
43 minute read
FANUC inaugure son siège Benelux à Malines


Le nouveau bâtiment de FANUC est situé dans la zone industrielle à Malines Nord.
Le fabricant japonais de robots FANUC a officiellement inauguré son nouveau siège flambant neuf à Malines. La multinationale a investi dans un bâtiment ultramoderne construit dans la zone industrielle à la Oude Baan à Malines Nord.
Advertisement
FANUC souffle ses 25 bougies en Belgique. Cet anniversaire et le déménagement vers le siège flambant neuf furent une double occasion d’organiser une grande fête. Lors de l’inauguration, le managing director Paul Ribus était fier de faire visiter le site et les vastes salles abritant des bras robotisés en démonstration. L’Inspiration Centre est au coeur du bâtiment. Les clients peuvent y découvrir ce que FANUC peut signifier pour leur production. Il y a notamment un bras robotisé puissant d’une charge utile de 2.000 kilos particulièrement maniable et mobile sur les rails fournis par Vansichen Linear Technology de Hasselt.
Le bâtiment abrite également la FANUC Academy d’une superficie de 600 mètres carrés où des formations et des cours sont dispensés, et deux laboratoires dédiés aux démonstrations et aux expérimentations : le CNC & Robomachines Field Lab et le Robot & Cobot Field Lab. L’objectif est que les clients puissent y tester des configurations d’essai afin de savoir si elles ajoutent une plusvalue à leur production.
« L’automatisation a la cote: suite notamment à la pandémie et aux problèmes logistiques qui en découlent, les entreprises rapatrient tout ou partie de leur production en Europe. Nombre d’entre elles songent à produire à nouveau localement. L’automatisation comprime le coût salarial et veille à garantir la compétitivité. Les développements technologiques et le prix de revient des bras robotisés sont un atout majeur. Les clients sont souvent étonnés de voir tout ce qu’il est possible de faire avec une automatisation. Via nos Field Labs, nous testons concrètement sur les produits des clients ce que FANUC peut apporter à leur production », explique Paul Ribus.
FANUC fournit des robots industriels, des commandes CNC, des Robodrills (machines de fraisage verticales), des Robocuts (machines d’électroérosion) et Roboshots (machines de moulage par injection à servocommande) pour l’automatisation de l’industrie manufacturière. FANUC emploie une cinquantaine de collaborateurs au Benelux et plusieurs postes sont encore vacants dans les départements field services, marketing et inside sales. Le siège était historiquement établi à Malines mais suite à une croissance importante, il a fallu prévoir un nouveau bâtiment.
Présente en Belgique depuis 1997, l’entreprise était alors basée à Boom d’où elle fournissait des robots à l’usine d’assemblage Opel (aujourd’hui disparue) de General Motors au port d’Anvers. C’est en 2007 que FANUC a déménagé à Malines.
« Nos marchés belge et néerlandais sont à peu près de la même taille et nous remarquons que nos clients néerlandais

La nouvelle base de FANUC est moderne et baignée de lumière.

Un open bar et des sièges lounge agrémentent l’ambiance de travail.

Le siège abrite la FANUC Academy où les clients peuvent suivre des formations.

Les AGV dans l’entrepôt garantissent une livraison efficiente et à temps des composants de robots FANUC. aiment venir en Belgique. Malines est géographiquement au centre du pays et est aisément accessible », poursuit Paul Ribus. « Dans le bâtiment, nous exposons nos derniers développements technologiques avec, outre les produits fixes, des fonctionnalités spécifiques et des extensions supplémentaires qui nous permettent de faire la différence chez nos clients. Ils peuvent ici trouver de l’inspiration sur la manière d’organiser efficacement leur production sur mesure. »
Le bâtiment possède un entrepôt qui abrite les produits FANUC fabriqués au Japon. On peut y voir des rayonnages en hauteur et des véhicules à guidage automatique (AGV) qui circulent dans les couloirs pour préparer des palettes de produits de manière autonome. FANUC propose une gamme complète de solutions pour la maintenance prédictive et réactive et un vaste catalogue avec des pièces de rechange.
Le siège social de FANUC, fondée en 1956, se trouve au Japon au pied du mont Fuji mais l’entreprise une leader mondial dans le domaine de la robotique qui compte 26 bureaux en Europe. Ces dernières années, plusieurs dizaines de millions d’euros ont été investi dans l’extension du réseau de vente et de service en Europe. Deux bâtiments ultramodernes ont été inaugurés dans la région Rhône-Alpes en France et près de Milan en Italie. Il y a également une nouvelle succursale à Malmö en Suède et de nombreux sites ont été étendus comme à Stuttgart, Paris, Barcelone, Wroclaw (Pologne), Coventry (UK) et Malines.
www.fanuc.eu

Paul Ribus, managing director, recherche des collaborateurs pour soutenir la croissance.
NOUVEAU RECUL DU BAROMÈTRE DE L'INDUSTRIE TECHNOLOGIQUE
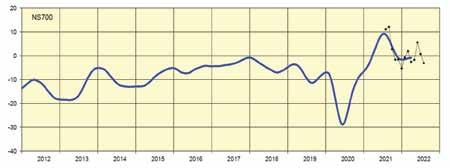
En juillet, pour un deuxième mois consécutif, le baromètre BNB pour les secteurs technologiques s’est replié de quelques points. Il est toutefois encore supérieur à sa moyenne de long terme. La courbe lissée, qui reflète la tendance de fonds, reste stable. Malgré l’accumulation des signaux négatifs, les entreprises de l’industrie technologique restent confiantes quant à leur activité actuelle et à court terme.
Baromètre de conjoncture de la BNB pour l'industrie technologique
Par indicateur, un contraste apparaît toujours nettement entre l’appréciation du niveau des commandes et les autres éléments qui constituent le baromètre. L’évaluation par les entreprises du niveau de leurs commandes reste élevé et a même encore augmenté en juillet. Cela montre que la demande auprès de nos secteurs est toujours globalement élevée. Toutefois, une partie de ce mouvement peut également découler du ralentissement du rythme de production mis en avant par un nombre croissant d’entreprises. A côté de cela, elles sont également plus nombreuses à signaler des difficultés pour écouler leur production. C’est ce qu’indique l’appréciation des stocks, juste au-dessus de sa moyenne de long terme. De plus, les prévisions d’évolution de la demande pour les trois prochains mois continuent de se replier. La courbe de cet indicateur est maintenant en-dessous de sa moyenne de long terme. Enfin, en juillet, l’indicateur des perspectives d’emploi s’est fortement dégradé alors qu’il était à un niveau élevé depuis le début de l’année.
Appréciation du carnet de commandes Appréciation des stocks de produits finis


Prévisions d’évolution pour les trois prochains mois (*) de l’emploi de la demande
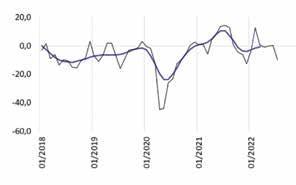
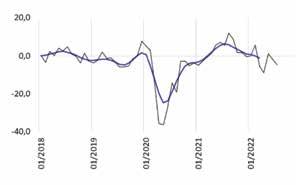
*Différence entre le nombre d’entreprises qui anticipent une hausse de leur effectif/ de la demande dans les trois prochains mois et le nombre de celles qui prévoient un recul, en % du total des entreprises dans l’enquête
Comme au cours du mois précédent, la quasi-totalité des courbes sectorielles ont reculé en juillet. On note que :
• Dans les produits métalliques, la mécanique et les plastiques & caoutchoucs, la tendance qui se dessine depuis quelques mois reste clairement défavorable. • L’électro est le secteur où le baromètre est le plus irrégulier. Après une hausse importante en avril et mai, les mois de juin et juillet l’ont ramené à une valeur comparable à celle du début de l’année. • L’IT-solutions, a confirmé son recul de juin avec une valeur de juillet au plancher depuis fin 2020. • Enfin, pour les activités industrielles de l’ICT et l’automobile, le baromètre s’est redressé en juillet, prolongeant un mouvement en cours depuis le début de l’année.
A plus long terme, les valeurs atteintes sont toutes proches, voire au-dessus des moyennes de long terme.
www.agoria.be

DES APPLICATIONS LASER INNOVANTES, DU LABORATOIRE À L’AUTOMATISATION INDUSTRIELLE
Lors du développement d’applications laser, Absolem combine les principes classiques de la construction mécanique et des techniques de régulation spécifiques pour commander des lasers. La plateforme TwinCAT de Beckhoff Automation réunit les deux aspects dans un contrôleur unique. Dans une nouvelle machine développée pour Agfa, plusieurs lasers sont mis en oeuvre pour l’impression de photos au format A5 en quelques secondes.
« Absolem est une entreprise d’ingénierie de haute technologie focalisée sur le sourcing de projets et l’ingénierie interne. Une activité rendue possible après la reprise en 2016 du laboratoire laser et des spécialistes de Philips Lighting à Turnhout. Sous le nom Absolem in-house engineering, nous développons des applications laser avancées et nous concevons et construisons des prototypes de machines », explique Herman Van Dijck, technical operations manager.
Cette acquisition était aussi une bonne chose pour Philips Lighting qui, sous la nouvelle appellation Signify, est toujours actif sur le site avec une production de lampes à décharge à haute intensité. Des lasers sont largement utilisés lors de la production de ces produits d’éclairage avancés. Herman Van Dijck: « Il était notamment convenu dans l’accord de continuer à travailler pour Signify. De plus, nous développons dans notre laboratoire de plus en plus d’applications pour d’autres clients. En 2019, le volet construction mécanique a été ajouté et nous sommes aujourd’hui capables de réaliser des solutions prêtes à l’emploi pour nos clients. »
Précision et fiabilité
La nouvelle machine pour Agfa en est un bel exemple. L’entreprise a développé un nouveau coating fonctionnel

Photo à gauche: L’équipe d’Absolem.
Photo ci-dessus: Dans la machine d’Agfa, une application s’exécute en C++ et convertit les bitmaps à imprimer en un code qui commande les lasers.
Photos Absolem © Phillipe Van Gelooven
pouvant être appliqué sur les emballages. À l’aide de lasers, du texte et des images sont créés rapidement en haute résolution sur le coating. Cela permet de personnaliser les emballages pour notamment l’e-commerce. La recherche du bon système de commande et du processus adapté pour les lasers et la réalisation de la solution globale est le genre de défi que l’on pose à Absolem.
« Le nombre d’applications impliquant des lasers est énorme », déclare Jurgen Adriaensen, process architect chez Absolem. « Les gens sont familiarisés avec la découpe, le soudage et le marquage mais les lasers peuvent aussi être intégrés dans des processus de nettoyage, de rugosité ou de polissage de surfaces, bien souvent pour des questions de précision et de fiabilité, parfois d’accessibilité. Le défi consiste à trouver le meilleur processus et la meilleure manière de commander les lasers. Nous utilisons nos lasers pour produire des petites séries pour les clients, ce qui nous permet d’acquérir de l’expérience dans les applications. »
Transfert sur une plateforme industrielle
Le défi suivant consiste à transformer les développements réalisés en laboratoire en des applications industrielles. En laboratoire, le travail a lieu de manière créative avec des plateformes qui s’y prêtent, comme Raspberry Pi. Dès qu’une application est au point, elle est transférée vers une plateforme industrielle offrant la robustesse et la fiabilité requises pour l’industrie.
« Quand nous avons lancé l’activité de construction mécanique, nous avons fait l’exercice de rechercher une plateforme répondant aux exigences de l’industrie tout en étant assez flexible pour l’intégration des commandes spécifiques des lasers », détaille Luc Vermeylen, spécialiste automatisation du département automatisation industrielle chez Absolem. « Nous sommes rapidement arrivés à la plateforme TwinCAT de Beckhoff Automation. Cette plateforme offre un environnement PLC et un environnement PC dans un seul appareil, l’environnement PLC étant utilisé pour programmer la commande de la machine, tandis que l’environnement PC sert à exécuter le logiciel, en outre utile pour les applications laser. »
Fournisseur de solutions
Dans la machine d’Agfa, par exemple, une application s’exécute en C++ et convertit les bitmaps à imprimer en un code qui commande les lasers. Le logiciel fonctionne parallèlement au PLC qui commande la machine et peut échanger des données de manière intégrée.
Pour l’ingénierie et la programmation du volet PLC, Absolem fait appel à Bart Aernouts d’AASYS. Cette entreprise conçoit et implémente des systèmes de commande pour la construction mécanique et les clients finaux industriels. Outre la focalisation primaire sur les logiciels et l’ingénierie électrique, AASYS construit des panneaux de commande et assure la mise en service chez le client. L’entreprise est l’un des premiers fournisseurs de solutions reconnu de Beckhoff Automation et accompagne à ce titre les entreprises lors du développement d’applications pour la plateforme TwinCAT. Dans la machine d’Agfa, on retrouve un contrôleur CX5240 avec Windows 10. La HMI est réalisée avec un panneau de commande multi-touch CP39-16. La protection est assurée avec un contrôleur EK1960 TwinSAFE.
De grandes quantités de données
Chez une entreprise innovante comme Absolem, il règne une tension saine entre le laboratoire et le monde de l’automatisation industrielle. En laboratoire, les limites sont souvent explorées en matière de technique de régulation rapide. Dans l’automatisation industrielle, la sécurité de fonctionnement et la fiabilité sont primordiales. Avec la plateforme TwinCAT, il est possible de concilier les deux mondes car l’environnement PC offre une grande flexibilité dans le choix du logiciel et des langages de programmation et le hardware - notamment grâce au protocole ADS interne et aux cartes E/S XFC ultra-rapides - est capable de traiter de grandes quantités de données à une vitesse élevée. « La plateforme de Beckhoff est la solution idéale pour traduire les solutions créatives imaginées en laboratoire dans un environnement industriel », conclut Luc Vermeylen.
www.absolem.be www.beckhoff.be


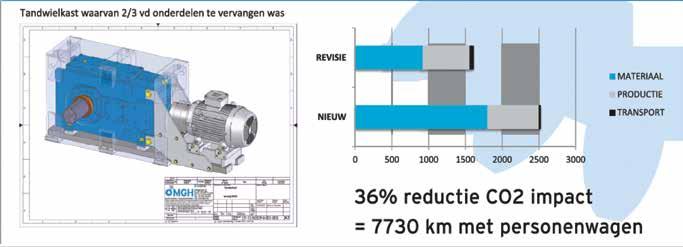
UN MODÈLE DE CALCUL D’ÉMISSIONS DE CO₂ AIDE LES CLIENTS DE MGH À PRENDRE DES DÉCISIONS ÉCLAIRÉES
Chaque entreprise devrait se poser la question : comment fournir la plus grande contribution possible à l’environnement ? MGH, le spécialiste de l’entraînement bruxellois, a fait cet exercice qui a abouti à l’élaboration d’un modèle de calcul d’émissions de CO₂.
Harald Heyvaert de MGH explique la finalité de ce développement : « Via le modèle de calcul élaboré, nous voulons cartographier les émissions de CO2 tant pour les révisions que les nouvelles constructions. Au départ, nous nous sommes intéressés à nos réducteurs et aux boîtes d’engrenages. »
« La raison de ce développement est claire : dans les projets industriels, on se focalise depuis des décennies sur le prix et le délai de livraison. Aujourd’hui, on se rend compte que d’autres facteurs jouent un rôle croissant depuis l’attention accordée au climat. Avec notre modèle de calcul, nous fournissons plus de clarté aux clients sur l’impact de leurs décisions et les émissions de CO2. »
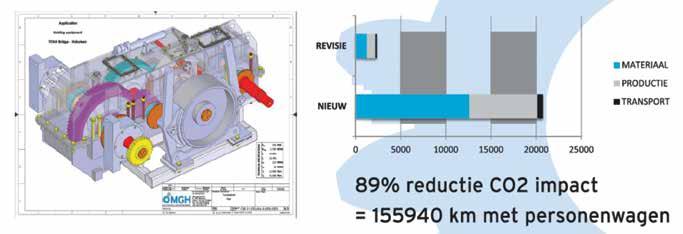
« Nous avons répertorié les émissions dans 3 grands groupes: le CO₂ généré par les matériaux utilisés, pendant la production et par le transport. La détermination des émissions de CO2 n’est pas une tâche à prendre à la légère et nous appliquons à cet égard un calcul détaillé. Supposons que nous ayons besoin de 8 roulements lors de la révision d’une boîte d’engrenages : nous connaissons le poids total et nous pouvons définir les émissions selon le matériau utilisé. Nous travaillons avec plusieurs normes internationales qui nous indiquent les émissions de chaque matériau par unité. » « Notre modèle est assez pointu car nous nous intéressons aux détails. Un exemple : lors de la révision d’une boîte d’engrenages, nous pouvons estimer le nombre de litres d’acétone nécessaire. Les émissions générées par la fabrication du liquide sont incluses dans le calcul d’émissions de CO₂. »
Les émissions de CO2 orientent la décision
« Les premières étapes avec ce modèle remontent à il y a quelques années mais il y avait à l’époque peu d’intérêt de la part du marché. Aujourd’hui, on remarque une augmentation progressive de la demande. Bien entendu, le prix reste le principal facteur lors du choix d’une nouvelle construction ou d’une révision, mais il arrive que les émissions de CO₂ orientent la décision finale du client. Nous pensons que cela se produira de plus en plus dans un avenir proche. » « Opter pour une solution émettant moins de CO₂ peut indirectement signifier un investissement moindre dans d’autres mesures permettant de limiter les émissions. Investir dans une installation de panneaux solaires ou une éolienne peut être considérable mais cela peut se faire de manière plus accessible. Notre modèle de calcul est un outil pratique qui permet de bien estimer cela. »
« Enfin, les entreprises sont plus sollicitées par leurs clients qui souhaitent avoir plus de clarté sur leurs performances écologiques. La réduction des émissions de CO₂ est un volet important. L’entreprise qui peut démontrer la quantité d’émissions économisées via notamment un projet de révision avance un solide argument pour convaincre les clients de son approche écologique. »
Exemple 1: Un réducteur pour tarière d’une installation d’épuration d’eau
« La révision standard a consisté à remplacer les roulements et les étanchéités. Si le client avait demandé un groupe d’entraînement neuf, la différence en émissions de CO2 aurait été plus conséquente. Le choix de la révision se traduit par une diminution de 71% d’émissions de CO2 grâce en grande partie à une utilisation réduite en matériau. »
TROIS EXEMPLES DU MODÈLE DE CALCUL DE MGH
Les exemples qui suivent démontrent que le modèle de calcul est un outil pratique dans la détermination des émissions de CO₂. Dans chaque cas, les émissions générées par le transport, la production et le matériau sont additionnées, ce qui conduit à des conseils ciblés.

Exemple 2: Une boîte d’engrenages pour un équipement de levage
« Pour ce client, nous avons fourni une boîte d’engrenages de rechange sur mesure pour un équipement de levage. Suite à la révision récente de la boîte existante, nous avons pu réaliser une comparaison précise entre la révision et le neuf. Ici aussi, la révision est plus respectueuse de l’environnement de 89%. »
Exemple 3: Une boîte d’engrenages pour un convoyeur à bande
Harald Heyvaert: « Dans les exemples précédents, la révision s’est révélée être une solution plus respectueuse de l’environnement que le remplacement. Cependant, ce n’est pas toujours le cas et cet exemple le démontre. La boîte d’engrenages de ce client avait fonctionné trop longtemps avec des roulements usés. Il fallait remplacer deux des trois ensembles d’engrenages. La révision était moins intéressante et nous avons donc installé un nouveau groupe d’entraînement. Nous avons pu garder le châssis grâce au placement d’un châssis intermédiaire réalisé sur mesure par MGH. Si le client avait pu constater les dégâts aux roulements plus tôt et que nous aurions entrepris une action rapide, on aurait pu sans doute garder les ensembles d’engrenages. L’intervention aurait alors été meilleure marché, plus rapide et plus durable. Je plaide donc pour une maintenance prédictive et MGH s’y engage pleinement. Il y a, dans ce contexte, la surveillance en ligne. »
89% réduction CO2 impact = 155940 km avec voiture
CONCLUSION
Sur base des exemples qui précèdent, nous pouvons tirer trois grandes lignes: 1 Révision versus neuf. « Grâce au modèle de calcul, on peut fournir, outre des critères économiques (prix et délai de livraison) un paramètre écologique (CO₂). Cela peut aider le client à poser un choix entre la révision et le neuf. » La révision est-elle toujours la solution durable ? « Bien souvent, mais pas toujours : parfois, un élément remplacé est plus efficient et plus écologique. Un bon exemple est le remplacement d’un réducteur à vis sans fin ayant un degré d’efficience de 85% par un nouvel exemplaire dont l’efficience est supérieure à 97%. Dans le cas présent, la durée d’amortissement était inférieure à un an et suite au niveau actuel des prix, les durées d’amortissement sont encore plus courtes. Plusieurs aspects sont donc importants pour faire des choix durables. »
2 L’approche prédictive révèle des problèmes à un
stade précoce. « Via la surveillance en ligne de MGH, nous pouvons surveiller en permanence l’état des roulements, des engrenages, des accouplements et de la lubrification. Cela permet de limiter au maximum les dommages consécutifs. On peut donc réutiliser et faire fonctionner le groupe d’entraînement de manière plus durable. Plus les dégâts sont limités, moins il faut changer de pièces et plus la révision est écologique et économique. »
3 Maintenance proactive. « Si on peut améliorer la partie la plus critique lors d’une révision, cela prolongera la durée de vie de l’installation. Je vous donne deux exemples: • le remplacement de roulements critiques par un modèle plus adapté et • le remplacement des ensembles d’engrenages critiques par des solutions ayant des facteurs de service plus élevés (géométrie, dureté, choix des matériaux,...). La durée de vie du groupe d’entraînement en sera augmentée et il sera plus économique et plus durable à l’entretien. »
NOUVEAU CEO ET PLAN DE CROISSANCE AMBITIEUX POUR ROBOVISION
Robovision BV est une société technologique belge et primée spécialisée dans la vision par ordinateur assistée par l’intelligence artificielle (IA).
L’entreprise a nommé un nouveau CEO, Thomas Van den Driessche (À droite sur la photo), qui bénéficie d’une très large expertise. Celui-ci a notamment dirigé la société de communication par satellite Newtec et officié en tant que président du groupe industriel spatial SSPI. Il aura pour mission de pérenniser la position de leader de Robovision dans son segment logiciel en pleine croissance. Thomas Van den Driessche sera secondé par le management de Robovision, récemment renforcé par l’arrivée d’experts issus d’entreprises SaaS comme Deliverect et Materialize. Jonathan Berte (À gauche sur la photo), fondateur et ancien CEO de Robovision, se concentrera désormais sur le recrutement d’investisseurs, la conclusion de partenariats stratégiques et l’expansion globale de l’entreprise.
Grâce à la plateforme Robovision, les entreprises peuvent exploiter l’intelligence artificielle au bénéfice de leurs processus et du développement de leurs opérations. Rapide et facile, la solution peut aussi être déployée à grande échelle. Elle aide les utilisateurs à développer des solutions de deep learning basées sur les images et adaptées à leurs activités spécifiques, sans aucune expérience technique préalable. Les machines ont ainsi la possibilité d’effectuer des tâches visuelles complexes, comme la taille robotisée de plantes ou le contrôle de la qualité de puces informatiques.
La plateforme se destine principalement aux environnements d’entreprise qui exigent une précision, une fiabilité et une disponibilité maximales afin de garantir la continuité des opérations.
Une demande croissante en IA et Deep Tech
Sous la direction de Thomas Van den Driessche, Robovision veut encore renforcer son ambitieux plan de croissance. Le nouveau CEO souhaite davantage saisir les opportunités liées aux défis globaux afin de développer les revenus dans des secteurs essentiels pour le société, comme l’agriculture, l’alimentation et l’industrie.
« Nous constatons une maturité claire du marché et une demande importante pour les technologies d'intelligence artificielle, efficaces et durables. C’est une plateforme qui évite les temps d’arrêt opérationnels et accélère le déploiement dont on a besoin. Auparavant, la question était : ‘Pouvez-vous reconnaître une tomate mûre pour la cueillette robotisée ?’ Aujourd’hui, c’est plutôt : ‘À quelle vitesse pouvez-vous activer un maximum de bras robotisés ?’ La technologie entre donc dans une nouvelle phase. L’époque des preuves de concept est révolue », explique Thomas Van den Driessche.
Un plan de croissance ambitieux
Jonathan Berte, fondateur et ancien CEO de Robovision, remplacera Thomas Van den Driessche en tant que président du conseil d’administration. Il se concentrera sur le recrutement d’investisseurs, la conclusion de partenariats stratégiques et la conduite de l’expansion globale de l’entreprise.
« Notre entreprise est en pleine croissance. Nous avons toujours eu pour stratégie de prendre les bonnes décisions au bon moment. La nomination de Thomas comme CEO constitue une étape importante dans la croissance internationale de Robovision. Fort de sa grande expérience et de son expertise dans le développement d’entreprises technologiques, il est le leader idéal pour guider notre entreprise vers une nouvelle étape », confirme Jonathan Berte. « Pour ma part, je vais pleinement promouvoir Robovision auprès de nouveaux secteurs et me concentrer sur notre expansion internationale. Je veillerai également à ce que l’ADN de Robovision demeure inchangé tandis que nous poursuivons notre croissance. »

Jonathan Berte (g.) et Thomas Van den Driessche (dr.), le nouveau CEO de Robovision.
www.robovision.ai


SIEMENS : LE MOTEUR D’UN AVENIR DURABLE
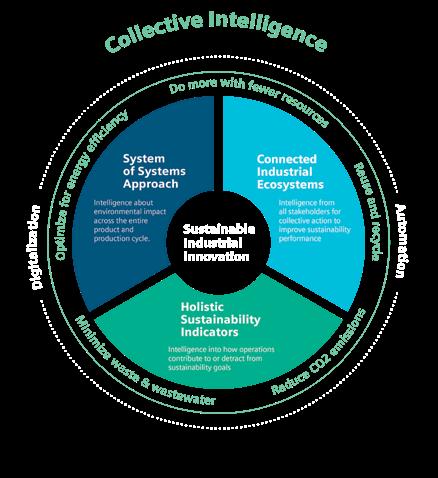
Rendre le monde meilleur par la technologie est une mission importante de Siemens depuis de nombreuses années. « Outre les intérêts commerciaux, les entreprises doivent réfléchir au rôle qu’elles peuvent jouer dans la société. Quel monde vivable laisserons-nous aux prochaines générations? » lance Sergio Molinari, CEO de Siemens Belgique-Luxembourg. Pour le patron de Siemens, la durabilité, à l’instar de la rentabilité, est le résultat d’un processus pertinent fondé sur l’automatisation, la digitalisation et l’intelligence collective.
Conformément aux Objectifs de Développement Durable des Nations Unies, Siemens se fixe des objectifs internes. Depuis 1898, l’entreprise contribue à l’économie belge en tant que partenaire industriel et créateur d’emplois. Elle aide à faire tourner l’économie, crée des emplois locaux et affûte les compétences des individus. Siemens veut soutenir la transformation chez les entreprises et optimiser leur productivité. La digitalisation s’avère cruciale.
Siemens s’efforce de réduire son empreinte écologique et est un pionnier en matière d’infrastructures économes en énergie, de villes et de bâtiments intelligents, d’installations de production industrielle efficaces. Siemens soutient les entreprises dans l’utilisation durable de matières premières et s’engage dans la transition vers les énergies renouvelables. « La décarbonisation est l’une de nos grandes priorités. Nous surveillons de près l’empreinte écologique et les émissions de CO2, tant les nôtres que celles de nos partenaires et de nos fournisseurs. Nous voulons être climatiquement neutres d’ici 2030 », déclare Sergio Molinari.
Une brasserie, un site chimique et un groupe hôtelier durables
Siemens utilise ses connaissances dans le domaine de l’automatisation, de la digitalisation et de l’usage intelligent des données pour rendre les produits et les processus de production plus durables. Un exemple : la Brasserie Huyghe à Melle – connue pour ses bières Delirium Tremens, Blanches des Neiges et Averbode – utilise un système de surveillance de l’eau et de l’énergie équipé d’un appareillage de mesure hautement technologique de Siemens. Résultat. Huyghe a réduit sa consommation d’eau de 8,5 à 3,7 litres pour le brassage d’un litre de bière. La brasserie familiale indépendante, dont les racines remontent à 1654, a l’ambition de devenir la brasserie la plus durable du pays.
L’industrie représente actuellement un tiers de la consommation d’énergie mondiale. Les objectifs sont clairs : il faut économiser de l’énergie et décarboniser par une production durable et des technologies d’entraînement intégrées, une gestion stricte de l’énergie et des processus de production digitaux optimisés. Chez Eastman Gent Zuid, le site chimique qui produit notamment du film plastique pour le secteur automobile, le Siemens SIMATIC Energy Manager

permet d’économiser de l’énergie grâce à un système évolutif qui s’adapte aisément aux nouveaux besoins énergétiques et à la législation.
Au Radisson Blu Royal Brussels, la gestion durable de l’énergie est également à l’ordre du jour. L’hôtel appartient au Groupe Rezidor Group qui possède plus de 430 hôtels dans 69 pays en Europe, au Moyen-Orient et en Afrique. Via le plan climatique ‘Think Planet’, Rezidor veut réduire sa consommation d’énergie de 25% d’ici 5 ans. Le Radisson Blu Royal Brussels a été l’un des premiers hôtels à être rénové. Le groupe hôtelier a fait appel à Siemens pour réaliser un audit approfondi des installations. Cet audit a montré six opportunités d’optimisation. Quatre d’entre elles se sont avérées réalisables et ont été traduites en des actions concrètes.
Le site de Siemens à Huizingen
Siemens applique le concept de durabilité sur ses sites. Chaque année, 10 pourcents de la flotte sont remplacés par des voitures électriques en vue d’avoir une flotte entièrement électrique d’ici 2030. À Huizingen, Siemens produit son énergie à l’aide d’un micro-réseau de 3.000 mètres carrés de panneaux photovoltaïques. Elle sert à recharger les voitures électriques et en 2021, la capacité a été portée à 50 bornes de recharge. L’éclairage extérieur a été remplacé par un éclairage led à faible consommation d’énergie. Les bureaux fonctionnent au maximum avec un système led piloté intelligemment par la technologie Siemens. Les cuisines utilisent autant que possible des produits locaux et des matériaux de conditionnement recyclés. Les déchets sont recyclés sur site à la source, et traités au propre parc de recyclage de Siemens.
Pour réaliser le potentiel d’une économie circulaire, les principes de durabilité doivent être ancrés dans un concept dès la conception d’un produit. « Nous réfléchissons avec nos clients », explique Katrien Valkiers, Communications & Sustainability Manager chez Siemens. « La question centrale est: quelle est la circularité potentielle de quelque chose ? Notre logiciel de conception va inclure la circularité, les émissions de CO2, l’impact environnemental et les besoins énergétiques dans la phase de conception. C’est important car les clients et les utilisateurs finaux questionnent les fabricants de machines à propos du caractère circulaire d’un produit. Nous remarquons cette évolution et elle va devenir un point d’attention plus important dans les années à venir. Siemens accompagne ses clients dans cette approche et propose une technologie pour atteindre des objectifs durables », détaille Katrien Valkiers.
Le design va définir l’impact environnemental
Si 80% de l’impact environnemental d’un produit est déterminé pendant la phase de conception, la digitalisation et l’intelligence collective s’avèrent essentielles à une innovation industrielle durable. La digitalisation permet de mesurer et ‘mesurer, c’est savoir’. L’intelligence collective fournit un flux de données provenant du monde réel et du monde digital pour évaluer le degré de durabilité actuel et prédire les choix qui conduiront à plus de durabilité dans l’avenir.
Concevoir un produit et le démonter facilement grâce aux méthodes d’assemblage mécaniques ou chimiques, créer des pièces pouvant être enlevées d’un assemblage et montées dans une autre application, optimiser les pièces pour un site ou un lieu où elles doivent être produites, … sont autant de méthodes que les concepteurs peuvent appliquer pour améliorer la durabilité d’un produit dès la phase de conception.
Cycle de vie: et à la fin?
A peine 13 pourcents des déchets mondiaux sont recyclés. Utilisez les matériaux le plus longtemps possible en intégrant une gestion de matériaux holistique au cycle de vie du produit et en allongeant la durée de vie du produit avec des solutions de maintenance prédictive, le rétrofit, la modernisation et le recyclage. En réfléchissant à la manière dont les produits seront traités à la fin de leur cycle de vie, les fabricants peuvent réaliser des avantages financiers et environnementaux grâce aux coûts de production plus bas et à la réduction des déchets.
Si l’économie circulaire offre des avantages dans le domaine des coûts et de la durabilité, elle avance aussi des nouveaux challenges dans la transition du modèle économique. Pour de nombreuses industries, cela signifie un passage vers des produits conçus pour être utilisés et réutilisés plus longtemps, et donc une rupture par rapport au modèle d’entreprise. La demande de produits flambant neufs est en diminution suite aux produits conçus pour durer plus longtemps et les produits anciens pouvant être réutilisés de plusieurs nouvelles manières. Chaque branche devra trouver ses propres solutions au problème, et la prochaine étape pour certains pourrait être une transition vers un modèle basé sur le service.
« Pour les logiciels de Siemens, nous utilisons déjà le modèle SAAS (Software as a Service): le logiciel est proposé sur des plateformes internet aux clients qui paient l’utilisation via un abonnement. L’utilisateur ne doit donc pas acheter le logiciel. On perçoit aussi une évolution avec la ‘location de hardware’. Comparez cela au leasing d’une voiture. Les produits sont loués et le fabricant génère un flux de revenus constant, tandis que les produits sont stimulés pour durer plus longtemps et être plus faciles à entretenir pour limiter les frais généraux. ».
www.siemens.be/durabilite


Le nouveau siège de FANUC à Malines abrite un rail de robot de Vansichen en démonstration.
VANSICHEN LINEAR TECHNOLOGY ÉTEND SA GAMME
Vansichen Linear Technology étend sa gamme de rails de robots FANUC avec un rail de peinture, un rail pour salles blanches (ISO classe 4) et un portique de grande taille. Un nouveau catalogue FANUC est publié et la gamme standard de SimKon y est intégrée.
Vansichen Linear Technology propose des composants linéaires standard, des systèmes linéaires, des positionneurs et des rails de robot. L’entreprise limbourgeoise basée à Hasselt a été fondée en 1993 par l’actuel Managing Director Maxime Vansichen. Si à l’origine, elle distribuait plusieurs marques allemandes spécialisées dans la technologie linéaire sur les marchés belge et luxembourgeois, l’entreprise conçoit aujourd’hui ses propres produits qui complètent les marques qu’elle distribue.
En 2020, Vansichen a acquis l’entreprise allemande SimKon. Celle-ci produit des rails de robots et est établie à Hilchenbach (près de Cologne). Les avantages sont importants pour les deux parties : Vansichen a sensiblement augmenté sa capacité et est actif sur le marché allemand via un acteur certifié ISO9001 et présent notamment dans le secteur automobile. Pour SimKon, la gamme de produits de rails est élargie. La gamme standard de SimKon est intégrée au portefeuille de Vansichen.
Vansichen Linear Technology a lancé en 2021 un profilé en aluminium servant de base aux systèmes linéaires et rails de robot. Ce profilé étend la gamme des produits de base existants. Du fait de l’extrusion de haute précision, il est possible de produire des systèmes ne nécessitant pas de traitements mécaniques. Les profilés peuvent être équipés de guidages d’une taille 30.
Vansichen Linear Technology étend aujourd’hui la gamme des rails de robots FANUC avec un rail de peinture, un rail pour salles blanches (ISO classe 4) et un portique grand format (un système multi-axes permettant aux robots de se déplacer sur trois axes XYZ). Un nouveau catalogue est également publié, spécifiquement pour les applications FANUC. Quiconque veut savoir comment fonctionne les rails de Vansichen peut visiter le siège flambant neuf de FANUC à Malines où on peut y voir

Vansichen complète son offre avec un vaste choix de positionneurs. L’entreprise allemande SimKon complète idéalement la gamme de Vansichen Linear Technology.
Vansichen a étendu sa gamme de rails de robots FANUC avec un rail de peinture.


un rail de Vansichen en démonstration. Outre FANUC, d’autres marques de robots peuvent être équipées d’un rail qui n’est pas repris dans la gamme standard du fabricant de robots. Concrètement, Vansichen fournit des produits sur mesure pour des fabricants comme KUKA, Staübli, ABB, Universal Robots, Omron, etc.
Vansichen a également ajouté des positionneurs à son offre. Ils sont notamment mis en oeuvre dans les applications laser, le rotomoulage, l’impression 3D (les pièces sont placées dans la position d’impression idéale) et comme aide à l’assemblage de pièces lourdes, avec une charge utile maximale de 20 tonnes. Ici aussi, il est possible de travailler avec des robots FANUC.
www.vansichen.be https://vansichen.be/positioners
RITTAL NOUVELLE SÉRIE BLUE E+ S
Rittal élargit sa gamme de solutions intelligentes pour climatisations avec la nouvelle série Blue e+ S. Comme leurs « grands frères », ces climatiseurs de nouvelle génération à puissance frigorifique réduite – 300, 500 et 1000 W – ont été conçus dans une perspective d’efficacité et garantissent une moindre consommation d’énergie et des coûts inférieurs. La nouvelle série est donc une solution gagnant-gagnant, tant pour les utilisateurs que pour l’avenir.
Les solutions susceptibles de réduire notre empreinte écologique au stade de la production connaissent une demande croissante. Parallèlement, ces solutions doivent être intelligentes et communicantes, pour pouvoir s’intégrer facilement dans des environnements de production numériques. Il y a sept ans, Rittal a répondu à cette demande avec sa série de solutions de refroidissement Blue e+ et a commercialisé des climatiseurs d’armoires électriques extrêmement efficaces garantissant des économies d’énergie de 75 pour cent en moyenne.
Avec la série Blue e+ S, Rittal lance aujourd’hui une nouvelle génération, toujours basée sur le même ADN. Ces nouveaux climatiseurs à plus faible puissance frigorifique – 300, 500 et 1000 watts – complètent la famille Blue e+ et introduisent de nouvelles fonctionnalités intelligentes et des fonctions d’économie d’énergie innovantes pour les processus de production.
La clé du succès favorisant des économies d’énergie et une réduction des coûts, c’est la technologie utilisée, dans laquelle un caloduc est combiné à des composants à vitesse régulée. Le caloduc fonctionne sans compresseur, sans détendeur ou autres composants de régulation et n’a donc pas besoin d’énergie électrique, sauf pour faire tourner le ventilateur. Selon le dégagement de chaleur dans l’armoire et la température ambiante, le refroidissement peut être assuré uniquement avec le caloduc. Le refroidissement supplémentaire par compresseur n’intervient que s’il faut évacuer une grande quantité de chaleur hors de l’armoire ou si la température ambiante est très élevée. En fonctionnement, cette solution est beaucoup plus sobre que les unités conventionnelles. Le compresseur et les ventilateurs sont en effet équipés d’un entraînement à vitesse régulée qui adapte automatiquement le régime aux besoins. Ainsi, la température dans l’armoire reste constante et l’efficacité énergétique est sensiblement supérieure à celle d’autres climatiseurs plus conventionnels.
Outre l’efficacité énergétique, on mentionnera aussi une autre caractéristique qui réduit l’empreinte carbone : la nouvelle série Blue e+ S utilise un fluide frigorigène ayant un GWP (Global Warming Potential) inférieur de 56 pour cent par rapport aux fluides frigorigènes utilisés dans des unités de refroidissement comparables. De plus, le circuit de refroidissement dans les unités de nouvelle génération fonctionne avec le fluide frigorigène R-513A au lieu du R-134a précédemment utilisé.
www.rittal.be

LE SERVOACTIONNEUR HYGIÉNIQUE "AXENIA VALUE" - AUCUNE CHANCE POUR LES GERMES ET LES BACTÉRIES
Les WITTENSTEIN servoactionneurs axenia value en technologie monocâble se composent d'un moteur compact et puissant avec un réducteur planétaire de précision qui est monté directement, c'est-à-dire sans accouplement, pour gagner de la place.
Ils offrent une précision hygiénique avec la plus haute densité de puissance. La conception avec un boîtier en acier inoxydable avec une classe de protection IP69K et selon les spécifications EHEDG offre une sécurité maximale du processus et du produit car l'actionneur peut être monté ouvertement - sans couvercles de protection supplémentaires.

Plus d'informations :
https://www.wittenstein.fr/hygienic-design/
ÉLECTROVANNE SMC ÉCONOME EN ÉNERGIE POUR CONDITIONS DIFFICILES
YAMAHA PRÉSENTERA SES DERNIERS ROBOTS D'AUTOMATISATION AVANCÉE À L'OCCASION DU SALON MOTEK 2022
SMC présente une électrovanne à commande directe qui peut être utilisé dans un environnement humide tout en économisant de l'énergie. L'électrovanne offre une solution efficace dans l'industrie alimentaire et le secteur horticole, entre autres. La série JSX combine une productivité élevée avec une faible consommation d'énergie.
La dernière électrovanne de SMC peut être utilisée dans des environnements humides, où l'activation et la désactivation de l'air comprimé, de l'eau ou de l'huile sont essentielles. La JSX est résistante à la corrosion car le boîtier et la bobine sont en acier inoxydable et offrent une protection IP67. Cela conduit à une durée de vie plus longue, une plus grande efficacité et une meilleure productivité. Un autre avantage de l'électrovanne JSX est que la force de la bobinne a augmenté de 10 % par rapport au produit précédent, tandis que la consommation d'énergie a été réduite de 14 %. La flexibilité a été prise en compte lors de la conception de la vanne. Le boîtier de la bobine du JSX peut être tourné à 360 degrés, ce qui réduit le temps d'installation.
info@smc.be www.smc.be

La Section FA de Yamaha Motor Robotics montrera aux visiteurs du salon Motek 2022 sa gamme de robots industriels compacts et abordables pour gagner en productivité lors de processus classiques de manipulation de composants et d'assemblage de produits.
Sur le stand n°7515, dans le hall 7, des démonstrations thématiques présenteront les robots à axe unique, SCARA et cartésiens, ainsi que le module de convoyage linéaire LCMR200 de Yamaha, afin de mettre en avant leur vitesse, leur précision et leur flexibilité.
Le module LCMR200, dont la direction, la vitesse, l'accélération et les positions d'arrêt sont programmables, met fin aux problèmes de transport des pièces de travail dans les cellules d'assemblage robotisées et sur les lignes de production manuelles. Yamaha profitera du salon Motek pour combiner des unités LCMR200 et un robot cartésien pour illustrer la rapidité de déplacement des pièces entre chaque processus. Le module LCMR200 permet en effet aux robots de travailler sur des pièces sans avoir à les extraire, d'où une baisse à la fois des coûts d'ingénierie et de la durée du cycle.
Autre nouveauté sur le salon Motek cette année, une démonstration d'un groupe automatisé montrera des robots SCARA et cartésiens travailler en symbiose, pour un dépôt d'adhésif rapide et un assemblage de précision. Les robots à axe unique de la série Robonity de Yamaha montreront quant à eux de nombreuses applications de transport, de chargement et d'automatisation courantes dans les usines d'aujourd'hui. Ces structures compactes affichent une grande rigidité et un centre de gravité bas pour garantir une automatisation fiable et un positionnement parfaitement répétable. La gamme Robonity comprend des modèles dont la longueur de course atteint les 1 100 mm et la vitesse de mouvement les 2 400 mm/s.
Le salon Motek dédié à l'automatisation de la production et de l'assemblage, se tiendra à Stuttgart du 4 au 7 octobre prochains.
https://fa.yamaha-motor-robotics.de

EUCHNER NOUVEAU SYSTÈME DE SERRURE DE SÉCURITÉ CKS2 AVEC FLEXFUNCTION
Les aspects liés à la sécurité, comme la limitation d’accès ou encore l’arrêt et le démarrage de l’installation ainsi que la sélection des modes de fonctionnement en toute sécurité, jouent un rôle important dans les installations industrielles modernes.
Les tâches sont souvent complexes. Mais les solutions pour y faire face peuvent être simples : avec son système CKS2, Euchner propose un nouveau système de serrure de sécurité utilisable pour de nombreuses applications, tout en étant aisément intégrable au système de contrôle-commande global. Le CKS2 est également disponible sous forme de sous-module pour le système MGB2 Modular – ce qui ouvre au très prisé système de fermeture de porte une multitude de nouveaux champs d’application.
Que ce soit en tant que système de condamnation, d’autorisation ou de transfert de clé – le CKS2 représente le choix idéal dès lors qu’il s’agit de démarrer ou d’arrêter des mouvements dangereux de la machine en toute sécurité, indépendamment des moyens de protection présents. Grâce à l’électronique d’analyse intégrée dans le poste de serrure, l’utilisateur bénéficie d’un système compact garantissant une sécurité maximale grâce à l’utilisation de clés RFID à haut niveau de codage.
Un seul appareil – nombreuses possibilités grâce au concept FlexFunction
La raison de la haute flexibilité réside dans le nouveau concept FlexFunction. Le principe est simple : l’utilisateur décide au moment de la première mise en service quel sera le domaine d’application du système. Il choisit pour ce faire la clé RFID adéquate et autorise sur l’appareil précisément les fonctions dont il a besoin. Le paramétrage se fait lors du premier apprentissage de la clé. La serrure n’a alors plus fondamentalement qu’une seule fonction de sécurité : la reconnaissance sûre de la clé. Si elle est reconnue comme valide, les sorties de sécurité sont activées. Une clé peut également être affectée à plusieurs serrures appartenant à différentes installations. La connexion à IO-Link avec la passerelle Euchner correspondante est possible également. Ceci permet de mettre à disposition de nombreuses fonctions de diagnostic et de communication. Il est par exemple possible de déterminer quelle clé a servi à conduire l’installation. Les possibilités d’application flexibles de l’appareil CKS2 FlexFunction ouvrent enfin des avantages attractifs en termes de logistique et de processus de commande.
Le système de serrure pour l’environnement MGB2
En version sous-module MSM-CKS2, le système de serrure peut aussi s’intégrer aisément dans le système MGB2 – le très prisé système de fermeture de porte élargit ainsi encore plus son spectre d’utilisation en offrant de nouvelles solutions attractives, notamment pour les systèmes de logistique entièrement automatisés ou les installations complètes clés en main. Dans l’environnement MGB2, la liaison au sous-module s’effectue via PROFINET / PROFIsafe ou EtherCAT / FSoE. Une longue planification et un système complexe de gestion des clés ne sont pas nécessaires. Le principe de fonctionnement électronique permet de se passer d’échangeurs et de stations de distribution de clés. Les applications sont définies directement au niveau du système de contrôle-commande – la flexibilité est ainsi illimitée.

Dr. Steffen Haack (56) est le CEO du fabricant de solutions d’entraînement et de commande Bosch Rexroth AG depuis le
1er août. Depuis le 1er janvier 2021, il était membre du Conseil d’administration et responsable du Développement et de deux business units d’Industrial Hydraulics. Rolf Najork (60), CEO de Bosch Rexroth depuis 2016 et membre du Conseil d’administration de Robert Bosch GmbH depuis janvier 2019, va se concentrer sur son rôle chez Bosch. Bosch Rexroth veut étendre l’activité hydraulique via l’acquisition de HydraForce, Inc., basée à Lincolnshire dans l’Illinois (USA). HydraForce développe et produit des vannes hydrauliques et des solutions avec un effectif de 2.100 collaborateurs et six sites de production aux Etats-Unis, au Brésil, en Grande-Bretagne et en Chine. Le montant de la reprise n’a pas été divulgué. La transaction est soumise à l’approbation antitrust. (www.boschrexroth.com) Le fabricant de compresseurs suédois Atlas Copco va investir 70 millions d’euros dans son usine anversoise dans les trois prochaines années. Atlas Copco est l’un des plus grands développeurs et fabricants de compresseurs au gaz et air industriels au monde. Les investissements portent sur la technologie de production et les machines, l’extension des laboratoires, un espace de production supplémentaire pour les composants clés des compresseurs et davantage de bureaux. Plus de 3.000 collaborateurs travaillent à l’usine située le long de la chaussée de Boom. (www.atlascopco.com) L’Agoria Solar Team a
battu un record le dimanche 12 juin en parcourant le ‘plus grand nombre de kilomètres avec une voiture solaire pendant
12 heures’. L’équipe d’étudiants de la KU Leuven a parcouru avec la nouvelle voiture solaire BluePoint Atlas 1.051 kilomètres pendant 12 heures et donc battu le record précédent qui était de 924 kilomètres pendant 12 heures, détenu depuis 2020 par l’équipe néerlandaise Solar Team de Delft. L’endurance sera essentielle lors du prochain challenge car l’équipe participera en septembre au Sasol Solar Challenge, une compétition de voitures solaires de 8 jours en Afrique du Sud. (www.solarteam.be) Après deux ans de pandémie de COVID, la FOIRE DE HANOVRE est un succès. « L’organisation de la FOIRE DE HANOVRE tombe au bon moment », a déclaré Dr. Jochen Köckler, président du Conseil d’administration de la Deutsche Messe. « Compte tenu des chaînes d’approvisionnement perturbées, de la hausse des prix de l’énergie, de l’inflation et du changement climatique, il est crucial de se revoir en face à face au salon, après deux années de pandémie, pour s’imprégner des dernières tendances technologiques et avoir une vision de l’avenir. » Quelque 75.000 visiteurs ont trouvé de l’inspiration auprès de 2.500 exposants sur la manière de pérenniser leurs chaînes de valeur. La prochaine FOIRE DE HANOVRE aura lieu du 17 au 21 avril 2023. (www.hannovermesse.de)
Acquérir rapidement et à moindre coût des équipements de production sur le marché des machines d’occasion, un
autre exemple de durabilité et d’économie circulaire. C’est le moment pour les entreprises qui souhaitent se défaire de leurs machines. La maison de vente aux enchères en ligne de machines d’occasion Surplex organise ces derniers mois un nombre croissant de ventes d’équipements pour l’industrie automobile suite à la conversion de sites de production européens connus. Des installations intégrant une technologie robotique – comme des cellules de soudage et des robots industriels – et des machines d’usinage des métaux ont rapidement changé de mains. Surplex de Dusseldorf, l’une des grandes maisons de vente aux enchères en Europe, négocie des machines d’occasion et des équipements dans le monde entier. La plateforme d’enchères traduite en 16 langues négocie chaque année plus de 55.000 biens industriels lors de 500 enchères en ligne. (www.surplex.com) WEG annonce
l’acquisition de la business unit Motion Control de Gefran, l’entreprise italienne qui fabrique des capteurs, des composants
et des équipements d’automatisation industrielle. Fondée en 1960 et cotée à la bourse italienne, Gefran est une entreprise traditionnelle active dans l’industrie technologique et l’automatisation et comptant trois business units: Contrôle de mouvement, Composants d’automatisation et Capteurs. Via l’accord de reprise, WEG devient propriétaire de la business unit Motion Control qui est responsable du développement et de la production d’une ligne complète de convertisseurs de fréquence variables, de convertisseurs de courant continu et de servo-entraînements spéciaux. La business unit emploie 180 collaborateurs dans des usines en Italie, en Allemagne, en Chine et en Inde, et a des clients et des activités dans plus de 70 pays. L’entreprise a réalisé en 2021 un chiffre d’affaires net d’environ 44,8 millions d’euros. (www.weg.net) L’entreprise de galvanisation Galvano Hengelo a 25 ans. Depuis sa fondation le 4 août 1997, Galvano Hengelo n’a cessé de se développer en tant que spécialiste du traitement de surface : de l’or chimique aux couches d’oxydes céramiques, du placage d’argent de pièces conductrices de courant au développement du super procédé zinc-nickel anticorrosion Protalloy®. Galvano Hengelo emploie une quarantaine de personnes et réalise un chiffre d’affaires de 8 millions d’euros. (www.galvanohengelo.nl) Lorsque que le salon FMB des fournisseurs en génie mécanique
ouvrira ses portes le 12 octobre à Bad Salzuflen en Allemagne, nombre de visiteurs pourront rencontrer des nouveaux
fournisseurs. L’événement tombe au bon moment. Plusieurs centaines de fournisseurs en génie mécanique y présenteront leur offre de services et leurs innovations. Les visiteurs enregistrés pour le salon peuvent s’inscrire sur la plateforme B2B Matchmaking, remplir un profil avec leurs souhaits ou offres et consulter les profils des autres participants. Si le profil correspond au besoin, un rendez-vous est fixé et les personnes recevront un planning de rendez-vous pour le salon. Une manière d’organiser efficacement la visite au salon. (www.fmb-messe.de)

SPEAKERS’ CORNER POUR LES EXPERTS EN TECHNIQUE.
‘L’ÉCONOMIE CIRCULAIRE EST UN TRAVAIL D’ÉQUIPE’
Une chaîne est aussi solide que son maillon le plus faible, dit-on. On applique parfois ce proverbe à l’économie circulaire, mais à tort finalement. Une approche circulaire a besoin d’un tissage dense et non d’une chaîne. Le partenariat public-privé peut être l’agent de liaison entre le législateur, les entreprises, la société civile et les citoyens.
On ne soulignera jamais assez l’importance du Green Deal de la Commission européenne pour rendre l’Union européenne climatiquement neutre d’ici 2050. Le Deal est le cadre européen permettant d’aborder la problématique climatique.
Un élément marquant est l’attention accordée à l’économie circulaire, l’un des plus grands défis de notre époque. On perçoit aujourd’hui – heureusement – de nombreuses initiatives dans ce sens, à tous les niveaux possibles. Cette diversité est aussi perçue sur le plan géographique: les initiatives sont supranationales voire très régionales. En soi, c’est bien, mais cela demande et mérite un large soutien.
A l’instar de la problématique climatique qui ne peut être abordée qu’à l’échelle mondiale, on ne peut réaliser une économie circulaire que globalement. Ce n’est donc pas un hasard si les Nations Unies incluent fréquemment l’économie circulaire dans ses objectifs. C’est pratiquement toujours le cas dans leur 17 Objectifs de Développement Durable.
Au niveau européen, le rapport ESG devient incontournable. Aujourd’hui, 12.000 entreprises ont l’obligation de soumettre un rapport sur leurs performances ESG (Environmental, Social, Governance), et d’ici cinq ans, cette obligation entrera en vigueur pour les PME. La collaboration devient donc cruciale pour accorder les violons et maximiser l’impact d’une approche circulaire. Les premières initiatives sont prises dans ce sens.
En Flandre, le partenariat public-privé ‘Vlaanderen Circulair’ est mis en place sous la direction de l’OVAM et d’Indaver. Il s’intéresse à la transition vers une économie circulaire et peut agir comme stimulateur et inspirateur d’une économie circulaire locale. Les choses bougent aussi dans d’autres parties du pays et on ne peut que s’en féliciter car aucune initiative locale ne peut suffire à résoudre une problématique globale. La nécessité d’approches plus intégrées et donc durables n’en est que soulignée.
www.vito.be
Dirk Fransaer est administrateur délégué de VITO
Établi à Mol en Campine, le VITO (Vlaamse Instelling voor Technologisch Onderzoek) est un organisme de recherche indépendant actif dans les technologies propres et le développement durable. La transition vers une économie circulaire est l’un des principaux domaines de recherche. Le VITO se consacre tant à la recherche technologique et la séparation et valorisation de flux de déchets que la recherche de mesures stratégiques et d’une gestion innovante en tant que composants utiles à une économie circulaire.
ATB Automation
Mechanics Motion Control

