MASTER TRAINING COURSE

For Line Operators





A short introduction on Why the Ice Cream ?

You will get Basic knowledge of main components of Ice Cream Structure and their key functionalities
MASTER TRAINING FOR OPERATORS
LEARNING OBJECTIVES
You will learn about the mix preparation flow (equipment functions, flow parameters, heat exchange process) and know the key parameters that should be under control



You will learn more about the main components of the freezer and their respective functions You will understand how much the Freezing process is linked to Ice Cream Structure
One practical session around the different parts of a Freezer, to learn the good practices on dismantling a dasher and a beater
3 Introduction Ice Cream Structure Mix Preparation Freezing Practical Session
Why the Ice Cream?
Ice cream is the only food you eat frozen!
✓ Ice cream makes you happy !
✓ Most european consumers say that ice cream is fun to eat (71 %)

✓ Two out of three people think that ice cream is great for socializing (63 %)



✓ The consumer associates ice cream with pure enjoyment
Ice Cream is made of

Components:
50% AIR (in volume)
Water
(55% to 65%)
Fat (8% to 16%)
100 % WEIGHT
Components
MSNF = Milk Solid Non Fat (9% to 12%)
Sugars/Sweeteners (12% to 18%)
Stabilizers
Emulsifiers (0,2 to 0,5%)


Flavors/Colors (others...)





? ? ? 6
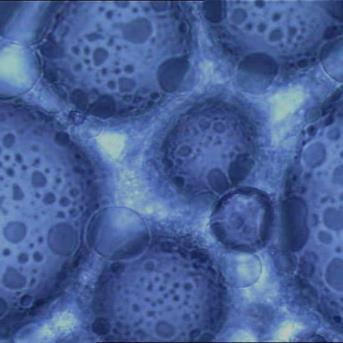
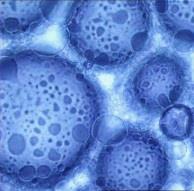
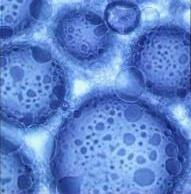
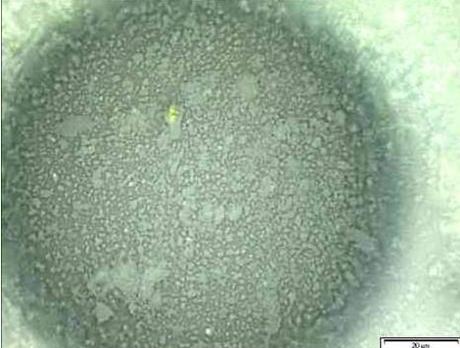
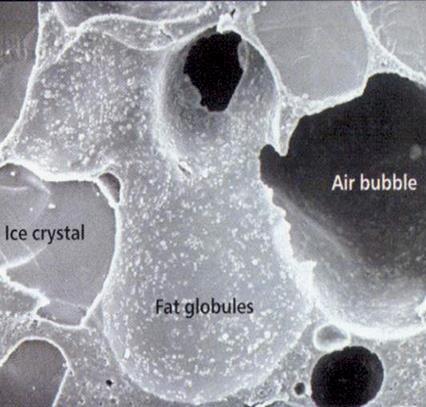
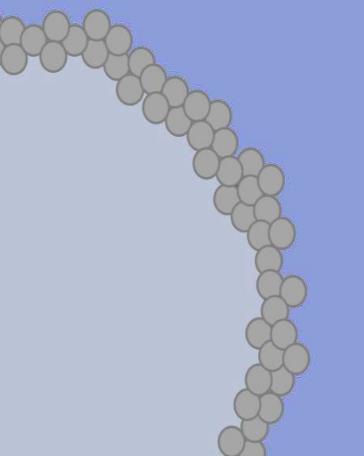
cream… the phases of matter: What is Ice Cream ? A i r Air Bubble (inside) Unfrozen Phase MATRIX A i r B ubble Air Bubble coated by fat 20 µm Ice Crystal Ice Crystal LIQUID phase SOLID phase GAZEOUS phase Optic microscopy Microscopy electronic
Ice
Link between Ice Cream TEXTURE and its STRUCTURE





Ice cream texture is linked to its microstructure



Classify the 5 following products by increasing hardness : 1 2 3 4 Softness Hardness 5
Link between Mix formulation and Ice Cream STRUCTURE




Let's see an Example of composition of different Frozen Desserts …

MSNF 10% FAT 12% SUGAR 16% WATER 56% MSNF FAT 8% SUGAR 16% WATER 61% 14% SUGAR 18% WATER 68%
More Fat Less Water No Fat SUGAR 18% WATER 73% OTHER INGREDIENTS WATER ICE SORBET ICE CREAM PREMIUM IC OTHER INGREDIENTS OTHER INGREDIENTS OTHER INGREDIENTS
More Air No Air
Ice Cream Making = mix [ making & ageing ]+ freezing


- Water - Fat - MNSF (proteins)

- Sugar & Carbohydrates

- Emulsifiers - Stabilizers






- Flavours, Colours
- Customizing ingredients

10% Fat 90% Sugar solution
50% Air 22% Ice crystals
5 % Fat 23% Unfrozen phase
TEXTURE & TASTE
INGREDIENT FORMULATION MIXING HOMOGENIZATION PASTO-COOLING AGEING FREEZING FILLING HARDENING COLD STORE
FATS
1. Structural role
Stabilization of air cell structure
✓ Increase whipping ability
✓ Improve melting resistance
2. Sensory role
Creaminess, Smooth texture
✓ Enhance desired taste
Types
Dairy fats (Animal)
✓ Cream, whole milk

✓ Butter oil (AMF), butter
✓ Whole powder milk
Vegetable fats
✓ Coconut oil (RCO)
✓ Palm oil

10
Milk Solid Non Fat (MSNF) - Proteins source
1. Structural role
Body & Texture
✓ Stabilize air/oil/water interface
2. Sensory role
Smooth texture
✓ Give chewiness
Types
Milk (liquid or dehydrated) Solids of skim milk

✓ Proteins (35 %) (caseins, whey proteins)

✓ Lactose (50 %)
✓ Minerals
✓ Vitamins
SUGAR and CARBOHYDRATES
1. Structural role
Bulking agent (total solids)
✓ Main part of unfrozen phase (matrix)
Bind water
2. Sensory role

Sweetness (Relative Sweetness)
✓ Increase flavour perception
✓ Decrease stiffness (scoopability) of ice cream

Types
Solid or liquid form: Common sugar (sucrose) from beet or cane




Glucose syrups


Invert sugars ( hydrolysis of sucrose)
Dextrose, Fructose
Lactose
12
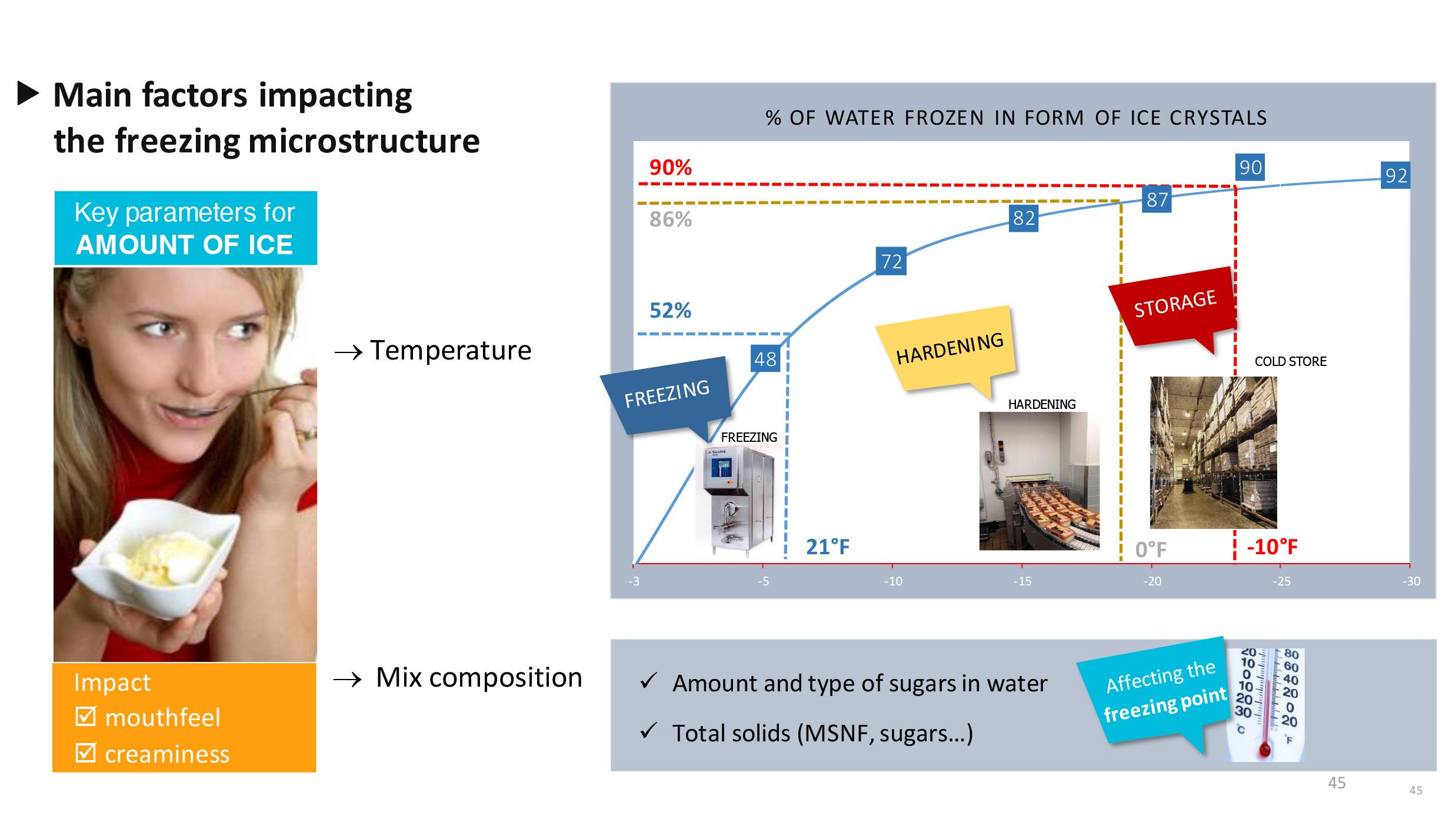
Freezing Point (FP)

Key parameter for AMOUNT OF ICE
Freezing -point is the temperature point at which a liquid solution starts to freeze.
More solute = lower freezing point = freezing later
Examples adding salt in water or alcohol in water
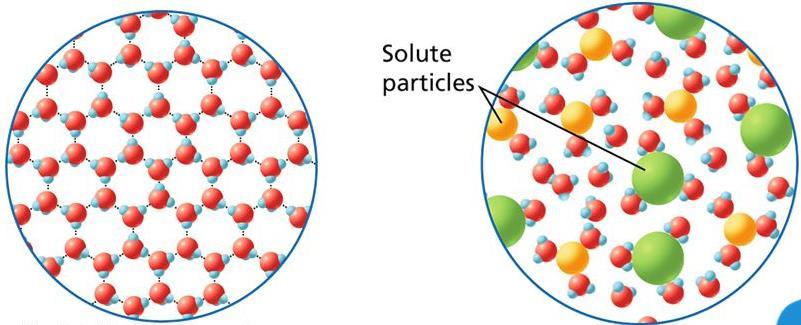
The result of the solution has a lower freezing point than the pure solvent or solid This is why the sea water (a mixture of salt in water) doesn’t freeze; it remains liquid at temperatures below 0 ° C (32 °F), the freezing point of pure water

14
Effect of salt on the road
Solid (frozen) water Liquid water solution
Effect examples of SUGARS on Ice Cream TEXTURE



+ SMOOTH
+ SCOOPABLE
+ CREAMY
15
↑
Point ↓
Bind water
Freezing
Relative Sweetness (RS)
Sugars are sweet … but not all sugars are equally sweet


Relative Sweetness definition: Sucrose is taken as reference and the “Relative Sweetness ” of each sugar is given in comparison to sucrose in given conditions.
16
Relative Sweetness (RS) Freezing Point Dextrose + ++ Fructose +++ ++ Sucrose ++ + Maltose + + Lactose + +
Effect significant or more significant than other carbohydrates
+
EMULSIFIERS
Structural role
✓ Produce Stable emulsion of 2 liquids that do not mix naturally,



✓ Promote Partial clustering of fat globules, during the process
Oil / Water
Oil / Water
Types
Vegetable fat origins
✓ Mono-diglycerides
✓ Polysorbate
Natural Emulsifiers

✓ Phospolipids from egg yolk


17
Structural role
Gelling agent and thickener by controlling mobility of water
✓ The mix viscosity increases




Keeping quality
✓ Shape retention
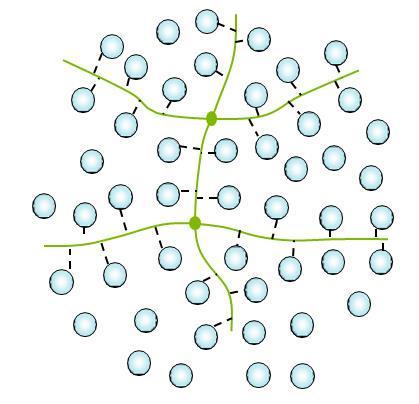
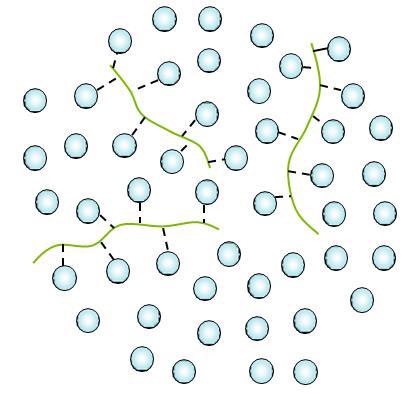
Water – non -viscous

Viscosity build-up

Gelling

- Gelling effect +
DuPont
Source:
18
Stabilizers (hydrocolloïds)
STABILIZER (hydrocolloids)







19
STABILIZER Properties











Properties
Mix viscosity


Heat shock stability
Cold soluble


pH stability
Colloidal stabilisation

Cost in use

Low Acceptable High Source: DuPont 20
Alginate Carrageenan
CMC Guar Locust Bean Gum (LBG) Xanthan
StdStandardutilization use Complementary use Special use
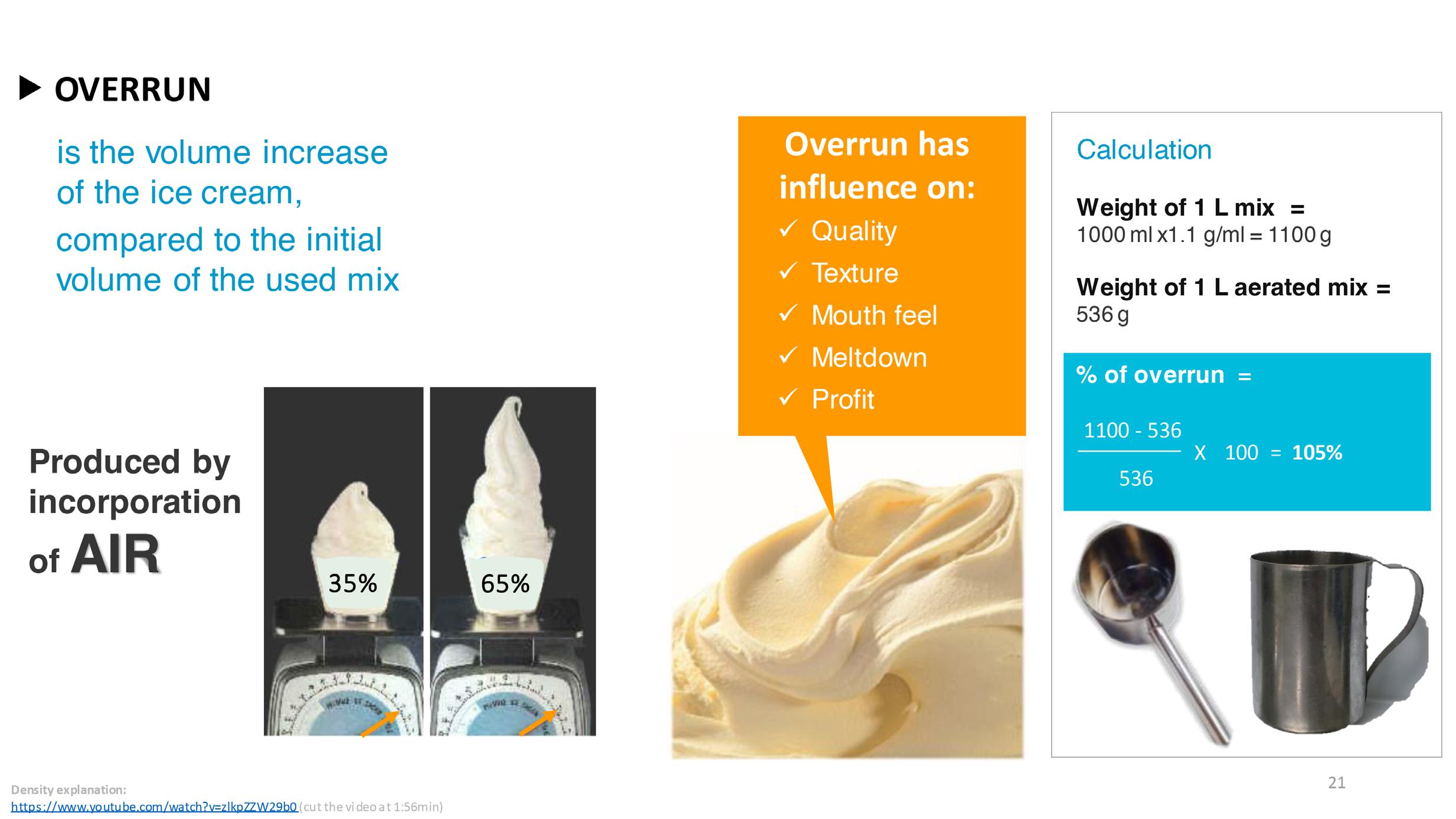
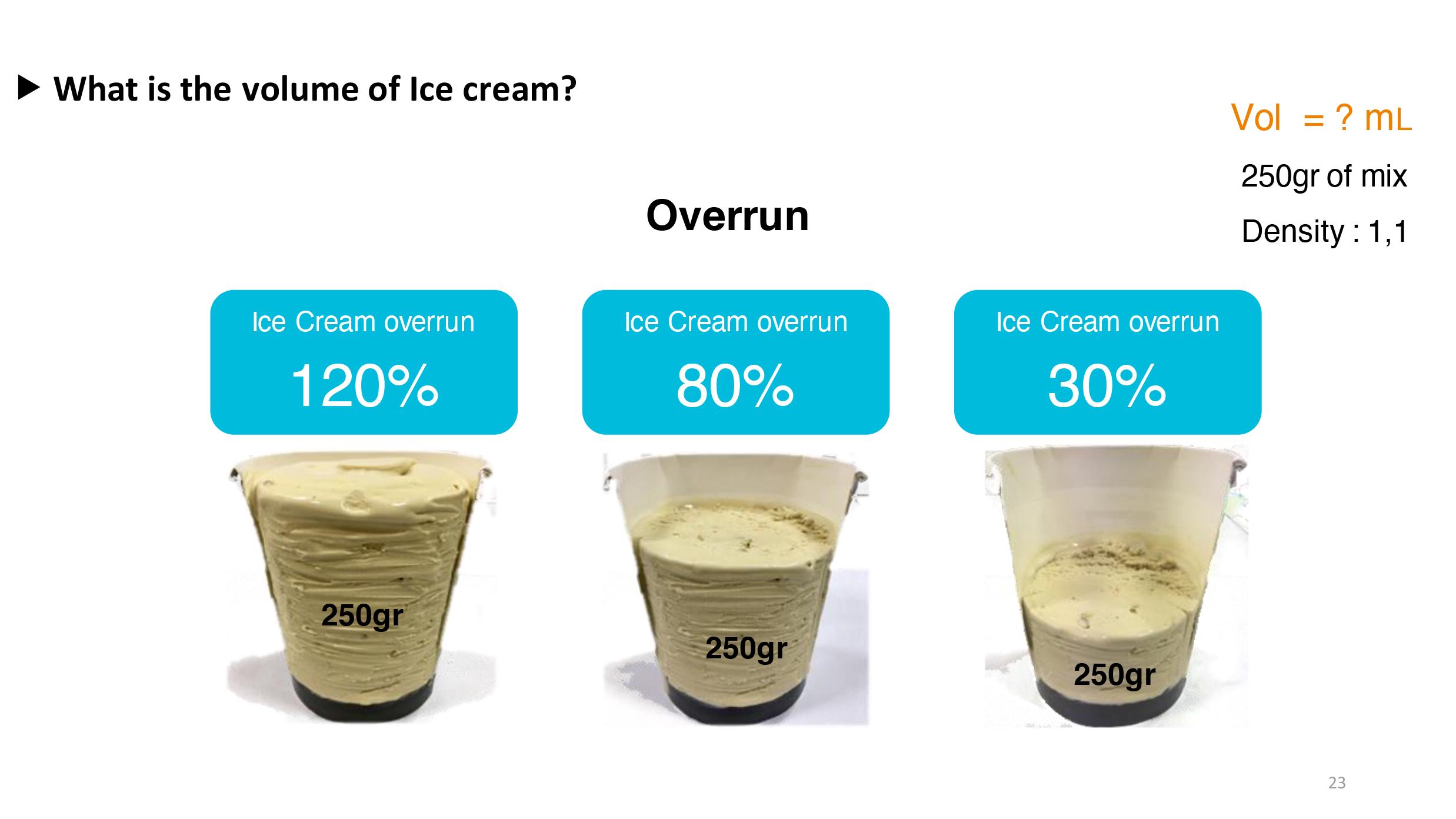
22 How to calculate overrun easily ? 1,15 DENSITY OVERRUN = Mix Density X Mix Volume -1 X100 = 115 % OVERRUN CALCULATION 1000 VOLUME OF MIX Weight of ice cream 536 WEIGHT of IC VOLUME AIR VOLUME MIX X 100 IC Volume = ((Overrun/100 + 1) x IC weight) / Density
To sum-up
Ice Cream is made of Components:
Water
Fat (dairy fats or vegetable fats)
Creaminess and smoothness. The Backbone of Ice Cream. 50% AIR Foaming texture


MSNF (proteins, lactose and minerals )
Sugars/Sweeteners
Sweetness intensity and smoothness. Impact the amount of ice.
Stabilizers
Emulsifiers
Flavors/Colors (others...)
Maintain the shape and a longer shelf life
Flavours (such as fruits) add aroma and influence the taste of the final product. Colours influence the appearance of the product.
100 % WEIGHT
Product Stability (emulsifier properties) - adding texture and body. Components
Ice Cream Making = mix [ making & ageing ]+ freezing
- Water
- Fat - MNSF (proteins)
- Sugar & Carbohydrates
- Emulsifiers
- Stabilizers
- Flavours, Colours
- Customizing ingredients
10% Fat 90% Sugar solution
50% Air 22% Ice crystals
5 % Fat 23% Unfrozen phase
TEXTURE & TASTE
MIXING HOMOGENIZATION PASTO-COOLING AGEING FREEZING FILLING HARDENING COLD STORE INGREDIENT FORMULATION
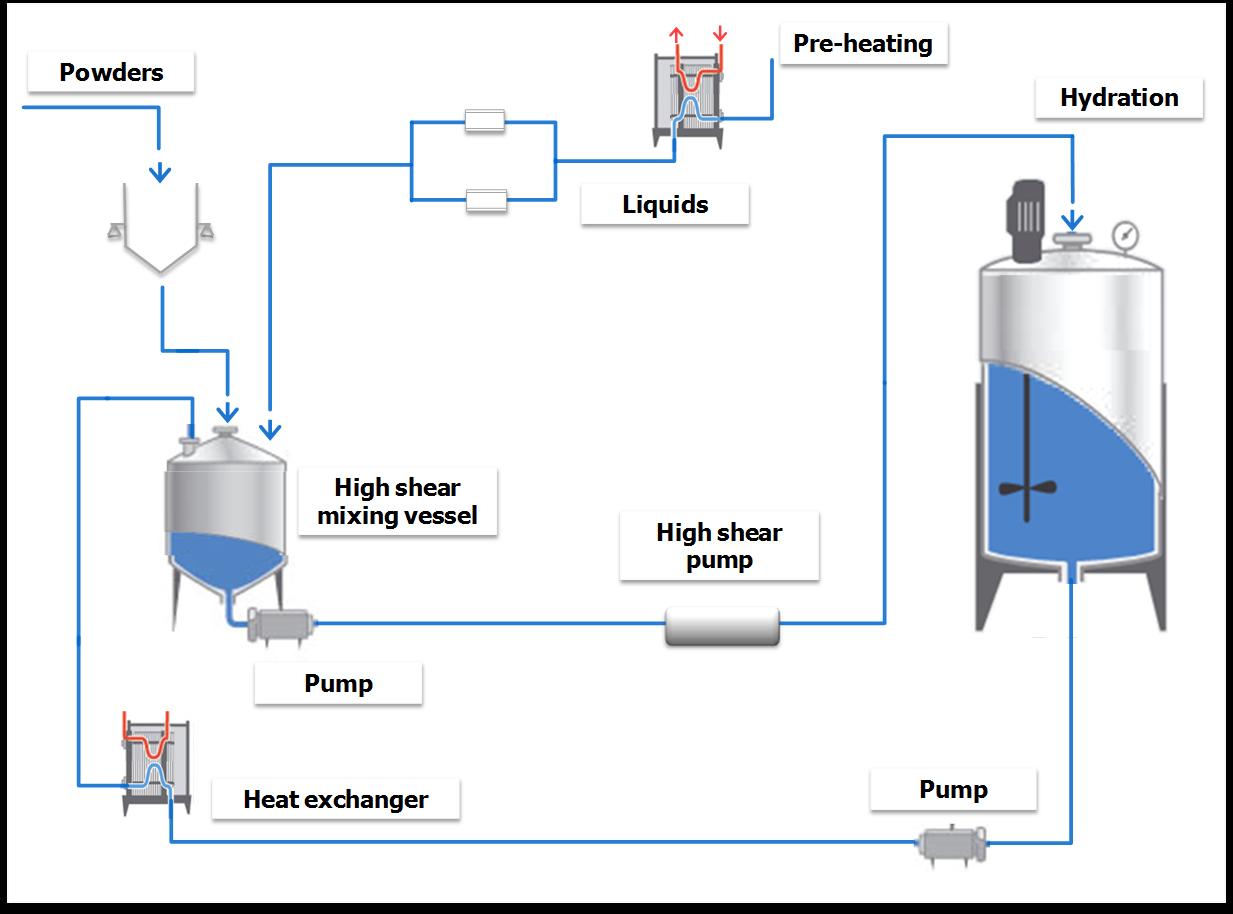
Working principles of Mix Plant


















27
Transfer to freeze - Turbo mixer - High shear mixer Mixing Tank Dispersion Pump Pump LIQUID ingredients DRY ingredients a f ter h eat tr eatment d ue t o h i g her sen sibi li ty to heat Hydration Tank Hydration Homogenizer Homogenization Plate Heat Exchanger Heat Treatment + Cooling to 4 ° C Ageing Tanks Maturation
Mix Preparation
1 . Hot water
2 Sugars & Syrups
3. Stabilizers & Emulsifiers
4. Powders & Proteins
5. Fats
6 Other ingredients + Rework

• Hot water 131°- 149° F
• All form of sugars (Sucrose, inverted sugar, glucose, maltodextrine...), liquid or solid form
• Blend (Emulsifier+Stabilizer)
• Milk derivates, protein and cocoa powders, some thick products
• Cream & Liquid fats (Coconut oil - Butter oil – Fresh milk)
• Nuts, Pistachio, Nougat pasta
Mixing tank


Hydration tank
Achieve the temperature of mix to 140°F / 20 mins
29
BATCH COMMON SET -UPS

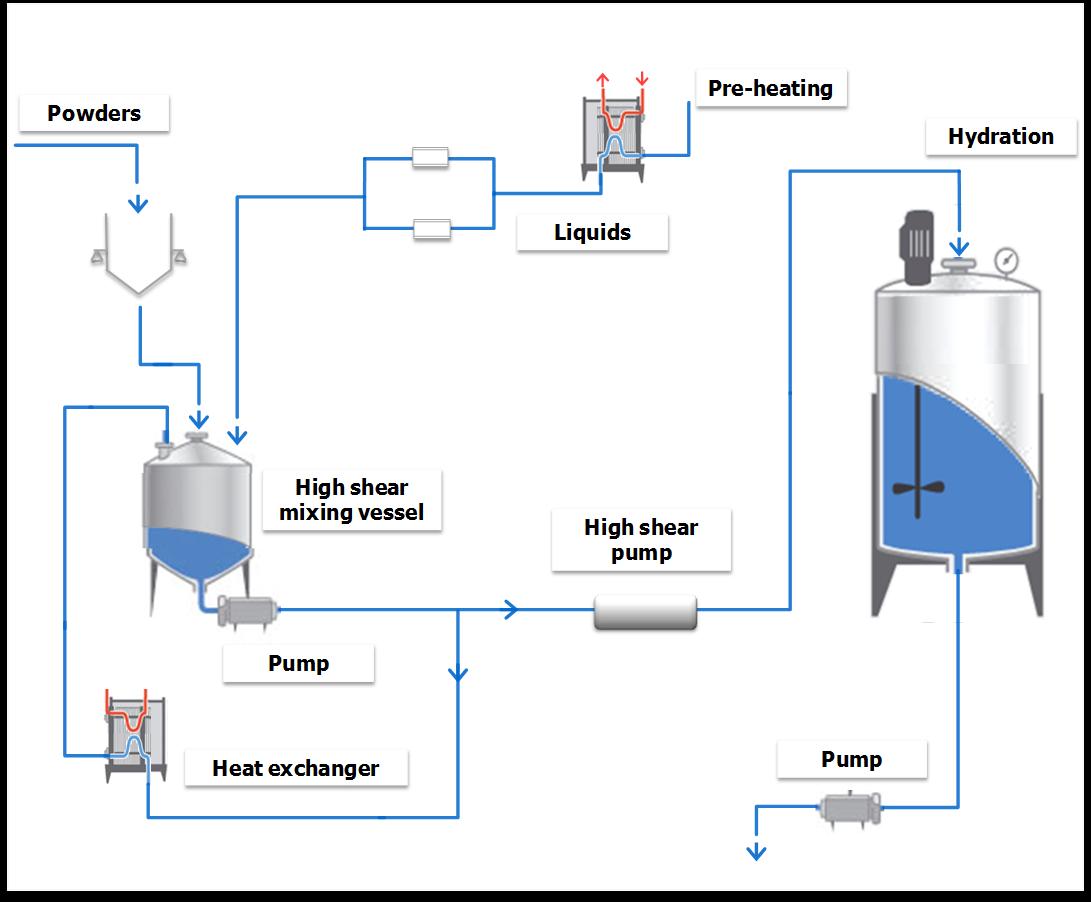
CIRCULATION LOOP: COMMON SET -UPS


Homogenization

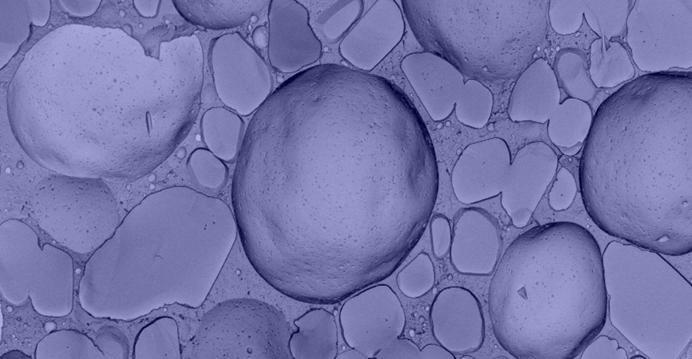
✓ Homogenization breaks down the fat globules into smaller droplets to create an homogeneous and stable fat-in -water emulsion



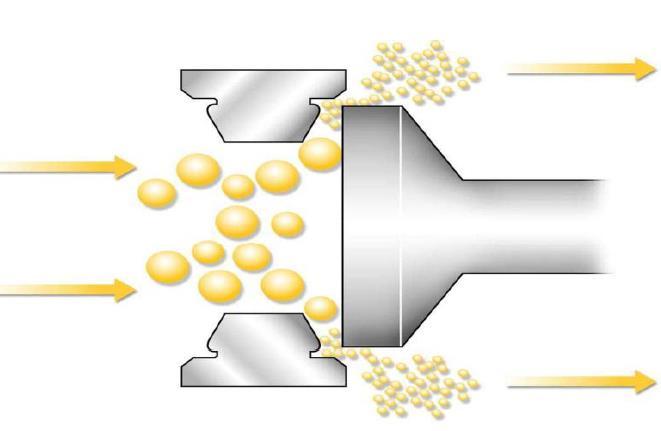
✓ Process in 2 stages

32
Mean 2ųm Range 1 -10ųm Mean 0.5ųm Range 0.2 -2 ųm Many clusters Mean 0.5ųm Range 0.2 - 2 ųm No clustering <10 microns <1 micron Before After
2 examples of HOMO
Homogenization
Why 2 stages?
Pressure 1st stage
2030 -2900 psi
To reduce size of fat globules Forcer Impact ring Seat
Fat globules
✓ 2000 times increased numbers
✓ 10 times increased surface
✓ 20 times decreased distance
Hydraulic actuator
Pressure 2 nd stage
To prevent fat cluster formation 435 psi
2nd stage
Reduce the fat diameter by 10
1st stage
33
Impact of homogenization on freezing process
Example of BAD and GOOD homogenization process
Poorly coated air bubbles with « uncontrolled fat clusters » at the surface are created Very unstable. The uncoated areas result in « degasification » and loss of volume, leading to shrinkage


GOOD with proper mix preparation prior to homogenization « fatty plates at the air bubble surface » are created resulting in flexible and stable air bubbles (well coated )
34
Heat Treatment (Pasteurization)

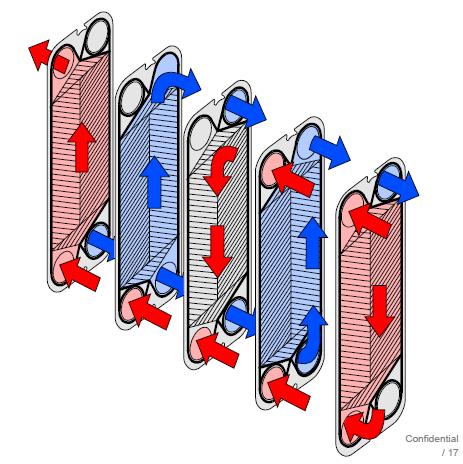
Working principle of plate heat exchanger

Potential problems

• Increased mix viscosity
• Burning (due to foaming)
• Food safety (destroy pathogenic micro -organisms)

• Dissolve/active ingredients (emulsifiers and stabilizers)
Three types
•
•
•
HTSC
35
= High Temperature Short Time
Batch pasteuriser 133 °F / 30 min
Continues (HTST pasteurizer) 172 -194 °F / 25 -50 sec
Ultra High Temperature (UHT) 290 °F / 4 -12 sec
Heat Treatment (Pasteurization) - 3 functions



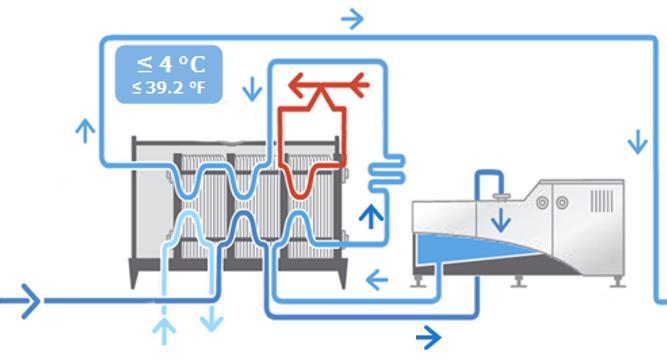
Pre-heating
To reduce energy utilization, regeneration is recommended by :
• Direct mix / mix exchange
• Direct exchange between hot mix from homogenizer and pasteurized mix

Holding tube
• Ensures the effectiveness of heat treatment (« residence time »)
• Destroy pathogenic microorganisms
• Dissolve/active ingredients (emulsifiers and stabilizers)
2 valve
Cooling 3
T° C: 181 ° F 30s
• Mix immediately cooled after homo-pasteurization at 4°C / 39.2°F ( 2 °C), before pumped to the ageing tanks.
• Prevent the growth of microorganisms
HOMO
• Increase the mix viscosity (consistency )
MIX +39 ° F
36
MIX +140 ° F MIX +162 ° F
1
Heat Treatment – Divert Valve System
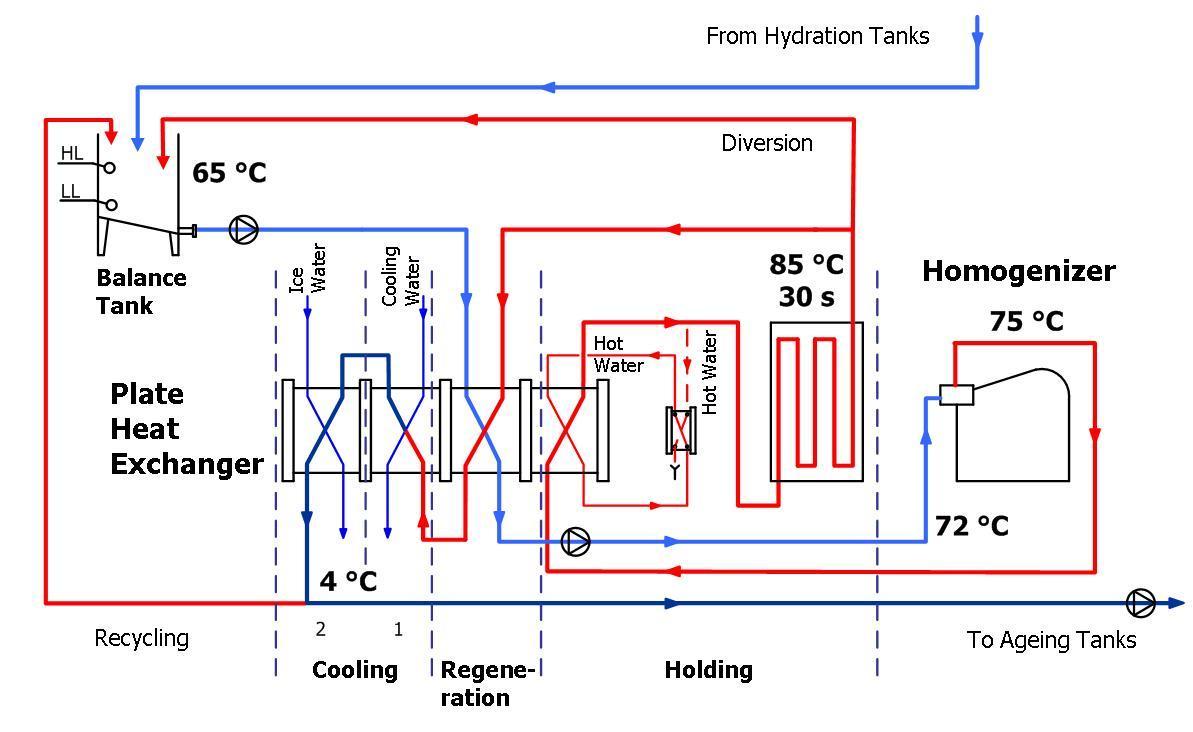

Working principle of divert valve system
• Temperature sensor at the end of holding tube
• Single seat valve to divert the mix < 178°C to the balance tank
83 37
T°C < 178°F T° C SENSOR T°C ≥ 178°F 149F 162F 167F 181F 39F
EMULSIFIERS
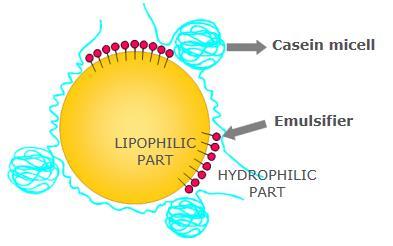
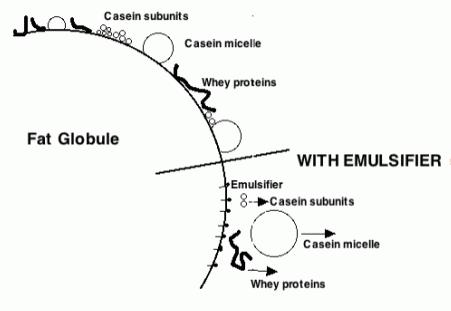
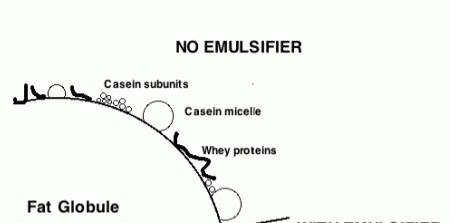
NO EMULSIFIER
fat clusters ca. 50 µm
Fat Globule
WITH EMULSIFIER
PROTEIN DESORPTION
PARTIAL CLUSTERING of FAT GLOBULES

39
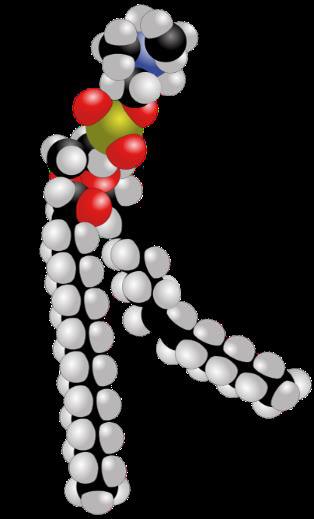
HYDROPHILIC head LIPOPHILIC tail
Key Parameters
RECIPE
MIX MATRIX
✓
✓
✓ Stabilizers & Emulsifiers
+ Food safety : HEAT
41
PREPARATION HOMOGENIZATION AGEING Order of addition Pressure T °C = 39 °F
Fat size particles At least 4 h Hydration
MIX
Dispersion
TREATMENT
COMPOSITION
Total Solids (%)
% Fats
✓
✓
Proteins
(MSNF)
Sugars
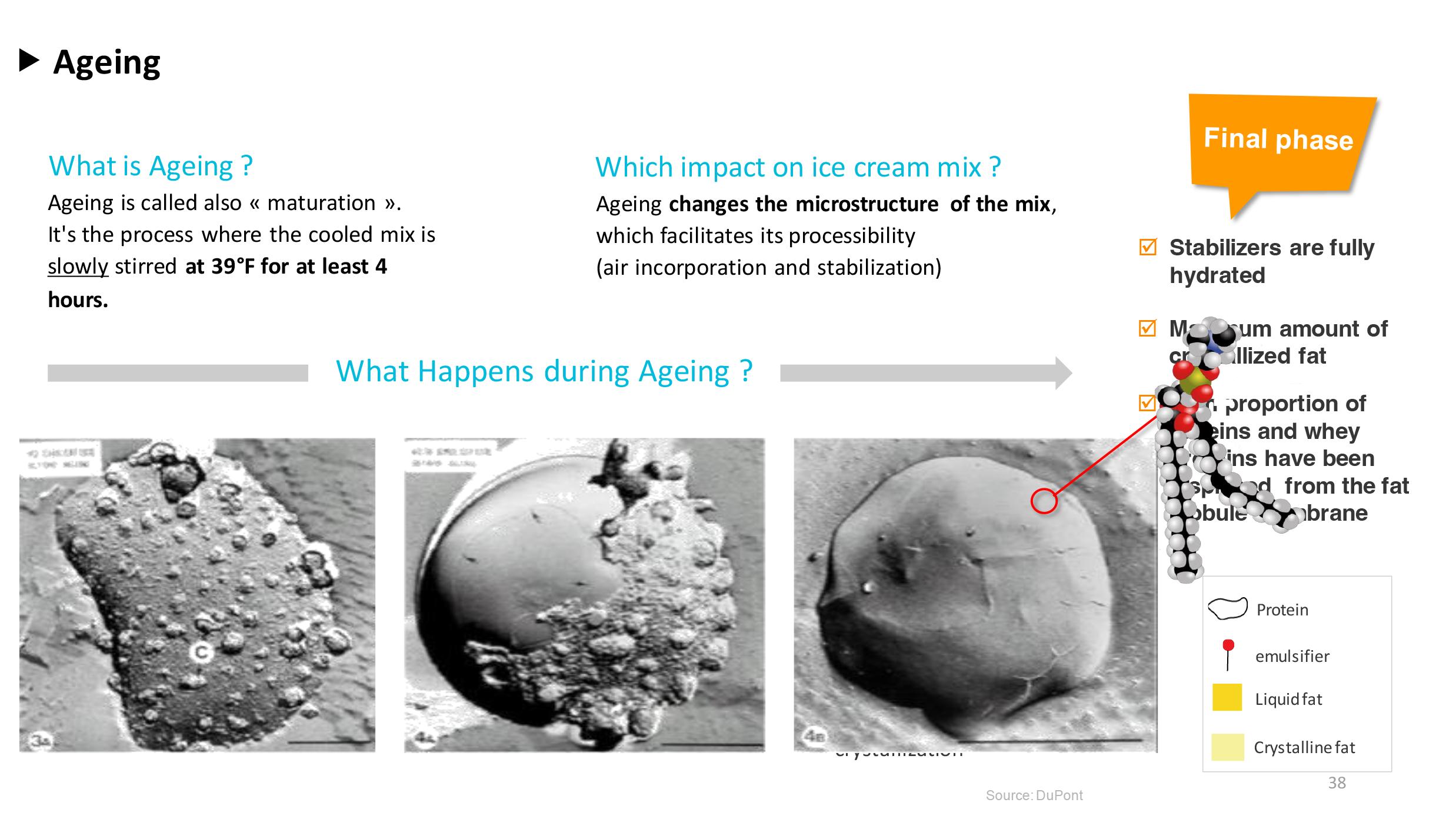
MICROSTRUCTURE TO BE ACHIEVED AFTER AGEING
MIXING HOMOGENIZATION PASTO-COOLING AGEING FREEZING FILLING HARDENING COLD STORE INGREDIENT FORMULATION
FREEZING: A critical point of Ice Cream Process


Ice crystallisation
Air bubble introduction
Ice cream structure building: partial agglomeration and rearrangement of fat globules on air/soluble phase surface
High impact on ice cream texture: achieving uniform and smooth texture
42
Ice Cream Making = mix [ making & ageing ]+ freezing
- Sugar & Carbohydrates
- Emulsifiers
- Stabilizers
- Flavours, Colours
- Customizing ingredients
5 % Fat 23%
50% Air 22%
TASTE
Unfrozen phase
Ice crystals TEXTURE &
10% Fat 90% Sugar solution
-
- Water
Fat - MNSF (proteins)
MIXING HOMOGENIZATION PASTO-COOLING AGEING FREEZING FILLING HARDENING COLD STORE INGREDIENT FORMULATION

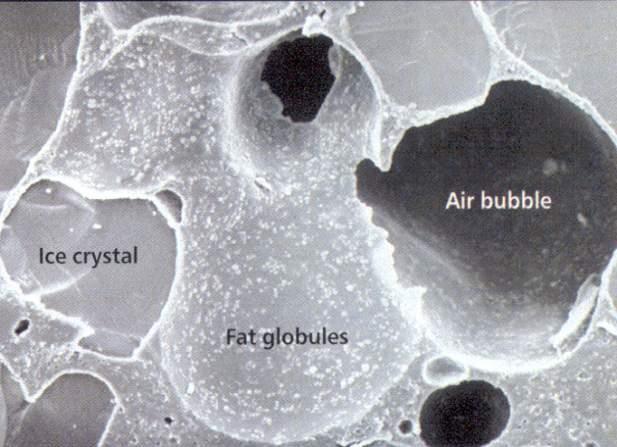
44 How the mix is transformed into ice cream? Freezing Microstructure Unfrozen phase Air Bubble coated by fat Unfrozen phase Air bubble Fat globules I c e C rysta ls
Freezers History




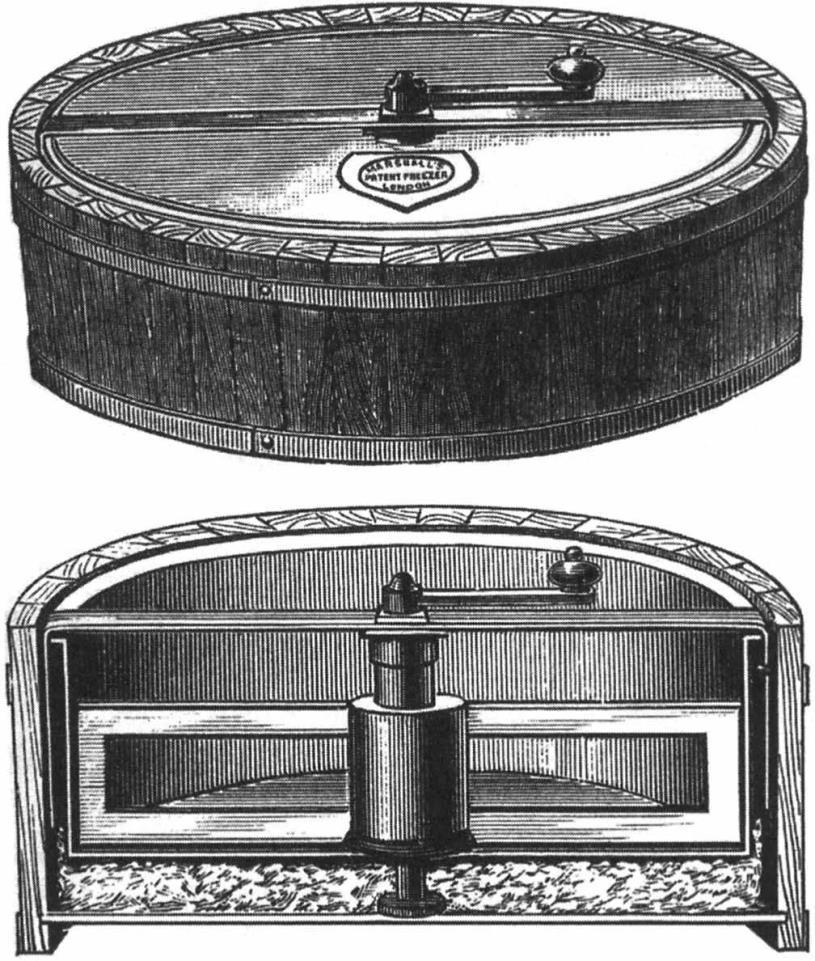
46
Mrs Marshall’s Ice Cream maker 1880
(Courtesy of the London Canal Museum, www.canalmuseum.org.uk)
Current freezer Tetra Pak and Wcb 2016
One of the first ice cream factories developed starting from 1940
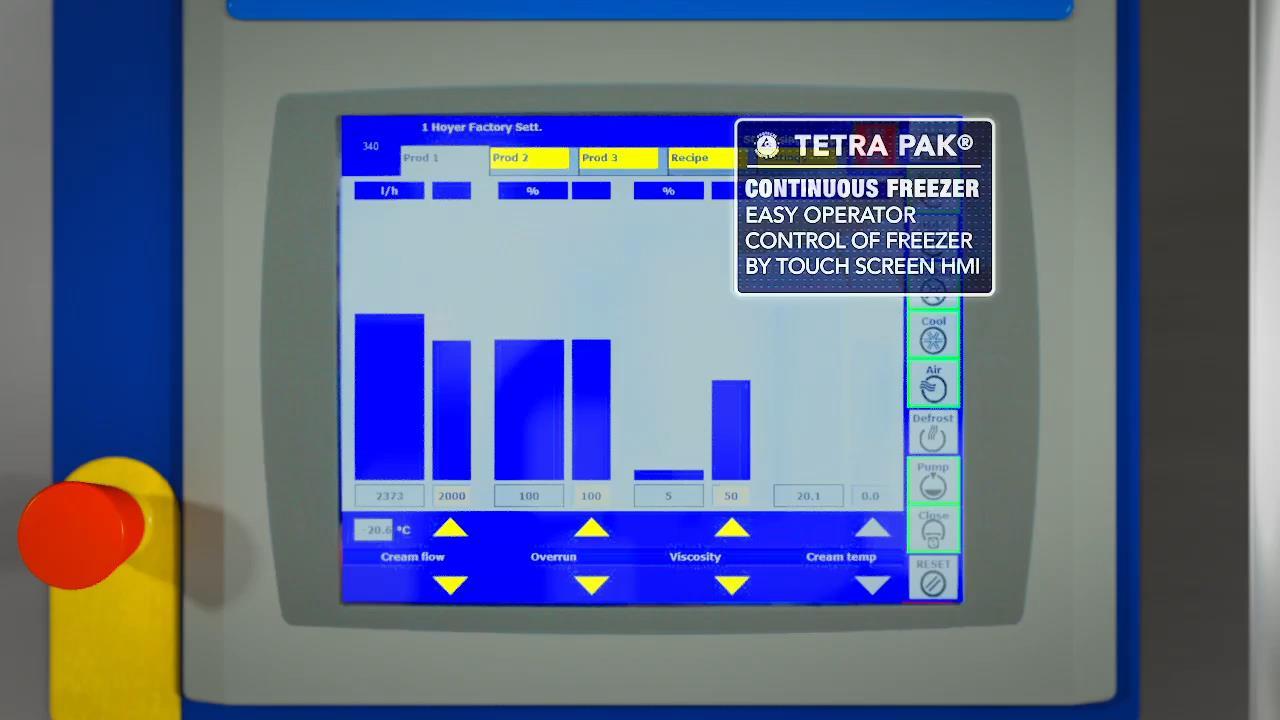
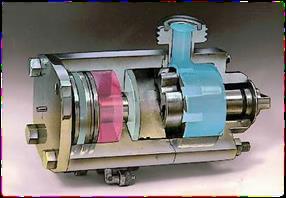
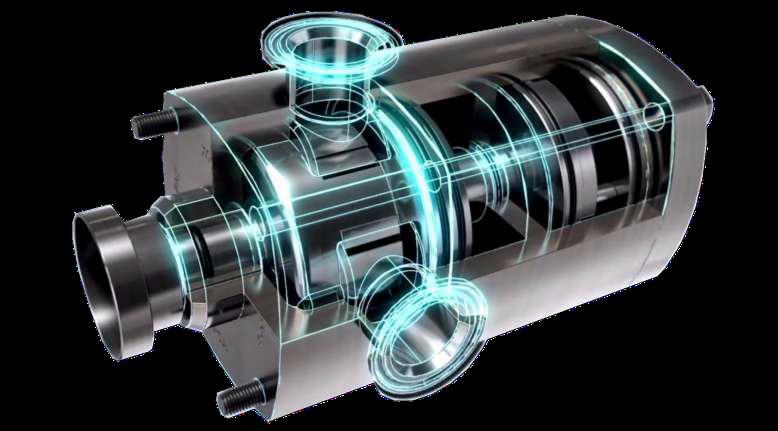
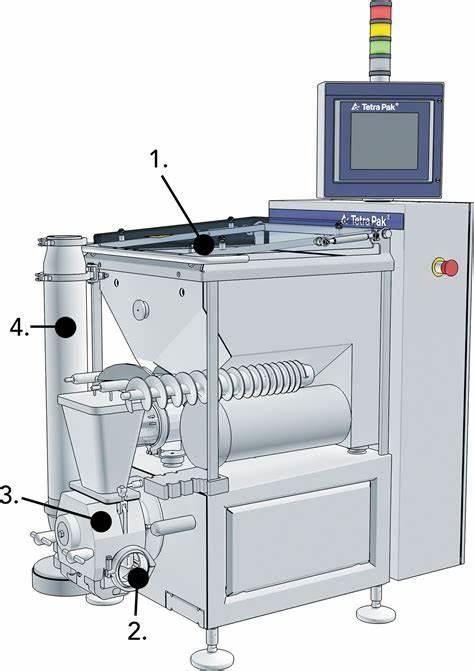
Tetra Pak Continuous Freezer
Separator NH3

Panel control
Cylinder

Ice Cream Outlet
Mix Inlet
Mix pump
Air system
Air inlet
Dasher
Mix flow meter








Ice Cream pumps







48 ةيسيئرلا ةيبيردتلا ةرودلا ةيجاتنلااطوطخلايلغشمل يلمعلا قيبطتلا ديمجتلا ةطلخلا ريضحت ميركسيلاا ةبيكرت ةمدقم Mix flowmeter Mix pump Ice Cream pumps Panel control Cylinder Ice Cream Outlet Mix Inlet Separator NH3 Air Mass Flowmeter Air inlet Dasher motor
Inside the Barrel
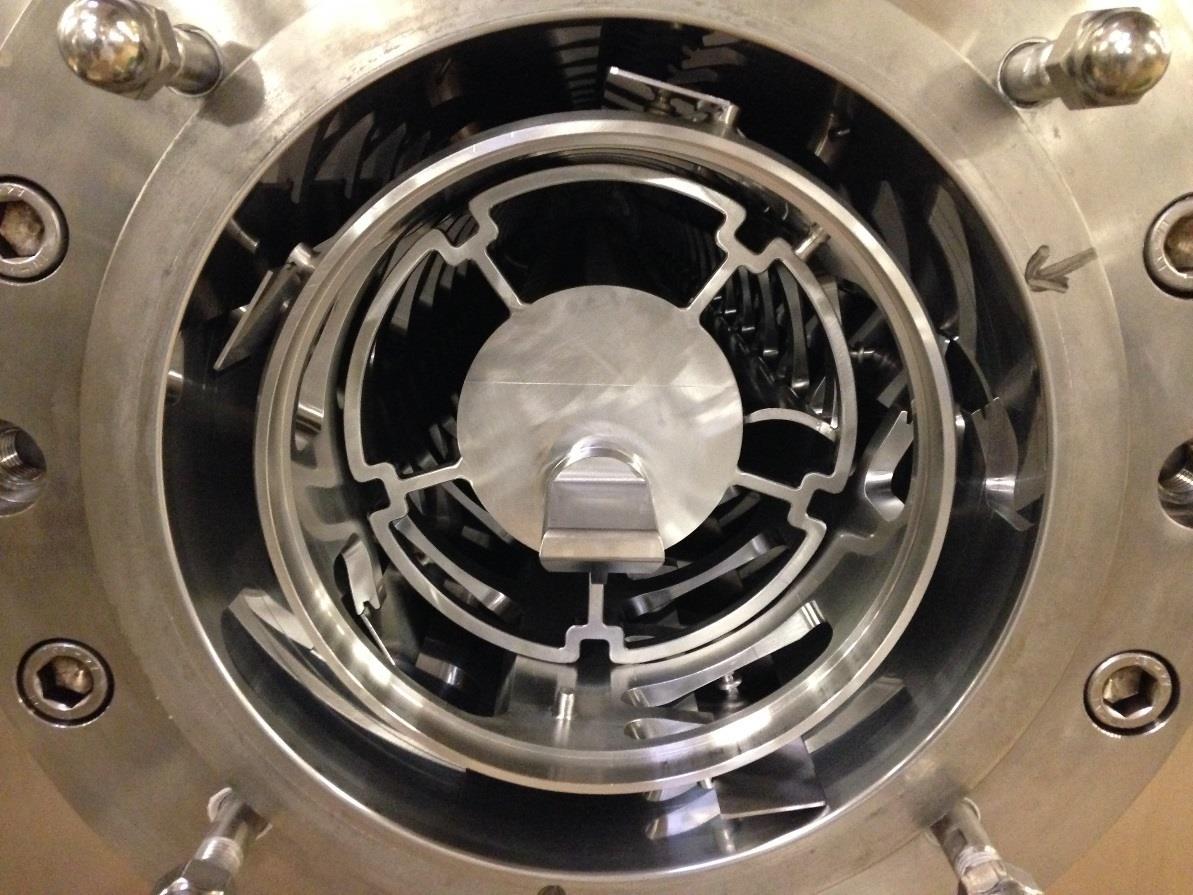

✓ one can not see inside
✓ one can not hear failures in factory context
Regular inspections to be done
Rotation
anticlock wise
50
Front of freezer side




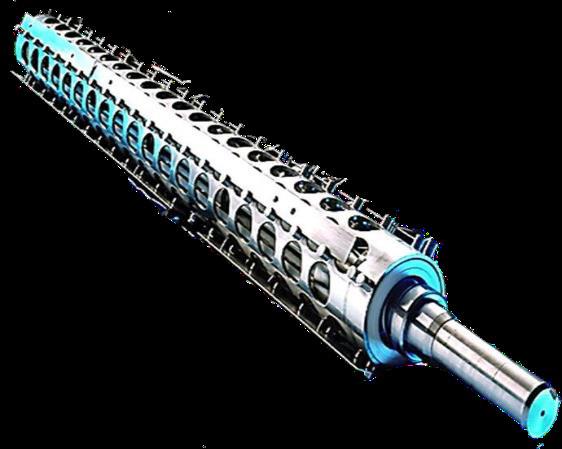


51 Dasher inspection ليمربلا REFRIGERANT ICECREAM BEATER BLADES 47,5cm 95,5cm DASHER WCB TETRAPAK WCB TETRAPAK
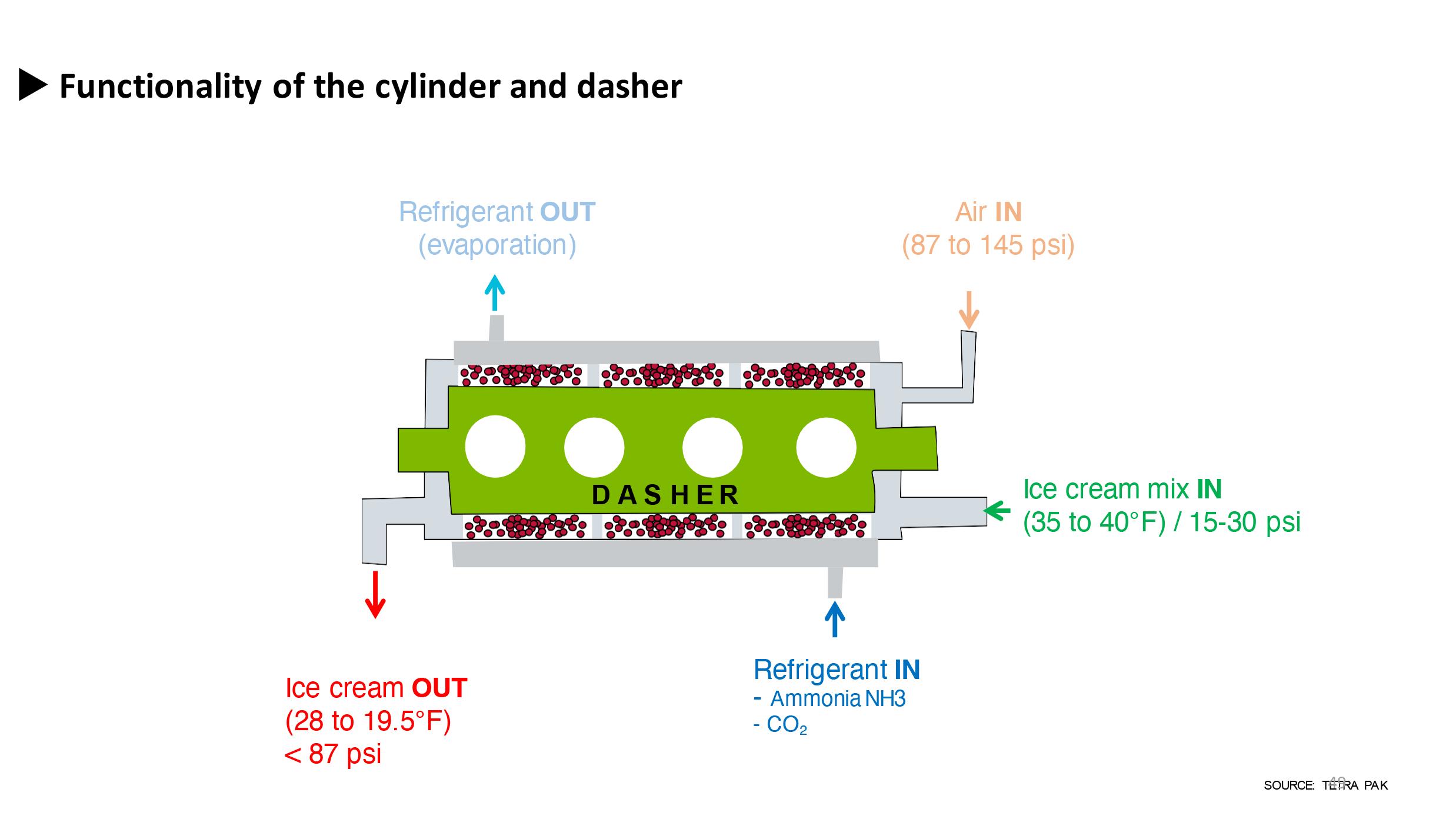
Inside the Dasher – Freezing process
Ripening
Barrel

Dasher
Barrel MICROSTRUCTURE VIDEO

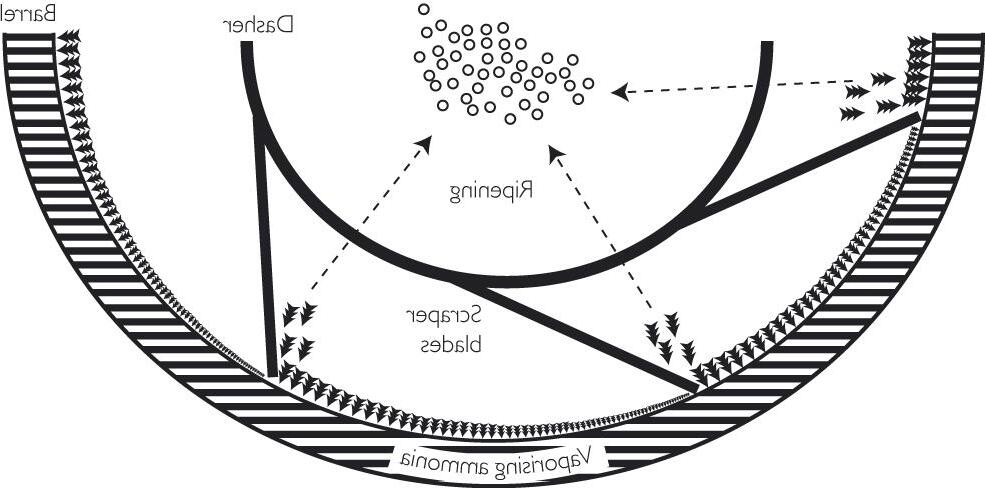
Scraper blades
Vapourizing ammonia
SOURCE: TETRA PAK
52
v
Check for blades width
Replace immediatly blades below minimum width

Hoyer Max 0,5 mm 0,1 to 0,2 mm 53 Scraper blades inspection Cylinder Pin and blade Minimum 32 mm 125°

 Tetra pak – dasher assembly video
Tetra pak – dasher assembly video
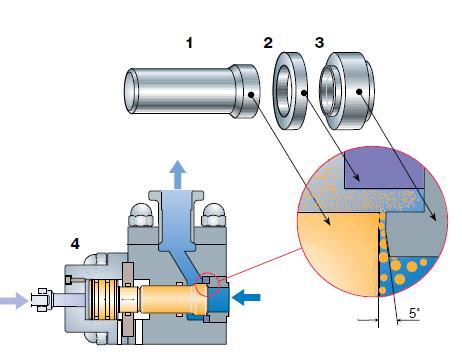
Tetra Pak Freezer pumps
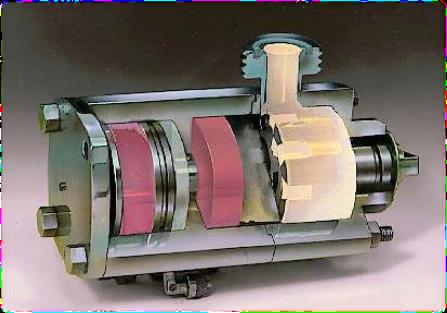
Pump is in normal pump operation
The center wheel (star wheel), mounted on a pneumatically piston

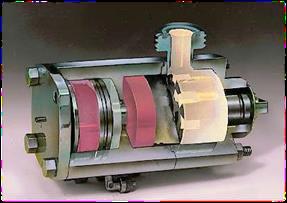



(red colour is compressed air)
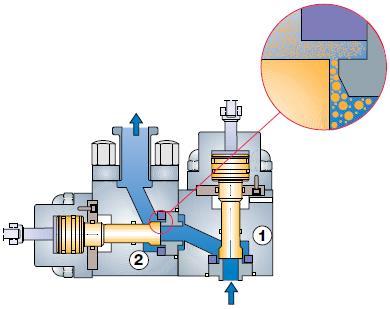
Pump in CIP position
The centre wheel is pulled out of pump position, and free flow of detergent through the pump is obtained
SOURCE: TETRA PAK
56
The pump leakage (=loss of efficiency) depends on:
✓ Viscosity of the mix

✓ Pressure difference over the pump
✓ Mechanical condition of the pump

✓

57 Pump
Theoritical flow rate Real flow rate Pressure difference over the pump FLOW 500 l/h 480 l/h
inspection :
Mechanical adjustment of the pump
Half-moon
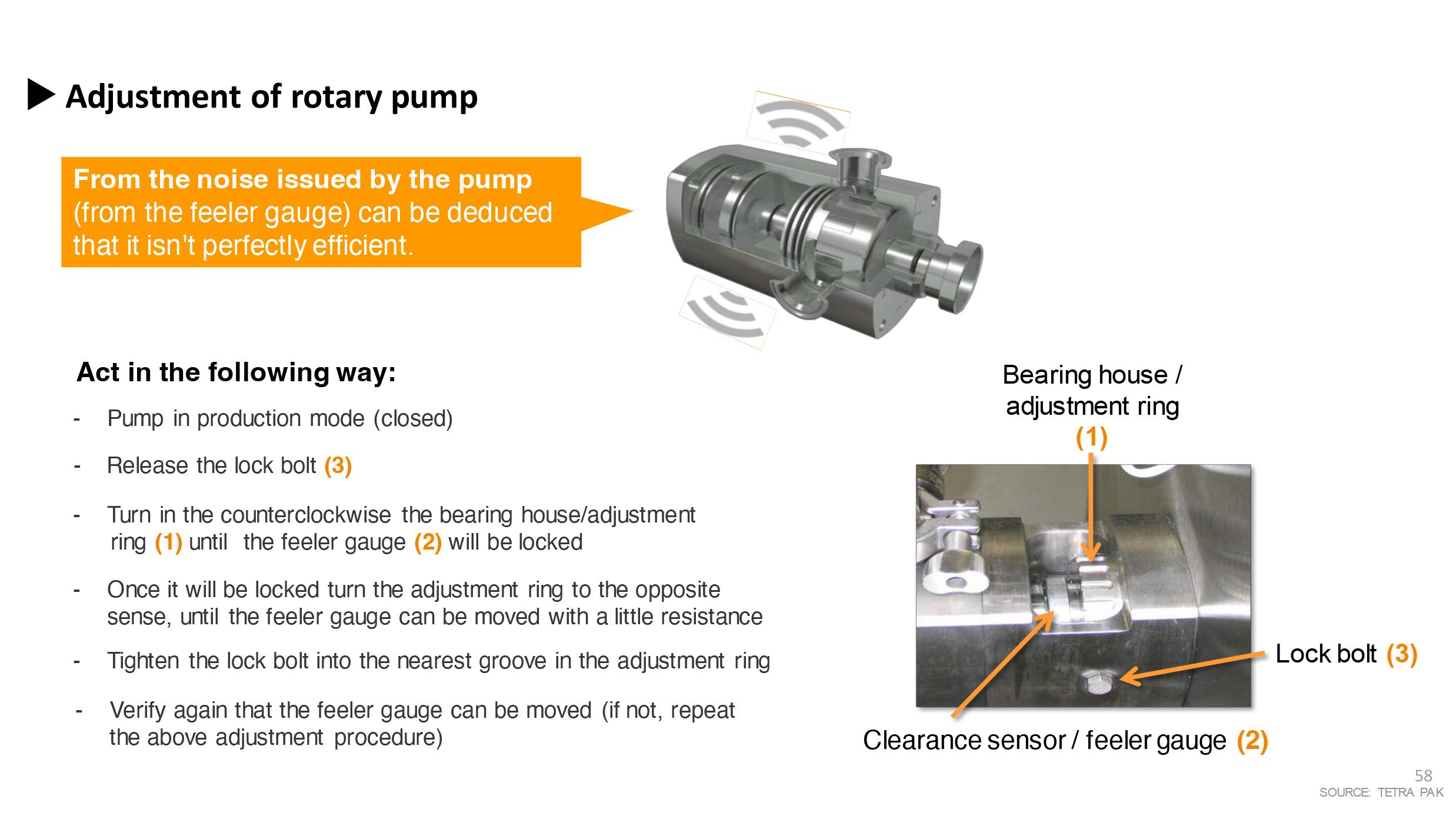
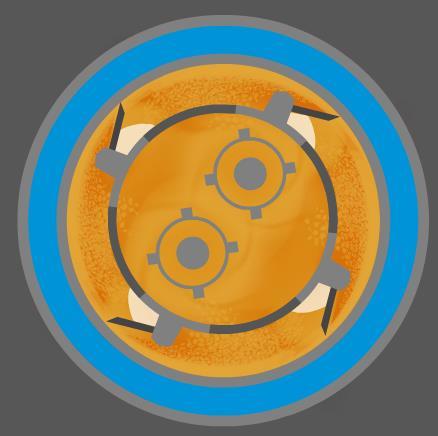
WCB Freezer Pumps
Waukesha metal lobe
✓ All WCB Equipment freezers utilize Waukesha metal lobe Waukesha pumps as standard.
✓ The rotors of these pumps are made of the non -galling lead-free Waukesha “88” alloy.
✓ This alloy allows the rotors run at a very close tolerance without touching, which provides extremely long rotor life.
✓ These pumps are fully CIP -able and have by-pass covers that allowing the necessary high flow during CIP.

✓ A magnetic flow meter is used to provide very accurately closed loop control of the mix flow.

59
ةيسيئرلا ةيبيردتلا ةرودلا ةيجاتنلااطوطخلايلغشمل يلمعلا قيبطتلا ديمجتلا ةطلخلا ريضحت ميركسيلاا ةبيكرت ةمدقم


61
Tetra pak pump - video
Refrigeration components


Level control (Control liquid valve supply)


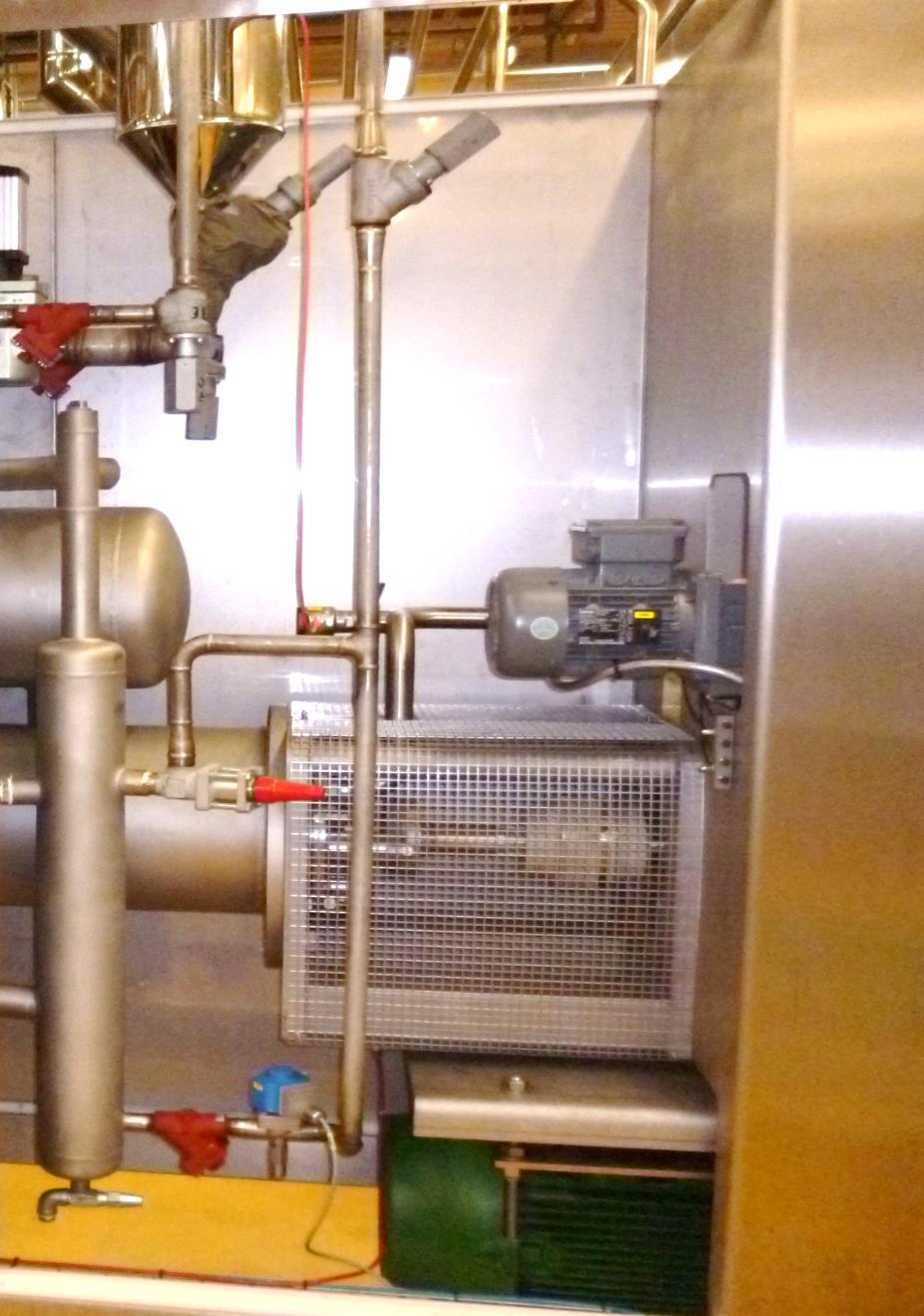
Hot gas line

Suction valve (constant pressure suction valve) Hand valve + spring valve

Scraped Heat Exchanger (cylinder)

Liquid separator Oil drain line
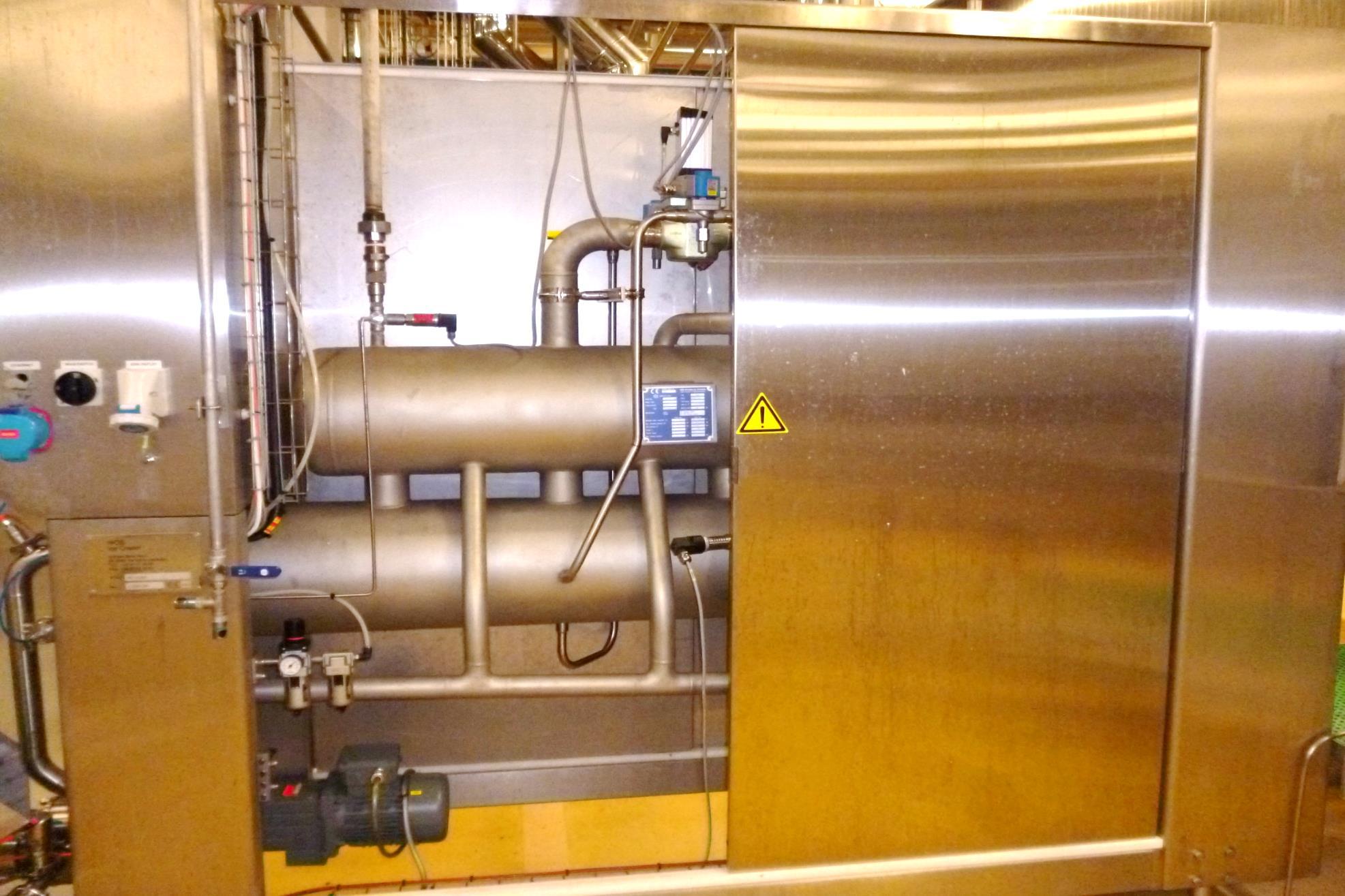
Refrigeration components - Pipings
Hot gas line
Ammonia Gas back to compressor (low pressure)
Liquid Ammonia from Cooling Plant (High pressure)

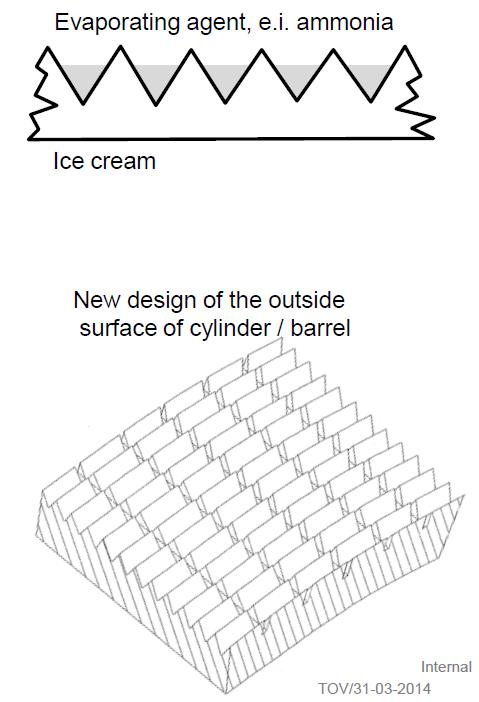

Freezing cylinder/barrel 64
Cylinder walls
SOURCE: TETRA PAK
Refrigeration system : cooling principles


How it works ?
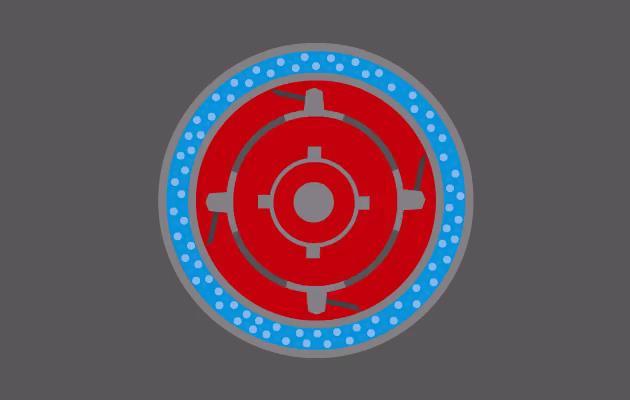

Liquid refrigerant floods the freezer barrel
Liquid refrigerant floods the freezer barrel
While evaporating, liquid refrigerant takes the heat from the product. The product cools down and freezes.
Ice crystals start solidifying on the barrel inner surface. Blades continuously scrape off those crystals from the surface.

65
Refrigeration cycle
160 psi
The gas returns to the cooling plant to be compressed again for a new refrigeration cycle
0,30 psi
The separator collects the refrigerant vapor (gas)
The refrigerant evaporates (boils) around the barrel
Receiver
The cooling plant provides the freezer with liquid refrigerant at high pressure

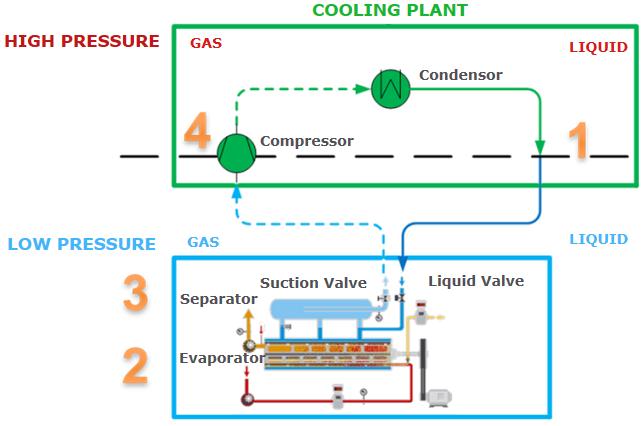
THE FREEZER 66
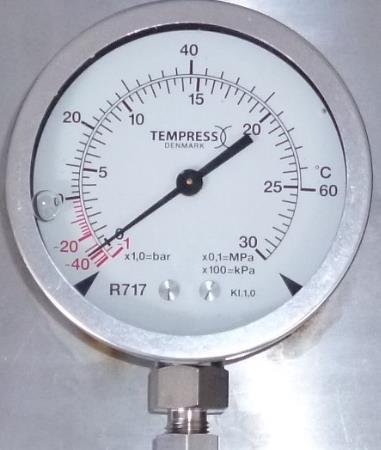
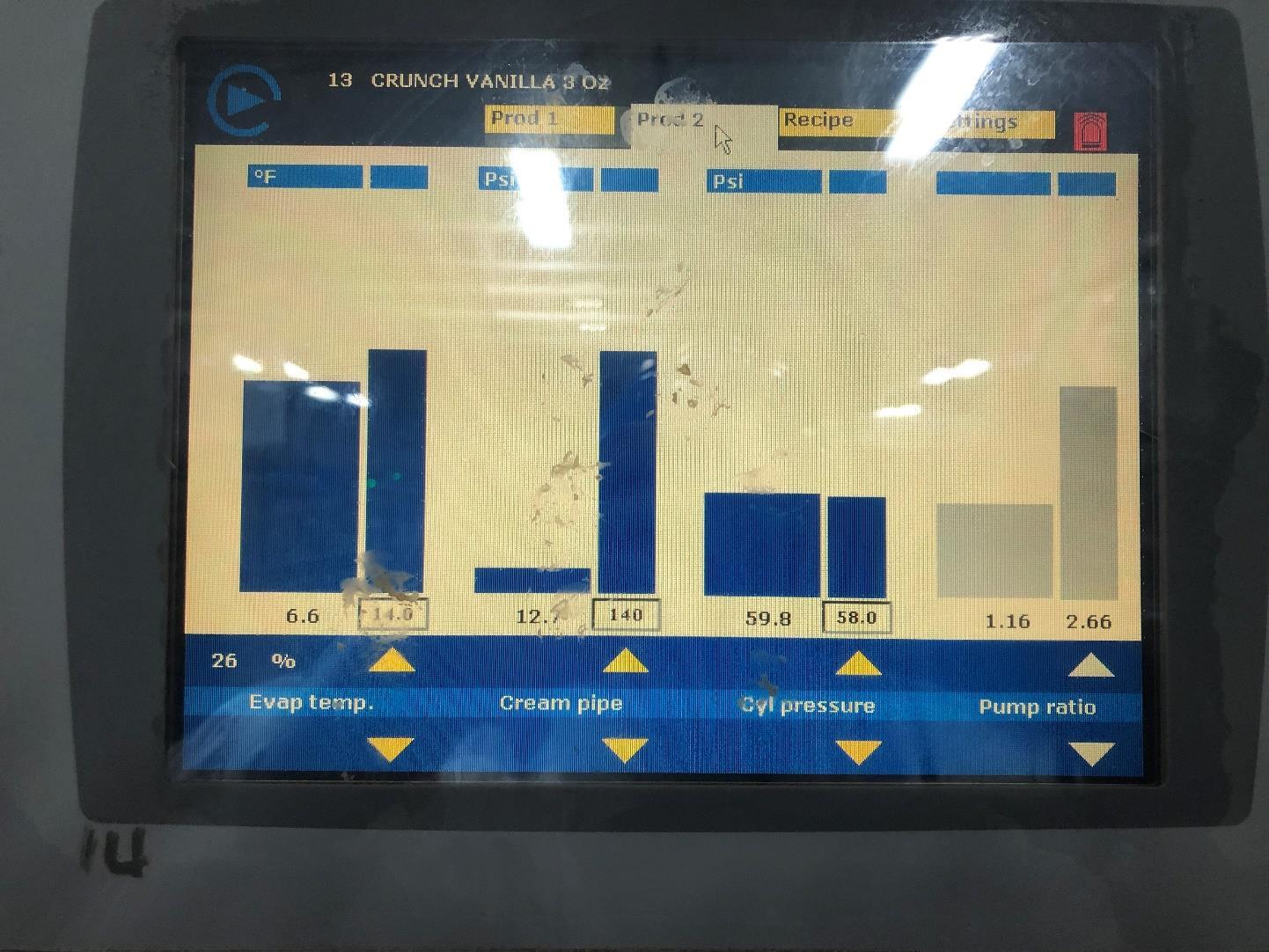
Refrigeration control: T °C / Pressure gauge

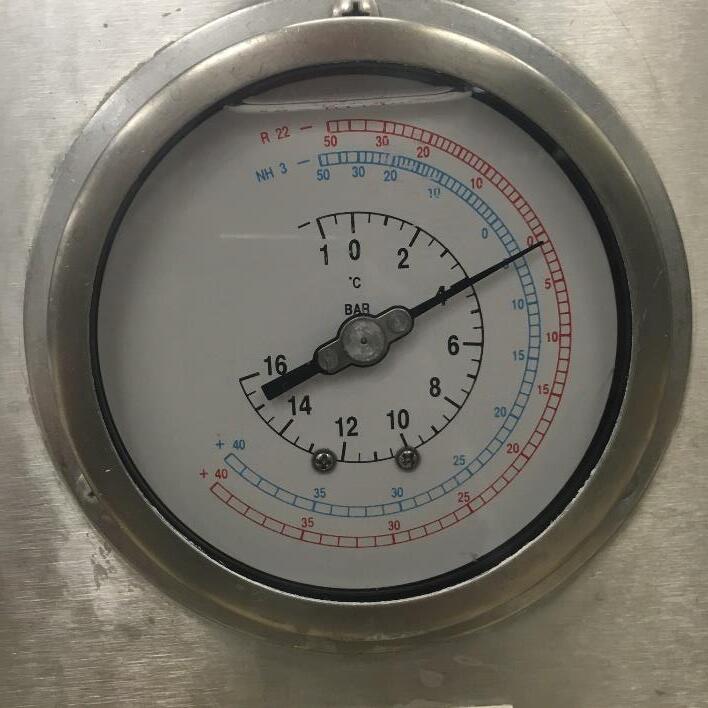

67
WCB example , front of freezer side
Evaporation Pressure : 58 psi
T°C Evaporation NH3 : -6.8°F Pressure : 22psi
T°C NH3 Liquid : 73°C
Pressure
: 123psi
T°C Suction NH3 : -18°F Pressure : 6psi
HOYER example , inside of freezer walls
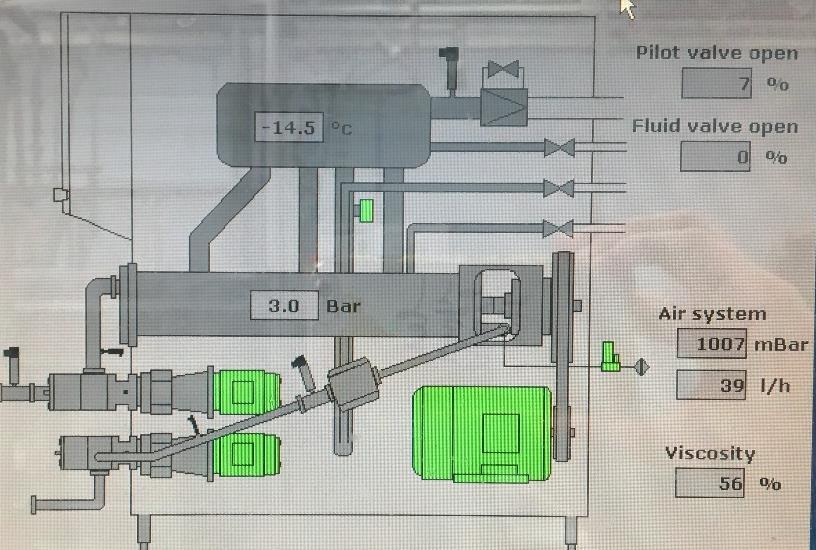
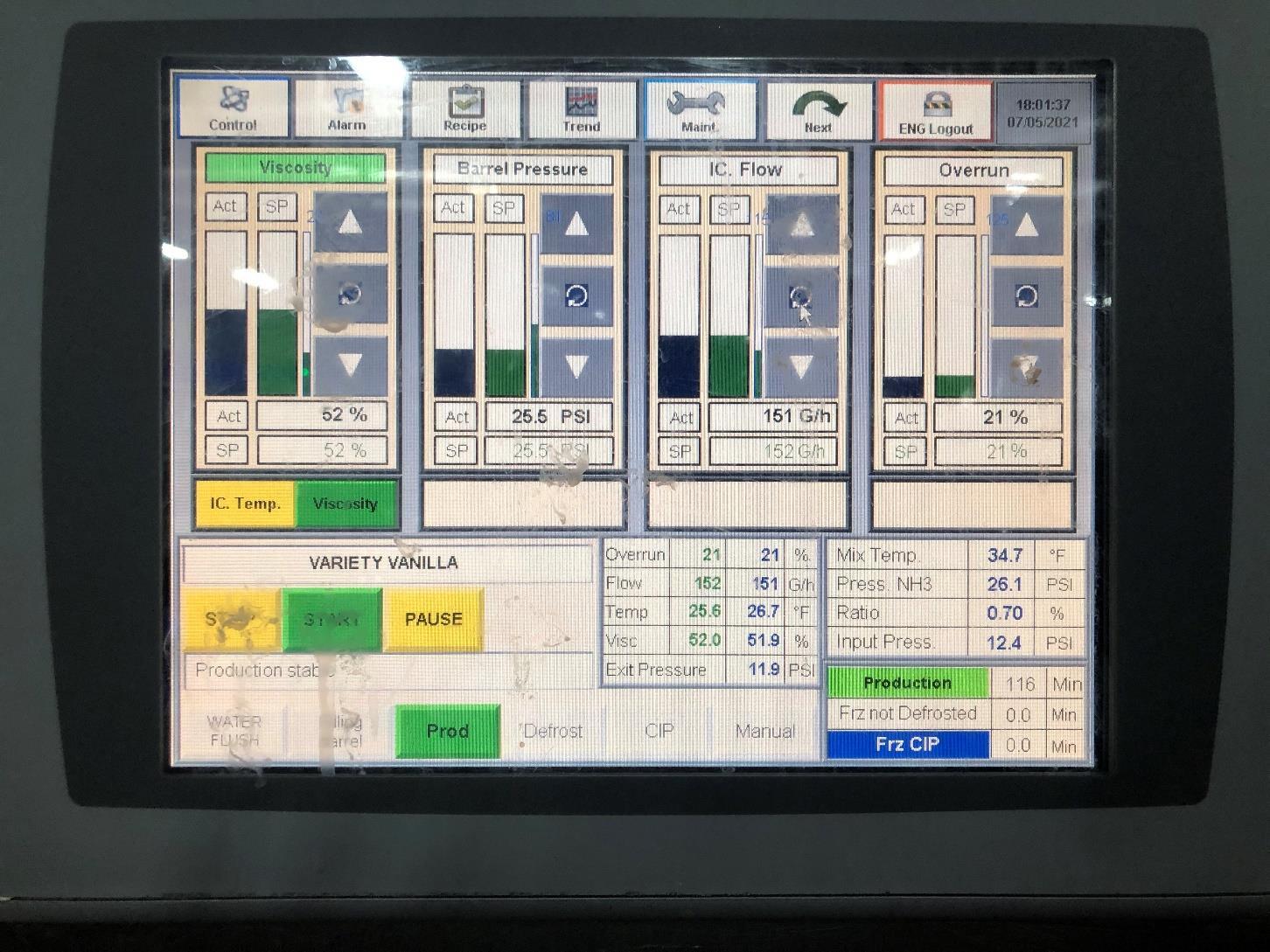
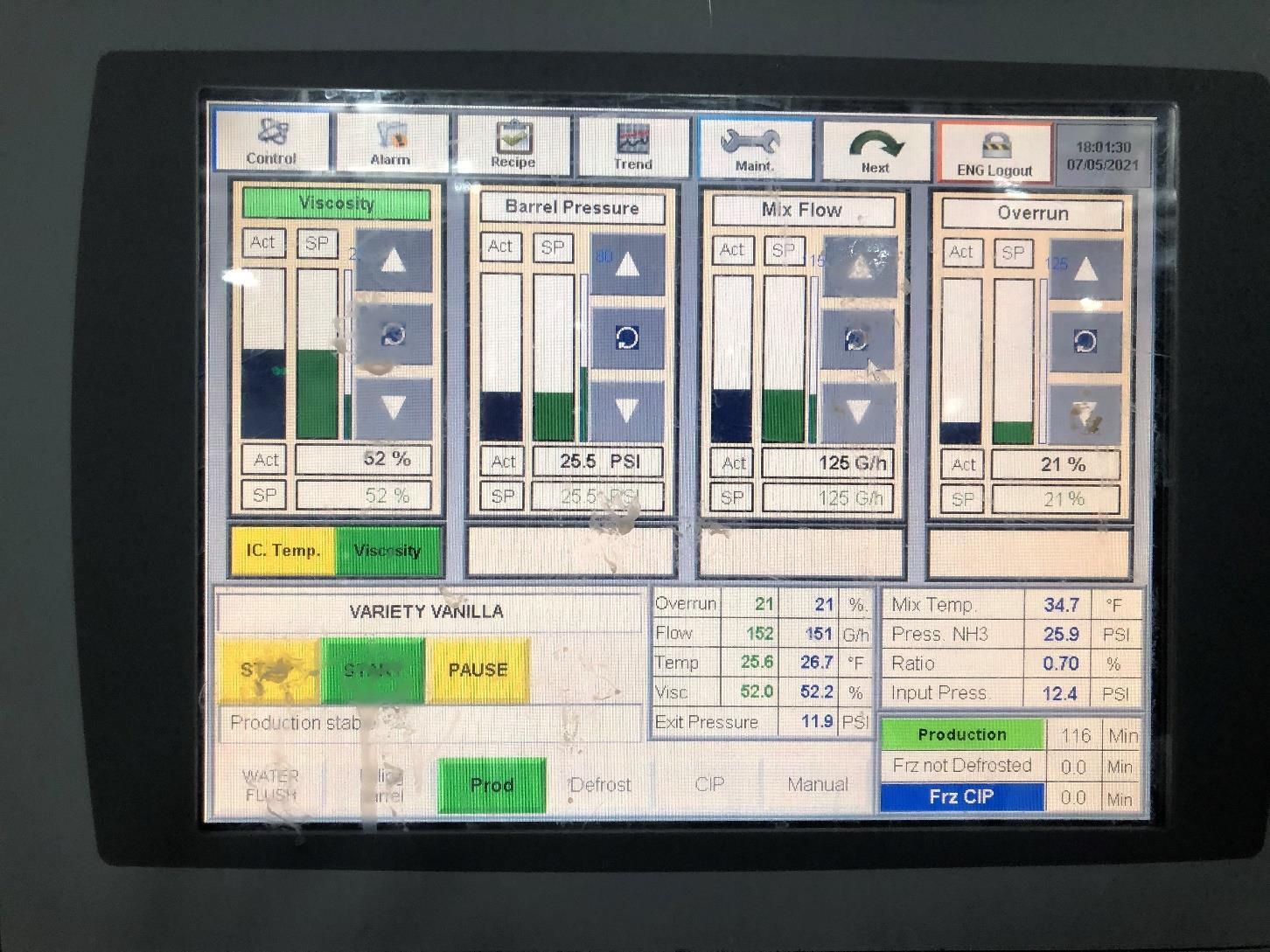
Key process parameters




68 How to control the transformation during the Freezing phase
1 . C REAM F LOW 3 . V I SCOSITY Amount of air 2 O VERRUN Refrigeration system 4 I CE C REAM T EMPERATURE Dasher speed
?
Potential ISSUES affecting process parameters

1 . I CE C REAM F LO W
✓ High/low ice cream flow


What can be wrong?
3 . V I SCOSITY 2 . O VERRUN
✓ Fluctuation of overrun
✓ Too high/low
✓ Fluctuation of viscosity
✓ Viscosity drop
4 . I CE C REAM T EMPERATURE
✓ IC T°C
< Set-up
✓ Unstable ice cream flow (pump efficiency )

✓ Overrun not stabilized in Ice cream
Skating/ice formation
✓ IC T°C



> Set-up

69
Potential CAUSES affecting process parameters
1 . I CE C REAM F LOW
✓ Back-pressure too high
✓ Variability of mix flow rate
✓ Pressure of mix inlet

✓ Lack of overrun
✓ Overrun > set-up
✓ Overrun unstable
✓ Pumps
2 . O VERRUN
✓ Leakage of air circuit
✓ Variability of mix flow rate
✓ Bad air regulation
✓ Air pressure too low
✓ Barrel pressure variation
✓ Ageing time < 4h
✓ Homogenization issues (heads , pressure)
✓ Recipe formulation
What can be wrong?
3 . V I SCOSITY
✓ Variability of mix flow rate
✓ Maintenance of belts and dasher motor
4 . I CE C REAM T EMPERATURE
✓ IC T°C < Set-up
✓ Evaporation T°C not correct
✓ Worn blades / barrel surface
✓ Suction valve incorrect opening

✓ Barrel pressure variation
✓ High/low level of liquid refrigerant
✓ IC T°C > Set-up
✓ T°C of mix > 4°C
✓ Evaporation T°C not correct
✓ Recipe formulation (% solids , sugars )
✓ Barrel pressure not correct
70
Freezer Extras

Freezer Extras
Freezer Questions
Inclusions
Inclusions are the ingredients that we put into an ice cream product after freezing like cookies, nuts, chocolate chips, etc
Inclusions are dosed into the ice cream using Ingredient Feeders.

 GRAM IF Tetrapak IF
GRAM IF Tetrapak IF
Hopper: Place to fill the ingredients
Blender:
Different styles mix different inclusions better. Examples are blade blenders and pin blenders.
Funnel
Rotor:
Turns in the direction of ice cream flow. It has tight tolerances to keep the ice cream from coming up through the funnel.
Auger:
Different sized augers are used for different inclusions, it pulls the ingredients forward
Ingredient feeders lay the inclusions on top of the ice cream stream
Questions:
1) What will happen if the ice cream flow stops?
2) What will happen if the blender isn ’t turned on?
3) What if the rotor is ran too fast? Too slow? How do you know what the correct speed is?
Inclusion Handling
Some Inclusions are sensitive to temperature. Warming up will cause clumping.
This clumping can cause some sensory defects but will cause operational problems like clogging.



Net Content (Weight Vs Volume)
Which is more important, Weight or volume?
VOLUME! Ice cream is released by volume, not weight. We cannot sell ice cream below volume because that ’s what we tell customers on the packaging. We ALWAYS should be just above volume targets.

What makes and loses us $$$Money? Weight or volume?
WEIGHT!!! We make our product weigh less by adding Air which does not cost us anything. We should target below just below target weight so we can make more ice cream. You can take out weight without taking away volume
Can we make our ice cream as light as we want?
Absolutely NOT. There is a lower reject limit on the checkweighers for a few reasons
1) To meet standard of identity for ice cream
2) To Meet the nutritional information
3) To avoid Short counts
4) To preserve product quality

Operational video
Key Parameters
RECIPE
COMPOSITION
✓ Total Solids (%)
✓ % Fats
✓ Proteins (MSNF)
✓ Sugars
✓ Stabilizers & emulsifiers

MIX MATRIX
TEXTURE & TASTE
82
MIX PREPARATION HOMOGENIZATION AGEING Order of addition Pressure T °C = 40 °F Dispersion Fat size particules At least 4 h Hydratation + Food safety : HEAT TREATMENT FREEZING ICE CREAM FLOW OVERRUN VISCOSITY ICE CREAM T° C
MIXING HOMOGENIZATION PASTO-COOLING AGEING FREEZING FILLING HARDENING COLD STORE INGREDIENT FORMULATION


Operational video
Froneri Hygiene
Hygiene and Dry Floors During Operation


Dry Floor ‘Obsession’ & Team Effort Spills Managed Differently
Hygiene and Dry Floors During Operation


More Plastic for Waste
More Plastic for Waste
Hygiene and Dry Floors During Operation


Floor Scrubbers & Investment in Hygiene
Hose ManagementRestricted Access




Waste Management- Giveaway/Process Control PSA Zone: Invest in Accuracy All Physical Waste is Weighed & Accurate
Flexible Fast Changeovers


Changeover Parts Organized Changeover Parts Kitted for the Week
Front Line Leadership Routines
Supervisors are on floor >80% of time & “Own” their results
“Big White” (Shift Mgr) was on the floor and actively involved all day long
Two Packaged - Side Employees came over to squeegee floor while starting up (without being asked) and stayed until line was running and floors were spotless
No mentality of: We’ll clean it up once we’re done…

Captured Shoes & Routine to Entry



1.2 Million dollars of micro destruction 2020 Recall - $250,000 lost because we couldnt see a leak 300 foreign body complaints year to date THIS IS OUR KITCHEN
Why Do we need to do this?
Being a Machine Operator
• Own Safety and GMPs on your line
• Own your line Hygiene
• Own Productivity
• Don’t run to make Waste
• Always get better, Improve your team and line
• Help your supervisor supervise
THANKS FOR YOUR INVOLVEMENT





95
Training course for line operators
MASTER TRAINING COURSE
For Line Operators
