
Trends in der Produktentwicklung

KI als Multitool in der Produktentwicklung? 8
Vom Sensor zur KI: Die Evolutionsstufen smarter vernetzter Produkte 12
Nachhaltige Produktentwicklung – verantwortlich Zukunft gestalten 20

Gestalten Sie eine dynamische Zukunft in Industrie und Wirtschaft
mit einem Studium an der Fachhochschule Kufstein Tirol.
Bac helorstudiengang W irtschaftsingenieurwesen M asterstudiengang S mart Products & AI-driven Development*
>> Vollzeits tudium
>> Unterrichtssprache Deutsch & Englisch
>> Praxisorientiert durch Projekte & Laborarbeit
>> 2 Vertiefungsrichtu ngen: Produktentwicklung / Organisation & Management
>> Integriertes Auslandssemester
>> Möglichkeit zum Dual-Degree-Abschluss
>> Vollzeitstudium (berufsfreundlich mit Vorlesungen Mi-Fr)
>> Unterrichtssprache Englisch
>> Entwicklung intelligenter Produ kte mit dem Einsatz von modernster KI-Technologie
>> Praxistransfer durch Kundenprojekte & Fachkonferenzen
>> Freiheit zur Spezialisierung durch Wahlpflichtmodulen
>> Individuelles Coaching in kleinen Gruppen
*Start vorbehaltlich der Akkreditierung durch die AQ Austria
Trends in der Produktentwicklung

Prof. (FH) DI. Dr. Martin Adam
Studiengangsleiter Bachelor Wirtschaftsingenieurwesen, Master Smart Products & AI-driven Development, Master ERPSysteme & Geschäftsprozessmanagement, FH Kufstein
Liebe Leser:innen, die Fachhochschule Kufstein, Tirol steht für persönlich, praxisorientiert und international. Das zeichnet auch seit 14 Jahren den Bachelor Wirtschaftsingenieurwesen an der FH Kufstein aus. Neben kleinen Gruppen, Labor-/ Praxisprojekten und dem verpflichtenden Auslandssemester ist eine Besonderheit die Vertiefung im Bereich Produktentwicklung. Diese kann in dem Master „Smart Products & AI-driven Development“ fortgeführt werden. Die Anwendungsorientierung äußert sich nicht nur in der Lehre, sondern auch im vielfältigen Austausch mit den regionalen Unternehmen über Erfahrungsgruppen, Tagungen, Weiterbildungen und Forschung. Einen Schwerpunkt bilden dabei die additive Fertigung sowie die Entwicklung smarter Produkte wo diverse Forschungsprojekte realisiert werden konnten.
Das vorliegende Heft möchte blitzlichtartig aktuelle Trends in der Produktwicklung, wie den Einsatz von Künstlicher Intelligenz, die Entwicklung smarter Produkte, die Bemühungen um Nachhaltigkeit und den Einsatz von additiver Fertigung beleuchten.
Im ersten Betrag gibt Christian Schmid einen Überblick der derzeitig anwendbaren KI-Tools in der Produktentwicklung und stellt die Frage nach den Herausforderungen an die Unternehmen. Von der Optimierung des Produktportfolios, über die Marktanalyse, mögliche Patentrecherchen, das Design und die Simulation werden entlang des Produktentwicklungsprozesses Beispiele gezeigt, wie durch KI Ressourcen gespart, Zeit verkürzt oder Bekanntes neu kombiniert werden kann.
Thomas Schmiedinger beschreibt in seinem Beitrag die Entwicklungen smarter Produkte und smarter Systeme, von vernetzten Sensornetzwerken bis hin zu Edge Analytics und gibt dabei einen Einblick in Forschungsaktivitäten der FH Kufstein. Ein Beispiel wie additive Fertigung die Entwicklung smarter Systeme unterstützt zeigen Thomas Schmiedinger, et.al. in einem weiteren Beitrag anhand der Gehäusekonstruktion für Sensoren im alpinen Bereich und den dortigen thermodynamischen Anforderungen.
Die Entwicklung nachhaltiger Produkte, als wichtige gesellschaftspolitische Forderung, steht im Mittelpunkt des Beitrags von Sophia Brockschmidt, et al. Anhand der drei Säulen der Nachhaltigkeit und des Produktlebenszyklus geben sie Beispiele wie insbesondere klein- und mittelständische Betriebe ressourcen-schonend solche Produkte entwickeln können, die einen wirtschaftlichen Erfolg versprechen.
Schon seit langem in der Produktentwicklung, besonders im Prototypenbau, präsent ist die additive Fertigung. Vermehrt kommen dabei Kombinationen von Fertigungsverfahren zum Einsatz. Michael Petke zeigt anhand von Beispielen aus Forschungsprojekten an der FH Kufstein, wie durch die Hybride Additive Fertigung die Produktentwicklung unterstützt und beschleunigt werden kann. Dabei ist ein Ziel, verschiedene Verfahren zu verbinden, um mehrere Produkteigenschaften, wie Tragfähigkeit oder Leitfähigkeit zu erreichen, ohne ein weiteres Handling der Bauteile.
Der Verbindung von Nachhaltigkeit und Additiver Fertigung widmet sich der letzte Artikel. In dem EU -geförderten Interreg Projekt „BeSoGreat“, an dem die FH Kufstein als Partner beteiligt ist, werden Fertigungsverfahren wie Binderjetting und Granulatdruck für einen biobasierten Verbundwerkstoff evaluiert. Lukas Matthias, et al. beschreiben das Forschungsvorhaben und geben einen ersten Einblick in die Ergebnisse.
Ein großes Dankeschön geht an die Autor:innen dieses Heftes im Besonderen an die beiden Forschungsgruppen um Christian Schmid und Thomas Schmiedinger. Ebenfalls bedanken möchten wir uns bei Beatrice Freund für die sehr gute Unterstützung.
Ihr Martin Adam
Ulrich Bauer, Marco Berger
Das WING-Mentoring-Programm 2023/24
1. Einleitung und Eckdaten
Im Zeitraum von Mai 2023 bis Mai 2024 wurde das erste WING-Mentoring-Programm durchgeführt. Dazu konnten 17 erfahrene und renommierte Wirtschaftsingenieur*innen als Mentoren gewonnen werden. Nach einer Vorbereitungsphase Anfang des Jahres 2023 wurde das Programm ausgeschrieben. Zielgruppe waren Wirtschaftsingenieur*innen, die kurz vor ihrem Studienabschluss standen oder ihr Studium vor maximal 5 Jahren abgeschlossen haben und bereits im Beruf stehen. Interessierte konnten sich für ein Mentoring bewerben und erhielten Mentorenprofile zugesandt, aus denen sie ihre Vorschläge für einen Mentor auswählen und bekanntgeben konnten. Auf Basis dieser Wünsche wurde dann die bestmögliche Zuteilung getroffen. Insgesamt konnten 17 Bewerbungen berücksichtigt werden, sodass mit den 17 Mentoren insgesamt 34 Personen am Mentoring-Programm teilgenommen haben. Voraussetzung zur kostenlosen Teilnahme war eine aktive Mitgliedschaft im WING.
Am 16. Mai 2023 wurde in einer virtuellen Startveranstaltung das Programm vorgestellt und offene Fragen diskutiert. Anschließend wurde allen Teilnehmenden eine MentoringVereinbarung zugesandt, in der die wesentlichen Regeln beschrieben sind und die Ziele und Themen des Mentorings bilateral zwischen Mentor und Mentee dokumentiert wurden. Dazu gab es auch eine entsprechende Datenschutzvereinbarung.
Die Programmlaufzeit betrug ein Jahr und endete mit der Evaluierung des Programms. Dazu wurde ein Feedbackbogen zum WING-Mentoring konzipiert und Ende März 2024 an alle Teilnehmenden ausgeschickt. Acht Mentoren und elf Mentees haben den Feedbackbogen bis Ende April retourniert. Damit ergibt sich eine Rücklaufquote von 47 % bei den
Mentoren bzw. 64,7 % bei den Mentees.
Die Mentoringtreffen zwischen Mentor und Mentee in diesem Zeitraum fanden überwiegend unregelmäßig (neun Mentoringpaarungen) und nur drei regelmäßig statt. Dabei trafen sich drei Paare nur persönlich und sechs nur virtuell, weitere vier Paare sowohl persönlich als auch virtuell (siehe Grafik 1).
Von der Dauer der MentoringBeziehung her gesehen laufen neun Paarungen derzeit noch, vier wurden einvernehmlich abgeschlossen und eine wurde einseitig abgebrochen (siehe Grafik 2). Durchschnittlich trafen sich Mentoren und Mentees 4,1-mal, wobei drei Paare durch sehr regelmäßige und häufige Treffen von 9- bis 12-mal hervorstechen.
2. Gesamtfeedback zu den Einzelfragen
Die zur Verfügung gestellte Mentoring-Vereinbarung fanden von 34 Teilnehmenden zwei Personen sehr hilfreich, immerhin elf Personen hilfreich und vier Personen wenig hilfreich (siehe Grafik 3).
Die Vertrauensbasis zwischen Mentor und Mentee entwickelte sich sehr zufriedenstellend. Elf Personen bezeichneten sie als sehr gut, fünf Personen als gut und nur eine Person als gering (siehe Grafik 4).
Die Inhalte des Mentorings betrafen vorwiegend sowohl fachliche als auch persönliche Themen (elf Paarungen) und jeweils einmal nur Fachoder nur persönliche Themen (siehe Grafik 5).
Dementsprechend wurde auch der Nutzen des Mentorings, sowohl fachlich als auch persönlich, durchwegs hoch eingestuft. Nur wenige sehen den Nutzen als gering oder als nicht gegeben an (siehe Grafik 6).
Insgesamt wurde das MentoringProgramm von den Mentoren mit der Durchschnittsnote 2,4 und von den
Mentees mit der Durchschnittsnote 1,7 beurteilt.
3. Anregungen
Die Teilnehmenden wurden abschließend um eine Rückmeldung darüber gebeten, was für sie in diesem Programm hilfreich gewesen ist und welches Verbesserungspotenzial sie sehen.
Als hilfreich wurden gesehen:
Online Meetings
Regelmäßige Treffen
Persönliche Treffen, auch in Verbindung mit Online-Meetings
Offenheit und ungezwungener, persönlicher Erfahrungsaustausch
Unterstützung beim Berufseinstieg und Expertise von Außenstehenden
Gute Organisation des Mentorings
Die Mentoringvereinbarung
Gute Tipps für Karriere und Privat
Verbesserungsvorschläge:
Mentoringleitfaden zu möglichen Themenschwerpunkten und Vorbereitungsunterlagen wie z.B. Checklisten
Treffen zwischen Mentor und Mentee vor Ort
Quartalsweise Reminder bzw. kurze Checklisten
Mentoringvereinbarung nicht nötig
Mentees kurz vor Studienabschluss oder kurz nach Berufseinstieg am Sinnvollsten
Konsequenter Termine vereinbaren und vorbereiten
4. Resümee
Abschließend kann festgestellt werden, dass Mentoring ein sehr gutes Format ist, um wertvolle Berufserfahrungen an junge Wirtschaftsingenieur*innen wei-
terzugeben und es bietet für diese eine ausgezeichnete Lernmöglichkeit, um im Berufsleben gut anzukommen und erfolgreich zu starten. Darüber hinaus
zeigt sich, dass bei einer guten Vertrauensbasis zwischen Mentor und Mentee auch persönliche Fragestellungen einen wichtigen Platz einnehmen. Aber auch
Disziplin und Verbindlichkeit in der Umsetzung sind wesentliche Faktoren für eine erfolgreiche Mentoringbeziehung.







KI als Multitool in der Produktentwicklung?
Die Künstliche Intelligenz oder kurz KI eröffnet neu Horizonte in der Produktentwicklung. In schneller Folge drängen neue KI-Tools in den Markt und versprechen Zeit- und Kostenersparnisse, innovative Neuerungen und die Optimierung von menschlichen Ressourcen. Was aber gibt es derzeitig wirklich an anwendbaren KI-Tools in der Produktentwicklung und welche Herausforderungen werden an anwendende Unternehmen und Mitarbeitende gestellt? Fragen, auf die der Beitrag Antworten gibt.
Einleitung
Künstliche Intelligenz beschäftigt alle Branchen und verspricht bahnbrechende Änderungen in Bezug auf Zeit- und Kostenersparnisse, neue Ideen und kreative Lösungen. Die Einsatzmöglichkeiten für die Künstliche Intelligenz (KI) in der Produktentwicklung sind vielfältig. KI-gestützte Tools können Designern helfen, schneller und effizienter Produkte zu gestalten und Prototypen zu erstellen, indem Algorithmen Designvorschläge basierend auf bestimmten Kriterien generieren und optimieren. Zudem kann KI große Mengen an Daten analysieren, um Trends und Muster zu erkennen, was Unternehmen hilft, fundierte Entscheidungen über Produktmerkmale und Marktstrategien zu treffen. Durch Simulationen kann die Leistung eines Produkts unter verschiedenen Bedingungen getestet werden, was die Notwendigkeit für
physische Prototypen reduziert und den Entwicklungsprozess beschleunigt. KI kann auch genutzt werden, um Produkte an die individuellen Bedürfnisse und Vorlieben der Kunden anzupassen, was besonders im Bereich der Softwareentwicklung und im E-Commerce von Vorteil ist. Viele repetitive Aufgaben in der Produktentwicklung können durch KI automatisiert werden, was die Effizienz erhöht und Fehler reduziert. Schließlich kann KI durch die Analyse von Marktdaten Vorhersagen über zukünftige Trends und Kundenbedürfnisse treffen, was Unternehmen einen Wettbewerbsvorteil verschafft. De facto ist die Produktentwicklung der Wirtschaftsbereich, in dem KITools derzeitig die größte Verbreitung findet [1]. Aber Unternehmen setzen schon seit vielen Jahren konventionelle Software für verschiedene Phasen und Aufgaben in der Produktentwicklung ein. Deshalb stellen sich
einige Fragen im Bezug auf den Einsatz von KI:
Bietet die KI wirkliche Vorteile? Wo liegen die Unterschiede zu konventionellen Lösungen wie bspw. CAxSystemen? Welche Tools gibt es für die verschiedenen Fragestellungen der Produktentwicklung und wie sind sie einzusetzen? Welche Randbedingungen werden dabei an die Unternehmen gestellt? Zunächst stellt sich allerdings die Frage: Was ist künstliche Intelligenz überhaupt und wie ist ihr Funktionsprinzip? Künstliche Intelligenz (KI) ist ein Bereich der Informatik, der sich mit der Entwicklung von Systemen und Maschinen befasst, die Aufgaben ausführen können, die normalerweise menschliche Intelligenz erfordern. Dazu gehören Fähigkeiten wie Lernen, Problemlösung, Mustererkennung, Sprachverarbeitung und Entscheidungsfindung. Es handelt sind
Christian Schmid
Foto: Grafik mit Bing-Copilot erstellt
dabei um sogenannte datenbasierte Ansätze, bei denen ein Lernprozess basierend auf großen Datenmengen und nicht auf kausalen bspw. physikalischen Zusammenhängen fußen.
Die Funktionsprinzipien von KI sind:
1. Maschinelles Lernen (ML), einem Teilbereich der KI, bei dem Algorithmen und statistische Modelle verwendet werden, um Muster in Daten zu erkennen und daraus zu lernen. ML-Modelle werden mit großen Datenmengen trainiert, um Vorhersagen oder Entscheidungen zu treffen, ohne explizit programmiert zu sein.
2. Neuronale Netze , inspiriert von der Struktur des menschlichen Gehirns, bestehen sie aus Schichten von Knoten (Neuronen), die miteinander verbunden sind. Diese Netze können komplexe Muster in Daten erkennen und werden häufig im Deep Learning eingesetzt, einer fortgeschrittenen Form des maschinellen Lernens.
3. Natürliche Sprachverarbeitung (NLP) ermöglicht es Maschinen, menschliche Sprache zu verstehen, zu interpretieren und zu generieren. Dies umfasst Aufgaben wie Sprachübersetzung, Textanalyse und Sprachsteuerung.
4. Computer Vision befasst sich mit der Fähigkeit von Maschinen, visuelle Informationen aus der Umgebung zu interpretieren. Anwendungen umfassen Gesichtserkennung, Objekterkennung und Bildklassifikation.
5. Reinforcement Learning ist eine Methode, bei der ein Agent durch Interaktion mit seiner Umgebung lernt, indem er Belohnungen für bestimmte Aktionen erhält.
KI-Systeme kombinieren oft mehrere dieser Techniken, um komplexe Aufgaben zu bewältigen. Sie werden dabei in vielen Bereichen eingesetzt, darunter Gesundheitswesen, Automobilindustrie, Finanzwesen und Unterhaltung. Die Universalität der KI-Modelle ermöglicht aber auch den Einsatz in allen Bereichen der Produktentwicklung, wobei dabei darauf hingewiesen wird, dass das Verständnis der Produktentwicklung in diesem Beitrag eher dem angelsächsischen Begriff des Product Development in seiner Ganzheit der Betrachtung des
Prozesses zwischen Idee/Problem und Markt über den gesamten Lebenszyklus verstanden wird [2, 3, 4]].
Prinzipiell sind für alle Phase der Produktentwicklung KI-Tools anwendbar. Sie unterstützen bei Analysen, sie konstruieren Teile selbstständig anhand von vorgegebenen Randbedingungen und steuern, überwachen und regeln technische Prozesse.
Die Qualität der Ergebnisse ist dennoch stark von Zutun des Menschen abhängig und dies in vielerlei Hinsicht: Das angewendete Modell und die Qualität der Lerndaten sind entscheidend. Nutze ich ein auf Patentrecherche trainiertes Modell wird es im Bereich der Marktanalyse nicht zu brauchbaren Ergebnissen führen. Stehen nur wenige Daten zur Verfügung, die zudem noch widersprüchlich sind, wird sich dies ebenso in der Qualität der Ergebnisse wiederspiegeln. Der Zugriff auf die Datenbasis des Internets eröffnet dabei eine große Menge an Daten, die von Anbietern wie OPENAI mit ChatGPT oder anderen aktiv für ihre KI genutzt werden.
Dennoch bedarf es für spezifische Problemstellungen und Fragestellungen entsprechend trainierte Sprachmodelle, die dann auch ein qualitativ hochwertiges Ergebnis darstellen können. Deshalb ist das Sammeln und Aufbereiten von spezifischen Daten und das trainieren von KI-Modellen auf diese definierten Aufgabenstellungen der Schlüssel zum Erfolg.
Wo liegt das Potenzial für die Produktentwicklung?
Es gibt viele Schritte in dem Produktentwicklungsprozess, und der Weg ist nicht für jede Organisation oder Branche gleich, aber die häufigsten Aktivitäten sind [4] dabei: 1. Marktbedarf identifizieren, 2. Chancen quantifizieren, 3. Produkte konzipieren, 4. Lösung validieren, 5. Produkt-Roadmap erstellen, 6. Minimum Viable Product (MVP) oder Prototyp entwickeln und 7. laufende Iteration basierend auf Benutzerfeedback und strategischen Zielen. In all diesen Aktivitäten lassen sich KITools sinnvoll nutzen um Zeiten zu
verkürzen, neue Lösungen zu finden oder menschliche Ressourcen zu sparen. Hier sind einige Beispiele:
Beispiel Produktportfolio
Die Optimierung des Produktportfolios ist in der Produktentwicklung ein entscheidender Faktor, da sie hilft, die besten Initiativen zu identifizieren und zu finanzieren. KI kann dabei unterstützen, indem sie Ressourcen-, Budget- und Infrastrukturbeschränkungen sowie Ziele und Abhängigkeiten zwischen Projekten berücksichtigt. Ein zuverlässiges KI-Tool kann Optimierungsregeln erstellen und die Zusammenarbeit im Team fördern. Die Szenarioplanung ergänzt die Optimierung, indem sie verschiedene Entwicklungszeitpläne und Markteinführungsstrategien erstellt, mit der KI lassen sich in sehr kurzer Zeit unterschiedlichste Szenarien generieren, für die Mitarbeitende oft Tage oder Wochen benötigen. Dies ermöglicht fundierte Entscheidungen. Simulationen wie die Monte-CarloSimulation helfen, Unsicherheiten in der Produktentwicklung zu managen. Sie bewerten das Gesamtrisiko und identifizieren kritische Risikofaktoren, um strategische Ziele zu erreichen und Risiken gegenüber potenziellen Gewinnen abzuwägen. Dies fördert eine realistische und transparente Risikobewertung und -minderung im gesamten R&D-Portfolio [3].
Beispiel Marktanalyse
Es gibt verschiedene KI-Tools, die für die Marktanalyse eingesetzt werden können. IBM Watson bietet bspw. eine Vielzahl von KI-gestützten Analysewerkzeugen, die Unternehmen helfen, Markttrends zu erkennen, Kundenverhalten zu analysieren und Wettbewerbsanalysen durchzuführen. Google Cloud AI bietet verschiedene KI-Dienste, darunter maschinelles Lernen und Datenanalyse-Tools. Diese können verwendet werden, um Markttrends zu identifizieren, Kundenpräferenzen zu analysieren und Vorhersagen über zukünftige Marktbewegungen zu treffen. Salesforce Einstein ist eine KI-Plattform, die in die Salesforce-CRM-Lösung integriert ist. Sie hilft Unternehmen, Kundenverhalten zu analysieren, Ver-
TOP-THEMA
kaufsprognosen zu erstellen und personalisierte Marketingkampagnen zu entwickeln. Tableau ist ein leistungsstarkes Datenvisualisierungstool, das KI-gestützte Analysen bietet. Es hilft Unternehmen, komplexe Daten zu visualisieren und zu verstehen, um fundierte Entscheidungen zu treffen. SAS Visual Analytics bietet eine umfassende Suite von Analysewerkzeugen, um Markttrends zu analysieren, Kundenverhalten zu verstehen und Vorhersagen zu treffen. Dies sind nur ein paar Beispiel für entsprechende KI-Tools.
Beispiel Patentrecherche
Auch im Bereich der Intellectual Properties werden diverse KI-Modelle angeboten und helfen, sich schnell einen Überblick zu verschaffen. Die Tools verwenden ebenfalls unterschiedliche Machine Learning Modelle um relevante Patente zu finden und zu vergleichen um beispielsweise Lücken in den Schutzrechten zu identifizieren sowie technologische Trends zu erkennen und Wettbewerbsanalysen durchzuführen. Die folgenden Systeme sind unter anderem am Markt verfügbar: predori, IamIP, Google Patents, Derwent Innovation [6,7, 8, 9].
Beispiel Simulationen
Simulationen waren auch ohne KI schon in weitreichendem Umfange möglich und zielführend. Welche Vorteile bringen KI-basierte Simulationen in der Produktentwicklung?
Der Unterschied zwischen konventionellen Simulationsmethoden wie z. B. der Finite-Elemente-Methode (FEM) und Simulationen mit künstlicher Intelligenz (KI) liegt in den Ansätzen und Anwendungen. Die Finite-Elemente-Methode (FEM) ist ein numerisches Verfahren, das physikalische Probleme durch die Diskretisierung eines Modells in eine endliche Anzahl kleinerer Elemente löst. Diese Methode wird häufig in der Strukturanalyse verwendet, um das Verhalten von Bauteilen unter verschiedenen Belastungen zu simulieren. FEM wird in der Regel für die Analyse von Festkörpern und Strukturen eingesetzt, wie zum Beispiel in der Mechanik, im
Bauingenieurwesen und in den Materialwissenschaften. Die Vorteile von FEM liegen in der hohen Genauigkeit bei der Modellierung komplexer Geometrien und physikalischer Phänomene, wenn die Randbedingungen genau definierbar sind. Zudem ist diese Methode gut etabliert und weit verbreitet in der Ingenieurpraxis. Allerdings geht man bei dieser Simulation immer von teilweise idealisierten Annahmen aus.
Die Realität bringt durch verschiedene, in einer FEM-Simulation nicht berücksichtigbare Randbedingungen mit sich, die zu Abweichungen der Simulationsergebnisse im Vergleich zu Versuchsergebnissen führen. Im Gegensatz dazu nutzen KI-basierte Simulationen, wie bereits beschrieben, Methoden des maschinellen Lernens und neuronale Netze, um Muster in Daten zu erkennen und Vorhersagen zu treffen. Diese können sie aber nur anhand von bestehenden Daten aus der Historie oder von durchgeführten Versuchen gewinnen. Ist die Datenbasis dürftig wird auch das Simulationsergebnis dürftig sein. Diese KI-Methoden können große Datenmengen verarbeiten und aus Erfahrungen lernen, die ein DatenAbbild von Gesamtzusammenhängen darstellen können. KI-Simulationen werden dabei in verschiedenen Bereichen eingesetzt, darunter Bild- und Spracherkennung, autonome Systeme und Optimierungsprobleme. Sie sind besonders nützlich, wenn es um die Analyse komplexer, nichtlinearer Systeme geht.
Beispiel Generatives Design
Konventionelle CAx-Systeme erlauben es Nutzer:innen eigene Konstruktionen, Designs etc. mit digitalen Werkzeugen auszuführen. Der Mensch gibt dabei die bestimmenden Größen der Gestaltung aktiv vor und kann auf vorgefertigte Maschinenelemente oder Designvarianten zurückgreifen, die in die Konstruktion integriert werden können. Anders ist es bei KI-Basierten Tools, die es mittlerweile schaffen, gemäß vorgegebener Randbedingungen Vorschläge für Konstruktionen selbstständig zu erstellen. Die erzielbaren Strukturen sind dabei sowohl Leichtbau-opti-
miert in Form bionischer Strukturen oder aber auf die Anwendung ausgewählter Fertigungsverfahren optimiert. Es gibt mehrere KI-Tools für generative Konstruktion, die in verschiedenen Bereichen eingesetzt werden. Meshy ist eine generative 3DKI-Toolbox, die die Erstellung von 3D-Assets aus Text oder Bildern rationalisiert. Es ermöglicht die schnelle Generierung von Texturen und vollständig texturierten 3D-Modellen.
Autodesk Generative Design nutzt KI, um verschiedene Designoptionen basierend auf den vom Benutzer festgelegten Parametern zu erstellen. Es hilft Ingenieuren und Designern neuartige Strukturen zu entwickeln, indem es verschiedene Materialien und Fertigungsmethoden berücksichtigt. PTC Creo bietet generatives Design, das es Benutzern ermöglicht, Produktentwürfe zu erstellen. Es integriert sich nahtlos in den Produktentwicklungsprozess und unterstützt sowohl additive als auch klassische Fertigungsmethoden. nTopology ist ein Design-Tool, das generatives Design und Simulation kombiniert. Es ermöglicht die Erstellung komplexer Geometrien und optimierter Strukturen, die mit traditionellen Methoden schwer zu realisieren wären.
Herausforderungen für den gewinnbringenden Einsatz von KI in der Produktentwicklung
Unternehmen, die KI-Tools in der Produktentwicklung einsetzen möchten, stehen vor mehreren Herausforderungen, die eine schnelle Einführung und effiziente Nutzung der KI hemmen können. Entscheidender Faktoren sind Datenqualität und -verfügbarkeit. KI-Modelle benötigen große Mengen an qualitativ hochwertigen Daten. Oftmals sind diese Daten jedoch unvollständig, unstrukturiert oder schwer zugänglich.
Durch die Komplexität der Tools kann eine Integration in bestehende Systeme und Prozesse technisch anspruchsvoll und zeitaufwendig sein. Zudem sind besondere Kenntnisse in der Anwendung wesentlich für den Umsetzungserfolg. Prompt Engineering ist entscheidend, um die Interaktion zwischen Menschen
und KI-Systemen zu optimieren [10, 11]. Es umfasst die Erstellung und Verfeinerung von Eingabeaufforderungen (Prompts), die an KI-Modelle gesendet werden, um präzise und relevante Antworten zu erhalten. Unternehmen müssen in die Ausbildung ihrer Mitarbeiter investieren oder externe Experten hinzuziehen. Die Implementierung von KI-Tools kann zudem tiefgreifende Neuinvestitionen und Hard- und Software erforderlich machen, die teuer sind, sowohl in Bezug auf die Technologie selbst als auch auf die erforderliche Infrastruktur und Schulung.
Weitere, nicht zu unterschätzende, Faktoren sind der Datenschutz und -sicherheit. Der Umgang mit sensiblen Daten erfordert strenge Datenschutzmaßnahmen. Unternehmen müssen sicherstellen, dass ihre KISysteme sicher und konform mit den Datenschutzgesetzen sind. Zudem müssen sie sich selbst schützen, um Betriebsgeheimnisse nicht preiszugeben. Die Einführung von KI-Tools erfordert außerdem eine Veränderung der Unternehmenskultur und Arbeitsweise. Mitarbeiter müssen bereit sein, neue Technologien zu akzeptieren und anzuwenden. Als letzte, aber nicht weniger wichtige Faktoren gelten Erklärbarkeit und
Vertrauen in die Ergebnisse der Tools. KI-Modelle können komplex und schwer verständlich sein. Es ist wichtig, dass die Ergebnisse der KI nachvollziehbar und vertrauenswürdig sind, um Akzeptanz bei den Nutzern zu finden.
Diese Herausforderungen erfordern sorgfältige Planung und eine strategische Herangehensweise, um die Vorteile von KI in der Produktentwicklung voll ausschöpfen zu können. Dennoch ist das Potenzial der KI noch nicht abschätzbar, wie man anhand der permanenten Neuerscheinungen von KI-Tools feststellen kann. Sicher ist, dass sich der sinnvolle Einsatz der KI in allen Bereichen der Produktentwicklung auszahlen wird und sich Unternehmen lieber früher als später mit dem Einsatz der Technologie beschäftigen sollten.
Literatur:
[1] https://ki-marktplatz.com/ki-inder-produktentstehung/ [2] https://www.pwc.de/de/clouddigital/digital/generative-ki-unterstuetzung-von-der-strategie-bis-zur-umsetzung/the-genai-building-blocks/ generative-ai-fuer-eine-nachhaltigezukunft.html

Prof. (FH) Dr.-Ing.
Christian Schmid Professor für Produktentwicklung an
der FH Kufstein
[3] https://www.bdu.de/fachthemenportal/strategie-und-innovation/ potenziale-von-kuenstlicher-intelligenz-in-der-produktentwicklung/1 [4] https://www.productplan.com/ learn/what-is-product-development/ [5] https://blog.planview.com/de/3ways-to-enable-smarter-product-development-with-ai/ [6] https://predori.com/ [7] https://iamip.com/de/wie-ai-diepatentrecherche-und-ueberwachungverbessern-kann/
[8] https://www.unite.ai/de/Suchmaschinen/
[9] https://www.epo.org/de/newsevents/news/die-neue-cpc-textkategorisierung-basiert-auf-ki
[10] https://www.ibm.com/de-de/topics/prompt-engineering
[11] https://www.iese.fraunhofer.de/ blog/was-ist-prompt-engineering/
Autor:
Prof. (FH) Dr.-Ing. Christian Schmid ist Professor für Produktentwicklung an der FH Kufstein und lehrt in den Studiengängen „Wirtschaftsingenieurwesen“ (Bachelor) und „Smart Products & AI-Driven Development“ (Master ) und forscht im Bereich „Additiver Fertigung“ und „KI-Anwendung in der Produktentwicklung“.

Thomas Schmiedinger
Vom Sensor zur KI: Die Evolutionsstufen smarter vernetzter Produkte
Die Wettervorhersage prognostiziert ein Unwetter im Raum Kufstein. Mithilfe des digitalen Zwillings der Region werden unterschiedliche Wetterszenarien erstellt und deren Eintrittswahrscheinlichkeit berechnet. Hochauflösende Satellitendaten dienen der Erfassung der anziehenden Front sowie der Bestimmung der darin enthaltenen Wassermenge. Die Datenanalyse ergibt eine 80-prozentige Wahrscheinlichkeit für ein mögliches Übertreten eines Gebirgsbachs. Als vorsorgliche Maßnahme wird die Sperrung einer Straße, welche über den Gebirgsbach führt, angeordnet. Die intelligenten Ampeln sperren die Straße und überprüfen den Gefahrenbereich, ob sich dort jemand aufhält. Die IoT-Sensoren entlang des Gebirgsbaches werden auf die höchste Messfrequenz eingestellt und erfassen nun nahezu in Echtzeit die Wassermenge. Alle Daten fließen wiederum in den digitalen Zwilling, welcher nun die aktuelle Entwicklung darstellt. Nach Durchzug der Front werden autonome Fahrzeuge und Drohnen entlang des Gebirgsbaches und der Straße gesendet, um Schäden zu detektieren. Die zuständigen Entscheidungsträger werden über den Schweregrad der Schäden informiert und erhalten Handlungsempfehlungen. Der digitale Zwilling der Region wird wieder aktualisiert und die gewonnenen Daten fließen in Entscheidungsmodelle für zukünftige Ereignisse ein.
Mitdieser fiktiven Geschichte sollen Möglichkeiten von smarten vernetzten Produkten im Zusammenspiel mit datenbasierten Methoden im Rahmen eines digitalen Zwillings anschaulich dargestellt werden. Smarte Systeme können Unwetter nicht verhindern, sie können jedoch bei der Vorbereitung und bei der Entscheidungsfindung unterstützend tätig sein. Der folgende Artikel präsentiert die Entwicklungen im Bereich smarter Produkte und smarter Systeme, von vernetzten Sensornetzwerken bis hin zu Edge Analytics, anhand von anschaulichen Praxisbeispielen der FH Kufstein.
Anwendungen im Bereich IoT basieren zum einen auf der Entwicklung von drahtlosen Sensornetzwerken (Wireless Sensor Networks) und zum anderen des Internets im Allgemeinen. Bereits im Jahr 1969 entwickelte die Defense Advanced Research Agency (DARPA) das Kommunikationsnetzwerk Advanced Research Projects Agency Network (ARPANET). Damit sollten Universitäten in Amerika, welche gemeinsam an Projekten für die DARPA forschten, miteinander verbunden werden. Aus heutiger Sicht war das ARPANET ein Vorläufer des heutigen Internets. Einige Jahre später, im Jahr 1978, organisierte
die DARPA den Distributed Sensor Nets Workshop, der sich auf die Forschung zu Sensornetzwerken konzentrierte. Dabei war eine zentrale Frage, ob das ARPANET auch für den Datenaustausch von Sensorwerten genutzt werden kann (Chong & Kumar, 2003). Das erste IoT-Gerät, ein Getränkeautomat, wurde 1982 an der Carnegie-Mellon-Universität in Betrieb genommen (Teicher, 2018). Der Begriff "Internet of Things" wurde erstmals im Jahr 1999 von Kevin Ashton erwähnt (Maney, 2015). Einige Zeit später präsentierte das Unternehmen LG den ersten intelligenten Kühlschrank. Allerdings war
Fotos: Fotos wurden mittels generativer KI erstellt (Midjourny)
das Gerät mit einem Preis von knapp 20.000 US-Dollar für die meisten Anwender:innen zu teuer (Telecom. paper BV, 2000). Gleichzeitig wurde damit auch die Möglichkeiten im Bereich IoT erstmals greifbarer.
Waren diese ersten IoT-Geräte noch auf rudimentäre Funktion wie z.B. das Übermitteln von Zustandsparametern limitiert, entwickelten sich diese weiter. Die Möglichkeiten von smarten, vernetzten Produkten und deren Auswirkung auf Unternehmen wurden in einer Artikelserie im Havard Business Review von Michael Porter und James Heppelmann (Porter & Heppelmann, 2014; Porter & Heppelmann, 2015) näher erläutert. Aufbauend auf dieser Serie braucht ein smartes, vernetztes Produkt folgende Komponenten: physische Komponenten, Kommunikationskomponenten und smarte Komponenten (siehe Abbildung 1).
Die physischen Komponenten schließen alle mechanischen Bauteile ein wie z.B. Gehäuse, Schalter, Display etc. Durch innovative Fertigungsmethoden wie z.B. additiver Fertigung, können diese gezielt für deren Einsatzzweck optimiert werden. Im Rahmen eines Projekts wurde an der FH Kufstein das Gehäuse eines IoT Sensors für den Einsatz auf einem Gletscher hinsichtlich Wärmedämmung optimiert (Schmiedinger, Schafferer, Naschberger, & Schmid, 2022). Es konnte gezeigt werden, dass durch die Auswahl einer geeigneten Innenstruktur, das Wärmeverhalten positiv beeinflusst wird (siehe Abbildung 1 – Physische Komponente).
Die Kommunikationskomponenten betreffen alle Bauteile, welche für die Anbindung des Produkts an das Internet notwendig sind wie z.B. Antennen. Auch hier ermöglichen Fertigungsverfahren wie z.B. die additive Fertigung neue Möglichkeiten. So konnte im Rahmen eines Projekts gezeigt werden, dass sich planare Antennen auch mittels additiver Fertigung herstellen lassen (Schmiedinger et al., 2023). Dabei wurden zwei Antennendesigns untersucht und charakterisiert (siehe Abbildung 1 –Kommunikation). Die Arbeitsgruppe rund um Prof. (FH) Dr. Christian Schmid forscht in diesem Bereich an

der additiven Fertigung von integrierten Leiterbahnen.
Die smarten Komponenten schließen alle Bauteile ein, welche unmittelbar mit der Funktionalität zu tun haben wie z.B. Sensoren, Microcontroller, Datenspeicher etc. Dabei können unterschiedlichste Sensoren je nach Anwendung verwendet und hergestellt werden. Auch hier wurde im Rahmen einer Untersuchung an der FH Kufstein spezifische Sensoren für einen medizinisch-biologischen Einsatz in Kooperation mit der Medizinischen Universität Innsbruck und der Fachhochschule Vorarlberg entwickelt und charakterisiert (Schmiedinger et al., 2020). Dieser Sensor wurde weiter optimiert und mit Mikrofluidik kombiniert. Damit kann das Verhalten von biologischen Zellen nicht-invasiv gemessen werden (siehe Abbildung 1 – Smarte Komponente).
Die Betrachtung von smarten, vernetzten Produkten anhand deren Komponenten hat Schwächen. So gibt es smarte Beschichtungen, welche per se nur aus einer physischen Komponente bestehen. Somit braucht es eine weitere Dimension für die Klassifizierung von smarten, vernetzten Produkten. Diese wurde auch von Porter und Heppelmann vorgeschlagen und besteht aus folgenden vier Stufen: Monitoring, Steuerung, Optimierung und Autonomie.
Auf der ersten Ebene des Monitorings ermöglichen smarte Produkte eine laufende Erfassung des Systemzustandes. Dabei können mithilfe
von Sensoren der Produktzustand, die Betriebsumgebung, als auch die Verwendung des Produktes erfasst und ortsunabhängig dargestellt werden. Diese Fähigkeit ist auch unter den Begriff Zustandsüberwachung (condition monitoring) bekannt und bietet eine Grundfunktionalität, welche heute schon in vielen Produkten anzutreffen ist. So kann in der Modellfabrik der FH Kufstein von Prof. (FH) DI Dr. Martin Adam (LEAN Lab) mittels RFID-Sensoren der momentane Standort eines Produkts in der Fertigung in Echtzeit dargestellt werden. In einem weiteren Projekt entwickelten Studierende ein IoT-System für die Messung der Feinstaubkonzentration in der Stadt Kufstein. Die Arbeitsgruppe Alpine-IoT unter der Leitung von Prof. (FH) Dipl.-Ing. Thomas Schmiedinger, PhD arbeitet seit 2022 an einem universellen Überwachungssystem für alpine Bereiche (z.B. instabile Hänge, Gletscher etc.). In den nächsten Jahren wird im Rahmen eines Leuchtturmprojekts (gefördert vom Land Tirol) ein Sensorsystem für die Überwachung der Skipistenqualität entwickelt und umgesetzt. All diese Anwendungen zielen darauf ab, den momentanen Systemzustand zu erfassen.
Eine Ebene weiter ist nun die Steuerung von Systemen möglich. Diese Funktionalität kann auch mit dem Begriff Fernzugriff beschrieben werden und ermöglicht eine ortsunabhängige Steuerung eines Systems. Die Fernzugriff auf Systeme ist per
Abb. 1: Physische Komponenten, Kommunikationskomponenten und smarte Komponenten

se nicht innovativ und wird bereits großflächig eingesetzt. Durch die schier endlose Anzahl an smarten vernetzten Produkten ist nun ein sehr niederschwelliger Zugriff auf diese Systeme möglich. Insbesondere im Smart Home Bereich gibt es dazu viele Beispiele: Lichtsteuerung, Türsteuerung, Heizungssteuerung – all diese Systeme lassen sich meist über eine App bequem vom jeweiligen Smartphone Standort bedienen. Neben den Möglichkeiten der Steuerung anwenderseitig, können auch Anbieter von smarten Produkten den Fernzugriff nutzen. So ist es zum Beispiel möglich, das Produkt spezifisch auf den Nutzer anzupassen. Auch können Funktionen des Produkts via Fernzugriff aktiviert bzw. deaktiviert werden. An dieser Stelle bekommen Anforderungen betreffend Sicherheit und Datenschutz eine sehr zentrale Bedeutung und müssen auch im Rahmen der Entwicklung dieser Systeme von Beginn an betrachtet werden.
Auf der dritten Ebene sind smarte Produkte nun in der Lage Optimierungen am Produkt bzw. am Prozess durchzuführen. So kann zum Beispiel ein Produkt anhand der gesammelten Daten und dahinterliegende Simulationsmodelle auf mögliche zukünftige Ereignisse aktiv reagieren. Damit lässt sich z.B. ein adaptiver Wartungsplan umsetzen, welcher anhand der tatsächlichen Ereignisse und Belastungen das Wartungsintervall bestimmt.
Die vierte Stufe beschreibt nun vollständig autonome Systeme, welche (fast) keinen Eingriff von außen benötigen. Als Beispiel können hier autonome Fahrzeuge wie z.B. fahrerlose Transportsysteme angeführt
werden. Ebenso fallen in diese Kategorie autonome Drohnen. Auch hier ist eine Forschungsgruppe rund um Prof. (FH) PD Dr. Mario Döller an der FH Kufstein aktiv. So wird unter anderem an autonomen Drohnen geforscht, welche in der Lage sind, selbstständig Flugraster für die Suche nach Objekten zu bestimmen und diese anschließend im Schwarm abzufliegen (Buchacher, 2022).
Smarte, vernetzte Produkte können nun in einem System miteinander verbunden werden. Dabei entstehen smarte, vernetzte Systeme (siehe Abbildung 1). Dabei braucht es ein methodisches Framework, damit dieses Zusammenspiel zwischen den einzelnen Entitäten koordiniert werden kann. Dazu eignet sich der digitale Zwilling. Dieses Konzept besteht aus grundlegend drei Entitäten: physisches Objekt, virtuelles Objekt und der Datenebene. Smarte vernetzte Produkte bilden dabei das physische Objekt, welches den Zustand mittels geeigneter Sensorik erfassen kann und gleichzeitig mithilfe von Aktoren auf das System einwirken kann. Das virtuelle Objekt beschreibt Simulationsmodelle, welche das Systemverhalten mithilfe von physikalischen, datenbasierten oder hybriden Modellen abbilden können. Im Bereich Daten werden alle Aspekte betreffend dem bi-direktionalen Datenaustausch abgebildet (Jones, Snider, Nassehi, Yon, & Hicks, 2020).
Durch die Entwicklungen im Bereich der künstlichen Intelligenz entstehen nun neue und innovative Anwendungsmöglichkeiten von smarten, vernetzten Systemen. So können generative Sprachmodelle für die Interaktion mit dem System
verwendet werden. In diesem Sinne wird ein natürlicher, da sprachbasierter Austausch zwischen Anwender:in und technischem System ermöglicht werden. Im Gegensatz zu der Interpretation von Zahlenkolonnen oder Graphen, wird ein natürlicher Austausch mit dem System ermöglicht. Es ist also nur eine Frage der Zeit, bis wir im Rahmen eines Gesprächs uns mit technischen Systemen unterhalten können. Die intuitive und natürlich Verwendung der Sprache baut damit Barrieren und Hürden zwischen Anwender:in und technischem System weiter ab und erfolgt intuitiv. Künstliche Intelligenz kann auch in smarte Produkte implementiert werden - man spricht von „Edge AI“ oder „Edge Analytics“. Dabei wandern Algorithmen von der Cloud an die Edge, also zum Endgerät, um dort direkt Daten zu analysieren. Das bietet mehrere Vorteile: schnelle Datenverarbeitung da keine Übertragung zur und von der Cloud notwendig ist, Offline-Lauffähigkeit womit auch in schwer zugänglichen oder abgeschirmten Bereichen die Anwendung von datenbasierten Algorithmen möglich wird, etc. Eine mögliche Anwendung von Edge Analytics ist Objekterkennung, d.h. Objekte können automatisiert erkannt und im nächsten Schritt gezählt werden. Eine solche Anwendung wurde von Studierenden der FH Kufstein entwickelt. Ziel war es dabei, eine automatisierte Zählung von Objekten im Sinne einer Besucherstromerfassung zu ermöglichen. Durch eine bildbasierte Auswertung sind keine umfangreichen Installationsmaßnahmen notwendig. Somit kann das System schnell und einfach an verschiedenen Orten installiert und betrieben werden. Ein wesentlicher Punkt ist auch, dass das System den Vorgaben der DSGVO entspricht. Dies wurde insofern realisiert, als dass keine Bilder gespeichert wurden, sondern nur anonymisierte Objektdaten wie Objektart, Richtung und der dazugehörige Zeitstempel verarbeitet. Diese Daten können in einem weiteren Schritt an eine Datenbank in der Cloud übertragen werden. Durch die reduzierte Größe der zu übertragenden Daten ist der Einsatz eines energieeffizienten Datenübertragungsprotokoll wie z.B. LoRaWAN möglich.
Abb. 2: Zusammenspiel smarte vernetzte Produkte und KI
Die Möglichkeiten von smarten, vernetzten Systemen sind weitreichend und können durchaus überfordernd sein. Durch prototypische Umsetzungen und Technologiedemonstratoren kann das Potential dargestellt und somit eine Basis für die Implementierung geschaffen werden. Gerade die anwendungsorientierte Forschung, wie sie an den österreichischen Fachhochschulen stattfindet, ist ein geeignetes Umfeld für die Überführung theoretischer Konzepte in nachhaltige technische Lösungen. Dabei soll nicht die Technik als Lösung im Vordergrund stehen, sondern aus Anwendersicht nachhaltige Lösungen entwickelt werden. Methoden wie z.B. Design Thinking sind gerade bei der Entwicklung von smarten, vernetzten Systemen geeignet, da hier die Bedürfnisse der/die Anwender:in von Beginn an im Mittelpunkt steht. Die Entwicklungen gerade im Zusammenhang mit künstlicher Intelligenz werden zukünftig weiter eine tragende Rolle im Bereich smarter, vernetzter Systeme spielen. Wird ein bedürfnisorientierter Produktentwicklungsansatz kombiniert mit smarter Technologie, ergibt sich eine Win-Win Situation für den unternehmerischen Erfolg als auch für Erleichterung auf Kundenseite.
Reference List
Buchacher, P. (2022). Wenn Drohnen denken lernen. Retrieved August 23,
2024, from https://www.top.tirol/ news-forschung-innovation/wenndrohnen-denken-lernen.
Chong, C.-Y., & Kumar, S. P. (2003). Sensor networks: Evolution, opportunities, and challenges. Proceedings of the IEEE, 91(8), 1247–1256. Jones, D., Snider, C., Nassehi, A., Yon, J., & Hicks, B. (2020). Characterising the Digital Twin: A systematic literature review. CIRP Journal of Manufacturing Science and Technology, 29, 36–52, from https:// www.sciencedirect.com/science/article/pii/S1755581720300110.
Maney, K. (2015). Meet Kevin Ashton, Father of the Internet of Things. Retrieved August 21, 2024, from https://www.newsweek. com/2015/03/06/meet-kevin-ashtonfather-internet-things-308763.html. Porter, M. E., & Heppelmann, J. E. (2014). How Smart, Connected Products Are Transforming Competition. Harvard Business Review, 92(11), 64–88.
Porter, M. E., & Heppelmann, J. E. (2015). How Smart, Connected Products Are Transforming Companies. Harvard Business Review, 93(10), 96–16.
Schmiedinger, T., Ehrlenbach, M., Schafferer, M., Petke, M., Rittenschober, B., & Schmid, C. (2023). Additive manufacturing of IoT housings with integrated electronics. MRS Advances, 8(16), 878–883.
Schmiedinger, T., Partel, S., Lechleitner, T., Eiter, O., Hekl, D., Kase -

man, S., et al. (2020). Interdigitated aluminium and titanium sensors for assessing epithelial barrier functionality by electric cell-substrate impedance spectroscopy (ECIS). Biomedical microdevices, 22(2), 30.
Schmiedinger, T., Schafferer, M., Naschberger, D., & Schmid, C. (2022). Optimization of additively manufactured housings for IoT devices in an alpine environment. MRS Communications, 12(5), 801–806. Teicher, J. (2018). The little-known story of the first IoT device. Retrieved August 21, 2024, from https:// www.ibm.com/think/topics/iot-firstdevice.
Telecom.paper BV (2000). LG unveils Internet-ready Refrigerator. Retrieved August 27, 2024, from https://www.telecompaper.com/news/ lg-unveils-internet-ready-refrigerator--221266.
Autor:
Prof. (FH) Dipl. Ing. Thomas Schmiedinger, PhD, ist stellvertretender Studiengangsleiter für den Master „Smart Products & AI-driven Development“ an der Fachhoschule Kufstein.
Er forscht im Bereich IoT und Digitaler Zwilling und ist Leiter der Arbeitsgruppe Alpine-IoT. Weiters beschäftigt er sich mit KI-Anwendungen im Umfeld von und mit smarten vernetzten Produkten als auch der Produktentwicklung.
Prof. (FH) Dipl. Ing.
Thomas
Schmiedinger, PhD
Stellvertretender
Studiengangsleiter für den Master „Smart Products & AI-driven Development“, FH Kufstein

Thomas Schmiedinger, Martin Schafferer, Daniel Naschberger, Christian Schmid
Smarte Lösungen für extreme Umgebungen: Additiv gefertigte IoT-Gehäuse für alpine Umgebungen
Die primäre Funktion von Gehäusen für Geräte des Internets der Dinge besteht in der Gewährleistung des Schutzes der Elektronik vor Umwelteinflüssen. Neben dem Schutz sind zudem zusätzliche Merkmale wie Isolationseigenschaften von essenzieller Bedeutung, um die Funktionalität der Sensoren zu gewährleisten. Die additive Fertigung erlaubt einen Designansatz, der spezifischen thermodynamischen Anforderungen gerecht wird. Die vorliegende Arbeit befasst sich mit der Untersuchung von Innenstrukturen hinsichtlich ihres Einflusses auf die Isolationseigenschaften von Gehäusen für das Internet der Dinge. Im Rahmen dessen wurden ausgewählte Innenstrukturen in einer Klimakammer auf ihre Isolationseigenschaften hin evaluiert. Die Ergebnisse zeigen, dass die untersuchten Innenstrukturen einen positiven Effekt auf die Isolationseigenschaften der Gehäuse ausüben
Einleitung
Die Anzahl der installierten Geräte, die dem Internet der Dinge (IoT) zuzuordnen sind, nimmt kontinuierlich zu. Gemäß einer Prognose wird die Anzahl der IoT-Geräte im Jahr 2030 global 25,5 Millionen betragen. An der FH Kufstein beschäftigt sich die Arbeitsgruppe Alpine-IoT mit IoTSystemen, welche insbesondere im alpinen Umfeld eingesetzt werden. Im Vergleich zu Anwendungen in Innenräumen sind die thermischen und mechanischen Belastungen in alpinen Umgebungen durchaus als extrem zu bezeichnen. Alleine die Temperaturschwankungen im alpinen Umfeld könne drastisch sein. Auf der Erzherzog-Johann-Hütte beim Großglockner sind Temperaturen zwischen
-40°C und +10°C keine Seltenheit. Werden in diesem Umfeld nun IoTGeräte betrieben, stellt alleine die Temperatur eine Herausforderung für die Funktionalität des Systems dar.
Als Schutz vor der Umgebung werden bei IoT-Geräten Gehäuse verwendet. Durch Einsatz der additiven Fertigung können maßgeschneiderte Gehäuse gefertigt werden. Neben der Anpassbarkeit an die integrierte Messelektronik, bietet die additive Fertigung auch die Möglichkeit, Funktionalität in das Gehäuse zu integrieren. Im Rahmen einer Forschungsarbeit wurden deshalb funktionale Gehäuse für IoT-Geräte hinsichtlich Isolationsfähigkeit theoretisch entwickelt, additiv gefertigt und anschließend evaluiert.
In einer kürzlich durchgeführten Studie konnte nachgewiesen werden, dass die additive Fertigung von hybriden Bauteilen mit der Integration von Phasenwechselmaterialien möglich ist. Diese Materialien weisen eine dem menschlichen Wärmeempfinden vergleichbare Wärmekapazität auf. Die Speicherung von Wärme erfolgt durch einen Phasenübergang des Materials. Der materialbasierte Ansatz erlaubt die Fertigung thermoregulierender Objekte, die in der Lage sind, Wärme zu speichern und bei Bedarf abzugeben.
Des Weiteren wurden in einer weiteren Forschungsarbeit biologische Strategien beschrieben, die als Vorlagen für die Gestaltung von Objekten dienen, welche durch additive Fertigung hergestellt werden. Basierend
Foto: IoT-System installiert am Blockgeltscher Äußeres Hochebenkar © Thomas Schmiedinger
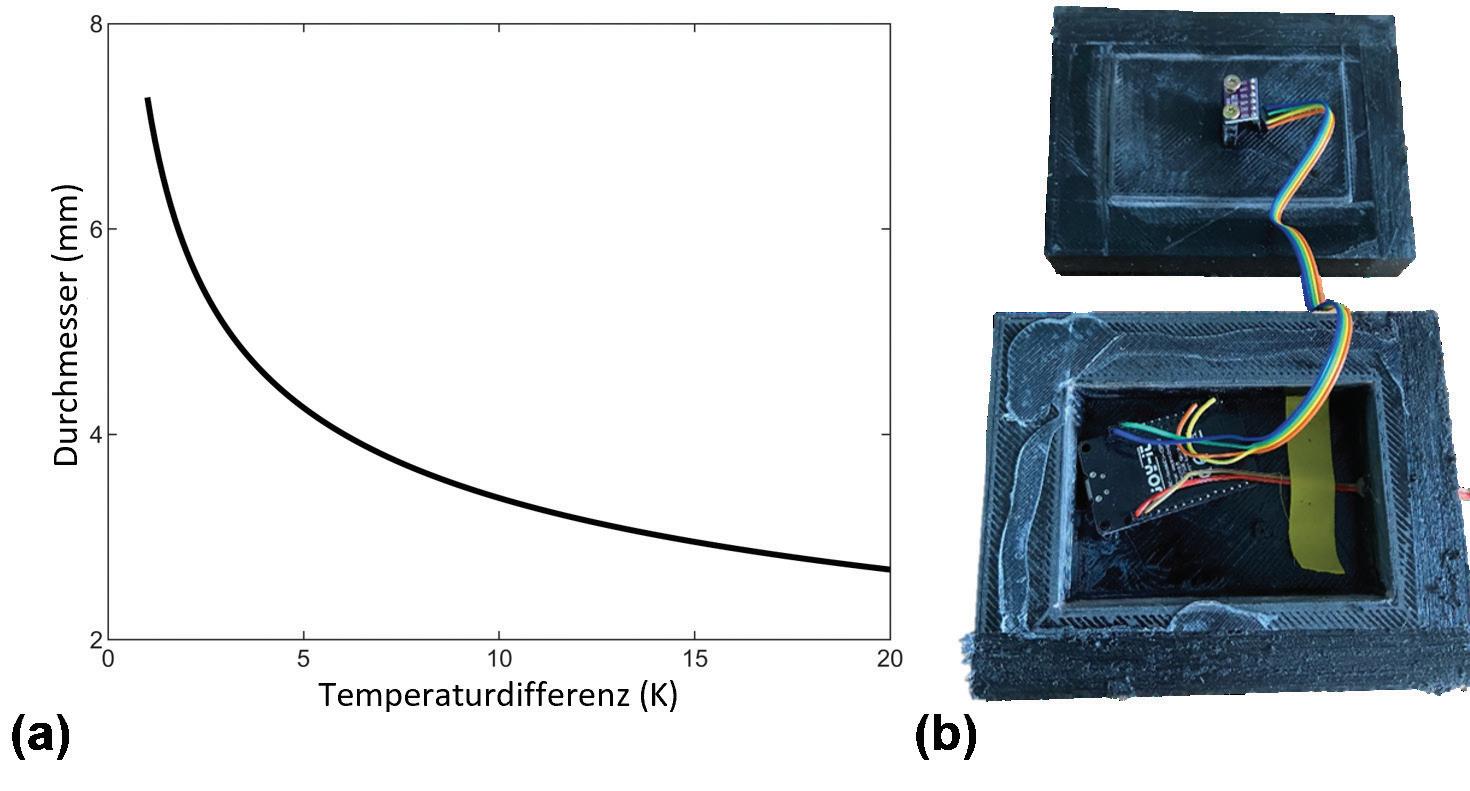
Abb. 1: Zusammenhang zwischen Kugeldurchmesser und Temperaturdiffernenz und Aufbau des Gehäuses
auf dem Verhalten von Termiten in einem Termitenbau wurde dabei ein Algorithmus für einen generativen Designansatz entwickelt. Mit diesem können nun gewichtsoptimierte und funktionale Objekte additiv gefertigt werden.
Ergebnisse
Biologische Strategien des Merinoschafes und des Grasbaumes bildeten den Ausgangspunkt für die Konstruktion des funktionalen Gehäuses. Durch eine Vielzahl von kleinen Lufteinschlüssen erreichen beide Systeme eine ausgezeichnete Wärmeisolation. In Bezug auf das Merinoschaf lässt sich festhalten, dass bei einer gegebenen Wolldicke von 80 mm ein Temperaturunterschied zwischen Haut und Umgebung von bis zu 40 K erreicht werden kann. Auch Schäume, welche in der Bauindustrie verwendet werden, weisen viele kleine Lufteinschlüsse aus und erreichen damit einen Isolationseffekt. Für das Gehäuse war es deshalb naheliegend, eine hohle Struktur anzustreben.
Auswahl der inneren Struktur
Die Wärmeübertragung in porösen Strukturen ist von verschiedenen Faktoren abhängig. Dabei spielen das Material sowie die Größe des eingeschlossenen Luftvolumens eine entscheidende Rolle. In der Regel ist der Wärmeübergang von der Wärmeleitfähigkeit und dem Temperaturgefälle abhängig. Die Wärmeleitfähigkeit kann durch geometrische und materialabhängige Parameter modifiziert
werden. Aufgrund der geringeren Wärmeleitfähigkeit von Luft im Vergleich zum Gehäusekunststoff sollte der Anteil an Luft innerhalb des Gehäuses möglichst groß sein. Gleichzeitig darf das Volumen der Lufteinschlüsse nicht zu groß werden. Ab einer bestimmten Größe erfolgt der Wärmeaustausch durch Konvektion, d.h. eine Strömung baut sich im Inneren des Lufteinschlusses auf wodurch die Wärmeübertragung begünstigt wird. Es gilt also ein Optimum zwischen einem möglichst hohen Luftanteil bei gleichzeitig kleinen Volumina der Lufttaschen zu finden.
Mathematisch kann für die Ermittlung des optimalen Durchmessers die Rayleigh-Darcy-Zahl (Ra) verwendet werden. In Abbildung 1-a ist der Zusammenhang zwischen dem Durchmesser einer kugelförmigen Lufttasche und der zulässigen Temperaturdifferenz zur Gewährleistung einer konduktiven Wärmeübertragung dargestellt. Für das Testgehäuse wurde final ein Durchmesser von 4 mm gewählt. Bei diesem Durchmesser entsteht erst ab einer Temperaturdifferenz entlang der kugelförmigen Lufttasche von 6 K Konvektion (siehe Abbildung 1-a). In der Gehäusewand
wurden die Kugeln in einer flächenzentrierten Anordnung mit einem Abstand zwischen den Kugelmittelpunkten von 4.8 mm angeordnet (siehe Abbildung 2-a).
Zur Vergleichszwecken wurden zwei weitere Innenstrukturen und eine massive Ausführung verwendet. Dabei handelt es sich um „Standard“ Strukturen, welche während des Slicings-Prozesses mit der Slicing-Software, automatisiert erzeugt werden können.
Die kubische Gitterstruktur basierte auf einer dicht gepackten Anordnung Kuben. Die Seitenlänge der Kuben wurde auf 4 mm festgelegt. Die Kuben werden durch Material voneinander getrennt (siehe Abbildung 2-b). Die zweidimensionale Gitterstruktur, bezeichnet als "dreieckig", erzeugte Lufttaschen in der Form eines dreieckigen Prismas. Diese Innenstruktur gilt ebenso als Standard und hat den Vorteil, dass die Produktionsdauer von Objekten minimiert wird (siehe Abbildung 2-c).
Herstellung von IoT-Gehäusen
Die vier Testgehäuse – in kugelförmiger, kubischer, dreieckiger sowie massiver Ausführung – wurden mittels drahtbasierter additiver Fertigung (Fused Deposition Modelling) hergestellt. Als Material wurde Polylactid (PLA) verwendet. In Abhängigkeit der gewählten Innenstruktur variierten die Herstellungsdauer als auch die Masse der einzelnen Gehäuse (kugelförmige Innenstruktur: 621 g; kubische Innenstruktur: 550 g; massive Variante: 924 g und dreieckige Innenstruktur: 298 g).
Stromverbrauch
Für die Untersuchung der Isolationsfähigkeit wurden die vier Gehäuse

Abb. 2: Untersuchte Innenstrukturen
TOP-THEMA
mit einem Temperatursensor und einem dazugehörigen Microcontroller ausgestattet. Beide Komponenten wurden im Innenraum der Gehäuse platziert und konnten über WLAN kontaktiert werden (siehe Abbildung 1-b). Im Dauerbetrieb des Systems erfolgte die Messung der Temperatur alle 0.25 s (Dauermodus). Die gemittelte Temperatur von vier Messungen wurde anschließend jede Sekunde gesendet. In diesem Betriebsmodus wurde der Stromverbrauch des Systems gemessen, welcher im Mittel 177 J betrug. Bei IoT-Geräten ist es üblich, den Energieverbrauch zu optimieren. Das kann durch die Aktivierung eines Deep-Sleep-Modus geschehen. Dabei werden am Microcontroller alle nicht-notwendigen Subsysteme deaktiviert. Auch dieser Modus wurde umgesetzt. Dabei wurde die Temperatur alle 2.5 min gemessen und alle 10 min erfolgte die Übertragung. In diesem Modus betrug der Energieverbrauch lediglich 24 J.
Innentemperatur von IoT-Gehäusen
Um die Isolationsfähigkeit der unterschiedlichen Gehäuse zu testen, wurden diese in einem Klimaprüfschrank platziert. Durch die Messung der Innentemperatur im Gehäuse und der Außentemperatur im Klimaprüfschrank konnte die Temperaturüberhöhung bestimmt werden. In 8 h Schritten wurde dabei die Temperatur im Gehäuse bei einer Außentemperatur19°C, 10°C, 0°C und -10°C aufgezeichnet. Die Stabi-
lisierung der Temperatur im Klimaprüfschrank erfolgte innerhalb von 5 Minuten. Neben der Temperaturüberhöhung konnte mit diesem Ansatz auch die Zeitkonstante für die Temperaturanpassung erfasst werden. Die Ergebnisse der Zeitkonstanten sind in diesem Text nicht abgebildet, können jedoch in der Originalpublikation nachgelesen werden.
Bei jedem Temperaturschritt stabilisierte sich die Gehäuseinnentemperatur. Die Innentemperatur war dabei in allen untersuchten Fällen stets höher als die Außentemperatur. Die Ausprägung der Temperaturdifferenz wurde dabei von der Innenstruktur als auch vom Betriebsmodus beeinfluss. Im Dauermodus wurde eine bis zu 5-mal höhere Innentemperatur des Gehäuses, im Vergleich zum DeepSleep-Modus, registriert. Dennoch wurde auch im Deep-Sleep-Modus eine erhöhte Temperatur registriert.
Des Weiteren wurde ersichtlich, dass die Innenstruktur einen Einfluss auf die Innentemperatur ausübt (siehe Abbildung 3). Die kubische Innenstruktur wies die höchste Temperaturdifferenz auf, sowohl im Dauermodus (13,8±0,3 K) als auch im Deep-SleepModus (2,6±0,1 K). Das Gehäuse mit der kugelförmigen Struktur wies die geringste Temperaturdifferenz zwischen der Innentemperatur und der Umgebungstemperatur auf. Die Differenz betrug im Dauermodus 9,1±0,2 K und im Deep-Sleep-Modus 1,7±0,3 K. Die dreieckige Gitterstruktur wies eine Temperaturdifferenz von 10,8±0,5 K bzw. 2,1±0,1 K im Dauerund Deep-SleepModus auf. Das massive Gehäuse wies eine mit der dreieckigen Gitterstruktur vergleichbare Temperaturdifferenz auf (Dauermodus: 10,4±0,3 K; Deep-Sleep-Modus: 1,9±0,1 K).
die Isolierfähigkeit verschiedener additiv gefertigter Gehäuse analysiert. Dabei wurden vier unterschiedliche Gehäuse untersucht, die sich in ihrer inneren Struktur unterschieden. Angelehnt an biologischen Systemen wurde eine Struktur bestehend aus kubisch-flächenzentrierten kugelförmigen Lufttaschen theoretisch entwickelt und mit drei weiteren Gehäusen (kubisch, dreieckig und massiv) verglichen. Im Inneren des Gehäuses wurde ein Mikrocontroller mit einem Temperatursensor untergebracht der in zwei Betriebsmodi (Dauermodus und Deep-Sleep-Modus) betrieben worden ist.
Der Durchmesser der kugelförmigen Lufttaschen wurde mit 4 mm berechnet und soll Konvektion in den einzelnen Lufttaschen unterdrücken. Durch die flächenzentrierte Anordnung der kugelförmigen Lufttaschen soll eine dichte Packung der Lufteinschlüsse gewährleistet werden. Bei der kubischen Innenstruktur wurde ebenfalls eine charakteristische Größe von 4 mm gewählt.

Diskussion der Ergebnisse
Im Rahmen der vorliegenden Untersuchung wurde
Ein Parameter für die Beschreibung der Isolationsfähigkeit ist die Differenz zwischen Innen- und Außentemperatur. Wie gezeigt worden ist, wird die maximale Temperaturüberhöhung vom Gehäuse mit der kubischen Innenstruktur erreicht. Die optimierte Innenstruktur der kugelförmigen Lufttaschen zeigte von allen Gehäusen die geringste Temperaturdifferenz. Das Ergebnis entspricht also nicht der ursprünglichen Hypothese. Eine mögliche Erklärung, warum das Gehäuse mit den kugelförmigen Lufttaschen eine geringere Temperaturdifferenz aufweist als jenes mit der kubischen Innenstruktur findet sich im Verhältnis vom Material- zu Luftanteil. Die kugelförmige Variante weist im Bezug zur massiven Ausführung einen Luftanteil von ca. 33 % auf während bei der kubischen Variante ein höherer Luftanteil von ca. 40 % erreicht wird. Ausschlaggebend für eine gute Isolierung ist der Luftanteil und dieser ist bei der kubischen Variante höher.
Die Variante mit den dreieckigen Prismen zeigt auch eine schlechte Isolationsfähigkeit und das liegt wahrscheinlich daran, dass in den
Abb. 3: Temperaturdifferenz zwischen Außen- und Innentemperatur
großen eingeschlossenen Luftsäulen Konvektion den Wärmeaustausch unterstützt. Das Volumen der Lufttaschen ist also zu groß, um Konvektion zu unterdrücken.
Zusammenfassend lässt sich festhalten, dass die Isolationseigenschaften von IoT-Gehäusen durch die Innenstruktur beeinflusst werden können. Die kubische Innenstruktur mit einem Fülllinienabstand von 4 mm zeigte ein gutes Isolationsvermögen und ist weiters als Standard-Innenstruktur bei den gängigsten Slicing Programmen hinterlegt. Als weitere Schritte können nun auch Zwei-Phasen Materialien als Füllmaterial angedacht werden, um eine noch optimaleres Wärmeverhalten zu erreichen. Spannend ist auch, dass in Abhängigkeit der Betriebsmodi des Mikrocontrollers Einfluss auf die innere Gehäusetemperatur genommen werden kann. In weiteren Untersuchungen soll deshalb auch eine aktive Nutzung der

Erwärmung durch den Mikrocontroller konzipiert und getestet werden.
Autoren:
Prof. (FH) Dipl. Ing. Thomas Schmiedinger, PhD, ist stellvertretender Studiengangsleiter für den Master „Smart Products & AI-driven Development“ an der Fachhochschule Kufstein. Er forscht im Bereich IoT und Digitaler Zwilling und ist Leiter der Arbeitsgruppe Alpine-IoT. Weiters beschäftigt er sich mit KI-Anwendungen im Umfeld von und mit smarten vernetzten Produkten als auch der Produktentwicklung.
Martin Schafferer, MSc MSc, ist Lektor und wissenschaftlicher Mitarbeiter im Bachelor „Wirtschaftsingenieurwesen“ und im Master „Smart Products & AI-driven Development“ an der Fachhochschule Kufstein. Er forscht im Bereich Alpine IoT.
Prof. (FH) Dipl. Ing. Thomas Schmiedinger, PhD
Stellvertretender
Studiengangsleiter für den Master „Smart Products & AI-driven Development“, Fachhochschule Kufstein
Ing. Daniel Naschberger, MSc
Lektor und wissenschaftlicher Mitarbeiter, Fachhochschule Kufstein
Ing. Daniel Naschberger, MSc ist Lektor und wissenschaftlicher Mitarbeiter an der Fachhoschule Kufstein. Er forscht im Bereich Smart Products und IoT.
Prof. (FH) Dr.-Ing. Christian Schmid ist Professor für Produktentwicklung an der Fachhochschule Kufstein und lehrt in den Studiengängen „Wirtschaftsingenieurwesen“ (Bachelor) und „Smart Products & AI-Driven Development“ (Master ) und forscht im Bereich „Additiver Fertigung“ und „KI-Anwendung in der Produktentwicklung“.
Der Artikel ist eine Zusammenfassung des Artikels „Optimization of additively manufactured housings for IoT devices in an alpine environment“ welcher in der Fachzeitschrift MRS Communications (https://doi. org/10.1557/s43579-022-00236-y) veröffentlicht wurde.

Martin Schafferer, MSc MSc
Lektor und wissenschaftlicher Mitarbeiter, Fachhochschule Kufstein
Prof. (FH) Dr.-Ing. Christian Schmid
Professor für Produktentwicklung, Fachhochschule Kufstein

Sophia Brockschmidt, Christian Schmid, Dominic Steiner
Nachhaltige Produktentwicklung – verantwortlich Zukunft gestalten
Angesichts der drängenderen Forderung nach nachhaltigen Produkten entlang des gesamten Produktlebenszyklus, sehen sich insbesondere klein- und mittelständische Unternehmen (KMUs) mit Herausforderungen konfrontiert. Nachhaltigkeitsbestrebungen stoßen jedoch gerade dort häufig auf Ablehnung. Zu aufwendig in der Entwicklung und zu teuer in der Herstellung lauten die Vorurteile. Anhand von Fallbeispielen wird ersichtlich, dass es durchaus möglich ist, Produkte so zu entwickeln, dass sie wirtschaftlich und ökologisch verträglicher sind. Durch die Implementierung innovativer Ansätze und Technologien können KMUs sowohl ihre Wettbewerbsfähigkeit steigern als auch einen positiven Beitrag zur Umwelt leisten.
Nachhaltigkeit ist einer der großen Treiber unserer Zeit und beeinflusst viele Bereiche des Lebens. Um dem Anspruch einer höheren Nachhaltigkeit Genüge leisten zu können, kommt der Produktentwicklung in vielerlei Hinsicht eine besondere Bedeutung zu. Sie bestimmt die Gestalt, Funktion und Nutzung von Produkten. Sie nimmt Einfluss auf den gesamten Lebenszyklus des Produktes und bestimmt somit die für die Nachhaltigkeit wesentlichen Randbedingungen.
Der Begriff Nachhaltigkeit wird wissenschaftlich definiert als eine Entwicklung, bei der heutige Bedürfnisse befriedigt werden, ohne zukünftigen Generationen die Lebensgrundlage zu entziehen. Es geht darum, die natürlichen Ressourcen zu erhalten, die Wirtschaft durch
Umweltschutz und innovative Technologien voranzubringen und gleichzeitig Wohlstand und sozialen Fortschritt zu sichern [1-3].
Die drei Säulen der Nachhaltigkeit sind:
1. Ökologische Nachhaltigkeit: Die Natur so zu nutzen, dass sie sich regenerieren kann und zukünftige Generationen ebenfalls von ihr profitieren können.
2. Ökonomische Nachhaltigkeit: Wirtschaftliche Aktivitäten sollen so gestaltet werden, dass sie langfristig tragfähig sind. Das bedeutet, dass Unternehmen und Volkswirtschaften nicht nur kurzfristige Gewinne anstreben, sondern auch langfristige Stabilität und Wohlstand sichern.
3. Soziale Nachhaltigkeit: Es geht darum, soziale Ungleichheiten zu
verringern, faire Arbeitsbedingungen zu schaffen und den Zugang zu Bildung und Gesundheitsversorgung zu gewährleisten.
Diese drei Säulen sind eng miteinander verknüpft und beeinflussen sich gegenseitig. Eine nachhaltige Entwicklung ist nur möglich, wenn alle drei Dimensionen gleichermaßen berücksichtigt werden.
Zum Beispiel kann wirtschaftlicher Erfolg (ökonomische Nachhaltigkeit) nur dann langfristig bestehen, wenn er nicht auf Kosten der Umwelt (ökologische Nachhaltigkeit) oder der sozialen Gerechtigkeit (soziale Nachhaltigkeit) geht [4]. Die Europäische Union (EU) hat deshalb einige wesentliche Anforderungen im sogenannten Green Deal festgelegt, die für Unternehmen relevant sind. Dieser bringt dabei eine Viel-
Foto: Produktentwicklung, KI-generiert - Adobe Firefly
zahl von Herausforderungen für die Produktentwicklung mit sich. Unternehmen müssen sich an neue Vorschriften anpassen, Emissionen reduzieren und nachhaltigere Produkte fördern. Sie müssen schnell technologische Innovationen auf den Markt bringen und in umweltfreundliche Technologien investieren. Dies erfordert hohe Anfangsinvestitionen, die durch Förderprogramme oder Effizienzsteigerungen gedeckt werden können. Die gesamte Lieferkette muss nachhaltiger gestaltet werden, was enge Zusammenarbeit mit Lieferanten und Partnern erfordert [5].
Diese Herausforderungen bieten jedoch auch Chancen, wie die Entwicklung neuer Geschäftsmodelle und die Erschließung neuer Märkte.
Der Sportbekleidungshersteller Patagonia ist ein bekanntes Beispiel dafür, wie diese Ansätze verwirklicht werden können. Dort setzt man auf langlebige Materialien und bietet Reparaturdienste an, um die Lebensdauer der Produkte zu verlängern. Zudem recycelt Patagonia alte Kleidung und verwendet recycelte Materialien zur Herstellung neuer Produkte. Zu diesem Zweck ist es notwendig, die Eigenschaften und daraus resultierenden Möglichkeiten der Rohmaterialien zu kennen.
Um die hohen Ansprüche an verwendete Rohmaterialien zu gewährleisten, arbeitet das Unternehmen eng mit seinen Lieferanten zusammen und verlangt Nachweise über die Herkunft und Qualität der gelieferten Stoffe [1]. Zudem war es dem Unternehmen schon früh ein Anliegen, sich weitreichend um seine Mitarbeiter zu kümmern und ihnen einen langfristigen Arbeitsplatz zu bieten. Dieses Umdenken ist auf die rezessionsbedingten Entlassungen im Jahr 1991 zurückzuführen, aus denen Patagonia lernen wollte und sich die Frage stellte, welche Art von Unternehmen es sein wollte: Kinderbetreuung, soziales Engagement, Förderung des Zusammenhalts und gesundes Essen für Mitarbeiter:innen waren das Resultat [2]. Bis heute ist Patagonia mit seiner Strategie erfolgreich und konnte zahlreiche Umweltaktivisten unterstützen.

Auf diese Weise schafft das Unternehmen ein anschauliches Beispiel dafür, wie die drei Säulen der Nachhaltigkeit umgesetzt werden können.
In der nachhaltigen Produktentwicklung ist ein auf den Produktlebenszyklus bezogener Blickwinkel notwendig, der deutlich umfassender ist als die bisherige Betrachtung. Es geht bei dieser Sichtweise um alle Aspekte, die einen direkten oder indirekten Einfluss auf das Produkt, seiner Herstellung, seiner Nutzung und seinem Recycling haben. Hierdurch steigt der Grad der Komplexität und somit erweitern sich auch die im Rahmen der Produktentwicklung notwendigen Analysen.
Wie funktioniert nachhaltige Produktentwicklung?
Nachhaltige Produktentwicklung umfasst mehrere Schritte, um sicherzustellen, dass Produkte umweltfreundlich und ressourcenschonend sind. Die wesentlichen Schritte sind [6, 7]:
1. Problemidentifikation und Zielsetzung: Erkennen und Verstehen
der nachhaltigen Herausforderungen im Unternehmen und Festlegen klarer Ziele.
2. Kundenanalyse: Beobachten und Verstehen der Kundenbedürfnisse, um sicherzustellen, dass das Produkt den Anforderungen entspricht und gleichzeitig nachhaltig ist.
3. Ideenentwicklung: Kreative Lösungen entwickeln, die sowohl funktional als auch umweltfreundlich sind.
4. Materialauswahl: Auswahl umweltfreundlicher Materialien, die recycelbar oder biologisch abbaubar sind.
5. Design und Prototyping: Entwicklung und Testen von Prototypen, um sicherzustellen, dass das Design sowohl effizient als auch nachhaltig ist.
6. Produktion: Implementierung ressourcenschonender Produktionsprozesse, die den Energieverbrauch und Abfall minimieren.
7. Nutzung und Wartung: Sicherstellen, dass das Produkt während seiner Nutzung energieeffizient ist und leicht gewartet werden kann.
8. Entsorgung und Recycling: Planung für das Ende des Produktlebenszyklus, einschließlich Recycling
Abbildung 1: KI-generierte, symbolische Abbildung zur Kreislaufwirtschaft
TOP-THEMA
oder umweltfreundlicher Entsorgung.
Diese Schritte helfen dabei, Produkte zu entwickeln, welche nicht nur den aktuellen Bedürfnissen entsprechen, sondern auch die Umwelt für zukünftige Generationen schützen.
Dabei sind neue Lösungen und unkonventionelle Wege gefordert. Insbesondere der letzte Abschnitt des Lebenszyklus stellt eine große Herausforderung dar, weil die Identifikation von Werkstoffen sowie die sortenreine Trennung zur Sicherstellung eines möglichst effizienten und Ressourcen schonenden Recyclingprozesses unabdingbar sind.
In diesem Zuge ist Econyl zu erwähnen, ein Werkstoff, welcher speziell dafür entwickelt wurde, mehrfach verwendet zu werden. Dabei handelt es sich um ein regeneriertes Nylon, das aus Abfällen wie alten Fischernetzen, Stoffresten und Teppichböden hergestellt wird. Das Besondere daran ist, dass dieses Material unendlich oft recycelt werden kann, ohne an Qualität zu verlieren. Das bedeutet, dass Produkte aus Econyl am Ende ihres Lebenszyklus wieder in den Produktionskreislauf zurückgeführt werden können, um neue Produkte herzustellen. Dies reduziert Abfälle und den Bedarf an neuen Rohstoffen erheblich. Es wird häufig in der Mode- und Textilindustrie verwendet, etwa für Bade- oder Sportbekleidung [3].
Vielfach scheitern Recyclingansätze jedoch an dem Streben nach gleichartigen Qualitätseigenschaften des aus recycelten Stoffen erzeugten Materials (Closed Loop). Bei einigen Metallen, insbesondere bei eisenbasierten Stählen ist ein 100 %iges Recycling möglich, Aluminiumund Titanwerkstoffe hingegen sind aufgrund des deutlich höheren Energiebedarfs beim Recycling wirtschaftlich nur eingeschränkt recyclingfähig. Ähnliches gilt für Polymere, also Kunststoffe, die insbesondere aufgrund der großen Vielfalt und aufwendiger Trennverfahren nur zu einem geringen Prozentsatz recycelt werden können.
Ein sogenannter Open-Loop-Ansatz für die Integration von gemischten Polymeren oder anderen nicht
einfach recycelten Materialien kann dabei helfen, die realen Probleme unserer Gesellschaft zu lösen. Diverse Abfallstoffe, welche zum Teil in sehr großen Mengen anfallen (Beispiel Kleidung in Österreich: 221.800 to/ Jahr, 83 % davon werden verbrannt) sind potenzielle Rohstoffe, in denen bereits Energie steckt und die eventuell durch ihre Struktur Vorteile für bestimmte Folgeprodukte haben könnten [9].
Ein Ansatz, der gerade an der FH-Kufstein Tirol verfolgt wird, zielt auf eine Lösung ab, in welcher Stoffreste mittels eines grossskaligen industriellen Fertigungsprozesses zu Platten, ähnlich den aus Holzspänen hergestellten Spanplatten, verpresst werden, die wiederum dann in verschiedenen Branchen zu unterschiedlichen Produkten weiterverarbeitet werden können. Derartige Prinzipien bezüglich der Nutzung vergleichbarer Materialien können bewusst im Design berücksichtigt werden.
Clarisse Merlet, Architektin und Geschäftsführerin des Pariser Unternehmens FabBRICK, hat einen Weg gefunden, jede Art von Textilien, in bunte, dekorative Ziegelsteine umzuwandeln, die für die Herstellung von Möbeln, Lampen, Akustikpaneelen und Trennwänden verwendet werden können. Laut Website können Unternehmen ihre eigenen Textilabfälle sammeln, einsenden und je nach Beschaffenheit individuell weiterverwerten lassen [4].
Welche Grundregeln gilt es bei der nachhaltigen Produktentwicklung zu berücksichtigen?
Hier lassen sich die Grundregeln der Circular Economy heranziehen, die auf effiziente Ressourcennutzung und Abfallminimierung abzielen [8]. Das Vermeidungsprinzip reduziert Abfälle und Umweltverschmutzung durch nachhaltige Produktgestaltung. Ein funktionsorientierter Ansatz ist hier zielführend. Wiederverwendung, Reparatur und Refurbishment verlängern die Produktlebensdauer. Die Recyclingfähigkeit und Trennbarkeit der Materialien am Ende des Produktlebenszyklus müssen berücksichtigt werden, um sie für neue
Produkte nutzen zu können. Eine reduzierte Werkstoffvielfalt erleichtert das Recycling.
Open-Loop-Recycling-Werkstoffe tragen ebenfalls zur Ressourcenschonung bei, wie es etwa das Beispiel von FabBRICK illustriert. Diese Prinzipien fördern eine nachhaltige Wirtschaft, indem sie den Produktlebenszyklus verlängern und den Bedarf an neuen Rohstoffen reduzieren.
Welchen Nutzen hat die nachhaltige Produktentwicklung für Unternehmen?
Nachhaltige Produktentwicklung bietet ökologisch, ökonomisch und sozial relevante Vorteile. Sie reduziert Ressourcenverbrauch und Umweltbelastung, minimiert Abfälle, senkt Emissionen und nutzt erneuerbare Ressourcen. Effiziente Material- und Energienutzung spart Kosten und kann langfristig erhebliche Einsparungen bringen. Unternehmen, die nachhaltige Produkte anbieten, heben sich ab, da Verbraucher bereit sind, mehr für umweltfreundliche Produkte zu zahlen. Soziale Aspekte wie faire Arbeitsbedingungen und lokale Unterstützung verbessern das Unternehmensimage und stärken die Kundenbindung. Nachhaltige Praktiken bereiten Unternehmen besser auf zukünftige gesetzliche Anforderungen vor und vermeiden Strafen oder zusätzliche Kosten.
Use Cases aus der Praxis
Einer der Forschungssschwerpunkte an der FH Kufstein ist die additive Fertigung. In diesem Industriezweig gibt es einige Beispiele für erfolgreiche Nachhaltigkeitsstrategien. Die Extrudr | FD3D GmbH ist ein führender Hersteller von technischen Monofilamenten für den 3D-Druck mit Hauptsitz und Produktion in Lauterach, Österreich. Ursprünglich als Start-up gegründet, setzt das Unternehmen stark auf Nachhaltigkeit, indem über die Hälfte der Kunststoffe sogenannte Biokunststoffe sind. Diese biobasierten und biologisch abbaubaren Polymere, wie PLA, GreenTEC, und FLAX, werden aus Rohstoffen wie Mais, Zuckerrohr, Kartoffeln und Soja-
bohnen gewonnen. Im Gegensatz dazu basieren Materialien wie ASA und ABS auf fossilen Rohstoffen und sind nicht biologisch abbaubar. Trotz oft höherer Preise nachhaltiger Produkte durch höhere F&E-Kosten und Produktionsaufwand liegen die Biokunststofffilamente von Extrudr im mittleren Preissegment und sind somit wettbewerbsfähig [11].
Das Unternehmen Prusa ist ein Vorreiter im Bereich des nachhaltigen 3D-Drucks und verfolgt seit Mitte 2021 umfassende Nachhaltigkeitspraktiken. Gegründet 2012 von Josef Prusa, umfasst Prusa Research Bereiche wie Prusa Development, Manufacturing und Polymers, und ist bekannt für seine 3D-Drucker. Die Drucker werden werkzeuglos in einer sogenannten Druckerfarm hergestellt. Zudem unterstützt Prusa die Reparaturfreundlichkeit ihrer Produkte durch die Bereitstellung von Ersatzteilen und die Förderung einer Reparaturkultur. Das Unternehmen setzt auf upgrade-fähige Drucker, um der "Wegwerfmentalität" entgegenzuwirken und reduziert Kunststoffabfälle durch eine Partnerschaft mit Precious Plastic, die eine Weltkarte für Recyclingpunkte bietet. Prusa entwickelt auch umweltfreundliche Druckmaterialien und bindet die Community in nachhaltige Projekte ein, wie den "Reborn Design"-Wettbewerb. Sie haben das Abfallproblem beim Filamentwechsel durch den Einsatz mehrerer Druckköpfe pro Prusa XL weitgehend gelöst. Herausforderungen bleiben bei der Beschaffung nachhaltiger Komponenten und dem Recycling von Materialien wie PLA und PETG. Dennoch hat Prusa eine umfassende Nachhaltigkeitsstrategie etabliert, basierend auf Feedback von Mitarbeitern und der 3D-Druck-Community, und fördert die Reparaturkultur durch die Bereitstellung von Ersatzteilen über die Printables-Datenban [10].
Prusa Research hebt sich von anderen Unternehmen nicht nur in der 3D-Druck Industrie durch ihr konsequentes lebenszyklusberücksichtigendes Firmenkonzept ab. Es zeichnet sich durch Ansätze wie Open-Source, die Herstellung upgrade-fähiger Drucker und ein
starkes Community-Engagement aus. Das Unternehmen fördert Nachhaltigkeit durch die Entwicklung umweltfreundlicherer Materialien, die Minimierung von Kunststoffabfällen und die Partnerschaft mit Recyclinginitiativen wie Precious Plastic. Diese kundenorientierte und nachhaltige Ausrichtung macht Prusa Research zu einem Vorreiter in der 3D-Druck-Branche und darüber hinaus.
Es zeigt sich, dass Nachhaltigkeit nicht nur auf eine einzelne Säule beschränkt ist. Es gibt zahlreiche Beispiele, die belegen, dass auch die ökonomische Säule erfolgreich umgesetzt werden kann. Basierend auf diesen Erkenntnissen ist es möglich, zukunftsfähige Konzepte zu entwickeln und umzusetzen. Prusa hat eindrucksvoll bewiesen, dass dies machbar ist, wenn Nachhaltigkeit ein Teil des Gesamtkonzeptes ist. Ein zentraler Erfolgsfaktor in der nachhaltigen Produktentwicklung ist die Berücksichtigung aller Phasen des Produktlebenszyklus, welche idealerweise als geschlossener Kreislauf umgesetzt werden sollten. Durch diese umfassende und integrative Herangehensweise können Unternehmen nicht nur nachhaltiger agieren, sondern auch langfristig ökonomischen Erfolg sichern.
Literaturverzeichnis:
[1] „eu.Patagonia.com,“ 2024. [Online]. Available: https://eu.patagonia. com/de/de/our-footprint/. [Zugriff am 29 08 2024].
[2] „eu.patagonia.com,“ [Online]. Available: https://eu.patagonia.com/ de/de/company-history/. [Zugriff am 29 08 2024].
[3] „econyl.aquafil.com,“ 2024. [Online]. Available: https://econyl.aquafil.com/. [Zugriff am 29 08 2024].
[4] „fab-brick.com,“ 2024. [Online]. Available: https://www.fab-brick. com/anciensite-en. [Zugriff am 28 08 2024].
[5] A. Suchanek, N. Lin-Hi, N. Dautzenberg, M. G. Möhrle, D. Specht, B. Dennerlein, F. Leymann und A. Nowak, „Gabler Wirtschftslexikon,“ [Online]. Available: https:// wirtschaftslexikon.gabler.de/defini -
tion/nachhaltigkeit-41203. [Zugriff am 17 7 2024].
[6] „Bundestag,“ 12 3 2014. [Online]. Available: https://www.bundestag.de/resource/blob/565606/76 bc5a2f18ac01d4a826fa1118e93988/ was_ist_nachhaltigkeit-data.pdf. [Zugriff am 17 7 2024].
[7] „Bundesminiterium für wirtschaftliche Zusammenarbeit und Entwicklung,“ [Online]. Available: https://www.bmz.de/de/service/lexikon/nachhaltigkeit-nachhaltigeentwicklung-14700. [Zugriff am 17 7 2024].
[8] „goClimate.de,“ [Online]. Available: https://www.goclimate. de/glossar/drei-saeulen-der-nachhaltigkeit/. [Zugriff am 17 7 2024].
[9] „Europäische Kommision,“ [Online]. Available: https://commission. europa.eu/strategy-and-policy/priorities-2019-2024/european-greendeal/delivering-european-green-deal_de. [Zugriff am 17 7 2024].
[10] U. Scholz, S. Pastoors, J. H. Becker, D. Hofmann und R. van Dun, Praxishandbuch Nachhaltige Produktentwicklung, Springer Berlin, 2018.
[11] M. Wiesner, Nachhaltige Produktentwicklung. In: Vajna, S. (eds) Integrated Design Engineering, Heidelberg: Springer Vieweg Berlin, 2022.
[12] T. Weber und M. Stuchtey, „Deutschland auf dem Weg zur Circular Economy,“ [Online]. Available: https://circulareconomy.europa.eu/platform/sites/default/files/ circular_economy_web_final.pdf. [Zugriff am 17 7 2024].
[13] A. Bernhardt, C. Brandstätter, B. Karigl, C. Neubauer, B. Stoifl und E. van Eygen, „Umwelt Bundesamt,“ 2022. [Online]. Available: https:// www.umweltbundesamt.at/studienreports/publikationsdetail?pub_id= 2417&cHash=8591beee531a10eb2e d4d87ea625325e. [Zugriff am 17 7 2024].
[14] „Prusa Research by Josef Prusa,“ [Online]. Available: https:// www.prusa3d.com/de/applications/sustainability-at-prusa-research_234807/. [Zugriff am 25 7 2024].
[15] „Extrudr,“ [Online]. Available: https://www.extrudr.com/de/shopeu/page/about-us/. [Zugriff am 25 7 2024].
AutorInnen:
Sophia Brockschmidt MSc. ist wissenschaftliche Mitarbeiterin im Bachelor Wirtschaftsingenieurwesen und Master Smart Products & AIdriven Development an der Fachhochschule Kufstein und forscht in den Bereichen Produktentwicklung und Internet of Things.

Prof. (FH) Dr.-Ing. Christian Schmid ist Professor für Produktentwicklung an der Fachhochschule Kufstein und lehrt im Bereich der Studiengänge Wirtschaftsingenieurwesen (Bachelor) und Smart Products & AI-driven Development (Master) und forscht im Bereich additiver Fertigung und KI-Anwendung in der Produktentwicklung.
Sophia Brockschmidt MSc.
Wissenschaftliche Mitarbeiterin im Bachelor Wirtschaftsingenieurwesen und Master Smart Products & AI-driven Development, Fachhochschule Kufstein

Dominic Steiner BSc, ist wissenschaftlicher Mitarbeiter im Bereich Bachelor Wirtschaftsingenieurwesen und Master Smart Products & AI-driven Development an der Fachhochschule Kufstein und forscht im Bereich der additiven Fertigung.
Dominic Steiner BSc
Wissenschaftlicher Mitarbeiter im Bachelor Wirtschaftsingenieurwesen und Master Smart Products & AI-driven Development, Fachhochschule Kufstein
Prof. (FH) Dr.-Ing.
Christian Schmid
Professor für Produktentwicklung, Fachhochschule Kufstein
Die nächste Ausgabe WINGbusiness 2024
Heft 04/2024: Arbeitstitel - "Europas industrielle Zukunft mitgestalten"

Event-Vorschau: IMC MemCon 2024, 17.10.2024, Graz
Nach einem makroökonomischen Schwerpunkt im Vorjahr steht die diesjährige „Members Conference“ des Industrial Management Club Kapfenberg (IMC) ganz im Zeichen der Digitalisierung.
Das Main Event für IMC-Mitglieder findet am 17.10.2024 in Graz im 10. Stock des E-Office der ENERGIE Steiermark (Leonhardgürtel 10) statt. Im Zentrum des diesjährigen Programms stehen wieder zwei Vorträge mit traditionellem Netzwerken bei Fingerfood und Getränken im Anschluss. Da die Teilnehmerzahl limitiert ist, wird um eine Anmeldung zum Event unter info@im-club.net gebeten.
Das Programm im Überblick:
17:00-18:00 Get together
18:00-19:45 Vorträge & Diskussionen
„Die AI-Revolution: Eine Reise durch Copilot-Technologien“
Martina Grom, Gründerin und Geschäftsführerin von atwork.at, Microsoft MVP und Regional Director, Expertin für Cloud Services und Microsoft 365 spricht über die aktuellen und zukünftigen Entwicklungen in der Welt von AI und der Microsoft Copiloten. Sie präsentiert die vielfältigen Anwendungen, die sich von der Softwareentwicklung über Cloud-Administration bis hin zu Office-Anwendungen erstrecken. Besonderes Augenmerk liegt auf den Möglichkeiten, Grenzen und Herausforderungen, die Copiloten mit sich bringen.
„Österreichs Weg in die Digitale Zukunft“
Hermann Erlach ist seit 2015 Mitglied der Geschäftsleitung und seit Mai 2021 General Manager und CEO von Microsoft Österreich. Sein Ziel in dieser Rolle ist es, die Modernisierung und Digitalisierung des Standortes voranzutreiben und diesen Fortschritt zu einer positiven Erfahrung für alle Österreicher*innen zu machen. Er wird in seinem Vortrag näher auf die Rolle von Microsoft Österreich bei der Modernisierung und Digitalisierung des Landes eingehen.
Ab 19:45 Ausklang

Ökonom Stephan Schulmeister bei seinem Vortrag „Die Rückkehr der Inflation“ bei der MemCon 2023; (C) Marlene Heyn

Hybride Additive Fertigung
Der Markt der Additiven Fertigung (AF) wächst jährlich und wird stetig weiterentwickelt. Hierbei liegt aktuell ein starker Fokus auf der Kombination verschiedener Fertigungstechnologien und -verfahren. Dabei ist es wichtig die Hybride Additive Fertigung (HAM) innerhalb der genormten sechs Fertigungsverfahren einzuordnen und ein Verständnis für die Kombinationsmöglichkeiten und deren Klassifizierung zu schaffen. Der Artikel beschäftigt sich mit der Erklärung der Zusammenhänge von hybriden und sub-hybriden Verfahren. Anhand von zwei Beispielen wird dargestellt wie eine Kombination unterschiedlicher Prozesse durchgeführt werden und die Hybride Additive Fertigung die Produktentwicklung unterstützen und beschleunigen kann.
In der additiven Fertigung sind
Wachstumsraten von 13,9 % in den nächsten 5 Jahren zu erwarten. Somit wird der Markt hierfür bis 2028 auf ca. 20 Milliarden Euro pro Jahr ansteigen [1]. Hierbei nimmt die Entwicklung von hybriden Verfahren einen, innerhalb des Marktes, stetig wachsenden Bereich ein. Nicht zuletzt seien hier auch EU-geförderte Projekte zu Kombination von additiver und subtraktiver Fertigung genannt, wie zum Beispiel der „Kraken“ (krakenproject.eu). Um zu verstehen wie dies die Produktentwicklung beschleunigen kann und auch andere Bereiche hierzu beitragen, muss zuerst der Begriff der hybriden Fertigung verstanden werden.
Bereits 1999 wurde der Begriff „hybride Fertigung“ von Rajurkar et al. [6] erwähnt, wobei er damit die Verbindung zweier subtraktiver Fertigungsverfahren bezeichnete. Generell kann als Erklärung zum Begriff der
hybriden Fertigung folgende Definition gelten: Ein hybrides Fertigungsverfahren ist die Kombination zweier Verfahren aus verschiedenen Kategorien der Fertigungsverfahren nach DIN 8580 [2]. Eine Kombination zweier Verfahren derselben Kategorie wird als sub-hybrid bezeichnet [5]. In Tabelle 1 sind die Kombinationsmöglichkeiten der Fertigungsverfahren als hybride und sub-hybride Verfahren dargestellt.
Die Additiven Fertigungsverfahren werden gemäß DIN EN ISO/ASTM 52900 eingeteilt und hieraus ergibt sich bei gleicher Vorgehensweise wie in Tabelle 1, eine Übersicht zu den Möglichkeiten hybrider und sub-hybrider Fertigung innerhalb dieser Prozesse. Eine Einteilung der additiven Verfahren in die Fertigungsverfahren der DIN 8580 ist noch nicht berücksichtigt. Somit stellen alle additiven Fertigungsverfahren in deren Kom-

Tabelle 1: Kombinationsmöglichkeiten für hybride und sub-hybride Fertigungsverfahren angelehnt an [8]
Foto: Hybrid gefertigte Baugruppe mit integrierten Leiterbahnen (FH Kufstein) © Michael Petke
Michael Petke
bination eine sub-hybride Fertigung dar, wenn deren Einteilung innerhalb der DIN 8580 in das gleiche Verfahren erfolgt. Da die meisten additiven Verfahren dem Urformen zugeordnet werden, gibt es hier somit eine große Anzahl an Sub-hybriden Fertigungsverfahren. Je nach Betrachtung wären somit alle im Anschluss genannten Verfahren Sub-hybride Verfahren im Bereich des Urformens oder eben hybride Verfahren im Bereich der AF. Die genormten Verfahren [2] sind:
Freistrahl-Bindemittel-Auftrag (BJT)
Materialauftrag mit gerichteter Energie-Einbringung (DED)
Material-Extrusion (MEX)
Freistrahl-Material-Auftrag (MJT)
Pulverbett-basiertes Schmelzen (PBF)
Schicht-Laminierung (SHL)
Badbasierte Photopolymerisation (VPP)
Die Verbindung verschiedener Prozesse kann sehr vielschichtig sein und ist schwierig zu kategorisieren Es existiert keine Definition, ob hybride Fertigung in einer Maschine oder sequentiell stattfinden kann. Ebenso ist nicht geklärt, ob diese mit unterschiedlichen Arten des Energieeintrags arbeiten. Die FH Kufstein beschäftigt sich mit mehreren Arten der Hybriden Fertigung. Die Steigerung der Funktionalität von Halbfertigzeugen durch AF [7] wurde 2021 untersucht. Hierbei wurde die Vorbereitung von Kunststoffen durch eine Bearbeitung der Oberfläche mit einem Lasergravursystem (Trennen) für das anschließende Bedrucken im MEX-Verfahren (Urformen) untersucht. Dies stellt somit ein sequentielles hybrides Verfahren dar. Bei sequentiellen Verfahren ist anzumerken, dass die Geschwindigkeit in der Fertigung von Prototypen dennoch steigen kann, jedoch ist es hierbei notwendig dies im Einzelfall bzw. auch mit Bezug auf die Anwendung und/ oder die Möglichkeiten der Firma zur Eigenfertigung zu betrachten. Für die Darstellung eines innerhalb einer Maschine durchgeführten hybriden Verfahren, kann der o.g. Kraken herangezogen werden. Daher werden der Kraken und eine Entwicklung der FH Kufstein als Beispiele, deren
Nutzung und Nutzen für die Produktentwicklung dargestellt.
Kraken [4]
Bereits 2017 wurden auf der EMO Hannover erste Ergebnisse zum Krakenprojekt im Rahmen der „International Conference on Additive Manufacturing“ vorgestellt und der Kraken wurde stetig weiterentwickelt. Am Ende des Förderprojektes im Jahr 2020 wurde ein Gesamtsystem vorgestellt und auch dessen Fähigkeiten getestet. Die Maschine verfügt über mehrere Möglichkeiten, hybride Fertigung zu realisieren. Diese sind:

MEX System zur Pastenextrusion mit einer Ablagerate von bis zu 120 kg/h
Wire Arc Additive Manufacturing Systemkopf mit einer Ablagerate von bis zu 1.5 l/h
Metallbeschichtungsverfahren mit einer Ablagerate von bis zu 6 kg/h
Fräskopf zur spanenden Bearbeitung der Bauteile mit 10m/min bei 2mm Tiefe
Schnellwechselsystem zwischen den einzelnen Bearbeitungsköpfen, die Maschine ist in der Lage, Teile bis zu einer Länge von 20m zu fertigen. Die in Verbindung mit der MEX-Einheit entwickelte Paste soll hierbei die Machbarkeit von Teilen mit den Dimensionen 20x8x6 Meter ermöglichen.
Damit gehört der Kraken auch 2024 noch zu den modernsten und vor allem auch leistungsfähigsten hybriden Maschinen in Bezug auf die Anwendung unterschiedlichster Fertigungsverfahren in einem Setup. Die Vorteile der Maschine im Vergleich zu konventionellen Lösungen sind folgende:
90 % weniger Platzbedarf in Fertigungshallen
40 % schneller als vergleichbare Maschinen aufgrund der hohen Ablageraten der WAAM und MEX-Einheit wie auch der bereits
integrierten Fräs- und Beschichtungslösung in einer Maschine 25 % höhere Produktivität durch Echtzeitüberwachung und Qualitätskontrolle
Dies zeigt die deutlichen Vorteile der hybriden Additiven Fertigungsverfahren klar auf. Stellt jedoch im Bezug auf den Platzbedarf und die Fertigungstoleranzen einen klaren Fokus auf große Bauteile und z.B. die Nutzung für Ansichtsmodelle von Fahrzeugen oder Architektonische Anwendungen dar, was z.B. mit dem Bau eines Fahrzeugmodells für Pininfarina unter Beweis gestellt wurde. Im Vergleich zum Erwerb der einzelnen Maschinen hat sich der Kraken als kostengünstiger erwiesen.
Hybride Gehäusefertigung mit Funktionsintegration (FH-Kufstein)
Seit 2020 beschäftigt sich die Forschungsgruppe der FH-Kufstein um Herrn Prof. (FH) Dr.-Ing Schmid und Herrn Prof. (FH) Thomas Schmiedinger PhD, mit verschiedenen Aspekten der Kombination unterschiedlicher Fertigungsverfahren. Der Schwerpunkt liegt auf der AF, vornehmlich im Bereich der Drahtbasierten Verfahren wie WAAM und MEX. Gerade mit dem Schwerpunkt der Produktentwicklung in den Studiengängen Wirtschaftsingenieurwesen
Abbildung 2: Krakenprojekt [4]

Abbildung 3: Prüfmuster mit unterschiedlich gravierten Trägerplatten
sowie Smart Products & Solutions wird an Möglichkeiten geforscht selbige zu beschleunigen. Hierfür wurde zuerst die Verbindung eines trennenden Verfahrens mit Kunststofffilamentdruck untersucht und es werden hierbei seit 2021 [7] reproduzierbare Verbindungen zwischen Plexiglas und gedrucktem Filament geschaffen. In Abbildung 3 ist zu sehen, dass die Experimente mit unterschiedlicher Vorbehandlung durch einen Lasercutter durchgeführt wurden, was zu dem Ergebnis führte, dass die Erhöhung der Festigkeit der Verbindung durch die Vorbehandlung mit einer Tiefe von 0,34 mm auf Teilflächen der Verbindungsebene, am höchsten ist.
Parallel wird an einem Lotgußverfahren gearbeitet, welches es ermöglicht, Leiterbahnen und auch direkte, leitende Verbindungen zwischen Bauteilen herzustellen. In ersten Machbarkeitsstudien wurde diese Möglichkeit bereits bestätigt und eine hohe Leitfähigkeit mit einem Widerstand von 0.128±0.044 µΩ pro m verifiziert. Ebenso wird daran gearbeitet, Verbindungselemente mit definierter Zugfestigkeit auf Basis verschiedener Kunststoffe zu entwickeln und Richtlinien für die drei Verfahren zu erstellen. Aktuell findet das Verfahren noch eine sequentielle Anwendung. In Abbildung 4 ist der Gesamtprozess dargestellt.
An der Eliminierung der letzten manuellen Schritte wird derzeit gearbeitet. Zudem müssen noch Tests erfolgen, um verschiedene Verfahren der Additiven Fertigung zu integrieren bzw. nutzbar zu machen. Die Fertigung des Bauteils stellt durch die Verbindung zweier Grundverfahren und zweier Verfahren innerhalb einer Gruppe eine Hybride Fertigung mit Sub-hybrider Komponente dar. Der Lotguß wird innerhalb des MEX-Sys-
tems durchgeführt, wobei hierfür der Kunststoffdruck pausiert wird.
Der Prozess ist aktuell in der Lage, siehe Abbildung 1, fertige Geräte herzustellen. Die Bestückung mit elektrischen- bzw. elektronischen Bauteilen erfolgt manuell. Der Ansatz ist nicht, eigene mikroelektronische Bauteile oder -gruppen zu drucken, sondern nur die elektrischen Leitungen. Aufgrund der Zielsetzung, einen stabilen Prozess zur Erstellung von kostengünstigen Prototypen
Produktionsschritte:
1. Trägerplatte im Lasercutter geschnitten
2. Basisstruktur mit Kanälen in 2x2 mm gedruckt -> pausieren des Drucks
3. Eingießen des Lotes in die Kanäle und einlegen der USB Buchse
4. Überdrucken der Kanäle/Leitung und Buchse
5. Einlegen der Bauteile
6. Lotguß und erhitzen der Verbindungsstellen zur Kontaktierung der Bauteile
Somit ist ableitbar, dass das Verfahren folgende Vorteile bietet:
Zeitersparnis durch den Entfall der Platinenfertigung
Zeitersparnis durch den Entfall der Bearbeitung von Verbindungselementen
Hohe Isolationsfähigkeit des

Abbildung 4: Prozessdarstellung Hybride Gehäusefertigung mit Funktionsintegration (FH Kufstein)
zu entwickeln, wird das System sowohl im Bereich der elektrischen Leitfähigkeit, der Tragfähigkeit des Kunststoffmaterials, der elektrischen Durchschlagsfestigkeit des Trägermaterials sowie in einigen anderen Bereichen untersucht. Bei der Betrachtung des Prozesses ist auffällig, dass hierbei verschiedene Schritte in der Herstellung von Funktionsprototypen entfallen. Die Vorteile liegen somit nicht nur in sehr niedrigen Kosten für die Geräte, sondern auch in der Geschwindigkeit einer Prototypenerstellung. In Abbildung 5 sind die einzelnen Schritte gezeigt.
Materials
Große Stromtragfähigkeit
Niedrige Übergangswiderstände
Schnelle Anpassung der Prototypen im CAD
Verwendung von Standardbauteilen statt stetig neuer Schaltungsentwicklung
Kostengünstige Technologie mit Standardmaterialien
Die FH Kufstein ist dabei mit Partnern aus Wirtschaft und Wissenschaft diese Technologie weiter zu entwickeln und deren Potentiale aufzuzeigen.

Abbildung 5: Prototypentstehung an der FH Kufstein als hybrid gefertigtes Gehäuse mit integrierten Leiterbahnen und Bauteilen/-gruppen
Fazit
Die hybride Fertigung wurde in den letzten Jahren im Bereich der Fräs-/ Drehzentren bereits zu einem Standard für die Industrielle Fertigung von Gütern. Mit den gezeigten Möglichkeiten, verschiedenste Fertigungsverfahren zu kombinieren, zeigt sich eine immense Vielfältigkeit, deren Entwicklungspotentiale sehr hoch sind. Gerade im Bereich des Hybrid Additive Manufacturing (HAM) lässt sich deren Potential noch kaum abschätzen, zeigt aber mit den beiden Beispielen schon einen hohen Zugewinn für Wirtschaft und Wissenschaft auf.
Literatur:
[1] AMPOWER GmbH & Co. KG. (2024). Ampower Report 2024. Hamburg: www. ampower.eu.
[2] Austrian Standards International (Hrsg.). (2022, 1. Mai). ONORM EN ISO/ASTM 52900:2021.
[3] DIN 8580: Fertigungsverfahren – Begriffe, Einteilung, Beuth Verlag, 2003 [4] Kraken Project. (12. 07.2024). www. krakenproject.eu. Von https://krakenproject.eu/#about abgerufen
[5] Leuteritz, G., Demminger, C., Maier, H.-J., & Lachmayer, R. (2018). Hybride Additive Fertigung: Ansätze zur Kombination von additiven und gießtechnischen Fertigungsverfahren für die Serienfertigung. In R. Lachmayer, R. Lippert, & S. Kaierle, Additive Serienfertigung - Erfolgsfaktoren und Handlungsfelder für die Anwendung (S. 115 - 1126). Berlin: Springer Verlag GmbH.
[6] Rajurkar, K., Zhu, D., McGeough, J., Kozak, J., & De Silva, A. (1999). New developments in electrochemical machining. (S. 567-579). https://doi.org/10.1016/ S0007-8506(07)63235-1: CIRP annals 48 (2)
[8] Zhu, Z., Dhokia, V., Nassehi, A., & Newman, S. (2013). A Review of hybrid manufacturing processes - satat of the art and future perspectives. In Int. J. Comput. Integrated Manuf. 26 (7) (S. 596 - 615). https://doi.org/10.1080/095119 2X.2012.749530.
Autor:
Asc. Prof (FH) Michael Petke, BSc, MA, ist Professor für Elektrotechnik und Automatisierung im Bachelor Wirtschaftsingenieurwesen und Master Smart Products & AI-driven Development. Er forscht im Bereich der Additiven Fertigung mit Schwerpunkt „Binder Jetting“ sowie additiv gefertigter Elektronik und der Verbindung verschiedener Fertigungsverfahren und Technologien.
[7] Schmid, C., Ehrlenbach, M., Herden, C., & Schmiedinger, T. (2023). MultiFunctional Parts - Increase Functionalitiy of Semi-Finished Parts by Additive Manufacturing. In R. Lachmayer, B. Bode, & S. Kaierle, Innovative Product Development by Additive Manufacturing 2021. Cham: https://doi.org/10.1007/978-3-03105918-6 19

Asc. Prof (FH)
Michael Petke, BSc, MA,
Professor für Elektrotechnik und Automatisierung, Fachhochschule Kufstein


Lukas Matthias, Sophia Brockschmidt, Christian Schmid
BeSoGreat - Biertreber-Bioverbundwerkstoffe für biologisch abbaubare Kunststoffprodukte durch Spritzguss
und 3D-Druck
Die EU-Brauindustrie erzeugt jährlich über 6,4 Millionen Tonnen Biertreber, von denen 20 % auf Deponien landen. Die Umwandlung von Biertreber in Rohstoffe für Biokunststoffe bietet eine nachhaltige Lösung nicht nur im ökologischen, sondern auch ökonomischen Sinn des Begriffs [1]. Ein zirkuläres Geschäftsmodell ermöglicht die Herstellung von Bioverbundwerkstoffen, die mittels 3D-Druck und Spritzguss zu technischen Produkten verarbeitet werden. Ziel von BeSoGreat (kofinanziert von der Europäischen Union) ist die Anwendung eines, im Vorgängerprojekt LIFE RESTART [2] (kofinanziert von der Europäischen Union) entwickelten Werkstoffs. Hierbei werden Pilotprodukte designt, mit verschiedenen Fertigungsverfahren hergestellt und im Vergleich zu herkömmlichen Produkten getestet. Die Open Loop Nutzung des Biertrebers ermöglicht eine signifikante Reduzierung von Abfall bei gleichzeitig wirtschaftlicher Nutzung des Biertrebers sowie die Förderung regionaler Wirtschaftskreisläufe.
Einführung
Das Interreg IT-AT Projekt "BeSoGreat" (ITAT-11-012) zielt darauf ab, die nachhaltige Nutzung von Biertreber, einem Nebenprodukt der Bierherstellung, zu erforschen und die Prinzipien der Kreislaufwirtschaft zu verwirklichen.
Das Projekt basiert auf den Erkenntnissen des LIFE RESTART Projekts. Ziel ist es, die entwickelten biobasierten Verbundwerkstoffe in Pilotversuchen zu testen und innovative Fertigungsverfahren zu evaluieren, um nachhaltige und technisch hochwertige Produkte herzustellen.
Dies ermöglicht die grenzüberschreitende Zusammenarbeit verschiedener Froscher:innen und Unternehmen und die Implementierung fortschrittlicher Technologien zur Herstellung biologisch abbaubarer Kunststoffe. Die EU-Finanzierung unterstreicht die Bedeutung des Projekts für einen innovativen und intelligenten wirtschaftlichen Wandel und die Stärkung der regionalen IKTKonnektivität. Durch die finanzielle Unterstützung ist es möglich, etablierte und bewährte Verfahren mit Innovation und Forschung zukunftsfähig zu machen und den Prinzipien der Kreislaufwirtschaft entsprechend anzupassen.
Kreislaufwirtschaft und nachhaltige Entwicklung
Das BeSoGreat-Projekt setzt auf Kreislaufwirtschaft [3], indem es Biertreber in Rohstoffe für Biokunststoffe umwandelt, was eine ökonomisch nachhaltigere Lösung für die Abfallprobleme der Brauindustrie darstellt. Jährlich produziert die EU-Brauindustrie über 6,4 Millionen Tonnen Biertreber, von denen 20 % deponiert werden. Durch die Verwertung dieses Abfalls zu Biokunststoffen wird Abfall reduziert und regionale Wirtschaftskreisläufe gefördert. Ein zirkuläres Geschäftsmodell ermöglicht die Herstellung
Foto: © Adobe Stock Foto
von Bioverbundwerkstoffen, die mittels 3D-Druck und Spritzguss zu technischen Produkten verarbeitet werden. Betrachtet man den gesamten Prozess der Wiederverwertung, so kommt es vor, dass Recycling im sogenannten Closed-Loop-Prinzip aus energetischen Gründen nicht sinnvoll ist, weil der Prozess zu aufwendig ist. In solchen Fällen lassen sich Materialien zum Teil dennoch weiter verwerten oder wie hier in ein im ökonomischen Sinne nachhaltiges Produkt weiterverarbeiten, das gleichzeitig biologisch abbaubar ist. Dieses Vorgehen wird Open-Loop-Prinzip genannt und zögert die Beseitigung von Material weiter hinaus, was zu einer Einsparung an Rohstoffen führt [4].
Biocomposites:
Biocomposites sind Verbundwerkstoffe, die aus einer Kombination von biologisch basierten Materialien wie natürlichen Fasern und biologisch abbaubaren Polymeren hergestellt werden. Sie bieten eine umweltfreundliche Alternative zu herkömmlichen Kunststoffen und werden häufig in nachhaltigen Produkten eingesetzt [5].
Auch in anderen Branchen werden bereits vermehrt Materialien eingesetzt, welche biologisch abbaubar sind. Das Unternehmen Extrudr beispielsweise entwickelte bereits erfolgreich solche Materialien, darunter jene der GreenTec-Reihe. Diese Filamente von Extrudr sind nach der DIN EN ISO 14855 biologisch abbaubar und werden aus nachwachsenden Rohstoffen gefertigt [6].
Darüber hinaus gibt es weitere Forschungsprojekte, die sich mit der Erforschung von Bioverbundwerkstoffen beschäftigen, wie zum Beispiel das KaVe-Projekt, in welchem ein hochwertiger Bioverbundwerkstoff entwickelt wurde. Im Rahmen dieses Projekts wurden verschiedene Verfahren erprobt, mit welchen Kaffeesatz verarbeitet werden kann, um ihn anschließend als Füll- und Färbstoff verwenden zu können. Dadurch konnten Farbadditive und fossil basierte Polymere eingespart beziehungsweise substituiert werden. [7]
Der im LIFE RESTART Projekt [2] entwickelte, biobasierte Verbund-
werkstoff aus Biertreber, bekannt als BSG-BC (Brewers' Spent Grain Bio-Composite), stellt eine innovative Lösung für die Verwertung von Brauereiabfällen dar. BSG-BC kombiniert die vorteilhaften Eigenschaften von Biokunststoffen mit der Nachhaltigkeit und Umweltfreundlichkeit von organischen Nebenprodukten. Der Kurzfaser verstärkte Werkstoff zeichnet sich durch eine hohe Festigkeit und Langlebigkeit aus, was ihn ideal für verschiedene industrielle Anwendungen macht. Im Rahmen von BeSoGreat wird BSG-BC in Pilotversuchen getestet, um seine zu erwartende Leistungsfähigkeit in realen Produktionsumgebungen zu bestätigen. Dies beinhaltet die Evaluierung seiner mechanischen Eigenschaften, Verarbeitbarkeit und biologischen Abbaubarkeit. Die erfolgreiche Implementierung von BSG-BC kann einen bedeutenden Beitrag zur Reduzierung von Kunststoffabfällen leisten und die Abhängigkeit von fossilen Rohstoffen verringern. Im Vergleich mit anderen Biocomposites zeichnet sich BSG-BC vor allem dadurch aus, dass es auf einem Nebenerzeugnis beruht, anstatt neue Ressourcen zu verbrauchen, welche extra zu diesem Zweck angebaut bzw. erzeugt werden müssen.
Innovative Fertigungsverfahren
Spezifische Materialeigenschaften verlangen geeignete Fertigungsverfahren, welche dem Werkstoffverhalten gerecht werden. Im BeSoGreat-Projekt werden drei innovative Fertigungsverfahren eingesetzt: Spritzguss sowie die beiden additiven Fertigungsverfahren Material Extrusion in Form des Granulat-3D-Druck und dem Binderjetting. Diese Technologien ermöglichen die Herstellung hochwertiger und nachhaltiger Produkte aus BSG-BC.
1. Spritzguss: Spritzguss ist ein bewährtes Verfahren in der Kunststoffverarbeitung, welches es ermöglicht, komplexe und präzise Formen zu erzeugen. Dabei wird das Material mittels Wärme plastifiziert und in eine Form eingespritzt, in der es abkühlt und aushärtet. Diese Methode ist besonders geeignet für die Massenproduktion von Bauteilen mit hoher
Genauigkeit und Wiederholbarkeit. Im BeSoGreat-Projekt wird Spritzguss verwendet, um Muster zu erzeugen, die anschließend unter anderem auf ihre mechanischen Eigenschaften und insbesondere ihre Abbaubarkeit untersucht werden [8].
2. Material Extrusion – Granulat-3D-Druck (Granulatdruck): Der Granulatdruck ist eine Form des 3DDrucks, bei der granuliertes Material in einem Extruder mit Hilfe von Wärme plastifiziert und dann durch eine Düse als Strang schichtweise aufgetragen wird, um dreidimensionale Objekte zu erzeugen. Diese Technologie bietet eine hohe Flexibilität in der Gestaltung und ermöglicht die Herstellung von Bauteilen mit komplexen Geometrien. Der Granulatdruck ist besonders vorteilhaft, da er eine effiziente Nutzung von Materialien ermöglicht und Abfälle minimiert. Im Rahmen des BeSoGreat-Projekts wird Granulatdruck eingesetzt, um Prototypen und Kleinserien aus biobasierten Materialien herzustellen [9].
3. Binderjetting: Das Binderjetting ist eine weitere 3D-Drucktechnologie, bei der jedoch ein flüssiger Binder verwendet wird, um pulverförmiges Material zu festen Objekten zu verbinden. Diese Methode bietet den Vorteil, dass sie eine hohe Auflösung und Detailgenauigkeit ermöglicht. Binderjetting ist besonders geeignet für die Herstellung von komplexen Strukturen und filigranen Bauteilen. Im BeSoGreat-Projekt wird Binderjetting verwendet, um biobasierte Verbundwerkstoffe in innovative Produkte zu verwandeln, die sowohl funktional als auch ästhetisch ansprechend sind. [10]
Binder Jetting birgt ebenfalls das Potential, durch den Einsatz von biologischen Bindern wie z.B. Stärke, Proteinen oder Gelatine basierten Bindern ein 100 % biologisches Produkt in Verbindung mit dem BSG zu entwickeln.
Im Rahmen des Forschungsprojektes werden unterschiedliche Produkte, die bereits aus konventionellen Thermoplasten hergestellt werden, vergleichend untersucht. Derzeit gibt es 2 Referenzprodukte: einen aeropo -


nischen Blumentopf und einen Weinflaschenhalter.
Alle Referenzprodukte werden hinsichtlich ihrer mechanisch technologischen Eigenschaften sowie ihres Kompostierverhaltens nach EN 14995:2007 und ASTM D5338 getestet.
Ziel und erwartete Ergebnisse
Das Hauptziel des BeSoGreat-Projekts ist es, die im LIFE RESTART Projekt entwickelten biobasierten Werkstoffe aus Biertreber anzuwenden und anhand verschiedener Produktdesigns und Fertigungsverfahren ausgiebig zu testen. Dies soll zum einen durch die Anwendung innovativer Fertigungsverfahren wie Spritzguss, Granulatdruck und Binderjetting geschehen. Durch diese Tests sollen die technischen Eigenschaften, die Verarbeitbarkeit und die Anwendungsbereiche der Werkstoffe validiert werden. Die erwarteten Ergebnisse umfassen die Bestätigung der Machbarkeit und Wirtschaftlichkeit dieser neuen Werkstoffe sowie die Identifikation möglicher industrieller Anwendungen.
Ein weiteres Ziel ist es, die Potenziale der Kreislaufwirtschaft durch die Verwertung von Biertreber zu demonstrieren. Dies beinhaltet die Entwicklung eines zirkulären Geschäftsmodells, welches die Nutzung
lokaler Abfallstoffe fördert und neue wirtschaftliche Chancen schafft. Durch die Implementierung dieses Modells können die Umweltauswirkungen reduziert und die regionalen Wirtschaftskreisläufe gestärkt werden.
Fazit
Das BeSoGreat-Projekt ist ein bedeutender Schritt in Richtung einer nachhaltigen Bioökonomie. Dank der Unterstützung der Europäischen Union und der Zusammenarbeit renommierter Partner wird dieses Projekt einen wichtigen Beitrag zur Förderung der Kreislaufwirtschaft und zur Reduzierung von Abfällen leisten. Die innovativen Ansätze und die Nutzung fortschrittlicher Fertigungsverfahren wie Spritzguss, Granulatdruck und Binderjetting sollen zeigen, dass nachhaltige Produktentwicklung sowohl wirtschaftlich als auch ökologisch vorteilhaft sein kann. Durch die Implementierung eines zirkulären Geschäftsmodells und die Nutzung lokaler Abfallstoffe wird das BeSoGreat-Projekt zur Schaffung einer nachhaltigeren und widerstandsfähigeren Wirtschaft beitragen.
Wenn sich die in BeSoGreat erforschten Verfahren erfolgreich in der Industrie etablieren, wird dies zu einer Vielzahl positiver Effekte führen. Besonders hervorzuheben ist die
Schaffung neuer lokaler Arbeitsplätze, was einen wesentlichen Beitrag zur sozialen Nachhaltigkeit leisten kann. Damit würde die dritte Säule der Nachhaltigkeit, die neben der ökologischen und wirtschaftlichen von großer Bedeutung ist, erfüllt [1]. Diese potenzielle Entwicklung zeigt eindrucksvoll, wie technologische Innovationen nicht nur ökologische und ökonomische Vorteile bringen, sondern auch die soziale Struktur und Lebensqualität in den betroffenen Regionen nachhaltig stärken können [11].
Im BeSoGreat-Projekt arbeitet ein internationales Team von Expert:innen zusammen:
FH Kärnten (Lead Partner): Leitet das Projekt und bringt umfassende Erfahrung in der additiven Fertigung polymerbasierter Werkstoffe ein.
FH Kufstein Tirol (PP1): Fokussiert auf nachhaltige Produktentwicklung und additive Fertigung, insbesondere Binder-Jetting von Abfallstoffen.
Crossing Srl (PP2): Spezialisiert auf grüne Chemie und Kreislaufwirtschaft, stellt Know-how und Labore für die Charakterisierung und Tests der Materialien bereit.
Nuova Deroma Srl (PP3): Führender Hersteller von Pflanzgefäßen aus recyceltem Kunststoff, bringt Expertise im Industriedesign und Spritzguss ein.
COMET scrl (PP4): MaschinenbauCluster, vertritt 5.00 0 Unternehmen und vermittelt zwischen den Projektpartnern und industriellen Endnutzern.
Desweitern wollen wir uns hiermit nochmal bei der Europäischen Union für die Förderung dieses Projektes bedanken.
Literaturverzeichnis
[1] A. Kropp, Grundlagen der Nachhaltigen Entwicklung, Wiesbaden: Springer Gabler, 25.08.2018.
[2] „Fondazione_MeSSInA,“ [Online]. Available: https://fdcmessina.
Abbildung 1: Flaschenhalter Referenzprodukt
Abbildung 2: Blumentopf Referenzprodukt
org/life-restart/?l_lang=en. [Zugriff am 06 08 2024].
[3] „Europäisches Parlament,“ 01 06 2023. [Online]. Available: https:// www.europarl.europa.eu/topics/de/ article/20151201STO05603/kreislaufwirtschaft-definition-und-vorteile. [Zugriff am 06 08 2024].
[4] T. Cooper, „Langsamere Kreisläufe: ein Wesensmerkmal der Kreislaufwirtschaft.,“ in Kreislaufwirtschaft in der EU, Springer Gabler, 2020, pp. 113-134.
[5] M. P. Mudoi, S. Agarwal, S. Singhal und A. S. Khichi, „Biocomposite Materials Synthesis and Applications,“ in Encyclopedia of Green Materials, Singapore, Springer Nature Singapore Pte Ltd., 07.01.2023, pp. 1-11.
[6] „Extrudr - Hochwertige Filamente für den 3D Druck,“ Extrudr FD3D GmbH, [Online]. Available: https://www.extrudr.com/de/shopeu/products/greentec/?variant=UHJ vZHVjdFZhcmlhbnQ6MTcyOA%3 D%3D. [Zugriff am 06 08 2024].
[7] I. f. B. u. B. Bioverbundwerksoffe, „IBÖM02: KaVe - Entwicklung eines
hochwertigen Bioverbundwerkstoffs auf Basis von Kaffeesatz : Schlussbericht : im Rahmen des BMBFProgramms - Ideenwettbewerb "Neue Produkte für die Bioökonomie" : Berichtszeitraum: 01.06.201731.12.2019,“ Hochschule Hannover, Hannover, 2020.
[8] H. Beck, Spritzgießen, München: Hanser, 1957.
[9] M. Sweeney, L. L. Campbell, J. Hanson, M. L. Pantoya und G. F. Christopher, „Characterizing the feasibility of processing wet granular materials to improve rheology for 3D Printing,“ Journal of materials sciens, Nr. Vol. 52 (22), pp. p. 13040 - 13053, 11 2017.
[10] M. Shahid und V. M. Sglavo, „Binder Jetting 3D Printing of Binary Cement-Siliceous Sand Mixture,“ Materials, Nr. Vol.17(7), p. p. 1514, 04 2024.
[11] A. Kleine, Operationalisierung einer Nachhaltigkeitsstrategie: Ökologie, Ökonomie und Sozieles integrieren, Wiesbanden: Gabler, 2009.
AutorInnen:
Lukas Maximilian Matthias BSc. ist wissenschaftlicher Mitarbeiter im Bachelor Wirtschaftsingenieurwesen und Master Smart Products & AI-driven Development an der Fachhochschule Kufstein und forscht in den Bereichen Produktentwicklung und additiver Fertigung.
Sophia Brockschmidt MSc. ist wissenschaftliche Mitarbeiterin im Bachelor Wirtschaftsingenieurwesen und Master Smart Products & AI-driven Development an der Fachhochschule Kufstein und forscht in den Bereichen Produktentwicklung und Internet of Things.
Prof. (FH) Dr.-Ing. Christian Schmid ist Professor für Produktentwicklung an der Fachhochschule Kufstein und lehrt im Bereich der Studiengänge Wirtschaftsingenieurwesen (Bachelor) und Smart Products & AI-driven Development (Master) und forscht im Bereich additiver Fertigung und KI-Anwendung in der Produktentwicklung.

Sophia Brockschmidt MSc. Wissenschaftliche Mitarbeiterin im Bachelor Wirtschaftsingenieurwesen und Master Smart Products & AI-driven Development, Fachhochschule Kufstein
Lukas Maximilian Matthias BSc.
Wissenschaftlicher Mitarbeiter im Bachelor Wirtschaftsingenieurwesen und Master Smart Products & AI-driven Development, Fachhochschule Kufstein
Prof. (FH) Dr.-Ing. Christian Schmid Professor für Produktentwicklung, Fachhochschule Kufstein

Andreas Leitgeb, Georg Micheu
Business MeetUp – Sto Ges.m.b.H.
Treffen der Wirtschaftsingenieure von Kärnten und Osttirol, 11. Juni 2024, Sto Ges.m.b.H. Villach
Seitder Geburtsstunde von Sto Österreich im Jahr 1970 werden in Kärnten Sto-Produkte vertrieben. Mit der Gründung der Sto Ges.m.b.H. 1983 ging die Ausweitung des Verkaufsgebietes einher.
Als Technologieführer im Bereich Wärmedämmung ist die Sto Ges.m.b.H. inzwischen mit Standorten in ganz Österreich und in der gesamten Balkanregion vertreten. Zum Produktportfolio gehören neben Fassaden- und Innenfarben, Putzen, Architekturelementen, vorgehängten hinterlüfteten Fassadensystemen und Akustiksystemen auch Bodenbeschichtungen und Produkte für die Betoninstandsetzung.
Der Leiter Technik Ewald Rauter mit Team, ermöglichten dem Regionalkreis Kärnten-Osttirol, einen exklusiven Einblick in die Welt von Sto Österreich.
Nicht nur die acht Sto VerkaufsCenter in Österreich, sondern auch die Niederlassungen in Slowenien, Kroatien und Serbien gehören
zur Bereichsverantwortung der Sto Ges.m.b.H. Österreich. Hinzu kommen Partnerschaften in ganz Südeuropa und die Marktverantwortung für die Schweiz und Italien.
2021 wurde in Villach die modernste Trockenproduktionsanlage der gesamten Sto-Gruppe weltweit in Betrieb genommen. In einem Jahr Bauphase wurden insgesamt 10 Millionen Euro auf 10.000 Quadratmeter investiert und die Trockenproduktion für Südosteuropa von der deutschen Zentrale nach Villach verlagert.
Der Konzern ist in 37 Ländern mit 50 eigenen operativen Tochterunternehmen sowie deren Betriebsstätten vertreten.
Der Ausklang der Veranstaltung fand auf Einladung von Sto Österreich bei einem gemeinsamen Abendessen und Getränken statt.
Wir bedanken uns für die Initiative und Organisation bei Sto Österreich und den eindrucksvollen Einblick, den wir bei dieser Veranstaltung gewinnen konnten.

Fotos: Produktionsgelände Sto, Villach; © Sto Ges.m.b.H.
Gemeinsam für eine nachhaltige Zukunft

Tradition trifft Innovation im Familienunternehmen EGGER
EGGER ist Komplettanbieter für den Möbelund Innenausbau, für den konstruktiven Holzbau sowie für holzwerkstoffbasierende Fußböden. Das seit 1961 bestehende Familienunternehmen ist ein international führender Holzwerkstoffhersteller mit über 11.000 Mitarbeitenden und 22 Produktionsstandorten weltweit.
Nachhaltiges Wirtschaften und der verantwortungsvolle Umgang mit der Ressource Holz liegen im Kern der EGGER Unternehmens-DNA. Dabei will EGGER auch künftig noch besser werden.
Das Familienunternehmen nimmt seine Verantwortung für den Klimaschutz ernst und bekennt sich zum ambitionierten Net Zero Ziel bis 2050.
Das Arbeiten in geschlossenen Kreisläufen bildet den Kern des Handelns bei EGGER. EGGER verarbeitet Nebenprodukte der Sägeindustrie sowie recyceltes Holz
FRITZ EGGER GmbH & Co. OG Holzwerkstoffe Weiberndorf 20 • 6380 St. Johann in Tirol t +43 50 600 - 0
www.egger.com/jobs
von alten Möbeln, Paletten oder Plattenabschnitten zu hochwertigen Holzwerkstoffen. Bereits 65 % des in den EGGER Holzwerkstoffen eingesetzten Holzes stammen aus Recyclingmaterial oder Sägenebenprodukten.

Hier finden Sie mehr Informationen zur nachhaltigen Kreislaufwirtschaft von EGGER.
Den restlichen Anteil macht Holz aus nachhaltiger Waldbewirtschaftung aus. EGGER Produkte selbst können zum Großteil von Neuem in den Kreislauf eingebracht werden. Das Ziel ist es, den Anteil an Holz aus der Kreislaufwirtschaft stetig zu erhöhen und so die Nachhaltigkeitsleistung unserer Produkte zu verbessern.
Nicht recycelbares Holz wird in einer der sieben eigenen Biomassekraftwerke ver-
wertet und für Heizzwecke verwendet. Dadurch kann das Unternehmen jährlich rund 746.000 Tonnen CO2-Emissionen einsparen.
Mit viel Leidenschaft, familiären Werten und innovativem Geist schafft das Unternehmen auch Perspektiven für alle, die bei EGGER arbeiten.
Als mehrfach ausgezeichnetes, internationales Familienunternehmen mit österreichischen Wurzeln bietet EGGER ein internationales Arbeitsumfeld. Es warten spannende Aufgaben, individuelle Entwicklungschancen, zahlreiche Benefits und verantwortungsvolle Projekte auf zukünftige Mitarbeitende.
Gestalte mit EGGER eine nachhaltige Zukunft und werde Teil einer globalen Familie, die auf Tradition, Innovation und Verantwortung setzt.

Neue Möglichkeiten in der Produktentwicklung durch hybride Bauteilgestaltung: die Verbindung zwischen PLA und TPU
PLA (Polyactic Acid) ist eines der am meisten verwendeten Filamente im FDM (Fused Deposit Modelling) Druck. Es ist günstig und verfügt über gute mechanische Eigenschaften, wie beispielsweise hohe Oberflächenhärte und Steifigkeit. Da es Bauteile geben kann, die von den Anforderungen her steif und elastisch sein sollen, wird die Kombination mit TPU, einem thermoplastischen Polyurethan erprobt. Die folgende Prinzip-studie bewertet verschiedene kraft- und formschlüssige Verbindungen zwischen den beiden Materialien.
Basisvarianten
Da eine reine Adhäsionsverbindung zwischen PLA und TPU als nicht langzeitstabil angenommen wurde, sind sechs verschiedene formschlüssige Verbindungen getestet worden:
A. Trapezverbindung in Umfangrichtung
B. Verdickter Zylinderstift (PLA) und Führung (TPU)
C. Verdickter Zylinderstift (PLA) und Führung (TPU) mit seitlicher Öffnung
D. Kastenform (PLA) in hinterschnittenem U-Profil (TPU) mit Sperrknöpfen
E. Kastenform (TPU) mit hinterschnittenem U-Pfofil (PLA) mit Sperrknöpfen
F. Schlinge PLA in TPU Volumen
Ergebnis
Bei Variante A werden die beiden Bauteilbereiche über
trapezförmige Eingriffe miteinander verzahnt. Dies geschieht in Richtung des Kantenverlaufes, um Baubreite zu sparen. Die Verbindung ist gut druckbar, das heißt sie werden in einem Vorgang hergestellt und kommen fertig aus dem Drucker. Die beiden Druckteile sind aber nicht austauschbar. Eine seitliche Begrenzung gegen Ausfädeln ist sinnvoll (Abb. 1).
Die Variante B ist mit den richtigen Einstellungen druckbar und aufgrund größerer Passungen demontier- und montierbar in Zugrichtung. Dadurch gibt es aber eine begrenzte Belastbarkeit in Zugrichtung wogegen der

Wiederstand quer dazu sehr groß ist und nur durch die Festigkeit der Stifte begrenzt wird (Abb. 2).
Die Variante C ist ähnlich der Variante B hat aber engeren Passungen, die seitlich offen sind und nur seitlich demontiert werden können. Diese Variante ist ebenfalls in zusammen-gebautem Zustand druckbar und nachträglich montier- und demontierbar. Senkrecht zur Verbindungsebene ist aufgrund der engen Passung und der Hinterschneidung der Verdickung am Kopf des Stiftes eine Trennung nicht möglich.
Die Variante D weist einen kastenförmigen Steg mit, auf der Länge verteilten, halbkugelförmigen Verdickungen auf. Dieser Steg ist in einem U-förmigen Gegenstück durch eine enge Pressung und die halbkugelförmigen Elemente verklammert. In dieser Variante ist das U-förmige Profil aus TPU und der Steg aus PLA. Die Verbindung ist mit den richtigen Ein
Markus Ehrlenbach
Foto: FH Kufstein © Markus Ehrlenbach
Abbildung 1. Variante A


weshalb in Variante E die Materialien umgekehrt wurden.
Variante F ist durch eine halbkreisförmige, senkrecht auf der Verbindungsebene stehende Schlinge aus PLA gekennzeichnet, die von TPU umdruckt wurde. Die Verbindung ist druckbar aber nicht austauschbar. Sie erlaubt eine hohe Belastbarkeit in alle Richtungen und lässt sich auch bei schmaleren Verbindungzonen anwenden (Abb. F).
Von den Varianten wurden Probekörper erstellt, die anhand von Kriterien wie

stellungen druckbar und austauschbar (Abb. 3). Das U-Profil weitet sich aber durch die geringe Steifigkeit des TPU-Materials schnell auf, wenn es zu einer seitlichen Belastung kommt
Verbindungsform
Kriterium
Kopfzug
Belastung quer
Belastung längs
Druckbarkeit
Formstabilität
Minimale Breite
Aufwand
Wechselbarkeit
Tabelle 1
Formstabilität, Druckbarkeit und Wechselbarkeit qualitativ bewerten wurden (Tabelle 1).
Die Ergebnisse der qualitativen Bewertung der Verbindungen zeigt die Tabelle 1.
Variante A ermöglicht eine feste mechanische Verbindung sowie eine gute Abdichtung. Allerdings haben erste Verbindungen die Neigung gezeigt, seitlich aus
der Verzahnung zu gleiten und damit die Verbindung aufzubrechen. Um dies zu verhindern wurden seitliche Abstützungen angesetzt. Die Varianten B bis E führen aufgrund der notwendigen Baubreite für die Schaffung der räumlichen mechanischen Verbindung zu einer Verdickung im Verbindungsbereich und sind dadurch bei Anforderungen wie Dichtheit weniger geeignet. Sie bieten aber ein hohes Potential für Bauteile in denen beispielsweise Dichtungen an variablen Konturen sicher befestigt werden und austauschbar sein sollen.
Im Rahmen weiterer Untersuchungen sollen die Prinzip-lösungen parametrisiert gedruckt und hinsichtlich mechanisch technologischer Eigenschaften geprüft werden. Hier ist eine Zielsetzung skalierbare Lösungen anzubieten sowie Mindestdimensionen und Belastbarkeitsgrenzen, auch unter unterschiedlichen klimatischen Bedingungen zu bestimmen.
Autor:
Ing. Markus Ehrlenbach, MSc, ist Laborleiter und Hochschullehrer an der Fachhochschule Kufstein. Er lehrt in den Studiengängen „Wirtschaftsingenieurwesen“ (Bachelor) und „Smart Products & AI-Driven Development“ (Master) und forscht im Bereich „Additiver Fertigung“.
Der Beitrag umfasst Inhalte aus dem Artikel „Optimierung von Produktivität und Materialeinsatz bei FDM-gedruckten Schutzmasken“ welcher bei R. Lachmayer et al. (Hrsg.), Konstruktion für Additive Fertigung 2020, Springer-Verlag GmbH veröffentlich wurde.

Ing. Markus
Ehrlenbach, MSc, Laborleiter und Hochschullehrer an der Fachhochschule Kufstein
Abbildung 2. Variante B
Abbildung 3. Variante D
Abbildung 4. Variante F
WING to your success
…wir sind für Sie garantiert von Nutzen … Gerade in Zeiten wie diesen stellen ein reizvoller Workshop, das Verteilen von lukrativen Flyern oder eine interessante Firmenpräsentation effiziente und kostengünstige Möglichkeiten zur Werbung für Unternehmen in Fachkreisen dar. Hervorzuheben ist der Zugang zur Technischen Universität als Innovations- und Forschungsstandort der besonderen Art, denn im Zuge von Bachelor- und/oder Masterarbeiten können Sie Studenten in Ideen für Ihre Firma miteinbeziehen und mit ihnen innovative Lösungen ausarbeiten. Nicht zuletzt wird auf diesem Weg auch für die Zukunft vorgesorgt.
WINGbusiness Impressum
Medieninhaber (Verleger)
Österreichischer Verband der Wirtschaftsingenieure
Kopernikusgasse 24, 8010 Graz
ZVR-Zahl: 026865239
Editor Heft 3/2024
Prof. (FH) DI. Dr. Martin Adam
E-Mail: martin.adam@fh-kufstein.ac.at
Redaktion/Layout

Denn schließlich sind es die heutigen Studenten der Technischen Universität, die morgen als Ihre Kunden, Händler oder Lieferanten fungieren. Mit WINGnet-Werbemöglichkeiten kann man diese nun schon vor dem Eintritt in das Berufsleben von sich und seiner Firma überzeugen und somit eine gute Basis für eine langfristige und erfolgreiche Zusammenarbeit schaffen. WINGnet Wien veranstaltet mit Ihrer Unterstützung Firmenpräsentationen, Workshops, Exkursionen sowie individuelle Events passend zu Ihrem Unternehmen. WINGnet Wien bieten den Studierenden die Möglichkeit- zur Orientierung, zum Kennenlernen interessanter Unternehmen und Arbeitsplätze sowie zur Verbesserung und Erweiterungdes universitären Ausbildungsweges. Organisiert für Studenten von Studenten.Darüber hinaus bietet WINGnet Wien als aktives Mitglied von ESTIEM (European Students of Industrial Engineering and Management) internationale Veranstaltungen und Netzwerke. In 24 verschiedenen Ländern arbeiten 66 Hochschulgruppen bei verschiedenen Aktivitäten zusammen und treten so sowohl untereinander als auch zu Unternehmen in intensiven Kontakt. Um unser Ziel - die Förderung von Studenten - zu erreichen, benötigen wir Semester für Semester engagierte Unternehmen, die uns auf verschiedene Arten unterstützen und denen wir im Gegenzug eine Möglichkeit der Firmenpräsenz bieten. Die Events können sowohl in den Räumlichkeiten der TU Wien als auch an dem von Ihnen gewünschten Veranstaltungsort stattfinden. Weiters können Sie die Zielgruppe individuell bestimmen. Sowohl alle Studienrichtungen als auch z.B. eine Festlegung auf Wirtschaftswissenschaftlichen Studiengängen ist möglich. Außerdem besteht die Möglichkeit eine Vorauswahl der Teilnehmer, mittels Ihnen vorab zugesandten Lebensläufen, zu treffen.
Auf unserer Webseite http://www.wing-online.at/de/ wingnet-wien/ finden Sie eine Auswahl an vorangegangenen Events sowie detaillierte Informationen zu unserem Leistungsumfang
WINGnet Wien: Theresianumgasse 27, 1040 Wien, wien@wingnet.at ZVR: 564193810
Chefin vom Dienst & Marketingleiterin: Mag. Beatrice Freund
Tel. +43 (0)316 873-7795, E-Mail: office@wing-online.at
Editorial Board
Prof. Dipl.-Ing. Dr. Kurt Matyas
E-Mail: kurt.matyas@tuwien.ac.at
Dipl.-Ing Thomas Draschbacher, BSc
E-Mail: thomas.draschbacher@tugraz.at Dipl.-Ing. Florian Schierlinger-Brandmayr
E-Mail: florian.schierlinger-brandmayr@tugraz.at Dipl.-Ing. Mario Hoffelner
E-Mail: mario.hoffelner@unileoben.ac.at Dr. Christian Burkart
E-Mail: christian.burkart@fh-joanneum.at Dipl.-Ing. Johannes Dirnberger-Wild E-Mail: johannes.dirnberger@fh-joanneum.at
Anzeigenleitung/Anzeigenkontakt
Mag. Beatrice Freund
Tel. +43 (0)316 873-7795, E-Mail: office@wing-online.at
Druck
Druckhaus Scharmer GmbH, Europastraße 42, 8330 Feldbach Auflage: 1.800 Stk.
Titelbild: (c) FH Kufstein Tirol - AdobeStock.julija
WING-Sekretariat
Kopernikusgasse 24, 8010 Graz, Tel. (0316) 873-7795, E-Mail: office@wing-online.at WING-Homepage: www.wing-online.at
Erscheinungsweise
4 mal jährlich, jeweils März, Juli, Oktober sowie Dezember. Nachdruck oder Textauszug nach Rücksprache mit dem Editor des „WINGbusiness“. Erscheint in wissenschaftlicher Zusammenarbeit mit den einschlägigen Instituten an den Universitäten und Fachhochschulen Österreichs. Der Wirtschaftsingenieur (Dipl.-Wirtschaftsingenieur): Wirtschaftsingenieure sind wirtschaftswissenschaftlich ausgebildete Ingenieure mit akademischem Studienabschluss, die in ihrer beruflichen Tätigkeit ihre technische und ökonomische Kompetenz ganzheitlich verknüpfen. WING - Österreichischer Verband der Wirtschaftsingenieure ist die Netzwerkplattform der Wirtschaftsingenieure. ISSN 0256-7830

Der ultimative Karriere-Kick
Berufsbegleitende Lehrgänge und Weiterbildungen an der International Business School der FH Kufstein Tirol.
Führungskompetenzen erweitern:
CHANGE MANAGEMENT
>> Zertifikatslehrgang, 4 Tage
>> Veränderungen aktiv managen & Akzeptanz erzeugen
>> Zusammenarbeit stärken
>> Nachhaltige Veränderungen schaffen
MBA FOKUS LEADERSHIP*
>> General Management MBA, 4 Semester
>> Starker Praxistransfer
>> Wichtige Leadership-Soft-Skills
>> Berücksichtigung von Trends und digitalen Aspekten
*Start vorbehaltlich der Genehmigung des FH-Kollegiums
Künstliche Intelligenz anwenden:
BASISKURS GENERATIVE KI
>> Teilnahmebescheinigung, 1 Tag
>> Praxisnahe KI-Grundlagen
>> Verwendung von Tools & Methoden
>> Optional: Zertifikat von CertNexus
ANGEWANDTE GENERATIVE KI
>> Zertifikatslehrgang, 6 Tage
>> Anwendung von KI-Modellen & Tools
>> Arbeiten auf Basis eigener Firmendaten
>> 3 Vertiefungsrichtungen zur Auswahl