7 minute read
ENDURECIM IENTO SUPERFI C I AL DE L AC ER O

INTRODUCCION
Los individuos percibimos estar metidos en un mundo elaborado a partir de materiales de naturaleza met€lica, polim•rica, cer€mica y todas sus posibles combinaciones. Estos materiales sustentan nuestro presente bienestar y hacen f actibles nuestro progreso futuro. Las actuales exigencias tecnol‚gicas ponen de manif iesto la necesidad de disponer de materiales met€licos con elevadas prestaciones bajo condiciones de servicio crƒticas . Los tratamientos superf iciales de los metales son procedimientos para mejorar determinadas caracterƒsticas de la superf icie de las piezas terminadas, como la dureza, el brillo, la resistencia al desgaste o la resistencia a la corrosi‚n y la oxidaci‚n, entre otras.
Advertisement
En el caso del acero el tratamiento superf icial puede consistir en la aplicaci‚n de un recubrimiento superf icial o bien en la modificaci‚n de las propiedades en una capa superf icial de la propia pieza de acero. Generalmente los tratamientos t•rmicos superf iciales tienen por objeto el endurecimiento de la superf icie de los metales y, por consiguiente, el aumento de la resistencia al desgaste, conservando la ductilidad y tenacidad del n„cleo.
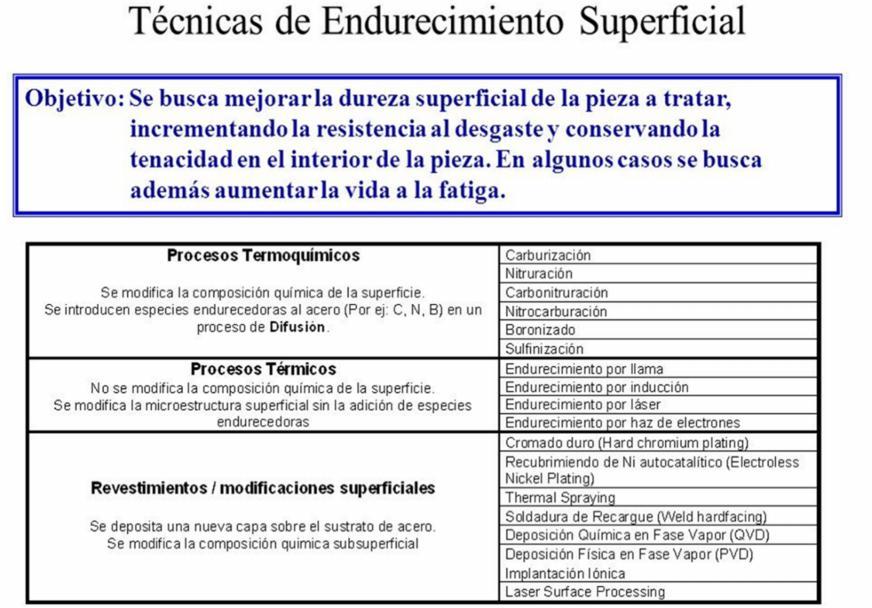
El endurecimiento superf icial es un t•rmino general que abarca una amplia variedad de t•cnicas, todas ellas con el mismo objetivo. Esta combinaci‚n de superf icie dura y resistencia al impacto, dos propiedades en general opuestas entre sƒ, es „til en piezas tales como engranajes, ejes y piezas so metidas al desgaste mec€nico. Hay tres enf oques dif erentes a los diversos m•todos de endurecimiento superf ic ial. Estos son: Procesos Termoquƒmicos, Procesos T•rmicos y Revestimientos. Y en este caso solo trataremos los procesos termicos.

TR AT AM IEN TOS SUPERFICI ALES MEDI AN TE L A MODI FIC AC I€N DE L A MI CR OE STRUC TUR A S UPERFICI AL
1.PROCESOS TERMICOS
En el PROCESO T …RMICO, elm•todo no modif ica la composici‚n quƒmica de la superf icie, se modif ica la MICROEST RUCTURA superf icial sin la adici‚n de especies endurecedoras. La modif icaci‚n de la microestructura superf icial y las propiedades de los materiales de la ingenierƒa de superf icies, puede desempe†ar un papel importante en el control del inicio de una falla.
Los principales T ratamientos Superf iciales mediante PROCESOS T…RMICOSson: 1. Endurecimiento por llama 2. Endurecimiento por inducci‚n 3. Endurecimiento por laser 4. Endurecimiento por haz de electrones
El temple superf icial se realiza calentando la capa superf icial del acero hasta una temperatura superior al punto crƒtico (para austenitizaci‚n), y con el enf riamiento posterior a una velocidad superior a la crƒticapara obtenci‚n de la martensita.
El objetivo fundamental del temple superf icial es: aumentar la dureza superf icial, la resistencia al desgaste y el l ƒ m i t e de fatiga de la pieza que se trata. El n„cleo de la pieza se conserva d„ctil y tenaz y soporta las cargas de impacto. Los aceros de medio y alto carbono pueden endurecerse en la superf icie por endurecimiento mediante f lama, por inducci‚n y en electrolito
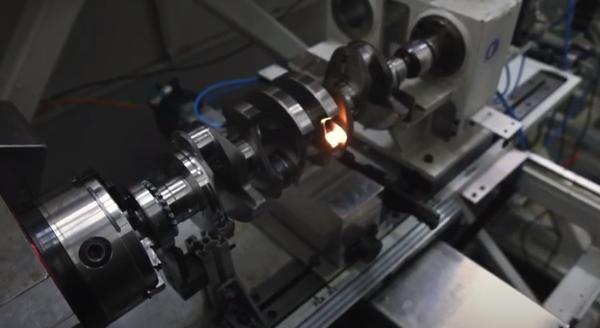
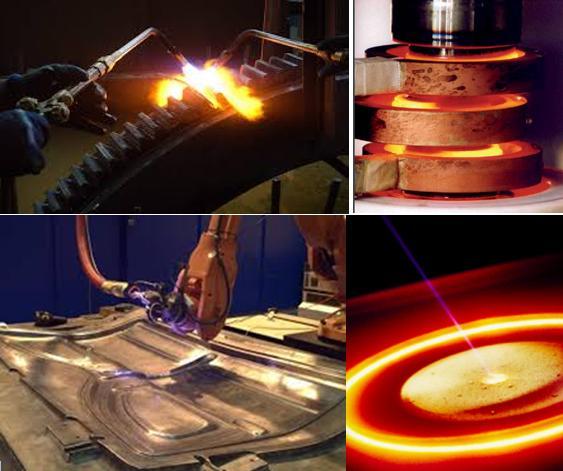
TEMPLE POR LLAMA
Este proceso es tambi•n conocido
como ‡shorter processˆ, ‡shorteringˆ, ‡f lameadoˆ, se emplea para endurecer superf icialmente ciertas piezas de acero, que por su f orma o dimensiones, no pueden ser endurecidas por otros m•todos, se puede utilizar la llama de oxiacetileno, gas del alumbrado, gas natural y otros gases derivados del petr‚leo y de la gasolina. El temple por llama oxiacetil•nica es el m€s utili zado.


El procedimiento consiste en templar determinadas zonas de las piezas, calent€ndolas con una llama oxiacetil•nica como se muestra en la f igura 1 y enf ri€ndolas luego
r€pidamente.
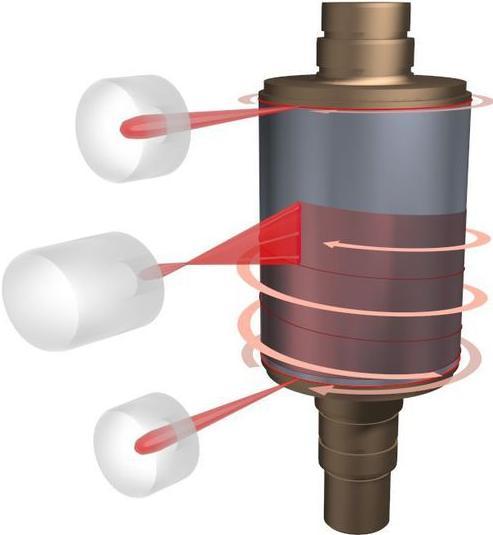
Figura 2. Temple oxiacetil€nico en espiral
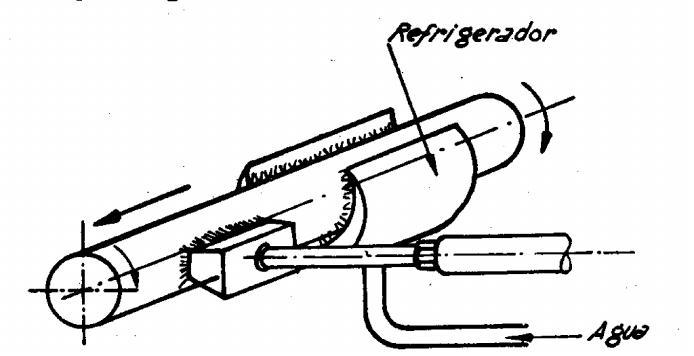

3.
M€quina en que la llama y el aparato de enf riamiento se mueven a una determinada direcci‚n y la pie za a la otra direcci‚n.

4.
M€quina en la que se aplica la llama durante el tiempo necesario para que el acero alcance la temperatura de temple y entonces se alcanza el dispositivo de
enf riamiento, y asƒ sucesivamente, f igura 3.
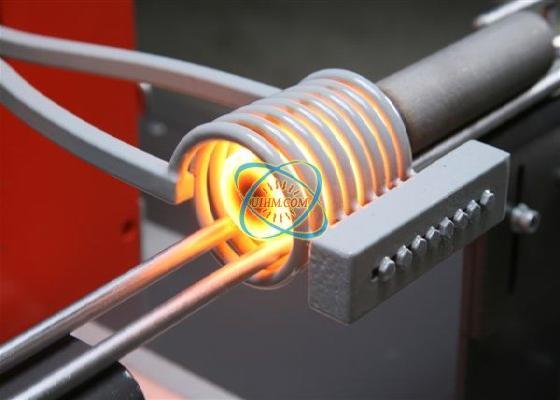
ENDURECIMIENTO POR INDUCCI€N
Este procedimiento se utiliza para endurecimiento superf icial de peque†as piezas de acero, por temple de su zona perif •rica. El calentamiento por corriente de alta f recuencia se efect„a en muy pocos segundos, pudi•ndose adem€s si se desea, locali zar el tratamiento en zonas muy limitadas.
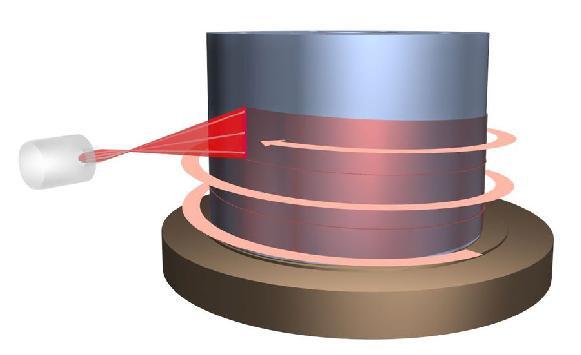
Las piezas se colocan en el interior de una espira o conjunto de espirales de forma apropiada, a trav•s de la cual se hace pasar una corriente el•ctrica de alta f recuencia que calienta las piezas a temperaturas elevadas como se aprecia en la f igura 4, luego se enf rƒa r€pidamentecon una ducha de agua o introduci•ndolas en recipientes de agua o aceite. Las espirales est€n constituidas por un tubo de cobre ref rigerado interiormente por agua. La corriente el•ctrica crea en el interior de las espirales un campo magn•tico alternativo, que a su vez da lugar a corrientes el•ctricas alternativas de alta f recuencia en las piezas, que son suf icientes para calentar el acero.

Figura 4. Calentamiento de pie zas con corrientes de alta frecuencia.

Los sistemas de calentamiento por inducci‚n se basan en la aplicaci‚n de la inducci‚n electromagn•tica. Los componentes b€sicos de un sistema como •ste incluyen: una fuente de poder de corriente alterna, un inductor (bobina de cobre), y una pieza met€lica de trabajo.
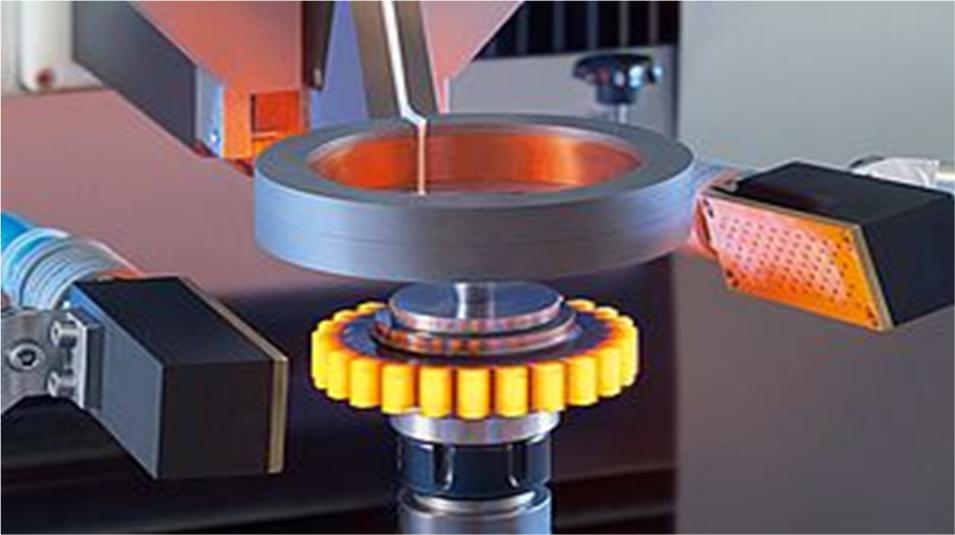
La f uente de poder manda una corriente alterna a trav•s del inductor produciendo un campo magn•tico que induce en la pieza una corriente el•ctrica que genera un calentamiento de la misma sin contacto f ƒsico.
Debido a que el campo magn•tico aplicado es alterno, la corriente inducida no circula unif ormemente en la secci‚n de la pieza, sino que es m€s intensa en la superf icie y nula en el centro. La prof undidad de penetraci‚n de esta corriente depende de la f recuencia
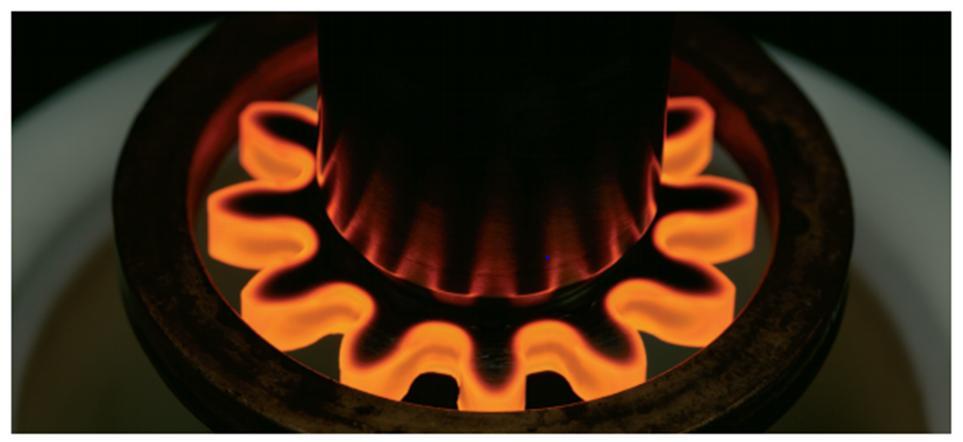
de la corriente inductora, resultando que el calentamiento es m€s superf icial cuanto m€s alta es la f recuencia.
El calentamiento de las piezas de acero consecuencia de dos fen‚menos distintos: se efect„a en este proceso como

1. Por Hist•resis: Bajo la acci‚n del campo magn•tico las peque†as partƒculas de hierro tienden a polarizarse en un determinado sentido, cre€ndose en cada uno de ellas un polo norte y un polo sur. Al variar el sentido del campo con mucha f recuenta, las peque†as partƒculastienden a seguir esas variaciones, modif ic€ndose la situaci‚n de sus polos y c re€ndose una gran f ricci‚n molecular interna que desarrolla calor y que al disiparse a trav•s de la pieza eleva su temperatura. En el temple de los aceros por alta f recuencia, el calentamiento por hist•resis tiene muy poca importancia.

La martensita es una fase de equilibrio, pero es extremadamente dura y quebradiza y requiere un proceso adicional para que el acero se pueda utilizar como cigŠe†al. Este proceso se llama templado e implica calentar moderadamente el acero en el caso de un cigŠe†al (en alg„n lugar entre 500 y 700 grados C (aproximadamente 930-1300 grados F) para un acero de nitruraci‚n, dependiendo del gr ado exacto y el nivel de resistencia deseado. ). Los aceros para otras aplicaciones se templar€n a temperaturas m€s altas o mucho m€s bajas (por ejemplo, los aceros comunes para engranajes se templan a alrededor de 150 grados C). En cuanto a la estabilizaci‚n (alivio de la tensi‚n), el revenido depende de una combinaci‚n de tiempo y temperatura. Si la temperatura en servicio (o durante el resto del proceso de f abricaci‚n) excede la temperatura de revenido, existe el peligro de p•rdida de propiedades mec€nic as.