
10 minute read
iceCool, Heinen: Preserving product properties


Frozen in time, efficiently
Formulating and perfecting the recipe is only the start to having great-tasting, crunchy or soft bakery products. The freezing process is essential to how their properties will be captured and preserved.
+Freezing baked products or dough requires special care, to ensure their structure is not damaged in the process and shelf-life is optimized. They can be frozen for longer storage or shipment; in both cases, shock freezing has its benefits, with the products reaching the correct cold temperature very fast, which ensures their properties will keep. The lower the required temperature, the bigger the refrigeration unit will be, comprising one or two-stage compressing units, Peter De Naeghel – Managing Director, iceCool, explains.
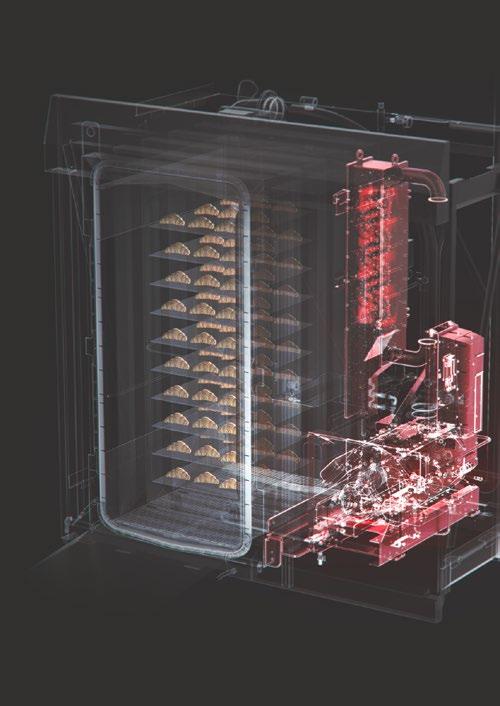
Shock freezing with icePower
The icePower shock freezing equipment developed by iceCool can reach temperatures as low as -35°C. Pastries, as an example of notoriously delicate products, are best frozen at temperatures between -25°C and -35°C. Shock freezing timings are set according to the product's weight; when the process is complete, most products will do best if stored at -18°C.
The freezing speed has a direct influence on the kind of ice crystals that are formed when the moisture freezes inside the product. Fast freezing creates numerous small ice crystals, leaving the cell wall of the products intact. This means that, after defrosting, products will have the original cell structure and retain the original tenderness and aroma. Alternatively, slow freezing creates large ice crystals destroying the product’s cell walls, as the ice expands. In this case, after defrosting, considerable moisture, including important nutrients, will leak from the product, which also loses its firmness. Through a proprietary process, “iceCool installations are designed to guarantee the principle of small ice crystals retaining the fine cell structure and moisture, thus resulting in very good quality and freshness of the product,” De Naeghel details. Custom designs include various tunnel versions, a choice between ceiling or standing evaporators, and countdown systems for each trolley – among others that can be identified on a case-by-case basis.
Shock freezing with the icePower equipment can be monitored and closely controlled via its switch box and control panel. “All the electrical switching components are placed neatly and clearly above the entrance door, for easy access for service and operating,” iceCool’s managing director explains. The company uses this control panel and standardized interface for every type of installation, including its freezers, or retarders/proofers. The icePower comes with new smart features, including:
+ Network, backup, remote controlling
Product menus and weekly schedules can be saved and backed up using download/upload functions. iceCool installations can be connected via the four-port Ethernet switch to the local data network, to control installations remotely from the office or via WiFi, from mobile devices.
“If you have an Internet connection on your network, then you can control your installations worldwide, via the
Internet,” De Naeghel highlights.
+ Error reporting
If the installations are connected to the Internet, possible errors will be reported via e-mail.
+ HACCP log table and graphics
The standard integrated HACCP log table and graphics help with regulation compliance, for the mandatory temperature registration. “The stored data will be kept for more than one year in the control panel and it can be accessed directly for quick analyses – in table or graphic form. The data can also be extracted and saved on USB or via PC-network, directly onto computers,” the specialist details.
+ Hygiene improvements and energy savings
All iceCool installations, including icePower, feature an industrial magnetic door-closing system – the iMagnet, which automatically closes (almost shut) behind the operator, to keep the warm and moist air out of the freezer. “This innovative and robust door-closing system is the newest form of hygienic mechanisms on modern cooling and freezing compartments. It eliminates moving parts that can break or impede the smooth movement of the racks,” he details. Also, there are no obstacles or frames in the way, for easy door cleaning.
The energy improvements help achieve savings for a twoand-a-half-year ROI, iceCool calculates. When an additional swing door is used, there is less ice in the freezer and evaporator, which means that fewer and shorter defrosting sequences are needed. There are multiple additional advantages: improved hygiene while less frequent cleaning is required, shorter running times for compressor and fans are achieved, and the properties of the dough are improved, the company says.

In addition, iceCool is also prepared to offer regulationcompliant refrigerant solutions. Since 2020, refrigerants with a so-called GWP value (‘Global Warming Potential’) higher than 2,500 may no longer be used. Further steps will be introduced by 2030, as part of the EU’s initiative to phase them out. “iceCool has long been using the greenhouse gas-reduced refrigerant R448A, which has a GWP of 1,380 – well below the limit value. Since further steps by the EU are foreseeable, we offer two future-proof alternatives, namely the natural refrigerant R744, known as CO2 (GWP=1) and the future refrigerant R455A (GWP=146),” De Naeghel explains. Depending on the application, both alternatives have their strengths and the company provides consultancy on choosing the correct version.
iceCool
Wall-Panel
pressure distribution sheet 15 mm

iceCool Floor-Panel Bakery Floor
A groove was designed in the wall, under which the stainless steel tub-floor falls, so there are no separate frameworks on the wall-floor transition
© iceCool © iceCool
Energy-saving system
iceCool systems are built to run all year long, in summer just as in winter, which is made possible by the generously dimensioned design of their cooling components. “The pressure build-up is significantly lower than in standard systems. The compressors, including the weightlifter, have to do less mechanical work, which reduces CO2 emissions and saves considerable energy and money over its lifetime,” adds De Naeghel.
The equipment also features the iSave HeatRecovery system, which manages the heat generated during refrigeration. With iSave, this heat can be used in various areas including rinsing or heating water. Thawing and fermentation are among the processes with high energy-saving opportunities.
De Naeghel points out that, “The iceCool heat recovery systems iSaveHeatRecovery can be quoted and supplied by iceCool. In this way, iceCool refrigeration concepts achieve eligibility for state subsidies in Germany when selecting eligible refrigerants and if the requirements for waste heat utilization are still met.”
Cooling efficiency: acticool
Cold-generating equipment is continuously improved for optimized process efficiency. For Heinen, this means their active spiral cooler – acticool®, the proofline® spiral proofer and their spiral freezer, called arctic. The company places emphasis on precision in the coiling process to meet process demands from bakeries. There are numerous cooling applications in the bakery industry and not all require precision, such as in the case of precooling products for

freezing them at a later time. However, in certain areas (for example, freshly sliced bread), “Absolute temperature accuracy is necessary,” says Jochen Hottinger, Managing Director, Heinen Freezing GmbH & Co. KG. If the product is too hot, then the slicing machines tend to smear and destroy the product. If the product is too cold, the slicing process shatters the crust, causing both unnecessary product loss and the unappealing appearance of the cut product. To this, he adds: “Therefore, we thought about how we could improve the accuracy of our temperature control system. We have changed the number and position of sensors in our system, the control systems (by improving our in-house built PID software controllers) and the airflow through the system – here, our aim was to avoid all unnecessary air baffling plates and air resistance in the system.”
The airflow in Heinen cooling and freezing equipment is generated by frequency-controlled fans that blow the air horizontally through the system. An open airflow through the system ensures that the product comes into contact with the cold air from all sides. “An open and product-oriented air flow is the basic concept of the acticool,” he illustrates. To avoid too sharp and fast airflows, Heinen uses frequency-controlled fans, with a unique wing design. The company’s managing director details: “It is a bionic wing design based on the wings of owls; they are designed this way to save energy and make less noise.” Airflow intensity is among the parameters included in the product recipes saved into the machine. The acticool normally operates with temperatures around +20°C. Lower temperatures can dry out the product and the system tends to produce condensation if it is too warm.

© Heinen © Heinen
Into the spiral cooler
Spiral coolers require specific cooling and heating media. For cooling, this medium can be any kind of refrigerant, glycol, or cold water, depending on immediate availability. A closed airflow system and a heating medium are also needed. The specialist goes on to elaborate that, “In a closed system, we also have to eliminate the humidity leaving the product. We control the condensation at the air cooler and reheat afterward as needed.” Energy consumption can be lowered by using outside air for eliminating humidity instead of the condensation principle and by reducing the pressure loss of all involved components. This means wide fin spacing at the air cooler and baffling plates with little or no air, as well as well-synchronized components,” Hottinger adds.
There are two reasons behind the design of Heinen spiral coolers without air guide elements. First of all, slow air movement in the system is the better alternative for treating the products as gently as possible, as it uses no direct, forced-air stream. “It should be more like a light breeze touching the product from everywhere. If you have air baffling

plates, the air speeds up and aggressively engulfs the product, which can dry out the surface,” explains Hottinger. Secondly, forcing air to go in a certain direction leads to higher energy consumption, because of air pressure loss as it is forced along the baffling plates.
At the core of any spiral system is its belt. Heinen’s spiral coolers use modular plastic belts with their inherent advantages in the process: they are lighter, help save energy, are easy to repair and are more reliable. Since they weigh less, they are also less prone to friction. “As machine builders, we prefer light, plastic belts as they require less force to run in the system which adds up to smaller drives and lower energy consumption, respectively,” Hottinger shares. Spirals are also known for their flexibility in layout options. Heinen customizes them, especially for bakeries, with designs that match the factory or process layout. “If a double drum twin belt system is needed, Heinen can do this as well. We will recommend the one that best fits the customer's layout because it will benefit them the most,” he explains.
Powered by frequency converters
On all Heinen spiral systems, from active spiral coolers, or spiral proofers to spiral freezers, all fans are run via frequency converters, which means that they can be adjusted according to the individual needs of every product. Some of the latest features that Heinen has brought to its spirals include options to enhance the cleaning process. “We have redesigned major parts of the machine so that they are self-draining, easy to access and can be disassembled without tools,” Heinen’s specialist highlights. For example, the newly-launched freezerfoamer PRO series is a pump unit connected to Heinen’s integrated cleaning system, which saves water and detergents during the cleaning process. The freezerfoamer PRO, in combination with the cleaning system, adjusts water pressure, detergent concentration and foam consistency on each nozzle head and nozzle bar. The investment is amortized by the savings made over time in water and detergents. A complete record of the entire cleaning process is also available with this system.
One of the mottos of Heinen’s design team is that ‘the best spiral freezer has not been built yet’, and that they are continuously under development. This is something the company has learned in over 40 years of working on proofers, coolers and freezers: there is always room for improvement and always a next step. It will be interesting to learn what the future will bring in the world of cooling and freezing. Heinen anticipates that the next generation of proofers, coolers and freezers will precisely and continuously adjust to the actual demands of the processed product and point out further optimization and efficiency opportunities. The future sounds ‘cool’. +++
ADVERTISEMENT
TECHNOLOGY MEETS BAKER‘S CRAFT.
FOR YOUR PERFECT BUNS.
THE SYSTEM FOR OPTIMIZED PRODUCT QUALITY König QualityVac Vacuum Technology
With König vacuum technology, breads, cookies and pastries (e.g. Danish pastry) can be cooled and stabilized for further use in just a few minutes. This enables enormously improved product quality in terms of freshness, crispness, volume and stability, immediate further processing of the further processing of the pastry and optimization of your operating processes.
EASILY OPTIMIZE YOUR PRODUCTION








