Battery-Special: Durable Cables for Necessary Battery Storage
Battery-Special: Accurate Humidity Measurements for Rechargeable Battery Manufacturers
Exclusive Interview: New Versatile Colleagues for Production Environments — Enhancing Productivity with Collaborative Robotics page 10
Batteries, Production & Processes
Powered with Expertise — Sensors and Automation Solutions for Battery Manufacturing page 22
Test & Measurement: International Project Uses Ultrafast Digitizers for Neutrino Identification 24 Streak-Free Cleaning of Runways
Europe supplement: pages 13 to 17
TIM Global Media BV
140 Rue de Stalle - 3ème étage, 1180 Uccle-Brussels, Belgium o.erenberk@tim-europe.com - www.ien.eu
Editorial Director: Orhan Erenberk o.erenberk@tim-europe.com
Editor: Kay Petermann k.petermann@tim-europe.com
Editorial Support Flavio Steinbach
Energy Efficiency: f.steinbach@tim-europe.com
Associate Publisher: Marco Marangoni m.marangoni@tim-europe.com
Production & Francesca Lorini
Order Administration: f.lorini@tim-europe.com
Website & Marco Prinari
Newsletter: m.prinari@tim-europe.com
Marketing Manager: Marco Prinari m.prinari@tim-europe.com
President: Orhan Erenberk o.erenberk@tim-europe.com
ADVERTISING SALES OFFICES
EUROPE
AUSTRIA/SWITZERLAND
Monika Ailinger
Tel.: +41 41 850 44 24 m.ailinger@marcomedia.ch
BENELUX, NORWAY, SWEDEN
Nadia Liefsoens
Tel.: +32-(0)11-224397
Fax: +32-(0)11-224397 n.liefsoens@tim-europe.com
FRANCE
Roxanne Akbulut
Tel: + 33 06 52 31 41 56 r.akbulut@tim-europe.com
M’fumu Tiya Mindombe
Tel: +32 465 443 530 m.mindombe@tim-europe.com
GERMANY
Simone Ciolek
Tel: +49-(0)9771-1779007 s.ciolek@tim-europe.com
ITALY, SLOVENIA
Andrea Rancati
Tel: +39-02-7030 0088 arancati@rancatinet.it
TURKEY
Onur Dil
Tel: +90 212 366 02 76 Fax: +90 212 366 58 02
E-mail: o.dil@tim-europe.com
KayPetermann k.petermann@tim-europe.com
Dear Readers,
Batteries are all around us, from smartphones to electric vehicles, in industrial components to prevent memory loss in the event of a sudden power cut, or to store renewable energy for dark and windless periods. In 2024, renewables are expected to provide more than 1/3 of the world's electricity for the first time, overtaking coal, according to a report by the International Energy Agency. We all know that this will have an impact on the grids and that measures will have to be taken to provide a stable and flexible infrastructure that will allow industrial production in Europe to operate and produce at a competitive level. In the first Battery Special we have in IEN Europe, we look at some of the products and solutions that will enable effective battery production and operation in the industry to help with the necessary transformation, you can find it on page 18.
If you are planning to visit SPS in Nuremberg in November, we have put together a section with news from exhibitors that you should not miss at one of the last highlights of the automation event in 2024. As usual, the halls will be packed from 12 to 14 November, and the three days are too short to see all the highlights. Therefore, we will be reporting on the trends and findings of the show in the December digital edition of WebMag. I would like to invite you to share your highlights of the event with me and your fellow IEN Europe readers by emailing me (k.petermann@tim-europe.com) or contacting me on LinkedIn (www.linkedin.com/in/kay-petermann-ab927bb).
In the PCN Europe supplement in this issue you will find another interesting example of how resources can be used to best effect. Hotels and restaurants need to minimise food waste and make the best use of leftovers. An automated composter turns food waste and leftovers into a valuable natural resource in just 24 hours. See page 14 for details.
I wish you an interesting read and look forward to your feedback.
SPS Preview: New Versatile Colleagues for Production Environments — Enhancing Productivity with Collaborative Robotics
SPS Preview: New Products
Processing & Control News Europe Supplement
&
Infineon Introduces World's First 300mm Power Gallium Nitride (GaN) Technology
Infineon Technologies announced that the company has succeeded in developing the world’s first 300 mm power gallium nitride (GaN) wafer technology. Infineon is the first company in the world to master this groundbreaking technology in an existing and scalable high-volume manufacturing environment. The breakthrough will help substantially drive the market for GaN-based power semiconductors. Chip production on 300 mm wafers is technologically more advanced and significantly more efficient compared to 200 mm wafers, since the bigger wafer diameter offers 2.3 times more chips per wafer. GaN-based power semiconductors find fast adoption in industrial, automotive, and consumer, computing & communication applications, including power supplies for AI systems, solar inverters, chargers and adapters, and motor-control systems. State-of-the art GaN manufacturing processes lead to improved device performance resulting in benefits in end customers’ applications as it enables efficiency performance, smaller size, lighter weight, and lower overall cost. Infineon has succeeded in manufacturing 300 mm GaN wafers on an integrated pilot line in existing 300 mm silicon production in its power fab in Villach (Austria).
KUKA establishes new software and digital business segment
Merck and Siemens enter Strategic Partnership
KUKA Digital will be the segment for software and digital business with the goal to offer end-to-end digitalization of a wide range of machines and systems, from the first 3D simulation to connectivity and data analysis through to the use of artificial intelligence. "With KUKA Digital, we are expanding our offering in order to position ourselves broadly for a market with strong growth potential. Our customers need products, solutions and consulting approaches to digitalize faster, more efficiently and more easily," says Quirin Goerz, KUKA Chief Information Officer and CEO of the newly founded digital segment. KUKA is working on expanding the digital world beyond robot and automation solutions and thus driving forward the digitalization of industry across the entire production lifecycle. Specifically, KUKA's digital segment is focusing on a software and digital portfolio that is not limited to KUKA robots. Regardless of machine type and manufacturer, customers should be able to use software solutions for their production machines and thus digitalize their production halls from end to end. This involves interfaces, data standards, cloud integration and consulting services. In line with an ecosystem approach, KUKA also relies on a network of competent partners.
Merck and Siemens deepened their mutual cooperation aimed at taking smart manufacturing to the next level. Cedrik Neike, CEO Digital Industries and Member of the Managing Board of Siemens AG, and Kai Beckmann, CEO Electronics business and Member of the Executive Board of Merck, signed a Memorandum of Understanding (MoU) on September 16 to expand cooperation in Smartfacturing (short for Smart Manufacturing) and outline the next steps for both companies. Central to this partnership is the Siemens Xcelerator platform, which will provide Merck with cutting-edge software and hardware solutions, enhancing their digital transformation efforts. One key element is modular production based on the plug & produce principle. This approach allows individual process modules to be added, removed, or reconfigured with ease, significantly reducing the time to market, lowering investment costs, and cutting CO2 emissions. The collaboration seeks to drive innovation, reduce complexity, and create growth for both companies. The MoU makes Siemens a preferred global supplier and strategic partner for Smartfacturing technologies, paving the way for transformative projects across Merck's three business sectors.
EU-Funded Innovation Hub Seeks to Scale Industrial Symbiosis
Crowdhelix’s Circular Industry Helix platform seeks to bring experts from materials science, process engineering, mineral waste recycling and industrial innovation to collaboratively develop solutions that can quickly scale industrial symbiosis. The Circular Industry Helix responds to the European Union's strategic objective to maximise the sustainability of primary and secondary raw materials, especially those critical raw materials identified as vital for EU industrial value chains and sectors. Michael Browne, Chief Operating Officer of Crowdhelix believes that by bringing together experts from across multiple disciplines and value chains, the Helix can help accelerate the development and adoption of technological solutions to transform industrial waste management processes in extractive and energy-intensive industries. He explains: “We want to promote circularity within industrial zones, whereby different organisations can share technologies, infrastructure, energy networks and integrated waste management systems. The aim of the Circular Industry Helix is to bring policymakers, business leaders, researchers, and key members of civil society together to accelerate the development of processes and technologies that will reimagine industrial symbiosis and cross-sectoral cooperation”. https://crowdhelix.com/
Forward-Thinking: Introducing a Next-Generation Safe Industrial Ethernet Encoder Platform
In course of Industry 4.0, Kübler has continued to expand its specially developed Industrial Ethernet portfolio in recent years in order to offer customers maximum functionality with protocols like Ethernet/IP, Profinet IO and PROFIsafe. The communication capability of a sensor plays a significant role in ensuring that network communication in the sense of Industry 4.0 is combined with real-time data exchange in the future.
Reliability, interoperability and performance: these are the key advantages that put Industrial Ethernet in the fast lane as a communication protocol. Industrial Ethernet enables companies to optimize their production processes, increase efficiency and facilitate the integration of different automation systems. This means, for example, that improved connectivity enables seamless communication between machines, sensors and control systems, resulting in higher productivity and less downtime. This trend is being further reinforced by the increasing spread of IoT technologies and the growing demand for more intelligent and networked manufacturing solutions. Specific examples that are
reflected in the market include decentralization, in which more and more PLC functions are moving to the periphery. At the same time, an increasing number of companies are adopting a two-supplier strategy in order to secure their supply chains and minimize risks. To counteract material shortages, it is important that new system concepts are designed for a PROFINET, EtherCAT or Ethernet/ IO environment. The development of coexistence and interoperability between different technologies and systems also promotes cooperation and data exchange between different platforms and manufacturers. A prime example of this is the interaction between Ethernet and IO-Link. Ultimately, the switch
Sendix S58 safe encoders available as single and multiturn version.
Picture: Kübler
to Industrial Ethernet helps to ensure the competitiveness of companies in a rapidly changing industrial landscape. The latest figures from HMS Networks also reflect the importance of IE: The annual market analysis shows that Industrial Ethernet is accelerating its use with growth of 12% and is continuing to gain market share. Industrial Ethernet now has a 71% share of the global market for newly installed nodes in factory automation.
Kübler's new safe Industrial Ethernet encoder platform
Functional safety in Industrial Ethernet is essential for the safe operation of industrial systems. By implementing safety protocols, continuous monitoring and compliance with international standards, the risk of accidents and failures can be minimized. As a long-standing safety sensor specialist, Kübler is now expanding its safe Industrial Ethernet encoder platform with the latest SIL2 and SIL3 certified Safety over EtherCAT (FSoE) protocol. Based on a specially developed modular and high-performance Industrial Ethernet encoder platform, Kübler has already realized the PROFIsafe encoder. FSoE now combines the advantages of the EtherCAT communication protocol with additional safety mechanisms to support safetycritical applications. The S58x8FSX encoder transmits up to 15 bits safe or up to 24 bits non-safe, as well as fully redundant multiturn information of 12 bits safe. Thanks to the platform architecture, this is realized in absolutely the same design as the S58 PROFIsafes encoder. Updates can be carried out easily via FoE (File over EtherCAT) without
the need for a web server. This simplifies the maintenance process considerably and ensures that the encoder always remains state-of-the-art.
The new safe Industrial Ethernet platform is characterized by its future viability and can be easily integrated into the requirements of modern industrial environments. It impresses with features such as high-resolution position values, a gear factor, variable integration times for speed and acceleration in different speed ranges as well as operating ranges with high and low limit values a preset during operation, and much more. These features clearly set them apart from other sensors. As only a few FSoE encoders are currently available on the market, the market launch of this new product is of particular importance.
Future-oriented application possibilities
The cyber security application area is a particular area of application among the many possibilities. The new FSoE encoder meets the cyber security SL1 requirements and supports the sophisticated “Defensein-Depth” concept, which is significant in times of growing threats from cyber-attacks. This security level includes measures to protect against random and easy-to-perform attacks, which is currently completely sufficient for most industrial applications. Security is also a top priority in many other areas. The packaging industry, special machine construction and the stage industry are interesting areas of application for the S58x8FSX encoder.
65098 at www.ien.eu
High-performance and future-proof platform with Industrial Ethernet. Picture: Kübler
New Versatile Colleagues for Production Environments –Enhancing Productivity with Collaborative Robotics
We spoke to Michael Mayer-Rosa, Senior Director Industrial Automation Business Group, Delta Electronics EMEA region about the newly introduced Delta Electronics collaborative robots.
IEN Europe: Can you please briefly introduce our readers to the new D-Bot series, which was showcased for the first time at the Hannover Messe? What are the highlights?
Mayer-Rosa: The new D-Bot series is our first cobot family. We have developed six different models, each of which has six axes and weighs between 26 and 85 kg. Depending on the model, payloads of 6 to 30 kg are moved at a speed of up to 200° per second, with a range of 800 to 1800 mm. This allows us to achieve a precision and repeatability of ±0.02 mm and furthermore, the integration of 24-bit encoders ensures a consistent performance. With this DBot series, we are introducing the next stage in the development of collaborative robotics, adding an important building block to our automation portfolio.
But that's not all. Other highlights include the fact that the D-Bots come with a wide range of functionalities such as Pick & Place, Palletizing, Machine Tending and Welding as 'readyto-use' apps. In addition, no special programming knowledge is required – thanks to 'Plug & Play', the motion sequences can be specified, and the command execution described in no time at all. Another advantage is the high level of flexibility regarding the supported interfaces: EtherCAT, CAN Bus, IO Link and Modbus are supported – as is the manufacturer-independent Codesys development environment, which we use to maximize the efficiency of the cobots while ensuring maximum variability. Teaching is also simple via drag & drop or via Python, ROS 1 or C++.
IEN Europe: How do you see the new product series in relation to the existing Delta Robotics portfolio?
Mayer-Rosa: With the new D-Bot series, we are not only expanding our portfolio of SCARA robots and classic industrial robots, we are also expanding our range and at the same time responding to urgent questions from industry in times of a shortage of skilled workers. Our cobots are designed so that they can be used quickly and easily – without the need for any in-depth programming knowledge. They are also equipped with safety features – in the spirit of collaborative robotics – that enable them to work together without the need for light barriers and cages, as is the case with industrial robots. At this point, in contrast to other cobots, we went one step further and made additional provisions for collaboration between humans and machines with our switchable Reflex Safety function. Instead of
stopping and remaining in position when encountering resistance, as is usually the case, our D-Bots make a short counter-movement to ensure pressure relief.
IEN Europe: This is a completely in-house development, from the ground up. What advantages does Delta expect to gain from this?
Mayer-Rosa: This means that we can offer our customers advice, support and assistance with all their automation needs and can supply everything from a single source, both in terms of hardware and software. However, if we look at the market, we quickly realize that the shortage of skilled workers will be one of the most pressing problems of the future. There are few companies that are not complaining about a shortage of young talent - while at the same time experienced employees are retiring. Market researchers predict an annual growth of 20 percent in the field of collaborative robotics by 2032 – and with our European produced and developed D-Bots, we are providing a product that fits into our existing smart manufacturing portfolio for this very market. As a result, we have become an even more interesting solution provider for our customers – and the already shown interest for our new cobots so far proves us right.
IEN Europe: What range of tasks can the new series cover? Are there particular areas of application and industrial sectors for which they are particularly suitable?
Mayer-Rosa: With the cobots, we are targeting customers in industries and sectors such as the automotive and electronics industries, as well as logistics. The D-Bots are not only suitable for machine picking, but also for use in as-
Michael Mayer-Rosa, Senior Director Industrial Automation Business Group, Delta Electronics EMEA region.
sembly, packaging and material handling, making them ideal for the classic end user with a machine park. Another advantage here is the certification with protection class IP66, which enables the use in industries where things can get a little rough and cleaning with steam jets is necessary.
Our cobots are designed for collaboration between humans and robotics as well as for use in applications that require high precision and repeatability - this also includes collaboration between several cobots. With the D-Bots, we can now offer a more comprehensive range of solutions to meet individual requirements. Accordingly, we create immense potential for synergies for our customers and provide them with a comprehensive automation strategy towards a future-proof smart factory through our entire product portfolio.
duction and the materials used. One example is the integration of a conventional tablet as a central control unit and handy HMI, which is part of our cobot package. It is important to look at the big picture here: Our cobots are an integral part of Delta's holistic automation portfolio and therefore operate in a sustainable and efficient product environment.
IEN Europe: Delta Electronics is known for its strong commitment to energy efficiency. To what extent does this also apply to the new cobot series?
Mayer-Rosa: Our goal as a company is to opt for the most resource-saving and energyefficient approach possible for new products. That's why we have also focused on this in the development of the D-Bot series and are using the most sustainable sources possible for pro-
IEN Europe: If you look into the future, what developments do you expect for collaborative robotics, e.g. in terms of load ranges or reach? Mayer-Rosa: Even though our presentation and market launch of our D-Bots only took place a few months ago, we are of course building on this momentum and are already developing the next generation of cobots to set new standards. While I don't want to give too much away just yet to keep the excitement going, it's
D-Bot with automatic crewing unit as end-of-arm tool.
worth looking at the general development of collaborative robotics: the market will continue to expand in the future – especially regarding the integration of AI. This makes it all the more important to be aware of the possibilities of this technology today. If we look at the areas of payload and reach you have chosen, for example, we have already reached a very extensive market coverage with our cobots. However, one question arises, particularly regarding reach: If cobots should already be seen as new colleagues within manufacturing, why shouldn't they be able to be just as flexible and mobile on the road as regular employees? The use of AMRs will be part of everyday life in many companies in the future – and it is not difficult to imagine that a combination with collaborative robots could also be a profitable solution in the future. We are already working on the topic of digital twins in production, where all types of robotics will be implemented.
Automation Helps Reduce Food Waste in a Hotel by up to Almost 100%
Mitsubishi Electric technologies have enabled the development of innovative composting machines that can turn food waste into high-quality fertiliser in just 24 hours. This solution responds to the global problem of waste, in particular food waste, which constitutes about 30% of landfill waste. For Radisson Blu Scandinavia, this technology enables the daily processing of food waste from restaurants, room service, and other food-related operations.
It's 8:00 p.m. Several dozen kilograms of bio-waste from the hotel kitchen are now ending up in a machine shiny with brushed steel. The hermetic hatch closes silently. The next evening, several kilograms of highquality, nutritious fertiliser will be removed from the same machine. This is how the era of food waste ends.
"What once took a year to complete can now be achieved in just 24 hours, significantly improving efficiency and sustainability. This solution represents a major step forward in waste management and environmental protection. By transforming food waste into valuable fertiliser, Mitsubishi Electric, and Solserv AB, bio solutions provider, are contributing to a more sustainable and circular economy, addressing both waste reduction and soil enrichment challenges" explains Maria Wendt, Marketing Communication Manager at Mitsubishi Electric Scandinavia.
The key environmental benefits of composting technology are difficult to overestimate, but they are all easy to list:
• Reduced methane emissions: By diverting organic waste from landfills, these composters help decrease methane emissions, a major contributor to climate change. Landfills are the third largest source of methane emissions (https://commission.europa.eu/document/ download/0cea0671-32ef-4e9e-b8f10a8e50c027b0_en?filename=speaker_intervention_-_eswet.pdf), and composting helps mitigate this issue.
• Waste reduction: The composters can process large amounts of organic waste, ranging from 5 kg to 500 tons daily, significantly reducing the volume of waste sent to landfills.
• Rapid processing: The technology can transform food waste into nutrient-rich compost in just 24 hours, greatly accelerating the composting process compared to traditional methods.
• Soil health improvement: The resulting compost enriches the soil with nutrients and organic matter, promoting sustainable agriculture and reducing the need for chemical fertilisers.
• Water conservation: Electric composters help conserve water by retaining moisture within the composting system, which is particularly beneficial in water-scarce regions.
• Year-round composting: The units allow for continuous composting regardless of weather conditions, ensuring a consistent supply of compost throughout the year.
• Odour control: The composters have odour control systems, making them suitable for urban areas and small spaces.
• Energy efficiency: While electric composters consume electricity, many models have energy-saving features to minimise power consumption. Additionally, using renewable energy sources to power these composters can reduce their environmental impact.
• Versatility: The composters can process various types of organic waste, including biodegradable bags made from materials like Biodolomer, expanding their potential for waste reduction.
What is the key factor in creating sustainable solutions that address global challenges and are fully scalable?
“Mitsubishi Electric's expertise has been
Radisson Blu Scandinavia uses Solserv composting technology, which is based on Mitsubishi Electric automation solutions. Source all pictures: Mitsubishi Electric x Solserv x Radisson Blu
crucial in developing precise and efficient composting processes. This collaboration ensures consistent quality and performance across different scales of operation. The partnership between Mitsubishi Electric and Sol-
CRYOGENICMAGNETICSENSOR
serv aligns with the United Nations' global goals, particularly in addressing the climate crisis. By converting organic waste into nutrient-rich compost efficiently, this technology promotes sustainability and significantly
checking the quality of the composting process. Source all pictures: Mitsubishi Electric x Solserv x Radisson Blu
reduces waste” - sums up Patrik Johansson CEO at Solserv AB.
Solserv composters, powered by Mitsubishi Electric automation solutions, are designed for various capacities and settings. Thanks to this versatility of applications, they represent a significant step towards a healthier and more sustainable future for our world.
„We’re truly proud and happy we can be a big part of sustainability with our Noot Nordik Kitchen. We invested in this solution primarily because of sustainability and the work of responsible business. We also discovered that we reduced our food cost with waste management” summarises Daniel Rodriguez, Food & Beverage Manager at Radisson Blu Scandinavia.
Electricity from renewable sources plays a crucial role in the energy transition. As sun and wind are only available depending on the time of day and the weather, green electricity cannot be generated at all times. This makes battery storage systems indispensable for a stable grid in the future. These storage systems are highly complex technological systems that require a great deal of expertise. LAPP is an expert in the necessary connection solutions and offers companies a comprehensive service.
"And what do we do when the sun isn't shining?" is one of the most frequently asked questions when discussing electricity generation from renewable energy sources - in this case photovoltaics. The transition to renewable energies has turned the secure and timely supply of energy into a new, unprecedented challenge. Energy storage systems (ESS) offer a technological approach to control the fluctuations of supply and demand, increase the reliability of the energy infrastructure and realise efficient solutions for both energy suppliers and consumers. Therefore, one solution for the continuous usability of energy from renewable sources is to store, for example, surplus solar power generated during the day in an energy storage system. If a household produces electricity via solar panels, a connected ESS can store this in a battery and make it available when needed. If the household owns an electric car, for example, this could also be used to charge it overnight. Due to climate protection efforts, clean electricity is becoming relevant in all areas of life - both private and industrial. As a result, the demand for electricity storage is also increasing. However, according to experts, large storage capacities need to be built to meet this demand in the future and achieve climate targets - according to the International Energy Agency (IEA), 10,000 gigawatt hours will be needed worldwide by 2040. This corresponds to the amount of energy required to supply around 2.86 million households with electricity for a year.
High demands on the connection technology
The number of energy storage systems must therefore be increased accordingly. "Anyone who produces energy storage systems quickly realises that there is a lot to consider - especially when it comes to connection technology," says John Nijhuis, Project Manager in Benelux and ESS expert at LAPP. LAPP is a leading expert in integrated solutions and branded products in the field of cable and connection technology. A customer segment in the Netherlands produces the basic structures of the storage systems in containers, which they later send to the battery manufacturers for further assembly. Everything has to fit into this basic
structure - including the cable installation. But that's not so easy. "On the one hand, there are different solutions for different usage scenarios," says John Nijhuis, "so I have to ask myself which cable has the necessary electrical properties for my specific application and which components can I connect with it?" In addition, there are corresponding certification processes that must be carried out correctly, as well as fire protection requirements. "Our customers are experts in storage systems, but not in the complex connection technology behind them," explains John Nijhuis. That's why ESS manufacturers are increasingly asking LAPP for support.
This support starts long before the delivery of cables. In order to know what a manufacturer needs for its ESS project, an inventory is required. "In the pre-project phase, we contact various departments of the customer that are relevant to production," explains Yooshin Kim, LAPP expert for energy storage systems and Sales Representative in Korea, who looks after one of the most important ESS target markets in the APAC region. Generally, the specific requirements are first discussed with the R&D department and the design team, says Yooshin Kim. It must be clarified where components such as the battery or battery management systems will be located in the ESS container. This determines which cables and connection systems are required and - accordingly - which certifications they must have.
First ESS special cable came from Korea
"When the ESS market got rolling, there were simply no suitable connection solutions for these systems," says Yooshin Kim. So a new cable concept was needed. LAPP observed the developments in energy storage solutions and thought about potential connection solutions. It was clear that suitable cables had to be particularly fire-resistant, as batteries are fundamentally a fire hazard, which is why the cables should not favour the spread of fire. The experts at LAPP in Korea developed the first special cable for energy storage systems - the LAPP ÖLFLEX® DC ESS SC U - to connect the power management system to the battery. It is par-
The LAPP ÖLFLEX® DC ESS SC U connects the power management system to the battery. It is particularly fire-resistant as batteries are fundamentally a fire hazard.
ETHERLINE® Cat.6A for Ethernet communication, UNITRONIC® range cables for different data connections.
ticularly fire-resistant and also highly flexible, so that it can be adapted to the diverse conditions of the ESS container and easily installed. The cable is now in use at LAPP all over the world.
However, LAPP does not simply supply a special cable, but also focuses on the other needs of its customers. "We know that, in addition to high quality standards, customers need two things from us in particular: Firstly, the most cost-effective solution possible and secondly, fast delivery," says John Niijhuis. LAPP therefore relies on pre-assembled connection solutions from the ÖLFLEX® CONNECT system in order to reduce the effort for customers throughout the entire process. Customers are supplied with ready-made cable assemblies that they only need to install at the designated points in the ESS containers.
Depending on the purpose, additional LAPP cables can be used in a standard ESS system. In addition to the aforementioned LAPP ÖLFLEX® DC ESS SC U, ÖLFLEX® Classic 110, ÖLFLEX® 191 and ÖLFLEX® TRAY 6111 are also used to supply power to the various control systems. UNITRONIC® LiYCY (TP), UNITRONIC® BUS CAN and BUS LD are used as data cables. ETHERLINE® Cat.6A for example is suitable as Ethernet cable.
High-quality components for an efficient complete solution
The combination of products and service - both consulting and preassembly - characterises LAPP as a reliable partner. Manufacturers of ESS systems are accompanied and supported by LAPP right from the
start of the planning process so that the right cables can be selected for the respective purposes in the ESS container. The LAPP portfolio offers an extensive selection of connection solutions. Manufacturers also save time with customised cable harnesses, which are supplied ready-made by LAPP and only need to be inserted in the right place.
Complete solutions such as those from LAPP not only make the work of battery storage manufacturers easier, but also contribute directly to the success of their solutions. And if storage solutions are successfully produced and used, this is ultimately also a success for the energy transition and the planet. Because with many functioning battery storage systems, the green electricity produced can also be stored and used as required. Even when the sun is not shining, LAPP's connection solutions help to ensure that clean solar power can be used - for example to charge your own electric car.
65052 at www.ien.eu
Sensis: a smart flow control solution
Sensis helps to manage efficiently a DC exhaust roof unit in terms of power and consumption, according to the real ventilation need.
Sensis is the Fandis IoT device for the thermal management of electrical panels.
www.fandis.it/lp/sensis/en
64565 at www.ien.eu
Accurate Humidity Measurements for Rechargeable Battery Manufacturers
The climate crisis is driving demand for the electrification of transportation and energy infrastructure, which in turn is accelerating the need for more powerful and safer rechargeable batteries, including li-ion, sodium-ion, and solid-state. However, one of the key issues affecting battery quality is accurate humidity monitoring and dry control during manufacture.
Author: Antti Viitanen, Product Management Vaisala
"Battery manufacture is a delicate process performed in a highly controlled, ultra-low humidity environment. Stable, accurate, fast-response dew point probes are therefore an essential component of control systems that help improve safety, yields and energy efficiency.
The midstream stage of battery manufacturing involves electrode production, cell assembly, and cell finalization. It is during these steps – in dry rooms, dry booths, and glove boxes – that humidity control is especially important to prevent unwanted reactions. These include lithium forming lithium hydroxide and hydrogen gas, lithium salt forming hydrogen fluoride (HF), and electrolyte generating corrosive byproducts. Ef-
ficient and effective drying ensures:
• protection of people and materials, because the chemicals used are sensitive to moisture and present an explosion risk if exposed to elevated moisture levels.
• yield maximization whilst maintaining product quality, because excessive moisture negatively impacts the quality and therefore the lifetime of batteries.
• energy optimization by maintaining dry room ambient dryness at optimal levels. This avoids over-drying and under-drying, both of which are extremely costly.
Dew point measurement in solid state battery manufacturing
The ambient dew point temperature in dry
rooms is typically maintained within the range from -30°C to -40 °C, and these low humidity levels are controlled by high-end dryers. This is one of the most energy-intensive parts of the battery manufacturing process, so minimizing over-drying is key to the plant’s overall energy efficiency.
The dew point sensors in the dryer need to be highly responsive to control the dryer quickly and accurately, but it is important to note that sensor accuracy is not the only factor affecting drying efficiency. A probe with a fast response time, and without the complex internal measurement control loops of some analyzers, makes all the difference in dryer and overall dry room control. The volume of air being dried and pushed through the pro-
point
Vaisala DRYCAP® Dew Point and Temperature Probe DMP7 made for tight spaces and low-humidity applications. The short probe length makes it suitable for installations with limited space. Source: Vaisala
Miniature-size dew
transmitters DMT143 measure dew point accurately in small industrial applications. Source: Vaisala
cess is very large, so energy consumption can easily skyrocket if the drying process is not optimized.
Newer technologies such as all solid-state batteries may require drier conditions with the dew point temperature as low as -80 °C in individual processing steps. Typically, these steps are performed inside dry booths or glove boxes because it is not usually economically viable to dry the whole dry room to the same extremely low dew point level. Humidity levels in dry booths and glove boxes are therefore monitored at critical points. Today, the most commonly used measurement device for dryer monitoring and control is a dew point sensor based on thin-film polymer technology. Previous instrumentation suffered from drift, especially at low humidity levels, but the development of Vaisala’s DRYCAP® technology has enabled accurate, stable, and fast-response dew point measurement with minimum drift.
Maintaining accuracy in dew point sensors
Battery manufacturers use large numbers of sensors throughout their processes to mea-
sure, monitor and control humidity levels. The cost of these sensors is negligible in comparison with the value of the assets and products that they protect. Nevertheless, it is vitally important that sensors are accurate and stable in the long-term, so it is important to select the right sensors, and to implement an effective program of calibration checks. A key factor in choosing dew point sensors is the availability of proven reliability. This means that the providers of sensors should be able to demonstrate long-term accuracy and stability over many years, and in a wide variety of changing environments.
All sensors may deliver measurement results outside of acceptable limits for a number of reasons that may not be immediately apparent. The most important function of calibration is therefore to check results against a known standard. However, all measurement devices drift over time to a greater or lesser degree, so ensuring these sensors are properly calibrated at appropriate intervals is essential if their readings are to be reliable in the long term.
The dew point sensors used in the midstream
Vaisala’s Indigo80, can be used as a reference probe and sent for factory calibration complete with a certificate for full calibration traceability. Source: Vaisala
processes of battery production are sensitive and highly accurate instruments, but calibration is necessary for more than just the avoidance of drift. For example, the accuracy of sensors can be compromised by physical damage or other environmental factors.
Calibration programs for dew point sensors
A variety of calibration options exist for dew point sensors at battery manufacturing facilities. Handheld devices are available for quick and convenient spot-checking and on-site calibration. The advantage of this method is that probes do not need to be removed from the process and downtime can be kept to a minimum. In addition, some devices, such as Vaisala’s Indigo80, can be used as a reference probe and sent for factory calibration complete with a certificate for full calibration traceability.
Some sensor manufacturers operate accredited service centres to which swapped-out sensors can be sent for routine calibration checks. Alternatively, many battery manufacturers find it more convenient and economical to contract their sensor supplier to provide a fixed price calibration program.
Summary
The purpose of this article is to highlight the potentially serious implications of failing to implement an effective humidity measurement program in battery manufacturing plants. Dew point sensors perform a critically important role, so it is vitally important to install the right sensors and to ensure that they deliver stable, long-term accuracy and reliability. To achieve this, no matter which sensor is deployed, an effective calibration routine is essential for the efficient, sustainable operation of the plant; protecting safety, energy efficiency and battery product quality.
65054 at www.ien.eu
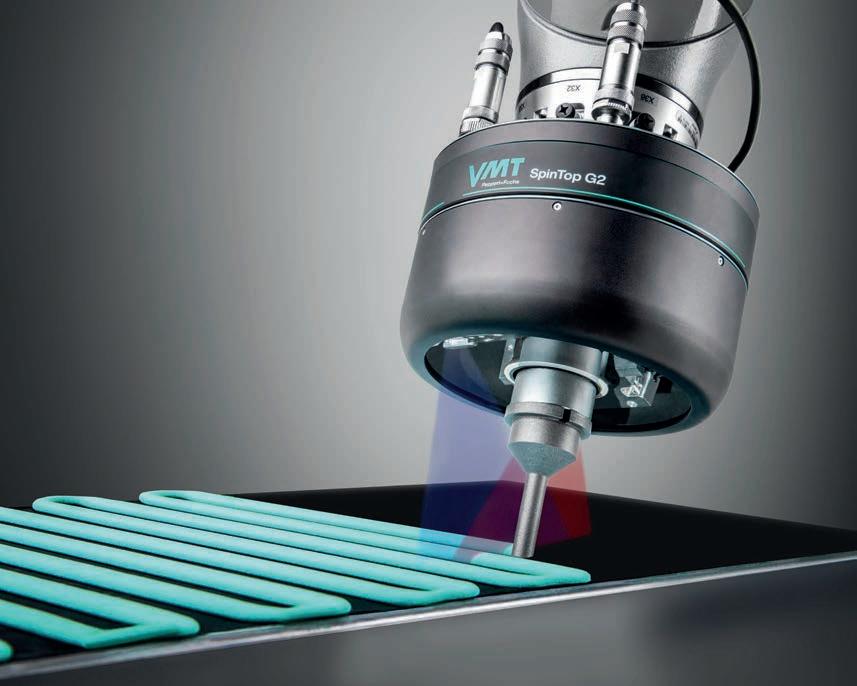
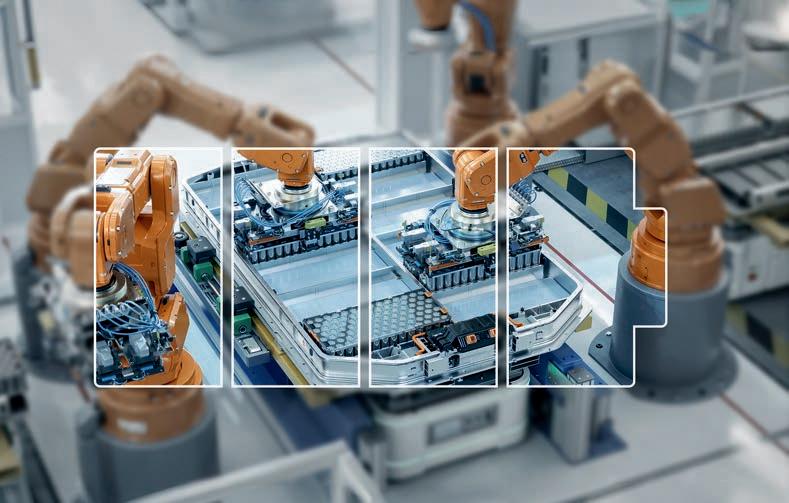
Powered with Expertise — Sensors and Automation Solutions for Battery Manufacturing
The transformation to e-mobility requires powerful automation technology. The companies in the Pepperl+Fuchs Group are offering the right solutions—based on constant technological innovation and decades of experience in the automotive industry.
Though it may sometimes seem like it, electric cars are not just a passing trend. Long before diesel and gasoline cars conquered the market, the Frenchman Gustave Trouvé introduced the first electric car to the public in 1881. It had 6 hp and reached a speed of 12 km/h with a range of 14 to 16 km. Today's electric cars are worlds apart. An essential part of this success story are the technical advances relating to the heart of the electric car—the battery.
The Pepperl+Fuchs Group offers tailor-made solutions for every step of battery manufacturing—from the cells and modules to the finished pack and installation in the chassis. This is carried out by highly specialized subsidiaries which work closely with and are trusted by automotive manufacturers all over the world. A selection of solutions from Pepperl+Fuchs, VMT Vision Machine Technic Bildverarbeitungssysteme GmbH, and Polyplan GmbH demonstrate how plant operators can successfully automate their battery manufacturing.
Double Foils Detected Reliably
Industrial sensors from Pepperl+Fuchs ensure smooth processes at every stage of battery manufacturing—such as in double-layer detection when stacking the foils, which is especially challenging. Because the electrode foils are extremely thin, two or more foils may
stick together. However, the anode and cathode must always be stacked alternately to maintain quality of the battery cells.
IO-Link double sheet sensors are used for this purpose. Using ultrasonic pulses, they monitor the material flow and detect whether a double layer has been fed in. "Noncontact detection means the sensitive films cannot be damaged," explains Michael Förste, Key Account Manager Automotive at Pepperl+Fuchs. "The robust ultrasound measuring principle ensures that neither color nor reflective properties affect the detection." The integrated IO-Link interface also enables simplified configuration and opens up new potential for machine analysis and servicing.
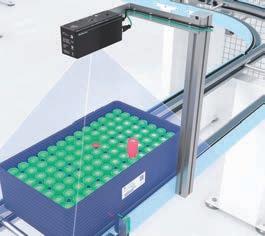
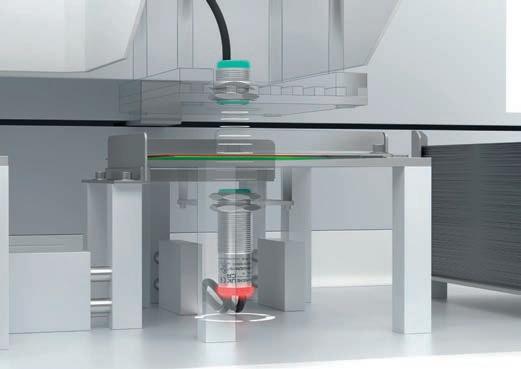
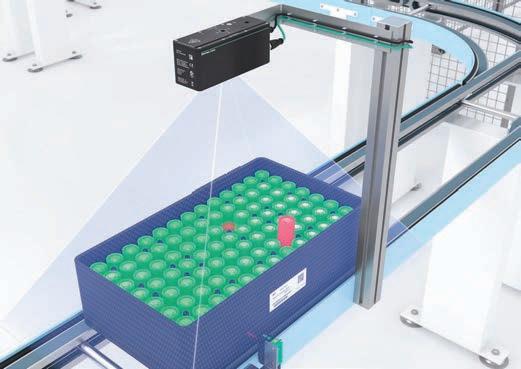
Monitoring Quality in Three Dimensions
In the classic battery architecture, several cells are connected in a single module, and then several modules are assembled to form a finished battery pack. Pepperl+Fuchs has the perfect sensor technology to support this by checking the quality of the assembled battery module. Before further processing, it is necessary to check whether all the required cells are present and positioned correctly," explains Michael Förste. To avoid delays in production, quality control should take place immediately, while the module is being transported on a conveyor belt or roller conveyor.
IO-Link ultrasonic sensors from Pepperl+Fuchs always reliably detect double electrode foils. Source: Pepperl+Fuchs SE
The SmartRunner Explorer 3-D immediately detects missing or incorrectly positioned battery cells. Source: Pepperl+Fuchs SE
The ideal solution to this task is the SmartRunner Explorer 3-D: With stereo vision technology, the vision sensor ensures fully automatic quality control while the process is ongoing. To achieve this, it generates a high-resolution 3-D point cloud image of the measuring range. A precise map is created of the battery module and the cells, including all of the required details. The ViSolution software allows intuitive commissioning of the SmartRunner Explorer 3-D. In this way, plant operators can quickly and easily obtain all the data they need for quality inspection of the battery modules.
Dissipate Heat Safely
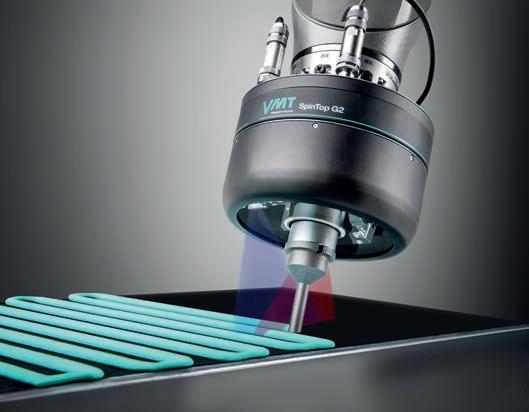
Application of thermal paste plays a central role when assembling modules into battery packs. These gap fillers are essential to protect the battery from overheating. Here, a vision solution from VMT Bildverar beitungssysteme GmbH comes into play. This is a pioneering inspection system for monitoring adhesive beads. "The VMT SpinTop G2 monitors the continuity and correctness of gap filler layers—and this happens as they are being applied, so no additional time is needed for analysis," ex plains Joachim Kutschka, Senior Manager Sales & Product Management at VMT. The inspection system is attached directly to the robot arm. Two measuring units rotate together and provide three-dimensional detection of the material bead as it is applied. A technology package is also supplied which enables easy communication with the robot controller. The new generation of the SpinTop uses high-quality blue and red lasers which significantly improve detection quality at greater distances and on dark surfaces. In addition, the SpinTop G2 achieves a rate of up to 900 scans per second and double the resolution. This significantly increases the quality of the monitoring. This makes the solution also suitable for other tasks in battery manufacturing—such as checking the millimeterthin sealing beads that are applied to the edge of the tub before the battery pack is closed. The inspection system is currently being used successfully for these applications in the plants of various international automotive manufacturers and dosing technology providers.
Sustained Protection against Corrosion Corrosion prevention is also crucial when closing and sealing the battery pack. For this purpose, Polyplan GmbH offers an especially efficient and resource-saving solution that has already proven its worth in battery manufacturing with several customers. "The cooling connections and fittings that need to be protected from corrosion are often difficult to access," explains Jan Jacobi, Head of Sales and Aftersales at Polyplan. As a result, common automation solutions often spray too much wax, which not only wastes material, but contaminates the environment. This requires the excess material to be cleaned and the resulting aerosols to be extracted.
In contrast, the solution from Polyplan offers numerous advantages: "We use a patented airless/airmix process in which no aerosols are formed. The wax is applied with a precision of +/- 1 mm at a distance of 500 mm. This means we only need a minimal amount: approx. 1 g/m. Since the time-consuming and cost-intensive cleaning and extraction is no longer required, our customers also benefit from shorter cycle times." From the industrial robot to the wax dosing system to safety engineering, Polyplan supplies everything needed for a turnkey robot cell—each tailored to the customer's individual battery plant. 65059 at
The VMT SpinTop G2 monitors the application of thermal paste during battery manufacturing. Source: Pepperl+Fuchs SE
Streak-Free Cleaning of Runways
Rubber abrasion on airport runways must be removed quickly and thoroughly. Together, tl traffic-lines GmbH and Maschinenbau Cernota GmbH & Co. KG have developed a cleaning process that is much more efficient than previous methods. High-precision rack and pinion gears from LEANTECHNIK play an important role in this process.
When aircraft touch down on the runway, the friction between the tyres and the asphalt results in heavy rubber abrasion. This can become a problem, because in wet conditions the dirty runway turns into a slippery surface and the braking distance of the aircraft increases significantly. Airports must therefore clean their runways regularly to ensure traffic safety. Up to now, conventional milling bonnets have mostly been used to remove dirt. However, these systems, which work with high-pressure water, often have a disadvantage: Dirty water builds up under the bonnets. The water jet therefore hits the backed-up water first and is thus weakened. This reduces the efficiency of the cleaning process. Some of the dirty water also escapes from under the bonnet, gets into the pores of the asphalt and settles there. Unsightly streaks then form on the surface.
Engineers searched for a better solution
The problem is well known at tl traffic-lines and Maschinenbau Cernota. "We have been servic-
ing and repairing high-pressure water cleaning systems from well-known manufacturers for many years," reports Martin Appel, a qualified industrial engineer. He and his colleagues therefore knew exactly where the weak points of the devices were. And they were certain that the process could be optimised. The engineers further developed the high-pressure water process and changed some crucial details. The result was the "twister" - a new type of cleaning module with high-pressure water technology (3.500 bar). In contrast to conventional highpressure water milling bonnets, the system has a patented annular gap suction system: It sucks the dirty water away immediately so that no waterlogging occurs. The water jet therefore hits the surface directly and cleans it much more efficiently than conventional milling bonnets. The extraction of loose rubber particles, which precedes the use of the water jet, also contributes to thorough cleaning. In addition, flat jet nozzles, which are much gentler on the surface, can be used for cleaning instead of the usual round jet nozzles.
Working width should be flexibly adjustable The "twister" was designed for demarcation work on road surfaces and can clean surfaces with a width of 350 mm to 520 mm, from paint and thermoplastic to film and cold plastic agglomerates. However, due to its small working width, the module is only suitable for larger areas such as airport runways to a limited extent. For this reason, Maschinenbau Cernota has developed the duo twister on behalf of tl trafficlines especially for this area of application. It consists of two twister units rotating around a common centre and originally offered a fixed working width of 3.100 mm.
"However, as the market soon demanded modules with a width of up to 4.200 mm, we expanded the duo twister," recalls Martin Appel. "We wanted a solution where the working width could be infinitely adjusted up to a maximum of 4.200 mm." The challenge was to build a precisely adjustable design with a self-locking mechanism: It should prevent the working width from changing during the cleaning process, e.g. due to vibrations on the module. After intensive research, the engineers found the ideal component for this: rack and pinion gearboxes from LEANTECHNIK. "The gearboxes fulfil our high quality requirements and offer excellent value for money," says Martin Appel, explaining the decision. In addition to the high precision, the robustness of the gearboxes was particularly important to him and his colleagues, as the duo twister modules must also function perfectly in wind and weather. Thanks to a special coating, LEANTECHNIK therefore made it possible to use the rack and pinion gearboxes even in damp environments.
Precise and synchronised positioning guaranteed
Rack and pinion gears from LEANTECHNIK are known for their precision and robustness. Renowned companies around the world use them in sophisticated positioning systems - in car production as well as in food production or packaging systems.
The rack and pinion gearboxes are available in the lifgo and lean SL series, which have been developed for different areas of application. Lifgo gearboxes are suitable for all applications in which heavy loads need to be positioned precisely and synchronised. They are manufactured in several versions with lifting
The duo twister modules are equipped with lean SL double rack and pinion gearboxes, which have been specially developed for applications with gripping, closing and centring movements. Image: LEANTECHNIK AG
lean SL rack and pinion gearboxes used applications with simple synchronised lifting tasks (l.) and lifgo series (r.) for support of loads up to 2.5 t. Image: LEANTECHNIK AG
forces from 2.000 to 25.000 N and achieve lifting speeds of 3 m/s. There are also variants for applications with long travel distances, with gripping and centring movements or a combination of both.
Gearboxes can be combined with each other as required
Simple synchronous positioning tasks without lateral force absorption, on the other hand, are best realised with lean SL rack and pinion gearboxes. Lean SL rack and pinion gearboxes are available in three sizes and two versions. They can absorb lifting forces from 800 to 8.000 N and realise lifting movements at a speed of up to 0.6 m/s. In addition to the standard model, LEANTECHNIK also manufactures a variant for gripping and centring movements. For ap-
lifgo rack and pinion gearboxes are particularly resilient and can support loads of up to 2.5 tonnes. Image: LEANTECHNIK AG
plications with limited installation space, the extremely compact lean SL 5.m, which weighs just 0.36 kg and is designed for lifting forces of up to 300 N, is available for applications with limited installation space. The lean SL rack and pinion gearbox also handles heavy loads with ease - in size 5.5 it can accommodate lifting forces of up to 25.000 N.
All lifgo and lean SL rack and pinion gearboxes can be freely combined with each other and also arranged in any order - e.g. for applications with long travel distances.
Much faster and more thorough runway cleaning
The duo twister modules are fitted with lean SL rack and pinion gearboxes in the lean SL double 5.3 version (lifting force: 8.000
N). For the connection to the drive unit, the gearboxes have a hollow shaft with a keyway (Ø35H7), which enables highly dynamic, lowbacklash and high-load change movements. LEANTECHNIK also offers three other pinion shaft ends for its rack and pinion gearboxes. Each duo twister module is equipped with a gearbox on which two gear racks move. "This allows the customer to set the working width exactly as required," explains engineer Martin Appel.
This is a great advantage, as conventional high-pressure cleaning systems usually have fixed working widths of less than 2 metres. "As the touch-down zone is around 16 metres wide, these vehicles often have to drive back and forth or several vehicles have to be staggered," says Appel. "With our duo twister modules, a single vehicle can do the same job in a much shorter time." The user can work with the modules for 6.5 hours at a time and thus clean areas of up to 5.000 m² per hour.
Not only airports are interested in the new process
Meanwhile, the market is showing great interest in the innovative milling system - not only airports, but also construction companies and racetrack operators have already enquired. The modules can even remove road markings, oil slicks or concrete slurry without leaving any residue.
65053 at www.ien.eu
International Project Uses Ultrafast Digitizers for Neutrino Identification
Studying neutrinos is very difficult as they typically pass through most normal matter unimpeded and undetected. Specialist detectors have to be built to hunt for them. The latest one is called JUNO, located 750m below ground in Jiangmen, China. The project is made possible by 17 different countries with 730 scientists working in 74 Universities and national laboratories. To develop the core part of the detector, the liquid scintillator, ultrafast digitizer cards by Spectrum Instrumentation are used.
JUNO is precisely positioned between eight existing nuclear reactors that provide a source of neutrinos for study. At its heart is a gigantic, highly transparent, acrylic sphere with an inner diameter of 34.5 m, filled with 20,000 tons of a specially developed oil-like substance. This liquid scintillator creates photons when a neutrino interacts with it, and it is encased in a large 35,000 tons water pool. The photons are detected by an array of ca. 45,000 photo multiplier tubes (PMTs) that surround the sphere. The teams at the Technical University of Munich (TUM) and at the Johannes Gutenberg University in Mainz are using M4i.2212 digitizer cards by Spectrum Instrumentation in their high-precision, labscale experiments to characterize the liquid scintillators, which require advanced data acquisition. When the JUNO detector is commissioned at the end of 2024, it will be the largest, liquid neutrino detector built by mankind. The detector will drastically enhance our knowledge about interactions and properties of these elusive ghost particles.
Neutrino detection
The central acrylic sphere contains the liquid scintillator surrounded by a layer of water. Both have to be ultra-pure as the smallest amount
The JUNO main detector 750m underground in a dedicated laboratory. The photo shows the (still empty) water pool of the detector with the central scaffolding. Inside this globe, the acrylic sphere with 34.5m diameter is placed, filled with the liquid scintillator. The white cover just protects sensitive components during mounting.
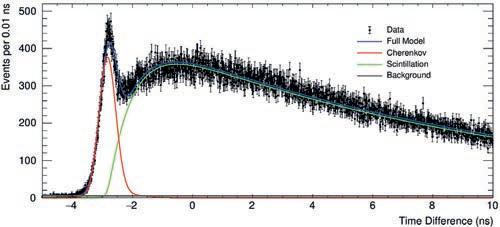
Typical light emission kinematics for a slow liquid scintillation mixture. The Cherenkov light (red line) in form of a sharp peak in time is followed by the slower scintillation light decay (green line).
of contamination could contain a radioactive material. During construction, workers had to wear two pairs of gloves as even the sweat from a fingerprint could contaminate and ruin the entire project. The detector sits in a specially dug space that is 750 m below ground to shield it from ambient radiation.
When a neutrino interacts with the liquid scintillator (LS), it deposits the energy of the interaction with the molecules of this substance. The enormous light output of the LS (typically > 10.000 Photons / MeV) ensures a precise determination of the deposited energy. It would be highly beneficial if the direction of the incident neutrino could also be reconstructed. Here, the faint but directional Cherenkov light from neutrino’s initial passage through the water is paired to give physicists this information.
The aim of the current development of liquid scintillators in Munich and Mainz is to separate the fast but faint Cherenkov light from the dominant scintillation light in order to enable simultaneous energy and directional reconstruction. Therefore, the team under Dr. Hans Steiger constructed several, precision, table-top experiments with enhanced light-collection capabilities and time-resolution.
“We chose the digitizer cards from Spectrum as they provide us with state-of-the-art performance but, unlike rival offerings, they are not expensive or custom creations,” said Dr. Hans Steiger, who is leading the project. “Spectrum’s modular approach means that we could
The M4i.2212-x8 PCIe digitizer by Spectrum Instrumentation with 1.25 GS/s sampling speed on 4 channels. Pictures courtesy of Spectrum Instrumentation.
specify exactly what we needed the cards to do so we were not having any compromises or wasting money on unwanted features. I love the fact that they are a standard PCIe product so that we can expand the system on a standard computer chassis as we received more funds. As a university taking part in major long-term international projects, we need to have reliable parts and Spectrum’s five-year warranty gives us peace of mind.”
JUNO results also push astronomy research
Beyond the work on event reconstruction, the team contribute a calibration project to JUNO. This characterizes the detector material using radioactive gamma and neutron sources where the energy and incident direction are pre-determined. “Our characterizations of the liquid scintillators are only possible because of the ultrafast digitizer cards that enable us to work with timeframes that are measured in picoseconds. Also, the dynamic range of 5V is much better than rivals that are typically 1V which means they can easily manage the 3V pulses in our PMTs that we encounter,” Meishu Lu, a PhD student in the TUM group pointed out. And Manuel Böhles working in Mainz added, “Spectrum has been really supportive in helping us working out the best solutions for our project and helping resolve any issues that we encounter with a phone call directly with one of their engineers. It’s great that they are committed to supporting fundamental research in many universities such as ours.”
The diagram shows the first pulse from the Cherenkov radiation followed by the scintillation signal that gives the energy information. This happens in less than two nanoseconds. By combining this infor-
mation, the type of particle can be determined and where it came from. This could be from one of the Chinese reactors, the sun, the heart of the earth or deep space. “We have never been able to know exactly where a neutrino was coming from in scintillation detectors before, so this opens up whole new areas of research,” explained Dr. Steiger. “If, for example, a dying star, or so-called supernova, emits large amounts of neutrinos in the sky, we are now able not only to see the neutrinos but also reconstruct with high precision, the point in the sky, where this explosion took place. Effectively we now have a telescope to look into these different neutrino sources to better understand the processes. By detecting light over the entire spectrum, gravitational waves and now also neutrinos with high statistics, energy resolution and directionality start a new era of multi-messenger astronomy.”
Do you want to start using OPC UA today? Now you can seamlessly connect your current system to OPC UA with Cogent DataHub OPC Gateway, and convert real-time, streaming OPC DA data to UA or vice-versa. Using the OPC Gateway feature, you can connect any OPC DA server or client to any OPC UA server or client, locally or over the plant network.