ICT - Industrial Cleaning Technologies n. 26 | September 2024
Pretrattamento metalli alla verniciatura
Processi di conversione esenti
Cromo e Fosfati
Fosfatanti a bassa temperatura
Passivanti per acciaio zincato a caldo
Passivazione conduttiva su
Alluminio TCP
Galvanica Decorativa
Rame, Nichel e Cromo
Deposizione su plastica (POP)
Stagno e leghe di Stagno
Pretrattamento
E-Mail: info-it@surtec.com
12 CASE STUDY
Zero surface contamination: Niezgodka relies on the L.UN.A. cleaning technology to achieve impeccable cleanliness on its valves
Zero contaminazione superficiale: Niezgodka si affida alla tecnologia di lavaggio L.UN.A. per garantire una pulizia impeccabile delle sue valvole
18 CASE STUDY
The power of sound waves for stable cleanliness Il potere delle onde sonore per un livello di pulizia costante
24 HIGHLIGHT OF THE MONTH
The rebirth of long-standing brand Delfino, powered by Cemastir & Rinasce lo storico brand Delfino, powered by Cemastir &
28 CASE STUDY
Zanzi Spa: Reaching perfection in valve polishing with a new automatic grinding and cleaning system
Zanzi Spa: la perfezione della lucidatura delle valvole con il nuovo impianto automatico di smerigliatura e pulitura
September/Settembre 2024 - n. 26
36 ADVANCEMENTS
3DWAVE: the revolution in AM post-processing inspired by cleaning technology
3DWAVE: la rivoluzione nel post-processing dell’AM ispirata alla tecnologia di lavaggio
42 CASE STUDY
Final cleaning process for lens systems for medical endoscopes
Processo di lavaggio finale per lenti di endoscopi medici
46 ADVANCEMENTS
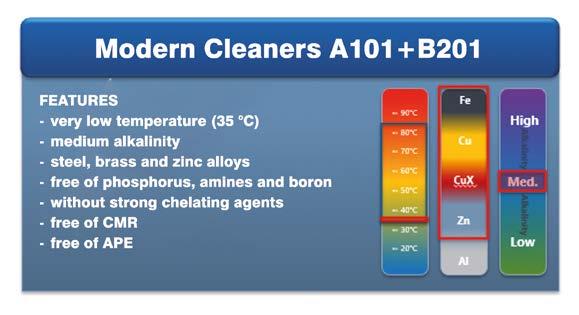
Modern Cleaners: A new approach to cleaning industrial components
Modern Cleaners: un nuovo approccio al lavaggio dei componenti industriali
52 ADVANCEMENTS
Innovative APM solution from Ecoclean ensures cleaning effectiveness of megasound L’innovativa soluzione APM di Ecoclean garantisce l’efficacia di pulizia dei megasuoni
58 MEETING THE INDUSTRY
Bigger, stronger, more specialised.
These few words summarise two key trends in the development of European SMEs: on the one hand, the aggregation of small companies operating in the same sector or in contiguous sectors to create organisations that have greater weight on the market, a better bargaining capacity, a more evolved marketing structure and strategy, a more extensive and capillary sales network taking advantage of each business’ strengths, and more profitability and efficiency; on the other hand, the entry, through research and development, into market niches apparently distant from one’s own but where a company can apply its acquired skills and expertise to fill technological gaps. These trends result from the continuous evolution and progressive internationalisation that we have been witnessing in the markets for ten years now, which have led to a substantial change in the behaviour of companies.
Subject to constant processes of transformation and adaptation to increasingly competitive scenarios, companies recognise that only growth, both in structural and technological terms, can guarantee survival.
This issue of ICT - Industrial Cleaning Technologies offers some examples of these trends.
First, we reveal a preview of the details and objectives behind the partnership between two partially competing companies to relaunch a long-standing brand in the industrial cleaning sector, an operation that will allow them to compete at a higher market level. In terms of innovations, we delve into the development of a technology for colouring parts after shot peening in the additive manufacturing industry; this innovation is also the result of a collaboration between two companies, each a leader in its field, which have pooled their expertise, equipment, and research capabilities to create a machine that fills a technological gap in the market. We continue with innovative applications in the medical sector, where quality requirements are increasingly stringent, and we illustrate a new approach to industrial detergency that is more sustainable, simpler, and with a lower CO2 footprint thanks to highly concentrated liquid products that separate the inorganic part from the surfactant package while operating at low temperatures.
Enjoy your reading!
Più grandi, più forti, più specializzate.
In queste poche parole si nascondono due tendenze di sviluppo delle PMI europee: da un lato l’aggregazione di imprese di piccole dimensioni operanti nello stesso settore - o in settori contigui - per creare entità operative che abbiano un maggior peso sul mercato, quindi una miglior capacità di contrattazione, una struttura e una strategia di marketing più evolute, reti commerciali più ampie e capillari in grado di sfruttare i punti di forza di entrambi, più redditività ed efficienza; dall’altro l’ingresso, attraverso la ricerca e lo sviluppo, in nicchie di mercato apparentemente lontane dalla propria ma nelle quali possono applicare le capacità e le competenze acquisite per colmare dei vuoti tecnologici.
Queste tendenze sono l’espressione del processo di evoluzione continua e di internazionalizzazione progressiva dei mercati cui assistiamo da dieci anni a questa parte, un fenomeno che ha implicato un cambiamento sostanziale nei comportamenti delle imprese.
Soggette a costanti processi di trasformazione e adattamento a scenari sempre più competitivi, le imprese riconoscono che solo la crescita – sia in termini strutturali che tecnologici – può garantire la sopravvivenza.
Questo numero di ICT – Industrial Cleaning Technologies propone alcuni esempi di queste tendenze.
Innanzitutto, sveliamo in anteprima i dettagli e gli obiettivi che si celano dietro all’unione di due aziende parzialmente concorrenti tra loro per rilanciare un marchio storico nel settore del lavaggio industriale, un’operazione che consentirà alle due aziende di competere ad un livello più alto del mercato. Dal punto di vista delle innovazioni, approfondiamo lo sviluppo di una tecnologia rivolta all’industria della produzione additiva per la colorazione dei pezzi dopo apposita pallinatura. Questa innovazione è anch’essa frutto della collaborazione fra due aziende, ognuna leader nel proprio settore, che hanno messo in campo le rispettive competenze, strutture e capacità di ricerca per creare una macchina in grado di colmare un vuoto tecnologico esistente nel mercato.
Francesco Stucchi Editor
Proseguiamo con le applicazioni innovative nel settore medicale, i cui requisiti di qualità sono sempre più severi, e illustrando un nuovo approccio alla detergenza industriale più sostenibile, più semplice e con un’impronta di CO2 inferiore: prodotti liquidi altamente concentrati, che separano la parte inorganica dal pacchetto di tensioattivi e che funzionano a basse temperature.
Buona lettura!
GPAINNOVA affirms its commitment
to protect its intellectual property
with determination
GPAINNOVA, a leading innovator in the metal surface finishing industry, has prevailed in a German court action to enforce its groundbreaking electropolishing patents, the latest in its ongoing efforts to protect its innovations.
On July 2nd, 2024, the Düsseldorf Regional Court, in Germany, found that OTEC Präzisionsfinish GmbH infringed the European patent EP 3 372 711 B1, owned by GPAINNOVA’s affiliate DryLyte, S.L, in Germany. Concretely, the infringement relates to OTEC Präzisionsfinish GmbH’s devices EF-SMART and EF-PERFORMANCE, as well as Micro Finish Balls. The decision (court ref. 4c O 19/23) is not yet final and legally binding and OTEC has appealed the decision of the District Court on July 31st, 2024 (court ref. of the Appeal: I-2 U 67/24).
Pau Sarsanedas, CEO & President of GPAINNOVA, made the following statement: “We are proud of the technological advancements our team has developed, and remain committed to defending our intellectual property with rigor. This latest victory comes as the result of our investment in and commitment to protecting our rights no matter where they may be threatened.” Sarsanedas also added: “Innovation has always been our company’s mission, and this outcome strengthens our ability to continue investing in advancements that allows us to offer best-in-class solutions to our customers.”
GPAINNOVA and DryLyte have been granted over 130 patents worldwide, including in the United States and the European Union, China, and Japan, and with more than 250 patent applications in process, which both
GPAINNOVA afferma il suo impegno a proteggere con determinazione la sua proprietà intellettuale
GPAINNOVA, un innovatore leader nel settore della finitura superficiale dei metalli, ha vinto un’azione legale presso un tribunale tedesco per rafforzare i suoi rivoluzionari brevetti nel campo dell’elettrolucidatura, l’ultimo dei suoi sforzi per proteggere le sue innovazioni.
Il 2 luglio 2024, il tribunale regionale di Düsseldorf, in Germania, ha stabilito che OTEC Präzisionsfinish GmbH ha violato il brevetto europeo EP 3 372 711 B1, di proprietà della consociata di GPAINNOVA DryLyte, S.L, in Germania. Concretamente, la violazione riguarda i dispositivi EFSMART e EF-PERFORMANCE di OTEC Präzisionsfinish GmbH, nonché le Micro Finish Balls. La decisione (rif. tribunale 4c O 19/23) non è ancora definitiva e vincolante e OTEC ha presentato ricorso contro la decisione del Tribunale di Primo Grado del 31 luglio 2024 (rif. tribunale del ricorso: I-2 U 67/24).
Pau Sarsanedas, CEO & Presidente di GPAINNOVA, ha rilasciato la seguente dichiarazione: “Siamo orgogliosi dei progressi tecnologici sviluppati dal nostro team e rimaniamo impegnati a difendere la nostra proprietà intellettuale con rigore. Quest’ultima vittoria è il risultato del nostro investimento e impegno a proteggere i nostri diritti, indipendentemente da dove possano essere minacciati”. Sarsanedas ha poi aggiunto: “L’innovazione è sempre stata la nostra mission aziendale e questo risultato rafforza la nostra capacità di continuare a investire in progressi che ci consentano di offrire ai clienti le soluzioni migliori”.
GPAINNOVA e DryLyte hanno ottenuto oltre 130 brevetti in tutto il mondo, inclusi Stati Uniti, Unione Europea, Cina e Giappone e hanno
reflect companies’ position as innovators and market leaders and protect their solutions and products within a framework of fair competition. In this regard, GPAINNOVA is confirmed as the market leader (and only seller) of supply electropolishing using active particles in the United States.
About GPAINNOVA
GPAINNOVA is a technology group established in 2013 in Barcelona (Spain), with subsidiaries in Sunrise (Florida, USA), Monterrey (Mexico), Hong Kong, and Shenzhen (China). It is specializing in surface metal finishing, with its brands DLyte and MURUA; marine robotics with SEABOTS, highperformance power electronics with POWER INNOTECH, and medical devices with GPAMEDICAL. GPAINNOVA has more than 180 professionals on staff and more than 40 engineers, more than 60 distributors, and more than 1,500 worldwide clients and more than 2,000 machines installed. GPAINNOVA has been selected by Financial Times among the 1,000 Europe’s Fastest Growing Companies between 2020 and 2024.
For further information: www.gpainnova.com and www.dlyte.com
oltre 250 domande di brevetto in corso, che riflettono la posizione delle due aziende come innovatori e leader di mercato e che proteggono i loro prodotti in un quadro di concorrenza leale. A questo proposito, GPAINNOVA si conferma leader di mercato (e unico rivenditore) nella fornitura di soluzioni di elettrolucidatura che utilizzano particelle attive negli Stati Uniti.
Chi è GPAINNOVA
GPAINNOVA è un gruppo tecnologico fondato nel 2013 a Barcellona (Spagna), con filiali a Sunrise (Florida), Monterrey (Messico), Hong Kong e Shenzen (Cina). È specializzata nella finitura delle superfici metalliche con i suoi marchi DLyte e MURUA; nella robotica marina con SEABOTS; nell’elettronica di potenza ad alte prestazioni con POWER INNOTECH e nei dispositivi medici con GPAMEDICAL. GPAINNOVA ha nel suo staff oltre 180 professionisti e oltre 40 ingegneri, oltre 60 distributori, più di 1.500 clienti in tutto il mondo e più di 2.000 macchinari installati. GPAINNOVA è stata annoverata dal Financial Times tra le 1.000 aziende in più rapida crescita in Europa tra il 2020 e il 2024.
Per maggiori informazioni: www.gpainnova.com e www.dlyte.com
EVAPORATION TECHNOLOGY FOR INDUSTRIAL WASTEWATER
Pero’s latest cleaning systems at three German trade fairs
Pero showcased its latest high-precision cleaning systems at the AMB trade fair and will present them again at EuroBLECH and FMB.
Pero AG has recently announced its attendance at three of the most important industry events in Germany, in order to unveil its latest technologies and services. In fact, the company designs and creates systems for cleaning workpieces made from metal, plastic, glass, ceramic and combined materials, employed by manufacturers from all over the world to ensure that components prior to shipping or installation meet all the required technical cleanliness standards. The trade fair for the metalworking sector AMB took place from 10th to 14th September 2024 in Stuttgart. Pero showcased its latest solutions dedicated to series production and standardisation, specifically designed to increase efficiency while also reducing costs. In addition, it supported visitors to search for the optimal price-performance ratio. Taking place from 22nd to 24th October 2024 in Hannover, EuroBLECH is considered to be one of the most important international platforms for sheet metal processing. Here (hall 26, booth D31), Pero will present its advanced and reliable high-precision cleaning systems. Finally – from 5th to 7th November 2024 – the company will attend the FMB expo in Bad Salzuflen (hall 20, booth D20), an exhibition dedicated to the suppliers of the mechanical engineering field. Visitors will be able to discover the flexibility offered by the customised solutions developed by Pero for a wide range of industrial applications.
For further information: www.pero.ag
I
nuovi sistemi di lavaggio di Pero presentati a tre fiere tedesche
Pero ha presentato i suoi ultimi sistemi di lavaggio ad alta precisione alla fiera AMB, e li riproporrà durante EuroBLECH e FMB.
Pero AG ha annunciato la propria partecipazione a tre dei più importanti eventi di settore in Germania, per svelare le sue più recenti tecnologie e servizi. L’azienda progetta e realizza sistemi per il lavaggio industriale di manufatti in metallo, plastica, vetro, ceramica e materiali compositi, installati da utilizzatori in tutto il mondo per garantire che i prodotti soddisfino tutti i requisiti tecnici di pulizia prima della spedizione o dell’installazione.
La fiera AMB - dedicata alla lavorazione dei metalli – si è svolta dal 10 al 14 settembre 2024 a Stoccarda. Pero ha presentato le sue ultime soluzioni dedicate alla produzione in serie e alla standardizzazione, progettate appositamente per aumentare l’efficienza e al contempo ridurre i costi. Ha inoltre supportato i visitatori nella ricerca del rapporto prezzo-prestazioni ottimale.
In programma dal 22 al 24 ottobre 2024 ad Hannover, EuroBLECH è considerata una delle più importanti piattaforme internazionali per il settore della lavorazione della lamiera. Qui (Pad. 26 – Stand D31) Pero presenterà i suoi sistemi di lavaggio ad alte prestazioni avanzati ed affidabili. Infine – dal 5 al 7 novembre 2024 – l’azienda parteciperà a FMB a Bad Salzuflen (Pad. 20 – Stand D20), una fiera dedicata ai fornitori del settore dell’ingegneria meccanica. I visitatori potranno scoprire la flessibilità che caratterizza le soluzioni personalizzate sviluppate da Pero per un’ampia gamma di applicazioni industriali.
Per maggiori informazioni: www.pero.ag
ILSA Metal Cleaning inaugurated a new cutting-edge headquarters
ILSA-MC has inaugurated a new, modern and expanded headquarters, which will host production activities but also a new prompt delivery service.
Recently, ILSA Metal Cleaning has inaugurated a new headquarters in San Pietro in Casale (Bologna - Italy) that will host the offices and a production unit, thus allowing the company to develop standard medium/small size industrial parts cleaning machines, with the goal to guarantee prompt delivery services. The division of ILSA dedicated to the production of systems for cleaning metal components was founded in 1992, in order to exploit the technologies and skills derived from its original sector to respond to the growing market demands for this specific type of activity. Over the years, the company has grown by embracing new sectors and producing plants for cleaning various components, such as small precision mechanical parts, workpieces for the automotive and medical sector, heat exchangers, sintered components, tools and gear wheels.
ILSA Metal Cleaning inaugura una nuova sede all’avanguardia
ILSA-MC ha inaugurato una nuova sede moderna e ampliata, che ospiterà le attività produttive ma anche un nuovo servizio di pronta-consegna.
Recentemente, ILSA Metal Cleaning ha inaugurato una nuova sede a San Pietro in Casale (BO) che ospiterà gli uffici e l’unità produttiva, permettendo così all’azienda di sviluppare macchine standard di dimensioni medio/piccole con l’obbiettivo di garantire anche la disponibilità di unità in pronta consegna. La divisione dedicata alla produzione di macchine per il lavaggio di componenti metallici di ILSA fu fondata nel 1992, in modo da sfruttare le tecnologie e le competenze derivate dal settore d’origine dell’azienda per rispondere alle crescenti richieste del mercato per questa specifica tipologia di attività. Negli anni, l’azienda è cresciuta abbracciando nuovi settori e producendo impianti destinati al lavaggio di svariati componenti, come minuteria meccanica di precisione, automotive, medicale, scambiatori di calore, componenti sinterizzati, utensili e ruote dentate.
“This growth has now required to set up an independent and upgraded production facility to meet new market demands, specifically from the sector of turned and stamped small mechanical parts for watchmaking, taps, valves, fittings and hydraulic components for the automotive industry,” explains Alessandro Pancaldi, CEO and sales manager of ILSA Metal Cleaning.
The new site includes focused meeting rooms and more modern offices, with cutting-edge devices to accurately design the several models of its range, as well as state-of-the-art production environments that optimise the workflows, always in accordance with the UNI EN ISO 9001-2015 certified quality policies involving all processes, from the assembly to the wiring and plant testing phases.
The new plant is served by a warehouse designed to support the production, but also and above all after-sales services for spare parts and technical assistance.
For further information: www.ilsa-mc.com
“Questa crescita ha richiesto ora la necessità di allestire una struttura produttiva indipendente e ampliata per fronteggiare le nuove richieste del mercato, provenienti specificamente dal settore della minuteria meccanica tornita e stampata per l’orologeria, della rubinetteria, delle valvole, dei raccordi e dei componenti oleodinamici per l’industria automobilistica,” spiega Alessandro Pancaldi, AD e direttore vendite di ILSA Metal Cleaning.
Il nuovo stabilimento prevede nuove sale riunioni e uffici più moderni, con dispositivi all’avanguardia per progettare accuratamente i molteplici modelli della propria gamma, oltre ad ambienti produttivi completamente ripensati per l’ottimizzazione dei flussi – sempre secondo le politiche della qualità certificate UNI EN ISO 9001-2015 che coinvolgono tutti i processi, dall’assemblaggio ai cablaggi ed alle fasi di collaudo degli impianti. Il nuovo stabilimento è inoltre servito da un magazzino pensato per alimentare la produzione, ma anche e soprattutto per i servizi post-vendita per ricambistica ed assistenza tecnica.
Per maggiori informazioni: www.ilsa-mc.com
Dollmar confirms the prestigious ECOVADIS silver medal
For the fourth consecutive year, Dollmar Spa has maintained the prestigious ECOVADIS silver medal.
The new EcoVadis rating reflects the constant and unconditional commitment that Dollmar Spa, a leader in the distribution of industrial chemicals for over seventy years, puts into the sustainability of its business processes. The company’s effort is not only focused on improving business performance but also extends to promoting fundamental values such as ethics, labour rights, and environmental protection.
The overall score of the Milan-based company has seen significant progress, increasing from 67 to 70 points. “This three-point improvement compared to last year reflects our ongoing commitment to excellence and sustainability,” said Adina Diaconu, Group Marketing Communication Manager at Dollmar S.p.A. “We have undertaken a series of initiatives aimed at strengthening our ethical standards, ensuring the respect of our employees’ labour rights, and minimising the environmental impact of our operations. The recognition from EcoVadis confirms that we are on the right path and further motivates us to continue in this direction. We will continue to invest resources and energy to constantly improve, ensuring that every aspect of our business adheres to the highest standards in terms of ethics, labour rights, and environmental protection. In a world that is increasingly focused on sustainability, we believe it is crucial to be leaders in our sector to promote a fairer and more sustainable future for all.”
For further information: www.dollmar.com
Dollmar mantiene la prestigiosa medaglia d’argento ECOVADIS
Per il quarto anno consecutivo, Dollmar Spa ha mantenuto la prestigiosa medaglia d’argento ECOVADIS.
Il nuovo rating di Ecovadis testimonia l’impegno costante e incondizionato che Dollmar Spa, da oltre settant’anni leader nella distribuzione di prodotti chimici industriali, mette nella sostenibilità dei propri processi aziendali. Lo sforzo dell’azienda non si limita solo a migliorare le performance aziendali, ma si estende anche a promuovere valori fondamentali come l’etica, i diritti lavorativi e la salvaguardia dell’ambiente. Il punteggio complessivo dell’azienda milanese ha registrato un significativo progresso, passando da 67 punti a 70 punti. “Questo miglioramento di tre punti rispetto allo scorso anno testimonia il nostro continuo impegno verso l’eccellenza e la sostenibilità” – dichiara Adina Diaconu, Group Marketing Communication Manager di Dollmar S.p.A. “Abbiamo intrapreso una serie di iniziative mirate a rafforzare i nostri standard etici, garantire il rispetto dei diritti lavorativi dei nostri dipendenti e minimizzare l’impatto ambientale delle nostre operazioni. Il riconoscimento ricevuto da ECOVADIS conferma che stiamo andando nella giusta direzione e ci motiva ulteriormente a proseguire su questa strada. Continueremo a investire risorse ed energie per migliorare costantemente, assicurando che ogni aspetto della nostra attività rispetti i più elevati standard in termini di etica, diritti lavorativi e tutela dell’ambiente. In un mondo sempre più attento alla sostenibilità, riteniamo fondamentale essere leader nel nostro settore per promuovere un futuro più equo e sostenibile per tutti”.
Per maggiori informazioni: www.dollmar.com
SurTec confirms its position as a global leader in chemical specialties with its wide range of cleaners
SurTec’s products and process solutions meet complex specifications and highest requirements of its global customers.
Industrial Parts Cleaning is one of SurTec’s core competencies, considered as an aqueous cleaning step that adds value on its own and is not part of a surface finishing process. By selecting the optimal cleaning method and agent, more complex components, higher-quality structures, and advanced production techniques can be achieved, improving efficiency and lowering costs. Modular, multicomponent cleaners allow for recyclability, process monitoring, and consistent cleanliness. SurTec presents a wide portfolio of products ranging from those for the Monobloc Aerosol Can industry, such as SurTec 149, which reduces water consumption, extends bath life, and minimizes maintenance, to innovative cleaners for PET recycling, like SurTec 071 and 072. Additionally, SurTec 042 enhances cleaning prior to heat treatment, extending furnace life and reducing rejects, while SurTec 451 enables high-level chemical deburring for complex geometries. Finally, SurTec’s surfactant blends strike the balance between cleaning performance and foam control, offering optimal solutions for any application.
For further information: www.surtec.com/en/
SurTec si conferma leader globale nelle specialità chimiche con la sua ampia gamma di agenti di lavaggio
I prodotti e le soluzioni di processo di SurTec soddisfano le specifiche complesse e i più alti requisiti dei suoi clienti globali.
Il lavaggio industriale dei pezzi è una delle principali competenze di SurTec, considerata come una fase di pulizia con detergenti acquosi che aggiunge valore di per sé, e non come parte di un processo di finitura superficiale. Selezionando il metodo e l’agente di lavaggio ottimali, è possibile ottenere componenti più complessi, strutture di qualità più elevata e tecniche produttive avanzate, migliorando l’efficienza e riducendo i costi. Gli agenti di lavaggio modulari e multi-componenti permettono il riciclo, il monitoraggio del processo e un lavaggio costante. SurTec offre un ampio portfolio di prodotti, tra cui quelli per il settore delle bombolette spray monoblocco, come SurTec 149, che riduce il consumo di acqua, prolunga la vita del bagno e riduce al minimo la manutenzione, oltre a detergenti innovativi per il riciclaggio del PET, come SurTec 071 e 072. Inoltre, SurTec 042 migliora la pulizia prima del trattamento termico, prolungando la vita del forno e riducendo i difetti, mentre SurTec 451 consente la sbavatura chimica di alto livello per geometrie complesse. Infine, le miscele di tensioattivi di SurTec offrono un equilibrio tra prestazioni di pulizia e controllo della schiuma, fornendo soluzioni ottimali per ogni applicazione.
Zero surface contamination: Niezgodka relies on the L.UN.A. cleaning technology to achieve impeccable cleanliness on its valves
Niezgodka GmbH, a company that has been specialising in the production of valves for fluid, steam, and gas control since 1967, now uses Cemastir’s L.UN.A. cleaning technology to ensure its parts’ surfaces are completely free of contaminants and postprocessing residues. This advanced cleaning system improves the efficiency of its manufacturing process and the safety and reliability of its products, especially for those intended for the hydrogen industry, enabling it to meet the high-quality standards of the most demanding industries.
In many industries, the cleanliness of components’ surfaces is crucial to ensure the safety and effectiveness of end products. Residues of oils, lubricants, or other contaminants can seriously affect the quality and reliability of parts, making advanced cleaning technologies essential.
Niezgodka GmbH, a long-established German company specialising in the production of industrial valves, has successfully met this challenge by implementing a state-of-the-art cleaning system. Based in Hamburg, this firm’s priority was to remove any residue from its metal components’ surfaces to meet the stringent requirements of customers in critical industries such as pharmaceuticals and food, where the presence of contaminants is not tolerated. Niezgodka chose the L.UN.A. cleaning system designed by Cemastir (Zola Predosa, Bologna, Italy) and installed by the German Sister-company Cemastir GmbH (Lohne, Germany) to meet these requirements. This system represents a significant evolution in the industrial metal cleaning field because it allows quickly changing the type of solvent used without modifying the machine’s structure. Its ability to manage the entire process automatically has also significantly improved the German company’s cleaning results.
Niezgodka: a long tradition of excellence in industrial valves
Founded by Conrad and Dorrit Niezgodka in Hamburg (Germany) in 1967, Niezgodka GmbH is a family-owned company with a long tradition of excellence in industrial valves. “In its early days, it had a small production department inside a flat complex’s garage, with the technical offices on the upper floor of the same building. Thanks to steady growth, market success, and continuous investment, the company moved to Hamburg-Sasel in 1974 and finally settled at its current location in Hamburg-Meiendorf in 1976”, says Mr Kim-Florian Willhöft, the Production Manager of Niezgodka GmbH.
Today, Niezgodka employs around 79 highly qualified employees and specialises in the production of stainless steel components for a wide range of valves for fluid, steam, and gas control. It offers a vast portfolio of solutions, including safety and relief valves for the oil & gas, marine, chemical, food, and pharmaceutical industries, as well as pressurereducing and pressure-regulating valves for the pharmaceutical, food, and marine industries; in addition, it manufactures vacuum valves specifically for the ship and container sector. Thanks to a network of exclusive agents, Niezgodka exports its products worldwide, guaranteeing an efficient and timely delivery process.
Zero contaminazione superficiale: Niezgodka si affida alla tecnologia di lavaggio L.UN.A. per garantire una pulizia impeccabile delle sue valvole
Niezgodka GmbH, azienda specializzata dal 1967 nella produzione di valvole per il controllo di fluidi, vapore e gas, utilizza la tecnologia di lavaggio L.UN.A. di Cemastir per garantire superfici completamente prive di contaminanti e residui post-lavorazione. Questo avanzato sistema di lavaggio migliora l’efficienza del processo produttivo e la sicurezza e l’affidabilità dei prodotti, specialmente quelli destinati all’industria dell’idrogeno, consentendo all’azienda di soddisfare gli elevati standard qualitativi richiesti dai settori più esigenti.
In molti settori industriali, la pulizia delle superfici dei componenti è fondamentale per garantire la sicurezza e l’efficacia dei prodotti finali. Residui di oli, lubrificanti o altri contaminanti possono compromettere gravemente la qualità e l’affidabilità dei prodotti, rendendo indispensabile l’adozione di tecnologie di lavaggio avanzate.
Niezgodka GmbH, storica azienda tedesca specializzata nella produzione di valvole industriali, ha affrontato con successo questa sfida implementando un impianto di lavaggio all’avanguardia nel suo processo produttivo. Con sede ad Amburgo, l’azienda aveva l’obiettivo prioritario di eliminare qualsiasi residuo dalla superficie dei
componenti metallici per soddisfare le rigide esigenze dei clienti operanti in settori critici come quello farmaceutico e alimentare, dove la presenza di contaminanti non è tollerata. Per rispondere a queste esigenze, Niezgodka ha scelto il sistema di lavaggio L.UN.A., progettato da Cemastir, con sede a Zola Predosa (Bologna, Italia) e installato dalla società sorella tedesca Cemastir GmbH (Lohne, Germany). Questo impianto rappresenta un’evoluzione significativa nella tecnologia di lavaggio industriale dei metalli poiché permette di cambiare velocemente il tipo di solvente utilizzato senza bisogno di modificare o implementare la struttura tecnica della macchina. Inoltre, la capacità di gestire l’intero processo di pulizia in modo automatizzato ha apportato all’azienda tedesca un notevole miglioramento della qualità del lavaggio dei propri componenti.
Niezgodka: una lunga tradizione di eccellenza nel settore delle valvole industriali
Fondata nel 1967 ad Amburgo, Germania, da Conrad e Dorrit Niezgodka, Niezgodka GmbH è un’azienda a conduzione familiare che si distingue per la sua lunga tradizione di eccellenza nel settore delle valvole industriali.
“Agli albori, l’azienda disponeva di un ridotto reparto produttivo situato all’interno di un garage condominiale con gli uffici tecnici al piano superiore dello stesso stabile residenziale. Grazie a una crescita costante, al successo riscontrato sul mercato e agli investimenti continui, nel 1974 l’azienda si trasferì ad Amburgo-Sasel, per poi stabilirsi definitivamente nel 1976 nella sua attuale sede ad Amburgo-Meiendorf”, afferma Mr. Kim-Florian Willhöft, Production Manager di Niezgodka GmbH.
Oggi, Niezgodka conta circa 79 dipendenti altamente qualificati ed è specializzata nella produzione di componenti in acciaio inossidabile per un’ampia gamma di valvole destinate al controllo di fluidi, vapore e gas.
L’azienda offre una vasta proposta di soluzioni, tra cui valvole di sicurezza e di scarico per i settori oil & gas, navale, chimico, alimentare e farmaceutico, nonché valvole riduttrici e regolatrici di pressione per le industrie farmaceutica, alimentare e navale. Inoltre, Niezgodka produce valvole per vuoto specificamente per il settore navale e container. Grazie a una rete di agenti esclusivi, Niezgodka esporta i suoi prodotti in tutto il mondo, garantendo un processo di consegna efficiente e puntuale.
“Our products are developed and manufactured with the utmost precision to meet the needs of a wide range of industrial applications. Our solutions’ high reliability and quality allow us to serve global markets with the certainty of always offering the best,” adds Willhöft.
The production cycle and the importance of the cleaning phase
A rigorous and systematic approach characterises the valve production cycle at Niezgodka. It starts with the development and design phase: “Our team of technicians and engineers meticulously design every aspect of the product by 3D printing prototypes. These are subjected to stringent testing, and after passing every test, they are finally approved for series production,” explains Willhöft. At the heart of the production department are state-of-the-art technology and advanced systems, including a wide range of numerically controlled machines, to manufacture components with very high quality standards. The production process is fully automated and involves continuous monitoring to ensure the highest mechanical precision is achieved at every stage. After machining, the metal parts undergo a cleaning process using Cemastir’s L.UN.A. plant: this is an indispensable operation as any residual oil and lubricant must be removed before welding and final assembly of the components. “Cleaning is a crucial step in our production cycle because it enables us to achieve and meet the stringent requirements of Niezgodka’s target market sectors, particularly the food and pharmaceutical sectors, where any form of surface contamination is simply unacceptable. Thorough cleaning and absence of residues are essential to guarantee the safety and effectiveness of our end products,” the Production Manager emphasises.
To maintain excellent quality standards, Niezgodka has also implemented a quality management system certified to ISO 9001 by TÜV NORD. This entails periodic checks and rigorous inspections, beginning with the receipt of raw materials and semi-finished products and continuing throughout the production process until the final inspection of the assembled valves. Each valve undergoes detailed testing with water, air, or gas up to 1500 bar pressure to ensure optimum performance and reliability.
The technical characteristics of the L.UN.A. cleaning system
After the machining operations, the metal components are placed in the cleaning system’s basket. An operator places the basket on the roller conveyor, which automatically transfers it to the plant’s chamber. “L.UN.A. by Cemastir represents a significant advance in metal cleaning, offering several advantages over traditional systems,” illustrates
“I nostri prodotti sono sviluppati e realizzati con la massima precisione per rispondere alle esigenze di una vasta gamma di applicazioni industriali. L’affidabilità e la qualità delle nostre soluzioni ci permettono di servire mercati globali con la sicurezza di offrire sempre il meglio,” prosegue Willhöft.
Il ciclo produttivo e l’importanza della fase di lavaggio
Il ciclo produttivo delle valvole presso Niezgodka è caratterizzato da un approccio rigoroso e metodico, che inizia con la fase di sviluppo e progettazione. “Il nostro team di tecnici e ingegneri pianifica meticolosamente ogni aspetto del prodotto attraverso la creazione di prototipi mediante stampa 3D. Questi ultimi sono sottoposti a severi test di collaudo e, solo dopo aver superato tutte le prove, possono essere approvati per la produzione in serie,” spiega Willhöft.
Il cuore del reparto produttivo è costituito da tecnologie all’avanguardia e metodi produttivi avanzati: l’azienda impiega una vasta gamma di macchinari a controllo numerico, che consentono la produzione di componenti con elevati standard di qualità. Il processo produttivo è inoltre completamente automatizzato e prevede un controllo continuo per garantire una precisione meccanica ottimale in ogni fase della lavorazione.
A seguito delle lavorazioni meccaniche, i componenti metallici sono sottoposti a un processo di pulizia con il sistema di lavaggio L.UN.A. di Cemastir: si tratta di un’operazione indispensabile in quanto qualsiasi residuo di olio e lubrificante deve essere eliminato prima della saldatura e dell’assemblaggio finale dei componenti.
“Il lavaggio è una fase essenziale del nostro ciclo produttivo poiché ci permette di raggiungere e soddisfare i severi requisiti richiesti dai settori di mercato di riferimento di Niezgodka, in particolare quello alimentare e farmaceutico, dove ogni forma di contaminazione superficiale è inaccettabile. La pulizia approfondita e l’assenza di residui sono fondamentali per garantire la sicurezza e l’efficacia dei prodotti finali”, precisa il Production Manager.
Per mantenere standard di qualità eccellenti, Niezgodka ha inoltre implementato un sistema di gestione della qualità certificato ISO 9001 dall’ente TÜV NORD. Questo sistema prevede controlli periodici e ispezioni rigorose, che iniziano con la ricezione delle materie prime e dei prodotti semilavorati, e proseguono durante tutto il processo di produzione fino all’ispezione finale delle valvole assemblate. Ogni valvola è sottoposta a test dettagliati, che includono verifiche con acqua, aria o gas fino a 1500 bar di pressione, per assicurare prestazioni e affidabilità ottimali.
Le caratteristiche tecniche dell’impianto di lavaggio L.UN.A. Dopo le lavorazioni meccaniche, i componenti metallici vengono posizionati nel cestello dell’impianto di lavaggio. L’operatore colloca il cestello sul trasportatore a rulli, che automaticamente lo trasferisce nella camera di lavaggio. “L.UN.A. di Cemastir rappresenta un significativo progresso nel settore del lavaggio dei metalli, offrendo diversi vantaggi rispetto ai sistemi
Christian Mahnken, Managing Partner at Cemastir GmbH. One of the main strengths of L.UN.A. is its ability to adapt to different cleaning needs. The system allows the type of solvent used, including modified alcohols, hydrocarbons, and chlorinated solvents, to be changed quickly and directly from the plant’s PLC without requiring changes or updates to the machine’s technical structure. Such flexibility also extends to the available cleaning modes, e.g., ultrasound or rotation, and to vacuum drying, ensuring even the smallest holes are reached. L.UN.A. autonomously manages the entire process, minimising the need for manual intervention. Thanks to the possibility of programming customised cycles, the system can be adapted to each component’s specific requirements, improving the cleaning process’s overall effectiveness. “Compact system design facilitates integration into any production cycle,” adds Mahnken. “Finally, L.UN.A. has an integrated condensation system that eliminates the need for auxiliary cooling
tradizionali,” spiega Christian Mahnken, Managing Partner di Cemastir GmbH. Uno dei principali punti di forza di L.UN.A. è la sua capacità di adattarsi alle diverse esigenze di lavaggio. Il sistema permette di cambiare rapidamente e direttamente dal PLC dell’impianto la tipologia di solvente utilizzata, che può variare tra alcoli modificati, idrocarburi e solventi clorurati, senza richiedere modifiche o aggiornamenti alla struttura tecnica della macchina. Questa flessibilità si estende anche alle modalità di lavaggio disponibili, come ultrasuoni e rotazione, e all’asciugatura sottovuoto, che permette di raggiungere anche i fori più piccoli. L.UN.A. gestisce in autonomia l’intero processo di pulizia, minimizzando la necessità di interventi manuali. Grazie alla possibilità di programmare cicli di lavaggio personalizzati, l’impianto può essere adattato alle esigenze specifiche di ogni componente, migliorando l’efficacia del processo di pulizia. “Il design compatto del sistema facilita l’integrazione in qualsiasi ciclo produttivo,” aggiunge Mahnken. “Inoltre, L.UN.A. è dotato di un
Niezgodka vanta una lunga tradizione di eccellenza nel settore delle valvole industriali.
Niezgodka boasts a long tradition of excellence in the industrial valve sector.
The L.UN.A. cleaning system designed by Cemastir and installed by the German Sister-company Cemastir GmbH.
Il sistema di lavaggio L.UN.A., progettato da Cemastir e installato dalla società sorella tedesca Cemastir GmbH.
systems such as water chillers, activated carbon filters, or abatement units, thus reducing operating costs and space requirements. In terms of energy consumption, L.UN.A. guarantees savings by 30% compared to traditional cleaning plants, making it a sustainable and efficient solution.”
The advantages of the new cleaning system
The new L.UN.A. cleaning system has been operational at Niezgodka since April 2022 and has brought significant improvements in product quality, environmental efficiency, and economic benefits. “The implementation of L.UN.A. has revolutionised our cleaning process. Once programmed, this machine autonomously manages the entire treatment cycle without requiring any additional intervention. The components leave the plant completely clean and dry, ready to be assembled and subjected to further processing. In addition, their surfaces are visibly cleaner and shinier, which our customers perceive as an added value,” states Willhöft enthusiastically. Compared to the company’s previous system, which required manual emptying and cleaning four times a year, L.UN.A. has reduced the need for maintenance operations to only once a year. “Moreover, Cemastir’s plant has significantly reduced both our water consumption for cleaning and the amount of solvent we use, as top-ups during machine operation are required very rarely,” notes Niezgodka’s Production Manager.
sistema di condensazione integrato che elimina la necessità di sistemi ausiliari di raffreddamento come water chiller, filtri a carboni attivi o sistemi di abbattimento, riducendo così i costi operativi e lo spazio richiesto. Dal punto di vista energetico, L.UN.A. garantisce un risparmio del 30% rispetto ai sistemi di lavaggio tradizionali, configurandosi come una soluzione sostenibile ed efficiente”.
I vantaggi ottenuti con il nuovo impianto di lavaggio Il nuovo sistema di lavaggio L.UN.A. è operativo presso Niezgodka da aprile 2022 e ha apportato significativi miglioramenti in termini di qualità finale dei prodotti, efficienza ambientale e benefici economici. “L’introduzione del sistema L.UN.A. ha rivoluzionato il nostro processo di lavaggio. Una volta programmata, la macchina gestisce in autonomia l’intero ciclo di pulizia senza richiedere interventi aggiuntivi. I componenti escono dal sistema completamente puliti e asciutti, pronti per essere assemblati e sottoposti alle fasi di lavorazione successive. Inoltre, le superfici dei componenti appaiono visibilmente più pulite e brillanti, una caratteristica che è stata percepita come un valore aggiunto dai nostri clienti,” afferma con entusiasmo Willhöft.
Rispetto al sistema di lavaggio precedente, che richiedeva operazioni di svuotamento e pulizia manuale quattro volte all’anno, L.UN.A. ha ridotto la necessità di manutenzione a una sola volta l’anno. “Inoltre, grazie al sistema progettato da Cemastir, abbiamo diminuito in modo significativo sia il consumo di acqua per il lavaggio sia la quantità di solvente utilizzato, poiché i rabbocchi durante il funzionamento della macchina sono molto rari”, prosegue il Production Manager di Niezgodka.
“When we decided to adopt Cemastir’s L.UN.A. technology, we not only considered its technical and operational aspects but also the importance of working with a reliable partner. This was particularly important because we were venturing into completely new territory.
Technical support was a crucial factor in our choice, and with Cemastir, we experienced fast, simple, and goal-oriented assistance right from the start. From our very first conversations with Christian Mahnken, we realised that we were dealing with a professional team striving to make a difference and knowing how to listen carefully to their customers’ needs,” the Production Manager indicates.
“We are extremely happy with the decision to adopt the L.UN.A. technology – in hindsight, we should have taken this step towards automation much earlier. Our new cleaning system has significantly improved the quality of our parts while optimising production efficiency and reducing manual intervention times. The valves come out completely clean and dry, ready for the subsequent welding and assembly steps. This innovation has enabled us to maintain high quality standards while fully meeting our customers’ expectations,” Willhöft concludes.
L’importanza di rivolgersi ad un partner tecnologico affidabile
“Quando abbiamo deciso di adottare la tecnologia L.UN.A. di Cemastir, non abbiamo valutato soltanto l’aspetto tecnico e i processi, ma anche l’importanza di collaborare con un partner affidabile. Ciò era particolarmente importante per noi, poiché ci stavamo avventurando in un territorio completamente nuovo”. “Il supporto tecnico è stato un fattore cruciale nella nostra scelta, e con Cemastir abbiamo riscontrato fin dall’inizio un’assistenza rapida, semplice e orientata al raggiungimento degli obiettivi. Già dai primi colloqui con Christian Mahnken, ci siamo resi conto di avere a che fare con professionisti che non solo vogliono fare la differenza, ma che sanno anche ascoltare attentamente le esigenze dei loro clienti”, afferma il Production Manager. “Siamo estremamente soddisfatti della decisione di adottare la tecnologia L.UN.A. e, col senno di poi, avremmo dovuto fare questo passo verso l’automazione molto prima. L’impianto di lavaggio ha infatti migliorato significativamente la qualità dei nostri prodotti, ottimizzando al contempo l’efficienza produttiva e riducendo i tempi di intervento manuale. Le valvole escono completamente pulite e asciutte, pronte per le successive fasi di saldatura e assemblaggio. Questa innovazione ci ha permesso di mantenere elevati standard di qualità e di soddisfare appieno le aspettative dei nostri clienti”, conclude Willhöft.
Dettaglio del cestello posizionato sul trasportatore a rulli.
Detail of the basket positioned on the roller conveyor.
Stents are used to reopen vessels or keep them open. Very high process and product safety and quality management requirements must be met during their production in accordance with the MDR.
Gli stent servono a riaprire o mantenere aperti i vasi sanguigni. Nel processo produttivo devono essere soddisfatti requisiti molto elevati in termini di qualità e di sicurezza sia del prodotto sia del processo, in conformità al MDR.
The power of sound waves for stable cleanliness
The manufacture of medical technology products such as implants, instruments and devices is subject to very strict requirements - including for parts cleaning. Ultrasound is an indispensable process here. It ensures that the required cleanliness is achieved in a stable, efficient and sustainable manner during both intermediate and final cleaning.
Ultrasound and medical technology - this combination is initially associated with diagnostic imaging. However, ultrasound can do much more in this area. Sound with frequencies above the human hearing range has established itself as an economical and sustainable standard process for wet-chemical cleaning applications in the manufacture and reprocessing of medical technology products such as instruments, implants and other devices. And it can be used for components made of a wide variety of materials such as stainless steel, titanium, cobalt-chrome alloys, ceramics and plastic.
Il potere delle onde sonore per un livello di pulizia costante
La realizzazione di prodotti di tecnologia medica come impianti, strumenti e dispositivi è soggetta a requisiti molto rigorosi –anche in termini di lavaggio. In questo settore è indispensabile un processo a ultrasuoni. Garantisce l’ottenimento del livello di pulizia richiesto in modo costante, efficiente e sostenibile, sia nel lavaggio intermedio sia in quello finale.
Ultrasuoni e tecnologia medica – questa combinazione è solitamente associata alla diagnostica con imaging. Tuttavia, gli ultrasuoni possono fare molto di più per questo settore. Il suono con frequenze superiori all’intervallo uditivo umano si è affermato come mezzo standard, economico e sostenibile, per il lavaggio chimico a umido nella produzione e rigenerazione di prodotti di tecnologia medicale come strumenti, impianti e altri dispositivi. Gli ultrasuoni possono essere utilizzati su un’ampia gamma di materiali tra i quali acciaio inossidabile, titanio, leghe cobalto-cromo, ceramica e plastica.
Ⓒ Freepik, peakanucha
Optimally adaptable to the task
In cooperation with cleaning system manufacturers and users, Weber Ultrasonics develops customdesigned generators and transducer systems as rod, plate and immersible transducers with different frequencies for the very different cleaning tasks in medical technology. This includes single-frequency solutions as well as dual- and multi-frequency ultrasonic systems in a frequency range from 25 to 132 kHz. They enable the construction of spacesaving cleaning systems that are individually tailored to the workpieces and cleaning requirements. The development of vacuum-proof single, dual and multi-frequency immersible transducers also opens up the use of ultrasonic cleaning in full-vacuum cleaning systems. For high-purity applications, where particularly high demands are placed on component cleanliness and cleaning equipment, immersible transducers and plate transducers are available in a suitable design. With a surface roughness of < 0.35 µm, they meet the requirements of hygiene class 4 in accordance with DIN 11866.
The key criteria for stable and damage-free cleaning of the stents include a homogeneous sound field in addition to an optimally tuned ultrasound frequency and power.
Tra i criteri chiave per un lavaggio degli stent sicuro e senza danni vi sono un campo sonoro omogeneo e una frequenza e potenza degli ultrasuoni regolate in modo ottimale.
Adattabile in modo ottimale alle esigenze
In collaborazione con i produttori e gli utilizzatori di sistemi di lavaggio, Weber Ultrasonics sviluppa generatori e sistemi di trasduttori personalizzati come trasduttori a barra, a piastra e immersibili, con frequenze differenti e adatte ai diversi requisiti di lavaggio richiesti nel campo della tecnologia medica. Tra questi, soluzioni a frequenza singola nonché sistemi a ultrasuoni a doppia e multifrequenza (dai 25 ai 132 kHz). Questi consentono la costruzione di sistemi di lavaggio salvaspazio e personalizzati a seconda dei requisiti di lavaggio dei manufatti. Lo sviluppo di trasduttori immersibili a frequenza singola, doppia e multifrequenza a prova di vuoto apre anche all’utilizzo del lavaggio a ultrasuoni in sistemi completamente sottovuoto. Per applicazioni a elevata purezza, che hanno requisiti di pulizia particolarmente elevati, i trasduttori immersibili e i trasduttori a piastra sono disponibili nel design più adatto. Con una rugosità superficiale < 0.35 µm, soddisfano i requisiti di igiene classe 4 secondo normativa DIN 11866.
Ultrasonic cleaning is the standard procedure for medical technology products such as instruments, implants or other devices with very high cleanliness requirements.
Il lavaggio a ultrasuoni è la procedura standard per i prodotti di tecnologia medica come strumenti, impianti o altri dispositivi, che hanno requisiti di pulizia molto elevati.
Cleaning stents reliably and without damage
Heinz Schade, Managing Director of the company of the same name, also relies on the wide range of highly effective ultrasonic components. Founded in 1999 and based in Reutlingen (Germany), the company develops and produces machines for balloon and catheter production as well as stent processing, which are sold worldwide. In addition, there is software that is optimally adapted to the various machines and, among other things, enables the seamless documentation and traceability of processes required in medical technology. This helps to ensure that the strict requirements of the Medical Device Regulation (MDR) with regard to process and product safety and quality management are met. One focus of the system portfolio is on manufacturing steps for stent production that follow laser cutting, such as electropolishing, heat treatment, pickling and ultrasonic cleaning. The company has been manufacturing the tanks for the cleaning systems in-house for around 20 years. This allows them to be adapted to the various products and the specific requirements of the respective customer. “With our own production facilities, we were looking for a supplier for the ultrasonic components. In Weber Ultrasonics, we found a partner that has impressed us to this day with its expert advice and uncomplicated cooperation,” reports Heinz Schade.
Lavare gli stent in modo affidabile e senza danneggiarli Heinz Schade, amministratore delegato dell’omonima azienda, si affida all’ampia gamma di componenti a ultrasuoni altamente affidabili di Weber. Fondata nel 1999 con sede a Reutlingen (Germania), l’azienda sviluppa e realizza macchine vendute in tutto il mondo per la produzione di palloncini, stent e cateteri, nonché per la lavorazione degli stent stessi. Fornisce inoltre un software adattato in modo ottimale alle varie macchine e che consente di documentare e tracciare con continuità i processi richiesti nel campo della tecnologia medica. Questo aiuta a garantire che i rigidi requisiti del Medical Device Regulation (MDR) in materia di sicurezza dei prodotti e di gestione della qualità siano soddisfatti. Uno dei focus della gamma di prodotti aziendale sono le fasi produttive successive al taglio laser nella produzione degli stent: elettrolucidatura, trattamento termico, decapaggio e lavaggio a ultrasuoni. L’azienda produce internamente da circa 20 anni le vasche dei sistemi di lavaggio, in modo da poterle adattare ai diversi prodotti e agli specifici requisiti di ogni cliente. “Cercavamo un fornitore di componenti a ultrasuoni per i nostri impianti produttivi. Abbiamo trovato in Weber Ultrasonics un partner che ci ha impressionato con la sua esperienza tecnica e con il suo modo di collaborare, senza alcuna complicazione” riferisce Heinz Schade.
For products with an open-pored sponge structure, with combined porous and polished surfaces and components with very fine capillaries, ultrasound can be combined with pressure cycling.
Per i prodotti con struttura a poro aperto, con superfici combinate porose/lucide e per i componenti con strutture capillari molto fini, gli ultrasuoni possono essere combinati con processi a pressione ciclica.
To ensure the quality and safety of the products, the stents are usually cleaned between the various processes. Final cleaning is then carried out before packaging, usually in a clean room. “Increasingly stringent surface cleanliness requirements have to be met. At the same time, it must be ensured that the sensitive stents are not damaged during cleaning,” says the Managing Director, specifying the requirements. The key parameters for this are the frequency of the ultrasound and the power in watts per litre of bath volume. In addition, a homogeneous sound field must be generated in the bath to ensure a consistently stable result. “The ultrasonic solutions from Weber Ultrasonics are ideal for these tasks. The power can be set very precisely by controlling the generator and the sound output is constant and reliable. We have had no problems with the ultrasonic systems so far,” adds Heinz Schade.
Particulate and film-chemical impurities are removed
Ultrasound develops its cleaning effect in a liquid bath through the physical effect of cavitation: the electrical signals generated by an ultrasound generator are transmitted into the liquid through oscillating elements. The sound pressure is characterized by an alternation of negative and positive pressure.
Per garantirne la qualità e la sicurezza, gli stent vengono generalmente lavati tra un processo e l’altro. Il lavaggio finale si esegue prima dell’imballaggio, di solito in una camera bianca. “È necessario soddisfare requisiti di pulizia superficiale sempre più rigidi e al contempo garantire che i delicati stent non subiscano danni”, afferma l’amministratore delegato, specificando tali requisiti. A questo scopo i parametri chiave sono la frequenza degli ultrasuoni e la potenza in watt per ogni litro di volume del bagno. Inoltre, è necessario generare nel bagno un campo sonoro omogeneo per garantire un risultato costantemente stabile. “Le soluzioni a ultrasuoni di Weber Ultrasonics sono l’ideale per questo tipo di processo. La potenza può essere regolata in modo molto preciso controllando il generatore e l’output sonoro è costante e affidabile. Finora non abbiamo mai avuto alcun tipo di problema”, aggiunge Heinz Schade.
Rimozione delle impurità chimiche particellari e pellicolari Gli ultrasuoni sviluppano il loro effetto pulente in un bagno di lavaggio attraverso il meccanismo fisico della cavitazione: gli impulsi elettrici prodotti da un generatore di ultrasuoni vengono trasmessi nel fluido attraverso elementi oscillanti. La pressione sonora è caratterizzata dall’alternanza tra pressione positiva e negativa.
METAL CLEANING
The tanks of the cleaning systems are adapted to the products to be cleaned and equipped with ultrasound.
Le vasche dei sistemi di lavaggio sono adattate ai prodotti da lavare e dotate di ultrasuoni.
In the negative pressure phases, microscopically small cavities are formed, which collapse (implode) in the subsequent positive pressure phase. This creates shock waves with considerable energy, which “blast off” particulate and film-chemical contaminants. At the same time, microcurrents are created in the liquid, which flush away detached or dissolved contaminants. These effects make it possible to remove contaminants not only from the surface, but also from complex geometries, cavities, holes and structures.
For critical surfaces in combination with pressure cycling processes
For components such as additively manufactured implants with an open-pored sponge structure or combined porous and polished surfaces as well as components with very fine capillaries, ultrasound can be combined with pressure cycling processes. In these vacuum flood cleaning processes, alternating negative and positive pressure and cavitation effects are generated by regularly repeating pressure changes. This allows cleaning and rinsing media to reach areas that would otherwise only be reached to a limited extent or not at all.
Nelle fasi di pressione negativa si formano delle cavità microscopiche che collassano (implodono) nella successiva fase di pressione positiva. Ciò crea onde d’urto di notevole energia, che “spazzano via” i contaminanti chimici particellari e pellicolari. Contemporaneamente, nel liquido si creano microcorrenti che lavano via i contaminanti distaccati o disciolti. Questi effetti permettono di rimuovere i contaminanti dalla superficie, ma anche da geometrie complesse, cavità, fori e strutture.
Per superfici difficili in combinazione con processi a pressione ciclica
Per componenti come gli impianti realizzati con manifattura additiva, con struttura spugnosa a pori aperti o con superfici combinate porose/lucide, nonché per componenti con capillari molto fini, gli ultrasuoni possono essere combinati con processi a pressione ciclica. In questi processi di lavaggio sottovuoto, vengono generati effetti alternati di pressione negativa e positiva e di cavitazione mediante variazioni di pressione ripetute regolarmente. Ciò permette ai prodotti di lavaggio e risciacquo di raggiungere aree che altrimenti non verrebbero raggiunte o raggiunte solo in parte.
The rebirth of long-standing brand Delfino, powered by Cemastir & ILSA-MC
Two well-established Italian companies, Cemastir and ILSA-MC, have decided to combine their expertise and resources to create a new company capable of competing internationally, also thanks to the revival of the renowned Delfino brand. With an eye on tradition and one on the future, this collaboration will enable them to offer innovative, fast, personalised, and customer-oriented solutions.
For many years, the brand name most immediately associated with the metal cleaning field has been Delfino, currently held by Cemastir. This brand has been a synonym for quality, solidity, and reliability decades, and although it is no longer on the market, many of its machines are still installed today in factories throughout Italy. In the ‘80s, Delfino systems were among the first solvent cleaning plants to adopt a hermetically sealed structure, solving the problem of fumes and other harmful substances generated by old-generation systems being dispersed into the environment. These solutions quickly became popular in the Italian market of industrial cleaning systems for metal components, and for many years, they were benchmark machines from which many other plant manufacturers drew inspiration.
ILSA-MC and Cemastir, two long-standing and well-established Italian companies that have always been regarded as competitors in the market of metal cleaning machines, have recently decided to join forces to play a leading role on the national and international scene. Now, thanks to their synergy, the Delfino brand is also about to
Rinasce lo storico brand Delfino, powered
by Cemastir & ILSA-MC
Le due storiche aziende italiane Cemastir e ILSA-MC hanno deciso di unire le proprie competenze e le rispettive risorse per creare una nuova realtà in grado di competere a livello internazionale, anche grazie alla rinascita del rinomato marchio Delfino. Con un occhio attento alla tradizione e uno orientato verso il futuro, questa collaborazione permetterà di offrire soluzioni innovative, rapide, personalizzate e sempre più vicine alle esigenze dei clienti.
Quando si parla di macchine lavametalli, l’accostamento più comune è stato per molti anni quello con il marchio Delfino (detenuto attualmente da Cemastir): questo brand ha rappresentato per decenni un sinonimo di qualità, solidità e affidabilità e, sebbene non più in commercio, molte macchine sono installate ancora oggi in stabilimenti sparsi su tutto il territorio nazionale.
Dagli inizi degli anni ‘80, gli impianti Delfino sono stati tra i primi a introdurre una struttura chiusa ermeticamente per il lavaggio con solventi, risolvendo il problema della dispersione nell’ambiente di fumi e altre sostanze nocive generate dalle precedenti generazioni di impianti. Queste soluzioni si sono quindi rapidamente diffuse nel mercato italiano del lavaggio industriale dei componenti in metallo e hanno rappresentato per molti anni un punto di riferimento a cui tanti altri produttori di macchine si sono ispirati.
ILSA-MC e Cemastir, due storiche e consolidate società italiane considerate da sempre come concorrenti sul mercato delle macchine lavametalli, hanno recentemente deciso di unire le forze per ricoprire un ruolo di primo piano nel panorama nazionale e internazionale. Grazie alla sinergia tra queste due realtà, anche il marchio Delfino si appresta ora a riprendere
resume its key role. We interviewed Alessandro Pancaldi, the CEO and sales director of ILSA-MC Srl (San Pietro in Casale, Bologna) and Alberto Tromponi, the president of Cemastir Metal Cleaning Srl (Zola Predosa, Bologna), to understand the reasons behind this decision and the benefits that this unity of purpose will bring to the global market.
What was the reason behind Cemastir and ILSA-MC’s decision to join forces?
Alessandro Pancaldi: “A few months ago, we realised that we could combine the strengths of our two companies to become an international benchmark supplier for the cleaning machinery sector –without, however, generating any negative commercial, technical, and HR-related consequences on our current structures. Therefore, this choice results from an uncommon approach to competitors, but one that allows the industry to thrive and evolve, namely establishing good relationships and coming together to bring innovations and ideas to the market. Our two companies were on good terms, and we realised that joining forces and combining our portfolios could bring some mutual advantages and that, by putting together our skills and resources, we could offer broader and more structured solutions to become an international powerhouse with few equals in the world.”
Alberto Tromponi: “Following this groundbreaking decision, each company will put its technical skills, production technologies, business philosophies, and commercial structures at the service of the other to grow globally by gaining new market shares both in Italy and abroad. All our current and future partners will benefit from an optimised offer and a company with a larger structure and even more reliable after-sales services. Of course, our customers will have a wider range to choose from.”
Why bring the Delfino brand back to the market?
AT: “We intend to market a new product line that will be the technical synthesis of our companies’ expertise, introducing a wider range of customised solutions for both solvent- and water-based cleaning under a brand name synonymous with reliability.”
AP: “Delfino is a time-tested brand, a symbol of quality in the Italian market. It represents a perfect bridge between our two businesses, and relaunching it enables us to present ourselves as a single new organisation that, at the same time, is not breaking with the past but is rather characterised by the quality, reliability, and optimum results that this brand still represents.”
Specifically, how will you structure this? Will you remain two separate companies, or will you merge into one?
AP: “Operationally, there will be a redistribution of tasks, with each
il suo ruolo di riferimento. Abbiamo intervistato Alessandro Pancaldi, AD e Direttore Vendite di ILSA-MC Srl (San Pietro in Casale - BO), e Alberto Tromponi, presidente di Cemastir Lavametalli Srl (Zola Predosa - BO), per comprendere i motivi che si celano dietro a questa importante decisione e i benefici che questa unione d’intenti porterà al mercato globale.
A cosa è dovuta la scelta di unire le forze di Cemastir e ILSA-MC?
Alessandro Pancaldi: “Qualche mese fa abbiamo capito di poter unire le forze delle nostre due aziende, al fine di diventare un punto di riferimento internazionale per il settore delle macchine di lavaggio – senza però generare ripercussioni negative a livello commerciale, tecnico e di risorse umane sulla nostra attuale struttura. Questa scelta è quindi la conclusione di un approccio poco comune verso la concorrenza, ma che consente all’industria di prosperare ed evolvere, ovvero quello di cercare di avere delle buone relazioni e confrontarsi a vicenda anche tra competitor, per portare innovazioni e idee sul mercato. Tra le due aziende c’erano buoni rapporti e abbiamo capito che ci potevano esseri dei vantaggi comuni nel creare una sintesi delle due realtà e unire meglio le proposte tecnologiche di entrambe: ci siamo infatti resi conto che, unendo le nostre competenze e risorse, avremmo potuto offrire soluzioni più ampie e strutturate, che ci permetteranno di diventare una potenza internazionale con pochi eguali nel mondo”.
Alberto Tromponi: “A seguito di questa importante decisione, ogni azienda metterà al sevizio dell’altra le proprie competenze tecniche, le tecnologie produttive, le filosofie aziendali e le strutture commerciali per crescere globalmente, guadagnando nuove quote di mercato sia in Italia che all’estero. Quindi, tutti i partner attuali e futuri si troveranno a disposizione una proposta ottimizzata e un’azienda con una struttura più ampia, con servizi di assistenza post-vendita ancora più precisi. In questo modo, i clienti avranno una gamma più ampia tra cui scegliere”.
Perché riproporre sul mercato il brand Delfino?
AT: “L’obiettivo è mettere sul mercato una nuova linea prodotti che saranno la sintesi tecnica delle due competenze aziendali, introducendo quindi una gamma più ampia di soluzioni customizzate sia per il lavaggio a solvente che a base acqua sotto un marchio che è sinonimo di affidabilità”.
AP: “Delfino è un brand storico, simbolo di qualità nel mercato italiano: rappresenta perciò un ponte perfetto tra le nostre due realtà, e rilanciarlo ci permette di presentarci come una nuova entità unica ma in continuità con il passato – e di conseguenza con la qualità, l’affidabilità e i risultati ottimali che questo marchio rappresenta”.
Nello specifico, come vi strutturerete? Resterete due aziende separate o confluirete in un’unica società?
AP: “Operativamente, ci sarà una risuddivisione dei compiti, con ognuno
team focusing on its competencies. For example, ILSA-MC specialises in small machines for solvent-based cleaning, a range that Cemastir does not produce; on the other hand, ILSA-MC does not have any water-based solutions, in which Cemastir has a great deal of technical expertise and a varied portfolio. At the same time, we will act as one organisation while maintaining both company brands, ILSA-MC and Cemastir, and adding one, Delfino, which will represent the synthesis of our know-how.”
Delfino is an Italian icon. What are your plans abroad?
AT: “We intend to maintain our brand identity in countries where our partners and distributors have already done a great job consolidating our presence. For instance, ILSA-MC’s distributors in the US and France will continue to offer ILSA-MC, Cemastir, and Delfino solutions under the ILSA-MC brand; likewise, in Spain and the Netherlands, Cemastir will promote the entire product range under its own name.”
AP: “Nowadays, it is common to have customers with plants on three different continents. In the international market, these types of partnerships are customary because they allow for pooling expertise and having a local service and distribution network closer to customers. This collaboration will enable us to get closer to the international branches of our customers and serve them even better.”
What does today’s industrial water- and solvent-based cleaning market require? What are the challenges you are facing in positioning yourself as the industry benchmark?
AP: “The market is demanding solutions that meet higher and higher requirements, that vary enormously from customer to customer and sector to sector, but also according to the cleaned parts’ end use and the certification standards to be met. One of the key factors is the ability to provide such solutions with an adequate range and with very fast delivery times: for this reason, we plan to further strengthen the availability in very short times of our most popular models and to maintain extremely fast delivery times for customised systems as well.”
AT: “Cleaning machines must also adapt to very different operating contexts, depending on production needs. For example, we have some competing customers that produce the same parts but, due to their internal workflow or corporate strategy, use diametrically opposed machines. As water- and solvent-based cleaning processes employ different technologies and, therefore, generate different results, the choice of one technology over the other depends on the specific needs and requests of each customer. Generally, highly customised demands are more common in the US and Northern Europe, whereas markets such as France, Switzerland, and Spain place somewhat simpler requirements but with much higher production rates. The combination
focalizzato sulla propria parte di competenze. Per esempio, ILSA-MC è anche specializzata nel lavaggio con solventi attraverso macchine di piccole dimensioni, una gamma che Cemastir non ha, ma ILSA-MC a sua volta non dispone di soluzioni a base acqua – sulle quali Cemastir possiede invece molte competenze tecniche e un portfolio decisamente variegato. Agiremo però come un’unica entità, pur mantenendo entrambi i marchi aziendali ILSA-MC e Cemastir e aggiungendone uno, Delfino, che rappresenterà la sintesi delle nostre due competenze”.
Delfino è un’icona prettamente italiana, all’estero come vi muoverete?
AT: “Intendiamo mantenere l’identità dei nostri brand nei Paesi dove i nostri partner e distributori hanno già svolto un ottimo lavoro, consolidando una forte presenza. Ad esempio, i distributori di ILSA-MC negli Stati Uniti e in Francia continueranno a proporre le macchine ILSA-MC, gli impianti Cemastir e le nuove soluzioni Delfino ma sotto il marchio ILSA-MC. Allo stesso modo, Cemastir in Spagna e nei Paesi Bassi promuoverà l’intera gamma di prodotti con il proprio nome”.
AP: “Oggi è normale avere clienti con stabilimenti dislocati in tre continenti diversi. Nel panorama internazionale, queste tipologie di collaborazioni sono comuni perché permettono di unire le competenze e disporre di una rete di assistenza e distribuzione locale molto più vicina al cliente. Questa nostra unione ci permetterà di avvicinarci alle filiali internazionali dei nostri clienti, al fine di seguirli ancora meglio”.
Che cosa richiede oggi il mercato del lavaggio industriale ad acqua e a solvente dei componenti? Quali sono le sfide che dovrete affrontare per posizionarvi come punto di riferimento del settore?
AP: “Il mercato richiede soluzioni che rispondano a esigenze sempre più elevate, che variano enormemente da cliente a cliente e da settore a settore, ma anche sulla base dello specifico utilizzo finale che sarà fatto del particolare lavato e delle certificazioni da soddisfare. Uno dei fattori chiave è avere la possibilità di fornire tali soluzioni con una gamma adeguata e con tempi di consegna molto rapidi, per questo contiamo di rafforzare ulteriormente la disponibilità in tempi brevissimi dei nostri modelli più diffusi e mantenere estremamente veloci anche i tempi di consegna per macchine customizzate”.
AT: “Le macchine di lavaggio devono anche adattarsi a contesti operativi molto diversi, a seconda delle necessità produttive. Abbiamo per esempio alcuni clienti concorrenti tra di loro che producono lo stesso pezzo ma, a seconda del flusso di lavoro interno o della strategia aziendale, usano macchine diametralmente opposte. I processi di lavaggio con acqua o solvente impiegano tecnologie differenti e generano di conseguenza risultati diversi, pertanto la scelta di una tecnologia piuttosto che dell’altra dipende dalle specifiche esigenze e volontà del cliente. In generale, negli Stati Uniti e in nord Europa stiamo assistendo a richieste estremamente personalizzate, mentre mercati come quello francese, svizzero o spagnolo devono rispettare
of our two companies and the development of new Delfino plants will enable us to quickly provide the most suitable solution for every customer from three main categories:
Standard machines with a low cost but characterised by structural solidity and ease of use.
Machines with very high precision and/or repeatability cleaning standards, very short cycle times, and excellent cleaning results even with prolonged use.
Unique machines for special products customised according to market demands and the needs of local partners.”
In summary, is it fair to say that the relaunch of the Delfino brand is a passing of the baton, with its reputation characterising the future development of Cemastir and ILSA Metal Cleaning?
AP: “Yes, exactly. We are witnessing the rebirth of a prestigious brand, which will support a further international expansion of two companies that aim to become a first-class player in the global landscape of industrial metal component cleaning machines.”
requisiti in parte più semplici, ma ritmi produttivi molto più elevati. L’unione delle nostre due società e lo sviluppo di nuove macchine Delfino ci permetterà di fornire rapidamente la soluzione più adatta per ogni cliente, partendo da tre soluzioni impiantistiche:
Macchine standard, dal costo contenuto, ma con caratteristiche di solidità strutturale e facilità d’uso.
Macchine per richieste di pulizia di precisione e/o altissima ripetibilità, con tempi ciclo molto brevi e risultati di pulizia elevati anche con un utilizzo prolungato.
Macchine per prodotti speciali, customizzate e uniche a seconda delle richieste del mercato e le necessità dei partner locali.
Riassumendo, è corretto dire che il rilancio del marchio Delfino rappresenta un passaggio di testimone, con la sua fama che caratterizzerà il futuro sviluppo di Cemastir e ILSA Metal Cleaning?
AP: “Esattamente. In conclusione, stiamo assistendo alla rinascita di un brand storico, che supporterà l’ulteriore espansione internazionale delle due realtà che mirano a diventare un attore di prim’ordine nel panorama globale della produzione di macchine per il lavaggio industriale dei componenti metallici”.
Cemastir’s L.UN.A. cleaning machine.
An ILSA-MC’s cleaning plant.
Zanzi Spa: reaching perfection in valve polishing with a new automatic grinding and cleaning system
Zanzi Spa, a leading Italian manufacturer of valves for endothermic engines in niche sectors, has recently installed a grinding and cleaning system supplied by DAN Technology to automate its valve finishing process. This technological innovation makes the finishing process automatic, ensuring uniform and repeatable results and reducing the risks associated with manual polishing.
Technical quality is crucial in sectors such as aeronautics, motorsports, and marine engines, but aesthetics play an equally vital role. Companies operating in these markets do not only seek functional products but also require aesthetically impeccable components.
For example, in the case of engine valves, a high-quality surface finish contributes to operational efficiency but is also decisive in eliminating polish marks, i.e. surface defects that can compromise the product’s appearance.
Zanzi Spa: la perfezione della lucidatura delle valvole con il nuovo impianto automatico di smerigliatura e pulitura
Zanzi Spa, storica azienda italiana leader nella produzione di valvole per motori endotermici in settori di nicchia, ha recentemente introdotto un impianto di smerigliatura e pulitura fornito da DAN Technology per automatizzare il processo di finitura delle valvole. Questa innovazione tecnologica consente di automatizzare il processo di finitura, garantendo risultati uniformi e ripetibili e di ridurre i rischi legati alla lucidatura manuale.
In settori come l’aeronautica, il motorsport e motori marini, la qualità tecnica è fondamentale, ma l’aspetto estetico gioca un ruolo altrettanto cruciale. Le aziende che operano in questi mercati non si accontentano solo di prodotti funzionali, bensì richiedono componenti che siano impeccabili dal punto di vista estetico. Per esempio, nel caso delle valvole motore, la finitura superficiale di elevata qualità non solo contribuisce all’efficienza operativa, ma è determinante per eliminare i lucidi, ovvero segni superficiali che possono compromettere l’aspetto del prodotto.
As a consequence, focusing on aesthetics as well becomes key to maintaining a competitive advantage, reflecting the excellence and attention to detail that the Made in Italy brand represents. In a context where appearance is as important as performance, ensuring a flawless “superfinish” means meeting the high expectations of customers and consolidating the reputation of a company.
Founded in 1920 by Giovanni Zanzi in Ivrea (Turin, Italy), Zanzi Spa has experienced extraordinary growth, becoming a benchmark supplier in the field of metalworking and later specialising in the production of high-quality engine valves for sectors such as aeronautics, shipbuilding, and racing. Today, it faces new challenges related to the automation of production processes, particularly in its cleaning and polishing department, also thanks to the collaboration with DAN Technology (Coccaglio, Brescia, Italy).
A long-standing company
The history of Zanzi Spa has its roots in 1920, when Giovanni Zanzi, a blacksmith from Varese (Italy), moved to Ivrea, in the province of Turin, to found a small metalworking workshop. At the time, it had just a dozen employees, but during the 1920s, thanks to the expansion of industrial activities, it became one of the most important companies in the area. The period between the two World Wars was particularly prosperous for Zanzi, which came to employ as many as 1,400 people, consolidating its position as a benchmark manufacturer in the Piedmont region’s industrial landscape.
La cura dell’estetica diventa quindi un elemento cruciale per mantenere un vantaggio competitivo, rispecchiando l’eccellenza e l’attenzione al dettaglio che il Made in Italy rappresenta. In un contesto dove l’aspetto è tanto importante quanto la performance, garantire una “superfinitura” impeccabile significa rispondere alle aspettative elevate dei clienti e consolidare la reputazione aziendale.
Fondata nel 1920 da Giovanni Zanzi a Ivrea (TO), Zanzi Spa ha vissuto un percorso di crescita straordinario, divenendo un punto di riferimento nel campo della lavorazione dei metalli e successivamente specializzandosi nella produzione di valvole motore di alta qualità per settori quali aeronautica, navale e racing. Oggi, l’azienda sta affrontando nuove sfide legate all’automatizzazione dei processi produttivi, in particolare nel reparto di pulitura e lucidatura, grazie alla collaborazione con DAN Technology di Coccaglio (BS).
Una realtà storica
La storia di Zanzi Spa affonda le radici nel 1920, quando Giovanni Zanzi, fabbro originario di Varese, si trasferì a Ivrea, in provincia di Torino, per fondare una piccola officina per la lavorazione dei metalli. All’epoca, l’azienda contava appena una dozzina di dipendenti, ma nel corso degli anni ‘20, grazie all’espansione delle attività industriali, Zanzi divenne una delle aziende più importanti della zona. Il periodo tra le due guerre mondiali fu particolarmente prospero per la fabbrica, che arrivò a contare ben 1400 dipendenti, consolidandosi come un punto di riferimento nel panorama industriale piemontese.
The loading area.
La zona di carico.
However, the end of World War II marked a tough time for Zanzi as the company was heavily involved in military production on behalf of the German government. This led to an internal crisis and a temporary halt in manufacturing activities. After the war, the company was taken over by three of the five Zanzi brothers, who decided to relaunch the business together with a few workers. “The first customer was Fiat Grandi Motori from Turin, followed shortly afterwards by Ferrari and other prestigious car manufacturers. With dedication and commitment, Zanzi Spa has specialised in the production of valves for endothermic engines, establishing itself in a market niche where performance quality and aesthetic excellence both play a key role,” says Stefano Gazzola, Zanzi’s current President & CEO.
The valve production cycle
The production cycle at Zanzi is articulate and complex, designed to meet high quality standards at every stage of the valve processing flow. “The process begins with cutting metal bars, which are then subjected to hot pressing to give the valves their initial shape. This is followed by heat treatment, which is essential to improve the
Equipped with a FANUC robot with a wrist capacity of 165 kg, the plant is designed to handle the wide range of valve sizes and weights produced by the company.
L’impianto, dotato di robot FANUC con una portata al polso di 165 kg, è stato progettato per gestire la vasta gamma di dimensioni e pesi delle valvole prodotte dall’azienda.
The plant’s section where the first two stages of the grinding and polishing process occur.
Dettaglio dell’impianto dove avvengono le prime due fasi del processo di smerigliatura e pulitura.
Tuttavia, la fine della Seconda Guerra Mondiale segnò un momento di grande difficoltà per Zanzi Spa in quando l’azienda fu pesantemente coinvolta nella produzione bellica per conto del governo tedesco. Ciò portò a una crisi interna e all’interruzione momentanea della produzione. A seguito del conflitto bellico, l’azienda venne ripresa in mano da tre dei cinque fratelli della famiglia Zanzi, che insieme a pochi operai decisero di rilanciare l’attività. “Il primo cliente fu Fiat Grandi Motori di Torino, seguita poco dopo da Ferrari e altre prestigiose case automobilistiche. Con dedizione e impegno, Zanzi Spa si specializzò nella produzione di valvole per motori endotermici, affermandosi in una nicchia di mercato dove la qualità delle prestazioni e l’eccellenza estetica rivestono un ruolo fondamentale”, afferma Stefano Gazzola, Presidente & CEO di Zanzi.
Il ciclo di produzione delle valvole
Il ciclo produttivo di Zanzi Spa è articolato e complesso, concepito per garantire elevati standard qualitativi in ogni fase della lavorazione delle valvole. “Il processo inizia con il taglio delle barre di metallo, che vengono poi sottoposte a processi di stampaggio a caldo per conferire la forma iniziale alle valvole. Successivamente, si procede con i trattamenti termici,
material’s strength and mechanical characteristics, and by a series of precision machining operations such as turning, milling, deep drilling, welding, and grinding, which shape the valves to the specifications imposed by the aeronautical and automotive sectors,” explains Gazzola.
“Surface finishing is a crucial step. Before the installation of the robotic system designed and installed by DAN, it was carried out manually by our operators,” he adds. “The elimination of polish marks, which are small, purely aesthetic defects that do not compromise valve performance, is nonetheless an essential operation in our production cycle. However, besides physical fatigue due to the valves’ weight, manual polishing entails several risks as the operators work on rotating parts: they must be properly trained and follow strict safety regulations. Moreover, a manual operation limits the possibility of processing non-axisymmetric components, as there is a risk of entanglement with clothing, hair, or other elements. A robotic system eliminates all these issues, guaranteeing greater precision and process repeatability and protecting the health of workers.” The production cycle ends with a series of final tests, including destructive and non-destructive tests, such as ultrasound and visual inspections.
essenziali per migliorare la resistenza e le caratteristiche meccaniche del materiale, e con una serie di lavorazioni meccaniche di precisione come tornitura, fresatura, foratura profonda, saldatura e rettifica, che modellano le valvole secondo le specifiche richieste dai settori aeronautico e automotive”, spiega Gazzola.
“La finitura superficiale rappresenta una fase cruciale nella produzione. Questo processo, prima dell’installazione dell’impianto robotizzato progettato e installato da DAN, veniva svolto manualmente dagli operatori”, prosegue. “L’eliminazione dei lucidi, quei piccoli difetti puramente estetici che non compromettono le performance delle valvole, è un’operazione essenziale nel ciclo produttivo. Tuttavia, oltre alla fatica fisica dovuta al peso delle valvole, la lucidatura manuale comporta diversi rischi, poiché gli operatori devono lavorare su pezzi in rotazione. Per questo motivo, è fondamentale che siano adeguatamente formati e seguano scrupolosamente le norme di sicurezza. Inoltre, la lavorazione manuale limita la possibilità di trattare componenti non assial-simmetrici, poiché esiste il rischio di impigliarsi con vestiti, capelli o altri elementi. Queste problematiche vengono completamente eliminate con l’uso di un impianto robotizzato, che non solo garantisce una maggiore precisione e ripetibilità di processo, ma protegge anche la salute dei lavoratori”. Il ciclo produttivo si conclude con una serie di collaudi finali, che comprendono test distruttivi e non, come ultrasuoni e controlli visivi.
EFFICIENT CLEANING AND DEBURRING SYSTEMS FOR VARIOUS INDUSTRIAL PARTS AND COMPONENTS.
Experience our Systems and Solutions: www.ecoclean-group.net
The superfinishing process
The equipment supplied by DAN Technology marks a significant advance in the automation of Zanzi’s valve polishing process.
“Equipped with a FANUC robot with a wrist capacity of 165 kg, the plant is designed to handle the wide range of valve sizes and weights produced by this company. Its heart lies in the grinding and polishing units, the two distinctive elements of DAN Technology’s core business. We designed them to be able to accurately replicate the movements and pressures performed manually by the operators,” illustrates Stefano De Antoni, Sales Manager at DAN Technology.
The machining cycle consists of three main phases. The robot picks up the component to be machined and transports it to the first area, where a preliminary belt grinding stage takes place to eliminate the coarsest imperfections and prepare the surface for subsequent treatments. In the next step, grinding is carried out using different abrasive belts to achieve a homogeneous finish. Finally, a superfinishing phase removes any remaining imperfections and gives the valves a flawless appearance.
“The plant is extremely flexible as it is designed to handle large and small production batches with valves in different shapes and sizes, including the ones that are asymmetrical or have protruding parts. In addition, it allows adjusting working pressures and optimising cycle times, thus ensuring consistent quality on the end products and improving tool consumption efficiency,” states De Antoni. Currently, Zanzi uses the robot to polish valve heads and is working with DAN to perfect this cycle for valve stems as well, intending to ensure flawless quality on all components.
The challenge of transitioning from a manual to an automated process
The transition from manual processing to robotisation was one of the most significant challenges for the company. “For decades, the polishing of our valves had been done by hand by experienced operators, capable of visually detecting every slight imperfection and applying the right pressure to achieve flawless surfaces,” says Gazzola. With the increasing demand and the need to improve safety at work, the company had to rethink its processes, moving towards automated solutions that could guarantee the same precision but with higher productivity and repeatability.
The real obstacle was adopting a new technology while transferring the know-how, experience, and craftsmanship level gained by the company over the years to a robotic system. The expertise of Zanzi’s operators is based on decades of experience and a deep understanding of material dynamics, which are difficult to replicate with a technological approach. The challenge for DAN Technology was to design devices that could not only perform high-precision polishing but also replicate
that essential “human touch” to achieve perfect surfaces, free of polish marks or other imperfections.
The integration of automated systems required a long process of testing, adaptation, and refinement. During this phase, the company had to maintain high production standards and, at the same time, train its operators to interact with the new technologies. That has also entailed a cultural change, as manual tradition has had to give way to innovation while maintaining the quality degree that has always distinguished Zanzi.
Today, thanks to automation, Zanzi can respond to market needs in a more diversified way. “For example, the new technology also makes it possible to treat valves with more complex geometries, which often could not be treated manually. This advancement also makes us ready to face the challenges that may emerge in future,” notes Gazzola.
Il processo di superfinitura
L’impianto fornito da DAN Technology segna un notevole progresso nell’automazione del processo di lucidatura delle valvole di Zanzi. “Dotato di un robot FANUC con una portata al polso di 165 kg, il sistema è stato progettato per gestire la vasta gamma di dimensioni e pesi delle valvole prodotte dall’azienda. Il cuore dell’impianto risiede nelle unità di smerigliatura e pulitura, elementi distintivi del core business di DAN Technology. Queste unità sono state progettate per replicare con estrema accuratezza i movimenti e le pressioni che venivano svolte manualmente dagli operatori”, spiega Stefano De Antoni, responsabile commerciale di DAN Technology. Il ciclo di lavorazione prevede tre fasi principali: il robot, dopo aver afferrato il componente da lavorare, lo trasporta verso la prima area dove avviene una nastratura preliminare per eliminare le imperfezioni più grossolane e preparare la superficie per i trattamenti successivi. Nella fase successiva, si procede alla smerigliatura, utilizzando nastri abrasivi diversi per ottenere una finitura omogenea. Infine, si esegue una superfinitura, che rimuove ogni residuo di imperfezione e
A sinistra e sopra: la testa delle valvole è trattata con nastri abrasivi differenti per ottenere una finitura omogenea.
conferisce alle valvole un aspetto impeccabile. “L’impianto è estremamente flessibile in quanto è progettato per gestire grandi e piccoli lotti di produzione con valvole di geometrie e dimensioni diverse, compresi pezzi asimmetrici o con sporgenze. Inoltre, esso offre la possibilità di regolare la pressione di lavoro in base alle necessità, ottimizzare i tempi di ciclo, garantendo una qualità uniforme del prodotto finale e migliorando l’efficienza del consumo degli utensili”, afferma De Antoni. Attualmente, Zanzi utilizza il robot per lucidare la testa delle valvole ed è impegnata con DAN a perfezionare questo ciclo anche per lo stelo delle valvole, con l’obiettivo di assicurare una qualità impeccabile su tutte le componenti.
La sfida della transizione dal manuale all’automatizzato Il passaggio dalla lavorazione manuale alla robotizzazione ha rappresentato una delle sfide più significative per l’azienda di Ivrea. “Per decenni, la lucidatura delle valvole è stata eseguita a mano da esperti operatori, capaci di rilevare ogni minima imperfezione a livello visivo e di applicare la giusta pressione per ottenere superfici impeccabili,” racconta Gazzola. Con l’aumento della domanda e la necessità di migliorare la sicurezza sul lavoro, l’azienda ha dovuto ripensare i propri processi, orientandosi verso soluzioni automatizzate che potessero garantire la stessa precisione del tocco umano, ma con una produttività e una ripetibilità superiori. Il vero ostacolo non è stato solo l’adozione delle nuove tecnologie, ma anche la necessità di trasferire il know-how, l’esperienza e la sensibilità artigianale accumulati negli anni ai sistemi robotizzati. La manualità esperta degli operatori si basa su decenni di esperienza e su una comprensione profonda delle dinamiche dei materiali, aspetti difficili da replicare con un approccio tecnologico. La sfida per DAN Technology è stata quella di progettare macchinari in grado non solo di eseguire la lucidatura con precisione, ma anche di replicare quel “tocco umano” essenziale per ottenere superfici perfette, prive di lucidi o altre imperfezioni.
L’integrazione dei sistemi automatizzati ha richiesto un lungo processo di test, adattamenti e perfezionamenti. Durante questo periodo, l’azienda ha dovuto mantenere elevati standard produttivi e, allo stesso tempo, formare i propri operatori su come interagire con le nuove tecnologie. Questo ha comportato anche un cambiamento culturale all’interno dell’azienda, dove la tradizione manuale ha dovuto cedere il passo all’innovazione, mantenendo però al centro la qualità che da sempre contraddistingue Zanzi.
Oggi, grazie all’automazione, Zanzi è in grado di rispondere alle esigenze del mercato in modo più variegato. “Ad esempio, la nuova tecnologia consente di trattare anche valvole con geometrie più complesse, che spesso non erano trattabili manualmente. Questo avanzamento ci permette di essere pronti ad affrontare le sfide che potrebbero emergere in futuro”, continua Gazzola.
Left and above: the valve heads are treated with different abrasive belts to achieve a homogeneous finish.
The last process stage is the superfinishing of the valve heads.
L’ultimo passaggio del ciclo prevede una superfinitura della testa della valvola.
A successful collaboration
Installing this automatic system was only the first step in a path of innovation that Zanzi intends to continue, always supported by the professionalism and dedication of DAN Technology. In fact, this achievement, the result of eight months of intensive work and close cooperation, marks a significant milestone for both companies.
DAN Technology’s team played a crucial role in this success, demonstrating a commitment and expertise exceeding expectations.
“When faced with difficulties, DAN Technology has never backed down,” states Zanzi, emphasising that the supplier’s perseverance and reliability were vital in achieving the company’s goals. “DAN Technology’s ability to address and solve technical challenges was crucial to the project’s success. Thanks to its experience, it designed a plant that not only met our requirements but also exceeded our initial expectations, delivering excellent results in terms of quality and productivity.” DAN Technology’s flexibility and consistent innovation capacity were the most appreciated aspects of this collaboration. “Its team constantly sought out advanced technological solutions to optimise our polishing process and adapt the system to our specific needs. Each phase of the project was characterised by an open dialogue and a proactive approach, which enabled significant improvements and updates to be implemented,” concludes Gazzola.
Una collaborazione di successo L’introduzione del sistema di automatizzazione rappresenta solo il primo passo di un percorso di innovazione che Zanzi intende continuare, sempre supportata dalla professionalità e dalla dedizione di DAN Technology. Questo risultato, frutto di otto mesi di intenso lavoro e stretta collaborazione, segna un traguardo significativo per entrambe le aziende. Il team di DAN Technology ha giocato un ruolo cruciale in questo successo, dimostrando un impegno e una competenza che hanno superato le aspettative. “Di fronte alle difficoltà, DAN non si è mai tirata indietro,” afferma Zanzi, sottolineando come la costanza e la serietà del team siano stati elementi chiave nel raggiungimento degli obiettivi prefissati. “La capacità di DAN Technology di affrontare e risolvere le sfide tecniche è stata fondamentale per il buon esito del progetto. Grazie alla loro esperienza, sono riusciti a progettare un impianto che non solo rispondeva alle nostre esigenze, ma ha anche superato le aspettative iniziali, garantendo risultati eccellenti in termini di qualità e produttività”. Uno degli aspetti più apprezzati di questa collaborazione è stata la flessibilità e l’innovazione continua proposte da DAN Technology. “Il loro team ha costantemente cercato soluzioni tecnologiche all’avanguardia per ottimizzare il processo di lucidatura e per adattare il sistema alle nostre specifiche esigenze. Ogni fase del progetto è stata caratterizzata da un dialogo aperto e da un approccio proattivo, che ha permesso di implementare miglioramenti e aggiornamenti tempestivi”, conclude Gazzola.
3DWAVE: the revolution in AM post-processing inspired by cleaning technology
The new 3DWAVE machine specially designed for dyeing 3D-printed parts is the result of the synergy between two Bologna-based companies, Teknox and Norblast, specialising in the chemical and mechanical treatment for parts of any shape and material, respectively, which have combined their skills to create a new technology that fills a gap in a strategic market segment. In this article, the project’s protagonists illustrate the development and the characteristics of this new system that... breaks the mould with the past of AM post-processing.
Additive Manufacturing (AM) is a production technology that builds three-dimensional objects by superimposing layers of plastic, metal, or, more recently, even ceramic and glass. The process is based on computer models created using specific design software. Its final stage, where the actual production takes place, is commonly known as 3D printing.
Originally used for creating prototypes prior to large-scale production or one-off products made in small batches, it has now become essential in sectors such as biomedical, aerospace, nautical, automotive, and even fashion and fashion accessories, where customisation and production flexibility are crucial and where the market imposes ever-more perfect aesthetic requirements for moulded parts. It is precisely in the postprocessing phase of these components that finishing – particularly
3DWAVE: la rivoluzione nel post-processing dell’AM ispirata alla tecnologia di lavaggio
La nuova macchina 3DWAVE appositamente progettata per la tintura di componenti realizzati con stampa 3D è frutto della sinergia tra due realtà bolognesi, Teknox e Norblast, specializzate rispettivamente nell’impiantistica di trattamento chimico e meccanico di particolari di ogni forma e materiale, che hanno unito le proprie competenze per creare una tecnologia nuova in grado di colmare un vuoto in un segmento di mercato strategico. In questo articolo i protagonisti di questo progetto ci spiegano la nascita, lo sviluppo e le caratteristiche di questo nuovo sistema in grado di rompere gli schemi con il passato del post-processing dell’AM.
L’Additive Manufacturing (AM), o Manifattura Additiva, è una tecnologia di produzione che costruisce oggetti tridimensionali sovrapponendo strati di materiale in plastica, metallo o anche, più recentemente, ceramica e vetro. Il processo si basa su un modello computerizzato creato tramite software di progettazione specifici. La fase finale, in cui avviene la vera e propria produzione, è comunemente nota come stampa 3D.
Originariamente utilizzata per la creazione di prototipi prima della produzione su larga scala o per prodotti unici realizzati in piccoli lotti, questa tecnologia è diventata essenziale in settori come il biomedicale, l’aerospaziale, la nautica, l’automotive, oltre che in quello della moda e dei suoi accessori, dove la personalizzazione e la flessibilità produttiva sono cruciali e dove il mercato sta chiedendo con sempre maggiore forza
Before and after the dyeing process with the 3DWAVE machine: a) After 3D printing – b) After shot peening – c) After dyeing.
Prima e dopo il processo di tintura con la macchina 3DWAVE: a) Dopo il processo di stampa 3D – b) Dopo l’intervento di pallinatura – c) dopo la tintura.
dyeing – technologies are making significant advances. “Traditionally, especially for high-end products, industrial machines equipped with cartridges for colouring with different dyes are used in the AM post-processing phase. However, the investment for these systems is considerable, and the cost for users is very high,” emphasises Riccardo Cristiani, R&D Manager at Norblast Srl (Bologna, Italy), a company specialising in metal shot peening technologies since 1977 that also has a division devoted to systems for cleaning, finishing, and reducing the roughness of components produced with all AM technologies (SLS, MJF, SLM, EBM, FDM, and Binder Jetting) to give them the appropriate functional characteristics and an aesthetically pleasing appearance. “Many customers of our Additive Manufacturing division, after shot peening their products to make them functional, used to dye them with artisanal methods, more similar to textile dyeing techniques, which presented a greater risk to health and the environment and, at the same time, did not ensure optimal and, above all, repeatable results. They complained about the lack of an effective industrial solution. In other words, there was a gap in this market segment that had to be filled.”
Norblast’s technical team of experts in mechanical cleaning systems for various materials thus sought a reliable partner with in-depth knowledge related to liquid management. It turned to Teknox Srl, a long-standing company that designs and manufactures plants for the industrial cleaning of metal components.
requisiti estetici sempre più perfetti per il pezzo stampato: è proprio nella fase di post-processing di questi componenti che le tecnologie di finitura - e soprattutto quelle di tintura - stanno compiendo importanti progressi. “Tradizionalmente, nella fase di post-processing dell’AM - in particolare per i prodotti di alta fascia - si utilizzano macchine industriali dotate di cartucce per la colorazione con tinte diverse; tuttavia, l’investimento per questi sistemi è notevole e il costo che gli utilizzatori devono affrontare molto elevato” – sottolinea Riccardo Cristiani, R&D Manager di Norblast Srl, l’azienda bolognese specializzata dal 1977 nelle tecnologie di pallinatura dei metalli e che ha sviluppato una divisione dedicata ai sistemi per la pulizia, la finitura e la riduzione della rugosità di componenti prodotti con tutte le tecnologie AM (SLS, MJF, SLM, EBM, FDM e Binder Jetting) per conferire loro le adeguate caratteristiche funzionali e un aspetto estetico gradevole. “Molti clienti della nostra divisione Additive Manufacturing, dopo aver pallinato i propri prodotti per renderli funzionali erano soliti colorarli con metodi artigianali, più vicini ai sistemi di tintura dei tessuti, che oltre a presentare però un maggior rischio per la salute e l’ambiente, non davano risultati ottimali e soprattutto ripetibili. Lamentavano quindi la mancanza di una soluzione industriale efficace: c’era una lacuna in questo segmento di mercato che doveva essere colmata”. Il team tecnico di Norblast, specializzato in sistemi di pulizia meccanici di diversi materiali, ha così cercato un partner affidabile con una profonda conoscenza nella gestione dei liquidi e si è quindi rivolto a Teknox Srl, azienda storica che progetta e realizza impianti per il lavaggio industriale dei componenti metallici.
The new 3DWAVE machine for dyeing 3D printed components.
La nuova macchina 3DWAVE per la tintura dei componenti stampati in 3D.
“The combination of Norblast’s profound knowledge of the pre-dyeing phase of AM processes and Teknox’s liquid management know-how has resulted in 3DWAVE (patent pending in 2023), the first all-in-one system for dyeing 3D-printed parts.”
When mechanical engineering and chemistry meet
The prototype of the new machine was developed from a concept created by Teknox for a cleaning system. “We had the opportunity to test the prototype at a company used to high production throughput,” explains Teknox’s CEO, Matteo Caroli. “That has enabled us to speed up the testing phase. The machine worked well, proving the ideal solution for achieving outstanding, repeatable results and maximising productivity. This innovative immersion dyeing system guarantees colouring precision and consistency, becoming an ally for companies that 3D-print small and medium-sized components and need an efficient and reliable machine.”
“Dall’unione tra la conoscenza approfondita della fase di pre-tintura dell’additive manufacturing di Norblast e il know how nella gestione dei liquidi di Teknox è nata 3DWAVE, patent pending 2023, la prima macchina “all-in-one” per la tintura dei particolari realizzati con la stampa 3D”.
Quando ingegneria meccanica e chimica si incontrano
Il prototipo della nuova macchina è nato da un concept sviluppato da Teknox per un impianto di lavaggio. “Abbiamo avuto la possibilità di testare il prototipo in una realtà abituata ad un throughput produttivo elevato - spiega Matteo Caroli, CEO di Teknox – e questo aspetto ci ha permesso di velocizzare la fase di testing. La macchina ha risposto bene, confermandosi la soluzione ideale per ottenere risultati eccezionali e ripetibili e massimizzare la produttività. L’innovativo sistema di tintura per immersione garantisce precisione e uniformità di colorazione, trasformando la macchina nel giusto alleato per le aziende che stampano in 3D componenti di medie e piccole dimensioni e necessitano di un sistema efficiente e affidabile”.
French company TCN - Techniques Chimiques Nouvelles supplies the dyeing products. “We chose TCN because it is a solid reference in the AM market for the production and distribution of dye liquids,” says Cristiani. “Our expertise in pre-dyeing and Teknox’s experience in liquid management were thus complemented by TCN’s know-how in developing the most suitable formulations for reliable and marketable products meeting all customer requirements, from UV resistance to suitability for bonding.”
A machine structure borrowed from cleaning technology
The structure of 3DWAVE is based on that of an industrial cleaning machine. “It has a 160-litre immersion vat located in the lower part of the system, as in a cleaning plant, where the TCN dye is mixed with water and where the dyeing operation takes place, a 450 x 300 x H 300 mm workpiece holding basket with a maximum capacity of 50 kg, and a spray pipe in the upper part for pre- and post-dyeing rinses.”
Components printed with MJF-SLS technology have a layer of semifused powder that needs to be removed. With Norblast technology, it is possible to completely clean the residues and perfectly prepare the
I prodotti per la tintura sono forniti dall’azienda francese TCN, Techniques Chimiques Nouvelles. “Abbiamo scelto TCN perché è un solido riferimento sul mercato AM per la produzione e commercializzazione di liquidi coloranti” - precisa Cristiani. “Così, alle nostre competenze nel pre-tintura e a quelle di Teknox nella gestione dei liquidi si è aggiunto il know how di TCN nello sviluppo delle formulazioni più adatte per prodotti affidabili e spendibili sul mercato, caratterizzati da tutti i requisiti richiesti dai clienti, dalla resistenza ai raggi UV fino al grado di idoneità all’incollaggio”.
Una macchina mutuata dall’impiantistica di lavaggio
La struttura di 3DWAVE è basata su quella di una macchina per il lavaggio industriale dei componenti. “E’ infatti attrezzata con una vasca di immersione da 160 litri collocata nella parte inferiore del sistema – come avviene in una macchina di lavaggio - dove la tinta TCN si mescola all’acqua e dove avviene l’operazione di tintura, un cestello portapezzi delle dimensioni pari a 450 x 300 x H 300 mm e portata massima di 50 kg e una tubazione per la spruzzatura nella parte superiore per il risciacquo pre e post-tintura”. I componenti stampati con tecnologia MJF-SLS presentano uno strato di polvere semi-fusa che deve essere rimossa. Con la tecnologia Norblast
The workpiece holding basket inserted in the immersion vat where dyeing occurs.
Dettaglio del cestello portapezzi inserito nella vasca di immersione dove avviene la tintura.
parts for the next dyeing phase. “Dyeing is performed after this stage,” indicates Caroli. “Once the basket with the workpieces placed in bulk is inserted into the machine and the lid is closed, the dyeing process starts. It consists of 4 stages: preliminary rinse to remove any surface impurities, dyeing using the RotoWave technology, with slow rotation on a horizontal axis and partial immersion, final automatic rinse to remove any excess dye, and, finally, hot air drying in a micro-filtered, temperature-controlled environment. The RotoWave technology, thanks to its partial immersion and continuous product change features, allows the liquid to move constantly and even enter deep cavities, improving the dye’s ability to adhere to surfaces and avoiding stagnation and/or halos. The entire cycle lasts less than an hour, depending on the phases activated in the programme, the longest one being dyeing (about 20-30 minutes). Afterwards, the parts can be immediately manipulated and have a perfect aesthetic appearance.”
Features of 3DWAVE
The machine is W 1300 x D 960 x H 1200 mm in size and weighs 260 kg. It can dye up to an entire HP Jet Fusion 5200 build unit with 10% dye liquid in water, i.e. about two 10-litre cans of TCN product. It operates at an adjustable temperature of up to 80°C. Table 1 summarises the main technical features of the system.
Advantages of the new dyeing machine
“This solution changes the approach to immersion dyeing 3D components, evolving from a craft method to an industrial process,” emphasises Cristiani. “In addition to the already mentioned advantages, including repeatable results and high production capacity, 3DWAVE brings further benefits: an all-in-one process that incorporates all the required surface treatment steps (pre-rinsing,
è possibile pulire completamente i residui e preparare perfettamente i manufatti alla successiva fase di tintura. “E’ dopo questa fase che viene effettuata la tintura” – prosegue Caroli. “Il cestello con i pezzi collocati alla rinfusa viene inserito nella macchina e, una volta chiuso il coperchio, viene avviato il processo di colorazione che si compone di 4 fasi: risciacquo preliminare per rimuovere eventuali impurità superficiali, tintura dei pezzi con tecnologia RotoWave in rotazione lenta su asse orizzontale ad immersione parziale, risciacquo automatico finale per eliminare eventuali eccessi di tintura e, infine, asciugatura ad aria calda in ambiente microfiltrato e temperatura controllata. La tecnologia RotoWave, per mezzo di un’immersione parziale e a ricambio continuo, consente al liquido di muoversi costantemente entrando anche in cavità profonde, migliorando la capacità della tintura di aderire alle superfici ed evitando ristagni e/o aloni. L’intero ciclo ha una durata inferiore all’ora, in base alle fasi attivate nel programma, di cui la fase più lunga è rappresentata dalla tintura (20-30 min). Al termine, i pezzi possono essere immediatamente manipolati e presentano un aspetto estetico perfetto”.
Caratteristiche di 3DWAVE
La macchina ha dimensioni pari a L 1300 x P 960 x H 1200 e 260 kg di peso ed è in grado di tingere un’intera build unit di HP Jet Fusion 5200 con una percentuale del liquido di tintura pari al 10% in acqua, corrispondente a circa 2 taniche di prodotto TCN da 10 litri ciascuna. La macchina opera ad una temperatura impostabile fino a 80 °C. Nella tabella 1 sono riassunte le principali caratteristiche tecniche del nuovo sistema.
I vantaggi della nuova macchina di tintura
“Questa soluzione cambia l’approccio alla fase di tintura ad immersione dei componenti 3D, che da metodo artigianale si evolve in metodo industriale” – sottolinea Cristiani. “Oltre ai vantaggi già citati di ripetibilità dei risultati ed elevata capacità produttiva, 3DWAVE presenta ulteriori benefit, tra cui un processo all-in-one che racchiude in un unico ciclo tutte le fasi di trattamento superficiale (pre-risciacquo - tintura - risciacquo – asciugatura),
From left to right:
Technical characteristics of 3DWAVE.
The dimensions of the basket are 450 x 300 x 300 mm, with a 12 x 12 mm mesh.
Riccardo Cristiani, R&D Manager of Norblast (left) with Matteo Caroli, CEO of Teknox.
Da sinistra a destra:
Caratteristiche tecniche di 3DWAVE.
Il cestello ha dimensioni pari a 450 x 300 x 300 mm con rete a maglia 12 x 12 mm.
Riccardo Cristiani, R&D Manager di Norblast (a sinistra) con Matteo Caroli, CEO di Teknox.
Size of the workpiece holder 450 x 300 x H 300 mm – mesh 12 x 12 mm
Production volume per cycle Up to an HP Jet Fusion 5200 full build unit
Cycle time 30-60 minutes (depending on the activated program phases)
Pre-rinse and post-rinse Integrated into the treatment cycle
Heated air drying Integrated into the treatment cycle
Liquid working temperature 60 °C – 80 °C
Liquid dye percentage 10% in water
Tank capacity 160 l
Machine external dimensions W 1300 x D 960 x H 1200 mm
Weight ~ 260 kg
Electricity supply 3 PH 400 V 50 HZ + N + PE, total power 7 kW
Water supply Pressurised mains water; softened water recommended
Compressed air Pressure: 6 bar – Flow: 20 Nmc/h
dyeing, rinsing, and drying), optimal results even on complex surfaces thanks to Teknox’s RotoWave technology, reduced running costs through lower energy consumption, less product consumption and disposal costs, and high productivity thanks to the one-hour cycle time. The system is also easy to use, with simple programmes tailored to each customer’s needs, and Industry 5.0-ready, thanks to software that analyses and stores daily electricity consumption data, enabling optimised consumption control and management. Last but not least, the finished part obtained is an industrial product, the result of a clean, safe, and environmentally friendly process. The operator’s intervention is limited to loading and unloading the basket and refilling the dyeing product if necessary.”
Future developments in the new dyeing technology
“Compared to coating or other dyeing methods,” says Caroli, “this process has a reduced cost, can reach every surface area of the treated workpiece, and is more effective because it does not entail the application of a paint film but rather the absorption of a dye and water. It also has countless applications and allows for truly rapid cycles. From an aesthetic point of view, the results achieved are as requested by the customers.”
“It is also true that, despite advances in 3D printing technology, the parts are not free from defects due to the limitations of printing technologies, while market demands are continuously growing,” notes Cristiani. “We therefore do not exclude that in future, in addition to the
risultati ottimali anche nel caso di superfici complesse, grazie alla tecnologia RotoWave di Teknox, costi di gestione ridotti per l’abbattimento dei consumi energetici, della quantità di prodotto utilizzato e dei costi di smaltimento e l’elevata produttività grazie alla durata del ciclo completo di circa un’ora. Si tratta, inoltre, di un sistema facile da usare con programmi semplici da creare su misura per le esigenze di ciascun cliente e predisposto per l’Industry 5.0, grazie al software che analizza e memorizza il consumo elettrico giornaliero, permettendo il controllo e la gestione ottimizzata dei consumi. Infine, ma non meno importante, il pezzo finito è un prodotto industriale, risultato di un processo pulito, sicuro e rispettoso dell’ambiente. L’intervento dell’operatore è limitato al carico e scarico del cestello e al rabbocco del prodotto di tintura, in caso di necessità”.
Gli sviluppi futuri della nuova tecnologia di tintura
“Rispetto alla verniciatura o agli altri metodi di tintura – sottolinea Caroli - questo metodo ha un costo ridotto, raggiunge ogni area del manufatto risultando più efficace perché non si tratta dell’applicazione di un film di vernice sulla superficie, ma di un assorbimento del prodotto di tintura e acqua, e presenta innumerevoli applicazioni, oltre ad essere una tecnologia che consente cicli veramente rapidi. Dal punto di vista estetico i risultati ottenuti sono quelli richiesti dai clienti.”
“Tuttavia, nonostante i progressi della tecnologia di stampa 3D, i manufatti non sono esenti da difetti dovuti ai limiti delle tecnologie di stampa, mentre le esigenze del mercato crescono continuamente” – interviene Cristiani. “Non escludiamo quindi che in futuro, oltre alle qualità di
aesthetic finishing qualities, we will develop a system that can also give functional characteristics to finished products, equating the potential of this new dyeing technology to that of traditional coating.”
“The challenge that Norblast threw at us two years ago was not an easy one to take on,” Caroli concludes. “However, we at Teknox are always ready to experiment with new projects, and this one, which filled a gap in a market segment that immediately seemed strategic to us, intrigued our team, who soon started working with Norblast’s one to achieve results. Today, building on our cleaning expertise, we have created a machine that offers an innovative opportunity for Additive Manufacturing professionals.”
The turtle model was created by Ferocar, reproduced here without modifications and distributed under a Creative Commons licence. Attribution: https://creativecommons.org/ licenses/by/4.0/deed.it, downloadable from https://www.thingiverse.com/thing:3753213
finitura estetiche, svilupperemo un sistema in grado di conferire anche caratteristiche funzionali al prodotto finito, equiparando le potenzialità di questo nuovo metodo di tintura a quello della verniciatura tradizionale”. “La sfida che ci ha lanciato Norblast 2 anni fa non era facile da affrontare – conclude Caroli – ma noi di Teknox siamo sempre pronti a sperimentare nuovi progetti e questo, che colmava un vuoto in un segmento di mercato che ci è sembrato da subito strategico, ha incuriosito e conquistato il nostro team, che si è subito confrontato con quello di Norblast per raggiugere il risultato desiderato. Oggi, partendo dalle nostre competenze di lavaggio, abbiamo realizzato una macchina in grado di offrire un’innovativa opportunità per i professionisti della manifattura additiva”.
Il modello della tartaruga è stato creato da Ferocar, riprodotto qui senza modifiche, e distribuito sotto licenza Creative Commons. Attribution https://creativecommons.org/ licenses/by/4.0/deed.it, scaricabile da https://www.thingiverse.com/thing:3753213
Final cleaning process for lens systems for medical endoscopes
The requirements for product safety and quality management are stricter in the medical industry than in almost any other. A leading manufacturer of medical endoscopy solutions ensures that the requirements for the final cleaning of coated precision optics are met using the modular UCMSmartLine ultrasonic multi-stage immersion system combined with a customized service concept. This includes regular monitoring of the ultrasound power and frequency with the innovative Acoustic Performance Measurement (APM) system from Ecoclean, which enables contact-free and reproducible measurements.
Olympus Surgical Technologies Europe in Hamburg is the Olympus Group’s European development and manufacturing centre for medical technology. The company stands for top performance in diagnostics, therapy, processing and system integration and covers the entire range of state-of-the-art endoscopic applications, from products to procedure-oriented system solutions. In the manufacture of around 3,500 different medical products, great importance is attached to vertical integration, beginning with the machining of the blanks and ending with the packaging of the finished products.
Processo di lavaggio
finale
per lenti di endoscopi medici
Nel campo medico i requisiti di qualità e di sicurezza dei prodotti sono più rigidi che in qualsiasi altro settore. Un produttore leader di endoscopi medici garantisce la soddisfazione dei requisiti di lavaggio finale di ottiche di precisione rivestite utilizzando il sistema a immersione multistadio UCMSmartLine in combinazione con un concept di servizio personalizzato. Questo include il monitoraggio regolare della potenza e della frequenza degli ultrasuoni con l’innovativo sistema Acoustic Performance Measurement (APM) di Ecoclean, che consente misurazioni riproducibili e senza contatto.
Olympus Surgical Technologies Europe di Hamburg è il centro europeo di sviluppo e produzione di tecnologie mediche di Olympus Group. L’azienda è sinonimo di prestazioni di alto livello nella diagnostica, nella terapia, nell’elaborazione e nell’integrazione di sistema e copre l’intera gamma di applicazioni endoscopiche all’avanguardia, dai prodotti alle soluzioni impiantistiche orientate alle procedure. Nella produzione di circa 3.500 diversi prodotti medici, viene attribuita grande importanza all’integrazione verticale, dalla lavorazione dei materiali grezzi all’imballaggio dei prodotti finiti.
In contrast to hydrophones, the APM system is contact-free and involves no movement, thus enabling reproducible measurements. For the check measurement, the directional microphone is aimed at the respective ultrasonic tank using a mount to record the frequency and pressure level.
Contrariamente agli idrofoni, il sistema APM è senza contatto e non comporta alcun movimento, consentendo così misurazioni riproducibili. Per la misurazione di controllo, il microfono direzionale è puntato sul rispettivo serbatoio a ultrasuoni utilizzando un supporto per registrare la frequenza e il livello di pressione.
This calls for precision in the micrometre range and demands a wide variety of production systems that must be individually tailored to the respective products. One of these is a system for the final cleaning of coated precision optics with a diameter of under two to ten millimetres and a length of between 1.5 and 40 millimetres. The optics are used in endoscopes and must meet the highest cleanliness requirements.
Modular ultrasonic multi-stage immersion system ensures cleanliness
For this challenging task, Olympus Surgical Technologies Europe opted for an ultrasonic multi-stage immersion system from the UCMSmartLine series manufactured by Swiss company UCM AG, the division of the SBS Ecoclean Group that specializes in ultra-fine and precision cleaning. The cost-efficient system is based on standardized modules for cleaning, rinsing and drying as well as loading and unloading. The goods are transported by an integrated automated system, complete with servo drive, which comes as standard. The electrical and control technology is integrated into each unit, dispensing with the need for extra space for a control cabinet. Thanks to the flexible modular principle, systems for pre-cleaning and intermediate cleaning as well as for final cleaning applications with the highest cleanliness standards can be easily configured to suit requirements.
The system supplied to Olympus Surgical Technologies Europe has a total of six wet stations with tanks sized 370 x 420 x 390 mm (L x W x H), with four of these being equipped with ultrasound. Two additional stations are integrated for drying with hot air. The standard automated transport system for advancing parts inside the fully-enclosed cleaning system is fitted with a servo drive.
An additional roll-over unit allows the product carriers to oscillate vertically. Depending on the process station - cleaning, rinsing, drying - speeds range from 200 to 1,500 rpm. HEPA filters and two laminar flow boxes above the drying station and the unloading station, which is designed to hold four product carriers, guarantee cleanroom-compliant environmental conditions. After final cleaning, the parts are discharged into a cleanroom.
Integrated modern sensor technology, including sensors for monitoring temperature and pressure as well as other measured variables such as conductivity, ensure that all relevant process parameters are seamlessly recorded, monitored and documented, thus meeting the stringent requirements governing quality management in the medical industry.
Regular monitoring of ultrasonic power and frequency with APM
As ultrasonic power and frequency have a significant impact on the cleaning effect, the company decided to have Ecoclean check these key process parameters for correct functioning once a year as part of a
Ciò richiede una precisione nell’ordine dei micrometri e richiede un’ampia varietà di sistemi produttivi che devono essere adattati individualmente ai singoli prodotti. Uno di questi è un sistema per il lavaggio finale di ottiche di precisione rivestite con un diametro inferiore a 2-10 mm e una lunghezza tra 1,5 e 40 mm. Le ottiche sono destinate agli endoscopi e devono quindi soddisfare elevatissimi requisiti di pulizia.
Pulizia garantita con un sistema a immersione modulare multi-stadio e a ultrasuoni
Per questo compito impegnativo, Olympus Surgical Technologies Europe ha optato per un sistema a immersione multi-stadio a ultrasuoni della serie UCMSmartLine, prodotto dall’azienda svizzera UCM AG, la divisione di SBS Ecoclean Group specializzata nel lavaggio ultra-fine e di precisione. Il conveniente impianto si basa su moduli standard per il lavaggio, il risciacquo e l’asciugatura, nonché per il carico e lo scarico. I manufatti sono trasportati da un sistema automatico integrato, dotato di servoazionamento di gamma. La tecnologia elettrica e di controllo è integrata in ciascuna unità, eliminando la necessità di spazio aggiuntivo per la cabina di controllo. Grazie al principio modulare flessibile, gli impianti per il lavaggio preliminare e intermedio, nonché per il lavaggio finale con i più elevati standard di pulizia, possono essere configurati per adattarsi ai diversi requisiti.
Il sistema fornito a Olympus Surgical Technologies Europe è dotato di sei stazioni con vasche di dimensioni 370 x 420 x 390 mm (L x l x H), quattro delle quali dotate di ultrasuoni. Due stazioni aggiuntive integrate asciugano i componenti con aria calda. Il sistema di trasporto automatico standard per l’avanzamento dei componenti all’interno dell’impianto di lavaggio completamente chiuso è dotato di servoazionamento.
Un’unità di ribaltamento aggiuntiva consente ai portapezzi di oscillare verticalmente. A seconda della stazione – di lavaggio, risciacquo o asciugatura – la velocità varia dai 200 ai 1.500 giri/min. Dei filtri HEPA e due cabine a flusso laminare al di sopra delle stazioni di asciugatura e di scarico, progettate per contenere quattro portapezzi, garantiscono condizioni ambientali conformi alla cleanroom. Dopo il lavaggio finale i componenti vengono scaricati in una camera bianca.
Una moderna tecnologia a sensori integrata, che comprende sensori per il monitoraggio di pressione e temperatura, nonché altre variabili come la conduttività, garantisce che tutti i parametri di processo rilevanti vengano registrati, monitorati e documentati, soddisfacendo così i rigidi requisiti che regolamentano la gestione della qualità nell’industria medica.
Monitoraggio regolare della potenza e della frequenza degli ultrasuoni con APM
Poiché la potenza e la frequenza degli ultrasuoni hanno un impatto significativo sull’effetto pulente, l’azienda ha deciso di far controllare a Ecoclean questi parametri del processo per verificarne il corretto
service agreement. The check is carried out by trained and competent field service personnel from the machine manufacturer with a portable version of the Acoustic Performance Measurement (APM) system developed by Ecoclean (see page 52).
The APM system offers various advantages over the test foils and hydrophones normally used for these measurements. For example, deviations cannot be detected with sufficient accuracy using test foils. With hydrophones, the sensor must be immersed in the media of each bath. As the immersion depth can vary, measurement results are not reproducible. There is also a risk of contamination being introduced into the baths. In contrast, the APM system works contact-free and without movement, thus enabling reproducible measurements. The values determined for the practically new ultrasonic units during the Site Acceptance Test (SAT) - using the directional microphone specially modified for this application - will serve as the benchmark for these measurements. The values are measured individually in each ultrasonic tank, thus providing a detailed, meaningful data basis. For the control measurement, the directional microphone is aligned with the respective ultrasonic tank using a mount and records the frequency and pressure level. During analysis and evaluation by the software, the measured values are compared with the target parameters defined as reference values for the respective treatment station. All measurements are
funzionamento una volta all’anno, come parte di un contratto di assistenza. Il controllo è eseguito sul campo da personale Ecoclean qualificato e competente con una versione portatile del sistema Acoustic Performance Measurement (APM) sviluppato dall’azienda (vedi pag. 52).
APM offre vari vantaggi rispetto ai fogli di prova e agli idrofoni normalmente utilizzati per queste misurazioni. Ad esempio, le deviazioni non possono essere rilevate con sufficiente accuratezza utilizzando i fogli di prova. Con gli idrofoni, il sensore deve essere immerso in ogni bagno. Poiché la profondità di immersione può variare, i risultati delle misurazioni non sono riproducibili ed esiste inoltre anche il rischio che nei bagni siano introdotti dei contaminanti. Al contrario, il sistema APM funziona senza contatto e senza movimento, consentendo così misurazioni riproducibili. I valori determinati per le unità nuove durante il Site Acceptance Test (SAT) – utilizzando il microfono direzionale modificato appositamente per questa applicazione – serviranno come punto di riferimento per queste misurazioni. I valori sono misurati individualmente in ogni bagno, fornendo così una base di dati dettagliata e significativa. Per la misurazione di controllo, il microfono direzionale è allineato con il rispettivo serbatoio ultrasonico tramite un supporto e registra la frequenza e il livello di pressione. Durante l’analisi e la valutazione da parte del software, i valori misurati sono confrontati con i parametri target definiti come valori di riferimento per la rispettiva stazione di trattamento.
documented in reports in PDF file format for seamless verification, and a certificate is issued to confirm the perfect functioning of the ultrasonic system. This also applies to other system components such as sensors for recording the temperature, detergent concentration and pressures, the proper functioning of which is also checked during the annual service visit.
Ultrasonic power and frequency have a decisive impact on the cleaning effect. These process parameters are therefore checked for correct functioning once a year as part of a service agreement with a portable version of the APM system.
The values of the practically new ultrasonic units as determined for each individual ultrasonic tank during the Site Acceptance Test (SAT), serve as a benchmark for the recurring checks.
During analysis and evaluation by the software, the measured values are compared with the target parameters defined as reference values for the respective treatment station, in this case the bottom-mounted ultrasonic transducer.
Tutte le misurazioni sono documentate con report in formato PDF per una verifica senza soluzione di continuità. È inoltre rilasciato un certificato per confermare il perfetto funzionamento del sistema a ultrasuoni. Ciò vale anche per altri componenti del sistema come i sensori per la registrazione della temperatura, della concentrazione del detergente e delle pressioni, il cui corretto funzionamento è verificato anche durante la visita di assistenza annuale.
Da sinistra a destra:
La potenza e la frequenza degli ultrasuoni hanno un impatto decisivo sull’effetto pulente. Come parte di un contratto di assistenza, questi parametri di processo sono quindi controllati una volta all’anno con una versione portatile del sistema APM per verificarne il corretto funzionamento.
I valori delle unità ultrasoniche nuove, determinati per ogni singolo bagno durante il Site Acceptance Test (SAT), servono da parametro di riferimento per i controlli ricorrenti.
Durante l’analisi e la valutazione da parte del software, i valori misurati sono confrontati con i parametri target definiti come valori di riferimento per la rispettiva stazione di trattamento, in questo caso il trasduttore a ultrasuoni montato sul fondo.
Modern Cleaners: a new approach to cleaning industrial components
Material cleaning and preparation processes are essential to ensure that the condition of the component to be treated allows for adequate subsequent (mechanical or chemical) treatment, storage, assembly, or packaging.
Most industrial cleaning processes employ water-based chemical solutions applied by immersion or spray operations, whether in simple or highly automated systems.
The suppliers of cleaning chemicals often offer solutions that were developed years (or decades) ago and tested over a long period, guaranteeing users’ trust. At the same time, in cases where a cleaning process has to pass an approval stage, for example in the automotive industry, any change can become difficult, making the use of proven technology virtually mandatory, although with some disadvantages. In fact, most of these processes bring several issues that have not been sufficiently emphasised so far. These include as follows:
Raw materials with an obsolete composition:
- substances of concern (SoC)
- ethoxylated products (such as NPE)
- phosphates
- amines
- hard complexing agents
- CMR.
Supply issues:
- single sources
- interruptions by suppliers.
Compliance issues with REACH regulations.
Performance issues:
- low cleaning performance
- short duration
- lack of additional functions, e.g. self-decomposition of oils
- excessive foaming
- low solubility of new oils.
The products used for cleaning operations are usually composed of a number of agents such as NaOH, silicates, surfactants, and additives. They can be mixed in different proportions to create more effective products or processes. Generally, these chemicals are supplied in two ways, both with recognised advantages but also some drawbacks.
“All-in-one” solid products
It is still a prevalent option since it is considered the cheapest solution. Some users believe adding water to dilute the product is unnecessary, but handling can still be problematic. It can take these products a long time to dissolve completely, and in some cases, particles settle on the bottom of the tank and require long mixing paddles or intense stirring of the solution.
As for maintenance, only manual addition is possible as no automated dosing pumps are available. Finally, there are risks of exposure to dust during handling, and there is a limit to the possible amount of liquid additives in the formulation, as they can cause the powdered product to agglomerate or form lumps if stored in wet conditions.
“All-in-one” liquid products
Another equally common option, especially with automated and highconsumption systems, is the use of an “all-in-one” liquid product, which has clear advantages, including as follows:
easier handling
the possibility of using automated dosing pumps
the possibility of handling large volumes (IBC)
simple mixing, no dissolving required.
On the other hand, it tends to be a less concentrated mixture than the “all-in-one” solid option due to the added water required to ensure solubility. It generally entails higher prices than solid versions, increasing product, logistics, storage, and package management costs. There is often limited compatibility of additives, particularly surfactants, as a higher alkalinity of the mixture may decompose some of them. The compatibility of additives at such high concentrations can cause reaction products or the decomposition of specific components, thus limiting the possible formulation combinations.
New challenges
In recent years, a further problem has emerged that affects all products, regardless of their form: restrictions on the use of components for reasons related to safety or hazard (REACH) or to waste water management and purification.
Modern Cleaners: un nuovo approccio al lavaggio dei componenti industriali
I processi di lavaggio e preparazione dei materiali sono essenziali affinché lo stato del componente da trattare permetta un adeguato trattamento successivo – meccanico, chimico – o il suo stoccaggio, assemblaggio o imballaggio finale.
La maggior parte dei processi di lavaggio utilizzati nell’industria si basa su soluzioni chimiche a base acqua, sia in impianti semplici che in sistemi altamente automatizzati, tramite immersione o applicazione a spruzzo. Nella maggior parte dei casi, i fornitori di processi di lavaggio continuano a offrire all’industria soluzioni sviluppate anni (o decenni) fa e testate per lungo tempo, il che fa ottenere la fiducia dell’utilizzatore. Inoltre, nei casi in cui un processo di lavaggio abbia dovuto superare una fase di omologazione come, per esempio, nell’industria automotive, il cambiamento diventa difficile e obbliga all’uso di una tecnologia collaudata, ma con alcuni “svantaggi”. Attualmente, la maggior parte di questi processi affronta diversi problemi che fino ad ora non sono stati sufficientemente sottolineati. Per esempio:
Materie prime con una composizione obsoleta:
- sostanze preoccupanti
- prodotti etossilati (come NPE)
- fosfati
- amine
- complessanti duri
- CMR.
Problemi di fornitura:
- fonti uniche
- interruzioni da parte dei fornitori.
Problemi di conformità con le normative tipo REACH.
Problemi di rendimento:
- basse performance di lavaggio
- breve durata
- mancanza di funzioni aggiuntive, come l’“auto-decomposizione” degli oli
- schiuma eccessiva
- bassa solubilità dei nuovi oli.
I prodotti utilizzati per i processi di lavaggio sono solitamente composti da una serie di agenti come NaOH, silicati, tensioattivi e additivi. Possono essere miscelati in diverse proporzioni per creare un prodotto o un processo più efficace. In genere, sono forniti in due modalità, entrambe con vantaggi riconosciuti, ma anche con degli inconvenienti.
Prodotto solido “tutto in uno” È un’opzione ancora molto diffusa, dal momento che è considerata la soluzione più economica. Alcuni utilizzatori ritengono che non sia necessario aggiungere acqua per diluire il prodotto, tuttavia la sua manipolazione può risultare problematica. Il suo scioglimento può richiedere molto tempo per realizzarsi completamente e, in alcuni casi, la polvere si deposita sul fondo del serbatoio e richiede pale di miscelazione lunghe o un intenso movimento della soluzione. Per la manutenzione è possibile solo l’aggiunta manuale poiché non ci sono pompe dosatrici automatizzate. Inoltre, durante la manipolazione ci sono rischi di esposizione alla polvere e c’è una limitazione della quantità di additivi liquidi in formulazione, poiché possono causare l’agglomerazione del prodotto in polvere o la formazione di grumi, se stoccato in condizioni umide.
Prodotto liquido “tutto in uno”
Un’altra opzione altrettanto comune, soprattutto per l’utilizzo in impianti automatizzati e ad elevato consumo, è l’uso di un prodotto liquido “tutto in uno”, che presenta vantaggi evidenti:
manipolazione più semplice
possibilità di utilizzare pompe dosatrici automatizzate
possibilità di gestire grandi volumi (IBC)
miscelazione semplice, non richiede scioglimento.
D’altra parte, tende ad essere una miscela meno concentrata rispetto al solido “tutto in uno”, a causa dell’acqua aggiunta necessaria per garantirne la solubilità. In genere comporta un costo maggiore rispetto ai prodotti solidi “tutto in uno”, aumentando i costi di prodotto e logistica, stoccaggio e gestione delle confezioni. Spesso c’è una compatibilità limitata degli additivi e, in particolare, dei tensioattivi: un’alcalinità maggiore della miscela ne può infatti decomporre alcuni. La compatibilità degli additivi a concentrazioni così elevate può causare prodotti di reazione o la decomposizione di determinati componenti, limitando le possibili combinazioni di formulazioni.
Figure 1 - Unlike in “all-in-one” processes, the new formulations ensure the separation of “inorganic” components (builder package) and “detergents and additives” (surfactant package).
Figura 1 – Contrariamente a quanto avviene con i processi “tutto in uno”, le nuove formulazioni consentono la separazione dei componenti “inorganici” (builder package) e dei “detergenti e additivi” (surfactant package).
That affects both inorganic (e.g. borates) and organic components. Moreover, these limitations are not identical on different continents or even within the same country, as they vary according to local regulations, which are more or less strict depending on whether waste water is discharged into a municipal sewer, a river, or the sea. In any case, the use and discharge limits for many components are becoming lower and lower, if still authorised at all. As a result, many “old” formulations have had to be partially modified to comply with current legislation – using alternatives that, in most cases, are also short-lived since they are merely temporary solutions.
Lately, a new key “indicator” has also been considered in industrial cleaning and pre-treatment processes: their carbon footprint impact at all stages (logistics/storage, use, waste management). Many countries’ commitment to reducing environmental impact drives major companies and OEMs to require their supply chain to reduce the carbon footprint of provided products without compromising on quality and cost. That is why MKS Atotech has been working on global projects aimed at enabling cleaning operations to be carried out with new, globally available products formulated with the long term in mind, with high efficiency and competitive costs and with minimal impact on the process’ carbon footprint. It called them Modern Cleaners.
The separate liquid additive package
Although this option is not new, a more modern approach aims at eliminating inherited drawbacks and overcoming current challenges by using highly concentrated additives that generally contain, on the one hand, mineral components (salt, alkaline components, inorganic additives, etc.) and, on the other hand, detergent surfactants (soaps,
Fig. 2 – Diagram of an immersion process for cleaning different materials with Modern Cleaners A101+B201.
Fig. 2 – Schema di un processo a immersione per il lavaggio di materiali diversi con Modern Cleaners A101+B201.
Questo influisce sia sui componenti inorganici (come i borati) sia su quelli organici. Inoltre, queste limitazioni non sono identiche nei diversi continenti né nello stesso Paese, poiché variano in base alle normative locali, più o meno severe, a seconda che i reflui siano destinati a un collettore municipale, a un fiume o al mare. In ogni caso, i limiti di uso e di scarico per molti componenti stanno diminuendo, se si vuole mantenerne l’autorizzazione. Di conseguenza, molte “vecchie” formulazioni hanno dovuto essere parzialmente modificate per conformarsi alla legislazione attuale, utilizzando alternative che, nella maggior parte dei casi, avranno anch’esse una “vita utile” molto breve, dal momento che si tratta di una soluzione temporanea. Ultimamente, nel settore industriale, un nuovo e importante “indicatore” è stato incluso nel funzionamento dei processi di lavaggio e pretrattamento, ed è il loro impatto sulla carbon footprint in tutte le sue fasi (logistica/stoccaggio, utilizzo, gestione dei rifiuti). L’impegno degli Stati a ridurre la propria impronta di carbonio spinge le principali aziende e OEM a richiedere alla loro catena di fornitori di ridurre l’impronta di carbonio dei prodotti forniti, senza comprometterne qualità e costi. Per questo motivo, MKS Atotech lavora da tempo a progetti di approccio globale che permettano di effettuare le necessarie operazioni di lavaggio utilizzando nuovi prodotti disponibili a livello globale e a lungo termine, con elevata efficienza e costi competitivi e con il minimo impatto sull’impronta di carbonio. Li hanno chiamati Modern Cleaners.
Pacchetto di additivi liquidi separati
Questa opzione non è nuova, ma un approccio più moderno mira a eliminare gli inconvenienti ereditati e a superare le sfide attuali utilizzando additivi molto concentrati che generalmente contengono, da un lato, componenti minerali (sale, alcalini, additivi inorganici, ecc.) e, dall’altro, tensioattivi detergenti (saponi, dispersanti, antischiuma, ecc.).
dispersants, defoamers, etc.). With the clear objective of determining the base materials to be treated, the type of dirt to be removed, and the product’s intended application and end use, a new formulation allows the separation of “inorganic” components (builder package) and “detergents and additives” (surfactant package). That way, products can be highly concentrated liquid mixtures, reducing the concentration of use in preparation and maintenance, as well as the number of packages to be transported and handled (Fig. 1). The simple mixing of the components in the cleaning system also ensures as follows:
the advantages of an “all-in-one” liquid product
easier handling
the possibility of using automated dosing pumps
the elimination of the disadvantages of an “all-in-one” liquid product.
In practice, by using 2 components, it is very easy to adapt their proportion to specific needs instead of using fixed proportions, whether ideal or not, as is done in “all-in-one” processes. The strategy to develop new formulations is ambitious but realistic and necessary:
All additives and surfactants can be found in the “surfactant package”
- the selected components have global availability, which is important for companies with plants in different locations
- careful choice of raw materials to reduce cost impact
- highly concentrated products.
The components used are more modern, efficient, and easily degradable
- Technical superiority in the search for greater dirt-absorbing capacity
- Higher cleaning performance
- No substances of concern
- Reduced waste management costs
- Enhanced sustainability.
Low temperatures: formulations working at 35 °C instead of the usual 50-85 °C range
- Reduced energy costs and heating and plant preparation times.
Possibility of combining products for different requirements
- A set of base products that can be mixed for specific applications.
Lower CO2 footprint
- A combination of higher product concentration, longer product life, lower energy requirements, and simpler waste management of products and packages significantly reduces carbon footprint.
Example of use of Modern Cleaners
The example in Figure 2 illustrates an immersion process for cleaning different materials. The recommended operating characteristics are shown in Table 1. The process took place in a plant using a high-
Con l’obiettivo chiaro di determinare quali sono i materiali di base da trattare, il tipo di sporco da rimuovere e la loro applicazione e utilizzo finale, viene considerata una nuova formulazione che consente la separazione dei componenti “inorganici” (builder package) e dei “detergenti e additivi” (surfactant package). In questo modo, i prodotti potranno essere miscele liquide molto concentrate per ridurre la concentrazione d’uso nella preparazione e manutenzione, nonché il numero delle confezioni da trasportare e gestire (Fig. 1). La semplice miscelazione dei prodotti nell’impianto di lavaggio permetterà inoltre di ottenere:
i vantaggi del prodotto liquido “tutto in uno”
una manipolazione più facile
la possibilità di utilizzare pompe dosatrici automatizzate
l’eliminazione degli aspetti negativi del liquido “tutto in uno”.
In pratica, utilizzando 2 componenti, è molto facile adattare la proporzione di questi alle esigenze specifiche dell’applicazione, invece di aggiungere una proporzione fissa, sia che sia necessaria o meno, come nei processi tutto in uno. La strategia per sviluppare nuove formulazioni è ambiziosa ma realistica e necessaria:
Tutti gli additivi e tensioattivi si trovano nel prodotto “pacchetto di tensioattivi”
- i componenti selezionati hanno disponibilità globale, il che è importante per le aziende con impianti in diverse località
- scelta prudente delle materie prime per ridurre l’impatto sui costi prodotti altamente concentrati.
I componenti utilizzati sono più moderni, efficienti e facilmente degradabili
- Superiorità tecnica nella ricerca di una maggiore capacità di assorbimento dello sporco
- Prestazioni di pulizia superiori
- Eliminazione delle sostanze preoccupanti
- Riduzione dei costi di gestione dei rifiuti
- Migliore sostenibilità.
Temperature basse: si cercano formulazioni capaci di lavorare a 35 °C anziché nel range abituale di 50-85 °C
- minori costi energetici e tempi di riscaldamento e preparazione dell’impianto.
Possibilità di combinare prodotti per requisiti diversi
- Insieme di prodotti base che possono essere miscelati per applicazioni specifiche
Minore impronta di CO2
una combinazione di prodotti più concentrati, con vita più lunga, minori richieste energetiche e una gestione dei rifiuti più semplice di prodotti e confezioni permetterà di ridurre significativamente l’impronta di carbonio.
Esempio di Modern Cleaners
L’esempio riportato in Figura 2 illustra un processo a immersione per il lavaggio di materiali diversi. Le caratteristiche di funzionamento raccomandate sono illustrate nella Tabella 1. L’implementazione è avvenuta
performance, low-cost solid product at 55 °C to treat steel parts with various oils, including machining and antioxidant oils. Thanks to an even lower concentration than with the conventional product and to the lower temperature, significant savings in both chemical and energy costs have been achieved, as well as a considerable reduction in carbon footprint. Figure 3 shows a comparison of annualised costs and savings.
Summary
Material cleaning and pre-treatment operations play an increasingly important role in industrial processes in terms of both their impact on the final quality of treated parts and process costs, including waste management and energy. New environmental and safety regulations force changes in the formulations used and, together with the call to reduce carbon footprint, result in the need for a new approach to product design. New highly concentrated liquid products that separate the inorganic part from the necessary detergents and can operate at temperatures of 35 °C make the pre-treatment of materials more sustainable and competitive.
in un impianto utilizzando un prodotto solido ad alte prestazioni e a basso costo a 55 °C per trattare pezzi in acciaio con vari oli, sia di lavorazione sia antiossidanti. Grazie a una concentrazione addirittura inferiore rispetto a quella utilizzata con il prodotto tradizionale e alla temperatura più bassa, sono stati ottenuti significativi risparmi sia sui costi dei prodotti chimici che su quelli energetici, oltre a una riduzione significativa dell’impronta di carbonio. In Figura 3 è mostrato un confronto tra i costi e i risparmi annualizzati.
Riepilogo
I processi di lavaggio e pretrattamento dei materiali giocano un ruolo sempre più importante nei processi industriali, sia per quanto riguarda l’impatto sulla qualità finale dei pezzi trattati che per il costo del processo, inclusa la gestione dei rifiuti e l’energia. Le nuove normative ambientali e di sicurezza obbligano a modificare le formulazioni utilizzate e, insieme alla necessità di ridurre l’impronta di carbonio, è necessario un nuovo approccio nella progettazione dei prodotti. Nuovi prodotti liquidi altamente concentrati, che separano la parte inorganica dai detergenti necessari e che consentono il loro funzionamento a temperature di 35 °C, renderanno il pretrattamento dei materiali più sostenibile e competitivo.
TOTAL ANNUAL PROCESS COSTS
Fig. 3 – Confronto tra i costi effettuati e i risparmi ottenuti in un anno con l’utilizzo dei nuovi prodotti (0,12 €/kwh).
Table 1: Recommended characteristics of an immersion process with Modern Cleaners.
Figure 3 – Comparison
Tabella 1: Caratteristiche raccomandate per il funzionamento del processo a immersione con Modern Cleaners.
E VOLUTION TO E -MOBILITY
Our 70 years experience in Surface Treatment is ready for the E-Mobility market.
Research, innovation, development.
In 70 years, our vision towards the future has never stopped. Today, Tecnofirma provides quality to the electric market which is the most evolving technology in the automotive industry. Our impregnation, cleaning and painting plants are the result of the constant commitment to offer cutting-edge solutions and products anytime, anywhere.
Innovative APM solution from Ecoclean ensures cleaning effectiveness of megasound
Frequency and power monitoring is an important quality assurance tool for ultrasonic cleaning applications in the 250 to 2,000 kHz range. Ecoclean has proven in test series that laser acoustic microphones can also reliably detect sound waves in the high-frequency range up to two megahertz. Based on this, the company has expanded its innovative APM (Acoustic Performance Measurement) solution. The new solution is able to monitor ultrasonic frequency and power in both fully automated ultrasonic multi-bath immersion systems and closed chamber cleaning systems without contact.
L’innovativa soluzione APM di Ecoclean
garantisce l’efficacia di pulizia dei megasuoni
Il monitoraggio della frequenza e della potenza è un importante strumento di garanzia della qualità per le applicazioni di lavaggio a ultrasuoni nella gamma da 250 a 2.000 kHz. In una serie di test, Ecoclean ha dimostrato che i microfoni acustici laser sono in grado di rilevare in modo affidabile anche le onde sonore nella gamma delle alte frequenze, fino a due megahertz. Su questa base, l’azienda ha ampliato la sua innovativa soluzione APM (Acoustic Performance Measurement). La nuova soluzione è in grado di monitorare la frequenza e la potenza degli ultrasuoni sia nei sistemi a immersione a più vasche ad ultrasuoni completamente automatizzati sia nei sistemi di lavaggio a camera chiusa senza contatto.
High-frequency ultrasound is used when the finest particles and minimal film contamination need to be cleaned from sensitive or finely structured surfaces.
This is the case, for example, in semiconductor production, microsystems technology and electronics, precision optics, analysis, laser and vacuum technology as well as medical technology. In order to reliably achieve the cleanliness requirements defined for perfect functioning and to avoid damaging or impairing the sensitive components, regular checks of the vibration characteristics and the calculation of cleaning-relevant key figures are essential quality parameters.
For these applications, Ecoclean has extended the measuring range of the innovative Acoustic Performance Measurement (APM) technology, which was previously used to measure ultrasonic frequencies up to 132 kHz inline without contact, to two megahertz on the basis of laser acoustics.
Gli ultrasuoni ad alta frequenza vengono utilizzati quando è necessario pulire le superfici sensibili o finemente strutturate da particelle finissime e da una minima contaminazione della pellicola. È il caso, ad esempio, della produzione di semiconduttori, della tecnologia dei microsistemi e dell’elettronica, dell’ottica di precisione, dell’analisi, della tecnologia laser e del vuoto e della tecnologia medica.
Per raggiungere in modo affidabile i requisiti di pulizia definiti per il perfetto funzionamento e per evitare di danneggiare o compromettere i componenti sensibili, i controlli regolari delle caratteristiche di vibrazione e il calcolo delle cifre chiave rilevanti per la pulizia sono parametri di qualità essenziali.
Per queste applicazioni, Ecoclean ha ampliato il campo di misura dell’innovativa tecnologia Acoustic Performance Measurement (APM), precedentemente utilizzata per misurare frequenze ultrasoniche fino a 132 kHz in linea senza contatto, fino a due megahertz sulla base dell’acustica laser.
The tests were carried out in a multi-bath immersion system with 500 and 1,000 kHz ultrasonic systems. The 40, 80 and 120 kHz oscillation systems present in the system were also included.
Le prove sono state eseguite in un sistema di immersione a più vasche con sistemi a ultrasuoni da 500 e 1.000 kHz.
Sono stati inclusi anche i sistemi di oscillazione a 40, 80 e 120 kHz del sistema.
Reliable detection of the frequency spectrum proven by test series
The development of the new APM measuring system was preceded by a series of tests with a laser-acoustic microphone. The tests were carried out in an ultrasonic multi-bath immersion system UCMSmartLine and with ultrasonic systems with 500 kHz and 1,000 kHz plate transducers. In addition, plate transducers with oscillation frequencies of 40, 80 and 120 kHz already present in the cleaning system were included in the tests and the results were compared with the previous APM technology with condenser microphones. On the one hand, the tests proved that the signal-to-noise ratio in the entire frequency band is high enough to detect sound waves up to 2 MHz. On the other hand, the aim was to determine at what distance from the bath surface the laser acoustic microphone must be used so that an adequate frequency spectrum can still be calculated despite the increasing attenuation of the sound waves by the air as the frequency increases. Due to the high sensitivity of the laser acoustic microphone, the distance is comparable to the condenser microphone used to measure low-frequency ultrasound.
Advantages due to contactless and motionless measurement
In contrast to hydrophones, measurement with the APM solution takes place without direct contact with the medium and without movement. This results in various advantages. For example, contamination of the media by the measuring system is ruled out and it can also be used in applications with aggressive chemicals without contaminating the bath or damaging the measuring technology. The motionless measurement also ensures that it can be carried out reproducibly and inline. In addition, APM technology makes it possible to detect ultrasonic frequency and sound pressure even through “walls”. It can therefore also be used in closed cleaning and rinsing tanks, which are required, for example, when using pressure change processes (vacuum flood cleaning processes such as PPC - Pulsated Pressure Cleaning), as well as in chamber cleaning systems. Appropriate manual calibrators are available for a quick and simple function check of the laser acoustic and condenser microphones used for the APM system on site.
Stationary measurement or at time intervals - also as a service
The measuring system is available both as a stationary solution and in a portable version for occasional checks. In the stationary version, the microphone is attached to the automatic conveyor. The ultrasonically equipped cleaning and rinsing tanks are then approached one after the other and the measurements are carried out without contact so that the results are comparable.
Rilevamento affidabile dello spettro di frequenza comprovato da serie di test Lo sviluppo del nuovo sistema di misurazione APM è stato preceduto da una serie di test con un microfono laser acustico. I test sono stati eseguiti in un sistema a immersione multivasca a ultrasuoni UCMSmartLine e con sistemi a ultrasuoni con trasduttori a piastra da 500 kHz e 1.000 kHz. Inoltre, sono stati inclusi nei test trasduttori a piastra con frequenze di oscillazione di 40, 80 e 120 kHz già presenti nel sistema di lavaggio e i risultati sono stati confrontati con la precedente tecnologia APM con microfoni a condensatore. Da un lato, i test hanno dimostrato che il rapporto segnale/rumore nell’intera banda di frequenza è sufficientemente elevato per rilevare onde sonore fino a 2 MHz. Dall’altro lato, l’obiettivo era quello di determinare a quale distanza dalla superficie del bagno deve essere utilizzato il microfono acustico laser, in modo da poter calcolare uno spettro di frequenza adeguato nonostante la crescente attenuazione delle onde sonore da parte dell’aria all’aumentare della frequenza. Grazie all’elevata sensibilità del microfono acustico laser, la distanza è paragonabile a quella del microfono a condensatore utilizzato per misurare gli ultrasuoni a bassa frequenza.
Vantaggi dovuti alla misurazione senza contatto e senza movimento
A differenza degli idrofoni, la misurazione con la soluzione APM viene effettuata senza contatto diretto con il fluido e senza movimento. Ciò comporta diversi vantaggi. Per esempio, si esclude la contaminazione del fluido da parte del sistema di misura e si può utilizzare anche in applicazioni con sostanze chimiche aggressive senza contaminare il bagno o danneggiare la tecnologia di misura. La misura in assenza di movimento garantisce anche la riproducibilità e l’esecuzione in linea. Inoltre, la tecnologia APM consente di rilevare la frequenza e la pressione sonora degli ultrasuoni anche attraverso le “pareti”. Può quindi essere utilizzata anche in vasche di lavaggio e risciacquo chiuse, necessarie, ad esempio, quando si utilizzano processi di cambio di pressione (processi di lavaggio a vuoto a diluvio come il PPC - Pulsated Pressure Cleaning), nonché nei sistemi di pulizia a camera. Sono disponibili appositi calibratori manuali per un rapido e semplice controllo del funzionamento dei microfoni laser acustici e a condensatore utilizzati per il sistema APM in loco.
Misurazione stazionaria o a intervalli di tempo - anche come servizio
Il sistema di misura è disponibile sia come soluzione fissa che in versione portatile per controlli occasionali. Nella versione fissa, il microfono è collegato al trasportatore automatico.
Le vasche di lavaggio e risciacquo dotate di ultrasuoni vengono avvicinate una dopo l’altra e le misurazioni vengono eseguite senza contatto, in modo che i risultati siano comparabili.
The illustration shows the frequency spectrum of a 120 kHz oscillating system (orange) and the background noise of the measurement system (blue) with laser acoustic microphone.
L’illustrazione mostra lo spettro di frequenza di un sistema oscillante a 120 kHz (arancione) e il rumore di fondo del sistema di misura (blu) con microfono acustico laser.
To record the ultrasonic signals from the 500 kHz oscillating system, the microphone was moved horizontally by 160 mm between measurements. The distance to the bath surface was 200 mm. The practically superimposed curves (blue and orange) show that the horizontal position of the laser acoustic microphone is not significant for the measurement.
Per registrare i segnali ultrasonici dal sistema oscillante a 500 kHz, il microfono è stato spostato orizzontalmente di 160 mm tra le misure. La distanza dalla superficie del bagno era di 200 mm. Le curve praticamente sovrapposte (blu e arancione) mostrano che la posizione orizzontale del microfono laser-acustico non è significativa per la misurazione.
The frequency spectra of a 1,000 kHz oscillating system are shown here for the power levels 20, 40, 60, 80 and 100%. The difference in power is mainly visible in the frequency range that is lower than the excitation frequency.
Gli spettri di frequenza di un sistema oscillante a 1.000 kHz sono mostrati qui per i livelli di potenza 20, 40, 60, 80 e 100%. La differenza di potenza si nota soprattutto nell’intervallo di frequenza inferiore alla frequenza di eccitazione.
The values determined for ultrasonic frequency and power are transferred to the software of the measuring solution, evaluated by algorithms and compared with the previously defined and stored target values and saved. In the event of deviations, the system issues a warning or error message.
Users who use the classic APM system for low-frequency ultrasound but also use ultrasound with frequencies above 132 kHz, for example in rinsing processes, can simply swap the microphone and evaluation unit and thus monitor both low-frequency and high-frequency ultrasound.
For measurements with the portable version, the microphone is aligned to the respective ultrasonic tank using a holder and records the vibration spectrum in the tank. During analysis and evaluation by the software, the measured actual values are compared with the target parameters defined as reference values for the respective treatment station. All measurements are documented in PDF reports for seamless verification.
The company also offers mobile control measurements as a manufacturer-independent service for cleaning systems in which ultrasound is installed.
I valori determinati per la frequenza e la potenza degli ultrasuoni vengono trasferiti al software della soluzione di misura, analizzati da algoritmi e confrontati con i valori target precedentemente definiti e memorizzati e salvati. In caso di scostamenti, il sistema emette un messaggio di avvertimento o di errore.
Gli utenti che utilizzano il sistema APM classico per gli ultrasuoni a bassa frequenza, ma che utilizzano anche ultrasuoni con frequenze superiori a 132 kHz, per esempio nei processi di risciacquo, possono semplicemente scambiare il microfono e l’unità di valutazione e monitorare così sia gli ultrasuoni a bassa frequenza che quelli ad alta frequenza.
Per le misurazioni con la versione portatile, il microfono viene allineato alla rispettiva vasca a ultrasuoni mediante un supporto e registra lo spettro di vibrazioni nella vasca. Quando vengono analizzati e valutati dal software, i valori effettivi misurati vengono confrontati con i parametri target definiti come valori di riferimento per la rispettiva stazione di trattamento.
Tutte le misurazioni sono documentate in rapporti PDF per una verifica continua.
L’azienda offre anche misure di controllo mobili come servizio indipendente dal produttore per i sistemi di lavaggio in cui sono installati gli ultrasuoni.
The laser acoustic microphone is located above the bath surface for the tests. The measurements are carried out without direct contact with the medium and without movement.
Il microfono acustico laser è posizionato sopra la superficie del bagno per le prove.
Le misure vengono effettuate senza contatto diretto con il fluido e senza movimento.
Deburring, surface nishing and industrial parts cleaning becomes
www.parts- nishing.com
+ AGTOS Gesellscha für technische Ober ächensysteme mbH + BOUS RENZMANN Cleantech GmbH + C. Hilzinger-Thum GmbH & Co. KG + plasotec GmbH + Karl Roll GmbH & Co. KG + MAFRA MAILE GMBH + OTEC Präzisions nish GmbH + PERO AG P. Erbel Maschinen- und
Apparatebau + Rösler Ober ächentechnik GmbH ... When do you register?
November 12-13, 2025 · Messe Karlsruhe
Fastener Fair Italy 2024: an essential event for the fastening and fixing Industry
The fourth edition of Fastener Fair Italy will take place from 29th to 30th October at Hall 3 of CityLife - Allianz MiCo in Milan.
The fastening industry is gearing up for one of the most anticipated events of the year: Fastener Fair Italy 2024. Now in its fourth edition, the fair will be held from 29th to 30th October in Hall 3 of CityLife - Allianz MiCo in Milan, offering an unrivalled platform for innovation, networking and business development. Since its first edition, Fastener Fair Italy has established itself as an essential event for manufacturers, distributors, suppliers and end-users of the fastening industry. The event represents a dynamic platform to consolidate existing relationships, discover new collaboration opportunities and share the latest knowledge. Exhibitors will have the opportunity to showcase their products and services to a qualified audience, while visitors will be able to find solutions tailored to their needs.
The 2024 edition will host an extraordinary international participation, with over 200 confirmed companies from 18 countries – including significant representation from Italy, Germany, Turkey, China and Taiwan. This diversity guarantees a global overview of the market, offering a wide range of products, from screws to bolts, from anchoring systems to safety devices, up to assembly technologies and production machinery.
Innovation will be a central theme at Fastener Fair Italy 2024. Companies in the sector are investing heavily in new materials and production technologies, to improve the performance and sustainability of products. Among the emerging innovations there are smart fastening systems and the ones made with additive technologies, such as 3D printing, which allow to create customised components with greater efficiency and precision. Participating companies will present cutting-edge solutions aimed at improving the efficiency, quality and sustainability of production and installation processes. Sustainability is another pillar of the event: many companies are developing eco-friendly solutions, to reduce the environmental impact of their products and processes. Fastener Fair Italy 2024 will be an ideal showcase for these innovations, highlighting how the sector is contributing to the transition to a greener economy. In addition to being a showcase for products and services, Fastener Fair Italy 2024 offers a unique opportunity for networking and training. Visitors will have the chance to discover the most modern solutions in the sector and gain insights into the technologies presented by the main suppliers. The B2B meetings organised during the event will allow participants to establish direct contacts and start commercial negotiations, optimising the time available and focusing efforts on the
most promising opportunities.
The fastener market is crucial for many production sectors such as automotive, aerospace, manufacturing and construction. In Italy, this sector is experiencing strong development, with an expected average annual growth rate of 2.3% for the next five years and an expected value of sales of approximately $2 billion 2025. Internationalisation represents a great opportunity for commercial expansion for Italian companies in the sector and, in the near future, digitalisation and the adoption of advanced technologies are expected to continue to be key factors for the competitiveness of the sector.
The variety and quality of the exhibitors, combined with the opportunities for networking and updates on the latest technological innovations, make Fastener Fair Italy 2024 an unmissable event for field professionals. It is a unique opportunity to take stock of the state of the art of the fastening systems market, explore new business opportunities and establish valuable contacts in one of the main industrial hubs in Europe.
Free online registration to the event is already open at the following link: https://www.fastenerfairitaly.com/it-it/tickets.html.
Fastener Fair Italy is part of a series of international events organised by RX for the fastener, bolt and fixing industry, including Fastener Fair Global in Germany, Fastener Fair India, Fastener Fair Mexico and Fastener Fair USA. These events are reference points for the fastener and fixing technology, offering effective platforms for promotion and innovation.
Fastener Fair Italy 2024: un evento cruciale per l’industria dei sistemi di fissaggio
La quarta edizione di Fastener Fair Italy si svolgerà dal 29 al 30 ottobre presso il padiglione 3 di CityLife - Allianz MiCo a Milano.
L’industria dei sistemi di fissaggio si prepara per uno degli eventi più attesi dell’anno: Fastener Fair Italy 2024. Giunta alla sua quarta edizione, la fiera si terrà dal 29 al 30 ottobre presso il padiglione 3 di CityLife - Allianz MiCo a Milano, offrendo una piattaforma senza eguali per innovazione, networking e sviluppo commerciale. Dalla sua prima edizione, Fastener Fair Italy si è affermato come un appuntamento imprescindibile per produttori, distributori, fornitori e utilizzatori finali dell’industria dei sistemi di fissaggio. La manifestazione rappresenta una piattaforma dinamica dove consolidare relazioni esistenti, scoprire nuove opportunità di collaborazione e condividere le ultime conoscenze del settore; gli espositori avranno l’opportunità di mostrare i loro prodotti e servizi a un pubblico qualificato, mentre i visitatori potranno trovare soluzioni su misura per le loro esigenze. L’edizione 2024 vedrà una partecipazione internazionale straordinaria con oltre 200 aziende confermate provenienti da 18 paesi, tra cui rappresentanze significative dall’Italia, Germania, Turchia, Cina e Taiwan. Questa diversità garantisce una panoramica globale del mercato dei sistemi di fissaggio, offrendo una vasta gamma di prodotti, dalle viti ai bulloni, dai sistemi di ancoraggio ai dispositivi di sicurezza, fino alle tecnologie di assemblaggio e ai macchinari per la produzione.
L’innovazione sarà un tema centrale a Fastener Fair Italy 2024. Le aziende del settore stanno investendo fortemente in nuovi materiali e tecnologie produttive per migliorare le prestazioni e la sostenibilità dei prodotti. Tra le novità emergenti possiamo trovare i sistemi di fissaggio intelligenti e quelli realizzati con tecnologie additive, come la stampa 3D, che permettono di creare componenti su misura con maggiore efficienza e precisione. Le aziende partecipanti presenteranno soluzioni
all’avanguardia volte a migliorare l’efficienza, la qualità e la sostenibilità dei processi produttivi e di installazione.
La sostenibilità è un altro pilastro dell’evento: molte aziende stanno sviluppando soluzioni eco-compatibili per ridurre l’impatto ambientale dei loro prodotti e processi. Fastener Fair Italy 2024 sarà una vetrina ideale per queste innovazioni, mettendo in luce come il settore stia contribuendo alla transizione verso un’economia più verde.
Oltre a essere una vetrina per prodotti e servizi, Fastener Fair Italy 2024 offre un’opportunità unica per il networking e la formazione. I visitatori avranno l’occasione di scoprire le più moderne soluzioni del settore e ottenere approfondimenti sulle tecnologie presentate dai principali fornitori. Gli incontri B2B organizzati durante l’evento permetteranno ai partecipanti di stabilire contatti diretti e avviare trattative commerciali, ottimizzando il tempo a disposizione e concentrando gli sforzi sulle opportunità più promettenti.
Il mercato dei fastener è cruciale per numerosi settori produttivi come l’automotive, l’aerospaziale, il manifatturiero e le costruzioni. In Italia, questo settore è in forte sviluppo, con un tasso di crescita medio annuo previsto del 2,3% per i prossimi cinque anni e un valore atteso delle vendite nel 2025 di circa 2 miliardi di dollari. L’internazionalizzazione rappresenta una grande opportunità di espansione commerciale per le aziende italiane del settore e, nel prossimo futuro, si prevede che la digitalizzazione e l’adozione di tecnologie avanzate continueranno a essere fattori determinanti per la competitività del settore.
La varietà e la qualità degli espositori, unite alle opportunità di networking e di aggiornamento sulle ultime innovazioni tecnologiche, rendono Fastener Fair Italy 2024 un evento imperdibile per chi opera nel settore. È un’occasione unica per fare il punto sullo stato dell’arte del mercato dei sistemi di fissaggio, esplorare nuove opportunità di business e stabilire contatti preziosi in uno dei principali hub industriali d’Europa. Le iscrizioni online per accedere gratuitamente all’evento sono già aperte e possono essere effettuate al link https://www.fastenerfairitaly.com/it-it/ tickets.html. Fastener Fair Italy fa parte di una serie di eventi internazionali organizzati da RX per l’industria di viteria, bulloneria e sistemi di fissaggio, tra cui Fastener Fair Global in Germania, Fastener Fair India, Fastener Fair Mexico e Fastener Fair USA. Questi eventi sono punti di riferimento per l’industria dei fastener, offrendo piattaforme efficaci per la promozione e l’innovazione.
Per maggiori informazioni: www.fastenerfairitaly.com
Eos Mktg&Communication srl www.eosmarketing.it - info@eosmarketing.it www.myipcm.com - info@ipcm.it
Redazione - Sede Legale: Via Pietro Mascagni, 8 - 20811 - Cesano Maderno (MB) - Italy Tel. +39.0362.503215 - Fax. +39.0362.1794768
EDITORIAL BOARD
Prof. Massimiliano Bestetti: Department of Chemistry, Material and Chemical Engineering, Politecnico of Milan –Section of Applied Chemistry and Physics
Prof. Stefano Rossi: Material Engineering and Industrial Technologies, University of Trento - Product Design
EDITOR IN CHIEF / DIRETTORE RESPONSABILE
ALESSIA VENTURI venturi@ipcm.it
EDITORIAL DIRECTOR / DIRETTORE EDITORIALE
FRANCESCO STUCCHI stucchi@ipcm.it
EDITORIAL OFFICE / REDAZIONE
PAOLA GIRALDO giraldo@ipcm.it
MONICA FUMAGALLI fumagalli@ipcm.it
NICOLE KRAUS kraus@ipcm.it
MATTEO SOTTI sotti@ipcm.it
ILARIA PAOLOMELO paolomelo@ipcm.it
GABRIELE LAZZARI redazione@ipcm.it
FEDERICO MELIDEO melideo@ipcm.it
GIULIA GENTILE gentile@eosmarketing.it
EDITORIAL OFFICE AND GRAPHICS
ELISABETTA VENTURI grafico@ipcm.it
MEDIA SALES
FRANCESCO STUCCHI stucchi@ipcm.it
ILARIA PAOLOMELO paolomelo@ipcm.it
NICOLE KRAUS kraus@ipcm.it
LAYOUT/ IMPAGINAZIONE
ELISABETTA VENTURI grafico@ipcm.it
Dr. Fulvio Zocco: Environment and quality
Prof. Paolo Gronchi: Department of Chemistry, Material and Chemical Engineering, Politecnico of Milan –Chemical Engineering Section
Kevin Biller: ChemQuest Powder Coating Research
SUBSCRIPTION SERVICE - SERVIZIO ABBONAMENTI:
Sale only on subscription - Vendita solo su abbonamento E.mail info@ipcm.it
Rest of world 350,00 € (fast airmail shipping included)
Abbonamento annuale cartaceo + digitale:
EMEA 110,00 € (spese postali incluse)
Resto del mondo 350,00 € (spedizione via aerea inclusa)
Single copy: 15,00 € EMEA (postage included) - Rest of world (postage excluded)
Back issues: 30,00 € EMEA (postage included) - Rest of world (postage excluded)
Fascicolo singolo: 15,00 € EMEA (spese postali incluse) - resto del mondo (spese postali escluse)
Arretrati: 30,00 € EMEA (spese postali incluse) - resto del mondo (spese postali escluse)
The smart journal for surface treatments
This magazine is wrapped with a biodegradable and compostable film. Questa rivista è confezionata con un film biodegradabile e compostabile.
PRINT/ STAMPA
SEBEGRAF SRL info@sebegraf.eu
Subscriptions can be made via payment online at: www.myipcm.com
Subscription and the sale of individual issues are exempt from VAT under Italian law: Article 74.1, letter C of DPR 633/72, DM 29/12/1989.
Gli abbonamenti possono essere sottoscritti con carta di credito sul sito: www.myipcm.com L’Iva sugli abbonamenti, nonchè sulla vendita di singole copie è assolta ai sensi dell’art.74 comma 1 lett. C DPR 633/72, DM 29/12/1989.
Registrazione al Tribunale di Monza N° 1970 del 10 Dicembre 2009Eos Mktg&Communication srl è iscritta nel Registro degli Operatori di Comunicazione con il numero 19244
POSTE ITALIANE S.P.A. – SPEDIZIONE IN ABBONAMENTO POSTALE –D.L. 353/2003 (CONV. IN L. 27/02/2004 N.46) ART. 1, COMMA 1 LOM/MI/4351
It is forbidden to reproduce articles and illustrations of “ipcm®” without authorization and without mentioning the source. The ideas expressed by the authors do not commit nor magazine nor eos Mktg&Communication S.r.l and responsibility for what is published is the authors themselves.
È vietata la riproduzione di articoli e illustrazioni di “ipcm®” senza autorizzazione e senza citarne la fonte. Le idee espresse dagli autori non impegnano nè la rivista nè eos Mktg&Communication S.r.l e la responsabilità di quanto viene pubblicato rimane degli autori stessi.