Producción en serie de discos de freno con revestimiento duro
EURO 7
La norma EURO 7 establece por primera vez límites de emisión de partículas de frenado para turismos y vehículos industriales ligeros. Independientemente del sistema de propulsión utilizado, es necesario cambiar a una nueva tecnología de frenado. Un método eficaz para reducir las emisiones de partículas es el uso de discos de freno con revestimiento duro.
Los discos de freno con revestimiento duro plantean grandes exigencias tanto a la tecnología de revestimiento como al proceso de rectificado. Por tanto, la coordinación óptima de ambas tecnologías es esencial para obtener resultados buenos y económicos.
Trasfondo
¿Por qué los requisitos tecnológicos son elevados? 4
Rectificadora
La rectificadora y la tecnología son cruciales para la precisión y la fiabilidad del proceso 6
La tecnología
Centrada en la calidad gracias a rectificado plano de doble cara 8
La clave de la optimización
Considerar el revestimiento y el rectificado conjuntamente y coordinarlos de forma óptima 10
TRASFONDO
¿
Por qué los requisitos tecnológicos son elevados?
El desarrollo y la optimización de los componentes de los sistemas de frenado es un proceso continuo en la industria del automóvil, que ha cobrado una nueva dinámica con la entrada en vigor de la norma EURO 7.
Un componente clave es el disco de freno, cuya eficacia y vida útil dependen no sólo de las propiedades del material, sino también en gran medida del tratamiento de la superficie. En este contexto, las tecnologías de mecanizado en duro, en particular el rectificado, desempeñan un papel fundamental. El objetivo es aplicar al disco de freno un revestimiento que presente la menor pérdida de material posible durante el proceso de frenado. Esto convierte el mecanizado en un gran reto, ya que es necesario eliminar mucho material en el menor tiempo posible con un mínimo desgaste de herramientas.
DEFORMACIÓN TÉRMICA DEBIDA AL PROCESO DE RECUBRIMIENTO
Otro reto es la posible deformación del disco de freno debido a las infl uencias térmicas del proceso de revestimiento.
1
ADAPTACIÓN A LA VARIEDAD DE CAPAS
Retos y soluciones
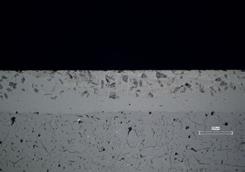
En función del material de revestimiento, se requieren estrategias de mecanizado específicas. Los recubrimientos multicapa plantean grandes exigencias al proceso de rectificado. Su comportamiento en el mecanizado es similar al del carburo conocido en el rectificado de herramientas. Este tipo de revestimiento requiere velocidades de corte bajas, pero un Torque aún mayor. Antes del Mecanizado, estos recubrimientos tienen una rugosidad de hasta 100 micrómetros. Tras el proceso de rectificado, se mecanizan tanto la matriz como los carburos. El comportamiento del mecanizado depende de las propiedades duales de los recubrimientos: carburos frágiles y duros, por un lado, y una matriz dúctil, por otro.
2
REVESTIMIENTOS MULTICAPA
después del recubrimiento láser
La matriz «blanda» y los carburos «duros» deben mecanizarse.
3
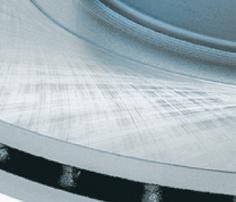
REVESTIMIENTOS MULTICAPA
después de rectificado
Los materiales dúctiles y quebradizos suelen requerir estrategias de rectificado personalizadas. Ambos confl uyen en el revestimiento duro de discos de freno. Las propiedades del material y el comportamiento de corte no solo se ven infl uidos por la composición volumétrica de los materiales, sino también por los parámetros del proceso durante el recubrimiento láser.
Carburo de titanio
Carburo de titanio (molido)
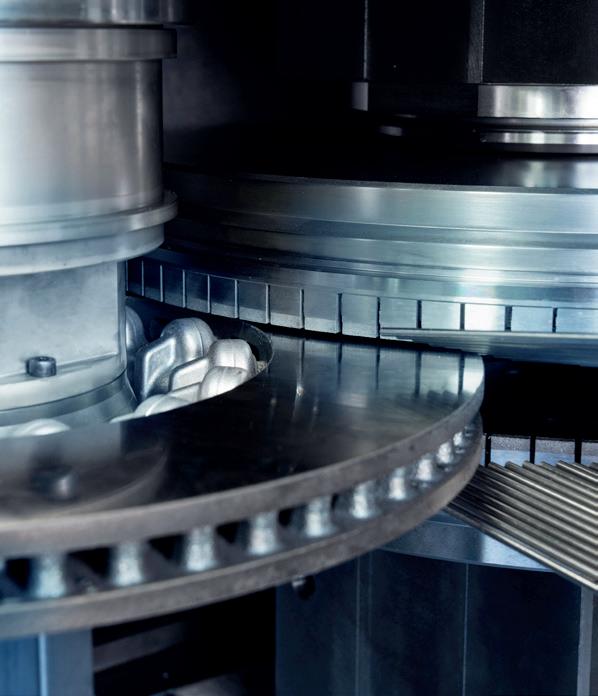
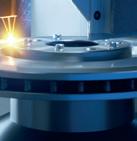
RECTIFICADORA
La rectificadora y la tecnología son cruciales para la precisión
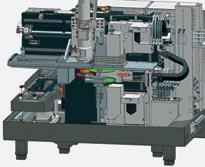
La VLC 450 DG está diseñada para ofrecer rigidez y durabilidad con el fin de satisfacer las altas exigencias de la Producción en serie. La lanzadera de la máquina constituye la interfaz con la automatización posterior fuera del área de trabajo. El concepto de máquina se basa en décadas de experiencia en la construcción de tornos y rectificadoras verticales. El sistema inteligente de Sensores permite un control adaptativo del proceso.
+ Reducción del riesgo de daños o desgaste de los componentes críticos (guías, sistemas de medición, etc.); éstos se encuentran fuera de la zona de trabajo.
+ Enlace e integración en línea sencillos, automatización del proceso de carga y descarga gracias a la disposición vertical y a la lanzadera de alimentación.
+ Buena estabilidad térmica de la máquina gracias al concepto de refrigeración integrado.
+ Buena amortiguación de las vibraciones gracias a la bancada de Mineralit.
ESTRUCTURA DE LOS EJES DEL VLC 450 DG
+ Eje X1 husillo principal con mandril portapiezas
+ Eje Z1/Z2 con husillo rectificador
+ U1 reavivado
+ Q1 lanzadera
+ W1 elevador de piezas
precisión y la fiabilidad del proceso
DATOS TÉCNICOS
Diámetro
Diámetro
GRAN ESPACIO DE TRABAJO, DISEÑO VERTICAL
» Eliminación directa del lodo de rectificado gracias a la disposición vertical de los husillos
» Minimización de la acumulación de residuos de rectificado en la pieza de trabajo y en la máquina
» Excelente accesibilidad para trabajos de instalación y mantenimiento
Los discos de freno se elevan a través de la la estación elevadora hasta el husillo principal.
LA TECNOLOGÍA
Las estructuras de rectificado en cruz tienen un comportamiento tribológico de rodaje significativamente mejor que las estructuras en dirección circunferencial.
Esto significa que el rectificado de superficies de doble cara es de vital importancia. Se crean estructuras de rectificado transversal perpendiculares al eje de rotación del disco abrasivo.
Centrarse en la calidad gracias a rectificado plano de dos
PUNTOS CLAVE
+ Los dos husillos de rectificado están dispuestos en paralelo y el disco de freno está rectificado en cruz.
+ Los discos abrasivos son autoafilables.
+ Como fl uido de corte se utiliza una solución exenta de aceite mineral.
CONTROL DE CALIDAD DIRECTO
mediante el rectificado transversal y, por tanto, una comprobación sencilla de los ajustes de la máquina. La progresión del grano entrante y saliente confirma que todos los ángulos de los ejes están correctamente ajustados y que la máquina puede ofrecer resultados geométricamente perfectos.
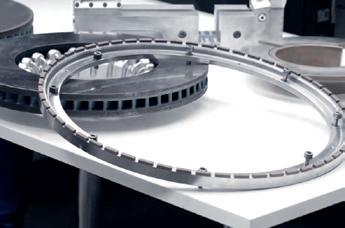
LA HERRAMIENTA ABRASIVA
La herramienta de rectificado VLC 450 DG establece nuevos estándares en el mecanizado de discos de freno. Diseñada como un anillo intercambiable, se caracteriza por su bajo peso de menos de cinco kilogramos, lo que facilita su manejo. Los tiempos de cambio de herramienta son notablemente cortos, inferiores a diez minutos. Las herramientas son autoafilables.
LA CLAVE DE LA OPTIMIZACIÓN
Considere el recubrimiento y el rectificado conjuntamente
La coordinación eficaz de los procesos de recubrimiento láser y esmerilado es crucial para la producción de discos de freno de alta calidad. Esta coordinación va más allá de la mera optimización en isla, en la que se consideran de forma aislada parámetros individuales como la potencia del láser, la geometría del haz o los parámetros cinemáticos. Tales optimizaciones pueden lograr mejoras a corto plazo en determinadas áreas, pero el verdadero éxito reside en la visión holística de la cadena de procesos: girar - recubrimiento láser - rectificado.
Poder ofrecer ambos procesos -recubrimiento láser y rectificado y girado- bajo un mismo techo es una ventaja decisiva. Esto nos permite colaborar estrechamente y organizar los procesos de forma que se complementen entre sí. El resultado son soluciones de fabricación para discos de freno que no sólo impresionan por su función en el sistema de frenado, sino que también establecen nuevos estándares en términos de eficiencia de fabricación y uso de materiales. Este enfoque integrado es la clave para satisfacer óptimamente las necesidades de nuestros clientes y minimizar los costes de producción.
RECUBRIMIENTO LÁSER DE DISCOS DE FRENO
El polvo metálico especial (a menudo con carburos) se aplica a los discos de freno con una alta velocidad de avance y una elevada potencia láser.
Disco de freno con revestimiento láser
Disco de freno de suelo
conjuntamente y coordínelos de forma óptima
RECTIFICADO DURO DE DISCOS DE FRENO
RECUBIERTOS
La VLC 450 DG está especialmente diseñada para el mecanizado en serie de discos de freno con revestimiento duro. El sistema de producción satisface las máximas exigencias en cuanto a productividad y calidad de las piezas, por lo que está predestinado para el mecanizado de acabado.
RECUBRIMIENTO LÁSER Y RECTIFICADO EN EL LAC (CENTRO DE APLICACIÓN LÁSER)
El centro de aplicaciones láser EMAG LaserTec de Heubach es el centro de desarrollo de procesos láser del Grupo EMAG. En el marco del desarrollo de procesos para el recubrimiento de discos de freno se ha creado un área especial de diseño y pruebas. Tanto las recubridoras láser como las rectificadoras de la serie VLC 450 DG están disponibles aquí para la producción de prototipos.