P O R T F O L I O Amir Arsalan Tahouni Master of Architecture Design for Manufacture Bartlett School of Architecture University College London - UCL 2018/19
Image By: Sarah Lever
This portfolio is the set of projects carried out by me as a student of Master of Architecture Design for Manufacture [MArch DfM] and my teammates, Matthew Osborne and Archana Chenthil Kumar during this fifteen-months programme. My Outline and main vision from the very beginning of the programme was to investigate the new ways of reusing or recycling. In the boundaries of Design for Manufacture, I explored new materials and tried to find a novel approach to behave the materials at hand. Also my Thesis functioned as a framework to structure this master’s course. “How can we utilize a system’s engineering approach in assembling irregular structures?” was the topic of my Thesis, within which the different alterations of the final technique of studio project is compared.
Special Thanks to my tutors: Emmanuel Vercruysse, Christopher Leung, Vincent Huyghe, Tom Svilans
2
INDEX Index . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 Context . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 State-of-the-Art . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 Methodology . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11 Scanning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 Analyze & Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16 Manufacturing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23 Augmented Reality . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35 Robotic Winding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
3
CONTEXT
4
CONTEXT The main key of the project of the very beginning was Sustainability. We started the project by focusing on different types of waste. after testing and working with different materials such as molten resin, grinded plastic and casting slip, we finally found Stone as an interesting and unexplored field amongst materials. Marble Quarry, Cutting and blasting processes creating chunks of un-usable material
Irregular stones
Raw Irregular Limestone is used in the project
Construction waste at a landfill
Demolished building make un-usable material
Cultural Heritage site, Yemen
Around 60% of total generated waste is made by CD&E industry. The treatment of waste is usually either recycling and recovery or landfill. We decided to investigate a path within which we would be able to reuse this raw waste instead of spending so much time and energy to recycle it and make to another material. The potential questions were: How can we add value propositions in this process? How can we turn such an un-used and irregular material to an construction unit so that it could be used as it is? How can we upcycle the stone with the least amount of energy instead of recycling it.
5
S TAT E - O F -T H E - A R T
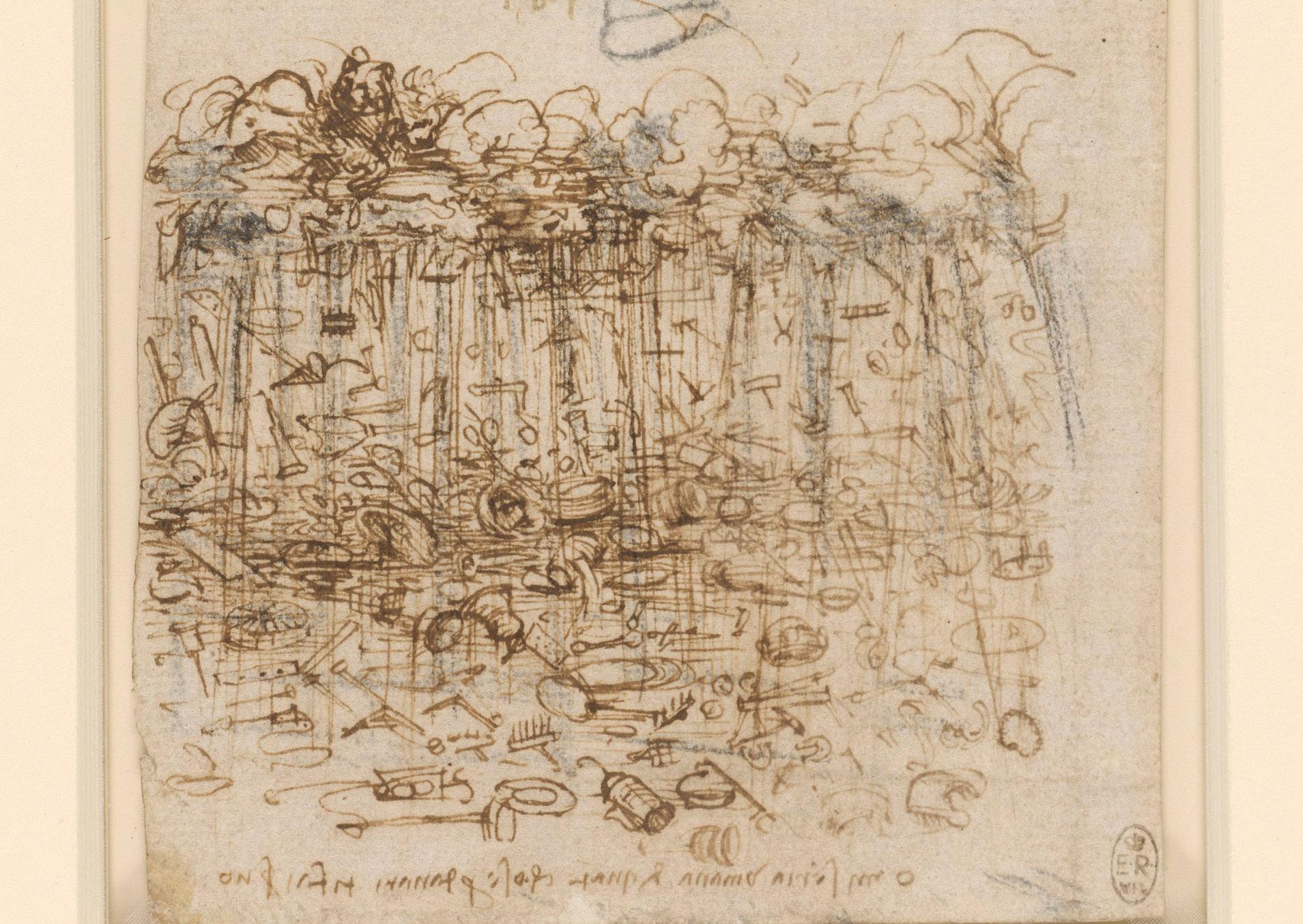
A cloudburst of material possesions - Da Vinci
6
Rock Print If you stack layer upon layer of small stones atop one another, what you eventually get is a pile of stones, but when you add strings, the whole process would be different. That’s the idea behind Rock Print, an installation at the Chicago Architecture Biennial created by Gramazio Kohler Research of ETH Zurich and Skylar Tibbits of MIT’s Self-Assembly Lab, which uses just these two elements to create a four-legged column that is self-supporting and can be quite unraveled into its constituent parts after use.
The key difference of this project is that there is not any control over every individual piece, where as in our project, we have control over every bit of the structure.
Image by: ETH Zurich Team
Image by: ETH Zurich Team
7
Armadillo Vault The Armadillo Vault was the centrepiece of the “Beyond Bending� exhibition at the 15th International Architecture Exhibition - La Biennale di Venezia, curated by Alejandro Aravena, which was held in Venice, Italy, from May 28 to November 27, 2016.
Its funicular geometry allows it to stand in pure compression, while tension ties equilibrate the form. Starting from the same structural and constructional principles as historic stone cathedrals, this form emerged from computational graphic statics-based design and optimisation methods.
This vault is comprised of 399 individually cut limestone pieces, unreinforced and assembled without mortar and it spans 16m with a thickness of 5cm.
the key difference of this project is that they machined the stones whereas in our project machining the stones was one of the redlines that we didn’t cross. Image by: Alexandero Aravena
Image by: Alexandero Aravena
8
Cyclopean Cannibalism Cyclopean Cannibalism argues for the ingestion of waste materials to generate new structures. It links two islands of knowledge: ancient stone-fitting techniques and contemporary computational tools. It perceives cyclopean masonry as a living system that ingests urban debris to generate new, flexible building systems. Technique is prioritized over final form, with mass-customized units robotically carved to generate a single system. Image by: Acadia
Image by: Acadia
Image by: Acadia
9
Bartlett Unit 17 Ghost House A group of year 4 students from The Bartlett School of Architecture’s has done a construction project in West Galway, Ireland. The project aims to create a ‘ghost’ of the existing St Macdara chapel located on a remote island off the coast of Connemara. They built a negative skeleton of the existing Macdara chapel to create a web of gaps which has formed the main enclosure.
What they did was quite similar to our project, in terms of understanding the geometries. They tried to understand the geometry of that chapel and then they constructed the negative of that structure by another material.
Image by: Bartlett unit 17 Team
Image by: Bartlett unit 17 Team
10
METHODOLOGY
11
Photogrammetry, Creaform 3D Scanning Surface curvature, Features & character, Gripping zones
Indicative Design to inform overal geometry
Structural stability - Positions of elements
Fabrication methods and techniques in additive manufacture/milling etc to make connections.
Augmented Reality, Mobilephone Applications, eyewear.
Sequential Assembly, step by step process assisted by AR
12
SCANNING
13
Scanning We tried both photogrammetry and also 3D Scanning. for Photogrammetry a Canon Camera 700D and for the 3D scanning a Creaform Handyscanner was used. For photogrammetry we maid our on reference plate in order to become able to match the scales of the stones after scanning with the reality.
Also for the 3D scanning, the scanning stage was made by the B-Made staff. Using that, there were no need to have extra referencing nodes on the stones to identify to geometry, since there were enough referencing points on the scanning stage. Overall, 3D Scanning was more reliable, easier to use, faster and more precise in comparison to the photogrammetry. The analysed comparison will be discussed later.
3D Scanning using the scanning black stage
3D Scanning first attempts
14
As my thesis topic, my main task in the group througout the year was to analyze the general workflow and try to find new ways to enhance the general process from the System’s Engineering point of view. For 3D scanning, we use “VX-Elements” to scan the stone. Then we use “Z-Brush” to cap the holes and reduce the mesh size. Then the “Geomagic” to simplify the mesh. At the end, the *.obj file is ready to be imported into the Grasshopper. On the other hand, when we choose the photogrammetry, the “Autodesk Recap” is the useful software to put the photos together and make the mesh. Then the rest of the process is through the “Z-brush” and “Geomagic” as well.
Alternatives
Availability of Resources
Cost
Photogrammetry Setup
Time
Labour
Precision
Photogrammetry
3D Scanning
Both are available equally
The camera is cheaper than the 3D scanner, 10mins + 20mins postbut until the group has production access to it, they are equal.
3D Scanning 1person is more precise and convinient
The trade-off here is the fact that VX-Element is a live software, so we can see the mesh actually while the stone is being scanned. Different sides of the stone would be visible, and the amount of the errors will reduce. However, when using the photogrammetry, this is not the case anymore. The SD card will be taken out of the camera and photos will be sent to the Autodesk Recap, and it takes a while to produce the mesh, and then we can see the mesh for the first time, and if there is something wrong with our scan, we should do the entire process again.
15
A N A LY S E & DESIGN
16
Analyses We have done done different analyzes on the geometry of the stones in order to have a better understanding of them.
The analyses include: • • • • • • • • •
Convex and Concave Parts Surface Devisions Ridge Lines and Ridge Curves Mesh Density Roughness nad Flatness Gripping Points Longest Span of the Rock Biggest Sitting Area Stone Natural Orientation
17
Roughness In order to find the roughest parts of the stone, through an optimization process using Genetic Algorithms (GA) in octopus -a grasshopper’s plugin- we figured out the roughest parts of the stones. Based on the standard deviation, wherever the surface is rough, it means that the number of the mesh faces are higher and thei angles are differenciate more in comparison with the flat parts. In other words, at the roughest parts, the Normal vector of faces are more different from each other. Therefore, for this optimization, in a circumference around each node of the stone’s mesh, the angle between each mesh face in that radius and the average normal vector of all of the faces in that radius is calculated, squared, mass additioned, divided by the number of the faces and then rooted. This will give us the standard deviation of the normal vectors within that boundary. The higher the standard deviation, it means that the more differenciated the numbers are, hence it is rough. Based On: Standard Deviation • Parameters: Rotating The Rock Around All Axes • Goal: Maximum Roughness
18
Maximum Projection Area For the base stones, in order to find the best three points that can hold the stones as the base connection, this optimization is used. It will run through all of the points of the bottom of the rock (The relaxed orientation of the rock is calculated previously). It will take each set of three points and calculate the area of that triangle between them. The triangle with the biggest area is equal to the biggest projection of that stone from the bottom on the ground.
• Based on: Stability • Parameters: Points at the bottom • Goal: Biggest triangle projection
19
Structural Analysis To achieve structural stability, the entire structure is analyesed using Karamba 3D. The connections are functioning as beams and the stones center’s of gravity are the nodes of the system where the loads come in. The loads are also calculated using the density of the limestones multiplied by the volume of the meshes.
• Based On: Structural Analysis • Parameters: Height Distance Order Curvature • Goals: Displacement Shear Force
20
Design We had different designs throughout the year. The iterations varied from a straight column to a bench, a 3leg arch, or a bridge. In each design, we followed a different method of generating the global form and also the individual stones.
21
1500 mm Height
With all the analysis on the features of the rock, it was now possible to design with them. Based on the criteria, the rocks could be aligned to any shape, manipulated digitally to understand how they fit within an overall geometry.
In these trials, any designed shape can be broken down into parts that require specific performance from the rocks, such as more gripping surface or higher volume etc. The rocks, now categorised into different libraries, based on their analysis for flatness, roughness, volume, geometry etc can then be used to fill in the appropriate zones within that geometry.
600 mm width
22
MANUFACTURING
23
[ subractive manufacture - timber//stone ]
#Protoype 1 Rough pass
Finish pass
TIMBER//STONE
2. Manufacture
Single and double side milled wood that forms a solid joint component on the stone.
Wood being an inherently stronger material was a good option for joint component. The resolution of the surface of the stone was captured on the wood to a high precision, through CNC milling.
Single side milling: The 3 axis CNC milling only required two tool changes, a 12 mm end mill for the rough cut and a 6 mm ball nose for the final cut based on the joint.
3. Results
1. Type of Interface.
1. TYPE OF INTERFACE
It provided high geometric tolerances while dealing with tight angles and provided good surface finishes. The major drawback for CNC milling with wood was working with undercuts. As the best gripping surfaces had undercuts, this could not be achieved on a 3 axis HAAS machine.
Double side milled wood in the form of a waffled structure. This allows for reduced amount of wood.
3. RESULTS
2. MANUFACTURE PROCESS
Irregular piece of waste wood that was used as stock material for single side milling.
Fusion toolpath (3D pocket machining path) for first pass of rough cut milling with 6 mm end mill.
Fusion toolpath (parallel machining path) for finishing pass milling with 6 mm or 3 mm end mill.
3D model of milled wood sitting with the stone.
24
[ subractive manufacture - timber//stone ]
#Protoype 2
Aspects of quality: 1. Mesh resolution 2. Tool sizes, tool path 3. Wood texture and grain quality. 4. Undercuts in the geometry.
3. RESULTS
Profile of the double side milled wood component.
Fusion toolpath indicating the finishing toolpath (parallel machining path).
Surface mapping resolutions -
results depend on the process of manufacture.
Significant variations between subtractive (CNC, robotic milling) and additive manufacture (fds printing) indicate different capabilities and limitations.
Limitations - CNC
Manufacture
This double sided milling required two setups on the fusion toolpath file. This was done using a 12 mm end mill cutter for the initial roughing pass. The finishing pass was done using a 6 mm ballnose cutter.
Quality
2. MANUFACTURE PROCESS
High resolution that fit very well with the surface of the stone. The major drawback for CNC milling with wood was working with undercuts. As the best gripping surfaces had undercuts, this could not be achieved on a 3 axis HAAS machine.
25
26
[ subractive manufacture - timber//stone ]
Intent
#Protoype 3
2. MANUFACTURE PROCESS
Waffled approach to creating smaller wood elements that can include undercuts. The undercuts, to an extent, could be addressed by Kuka KR60.
Toolpath of the robot. It extends outside the piece to ensure a clean finish on the wood.
3. RESULTS
Three holes were made on all the small wood elements. These were precisely lined up on the jig for every milling operation, maintaining precise alignment.
JIG development. The jig was specially made for this robotic milling operation. Requirements for the jig: - Sufficient height from rotary table to avoid collision between robot and rotary table. - Central rod for securing the wooden piece. - Two additional rods to avoid any turning/rotation in the wood while milling. - Held such that the robot can mill from all directions. Link: https://vimeo.com/374643617m/374653006com/374653006
Machining review.
Manufacture
This prototype required a special robotic cell setup, with a jig that allowed for the wood piece to be held.
It captures better undercuts in comparison with 3 axis CNC milling. However, this compromised on the accuracy of the milled surface. Other significant drawbacks were the size of the stock material required in order to accommodate appropriate work holding, this contributed to wastage of wood.
27
[ subractive manufacture - metal//stone ]
Limitations - #1
A full-scale architectural system would easily require a large number of joint components, this process was not a viable one in terms of material usage and manual labor. The underperformance was also because of the bulk of the rod, which was a lot of material that did not actively engage with the stone in frictional locking.
3. Results - #1
For the solid AL rod, the resolution was detailed and followed the surface profile of the stone. However, without the undercuts the gripping was not tight and caused slippage. The machining took 55 mins per component.
3. Results - #2
#Protoype 1 & 2
Once the work holder was set up, this method from the CAM diagrams to the execution was very time efficient. It fit better on the stones and overall performed better than the solid model.
METAL//STONE
1. Type of Interfaces.
1. TYPE OF INTERFACE
Aluminum is easy to machine and highly recyclable. Being durable and strong, it reduced the possibilities of chipping or tears with the stone, unlike wood. The prototypes were significantly different from each other because of the type and performance of their interface.
Solid 50mm aluminium rod milled on one side with a 3 axis cnc machine.
Hollow 35mm diameter aluminium pipe milled on both sides with a 4 axis cnc machine.
2. MANUFACTURE PROCESS
Most of the hollow components were done in under 90 secs at 90% of the feed rate. This method proved to be very quick and used minimal material.
3 axis milling
Fusion model indicating both sides of a split joint component that show the alignment holes that is used to align and fix them.
4 axis milling
Fusion model of the piece held in place on a custom work holding that didnt need any flipping or realignment.
28
[ subractive manufacture - metal//stone ]
#Protoype 1
3-axis CNC machining
Machining paths: Scallop, Parallel, Ramping Tool sizes: 6 mm end mill cutter, 3 mm ballnose cutter Machining time: 55 mins per piece Toolpaths for first side/first setup
Toolpaths for second side/second setup
Solid Aluminium rod - 50 mm Dia.
5 mm dia. hole for piece alignment.
Manufacture - #1
Custom workholder setup
A milling arrangement with two alignment holes was setup. Since the joint was split into two halves and put together with the alignment holes. Both parts needed to be milled. Work holding was crucial here. Even the slightest variation of alignment caused assembly failure.
29
[ subractive manufacture - metal//stone ]
4-axis CNC machining
#Protoype 2 Machining paths: 3-axis rotational milling Tool sizes: 6 mm 45 degree V - cutter Machining time: < 90 seconds per piece
Stone curvature profile mapped as an outline. piece held in place with four M4 bolts.
Fusion toolpaths for mapping the profile:
Aluminium Jig to hold the pieces in place.
Manufacture - #2
Same setups for various pieces:
Wall thickness of tube - 1.85 mm. The machining strategy was altered so as to mill exactly what was required to cause an interlock, which was the undercuts. The zig-zag pattern was mapped along the perimeter of the tube using a 4 axis HAAS cnc machine. Done with a 6 mm 45-degree cutter and a work holder that allowed for both sides of the tube to be milled without any flipping or realignment to match the profiles.
35 mm dia. Aluminium tube of 1.8 mm thickness.
Aluminium Jig shows the profile edges of the pieces milled.
30
[ additive manufacture - pla//stone ]
Intent
Another experiment was a node-based approach that allowed for very specific small liaisons on the surface of the stone. This was based on a system of having the forces meet at the central node through square rods, providing a different aesthetic language
Limitations
PLA//STONE
Infill density has to be very high increasing printing time. And despite a voronoi set up to reduce material, since it was FFF printing, material was lost on support structures.
3. Results
#Protoype 1,2 & 3
The voronoi configuration was set up to reduce the material build up and test its strength against a similar solid fill part. It proved to be equally strong. The main variables that affect its performance are build orientation, layer thickness, air gap, raster angle, material type and manufacturing speed
1. Type of Interface.
1. TYPE OF INTERFACE
Fusion filament fabrication method is a material melting additive manufacturing method that is widely used for thermoplastics. By this method, the parts are made by a movable nozzle which deposits repeated layers that adhere to previous layers and bonds upon solidification.
3D printed Voronoi joint component for reduced material.
Link: https://vimeo.com/374644785m/374653006com/374653006 This 3D printed + steel rods joint component was designed for a specific criteria of adding height and using minimal 3D printing.
2. MANUFACTURE PROCESS
3. Manufacture
Fitting accuracy and strength All samples were printed with the Ultimaker Cura with an extruder diameter of 0.4mm and PLA filaments of 2.85mm diameter. They were printed with a raster gap (or layer thickness) of 0.2mm, at a printing speed of 100 m/s.
The mechanical interlocking of the joints showed unprecedented behavior. The parts have high contour resolution and fit precisely on the surface of the stone.
PLA allowed a certain amount of flex or â&#x20AC;&#x2DC;giveâ&#x20AC;&#x2122; which allowed forcing it into undercuts that then formed secure joints.
Depending on the requirement of the final design intent and the number of stones available. The joint components can be customized.
31
Possibilities
The in-between spaces can serve multiple applications that include, design intentions such as spanning larger distances with smaller number of stones.
Failure
1. Lack in appropriate scaffolding lead to difficulties in being able to build 2. The metal rods with the circular profile caused smalled rotational effect on the joints, which caused deviations as we built up. 3. Cumillative errors as we built up lead to misalignment of pieces.
3. Results
Max deviation with a slight undercut can help achieve a strong fit that can stay tight on the surface of the stone.
4. Outlook
[ subractive manufacture - timber//stone ]
While strong connections with high densities are printed they take long printing hours and are sometimes not uniform. For the purpose of spanning square profile rods would work better as it would avoid a rotational effect.
#Protoype 3
Pictures of work in progress of three legged arch model structure.
Intent and parameter based design experiment. Optimised with a specific target behaviour of the final overal structure.
13 stones 29 connections
430 mm
From the different valuable qualities of the tests, a final model was developed that used metal rods to reduce the use of 3D printed material as well as to internalize within the overall design, parameters like increasing distance between stones etc. The rods helped achieve target height.
variable length
3. Manufacture
50 mm
670 mm
32
Manufacturing Alternatives from System’s Engineering Point of View • No computation • 100% of undercuts • 0 person • 24hrs per day, 168hrs per week
• A few hours of computation • ~0% of undercuts • 1 person • Only during workshop hours (6.5hrs per day, 32.5hrs per week)
• 2 day of computation • ~50% of undercuts • 1 or 2 person • Only during workshop hours (6.5hrs per day, 32.5hrs per week)
Alternatives
Availability of Resources
Cost
Time
Labour
Precision
Cons
Pros
3D Printed Voronoi
All are available at BMade shop. However, it should be noted that the amount of the cost behind aluminum is more than PLA and that is more than timber/plywoo d
£25.00 per box (enough for about 20 to 30 mediumsized connections) £1 per connection. The ones with aluminum costs around £2 per connection
10mins
0
90%
Support material Strength
20 mins
2
90%
2 types of material
Light and stable Aesthetics Porosity Optimised Excellent undercut gripping
30mins
2
70%
Cost Not optimized Slippery 2 types of material
Solid Aluminum Cylinders – CNC Milling
£60 per meter, £4 per connection
5mins
1
80%
Cost Weight Not optimized
Material Strength
Aluminum Pipes – CNC Milling
£14 per meter, £1.4 per connection
5mins
1
70%
Slippery from the surface
Fast to produce Minimal material
18mm Plywood Slates – Robotic Milling
£8 per sheet (60*60cm) £1.33 per connection
60mins
1
50%
Limited in Depth Not stable Strength Multiple Parts
Minimal material Aesthetics Porosity
Timber Chunk – Robotic Milling
£7 per meter £1.4 per connection
60mins
1
90%
Not optimized Depends on available stock
Structural stability Strength Aesthetics Visual Opacity More control on the depth
3D Printed single-sided with Aluminum rods 3D Printed Node Based With square rods
33
Design Intent was to establish a level datum. The flat surfaces were procedurally identified.
Image By: Sarah Lever
34
AUGMENTED REALITY
35
[ guidance system ]
Within this project, it was quickly evident that assembly by reference to a 2D diagram was a tedious process. It multiplied the complexities as the structures got larger with more connections. A 3 dimensional guidance system was required for easy assembly.
function 1: MATERIAL SORTING
function 2: CONNECTION PLACEMENTS
function 3: SEQUENTIAL ASSEMBLY
function 4: VISUALIZATION
New form of notation
Augmented reality
CONCEPT OF NOTATION - 3D DIGITAL GUIDANCE SYSTEM A change from the traditional way of notation. A paradigm shift to a 3 - Dimensional notation to intuitively understand materials with its characteristics. A 3D digital guidance in design and construction through Augmented Reality, which enables digital layers that can aid and simplify the process of assembly.
36
[ material sorting ]
Rock specific data - the information is embedded in the material.
How?
What?
Picking the right stone. Recognizing the correct stone from a collection and highlighting it. Thereby, aiding in the sequential assembly of the structure. The system distinguishes between the stones purely by their visual appearance. This implies that every guiding view must be different and their recognition range and angle is recorded.
unique silhouette for each stone.
Irregularity - An Advantage
Augmentation is developed for recognition and tracking of every element. Each stone acts as a unique model target that can be recognised by shape and features by the pre-existing 3D scanned data.
Same rock viewed in different orientations. All the different orientations provide a different rock profile and show different features on that face. This gives ample data for the augmentation to use.
Irregularity - An Edge
#how can the irregularity aid augmentation?
AUGMENTED REALITY
This sort of recognition would not be possible with a standardised building material such as bricks. This can aid very customised assemblies that serve very specific performance criteria.
unique collection of ridges and valleys on each stone.
unique collection of viewing recognition range, angle and orientation.
unique position within a structure.
User and design specified data - the information is embedded by the designer and our requirement.
37
#how augmentation works here?
[ material sorting ]
Augemented reality pipeline:
Area of maximum standard deviation used for optimization. Finding the right amount of undercuts. Grippable strength:
3D scanned model
Vertex area of high curvature. Can work for ball-socket type connections. Grippable strength:
Designed with Rhino + Grasshopper
#Function 1 UNITY + VUFORIA
(Software used for augmentation)
How?
Mobile device or eyewear The most suitable method for AR in this project is the marker based approach. Unity enables apps built using Vuforia Engine to recognize and track particular objects in the real world based on the shape and features of the object.
step [ONE] - MATERIAL SORTING
Aspects
Key features: •Strong defining corner points •Profile of stone. •Prominent ridge lines and valleys lines.
Strong features such as highly defined ridge lines and valleys provide data for Augmented reality tracking and recognition. Recognition strength:
Stone profiles provides distinctive outlines that inform the data for Augmented reality Guide views for user ease. Recognition strength:
Link: https://vimeo.com/374641586
Corner ridge lines provide vertexs for grippable zones. Grippable strength:
38
[ connection placement ]
#Custom Application development
step [TWO] - PLACEMENT
#Function 2
Initial developments
Prototyping AR applications
Initial prototypes indicating the connection placements by augmenting coloured dots to highlight the position of the connection, through the mobile application.
STEP THREE
The different colours were to indicate different connections. Prototype 1
Link: https://vimeo.com/374781597
Further developments
The black colour overlapping the tracked stone could be avoided in further developments. This was due to lack of occlusion.
This was straightforward when the system contained information regarding one stone and its subsequent connections. The second prototype replaced the dots with the actual connections. Highlight the exact geometry of the connections, immediate context etc. This offered a better guidance in slotting the connections onto the surface of the rock.
STEP TWO
The next stone is augmented. For built structures this meant digital and physical models can be cross checked for accuracy.
STEP ONE
Prototype 2 https://vimeo.com/374642112
39
Step 5 Step 6 Step 7 Step 89 Step Step Step 89 Step N
tracking data for rock 2
Step 4
tracking data for rock 1
Step 3
Custom database for a specific assembly.
Step 2
With assemblies that had multiple rocks, the correct information for each specific tracked rock need to be called. This required a database that can appropriately store and call the data in a sequential manner.
Database development
Step 1
Further developments
The second prototype replaced the dots with the actual connections. Highlight the exact geometry of the connections, immediate context etc. This offered a better guidance in slotting the connections onto the surface of the rock.
Model explanation
#UI and app development for an interactive guidance system for construction
tracking data for rock N
(Specific #1) (Specific #2) Guideview Guideview surface features surface features angle/orientation angle/orientation recognition recognition distance distance
(Specific #N) Guideview surface features angle/orientation recognition distance
Augmentation Augmentation data for rock 1 data for rock 2
Augmentation data for rock N
(Specific #1) (Specific #2) • Number of joint • Number of joint components components • Joint component • Joint component numbers numbers • Component • Component geometry geometry • Connection • Connection position position • next rock in • next rock in assembly assembly
(Specific #N) • Number of joint components • Joint component numbers • Component geometry • Connection position • next rock in assembly
Guide View of the second rock in this assembly process. Once the camera aligns the correct rock face to the guide view, next layer of information will be augmented.
Choose the assembly for instructions. ASSEMBLY 1
ASSEMBLY 2
ASSEMBLY 3
With or without a guideview? Advanced 360 allows the software to train the target model from all angles thereby eliminating the need for a guideview. This would seamlessly track the rock from all directions. However, it requires large amounts of information and decreases the performance of the application. This a new feature that requires further development. Advanced database allows you to train a database containing multiple target models (rocks) each with one or more guide views. Model used in this workflow
Displays the level/step in the construction of the assembly. Guide View of the stone to be tracked. Previous and Next buttons - moves through the steps in the assembly. Display Information regarding the assembly. • Total number of stones. • Total number of connections.
40
Outlook
The app can include more information such as geo-locations, multiple guideviews for a specific rock. While currently this is a module for mobiles, it can be published for digital eyewear, making its easier assembly.
Scope
The output would track the features to help visualize the overall architecture scale model in the context it was intended, by simply referencing to a CAD model and environment. This would facilitate more freedom in design exploration.
step [FOUR] - VISUALISATION OF ITERATIONS
It can allow visualisation of large scale structures prior to assembly stage, by scanning any appropriate tracking material. This could enable a feedback loop during the design phase. link: https://vimeo.com/374646422
EXPERIENCE Key features can provide a scannable element for viewers to envision various structures in a space.
41
ROBOTIC WINDING Our first serious attempt before investigating the world of stones, was the robotic winding. We were trying to find different ways of casting, We had different ideas such as waffle structures, grinded plastic, molten resin and so on. Eventually, the last prototype that we were trying to make was to make a pattern with robotic weaving and then try the slip cast it, so that it can hold a certain shape.
The group made the tool for the purpose of this prototype
42
After making the jigs, the tool and also preparingtesting the net in the slp cast, It was the time for the robotic winding. The simulation was prepared in the Grasshopper and as seen below, the digital and physical model worked equally.
43
these two are the final prototypes. The project changed direction after making this prototypes and they never completed
44
S
Arsalan Tahouni
Image By: Sarah Lever