
Volume: 11 Issue: 09 | Sep 2024
e-ISSN:2395-0056
p-ISSN:2395-0072

Volume: 11 Issue: 09 | Sep 2024
e-ISSN:2395-0056
p-ISSN:2395-0072
Hima Sekhar Akkireddy1 , Ravi kiran mudidana2 , N. Mahesh Kumar3
1Post Graduate Student, Sri Venkateswara College of Engineering & Technology, Etcherla
2Assistant Professor, Dr.B.R.Ambedkar University, Etcherla, India
3Associate Professor, Sri Venkateswara College of Engineering & Technology, Etcherla
Abstract- Electric discharge machining (EDM), is a nontraditional machining process ', has been replacing drilling, milling, grinding and other conventional machining operations and is currently a deeprooted machining choice in many assembling enterprises all through the world. Current ED apparatus is fit for machining mathematically perplexing or hard material parts, that are exact and challenging to-machine, for example, heat-treated device prepares, composites, super amalgams, ceramics, and so on yet its applications are restricted due to slow machining rate and moderately unfortunate surface completion. Powder blended EDM (PMEDM) is one of the new headways in EDM process where the expansion of powder particles to the dielectric brings about higher machining rate and better surface quality. The point of this venture is to concentrate because of cycle boundaries on powder blended electrical release machining (PMEDM) by mixing dielectric with metal oxide powder while machining AISI D3 STEEL. In this work 4 different cycle boundaries were taken viz., top flow (Ip), beat on time (Ton), hole voltage (Vg), warm conductivity of dielectric and material expulsion rate , surface harshness were considered as execution measures. In this work, a viable methodology, Taguchi technique, has been applied to perform tests. The analysis have been finished by utilizing Taguchi 's L36 (23×31) symmetrical cluster. Each analysis was led under various states of information boundaries. The trial results affirm that the proposed technique in this concentrate successfully further developed the machining execution of PMEDM process.
Key Words: EDM, PMEDM, metal oxide, MRR, Thermal conductivity
Electric discharge machining (EDM), an important ‗ non-traditional manufacturing method‘, developed in the late 1940s, has been accepted worldwide as a standard process in manufacture of forming tools to produce plastics moldings, die castings, forging dies etc. New
developments in the field of material science have led to new engineering metallic materials, composite materials, and high tech ceramics, having good mechanical propertiesandthermalcharacteristicsaswellassufficient electrical conductivity so that they can readily be machined by spark erosion [1,2]. The recent developments in the field of EDM have progressed due to the growing application of EDM process and the challenges being faced by the modern manufacturing industries, from the development of new materials that are hard and difficult-to-machine such as tool steels, composites, ceramics, super alloys, nit alloy, nemonics, carbides, stainless steels, heat resistant steel, etc. being widely used in die and mould making industries, aerospace, aeronautics, and nuclear industries. Many of these materials also find applications in other industries owingtotheirhighstrengthtoweightratio,hardnessand heat resisting qualities. EDM has also made its presence felt in the new fields such as sports, medical and surgical instruments, optical, dental and jewellery industries, including automotive R&D areas [3].EDM technology is increasingly being used in tool, die and mould making industries, for machining of heat treated tool steels and advanced materials (super alloys, ceramics, and metal matrix composites) requiring high precision, complex shapes and high surface finish. Traditional machining technique is often based on the material removal using toolmaterialharderthentheworkmaterialandisunable to machine them economically. Heat treated tool steels have proved to be extremely difficult-to-machine using traditional processes, due to rapid tool wear, low machiningrates,inabilitytogeneratecomplexshapesand impartingbettersurfacefinish[4].
Thisinteractionworksinviewofguidelineofthermo-electric energyamongdeviceandworkpieceKunieda.Betal[5],N.M Abbasetal[6].Anelectricalflashproducedlittleholeamong device and workpiece which causes eliminates the superfluousmaterialfromworkpiecethroughsofteningand vaporization.Theworkpiece(anode)andapparatusterminal
Volume: 11 Issue: 09 | Sep 2024
(cathode) should be in conductive nature to deliver fight Khanra, A.K. et al [7]. EDM is for the most part utilized for shape and Bite the dust making industry and in assembling auto, aviation and careful parts, In EDM there is no mechanical contact between the apparatus anode and work piece, since there is no gamble of harm work material while doingmachining[8].
1.2 EDM process parameters:
1.2.1 Discharge voltage:
Release voltage inEDM is connected with the flashholeand breakdownstrengthofthedielectric.Beforeflowcanstream, the open hole voltage increments until it has made an ionization way through the dielectric. When the ongoing begins to stream, voltage drops and balances out at the functioning hole level. The preset voltage decides the width of the flash hole between the main edge of the anode and workpiece.Highervoltagesettingsincrementthehole,which further develops the flushing conditions Dand assists with balancing out the cut. MRR, device wear rate (TWR) and surface harshness increments, by expanding open circuit voltage, since electric field strength increments. In any case, the effect of changing open circuit voltage on surface hardness in the wake of machining has been viewed as just minor.[9].
1.2.2 Peak current:
This is how much power utilized in release machining, estimated in units of amperage, and is the most significant machining boundary in EDM. During each on-time beat, the ongoingincrementsuntilitarrivesatapresetlevel,whichis communicated as the pinnacle current. In both kick the bucketsinkingandwire-EDMapplications,themostextreme measureofamperageisrepresentedbythesurfaceregionof thecut.Higheramperageisutilizedinroughingactivitiesand in depressions or subtleties with enormous surface regions.
e-ISSN:2395-0056
p-ISSN:2395-0072
Higher flows will further develop MRR, however at the expense of surface completion and instrument wear. This is allmoresignificantinEDMonthegroundsthatthemachined cavity is a reproduction of hardware cathode and over the topwearwillhampertheprecisionofmachining.Newbetter terminal materials, particularly graphite, can chip away at highflowsabsentalotofharm[10].
1.2.3 Pulse-on time or pulse duration (Ton):
Itisthespanoftime(µs),thecurrentispermittedtostream percycle.Dielectricionizesandignitinghappensduringthis period.Itistheusefulsystemoftheflashcycleduringwhich current streams and machining are performed. How much material evacuation is straightforwardly corresponding to howmuchenergyappliedduringthison-time.HoweverMRR increments with Ton, unpleasant surfaces are created becauseofhighflashenergy[11].
The dielectric liquid priority any conductive nature. Dielectric liquid does three significant assignments in EDM. First thing to convey electrons from instrument to work. Second thing it goes about as a coolant third object is expulsionthematerialfromentombsterminalhole[12].
1.2.5 Polarity:
Extremity alludes to the capability of the workpiece regardingtheapparatus.Instraightorpositiveextremity,the workpiece is positive, while in turn around extremity workpiece is negative. In straight extremity, fast response of electrons creates more energy at the anode (workpiece) bringingaboutcriticalmaterialevacuation.Bethatasitmay, highapparatuswearhappenswithlong heartbeatspansand positive extremity, because of higher mass of particles. As a general rule, choice of extremity is tentatively resolved relyingupontheblendoftheworkpiecematerial,instrument material,currentthickness,andheartbeatterm[13].
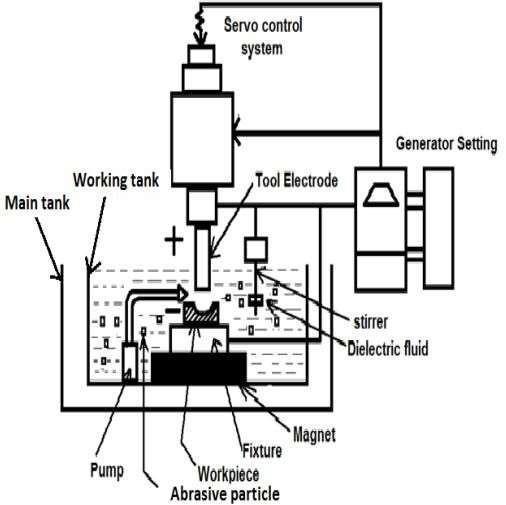
2.1Development of experimental setup:
Tests are performed on Electronic make savvy ZNC EDM machine. The functioning tank of ZNC machine has the elements of 800mm X 500mm X 350mm. It needs a lot of nanopowder for blending in such huge tank of EDM to get wanted powder focus in dielectric liquid for activity. Additionally, obstructing happens when nanopowder mixed dielectric is sifted with the current separating framework. Thus,toconquerthesetroubles,anothertank,havingvolume of3littershasbeendecidedfordirectinginvestigations.For
Volume: 11 Issue: 09 | Sep 2024 www.irjet.net
the legitimate mixing of powder with dielectric liquid and flowing a similar in the flash hole, a lowered electric siphon isputinthenewtank.Blendingframeworkisutilizedinthis tank to accomplish a homogeneous scattering of powder in the dielectric liquid. A super durable magnet is utilized in machining tank to isolate the garbage from the dielectric
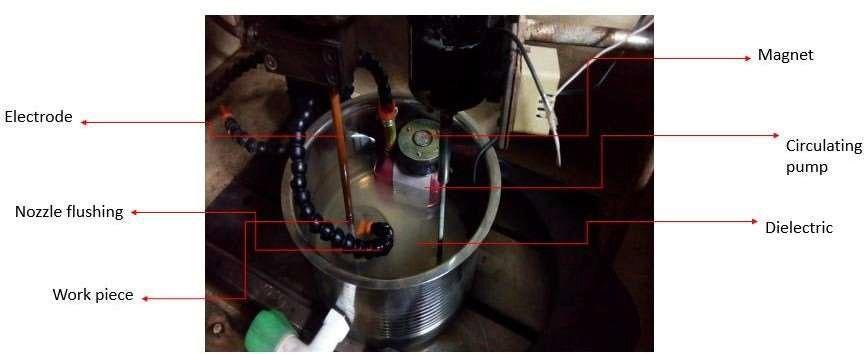
liquid.TrialarrangementaredisplayedinFigure2.1
2.1 Experimental setup
2.2Selection of materials:
2.2.1Workpiece selection:
EDM is good for machining of super composites, carbides, hard gadget plans,, heat safe gets ready, etc. AISI D3 steel is one of the hard materials it was picked as workpiece. D3 steel have various applications in the field of Blanking and molding, kicks the container Outlining rolls, Press contraptions, Punches, Supports. AISI D3 contains carbon of 2% and Chromium of 12%. This is a prompt cementing material and can be solidified to 58-60 HRC. Since AISI D3 steel is conductive in nature, it is appropriateforelectricreleasemachining.Bethatasitmay, EDM attributes of a similar compound have barely been accountedforuptothispoint.Subsequently,itwaspickedas the workpiece material as slender plates with aspects of 30 mmx30mmx6mm.ThesubstanceconstituentsofAISID3 steel are given in Table 2.1. The mechanical properties of AISID3steelarerecordedinTable2.2
2.1 Chemical composition of as-received AISI
Sulfur(S)
Phosphorous
Chromium(Cr) 13-15
Molybdenum(Mo) 0.06
Iron(Fe) Balance
2.2 Mechanical properties of AISI D3 steel
2.2.2Tool selection:
The cathodes having the size of 9.5 cm distance across and 24cmlengthwerereadyoutthepolesofcopperforplaying outtheinvestigations.Inthewakeofsettinguptheexpected sizetheessenceofthemultitudeofterminalswascleanedin order to get great surface get done with utilizing different emery papers goes from 220 to 2000 coarseness size following general metallographic methodology. Table 2.3 showsthesubstancearrangementofcopperanode.Table2.4 demonstratestheMaterialpropertiesoftheCopperterminal.
Table 2.3 Chemical composition of the Copper electrode
Table 2.4 Material properties of the Copper electrode
11 Issue: 09 | Sep
3.1Influence of process parameters on Material Removal Rate:
The impacts of the considered cycle boundaries i.e warmconductivity(k),topcurrent(Ip),beatontime(Ton), hole voltage (Vg) on material evacuation rate (MRR) and surfacestrength(SR)ofthework-piecearemadesenseofin thispart.Diagramshavebeenplottedtoconcentrateonthe impacts of the interaction boundaries on MRR. Table 3.1 demonstratesthemetalexpulsionrateresults
In the current and flow research work, the impact of Thermal conductivity and interaction boundaries
RR, and SR which are the proportions of efficiency and layered precision individually were considered. Results obviously showed surprising improvement as far as different execution measures at higher warm conductivity implies subsequent to adding Titanium nano powder contrasted with low warm conductivity implies without powder added substances. Notwithstanding, such improvement is reliant upon qualities of powder materials and their fixation.Theaccompanyingsignificantendsacquiredfrom thewholeworkcanbedrawn: on the exhibition proportions of the exploratory examination was completed by founded on Taguchi plan. M
4
4
4
4
Table 3.1 Experimental results for MRR
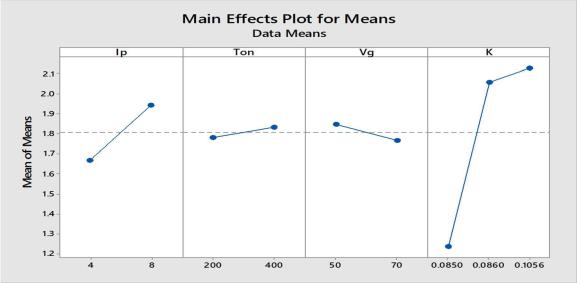
Figure 3.1 MRR results
The accompanying ends can be inferred in view of theoutcomesandconversation
1.AllthechoseinputboundariesimpactMRR,andsurface unpleasantness.
2.Higher pinnacle current is a helpful element to yield more material disintegration rate however it unfavorably affects the surface completion of recently machined surfaces.
[1]W. Koenig, D.F. Dauw, G. Levy, U. Panten, EDM future steps towards the machining of ceramics, Ann. CIRP 37 (2) (1998)625–631.
[2]D.F.Dauw,Charmillestechnologies:facingthefuture, in: Paper Presented During the Inauguration of CT-Japan, Yokohama,Japan,14April1989.
[3]D.R. Stovicek, The State-of-the-art EDM Science: Tooling and Production, vol. 59, No. 2, Nelson Publishing Inc., Ohio, USA,May1993,p.42.
[4]D.F. Dauw, et al., Surface topography investigations by fractal analysis of spark eroded electrically conductive ceramics,Ann.CIRP39(1)(1990)161–165.
[5]Kunieda, B., Lauwers, K.P., Rajurkar, B.M., Schumacher, 2005. Advancing EDM through fundamental insightintotheprocess,CIRPAnn54,2,p.599-622.
[6]NolianaMohdAbbas,DariusG.Solomon.,Md.FuadBahar, I., 2007. A review on current research trends in Electrical Discharge machining (EDM), International Journal of machinetoolsandManufacture47,p.1214-1228.
Volume: 11 Issue: 09 | Sep 2024 www.irjet.net
[7]Khanra, A.K., Pathak, L.C. and Godkhindi, M.M., 2009. Application of new tool material for electrical discharge machining (EDM).Indian academy of sciences, Bull. Mater. Sci.,August,32,p.401-405.
[8]M.Dastagiria , A.Hemantha Kumarb Experimental Investigation of EDM Parameters on Stainless Steel&En41b ProcediaEngineering97(2014)1551–1564.
[9] Kansal, H.K., Singh, S., Kumar, P., 2005. Application of Taguchi method for optimization of powder mixed electric discharge machining. International Journal of Management and Manufacturing Technology 7, 329–341, Nos.2/3/4.
[10] Ho, K.H., Newman, S.T., 2003. State of the art electrical discharge machining. International Journal of MachineTools&Manufacture43,1287–1300.
[11] Singh, S., Kansal, H.K., Kumar, P., 2005. Parametric optimization of powder mixed electrical discharge machining by response surface methodology. Journal of MaterialsProcessingTechnology169(3),427–436.
[12] Levy,G.N., Ferroni, B., 1975. Planetary spark erosion applications and optimization. In: Proceedings of the16thMTDRConference,pp.291–297.
[13] Ho, K.H., Newman, S.T., 2003. State of the art electrical discharge machining. International Journal of MachineTools&Manufacture43,1287–1300.
e-ISSN:2395-0056
p-ISSN:2395-0072