
14 minute read
i energooszczędne systemy flotacji do oczyszczania wody i ścieków IGF microFLOT z zastosowaniem generatora mikropęcherzyków MicroGas™ EETS – Hybrydowa instalacja chłodzenia autoklawu


Naciśnij i przejdź na naszą stronę www
Hybrydowa instalacja chłodzenia autoklawu
Advertisement
Wstęp
Polski przemysł odpowiada za ok . 40% zużycia energii, tj . 65 TWh (dane GUS na rok 2019) . Szacunkowo połowa tej mocy wykorzystywana jest na procesy cieplne (w tym pompy, sprężarki, wentylatory itp .) . Obniżenie tej wartości można osiągnąć dzięki modernizacji wyeksploatowanych instalacji czy budową nowych energooszczędnych .
Wszystkie branże przemysłowe, jak klimatyzacja, chłodnictwo czy produkcja energii elektrycznej, charakteryzują się emisją ciepła . Część tej energii może zostać odzyskana i wykorzystana ponownie, np . do podgrzewu wody . Pozostała część nieużytecznego ciepła, ze względu na niską zawartość energii musi zostać rozproszona . Przemysłowymi systemami chłodzenia nazywa się układy, w których nadmiar ciepła usuwany jest z medium (woda, glikol, czynnik chłodniczy itp .) jednocześnie obniżając jego temperaturę do wartości temperatury otoczenia . Najczęściej utylizacja ciepła następuje za pomocą wody i/lub powietrza do środowiska zewnętrznego .
Należy zaprojektować i zastosować taki układ chłodzący, który zapewni odpowiednie warunki technologiczne, w tym rozruch, pracę oraz zatrzymanie urządzeń chłodzonych w sposób najefektywniejszy oraz trwały . Czynniki lokalne limitują możliwości projektowe . Do takich czynników zaliczane są klimat, dostępność do wody, przestrzeń dostępną dla konstrukcji oraz lokalizacja i związane z nią ograniczenia, jak emisja hałasu czy zanieczyszczenie otoczenia .
Chłodzenie wyparne
Jednym z najistotniejszych czynników jest jednak klimat lokalny, ponieważ bezpośrednio wpływa na końcową temperaturę medium lub powietrza wykorzystanych jako chłodziwa . Urządzenia chłodnicze projektuje się tak, aby maksymalną wydajność chłodniczą osiągały przy najmniej sprzyjających warunkach otoczenia . Tymi temperaturami są termometr suchy oraz termometr mokry, który zależny jest od wilgotności powietrza .
Zależnie do której temperatury, mokrego czy suchego, projektujemy układ chłodniczy, wyróżniamy chłodzenie suche oraz mokre, również zwane jako wyparne . Dodatkowo można rozróżnić chłodzenie adiabatyczne (inaczej hybrydowe) – czyli połączenie chłodzenia suchego oraz mokrego .
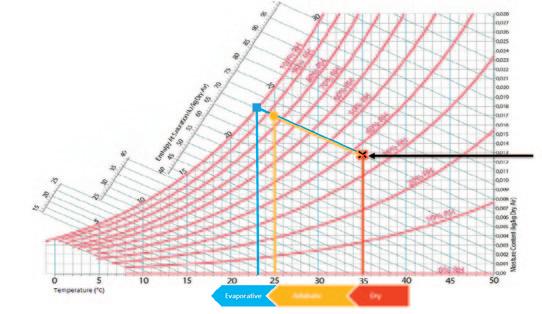
Na wykresie psychometrycznym zaznaczono punkty referencyjne dla poszczególnych sposobów chłodzenia, w tym na czerwono chłodzenie suche (+35°C), na niebiesko wyparne (+23°C) oraz na pomarańczowo adiabatyczne (+25°C) . Strzałka wskazuje początkowe parametry, które są stałe dla wszystkich i wynoszą: • Termometr suchy: +35°C • Wilgotność względna: +35%
Różnica między termometrem mokrym, a suchym dla klimatu polskiego, wynosi ok . 12K . Jest to wartość, która pozwala realnie obniżyć pośrednie jak i bezpośrednie zużycie energii układu chłodniczego .
Chłodzenie wyparne charakteryzuje się wysoką sprawnością cieplną, dzięki wykorzystaniu naturalnego efektu odparowania wody, przy minimalnym zużyciu energii i recyrkulacji ok . 95% wody . Technologie wyparne pozwalają obniżyć temperaturę procesu poniżej temperatury otoczenia (termometr suchy) . W porównaniu do chłodzenia suchym powietrzem, chłodzenie wyparne jest efektywniejsze, ponieważ 1 kilogram wody jest w stanie odebrać 2 200 kJ ciepła (ciepło odparowania) podczas gdy 1 kilogram powietrza tylko ok . 1 kJ na 1 K .
Innym przykładem urządzenia wykorzystującego efekt odparowania wody jest też chłodnia adiabatyczna wyposażona w panel adiabatyczny PVC pokryty wiskozą, zapewniający efektywną pracę układu w trybie mokrym . Wbudowany sterownik automatycznie przełącza tryby pracy
(suchy oraz mokry) urządzenia w sposób najefektywniejszy . Odpowiednia geometria panelu adiabatycznego umożliwia swobodny spływ wody, która nie musi być uzdatniona, ponieważ nie następuje odparowanie wody .
Zastosowanie wiskozy (zwiększona absorpcja wody), w porównaniu z innymi rodzajami paneli adiabatycznych, pozwala na krótkie cykle wodne (kilka sekund co ok . 10-15 minut) . Dzięki temu zużycie wody jest minimalne, a zużycie energii elektrycznej zoptymalizowane do minimum . Dodatkowym atutem zastosowania tego materiału jest brak powstawania zagrożenia zakażenia Legionellą (Legionellozą), co w przypadku zakładów spożywczych jest kluczowe . Jest to możliwe ponieważ dodatkowe zabezpieczenie powierzchni nie pozwala na tworzenie się ognisk bakterii . Dodatkowo sterownik obniża prędkość obrotową wentylatorów w momencie cyklu zwilżania panelu adiabatycznego . Zapobiega to porywaniu kropel wody i jej rozbryzgu . Kolejnym zabezpieczeniem jest cykliczne odświeżanie wody w zbiorniku układu recyrkulacji wody .
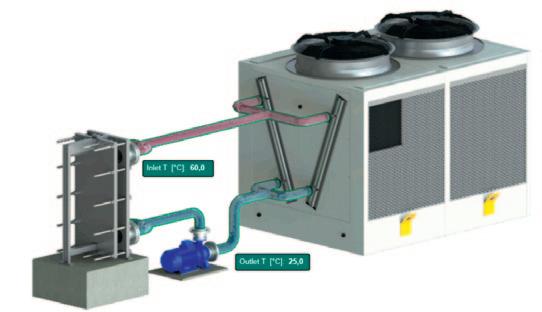
Case study – hybrydowe chłodzenie autoklawu, branża drobiarska
Dla jednego z polskich producentów – lidera w branży drobiarskiej – zaprojektowana i dostarczona została hybrydowa instalacja chłodzenia autoklawu . Najważniejszym zadaniem postawionym przez Klienta było dobranie urządzeń tak aby zużywały jak najmniej mediów, tj . energii elektrycznej oraz wody .
Założenia projektowe: • medium: glikol propylenowy 37%, • wydajność: 480 kW, • temperatura wlotowa medium: +60°C • temperatura wylotowa medium: +20°C • lokalizacja: Poznań
Dzięki oprogramowaniu EcoCooler firmy MITA Cooling Technologies, przygotowano analizę . Analiza polegała na sprawdzeniu rozkładu temperatur otoczenia dla Poznania, co pokazano na poniższym wykresie .
Po przeanalizowaniu wykresu zaproponowano zastosowanie hybrydowej chłodni adiabatycznej PAD-V 2/5 (400 kW) wraz z agregatem wody lodowej Frigofluid (80 kW) . Chłodnię w momencie najwyższych temperatur zewnętrznych dochłodzi glikol do +25°C . Przez mniej niż 200 godzin w ciągu roku agregat dochłodzi glikol z 25°C do wymaganych +20°C . Pozostały czas w roku chłodnia stanowi samodzielne źródło chłodu .
Oprogramowanie pozwala również na przeanalizowanie jaka będzie konsumpcja energii i wody w ciągu całego roku pracy chłodni adiabatycznej . Do takiej analizy przyjęto prace całoroczną na pełnym obciążeniu cieplnym . Poniższy wykres odzwierciedla chwilowe zużycia zależne od temperatury otocznia uwzględniając temperaturę przełączenia między trybem suchym a mokrym .
Po zsumowaniu wszystkich danych, chłodnia zużyje: • 19 584 kWh energii elektrycznej, • 159 m3 wody nieuzdatnionej .



Wnioski
Każda instalacja chłodzenia przemysłowego jest inna . Podczas projektowania i doboru urządzeń należy zwrócić uwagę na szereg aspektów . Finalna instalacja musi zabezpieczać ciągłość produkcji w sposób najbardziej optymalny . Nie zawsze najprostsze oraz najtańsze rozwiązanie jest tym najlepszym . Dla wskazanego profilu temperaturowego można zastosować otwartą wieżę chłodniczą, której CAPEX jest najkorzystniejszy, lecz OPEX już mniej .
Dzięki zastosowaniu połączenia chłodni hybrydowej z agregatem Klient otrzymał energooszczędny układ, który zabezpieczy zapotrzebowanie na chłód w ciągu całego roku, w momencie wysokich jak i niskich temperatur otoczenia . Oprogramowanie, którym dysponuje producent pozwalają na dobór urządzeń w sposób najbardziej dopasowany do danej lokalizacji . Unikalna charakterystyka chłodni PAD-V obniża również koszty związane z serwisem (panel wykonany z trwałego materiału PVC) oraz przygotowaniem wody (brak uzdatniania wody) . Taka instalacja mimo zwiększonego CAPEXu zagwarantuje najniższy możliwy OPEX . Czas zwrotu instalacji przewidziany jest po 2,5 roku pracy instalacji . n
Naciśnij i przejdź na naszą stronę www
EETS Sp. z o.o. Zwrócona 57 57-200 Ząbkowice Śląskie tel .: +48 737 905 031 www.eets.com.pl
Barbara Kawiorska

Naciśnij i przejdź na naszą stronę www
Wykrywanie substancji antybakteryjnych w mleku z zastosowaniem produkowanych w Polsce testów dyfuzyjnych Polutest® M i Polutest® MS
Środki przeciwbakteryjne, a tym antybiotyki są niezbędne w leczeniu wielu chorób u ludzi i zwierząt . Jednak obecność pozostałości substancji o działaniu antybakteryjnym w żywności, w tym w mleku, niesie negatywne następstwa zdrowotne, a pośrednio i ekonomiczne . Skutkiem przyjmowania antybiotyków w takiej formie jest przede wszystkim zwiększone ryzyko występowania reakcji alergicznych oraz zaburzeń funkcjonowania tkanek lub narządów . Nawet małe dawki antybiotyków przyjmowane z żywnością przez dłuższy czas mogą przyczyniać się do powstawania w organizmie ludzkim lekoopornych szczepów bakteryjnych1 .
Oporność na antybiotyki, według szacunków OECD2 może być przyczyną 700 .000 zgonów na całym świecie . Oporność na antybiotyki w porównaniu z sytuacją, kiedy ona nie występowała, przynosi również znaczne straty finansowe . W państwach OECD mogą one osiągnąć w 2050 r . ok .2,9 biliona dolarów . 3
Jak pokazują dane opublikowane przez Europejską Agencję Leków stosowanie antybiotyków w Europie jest ponad dwukrotnie wyższe w leczeniu zwierząt niż ludzi . 4
Kierując się dobrem konsumentów oraz mając na względzie zalecenia organizacji międzynarodowych, wprowadzono regulacje określające zasady użycia antybiotyków w leczeniu zwierząt, których produkty przeznaczone są do konsumpcji, czego wyrazem było m .in . zakazanie stosowania antybiotykowych stymulatorów wzrostu, leków antybakteryjnych o silnym działaniu toksycznym oraz objecie producentów systematyczną kontrolą pozostałości antybiotyków w produktach spożywczych .
1 A. Posyniak, Występowanie antybiotyków w żywności-aspekty prawne i analityczne kontroli pozostałości, ,,Życie Weterynaryjne” 86(9),2011, http://www.vetpol.org.pl/ dmdocumets/ZW%202011_09%20%2008.pdf 2 Organizacja Współpracy Gospodarczej i Rozwoju (ang. Organisation for Economic Cooperation and Development) 3 Konkluzje Rady w sprawie następnych kroków w dziedzinie zwalczania oporności na środki przeciwdrobnoustrojowe w ramach podejścia ,, Jedno zdrowie- konkluzja nr 13 (Dz. Urz. UE C269 z 23.07.2016, str.26) 4 http://www.tygodnik-rolniczy.pl/articles/zwierzeta/ograniczanie-antybiotyków-w-hodowli/
Krowa z zapaleniem gruczołu mlekowego poddana leczeniu lekami przeciwbakteryjnymi, wydziela mleko, które jest niezdatne do przetwórstwa . W takim mleku jest zaburzony rozwój naturalnej flory bakterii kwasu mlekowego . Pozostałości antybiotyków hamują rozwój bakterii fermentacyjnych i zakwasów, w rezultacie czego powstaje produkt o niskiej jakości mikrobiologicznej i niskich walorach smakowych . Mleko z pozostałościami antybiotyków użyte do produkcji serów powoduje poważne wady produktu, uzyskany ser posiada nieprzyjemny zapach oraz wadliwą teksturę i wady organoleptyczne .
Zarówno w kraju jak i w Unii Europejskiej w związku z niebezpieczeństwem zdrowotnym wynikającym z wprowadzenia na rynek produktów z pozostałościami leków weterynaryjnych opracowano szereg programów mających na celu kontrolowanie ilości używanych w leczeniu antybiotyków oraz badanie zjawiska antybiotykooporności . Pro-
blem ten znalazł szerokie zastosowanie wśród wielu światowych organizacji i agencji takich jak: Komisja Europejska pod kierownictwem Europejskiego Urzędu ds . Bezpieczeństwa Żywności ( EFSA), czy też Parlament Europejski, na świecie WHO, FDA . W Polsce problemem zajmuje się PIWET-PIB w Puławach .
Przemysł mleczarski w Polsce rozwija się bardzo prężnie . Za jakość produktu finalnego odpowiada właściwa jakość surowca . Dobry surowiec gwarantuje właściwy przebieg procesów technologicznych, a w rezultacie produkt o wysokich walorach konsumpcyjnych . Regulacje prawne dbają o to, aby każda ze stron miała gwarancję jakości surowca i produktu . Kontrola skupowanego surowca jest nieodzownym elementem prac służb weterynaryjnych w walce z pozostałościami leków weterynaryjnych w mleku .
Kontrola jest sprawowana przez służby weterynaryjne, zakłady mleczarskie i samych hodowców już w gospodarstwie . Jest to idealne rozwiązanie, bo nie pozwala skierować do skupu mleka w sytuacji, kiedy pomimo upływu okresu karencji, pozostałości leku są jeszcze wykrywane . Nie jest to trudne z technicznego punktu widzenia, ponieważ dostępne są niedrogie testy komercyjne, nie jest też wymagane jakieś specjalnie kosztowne wyposażenie . Taka wewnętrzna kontrola producencka nie jest jedyną i zakłady przemysłu mleczarskiego kontrolują surowiec także we własnym zakresie, zwykle przy użyciu szybkich testów receptorowych . Na rynku dostępnych jest wiele tego rodzaju testów, jednak zdecydowana większość z nich wykrywa głownie antybiotyki β-laktamowe lub grupę β-laktamów i tetracyklin . Grupa oligosacharydów, w tym streptomycyna takimi testami nie jest zwykle wykrywana . Zasadą jest, aby w przypadku wyniku dodatniego wykonać dodatkowo badanie z zastosowaniem testu mikrobiologicznego o szerokim spektrum wykrywalności substancji antybakteryjnych oraz dużej czułości zbliżonej do maksymalnych dopuszczalnych poziomów Maximum Residual Limit (MRL) dla badanych substancji .
W świetle prawa substancje przeciwbakteryjne w żywności definiuje Ustawa z dn . 25 .08 .2006r . o Bezpieczeństwie Żywności i Żywienia5 . W art .3 pkt 44 środek spożywczy określa się jako szkodliwy dla zdrowia lub życia człowieka, kiedy zawiera produkty lecznicze weterynaryjne w ilości przekraczającej dopuszczalne limity lub zabronione w rozporządzeniach Unii Europejskiej . Unijne procedury określania maksymalnych limitów pozostałości ( MRL) substancji farmakologicznie czynnych w środkach spożywczych zawarte zostały w Rozporządzeniu Parlamentu Europejskiego i Rady (WE) nr . 470/20096, zaś poziomy tych limitów można znaleźć w Rozporzadzeniu Komisji (UE) nr 37/2010 z dn . 22 .12 .2009r . w sprawie substancji farmakologicznie czynnych i ich klasyfikacji w odniesieniu do MRL w środkach spożywczych pochodzenia zwierzęcego7 .
W kontroli surowca mlecznego w zakładach mleczarskich stosowane są najczęściej komercyjnie dostępne kilkuminutowe testy receptorowe i testy mikrobiologiczne, najczęściej wykorzystujące Bacillus stearothermophilus jako szczep testowy . Aby można było je stosować, muszą one posiadać pozytywną opinię Państwowego Instytutu Weterynaryjnego - Państwowego Instytutu Badawczego w Puławach i być umieszczone w wykazie wyrobów do diagnostyki in vitro stosowanych
5 Ustawa z dnia 25 sierpnia 2006 r. o bezpieczeństwie żywności i żywienia. Tekst jednolity ( Dz.U. z 8 kwietnia 2015 r. poz. 594 ) 6 Rozporządzenie Parlamentu Europejskiego i Rady (WE) nr 479/2009 z 6 maja 2009r. ustanawiające wspólnotowe procedury określania maksymalnych limitów pozostałości substancji farmakologicznie czynnych w środkach spożywczych pochodzenia zwierzęcego oraz uchylające Rozporzadzenie Rady ( EWG) nr 2377/90 oraz zmieniające dyrektywę 2001/82/WE Parlamentu Europejskiego i Rady i rozporządzenie (WE) nr 726/2004
Parlamentu Europejskiego i Rady ( Dz. U. L 152/11 z 16.06.2009r.) 7 Rozporzadzenie Komisji (UE) nr 37/2010 z 22 grudnia 2009r. w sprawie substancji farmakologicznie czynnych i ich klasyfikacji w odniesieniu do maksymalnych limitów pozostałości w srodkach spożywczych pochodzenia zwierzęcego ( Dz. U. L. 15/1 z 20.01.2010r.) w medycynie weterynaryjnej, który prowadzi Główny Lekarz Weterynarii .
Nie ma jednak testów idealnych, pozwalających wykrywać wszystkie pozostałości leków i na wymaganych poziomach .
Powszechnie dostępne na rynku testy mikrobiologiczne to: Delvotest, Polutest, BRtest, Milchtest, Eclipse, Cow Side II, Blue Yellow II, natomiast receptorowe: Beta Star Combo, Charm MRLBLTET, Charm MRLBL, Delvo-X-Press, Twinsensor BT .
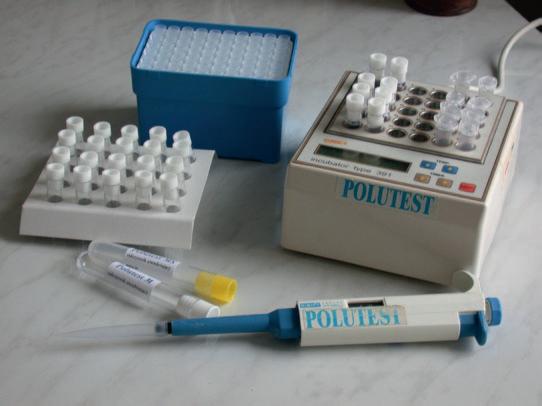
Testy Polutest®M, MS - opis i charakterystyka
Polutest®M, MS to jedyne krajowe testy mikrobiologiczne wykrywające szerokie spektrum pozostałości substancji antybakteryjnych w mleku, posiadające bardzo długi okres trwałości wynoszący 18 miesięcy w temperaturze chłodniczej i przystępną cenę . Tak długa trwałość jest rezultatem bezwodnej formy, jaką osiągnięto dzięki użyciu nie stosowanego dotychczas w metodach mikrobiologicznych żelifikatora tworzącego żel bezpośrednio po uwodnieniu bez ogrzewania . Jako szczep testowy został użyty Geobacillus stearothermophilus ATCC®10149 .
Testy składają się z podstawowego preparatu suchego umieszczonego we fiolce oraz odczynnika uwadniającego dołączanego w probówce . W przypadku Polutestu M jest to jałowa woda destylowana o odpowiednim pH, natomiast w przypadku Polutestu MS roztwór z trimethoprimem pozwalający dodatkowo wykrywać pozostałości sulfonamidów w mleku . Przed wykorzystaniem testu suchy preparat we fiolce należy uwodnić, dodając do niego odczynnik uwadniajacy w ilości 0,3 ml przy użyciu mikropipety a następnie wymieszać przez 3-5 krotne wstrząśnięcie ampułką ruchem wahadłowym bądź kilkukrotne stuknięcie w blat stołu . Bardzo pomocne przy uwadnianiu testów jest użycie mikrowytrząsarki do probówek .
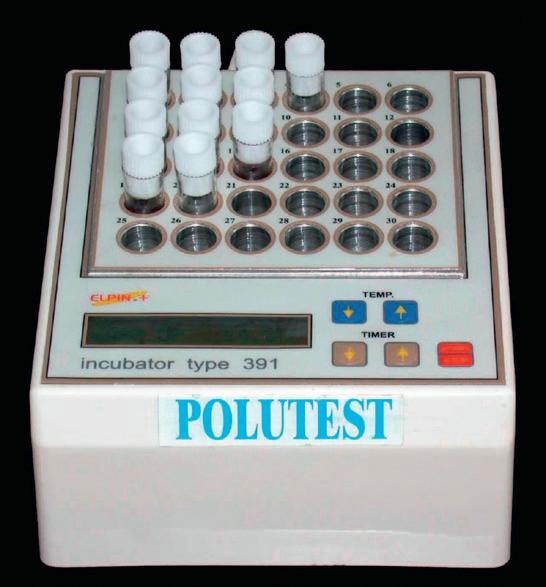
Po żelifikacji na uzyskany żel nanosi się 0,1 ml badanego mleka i inkubuje w bloku grzejnym w temp 64±0,5°C, w łaźni wodnej z wymuszonym ruchem wody w temp . 64±1°C, lub w termostacie z temp . ustawioną na 68 ±1ºC do momentu zmiany barwy z purpurowej na żółto-kremową w próbce kontrolnej, co trwa zwykle dla Polutestu M 3h ±15 min, a dla Polutestu MS - 15 min dłużej . Barwa sino-fioletowa wskazuje na obecność pozostałości substancji hamujacych w mleku, a barwa żólto-kremowa na ich brak .
Substancja antybakteryjna MRL µg/cm³ Polutest® M Polutest® MS
ANTYBIOTYKI µg/cm³
Penicylina Amoxycylina Bacytracyna 0,004 0,0024-0,003 0,0024-0,003 0,004 0,0024-0,003 0,0024-0,003 0,15 0,1-0,2 0,1-0,2
Tetracyklina
0,1 Chlorotetracyklina 0,1 Oksytetracyklina 0,1 Streptomycyna 0,2 0,1-0,2 0,1-0,2 0,2-0,3
0,1-0,2 0,1-0,2 0,2-0,3 0,25-0,5 0,25-0,5
Neomycyna 1,5 0,8-1,0 0,8-1,0
Erytromycyna 0,04 0,4 0,4
Linkomycyna 0,15 0,2-0,3 0,2-0,3
Novobiocyna 0,05 0,1-0,2 0,1-0,2
Kanamycyna Gentamycyna Chloramfenicol 0,15 0,1 0,0 0,1-0,2
0,1-0,2 0,05-0,1 0,05-0,1 2,5-4,0 2,5-4,0
SULFONAMIDY
Sulfametazyna
0,1 Sulfadimetoksyna 0,1 Sulfatiazol 0,1
Sulfadiazyna
0,1 Sulfacetamidyna 0,1 INNE Dapson µg/cm³ 0,0
Trimethoprim 0,05
µg/cm³
0,5-1,0 0,1-0,25 0,1-0,25 0,25-0,50 0,2-0,6
0,05-0,1 0,025-0,04
PREPARATY FARMACEUTYCZNE µg/cm³
Syntarpen Vetimast Nafpenzal MC Lincocin-Forte Pathozone
ŚRODKI DEZYNFEKUJĄCOMYJĄCE
Soda kaustyczna Soda kalcynowana Środki uwalniające chlor Jod ( jodofory) Nadtlenek wodoru Czwartorzędowe związki amonowe 0,02 0,009 0,002 0,02 0,009 0,002
0,2
0,2 0,04-0,05 0,04-0,05
0,06-0,07 0,06-0,07 0,2 0,2
0,1-0,2 0,1-0,2
0,3-0,4
0,3-0,4 0,008-0,01 0,008-0,01 0,2-1,9 0,2-1 .9
Polutest® został wysoko oceniony przez FIL – IDF w międzynarodowych badaniach laboratoryjnych, 1992. Otrzymał „ATUT 2001” za najlepszy produkt Polski Północno-Wschodniej. Uzyskał pozytywną opinię Państwowego Instytutu Weterynaryjnego w Puławach oraz Certyfikat Jakości Głównego Inspektora Weterynarii Ukrainy.
Test wykonany dokładnie, z należytą starannością, gwarantuje prawidłowy, czytelny i powtarzalny wynik oznaczenia .
Polutest® MS pozwala wykrywać w mleku chemioterapeutyki wszystkich grup stosowane w lecznictwie weterynaryjnym .
Test jest konkurencyjny do wytwarzanych w Holandii (Delvotest) odpowiedników . Ma porównywalne wykrywalności na większość substancji antybakteryjnych stosowanych w zestawach leków do leczenia krów .
Międzylaboratoryjne Badania Biegłości w zakresie oznaczania m .in . substancji hamujących zorganizowane w maju 2008 r . przez PIWet Puławy dowiodły, ze powszechnie stosowany na rynku mleczarskim test mikrobiologiczny (wymóg kontraktów handlowych) nie pozwala na wykrycie pozostałości streptomycyny nawet na poziomie 2,5 krotnego MRL . Tymczasem Polutest® MS produkcji krajowej umożliwia wykrywanie pozostałości streptomycyny na poziomie MRL Streptomycyna jest powszechnie stosowana jako składnik leków używanych do leczenia mastitis, stanowi składnik ok . 20% stosowanych leków weterynaryjnych . 8
Polutesty® M i MS zostały opracowane i opatentowane w nieistniejacym już Instytucie Mleczarstwa Stacja Doświadczalna w Olsztynie9 .
Zgłoszone do ochrony prawnej - posiadają prawo ochronne na znak towarowy zarejestrowany w Urzędzie Patentowym R .P10
Na rynku mleczarskim utrzymują się w ciągłej, nie przerwanej sprzedaży od r .1990 .
Obecnie produkowane są w firmie o tej samej nazwie znajdującej się w Olsztyńskim Parku Naukowo-Technologicznym .
Firma POLUTEST jest jednocześnie producentem i dystrybutorem testów .
Zaopatrujemy w testy Zakłady Mleczarskie, Okręgowe Spółdzielnie Mleczarskie, Laboratoria Oceny Mleka, inne laboratoria, hodowców, farmerów .
Wykonujemy oznaczenia wykrywania substancji hamujących Polutestem MS w dostarczonych próbkach mleka wg opracowanych procedur .
Służymy chętnie radą i pomocą w razie jakichkolwiek problemów z wykonaniem oznaczenia .
Zapraszamy wszystkich chętnych do współpracy . n

8 Cichosz G, Pozostałości substancji hamujących w mleku – nie do końca rozwiązany problem, www.lab-mlek.com.pl/artykuly.php 9 Opis Patentowy PL 160080 B1, 02/93, Świadectwo Autorskie o Dokonaniu Wynalazku
UP RP, 1993 10 Świadectwo Ochronne nr 100406, UP RP, 10.07.1998




