
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056
Volume: 11 Issue: 09 | Sep 2024 www.irjet.net p-ISSN: 2395-0072

International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056
Volume: 11 Issue: 09 | Sep 2024 www.irjet.net p-ISSN: 2395-0072
Yasin Baba1 , Kuldeep Kora2
1MTech Tool Engineering Scholar, Government Tool Room and Training Centre, GTTC, Mysuru.
2Tool Design Engineer, Government Tool Room and Training Centre, GTTC, Mysuru
Abstract - Thedesignanddevelopmentofpresstoolsin sheetmetaloperationsarecrucialforenhancingfunctionality and durability in automobile manufacturing. This review compares various tool designs, particularly press and combinationtools,andassessestheirefficiencyandquality improvements.Thefocusisondevelopinganewcombination toolformanufacturingoilslingers,integratingpiercingand formingoperationsintoasingletool.Thisinnovationaimsto reduceprocesstime,minimizeoperatorfatigue,andlower toolcosts,therebystreamliningproductionandmaintaining high-quality standards in automotive manufacturing. The study contributes to improving the efficiency and effectiveness of sheet metal operations through advanced tooldesignanddevelopmentofoilslingersusingsheetmetal.
Through this paper, an attempt is made to explore sheet metalshapingprocedures,whicharevitalinmodernindustry forproducinghigh-quality,complexcomponentsefficiently and cost-effectively, thereby boosting productivity and precision.Thefocusisonthedesignanddevelopmentofoil slingersforinternalcombustionengines,whicharecrucial forlubrication.Thestudyencompassesintricateprocesses such as blanking, trimming, piercing, and forming, with a strongemphasisontheoreticalanalysis,CAD,andadvanced manufacturing techniques to enhance both efficiency and durabilityinautomotiveengines
Methodology serves as the structured framework that outlinesthesystematicapproachtoachievingtheobjectives oftheproject,whilealigningwithitsscopeandrequirements.
(a)ProblemIdentificationandScopeDefinition:Definethe project scope, and objectives, and constraints based on automotive industry standards. Establish the clear goals focusing on cost-effectiveness, and dimensional accuracy, componentquality,andproductionefficiency
(b) Literature Survey: Conduct the review of an academic literature and industry publications related to oil slinger components,sheetmetaloperations,andpresstooldesign. Identify theoretical foundations, best practices, and case studiesrelevanttotheproject.
(c)ConceptualDesign:Brainstorminitialconceptsfortheoil slingercomponentusingsketchesandbasicCADsuchassolid
works software. Evaluate each concept based on technical feasibility,andmanufacturability,andalignmentwithproject objectives.
(d)DetailedDesign:Selectthemostpromisingconceptand develop the detailed design using Solid works software. Specifydimensions,andmaterialpropertiesofoilslinger,and design features required for sheet metal operations (blanking,trimming,forming,andpiercing).
(e)PressToolDesignandCalculation:Designthepresstool required for manufacturing the oil slinger component, focusingonDielayout,punchanddiedesign,andmaterial selectionbasedontheoreticalknowledgefromtheliterature review.
(f)Simulationofpresstools:UtilizeSolidworkssoftwarefor virtualsimulationstoanalyzethemanufacturingprocessof the oil slinger. Perform stress analysis and simulate the formingprocesstovalidatethepresstooldesignandensure dimensionalaccuracy.
(g)OptimizationandRefinement:Evaluatesimulationresults, calculationoutcomes,andcostanalysistooptimizethedesign andmanufacturingprocess.Implementdesignrefinementsto improvecomponentquality,productionefficiency,andcosteffectiveness.
(h) Documentation and Reporting: Document the entire designprocess,includingsketches,CADmodels,calculation reports,andoptimizationfindings.Prepareacomprehensive report summarizing the methodology, design rationale, results,andconclusions.
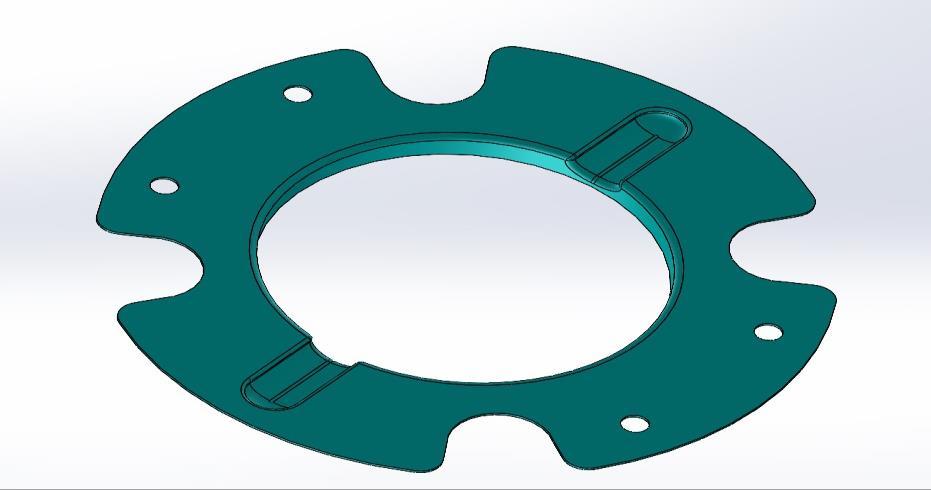
An oil slinger is a mechanical component used in rotating machinery like engines to distribute lubricating oil to key componentssuchasbearingsorgears.Designedasadiscor ringmountedonarotatingshaft,itutilizescentrifugalforce to pick up oil from a reservoir and fling it towards these parts,ensuringcontinuouslubrication.Thisprocessreduces friction,dissipatesheat,andpreventswear,maintainingthe efficiency and longevity of the machinery. Regular maintenance is required to ensure the oil slinger's effectivenessinkeepingthemachineryrunningsmoothly.
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056
Volume: 11 Issue: 09 | Sep 2024 www.irjet.net p-ISSN: 2395-0072
1) BlankingOperationsofoilslinger
Perimeter (P): 429.23mm
Shear Force (one cut): 103.03kN
Total Shear Force (2 cuts): 206.06kN
Stripping Force: 41.21kN
Press Force: 247.27kN
Press Tonnage/Capacity: 35.32tons
2) TrimmingOperationsofoilslinger
Shear Force (one cut): 151.92kN
Total Shear Force (4 cuts): 607.68kN
Stripping Force: 121.54kN
Press Force: 729.22kN
Press Tonnage/Capacity: 106.06tons
3) PiercingOperationsofoilslinger
Shear Force (one cut): 5.277kN
Total Shear Force (4 cuts): 21.108kN
Stripping Force: 4.2216kN
Press Force: 25.33kN
Press Tonnage/Capacity: 36.18kN(3.6887tons)
4) FormingOperationsofoilslinger
Shear Force (one form): 77.35kN
Total Shear Force (2 forms): 154.71kN
Stripping Force: 30.94kN
Press Force: 185.65kN
Press Tonnage/Capacity: 265.21kN(27.03tons)
5) CombinedPiercing&Formingofslinger
Total Combined Force: 175.818kN
Average Force: 29.303kN(2.992tons)
Most industrial products are mass-produced to meet consumerdemands,ensureconsistentquality,andachieve cost-effectiveness. Press tools are devices specifically designedtofulfilltheserequirementsacrossawiderangeof products such as televisions, tape recorders, radios, refrigerators,cars,andwatches,whichtypicallyincorporate numerous components made from plastic or sheet metal. These tools are primarily utilized for manufacturing sheet metalcomponents.
1. Blanking
Definition: Blanking is a manufacturing process whereapieceofrawmaterial,typicallysheetmetal, iscutouttocreateablankwithaspecificshapeand size.
Operation: In blanking,a blanking die and punch areusedinapresstocutthedesiredshapefroma largersheetofmaterial.Thematerialsurrounding theblankisremovedasscrap.
2. Trimming
Definition: Trimminginvolvescuttingawayexcess material from a formed part to achieve its final shapeanddimensions.
Operation: Atrimmingdieandpunchareemployed toremoveunwantededgesorfeaturesfromthepart. This step ensures the part conforms to precise dimensionalandaestheticstandards.
3. Combined OperationsofPiercing&FormingforOil Slinger
Definition and Operation:
o Piercing: This process involves creating precise holes or patterns in the material, whichiscrucialforoilcirculationintheoil
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056
Volume: 11 Issue: 09 | Sep 2024 www.irjet.net p-ISSN: 2395-0072
slinger.Apiercingdieandpunchareused to ensure accurate hole placement and sizing.
o Forming: Thisshapesthematerialintothe necessaryconfiguration,suchasbendingor deepdrawing,tocreatethefinaloilslinger shape. The oil slinger is designed to effectively fling oil away from critical machinerycomponentstoensureoptimal lubrication.
Integrated Approach: Combining piercing and forminginoneprocessstreamlinesproductionand enhancesefficiency.Itensuresthattheoilslingers meetbothfunctionalrequirementsandhigh-quality standards, crucial for maintaining machinery performance.
1. Blanking Tool
Thickness of Die Block (TD): 35mm
Width of Die Block: 250mm
Length of Die Block: 250mm
Die Block Dimensions: 35mm×250mm×250mm
2. Trimming Tool
Thickness of Die Block (TD): 35mm
Width of Die Block: 250mm
Length of Die Block: 250mm
Die Block Dimensions: 35mm×250mm×250mm
3. Combined Piercing and Forming Tool
Thickness of Die Block (TD): 35mm
Width of Die Block: 250mm
Length of Die Block: 250mm
Die Block Dimensions: 35mm×250mm×250mm
4. ANALYSIS OF OIL SLINGER
4.1 STRESS, STRAIN, & DEFORMATION ANALYSIS
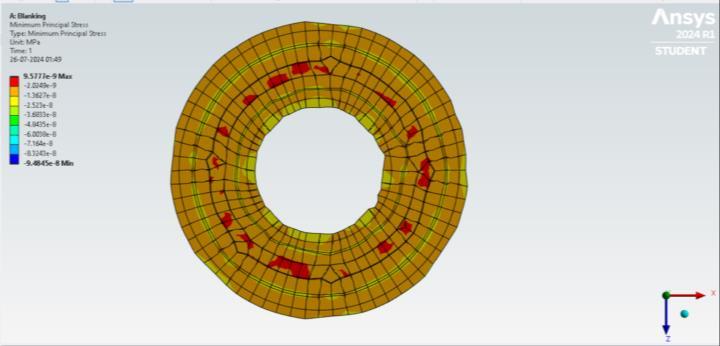
a) ANALYSIS OF BLANKING WORKPIECE
1.STRESS:-Theanalysisshowsminimumprincipalstressin theoilslinger,withstresslevelsfrom9.48e-5to9.577e-9, highlightingpotentialhigh-stressareas.Thestressiswithin acceptablelimits,confirmingthecomponent'sreliabilityand performance.
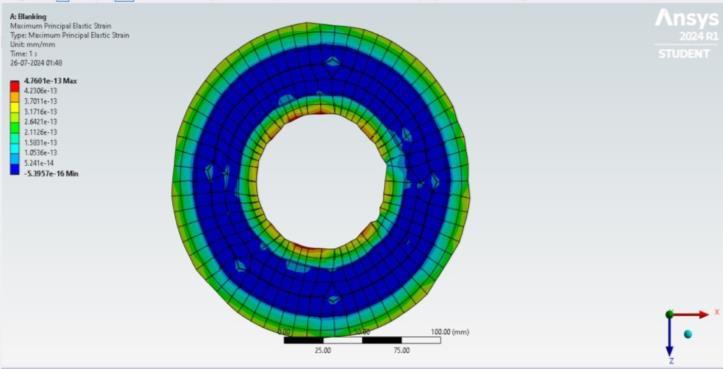
2.STRAIN:-Thestrainanalysisshowsthemaximumprincipal elastic strain in the oil slinger, with higher concentrations near the inner and outer edges. The maximum strain of 4.760e-13 is within allowable limits, confirming the component'ssuitabilityforuseinrotatingmachinery.
3.DEFORMATION:-Thetotaldeformationanalysisoftheoil slingershowsminimaldeformation,withredindicatingthe maximumandbluetheminimum.Slightvariationsoccurnear specific areas, but overall, the oil slinger maintains its structural integrity under applied loads, ensuring reliable performance. Understanding these deformation characteristics is essential for assessing the component's durabilityandfunctionalityinreal-worldconditions.
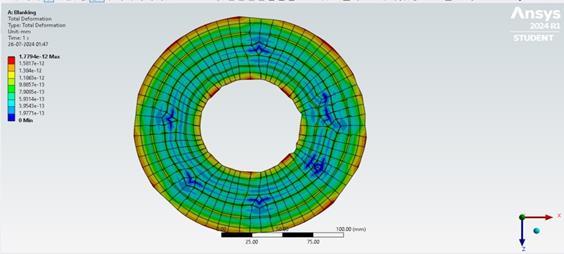
Fig -11:Analysisofdeformation
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056
Volume: 11 Issue: 09 | Sep 2024 www.irjet.net p-ISSN: 2395-0072
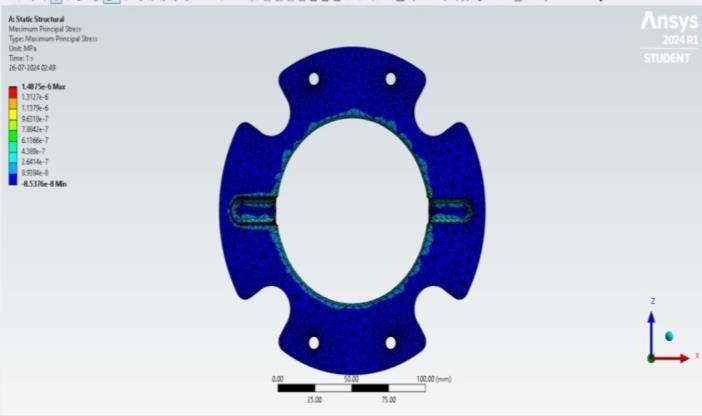
1.STRESS:Theanalysisshows"MaximumPrincipalStress"in theoilslinger.Acolorgradienthighlightsstressdistribution, withredindicatingthehigheststressat6.4204e-7MPaand bluethelowestat-5.0495e-8MPa.
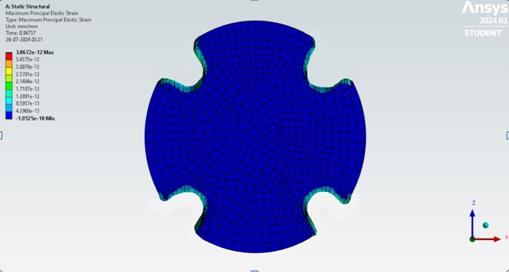
Fig -12: Analysisofstress
2. STRAIN: The analysis shows the "Maximum Principal Elastic Strain," representingthe highest recoverablestrain alongthemajorprincipalaxis.Thecontourplotusescolorsto indicate strain levels, with red showing the highest strain (3.8672e-12)andbluethelowest(-1.9525e-18),illustrating strainvariationacrosstheoilslinger.
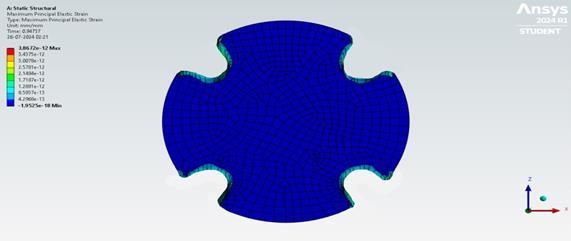
Fig -13: Analysisofstrain
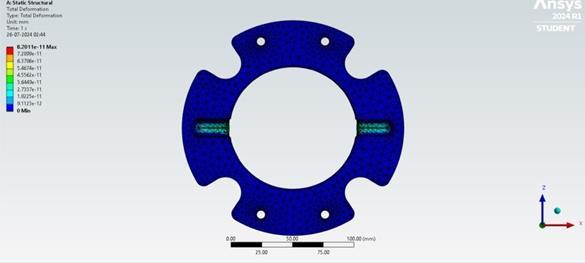
3.DEFORMATION:Thisfigureshowsthetotaldeformationof theoilslingerunderload.Thecolorcontourplotvisualizes deformation, with red indicating maximum deformation (4.7094e-12) and blue showing minimal deformation (5.2372e-13),highlightingthevariationacrosstheslinger.
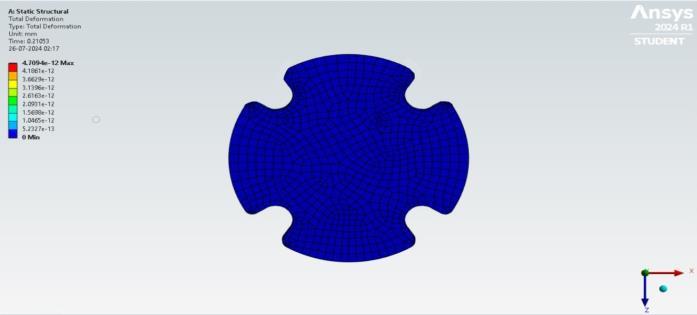
Fig -14: Analysisofdeformation
1. STRESS: The maximum principal stress, observed at5.049e-8 MPa, occurs in specific regions of the oil slinger, highlighted in red to orange, indicating high tensile stress near geometric discontinuities. The minimum principal stress,6.420e-7MPa,showsareasundercompressivestress, represented in blue. This stress distribution is crucial for assessingtheoilslinger'sdurability
2.STRAIN:-Themaximumprincipalstrainintheoilslinger, rangingfrom-1.952e-18to3.867e-12,occursnearareaslike sharpcornersandholes.Theseminimalstrainvaluesindicate thematerialiswithinitselasticlimit,suggestingthedesignis robust and can withstand operational stresses without failure.
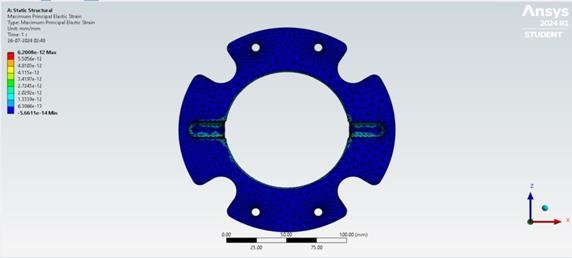
Fig -16: Analysisofstrain
3. DEFORMATION:- Deformation: - The maximum total deformation observed is 4.709e-12 mm. This value represents the highest displacement experienced by any pointontheoilslinger,whichoccursinareassubjectedtothe greatestloadorstressconcentration.Thedistributionoftotal deformationacrosstheoilslingerisrelativelyuniform,with slight variations occurring near geometric discontinuities suchasholesoredges
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056
Volume: 11 Issue: 09 | Sep 2024 www.irjet.net p-ISSN: 2395-0072
Thestudyemphasizesthecriticalroleoftooldesign inenhancingtheefficiencyanddurabilityofsheet metal operations, specifically in the automotive industry.
Itpresentsacombinationtooldesignthatintegrates piercing and forming operations into a single process, potentially reducing process time and operatorfatiguewhileloweringtoolcosts.
Thescopeisfocusedonoptimizingtheoilslinger's designandproduction processtoimprove engine performance. However, the study is limited to theoreticalanalysisandCADsimulations,without validationthroughphysicaltesting.
Limitationsincludethescopeofmaterialsusedand thespecificoperationalconditionssimulated,which mightnotfullycapturereal-worldvariables.
7. DEVELOPMENT AND INNOVATION
The study proposes a new combination tool that mergesmultipleoperationsintoone,streamlining productionandensuringhigh-qualitystandardsin automotivemanufacturing.
ThedesignprocessinvolvesdetailedCADmodeling, stress-strain analysis, and deformation studies, which could serve as a foundation for future tool developmentsintheindustry.
Thestudyrecommendsfurtherresearchinvolving physical testing to validate the proposed design underreal-worldconditions.
Additional studies could explore alternative materialsfortheoilslinger andthepresstoolsto achievebetterperformanceandsustainability.
Futureresearchcouldalsoinvestigatetheimpactof varying operational conditions on the tool's performanceandlongevity.
Theprojectfocusedonoptimizingthedesignoftheoilslinger usedinautomobileenginesthroughrigoroussimulationand analysis. Results indicate that the proposed design modificationscansignificantlyenhancetheefficiencyofoil distribution,therebyimprovingoverallengineperformance and reliability. It is recommended to proceed with implementingtheoptimizeddesign,withfurthervalidation through physical testing to ensure its effectiveness under real-world operating conditions. Future research could exploreadditionalrefinementsandalternativematerialsto achieve greater efficiency gains and sustainability in automotiveengineapplications.
[1] In 2017, Gaurav C. R, D. N. Raut, and Samadhan A publishedastudyandanalysisofpresstooldesigninthe International Journal of Engineering Research & Technology.
[2] In2013,NileshN.PatilandWasimI.Shaikh,providedan overview of press tool design used for sheet metal processes, emphasizing design considerations, in the InternationalJournalofScienceandResearch.
[3] In2013,AasMandHasinZJ,exploredthecausesand preventionofdefects(burr)insheetmetalcomponents, as documented in the International Journal of EngineeringResearchandApplications.
[4] In 2017, Pritam B.B, Shubhangi A.D, Shubham R.B, AjinkyaB.P,andShubhamV.S,authoredapapertitled "Design and Manufacturing of Progressive Die," published in the International Journal of New TechnologyandResearch.
[5] In2016,RamegowdaD.,Vyshakh,andSannamaniL.G, conductedastudytitled"DesignandAnalysisofPunch and Die for Blanking, Piercing, and Forming Tools to Produce Chain Guide Mounting Bottom Bracket," publishedintheInternationalJournalforIgnitedMinds.
[6] In 2018, Ram J, R. R. Alaraddi, and Santosh K. M, exploredproductivityenhancementthroughtheuseof presstools,aspublishedintheInternationalResearch JournalofEngineeringandTechnology.
[7] In 2016, Rupali C. and Navneet P. conducted a study titled"Design,Development,andAnalysisofPressTool for an Industrial Part," published in the International JournalofMechanicalandIndustrialTechnology.
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056
Volume: 11 Issue: 09 | Sep 2024 www.irjet.net p-ISSN: 2395-0072
[8] In 2016, Subramanyam P, B. Rajashekar, and B. Damodhardetailedtheprocessofpresstooldesignand its manufacturing for blanking operations in the InternationalJournalofInnovativeResearchinScience, Engineering,andTechnology.
BIOGRAPHIES


Mr. Kuldeep Kora is a skilled tool engineering professional with strong business administration expertise. Certified as a Toastmasters Competent Leader, he has excelled in managing technicalandcommercialoperationsfor organizations across India and internationally.
Mr. Yasin Baba is an MTech Scholar in Tool Engineering at Government Tool Room Training Centre, Mysuru. His researchfocusesonPressToolDesigning and Jigs & Fixtures, contributing to advancements in precision manufacturing.