Electroless nickel plating is a cost-effective solution for biodiesel corrosion challenges. » TEST YOUR SKILLS
Understanding the Theoretical Force of a Cylinder Stay sharp with this monthly lesson from the IFPS's study guide.
How tailored control solutions are enhancing safety and efficiency in forestry operations.
Efficiency Is Key as Companies Diversify Equipment Power Sources
How the shift from diesel to battery-electric power is driving innovation in off-road equipment.
Is Your Hydraulic Fluid Contamination Control Strategy Balanced?
Achieving balanced contamination control is the key to preventing hydraulic system failure.
The Essential Role of FFKM Elastomers in Semiconductor Applications
Using FFKM elastomers to meet the demands of highperformance sealing in semiconductor manufacturing.
Electrification in Mobile Hydraulic Systems Revolutionizing hydraulic systems for a new era of electrification and efficiency.
Notable Words
Figure It Out
Publisher’s Note: The information provided in this publication is for informational purposes only. While all efforts have been taken to ensure the technical accuracy of the material enclosed, Fluid Power Journal is not responsible for the availability, accuracy, currency, or reliability of any information, statement, opinion, or advice contained in a third party’s material. Fluid Power Journal will not be liable for any loss or damage caused by reliance on information obtained in this publication.
The Honor of Serving as the 2024 IFPS President
By Jeff Hodges, President, International Fluid Power Society (IFPS)
It’s been a tremendous honor to be selected as the 2024 president of the International Fluid Power Society (IFPS). I consider this opportunity to be a defining moment in my career. The experience would have been all the more satisfying if my fluid power mentor, Willie Franke, had been here to share the year with me. Willie taught me more about hydraulics than anyone could imagine.
This prestigious role comes with the responsibility of leading an organization dedicated to advancing the knowledge, skills, and professionalism of those within the fluid power industry. While serving as the IFPS president, I have been privileged to represent a diverse and dynamic mixture of engineers, technicians, and specialists whose achievements are at the forefront of technological innovation. The trust my peers placed in me underscores the importance of upholding the IFPS mission. My tenure has been dedicated to fostering professional development. I’ve also demonstrated a strong
commitment to ensuring the IFPS continues as a cornerstone for certification, education, and networking in the fluid power industry.
Serving in this leadership capacity not only allows me to contribute to the future of our industry but also allows me to extensively network with remarkable individuals whose dedication and expertise drive progress. The presidency represents both a personal achievement and a platform that has allowed me to give back to, inspire, and support the next generation of fluid power professionals.
The experience has been a meaningful opportunity to drive the success of various initiatives that will positively impact our members and the industry at large. Throughout my tenure, I have been and will continue to be deeply committed to maintaining the high standards of leadership that this role demands.
Once again, my sincerest gratitude and thanks for the opportunity to serve as the IFPS president for 2024. It was truly a great honor!
Fluid Power Journal (ISSN# 1073-7898) is the official publication of the International Fluid Power Society published monthly with four supplemental issues, including a Systems Integrator Directory, Off-Highway Suppliers Directory, Tech Directory, and Manufacturers Directory, by Innovative Designs & Publishing, Inc., 3245 Freemansburg Avenue, Palmer, PA 18045-7118. All Rights Reserved. Reproduction in whole or in part of any material in this publication is acceptable with credit. Publishers assume no liability for any information published. We reserve the right to accept or reject all advertising material and will not guarantee the return or safety of unsolicited art, photographs, or manuscripts.
NEW PROBLEM Return Line Filter Leaking Problem
By Robert Sheaf, CFPAI/AJPP, CFPE,
CFPS, CFPECS, CFPMT, CFPMIP, CFPMMH, CFPMIH, CFPMM, CFC Industrial Training
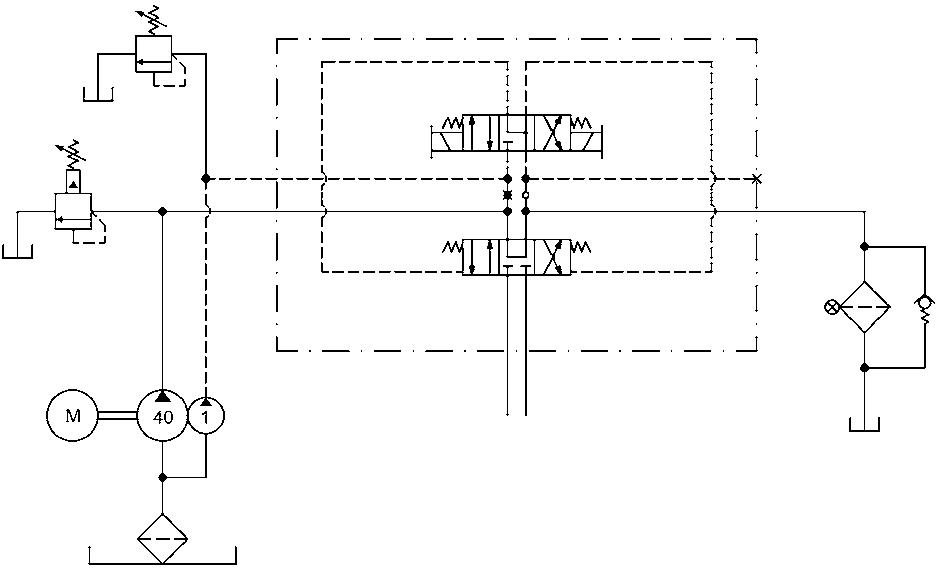
» THE ATTACHED CIRCUIT was designed and used by a new engineer recently hired by a hose distributor seeking to grow his business by designing and building small hydraulic systems for his existing customers.
The engineer was very conscious of excessive heat problems and used the small pilot pressure pump to reduce the heat caused by a 75 PSI check needed for pilot pressure. The cylinder was a 5” bore with a 3 ½” rod stroking 30”. The only problem was that his customer started to complain about the filter leaking and coming loose. He was told they had to turn the spin-on filter a small amount to tighten it, but it would start leaking again after several hours of operation.
Any idea what was causing the problem?
For the solution, see page 26.
Robert Sheaf has more than 45 years troubleshooting, training, and consulting in the fluid power field. Email rjsheaf@cfc-solar.com or visit his website at www.cfcindustrialtraining.com. Visit fluidpowerjournal.com/figure-it-out to view previous problems.
Swivel - Rotary Union
NASA Crawler Cylinders
Custom Cylinders
Spherical Bearings and Rod Eyes Rotary Actuators
Seals
NICKEL ELECTROLESS ON HYDRAULIC FITTINGS PLATING
By Mark Place, Vice President, Business Development at Air-Way Global
With the global shift toward renewable energy, biodiesel has emerged as a significant player in transitioning to sustainable fuels. As industries increasingly adopt biodiesel to reduce greenhouse gas emissions, new challenges have arisen. This is the case, particularly for those reliant on high-performance diesel engines and hydraulic systems.
The fluid power supply chain, which plays a pivotal role in machinery and heavy equipment, has experienced these challenges firsthand regarding the performance and durability of hydraulic fittings.
BIODIESEL AND ITS CHALLENGES
According to the U.S. Department of Energy, biodiesel has certain limitations compared to traditional diesel. It can gel in cold temperatures, present unique storage challenges, and impact engine warranties. These challenges are just the tip of the iceberg. Biodiesel, derived from sources including vegetable oils, animal fats, and recycled greases, interacts differently with the materials traditionally used in diesel engines. This is particularly the case with hydraulic fittings, which are crucial to keeping the fuel flowing through hydraulic systems. These are susceptible to the corrosive properties of biodiesel.
This chemical interaction between biodiesel and metals has posed a particular challenge for manufacturers that produce hydraulic systems. Traditional diesel was compatible with materials like zinc and steel; however, biodiesel's unique chemical composition has driven the need for innovative solutions to maintain system integrity and performance.
ZINC-PLATED FITTINGS
A SOLUTION WITH LIMITS
Historically, manufacturers have relied on zinc-plated fittings for their durability and cost-effectiveness. Zinc plating has been a staple in the hydraulic fittings market, offering
sufficient protection against corrosion and wear for many applications. However, the introduction of biodiesel exposed some of the limitations of zinc-plated fittings.
Zinc, while robust in many environments, oxidizes more readily when exposed to biodiesel. This can lead to fuel contamination, the catalyst for clogging fuel injectors and reducing engine efficiency. These issues ultimately lead to costly downtime for equipment operators.
As a result, industries began exploring alternatives. Stainless steel fittings, known for their superior corrosion resistance, became a popular choice in sectors requiring high levels of durability, such as food processing, medical manufacturing, and marine applications. However, while stainless steel provided the needed durability, its high cost presented a problem, particularly for industries like construction and forestry, where margins are often thin and material costs need to be tightly controlled.
THE SEARCH FOR A BALANCED SOLUTION ENTER ELECTROLESS NICKEL PLATING
As biodiesel use expanded, the need for a cost-effective, corrosion-resistant hydraulic fitting solution became urgent. Stainless steel was too expensive for widespread use, while zinc-plated fittings failed to offer the longterm protection needed for biodiesel systems. The solution lies somewhere in between.
Recognizing this gap in the market, a leading original equipment manufacturer (OEM) in the construction and forestry sectors approached Air-Way Manufacturing with a challenge: find a cost-effective material solution that could withstand the corrosive effects of biodiesel. Air-Way embraced the opportunity to innovate, partnering with plating and chemical suppliers to develop a viable alternative.
After an extensive research and development phase, electroless nickel plating emerged as the leading candidate. This plating
technology had been used successfully in other industries but had not yet been adopted widely for hydraulic fittings exposed to biodiesel environments. The inherent properties of electroless nickel made it an ideal solution for this application.
THE ELECTROLESS NICKEL PLATING PROCESS
Unlike traditional zinc plating, which relies on an electrical current to deposit a layer of zinc on the surface of a fitting, electroless nickel plating uses a chemical reaction.
The process involves immersing the fittings in a nickel-phosphorus alloy solution, which reacts with the metal surface to form a uniform coating. This autocatalytic process ensures that the nickel is evenly deposited on every surface of the fitting, including intricate internal areas that are difficult to reach with traditional plating methods. This coverage uniformity is crucial for hydraulic fittings, which must maintain integrity even in hardto-reach areas. Any gaps in the protective layer could lead to localized corrosion, undermining the performance of the entire fitting.
After rigorous testing, electroless nickel plating proved to be the perfect solution for biodiesel applications. It offered the corrosion resistance of stainless steel at a fraction of the cost, making it an attractive option for OEMs in cost-sensitive industries.
FIELD TESTING A GAME CHANGER FOR THE INDUSTRY
The real test for electroless nickel-plated hydraulic fittings was field-based. The OEM that partnered with Air-Way Manufacturing subjected the nickel-plated fittings to extensive testing in real-world conditions, where biodiesel-powered machinery was exposed to harsh environments and high workloads.
The results were impressive. Electroless nickel-plated fittings passed durability tests, including exposure to extreme temperatures, harsh environmental conditions, and prolonged contact with biodiesel. These trials demonstrated that the nickel-plated fittings could handle the rigors of biodiesel applications without succumbing to corrosion or wear.
The benefits of electroless nickel plating became clear:
• Comprehensive Protection: The autocatalytic process ensured that every surface of the fitting, both external and internal, was coated with nickel. This level of protection is something that traditional electroplating methods can’t guarantee.
• Compatibility with Biodiesel: The nickel-phosphorus alloy created a corrosion-resistant barrier, neutralizing the oxidation issues that plagued zinc-plated fittings.
• Cost Efficiency: Electroless nickel plating provided a more affordable alternative to stainless steel, saving the OEM millions of dollars in material costs while maintaining high performance and durability.
WHY ELECTROLESS NICKEL PLATING WORKS
Electroless nickel plating offers several key advantages over traditional materials when used in biodiesel applications:
• Superior Coverage: The autocatalytic process ensures uniform coverage, even in hard-to-reach areas of hydraulic fittings. This uniformity is essential for preventing corrosion in intricate systems where fuel flow must remain consistent.
• Oxidation Resistance: Biodiesel’s tendency to react with certain metals is a major concern for hydraulic systems. Electroless nickel plating’s chemical
properties provide excellent resistance to oxidation, preventing the fuel from contaminating engine components and extending the system’s life.
• Cost-Effective Performance: While stainless steel remains the gold standard for corrosion resistance, it is often overkill in biodiesel systems. Electroless nickel plating provides vital corrosion protection at a fraction of the cost, offering an ideal balance between performance and affordability.
LIMITATIONS OF ELECTROLESS NICKEL PLATING
While electroless nickel plating offers many benefits, it’s important to recognize its limitations. In highly corrosive environments, such as marine or industrial settings where salt or other aggressive chemicals are present, stainless steel still offers superior long-term performance. Additionally, in applications where the fittings are subject to frequent physical wear or movement, the thinner nickel coating may wear down more
continued on page 08
quickly, necessitating regular maintenance or supplementary coatings.
Moreover, in neutral salt spray tests, electroless nickel plating offers up to 96 hours of resistance to base metal corrosion. This is sufficient for many biodiesel applications, but still less than what stainless steel or even certain zinc coatings can provide. This means that, in environments with extremely harsh corrosive conditions, stainless steel may still be more reliable despite its higher cost.
THE FUTURE OF ELECTROLESS NICKEL PLATING IN RENEWABLE ENERGY
As industries continue to transition to renewable fuels like biodiesel, the need for durable and cost-effective hydraulic fittings will grow. Electroless nickel plating offers a viable solution for industries that need to balance cost with performance. By adopting this technology,
Looking forward, advancements in electroless nickel plating are expected to further enhance its performance. Researchers are exploring ways to combine electroless nickel with other materials, such as PTFE (Teflon), to improve wear resistance and reduce friction in high-contact applications. These innovations could increase the durability and versatility of electroless nickel-plated fittings, further solidifying their place in industries that rely on renewable fuels.
A BALANCED SOLUTION FOR BIODIESEL APPLICATIONS
Ultimately, electroless nickel plating offers a practical, cost-effective solution for biodiesel applications, balancing performance and affordability. While it may not replace stainless steel in every scenario, it provides an intelligent alternative for industries where corrosion resistance is critical but cost con-
the bank, not only for the OEM in question, but for others in sectors such as construction, agriculture, and forestry. As more industries embrace renewable fuels, electroless nickel plating and other solutions will continue to play a key role in ensuring that hydraulic systems remain reliable, efficient, and cost-effective.
At Air-Way Manufacturing, electroless nickel plating represents our commitment to innovation and problem-solving in the fluid power industry. By offering a cost-effective alternative to stainless steel, we help manufacturers around the world adapt to the challenges of renewable fuels while maintaining the performance and durability they need to succeed.
This is just one example of how manufacturers continue to push the boundaries of what’s possible, finding smarter solutions to today’s toughest challenges.•
This innovation provides a way to navigate the complexities of biodiesel without breaking
RISK IT?
Avoid costly downtime from ruptures, contamination, and damaged ttings by protecting your entire hydraulic hose assembly with Essentra’s complete line of protection products.
UNDERSTANDING THE THEORETICAL FORCE OF A CYLINDER
Pascal’s Law is the foundational relationship between force, pressure, and area when working with a confined fluid. In order for a cylinder to move a load or for a hydraulic motor to develop rotational force (torque), the internal area of the actuator acted upon by the force of the load will determine what the pressure must be to balance the load. If enough input power is available to provide the required flow from the positive displacement pump at the required pressure, then the cylinder or motor will move. As explained in Outcome 1.2.3, Pascal’s Law is shown in Eq. 1.1 below:
Using Pascal’s Law, we can easily determine the required pressure to balance the load for any given load and cylinder dimensions. • Eq. 1.1
Note: When using bar for pressure,
TEST YOUR SKILLS
1
If a cylinder has a 3-inch diameter bore and a 1-inch diameter rod, what is the maximum force that can be exerted when the gauge pressure is 1,000 psi?
A. 3,065 lbs.
B. 6,000 lbs.
C. 7,000 lbs.
D. 7,070 lbs. E. 9,000 lbs.
If a cylinder with a 4-inch diameter bore, and a 2-inch diameter rod is mounted in a vertical position (capend down) and is supporting a load of 12,000 lbs, then what pressure is required on the piston (cap-end) to balance the load if the stroke of the cylinder is 20 inches?
A. 955 psi.
B. 1,500 psi.
C. 2,000
See page 26 for the
Specialized Pressure Instrument Solutions for Semiconductor
Using decades of experience of our parent company, Nagano Keiki Co. of Japan, we have designed pressure transducers and pressure gauges specifically for demanding semiconductor applications. They feature:
• 316L stainless steel or fluoropolymer (PTFE/PFA) wetted parts.
• VCR® compatible fittings and surface finishes for ultra-clean process connection.
• Every device is helium leak tested, cleanroom packaged and nitrogen purged before shipment to ensure that it is clean and contaminate free.
Learn how semiconductor applications require specialized equipment to run safely and effectively. Download the guide!
The Role of TailoredSolutionsControl
It is no secret that forestry operations present many unique challenges that demand robust and reliable solutions to guarantee safety in the field.
There are complexities involved in navigating through harsh weather conditions. These include managing intricate and often unpredictable terrain, as well as operating sophisticated hydraulic machinery. These intricacies introduce many risks that cannot be overlooked. In this context, the development and implementation of tailored control solutions emerges as a critical factor in enhancing operational safety and streamlining processes. This significantly mitigates the risks faced by operators.
For forestry professionals, safety managers, and equipment manufacturers, the challenges encountered in the day-to-day operations of forestry work are deeply understood. Extreme weather conditions, ranging from high winds and heavy rainfall to snow and ice, can significantly compromise machinery visibility and performance. This creates hazardous working conditions for those on the ground navigating these dangers while performing their duties. The complexity of the terrain, which can often
be uneven, steep, and unstable, heightens the likelihood of accidents. This unpredictability reinforces the need for precise, dependable, and adaptable control systems that respond to changing environmental conditions and terrain challenges with ease.
Regardless of any other variables, the handling of fluid power machinery in and of itself requires accuracy and expertise to minimize errors and ensure overall safety during operations. The precision with which these machines must be controlled cannot be understated – a single miscalculation can lead to significant safety incidents, potentially resulting in injury or even loss of life.
Addressing these multifaceted challenges often calls for specialized solutions tailored to withstand the demanding environments that are characteristic of forestry operations. These solutions must be designed with an intimate understanding of the operational context, incorporating advanced technology and innovative design principles to meet precise industry standards. Only through tailored, sophisticated control solutions can the forestry sector hope to strike a balance between operational efficiency and safety.
The bottom line is forestry operations present unique challenges that necessitate robust and reliable solutions to ensure both safety and efficiency. In this context, tailored control solutions emerge as a critical factor
in enhancing operational safety, streamlining processes, and mitigating operator risks. Addressing these challenges calls for specialized solutions tailored to withstand the demanding environments characteristic of forestry operations.
A Case Study
A prime illustration of a solution crafted to cater to the specific needs of forestry operations is the LU Handle by Sure Grip Controls. This specialized control grip stands out due to its deliberate design. It is engineered to include features that directly tackle the challenges identified by professionals in the field.
The LU Handle stands out in the forestry equipment market because it’s highly customizable. The core of its innovation lies in the control unit, which allows for the seamless integration of multiple switches. This capability enables equipment manufacturers to configure the Handle in ways that perfectly align with unique operational requirements, offering unparalleled adaptability and precision in control.
The Handle is constructed from advanced high-impact plastic polymers, which prioritizes operator comfort during extended periods of use. This focus on ergonomics significantly reduces the risk of fatigue, ensuring that operators can perform their tasks with less strain. The benefits of the design are twofold: it enhances safety by
By Justin Mahendra, Director of Sales and Product Management, Sure Grip Controls
minimizing the potential for operator error due to discomfort, and it increases overall productivity by allowing for longer, more comfortable working periods.
Additionally, the LU Handle boasts an impressive degree of durability. Its robust sealing meets IP67 standards, offering toptier protection against the ingress of dust and water. This feature is crucial for ensuring reliable performance under the demanding conditions often encountered in forestry operations, where exposure to the elements is a constant challenge. The Handle's durability is evidenced by rigorous testing protocols, which confirm that the switches can withstand millions of operations without failure. This level of durability extends the Handle's life and contributes to a reduction in maintenance costs and downtime.
The versatility of the LU Handle is another key element that sets it apart. It can be adapted for use across several types of machinery within the forestry sector. This adaptability makes it an invaluable tool for forestry companies that rely on a diverse array of equipment in their daily operations.
Collectively, these features—the customizable control options, exceptional durability, and versatility—contribute to a significant enhancement in safety, efficiency, and operator ease. The LU Handle exemplifies a broader trend leaning toward the integration of sophisticated technology in forestry equipment. This reflects a commitment to improving not only the performance of machinery but also the working conditions of those who operate it.
The Broader Trends
The LU Handle's capabilities represent a significant milestone in overall forestry technology evolution. This evolution is characterized by innovations in control systems that are progressively enhancing the functionality of fluid power machinery, leading to improvements in operational safety.
One of the most noteworthy advancements in this area is the adoption of automation technologies. Automation is quickly becoming a defining feature of modern control systems, with its aim at minimizing human error and maximizing precision. By integrating autonomous functions, these systems can effectively manage repetitive and high-risk tasks, thereby allowing operators to focus their attention on more complex decision-making.
This shift towards automation has profound implications, primarily because it significantly reduces the exposure of personnel to potential hazards in the workplace. Furthermore,
modern control systems are increasingly incorporating real-time monitoring and data analytics capabilities. It’s now possible to perform continuous assessments of hydraulic machinery health and performance using sensors and connectivity features. Leveraging these data analytics tools enables forestry professionals to accurately anticipate maintenance needs and prevent unexpected machinery breakdowns, issues that often lead to costly downtime and disrupt operations.
These technological advancements are pivotal to enhancing safety and efficiency in future forestry operations. These innovations elevate control systems to a place of critical importance, making them indispensable in the pursuit of operational excellence.
The robust and reliable control mechanisms offered by the LU Handle demonstrate how well-designed control systems can mitigate risks associated with challenging environmental conditions and complex operational tasks. The reliability and consistency provided by such systems empowers operators to perform their duties with increased confidence, ensuring they can adeptly navigate the myriad challenges presented by forestry work.
Consistent performance is especially vital in an industry where unpredictability is a common occurrence. Features such as tailored switches and customizable controls provide a familiarity that can improve reaction times during emergencies, significantly reducing the risk of accidents.
The integration of advanced control solutions is essential to effectively address the complex challenges associated with forestry operations. By enhancing safety, improving efficiency, and welcoming technological innovations, these solutions empower forestry professionals to attain superior operational outcomes.
As the forestry industry continues to evolve, embracing the advancements in control systems will be vital to ensure a progressively safe working environment. Industry professionals are encouraged to collaborate with expert teams specializing in control systems for forestry operations. These teams can provide valuable insights and customize control systems to further enhance safety and operational efficiency. By prioritizing well-engineered solutions, the forestry sector will continue its trajectory toward improved safety and efficiency.•
HYDR AULIC FL ANGES D COMPONENTS
PROUDLY SERVING THE INDUSTRY FOR OVER 6 5 YEARS * SAE J518 Code 61& 62 * * Stainless * ISO, JIS,
MAIN’S ADVANTAGES
DEPENDABLE
www.MAINmfg.com/fpj
Efficiency is Key as Companies Diversify Equipment Power Sources
The change of power source from an internal combustion engine (ICE) to an alternative, such as a battery, is often referred to as a transition. I prefer to think of it as more of a diversification initiative.
The off-road equipment sector is not exempt from the drive towards zero-emission technologies gaining global momentum. Typically, machines in the construction and agriculture industries have relied on engines powered by diesel or other fossil fuels. With the push for sustainability, there is significant development toward zero-emission alternatives such as battery-electric.
This push is primarily driven by worldwide governments as they implement stricter regulations to reduce carbon footprints. While reducing emissions is a goal we all should have, an additional consideration needs to be how this power source change will impact systems integrated into the machine. Multiple effects on the end user should also be considered.
Energy Usage
The energy-dense engines these machines use provide the necessary power to drive hydraulic systems, used in today’s machines for lifting, digging, and pushing. These heavyduty tasks are necessary to get the work done. While battery technology continues to increase in energy density and become more cost-effective, it also introduces many new challenges.
Electric motors are used instead of traditional combustion engines in battery-electric equipment. These motors, powered by
rechargeable batteries, offer fewer moving parts and may be more efficient. It’s also possible that they will be more cost-effective as they typically require less maintenance compared to their diesel counterparts.
If we can look beyond the lack of infrastructure to support charging this equipment, moving toward electric powertrains may essentially force changes in the hydraulic systems. Fluid power systems are the core of many off-road machines, as these systems are used to perform tasks such as moving booms, lifting heavy loads, and powering attachments. The hydraulic pump, valves, cylinders, and fluid lines all work together to transfer the needed energy.
Typically, the hydraulic pump is driven directly by the diesel engine. To function seamlessly under various loads and conditions, the engine needs to provide a consistent and reliable source of power. Smooth operation is important in many environments, especially where precision is needed to complete the task.
Changes to the hydraulic systems will most likely need to be made when moving from a diesel engine to a battery-electric power source. One of the key challenges is ensuring that the hydraulic system continues to operate efficiently and effectively with a battery-electric powertrain. Several factors come into play when considering the impact on hydraulics.
Systems Integration
Integrating electric powertrains with hydraulic systems requires careful consideration of
how the two systems will interact. In some cases, hybrid hydraulic systems that combine electric and hydraulic technologies are developed to take advantage of the strengths of both systems. The hydraulic pump is often mechanically connected to the engine, diesel-powered machines. This means the pump's performance is directly related to the engine's speed.
However, in electric machines, an electric motor drives the hydraulic pump. This allows the pump to deliver precise hydraulic power as needed. These electro-hydraulic systems combine the benefits of processing signals electronically with hydraulic drives. This creates versatile and reliable control systems that help optimize performance and provide precise control. Operators are then empowered to perform complex tasks efficiently and safely.
Since these systems offer high-speed, high-precision control, this increases productivity and reduces production costs. As more 3D digital models are created and loaded into a machine-advanced control system, this precision is important to meet the job’s requirements. An example of this would be using a GNSS receiver to perform a grading application. This allows for achieving accuracy through electro-hydraulic control of up to an eighth of an inch.
Other advantages are improved energy efficiency and reduced heat being generated. Since electric hydraulics can adjust output based on demand rather than fixed-speed operation, there is less wear on the components. This improves the system’s life and reduces maintenance costs.
Energy Management
The fear of running out of stored energy in the battery, along with anticipated long charge times, creates “range anxiety.” To combat this in a meaningful way requires extensive energy management practices. The battery's capacity and charge percentage are the limited factors in available power. Hydraulic systems must be designed to operate efficiently to avoid draining the battery too quickly.
Electric pumps can be turned on and off as needed, only running when power is necessary. This is one option to minimize battery drain and is similar to when a vehicle’s engine shuts off when stopped at a light. This strategy also reduces wasted energy, improving overall efficiency. Another strategy, similar to regenerative brakes in on-road vehicles, is to capture excess hydraulic energy and store it back in the battery. When a boom is being lowered, gravity can do much of the
By John Somers, Vice President, Construction & Utility Sector, Association of Equipment Manufacturers and Speaker on ”Decarbonized Power Options for ZeroEmission Off-Highway Machinery” at the #DZOMUSA EXPO in December 2024
work and the system can act as a generator to convert the energy back into electrical energy to recharge the battery.
Noise Reduction
If you've ever been on a construction job site, you know things can get loud. Beyond the noise generated by breaking concrete or milling an asphalt road, diesel engines in a machine also contribute to the noise environment. One of the advantages of battery-electric equipment is the significant reduction in noise compared to diesel-powered machines. In addition to producing less vibration, which makes the cab more comfortable for an operator, electric motors are also quieter. This reduces the noise levels for both operators and surrounding environments. However, hydraulic systems, coupled with high-pressure fluid flows through valves and cylinders, can still be a significant noise source. Manufacturers are exploring ways to reduce hydraulic system noise by integrating quieter pumps and optimizing fluid flow. All of this leads to a more enjoyable work environment and makes it easier for people to communicate on the job site.
End User Impacts
As stated earlier, the implementation of zero-emission equipment should be integrated into a fleet alongside diesel equipment to meet the needs of different use cases and working environments. A major takeaway is understanding the advantages of equipment with an alternative power source provide. It’s not just about zero tailpipe emissions. It also allows for simpler systems, lower maintenance costs, less frequency maintenance, reduced noise, reductions in operating costs, and more precise operation. The adoption makes sense but does call for substantial changes for equipment end users.
Any new technology poses some challenges. Earlier, I mentioned the challenge of availability for charging infrastructure, whether it’s grid integrity or the lack of power on a job site. As systems including hydraulics become more digital, the knowledge of a maintenance technician needs to evolve. Mechanics accustomed to working on a diesel engine will need to learn new skills and understand systems with different complexities to optimally perform routine and unplanned maintenance.
The Future
Electric powertrains and hydraulic systems will continue to see significant innovation as more manufacturers develop and offer zero-emission equipment. For hydraulic systems, the focus should remain on maximizing energy efficiency and improving precision control. The advancement and improvements in these systems will ensure hydraulic systems remain a reliable component in off-road machinery in the years to come.
By continuing to innovate, manufacturers can help drive a more sustainable future. Beyond thinking about the reduction in emissions and overall environmental footprint, the impact on society should also be considered. More precision equals less rework, which leads to quicker job completion. There will be a reduction in the time the general public spends being disrupted by road closures or noisy living environments.
The question is, should we wait for alternative power equipment to be a viable and available option or drive toward these efficiencies now? •
Directional Control Cartridge Valve
3-way, 2 position and 4-way, 2 & 3-position manual detented directional control cartridge valve is suited for all 3 & 4-way hydraulic circuit applications where manual operation is desired.
• Several actuator options
• Detented
• Compact size for minimal space requirements
• Industry common C10-3 & C10-4 cavities
PRODUCT SPOTLIGHT
Clippard Cordis Electronic Pressure Controls
Precise, linear pressure control within a closed-loop system with ultra high resolution and repeatability.
The Cordis Line is a revolutionary micro-controller primed for escape velocity from a proportional control market. Built with the highest quality Clippard EVP and DVP proportional valves at its heart, the Cordis is designed to outperform the competition in every way. With unparalleled performance and flexibility not possible with current analog proportional controllers, the Cordis makes everything from calibration to sensor variety more accessible and less complicated.
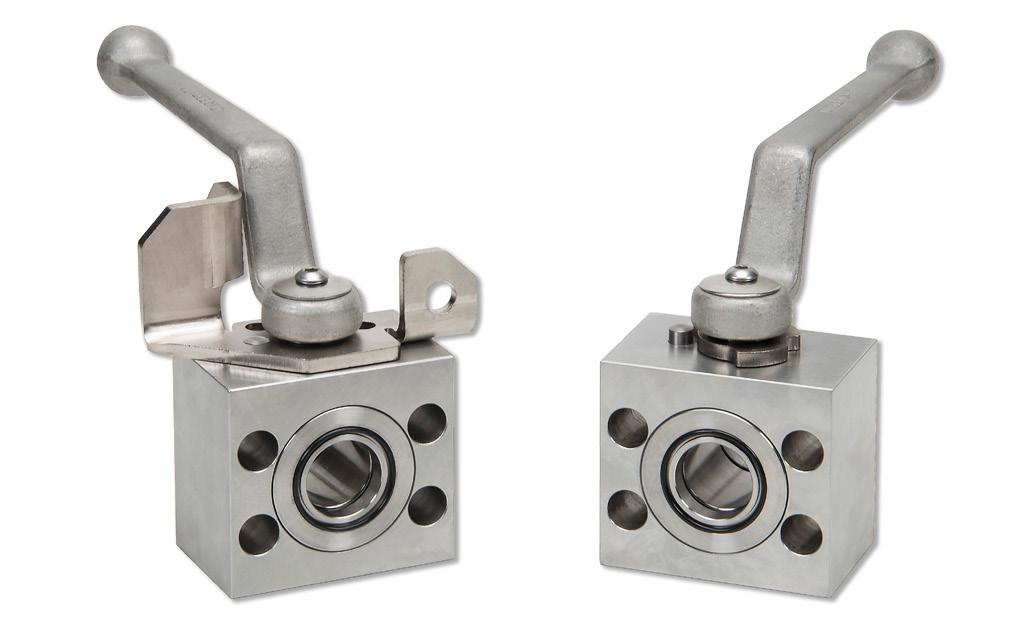
Stainless Steel Flange Type Ball Valves
Inserta® Products Flange Type, 2-Port Ball Valves, Stainless Steel, provide a simple means to install a ball valve in a circuit that uses SAE J-518 4-bolt flange patterns in both Code 61 and Code 62 patterns.
Internal and external metallic components are stainless steel for use in corrosive environments, or with fluid media that would typically be incompatible with the materials of the standard Inserta® IBF Flange 2-Port Ball Valves.
These valves are designed for high pressure service with a 4:1 safety factor to burst. Fastener clearance holes are compatible with either UN or metric fasteners. Product is available to ship from stock.
FluiDyne Fluid Power Stocks V10/ V20/V2010/V2020 Pumps
FluiDyne’s V10(F)(NF)(P), V20(F)(NF)(P), V2010* and V2020* (F)(NF)(P) pumps are the same form, fit and function as Vickers/Eaton. The versatile flow, pressure and rpm speed capabilities enable the pumps to meet the needs of both industrial and mobile hydraulic circuits.
Call, email, chat... we’re ready to help! Phone: (586) 296-7200
Email: Sales@FluiDyneFP.com www.fluidynefp.com
Inserta® Products Blue Bell, PA www.inserta.com 215.643.0192
Don’t Compromise – That hydraulic flange you want may be at MAIN
MAIN stocks 10,000+ hydraulic flanges and manufactures components in 4-7 days in the USA. SAE J518 Code 61 and J518 Code 62, JIS, DIN, ISO 6162, ISO 6164, and specials with socket-weld, buttweld, ORB, BSPP, etc.; all geometries, flange heads, flange adapters; in carbon, stainless, cupro-nickel, ductile, aluminum, etc. Sixty years’ experience plus SAE and ISO technical committee experience.
MAIN Manufacturing Products, Inc.
800.521.7918
https://mainmanufacturing.com/block-categories
• 1.5” up to 50” bore, with strokes exceeding 300”
Heavy Duty Mill Cylinders:
• 1.5” up to 50” bore, with strokes exceeding 300”
NFPA/JIC Tie Rod Cylinders:
• 1.5” up to 24” bore; interchangeable with all brands
Ashcroft® S1 OEM Pressure Transducer: High Quality, Economical and Built to Last Get reliable measurements with the economical Ashcroft® S1 OEM pressure transducer for demanding applications.
• High-quality, cost-effective, quick lead times
• Field proven, all stainless-steel CVD-based sensor technology for exceptional cycle life and repeatability
• Outstanding shock and vibration resistance, for the most demanding applications
• IP65 and/or IP67 ingress protection, to withstand harsh environments
• Wide range of connections, outputs and ranges are available
Contact Ashcroft for all your pressure and temperature measurement needs. 250
Max G-Series Gear Meters
Skip counting teeth and join the revolution. By mapping 360 degrees of gear rotation, we deliver more resolution and accuracy to maximize your process. From 0.5 cc/min to 240 liters/min, Max Gear Meters provide 0.3% accuracy with resolution up to 500,000 pulses/L. Quantify the flow that other meters cannot with a Max Precision Gear Meter.
Request a quote today! www.maxmachinery.com
IS YOUR HYDRAULIC FLUID CONTAMINATION CONTROL STRATEGY BALANCED?
Particle contamination is the leading cause of hydraulic system failure, affecting both pump and valve life. It has been estimated that as many as 80-90% of hydraulic system failures can be attributed to contamination of hydraulic fluid. For this reason, hydraulic system designers always include filtration on the high-pressure supply line and, depending on the system design, sometimes on the return line.
But how do you know if the system is clean, and how can you ensure that the system remains clean? The answer is simple: balanced contamination control.
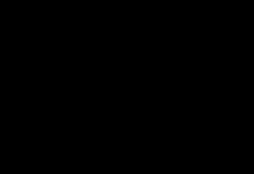
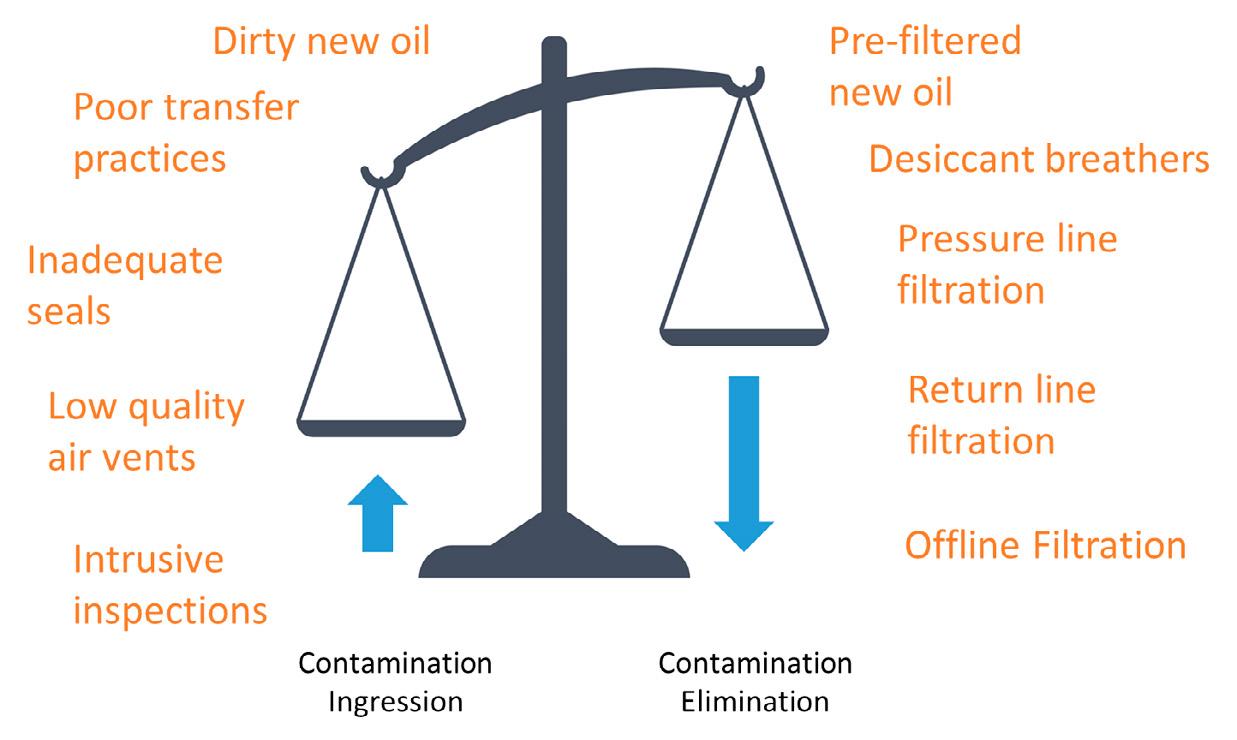
In the context of fluid contamination, balance means ensuring that the rate of contamination removal through filtration and other means meets or exceeds the rate of ingression (Figure 1). If more contamination enters the system per minute than can be effectively removed by the system filters, the overall hydraulic system will be out of balance and will inevitably become dirtier. Conversely, if the ingression rate is low enough and/or the removal rate is high enough, the system will become and remain balanced and clean.
While the concept of balanced filtration may seem simple, attaining and retaining balance is not always easy. Over time, as vents and breathers plug or filters start to load with particles or moisture, systems that start in balance may fall out of balance. Maintaining balance is thus an ongoing and dynamic task, requiring careful monitoring of the condition of vents, breathers, and seals to maintain low ingression rates. It also calls for monitoring filter differential pressures to ensure filters remain working at optimum efficiency.
But how do you know if the system is balanced in the first place?
The first step in achieving balance is to understand the overall system design and how the system will be utilized. For example, if a hydraulic power unit is to be used to power a hydraulic ram or press, each stroke of the press will effectively displace the same amount of air as the volume of oil used to fill or drain the hydraulic cylinders. If the press is large, this means that a significant number of cubic feet or meters of air will be exchanged with the ambient environment with each cycle of the press. As such, if the press is operating in a dusty or humid environment, the ingression rate will be far higher, meaning that a greater focus needs to be placed on optimizing contamination exclusion. This needs to
By Mark Barnes, Senior Vice President, Senior Lubrication SME for Des-Case
be done while increasing removal rates to achieve or maintain balance.
By contrast, if the hydraulic system is powering a hydraulic motor or double-acting cylinder, fluid levels in the system will not change as much during normal operations. In this case, air will still be exchanged with the ambient environment through thermal siphoning to achieve normal heating/cooling during operations. However, the ingression rate will be much lower, meaning it will be easier to maintain balance.
Likewise, the cycle rate can impact how balanced a system is. A system that actuates 3 times per minute will have an ingression rate 3 times greater than a system that cycles once per minute and will require a much higher rate of removal to maintain balance.
STRATEGIES FOR ACHIEVING BALANCE
Once we understand how the system will be utilized, we need to look at how we intend to maintain balance. In most circumstances, the best place to start is to ensure that the ingression rate is as low as
continued on page 18
Contamination Loading Rate = Rate of Ingression - Rate of Removal
• Rate of increase/decrease of particles in fluid
• Top-off with dirty new oil
• Intrusive inspections
• Effectiveness of vents and breathers
• Integrity of seals and gaskets
• Addition of clean make-up fluid
• Beta efficiency of full flow filters
• Use and effectiveness of return line filters
• Use and efficiency of offline filtration
1
While the concept of balanced filtration may seem simple, attaining and retaining balance is not always easy.
continued from page 17
possible. This means looking at the overall system design to understand all possible sources of ingression.
While there are several different ingression points in most systems, one of the most common, and often the leading, source of ingression is the air vent or breather.
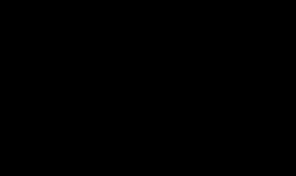
Many small-to-medium-sized hydraulic units are designed with a combination of fill port and air vents (Figure 2). These often contain little more than foam, wire wool, or a mesh screen, none of which offer any protection against the silt-sized particles in the 1-10 micron range that cause most of the issues in hydraulic systems. They also do nothing to exclude airborne moisture or humidity.
In this case, changing the filler/breather cap to a desiccant breather that removes particles as small as 1 micron, as well as water, is an inexpensive upgrade that will significantly reduce the ingression rate.
In addition to upgrading the breather, we need to also look at the reservoir as a whole to ensure that all inspection points are properly closed and sealed with a gasket.
Another common source of ingression is from new oil additions and top-offs. Since most new oils are not clean to the level that contamination-sensitive hydraulic systems demand, all new hydraulic fluid should be pre-filtered before adding to the system.
The method of oil addition can also have an impact on particle ingression rates. Removing the fill port or topping off with an open container can have a significant impact on contamination loading. This is particularly true in dusty, humid operating conditions.
The simplest way to address this is through the use of quick connects. By replacing the standard filler/breather port with a manifold that allows for both a desiccant breather and quick connect to be installed, the system can remain sealed and isolated during every phase of maintenance and operations. This helps to reduce ingression rates and achieve balanced contamination control (Figure 2).
Once every means of reducing contamination ingression has been evaluated and optimized, our focus then needs to turn to filtration.
Full-flow filters should be carefully selected to help balance contamination control. If our goal is to achieve a very stringent level of cleanliness such as an ISO 15/13/10 fluid cleanliness, demanded by high-pressure systems with servo valves, our filters need to match that level of rigor. While this is true, it is not uncommon to see 10-micron filters being used on hydraulics systems that are completely out of balance. If our goal is to remove 1-10 micron particles, our filters need to be at least β≥200 at 3 µm or better.
In very dusty or dirty environments, we may need to increase the capture efficiency or reduce the micron size rating of the filter even further to capture a larger number of particles to offset higher ingression rates and maintain balance.
While evaluating and upgrading full-flow systems, filters are always a good place to start. In some circumstances, it is not practical and/or prohibitively expensive to increase filter efficiency without impacting flow rates and cycle times. Under these circumstances, consideration should be given to adding supplemental filtration in the form of offline or kidney loop filtration.
Figure 2 - Standard Filler/Breather Ports should be upgraded to include a desiccant breather and quick connects to fill the system
OFFLINE FILTRATION
Offline filters are typically installed on the reservoir and designed with their own motor, pump, and filtration system (Figure 3). By pulling a small amount of oil from the bottom of the reservoir, passing it through a very fine filter (often with a β-rating above 2000 at 2 microns), and returning it to the reservoir as far from the inlet line as practical, offline filtration is an excellent complement to existing filters. Doing this allows a much higher rate of contamination removal, helping to maintain balance.
Offline systems should be selected to pass the entire volume of the reservoir between 5-10 times in 24 hours. Where higher ingression rates are anticipated, increasing the flow rate to as much as 1 pass per hour may be required to maintain balance.
Unlike full-flow filters, offline filters can be left running even if the system is shut down or idle, helping to keep the oil both clean and warm, which can have a significant impact on reducing both condensation build-up and varnish deposit formation.
Where moisture ingression is an issue, a water-absorbing pre-filter can be used to eliminate water ingression through wiper seals and other ingression points.
In mobile hydraulic systems, ingression rates for contaminants are often orders of magnitude higher than in fixed plant systems. This is due to the constant cycling of hydraulic cylinders and the dusty environment found in most off-highway work sites. Under these circumstances, bypass filtration can be installed directly into the pressure side of the system through a pilot circuit. Bypass units do not require an additional pump or motor; they function by using system pressure to force oil to return to the reservoir through an offline
high-efficiency filter. By reducing system pressure to less than 40 psi through the use of a pressure-compensated flow control valve, low-pressure, high-efficiency radial filters can be used to reduce contamination loading and maintain balance (Figure 4).
One of the most important aspects of maintaining balanced contamination control is monitoring fluid cleanliness via routine oil analysis. Hydraulic systems should be monitored at least every 30 days and in some circumstances even more frequently. In addition to routine oil analysis testing such as viscosity and wear metals, ISO particle counting should be standard.
The ISO 4406 fluid cleanliness standard establishes range codes such as 15/13/10 that represent contamination levels at 4, 6, and 14 microns per mL of fluid. Addressing balance requires looking at the prevailing ISO range codes, as well as the absolute number of particles, which should be trended over time.
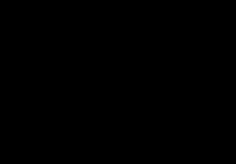
Figure 5 shows the results of monthly particle counts from a high-pressure hydraulic system using piston pumps and servo valves. The system was equipped with full-flow filters from the OEM, rated at β=1000 at 10 microns. As can be seen from the graph, while the 10 µm filters can reduce and create balanced filtration at 10 microns and above, the system is still heavily contaminated with 4 and 6-micron particles which, particularly at 4 microns are increasing over time. This is a clear indication that this system is out of balance in the siltsized particle range (<10 microns).
Based on the typical clearances in high-pressure servo valves, which are usually less than 3-4 microns, it is unlikely this system will achieve optimum reliability without either reducing the ingression rate or increasing the particle removal rate.
SUMMARY
Balanced filtration is a simple concept: ensure that the amount of contamination being removed by system filters over time meets or exceeds the rate of ingression. It starts with lowering ingression rates through proper reservoir, seal, and breather management, as well as looking for opportunities to increase removal rates through upgraded full-flow, offline or bypass filtration. By using oil analysis and, in particular, particle count trends, balance can be achieved and maintained. However, it cannot be assumed that a hydraulic system will be balanced just because the system has a filter supplied by the OEM that was periodically replaced.•
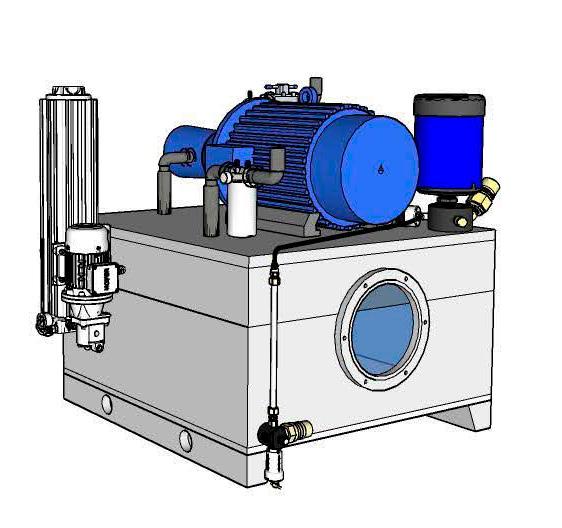
Figure 3 - Small HPU Equipped with an Offline Filtration Unit
Figure 4 - Bypass filtration installed on a mobile crusher. THE IMPORTANCE OF OIL ANALYSIS
Figure 5 - Particle Count Trend Analysis showing a system that is out of balance.
THE ESSENTIAL ROLE OF FFKM ELASTOMERS IN SEMICONDUCTOR APPLICATIONS
By Austin Walker, Vice President of Sales and Marketing, anyseals, Inc.
Elastomer materials in O-Rings and seals are used in critical, heavily regulated industries including semiconductor chip manufacturing. They must adapt to the increasingly aggressive requirements of their operating environments. How do they achieve this?
It’s simple. This can be achieved using perfluoroelastomers such as FFKM 1418 standard, by the American Society for Testing and Materials (ASTM). FFKM is a type of chemical and heat-resistant elastomers that combine the chemical resistance of polytetrafluoroethylene (PTFE) with the flexibility and elasticity of standard fluorocarbon elastomers (FKM).
Due to their unique properties, FFKM elastomers are widely used in various industrial processes, such as semiconductor manufacturing. To grasp the effectiveness of FFKM, it's essential to comprehend both its history and how it differs in performance from FKM.
FFKM vs. FKM
FKM, an abbreviation for "Fluorine Kautschuk Material," was first developed in the late 1950s to meet the aerospace industry's need for high-performance seals. Since its creation, it has undergone continuous enhancements to improve thermal stability and resistance to heat, solvents, and compression.
FFKM, on the other hand, was initially created in the late 1960s. Full-scale production did not commence until the late 1980s due to patent restrictions. FFKM is utilized in O-rings and seals that must withstand high temperatures or aggressive chemicals. This is valuable in the aerospace, semiconductor, energy, pharmaceutical, and industrial fields.
Despite compelling arguments for using both FFKM and FKM, there are distinct differences between the two when considering their application in highly critical scenarios such as:
• Fluorine Content: FFKM has a higher fluorine content than FKM, which gives it greater resistance to chemicals and high temperatures.
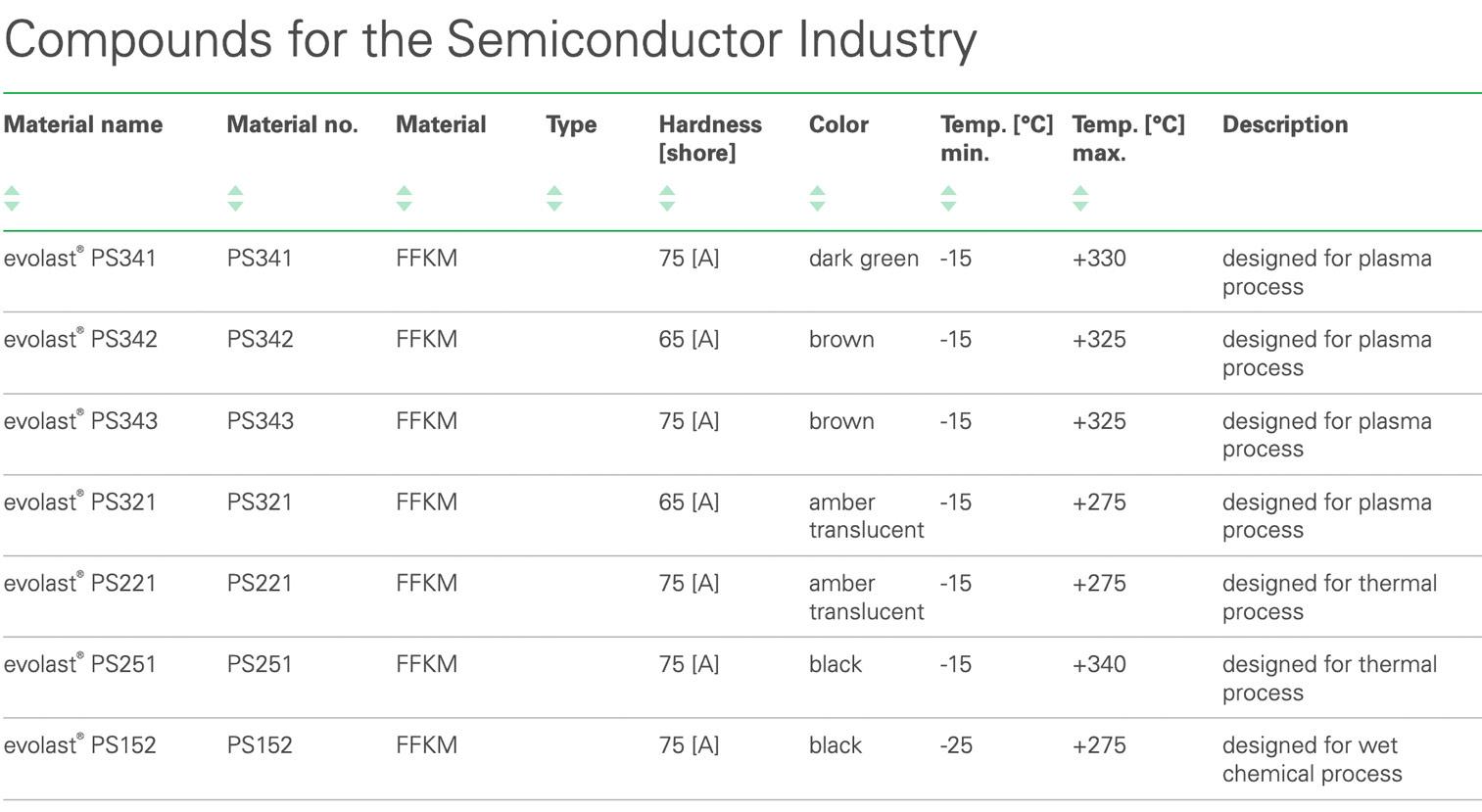
• Temperature Rating: FFKM has a higher temperature rating than FKM, with some FFKM materials able to withstand temperatures up to 325°C/617°F.
• Chemical Compatibility: FFKM is nearly universal in its compatibility with chemicals. It offers outstanding resistance to aggressive acids, organic and inorganic fluids, ketones, esters, solvents, amines, hot water, and steam.
• Electrical Current Resistance and Short-Term Resilience: FFKM has a slight advantage over FKM
Due to its complex chemical composition and manufacturing process, FFKM is known as one of the most expensive elastomer materials. However, it is considered the best option for use in highly demanding applications across various industries. This is true especially those involving high-temperature requirements and strong chemical resistance with almost universal chemical compatibility. The unique needs of semiconductor manufacturers compel the industry to take a closer look at why and where FFKM should be considered for use.
Key Features of FFKM Elastomers
Compared to standard Fluorocarbon Elastomers (FKM), perfluoroelastomers (FFKM) are engineered to provide:
• More stability at high temperatures up to 325 C (617 F).
• Wider operating temperature ranges between -46 to 330 C (-50.8 to 626 F).
• Exceptional chemical resistance and behavior with vacuum applications.
• More effective sealing.
• Increased flexibility in the application.
The Application of FFKM in the Semiconductor Industry
According to a recent report by the IMARC Group1, the global semiconductor market is projected to reach over US $1.1B by 2032. The growing demand for FFKM in semiconductor manufacturing is propelling market expansion.
IMARC also states that the semiconductor industry is undergoing continuous development, with technological advancements leading to increasingly intricate and precise manufacturing processes. Semiconductor devices are becoming more sophisticated, necessitating materials capable of withstanding extreme conditions. FFKMs are renowned for their exceptional resistance to high temperatures, aggressive chemicals, and plasma. This makes them well-suited for use in semiconductor fabrication.
The increasing miniaturization of electronics is generating demand for high-performance materials. FFKM usage is rising with the semiconductor industry expanding to keep up with the growing need for electronic devices. This trend is prominent in regions with robust electronics manufacturing sectors. The advancement of semiconductor technologies, such as advanced lithography and etching, is driving the need for materials that can withstand challenging operational environments, leading to increased demand for FFKMs.
Where to find FFKM O-rings in the semiconductor industry
There are several areas where FFKM O-rings are being used in the semiconductor industry. Examples include:
• Chemical Vapor Deposition (CVD)2 - a process that uses a chemical reaction to create thin films on a heated surface. It's a vacuum deposition method that's commonly used in the semiconductor industry to produce high-quality solid materials.
• Chemical Mechanical Polishing (CMP)3 - a process that removes materials using a combination of chemical and mechanical (or abrasive) actions to achieve highly smooth and planar material surfaces.
• Cleaning
- Wet4 - the most common method for cleaning silicon wafers, this uses chemical solutions, deionized water, and sometimes ultrasonic waves, heating, or vacuum techniques. Wet cleaning is damage-free and can remove particles, oxides, metals, and other contaminants.
- Dry5 - uses lasers, aerosols, or ozonated chemistries to clean metalized surfaces. Dry cleaning methods are more selective for various thin films but are limited in the range of contaminants they can address.
• Etching
- Wet6 - uses liquid chemicals or etchants to remove materials from the wafer, usually in specific patterns defined by photoresist masks on the wafer.
- Dry7 - uses ions, usually from a plasma of reactive gases, to dislodge
material from the exposed surface of a wafer. The process involves masking out areas of the wafer and then using a masking substance to protect parts of the wafer during multiple etching stages.
• Resist Stripping
- Wet8 - uses solvents to remove photoresists from semiconductor wafers.
- Dry9 - uses plasma or gas-phase chemicals to remove the photoresist from wafers.
• Lithography10 - a series of modules that automatically process wafers to coat or develop them before or after exposure.
• Thermal (LPCVD) nitride11 - a process in which thin films of a semiconductor material are deposited on both sides of the wafer.
• Plasma and gas deposition12 - a technique used to deposit thin films onto a substrate by utilizing plasma to
continued on page 22
Figure 1 - MCM’s Cleanroom ensures the highest quality standards for precision FFKM manufacturing.
continued from page
activate chemical reactions within a gas mixture, allowing for deposition at lower temperatures compared to traditional chemical vapor deposition (CVD) methods. Essentially, the plasma energizes the gas molecules, enabling them to readily react and form a film on the surface.
• Photolithography13 - a process using light to transfer a pattern onto a substrate, such as a silicon wafer.
Ultraclean FFKM processing ensures quality
As chipmakers pack in smaller-sized transistors in larger quantities within their chips, they are turning to more demanding manufacturing processes that rely on ultraclean processing. They need seal materials with excellent chemical stability and high heat tolerance. The chemical properties of FFKM make it ideal for many demanding sealing applications in semiconductor fabrication.
In semiconductor manufacturing, it’s critical to maintain a pristine environment. FFKM
seals and components are unmatched in their ability to sustain cleanroom standards. Their exceptional chemical resistance and capability to withstand extreme temperatures make FFKM products integral in preventing particulate and chemical contamination, thereby preserving the integrity of the sensitive manufacturing process.
A sister company of anyseals, Inc., MCM is a manufacturer of high-performance, ultrapure sealing products for the semiconductor industry. MCM understands the importance of meeting the semiconductor industry’s rigorous standards. The company’s state-of-the-art ISO 7 Clean Room production ensures a controlled environment. This helps minimize contaminants and ensures the delivery of high-quality products. Strict cleanliness standards guarantee the integrity of sensitive components and materials during the ISO 7 manufacturing process and ISO 6 sanitizing and packaging process.
In semiconductor manufacturing, contamination poses a significant problem. Even a speck of dust can damage a chip. Components made of FFKM have strong resistance
to harsh chemicals and low outgassing, thus greatly reducing the risk of contamination. Consequently, FFKM plays a crucial role in enhancing yield and product quality in the fabrication process.
The relentless push towards miniaturization and complexity in semiconductor devices means that materials used within fabrication must meet the highest purity standards. FFKM materials are engineered to support advanced semiconductor applications, where high performance and precise production are non-negotiable. As semiconductors become more advanced, the need for materials that can maintain integrity under stringent conditions becomes more evident, and FFKM materials are at the forefront of meeting these high-purity demands.
Conclusion
In summary, the use of FFKM elastomers offers exceptional chemical resistance and high-temperature capabilities, making them well-suited for industries like semiconductor manufacturing. The projected expansion of the global semiconductor market further highlights the significance of FFKM in meeting the evolving demands of the industry.
FFKM features higher fluorine content, superior temperature ratings, and excellent chemical compatibility compared to standard FKM elastomers. These FFKM O-rings are utilized in various semiconductor processes, including chemical vapor deposition (CVD), chemical mechanical polishing (CMP), and cleaning protocols. As semiconductor technologies continue to advance, there is an increasing requirement for robust materials such as FFKM that can withstand demanding operational conditions. Consequently, FFKM elastomers are increasingly adopted in critical semiconductor operations to ensure durability and performance under highly stringent conditions. •
1 Singh, Suraj. (2024) Semiconductor Market Report 20242032 | Industry Size, Growth and Latest Insights. IMARC Group
² Science Direct, Retrieved September 4, 2024 from https://www.sciencedirect.com/topics/ materials-science/chemical-vapor-deposition
3 Science Direct, Retrieved September 4, 2024 from https://www.sciencedirect.com/topics/engineering/ chemical-mechanical-polishing
4 CI Semi, Retrieved September 4, 2024 from https://www. ci-semi.com/Wet-Cleaning
5 Utmel Electronics, Retrieved September 4, 2024 from https://www.utmel.com/blog/categories/semiconductor/ semiconductor-cleaning-processes-methods-and-reasons
6 Science Direct, Retrieved September 4, 2024 from https://www.sciencedirect.com/topics/ materials-science/wet-etching
7 Science Direct, Retrieved September 4, 2024 from https://www.sciencedirect.com/topics/ materials-science/dry-etching
8 Abachy, Retrieved September 4, 2024 from https:// abachy.com/catalog/semiconductor-equipment/ mask-and-reticle-manufacturing-equipment/ photolithography-processing-equipment/resist-stripper
9 Abachy, Retrieved September 4, 2024 from https:// abachy.com/catalog/semiconductor-equipment/ mask-and-reticle-manufacturing-equipment/ photolithography-processing-equipment/resist-stripper
10 Science Direct, Retrieved September 4, 2024 from https://www.sciencedirect.com/topics/ materials-science/lithography
11 Semicore, Retrieved September 4, 2024 from https:// www.semicore.com/news/118-what-is-plasma-enhanced-chemical-vapor-deposition-pecvd
1² Science Direct, Retrieved September 4, 2024 from https://www.sciencedirect.com/topics/ materials-science/plasma-deposition
13 Wikipedia, Retrieved September 4, 2024 from https:// en.wikipedia.org/wiki/Photolithography
Figure 2 - anyseals, Inc.’s stocks O-rings in a broad range of FFKM compounds.
21
Elevate Your Fluid Power Career in 2025
KICKSTART THE NEW YEAR WITH IFPS TRAINING AND CERTIFICATIONS
» WITH 2025 AROUND the corner, it’s the perfect time to invest in your professional growth. The International Fluid Power Society (IFPS) offers a range of comprehensive training programs and certifications to ensure your fluid power skills are up to date and industry-recognized.
From online training modules and Certification Review PowerPoints to animated circuits and webinars, IFPS provides a variety of resources to help you refresh your knowledge and stay competitive. Whether you’re looking to enhance your expertise or take your career to the next level, IFPS has the tools you need.
Start 2025 strong by positioning yourself for new opportunities and career growth. Get certified with IFPS and elevate your potential in the fluid power industry!
Introducing the New IFPS Educational Videos and Webinar Library!
» THE IFPS IS thrilled to announce the launch of our brand-new Educational Video and Recorded Webinar Library! This exciting resource is exclusively available to IFPS members and offers an incredible collection of over 90 videos designed to support your fluid power education and career growth.
Whether you're looking to advance your technical skills or simply expand your knowledge, the library covers a wide variety of topics. From in-depth technical training to practical fluid power "how-to" videos, these resources are packed with valuable insights to help you stay on top of the latest trends and techniques in the industry.
The webinar library is an excellent way to continue learning at your own pace, anytime, anywhere. Don’t miss out on this exclusive opportunity to improve your fluid power expertise. Log in today and explore the wealth of knowledge available to you as an IFPS member!
Newly Certified Professionals
AJPPCC
Christopher Lane, Hydradyne LLC.
CONNECTOR & CONDUCTOR
Chris Nusbaum, Triad Technologies
Jesse Holman, Triad Technologies
Jim Beirne, Triad Technologies
Rob Ostafi, Triad Technologies
Ryan Beattie, Triad Technologies
Simon Beard, Triad Technologies
HYDRAULIC SPECIALIST
Albin Thomas, HYDAC Technology Corporation
Brandon Witt, HYDAC Technology Corporation
Diego Garcia, Hydraulic Controls Inc.
Dimitri Anagnostou, HYDAC Technology Corporation
Georgi Gechev, HYDAC Technology Corporation
Jake Tenut, HYDAC Technology Corporation
Kade Nelson, Gulf Coast Controls
Ricardo Meneghel, HYDAC Technology Corporation
Roy Schuster, HYDAC Technology Corporation
Stephen Thornton
Violina Valcheva, HYDAC Technology Corporation
William Sassano, HYDAC Technology Corporation
INDUSTRIAL HYDRAULIC MECHANIC
Paul Pelton, SG Morris
INDUSTRIAL HYDRAULIC TECHNICIAN
Andrew Moulton, Hyflodraulic Limited
Philip Mullett,
MOBILE HYDRAULIC MECHANIC
Ben Vance
Brandon Hyatt, SunSource
Join Us for the IFPS 2025 Spring Meeting in Fort Lauderdale!
» THE INTERNATIONAL FLUID Power Society (IFPS) is excited to announce our 2025 Spring Meeting, taking place in Fort Lauderdale, FL, from March 17 to 20. This conference is open to all members and provides an exceptional opportunity to connect with fellow professionals in the fluid power community.
Our Spring Meeting is not only a fantastic networking event but also a chance to contribute to the advancement of fluid power. In addition, we will host a technical training workshop, where participants can receive training from industry professionals, either in person or virtually.
Don’t miss this chance to deepen your understanding of fluid power and collaborate with other experts in the field. Whether you choose to attend in person or virtually, we look forward to seeing you at this exciting event! For more information and to register, please visit www.ifps.org.
Carroll Garland, BGE
Danny Porter, Altec Industries, Inc.
DJ Olmstead, SunSource
Jonathan Hernandez, Altec Industries, Inc.
Jorge Camacho, Florida Power and Light
Joshua Hill, BGE
Joshua Hogan, Altec Industries, Inc.
Justin Wood, BGE
Michael Anderson, Sunsource
Rhonda Jacobs, Altec Industries, Inc.
Robert Kramer, Altec Industries, Inc.
Joshua Cook, Steve Baker, Altec Industries, Inc.
PNEUMATIC SPECIALIST
Hazrat Usman, IMI precision Engineering
Matt Lenell, Norman Filter Company
SPECIALIST
Matt Lenell, Norman Filter Company
SUPPORT ASSOCIATE
David Bostion, Haverstick Brothers Hydraulics
Individuals wishing to take any IFPS written certification tests can select from convenient locations across the United States and Canada. IFPS is able to offer these locations through its affiliation with the Consortium of College Testing Centers provided by National College Testing Association. Contact Kyle Pollander at Kpollander@ifps.org if you do not see a location near you. Every effort will be made to accommodate your needs.
Written Certification Test Locations
Alabama Auburn, AL Birmingham, AL Calera, AL Decatur, AL Huntsville, AL Jacksonville, AL Mobile, AL Montgomery, AL Normal, AL Tuscaloosa, AL Alaska Anchorage, AK Fairbanks, AK
Arizona Flagstaff, AZ Glendale, AZ Mesa, AZ Phoenix, AZ Prescott, AZ Scottsdale, AZ
Sierra Vista, AZ Tempe, AZ Thatcher, AZ Tucson, AZ Yuma, AZ
Arkansas Bentonville, AR Hot Springs, AR Little Rock, AR
TENTATIVE TESTING DATES FOR ALL LOCATIONS
DECEMBER 2024
Tuesday 12/9 • Thursday 12/19
JANUARY 2025
Tuesday 1/7 • Thursday 1/23
FEBRUARY 2025
Tuesday 2/4 • Thursday 2/20
MARCH 2025
Tuesday 3/4 • Thursday 3/27
California Aptos, CA Arcata, CA Bakersfield, CA Dixon, CA Encinitas, CA Fresno, CA Irvine, CA Marysville, CA Riverside, CA Salinas, CA San Diego, CA San Jose, CA San Luis Obispo, CA Santa Ana, CA Santa Maria, CA Santa Rosa, CA Tustin, CA Yucaipa, CA
Colorado Aurora, CO Boulder, CO Springs, CO Denver, CO
Durango, CO Ft. Collins, CO Greeley, CO Lakewood, CO Littleton, CO Pueblo, CO
Georgia Albany, GA
Athens, GA
Atlanta, GA
Carrollton, GA
Columbus, GA
Dahlonega, GA
Dublin, GA
Dunwoody, GA
Forest Park, GA
Lawrenceville, GA
Morrow, GA
Oakwood, GA
Savannah, GA
Statesboro, GA
Tifton, GA
Valdosta, GA
Hawaii Laie, HI
Idaho
Boise, ID
Coeur d ‘Alene, ID
Idaho Falls, ID
Lewiston, ID
Moscow, ID
Nampa, ID
Rexburg, ID
Twin Falls, ID
Illinois
Carbondale, IL
Carterville, IL
Champaign, IL
Decatur, IL
Edwardsville, IL
Glen Ellyn, IL
Joliet, IL
Malta, IL
Normal, IL
Peoria, IL
Schaumburg, IL
Springfield, IL
University Park, IL
Indiana
Bloomington, IN
Columbus, IN
Evansville, IN
Fort Wayne, IN
Gary, IN
Indianapolis, IN
Kokomo, IN
Lafayette, IN
Lawrenceburg, IN Madison, IN
Muncie, IN
New Albany, IN
Richmond, IN
Sellersburg, IN
South Bend, IN
Terre Haute, IN
Iowa
Ames, IA
JOB PERFORMANCE TEST LOCATIONS
Arizona California Colorado Florida Georgia Maine Michigan Minnesota Montana New Jersey Nova Scotia Pennsylvania Texas Washington Wyoming Western Australia
Delaware Dover, DE Georgetown, DE Newark, DE
Florida
Avon Park, FL Boca Raton, FL Cocoa, FL Davie, FL Daytona Beach, FL Fort Pierce, FL Ft. Myers, FL
Master of Mobile Hydraulics (Must Obtain CFPMHM, CFPMHT, & CFPCC)
CFPMIP
Certified Fluid Power
Master of Industrial Pneumatics
(Must Obtain CFPPM, CFPPT, & CFPCC)
CFPCC
Certified Fluid Power
Connector & Conductor
CFPSD
Fluid Power System Designer
Tentative Certification Review Training
IFPS offers onsite review training for small groups of at least 10 persons. An IFPS accredited instructor visits your company to conduct the review. Contact kpollander@ifps.org for details of the scheduled onsite reviews listed below.
HYDRAULIC SPECIALIST
For custom IFPS training inquiries, please contact Bj Wagner (bwagner@ifps.org)
ELECTRONIC CONTROLS SPECIALIST
For custom IFPS training inquiries, please contact Bj Wagner (bwagner@ifps.org).
For dates, call CFC Industrial Training at (513) 874-3225 or visit www.cfcindustrialtraining.com.
PNEUMATIC SPECIALIST
For custom IFPS training inquiries, please contact Bj Wagner (bwagner@ifps.org)
CONNECTOR & CONDUCTOR
For custom IFPS training inquiries, please contact Bj Wagner (bwagner@ifps.org).
MOBILE HYDRAULIC MECHANIC
For custom training IFPS inquiries, please contact Bj Wagner (bwagner@ifps.org)
Online Mobile Hydraulic Mechanic certification review for written test is offered through CFC Industrial Training. This course surveys the MHM Study Manual (6.5 hours) and every outcome to
prepare you for the written test. Members may e-mail for a 20% coupon code off the list price. Test fees are not included.
» CFC Industrial Training – Cincinnati, Ohio –December 2-6, 2024
INDUSTRIAL HYDRAULIC MECHANIC
For custom IFPS training inquiries, please contact Bj Wagner (bwagner@ifps.org).
For dates, call CFC Industrial Training at (513) 874-3225 or visit www.cfcindustrialtraining.com.
INDUSTRIAL HYDRAULIC TECHNICIAN
For custom IFPS training inquiries, please contact Bj Wagner (bwagner@ifps.org).
» For dates, call CFC Industrial Training at (513) 874-3225 or visit www.cfcindustrialtraining.com.
MOBILE HYDRAULIC TECHNICIAN
2024 certification review training dates will be announced soon.
For custom IFPS training inquiries, please contact Bj Wagner (bwagner@ifps.org).
PNEUMATIC TECHNICIAN & PNEUMATIC MECHANIC
For custom IFPS training inquiries, please contact Bj Wagner (bwagner@ifps.org).
» For dates, call CFC Industrial Training at (513) 874-3225 or visit www.cfcindustrialtraining.com.
LITERATURE REVIEW
Diamond Hydraulics, Inc.
Diamond Hydraulics provides fast, accurate repair of hydraulic components by industry experts. With state-ofthe-art test equipment, we ensure that your products are in the absolute best condition before leaving our facility. We are committed to providing excellent customer service and strive to consistently meet and exceed the needs and expectations of every customer.
Construction, agricultural and mining vehicles need to be durable and perform in the most demanding environments. We’ve put together this short guide to help design engineers, OEMs, and hydraulic designers choose the small components they’ll need to ensure reliable operations, reduced downtime, and low maintenance costs. sales@essentracomponents.com 800-847-0486
Valves, Pumps, and Manifolds
SOLUTIONS
» HERE IS THE SOLUTION TO FIGURE IT OUT ON PAGE 05 The correct answer
The spin-on filter that keep leaking was rated for 45 GPM and the engineer’s pump was only rated at 40 GPM. His error in sizing the return filter did not account for the cylinder return flow being 80 GPM, since the ratio of the cylinder areas was 2:1. The engineer was lucky that the filter manufacturer made longer filter elements for the same filter head, giving a rating of 90 GPM flow.
When you need a hydraulic valve, hydraulic hand pump or a hydraulic manifold have confidence in Doering to deliver high-quality products that meet demanding performance requirements. For over 50 years, our customers have trusted Doering in critical applications which include products on the International Space Station to sub-sea and everywhere in between. Contact us now to discuss your hydraulic project.
320.743.2276
customerservice@doering.com www.doering.com
Compressed Air Filtration
Brochure offers a comprehensive overview of the company’s complete line of compressed air filtration products. Highlighted is the patented family of Extractor/Dryers. These two-stage, point of use filters remove contaminates to a 5-micron rating with flow ranges of 15 to 2,000 scfm. Additional products available include the SuperStar Membrane Dryer, .01 Micron Filter, Refrigerated Extractor/Dryer, and much more.
La-Man Corporation 800.348.2463 www.laman.com
Hydraulic Live Swivels Catalog
Inline and 90° hydraulic live swivels. Available in sizes from 1/8” to 2-1/2”, rated to 10,000 PSI, heat treated, superior quality alloy steel, chrome or stainless steel ball bearings, withstands heavy side loads, burnished (micro smooth) barrel bores, Viton®, Aflas®, or Teflon® encapsulated seals, zinc or nickel plated, available in 304 and 440 stainless steel, full flow - low pressure drop, rebuilding kits available.
Super Swivels
Phone: 763.784.5531
Fax: 763.784.7423
Website: www.superswivels.com
Digital Documents reverse-engineer systems cross/type components
Photo Navigation drilling down to individual components & parts
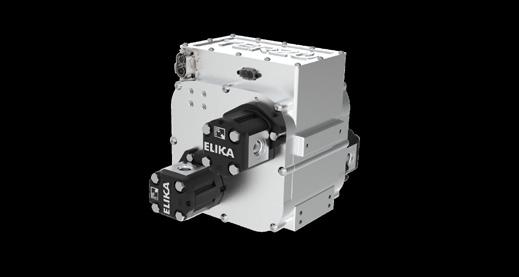
Electrification in Mobile Hydraulic Systems
By Zach Lindsley, Vice President of Sales, Terzo Power Systems, LLC
if we look a little deeper at the numbers, zero displacement isn’t equivalent to zero load. For a quick illustration, we'll imagine this large piston pump is a Parker P2075 with a load sense stand-by pressure setting around 400 psi and an operating speed of 2500 rpm; this would require almost 2kw of power continuously focusing only on generating noise and heat. Instead of stacking the pumps together, it’s best to split up a continuous load like the steering system and functions that can run intermittently. If we use rough numbers to estimate that we cut the main pump’s idle time by 50% throughout an eight-hour day. We’ve now reduced the power consumption by over 8 kWh with one simple change.
This may be an oversimplification; there are a few other factors we should consider to help the main hydraulics side of the system. First, piston pumps, particularly variable displacement pumps, don’t operate best by starting and stopping. Next, there’s going to be the control side, specifically when it turns on and how the flow is controlled. Variable displacement piston pumps have been the dominant force in mobile hydraulics for decades. They’ve helped hydraulics systems reach a level of efficiency that was great for diesel-powered equipment and miles ahead of the standard open center systems that preceded them. Variable displacement pumps will always have significance, but the way they’re used is evolving. To reach the next level of efficiency and allow for leveraging the capabilities of these new motor technologies, we need a simpler pump that can stop and start repeatedly, as well as operate under constantly changing speed conditions. The ideal pump options are simple, low-noise pumps, including helical gear pumps, internal gear pumps, or the Bucher AX piston pumps.
Looking back at the aforementioned telehandler example, simply splitting the main pump from the steering is a good start, but we need to go a little deeper. One path we have here is the use of an electronic load sense circuit. This method allows for keeping the existing valve bank and maintaining the same control logic for operating the valves. The variable displacement pump is then replaced with a fixed displacement pump. Rather than varying the displacement of the pump mechanically, the motor varies rpm to match flow demand. How does the motor know what the flow demand is? The same way that the load sense piston pump did. We’re going to compare the pressure at the load sense line of the valve bank and the inlet to the valve bank, and the motor is going to vary rpm to maintain a setpoint. This may sound complicated, but there are companies like Terzo Power Systems that have a plug-and-play motor, controller, and pump package with everything needed for this built-in.
The next example is a little bit harder to sell, even though it offers the most potential for efficiency gains and system simplification. A distributed hydraulic system explores each function and matches a hydraulic power unit with the needs of that actuator. This might sound unorthodox, thinking of the size of traditional induction motors. With the power density we’re seeing in newer motor and controller technologies used in BEV, this is much more feasible. How does it work? The idea is similar to how an electro-mechanical actuator works. A servo motor is coupled to a ball screw that turns clockwise or counterclockwise to extend or retract the cylinder. Instead of a ball screw, a bi-directional hydraulic pump is attached to a servo motor that is plumbed to the cylinder. If the motor spins in one direction, the cylinder extends; if it spins in the other direction, the cylinder retracts. Why do this instead of just using an electromechanical actuator? This allows the equipment manufacturer to maintain the same actuators that have taken decades to perfect, as well as maintain the resilience to shock loading that hydraulics offers. Simple float functions are still an option, and many other inherent benefits to hydraulics remain while capturing a large portion of the efficiencies gained from the electromechanical actuators.
The other aspect of “why” lies in the serviceability. If you’ve ever had to troubleshoot an issue in a large valve bank, you know this is not easy and can lead to ample downtime. Imagine if that valve bank didn't exist, and instead, you have a telehandler with 4-5 motor pump units cleverly integrated onto or into the reservoir. Now, you'll be able to directly go to that motor pump unit, visually see the status, or read any trouble codes over CAN, then replace that motor pump unit with simple connection points for any function that seems to be having an issue. Also, to take it to the next level with these high-end motors and controllers, we can monitor parameters including the average number of rotations required to go from point to point on an actuator. A large change in this number over time indicates a need to schedule maintenance.
The transition to BEV in Hydraulics should be regarded as a welcome challenge, it opens up all kinds of interesting possibilities, and if the system is utilized correctly, its performance will bring value to the added cost over time. •
CLASSIFIED BULLETIN
• 32mm to 50mm
•
•
almomanifold.com
Company
Adaconn + Inserta 14, 27
» Talk to your account rep or visit fluidpowerjournal.com/advertise
Routine and scheduled maintenance of hydraulic systems are vital to getting the most out of your Hitachi Mining Excavator. While maintenance plays the largest role in the prevention of unnecessary machine downtime, it can also expose the hydraulic system to high levels of contamination rapidly decreasing component longevity. The importance of contamination control is sometimes overlooked when performing maintenance due to incorrect practices being used.
THE FLANGELOCK™ TOOL AND CIRCUIT BLANKING CAPS
Stop the Mess
The FlangeLock™ tool and caps are the ultimate contamination control tools for protecting your hydraulic system. The FlangeLock™ allows for the simple sealing of open hydraulic flanges without tools while the caps can be bolted in place of a flange connection. Easy on, easy off, they offer a leak-proof solution to hydraulic systems and environmental cleanliness. FlangeLock tools and caps stop the mess.
HITACHI MAKING CONTAMINATION CONTROL EASY
Hitachi have packaged FlangeLock™ tool and caps specifically for Hitachi mining excavators. The Hitachi customised kits make sure no matter which component routine maintenance is being performed on, you will always have the exact number of FlangeLocks™* and caps to help reduce contamination.
*Note: FlangeLocks™ are not to be used under pressure
The FlangeLock™ Tool is the ultimate contamination control tool for protecting your hydraulic systems. It allows for the simple sealing of open SAE code 61, 62 & CAT-Style hydraulic flanges without tools. Constructed from lightweight aluminum. Easy on, easy off. Offers a leakproof solution to hydraulic system and environmental cleanliness. FlangeLock™ Tools stop the mess!
• No tools required
• No expensive hardware needed
• No more rags stuffed into hoses
• One hand installation
you local Hitachi Muswellbrook representative or the branch on 02 6541 6300 for more information.