Centro Commerciale San Felice 86 20054 Segrate (MI) Italy
Production by Design3, Milano, Italy Printing by Logo Srl, Padova, Italy
KayPetermann k.petermann@tim-europe.com
Liebe Leserinnen und Leser,
Mitte November werden in einer Woche drei große Messen stattfinden, die auch über die deutschsprachigen Märkte hinaus ihre Wirkung entfalten: die Compamed in Düsseldorf, electronica in München und schließlich die sps in Nürnberg. Viele Aussteller, Fachbesucher und auch wir als Pressevertreter sind zwar froh, dass alle Messen inzwischen wieder ohne Einschränkungen stattfinden können, solange aber das Beamen noch nicht völlig ausgereift ist, wirft diese Konzentration auch Probleme auf. Denn wenn der ein oder andere Aussteller vielleicht noch bereit wäre finanziell in die vollen zu gehen, wird es spätestens beim der fachlich kompetenten Standbesetzung eng, und auch das Klonen bietet hier noch keine Lösung für Aussteller oder Fachbesucher.
Zum Glück ist in den kommenden Jahren die Situation wieder etwas entspannter, wenn die sps wieder auf den traditionellen Termin Ende November gehen kann. Wir konzentrieren uns in der Vorberichterstattung zu den Messen auf die sps, werden aber auch Mitglieder unseres Teams in München und Düsseldorf vor Ort haben, um im Nachgang über die interessantesten Produkte, Trends und Lösungen berichten zu können. Das Spezial zur SPS finden Sie auf den Seiten 10 bis 17. Wie immer seit meinem ersten Besuch auf der sps 2006, freue ich mich auf interessante und intensive Tage in Nürnberg. Vielleicht laufen wir uns ja auch auf der Messe über den Weg und können uns kurz persönlich austauschen. Dafür werden Messen ja gemacht.
SPS Spezial: Neue vielseitige Kollegen für Produktionsumgebungen. Exklusiv-Interview mit Michael Mayer-Rosa, Senior Director Industrial Automation Business Group, Delta Electronics EMEA
Schlüsselstrategien für eine erfolgreiche KI-Implementierung in der Industrie
Sensorik: Unterdruck- und Vakuummessung mit piezoresistiven Drucksensoren
Pepperl+Fuchs wird Partner der ctrlX World
Pepperl+Fuchs beteiligt sich an der Partnerwelt ctrlX World von Bosch Rexroth. Das Partnernetzwerk erweitert das Lösungsangebot rund um den Automatisierungsbaukasten ctrlX AUTOMATION um Hardware, die mit dem Linux-basierten Betriebssystem ctrlX OS kompatibel ist. Als ctrlX World Partner bringt Pepperl+Fuchs zukünftig ausgewählte Produkte in das ctrlX OS Ecosystem mit ein. Als weltweiter Technologieführer in der Automation und Treiber von IIoT-Projekten setzt Pepperl+Fuchs seit jeher auf offene Systeme und standardisierte Schnittstellen. „Zukunftssichere Automation kann nur gelingen, wenn man sich noch mehr als bisher von proprietären Herstellerstandards verabschiedet und die Hürden zwischen Systemebenen beseitigt“, betont Sebastian Stöber, Vice President Business Unit Systems bei P+F. „Im Rahmen unserer langjährigen Zusammenarbeit mit Bosch Rexroth begrüßen wir das offene Architekturkonzept von ctrlX OS und freuen uns, diese vielversprechende Initiative mit unseren Produkten und Lösungen zu unterstützen.“ Das echtzeitfähige, Linux-basierte Betriebssystem von Bosch Rexroth ist von der Feldebene über Edge-Devices bis hin zur Cloud einsetzbar. Die Systemsoftware lässt sich unabhängig von der Steuerungshardware nutzen. Anwendende profitieren von durchgängig offenen Standards, einer App-Programmiertechnologie, webbasiertem Engineering sowie einer umfassenden IoT-Verbindung.
Infineon präsentiert weltweit erste 300-Millimeter-Galliumnitrid (GaN)-Power-Technologie Infineon hat bekannt gegeben, dass es dem Unternehmen gelungen ist, die weltweit erste 300-mm-Galliumnitrid (GaN)-Wafer-Technologie für die Leistungselektronik zu entwickeln. Infineon ist das erste Unternehmen weltweit, das diese bahnbrechende Technologie in einer bestehenden, skalierbaren Hochvolumenfertigung beherrscht. Dieser Durchbruch wird dazu beitragen, den Markt für GaN-basierte Leistungshalbleiter deutlich voranzubringen, da diese Technologie wesentlich effizienter als die Produktion auf 200-Millimeter-Wafern ist. Durch den größeren Wafer-Durchmesser wird die 2,3-fache Menge an Chips pro Wafer ermöglicht. Leistungshalbleiter auf GaN-Basis finden zügige Verbreitung in den Bereichen Industrie, Automotive sowie Konsumenten-, Rechen- und Kommunikationsanwendungen („Consumer, Computing & Communications“). Beispiele sind Stromversorgungen für KI-Systeme, Solarwechselrichter, Ladegeräte und Adapter sowie Motorsteuerungssysteme. Modernste GaN-Fertigungsverfahren verbessern die Leistung der Bauelemente; das ermöglicht eine höhere Effizienz, geringere Größe und Gewicht sowie niedrigere Gesamtkosten von Anwendungen der Endkunden.
Brasilien wird 2026 Partnerland der HANNOVER MESSE
Die Ernennung Brasiliens zum Partnerland unterstreicht die Ambitionen des Landes, den industriellen Wandel hin zu einer nachhaltigen Wirtschaft voranzutreiben und seine Rolle als Global Player im Bereich der erneuerbaren Energien und nachhaltigen Technologien weiter auszubauen. Offiziell bekannt gegeben wurde die Vereinbarung von Jorge Viana, Geschäftsführer der brasilianischen Agentur für Exportförderung und Investitionen (APEX) und Dr. Jochen Köckler, Vorstandsvorsitzender der Deutschen Messe AG, bei der feierlichen Unterzeichnung eines Memorandum of Understanding in Wolfsburg. Laut Germany Trade & Invest, der Außenwirtschaftsagentur der Bundesrepublik Deutschland, ist Brasilien die größte Volkswirtschaft Lateinamerikas. Mit rund 216 Millionen Einwohnern, großen Agrar-, Rohstoff- und Energieressourcen sowie einer breit aufgestellten Industrie zählt das Land zu den führenden Wirtschaftsnationen der Welt. Brasilien ist ein bedeutender Handelspartner und wichtiger Produktionsstandort deutscher Unternehmen.
Intelligente Haut für präzisere Kommunikation und Nahfeld-Abtastung
Spezielle physische Mensch-Roboter-Interaktionen werden vermehrt in der Fertigungsindustrie, im professionellen Dienstleistungssektor und im Gesundheitswesen benötigt. Dies erfordert eine Verbesserung des Komforts und der Kommunikation zwischen Mensch und Maschine. Roboter müssen in der Lage sein, menschliche Handlungen vorherzusehen und Absichten zu erkennen. Für die anspruchsvolle Aufgabe der fehlerfreien Kontaktvermeidung braucht es flexible Metamaterialien, bzw. flächige Metasurface-Antennen mit hochintegrierter Elektronik, um die nahe Umgebung erfassen zu können. Solche Oberflächen, die einen Roboter wie eine adaptive, intelligente Haut umspannen, entwickelt das Fraunhofer-Institut für Hochfrequenzphysik und Radartechnik FHR gemeinsam mit sechs Partnern im EU-Projekt FITNESS. Ausgerüstet mit Metasurface-Antennen sollen Roboter künftig im Nahfeld die Umgebung gezielter abtasten und im Fernfeld besser mit ihrer Basisstation kommunizieren können. An dem Projekt sind neben dem Fraunhofer FHR sechs weitere europäische Partner beteiligt. Die belgische Universität UCLouvain koordiniert das Vorhaben, das von der Europäischen Union unter der Vertragsnummer 101098996 gefördert wird.
Für die Luft- und Raumfahrt tätige Unternehmen fertigen Komponenten in großen Dimensionen. Um diese speziellen Bauteile bearbeiten zu können, werden besondere Anforderungen an die Bearbeitungsmaschinen gestellt, CNC-Fräsmaschinen und -Bearbeitungszentren müssen entsprechend für diese Dimensionen ausgelegt werden – sowie auch die Maschinenschutz-Einrichtungen. Experte HEMA bietet dafür Maschinenrückwände und Faltenbälge im XXL-Format an.
Bauteile wie Flügelrippen und andere Strukturbauteile von Flugzeugen kommen auf Längen von bis zu zwanzig Metern und mehr. Ihre Fertigung erfordert Bearbeitungszentren, die mit hoher Präzision in großen Dimensionen und mit hohen Geschwindigkeiten arbeiten, teils über bis zu sechs Achsen und mehrere Bearbeitungsspindeln.
Zum Schutz gegen Verschmutzungen und mögliche Beschädigungen werden sensible Maschinenteile wie die Elektronik auf der Antriebsseite vom Bearbeitungsraum durch Rückwandabdeckungen getrennt. Linearachsen außerhalb des Bearbeitungsraums können durch Elastic-Faltenbälge geschützt werden.
Die HEMA Maschinen- und Apparateschutz GmbH konstruiert und fertigt maßgeschneiderte Schutzabdeckungen für Werkzeugmaschinen. Hierzu gehören neben Faltenbälgen zum Schutz einer Achse oder Linearführung auch
Für besonders große
Werkzeugmaschinen bietet
HEMA Maschinenrückwände und Faltenbälge auch in XXL-Ausführung an
Bild: HEMA Maschinen- und Apparateschutz GmbH
Rückwandkomplettsysteme zum Schutz mehrerer Achsen von CNC-Maschinen.
Schutzabdeckungen in XXL
Die Rückwandsysteme für Werkzeugmaschinen können je nach Baugröße montagefertig aufgebaut und als Komplettbauteil geliefert werden. Bei Abmessungen in XXL-Dimensionen werden die Komponenten vormontiert, geprüft und montagefreundlich konfektioniert. Für ein CNC-Bearbeitungszentrum eines renommierten Maschinenherstellers hat HEMA eine Rückwand mit den spektakulären Abmessungen von 10 x 5 Metern gefertigt. Für den Transport als Komplettbauteil zu groß, wurde diese Rückwand bereits montagefreundlich in Modulbauweise konstruiert, sodass ein einfacher Transport und Aufbau beim Kunden möglich war. Nicht nur Rückwandsysteme für mehrere Ach-
sen werden in großen Dimensionen realisiert, auch Faltenbälge zum Schutz einer Achse. Für einen europäischen Spezialmaschinenbauer hat das Unternehmen jetzt einen wahren Giganten maßgeschneidert: Der Faltenbalg ist 17 Meter lang und schützt auf dieser Strecke sicher die groß dimensionierten Werkstücke, die unter anderem für die Luftfahrtindustrie bearbeitet werden. Um die Stabilität auch in dieser großen Ausführung zu gewährleisten, hat HEMA spezielle Verstärkungen und eine Auszugsbegrenzung installiert, die dem Gewicht und der Geschwindigkeit der Abdeckungen angepasst sind. Zudem wurde dieser Faltenbalg in einer Elementbauweise konstruiert, die es erlaubt, bei Beschädigung auch nur einzelne Elemente auszutauschen.
Konzeption der Rückwände
Mit Faltenbälgen werden auch die Rückwandsysteme von HEMA ausgestattet. Für den Einsatz im Spänebereich sind dabei Faltenbälge der SAMURAI-Baureihe die erste Wahl. Bei dieser Ausführung schützen Edelstahllamellen das Gewebe des Faltenbalgs gegen Beschädigungen durch scharfkantige und heiße Metallspäne in der spanabhebenden Bearbeitung. Entsprechend der Maschinendimensionen werden auch die Rückwandsysteme in XXL-Ausführung konstruiert und gefertigt. Die Rahmenkonstruktion der Maschinenrückwände wird aus verwindungssteifem Stahlblech hergestellt. Spezielle Bauteile optimieren die Aufnahme der dynamischen Belastung der Schutzsysteme beim Verfahren der Maschine im Bearbeitungsprozess, sodass es bei hohen Verfahrgeschwindigkeiten der Maschine nur zu geringer Wellenbildung kommt. Für den Einsatz in Hochtemperaturanwendungen kön-
Der speziell nach Kundenwunsch gefertigte Faltenbalg von 17 Metern Länge lässt sich auf nur drei Metern zusammenschieben Bild: HEMA Maschinen- und Apparateschutz GmbH
Für einen Kunden entwickelte und fertigte HEMA eine Maschinenrückwand in den spektakulären Abmessungen 10 x 5 Meter, inklusive individueller Spindeldurchführungen. Bild: HEMA Maschinen- und Apparateschutz GmbH
Schutz gegen heiße und scharfkantige Späne
nen die Faltenbälge aus speziellen Materialien gefertigt werden.
Die Spindeldurchführungen werden ebenfalls ab Werk in die Rückwandsysteme integriert und auf die individuellen Kundenanforderungen ausgelegt. Rückwandtypen mit vier Spindeldurchführungen wurden bereits realisiert.
Die Produktion der Faltenbälge erfolgt auftragsspezifisch und kundenorientiert auf teils eigens für HEMA entworfenen Fertigungsanlagen. Verschiedene Fertigungsmethoden, wie Verschweißen, thermisches Verkleben oder auch Laminieren kommen hier zum Einsatz. Die Geometrie der Faltenbälge hängt stark vom Einsatzzweck ab.
Die Langlebigkeit und der geringe Verschleiß der SAMURAI Faltenbälge wurden in Dauertests mit mehr als 1 Millionen Zyklen bestätigt. Für CNC-Maschinenzentren hat HEMA mit der
Die HEMA Maschinen- und Apparateschutz GmbH entwickelt und fertigt Gleitbahnschützer in den unterschiedlichsten Ausführungen und komplette Rückwandsysteme. Das Portfolio wird abgerundet durch weitere Schutzabdeckungen wie Rollosysteme und Teleskopstahlabdeckungen. Ferner hat HEMA noch pneumatische Klemm- und Bremssysteme für Rundachsen, Linearschienen und Zylinderstangen sowie Maschinensicherheitsscheiben, LED-Leuchten und Drehfenster im Programm. HEMA verwendet ausschließlich geprüfte Materialien und unterzieht seine Produkte regelmäßigen strengen Qualitäts- und Funktionstests. Das Unternehmen hat heute mehrere Fertigungsstandorte im In- und Ausland mit rund 600 Mitarbeitern und betreut seine Kunden weltweit. Der zentrale Unternehmenssitz befindet sich im südhessischen Seligenstadt.
SAMURAI-Baureihe bereits erfolgreich Lösungen mit Geschwindigkeiten über 100 m/min und Beschleunigungen über 1,5 g realisiert.
Intensive Qualitätssicherung
Um Kunden ein Maximum an Sicherheit und Zuverlässigkeit garantierten zu können, unterziehen die Experten von HEMA Faltenbälge und Rückwände einer intensiven Qualitätssicherung. In enger Zusammenarbeit mit externen Instituten prüfen sie Entwicklungen und Konstruktionen auf Praxistauglichkeit und simulieren Extremsituationen. Hierzu hat HEMA am Firmensitz im hessischen Seligenstadt einen Testbereich eingerichtet, in dem unter anderem Lebensdaueranalysen durchgeführt werden. Die Ingenieure beobachten etwa das Knickverhalten der Materialien oder den Verschleiß der Gleit- oder Rollenführungen. Auf Wunsch erhält der Kunde alle Testergebnisse, die im Zusammenhang mit seinem Produkt stehen. Mit Schutzsystemen von HEMA steigert der Kunde nicht nur die Sicherheit für seine Maschinenbediener, sondern auch die Verfügbarkeit seiner Anlagen, minimiert damit die Ausfallzeiten und steigert seine Produktivität.
35830 unter www.ien-dach.de
ÜBER HEMA
Programmierbare Drehgeber der neuen Generation
Kübler hat die Erweiterung seines Produktportfolios um zwei hoch performante, programmierbare Drehgeber-Modelle angekündigt: die Sendix K58 und Sendix K80 Drehgeber. Anwendernutzen steht im Mittelpunkt der Neuentwicklung und der neuen Funktionalität der neue Generation Sendix Drehgeber. Durch erweiterte Flexibilität, gesteigerte Leistung und eine verbesserte Nachhaltigkeit werden die Anforderungen erfüllt, die an moderne Technologien gestellt werden.
Die Sendix Drehgeber sind seit vielen Jahren ein fester Bestandteil des Produktportfolios und überzeugen Kunden weltweit durch ihre Zuverlässigkeit und Präzision. Diese Drehgeber zeichnen sich durch höchste Qualitätsstandards und eine sorgfältige Auswahl der Materialien aus, wodurch sie sich in zahlreichen Branchen als robuste und präzise Sensorik etabliert haben. Besonders hervorzuheben ist die weiterentwickelte Safety-Lock-Technologie, die in der neuen Generation durch ein innovatives mechanisches Design weiter verbessert wurde. Auch die Verbindung von Flansch und Deckel sowie das EMV-Abschirmkonzept wurden optimiert, um den härtesten Einsatzbedingungen standzuhalten. Mit diesen Verbesserungen profitieren die Kunden weiterhin von einer hohen Zuverlässigkeit und einer sehr hohen Lebensdauer ihrer Maschinen. Das 58-mm-Gehäuse setzt neue Maßstäbe, indem es mit einer durchgehenden Hohlwelle von bis zu 25,4 mm kombiniert wird und Auflösungen von bis zu 36.000 Impulsen pro Umdrehung ermöglicht. In der 80 mm Baugröße ist sogar eine durch gehende Hohlwelle von bis zu 42 mm möglich. Die Verwendung modernster Sensor- und Elektronikkomponenten gewährleistet zudem eine hohe Nachhaltig keit und stabile Liefer ketten.
raturbereich von -40°C bis +85°C, und in speziellen Ausführungen sogar bis zu +110°C.
Uneingeschränkte Flexibilität beim Einbau
Kübler bietet sowohl für inkrementale als auch absolute Messungen Drehgeber-Lösungen, die präzise auf alle Motoren, Anlagen und Maschinen abgestimmt sind. In einem zweiten Schritt wird dabei die absolute Variante eingeführt. Besonders hervorzuheben ist, dass alle Ausführungen – ob inkremental, singleturn oder multiturn – in derselben Baugröße verfügbar sind. Das innovative Design des K58/K80 Drehgebers ermöglicht Konstrukteuren, maximale Einfachheit und Effizienz zu realisieren, ohne Kompromisse bei Anbauart, Bautiefe, Baugröße oder Bauraum einzugehen. Der Konstrukteur benötigt über alle neuen Varianten hinweg nur ein einheitliches Design-In-Konzept. Bei der Produktentwicklung hat Kübler einen besonderen Schwerpunkt auf langfristig gesicherte Lieferketten der Komponenten gelegt. Die vielfältigen programmierbaren
Die 80-mm Sendix Modelle bieten einen Hohlwellendurchmesser bis zu 42 mm
Funktionen ermöglichen hohe Flexibilität und schnelle Reaktionszeiten. Ein weiterer technologischer Fortschritt zeigt sich in der neuen Sensorik, die den Einsatz robuster metallischer Codescheiben ermöglicht, auch bei sehr hohen Auflösungen.
kombiniert wird und Auflösungen von bis zu durchgewährleistet zudem Nachhaltigkeit und stabile Lieferdie Sendix Drehgeber universell einsetzbar. Sie funktionieren zuverlässig in einem breiten Tempemit
Dank eines robusten Druckgussgehäuses und der Schutzart bis IP67 sind die Sendix Drehgeber universell einsetzbar. Sie funktionieren zu verlässig in einem breiten Tempe
Hohlwellenausführung mit bis zu 25,4 mm und Wellenausführungen sind verfügbar.
Einfachheit auf allen Ebenen: von der Bestellung bis hin zur Lieferung Kübler bietet erstmals ein maßgeschneidertes Programmiergerät an, mit dem die programmierbaren Varianten individuell, beispielsweise hinsichtlich der Impulszahl bis 36.000 ppr, Zählrichtung, Nullimpulslänge, Nullimpulsverknüpfung und der Nullimpulsposition, programmiert werden können. Besonderes Highlight: Die 24one-Lieferzusage von Kübler. Innerhalb von nur 24 Stunden wird der individuelle Wunsch-Drehgeber gefertigt und geliefert. Dieser kostenfreie Service gewährleistet nicht nur höchste Planungssicherheit, sondern auch eine maximale Systemverfügbarkeit.
Zukunftssicher und IIoT-ready
Der Sendix K58 und Sendix K80 Drehgeber zeichnen sich durch lange Lebensdauer aus, die einen erheblichen Mehrwert für Kunden bietet und auf Grund des Einsatzes der neuesten Technologie die Langzeitverfügbarkeit sichert. Darüber hinaus sind die neuen Drehgeber nicht nur langlebig, sondern auch für die Integration in IIoT-Umgebungen optimiert: Auf dem Typenschild der neuen Produkte befindet sich zukünftig ein QR-Code, welches dem digitalen Zwilling den Weg ebnet. Dies ermöglicht eine nahtlose Integration in moderne und digitale
Netzwerke und erleichtert die Überwachung und Wartung der Maschinen. Kunden können dadurch jederzeit fehlerfrei auf die kompletten Daten des Produktes zugreifen, ihre Prozesse optimieren und die Effizienz steigern, gerade bei den vielseitigen Dokumentationsaufgaben. Somit wird nicht nur Zuverlässigkeit und Langlebigkeit garantiert, sondern auch die technologischen Voraussetzungen, um den Herausforderungen der digitalen Zukunft erfolgreich zu begegnen. Hier orientiert sich Kübler an den Standards des IDTA (Industrial Digital Twin Association).
Die neuen Sendix K58 und Sendix K80 Drehgeber setzen neue Maßstäbe in der Drehgeber-Technologie. Mit ihrem robusten Design, der hohen Präzision und der benutzerfreundlichen Handhabung sind sie die ideale Wahl für maximale Flexibilität. Optionen wie der Oberflächenschutz für salznebelgetestete maritime Bereiche und die Zulassungen Ex2/22, UL und CE, erweitern die Einsatzmöglichkeiten zusätzlich.
Halle 7A, 506
35829 unter www.ien-dach.de
Besuchen Sie uns auf der SPS in Nürnberg in Halle 2 Stand 310
Unsere Leitungen sind die Lebensadern der Industrie und verteilen Energie dorthin, wo sie gebraucht wird. Wir liefern zuverlässige Verbindungen für Ihr Projekt, für Ihr Unternehmen, für Ihre Branche.
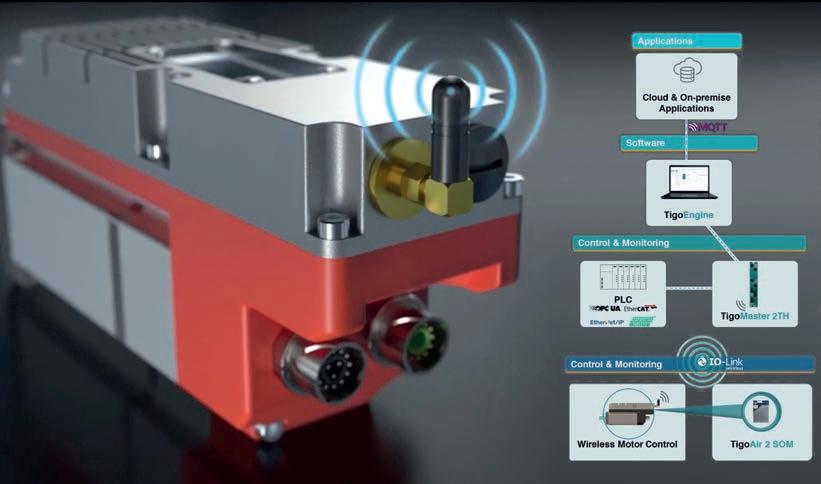
Siboni und CoreTigo haben ihre Zusammenarbeit bekanntgegeben, bei der die IO-Link Wireless Technologie von CoreTigo in den Servomotoren von Siboni kombiniert wird.
Durch die Integration der IO-Link Wireless Technologie von CoreTigo hat Siboni die PL4-Serie von drahtlosen, elektronisch angetriebenen bürstenlosen Motoren mit Planetengetriebe geschaffen. Die kompakten Niederspannungmotoren sind hoch energieeffizient und bieten eine überlegene Steuerungspräzision, was sie perfekt Industrieanwendungen macht.
IO-Link Wireless Inside
Die Integration des TigoAir 2 Embedded System-on-Module von CoreTigo in die Servomotoren von Siboni stellt einen großen Fortschritt in intelligenten Bewegungssteuerungslösungen dar. Dadurch werden die für Industrieexperten entscheidenden Informationen bereitgestellt, die notwendig sind,
um optimierte Produktionslinien aufrechtzuerhalten
Die Motorenlösung bieten zahlreiche Vorteile:
• Echtzeit-Wireless-Steuerung:
Kabellose Steuerung des Servomotors, was die Flexibilität erhöht und die Komplexität von Installation und Wartung reduziert. Mit einer Latenz von 5 Millisekunden bietet sie die Leistung einer kabelgebundenen industrietauglichen Verbindung, jedoch ohne Kabel.
• Erweiterte Sensorfähigkeiten:
Da schnell und kontinuierlich rotierende Motoren verschiedenen Einflüssen unterliegen, ist es entscheidend, ihre Leistung zu überwachen und während der Bearbeitung zahlreiche Variablen zu kontrollieren.
Dies umfasst die Fähigkeit, Informationen
von einer Vielzahl von Sensoren wie Temperatur, Vibrationen und Feuchtigkeit zu erfassen, zu übertragen und zu analysieren, um Optimierungen und prädiktive Wartung zu ermöglichen.
• Kabellose Konnektivität mit jedem Automatisierungssystem:
Der Einsatz von IO-Link Wireless für die PL4-Servomotorenserie von Siboni eliminiert den Bedarf an komplexer Verkabelung. Zudem ermöglicht es eine nahtlose Integration mit verschiedenen industriellen Kommunikationsprotokollen wie PROFINET, EtherNet/IP, EtherCAT und OPC UA.
• Effizientes Datenmanagement: Vorverarbeitungsalgorithmen werden innerhalb des Motors implementiert, um die Datenlast zu begrenzen und nur wesentliche Daten an die SPS zu übermitteln. Dies verhindert eine Überlastung des Verkehrs auf der SPS und ermöglicht gleichzeitig den vollständigen Datenfluss vom IO-Link Wireless Master zu Cloud- und Unternehmensanwendungen, die alle Informationen aggregieren.
Die PL4-Serie wurde entwickelt, indem ein IO-Link Wireless System-on-Module direkt in den Servomotor auf Feldebene integriert wurde, wodurch er direkt mit dem IO-Link Wireless Master kommunizieren kann. Auf der Steuerungsebene kommuniziert der IO-Link Wireless Master sowohl mit der SPS (mit verschiedenen Industrial Ethernet-Protokolloptionen) als auch mit Unternehmensanwendungen über die TigoEngine Softwareanwendung.
Belden hat die Veröffentlichung der neuen Lumberg Automation M12Push-Pull-Steckverbinder bekannt gegeben, die der elektrotechnischen Norm IEC 61076-2-010 entsprechen. Dank ihrer sicheren, schnell verriegelnden Kontaktierungsmethode sind die M12-Push-Pull-Steckverbinder optimal für den Einsatz in rauen Umgebungen geeignet, um unbeabsichtigteVerbindungsabbrüchezuverhindern.ImZugederdigitalen TransformationermöglichtdieVernetzungvonOT-Gerätenund IT-SystemendieErfassungundÜbertragungvonmehrDaten,die ErhöhungderVerfügbarkeitunddieSteigerungderbetrieblichen Effizienz.DerM12-Push-Pull-SteckverbindererfülltdieseAnforderungenmiteinereinfachen,sicherenKontaktierungsmethode undX-,D-undA-kodiertenVariantenfürzahlreicheAnwendungsfälleinderIndustrieunddemTransportwesen. DieM12-Push-PullSteckverbinderkannselbstbeiengenPlatzverhältnissen,wiez.B. beiIO-ModulenoderSwitches,ohneEinschraubenundWerkzeug einensicherenKontaktgewährleistet.MitdervereinfachtenInstallationohneEinschraubenkanneinebiszu80%reduzierte Einbauzeiterreichtwerden.FürdenEinsatzinrauerUmgebung verfügendieSteckverbinderübereinenzuverlässigenEindringschutzundbietenhoheVibrationsfestigkeit.
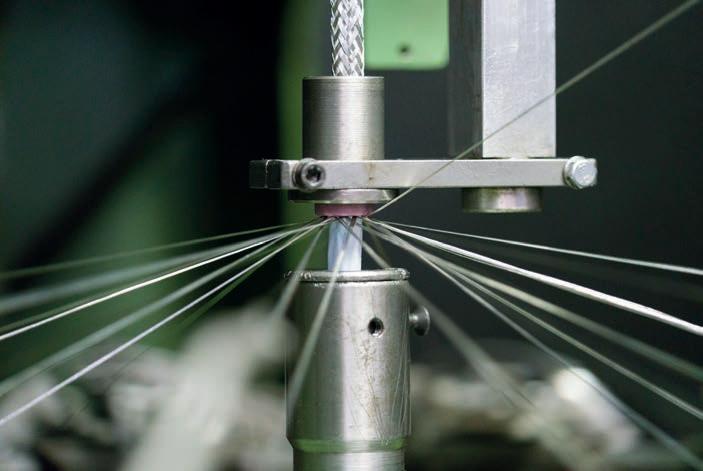
Der Aufbau einer Stromleitung ist grundsätzlich immer derselbe: Unter einem Kunststoffmantel verbergen sich ein grüngelber Erdungsoder Schutzleiter, ein blauer Neutralleiter und ein stromführender brauner oder schwarzer Draht. Sie bestehen aus mehreren verdrillten Kupferlitzen, das sind feine, leitfähige Kupferstränge, die Energie und Signale übertragen. Wie entstehen diese Kabel?
Seit über 60 Jahren stellt LAPP als Weltmarktführer im Bereich integrierter Verbindungslösungen zuverlässige Kabel und Leitungen wie auch Steckverbinder und Schleppketten her. Bei dem Stuttgarter Unternehmen entstehen bis heute jeden Tag tausende Kilometer verschiedener Leitungstypen: Allein im größten Werk von LAPP im französischen Forbach produziert LAPP 130.000 Kilometer Kabel pro Jahr. Im Stuttgarter Kabelwerk fertigt LAPP vor allem Anschluss- und Steuerleitungen mit geringerem Volumen und größerer Vielfalt. CEAM in Italien konzentriert sich auf Datenleitungen, Lapp Muller in Frankreich ist spezialisiert auf das Projektgeschäft und die Marine. Die beiden Werke in Indien produzieren überwiegend Datenleitungen und Infrastruktur-Kabel mit großen Volumen und in hoher Vielfalt. In Korea liegt der Fokus auf strahlenvernetzten Leitungen, in den USA wieder auf Anschluss- und Steuerleitungen.
Kabelproduktion ist hochindividuell Aber wie genau kommen wir nun zum Endergebnis, einem beständigen und flexiblen Kabel? „Zuerst einmal werden die richtigen Rohstoffe für die zu fertigende Leitung ausgewählt“, erklärt Joachim Schmid, Geschäftsführer der Stuttgarter Kabelwerke. „Mit ihnen rüsten wir dann die Anlage.“ Je nach geplantem Endergebnis werden die vorgeschriebenen Parameter an den Maschinen eingestellt. Die Kabelproduktion ist hochindividuell – Kunststoffe können sehr unterschiedlich auf Hitze, Kälte oder Luftfeuchtigkeit reagieren. Daher sind bereits bei diesem ersten Schritt Feingefühl und Know-how bei den Maschinen- und Anlagenbediener:innen essenziell. Ebenso wichtig sind die Kupferlitzen. Kupfer
ist ein hervorragender und beständiger Leiter. Die weiche Beschaffenheit macht es außerdem zu einem gut verarbeitbaren, widerstandsfähigen und dehnbaren Metall. Bevor die fertigen Litzentrommeln in Stuttgart eingeliefert werden, müssen zunächst Kupferblöcke über Zugmaschinen gezogen werden. Mit Diamantzieheisen werden die Blöcke in dünne Drähte geschliffen, die bei LAPP weiterverarbeitet werden können. Beim sogenannten Verlitzen können dabei verschiedene Litzenklassen definiert werden. Diese bedingen die Flexibilität des Kabels. In der Produktion in Forbach verfügt LAPP über einen eigenen Kupferzug. Das spart Kosten bei der Herstellung und sorgt dafür, dass auch dieser Fertigungsschritt den hohen Qualitätsstandards der Produkte entspricht.
Isolation und Mantel aus Kunststoffgranulat Der erste Produktionsschritt beginnt an den Aderlinien. Zunächst werden Kunststoff- und Farbgranulate sowie etwaige Zusatzstoffe, um den Kunststoff später beispielsweise vor Wärmeeinflüssen zu schützen, in Trichter gefüllt, danach übernimmt der Einschnecken-Extruder den nächsten Schritt. Im Innern des Extruders rotiert eine Plastifizierschnecke – man kann sich die Anlage ein wenig wie einen beheizten Fleischwolf vorstellen. Entlang dieser Schnecke werden die Granulate erst aus dem Trichter beigemengt und verdichtet, anschließend geschmolzen und in der dritten zu einer homogenen Masse verarbeitet. Je nachdem, welche Kunststofftypen verwendet werden, können die Temperatur im Extruder bis zu 240° C, in man-
Der korrekte Aufbau der Schirmung ist ein essenzieller Faktor für den reibungslosen Einsatz in industriellen Umgebungen. Bild: LAPP
chen Fällen sogar 300 °C betragen. Die homogenisierte Schmelze wird am Ende der Schnecke im Extruder hin zum Extruderkopf befördert. Dort läuft die Kupferlitze durch das passende Werkzeug und die Schmelze wird um diese herum ausgeformt. Nachdem die Litze ihre isolierende Kunststoffschicht erhält, kühlt sie in einem Wasserbad ab. Die heiße Isolation wird nun bis auf den Kern der Ader heruntergekühlt. Damit kann LAPP ausschließen, dass die Adern beim Aufwickeln auf die Eisenspulen miteinander verkleben. Bei Innenund Außenmantelextrusion ist dieser Vorgang fast identisch.
Verschiedene Mantelmaterialien stehen zur Auswahl, um in jeder Anwendungsumgebung ein langes Produktleben zu gewährleisten.
Bild: LAPP
nur vor elektromagnetischen Einflüssen geschützt werden sollen, werden spezielle Folien eingesetzt. Damit das Geflecht die Kabelseele nicht verletzt, wird je nach Produkt ein Innenmantel zwischen der Seele und dem Geflecht ergänzt.
Nach der Aderextrusion werden die einzelnen Adern in der Verseilerei zu einem flexiblen Aderbündel verseilt. Die einzelnen Adern werden an den Verseilmaschinen der Reihe nach Farbe oder nummerisch oder alphanummerisch eingesetzt. Wenn der oder die Anlagenbediener:in die Verseilanlage nach dem Rüsten startet, führt diese die einzelnen Adern mit einer Drehbewegung automatisch zusammen, sodass eine Art Kordel entsteht. Das fertige Produkt wird im Fachjargon als Aderbündel, Verseilung oder Kabelseele bezeichnet. Seit kurzem verfügen die Stuttgarter Kabelwerke für diesen Produktionsschritt über einen neuen Rohrverseiler, der mit 50 Metern Länge der größte und auch modernste seiner Art ist. „Diese Anschaffung war
notwendig, um unseren Output von mehr als 35.000 Kilometern an Kabeln pro Jahr gemäß unserer Strategie 2027 im Kabelwerk erreichen zu können. Mit ihm steigern wir unsere Kapazität enorm“, so Joachim Schmid.
Verschiedene Anforderungen und Lösungen, aber immer hohe Standards Zu den zahlreichen Verbindungslösungen von LAPP gehören auch Kabel und Leitungen, die unterschiedlichen Bedingungen und Umgebungen genügen müssen. Servo- oder Steuerleitungen, die vor elektromagnetischen Einflüssen oder vor mechanischen Belastungen geschützt werden sollen, erhalten vor der Außenmantelisolation beispielsweise zusätzlich ein Geflecht. Nach LAPP-Standard hat dieses Geflecht aus verzinntem Kupfer einen Bedeckungsgrad von 80 bis 85 Prozent. Bei Datenleitungen, die
Auf dem Weg zum fertigen Produkt ist die Verseilung ein wichiges Kriterium für die unterschiedlichen Kabel und Leitungen. Bild: LAPP
Zu guter Letzt bekommt das Kabel einen schützenden Außenmantel aus Kunststoff – dieser Vorgang läuft analog zur Aderisolation ab. Eine separate Vliesbewicklung, die unter dem Mantel liegt, verhindert, dass die Kabelseele mit dem Außenmantel zusammenklebt. Nun kann die Leitung bedruckt werden – dafür hat LAPP eine eigens festgelegte Drucklegende. Diese dient diversen rechtlichen und normativen Vorgaben. So gewährleistet sie beispielsweise die Rückverfolgbarkeit der Kabel und nennt diverse Spezifikationen, die für Elektriker: innen relevant sein können.
Hochspannungsprüfung als Abschluss
Der letzte Schritt im Fertigungsprozess: Hochspannungsprüfungen in Faraday’schen Käfigen, Ader-gegen-Ader oder Ader-gegen-Schirm. Dabei werden mit bis zu 6000 Volt an der Leitung künstliche Kurzschlüsse simuliert, um die elektrische Isolationsfähigkeit und Spannungsfestigkeit zu testen. Sobald die Leitung Robustheit und Zuverlässigkeit bewiesen hat, wird sie von der Eisentrommel auf Vollholz- oder Sperrholztrommeln umgewickelt und in die Logistiklager und Verteilzentren geliefert.
„Die Produktionsreste werden dann gesondert gelagert“, erklärt Joachim Schmid. „Die Kunststoffe kommen in den Kunststoffbehälter und die Kupferlitzen in die Kupferboxen.“ Kunststoffabfall und Restkupferlitzen können in der Kabelherstellung nicht mehr aufgeschmolzen und wiederverwendet werden. Damit LAPP seinen Selbstansprüchen beim Thema Nachhaltigkeit auch in der Kabelproduktion nachkommt, verkauft LAPP diese Produktionsabfälle, um sie zu recyceln und an anderer Stelle einsetzen zu können.
35831 unter www.ien-dach.de
Halle 2, 310
Neue vielseitige Kollegen für Produktionsumgebungen
IEN D-A-CH hat mit Michael Mayer-Rosa, Senior Director Industrial Automation Business Group, Delta Electronics EMEA Region über die neuen kollaborativen Roboter von Delta Electronics gesprochen.
IEN D-A-CH: Können Sie unseren Lesern bitte kurz die neue D-Bot Serie vorstellen, die auf der Hannover Messe zum ersten Mal zu sehen war? Was sind die Highlights?
Mayer-Rosa: Bei unserer neuen D-Bot Serie handelt es sich um unsere erste Cobot-Familie. Dabei haben wir hier gleich sechs verschiedene Modelle entwickelt, die jeweils über sechs Achsen verfügen und zwischen 26 und 85 kg wiegen. Je nach Modell werden Nutzlasten von 6 bis 30 kg mit einer Geschwindigkeit von bis zu 200° pro Sekunde bewegt. Die Reichweite hierbei liegt bei 800 bis 1800 mm. Dabei erreichen wir eine Präzision und Wiederholbarkeit von ±0,02mm. Zudem gewährleistet die Integration von 24-Bit-Encodern eine gleichbleibende Leistung. Mit dieser D-Bot Serie präsentieren wir die nächste Entwicklungsstufe kollabo-
rativer Robotik und fügen unserem Automatisierungsportfolio einen wichtigen Baustein hinzu.
Damit aber noch nicht genug. Zu den weiteren Highlights zählt, dass die D-Bots eine breite Palette an Funktionalitäten wie Pick & Place, Palletizing, Machine Tending und Welding als ‚ready-to-use‘ Apps mit sich bringt. Zusätzlich sind keine speziellen Programmierkenntnisse nötig – dank ‚Plug & Play‘ sind Vorgaben der Bewegungsabläufe sowie die Beschreibung der Befehlsausführung im Handumdrehen möglich. Ein weiteres Plus ist die hohe Flexibilität hinsichtlich der unterstützen Schnittstellen: EtherCAT, CAN Bus, IO Link und Modbus werden unterstützt – und ebenso die herstellerunabhängige Entwicklungsumgebung Codesys, mit der wir die Effizienz der Cobots maximieren
und zugleich ein Höchstmaß an Variabilität sicherstellt. Auch das Teaching erfolgt einfach via Drag & Drop oder via Python, ROS 1, oder C++.
IEN D-A-CH: Wie sehen Sie die neue Produktserie im Verhältnis zum bisherigen Delta Robotik Portfolio?
Mayer-Rosa: Durch die neue D-Bot Serie ergänzen wir einerseits unser Portfolio an SCARA-Robotern und klassischen Industrierobotern, andererseits erweitern wir auch unser Angebot und gehen hierbei zugleich
Michael Mayer-Rosa, Senior Director Industrial Automation Business Group, Delta Electronics EMEA.
Die 6-Achs Cobots der D-Bot Serie können je nach Modell Nutzlasten von 6 bis 30 kg bewegen, die Reichweiten variieren zwischen 800 und 1800 mm. maximal
auf drängende Fragen der Industrie in Zeiten des Fachkräftemangels ein. Unsere Cobots sind so designt, dass ein schneller und unkomplizierter Einsatz möglich wird – und keine tiefgreifenden Kenntnisse zur Programmierung nötig sind. Zudem sind sie –ganz im Sinne kollaborativer Robotik – mit Sicherheitsmerkmalen ausgestattet, die eine Zusammenarbeit ganz ohne Lichtschranke und Käfig ermöglichen, wie das etwa bei Industrierobotern der Fall ist. Im Gegensetz zu anderen Cobots gehen wir an dieser Stelle sogar noch einen Schritt weiter und haben durch unsere zuschaltbare Reflex Safety Funktion zusätzlich für die Zusammenarbeit zwischen Mensch und Maschine vorgesorgt. Statt – wie normalerweise üblich – bei Widerstand zu stoppen und dort stehen zu bleiben, erfolgt bei unseren D-Bots eine kurze Gegenbewegung, um sofort eine Druck-Entlastung zu gewährleisten
IEN D-A-CH: Es handelt sich um eine komplette Eigenentwicklung, von Grund auf. Welche Vorteile verspricht sich Delta davon? Mayer-Rosa: Wir bei Delta positionieren uns als ein Anbieter mit einem starken und umfassenden Automatisierungs- und Smart-Manufacturing-Portfolio – das bedeutet, dass wir unseren Kunden Beratung, Betreuung und Unterstützung hinsichtlich ihrer kompletten Automatisierungsbedürfnisse bieten können und sowohl mit Blick auf Hardware wie auch auf Software alles aus einer Hand liefern können. Blicken wir aber auf den Markt, erkennt man schnell, dass der Fachkräftemangel eines der drängendsten Probleme der Zukunft sein wird. Kaum ein Unternehmen klagt nicht über Nachwuchs-
probleme – während sich zugleich erfahrene Mitarbeiter in den Ruhestand verabschieden. Bis 2032 gehen Marktforscher im Bereich der kollaborativen Robotik von einem jährlichen Wachstum von 20 Prozent aus – und durch unsere D-Bots die entwickelt und produziert in Europe sind, schaffen wir für ebendiesen Markt ein Angebot, dass sich in unser bestehendes Smart-Manufacturing-Portfolio eingliedert. Für unsere Kunden werden wir dementsprechend als Lösungsanbieter noch interessanter – und das bisherige Interesse an unseren neuen Cobots gibt uns hier auch Recht.
IEN D-A-CH: Welches Spektrum an Aufgaben kann die neue Serie abdecken? Gibt es besondere Einsatzgebiete und Industriebereiche, für die sie besonders geeignet sind?
Mayer-Rosa: Wir zielen mit den Cobots auf Kunden in Industrien und Branchen wie der Automobilindustrie, der Elektronikbranche aber auch in Richtung Logistik ab. Die D-Bots sind nicht nur für die Maschinenbestückung geeignet, sondern auch für den Einsatz in Montage, Verpackung und Materialhandling, was sie ideal für den klassischen End-User mit einem Maschinenpark macht. Ein Vorteil ist hierbei auch die Zertifizierung mit der Schutzklasse IP66, die den Einsatz in Industrien ermöglicht, in denen es auch mal etwas rauer zugehen kann und eine Reinigung mit Dampfstrahler nötig wird.
Dabei sind unsere Cobots sowohl für die Zusammenarbeit zwischen Menschen und Robotik, als auch für den Einsatz in Anwendungsbereichen die eine hohe Präzision und Wiederholbarkeit erfordern, konzipiert – und dies schließt auch die Zusammenarbeit zwi-
schen mehreren Cobots ein. Mit den D-Bots können wir jetzt eine umfassendere Auswahl an Lösungen anbieten, die individuellen Anforderungen gerecht werden. Dementsprechend schaffen wir für unsere Kunden ein immenses Potenzial für Synergien und stellen ihnen durch unser gesamtes Produktportfolio eine umfassende Automatisierungsstrategie hin zu einer zukunftsfähigen Smart Factory zur Verfügung.
IEN D-A-CH: Delta Electronics ist bekannt für sein besonderes Engagement beim Thema Energieeffizienz. Inwiefern gilt das auch für die neue Cobot Serie?
Mayer-Rosa: Unser Ziel als Unternehmen ist es, uns bei neuen Produkten für einen möglichst ressourcenschonenden und energieeffizienten Ansatz zu entscheiden. Deshalb haben wir uns auch bei der Entwicklung der D-Bot Serie orientiert und greifen bei der Produktion sowie bei den verwendeten Materialen auf möglichst nachhaltige Bezugsquellen zurück. Ein Beispiel ist die Integration eines herkömmlichen Tablets als zentrale Steuerungseinheit und handliches HMI, dass zu unserem Cobot-Paket gehört. Hierbei ist es wichtig, das Gesamtbild zu betrachten: Unsere Cobots sind integraler Bestandteil des ganzheitlichen Automatisierungsportfolios von Delta und operieren daher in einem nachhaltigen und effizienten Produktumfeld.
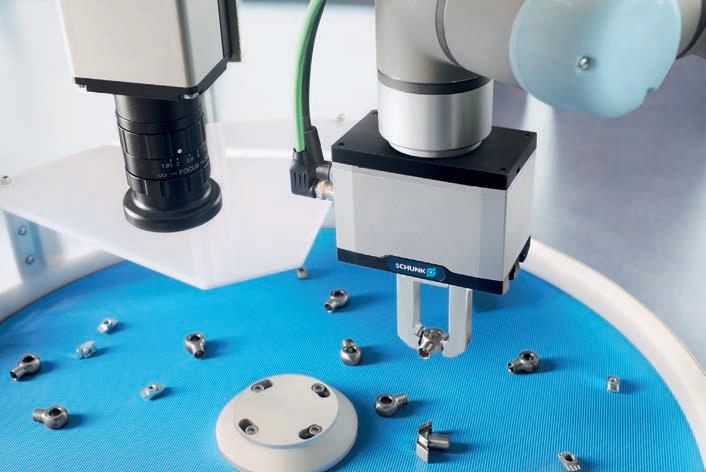
Das 2D Grasping-Kit erlaubt Unternehmen, ihre Greif- und Sortieraufgaben leicht zu automatisieren. Für Einrichtung, Teaching und Anwendung ist dank offline KI-Unterstützung und einfacher Bedienoberfläche kein Fachpersonal nötig.
Alle produzierenden Betriebe sehen sich mit derselben Herausforderung konfrontiert: Wie können sie mit der gleichen Mitarbeiterzahl eine wirtschaftliche, effiziente Produktion aufrechterhalten oder diese sogar ausbauen? Der Personalmangel ist inzwischen zum Normalzustand in sämtlichen Branchen geworden. Darum wollen Unternehmen immer mehr Produktionsschritte automatisieren – vor allem körperlich anspruchsvolle oder monotone Tätigkeiten, für die sich immer weniger Mitarbeiter finden.
Zum Glück erlauben die Fortschritte in Robotik, KI und Greifsystemen immer neue, wirtschaftliche Einsatzmöglichkeiten für Automationslösungen. In der Vergangenheit konnte
man noch davon ausgehen, dass die Betriebe über genügend Fachpersonal verfügen, um Automatisierungssysteme einzurichten und zu bedienen. Die Systeme gewannen daher zwar stets an Funktionen dazu, wurden jedoch auch schwerer zu bedienen. Gerade kleine und mittelständische Unternehmen stellt das heute vor Probleme. Sie kämpfen mit Personalengpässen, die sie daran hindern, ihre Produktion zu automatisieren und damit zukunftssicher zu machen. Insbesondere das Handling von Bauteilen mit dem Roboter stellt für sie eine große Herausforderung dar. Wird für das positionsgenaue Greifen der Bauteile dann auch noch ein Kamerasystem benötigt, kommen viele Unternehmen an ihre Grenzen und müssen für
Schon nach kurzem Teaching arbeitet das 2D Grasping-Kit fortan selbstständig. Die KI-gestützte Bildverarbeitungssoftware teilt dem Roboter Position, Drehwinkel und Greifposition für jedes Bauteil mit. Bild: SCHUNK
eine Automatisierung auf externe Dienstleister zurückgreifen und machen sich so von diesen abhängig.
Einfacher Start in die Automatisierung
Deshalb hat SCHUNK mit dem 2D Grasping-Kit ein Applikations-Kit entwickelt, das mithilfe einer in Deutschland von SCHUNK entwickelten KI eine schnelle, günstige und unkomplizierte Automatisierung ermöglicht. Das Kit besteht aus einer Kamera mit Objektiv, einem Industrie-PC, der SCHUNK KI-Software und den benötigten Kabeln. Alle Komponenten sind aufeinander abgestimmt und aufgrund einer offenen TCP/IP-Schnittstelle mit jedem Roboter oder auch einer übergeordneten Steuerung (zum Beispiel Siemens SPS) kombinierbar. Es erlaubt die Handhabung und Sortierung verschiedener, zufällig auf einer Ebene angeordneter Bauteile. Endlich eine Lösung für die Art von Aufgabe, die zwar bisher komplex zu automatisieren war, für menschliche Arbeiter jedoch monoton und uninteressant ist.
Wenn beispielsweise in einem Lohnfertigungsunternehmen Drehteile aus der Maschine kommen, fallen diese meist in eine Kiste. Ein Mitarbeiter sortiert sie dann von Hand und legt sie lagerichtig in Trays ein, damit folgende Bearbeitungsschritte leichter automatisierbar sind. Hierbei kann es jedoch leicht vorkommen, dass Bauteile beschädigt oder vermischt werden. Wenn der Roboter übernimmt, ist der Mitarbeiter entlastet und es sinken gleichzeitig Aufwand und Störanfälligkeit bei nachfolgenden automatisierten Prozessen. SCHUNK setzt das 2D Grasping-Kit in der eigenen Produktion in Deutschland ein. Kunden haben die Möglichkeit, ihre eigenen Anwendungen im Roboter-Applikationszentrum
Die webbasierte Bedienoberfläche nimmt auch fachlich ungeschulte Mitarbeiter an die Hand und führt sie Schritt für Schritt durch das Teaching. Bild: SCHUNK
CoLab zu validieren und mit wenig Aufwand herauszufinden, wie das System die eigene Produktion verbessern kann.
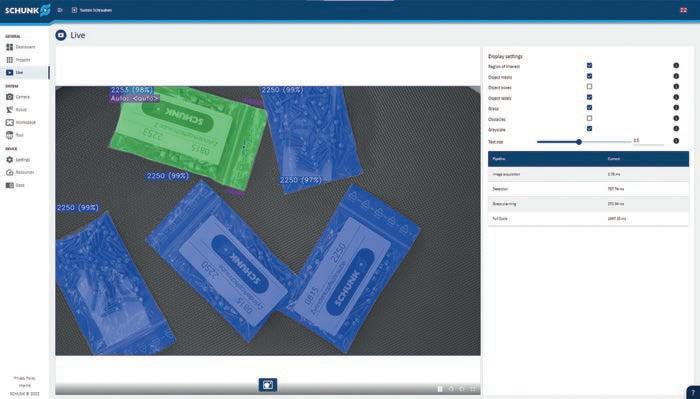
Komplexe Aufgabe leicht gemacht: Sortierung von Bauteilen in transparenten Beuteln Ist das System mechanisch aufgebaut, benötigt ein durchschnittlicher Anwender nicht mal einen halben Tag, um dem System (neue) Bauteile zu teachen. Die Weboberfläche der Software nimmt ihn dabei an die Hand und führt ihn Schritt für Schritt zum Ergebnis.
Schritt 1: Bauteile fotografieren
Die Kamera blickt von oben auf ein Zuführband, ein Tray oder einen Bereitstellungstisch. Die KI-Software erkennt und unterscheidet die Bauteile anhand vorher trainierter Bilder und gibt die optimale Greifposition aus. Dafür nimmt die Kamera zuerst den Hintergrund auf, auf dem die Bauteile später liegen. Im Anschluss fotografiert sie mehrfach die zu greifenden Teile. Wenn der Roboter beispielsweise für eine Kommissionieraufgabe Bauteile mitsamt transparenter Umverpackung (zum Beispiel Schrauben und Muttern in einem Kunststoffbeutel) greifen soll, macht der Bediener einfach mehrere Bilder von den Bauteilen in verschiedenen Positionen. Eine häufig unterschätzte Herausforderung für
kameraunterstützte Automatisierungssysteme ist die Beleuchtung. Je nach Einbausituation kann es schwer sein, eine geeignete Belichtung auszuwählen, zumal es eine Vielzahl verschiedener Parameter zu beachten gibt (etwa Größe, Abstand, Wellenlänge oder Abstrahlwinkel). Das 2D Grasping-Kit braucht keine spezielle Beleuchtungsquelle und ist dank der KI-gestützten Software deutlich resistenter gegenüber Fremdlicht als herkömmliche VisionSysteme. Die Kamera kommt daher sowohl mit wechselnden Lichtverhältnissen zurecht – also auch zum Beispiel mit vom Sonnenstand abhängigen Tageslicht – als auch mit wechselnden Hintergründen. Auch die Farbe und das Spiegelungsverhalten der Oberfläche haben einen geringen Einfluss. Metallische Bauteile etwa erkennt das System auch auf hellen Hintergründen zuverlässig.
Schritt 2: Objekte und Greifpunkte definieren Im nächsten Schritt markiert und benennt der Bediener einfach die Bauteile. Die SCHUNK KI-Software schneidet automatisch die Kontur eines Objektes vor dem Hintergrund aus, stellt sie frei und errechnet Varianzen für Blickwinkel, Belichtungssituation und andere Parameter. Schon nach 10 bis 20 Bildern verfügt sie über einen ausreichenden Datensatz der zu detektierenden Objekte.
Schritt 3: KI trainieren lassen und loslegen Sind die beiden ersten Schritte erledigt, trainiert die KI sich selbst – und zwar komplett offline. Der Kunde hat jederzeit die volle Kontrolle über die Daten, denn sie verbleiben vollständig in seinem Firmennetzwerk. Das Training dauert gerade einmal ein bis zwei Stunden. Dann ist das 2D Grasping-Kit bereit, loszulegen.
Die KI-gestützte Kamera erkennt nun die Bauteile in den Beuteln aufgrund charakteristischer Merkmale wie Form, Größe und Farbe. Auftretende Variationen etwa durch Reflexion oder Verformung der Beutel gleicht die KI aus und kompensiert sie. Die Bildverarbeitungssoftware kommuniziert dann mit dem Roboter und teilt ihm mit, welche Bauteile sie erkennt, wo sie positioniert sind, wie weit das Greifsystem geöffnet werden soll und in welchem Drehwinkel es die Bauteile am besten greifen kann. Der Roboter fährt dann mit dem Greifer zum Bauteil und nimmt es auf, um es dann an einer vordefinierten Position lagerichtig abzulegen. Während des Greifens und Verfahrens erfasst die Kamera bereits das nächste Objekt und lässt deren Art und Greifpunkt errechnen – dies dauert etwa zwei Sekunden, sodass der Roboter sofort das zweite Objekt greifen kann, nachdem er das erste abgelegt hat. Einzigartig ist, dass das System zusammen mit der Objekterfassung auch schon die Greifpunkte für den eingesetzten Greifer automatisch kalkuliert und die Parameter (etwa Drehwinkel und Öffnungsweite) an die Robotersteuerung übergibt. Anwender können natürlich, falls gewünscht, mehrere Greifpunkte ganz einfach manuell hinterlegen. Das 2D Grasping-Kit arbeitet im vorliegenden Beispiel mit dem Universalgreifer EGK. In Zukunft wird es auch mit pneumatischen und mechatronischen Parallelgreifern arbeiten, sowie mit Magnet-, Vakuumund Adhäsionsgreifern. Gerade monotone Sortieraufgaben an Produktionsmaschinen oder an der Schnittstelle zur Logistik (Kommissionierung) können damit endlich zuverlässig und mit wenig Aufwand automatisiert werden.
65113 unter www.ien-dach.de
KI&automation
Schlüsselstrategien für eine erfolgreiche KI-Implementierung in der Industrie
In einer Zeit, in der Künstliche Intelligenz (KI) die industrielle Landschaft neugestaltet, sind Strategien für Unternehmen, um KI erfolgreich zu implementieren, gefragter denn je. KI revolutioniert die Automatisierung, Mustererkennung und Entscheidungsfindung, aber welche konkreten Schritte für die Einführung sind notwendig?
Johannes H. Diedrich, Bereichsleiter Industrieprojekte der Synostik GmbH
Der Einsatz von Künstlicher Intelligenz im industriellen Sektor konzentriert sich vornehmlich auf drei Hauptziele: Automatisierung von Prozessen, Mustererkennung in großen Datenmengen und Unterstützung bei Entscheidungsprozessen. Im Bereich Automatisierung werden die Grenzen durch KI enorm erweitert, was zu einer erheblichen Steigerung der Produktivität führen kann. So können beispielsweise Programmieraufgaben durch maschinelles Lernen deutlich stärker als bisher automatisiert werden.
Die Mustererkennung ermöglicht es, aus großen Datenmengen wertvolle Erkenntnisse zu gewinnen. Dies ist besonders nützlich in Bereichen wie der Qualitätskontrolle, wo KI-Systeme Unregelmäßigkeiten erkennen können, die für menschliche Inspektoren schwer zu
identifizieren sind.
Die Entscheidungsunterstützung durch KI bietet Unternehmen die Möglichkeit, fundierte Entscheidungen basierend auf einer Analyse von Echtzeitdaten zu treffen. In der Logistik kann KI zum Beispiel zur Optimierung der Lieferketten verwendet werden, indem sie die effizientesten Routen vorschlägt oder unerwartete Verzögerungen vorhersagt. Dies führt zu einer verbesserten Planung und einem reduzierten Risiko von Lieferengpässen.
Durch maschinelles Lernen kann zudem die Erkennung und Durchführung von Instandhaltungsbedarfen verbessert werden. Automatisierte Instandhaltungssysteme können beispielsweise den Verschleiß kritischer Maschinenteile überwachen und proaktiv Wartungsarbeiten planen, was die Lebensdauer
der Maschinen verlängert und kostspielige Ausfallzeiten reduziert.
Insgesamt ermöglicht der strategische Einsatz von KI im industriellen Umfeld eine signifikante Steigerung der Effizienz und eine Optimierung von Abläufen, was letztendlich zu einer verbesserten Wettbewerbsfähigkeit führt. Aber wie können diese Potentiale konkret gehoben werden?
Erfolgsfaktor Vorbereitung
Für die erfolgreiche Implementierung und Nutzung von Künstlicher Intelligenz im industriellen Umfeld ist es unerlässlich, dass Unternehmen eine gründliche Kenntnis ihrer eigenen Prozesse, Abläufe und Systeme besitzen. Diese tiefgehende Verständnisbasis ist die Grundvoraussetzung dafür, überhaupt
Künstliche Intelligenz wird die Industrie durch Automatisierung, Mustererkennung und Entscheidungsunterstützung revolutionieren.
Bild: shutterstock.com / sdecoret
Autor:
KI konzentriert sich in der Industrie auf Automatisierung von Prozessen, Mustererkennung in großen Datenmengen und Unterstützung bei Entscheidungsprozessen.
Bild: shutterstock.com / Summit Art Creations
einschätzen zu können, in welchen Bereichen und auf welche Weise KI-Lösungen einen Mehrwert bieten könnten.
Zu Beginn steht die Analyse und Dokumentation der aktuellen Prozesslandschaft. Unternehmen müssen detailliert verstehen, wie ihre operativen und administrativen Prozesse ablaufen, welche Schnittstellen existieren und wie die Datenflüsse organisiert sind.
Dies beinhaltet ein Verständnis für die in den Prozessen verwendeten Maschinen und Software-Stände, aber im individuellen Fall zum Beispiel auch für die Lagerhaltung, die verwendeten Werkzeuge und vieles andere mehr.
Ein weiterer wichtiger Aspekt ist das Datenmanagement. KI-Systeme benötigen große Mengen an qualitativ hochwertigen Daten, um effektiv zu lernen und zu funktionieren. Unternehmen müssen daher sicherstellen, dass sie Zugang zu zuverlässigen, sauberen und strukturierten Daten haben. Dies kann bedeuten, dass bestehende Datenquellen bereinigt oder neue Datenakquisitionsstrategien entwickelt werden müssen.
Nachdem die internen Prozesse und Datenanforderungen geklärt sind, ist es essenziell, eine realistische Abschätzung der Kosten und des Nutzens verschiedener KI-Projekte vorzunehmen. Dabei sollten nicht nur die direkten Kosten für die Entwicklung und Implementierung der KI berücksichtigt werden, sondern auch indirekte Kosten, wie die Schulung der Mitarbeiter und mögliche Betriebsunterbrechungen während der Implementierungsphase.
Sorgfältige Auswahl passender Projekte Ein weiterer entscheidender Schritt ist die sorgfältige Auswahl der KI-Projekte. Unternehmen sollten mit Projekten beginnen, die einen klaren und messbaren Mehrwert bieten und gleichzeitig das Risiko eines Misserfolgs minimieren. Change-Management spielt spätestens bei der Projekt-Umsetzung eine entscheidende Rolle, sollte aber bei der Projektauswahl bereits mitgedacht werden. Die erfolgreiche Implementierung von KI-Projekten erfordert oft tiefgreifende
Veränderungen in den Arbeitsabläufen und der Unternehmenskultur. Alle Stakeholder, von der Geschäftsführung bis zu den Endbenutzern, müssen in den Veränderungsprozess einbezogen und über die Vorteile und die Funktionsweise der neuen Systeme aufgeklärt werden. Insgesamt benötigen Unternehmen, die KI erfolgreich im industriellen Umfeld einsetzen möchten, eine solide Basis aus genauer Kenntnis ihrer Prozesse und Abläufe, qualitativ hochwertigen Daten, sorgfältiger Projektselektion und effektivem Change Management. Nur so können sie sicherstellen, dass die KI nicht nur technisch implementiert, sondern auch effektiv genutzt wird, um echten Mehrwert zu schaffen.
Strukturierte Umsetzung von KI-Projekten Künstliche Intelligenz mag neu sein und zu großen Veränderungen im industriellen Umfeld führen – der Werkzeugkasten für (digitale) Transformationen ist längst bekannt: Systems Engineering bietet einen mächtigen Rahmen und vielfältige Methoden für die strukturierte Umsetzung von KI-Projekten im industriellen Umfeld. Durch den modellbasierten Systemansatz ermöglicht Systems Engineering eine ganzheitliche Betrachtung komplexer Systeme. Dieser Ansatz erleichtert das Verständnis, wie einzelne Komponenten innerhalb eines industriellen Systems interagieren, und bietet eine strukturierte Methode zur Problemlösung und Optimierung.
Ein zentraler Bestandteil des Systems Engineering ist das strukturierte Anforderungs- und Risikomanagement. Unternehmen können damit
präzise definieren, welche spezifischen Ziele sie mit dem Einsatz von KI erreichen wollen, und gleichzeitig Risiken frühzeitig identifizieren und bewerten. Dies ist besonders wichtig, da KI-Projekte oft Neuland betreten und somit unvorhergesehene Herausforderungen mit sich bringen können.
Die iterative Entwicklung und kontinuierliche Verbesserung sind ebenfalls entscheidende Methoden im Systems Engineering, die besonders bei KI-Projekten zur Anwendung kommen. Diese Ansätze ermöglichen es, Projekte in kleineren, überschaubaren Phasen zu entwickeln, die es erlauben, regelmäßig Feedback zu sammeln und die KI-Systeme entsprechend anzupassen. Neben Systems Engineering ist das bereits erwähnte Change-Management ein unverzichtbarer Bestandteil der erfolgreichen Implementierung von KI-Projekten. Um alle Stakeholder – von der Entscheidungsebene bis in den operativen Bereich – erfolgreich auf die Reise der digitalen Transformation mitzunehmen, müssen Veränderungen sorgfältig geplant und kommuniziert werden. Dies schließt eine umfassende Schulung der Mitarbeiter mit ein, um sicherzustellen, dass sie nicht nur die technischen Aspekte der KI verstehen, sondern auch deren Potenzial und Vorteile erkennen. Insgesamt bietet Systems Engineering robuste und erprobte Methoden, die Unternehmen dabei helfen können, die Komplexität von KI-Projekten zu bewältigen und diese erfolgreich im betrieblichen Alltag zu integrieren.
35771 unter www.ien-dach.de
Unterdruck- und Vakuummessung mit piezoresistiven Drucksensoren
Es soll vorkommen, dass man den Begriff Vakuum und Unterdruck verwechselt. Und in der Tat birgt die Messung von Drücken, die kleiner als der herrschende Luftdruck sind, Besonderheiten, die hier erklärt werden sollen. Dabei kann ein Unterdruck bzw. Vakuum sowohl mit Relativ- als auch Absolutdrucksensoren bestimmt werden. Piezoresistive Drucksensoren bieten sich preislich hierfür an, haben jedoch ihre Restriktionen, die im Folgenden erläutert werden.
Für die meisten industriellen Vakuumanwendungen ist das Grobvakuum im Bereich des Atmosphärendrucks von ~1013 mbar bis zu etwa 1 mbar ausreichend, weshalb im Nachstehenden nur dieser Vakuumbereich behandelt werden soll. Wenn der Druck geringer ist, reicht die mechanische Kraft auf eine kosteneffizient herstellbare Membran nicht für eine messbare Deformation derselben, so dass andere Messverfahren zum Einsatz kommen müssen.
Die angegebenen Werte sind absolute Druckangaben, die sich auf das perfekte Vakuum P0 = 0 bar beziehen. Oft werden Vakuumdrücke jedoch implizit als Relativdrücke angegeben, z.B.: „Die Absauganlage erreicht einen Unterdruck von 190 mbar“. Dies entspricht einem Absolutdruck von 823 mbar (bei einem Normaldruck von 1013 mbar) und wird auch mit ¬ 190 mbar (bezüglich des Umgebungsdruck) bezeichnet.
Bei der Angabe eines Druckes müsste also
der Bezugsdruck mit angegeben werden, was aber oft nicht geschieht. Es muss daher oft aus dem Kontext geschlossen werden, ob es sich um einen Relativdruck (gegenüber dem atmosphärischen Druck) oder dem Absolutdruck (gegen das perfekte Vakuum) handelt. Bei vielen Anwendungen, wie im Beispiel der Absauganlage, ist die Differenz zum atmosphärischen Luftdruck entscheidend. Bei anderen Anwendungen, wie beispielsweise der Chemikalienlagerung unter Luftabschluss ist der Absolutdruck die relevante Größe.
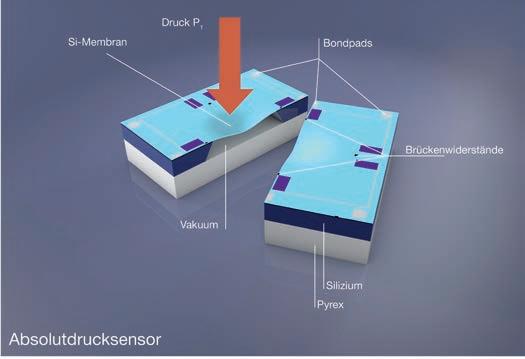
Druckmessung mit Siliziumsensoren Abbildung 1 zeigt eine Absolutdruckmesszelle aus Silizium mit Querschnitt: Sie besteht aus einem geschlossenen Glas-(Pyrex-) sockel (grau), dem Siliziumchip (blau) und einer Membranschicht (hellblau). Aus dem Siliziumchip ist ein Hohlraum (Cavity) bis auf eine dünne, flexible Membranschicht herausgeätzt. Die Membran selbst hat abhängig
Absolutdruckmesszelle
von dem zu messenden Druck eine Stärke zwischen 10 und 50 μm. Die hellen Linien auf der Membranoberfläche sind die Aluminium-Leiterbahnen mit den Anschluss-Pads (helle Vierecke) für die Verbindungsdrähte zur äußeren Beschaltung. Die violetten Flächen sind eindiffundierte, leitende Verbindungen zu den tiefer eindiffundierten piezoresistiven Widerständen. Diese befinden sich nicht sichtbar zwischen den violetten Flächen am Rande der Einwölbung, im Gebiet der größten mechanischen Spannungen. Die Abmessungen der Siliziummesszellen sind vom Druckbereich und der Herstellungstechnologie abhängig. Sie betragen ungefähr 2x2x0,8 mm³ für den Druckbereich von ca. 300 mbar bis 30 bar. Um standardisierte, einfach weiterzuverarbeitende Ausgangswerte zu erhalten, ist oft ein zusätzlicher anwendungsspezifischer IC (ASIC) an die Messzelle angeschlossen. Dort werden die Messsignale verstärkt, digitalisiert
und per Korrekturkoeffizienten temperaturkompensiert und linearisiert. Diese werden während der Kalibration beim Hersteller für jeden einzelnen Sensor bei verschiedenen Drücken P1 und Temperaturen bestimmt und im ASIC gespeichert.
Absolutdruckmessung vs. Relativdruckmessung
Bei der Absolutdruckmessung erfolgt die Erfassung des Messdrucks P1 gegen einen Referenzdruck P2 in der Cavity, der so niedrig sein sollte, dass er im Vergleich mit dem zu messenden Druck vernachlässigt werden kann. Im Idealfall wäre dies P2 = 0 bar (d.h. perfektes Vakuum). Es muss also unter einem möglichst niedrigem Unterdruck P2 der Siliziumteil mit der Membrane hermetisch mit dem Glassockel verschlossen werden, was in einem elektrochemischen Prozess unter hoher Spannung (Anodic Bonding) geschieht. Der Unterdruck P2 (Referenzdruck), der im Hohlraum herrscht, entspricht dem Vakuum während des Verschließens.
weichung stellt einen Fehler dar, der im ASIC kompensiert werden muss und als Offsetspannung bezeichnet wird.
Man muss berücksichtigen, dass in einer Absolutdruckmesszelle der Druck gegen das perfekte Vakuum gemessen werden soll, ein Referenzdruck von 0 bar im Hohlraum der Druckmesszelle jedoch technisch nicht zu realisieren ist. Es herrscht dort in der Praxis ein Druck P2 > 0 bar, der beim Schließen der Messzelle vorhanden war.
Bei Druckbeaufschlagung biegt sich die Membran in Richtung des niederen Druckes. Da P1 > P2, biegt sich die Membran folglich nach Innen in die Cavity (2).
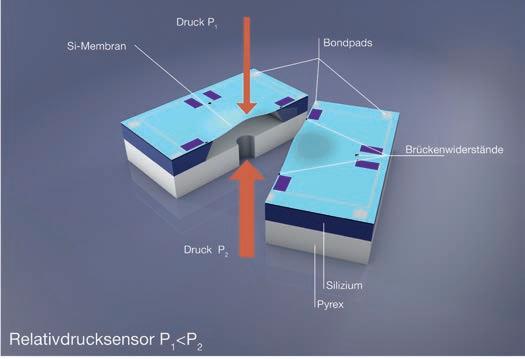
Bei Relativdruckmesszellen ist der Hohlraum unter der Membran dagegen zur Atmosphäre hin rückseitig offen, P2 entspricht dem Umgebungsdruck. Bei Überdruck P1 > P2 biegt sich auch hier die Membran nach unten, bei Unterdruck P1 < P2 jedoch nach oben. Da sich daher das Vorzeichen der Ausgangsspannung umkehren kann, ist eine etwas aufwendigere Signalnachbearbeitung notwendig.
Bei Differenzdrucksensoren werden anders als bei reinen Relativdrucksensoren beide Seiten der Membran mit Druckanschlüssen versehen, so dass P2 nicht dem Umgebungsdruck entsprechen muss.
Nullpunkt (Offset)
Entspricht P1 = P2 sollten alle Sensortypen eine Spannung von Null ausgeben. Jede Ab-
Pico-Vakuumschalter mit IOLink, sind für verschiedene Druckbereiche verfügbar
Bilder: Amsys
müssen diese Fehler kompensiert werden. Dazu werden während der Kompensation die Temperaturfehler des Offsets (TCO) und der Spanne (TCS) bei verschiedenen Temperaturen ermittelt und im ASIC in gleicher Weise wie Offset und Spanne korrigiert. All diese Abgleichprozeduren (Kalibration und Kompensation) werden bei Herstellern wie Analog Microelectronics GmbH für alle abgeglichenen und verstärkten Sensoren direkt im Herstellungsprozess für jeden Sensor individuell durchgeführt.
Anwendungen
Bei dem Prozess der Nullpunkt-Kalibration wird dieser Offsetwert bestimmt, der dann auf den gewünschten Nullpunktwert des Ausgangs kalibriert werden muss¸ z.B. auf 0 V (für einen 0 .. 10 V Ausgang), 0,5 V (für einen 0,5 .. 4,5 V Ausgang) oder 4 mA (bei einem 4 ..20 mA Stromschleifenausgang).
Full-Scale-Signal (Spanne)
Die Spanne (FSO) ist definiert als das Ausgangssignal bei max. Messdruck minus der Offsetspannung. Bei einem max. Sensorausgangssignal von 4,5 V und einer Offsetspannung von 0,5 V ist die Spanne 4,0 V. Das FSO ist nicht zu verwechseln mit dem Full-Scale-(FS-)Signal, das als max. Ausgangssignal inklusive des Offsets definiert ist, hier also 4,5 V. Ähnlich wie der Offset, muss das FS-Signal auf den gewünschten Ausgangsendwert z.B. 4,5 V oder entsprechende andere Werte kalibriert werden. Mit der Bestimmung des Offsets und der Spanne ist die Übertragungskennlinie des Sensors bei Raumtemperatur festgelegt. Da beide Werte jedoch temperaturabhängig sind,
Zur Messung des Vakuums sollten nach Möglichkeit Sensoren verwendet werden, die direkt den in der Anwendung interessanten Messwert ausgeben, also Relativ- oder Absolutdruck.
Vakuumsensoren und -schalter für Relativdruck wie der Pico finden sich z.B. in Vakuumierungsgeräten, um Lebensmittel für eine längere Haltbarkeit nahezu sauerstofffrei zu verpacken, aber auch bei Saughebern, die zum Heben und Transport von flächigen Lasten eingesetzt werden.
Absolutdrucksensoren, wie der AMS 4506 von AMSYS GmbH & Co.KG werden auch zur Drucküberwachung bei der Lagerung von Chemikalien unter Sauerstoffabschluss verwendet. Falls keine Durchführung im Druckgefäß vorhanden ist, wie bei gläsernen Exzikatoren, kann ein batteriegespeister, per Bluetooth funkender Sensor den aktuellen Druck zur Überwachung des Vakuums senden.
Aber die wohl populärste Anwendung von Absolutdrucksensoren sind die barometrischen Sensoren zur Messung des Luftdrucks.