelle, dem Lichtdetektor oder durch unrunde Lager beeinträchtigt.
Eine weitere Option sind magnetische Encoder, die eine kostengünstige Lösung bieten. Sie kommen häufig in Anwendungen mit hohen Stückzahlen zum Einsatz, bei denen keine hohe Genauigkeit erforderlich ist und geringere Kosten wichtiger sind. Sie sind zwar unempfindlich gegen Schmutz, können aber durch Magnetfelder beeinträchtigt werden.
Induktive Encoder überwinden diese Nachteile: Sie erreichen eine höhere Positionsgenauigkeit als magnetische Encoder und sind günstiger als optische Encoder. Sie eignen sich ideal für raue Umgebungen, z. B. in industriellen Anwendungen, da sie hohen Verschmutzungsgraden, Vibrationen und externen Magnetfeldern standhalten.
Induktive Encoder sind auch unempfindlich
gegenüber Temperaturschwankungen und weisen eine geringe Anzahl an Komponenten auf, was Größe, Kosten und Komplexität reduziert. Aus ökologischer Sicht ist ein weiterer Vorteil, dass sie nicht auf die in einigen Magneten verwendeten Seltenerdmaterialien angewiesen sind.
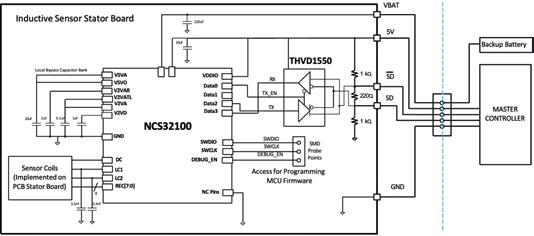
Dualer induktiver Positionssensor NCS32100
Der induktive Positionssensor NCS32100 von onsemi basiert auf den jüngsten Fortschritten induktiver Sensorik. Er ist robust, bietet einen berührungslosen Betrieb und ist widerstandsfähig gegen Umgebungseinflüsse. Der Sensor enthält einen voll ausgestatteten Controller und eine Sensorschnittstelle für hochauflösende, präzise Winkelerfassung, wenn er mit einem geeigneten kontaktlosen PCB-Sensor gekoppelt wird. Er lässt sich flexibel konfigurieren, was den Anschluss an verschiedene
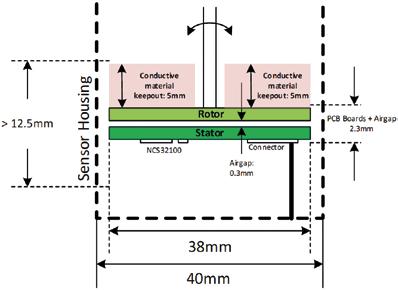
induktive Sensormuster ermöglicht. Hinzu kommen mehrere digitale Ausgabeformate. Bild 1 zeigt den Querschnitt eines kompletten Drehinduktorsystems. Es besteht aus einem Rotor und einem Stator, die beide Leiterplatten sind, wobei der Rotor an der Mittelwelle befestigt ist. Die Grafik zeigt auch den NCS32100, der zusammen mit den Strom- und Datenanschlüssen auf der feststehenden Stator-Leiterplatte montiert ist. Die beiden Leiterplatten verlaufen parallel zueinander und sind durch einen typischen Luftspalt von 0,1 bis 1 mm voneinander getrennt.
Der NCS32100 ist ein Absolutwertgeber, d. h. er leitet die Position ohne jegliche Drehung der Scheiben ab. Dies hilft, die Position beim Start zu erfassen oder wenn das System während der Ausfallzeit geändert wurde. Er bietet eine Positionsgenauigkeit von besser als ±50 Bogensekunden (0,0138°) mechanischer
Blockdiagramm des NCS32100Referenzdesigns (vereinfacht)
Drehung – ein Präzisionsgrad, der bisher nur mit optischen Encodern möglich war. Diese Genauigkeit wird bei Drehzahlen von bis zu 6000 U/min erreicht. Der NCS32100 kann bei Drehzahlen von bis zu 45.000 U/min betrieben werden – wenn auch mit etwas geringerer Genauigkeit.
Um die Integration des NCS32100 zu vereinfachen, bietet onsemi Tools und Support sowie ein webbasiertes Designtool für das PCB-Design an. Dazu gehört das in Bild 2 dargestellte Referenzdesign für den NCS32100 (links der blau gestrichelten Linie).
In einem Positionssensor sind zwei Sätze von Leiterbahnen oder Spulen (fein und grob) auf beide Scheibenoberflächen (Stator und Rotor) gedruckt. Eine dritte Leiterbahn (die Erregerspule) wird auf die Stator-Leiterplatte gedruckt (Bild 3).
35873 unter www.ien-dach.de
Intelligentes Linkmodul für mehr Datentransparenz in der industriellen Automatisierung
Erkennung von Fehlern, Abweichungen und Wartungsbedarf erleichtern die Diagnose und ermöglichen vorbeugende Wartungskonzepte.
Mit dem intelligenten Linkmodul SIRIUS 3RC7 bietet Siemens ab sofort einen schnellen und einfachen Weg, vollständige Datentransparenz bis hin zur Feldebene zu gewinnen. Das Plug-and-Play-Erweiterungsmodul verbindet Informationstechnologie (IT) und Betriebstechnologie (OT) mit minimalem Installations- und Inbetriebnahme-Aufwand. So können auch die am Verbraucher vorhandenen Daten effizient genutzt werden. Als Teil des Automatisierungskonzepts Totally Integrated Automation (TIA) von Siemens werden die SIRIUS 3RC7 intelligenten Linkmodule nahtlos in die bestehende Automatisierungsumgebung integriert. SIRIUS 3RC7 ist Teil des SIRIUS Systembaukastens, dem umfassenden Portfolio für industrielle Schalttechnik.
Zahlreiche Parameter des Abzweigs können direkt erfasst und ausgewertet werden, zum Beispiel Spannung, Stromstärke, Phasenasymmetrie, Anzahl der Überlastauslösungen und vieles mehr. Die integrierten Diagnosefunktio-
nen helfen dabei, Fehler schneller zu erkennen und zu beheben. Die Daten können unter anderem für „Senseye Predictive Maintenance“ verwendet werden, die umfassende Lösung von Siemens für vorausschauende Wartung. Diese nutzt künstliche Intelligenz, um zum Beispiel Schwankungen der Stromstärke auf Anomalien hin zu untersuchen, die auf einen Defekt deuten. Dadurch wird die Planungssicherheit für die Instandhaltung, die Verfügbarkeit und die Wirtschaftlichkeit der Anlage wesentlich erhöht.
Durch die vollständige Integration in TIA erhält der Anwender jederzeit aktuelle Statusinformationen in seiner Bediensoftware sowie bei Nutzung spezieller Apps wie „Node-RED“ auch ein Dashboard zum schnellen Erkennen von Engpässen. Dadurch werden Ausfälle vermieden und die Verfügbarkeit der Anlage erhöht. Die intelligenten Linkmodule SIRIUS 3RC7 integrieren sich ideal in das kompakte IO-System SIMATIC ET 200SP. Aber auch alle anderen
gängigen Automatisierungssysteme können genutzt werden. Pro Busadapter BA-Send-Modul können bis zu 16 Verbraucherabzweige angeschlossen werden um von der einfachen Inbetriebnahme, individuellen Skalierbarkeit und der gebotenen maximalen Flexibilität der SIMATIC ET 200SP zu profitieren.
Im Zusammenspiel mit SIRIUS Schaltgeräten und dem kompakten IO-System SIMATIC ET 200SP für den Schaltschrank gewährleisten intelligente Linkmodule SIRIUS 3RC7 einen sicheren und effizienten Datenaustausch zwischen der OT und der IT. Durch die Erweiterung des bestehenden SIRIUS Portfolios (Systembaukasten) mit dem neuen intelligenten Linkmodul SIRIUS 3RC7 entsteht ein neues, weiterentwickeltes Produkt – der SIRIUS Intelligent Load Feeder. Der SIRIUS Intelligent Load Feeder ist ein bereits vormontierter, digitaler Abzweig, bestehend aus einem SIRIUS 3RV2 Leistungsschalter, einem SIRIUS 3RT2 Schütz und dem intelligenten Linkmodul.