Publisher’s Note: The information provided in this publication is for informational purposes only. While all efforts have been taken to ensure the technical accuracy of the material enclosed, Fluid Power Journal is not responsible for the availability, accuracy, currency, or reliability of any information, statement, opinion, or advice contained in a third party’s material. Fluid Power Journal will not be liable for any loss or damage caused by reliance on information obtained in this publication.
Air Compressors
Clean Dry Air Improves Performance...
Clean, Dry Compressed Air Starts with The Extractor/Dryer® Manufactured by LA-MAn Corporation
• Point of Use Compressed Air Filter to Improve and Extend Equipment Life
• Removes Moisture and Contaminates to a 5-Micron Rating: Lower Micron Ratings are Available
• Models with Flow Ranges of 15 SCFM to 500 SCFM Rated Up To 250psi are Standard
• Differential Pressure Gauge Built in
• Mounting Hardware Included for Easy Installation
• Weep Drain is Standard; Float Drain or Electronic Drain Valves Optional
Digital Documents reverse-engineer systems cross/type components
Photo Navigation drilling down to individual components & parts
Interactive Prints illustrate machine operations & functions
Video Troubleshoot capture tribal knowledge & train on-the-job
Can Work Offline on any device browser
Reprogramming My Routine
LESSONS FROM AN ENGINEER DIAGNOSED WITH TYPE 2 DIABETE
By Cary Boozer, Senior Mechanical Engineer, MOTION
Ijust celebrated my 49th birthday… which means that I am facing the big 5-O sooner than I’d like. No big deal. I have convinced myself that 50 is the new 30… and like that George Strait song when he sings “I still feel 25, most of the time” I know what he means, that song speaks to me. But, the other day, I was at the doctor’s office for my yearly check-up. The results were not what I thought they would be. My blood pressure was a little too high, my bad cholesterol was a little too high, my good cholesterol was a little too low, and my A1c was over seven. I was told I needed to lose about fifteen pounds, which would probably help get the numbers closer to where they needed to be. But, then the scary part, I was now considered Type 2 diabetic.
The doctor informed me that the human body is like a very complex machine that
requires a lot of maintenance. I guess she figured me being an engineer, I would understand what she was trying to say. I did. She was speaking my language. I am a mechanical engineer by trade with over twenty-five years of experience. I have engineering degrees from both Auburn University and the University of Alabama. Over the years, I have spent a lot of time on machine design, studying the effects of preventive and predictive maintenance on the life of equipment. That is because, as you well know, downtime does not come cheap. When a machine breaks down, it is hardly ever an easy fix, usually very inconvenient, and probably in the worst possible situation at the time. Machines will eventually fail under load because of stress and fatigue. Lack of any type of maintenance only increases the chances of it being sooner than later.
The most important machine that I oversee, I am failing to prevent any type of major or eventually fatal downtime. Without the proper maintenance, certain organs and systems will break down, and when they break down, they cannot be repaired. As the insulin production slows down, glucose from the food we eat cannot be converted into energy. Which means the bloodstream is loaded down with too much sugar, which increases stress and fatigue on the body… and left untreated will eventually kill me.
But not just me… Apparently, many people have gone without preventative maintenance. According to the American Diabetes Association almost 40% of everyone in the USA is pre-diabetic. Meaning your numbers are just slightly lower than mine… for now. So it is time for us to come up with a new preventative maintenance checklist to keep these machines running.
Before I could even begin my now routine maintenance, I had to be trained. For some reason my doctor did not trust my skill set enough to just give me paperwork to read on my own. So, I had to attend a few classes with other people like me on how to eat in a 24-hour period and how what I put into my “machine” would affect my blood sugar levels. The instructor also went over how to gauge my blood sugar levels when needed.
So, my new regimen used for my preventive maintenance are eating healthy and physical activity, which in turn will help manage my weight. The right food portions will limit the amount of sugar that I consume, and the exercise will help burn off excess sugar. For instance, I first changed out my daily fuel of sweet tea for water flavored with some lemon. In lean manufacturing this would be referred to as “picking the low hanging fruit first”. Also, fresh vegetables now accompanying my sandwich (on whole grain bread) instead of chips. I even have a spreadsheet to where I can mix and match different food groups for variety. I am also trying to build up to at least 30 minutes of moderate intensity exercise five times a week. If I can do this, then in six months at my next visit to the doctor, I should start seeing better numbers.
So now when I’m the only one at lunch not ordering the bacon cheeseburger, and I’m asked why I try to explain all this in the language technical people understand and advise strongly that they implement a preventative maintenance plan for themselves. Don’t wait. Because downtime does not come cheap, and it is not convenient.
Technical Editor: Dan Helgerson, CFPAI/AJPP, CFPS, CFPECS, CFPSD, CFPMT, CFPCC
Senior Marketing Consultant: Bob McKinney
Graphic Designer: Nicholas Reeder
Accounting: Kim Kressman, Donna Bachman
Circulation Manager: Josh Shoup
INTERNATIONAL FLUID POWER SOCIETY
1930 East Marlton Pike, Suite A-2, Cherry Hill, NJ 08003-2141
Tel: 856-424-8998 • Fax: 856-424-9248
Email: AskUs@ifps.org • Web: www.ifps.org
2024 BOARD OF DIRECTORS
President: Jeff Hodges, CFPAI/AJPP, CFPMHM - Altec Industries, Inc.
Immediate Past President: Scott Sardina, PE, CFPAI, CFPHS - Waterclock Engineering Corporation
First Vice President: Garrett Hoisington, CFPAI/AJPPOpen Loop Energy
Treasurer: Lisa DeBenedetto, CFPS - GS Global Resources
Vice President Certification: James O’Halek, CFPAI/AJPP - The Boeing Company
Vice President Marketing: Chauntelle Baughman, CFPHSOneHydraulics, Inc.
Vice President Education: Daniel Fernandes, CFPAI – Hawe Hydraulik
Vice President Membership: Brian Wheeler, CFPAI/AJPP - The Boeing Company
DIRECTORS-AT-LARGE
Bradlee Dittmer, CFPPS - IMI Precision Engineering Brian Kenoyer, CFPHS - CemenTech Bruce Bowe, CFPAI/AJPP - Altec Industries, Inc.
Cary Boozer, PE, CFPE - Motion Industries, Inc.
Ethan Stuart, CFPS, CFPECS - Quadrogen Power Systems
Jon Rhodes, CFPAI, CFPS, CFPECS - CFC Industrial Training
Stephen Blazer, CFPE, CFPS - Altec Industries, Inc.
Wade Lowe, CFPS - Hydraquip Distribution, Inc.
Jeff Curlee, CFPE, Cross Mobile Systems Integration Deepak Kadamanahalli, CFPS - CNH Industrial Steven Downey, CFPAI/AJPP - Hydraulex John Juhasz, CFPS - Kraft Fluid Systems
CHIEF EXECUTIVE OFFICER (EX-OFFICIO) Donna Pollander, ACA
Fluid Power Journal (ISSN# 1073-7898) is the official publication of the International Fluid Power Society published monthly with four supplemental issues, including a Systems Integrator Directory, Off-Highway Suppliers Directory, Tech Directory, and Manufacturers Directory, by Innovative Designs & Publishing, Inc., 3245 Freemansburg Avenue, Palmer, PA 18045-7118. All Rights Reserved. Reproduction in whole or in part of any material in this publication is acceptable with credit. Publishers assume no liability for any information published. We reserve the right to accept or reject all advertising material and will not guarantee the return or safety of unsolicited art, photographs, or manuscripts.
NEW PROBLEM System Cannot Reach the Needed Relief Setting
By
Robert Sheaf, CFPAI/AJPP, CFPE, CFPS, CFPECS, CFPMT, CFPMIP, CFPMMH, CFPMIH, CFPMM, CFC Industrial Training
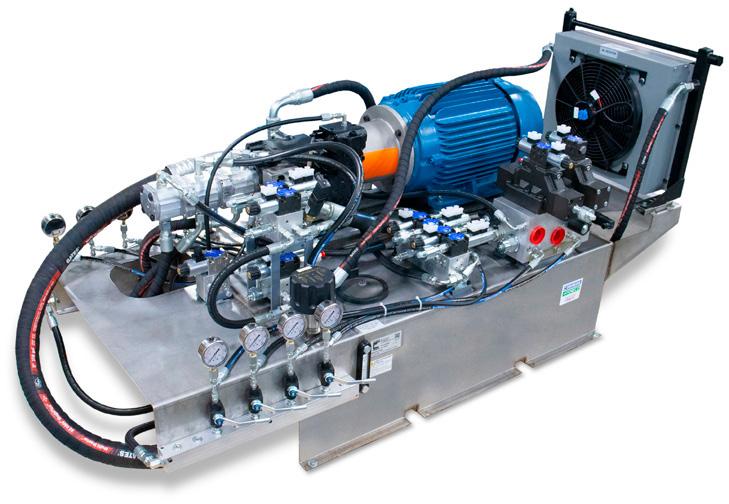
» A VERY SIMPLE power unit was having trouble reaching the needed 2,400 PSI relief setting. The unit was built with a fixed vane pump/motor unit where the pump was inside the reservoir and the electric motor mounted vertical on the reservoir top along with the directional valve and return filter. If they keep either solenoid energized with the cylinder bottomed out, the unit will only reach 1,800 PSI and the oil would start to overheat.
They screwed the relief setting to its maximum with no results. So, they decided to replace the pump. When it did not fix the problem, they were not sure if the cylinder was by passing or the valve was at fault, so they called in a service man from their local hydraulic shop.
What was the first thing he did when he started troubling the system?
For the solution, see page 24.
Robert Sheaf has more than 45 years troubleshooting, training, and consulting in the fluid power field. Email rjsheaf@cfc-solar.com or visit his website at www.cfcindustrialtraining.com. Visit fluidpowerjournal.com/figure-it-out to view previous problems.
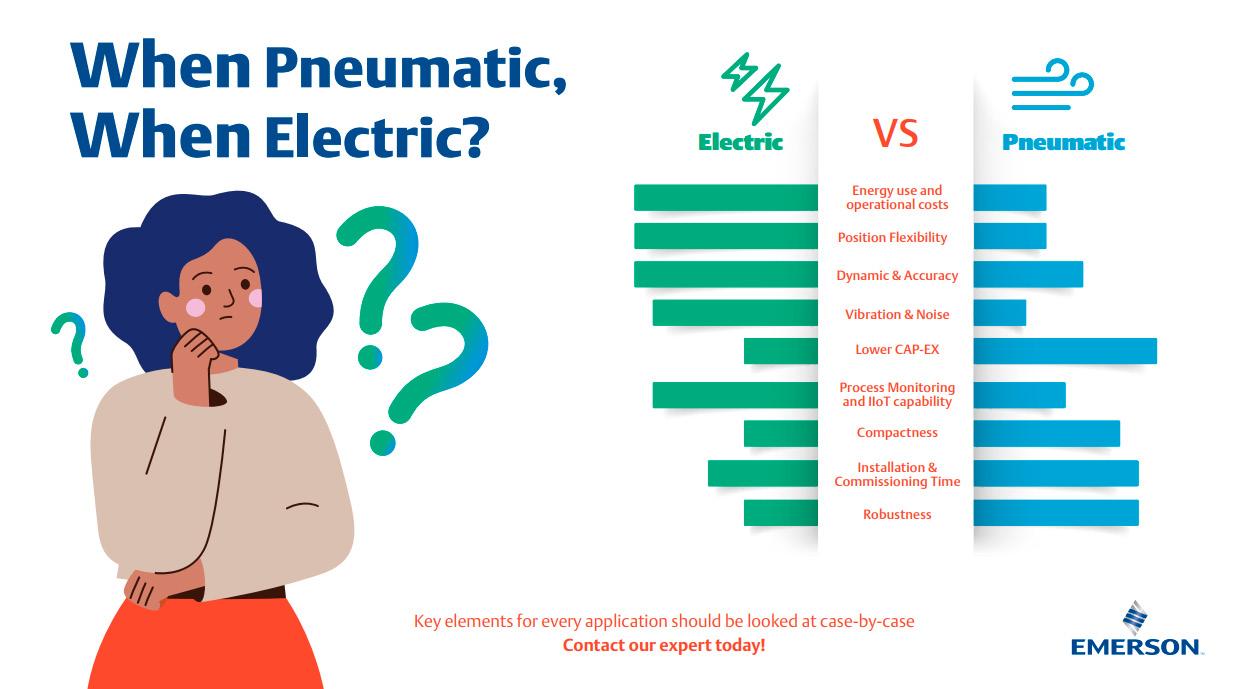
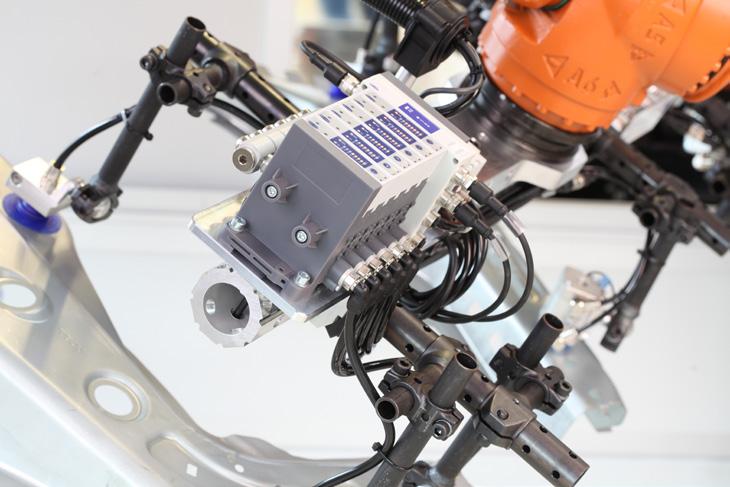
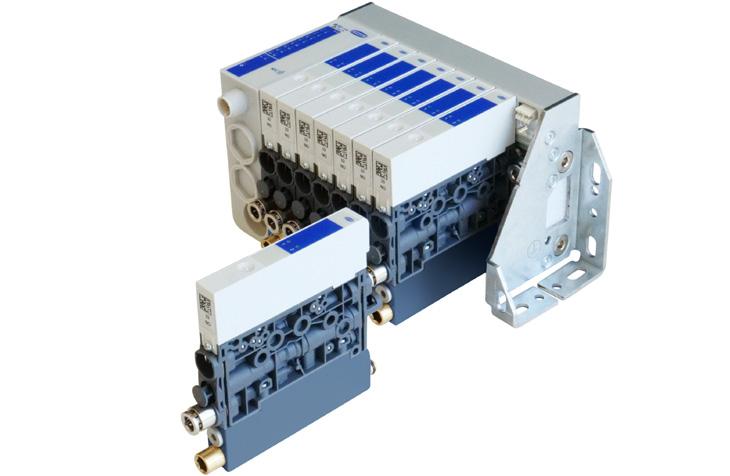
OPTIMIZING LINEAR MOTION SOLUTIONS USING HYBRID AUTOMATION SYSTEMS
Achieve greater efficiency, flexibility and more for complex equipment and processes by combining electric and pneumatic actuators.
By Florent Orget, Manager Product Marketing for Actuators, Emerson
There are many technical and commercial factors that original equipment manufacturers (OEMs) must evaluate when designing motion control solutions for industrial machinery. Many types of industrial machinery use motion control to carry out their functions, and some of the most popular technologies that OEMs depend on for linear motion control are pneumatics and electrical linear actuators. Motion control may be initiated manually by operators, or automatically via advanced control platforms.
When designing automation systems, OEMs have historically had to choose between motion control technologies. Pneumatic and electric motion each have their strengths. Pneumatic motion is seen as robust and easy to use and maintain. Electric motion is perceived as smart, quick, and precise. OEMs have had to select the technology based on which would be most beneficial to an application; in some applications, key needs were sacrificed in favor of others.
Processes and application priorities have evolved. Sustainability is today’s top priority in almost every industry, while operations
have become more complex and require more precise, efficient motion. Functions are consolidated into smaller spaces with fewer components. Another important component has changed, too. OEMs no longer have to choose only one technology. There are hybrid automation systems that combine the strengths of pneumatic and electric technologies to provide the greatest benefit for complex motion control applications.
TRENDS DRIVING HYBRID AUTOMATION SYSTEMS
Some OEMs may wonder why there’s a need for electric linear motion in addition to pneumatic. By recognizing several trends driving the evolution and use of hybrid automation systems, we can better understand how cross-technology solutions emerged. Sustainability, digital transformation, machine design, and competitive pressures collectively influence its popularity.
SUSTAINABILITY
There’s an increased focus on energy consumption, carbon emissions, and cost
savings across industries. A sense of personal responsibility, customer demand, government regulations, and stakeholder pressures fuel this focus, and many corporations are making commitments and long-term goals based on ambitious net-zero initiatives. Motion control systems that use less energy and can be powered by renewable resources are key to energy-efficient equipment and are part of a sustainable corporate strategy.
DIGITAL TRANSFORMATION
Today’s manufacturers interact with digital automation and detailed user interfaces in their daily lives and expect the same digital capability from industrial systems. As companies digitally transform their operations, they’re seeing real, reliable benefits. Embedded sensors in devices continuously track temperature, position, load, and wear in real-time. Monitoring, automatic configuration and diagnostics, and collected process data presented in dashboards give operators the insight they need to make confident, informed decisions. Connected motion control systems enable operators to analyze
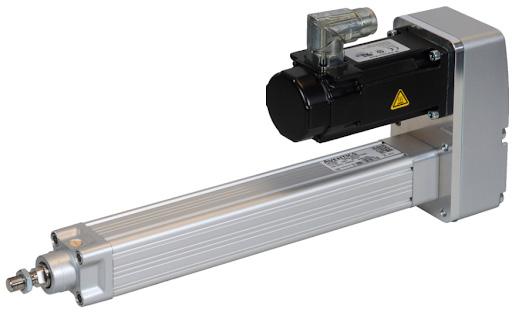
Emerson’s AVENTICSTM Series SPRA electric rod-style linear actuator offers the enhanced load capacity, accuracy and reliability that manufacturers need to maximize productivity.
production performance, energy use, and reliability. Access to these insights via dashboards empowers manufacturers to refine control, improve operations, and, ultimately, their production.
MARKET COMPETITION
Between labor shortages and supply chain issues, it’s never been more challenging for companies to maintain a competitive edge. Additionally, the digital transformation of industrial manufacturing and the advanced technologies driving it made it possible for companies who invest in them to optimize their operations. The need to remain agile when responding to changing market needs and reliably meet customer demand has increased to ensure companies stay on the leading edge of the market. Manufacturers must minimize machine downtime and maximize production. Incorporating connected hybrid automation solutions can help improve machine reliability and uptime.
To optimize energy use, enhance operations, and stay ahead in their industries, companies are looking for a complete motion control package. Leading technology suppliers understand this and have developed a range of advanced, integrated solutions that combine servo drives, motors, electric actuators, and pneumatics. OEMs have a significant opportunity to incorporate hybrid automation systems in machine designs that align with and address their customers’ greatest needs and concerns.
AUTOMATION AND CONTEMPORARY MACHINE DESIGN
One way that companies overcome challenges and increase production is by integrating smaller, more sophisticated machines into their production lines. Smaller
on page 08
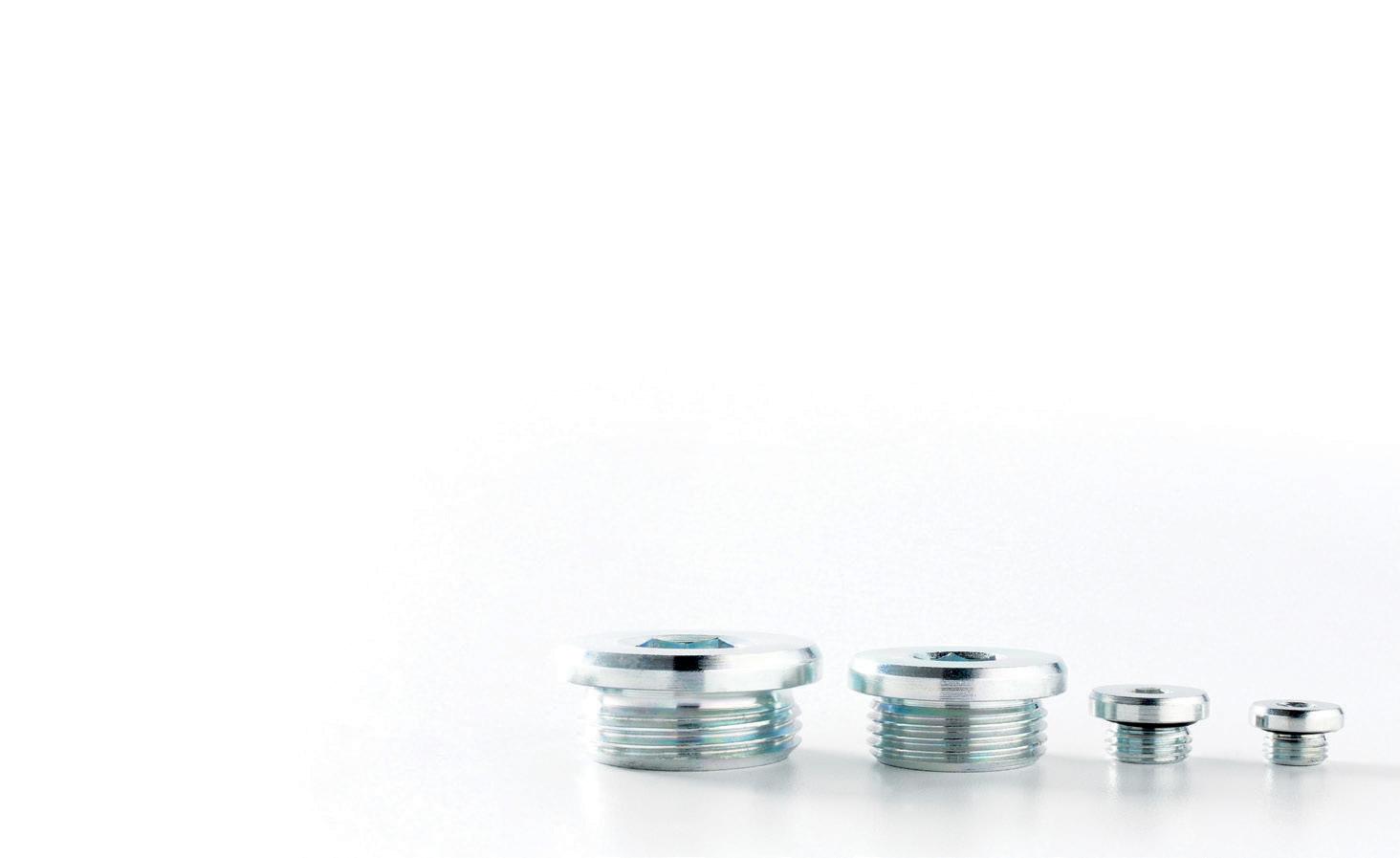
Screw plugs to avoid wasteful loss of compressed air. For connection dimension comply with ISO 16030. With assembled o-ring, available from M 3 and up. Developed especially for the requirements in the field of pneumatics.
footprints allow more machines to fit in the same production space, and advanced motion control technology makes it possible to automate higher-precision tasks from assembly to final product inspection. Manufacturers are also seeking motion control technology featuring increased accuracy to prevent waste along with shorter cycle times to increase output and greater position flexibility. This allows operators to change machine programs at the push of a button. Using machines with these features can result in higher production in less time, as well as improve sustainability and reduce costs.
CROSS-TECHNOLOGY AUTOMATION: Selecting Pneumatics and Electrics
There are many motion control offerings available, and it may be confusing to know how to choose among them. When do OEMs use electricity, when do they use pneumatic, and when do they use both? There are many factors and concerns to consider when selecting motion solutions. Do they meet the application's performance, flexibility, and accuracy requirements? What are the initial operating and continued maintenance costs? How do they affect the energy efficiency of the machine? How will motion products integrate with other devices? Can they collect data and analyze device health? Will they make it easier and faster to design a machine? What’s the learning curve for new technology?
Pneumatic and electric motion control each have distinct advantages, depending on an application’s needs, and an application may benefit from one or both. For some applications, it’s clear which is the best fit. For a simple mechanism to push boxes off a conveyor, a pneumatic cylinder makes the
most sense. However, if these boxes need to be sorted to different lines or positions on the conveyor, an electrical actuator with multipositions is required.
In more complex applications, the choice may be unclear. This is one sign that applications may benefit from using both. Electromechanical cylinders can use compressed air via a pneumatic connector to seal air in filling applications. In assembly systems, an electric linear multiaxis system can use a pneumatic gripper. An electric linear axis operating in a vertical direction can use a pneumatic cylinder for weight compensation. Cross-technology automation allows OEMs to harness the complementary strengths of both pneumatic and electric motion control technology in the same application and pass the benefits on to their customers.
Let’s look at the strengths of each technology to better understand how they can work together:
PNEUMATIC MOTION CONTROL
Pneumatic motion is achieved by using compressed gas to physically act on a mechanism to produce the required motion. Pneumatic solutions provide robust operation for hardware, design, and installation. There are usually fewer components to change or replace when upgrading a pneumatic system versus a servo system.
The most familiar example of pneumatic motion control is a cylinder with an internal piston, which produces linear motion. This
contributes to pneumatics being classified as a discrete motion technology primarily useful for fully extending or retracting a mechanism. Continuous innovation, driven by motion control technology suppliers, has expanded what is possible. For example, continuous rotational motion can be achieved using quarter-turn actuators. Sensors and flow controls are available to monitor and optimize operation, while differential pressure controls make it possible for equipment to achieve continuous pneumatic positioning. Using relatively small electro-pneumatic on/off solenoid valves or modulating positioning valves, controlled pressure is applied against constant back pressure. Operators can control positions manually using buttons and switches. They may also automatically use a programmable logic controller (PLC) or loop controller.
ELECTRICAL MOTION CONTROL
Electrical actuators, combined with servo motors, are known for high speed, pinpoint accuracy, and efficiency. They achieve motion by converting electricity into rotational or linear motion. These closed-loop systems typically include more complex components than pneumatic motion solutions, such as a motion controller, servo drive, motor and feedback sensor, and design practices. Each servo motor is associated with a drive that follows commanded signals, providing the desired function and delivering accurate positioning, precise angular velocities and variable acceleration profiles. With such
Pneumatic solutions provide robust operation in many different applications and usually have fewer components to change or replace when upgrading a pneumatic system, compared to a servo system.
Electric and pneumatic technologies have distinct advantages that are important to consider when selecting the technology that best achieves the needs and goals of a specific application.
a range, servo systems provide positional motion control for applications ranging from a robot arm to continuously rotating conveyors. Since servo drives and controllers are microprocessor devices, they have a high, innate level of on-board functionality and can directly offer local and remote diagnostic and data logging for dashboards.
The connection of PLCs and other controllers to servo motion systems can help OEMs accomplish even more advanced motion control and synchronization. Specialized functions include precise positioning with sub-micron repeatability, electronic camming and electronic gearing and can benefit the most complex applications, such as machining, robotics and manufacturing equipment. For example, a packaging line can upgrade from mechanical cam discs to a servo motion system with electric cam discs. This contracts with changing the format using mechanical discs, which is complex, time-consuming and subject to error. Machine conversion using electric cam discs happens at the touch of a button. This saves time, improves accuracy, minimizes scrap, and reduces costs.
HYBRID MOTION CONTROL
An electropneumatic hybrid automation system can help manufacturers apply suitable technologies for each specific function. When sustainability, position flexibility, precision, stability, quiet operation, connectivity, and monitoring capability matter most, electrical motion offers significant advantages. When applications have space limitations, demand robust operation or require quick design, installation and commissioning, pneumatic motion control is the best choice.
The production lines in most manufacturing facilities include various types of OEM equipment, with product moving between machines along transport and accumulation conveyors. These lines offer many opportunities to integrate both pneumatic and electric linear motion. For example, a typical beverage packaging production line includes the following functions: stretch-blowing molding bottles, fill and cap bottles, conveying and accumulating, labeling bottles, inspecting fill and label, packing bottles into cases, and palletizing and shrink-wrapping cases. Stretch-blow molding, folding boxes and applying glue all benefit from pneumatic motion, while conveying and positioning bottles within
filler and labeling equipment benefits from servo motion. Simple transport conveyors and palletizing systems benefit from both forms of motion; conveyors can be driven by electric motors, and product stops and gates can operate using pneumatic actuation. Handling bulk cases can be achieved with pneumatics, while interpolation and fine position adjustments may be controlled using servo motion.
ADVANTAGES OF HYBRID AUTOMATION SYSTEMS
Leading motion control technology suppliers now offer integrated, full-solution packages that include electrical, pneumatic or hybrid motion control. These comprehensive solutions feature intelligent devices at the field level, motion control, machine control and analytics. Pneumatic options involve a pneumatic cylinder, valve system, controller, analytics and dashboard via gateway, while electrical include an electrical linear actuator, servo motor and drive, controller and dashboard via gateway. While both technologies offer dashboards, data is available directly from the servo drive and pneumatic systems require the addition of sensors.
Complete, integrated solutions offer many benefits to OEMs and their customers. Since they’re already engineered and assembled, hybrid automation systems streamline procurement, development, and commissioning. Otherwise, OEMs must source components separately and match and engineer them themselves. Not only does this take longer and add complexity to the supply chain, it can introduce sizing issues.
Hybrid automation systems also offer flexibility that helps OEMs design machines that produce assorted product types, minimize changeover time, and meet changing requirements over time. As many companies face continued pressure to increase throughput while lowering operating costs, this can shorten production runs, increase machine utilization and extend equipment life. With motion control electronic reconfiguration, operators can change motion profiles on the fly, and some systems offer a future-proof design and features that can be implemented now or in future machine generations. To offer customers the highest level of flexibility, look for systems with extremely versatile electric actuators that cover a wide range of application requirements.
In addition to remaining competitive, hybrid automation systems can improve manufacturer sustainability. These systems can provide better machine efficiency and reduce scrap, which, in turn, lowers resource consumption and costs. Energy efficiency makes it possible to attain sustainability targets and reduce total cost of ownership. For greater repeatability and uniformity, it’s important to look for a system with electric linear motion that delivers the highest levels of reliability and accuracy.
GREATER FLEXIBILITY, EFFICIENCY, AND PERFORMANCE
OEMs can determine if a hybrid automation system will benefit an application by evaluating key application factors, including energy consumption, operational costs, position flexibility, accuracy, vibration and noise, CapEx, connectivity, size, installation, and commissioning time and durability. To select the most appropriate solutions that achieve the desired results, it’s critical to work with an expert motion control and digital transformation partner with a comprehensive portfolio of technologies and sizing options. A partnership like this helps OEMs commission solutions and offer long-term support.
With hybrid automation systems, companies can have it all — precise, powerful linear movement, flexibility to meet changing production requirements, data and insights to maximize production, optimize energy consumption, and lower total cost of ownership. •
Optimizing operations relies heavily on real-time data to present insights from pneumatic, electric or hybrid motion control solutions. These insights allow operators to monitor equipment condition and make informed decisions.
Clearing
AAir-Over-Oil Motion Control
By Tim Wheeler, Alkon Corp.
ir-over-oil devices are an economical way to add precise control to simple compressed-air motion. While other technologies have attempted to replace these systems, air-over-oil controls are economical to apply, easy to maintain, and simple to adjust and control. While some associate air-over-oil systems with leaks, oil mist, and aesthetic concerns, there are many ways to safely implement air-over-oil motion control, taking advantage of the savings and simplicity of a well-engineered system.
The Challenges with Pneumatic Motion Control
Since the late 1800s, fluid power has been used to power motion in automation. This use of fluid power remains prominent today, with pneumatic (compressed air) devices powering much of our industry for simple motion tasks. Air cylinders and actuators are among the most prolific devices in manufacturing. They are fast, easy to source, and simple to repair or replace. Additionally, compressed air is clean, easy to generate, and typically readily available on plant floors.
Occasionally, some applications require more control than a simple compressed-air device can provide. Regardless of prior fluid power knowledge, the characteristics of pneumatic applications offer many benefits.
While the rapid, sometimes explosive, expansion of compressed air provides enhanced speed and advantages, the variability in volume and pressure, along with differing forces required for movement, can create challenges.
An easy way to understand the characteristics of compressed air is by imagining a compression spring between force and load. To predict the characteristics of a compressed air system, use the equation:
PV=K. Where Pressure(P) times Volume(V) equals a Constant(K)
For example: Suppose there is a volume of 1 unit of compressed air at a pressure of 100 P*V=100; K=100
Now, suppose a valve is opened connecting another empty 1-unit tank to the existing 1-unit volume, changing the total volume to 2 units: Using PV=K, where K=100 the pressure will reduce to 50 units to keep the constant (K) at 100 Likewise, if the volume is reduced to 1/2 units, the pressure will double to maintain the constant of 100. When a valve is opened to release compressed air into an air line to do work, the volume of the system is increased, inducing a pressure drop until the volume is filled and pressure begins to build again. As pressure builds, more force is applied to the actuator and workpiece.
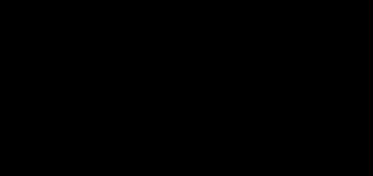
Suppose a pneumatic linear actuator is used to push a wood board through a saw-blade. Again, picture compressed air as a compression spring between the driving force and the wood board.
For this example’s purposes, some variables need to be set:
a. The running force required to keep the work-piece moving on the table: 1/2 unit.
b. Force required to push the work-piece through the saw blade: 2 units.
c. The spring has a spring rate of 1 unit of force/unit of compression.
d. The force being applied to the end of the Spring: 3 units. Here's the effect:
1. Begin pushing on the relaxed spring with a 3-unit force.
2. The spring begins to compress, but the force is not enough to move the work-piece forward.
3. When the spring compresses 0.50 units, creating 1/2 unit of force, the work-piece moves forward.
4. When the work-piece contacts the saw-blade, the work-piece stops.
5. The spring begins to compress again until it is compressed a total of 2 units, which creates 2 units of force and pushes the work-piece forward, through the saw-blade.
6. When the work-piece goes completely through the saw-blade, the running-force requirement drops to 1/2 units, and the spring expands, surging the saw work-piece forward by 1 1/2 units of length.
Far from perfect, this example demonstrates how compressed air can create inconsistent, jerky movement in a motion control system. Encountering variable loads and friction along the path will make it difficult to maintain a smooth movement, and in this example, might result in a poor or inconsistent saw-cut.
Optimizing Compressed Air Motion Control
Converting the board pusher to hydraulic power could be one solution to this issue. Oil is incompressible. While it may be slower in an equivalent-sized system, it provides greater power and control; this results in smoother and more consistent cuts. While converting the drive to hydraulic offers several benefits, there are also downsides. One of the main drawbacks is the cost, particularly in a plant that predominantly uses compressed air. Another option is to convert the boardpusher to a motor/ball-screw drive. This method may encounter similar cost constraints. Additionally, it adds complexity to an essentially simple, repetitive operation. On the other hand, compressed air offers all the power needed to operate the saw. By implementing an air-over-oil solution in tandem or parallel, the speed of linear movement is regulated to sufficiently tune out variability created by compressed air. There are three different methods for introducing oil control into a drive system: air-oil tank systems, tandem air-oil devices, and self-contained oil-control units.
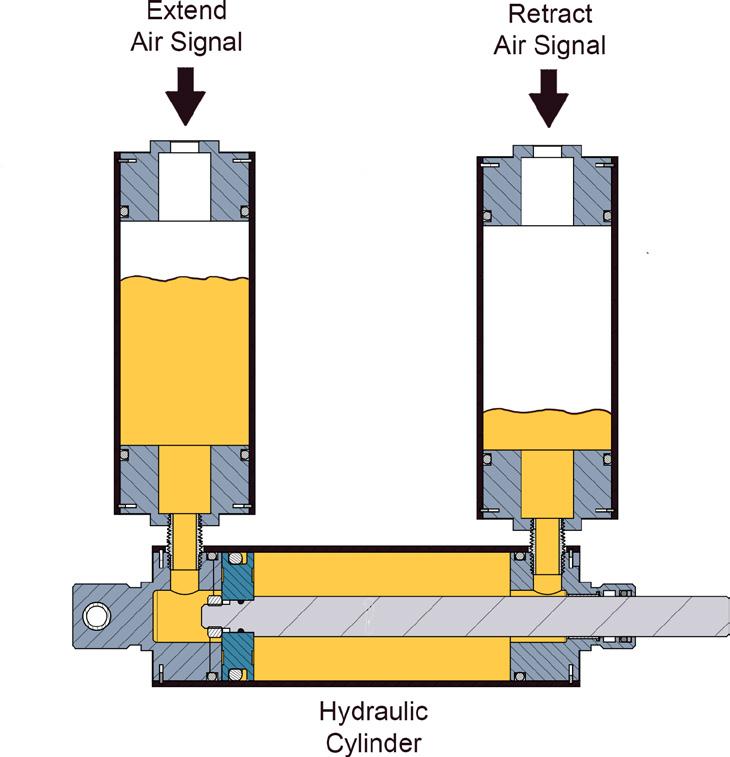
Air-Oil Tank Systems
Air-Over-Oil Tank System
An air-over-oil tank system uses compressed air to drive hydraulic oil from two
Table Saw with pneumatic board-pusher.
separate tanks into opposite ends of a cylinder through a series of pipes and valves. This creates the force needed to move a load back and forth. This system leverages a standard compressed-air system to provide the necessary force. The compressed air pushes the oil from the tank into the cylinder, extending the piston and moving the load. The incompressibility of oil allows optimal flow rate control.
This transfer of power from pneumatic to hydraulic involves some power loss due to heat, as friction of the lines slightly reduces pressure and movement speed. To enhance these systems, flow controls and check valve options can be built into the lines to allow for rapid advance or free-flowing movement in retract motions.
A major deterrent to using an air-oil tank system is how complex it is to build one. The tank must be sized to accommodate the stroke length. Manually operated leveling valves must be put into place to balance levels occasionally as oil leaks across piston seals during operation. Additionally, each plumbing connection introduces the potential for leaks in the system, which can result in an oily and dirty work site. Depending on the stability and orientation of the tanks, oil-frothing can occur in the system and oil can migrate through its pneumatic portion, resulting in oil-mist being exhausted when the tank is exhausted.
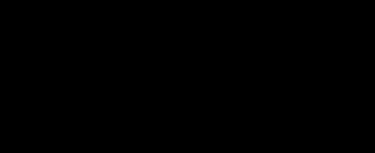
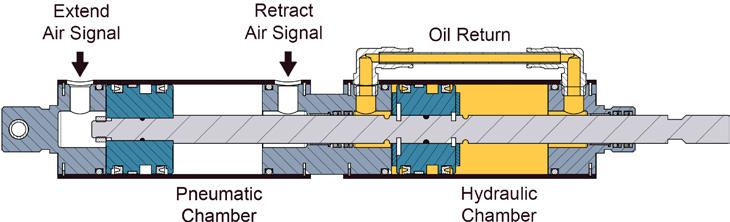
Tandem Air-Oil Devices
An alternative method for achieving airover-oil performance without investing in an air-oil tank system is to find an actuator that meets the specific force and speed requirements. Tandem air-oil units incorporate a pneumatic cylinder designed synchronously with an oil cylinder that circulates the oil via an attached side-tube from the front to the back of the cylinder. Depending on the design, there may be a reservoir attached to account for oil loss via air-infiltration or oil leakage. Flow controls and check valve options can be built into the side tubes to allow for rapid advance or free-flowing movement in retract motions. When designing a system from scratch, the increased length of a tandem air-oil device can likely be accommodated. However,
modifying an existing system will probably extend the overall footprint. It's worth noting that these are specialty devices, which may require longer lead times and make obtaining replacement and spare parts more difficult. Unlike air-oil tank systems, tandem airover-oil devices share a common shaft that moves in and out of oil and pneumatic chambers within the unit. Even when new, a film of oil will start to wipe-off into the pneumatic chambers and result in an oil mist in the system exhaust. Air can also weep between chambers and cause frothing, resulting in compressible oil. As the unit seals wear, these issues will become more pronounced.
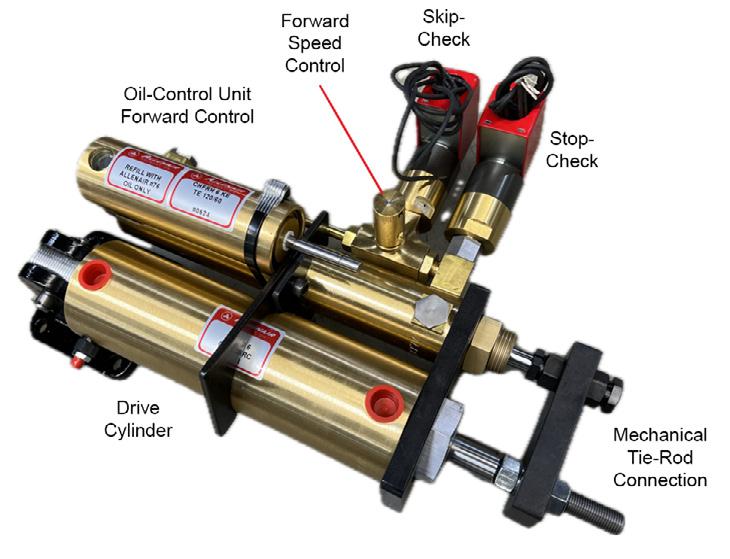
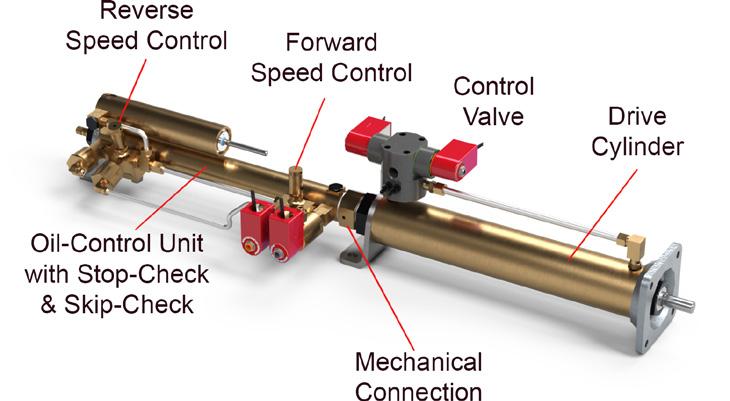
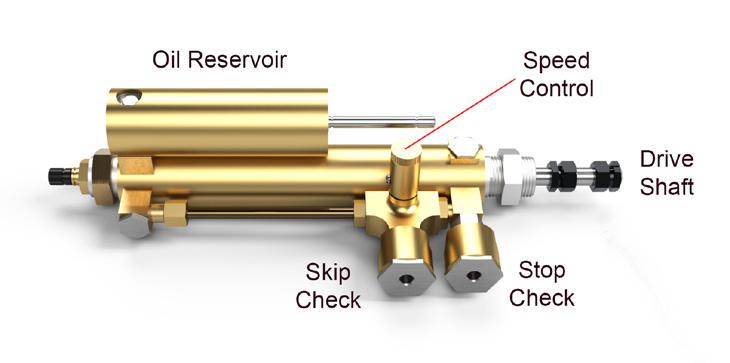
Self-Contained Oil-Control Units
The simplest and cleanest of the options is using a self-contained oil-control unit. These incorporate a standard pneumatic actuator. This maintains the benefits of a pneumatic motion control system and a separate, fully contained oil-control unit. The oil-control unit can be attached mechanically to either the drive system or to the load, allowing the user to adjust speed via flow controls on the oil-control unit. Since oil and pneumatic systems are fully separated, there is no opportunity for frothing or atomized oil exhausting. This combination reaps the benefits of an air-over-oil system while avoiding the pitfalls.
The manufacturing methods for producing the self-contained oil-control units are greatly simplified when compared to the two alternate options. Companies that provide this solution usually have much shorter production lead times while still providing a high level of configurability.
System Options: Versatile, Self-Contained Oil-Control Units
Oil-controlled units are available with options that can adapt the unit to repetitive, familiar operations or with options that offer flexibility and future adaptability. These include:
- Single Direction Control – Allows free flow in the opposite direction.
- Dual Direction Control – Provides adjustable controls in both directions.
- Dual Speed Control – Allows for different control levels at different points in the travel.
- Skip Check – Gives rapid advance between control regions.
- Stop Check – Complete stop in travel, such as an E-Stop.
Methods of Connecting Oil-Control Devices
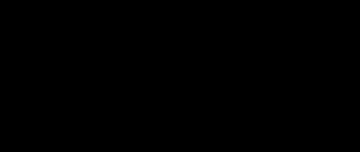
Mechanical connections to a cylinder or mechanism need to be robust and secure.
Parallel connection through cylinder rod.
Parallel connections can be made between the shafts of the oil-control unit and the cylinder rod. Cylinders may need to be ordered with an additional rod extension and thread to allow a tie-bar behind a traditional clevis. These units are available for tandem mounting to a cylinder, or parallel mounting tied directly to the work-load.
Work-load Attachments
Conclusion
Oil-control units simplify the implementation of smooth motion control designs through the self-contained, modular nature of the product. They are an ideal way to use engineered products to control and improve new, innovative process operations while minimizing traditional issues stemming from implementing air-over-oil motion controls. •
Diagram of Tandem Air-Oil Device
Tandem mounted Cylinder
The Vacuum Cup Explained
UNDERSTANDING VACUUM SUCTION CUPS IN MATERIAL HANDLING SYSTEMS
By Daniel Pascoe, President, Davasol Inc.
This article is the opinion of the author, Daniel Pascoe, President of Davasol Inc., an industrial brand management firm. One of Davasol’s clients, Vacuforce LLC, based in Indianapolis, partnered with the author on this article. Contact Daniel Pascoe at dpascoe@davasol.com or Vacuforce staff via www.vacuforce.com
» IN ANY VACUUM pick and place system, the most visually recognizable component is often the suction cup. While every part of a vacuum lifting system is vital, the choice of vacuum cup is particularly crucial. If the wrong type of vacuum cup is selected, it becomes immediately evident when the system struggles to lift and move the intended load.
With the vast array of vacuum cup options available, choosing the right one can be daunting, especially for those new to vacuum handling systems. Factors such as cup type, material, and manufacturer can all influence the application’s success. This article aims to de-mystify the selection process, helping you navigate the basic choices and avoid common misconceptions.
Types of Vacuum Suction Cups
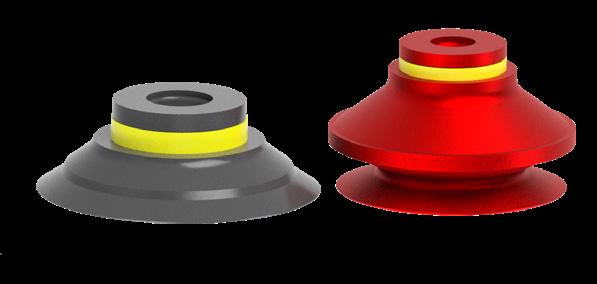
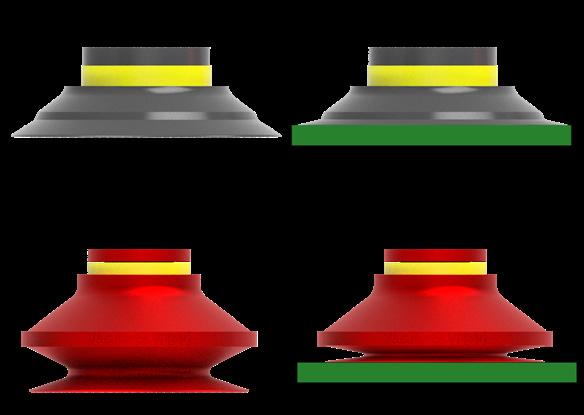
Vacuum suction cups generally fall into two primary categories, flat and bellows, as shown in figure 1. While there are many variations within these categories, all vacuum cups are designed to securely grip and transport items using vacuum force. The decision to use one type over the other depends largely on the nature of the material being handled and how it needs to be moved once gripped by the cup.
Flat Vacuum Cups
Flat vacuum cups are ideal for situations requiring high stability, particularly in highspeed transfers, horizontal movements, or transitions through vertical/shear planes.
They are also effective when the part needs to be rotated or turned. When vacuum is applied, the flat cup collapses, allowing the part to "locate" against the base of the cup. This base acts as a fixed reference point, providing exceptional stability. This feature is beneficial when handling heavy loads, thin materials, e.g. steel plates, or delicate items, e.g. wafers or freshly-molded plastics.
The stability of flat vacuum cups comes from how they spread the load across the entire diameter of the cup. As shown in figure 2, the height compensation or compression of a flat vacuum cup is minimal compared to a bellows cup. The workpiece, shown as a green rectangle in this illustration, is pulled higher when the cup is sealed against it and vacuum is applied. In figure 3, the difference between the datum surfaces of flat and bellows cups is illustrated, with flat cups providing flat contact cusps across its diameter, offering greater stability and reducing the risk of material distortion whereas the bellows cup offers contact only around it’s perimeter without a determined datum face to pull the workpiece against.
Bellows vacuum cups offer several advantages in specific applications. They provide flexibility in vertical positioning, particularly useful in tasks such as de-stacking sheets of paper or steel. Bellows cups can collapse onto the material before the vacuum is applied, unlike flat cups, which require precise positioning to ensure a proper seal. While flat cups can achieve vertical compliance using a sprung level compensator, as shown in figure 4, this adds complexity and cost to the system.
Another benefit of bellows cups is their ability to accommodate angled surfaces. If the material being handled is not perfectly aligned with the vacuum cup, a bellows cup can adapt to the angle, whereas a flat cup would require an articulated joint to achieve the same result. Bellows cups are also advantageous in sheet separation tasks. When de-stacking thin sheets with flat cups, there's a risk of picking up multiple sheets due to the vacuum's perpendicular pull on the stack. Bellows cups, however, create a "peel effect" as they collapse, lifting the material slightly and independently of the machine's movement, which helps to separate the sheets effectively. This would be particularly effective in a zoned circuit where the left side starts lifting before the right-hand side, for example.
Bellows vs. Flat Vacuum Cups: A DETAILED COMPARISON
Bellows vacuum cups offer a clear advantage over flat cups when handling products that are circular, convex, or concave. A bellows cup can conform to the shape of the object being lifted, whereas a flat cup lacks the flexibility to adapt to such profiles. Despite the multiple advantages of bellows cups, there are several factors where flat cups may be more suitable. Flat vacuum cups are generally more cost-effective and provide superior stability, which allows them to operate at higher speeds. Additionally, the internal volume of a flat cup is smaller, meaning it takes less time to generate a vacuum. The reduced movement in flat cups when under vacuum also contributes to their longevity, as there are fewer stress points that could lead to cup material fractures.
Lifting Capacities of Vacuum Cups
The lifting capacity of a vacuum cup depends on two key factors: the sealing area of the cup and the pressure differential, or vacuum level, inside the cup. Vacuum is essentially the reduction of atmospheric pressure, which is typically 14.7 psi (29.92” Hg), within a confined space like a vacuum cup sealed against a load.
For example, if a vacuum cup has a diameter of 4 inches and the vacuum level is at 15” Hg, resulting in a 7.35 psi pressure differential, the lifting capacity can be calculated as follows:
Vacuum Cup Area: π r2, (Pi × radius of cup diameter squared) which equates to 3.142 × (2 × 2) = 12.568 in2
Pressure Differential: 7.35 psi
Figure 2
Figure 3
Bellows Vacuum Cups
Figure 4
Figure 1
Thus, the vacuum “pressure” is 7.357 psi, therefore 7.35 × 12.568 = 92.37 pounds of lifting force.
If the vacuum level is increased to 24” Hg (with an 11.76 psi pressure differential), the lifting capacity rises to 147.8 pounds. The relationship between differential pressure and lifting capacity is linear.
It’s important to note that the volume, shape, or height of the vacuum cup has no impact on its lifting force. The lifting force is determined solely by the area of the vacuum cup’s sealing lip multiplied by the pressure differential.
Figure 5
The calculations presented are theoretical but reliable, with safety factors being crucial for practical use. Often, the number of vacuum cups required is driven more by the need for stability than by lifting capacity alone. For instance, consider a standard carton measuring 12 × 18 inches and weighing approximately 40 pounds. A single 2-inch vacuum cup at full vacuum can lift nearly 50 pounds, meaning that six suction cups could lift 300 pounds. This provides a solid safety margin and ensures stability, provided the carton has adequate structural integrity. If the carton’s weight necessitates placing cups along the taped flaps to prevent structural deformation and add stability during transit, the safety factor increases. In figure 5 a scenario where lower-quality cartons is illustrated, requiring multiple rows of suction cups on the vacuum gripper to maintain stability and minimize flap deformation.
Vacuum Cup Materials
There are various vacuum cup materials available, with the choice typically based on one or more of the following characteristics:
• Vacuum Cup Hardness: The hardness, or durometer, of a vacuum cup is chosen based on its ability to conform to the surface of the product being handled. Softer durometers are ideal for materials such as cardboard, corrugated paper, or textured surfaces, as they enable the cup to create a reliable seal. For instance, a Shore hardness or duromater of 40, often found in natural or silicone rubber, is considered soft and suitable for these applications. In contrast, a nitrile or NBR compound typically has a
Shore hardness of around 60, providing a firmer option for other types of materials.
• Heat Resistance: For high-temperature applications, such as handling injection-molded parts, silicone is typically used due to its ability to withstand temperatures up to 400°F. However, silicone should not be used on surfaces that will be painted or surface-treated, as it can etch into the material and prevent proper coating adhesion. This is also important if you are handling glass or decorative stone such as granite countertop handling. In such cases, alternatives like Viton may be preferable as it offers heat resistance up to 700°F, though it is harder with a durometer of around 60.
• Chemical Resistance: When handling corrosive materials, silicone is often the go-to choice. Natural rubber, while excellent for wear resistance in applications like handling cardboard or stone, performs poorly in chemically aggressive environments such as those involving oil, e.g. steel stamping. Nitrile rubber and polyurethane are often chosen for oil-rich environments due to better wear resistance and lower cost when compared to silicone.
• FDA-Compliant Silicone: When suction cups are used in applications involving direct contact with food or pharmaceuticals, they should be manufactured using FDA-compliant materials, such as silicone rubber. FDA-compliant silicone, as defined under FDA regulation 21 CFR 177.2600, meets stringent regulatory standards for safety and purity while providing excellent resistance to a range of temperatures. This ensures consistent performance in both hot and cold environments.
Most vacuum cup manufacturers provide comparison tables that detail the compatibility, hardness, and other characteristics of their available compounds. In addition to standard materials, there are specialized compounds like conductive silicone for handling sensitive electronics or modified Nitrile for resisting chlorine in metal stamping oils. Non-marking compounds are also available for applications like glass production.
For a starting point in vacuum cup selection, a single bellows nitrile cup is generally recommended. It is cost-effective and suitable for a wide range of applications. Depending on the specific requirements, this initial choice can be adjusted accordingly. •
UNDERSTANDING NON-COMPRESSIBLE FLUIDS
Compressibility is the measure of the change in volume of a fluid due to increased pressure. Atmospheric air and the gases that make up the air are highly compressible. This is what allows large volumes of air to be compressed into a smaller storage container such as a compressed air tank, propane tank, or even an automobile tire. Unlike air or other gases that can be
compressed, hydraulic fluids are usually considered non-compressible. Hydraulic fluid has a small amount of compressibility that varies with the specific makeup or structure of the fluid, but for most practical purposes, it is negligible. For a typical petroleum-based fluid, there would only be about a 0.4% decrease in volume at a pressure of 7 MPa (1,000 psi). It is the non-compressible nature of hydraulic fluid that makes it beneficial for lifting heavy loads with a relatively small actuator (motor or cylinder), giving hydraulic systems a high power density compared to pneumatic systems where the air is highly compressible.•
TEST YOUR SKILLS
1 Which of the following would be considered non-compressible?
See page 24 for the solution.
Pneumatic Cylinders and Actuators for Modern Conveyor & ASRS Systems
By Shannon Winkler, National Sales Manager, Compact Automation Products
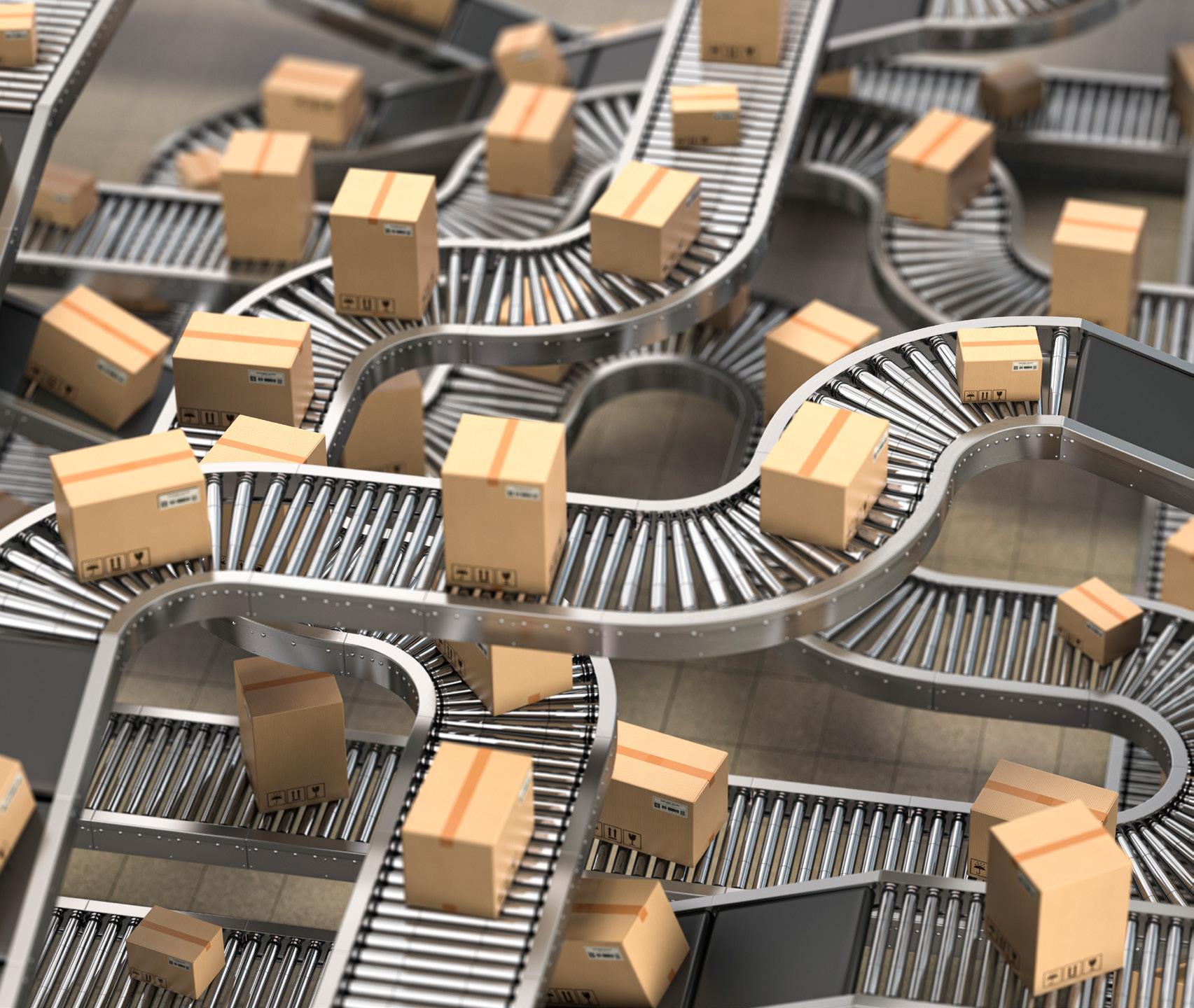
Since the invention of conveyor systems more than 125 years ago, their primary function has remained the same: moving parts, materials, and products from one location to another. Originally developed for use in the mining industry, conveyor systems have continuously evolved over the years and serve as an essential component for many manufacturing and production operations across multiple industries.
Today, these industries include original equipment manufacturers of food and beverage, pharmaceutical, and electronics manufacturing equipment, along with packaging equipment, industrial equipment, robotics, and more. Additional areas where conveyor systems can be found include mail and package sorting, logistics, distribution and parcel delivery centers, and airport baggage handling.
In an automation-driven manufacturing environment, conveyor systems offer many capabilities beyond their original purpose of transporting items. They provide critical functions for meeting manufacturing needs and requirements. Automated capabilities provided by conveyor systems include inspection and testing, lifting and positioning, picking and placing, packaging, and palletizing.
Through these and other automated actions, conveyor systems play a significant role in improving manufacturing efficiencies, minimizing product damage, and enhancing worker safety. Accomplishing these and other manufacturing outcomes, as objects move through a conveyor system, requires precise control and movement enabled by pneumatic and hydraulic actuators and related components. This article provides an overview of these pneumatic cylinders and actuators for conveyor systems and other material handling systems, as well as other applications.
TYPES OF PNEUMATIC PRODUCTS
Pneumatic cylinder products are mechanical devices powered by compressed air to convert energy into linear or rotary motion Air cylinders are simple to install and maintain, employing a simplistic structure comprised of a cylindrical housing, a piston, and a piston rod. The compressed air is directed into the cylinder, causing the piston to move and creating linear motion. This motion is utilized in tasks such as clamping, lifting, sorting, and object pushing.
The two main types of pneumatic cylinders are single-acting and double-acting, differentiated by their actuation mechanism. Single-acting
cylinders exert force in one direction utilizing compressed air and an internal spring or external load to exert force in the opposite direction. Double-acting cylinders exert force in both directions utilizing compressed air.
There are several types of pneumatic cylinders and actuators that offer different functionalities to suit various industrial applications, including conveyor systems. These include:
• Piston-Style Units, which can reliably convert energy from compressed air into linear motion and are capable of handling heavy loads. They are versatile and commonly used in applications that require high force and precision.
• Diaphragm-Style Pneumatic Actuators, which use a flexible diaphragm to generate linear motion. These are ideal for applications that require a compact design and high sensitivity. Diaphragm-style actuators are often used in industries where cleanliness and hygiene are crucial, such as food processing, medical device manufacturing and pharmaceuticals.
• Rotary Actuators are designed to provide semi-rotational motion and are commonly used in applications that require valves or other components to be rotated. Rotary actuators are known for their precise control and ability to handle heavy loads.
• Pneumatic Motors provide continuous rotational motion, operating either clockwise or counterclockwise. They can be used in place of electric motors in some hazardous locations.
COMPONENTS OF PNEUMATIC CYLINDERS
Key components of pneumatic cylinder products include the cylinder body, piston, and rod. The cylinder body acts as the main housing while the piston converts compressed air into linear motion. A rod, connected to the piston, extends or retracts to move the load from one point to another based on the specific application requirements.
Pneumatic cylinder components come in various designs and configurations, including those from Compact Automation, are available in round, square, compact, rodless, and tandem versions. Factors such as operating pressure, force and speed requirements, environmental conditions, and space constraints should be considered when determining the right type of cylinder that is to be selected for any given application.
Sealing elements such as O-rings or lip seals prevent air leakage and protect the
internal components from contaminants, such as dirt and debris. Enhancements to air cylinders can be made through various accessories and add-ons like cushioning devices, position sensors, mounting brackets, clevises, or flow control valves.
PNEUMATIC CYLINDER APPLICATIONS
Key applications where pneumatic cylinders play a crucial role include:
• Industrial Automation: Pneumatic cylinders are commonly used to control the movement of components such as valves, gates, and stoppers in manufacturing facilities. They provide precise and quick movement, making them ideal for applications that require high-speed automation.
• Process Control Systems: Pneumatic cylinders can aid in regulating the flow of fluids and gases in pipelines. By controlling the opening and closing of valves, pneumatic actuators ensure the smooth operation of processes in industries such as refineries, oil and gas, chemical, and pharmaceutical.
COMPONENTS OF ROTARY ACTUATORS
Rotary vane actuator components, also known as pneumatic rotary actuators such as those produced by Compact, are mechanical devices that convert energy into rotary motion. They serve as key components in controlling and operating a variety of equipment across industries. The basic structure of an actuator includes a secure housing that encapsulates the rotor with vanes and an output shaft. The rotor is strategically placed within the housing and connected to the output shaft, imparting the rotary motion to the desired mechanism.
Working on the principle of positive displacement, the rotary actuator uses pressure applied on the vanes to create a seal against the housing, splitting it into separate chambers. As the rotor revolves, the volume of each chamber changes, leading to the movement of the vanes.
ROTARY ACTUATOR APPLICATIONS
Rotary actuators play a crucial role in various industries, providing efficient and reliable motion control. Here are some of their key applications:
• Industrial Automation: In assembly lines, manufacturing plants, and other industrial processes, rotary vane actuators are used for their precise and controlled movement. They provide high torque, smooth operation, and longevity, making them an ideal choice for demanding industrial applications.
• Material Handling Systems: These actuators are key components in material handling systems, providing efficient motion control for conveyors, lifts, and other equipment. They can handle heavy loads, ensuring smooth and precise movement of materials in warehouses and logistics facilities.
• Robotic Applications: Rotary vane actuator products are often integrated into robots to provide accurate and smooth movements, thereby enhancing their performance and productivity.
CONSIDERATIONS WHEN SELECTING A ROTARY VANE ACTUATOR
Choosing the right rotary vane actuator involves several key factors. To start, it’s important to understand the specific requirements of an application such as degrees of rotation, load capacity, torque output, and speed requirements. These factors will guide the selection of the right size and type of actuator.
Key specifications such as maximum operating pressure, temperature range, and mounting options are also critical when selecting the correct rotary vane actuator. It’s necessary to ensure that the actuator can withstand the operating conditions of the application and can be easily integrated into an existing system.
INSTALLATION AND MAINTENANCE OF PNEUMATIC CYLINDERS
Proper installation and regular maintenance are crucial for the optimal performance and longevity of pneumatic cylinders and actuators. The first step in ensuring peak performance is selecting the appropriate air cylinder for the application. Prior to installation, it’s important to clean the mounting surface, fasten the cylinder securely, and align it properly with other components in the pneumatic system.
For maintenance, regularly inspect the cylinders for wear, damage, or leakage. Keep the cylinders clean and check the air supply system for proper pressure and cleanliness. Monitor the performance of the cylinders and consult the manufacturer's guidelines for troubleshooting. When working with air cylinders, it's also important to follow safety precautions, such as wearing appropriate personal protective equipment (PPE), depressurizing the pneumatic system before performing any tasks, avoiding placing hands or any body parts between moving parts of the cylinder during operation, and adhering to all safety guidelines and instructions provided.•
Actuation in Action
Recently, a major food and beverage manufacturer decided to make a change in their case rotator technology. The goal was to alleviate line of sight issues and simplify the design of the technology they were using on the factory floor.
The new case rotator actuation solution provided by Compact Automation's pneumatic rotary actuators replaced a bulky, box-like design, eliminating the upper covering of the machine. This greatly reduced the number of components and complexity of the design while making operations safer by improving visibility for operators.
In the ever-changing landscape of mobile hydraulic applications, there is a constant search for better efficiencies, greater controllability, and more cost-effective solutions. Consumers ask questions such as:
REDEFINING HOW YOU WORK
By Jessica Horn
How can we increase productivity and extend operating time?
Can we recoup the energy that would otherwise be lost as heat?
What can we do to minimize our carbon emissions and conserve energy?
How can we reduce the overall cost of owning our equipment?
With these questions in mind, integrating regenerative solutions for mobile hydraulic applications has emerged as an exciting new opportunity. These solutions provide significant benefits by recovering energy during lowering operations and returning that energy to the batteries. This approach helps mobile hydraulic systems be more efficient and environmentally friendly.
Benefits of Regenerative Solutions in Mobile Hydraulics
Increased Productivity — By recovering energy and extending the operating time between battery charges, these systems enable increased no-idle time, boosting mobile applications’ productivity.
Improved System Efficiency — By reusing energy that would otherwise be lost as heat and optimizing system design, less energy is required for lifting.
Environmental Sustainability — As companies focus on
regenerative mobile hydraulic solutions will contribute to a more sustainable strategy.
Greater Controllability
Advancements in motor technologies, paired with Bucher’s innovative pump design, allow for smoother functions and variable lift/lower speeds. This provides greater control over the application’s operation.
Reduced Total Cost of Ownership — This includes extended battery life, reduced maintenance, and zero brush wear-out with brushless DC motors.
Regenerative solutions are not a one-sizefits-all approach. Collaborating with the equipment manufacturer to optimize the system can significantly enhance greater energy recapture.
We evaluated our systems’ electrical regeneration capabilities using our performance test stand and developed advanced mathematical models to quantify charging power based on motor torque and speed. This allows us to predict the charging power in different applications and load conditions.
Markets that currently rely on analog hydraulics as fail-safes could utilize the existing components to help maintain control of the charging process by using the pressure versus flow characteristics in the control algorithms. The balance between flow rates is critical; deviating too far may result in losing regenerative power. Therefore, precise control algorithms are essential to regulate the amount of charge directed to the battery and minimize efficiency losses. As interest and requests continue to grow for regenerative system technology, we are excited to be at the forefront, collaborating with customers to develop the best solution. •
RISK IT?
Avoid costly downtime from ruptures, contamination, and damaged ttings by protecting your entire hydraulic hose assembly with Essentra’s complete line of protection products.
PRODUCT SPOTLIGHT
FluiDyne Now Stocks FM Series Motors: Ready for Your Application Needs
FluiDyne Fluid Power is excited to announce the newest addition to their motor product line: the FM4 Series Motor! Now available in stock alongside their FM1, FM3, and FM50/51 models.
The FM series geroter gear set and spool valve flow distribution make these hydraulic motors compact, highly efficient, and perfect for low-speed high-torque applications. Whether you’re utilizing parallel or series systems, these motors deliver exceptional performance.
Crafted with advanced construction techniques, FluiDyne’s FM series motors are designed to be lightweight without compromising on durability. Their motors also meet the quality standards of the ISO 9001:2000 quality system.
FluiDyne’s motors have 18-month warranty and can be shipped within one business day, ensuring prompt delivery to meet your needs!
Call us today at (586) 296-7200 for a quote!
Protection for All Things Hydraulic, Pneumatic and Fluid Power
MOCAP manufactures an extensive range of protective closures to guard pipes, hoses, and hydraulic fittings from dirt, moisture, and damage to help maintain equipment reliability. Included are a variety of sizes and styles of Threaded and Non-Threaded plastic Caps and Plugs for Metric, NPT, BSP, JIC and SAE Threaded Connections, Ports and Fittings. These are in addition to MOCAP’s already extensive lines of lowcost Caps, Plugs, Grips, Netting, Tubing and Tapes for general Product Protection, Finishing and Masking.
All of our stocked items are ready for immediate shipment and available in Box, Mini-Pack and Micro-Pack quantities. Free Samples are always available for testing purposes.
sales@mocap.com www.mocap.com
Don’t Compromise – That hydraulic flange you want may be at MAIN
MAIN stocks 10,000+ hydraulic flanges and manufactures components in 4-7 days in the USA.
SAE J518 Code 61 and J518 Code 62, JIS, DIN, ISO 6162, ISO 6164, and specials with socket-weld, buttweld, ORB, BSPP, etc.; all geometries, flange heads, flange adapters; in carbon, stainless, cupro-nickel, ductile, aluminum, etc. Sixty years’ experience plus SAE and ISO technical committee experience.
MAIN Manufacturing Products, Inc.
800.521.7918
https://mainmanufacturing.com/block-categories
Sta-Dri® Moisture Packs
Sta-Dri® effectively absorbs moisture from the air, preventing rust, mildew and corrosion during storage and shipping. Sta-Dri® is an inert clay desiccant pack, which is ideal for corrosion sensitive uses and longer duration applications with its slower moisture pick-up. Exceeding the Method II packaging performance standards described in Military Specifications Mil-P-116F, Sta-Dri® isn’t limited to just commercial and industrial uses.
BEACH FILTER PRODUCTS, INC. 555 Centennial Ave. PO Box 505 Hanover, PA 17331
We manufacture high-quality HPUs, pumps, motors, valves, and manifolds with short lead-time. Don’t take the risk of using substandard solutions when these products have a strong influence on machine efficiency, productivity and operating expenses. Rely on us, a premier fluid power manufacturer, and benefit from our expertise and worldleading variable frequency drive technology. continentalhydraulics.com sales@conthyd.com
Max Machinery, Inc.
Skip counting teeth and join the revolution. By measuring the gear’s rotation, we can double your resolution and accuracy across all your process flows. From 1 cc/ min to 240 liters/min, Max Gear Meters provide 0.3% accuracy and data up to 500 pulses/cc. See what flow you’re missing and how to improve your process by using a Max Precision Gear Meter.
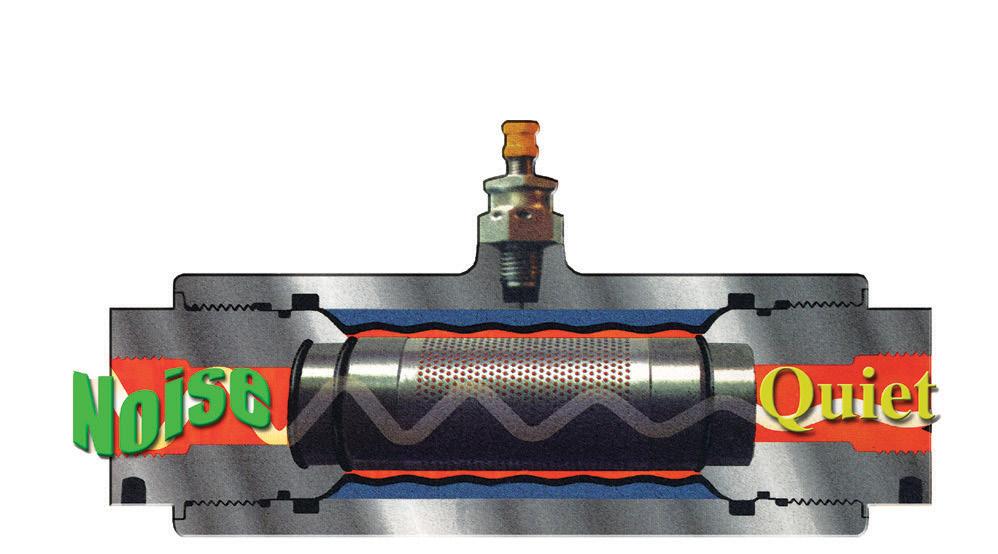
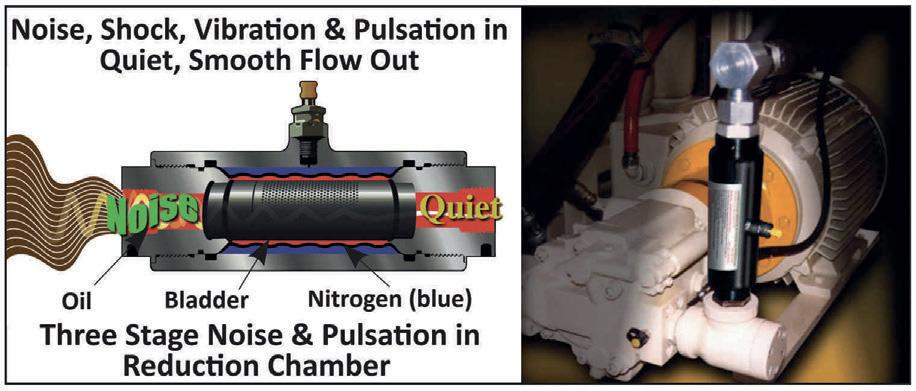
Wilkes and McLean manufactures an In Line Noise and Shock Suppressor for hydraulics and is a stocking distributor of Nacol Accumulators. Our suppressors eliminate pulsations, which greatly reduces noise and vibration from applications from a few gallons up to 200 gallons. We stock all of our suppressor sizes as well as Nacol Accumulators and parts from 1/5 of a pint up to 15 gallons, in our Schaumburg, Illinois facility.
Heavy Duty Mill Cylinders: • 1.5” up to 50” bore, with strokes exceeding 300”
NFPA/JIC Tie Rod Cylinders: • 1.5” up to 24” bore; interchangeable with all brands
Our New Educational Video & Recorded Webinar Gallery
» THE INTERNATIONAL FLUID Power Society (IFPS) is excited to announce the launch of a new webpage featuring an extensive collection of recorded webinars and technical education videos, now exclusively available to our members. This carefully curated resource is aimed at helping professionals expand their expertise and advance their careers within the fluid power industry.
The webinars, delivered by industry experts, cover a wide range of in-depth topics, including electro-hydraulics, contamination control, fluid power safety, certification preparation, and much more. These sessions provide valuable insights into both fundamental concepts
and the latest advancements, making them an essential tool for professionals seeking to stay informed and competitive in the industry.
Complementing the webinars, the technical education videos focus on hands-on learning. These instructional videos offer practical, step-by-step guidance on various fluid power processes, providing members with the skills they need to tackle real-world challenges in the workplace. Whether you’re looking to enhance your technical knowledge or sharpen your practical skills, these videos provide the tools necessary to excel.
This member-exclusive benefit is an excellent opportunity to stay ahead in your field, continually improving your knowledge and effectiveness. To take advantage of these valuable educational resources, visit IFPS.org today and explore the new gallery of webinars and technical education videos designed to support your professional growth and success.
Fluid Power Reference Handbook on Sale for the Holiday Season
» LOOKING FOR THE perfect resource to boost your fluid power knowledge or keep your team up-to-date on the latest industry standards? The Fluid Power Reference Handbook is now on sale for the holiday season, offering an exclusive discount until December 31, 2024!
This comprehensive guide is a must-have for anyone in the fluid power industry. Whether you're a beginner learning the ropes or an experienced professional looking to refine your skills, the Fluid Power Reference Handbook has all the essential information you need. Covering topics like hydraulic systems, pneumatic operations, safety protocols, and technical procedures, this handbook is the go-to resource for quick answers and detailed guidance.
Achieve Fluid Power Certification with Comprehensive Support from IFPS
» THE INTERNATIONAL FLUID Power Society (IFPS) certifications are highly regarded by leading companies around the globe, demonstrating your expertise and technical skills in the fluid power industry. While we know that taking exams can be daunting, especially in such a hands-on field, IFPS offers all the tools and support needed to help you succeed with confidence.
We provide a variety of preparation resources, including online training videos, detailed study manuals, pre-tests, and customized training programs tailored to each certification. These aids are
For organizations, it's the perfect tool to ensure your workforce stays updated on the latest technologies and safety measures in the industry. Keep everyone informed and equipped with this indispensable resource, now at an incredible holiday discount.
Don't miss out! Check out the amazing deals we’re offering through December 31, 2024, and get your copy of the Fluid Power Reference Handbook today. If you have any questions or need more information, feel free to reach out to us. Happy holidays, and happy learning!
designed to make the study process more manageable and give you the best chance of passing your exam.
With over 200 proctored testing locations worldwide, finding a test site near you is simple. If you're certifying a team, IFPS can arrange on-site exams at your workplace. And if finding a location is difficult, we can coordinate an online proctored test for your convenience.
If you don’t pass your test on the first attempt, don’t worry—we offer a competency report to identify areas for improvement and provide a discounted retake. Our goal is to ensure you understand the material fully, empowering you to succeed and advance in your career with confidence.
Newly Certified Professionals
CONNECTOR & CONDUCTOR
Alex Chac, The Boeing Company
Gustavo Barragan Tinoco, The Boeing Company
Nicolas Statezni, The Boeing Company
Connor Grimm, The Boeing Company
Robert Burkhart, The Boeing Company
Reed Williams, The Boeing Company
James Nordgulen, The Boeing Company
HYDRAULIC SPECIALIST
Dane Rogers, Longhorn Engineering and Technologies PLLC
William Holland, Longhorn Engineering and Technologies PLLC
Matt Lenell, Norman Filter Company
Steven Gluck, Retired
Ryan Tipple,
Stephane Lacoste, Hydraulique Val-d'Or
Christopher Lane, Hydradyne LLC.
Ryan Etheridge, Danfoss Power Solutions
Damon Frashure, The Boeing Company
Mathew Lett, Lash Enterprises
Travis Coffee, John Henry Foster Company
Grayson Marriner, Altec Industries, Inc.
Branon Brown, John Henry Foster Company
INDUSTRIAL HYDRAULIC MECHANIC
Jesse Winterburn, The Boeing Company
Derek Mulvey, The Boeing Company
Cody Campbell, The Boeing Company
Samuel Wright, The Boeing Company
Neal Pulley, The Boeing Company
Jonathan Goulet, The Boeing Company
Scott Crawford, Paragon
Charles Carrier, Hydraulex - Detroit
INDUSTRIAL HYDRAULIC TECHNICIAN
Charles Carrier, Hydraulex- Detroit
MOBILE HYDRAULIC MECHANIC
Michael Bonn, Altec Industries, Inc.
Ryan O'Connor, AEP
Kenneth Montague, Altec Industries, Inc.
Ernest Washington, Entergy
Clint Davis, Entergy
Taylor Yarberry, Entergy
Kevin Franks, Entergy
Ryan Pierson, Altec Industries, Inc.
Jake Angelini, Altec Industries, Inc.
Raymond Washington, Florida Power & Light Co.
Sergiu Ionita, Altec Industries, Inc.
Elijah King, Riviera Utilities
Zach Norris, Altec Industries, Inc.
Chase Nielsen, Altec Industries, Inc.
Craig Ziegler, AEP
James Johnson, Snapping Shoals EMC
Alonso Plateado, Southern Cal Edison
Sean Churchich, Omaha Public Power District (OPPD)
Allen Heesch, Omaha Public Power District (OPPD)
Ryan Henne, Omaha Public Power District (OPPD)
Treston Ketelsen, Omaha Public Power District (OPPD)
Matthew Sams, Omaha Public Power District (OPPD)
Kyle Schroeder, Omaha Public Power District (OPPD)
Andrew Spangler, Omaha Public Power District (OPPD)
Gabriel Williams, Entergy
Stuart Hutchison, Altec Industries, Inc.
James Miller, Altec Industries, Inc.
Hugo Calixto, Southern California Edison
Donnie Kilgore, Southern California Edison
Lukas Martin, Inland Power
Eric Volden, Dairyland Power Cooperative
Jonathan Brown, Snapping Shoals EMC
Justin Craig, Altec Industries, Inc.
Nicholas Still, Altec Industries, Inc.
Matthew Lozano, Florida Power & Light Co.
Garrett Carbaugh, Altec Industries, Inc.
Andres Cortez, Southern Cal Edison
Dale Kalinski, Altec Industries, Inc.
Josh McGruder, Entergy
Dwayne Martinez, Southern Cal Edison
Jon Melchiori, Florida Power & Light Co.
Kalib Wells, AEP
Michael Mosher, Florida Power & Light Co.
SPECIALIST
Brian Salentine, Applied Industrial Technologies
PNEUMATIC SPECIALIST
Jonathan Rivera, IMI Precision Engineering
Brian Salentine, Applied Industrial Technologies
Individuals wishing to take any IFPS written certification tests can select from convenient locations across the United States and Canada. IFPS is able to offer these locations through its affiliation with the Consortium of College Testing Centers provided by National College Testing Association. Contact Kyle Pollander at Kpollander@ifps.org if you do not see a location near you. Every effort will be made to accommodate your needs.
Written Certification Test Locations
Alabama Auburn, AL Birmingham, AL Calera, AL Decatur, AL Huntsville, AL Jacksonville, AL Mobile, AL Montgomery, AL Normal, AL Tuscaloosa, AL
Alaska Anchorage, AK Fairbanks, AK
Arizona Flagstaff, AZ Glendale, AZ Mesa, AZ Phoenix, AZ Prescott, AZ Scottsdale, AZ Sierra Vista, AZ Tempe, AZ Thatcher, AZ Tucson, AZ Yuma, AZ
Arkansas Bentonville, AR Hot Springs, AR Little Rock, AR
TENTATIVE TESTING DATES FOR ALL LOCATIONS
NOVEMBER 2024
Tuesday 11/4 • Thursday 11/21
DECEMBER 2024
Tuesday 12/9 • Thursday 12/19
JANUARY 2025
Tuesday 1/7 • Thursday 1/23
FEBRUARY 2025
Tuesday 2/4 • Thursday 2/20
California Aptos, CA Arcata, CA Bakersfield, CA Dixon, CA Encinitas, CA Fresno, CA Irvine, CA
Marysville, CA Riverside, CA Salinas, CA San Diego, CA San Jose, CA San Luis Obispo, CA Santa Ana, CA Santa Maria, CA Santa Rosa, CA Tustin, CA Yucaipa, CA
Colorado Aurora, CO Boulder, CO Springs, CO Denver, CO
Durango, CO Ft. Collins, CO Greeley, CO Lakewood, CO Littleton, CO Pueblo, CO
Georgia Albany, GA
Athens, GA
Atlanta, GA
Carrollton, GA
Columbus, GA
Dahlonega, GA
Dublin, GA
Dunwoody, GA
Forest Park, GA
Lawrenceville, GA
Morrow, GA
Oakwood, GA
Savannah, GA
Statesboro, GA
Tifton, GA
Valdosta, GA
Hawaii Laie, HI
Idaho
Boise, ID
Coeur d ‘Alene, ID
Idaho Falls, ID
Lewiston, ID
Moscow, ID
Nampa, ID
Rexburg, ID
Twin Falls, ID
Illinois
Carbondale, IL
Carterville, IL
Champaign, IL
Decatur, IL
Edwardsville, IL
Glen Ellyn, IL
Joliet, IL
Malta, IL
Normal, IL
Peoria, IL
Schaumburg, IL
Springfield, IL
University Park, IL
Indiana
Bloomington, IN
Columbus, IN
Evansville, IN
Fort Wayne, IN
Gary, IN
Indianapolis, IN
Kokomo, IN
Lafayette, IN
Lawrenceburg, IN Madison, IN
Muncie, IN
New Albany, IN
Richmond, IN
Sellersburg, IN
South Bend, IN
Terre Haute, IN
Iowa
Ames, IA
JOB PERFORMANCE TEST LOCATIONS
Arizona California Colorado Florida Georgia Maine Michigan Minnesota Montana New Jersey Nova Scotia Pennsylvania Texas Washington Wyoming Western Australia
Delaware Dover, DE Georgetown, DE Newark, DE
Florida Avon Park, FL Boca Raton, FL Cocoa, FL Davie, FL Daytona Beach, FL Fort Pierce, FL Ft. Myers, FL
Master of Industrial Hydraulics (Must Obtain CFPIHM, CFPIHT, & CFPCC)
CFPMMH
Certified Fluid Power
Master of Mobile Hydraulics (Must Obtain CFPMHM, CFPMHT, & CFPCC)
CFPMIP
Certified Fluid Power
Master of Industrial Pneumatics
(Must Obtain CFPPM, CFPPT, & CFPCC)
CFPCC
Certified Fluid Power Connector & Conductor
CFPSD Fluid Power System Designer
Tentative Certification Review Training
IFPS offers onsite review training for small groups of at least 10 persons. An IFPS accredited instructor visits your company to conduct the review. Contact kpollander@ifps.org for details of the scheduled onsite reviews listed below.
HYDRAULIC SPECIALIST
2024 certification review training dates will be announced soon.
For custom IFPS training inquiries, please contact Bj Wagner (bwagner@ifps.org)
ELECTRONIC CONTROLS SPECIALIST
For custom IFPS training inquiries, please contact Bj Wagner (bwagner@ifps.org).
For dates, call CFC Industrial Training at (513) 874-3225 or visit www.cfcindustrialtraining.com.
PNEUMATIC SPECIALIST
2024 certification review training dates will be announced soon.
For custom IFPS training inquiries, please contact Bj Wagner (bwagner@ifps.org)
CONNECTOR & CONDUCTOR
2024 certification review training dates will be announced soon.
For custom IFPS training inquiries, please contact Bj Wagner (bwagner@ifps.org).
MOBILE HYDRAULIC MECHANIC
2024 certification review training dates will be announced soon.
For custom training IFPS inquiries, please contact Bj Wagner (bwagner@ifps.org)
Online Mobile Hydraulic Mechanic certification review for written test is offered through CFC Industrial Training. This course surveys the MHM Study Manual (6.5 hours) and every outcome to prepare you for the written test. Members may e-mail for a 20% coupon code off the list price. Test fees are not included.
» CFC Industrial Training – Cincinnati, Ohio – December 2-6, 2024
INDUSTRIAL HYDRAULIC MECHANIC
For custom IFPS training inquiries, please contact Bj Wagner (bwagner@ifps.org).
For dates, call CFC Industrial Training at (513) 874-3225 or visit www.cfcindustrialtraining.com.
INDUSTRIAL HYDRAULIC TECHNICIAN
For custom IFPS training inquiries, please contact Bj Wagner (bwagner@ifps.org).
» For dates, call CFC Industrial Training at (513) 874-3225 or visit www.cfcindustrialtraining.com.
MOBILE HYDRAULIC TECHNICIAN
2024 certification review training dates will be announced soon. For custom IFPS training inquiries, please contact Bj Wagner (bwagner@ifps.org).
PNEUMATIC TECHNICIAN & PNEUMATIC MECHANIC
For custom IFPS training inquiries, please contact Bj Wagner (bwagner@ifps.org).
» For dates, call CFC Industrial Training at (513) 874-3225 or visit www.cfcindustrialtraining.com.
WEB MARKETPLACE
www.diamondhydraulics.com
Diamond Hydraulics is a veteran owned small business that manufactures, rebuilds, and repairs hydraulic equipment including cylinders, pumps, motors, valves, power units, and much more. We were established in 1999, and have over five decades of experience in hydraulic equipment repair.
Diamond Hydraulics provides quality workmanship, extensive industry knowledge, and fast turnaround time on repairs and replacements. All repairs are brought back up to OEM standards and tested with state-of-the-art test equipment.
Essentra Components is a worldwide leader in the manufacturing of plastic protection products for the fluid power industry. Essentra’s cap and plug manufacturing capabilities in Erie, Pennsylvania are complemented by additional molding facilities in Flippin, Arkansas as well as international locations in Mexico, Costa Rica, and Brazil. Essentra also operates two warehouse and sales centers in Canada. With over 45,000 standard products available for immediate delivery and additional custom molding capabilities, Essentra is the expert at making the right product to meet your most demanding requirements.
www.laman.com
La-Man Corporation is a leading manufacturer of compressed air filtration products. With over 30 years of experience, we truly understand the importance of protecting valuable machinery, tools, and finished products from dirty, wet, contaminated air. La-Man’s line of products include the patented Extractor Dryer, .01 micron filter, as well as, LA-MAN-Air Breathing Systems™, SuperStar™ Membrane Dryers, and the Refrigerated Extractor/Dryer.
HERE IS THE SOLUTION TO FIGURE IT OUT ON PAGE 05
When the service technician arrived, the first thing he did was “LOWER” the relief valve setting till there was little pressure when a solenoid was energized, and the cylinder bottomed out.
Then he increased the relief valve setting, and to the customer’s surprise, the system reached the required setting of 2,400 PSI. He advised them to always reduce the relief setting first as low as it could go so contamination that might be holding the relief poppet partially opened could pass into the reservoir. When I was doing a lot of troubleshooting, I would solve this problem several times a year by always “LOWERING” any pressure control first to see if had control of the system and if not return it to its original setting.
Main’s website provides quick access to the 120 page catalog that includes popular styles of MAIN Manufacturing’s extensive offering of carbon and stainless Hydraulic Flanges and Components – ready for immediate shipment. Metric ordering information, weld specs, and dimensional information included. The “Quick Reference Guide” helps specify less popular items often stocked or quickly manufactured (generally 3-4 days) at our US plant. “Create-A-Flange” offers more parts than the catalog — by picture. If it’s not here, or for questions, E-mails may be sent to get your answer quickly.
1-800-521-7918
info@mainmfg.com
Clippard PTFE or PEEK Media
Isolation & Pinch Valves
Ideal for use with sensitive or corrosive media, this line is an excellent alternative to traditional mechanical valves when media contamination is a concern, as they interact with tubing, PTFE or PEEK, and never touch the material being dispensed! Many features include low power consumption, superior design, low dead volume, high cycle life, fast response and more. Many styles and options available. Proudly made in the USA.Overall height less than 1”
Ideal for ultra-low leak applications
By Mark Westphal, Marketing Director, Schmalz
High quality. Energy efficiency. Compact and lightweight. Networkability. In the fast-paced world of automation, operators demand vacuum generation technology that meets these criteria. They require technology that is intelligent, scalable, flexible, and easy to install. Flexible vacuum automation terminals that offer short cycle times and have low space requirements are installed easily. They can be used directly on a gripper or moving axis to meet these important challenges.
Operators use vacuum components to build individual vacuum gripping systems that fit their needs and environment. Individual vacuum automation components and
ready-to-connect gripping systems from Schmalz are used in a variety of industries and applications. The product range includes suction cups in numerous shapes, sizes, and materials for almost any application. The vacuum is generated pneumatically with compact ejectors, or electrically with powerful pumps and blowers. Valves, vacuum switches, and other components for controlling and monitoring the vacuum system are also included in the product range.
Challenges Solved
The SCTSi compact terminals and SCTMi mini compact terminals from Schmalz are
powerful central units for vacuum generation, control, and monitoring. Particularly suitable for highly dynamic pick-and-place applications with extremely short cycle times, they fit on End-of-Arm tools while retaining payload capacity and not taking up too much space.
The terminals are ideal for metal and sheet metal fabrication, plastics, injection molding, and general industry where suction cup control is needed. They have multiple vacuum generators for the simultaneous and individual handling of different parts using only one vacuum system.
Terminals address the vacuum generation needs operators require in many ways:
• Payload capacity: The compact design allows for lightweight tooling.
• Flexibility of adding and subtracting compact generators: These units are very flexible and have just one cable. They can be added to end-of-arm tooling without taking up too much space or adding lots of weight to the tooling, all while maintaining the payload capacity.
• Connectivity: Via I/O-link, Ethernet IP, PROFINET, and EtherCat.
The compact terminals improve a variety of processes, including:
• Cutting evacuation times and lowering energy consumption, allowing for flexible use of different types of machines.
• Refining robotic arms operations, as terminals are Ideal for use on robotic arms.
• Building valves and vacuum switches into the unit, which reduces the number of parts to order or purchase.
• Reduced cabling, as there is just one cable for the unit versus for each vacuum generator.
• Controlling up to 16 separate vacuum circuits, allowing for full picking capacity
• Making it easier and faster to unscrew and remove from a robotic arm, therefore reducing the equipment downtime needed to clean with water or air
The SCTSi and SCTMi are used in laser and punching machines for feeding and precise removal of punched parts.
Networking in Industry 4.0 Systems
Variety, production optimization, and continuous energy and process control are the challenges of the future. To meet these demands, we need powerful, flexible, and energy-efficient vacuum systems. The Compact Terminal SCTSi Ethernet is a unit of several vacuum generators used to simultaneously and independently handle different parts within a single vacuum system.
The Ethernet connection means that recorded data can be viewed and used up to the control level, allowing for bidirectional parameterization and diagnostics in all conventional field-bus systems. Advantages include:
• Condition monitoring increases system availability by providing detailed analyses of the system’s condition and early detection of faults.
• Predictive maintenance improves the performance of gripping systems.
• Energy monitoring optimizes the vacuum system's energy consumption.
Via an IO-Link master that can be integrated into the terminal, field devices can be connected via IO-Link and communicate directly with the PLC. Digital field devices such as sensors are integrated via digital input modules without separate I/O modules. The terminal is then the central control unit for vacuum gripping systems. The terminals also offer Near-Field Communication (NFC), with these advantages:
• Reliable communication via an energy-neutral point-to-point connection.
• Both statistical data, e.g. the serial number, and dynamic process data, e.g. switching points, can be read out and highly visible.
• Parameterization may happen to the SCTSi Ethernet directly using a smartphone app.
In addition, the SCTSi offers an integrated electronic sub-bus system. Electronic control can be implemented with just a single cable and comprehensive data communication via Ethernet and near-field communication. In addition, all ejectors can be separately programmed and controlled.
Air Consumption Savings
The SCTSi offers an automatic air-saving function. It switches off the suction function once a safe vacuum value has been reached until the next cycle, or until the vacuum falls below the safe vacuum value. Various configuration values and air-saving settings can be programmed separately for each ejector. As a result, the SCTSi reduces compressed air consumption by up to 80%.
Mini Compact Terminal Provides Space and Weight Savings
In 2023, Schmalz introduced the SCTMi mini compact terminal as an even smaller option for operators needing a compact solution. It can pick various parts using multiple zones and handle primarily airtight parts such as glass, metal, and plastic. It supports short cycle times, has low space requirements at 50% of the SCTSi footprint, weighs one-third the weight of the SCTSi, and offers simple installation. It also provides a high level of flexibility, thus meeting all the requirements for vacuum technology.
These mini compact terminals are ideal for use directly on the gripper or a moving axis. Short evacuation times and low energy consumption allow flexible use within different types of machines. They can be configured to contain up to 16 separate vacuum circuits, with each having a unique combination of
suction rate and valve control. This scalability provides users with great flexibility as requirements change, as they can replace or supplement the ejector disks in minutes. The electrical and pneumatic control connections are on one level and ensure quick and easy mounting and uncomplicated expansion. This reduces the average integration time from two days to just four hours.
At the heart of the units are ejector slices based on the SCPM and SCPS compact ejectors, available with nozzle sizes from 0.3 to 1.2 mm (0.012” to 0.47”) in diameter and work very efficiently. They are particularly suitable for highly dynamic pick-and-place applications with extremely short cycle times.
The SCTMi mini compact terminals are available with an IO-Link communication interface. Also available are variants with a valve to meet design needs for vacuum circuits with a central, external vacuum generator.
Meeting Automation Needs of the Future
Flexibility, optimization of production processes, continuous energy and process control, and networkability are the challenges for future automation.
Vacuum systems must be powerful, flexible, lightweight, compact, and energy-efficient to meet these important needs. Compact terminals align with operators' requirements specific to their automated gripping systems across key industries and applications. •
Powerful central units for vacuum generation, control, and monitoring
Compact terminals control up to 16 separate vacuum circuits
By Nick Kroupa, Vac-Cubes
VACUUM SYSTEMSvs CENTRALIZED DECENTRALIZED
A centralized system benefits from placing the vacuum generator further from the work. Another benefit is that there is just one part to install and maintain.
Some centralized vacuum systems can provide vacuum to multiple points on a large packaging machine. These may use large mechanical vacuum pumps or regenerative blowers. They require valving on the vacuum side to control when each is supplied vacuum and sometimes compressed air to “blow off” the part faster.
Centralized systems can also indicate that several vacuum generators are being used, with each operating a clustered group of cups. One group could pull a cardboard box out of a hopper while another group is used to pick and place multiple items inside that box.
There are some possible downsides to a centralized vacuum system. The larger pump may have a high cost and require the use of more energy such as electricity or compressed air. A pump failure may cause the whole system to go down.
With a decentralized vacuum system, each suction cup is paired with its own single-nozzle, venturi-type vacuum generator. Bernoulli's Principle states that faster moving fluids correspond to lower pressures. The venturi sends compressed air through a nozzle, thereby increasing the speed and decreasing the pressure.
These generators are small, supplying vacuum flow to a single cup, resist clogging, and are easy to place at the point of use. This eliminates the problem of losing the grip on all parts because one cup failed to seal. Each generator needs only supply vacuum flow for one cup and is sized much smaller than a centralized vacuum pump.
A downside of the decentralized system comes from the additional number of vacuum generators. Each generator requires plumbing and adds weight to the cup. Some applications, like End-of-Arm Tooling (EOAT) and high-speed pick and place, need to keep the weight as low as possible. The installed cost of multiple venturi generators may exceed the cost of a centralized pump.
A real-life example is detailed below.
Near the start of the COVID-19 pandemic, companies were cranking up their usage of personal protection equipment (PPE) and related items. I had a customer who needed help with a packaging line for COVID-19 nose swabs. His problem was that the fibers from the nose swab came loose and were dispersed everywhere, a consequence of working with certain materials. They ran a few new
machines 24 hours a day but had to stop them multiple times each day to spend valuable time cleaning out clogs in the vacuum line. The machine used a decentralized vacuum system. A vacuum head with a venturi over each of the 18 grooves for swabs, would come down and pick them up. The swabs were aligned inside a half-round cavity with small holes behind to allow the vacuum to pull the swabs into the cavity. It is difficult to get a proper seal on the swabs, but picking them up is not difficult. Since the swabs are lightweight and the surface area is sufficient, low vacuum levels and higher flow will hold the swabs in place. This is an effective way of ensuring immediate vacuum at the point of use and eliminating the possibility of one dropped swab affecting the vacuum on the others. However, the high flow causes lots of loose fibers to make their way into the vacuum tubing and, eventually, into the vacuum pump. If a venturi vacuum generator has the
It is difficult to get a good seal on the swabs but picking them up is not...
airflow obstructed at all it will lose vacuum, so any debris accumulation creates dropped swabs. Every time fibers built up and clogged the system, it did so at 18 separate points, and cleaning each out was difficult. They had nine of these machines running three shifts, which made maintenance almost a full-time job. Filtration was needed in the line between the vacuum head and the vacuum generator. However, having 18 small filters was not very practical. I suggested one multi-venturi vacuum generator with a single filter to operate the whole head. This made sense for several reasons. One large, easy-to-clean filter would prevent the vacuum generators from clogging, making maintenance far easier. Having a clear bowl makes it possible to visually check to determine cleaning needs. The multi-venturi vacuum generator also makes sense because it can produce the low vacuum/ high flow necessary to hold the swabs.
A multi-venturi vacuum generator uses four nozzles in series. These four nozzles act as three sets. The first set has compressed air entering through the first and smallest nozzle. This turns high-pressure air into fast-flowing air. In between the first and second nozzle is a gap where ambient air is drawn into the lower pressure flow. Next, the air flows into the second nozzle where the air is controlled by the slowly expanding shape of the nozzle. Again, it flows between nozzles where air is drawn in, then one more time before the air has slowed too much to be of use. The first set of nozzles creates a high vacuum level with low flow. The second set is a medium vacuum with medium flow, and the third is a low vacuum with high flow. Inside the pump are flapper valves that will close off the last two sets of nozzles to the rest of the vacuum system as the vacuum level rises above the maximum vacuum each set is capable of making. This causes loss of vacuum flow from that set when the vacuum level is higher than it can make. When there is enough airflow past the swabs that the vacuum level cannot build, the advantage of using all three valve sets all the time will present itself.
The 18 individual pumps had a combined vacuum flow of 300 lpm @ 0mm Hg (10.6 CFM @ 0”hg), or a likely working vacuum level of 127 lpm @ 127mm Hg (4.5 CFM @ 5”hg). With our intermediate-sized multi-venturi pump, we provided 464 lpm @ 0mm Hg (16.4 CFM @ 0”Hg) and 184 lpm @ 127mm Hg (6.5 CFM @ 5”hg). This extra 57 lpm (2 CFM) of vacuum flow, a 44% increase, would more than compensate for a potentially-dropped swab.
This example shows how the common practice of decentralizing to protect against dropping of all parts failed to take into account more important factors. It actually created more dropped parts and called for frequent maintenance to keep the machine running. A decentralized system with better filtration usually means many filters. In this example, 18 filters are needed.
In many instances, it makes sense to use smaller centralized systems. One example is when a few suction cups pick up a larger item like a cardboard box. It’s never advisable to have four cups with four pumps picking up 1 box. The extra wasted compressed air and unnecessary components do not add security to that system.
When there is more complexity in what is being picked up, e.g. odd-shaped items or placement lacking in uniformity, then better options are necessary. It’s best to think through the advantages and disadvantages of each system and consult with a professional for expert advice. •
Fluid Power Industry Growth Trend
» THE LATEST DATA published by the National Fluid Power Association shows July 2024 total fluid power shipments decreasing -0.2% month over month and -1.3% year over year. 3/12 and 12/12 rates of change for total fluid power, hydraulic, and pneumatic shipments are all negative and trending downwards. The data and charts above are from NFPA’s Confidential Shipment Statistics (CSS) program where over 70 manufacturers of fluid power products report their monthly orders and shipments. More market information is available to NFPA members, allowing them to better understand trends and anticipate change in fluid power and the many customer markets it serves. Contact NFPA at 414-778-3344 for more info.
TOTAL FLUID POWER SHIPMENTS
INDEX DATA: 3 MONTH MOVING AVERAGE & 12 MONTH MOVING AVERAGE
This graph of index data is generated by the total dollar volume reported to NFPA by CSS participants. This graph uses moving averages to smooth out the data and clearly identify trends. (Base Year 2018 = 100).
SHIPMENTS: PNEUMATIC, MOBILE HYDRAULIC, AND INDUSTRIAL HYDRAULIC
INDEX DATA: 12/12 RATE OF CHANGE
Each point on this graph represents the most recent 12 months of shipments compared to the previous 12 months of shipments. For example, 7.3% (the August 2023 level of the pneumatic series) indicates that the value of pneumatic shipments from September 2022 to August 2023 were 7.3% higher than the value of pneumatic shipments from September 2021 to August 2022.
ORDERS: PNEUMATIC, MOBILE HYDRAULIC, AND INDUSTRIAL HYDRAULIC
INDEX DATA: 12/12 RATE OF CHANGE
Each point on this graph represents the most recent 12 months of orders compared to the previous 12 months of orders. For example, 8.5% (the August 2023 level of the industrial hydraulic series) indicates that the value of industrial hydraulic orders received from September 2022 to August 2023 were 8.5% higher than the value of industrial hydraulic orders received from September 2021 to August 2022.
TOTAL SHIPMENTS: JUNE 2024*
This table shows various rates of change for the month of August 2023. Interpretation for each rate of change calculation:
M/M %: The percent change between the current month and the previous month.
Y/Y %: The percent change between the current month and the same month one year ago.
3/12 %: The percent change between the three most recent months and those same three months one year ago. 12/12 %: The percent change between the twelve most recent months and those same twelve months one year ago.
*Preliminary data subject to revision.
Pneumatic
•
•
•
almomanifold.com
» Talk to your account rep or visit fluidpowerjournal.com/advertise
Lubriplate’s complete line of ultra high-performance, hydraulic fluids has been designed to provide a wide range of benefits including: extended fluid change intervals, cooler operating temperatures, reduced friction and reduced downtime. Products include...
• Designed for environmentally sensitive industrial and marine applications.
• Meets U.S. EPA Vessel General Permit (VGP) Requirements. Readily biodegradable.
• Does not leave a sheen on the water.
National Tube Supply’s fluid power products are precisely manufactured and expertly finished to minimize leakage and ensure longer seal life and optimum performance.
Our experienced team is always available to help customers identify the best product for their project specifications, quality requirements and bottom line. We’ll even work with you to set forecasts for JIT delivery management!
Hydraulic Fluid Line Tubing
Cylinder Barrels
Pneumatic Cylinder Tubing
Pump Barrels
Honed Steel Tubing
Chrome ID Tubing
Chrome OD Tubing
DOM Tubing
Seamless Steel Tubing
Chrome Plated Piston Rods
1045 Steel
Ductile Iron & Alloy
We have a massive inventory at your disposal with 8 locations across North America – most orders ship next day!