
27 minute read
ISHIDA


New weigher spearheads Ishida solutions to meet latest market challenges
The launch of a brand-new range of multihead weighers will form the centrepiece of the Ishida Europe stand at this year’s Gulfood Manufacturing exhibition in Dubai.
Full details will be released at the show, but Ishida says the new range, the company’s 11th generation multihead weigher, will deliver unsurpassed levels of speed and accuracy, particularly in the handling of more challenging products.
The stand will also highlight some of Ishida’s other latest developments in weighing, packing and quality control solutions. With global markets facing challenges such as labour shortages and fast-rising raw material and energy prices, Ishida will demonstrate how its equipment can help packing lines become leaner and more efficient, increasing yields, throughput and energy-efficiency while meeting the strictest quality standards of the retail sector. These benefits will help manufacturers maximise opportunities and respond to the latest market trends in fast-moving and competitive food markets.
Highlights include the world’s first and only single-source fully integrated snacks packing system; an entry-level



Ishida IX-G2-F
multihead weigher, emphasising the breadth of Ishida’s offering in this sector; and two X-ray inspection systems from its extensive quality control solutions portfolio.
The Inspira iTPS combines the company’s top-of-the range RV multihead weigher with its high-performance Inspira rotary bagmaker. The system delivers almost zero giveaway and greater than 99% efficiency at speeds of up to 200 bags per minute (bpm) for extruded snacks and up to 150 bpm for potato chips. Advanced software and servo-controlled variable seal time, jaw temperature and jaw pressure enable the bagmaker to handle a variety of films, including standard, metallised, recyclable and biodegradable, as well as gusseted and block bottom bags, with minimal change parts.

The Inspira comes equipped with Ishida’s proven iTPS™ software which facilitates full integration with other Ishida weighing and inspection systems. It is being shown with an integrated Ishida TSC sealtester and force balance checkweigher to offer a high-speed solution for leak detection, fill level monitoring and pack weight control. In addition, the TSC sealtester is specified with AAF (Auto Air-Fill) feedback software that automatically monitors and adjusts the pack inflation level on the bagmaker. Ishida’s CHW-214 multihead weigher offers an entry level option that is ideal for growing food businesses who are looking to expand their capacity and harness automation for the first time. It delivers excellent value and a fast return on investment, typically achieving payback within one year. The weigher can handle dry, free flowing products such as snacks, cereals, biscuits, confectionery and pasta, at speeds of up to 90 packs per minute.
The two advanced Ishida X-ray inspection systems offer food manufacturers powerful quality control and food safety solutions. The IX-G2-F Dual Energy can reliably detect low-density wish, rib and fan bones in unpacked chicken fillets at up to 400 per minute. The machine can also carry out detection in uneven and overlapping products, reducing product waste by minimising false detection. The Ishida IX-GN-4044-S provides best-in-class foreign body detection and quality control for a wide range of packed and unpacked products, ensuring unrivalled food safety and brand protection. The machine can identify a large variety of foreign bodies such as aluminium, tin, glass, stone, hard rubber, dense plastic, Teflon, PVC, bones and shells at high inspection speeds, while Ishida’s Genetic Algorithm (GA) technology enables operators to optimise the X-ray system for greater sensitivity to specific foreign bodies.
Other quality control functions available on the machine include counting components, weight estimation, and spotting missing or broken items, product voids and deformations.

Both X-ray systems come with Ishida’s comprehensive service package, that delivers a guaranteed Total Cost of Ownership of less than 3% per annum over a five-year period.
Inspira rotary back of machine
Bulk bag discharger ups efficiency of cocoa powder line
From locally grown cocoa beans, Singapore-listed JB Cocoa manufactures and markets cocoa butter, cocoa powder and cocoa mass. Located 30 km from the port of Surabaya in the province of East Java, Indonesia, JB Cocoa’s facility can process 50,000 tonnes of cocoa beans annually.
The beans are cleaned, roasted and winnowed to separate the cocoa nibs, which are treated to enhance flavour and colour. The nibs are then ground into cocoa liquor, which is squeezed by a “butter press” to yield cocoa butter used in making chocolate, and crumbled cocoa “presscake” that is pulverised into cocoa powder.
A portion of the presscake is shipped directly to customers in 1 tonne bulk bags, but most is processed into cocoa powder and packaged in handheld sacks.
RAPID DISCHARGING FROM BULK BAGS DUST-FREE
To increase efficiency of the cocoa powder line, the plant installed a Flexicon BULKOUT® BFC-C-X bulk bag discharger to handle loose cocoa presscake being put in storage before being reduced to powder and packaged for customers
The discharger is configured with an electric hoist and trolley that ride on a cantilevered I-beam, allowing bulk bags to be loaded into the frame without the need for a forklift.
To connect a bag, the operator slips the bag straps into four Z-Clip™ strap holders of a bag lifting frame, and uses a pendant to hoist the bag into the discharger frame. A Tele-Tube™ telescoping tube pneumatically raises a Spout-Lock™ clamp ring, allowing an operator to make a highintegrity sealed connection between the clean side of the bag spout and the clean side of the equipment.
With the bag spout secured, the operator pulls its drawstring, allowing presscake to discharge into the surge hopper.
Releasing the telescoping tube’s air pressure allows the clamp ring to maintain constant downward tension by gravity as the bag empties and elongates to promote material flow. Additional flow promotion is provided by Flow-Flexer™ bag activators that raise and lower opposite sides of the bag bottom to promote complete discharge through the bag spout. The 226 l capacity surge hopper with top-mounted enclosure is vented to a side-mounted Bag-Vac™ dust collector that creates negative pressure within the sealed system to prevent displaced air and dust from escaping into the plant environment.
The enclosure also serves to contain spillage that might otherwise escape through seams in the bag and folds in the spout, and is equipped with a hinged access door and folding bag shelf, allowing manual dumping of under-filled sacks.
A rotary valve at the hopper outlet metres the presscake into a pneumatic conveying line that moves it to a storage silo. From there, it is mixed and milled into six different recipes of cocoa powder and packed into 25 kg bags.



ACHIEVING PLANT HYGIENE AND EFFICIENCY
Constructed of stainless steel finished to sanitary standards, the discharger is certified for operation in food-grade environments. “The use of the Flexicon bulk bag discharger provides a safe and hygienic way to unload cocoa cake from bulk bags.” said JB Cocoa’s Redi Koerniawan. “It ensures efficient unloading with little to no dust released into the processing environment.”
Snap-on’s Level 5 tool management system guards against FOD
Engineers and technicians working in the food and drink processing and packaging industries are well aware of the possible consequences of tools going missing. Foreign object damage (FOD) is a threat in any manufacturing or line maintenance workplace, especially those where food or drinks are being produced.
Keeping track of every tool and item of equipment presents a major challenge, making professional tool storage and management more important than ever. Snap-on Industrial’s Level 5™ automated tool management system constantly tracks every tool, advising with voice announcements which tools have been removed or when they are returned, ensuring greater protection against FOD.
It also enables engineers and technicians to find every tool they need quickly, saving time and easing stress. Major benefits of the system include: • No individual tool scanning required; • No RFID tags to install or replace; • No limitations on tool size: from ¼” screwdriver bit upwards; • Intuitive interface, via touchscreen; • Audible voice confirmation of tool removal and replacement; • Automatic locking for maximum security; • Errors announced and displayed to indicate incorrect tool position or advise when a drawer is not closed.

Says Richard Packham, Director UK & Europe for Snap-on Industrial: “Snap-on’s automated system takes tool management to an entirely new level. The ability to monitor several boxes from one central computer offers managers a huge time saving advantage.”
For more information visit: www.snapon-industrial.co.uk; call (01536) 413904 or e-mail: industrialuk@snapon.com

Accelerating Cleaning, Safeguarding Results & Reducing Risk in Pilot Plants
A UK Pet food Manufacturer contacted us requiring 4 easy clean high viscosity transfer pumps for the transfer of tallow in a pilot plant being used in a new blend of pet food. Tallow – an animal fat from Beef or Mutton which has had its moisture removed extending its shelf life, has a dry waxy texture, is solid at room temperature and is rich in vitamins and flavour.
Pilot plants are a smaller scale version of a newly designed production facility which are built for the testing of methods, procedures, ensuring the intended design produces the outcome or recipe they require and for proof of concept for investors before a much larger design is produced requiring heavy investment.
As the customer was trialing several recipes of pet food, they wanted to guarantee batch results, accelerate the speed of cleaning between differing blends as well ensure bacterial contamination was not incurred.
PET FOOD SAFETY STANDARDS
Pet food is subject food safety standards with requirements for producers to identify Risks, perform Hazard Analysis and ensure Critical Control Points known has HACCP are adhered to. Producers are required to undertake bacteriological sampling frequently as well as have a safety management system.
Typically in such plants, industrial stainless steel pumps are used which are constructed in standard stainless steel which are not easily cleanable.
The customer wanted a variable flow pump where flow could be reduced by up to two thirds, yet pressures remain consistent at up to 6 Bar. They also wanted a pump which was easily cleanable when mounted on a skid frame forming part of the plant design. North Ridge specified and supplied 4 Hygienic Progressing Cavity Pumps for this pilot plant with well-polished internal parts to ensure parts could be cleaned and sanitized effectively in minimal time frames.
As the customer wanted to automate cleaning, ensure plant uptime was maximised and fully disinfect pumps between batches, the pump was manufactured from AISI316L then Polished to Ra1.6-3.2um (a micron polishing level).
Various polishing levels are available to buff pump internal parts with some of the most common standards listed above:
Polishing a pumps internal stainless steel parts enables internal parts to be easily sanitized, and ensure that pumped media is easily removed from the body or moving parts. It also ensures the pumps internal hygiene can be maintained via Cleaning in Place (CIP) or Sterilisation in Place (SIP) without dismantling of the pump for manual intervention.
Furthermore a hygienic Open pin joint ensures superior sanitation, with lubrication of this joint is provided by the pumped product, preventing the introduction of cross contamination from lubricants. It can be quickly maintained, assembled and dismantled without the need for tools.
This is important as pet food is subject to similar controls to that of feed for livestock in particular with additives, animal origin and bacteria levels to reduce the risk to public and animal health.
The unit was coupled to a geared motor as progressive cavity pumps require high starting torque, . this design of motor multiplies the output torque without increasing the power consumption of the motor.
The pumps were assembled on AISI304L baseplates, supplied and delivered within 6 weeks from order.
If you are looking to accelerate cleaning in place, automate pump cleaning or reduce risk visit www.northridgepumps.com or call 01773 302 660 to see how we can help. With over 100 application case studies, we know how to get it right.
Nominal Grit Size Standard BS 1449 Pt. 2 80 – 100 3A
180 3B
240
320 4
5
590 – 630 7
800 8 Standard EN 1088-2 1G/2G

2J
1J/2J
1K/2K
2P
1P/2P Description / Appearance Ground Ra nom 2.5 μm Ground Ra nom 1.25 μm Dull Polish nom 0.6 μm Satin Polish Ra >0.5 μm Bright Polish Ra nom 0.05 μm Mirror Finish Ra nom 0.05 μm
We’re pump specialists, so you don’t need to be


Sanitary Pumps Engineered for Your Process
Optimise performance with specialist support




Whether you’re dealing with clogging, separation, downtime, or other issue - it’s costly. Time wasted troubleshooting and lower production mean missed targets and less profit. A sanitary pump is the solution but choosing the right one feels like stepping into a minefield. You know what you need it to do but with so many options, it’s difficult to know which is best for your process and parameters.
+ Accelerated stator wear + Clogging + Changes to fluid consistency + Clean-in-place and sterilise-in-place hygiene issues + Crushing of sensitive products + Inconsistency in finished product + Inaccurate transfer of flavourings or ingredients + Liquid separation + Seal wear or failure We’ve been engineering sanitary pumps for sectors such as distilling, brewing, food manufacturing/processing, and more, for 20+ years. We understand industry-specific processes and know what it takes to optimise performance through better-suited pump design - giving you complete peace of mind.
EXPERT GUIDANCE:
Our expert engineers understand your process and guide you through the options, so you can confidently select the most suitable sanitary pump.
EXAMPLE PRODUCTS:
+ Abrasive mixtures + Creams, milk & ice cream + Edible oils & fats + Fish & meat + Fruits eg. cooked apples, plums, berries, grapes + Grains & seeds + Pastes & purees + Syrups, juices & alcohols + Vegetables & peelings + Waste eg. trimmings, packaging & offcuts + Sheer sensitive liquids + Solid laden or viscous mixtures
Replacing ambient air in Modified Atmosphere Packaging (MAP) with a mix mainly consisting of nitrogen can save the food industry a lot of headache. With the ever increasing cost of carbon dioxide coupled with various supply chain issues, switching to on-site nitrogen generation seems like a great alternative to traditional ways of packaging.
Protecting food and drink with nitrogen
During the packaging process, nitrogen is often picked above other inert gases such as carbon dioxide and argon, as it is colourless and odourless.
With on-site gas generation, food and beverage processing plants can benefit from increased production efficiency and lower manufacturing costs as compared to bottled or liquid gas solutions.
Using Pneumatech nitrogen gas generators provides food and beverage manufacturers with many benefits such as:

• Lower cost - The costs of a cubic meter of on-site generated nitrogen is significantly lower than that of bottled or liquid gas.
• Independence and price certainty – On-site nitrogen production can be easily calculated, with no need for entering into long-term supply chain contracts with fluctuating supply prices.
• Increased quality - On-site gas generation allows you to select the right gas purity for your application. Delivered bottled nitrogen is only available in a very high purity that most users do not need.
• Sustainability - Bottled or liquid gas deliveries come with significant transport emissions. Pneumatech’s on-site generators further reduce your carbon footprint by minimising the need for deliveries and helping you to monitor your energy consumption. 24 FDPP - www.fdpp.co.uk

• Supply chain control - Buying your oxygen or nitrogen means you are dependent on third parties. On-site generation gives you complete control and a continuous, reliable supply of your mission-critical industrial gas.
• Simplified logistics - The purchase of bottled nitrogen poses various logistical challenges. Everything from ordering and receiving the bottles to storing and replacing them requires time, space and labour. And that is if everything goes smoothly. On-site gas generation removes all of these challenges.
• Scalability - Are you planning to grow your business? An on-site gas generator offers the required flexibility.
Nitrogen generators to suit your needs
Pneumatech have a wide range of nitrogen generators available and ready to suit your business needs, typically seeing payback within two to three years of your initial investment.
For smaller users, Pneumatech offers the PMNG HE, a highly efficient generator using membrane technology. PMNG HE is a simple and easy to run small nitrogen generator with great reliability and potential huge cost savings.
You can learn more about our PMNG HE here: https://www.pneumatech. com/en-uk/gas-generators/ membrane-nitrogen-generators/ pmng-membrane-nitrogengenerators-4-40-he
For the larger users, Pneumatech offers PPNG series, premium on-site nitrogen generators for high to low flows. PPNG is Pneumatech’s most efficient nitrogen generator with the lowest life cycle cost - perfect to keep your production running smoothly.
If you want to find out more information about the PPNG series click here: https://www.pneumatech. com/en-uk/gas-generators/psanitrogen-generators
To view the full range of Pneumatech nitrogen generators visit www.pneumatech.com/en-uk/gasgenerators.
AIR TREATMENT – DRYERS
Quality compressed air for your food production
Removing harmful contaminants and excess moisture is of vital importance for food industry manufacturers. Pneumatech air treatment products have been designed to deliver quality air standard that is required for their needs. With food grade filters and dryers compatible with compressed air quality standard ISO 8573-1:2010 food manufacturers can now take control of their air quality and tackle the risks of cross-contamination.
Compressed air filtration for food industry
Contaminants are bound to creep in and develop in any compressed air system used for food production. Air contamination can develop at various stages during the manufacturing cycle:
• The atmosphere: The ambient air that is pulled in by the compressor contains particulate matter, water and oil vapour or micro-organisms.
• Air compressor: The compression process can add its own contaminants, notably oil vapour, oil aerosols, and liquid oil.
• Air receiver and piping: The accumulated contaminants from the earlier stages inevitably end up in the receiver as well as the distribution piping. This can lead to the growth of micro-organisms; the resulting chemical reactions can cause pipe scale and rust.
Pneumatech has developed a series of air filters to ensure the quality of compressed air used in food production including:
• Coalescing filters screening out oil aerosols and wet particulates
• Dust removal filters removing dry particulate
• Adsorption activated carbon filters removing oil vapour
Creating clean, dry, and high-quality air is of paramount importance in the food industry. Compressed air is used anywhere from the packaging systems, mixing, cutting, and drying of ingredients, to transportation and propulsion of food. All these operations bring compressed air into contact with the product either directly or indirectly and must adhere to strict quality standards.
Pneumatech has developed a series of ISO 8573-1:2010 certified air treatment solutions for food manufacturers to tackle these challenges and help them improve the quality and crosscontamination issues.
Leading safety guidelines concur on the need to remove moisture wherever possible. This typically means maintaining a pressure dew point of at least -26° C/-15°F (to limit microbial growth). Filtration with a minimum DOP efficiency of 99.999% should be set up at every point where the air might affect the product.
When removing water and moisture from the air, Pneumatech offers a variety of adsorption dryers that to suit various sizes of food production businesses. Pneumatech products can ensure the Compressed Air System is fully compliant with the HACCP Process to Achieve Food & Beverage Grade Compressed Air.
For smaller users the PH 45-690 HE is perfect raising the bar in efficiency, reliability, low maintenance and versatility. Thanks to its ground breaking structured desiccant, Pneumatech’s PH 45-690 HE adsorption dryer offers unprecedented benefits and the lowest cost of ownership. It is the most efficient dryer available on the market today with an optimal, even air flow and low pressure drop.
Because structured desiccant decays at a much slower rate than desiccant beads, the PH HE’s service intervals are 40% longer. The desiccant blocks also make maintenance much faster and easier.
For larger users the PB 210-635 HE is a great choice using its heated blower purge to remove moisture from the desiccant material.

To view the full range of Pneumatech adsorption dryers and air filters visit https://www.pneumatech.com/en-uk . FDPP - www.fdpp.co.uk 25
AA pp oo ll ll oo RR oo oo tt CC aa uu ss ee AA nn aa ll yy ss ii ss ™ ™ M M ee tt hh oo dd oo ll oo gg yy

AboutAbout TheThe MethodMethod
The Apollo Root Cause Analysis Methodology is a new way of thinking that goes far beyond the traditional root cause analysis problem solving processes. It facilitates the creation of a common reality, using input from all stakeholders to produce an evidencebased understanding of the problem and ensures your solutions address proven causes and prevents recurrence. The Apollo Root Cause Analysis Methodology is a 4 step process which facilitates a thorough incident investigation. It makes problem solving easy and gives those who have been trained the skills to solve real world problems faster, more efficiently and effectively every time. Helping you to solve real world The Apollo Root Cause Analysis Methodology is a new problems faster, way root of thin cause king anal that ysis goes far problem beyond the traditiona solving processes. It l more efficiently facilitates the creation of a common reality, using and effectively input f based rom all stakeho understanding lders to produc of the problem e a an nd evidenceensures every time. your solutions address proven causes and prevents recurrence. The Apollo Root Cause Analysis Methodology is a 4 step process which facilitates a thorough incident investigation. It makes problem solving easy and gives those who have been trained the skills to solve real world problems faster, more efficiently and effectively every time.
KeyKey AdvantagesAdvantages OverOver OtherOther MethodsMethods
CreateCreate aa commoncommon realityreality andand gaingain buy-inbuy-in fromfrom allall stakeholdersstakeholders EliminateEliminate recurringrecurring problemsproblems throughthrough identifyingidentifying allall thethe solutionssolutions GetGet aa definitedefinite resultresult -- knowknow whenwhen aa problemproblem isis solvedsolved StudentsStudents learnlearn byby doingdoing withwith interactiveinteractive trainingtraining coursescourses RealityChartingRealityCharting SoftwareSoftware toto makemake documentationdocumentation andand reportingreporting easiereasier
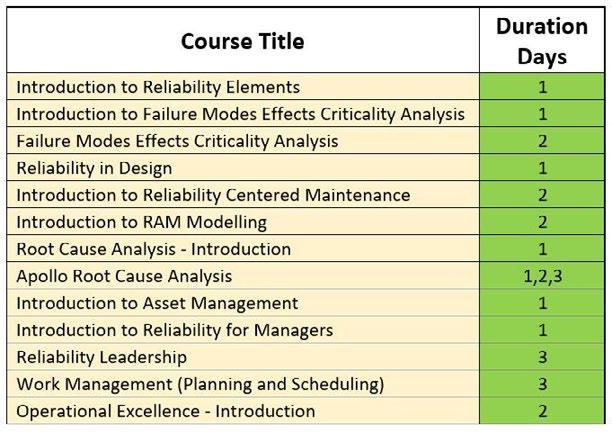
TRAININGTRAINING COURSESCOURSES WeWe offeroffer aa varietyvariety ofof trainingtraining coursescourses inin thethe ApolloApollo RootRoot CauseCause AnalysisAnalysis methodologymethodology whichwhich cancan bebe delivereddelivered atat youryour site,site, oror traineestrainees cancan attendattend oneone ofof ourour publicpublic courses.courses. OnlineOnline trainingtraining isis alsoalso available.available.

R e l i a b i l i t y T r a i n i n g S o l u t i o n s
Quality cost effective training designed to increase individual and organisational productivity
We are happy to discuss your reliability training and personnel development needs to support your reliability improvement and culture development journey.

At Pro-Reliability Solutions we have set out to find ways to harness the power and potential of reliability to industry. Our mission is to support our clients to reach their potential by embedding reliability as an intrinsic part of their corporate fabric and culture.
To deliver and sustain this transformation we have developed a framework for achieving reliability success. This framework is called : Reliability Focus .
The key benefits seen from implementing the elements of Reliability Focus are increased plant availability and personnel engagement, which subsequently releases hidden plant profit.
With Reliability Focus everyone has a part to play. It supports the building of a Reliability focused culture. For organizations to make a positive impact with asset management and reliability improvement, then all departments need to be involved. Just like safety.
This does not mean every department needs to have its own reliability specialist but each does need to have a level of awareness and understanding of how they influence the reliability of an asset and ultimately the performance of the plant and the overall business.
WHO WE WORK WITH


CONTACT US
United Kingdom
3M Buckley Innovation Centre, Firth Street, Huddersfield HD1 3BD T: +44 1484 941068
Ireland
Clonminch Hi Technology Park, Tullamore, Co. Offaly R35A2Y4 T: +353 85 194 34 70
See our Website for latest training dates and information:
Fully-encapsulated non-contact safety switch is suitable for aggressive ambient media in arduous environments

Coded electronic safety systems, like the CES-C14 from machinery safety specialist Euchner, are modern, type-4 (in accordance with BS EN ISO 14119:2013) interlocking devices designed for the protection of people, machines and processes. Their non-contact transponder technology consists of a coded actuator, read head and evaluation electronics which, in the case of the CES-C14, forms a self-contained unit featuring the read head and evaluation electronics to produce a safety switch.
The CES-C14 is ideal for use on safety guards and for the reliable position detection in machine and plant construction. Thanks to its fullyencapsulated design it is, for example, perfect for use in food processing applications where, to combat on-going complications caused by lactose and dairy products damaging exposed equipment in these arduous environments, they can significantly outlast conventional IPrated safety-switches, which increases productivity through reduced downtime and straightforward installation.
The encapsulated, ingress-proof design of Euchner’s unique CES-C14 safety switches comprises a two-part epoxy resin outer shell that has been extensively tested for material resistance, including alkaline and acidic cleaning agents and disinfectants in accordance with ECOLAB specifications. It is supplied with a 20M specially prepared PUR cable sheath that, in addition to a very tough outer shell, offers a high degree of ingress protection including IP67/IP69K for the most arduous of environments, including high-pressure chemical washdowns.
The interlocks are designed with a high level of integrity and can be used in systems up to and including CAT4/PLe (EN ISO 13849-1). With two semiconductor safety-outputs these switches can easily be integrated into most safetyrelated control systems, including where the replacement of existing, less reliable switches is required. For more complex installations CES-C14 interlocks are available with ‘series connection’ connectivity, allowing a chain of compatible interlocks to be wired in series while still achieving up to PLe.
To ensure dependable operation, the CES-C14 switches have a high tolerance to misalignment and can be provided in both Unicode and Multicode versions. Unicode units create a ‘matched pair’ of switch and actuator, to provide a high level of protection against tampering by preventing personnel from manipulating the safety system with a spare actuator. This helps the facility meet the requirements of the safety standards relating to interlocking devices, including BS EN ISO 14119:2013.
To ensure easy diagnosis of misaligned safety gates, the CES-C14 switches have two wide-angle LEDs, which are easily visible through the transparent sleeve and provide straightforward information about the status of each switch.

For further information on the CES-C14 transponder-coded safety switch, email sales@euchner.co.uk or call the Safety Technology Centre on +44 (0)114 256 0123. www.euchner.co.uk

Do You Feel Stuck between a ‘Rock and a Hard Place’? Are Rising Costs Diminishing your Bottom Line Profits?
Instant, prioritised information, giving you end of end visibility of your production processes, can help you to reduce your transformation costs and improve your net profit
Manufacturers of packaged goods everywhere are facing the same dilemma of rising input prices; raw materials, energy prices, increased labour rates, with little or no opportunity to pass on these rising costs to their supermarket customers, who are themselves fighting a price war with other supermarkets.
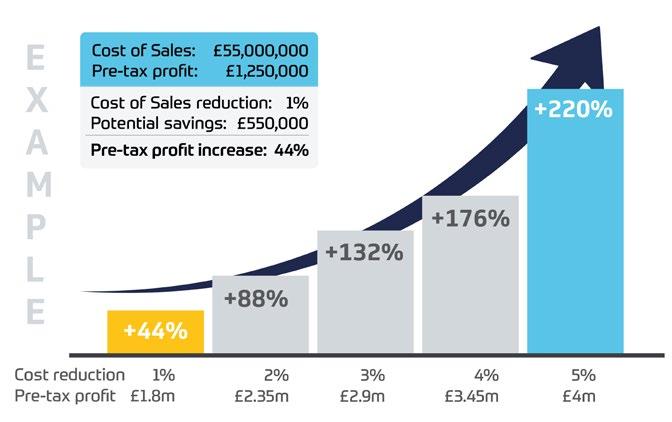
Even if you are fortunate enough to be increasing your sales turnover, with this exponential rise in transformation costs (cost of sales), your bottom-line profit must be under constant attack. With no opportunity to pass on these rising transformation costs, the only place for manufacturers to look is internally, to reduce their own cost of sales by reducing wastage, improving efficiencies and increasing ‘right first time’ production procedures. In order to achieve this, it becomes essential to examine production processes, from goods-in to dispatch, so as to identify areas of added and lost value, to streamline these processes and reduce costs at every opportunity.

DIRECT TRANSFORMATION COSTS FROM INPUTS TO OUTPUTS
Did you know that by reducing your ‘end to end transformation costs’ by a mere 1% could double or triple your net profit?
Harford Control have spent the past 40 years listening to their clients and developing an MES system which helps them do exactly that.
want to achieve during the coming year, but do you have total visibility of production operations, in real time? You might personally be blessed with 20:20 vision, but unless you can see precisely what is happening right now, within your production operations, then it is hard to see how you can expect to achieve your objectives.
The well-worn phrase ‘You cannot improve what you don’t measure’ could also include ‘You can’t improve what you can’t see’
Real time visibility of factory floor operations has now become an essential performance improvement enabler on the road to Operational Excellence.
SUSTAINED CONTINUOUS IMPROVEMENT
Fortunately, the use of the Harford MES system throughout the continuous improvement process, makes stagnation and deterioration totally impossible, without the management team becoming instantly aware of this from their PC, computer tablet or mobile phone, wherever they are. They can find out instantly the current performance status of all their local and remote production lines, timely enough to take action before it’s too late, and ensuring that goods sent out, stay out. Real-time information, instantly displayed across integrated networks and also constantly displayed upon large TV screens in the production area, means that the whole operational team, from top floor to shop floor, see the same information and have the same opportunity to make improvements in real time - no more guess work.

RAPID ROI
As there is, for many companies, such a significant level of wastage contained within the conversion process, to implement a paperless system with such visibility should provide rapid and cost-effective improvements, such that no new money is required. The right system for the right application would be financed from the existing cost of wastage.
Systemisation is therefore absolutely essential for any company seriously intent upon minimisation of risk and wastage and maximisation of Right First Time, at lowest manufactured cost.
Harford MES helps factories eliminate risk, reduce wastage and improve efficiency by turning data into instantly actionable information.

Find out how by contacting us today: www.harfordcontrol.com +44(0)1225 764461








