
7 minute read
E XTRUSION Effect of protein, starch, fat and fiber in extrusion


by Ali Koyuncu, R&D Engineer, Yemmak, Turkey
In extrusion process, component ratios and diversity of the raw materials used are as important as the selection of the right extruder for the targeted process and for the correct end product. In this article, effects of protein, starch, fat and fiber amounts in raw materials such as wheat, rice, corn, soybean, barley and oats on extrusion will be examined.
and will be likely to remain inert during the extrusion process. Another method is a PDI (Protein Dispersibility Index) test. On the scale of this test, 0 (zero) means ‘No Functionality – No Solubility in Water’ and 100 (hundred) means ‘Total Solubility in Water’. It is also possible to understand this functionality by looking at color. Darker colors mean less soluble, and lighter colors mean more soluble.
Protein
To quickly summarize the effect of protein in the extrusion process:
• As the amount of protein in the content increases - expansion in the product decreases.
• As the amount of protein in the content increases - texture or hardness increases.
• As the amount of protein in the content increases - brittleness increases.
We can understand whether protein content is functional in terms of water solubility during extrusion, by putting the content into a glass of warm water and mixing it. If the sample sinks quickly and results in a semi-clear solution, it is not very soluble
Functional proteins in terms of water solubility are plant and vegetable-based proteins (soybean, corn gluten, wheat gluten, legume, etc.). Milk proteins, gelatin, some blood and plasma proteins are also included in this list according to their processing methods and steps. Non-functional proteins are usually animal proteins.
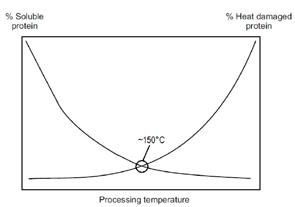
In extrusion process, proteins begin to lose their functionality after 55-65°C. Water solubility, durability, and expansion contribution properties of proteins decrease. On the other hand, proteins preserve their nutritional value up to 130°C. At higher temperatures, protein in the contents begin to be damaged by heat and their nutritional value decreases.
Briefly, as temperature increases, the amount of protein damaged by heat increases, while the amount of soluble protein decreases. The optimal point of this inverse ratio is ~150°C (Chart 1).
Starch
The contribution of starch to the product in terms of adhesion (bonding) and durability is very high. Starch granules begin to swell by absorbing water at 60-75°C (gelatinization temperature). As heating continues, this swelling becomes irreversible, the natural crystalline structure becomes dispersed, and the starch becomes more soluble (functional). If a light-density product is desired, increasing the amount of starch will increase swelling (expansion). For a strong and durable product, increasing the amount of starch will increase adhesion.
Chart 1 - Soluble and heat-damaged proteins versus process temperatures
In Image 1, effects of different extrusion conditions on expansion can be seen for millet, which has high levels of starch.
Corn, wheat, rice, oats, barley, millet, potato, sweet potato, yam,
Table 1 – Granule size, amylose content and heat of gelatinization for different starch sources
Starch Source Heat of gelatinization (cal/g)
Amylose Content (%)
Granule Size (μm)
High amylose corn 7,6 55 5-25
Potato 6,6 20 15-121
Tapioca 5,5 22 5-35
Wheat 4,7 28 1-35
Waxy corn 4,7 0 5-25 tapioca (cassava) and many legumes can be given as common starch sources.
The factors affecting the expansion of starch are listed below:
• Increasing extruder barrel temperature will increase expansion of extruded starches.



• Increasing the percentage of amylose (up to about 50 percent) will increase expansion.
• Screw speed can influence expansion.
• Changing screw configuration to increase friction and shear will result in greater expansion.
• Lower moisture tends to increase friction and shear forces in the extruder barrel and results in increased expansion.
While the product with a moisture content of less than 20 percent causes wear on screws and barrels, the amount of dextrin (formed as a result of the hydrolysis of starch) increases.
Starch ratios in pet foods were at the level of 20-50 percent (preferably percent) in recent years. Today, this ratio varies between 0-65 percent. For example, reducing diets are low in fat and protein, and high in fiber and starch. Low carbohydrate or “no carbohydrate” diets have little starch or none at all. Therefore, the durability problem can be solved with functional proteins, up to a certain level.
The use of minimum 20 percent starch in floating aquatic feeds ensures adequate expansion and low densities. In sinking aquatic feeds, starch is only found around 10 percent where it mainly serves as a binding agent.
Snacks, cereals and other extruded foods usually have a substantial amount of starch and occasionally a recipe containing 100 percent starch is extruded to create a cold-water soluble product.
The granule size of starch sources and the amount of required gelatinization energy for each source are different (Table 1).
Table 1 – Granule size, amylose content and heat of gelatinization for different starch sources
Rice starch has very small granules that are tightly packed together and which hydrate slowly. However, once the hydration has progressed and gelatinization occurs, rice starch can become very sticky. Long and medium grain rice varieties become less sticky during the hydration steps. Rice starch has significant digestibility even when it contains small amounts of gelatinization values.
Corn starch is a good binder and when it is 40 percent or more in the recipe, extruded product can also become very sticky.
Wheat grain contains a significant amount of starch, as well as functional gluten protein, which is a very good binder.
Potato and tapioca (cassava) starches are very good binders, even at levels as low as 5 percent. These starch sources often result in a smoother surface on the extruded product.
When the starch ratio in the recipe increases, the product expands more, and the bulk density decreases. Binding and durability increase. Above 65 percent, the product may become very sticky and extrusion problems may occur. As the starch ratio increases, coating ability (oil, etc.) of the extruded product also increases.
Moisture content should be at least 30 percent for maximum gelatinization in starch (Table 2).
Table 2 - Moisture amounts for maximum gelatinization in different starch sources
Starch Source Moisture Amount for Maximum Gelatinization (%) Wheat 31 Corn 31 Waxy corn 28
High amylose corn 34
Table 3 – The relationship between the fat amount of the content and the bulk density of the product
Added Fat to Extruder Extrudate Bulk Density
%0 fat 253 g/l
%5 fat 308 g/l
%10 fat 408 g/l
%15 fat 528 g/l
Table 3 – The relationship between the fat amount of the content and the bulk density of the product
Fat also has a negative effect on product durability:
At inclusion rates of less than 7 percent, there is usually a minimal effect on product characteristics.
When addition levels reach the 7–12 percent range, the product density begins to increase.
When fat addition levels are 12–17 percent, product may have little or no expansion, but will retain some durability.
At levels exceeding 17 percent, durability may be significantly impaired.
Most common fat or oil sources are vegetable oils and animal/poultry fats. Marine oils are also used in some desired situations.
Some other effects of increasing the amount of fat in the recipe include:
Table
2
- Moisture amounts for maximum gelatinization in different starch sources
Small starch granules are tightly packed together resulting in a very hard grain that hydrates slowly and is difficult to cook during the extrusion process. Soft grains hydrate more quickly and they are easier to cook (less energy is spent).
Fat
Fat is added to provide additional calories, to improve palatability, to provide nutrients such as fatty acids, to carry fat-soluble vitamins and to control dust. It reduces friction between products in the recipe and between the recipe and the internal components of the extruder (by acting as a lubricant). As friction decreases, the mechanical energy required decreases as well. Less expansion takes place. In other words, an increase in the fat amount of the content causes an increase in the bulk density of the product (Table 3).
As fats levels are increased in a recipe during extrusion, a larger cell structure will result in the final product. The cells will also have thicker walls. This has the impact of slowing hydration.
• Thicker cell walls also reduce uptake during the (oil) coating process.
• Products containing more internal fat also appear to be more difficult to dry.
• The following methods can be applied to increase the fat content of an extruded product:
• Instead of adding fat in liquid form, products with high fat content (such as full fat soy [Image 2], flax meal) should be added to the recipe.
• If it is a must to add fat in liquid form, heating it to 40-60°C before extrusion increases the thermal cooking efficiency. In fact, any “preheating” process will increase the cooking efficiency, as 90 percent of the energy consumed for extrusion is used to bring the products up to cooking temperature.
• Fats should be added as late as possible in the process to reduce their impact on extrusion. If fats can be added in the coating steps, there is no impact on extrusion.
• As internal fat levels are increased in the recipe during extrusion, it will also be necessary to increase starch or functional protein levels to maintain expansion and binding properties.


• Fat brings lubricity. It will be necessary to increase the thermal or mechanical energy inputs to maintain product attributes such as the desired density and durability.
• It is helpful to increase extrusion moisture during processing of high fat recipes as water is a necessary solvent for starch gelatinization. On many occasions operators are inclined to reduce extrusion moisture as the fat gives the extrudate a deceptively wet, shiny appearance as if it is high in moisture.
Fiber
Less than five percent fiber inclusion has little effect on extrusion, especially if the particle size is less than 400 microns. Smaller grain sizes are less detrimental to expansion. For example, particles smaller than 50 microns give a good cell structure to the extruded product. Large/Coarse grains limit the expansion and cause a rough surface in the final product. As the solubility of the fiber increases, its effect on expansion decreases.
Fiber sources can be divided into two groups based on their solubility and fermentability:
Soluble Fibers: Beta-glucans from oats and barley (Image 3), fruit pectins, psyllium seed, inulin, root vegetables, legumes and some gums are soluble fibers. These are also very fermentable. Soluble and fermentable fibers improve expansion and binding of extrudates.
Insoluble Fibers: Whole grain bran, some vegetables such as celery and zucchini, fruit skins, vegetable peelings and resistant starches are insoluble fibers. They are not very fermentable, and they don’t contribute to expansion and binding.
Conclusion
In the search to make feed production more sustainable, extrusion process is a technology that cannot be ignored. Accurate analysis and continuous optimization of extruded product components and raw material ingredients will remain an active field of research and development in the future, as the main goal of extrusion is to increase nutrient availability and digestibility, i.e. to improve animal productivity




