Kopiko’s journey to East Java Food Safety Training
Leading in auditing & training
58 DRINKS FOR KIDS
Predictive modelling for freshness
Smart kids’ beverage choices
Innovative kids’ beverages emerge
66
WHAT’S NEW
SA’s latest on-the-shelf products
Packaged Perfection Unwrapped!
Welcome to the October issue of Food Review we keep you abreast with the ins and outs of the F&B industry. As a leading player in the end-of-line packaging industry, Molenaar continues to push the boundaries of technology and system integration, providing flexible solutions to a variety of customers. In an insightful interview, Reinhard Watermeyer, commercial director at Molenaar, offers a glimpse into the company’s approach to addressing challenges, driving innovation, and ensuring seamless operations for their clients worldwide. Molenaar has established itself as a key player in the materials handling space, particularly within the end-of-line packaging sector. For over three decades, SMI has held a dominant position in the global market for end-of-line packaging machinery. Renowned for producing high-performance shrink wrappers, American-style & wrap-around carton packers, and customised multipack and combination packaging machinery, SMI’s commitment to innovation and quality sets them apart from their competitors. Caltech Agencies, a family-owned business, has been a proud partner and agent for SMI in SubSaharan Africa since 1995. With over 200 SMI machines installed across the region, Caltech’s extensive experience with SMI machinery positions them as a leading authority on the brand’s reliability and performance.
The VEGA Minitrac 31, VEGASOURCE 31, and the KV 31 mounting bracket present a failproof solution that effectively addresses the technical complexities associated with high temperature, viscosity, and fouling. By selecting a VEGA solution, producers can achieve accurate real-time density measurements. This leads to better process control, reduced downtime, and superior product quality. The colour of a beverage plays a crucial role in shaping the consumer experience. Alison Donaldson, technical sales manager at EXBERRY® by GNT, explains how colours made from fruits, vegetables, and plants can be used to achieve a broad spectrum of vibrant shades in soft and alcoholic beverages. Between 2019 and 2023, 71% of colours used in soft and alcoholic beverage launches in South Africa were artificial. However, there is now growing momentum towards natural alternatives in line with rapidly evolving consumer demands.
Building 13, The Woodlands Office Park, 20 Woodlands Drive, Woodmead, Sandton PO Box 784698, Sandton 2146 +27 11 867 6111
POSTAL ADDRESS PO Box 784698, Sandton, Johannesburg 2146
Published by New Media, a division of Media24 (Pty) Ltd
MANAGEMENT TEAM
MANAGING DIRECTOR: Aileen Lamb
COMMERCIAL DIRECTOR: Maria Tiganis
STRATEGY DIRECTOR: Andrew Nunneley
CHIEF FINANCIAL OFFICER: Venette Malone
INTERIM CEO: MEDIA24: Raj Lalbahadur
HEAD OFFICE
Cape Town
11 Shelley Road, Salt River, Cape Town PO Box 440, Green Point 8051 +27 021 406 2002
Càndida Giambò-Kruger
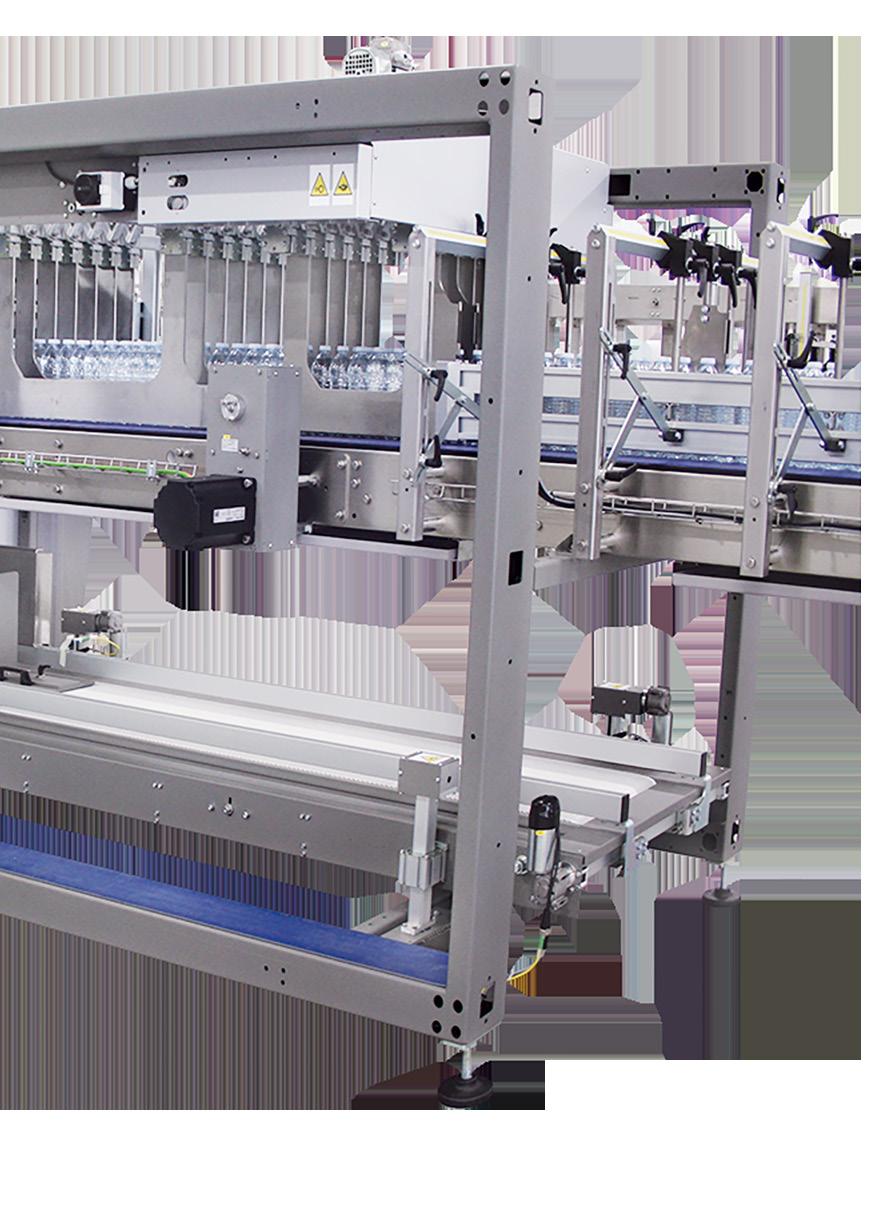
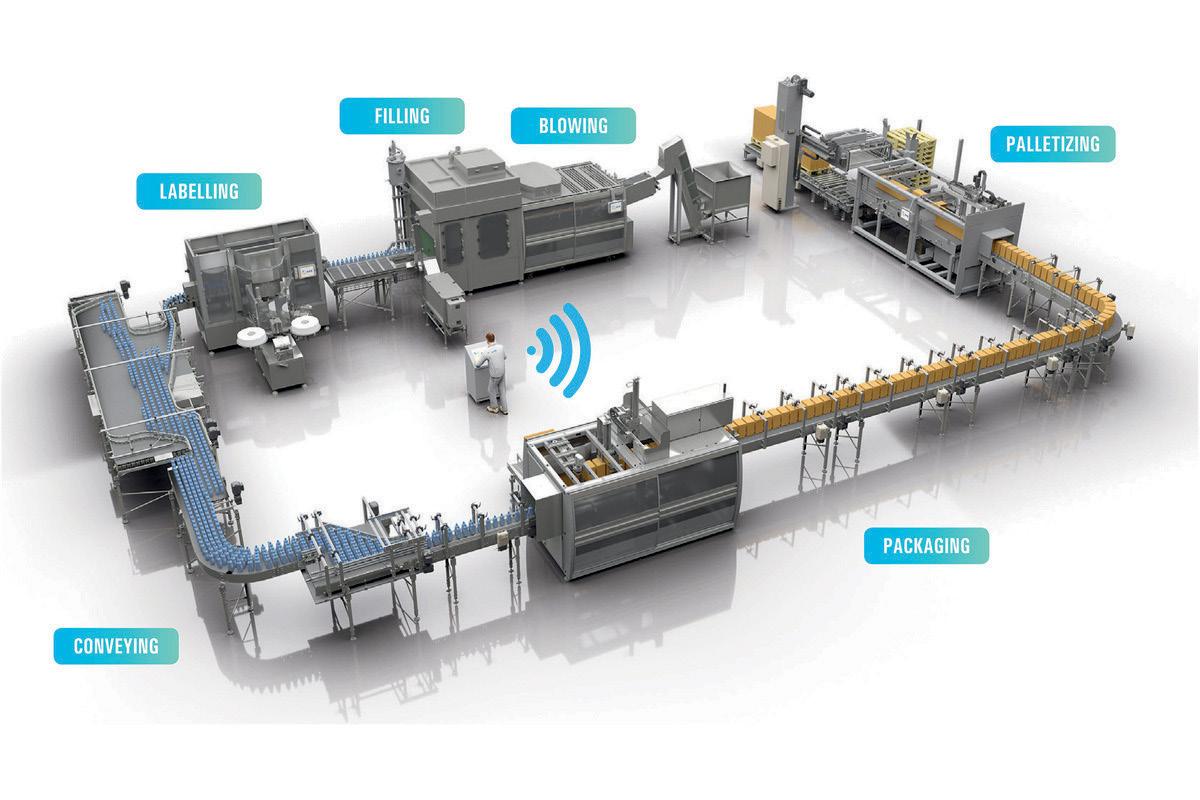
Smart and flexible conveying that keeps your line running smoothly. We provide a wide variety of innovative and dependable conveying and product handling systems to move product through the line as efficiently as possible.
Ideal applications: Everything you need to move your product from A - Z
There’s something so gratifying, almost magical, about the way mushrooms fruit from mycelium to food heroes in mere weeks. And it’s true too for the immense love and support expressed by South Africans to breast cancer survivors through the Power of Pink campaign, which annually affirms that we are all stronger together!
Each October, during Breast Cancer Awareness Month, Pick n Pay stores collaborate with the South African Mushroom Farmers’ Association (SAMFA) – and the public, of course – to offer hope and dignity to underprivileged breast cancer survivors in need of reconstructive breast prostheses by raising funds for Reach for Recovery’s (R4R) Ditto Project.
This non-profit uses the proceeds from the yearly Power of Pink campaign –R1 from each pink punnet of mushrooms sold during October at PnP stores – to buy individually fitted and colour co-ordinated silicone breast moulds for women who have undergone a life-saving mastectomy but cannot afford breast reconstruction.
This is just one of the services offered by R4R, which is run entirely by volunteers who themselves
are breast cancer survivors.
“It’s important for breast cancer survivors to share their journey to remind each other that there is hope, that breast cancer is not a death sentence,” explains Nirri Moethilalh, Chairperson of R4R’s Durban branch.
In 2024, this lively band of survivors supported and visited over 6300 breast cancer patients in state hospitals, handing out more than 2882 care bags filled with information and support items, all funded by the Power of Pink campaign.
But most notably, 868 state patients who had mastectomies and no medical aid, have been fitted with prostheses at no cost to them through the Ditto Project. These silicone forms sell for more than R3500 per mould on the open market but are procured by R4R at an average price of R881 per unit.
“We have done more than we thought we could, but we can see how much we still have to do because there are thousands of women in dire circumstances and in desperate need of our support,” notes Stephné Jacobs, R4R National Chairperson. Visit: FoodReview.co.za for more.
SAPRO AWARDS 2024
On the night of 19 September 2024, the South African Plastics Recycling Organisation (SAPRO) held its annual gala dinner for the SAPRO Awards for the Best Recycled Plastic Products at The Avenue, in the beautiful Cape Town Aquarium. A night of delights was enjoyed by 190 guests from across the recycling value chain, comprising plastic recyclers, converters, brand owners, producer responsibility organisations (PRO’s), research institutions and technology providers.
Guests arrived to canapes and fine sparkling wine sponsored by Spier Wines, while they perused the display of entries for the SAPRO Awards and a demonstration of a Plasticpreneur small scale extruder from Erema.
The SAPRO Awards were made possible by an esteemed group of sponsors. Platinum sponsorship came from Polyco a long-term partner of the SAPRO Awards and South Africa’s largest PRO, representing almost 700 companies’ EPR obligations and financial partner to roughly 70 recycling and 40 recyclables collection companies. Our second platinum sponsor and long-term partner of 7 years was Erema
Africa. Erema supplies top of the range recycling technology to large industrial and small-scale recyclers alike with cutting edge technology, like Vacunite for PET bottle-tobottle and Refresher for HDPE bottle-to-bottle recycling. The Plasticpreneur range for small scale recycling is great for education and awareness raising too. SAPRO was thrilled to be joined by a new silver sponsor, Coperion GmbH, a global recycling technology company offering end-to-end solutions with some specialities being compounding and extrusion systems, including conveying, mixing and feeding.
Our other long-term partners are, Plastics|SA, Packaging SA and Petco.
Sapro – www.sapro.org
WINNERS AND CATEGORIES FOR 2024 ARE AS FOLLOWS: Best Packaging Innovation: XYZ Packaging for their ecofriendly bottle design. Sustainability Award: ABC Corp for their recyclable packaging solutions. Consumer Choice Award: DEF Ltd for their user-friendly packaging.
IS THAT WATER SAFE?
When dining out or attending a conference, you might notice an increasing trend: restaurants, hotels and conference centres are filling and serving water in bottles that appear to be eco-friendly alternatives to traditional bottled water. While they may claim to be a sustainable choice, they raise serious questions about safety, quality and transparency.
The Rising Trend: Refilled Glass Bottles
In an effort to be more environmentally conscious, many venues are opting to refill and serve water in glass bottles. The idea is simple: eliminate single-use plastics by offering a reusable, eco-friendly option. But what do we really know about the water inside these bottles? Is it as safe as the bottled water you buy with the South African National Bottled Water Association (SANBWA) logo? Would a true sustainable solution not be to offer water in a glass or jug? Or is mimicking an established food category while claiming the profits the true motivation?
What’s in the Bottle? Safety Concerns and the Source of the Water
When you purchase bottled water with the SANBWA logo, you’re guaranteed a product that has undergone stringent safety checks, including the source of the water, the
production processes and how the bottle is filled and sealed. This logo ensures the water is safe and compliant with all legal and environmental standards, including correct labelling and a verified shelf life.
In contrast, the water served in refilled glass bottles at public venues often lacks these guarantees. The water is typically sourced from municipal taps, which might be safe to drink, but the safety can be compromised depending on how the water is treated and handled and the cleanliness of the bottles and filling environment. Without proper handling and sanitation, these bottles can become breeding grounds for harmful bacteria and fungi. The pipes, containers and lids involved in refilling can also harbour harmful microorganisms if not thoroughly cleaned and sanitised daily.
For more, visit: FoodReview. co.za
WORLD FOOD DAY
From cooking demonstrations, food tasting, and open dialogues, this World Food Day was an opportunity for the South African NPO, the DO MORE FOUNDATION, to promote better nutrition for South Africa’s young children who needed it most.
enhancing childhood nutrition. We believed that empowering ECD practitioners and cooks to make informed, healthy choices - despite their resource constraints - was essential.
Do More partnered with key early childhood development (ECD) partners, including the Department of Health, to increase the nutrition literacy of 1,000 practitioners and cooks. This year’s initiative underscored the critical need for accessible, affordable, and diverse nutritious foods to address childhood malnutrition. UNICEF reported that 23% of South African children were experiencing severe child food poverty and were at risk of life-threatening malnutrition and its related health complications. World Food Day was used to amplify awareness of the crisis of malnutrition among young children and get ordinary South Africans involved in the solution. Jabu Mthembu-Dlamini, Community Programmes Lead at the Do More Foundation, stated: “As a key focus of our programme, we were committed to
The alarming reality was that 90% of brain growth occurred between birth and age five, and malnutrition during this period could have lasting, devastating effects, including stunting, which hindered cognitive development and ultimately, an individual’s future economic prospects. “Positioning ECD centres as hubs of nutrition and health for young children During the Young Child Forums held quarterly in seven communities across South Africa, Nutritionists from the Department of Health and other relevant organisations conducted cooking demonstrations using a recipe book tailored by UNICEF and the Department of Health for ECD centres. The practitioners and cooks had the opportunity to sample these nutritious meals and received grocery vouchers to recreate them at their centres on World Food Day.
Visit, FoodReview.co.za for more.
Enhancing Safety with BMG’s BIRD
BMG’s Power Transmission division has the solution to avoid dangers during installation and maintenance procedures in many industries. An easy-to-operate rotation device from Gates enhances safety for operators during installation and maintenance processes.
“B“While a drive is shut down and locked out, the BIRD device facilitates safe installation and rotational inspection of the drive.”
rotational inspection of the drive.
MG takes great care during product selection to ensure we are able to offer our customers the latest safety equipment designed to enhance safety onsite, optimise productivity, minimise downtime and extend the service life of every system,” explains Carlo Beukes, BMG’s Power Transmission Division, business unit manager. “Included in BMG’s extensive range of safety products is our handy Gates Belt Installation + Rotation Device - BIRD™ - that has been developed to prevent an operator’s fingers and hands from getting caught in pinch points during routine installation and maintenance. While a drive is shut down and locked out, the BIRD device facilitates safe installation and BMG – www.bmgworld.net
“Prior to the launch of this safety device – operators would need to pull on the belt or grab the edges of the pulley or sprocket to turn the drive during installation or inspection of the drive. Regardless of the
Bizerba Celebrates
care taken, this procedure is dangerous - a split second can lead to a hand or finger being pulled into a pinch point, causing devastating injuries and costly downtime.
“Apart from focusing on safety, our commitment to customers in all sectors is to also to concentrate on Return on Investment. (RoI).
We encourage our customers to implement a preventative maintenance programme across belt drive systems—especially on drives operating under heavy loads, extreme temperatures, high speeds and on critical equipment – to ensure more uptime of production and to extend service life of equipment and components.”
10 Years of Success EVENT
This year, Bizerba celebrates the 10th anniversary of its Market Organisation in South Africa. Since its establishment on May 2, 2014, the weighing technology specialist’s location has grown from a small unit to an essential player in the African market. To mark this milestone, special events were held in Cape Town and Johannesburg to celebrate with customers and partners. In addition to classic machines for the food industry, Bizerba Southern Africa now also offers intelligent solutions for the retail sector.
The Market Organisation was founded to regain lost market share following Bizerba’s withdrawal in the late 1990s. Initially focused on retail, the organisation has shifted its emphasis in recent years to the industrial and logistics sectors in response to the rapid industrialisation and growing economic importance of South Africa. Today, the Bizerba Southern Africa
offers comprehensive solutions in industrial weighing and pricing, inspection, and logistics, integrated with local ERP systems and enhanced by an extensive portfolio of solutions for food processing and packaging.
MILESTONES AND ACHIEVEMENTS
Among the outstanding achievements of the past ten years are the installation of complete labelling and inspection lines at leading regional companies such as Cavalier Foods, Lynca Meats, and Lancewood Cheese, as well as international clients like Lactalis. Other milestones include the successful integration of solutions that make Bizerba a holistic provider for food processing, the introduction of zero-waste solutions, and AI-driven object recognition scales at renowned retailers. These successes would not have been possible without the dedication of the growing team, which now numbers 24 employees.
A DYNAMIC AND COMMITTED TEAM
“Our young team embodies creativity, agility, and South African ingenuity while striving for German professionalism and precision,” emphasises Christian Schiess, managing director of Bizerba South Africa. He adds, “This combination of local adaptability and international excellence has enabled us to remain resilient even in challenging economic times.”
CEO & shareholder Andreas W. Kraut adds, “Our success story in South Africa demonstrates that with a dedicated team and a clear focus on our customers’ needs, we can achieve great things. We are proud of what our colleagues in South Africa have accomplished over the past ten years and look forward to many more years of innovation and success.”
To celebrate the 10th anniversary, Bizerba invited customers, partners, and suppliers to open days in Cape Town earlier this month and Johannesburg hosted theirs on 23 & 23 August 2024.
Danone Impact Summit 2024 Highlights
The Danone Impact Summit 2024 held at the Melrose Arch showed clear commitments of the status and roadmap to provide health through food to as many people as possible, to preserve and regenerate nature and to help people and communities thrive.
150 participants including government, NGOs and health experts were convinced by the adage of ‘what gets measured gets done’. Hendrik Born, general manager at Danone had a sense of openness and urgency to work through an ecosystem of partners. He expressed his pride and appreciation when he told the audience that “Achieving our goals can only be made possible through a collaboration to co-create solutions. We already have well-established affiliates and have achieved our goal of providing healthier and tasty food options because we have worked with dietitians and researchers. We are proud to have one of the best research centres in the world based in Paris, housing unique ferments that we use in making our yoghurts”.
Dr Stephan Peters from the Dutch Dairy Association supported the health benefits of fermented food and in particular yoghurt and the good gut bacteria it contains. His data was convincing that this dairy matrix has added benefits in protecting against colorectal,
“Achieving our goals can only be made possible through a collaboration to co-create solutions.”
cardiovascular, and diabetic diseases, while increasing bone health. This Summit follows his presentation made in Durban to 400 dietitians at the Nutrition Congress advocating for the daily consumption of yoghurt.
REDUCING FOOD WASTE THROUGH PARTNERSHIPS
Ms Leanne Kiezer, registered dietitian and head of corporate affairs for Danone agreed that Danone had a great food base to work. “Every care is taken to make sure that our yoghurt is carefully crafted to add nutrients that are lacking in South Africans’ diets, that the total sugar content of our children’s products is controlled to less than 10 grams per 100g, and that a nutrient profiling tool is
used to limit nutrients of concern.”
Ms. Mamogala Musekene, deputy director general at the Department of Forestry, Fisheries and the Environment, and Andy du Plessis, managing director at Food Forward South Africa, weighed in on their role as partners to reduce food waste. Provided the cold chain is maintained, yoghurt is safe for consumption even after its best before date, and it should not be unnecessarily wasted. Education is key to preventing food waste. Ms. Nosiseko Biko, director of Cycles & Procurement at Danone said, “We have been reducing waste throughout the value chain from farmer, logistics and to retailers. We have also donated 4.5 million servings of dairy foods already this year to feed vulnerable communities. However, South Africa still has a way to go to further reduce food waste,” and she urged people to play their part.
DANONE’S PATH TO B-CORP CERTIFICATION
This sentiment to provide support to others was sealed by ‘Lift as You Rise’ author Bonang Mohale. He tugged at the audience’s conscience to be the catalyst to improve the quality of life and to create holding spaces where people can reclaim their self-worth. He has always been a proponent for the work industries do in serving their communities.
The Summit concluded with the big news of the day: that Danone is in progress to be recognised by the independent and credible BLab to be B-Corp certified. The 500-hour preparation for the audit measured the business’s social and environmental impact. “The roadmap underpinning the Danone Impact Journey is working. The leaders in our business are keeping us accountable to be a force for good”, concluded Gisela Kruger, communications manager at Danone.
Chemlink SA and Clover SA Unite
Chemlink SA and Clover SA celebrated their merger with a gala dinner, marking Chemlink’s entry into food packaging.
Chemlink SA has recently received their FSSC certification to manufacture foodstuffs, marking a significant milestone in their journey. This achievement has paved the way for an exciting collaboration with Clover SA. To celebrate this development, Chemlink SA recently hosted a gala dinner and ribbon-cutting ceremony at their Midvaal facility, in Gauteng. The event, held at Chemlink’s state-of-the-art facilities in Dalesdale, Randvaal, marked Chemlink’s entry into the food packaging industry and their innovative partnership with Clover SA. The plant has been constructed from the ground up with safety and pleasing aesthetics in mind. They are an accredited member of the Aerosol Manufacturer’s Association of South Africa (AMA) and Howell is a director and the longest-serving member of the association. With its capabilities, experience and available capacity to meet customers’ needs, Chemlink SA has very little downtime. When machines go down, they are immediately replaced with standing units and the faulty ones are personally repaired and restored overnight to fully operational condition by du Plessis.
RIBBON-CUTTING
The gala dinner was attended by various industry players, including The Vaal’s Mayor, Peter Teixeira. Mayor Teixeira, who joined the Democratic Alliance in 2014 and has served in multiple mayoral committee posts, praised Chemlink’s role in uplifting the community and highlighted the Vaal’s zero-tolerance policy towards crime, making it one of the safest municipalities in South Africa. Guests were treated to a delicious dinner accompanied by a live musical performance. Gordon Howell, Chemlink’s Director and Marketing Manager, welcomed everyone and led the ribbon-cutting ceremony alongside Mayor Teixeira. Howell expressed his gratitude to the staff and the Vaal community for their unwavering support.
Clover SA’s Executive: Supply Chain and Distribution, Jacques van Heerden, also addressed the attendees, expressing excitement about the collaboration. He emphasised Clover SA’s confidence in Chemlink’s capabilities and looked forward to a successful partnership. The event not only celebrated the merger but also underscored the potential for growth and innovation in the food packaging industry, promising a bright future for both companies.
ABOUT CHEMLINK
Chemlink opened its doors in March 2014 with four retired business partners who banded together with approximately 150 years of combined experience in the aerosol industry. The company was launched to meet the needs of smaller businesses looking to develop aerosol products, established corporate companies that don’t have aerosol filling facilities, multinationals who outsource their overruns, and companies with unusual production volumes.With a diverse customer base, Chemlink SA adopts a strict code of conduct and confidentiality with each and every client. Integrity is of paramount importance to the business.
“Chemlink SA has recently received their FSSC certification to manufacture foodstuffs, marking a significant milestone in their journey.”
Chemlink SA - Andre du Plessis, Richard Hallam. Vaal Mayor, Peter Teixeira. Clover SA- Jacques van Heerden and Gordon Howell of Chemlink SA.
Expanding Isobionics portfolio with innovative natural flavours
Isobionics®, a brand of BASF Aroma Ingredients, is launching two new natural products on the flavour market. Isobionics Natural alpha-Bisabolene 98 and Isobionics Natural (-)-alpha-Bisabolol 99 are the latest additions to its Isobionics’ portfolio as proof points of its commitment to developing natural flavours driven by customer needs.
“We are delighted to introduce the two new products, which are natural flavours and produced with our cutting-edge fermentation technology. Therefore, they are independent from harvest conditions and pesticide free,” says Toine Janssen, CEO of Isobionics. “This is a major milestone for us and for the flavour industry, as it is the first time that two natural flavours are being launched and marketed together. Building on our cutting-edge fermentation technology we can constantly expand our natural flavour portfolio beyond our well-established citrus products to address further customer and market demands.”
Breaking new ground beyond the citrus portfolio, Isobionics is unlocking a world with new possibilities for food, beverage, and flavour enthusiasts and is proud to introduce the following two products:
• Isobionics Natural (-)-alpha-Bisabolol is a known product, traditionally derived from natural sources and with a complex and captivating aroma profile. Renowned for its delicate floral notes, it offers a subtle hint of chamomile, along with hints of sweet, woody undertones, resulting in a truly unique flavour experience. This groundbreaking innovation allows culinary professionals and beverage creators to boost other flavours such as
Vanillin and Nootkatone to add a distinctive twist to their creations.
• Isobionics Natural alpha-Bisabolene 98 is a breakthrough in the flavour industry as its purity improves better flavour development. Moreover, with its creamy milky flavour, it makes a major contribution to the expansion of the Isobionics’ portfolio.
EXPANDING THE FLAVOURIST PALETTE TO A NEW LEVEL
One of the most exciting aspects of the two new flavour ingredients is their great versatility. These flavour ingredients, produced at very high concentration via fermentation technology can be found not only in citrus essential oils, but also in several
”This is a major milestone for us and for the flavour industry, as it is the first time that two natural flavours are being launched and marketed together.”
other natural oils, such as chamomile, ylangylang, black pepper, and basil oils. The very high quality of our natural flavours opens a world of possibilities for flavour enhancement in a variety of applications. Whether it is adding crispness to mild flavours, complexity to your beverages and confectionery formulations, or a savoury punch to culinary creations, the new products offer limitless potential for creating memorable taste experiences. These natural products, use only renewable raw materials and they are produced via fermentation technology, which makes them independent from harvest conditions and seasonality and free from agricultural residues, thus ensuring a constant quality in your products.
Steffen Götz, vice president of Aroma Ingredients at BASF, highlights the dedication to customer-centric innovation: “Isobionics’s new flavour solutions embody our ongoing commitment to providing sustainable and high-quality ingredients. These new product launches complement and expand the existing portfolio an answer the need for fermentationbased natural flavours. Dedication to providing natural and sustainable flavour solutions forms the core of our new product developments. Our biotech platform plays a significant role in developing future ingredients to deliver exceptional flavour profiles that are geared to consumer preferences.”
The new natural flavours Isobionics Natural alpha-Bisabolene 98 and Isobionics matual (-) – alpha-Bisabolol 99 have now been officially launched. Customers can already reach out to their designated sales contact and schedule an exclusive presentation of the new flavours to experience these extraordinary flavour innovations first hand.
BASF – www.basf.com
At Isobionics®, we offer you access to fermentation-based, high-quality, natural flavor ingredients.
Whether for drinks, confectionaries, or ice creams – delight your customers with the delicious taste and tempting aromas of our natural products:
< Isobionics® Natural Valencene 75
< Isobionics® Natural Valencene 80
< Isobionics® Natural Nootkatone 70
< Isobionics® Natural beta-Farnesene 90
< Isobionics® Natural Germacrene D 85
< Isobionics® Natural (-)-alpha-Bisabolol 99
< Isobionics® Natural alpha-Bisabolene 98
< Isobionics® Natural beta-Bisabolene 90
< Isobionics® Natural beta-Caryophyllene 80
< Isobionics® Natural delta-Cadinene 95
< Isobionics® Natural trans-alpha-Bergamotene 80
Top benefits of our products:
< Premium quality
< Fermentation-based from renewable resources
< Reliable availability, independent of weather or harvest conditions
< EU/US natural
< Kosher and halal certified
< Pesticide-free*
* Regular checks performed according to DIN-EN 15662. List of commodity/ pesticide combination can be made available upon request.
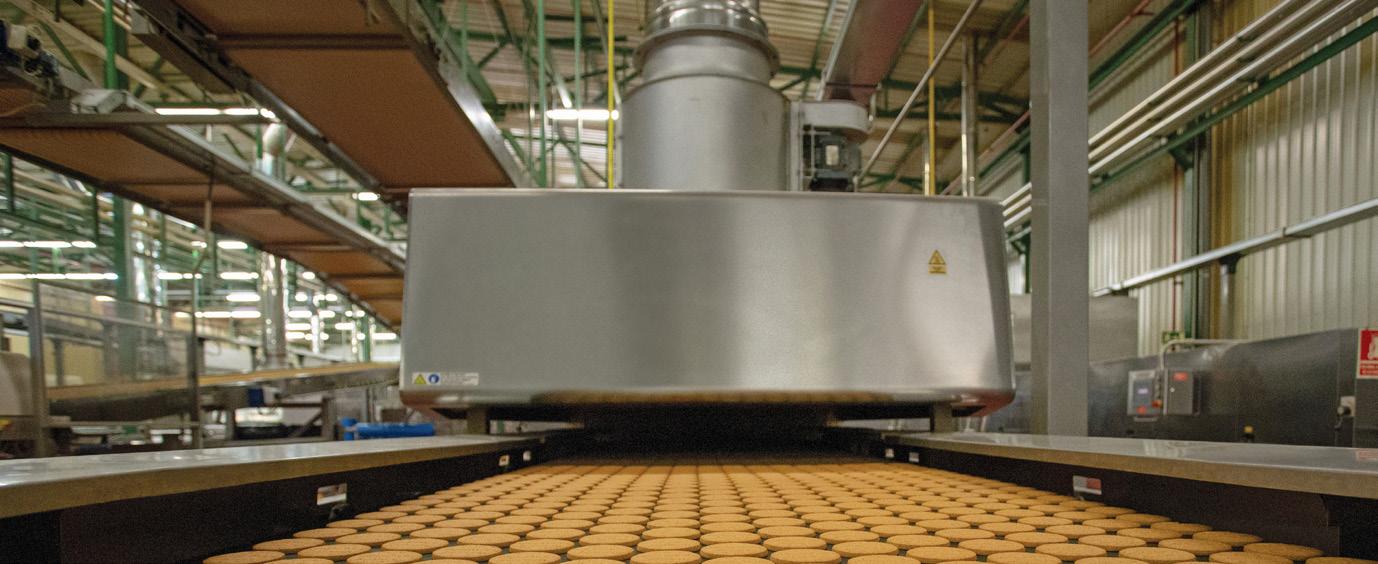
Cocoa powder: elevating confectionery creations
Confectionery, the art of delightfully crafting sweets and chocolates, thrives on an indispensable ingredient: cocoa powder. This versatile and delicious component significantly influences the creation of exquisite confections and opens a world of possibilities for sweet enthusiasts.
INFLUENCE OF COCOA POWDER IN CONFECTIONERY
Cocoa powder, as the heart of chocolate, has an impact on confectionery conferring a unique complete sensory experience and health benefits to conquer this food segment: Deep, rich flavour: Cocoa powder imparts a deep, rich flavour to confectionery products. From brownies to truffles and cakes, cocoa powder adds a chocolatey touch that elevates the taste experience.
From the adult bitter taste to a mouth-rich experience of the food of deep alkalised cocoa powder can create different sensations for every segment.
Colour and presentation: Beyond taste, cocoa powder also influences the appearance of confectionery items. Its dark, earthy hue gives sweets and desserts an enticing and appetising look.
Texture and consistency: Cocoa powder can affect the texture and consistency of confectionery products particularly for a low water activity. Adjusting the fat content and alkalinisation level of the cocoa powder can make cakes softer and fluffier or truffles creamier.
Well-being, healthy: Cocoa powder is considered by humankind a divine food, which is derived from the fruit of the Theobroma plant species. The tremendous benefits
associated with some of its components like theobromine or polyphenols are said to awaken our mind, improve our sport and everyday life performance, and keeps us healthier with better metabolism, an improved immune system or better regulated blood pressure.
All these confers cocoa a higher versatility in extending its use in a wide variety of recipes, from hot beverages like hot chocolate to cake and cookie toppings.
HOW TO USE COCOA POWDER IN CONFECTIONERY
Now that we understand the influence of cocoa powder in confectionery, it’s important to know how to use it effectively:
• Cocoa selection and design: Selecting the right cocoa powder is a crucial step. Apart from selecting apparent colour and organoleptic profile of cocoa powder it is important considering some specific technical parameters which will have an impact on the final product. The pH level, finesse, fat level and wettability should be considered to align with the desired outcome of your confection, ingredient matrix or manufacturing industrial conditions for the final product.
• Combine with other flavours
The colour profile but also taste profile will change depending on the type of cocoa powder. The distinct flavour profile when combining with other flavouring ingredients like vanillin, hazelnut, cinnamon it impacts the sweetness or bitterness profile desired for the final product.
• Quantity of the cocoa powder
Another important variable apart from type would be the percentage of cocoa powder participating or required in the recipe. That quantity will have an impact as well on the type of product selected.
• Test it into the matrix
When selecting cocoa powder, it is desirable to test into the matrix ingredient environment where cocoa powder will be used. Some parameters such as the aeration level of a mousse or baking conditions will have an impact on the final sensation of chocolate both in taste and colour.
• Creative combinations
Experimentation by combining different cocoa powders could be a smart solution to create unique products or even optimise logistical/seasonal challenges.
In conclusion, cocoa powder is a treasure in the world of confectionery. Its rich flavour, versatility, and ability to enhance the texture and appearance of products make it an essential element in any confectionery kitchen. Whether you’re creating indulging confectionery, baking a decadent cake or simply enjoying a cup of hot chocolate on a chilly afternoon, cocoa powder will always be your ally in the quest for culinary pleasure.
YOUR TRUSTED COCOA POWDER PARTNER
As a renowned producer in the industry, Indcresa has a legacy of delivering high quality cocoa powder that consistently meets the demands of confectionery experts. Our commitment to excellence extends through our distributor network, with Brenntag South Africa proudly standing as the trusted partner in bringing Indcresa’s top-tier cocoa powder to confectioners in South Africa.
Bolder beverages with natural colours
Powdered soft drinks are a popular choice and hard to beat for convenience and variety but getting the formulation right to balance a colourful impact with a growing awareness for clean labels can be a challenge.
Whether consumers are looking for soft drinks that are simply refreshing, sugar-free or have a functional benefit, choosing the right colour is important.
Oterra, one of the leaders in natural colours, has introduced six bold new variants to its I-COLORS line to create I-COLORS BOLD, meeting growing demand for vibrant and intense colours while satisfying consumers’ demand for natural ingredients.
BOLDER BEVERAGES
The 10 ultrafine powder colours are particularly well-suited for applications such as powder-based beverages.
I-COLORS BOLD delivers what classic powdered colours can’t – giving intense, vibrant shades to the powder mix that instantly dissolve in water and give bright, eye-catching colours to drinks.
Vibrant and vivid colours are vital part of the process of tasting soft drinks. When the colour and flavour profile match, the whole experience is given a boost.
The powders are all based on natural raw materials and milled to a very small particle size that ensures an efficient, uniform plating of the soft drink mix with no irregular spots. That means the powder looks good straight out of the packet. And the fine particles also ensure that there is no separation during
production, transport or storage to ensure consistently high product quality. And I-COLORS BOLD can be stored in ambient conditions with a long shelf life.
SUPERIOR SNACKS
Healthy snacking is a growing category, and natural colours are close to the top of the list of ingredients that customers check before buying. But the visual impact of the snack out of the bag is vital.
SK Chemtrade - www.skchemtrade.co.za Oterra - www.oterra.com
2024 flavours taste charts insights
Kerry, a global leader in taste and nutrition unveils its 2024 Taste Charts, offering a comprehensive exploration of future tastes across 13 regional markets, providing key insights into flavour trends and innovations shaping the food and beverage sector.
The culmination of Kerry’s yearlong research is a series of incisive, interactive charts created separately for 13 individual regional markets, including some 30 countries in Asia Pacific, Middle East & Africa (APMEA).
The charts list mainstream, key, up-andcoming and emerging tastes across five food and beverage categories, provide an in-depth analysis of the flavours, ingredients and trends that will shape innovation in the food and beverage sector in the year ahead, and inspire product and menu developers worldwide.
To illustrate today’s incredible pace of innovation, Kerry researchers conducted a deep dive into the lifecycles of two longpopular flavours — orange and chocolate — and examined how these mainstream ingredients are evolving into all manner of inventive tasty product offerings around the world. These two case studies demonstrate how popular and traditional tastes worldwide are fusing into new, innovative applications as brands source, combine and recombine flavours and ingredients from other places.
Commenting on the 2024 Asia Pacific (APAC) Taste Charts, Avinash Lal, Market Research and Consumer Insights director, Kerry Asia Pacific, Middle East & Africa (APMEA), said: “The APAC flavour scene is a vibrant tapestry, constantly evolving and influenced by diverse cultural traditions, emerging trends, and evolving consumer preferences. Consumers are rediscovering the magic of their own culinary heritage, seeking
“Think Sichuan peppercorn ice cream in China, Calamansi-infused yogurt in the Philippines, or black sesame latte in Japan.”
out unique regional ingredients and flavour profiles. Think Sichuan peppercorn ice cream in China, Calamansi-infused yogurt in the Philippines, or black sesame latte in Japan.
are getting a modern twist, leading to innovative dishes like charcoal-grilled skewers with fermented chilli paste in Thailand and turmeric latte macarons in India.
OTHER TOP INSIGHTS FOR 2024 FLAVOUR INNOVATION ACROSS ASIA PACIFIC, MIDDLE EAST & AFRICA:
• Fruits such as Yuzu are gaining popularity across multiple markets and applications, with recent launches including Yuzu Gose beers in South Africa, Yuzu and pepper mayonnaise in China, and Yuzu low ABV wines and alcoholic beverages in Australia.
In South Africa, authentic local flavours such as Chicken Dust, creative combinations the likes of chilli lemon/lime, and global culinary influence (jalapeno atchar) reflect the nation’s cultural diversity. Sweet flavour pairings are also gaining popularity, from sweet & salty, sweet & spicy, to sweet & smoky.
• Traditional spices and cooking techniques
• Young consumers are craving bold and unusual flavour combinations, driven by social media’s influence and a desire for novelty. This opens opportunities for sweet-savoury pairings like bacon milkshakes, coffee infused with black garlic, and chocolate bars with wasabi.
• The plant-based revolution is taking off, leading to new demand for creative flavour solutions in meat and dairy alternatives, such as jackfruit rendang in Indonesia, mushroom jerky in Australia, or chickpea falafel with a Middle Eastern twist.
• Passionfruit: considered a niche fruit, this cold beverage flavour appeared in all thirteen different global regions as analysed by the charts. It’s a mainstream ingredient in New Zealand but still only an early-stage emerging flavour in the Middle East.
Soumya Nair, Global Consumer Research and Insights director at Kerry, observed: “Consumers want tasty new innovations or flavours they may have experienced while travelling. We are seeing many unique flavour intersections in foods and beverages. Although rapidly changing times can present great challenges, they also provide an unparalleled opportunity for brands to catch a trend on the rise. The Kerry 2024 Taste Charts are a valuable tool for the food and beverage industry to navigate the new taste environment for products.”
Kerry Ingredients South Africa –www.kerry.com
Boosting beverages with plant-based colours
Alison Donaldson, technical sales manager at EXBERRY® by GNT, explains how colours made from fruits, vegetables, and plants can be used to achieve a broad spectrum of vibrant shades in soft and alcoholic beverages.
The colour of a beverage plays a crucial role in shaping the consumer experience. It can instantly shape perceptions without conscious thought, creating flavour expectations and helping to define product identity.
In today’s market, though, the choice of colouring ingredient can be every bit as important. Between 2019 and 2023, 71% of colours used in soft and alcoholic beverage launches in South Africa were artificial.i However, there is now growing momentum towards natural alternatives in line with rapidly evolving consumer demands.
SHIFT TO PLANT-BASED COLOURS
Europe has already significantly reduced the use of artificial colours, featuring in only 1% of food and beverage launches in the region between 2018 and 2023.ii In North America, 7% contained artificial colours over the same period compared to 11% for natural colouring solutions. Even for beverage launches in South Africa, natural colours had a compound annual growth rate (CAGR) of 25.6% between 2019 and 2023 –outpacing the 18.5% for artificial colours.iii
EXBERRY® can provide the ideal alternative to artificial colours. Created from non-GMO fruits, vegetables, and plants, our plant-based portfolio can be used to deliver a broad spectrum of bright, stable shades in beverages. Crucially, switching to plantbased colours also allows brands to build consumer confidence by using ingredients they can trust.
"GNT’s EXBERRY Blue Beverage Solution is a patented formulation technology that stabilises the pigment’s protein structure in acidified beverages."
As plant-based colours rely on natural pigments, though, various factors need to be considered to achieve optimal results. These include the pH value, processing conditions, ingredient interactions, packaging, and storage conditions. By working with a knowledgeable supplier, it is possible to achieve excellent results in the vast majority of applications.
BLUES, GREENS AND VIOLETS
When you combine Spirulina with other plant-based colours, it can also be used to achieve navy blue, green, and violet hues. Spirulina colour concentrates, which can be labelled as “spirulina concentrate” in South Africa, have been used in foods such as confectionery and dairy for decades. However, achieving effective results in beverages has been challenging in the past due to spirulina’s sensitivity to acid and temperature.
GNT’s EXBERRY® Blue Beverage Solution is a patented formulation technology that
stabilises the pigment’s protein structure in acidified beverages. This means it can also now be used in sports, energy, and carbonated drinks, enhanced waters, and alcoholic beverages below 20% alcohol by volume (ABV), opening the door to a new world of product innovation.
PINKS AND PURPLES
A variety of fruit and vegetable concentrates allow manufacturers to achieve a bright spectrum from soft pinks to deep purples, all while being water-soluble and heatstable. These include red potatoes, purple sweet potatoes, black and purple carrots, blueberries and blackcurrants. These raw materials contain anthocyanin pigments, which are influenced by pH but have excellent heat stability. Red potato, for example, can provide a replacement for Allura Red AC at levels between pH 2 and 3.5, where it delivers a bright, yellowish-red hue.
Purple sweet potato concentrates can provide stunning pink hues at low pH levels while black and purple carrots can deliver deep red to reddish-purple hues. Beetroot concentrates, meanwhile, are pHindependent and can provide a good option for ready-to-mix powder beverages, such as high-pH protein powders where strawberry pink hues are desired.
*References available on request
A pinnacle of innovation in micronized food colours
ROHA has recently introduced ChromaFine, an innovative range of ultrafine micronized food colours, to its extensive collection of natural food colourants.
Micronized food colours undergo a meticulous micronisation process that reduces particle size to the micron level, enhancing dispersion, solubility, and brightness. Derived from carefully sourced natural ingredients, ChromaFine adds rich, authentic colours to seasoning blends, particularly excelling in oil-based applications. Its commitment to clean label and natural solutions aligns seamlessly with consumer preferences, ensuring that seasoning products stand out for their natural appeal and original qualities. ChromaFine’s ease of blending and spreading creates intensely vibrant colour hues, maintaining high standards of quality in culinary offerings.
NOTABLY, CHROMAFINE BOASTS FOLLOWING ADVANTAGES:
Deliver vibrant, intense colour shades: ChromaFine is designed to impart vivid and striking colour shades to food products. Its micronized particles ensure that colours stand out vibrantly, enhancing the visual appeal of the final product.
Custom colour blends: With ChromaFine, users have the flexibility to create custom colour blends according to their specific requirements. Whether it’s achieving bold reds, earthy greens, or any other desired hue, ChromaFine allows for personalised colour creations.
“With ChromaFine, users have the flexibility to create custom colour blends according to their specific requirements.”
Evenly coat the food application: ChromaFine’s ultrafine particles enable smooth and even coating of food applications. This ensures that colours are distributed uniformly throughout the product, enhancing its overall appearance. Homogeneous colour effect: The micronised nature of ChromaFine guarantees a homogeneous colour effect. This means that the colour is evenly dispersed throughout the product, resulting in a consistent appearance without any streaks or uneven patches. No specking in fat-based creams, compound coating, and tablets: ChromaFine is specifically formulated to prevent specking in fat-based creams, compound coatings, and tablets. Its fine particles blend seamlessly with these formulations, eliminating any undesirable specks or inconsistencies.
Clean label natural colourants: ChromaFine is derived from natural ingredients, aligning perfectly with the clean label trend in the food industry. It provides manufacturers with a natural colouring solution that meets consumer preferences for clean and transparent ingredient lists.
Stability characteristics: ChromaFine offers excellent stability characteristics, ensuring that colours remain vibrant and consistent throughout the shelf life of the product. Its stability in various food applications makes it a reliable choice for food manufacturers.
ABOUT US
ROHA started out in India and has since grown into a global power in the food colours and ingredients, and the industrial dyes & pigments markets. This has been achieved through a consistent pursuit of natural alternatives, technology, intensive research, sustainable sourcing and staying ahead of the latest trends to develop futureready solutions for clients. It has its beginnings in the Roha district of Maharashtra, India. The company was founded as a manufacturer of synthetic colours for industrial applications in 1972 and has always held clients at the center of what it does. This has shaped how the company does business and managed to evolve over the years. The company has led a revolution in the food colours industry through unmatched quality standards. In its present avatar, ROHA is a multinational giant dealing with natural food ingredients, food colours, pharmaceutical and cosmetic pigments, dried ingredients, and industrial colours & dyes.
In conclusion, micronized food colours, with their advantages of solubility, dispersion, and colour intensity, continue to play a significant role in the culinary world. ROHA’s ChromaFine leads the innovation, offering transformative possibilities in the realm of micronized food colours.
As ROHA remains at the forefront of tailormade food color solutions, customers are invited to explore the vibrant possibilities of ChromaFine and embark on a transformative journey in micronized food colours.
ROHA - www.roha.com
Deliciously sweet berries packed with health benefits
According to Symrise, blueberries and strawberries are two key indulgent berries consumed around the globe. Thanks to the intense colour and sweet taste, they can be used in many applications from bakery to ice cream, beverages and dietary supplements. Add to that their health benefits and you have a trendy winner.
STRAWBERRIES
Strawberries are widely favoured by consumers of all ages around the world. Whether in ice cream, beverages, dairy, sweet or baby food applications, strawberry is a key fruit tonality always associated with pleasure, indulgence while benefiting from a healthy image.
SOURCING THE BEST STRAWBERRY
Symrise responsibly source their strawberries from Chile, Morocco, Spain and Italy allowing a diversity in terms of organoleptic properties such as taste profile from close to the raw strawberry to a jammier taste as well as different shades of colour. This diverse sourcing strategy guarantees a year-round supply of raw materials, reinforced by a strong a contingency plan backed by their industrial presence near the sources. They have a long-term relationship with farmers supported by regular visits and audits from
DID YOU KNOW?
Strawberries are widely favoured by consumers of all ages around the world.
in-house agronomists guaranteeing the high quality of the selected fruit, the full traceability of agricultural practices and specific certifications such as organic (EU, US, China) or Baby Food grade.
A VARIETY OF FORMATS WITH MULTIPLE APPLICATIONS
They produce their strawberry ingredients in France and Chile using processing to preserve the best properties of fresh fruits and use different types of drying technologies to develop multiple formats of ingredients such as powders, flakes or crunchies with a variety of granulometry from 40 µm up to 4mm. This wide pallet of ingredients can fit different types of applications and meet specific requirements such as ensuring high solubility in dry beverages or delivering visual impact in chocolate confectionary. The ingredients are also available in a 100% format without any carrier, ideal ingredients to promote a composition up to 100% from fruit in functional food and beverages.
BLUEBERRIES
Blueberries just like strawberries are also one of the key indulgent berries consumed around the world. They can also be used in
a variety of applications from bakery to ice cream, beverages and dietary supplements. Symrise, with its Diana food portfolio of natural ingredients is proud to offer a broad range of blueberry solutions. It provides a multitude characteristics and performance benefits such as competitiveness, application-specific quality as required with baby food, a distinct certification like organic, the desire to claim health benefits or diverse organoleptic properties such as taste, colour and texture.
SOURCING & VARIETIES
The blueberries are sourced from different geographical areas, from both hemispheres: Europe, North America and South America.
DIFFERENT APPLICATIONS
• Beverages
• Bakery and cereals
• Confectionary
• Dairy and plant-based
• Consumer health
• Baby food.
FORMATS
• Powders
• Flakes
• Crunchies
• Crunch flakes.
Vaccinium myrtillus , also known as bilberry, comes from Eastern and Northern Europe. Its main characteristics are a dark red flesh and dark blue skin, with a distinctive blueberry taste, specifically appreciated in sweet applications. It is perceived as a good support for eye health, thanks to its high content in anthocyanins.
The wild blueberry (lowbush), Vaccinium angustifolium, is one of the oldest native berries in North America, growing in the hardest climatic conditions. Thanks to its high content in polyphenols, it is recognised for its health benefits, especially in cognitive health, including memory and mood.
Vaccinium corymbosum is a blueberry (highbush) cultivated in Latin America. These berries have a white flesh and a blue skin. Processed into powders, flakes or crunchies, their intense dark purple colour offers an interesting visual contrast when used in food applications and allows fruit recognition. Their taste is sweet and low in acidity. Being cultivated, this species is the most cost competitive alternative, compared to the other two species.
APPLICATIONS
• Beverages
• Dairy and plant-based dairy
• Consumer health
• Bakery and cereal
• Confectionary
• Baby food.
FORMATS
• Powders
• Flakes
• Crunchies
• Crunch flakes
BILBERRY, VACCINIUM MYRTILLUS
• Juice concentrate.
PROCESSING AND FORMATS
Their blueberry ingredients are processed in France, Canada and Chile, three different locations, as close as possible to the sourcing. Focusing on preserving the fruit properties, the berries are processed through different technologies:
Concentration, to obtain juice concentrate. Spray drying and roller drying technologies, to obtain various formats such as powder, flakes and crunchies. Extraction, to concentrate the active compounds. This wide pallet of ingredients can be used in various applications.
Bilberry fruit and herb are traditionally used since the 16th century. It was during World War II, with British Royal Air Force pilots, that this plant acquired its present reputation as a super berry linked to good eye health. Recent clinical research confirms that ingesting bilberries contributes to visual acuity in healthy people and helps maintain normal eye health.
BLUEBERRY, VACCINIUM ANGUSTIFOLIUM
Wild blueberries (lowbush) are one of only three berries native to North America. The continent’s earliest inhabitants were first to use the tiny berries, both fresh and dried, for their flavour, nutritional value and health benefits. Recent research has shown that blueberries provide benefits to cognitive function, including delayed memory, learning performance and executive functions.
The Art of Eating: Colour in Modern Cuisine
Colour in food has evolved into an art form, transforming dining into a visual and sensory experience. From gourmet dishes to Instagrammable desserts, vibrant hues now play a crucial role in modern food trends.
In the world of food, colour has always been a powerful tool for enticing the senses. But in recent years, the use of colour in cuisine has evolved into an art form, with vibrant hues taking centre stage. Primary and lake colours have become indispensable in shaping modern food trends, and with the rise of social media, their impact is stronger than ever.
COLOUR AS A CULINARY ART FORM
In today’s cooking, colour has evolved from being just a decoration to a form of culinary art. Whether it’s the bright primary colours of foods or the stylish use of lake colours in gourmet sweets, colour plays a vital role in how we experience food. The use of vibrant colours in food presentation has changed dining from a simple act into a feast for the eyes as well as the palate.
While bright colours are often associated with casual food trends, they play an equally important role in gourmet cooking. In highend cuisine, where presentation is just as crucial as taste, colour becomes a tool for chefs to elevate their dishes. From chocolates and candies to intricate pastries, vibrant and stable colours are essential for creating visually stunning treats that maintain their appearance over time.
In the gourmet world, presentation is everything. Chefs rely on precise colouring to achieve a polished, professional look. For example, in desserts like macarons or artisanal chocolates, keeping colours bright and even without fading or running is key to the overall appeal. A well-executed colour scheme in gourmet creations allows chefs to craft bold reds, rich blues, and vibrant yellows, enhancing both the visual and sensory experience without compromising flavour or texture.
This careful attention to colour not only makes desserts look great but also enhances the overall dining experience. A beautifully designed dessert with perfect colours invites diners to appreciate both the flavour and the artistry behind the dish. As the demand for visually stunning gourmet options grows, primary and lake colours remain key in shaping the look of modern cuisine.
COLOURFUL CULINARY CREATIONS
People are drawn to food that not only tastes good but also looks unique and fun. The use of primary colours makes these dishes stand out, creating excitement. These bright colours bring feelings of fun and indulgence, making them more shareable and likely to go viral.
Beverages have also jumped on the colourful bandwagon, with the rise of “Instagram worthy” beverages emphasising the importance of looks in modern dining. Examples include pastel lattes, iced matcha, butterfly pea flower teas that change colour with lemon juice, and bright cocktails. These drinks are crafted not just for flavour but also for their visual impact, making consumers want to take pictures before sipping.
This focus on appearance has ushered in a new era for the beverage industry, where
"Primary and lake colours have become indispensable in shaping modern food trends, and with the rise of social media, their impact is stronger than ever."
colour is used as a marketing tool. Places that offer visually appealing drinks often see more customers and social media engagement, highlighting the importance of colour in influencing consumer choices.
As social media continues to influence food culture, colour will remain a central part of food presentation, changing how we perceive and enjoy the food on our plates. The relationship between colour, taste, and presentation is likely to keep evolving, encouraging chefs and home cooks to experiment with bright hues in their creations.
THE FUTURE OF FOOD PRESENTATION
In conclusion, the visual appeal of food is crucial in today’s culinary world. Colour not only enhances the look of dishes but also engages our senses, making food more inviting. As the food industry keeps changing, the skilful use of primary and lake colours will continue to shape modern cuisine.
The trend of sharing visually stunning food on social media will likely lead to even more innovation in using colour, motivating chefs to explore new culinary artistry. Ultimately, the vibrant colours we see on our plates are more than just eye candy; they are an important part of the overall dining experience that captivates and inspires us. As we embark on this colourful culinary journey, it becomes clear that we truly eat with our eyes first.
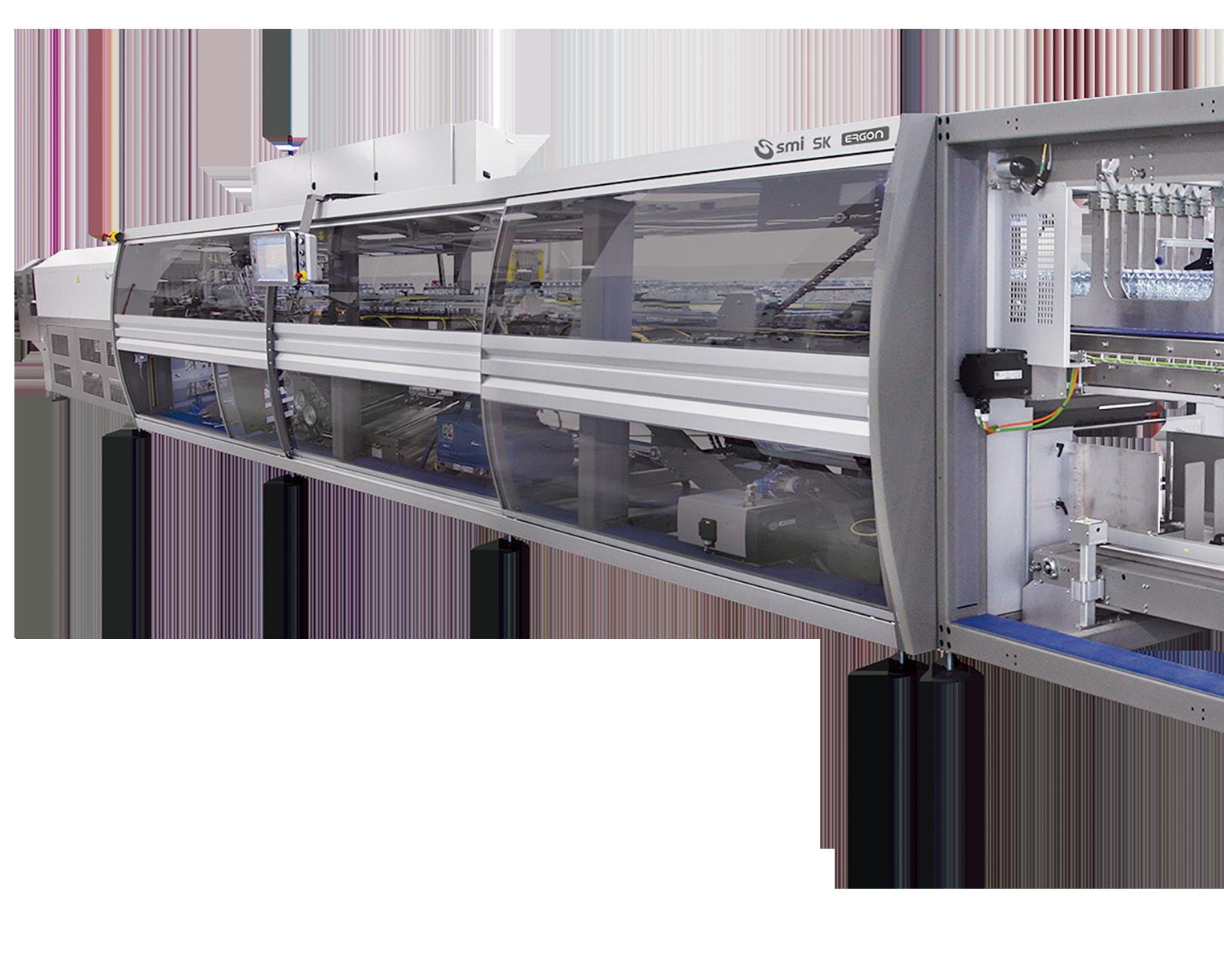
Sidel’s Aseptic Solutions
Gulfood Manufacturing is the premier platform for the MEA food and beverage industry, showcasing innovations in digital adoption and manufacturing.
On-stand, Hall 3, Booth A3-4, Sidel will be showcasing world-class aseptic packaging solutions and complete line innovations at Gulfood Manufacturing at the Dubai World Trade Centre from 5 - 7 November 2024.
Gulfood Manufacturing is the leading platform for the food and beverage industry in the Middle East and Africa (MEA) region bringing together industry professionals to embrace the next era of food manufacturing, digital adoption and breakthrough innovations.
With five decades of packaging and processing expertise, Sidel will spotlight its industry-leading Aseptic Combi Predis technology on-stand, as well as highlighting its Super Combi advanced technology solution for high-speed water and carbonated soft drinks.
As well as showcasing its award-winning bottle designs, Sidel will offer insights into how customers can maximise data intelligence and artificial intelligence (AI) to achieve their ESG goals.
ASEPTIC SOLUTIONS
Sidel will be highlighting on-stand the Aseptic Combi Predis, an integrated blow-fill-cap solution for PET bottles that incorporates Predis™ dry preform sterilisation.
Sidel’s Aseptic Combi Predis was selected by China’s leading food brand renowned for coconut milk, Hainan Chunguang Foodstaff Co., Ltd. Bottled in Sidel’s premium PET design in a 350ml format, Hainan Chunguang’s installation can run 28,000 bottles-per-hour (bph) and the ability to utilise dry technology over traditional wet aseptic solutions helped the customer meet economic and environmental sustainability targets.
“ On-stand, Hall 3, Booth A3-4, Sidel will be showcasing worldclass aseptic packaging solutions and complete line innovations at Gulfood Manufacturing at the Dubai World Trade Centre from 5 - 7 November 2024.”
NEW INNOVATIONS
With water and carbonated soft drinks (CSD) remaining two of the world’s most valuable beverage categories, Sidel will demonstrate its next-generation Super Combi technology to on-stand visitors. The Super Combi integrates five process steps - preform feeder, blower, labeller, filler/capper and cap feeder - into an allin-one smart system. To deliver this selfoptimising performance and increased long-term value, it combines intelligent automation with innovative technologies to advance production and maintenance services. Utilising the Super Combi solution, Sidel installed the fastest PET complete bottling water line in the Middle East, Africa and Asia for Mai Dubai, helping the UAE-based company take the next step towards becoming the region’s number one water brand.
Through a film demonstration, visitors to the stand can witness how the line fills 86,000 bottles per hour (bph) in three
different formats (200ml, 330ml and 500ml), with the optimal use of space, high consistent quality, and efficiency with flexibility.
DIGITALISATION, AI AND ESG
“As well as seeing Sidel’s latest products and packaging innovations first-hand, visitors to our stand can also take the opportunity to discuss wider industry issues, challenges and solutions with our experts,” comments Bassam Oussaifi, VP Sales, Middle East and Africa, Sidel.
“This could include how to maximise and integrate data intelligence to achieve peak performance through Sidel’s unique Evo-ON® cloud suite; how the switch to recycled PET can help meet sustainability targets; or how production solutions can help manufacturers stay ahead of changing packaging waste regulations.”
Sidel’s Evo-ON® is an AI-driven solution allowing real-time data analysis, predictive insights, and smarter decision-making in production environments.
AWARD-WINNING ACHIEVEMENTS
Visitors can also examine StarLITE®R, Sidel’s ultra-efficient 100% rPET bottle for carbonated soft drinks which addresses the challenges associated with working with recycled content.
With over 45 years of experience in PET packaging, Sidel has developed a deep understanding of recycled PET resin characteristics and its impact on bottle production. As a result, StarLITE®R allows CSD producers to switch to rPET bottle production with ease and efficiency.
Sidel - www.sidel.com/en Images: Supplied by Sidel.
Unveiling a new communication campaign
Innovia’s campaign aims to underpin the importance of material science in creating more sustainable packages for consumers as well as highlight 90 years of dedication to innovation and progress.
NEW BEGINNINGS
Innovia Films just announced the launch of their new communication campaign ‘Better Future’. The campaign underpins Innovia‘s role in creating better and more sustainable and recyclable materials for the future, which are used in consumer packaging, labels and for graphic films. Their long history in being a global innovator – and the leading manufacturer of BOPP (polypropylene) film. As the name Innovia suggests, it’s all about innovation, the future and progress. Innovia attaches great importance to further developing its products in such a way that they meet future requirements, both from the customer’s point of view and in a sustainable sense. Hence the new claim: ‘Pack for progress’ and the headline mechanics: “We
give the future a better label/package/print’, when developing sustainable and recyclable packaging that will benefit our environment using the base materials are essential.”
GLOBAL INDUSTRY PLAYERS
Innovia Films has been a global player for the past 90 years and continues to play an enormous role in material science. “That is at the heart of what we do. We wanted this reflected in our internal and external communication,” says Guenther Birkner, president of Innovia. “The development of sustainable packaging solutions and the implementation on a larger scale is in full swing,” explains Simon Huber, managing director Innovia Films Europe.
Innoviafilms – www.innoviafilms.com
Smart, Sustainable Packaging Solutions
The food industry is rapidly evolving, driven by market demands and technological advancements. Flexible packaging methods are now essential to meet these changing needs.
access video,
Various factors have influenced the behaviour of billions of people. The production system has evolved to accommodate the consumer’s growing demands. The food industry has seen a rapid evolution in market request, with large-scale distribution, eCommerce, Covid, and increasingly diverse offers making very flexible packaging methods vital and adaptable to changing needs.
EVOLUTION ALTERS HABITS
Sergio Cornago, Cama group’s sales manager, has directly experienced these developments and told us how a secondary packaging line was created for a food multinational that required a flexible, ergonomic, high-speed production and fast format change system. To match market demands, you must be smart.
The plant’s customer is a firm that is extremely concerned about environmental sustainability. It uses ecologically friendly materials in its goods, and the systems may be customised to modify the formats according to needs using this made in Italy solution.
“The plant must pack a daily use product for feeding children in a pouch with an open and close cover that can be maintained in the mother’s bag or backpack to be used and stored during the day,” Sergio Cornago adds.
“Using a Pouch with a cap as a container in its shelf ready packaging
is critical for the benefits of practicality, product dosing, storage, and transportation that this format provides. Technically, it entails packaging doypacks (stand-up pouches) into flat blank boxes. Following that, the same cases must be encased in a wraparound case. As a result, a single packing machine replaces two pre-existing production plants: one for pre-glued boxes and another for flat cardboard wrap-around packs.”
BENEFITS OF FLEXIBILITY
“Packaging is tied to the product’s lifespan. In order to provide systems that allow us to flexibly configure the format of the products while optimising the line’s performance and reliability by integrating it with Industry 4.0, it is critical to provide systems that allow us to flexibly customise the format of the products.
A modern line’s operators are simply responsible for supplying consumables and monitoring the lines’ operation. The variety of formats necessitates intelligent product design: you open the package, use what you need, and close it”. Cornago says, “The single portion has entered daily use, together with the large portion that has different uses”
DANGERS OF NON FLEXIBILITY
“It’s definitely short-lived.” “Even if the investment appeared to be profitable at first, we would soon discover its failure: extremely high expenses and potentially disastrous effects would force us to engage in
“Cama plants make use of environmentally friendly materials derived from paper. Plastic materials have been phased out of the market.”
technological interventions and changes.
In this case, it was necessary to combine multiple package types created in different locations into a single manufacturing site, thereby removing the issues that arose because of the scenario”, Sergio Cornago explains.
Before putting his items on the market, the client required a very adaptable system that would allow him to change the shapes and characteristics of their packaging.
From factory to shelves - After the Doypacks (stand-up pouches) have been filled in the filler area, they are placed in the packaging flow and their journey to the supermarket shelves begins. Cama’s system, which he designed and built, begins at the filler’s exit with the orderer, who determines the correct flow of the products and their orientation during the transport path:
Products: doypacks with caps (stand-up pouches ranging in weight from 85 to 180 g) advance from the filler in a constant flux, lying on the long side facing the march; they are picked and packaged in SRP (Shelf Ready
To
check out the Food Review Digimag.
Packaging) boxes.
Sorting: the pouches are initially arranged in two rows to feed the two machines for secondary packaging; once the third machine on the line is added, they will move to three rows.
Along the way: the products are weighed, labelled, checked with an X-ray system for the presence of contaminants, and then sorted with the divider, which orders the products to the packaging lines for the creation of both types of format.
The first operation is to transfer the pouch to the SRP case - The pouches are checked and sorted before being inserted into shelf ready packaging boxes made of flat die-cut compact cardboard (previously a pre-glued cardboard was used) for multipack boxes of four pouches of 100 g each or microwave for other formats (with hot glue closure).
This is the current weight for the pouches, but different sizes (85, 90, 100, 128, 130, and 180 grams) are possible depending on the production programmes. It will be possible to include larger formats, such as the 500 gram one. Speed ranges from 30 to 72 SRP packages per minute (4x100 gram format).
SRP tertiary packaging is the second operation - The shelf ready packaging boxes
(four pouches) are grouped and placed in corrugated cardboard wraparound boxes made from flat blanks (closed with hot glue). There are three cases in each wrap case. Speed ranges from 10 to 20 cases per minute.
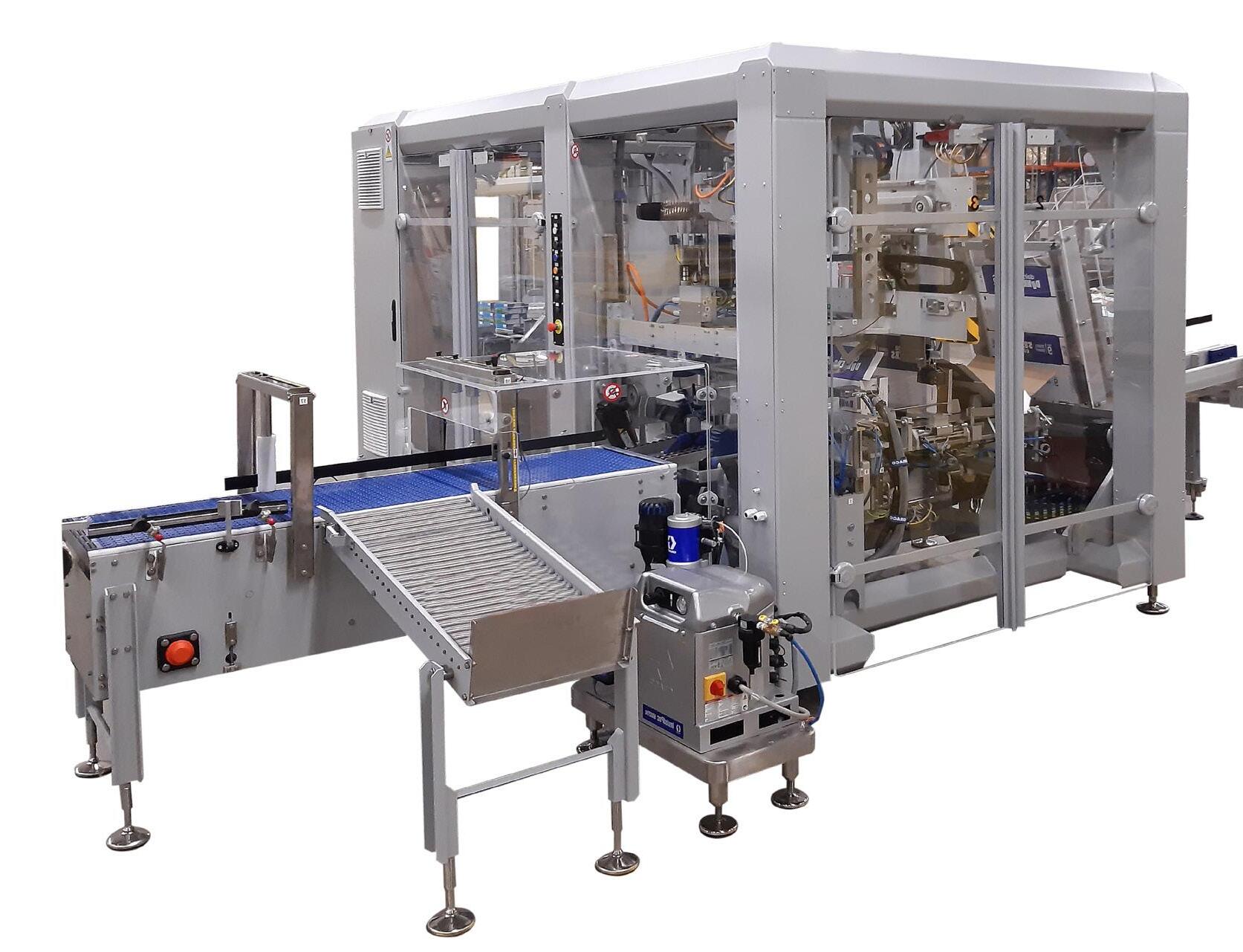
CAMA FW746
The FW746 model by Cama Group (derived from the FW748, standard machine) can create crates with dimensions up to a quarter of a pallet (400 X 300 mm) for products that require reduced packaging due to the demands of the large-scale retail trade.
“The spaces granted to various brands within supermarkets are increasingly limited, so reduced packaging is required,” Sergio Cornago explains. “This is simple with the FW746 model from Cama Group, which can carry out various packaging operations with undeniable advantages in terms of maintenance, spare parts, and assistance. It starts with two Cama Group FW746 machines at 240 pouches per minute, and with increased productivity, a third will arrive to reach 360 pouches per minute. With the new line, we can now produce both Shelf Ready
Packaging (SRP) and collection of wrap around cases from a blank spread using a single machine for the two different packages”.
The FW746 model can be integrated into a monobloc robotic unit to create a complete packaging system with box formation, loading, and closing: the product enters with primary packaging, and the box exits ready for shipment.
PACKAGING MATERIALS
Cama plants make use of environmentally friendly materials derived from paper. Plastic materials have been phased out of the market. Cama has an advantage because it uses cardboard and its secondary packaging solutions are free of plastic.
“We often talk about environmentally friendly materials, but we need to understand how environmentally friendly a material truly is.”
USS Pactech - www.usspactech.co.za Cama - www.camagroup.com
Molenaar’s packaging Innovations
Efficiency, innovation and reliability are key to staying ahead in the food and beverage manufacturing sectors. As a leading player in the end-of-line packaging industry, Molenaar continues to push the boundaries of technology and system integration, providing flexible solutions to a variety of customers.
In this interview, Reinhard Watermeyer, commercial director at Molenaar, offers insights into the company’s approach to addressing challenges, driving innovation and ensuring seamless operations for their clients worldwide. From robotic palletizing advancements to innovative solutions, Molenaar’s expertise is shaping the future of end-of-line packaging.
Q. Can you provide an overview of Molenaar’s role in the end-of-line packaging sector within the food and beverage manufacturing industry?
A. Molenaar has established itself as a key player in the materials handling space, particularly within the end-of-line packaging sector. Our core strength lies in integrating various technologies, thanks to our extensive experience and strategic partnerships. A significant focus of our work is robotic palletizing, where we are seeing the market trend toward automation. We’ve committed ourselves to innovating within this space, continually developing advanced palletizing systems that streamline operations and improve overall efficiency. These systems not only handle product movements between the palletiser and storage but are also designed to integrate seamlessly with broader manufacturing processes.
Q. What are the key challenges you face in ensuring the efficiency and reliability of endof-line packaging systems?
A. One of the primary challenges we face is ensuring long-term efficiency, especially once our systems are in place. While we design and install standard machines that meet client specifications, ongoing operation depends largely on the client. The frequent turnover of personnel in our clients’ facilities can impact system efficiency, as new staff may not always be fully trained on how the machinery operates. To mitigate this, we provide comprehensive training and offer continued technical support. Our after-sales service is
“These systems not only handle product movements between the palletiser and storage but are also designed to integrate seamlessly with broader manufacturing processes.”
DID YOU KNOW
Since our inception in 1949, Molenaar has gained invaluable experience in the food and beverage industries. Driven by principles of innovation and a commitment to service excellence, we continue to be passionate about the industries we serve.
Reinhard Watermeyer, commercial director at Molenaar
highly proactive, with regular check-ins and troubleshooting, ensuring that the machines maintain peak performance. Maintenance and system knowledge are key, and we prioritise these aspects through constant engagement with our customers, identifying potential issues before they escalate.
Q. How does Molenaar stay ahead of technological advancements in end-of-line packaging solutions?
A. Robotic palletizing remains central to our technological advancements. Our international presence gives us a broad perspective on global trends, allowing us to remain ahead of the curve. A pivotal step in this direction was the establishment of our Centre of Excellence for Robotic Application Development in the USA. This facility enables us to work closely with our customers, focusing on innovative applications that cater specifically to the growing demand for automation. By concentrating our efforts in the US, where the need for such solutions is particularly strong, we can refine and streamline our offerings before sharing the knowledge across our global offices, including those in South Africa. This collaborative knowledge-sharing allows us to continuously evolve and enhance our end-ofline packaging solutions.
Q. Can you discuss any recent innovations or technologies that Molenaar has integrated
into its end-of-line packaging systems?
A . Our recent innovations are centred around robotic palletizing, particularly in the development of end-of-arm tooling. At our design lab in Tyger Valley, Cape Town, we’ve been working on simplifying the robotic gripper head, which is responsible for complete pre-formed patterns of trays. The latest iteration of our gripper head is much more efficient, using fewer motors and electronics, while maintaining a high level of performance. By reducing complexity, we’ve managed to create a tool that is easier to maintain and operate, while still delivering superior results. This new gripper head is fully integrated with our robotics systems, resulting in increased operational efficiency and reduced maintenance requirements for our customers.
Q. How do you address the varying packaging needs of different food and beverage products?
We approach the varying needs of different products by dividing our efforts into specific vertical markets. We have dedicated applications teams that focus on the unique requirements of the food industry, and another team concentrating on the beverage industry. This allows us to understand the challenges and requirements of each sector, enabling us to provide tailored solutions. Our design and applications teams work closely
to create systems that are optimised for each industry’s particular needs, ensuring that the solutions we offer are as effective and efficient as possible.
Q. Can you share some success stories where Molenaar’s end-of-line packaging solutions significantly improved a client’s production process?
A. We’ve had great success with a number of clients. One standout project was with a major food producer in the USA, where we implemented 24 palletizing systems for their canning operation. Our automated solution allowed the client to palletize filled cans with minimal human intervention. The system is fully integrated, with shuttles and conveyors transporting pallets to the wrapping stage, leaving only the final step of moving the pallet into storage to a forklift operator. This has resulted in a significant reduction in manual intervention, improved efficiency and minimised product damage.
Another success story is with a food producer in Johannesburg, South Africa. We replaced six traditional gantry palletizers with two robotic palletizing cells, which now service six independent lines. This new system is fully automated, handling everything from palletizing to post-palletizing transport into the cold room. A particularly challenging aspect of this project was the development of the end-of-arm tooling, which we designed in-house. The system has been highly effective, increasing the client’s operational efficiency while reducing complexity.
Q. What are the key factors that differentiate Molenaar’s end-of-line packaging solutions from those of your competitors?
A. One of our key differentiators is the ability to offer a complete, integrated solution. Molenaar’s extensive in-house capabilities, combined with our partnerships with technology providers, enable us to deliver multifaceted solutions that are tailored to the needs of each client. We offer standardised products that can be adapted to meet specific requirements, ensuring flexibility while maintaining reliability. Our approach allows us to act as a one-stop supplier, providing everything from system design and installation to ongoing maintenance and support. This comprehensive service offering, coupled with our focus on innovation and efficiency, sets us apart from our competitors.
Fit-for-purpose packaging machinery that meets the needs of the product. From horizontal and vertical form-fill-seal-machines and boxing systems to customized transfer and flow systems that provide efficiency and traceability. Fuji is the industry leader in automated packaging machinery technologies.
F“Caltech is renowned not only for selling state-of-the-art equipment but also for their exceptional aftersales service.” renowned for innovation, quality, and customer support.
or over three decades, SMI has held a dominant position in the global market for end-of-line packaging machinery. Renowned for producing high-performance shrink wrappers, American-style & wraparound carton packers and customised multipack and combination packaging machinery. SMI’s commitment to innovation and quality sets them apart from their competitors. Based in San Pellegrino, Italy, SMI is a family-owned business with a strong focus on long-term customer relationships. With over 7,000 machines installed globally through SMI and SMIPACK, they have earned the trust of some of the world’s largest companies in industries like food and beverage, home care, personal care, chemicals, and lube oil.
A key advantage SMI offers is the vertical integration of its manufacturing process. Unlike many competitors, SMI produces all of its own mechanical parts, components, and electronics. This approach ensures several benefits for customers, including
reduced lead times, cost savings, and a guarantee that their machinery will not become obsolete. Even machines installed decades ago can be kept running efficiently, as SMI continues to manufacture parts and provide upgrades for older models. This level of support ensures businesses can rely on their SMI machines for many years without the fear of redundancy or dependence on costly third-party parts. A great example of this long-term reliability is a packer recently replaced by Caltech Agencies that had been installed in 1995 and was still operational.
TRUSTED MACHINERY PARTNER
Caltech Agencies, also a family-owned business, has been a proud partner and agent for SMI in Sub-Saharan Africa since 1995.
With over 200 SMI machines installed across the region, Caltech’s extensive experience with SMI machinery positions them as a leading authority on the brand’s reliability and performance. Caltech is renowned not only for selling state-of-the-art equipment but also for their exceptional after-sales service. The relationships they have built with their clients are long-standing and built on trust. At Caltech, we believe in fostering partnerships that help our clients grow, while providing support along every step of the journey.
SMI machines are also known for their excellent resale value, a testament to their durability and global demand. This strong market appeal is backed by the fact that SMI does not rely on third-party manufacturers for key parts, such as the HMI. By making all components in-house, SMI significantly reduces the long lead times often associated
with third-party suppliers. This means customers can expect faster delivery times when compared to other packaging machinery manufacturers. In industries where efficiency is crucial, this short lead time is a significant advantage.
EFFICIENT PACKAGING SOLUTIONS
SMIPACK, a prominent division within the SMI Group, dominates the packaging segment for lines producing up to 25 packs per minute (ppm). Known for their competitive pricing and short lead times, SMIPACK offers a
broad range of machinery, including shrink wrappers, bundlers, case packers, and L-sealers, tailored to meet the diverse needs of various industries. Their quick turnaround and affordability make them an excellent choice for businesses seeking efficiency without compromising on quality.
SMI also offers a wide range of palletizing solutions, designed to meet the varying needs of different industries. Their offering includes cartesian, traditional, and compact palletizers, with capacities ranging from 35 to 100 packs per minute (ppm). These
CALTECH AGENCIES
Caltech Agencies (est. 1990) is handson, owner managed, service focused and backed by the finest manufacturers of machinery at excellent pricequality ratios. We service clients across multiple industries in South Africa and Sub-Saharan Africa as one of the leading suppliers of filling and packaging machinery as well as food processing plants.
machines are engineered for precision and flexibility, handling a variety of packaging formats to streamline end-of-line operations. Complementing the palletizers is SMI’s extensive line of conveyors for bottles, cartons, and pallets, ensuring smooth and efficient product flow from start to finish. This complete system approach makes SMI the preferred choice for companies seeking integrated packaging and logistics solutions.
SMI’s commitment to quality, innovation, and customer support, alongside Caltech Agencies’ dedication to honest business practices and fostering partnerships, has made them the top choice for businesses looking for reliable and efficient packaging solutions. With the global footprint of SMI machines installed worldwide, companies can rest assured that their investment in SMI machinery is a long-term commitment to quality and performance.
Whether you’re a start-up or an established business, partnering with Caltech and SMI guarantees that you’re investing in more than just packaging machinery; you’re investing in a legacy of excellence and support that will help your business thrive for years to come.
Caltech – www.caltechagencies.co.za
Caltech Agency end-of-line packaging machine.
Efficient Bag Closing Solutions
Buckle Packaging, a Johannesburg-based specialist in bag closing, recently assisted an agricultural wholesaler in the Northern Cape.
Buckle Packaging has been successfully finding solutions for businesses since 1979. Recently Buckle Packaging was asked to help streamline an agricultural wholesaler’s operations in their Northern Cape Plant. This well-established company, which has been operating for the last 30 years, needed to expand their production capabilities to accommodate growing demands in the export market.
The decision was to put in two new 25kg poly woven bags of pecan nuts securely and efficiently for packaging. The company’s requirements were to find the right equipment that would uphold their prestigious health and
“Recently the company was asked to help streamline an agricultural wholesaler’s operations in their Northern Cape Plant.”
safety standards.
“We recommended the Fischbein MP100 stitching machine as this is the only bag closing machine that would maintain the clients brand image while providing them with the best
securely and neatly stitched bag every single time”, explains Mathew Mason, marketing manager for Buckle Packaging.
At the same time, the company installed two 3.3-meter conveyors that allowed the stitching machines to be used more efficiently, saving time and money and protecting operators from deadline stresses. “The equipment was delivered, off loaded and set up in just 40 minutes”, continues Mason.
Buckle Packaging –www.bucklepacking.co.za
Images: Supplied by Buckle Packaging.
Avoid Cross-Packing Errors
Cross-packing errors can lead to costly recalls, customer dissatisfaction, and legal issues. Ensuring accurate packaging is crucial for maintaining brand reputation and compliance.
Cross-packing happens when items meant for one package are mistakenly packed into another from primary (sachet) to secondary (carton) to tertiary (boxes) right through to palletising. This mistake can cause several issues, such as:
• Product recalls – incorrectly packed products may need to be recalled, which is costly and time-consuming.
• Customer dissatisfaction – receiving the wrong items can lead to frustration and loss of trust in the brand.
• Legal issues – mispacked products can result in legal complications, especially if they violate regulations or cause harm.
• Ensuring accurate packaging is crucial to avoid these problems and maintain a positive brand reputation.
SOLUTIONS TO PREVENT CROSSPACKING
Food and beverage manufacturers work hard to avoid labelling mistakes, which can harm their brand or lead to costly recalls and legal issues. Cross-packing, where products are incorrectly packaged together, is a common problem that can pose serious health risks and legal challenges. Part of the packaging validation process to prevent this involves reading barcodes or alphanumeric values to ensure all packaging components match correctly. TracePack offers innovative solutions to prevent cross-packing, ensuring the safety and quality of your products.
THE DANGERS OF CROSS PACKING
Cross-packing may seem like a simple mix-up or error in the end-to-end supply chain, but its impact can be far-reaching. Listed below are several consequences of cross-packing:
• Incorrect product claims – when the wrong product is labelled and marketed as another, consumers can be misled, leading to potential harm or dissatisfaction.
• Undeclared allergens – cross-packing can result in the wrong allergen information on packaging, posing serious health risks to consumers with specific dietary requirements or allergies.
• Consumer confusion and dissatisfaction – receiving a different product from what was expected can lead to confusion, frustration, and a loss of confidence in the brand.
ADVANCED PRODUCTION MONITORING SYSTEMS
TracePack’s advanced production monitoring systems are designed to prevent cross-packing. They monitor the production line in real time, ensuring that the right products go into the right packages. If a discrepancy is detected, the system alerts the operator and stops the line, preventing cross-packing.
QUALITY CONTROL AND ASSURANCE
Quality control and assurance are crucial in preventing cross-packing. TracePack’s
“TracePack’s advanced production monitoring systems are designed to prevent crosspacking.”
• Damage to brand reputation – crosspacking incidents can tarnish a brand’s image and erode consumer trust, impacting sales and long-term success.
• Product recall/withdrawal from trade – if cross-packaging issues are identified post-distribution, costly recalls or withdrawals from the market may be necessary to prevent further harm or legal consequences.
• Regulatory sanctions – noncompliance with product safety regulations set forth by organisations such as SON and NAFDAC can result in severe penalties and legal action.
• Reduced sales opportunities –negative publicity surrounding crosspacking incidents can deter potential customers, reducing sales and creating missed opportunities.
systems include rigorous quality checks at every stage of the production process. This includes checking the product before packaging, ensuring the correct labelling, and verifying the final product before it leaves the factory.
ELIMINATE FOOD AND BEVERAGE PACKAGING ERRORS
Food and beverage manufacturers take great measures to avoid labelling mix-ups that, at best, damage brand reputation and, at worst, can lead to expensive recalls and liability. Many companies print and scan 1D and 2D barcodes or text on items to ensure they are labelled accurately and advertise the correct contents. Part of the packaging validation process is to read these barcodes or alphanumeric values to verify that multi-part packaging components, like a top lid and bottom container, match.
Automated inspection technology for frozen pizza sorting and inspection automates quality control by confirming pizza types, verifying ingredient presence, and detecting contaminants. This ensures high standards and minimises waste in a competitive market. Conventional machine vision struggles with the variability in pizza appearance and defects, while AI-enabled technology improves inspection accuracy. TracePack’s deep learning tools can count overlapping toppings, identify acceptable variations and reject non-compliant pizzas.
As global food demand rises, manufacturers must enhance productivity without compromising hygiene. Advanced conveyor systems offer a solution, ensuring both efficiency and cleanliness.
World-wide demand for food is growing. The United Nations estimates that the global population will soar from around eight billion people today to almost 10 billion by 2050, and that food production and processing will have to increase by around 25% just to keep up with demand.
As a result, food manufactures everywhere are looking closely at how they can increase productivity in their facilities, and factory design and material handling plays a key part in this.
Well-designed material flows are the key to efficient and successful unit handling, whether in a fish-processing factory or fruitpacking plant, and conveyor systems are the backbone of the process, moving items through the multiple stages in a process.
However, conveyors are also complex systems with delicate electronic components and many moving parts. Ensuring that they are fit-for-purpose for use in food-preparation environments is paramount when it comes to ensuring the highest standards of hygiene.
KEEPING THINGS CLEAN
Food contamination can have devastating consequences, not just for a food business’ reputation but also from a public-health perspective. To improve food safety, regulations are becoming ever stricter.
The European Commission, for example, is currently in the process of tightening its benchmark regulation on microbial contaminants in food, Regulation (EC) 2073/2005, with the new rules due to come into force in January 2026.
The layout and materials used within a food manufacturing facility significantly affect the levels of cleanliness that can be achieved and how easy they are to maintain.
It’s vital for the equipment deployed in hygienic environments to feature smooth, non-porous and easy-to-clean surfaces, proper drainage systems, and minimal crevices where bacteria could thrive. Unfortunately, most conveyor systems don’t conform to these criteria.
Deploying systems with hard-to-clean parts or drive components that can’t be washed in-situ because they’re not water resistant enough, can introduce a major contamination risk.
Thankfully, advanced conveyor systems that are designed for use in hygiene sensitive areas are available, including Interroll’s modular Special Hygienic Conveyor (SHC) solutions.
DRIVING GREATER EFFICIENCY
Ease of cleaning is one vital criterion for any conveyor system that will be used in a food manufacturing environment, but it’s not the only feature to look out for.
Another is a feature called zero-pressure accumulation. In a conventional conveyor system, motors run belts continuously, so an item will only come to a stop when it leaves the conveyor or contacts another stationary item – either a barrier or the item in front.
There are two significant problems with this arrangement. Firstly, it is energy inefficient as the motors keep running even when no products are conveyed. Secondly, there is a lot of friction, both between items and the conveyor belt and between items themselves. Over time, this friction can result in costly, rapid wear of parts as well as potentially release of microplastics into the food-preparation environment.
By contrast, a zero-pressure accumulation system uses sensors and a series of separately
“Food contamination can have devastating consequences, not just for a food business’ reputation but also from a public-health perspective.”
activated motors to hold individual items in zones that only operate when there is an item to convey.
Interroll has supported institutional studies that could prove an efficiency gain of belt conveyors against roller conveyors of up to 90% and has been involved in airborne particle count tests, with its conveyor solutions being far below the stringent ISOclass 4 cleanroom specification. Ultimately, as food manufacturers look to increase productivity to meet growing demand, more efficient material-flow through facilities will be a vital piece of the puzzle. However, it’s vital that this deployment doesn’t come at the expense of hygiene standards or energy efficiency goals. Happily, by choosing the right conveyor system, there’s no longer any need for factory designers to compromise.
Interroll – www.interroll.com
Modular Conveyor Platform (MCP) The de facto standard
With the Modular Conveyor Platform (MCP), all plug-and-play modules are matched to each other and can be combined endlessly: all common goods can be reliably transported.
Industries:
• Packaging
• E-Commerce, Retail & Fashion
• Pharma Distribution
• Courier, Express & Parcel
• Food & Beverage
• Manufacturing Logistics
• Storage & Distribution
• Tire & Automotive
• Airports
USPs:
• Platform compatibility with Sorters, High Performance Conveyor Platform, Smart Pallet Handling and Storage solutions
• Availability for deep freeze applications (as low as -30°C)
• Energy Efficiency because of the usage of low voltage drives (24V or 48V)
• Global Lifetime Service (Maintenance, Inspection, Retrofit etc.)
Technology Leadership
• Modular platform
• Global availability
• Proven solution since 2014
• Intelligent conveying solution with Zero Pressure Accumulation (ZPA)
To access video, check out the Food Review Digimag.
TransIberian Foods Optimises Blueberry Operations
TransIberian Foods enhances its blueberry packing line with TOMRA Food’s advanced grading and filling solutions, ensuring top-quality standards and customer satisfaction.
TransIberian Foods (TIF) is an emerging company that specialises in the logistics, storage and packaging of fresh and frozen products serving both domestic and international markets. Its location in Huelva, close to one of the most active and strategic ports in Spain, enables it to optimise the logistics of its business and thus guarantees the freshness of the final product.
The company has chosen TOMRA Food’s advanced blueberry grading and filling solutions for its blueberry packing line. With the TOMRA KATO 260 advanced, industryleading precision grading system with LUCAi® Artificial Intelligence technology and two TOMRA CURO filling stations, it achieves the extreme flexibility needed to meet the varied and demanding requirements of its international customers.
“With TOMRA, we have strengthened our position in the market as a reliable service provider in the European berry market,” proudly explains Jesús Cruz, manager of TransIberian Foods. “These systems have allowed us to achieve and maintain the highest quality standards demanded by the most prestigious supermarkets.”
ADVANCED DEFECT DETECTION
“TOMRA offers advanced defect detection capabilities, ensuring that only fruits meeting the strictest quality specifications are processed and packaged. This not only
improves our production efficiency but also optimizes the quality of the final product, guaranteeing customer satisfaction and compliance with food safety regulations. This investment demonstrates our commitment to operational excellence, our determination to be a leader in the handling and packaging services sector for berries in Europe, and updates our facilities for the berry campaign from Morocco and Spain.”
TransIberian Foods has 20,000 square meters of refrigerated space with 14 docks and is currently expanding its operations with the development of a new project focused on the refrigeration, ripening, and packaging of avocados and other tropical fruits, both locally produced and imported. It primarily receives the produce through the nearby port of Algeciras, a key hub for the import of fruits from South America (Peru, Chile, Mexico, or Argentina) and Africa (Morocco, South Africa, and Egypt), as well as areas closer to their base such as Spain, Portugal, and Romania, among others.
Jesús Cruz explains the challenge they faced: “Due to the diversity in the origin of the blueberries, we were looking for a packaging line that was extremely flexible, capable of handling all the commercial formats required by European supermarkets for our clients. This meant having the ability to quickly adapt to different sizes and types of packaging, from small trays for individual portions to larger containers for
wholesale. TOMRA has enabled us to offer a wide range of options to our clients, companies that distribute to European supermarkets, adapting to their needs and market demands.”
To address this challenge, the company looked for advanced technology solutions: “At TransIberian Foods, we believe that technology is now fundamental and indispensable for the success of our operations and packaging process,” says Jesús Cruz. “It not only ensures the highest quality and freshness of the products we process but also strengthens the trust of our customers. The implementation of advanced technology allows us to optimise our fruit selection, grading, and packaging processes, ensuring that each product meets the highest international standards. This precision and efficiency are essential for maintaining the integrity and quality of the final product, from reception to delivery.”
TOMRA Food provided the successful solution: “We are very pleased with the TransIberian Foods project. We have achieved a design that optimizes their packaging and sorting process, ensuring that fruit from various origins is handled
Jesus Cruz Gerente of TransIberian Foods
“The company has chosen TOMRA Food’s advanced blueberry grading and filling solutions for its blueberry packing line.”
efficiently and effectively. This way, their final product reaches supermarkets across Europe while meeting the highest quality standards,” says Jesús Hernández, Sales Manager at TOMRA Food Spain.
KATO 260 PRECISION GRADING
“The KATO260 is a compact sorting system suitable for any fruit sorting situation, as it minimizes the space requirements in the facility. It handles the fruit gently to maximize bloom retention and extend its shelf life. Whether sorting fruit into numerous grades or removing defective fruit, the KATO260 offers 5 or 7 outlets for perfect sorting in packing facilities of any size,” explains Jesús Hernández.
The packaging process at TransIberian Foods begins with the fruit being fed into the KATO260 sorter, optimizing its performance. The fruit is gently loaded into the KATO260, ensuring a continuous supply and uniform distribution in the sorter.
KATO260 ROLLING CONVEYOR
Next, the KATO260 exclusive rolling conveyor system inspects the fruit’s surface from all angles. Cameras capture multiple images of each piece of fruit, and the machine’s software can identify defects as small as 0.2 mm at high speed for precise grading.
A valuable optional enhancement for the KATO260 is the LUCAi® software and
hardware package, which uses Artificial Intelligence to achieve unparalleled accuracy in fruit sorting and grading. After each piece of fruit moves along the sorting line, it is photographed by multiple cameras. LUCAi® identifies and indicates how each blueberry should be graded. Capable of processing up to 2,400 images per second, LUCAi® can also view the fruit in wavelengths not visible to the human eye, detecting subtle defects such as dehydration, bruising, and early anthracnose.
design future-proof solutions to grow with your business and anything your customers may need from you down the line.
Producing premium fruit concentrate demands precise density control. VEGA’s forward-thinking solutions provide the accuracy and reliability needed to meet these challenges.
Pulp Fiction or Pulp Precision?
The density of fruit concentrate has a direct impact on the flavour, texture, and overall quality of the final product. Incorrect levels result in an inconsistent product that fails to meet consumer expectations and industry standards. Proper concentrations are essential for efficient processing in downstream stages such as filling, cooling, or granulation. Incorrect measurements can lead to issues in these processes, causing production delays or the need for reprocessing, and specific gravity is important for the concentrate’s stability during storage. If the density is too low, the product may spoil or ferment more quickly, while a density that’s too high may cause crystallisation or excessively viscous consistency, making it challenging to handle and use later. These concentration levels directly affect the economic value of the product through the yield of the final product, impacting profitability. Many products have specific density requirements to comply with industry regulations and standards.
CONCETRATION PROCESS
Throughout the concentration process of fruit juice, it’s vital to address various challenges when assessing density. A noteworthy concern is the temperature during the process. As the juice undergoes concentration, its density increases while viscosity also rises, impacting
VEGASOURCE 31 is a safe, self-shielded gamma radiation source that simplifies regulatory compliance.
fluid flow and density. The accumulation of residues, mostly due to the high sugar content of the concentrate, leads to sensor build-up, resulting in inaccurate measurements and requiring frequent cleaning and maintenance.
These difficulties highlight the importance of selecting a density measurement solution that can handle demanding conditions and provide accurate data. An optimal system should be able to withstand high temperatures, account for viscosity changes, alleviate fouling, and offer real-time data to enable continuous process control.
PRECISE MEASUREMENTS
Precise density measurement is essential for achieving the desired product quality during the concentration process. The VEGA Minitrac 31, VEGASOURCE 31, and the KV 31 mounting bracket present a failproof solution that effectively addresses the technical complexities associated with high temperature, viscosity, and fouling. By selecting a VEGA solution, producers can achieve accurate real-time density measurements. This leads to better process control, reduced downtime, and superior product quality.
The Minitrac 31 is a groundbreaking solution for the challenges of fruit concentrate production. This non-contact density sensor can accurately measure liquids and bulk solids, both internally and externally to the process. Its radiationbased technology delivers precise density measurements unaffected by temperature or viscosity changes. This leads to improved process control and optimisation.
The compact design allows for easy integration and minimal disruption to existing systems.
The VEGASOURCE 31 is a gamma radiation source and its robust shielding ensures safety without requiring additional precautions during installation or operation, simplifying regulatory compliance. Easily integrated into different setups, it provides the necessary radiation source without added complexity. When combined with the Minitrac 31, this system offers a compact, robust, accurate, and secure density measurement solution.
DID YOU KNOW
Unlike traditional methods, the Minitrac 31 avoids fouling issues, ensuring consistent and reliable performance.
The KV 31 mounting bracket is specifically designed to ensure the correct and secure installation of the Minitrac 31 and VEGASOURCE 31 on pipelines and vessels. Its adjustable measurement displacement angle provides flexibility, especially in applications demanding precise alignment for accurate density readings. The bracket simplifies installation without major modifications, making it ideal for fruit concentrate processes where optimal instrument positioning is crucial for reliable density measurements. Vega – www.vega.com/radar
EMEA F&B Industry Insights
RS South Africa has released a comprehensive report on the food and beverage industry in the EMEA region, highlighting key challenges and growth opportunities.
RS South Africa, a trading brand of RS Group plc (LSE: RS1), a global provider of product and service solutions for industrial customers, has released a new high-level report into the food and beverage (F&B) industry from a European, Middle East, and Africa (EMEA) perspective, highlighting key challenges and insights from industry leading experts.
The EMEA market accounts for 65 494 companies and a combined turnover of €322 billion, or about 23% of the total number of companies in the overall EMEA F&B sector, and 28% of its total value.
With significant capacity for innovation
PESTLE ANALYSIS
Here a PESTLE analysis (Political, Economic, Sociological, Technological, Legal and Environmental) was used to compile a broad picture of market characteristics and develop an understanding of the most pressing challenges and emerging trends:
Political: Evaluating governmental influences, policies and geopolitical issues.
Economic: Analysing economic conditions, growth, inflation, and exchange rates.
Sociological: Assessing societal factors like demographics, cultural trends, and consumer behaviour.
Technological: Examining technological advancements and their influence on industry and market.
Legal / Governance: Evaluating legal regulations, laws, and compliance issues.
Environmental: Assessing the impact of environmental trends on operational decision making and the influence of consumer demands, including other aspects of ESG.
“After gauging the size of the market and determining where the potential exists, the report looks at the factors impacting the market today and which trends will shape the course of the F&B sector into the future.”
and the opportunity to adopt new technologies, expand market share, and steal a march on incumbent players in more developed nations, companies within the EMEA region show significant potential for growth in the coming years, states the report.
After gauging the size of the market and determining where the potential exists, the report looks at the factors impacting the market today and which trends will shape the course of the F&B sector into the future. “New trade agreements and technological innovations in the way food is processed and packaged using sustainable practices present significant opportunities for all major players in the F&B space. To capitalise on these opportunities, F&B manufacturers need to stay agile, invest in research and development, understand local and global market trends, and continuously innovate to meet the evolving needs of consumers,” comments James Bullion, EMEA Industry Sector director at RS.
Entitled ‘The State of the Food & Beverage Industry: An EMEA Outlook’, RS partnered with independent research consultancy Context+ to design and conduct the study. It provides a firm foundation to understand the F&B sector, focusing on key industry sectors.
The scope of the entire F&B value chain extends from farming and agriculture to processing and packaging, wholesale of goods, and import/export activities, right through to retailers of every shape and size.
“The F&B manufacturing industry is an exciting space, and we see AI playing a bigger role in the way manufacturing processes are monitored to reduce downtime.
Process optimisation, energy efficiency, robotics and automation, supported by reliable supply chains, are just a few of the key strategies being applied. This is creating significant opportunities for RS as an integrated partner in supporting these firms navigate these challenges,” highlights Bullion.
In the fast-paced world of F&B production, unplanned downtime can disrupt operations and cause significant setbacks. Maintaining stringent hygiene protocols and using reliable equipment is essential to minimise costly interruptions and contamination risks. RS Safety Solutions offers a comprehensive range of products designed to support your energy management and contamination control needs, ensuring smooth and safe operations.
Images: Supplied by RS South Africa.
Sustainability in Food Processing
In the fast-paced and competitive world of food processing, sustainability isn’t just a buzzword - it’s a necessity. Waste management, effective yield control, and the prevention of stock losses are all crucial to maintaining sustainability for any food processing facility.
If these aspects are not taken care of, it could lead to significant financial strain and profit loss. For Excellent Meat, a prominent player in the South African meat industry, these challenges were all too real.
Faced with the complex task of managing stock control and traceability - both essential to meet the rigorous customer demandsExcellent Meat knew they needed a robust solution. Says Juan van der Westhuizen, operational finance manager at Excellent Meat, “These challenges hindered our ability to effectively monitor stock levels, control wastages and maintain quality standards.”
A WORLD OF EXCELLENCE
Founded in 1970 by Shafie and Sara Sonday, Excellent Meat began as a single butchery. Over the past 54 years, it has grown into a group of companies with a workforce of more than 900 employees, providing both B2B and B2C products and services.
Today, the Excellent Meat Group delivers exceptional value across multiple sectors, including local wholesale, international import and export, fresh and cooked meat production, and retail offerings in lamb, mutton, beef, and poultry. The group also provides comprehensive cold storage solutions.
THE CALL FOR INNOVATION
To address these challenges Excellent Meat turned to Matrix Software, a leading ERP software provider to Africa’s meat and food processing industry. Matrix Software specialises in delivering cutting-edge solutions tailored to the unique needs of the
African meat sector, offering comprehensive stock control, traceability, and production management systems.
Matrix Software supplied Excellent Meat with a tailored offering that significantly streamlined its operations in terms of traceability, profitability and production efficiency.
“Before we implemented Matrix Software, we lacked real-time visibility into our stock values and physical inventory. This created operational inefficiencies, particularly in quality and date control. With Matrix’s traceability function, we are now able to track our products from farm to fork, meeting our client’s strict specifications and significantly improving product quality and safety,” says van der Westhuizen.
A TAILORED SOLUTION IN PHASES
Matrix Software’s approach to addressing Excellent Meat’s challenges involved a phased implementation. This allowed the company to gradually adopt the new system, ensuring a smooth transition that didn’t disrupt daily operations. The system was customised to match Excellent Meat’s specific processes, with a focus on improving stock control, wastage monitoring, and profitability.
The software’s ability to track production efficiency through opening and closing blocks gave Excellent Meat a newfound ability to continuously monitor their production workflows. This feature enabled the company to identify inefficiencies and optimise its processes in real-time.
“We provide tools to monitor profitability
“Faced with the complex task of managing stock control and traceability - both essential to meet the rigorous customer demands - Excellent Meat knew they needed a robust solution.”
by integrating a system that tracks production efficiency through opening and closing blocks. This feature allows Excellent Meat to continuously monitor and improve its production workflow. Additionally, the sales module within the system enables realtime tracking of gross profits (GPs), allowing the business to have a clear view of their financial performance at any given time.” explains Johanette Le Roux, client relations manager at Matrix Software.
“One of the best things Matrix Software offers is its easy integration with any accounting package. Matrix Software also automates and streamlines many processes, including inventory, batch tracing, distribution and logistics. It helps us improve accuracy by allowing us to account for and reconcile exactly what’s captured in the system at any time, with the ability to review historical data,” explains Juan van der Westhuizen, operational finance manager at Excellent Meat.
AUTOMATING PROCESSES
Operational challenges in the wholesale process were also addressed. Initially, some Excellent Meat plants began with scanning, followed by the full implementation of production and receiving functionalities. Matrix Software helped automate previously manual processes by migrating all the company’s data to the new system.
High Productivity Baking Solutions
With almost 100 years’ experience in working with the food industry, IPCO can supply everything from premium quality steel bake oven belts to high productivity cooling systems for confectionery and chocolate products.
The company also supports food processors through consultancy services to help deliver new levels of efficiency and reliability to production processes. IPCO has sales and service offices in more than 30 countries, with trained and equipped service teams on the ground and available to provide a quick response to any service or repair requirement.
PERFORATED STEEL CONVEYOR BELTS
IPCO is the world’s largest supplier of carbon and stainless-steel belts to the bakery and confectionery industries, working with OEMs and end users alike. Steel belts are designed to provide years of reliable service and help businesses maximise both productivity and profitability. Key benefits of a steel conveyor belt include excellent thermal conductivity and outstanding durability; with good maintenance a working life of 20 years is not unusual. Being lighter than mesh belts, they are also a more sustainable choice, requiring up to 30% less energy to heat as they reenter the baking chamber.
A high quality bake oven belt will have certain mechanical properties – flatness, straightness – ‘engineered in’ at the production stage to ensure that it runs through the oven as it should. Consistency of colour is important too; dark areas absorb heat while light, shiny areas reflect it, so uneven belt colour could result in an uneven bake. This also has to be engineered into the belt.
A flat, smooth surface ensures clean release at the end of the oven with minimal risk of damage to fragile products. And when cleaning is required, steel is easier to clean than other materials.
COOLING AND FORMING SYSTEMS
IPCO is also a major supplier of confectionery cooling equipment. Belt-based cooling operations make use of the exceptional heat transfer properties of the material to ensure quick and controlled solidification. In a typical system, the molten product is deposited onto a continuously running
“The company also supports food processors through consultancy services to help deliver new levels of efficiency and reliability to production processes.”
stainless steel belt and transported through the cooling tunnel. Cooling is carried out either by means of chilled air applied from above the product, chilled water sprayed onto the underside of the belt, or a combination of the two.
The inherent smoothness of the belt results in clean discharge of candy and other sticky products from a cooling line, leading to a better quality product and less waste. This ease of release means that delicate products can also be processed successfully.
This expertise has resulted in the development of a comprehensive range of chocolate forming/moulding equipment, with systems designed for the production of industrial ingredients – chips, chunks, drops and blocks – and decorative products such as shavings, rolls, pencils, blossoms and many more.
COFFEE FREEZING SYSTEMS
The production of instant coffee is another major applications for IPCO’s systems, with its freezing lines now being used by all of the world’s major producers.
After roasting, the coffee is milled and turned into a slurry, similar to soft ice. This is fed onto the steel belt and frozen by means of cold air blasted over the product at high velocity to guarantee rapid and uniform heat transfer. The combination of impingement technology and the excellent conductivity of the steel belt enables freezing times to be reduced by as much as 50% compared with conventional methods). Product quality is also enhanced, as the smooth, temperature-controlled freezing process ensures that the colour and flavour of the coffee is maintained.
MULTI-STAGE DEHYDRATION
Another food process for which steel belts are ideally suited is the drying of fruit and vegetables. Based around perforated belts, these systems enable controlled dehydration by the flow of air through the product, resulting in reduced process times. The use of modular, multi-stage drying units allows time/temperature curves to be optimised for products as diverse as potatoes, carrots, apples, orange peel, celery, garlic and tomatoes. Special systems for sensitive products have also been developed, enabling the drying of cut strawberries, blueberries, pineapple, mango and more. Delivering an end product with a highly uniform moisture content, IPCO dehydration systems are capable of handling partially frozen products and can also be used as a pre-dryer for microwave plants.
IPCO – www.ipco.com/bake
�STEEL BELTS AND PROCESS SYSTEMS FOR THE FOOD INDUSTRY
IPCO is a world leading manufacturer of solid/perforated steel belts and associated process systems for the food industry, supplying solutions for baking, cooling, forming, freezing, drying, casting, meat cutting, conveying and more.
Whatever your requirement – belt-only or end-to-end system solution – we can deliver the process support and aftersales service that’s right for your business.
See us at Gulfood Dubai · 5-7 Nov · S1-D48, Hall Sheikh
Global service, local expertise.
Upgrades, planned maintenance, troubleshooting.
Experienced engineering team.
GMP incl. Rotoform FD pastillation system.
120 years of steel belt manufacturing.
Saeed 1
Seasoning Technology –Temperature and Timing
Heat and Control’s FastBack OMS Revolution Seasoning System (RSS) elevates the industry standard and is the system of choice for many of the world’s largest and most successful PC and non-PC producers.
For more than two decades, snack food producers have been enjoying the benefits of on-machine seasoning (OMS), where seasoning is applied at each packing station for potato chips. OMS allows for longer runtimes, reduced production stoppages, more accurate seasoning control, easier cleaning protocols, and improved SKU control of flavour variations and bag sizes. With the latest technology, OMS is able to be used for non-PC products, including baked snacks, corn tortillas, and other products. These new applications sometimes require an application of oil for seasoning adherence. Usually, this is easily done; however, it needs to be done correctly for the product to achieve full capability and quality. This article addresses the factors of temperature and time and the necessary setup for these process requirements to work optimally.
TEMPERATURE
If a product is too hot, the oil will be absorbed too rapidly. While this may be beneficial for keeping cooling conveyors clean and for achieving overall snack flavour, if the oil is not on the product’s surface, it is ineffective to as an adhesive agent. When baked products are
oiled at the end of the oven segment, the oil is absorbed too quickly. Likewise, when tortilla chips are baked then fried in oil, these hot applications still leave the product with inadequate surface oil for seasoning adhesion. In most snack products, oil and fat are part of the flavour structure, and they also can amplify, prolong, and enhance other flavours. If the flavour demands a certain level of oil, one solution is choosing to apply some oil to the product when hot and the remainder of the oil when cool to produce a wellstructured result with the opportunity for great flavour pickup.
TIMING
Product temperature translates
directly with timing. At the exit of its process, whether baked or fried, the product starts cooling. The oil absorption rate slows as the temperature drops (e.g., crackers can lose 10°C in 20 seconds, about 30’ on a conveyor). Fundamentally, the bigger the delta T between the product and the oil, the faster the absorption rate. Therefore, for adhesive purposes, the oil must be applied when the product has cooled sufficiently so the oil absorption rate is slow enough so that an adequate amount remains on the surface. Typically, oil needs to be at a high temperature in order to be sprayed to achieve the best distribution across the product. If the product is significantly colder than the oil, then the absorption can be usually slowed enough to be effective. Description automatically generated
There are three positions where these later stage oils or other liquid mediums could be applied, whether for adhesive or for flavour:
In-kitchen application — oil and seasoning are applied in a large single seasoning drum located in the processing kitchen. Oil is applied at the front end with a seasoning application at the back end. This is a bulk application process and does not allow for the flexibility enabled by on-machine seasoning. Large capacity lines can be divided into two or three seasoning drums with different flavours, which then require duplication of the distribution conveyors.
Full OMS application — oil and seasoning applied in each on-machine seasoning drum. A single distribution set of conveyors feeding each OMS station according to the requirements of the bagger at that position. Although enabling the OMS flexibility, oiling at each drum adds cost and complexity that may be useful for the wet flavour to complement the dry seasoning but is excessive for the purpose as an adhesive oil application.
Single oiling drum & OMS — application
of oil in a single suitably smaller drum, oil is applied in bulk to the product; after distribution, seasoning is applied OMS style. This design enables all the benefits of OMS without the complexity noted above. The location where the oiling drum is determined by the product temperature delta from the oil temperature and the rate of absorption of the product. This application works by allowing the product to be efficiently oiled when cool, either in the kitchen or on the mezzanine and before distribution to OMS packaging stations.
HEAT AND CONTROL FASTBACK OMS
Heat and Control is a global OMS leader, and the FastBack® OMS Revolution® Seasoning System (RSS) elevates the industry standard and is the system of choice for many of the world’s largest and most successful PC and non-PC producers. The RSS provides superior seasoning performance and incorporates multiple patented innovations within a complete system to consistently provide exceptional seasoning results.
Achieving consistent oil application, whether for a background flavour, for
building surface oil, or for use as a topical flavour component may require different equipment and configurations. When laying out a new line for a process, producers should give due consideration to each product’s peculiarities and to properly discuss them with the supplier to arrive at the optimal solution.
Maple Leaf Foods’ New Plant
In partnership with its customer Maple Leaf Foods, one of Canada’s leading prepared meat and poultry producers, Ishida Europe has played a key role in the establishment of Maple Leaf Foods’ recently opened C$772 million poultry processing plant in London, Ontario.
One of the most technologically advanced facilities in the world, the London Poultry Plant features twelve Ishida Flex Grader systems and four Ishida RobotGraders, working in conjunction with four Ishida IX-G2 X-ray inspection systems. The Ishida equipment is able to handle and pack all the cut-up components from the 27,500 birds processed every hour, delivering around 270,000 retail trays each day across the 16 grading and packing lines.
Nevertheless, according to Maple Leaf Foods’ Taimur Aslam, who directed the entire new factory building project, alongside the excellent performance of the Ishida machines, what has made this such a successful and stand-out project has been the high levels of collaboration and consistently exemplary service and support delivered by Ishida.
He said: “I can safely say that I have never experienced this level of collaboration from a company throughout such a huge flagship project.
With Ishida I have enjoyed one of the best working relationships, a true partnership where we co-operated fully and at the same time
“The easy clean open frame design minimises downtime for cleaning and product changeovers.”
challenged each other at every stage. This made it easy for us to push the boundaries of what we could achieve.”
The London Poultry Plant was first conceived in 2018 when Maple Leaf Foods sought to combine four of its legacy poultry processing operations into a new ‘super’ factory. The facility would help the company meet its commitments to be a carbon neutral food business, and to deliver better nutrition, safer food and workplaces, more humane animal care, and sustainability efforts to protect the planet.
Ishida was selected as a partner for the weighing and grading of poultry pieces in 2019, thanks to the company’s proven experience and success in poultry packing solutions.
“We knew that with Ishida we would
not get an out-of-the box offering but one that was fully customised to our specific requirements,” said Taimur. “And as well as this bespoke solution, we received full technical support throughout the project, with high levels of expertise from Ishida and the supplier partners who worked with them.
“Ishida had personnel on hand during the installation and dry and wet testing, carried out upgrades where necessary, and once we were up and running continued with a permanent site presence for fine-tuning to get the best performance from the machines from the start, as well as ongoing training.”
A major requirement for the grading and packing lines was to reduce what had previously been a very labour-intensive manual operation in order to maximise speed and efficiencies and deliver higher volumes at faster rates.
REAL LIFE ADAPTATION
A key benefit of the Ishida equipment is its adaptability to real life production scenarios, enabling the machines to handle a wide variety of packaging formats simultaneously. As a minimum, each production line can produce to tray pack, bulk pack (5kg or 20kg) or combo bulk (500kg) in unison.
Importantly, the intuitive operation of the equipment has been matched to the look and feel of other equipment on the line, including a line control system that integrates with
Maple Leaf Foods’ order management systems. This means that operators can easily be moved around the factory as required. The ergonomic design of the Ishida graders was also essential to support Maple Leaf Foods’ commitment to the highest standards of health and safety.
The Ishida Flex Graders grade product to fixed weight, fixed pieces count, or a combination of both. At Maple Leaf Foods, they are grading and packing whole legs at 120 pieces per minute, and thighs and drums at up to 400 pieces per minute.
ISHIDA ROBOTGRADERS
The Ishida RobotGraders combine weighing and pick-and-place technologies to grade the chicken fillets of varying weights and pack them at a fixed number of pieces per pack directly into trays at high speeds, as well as fixed weight bulk packaging and combo bulk grading. Two-fillet trays, for example, are packed at around 500 trays per minute across the four lines. Every fillet has
already passed through an Ishida IX-G24027-F X-ray inspection system, whose advanced dual energy technology is able to identify low density foreign bodies including bone fragments, to allow efficient rework of contaminated fillets.
Both Ishida grader models offer a robust construction that ensures reliable operation, with a simple to use touch screen remote control for fast set-up and product changeovers. The easyclean open frame design minimises downtime for cleaning and product changeovers.
“We are delighted with the performance of all the Ishida equipment, which has delivered what we required in terms of efficiency, throughput and reliability to enable us to increase capacity and respond quickly to market demands,” concluded Taimur. “What has singled this project out, however, has been the journey that Maple Leaf Foods and Ishida have taken together. Good relationships are fundamental to a project of this size. Ishida fully integrated with the Maple Leaf Foods’ culture and became an indispensable part of our operation as we took the London Poultry Plant from vision to reality. The company made things easy for us and the proof of the pudding is that we would do it all again.”
An Ishida packing line solution comprising a multihead weigher, bagmaker and checkweigher has been instrumental in the launch of a new healthy snack from snacks specialist Good Food Products, Poland’s largest manufacturer of rice and corn wafers, crackers and popcorn snacks.
A BREAKTHROUGH ON THE SNACK MARKET
Corn A’petit waffle snacks are produced from corn kernels and are baked with no added fat, preservatives or gluten and with reduced salt, making them a healthy alternative for snack fans. Because the snacks are 45mm in diameter, compared to traditional wafers which are 90mm, Good Food Products was seeking a completely new production line that was able to cope with this specification.
“When we were choosing our line supplier, we did thorough market research and Ishida turned out to be the optimal choice,” says Łukasz Wawrzyniak, engineering department manager at Good Food. “The quality of the company’s
machines speaks for itself. We wanted to have the best solution for our new product, which we consider as a breakthrough on the snack market.”
The integrated Ishida solution features the company’s 14 head CCW-RVE multihead weigher combined with its Inspira bagmaker. The bagged snacks then have a final weight check on Ishida’s DACS-G checkweigher.
The CCW-RVE is well suited for lightweight products such as snacks.
Ishida’s patented Pulse Width Modulation (PWM) technology provides greater control of the infeed of the product at the top of the weigher and to the weigh hoppers. Being able to automatically vary both the amplitude, time and frequency of the vibration ensures a steady and consistent
flow of product, maintaining speed and efficiency, reducing the danger of overfilling in the hoppers.
Kopiko’s Journey to East Java
In 2021, Mayora relocated its coffee production line to East Java, ensuring seamless operations with Krones’ advanced technology and digital upgrades.
To access video, check out the Food Review Digimag.
Kopiko is a coffee bean from Hawaii.
But in many Asian countries, Kopiko is known mainly as a brand of coffee confectioneries. It achieved great fame in 2017 when astronauts on board the International Space Station took photos of Kopiko candies during a Thanksgiving dinner. The sweets are made by the Indonesian food and beverage company PT Mayora Indah Tbk.
Kopiko’s portfolio includes a ready-todrink coffee in PET bottles. And this is where Krones enters the scene, because since 2014 this coffee drink is filled on an aseptic line from Neutraubling featuring as its centrepiece a PETAseptBloc L with blowmoulder.
In 2021, Mayora decided to integrate the production operation into its branch in East Java, with the aim of exploiting synergies on site. Mayora
“In
all, 168 packages weighing just under 300 tons were shipped, and another 129 packages with a total weight of 40 tons from Germany.”
deliberately chose not to buy a new line but rather to relocate the one they already owned. “We had invested in production
continue using them,” explains Dwion Yunus,
that was the first time a complete aseptic line had to be relocated by ship,” says Rigaz Fitrianto, the project manager in charge at the Krones Centre Indonesia. Controlling, monitoring and documenting the relocation job in all its complex details were among his prime tasks. His roughly-80-strong team was responsible for implementation, supported by a few experts from Neutraubling, including a filling specialist, on-site manager and an electrician.
ALL MACHINES ON BOARD
It was therefore necessary to dismantle the line at its original location, transport it by sea to Indonesia and install it there. “For Krones,
The first task was to organise transportation. And when it comes to delicate machines, that goes far beyond customs clearance and insurance. The team also had to make sure the machinery was adequately packed and the load appropriately secured. And the job included organising an additional transport by sea from Germany because new material from Neutraubling was likewise needed in Indonesia. “It’s true, the customer wanted us to erect the line in East Java in just
the same configuration but at the same time replace old pipes and cables,” says Matthias Fenzl who supported the project as manager for the Asia-Pacific region. In all, 168 packages weighing just under 300 tons were shipped, and another 129 packages with a total weight of 40 tons from Germany.
One of the challenges the team was faced with was the fact that both transports by sea and line dismantling took place during the 2022 Covid crisis, when many restrictions had to be observed. Both people and materials were only allowed to travel to a limited extent, and cooperation on site was subject to stringent safety precautions. “We helped to get everything arranged to get the project going,” says Rigaz Fitrianto.
EVERYTHING SHIPSHAPE
After all machines and materials had been securely transported to and unloaded in Indonesia, the next job was to install the line at its new location. Something that required perfect coordination of various specialist departments, including engineering, electrical and quality assurance. The local driven service team installed the individual components and established all the connections and links required. What is crucially important for an aseptic line is to ensure top hygiene levels: Therefore, they also performed comprehensive cleaning and sterilisation routines, which were supervised by a validation expert from our LCS Centre Krones Thailand. That was followed by testing, precise calibration of the meters,
DID YOU KNOW
It’s not only millions of beverage bottles and cans that are handled on Krones lines every day, the company’s solutions are also used in the food and stimulants industries, plus the chemical, cosmetics and pharmaceutical sectors.
gauges and control systems, plus quality assurance processes, in order to guarantee accurate and reliable production. “It was only thanks to this meticulous process sequence that we were able to make sure the line was fully restored to its previous functionality, ensuring the highest levels of quality,” to quote Rigaz Fitrianto.
FULL DIGITAL SPEED AHEAD
Mayora did not wish the line to be retrofitted, updated or expanded by additional units. But the company did want to give it a digital upgrade. And so, our team integrated the SitePilot Line Diagnostics system, an analytical software that logs the quality-, cost- and performance-related data of all machines and summarises the results in easy-to-read reports. In this way, the operators always have an overview in realtime and are automatically informed about possible causes of error and downtimes. The management team benefits from enhanced levels of transparency, accuracy and comparability, which enable them to perform real-time and long-term analyses. That means the line is ready for any future assignments. Equipped with this digital solution, it has been up and running in East Java since September 2023, bottling Kopikobrand coffee just as efficiently and reliably as it has done since 2014.
Krones – www.krones.com
Predictive Modelling for Freshness and Less Waste
Pornpun Theinsathid, business development manager for Food Protection & Preservation, Meat, at Kerry Asia Pacific, Middle East & Africa, unpacks how the science of predictive modelling is transforming the way food businesses ensure the longevity of food.
Keeping food safe and extending its shelf life is a huge priority for food producers because it’s not just about taste—it’s about our health, trust in the products we buy and food waste reduction. Predictive modelling might sound complex, but it’s a concept we use in everyday life. Weather forecasts, for example, predict when it might rain so that we can plan our day. In the world of food protection and preservation, predictive modelling works in a similar way. It takes everything science knows about how meat and bread spoil—think of this as past ‘weather reports’ for food—and uses it to predict what could happen to these products under different conditions.
Using this smart technology, companies can run virtual tests on their food products long before they hit store shelves. If bread tends to develop mold under certain conditions, a predictive model can foresee this issue and suggest mould control changes to keep the bread fresh for longer. In the case of meats, the stakes are even higher, as pathogens can pose serious health risks. Predictive models can determine the ideal conditions to prevent spoilage, inhibit contamination outgrowth thereby extending freshness through meat safety solutions.
PREDICTIVE SHELF-LIFE MODEL BENEFITS
• Accurate prediction of product shelf life with reduced resource spend: Predictive models take out the guesswork and help businesses forecast exactly how long their products will stay good, without the need for costly and time-consuming trial and error.
• Minimising food waste when shelf-life extension is enabled: By ensuring products last longer on the shelves and in our homes, we can cut down the amount of food thrown away, tackling a huge environmental and ethical issue.
“Predictive modelling might sound complex, but it’s a concept we use in everyday life.”
• Enhancing consumer satisfaction and trust through consistent shelf-life performance: You can trust that your favorite piece of meat or fresh bread will be safe and tasty for as long as the predictive model promises, leading to a better experience with the brand.
Ongoing improvements in predictive models—thanks to contributions from the global science community—only make these predictions more accurate over time. Think of it as an instant starting point of the answer to a multifaceted question.
PREDICTIVE MODELLING
To better explain putting predictive modelling to use, take microbial modelling for bread as an example:
• Start by setting a goal. Do you want to ensure your current preservative does its job optimally, or are you trying to find a better solution? Whether you are looking for an ingredient performance match where the output will be a recommended dosage, or extra shelf-life days from your current ingredient (or a new one), this will influence the approach within the model.
• Have a detailed understanding of your current bread formula and the preservation ingredient(s) and dosage you use. You may need to have the product specification documents on hand for natural products where there is huge variability in the market in their functional composition.
• Be ready to test various scenarios with potential new ingredients or changes to
your bread formulation to discover the most effective solutions for improving product performance. The model will give an instant answer so it’s worth playing around with different scenarios before proceeding to plant trials, lab or shelf-life studies.
• Deepen your knowledge of specific microorganisms present in your bakery that may affect your product’s quality. For instance, if you are dealing with a resistant strain of Penicillium roqueforti in your bakery, consider stronger or more specific preservation strategies to enhance your bread’s shelf life.
As with all science, the more data available, the clearer the predictions. Real-world data about ingredients, environmental conditions, and past results are all important. And experts, such as microbiologists and statisticians, are key players in interpreting the data and information that predictive models deliver.
LOOKING AHEAD
Predictive modelling is truly transforming the food industry. As we look to the future, we can expect these models to become smarter and more customer-focused, continuing to ensure our food is safe and stays fresh. The use of predictive modelling is set to align with the best practices in the industry, raising the bar for what we can expect from our food suppliers.
Kerry Ingredients South Africa –www.kerry.com Tel: +27 31 344 0071
Email: ccsouthafricalocal@kerry.com Kerry GroupTaste & Nutrition Ingredients and Science Tel : +27 31 344 0071 Email address: ccsouthafricalocal@kerry.com Kerry Group - www.kerry.com
Ensuring Even Ingredient Distribution
Dr. Harvey’s, known for all-natural pet foods, has upgraded to a larger facility and advanced mixing equipment to meet growing demand.
Dr. Harvey’s produces all-natural food products for dogs and birds, each of which is a blend of 15 to 30 dry ingredients ranging from seeds, dried vegetables, fruits and organic grains to protein powder and freeze-dried meat.
The company’s previous 836 m2 (9000 sq ft) plant and 57 liter (2 cu ft) ribbon blender limited growth, prompting Dr. Harvey’s to move to a 2787 m2 (30,000 sq ft) facility in Eatontown, New Jersey, and install a 566 liter (20 cu ft) Munson Rotary Batch Mixer, which is “the central and fastest part of the process,” says general manager Cesar Salazar.
INGREDIENT DISTRIBUTION
Each food product begins with a base mixture of grains and dry vegetables to which herbs, protein powders, and other ingredients are added. Canine products contain between 20 and 25 ingredients, versus about 30 for bird feed products containing seeds, nuts, dehydrated protein, and fruit. Ingredient particles are powder-sized up to a quarter inch––or about 6 millimeters.
Ingredients for batches of up to 363 kg (800 lb) are manually weighed and dumped into a plastic hopper, which is then forklifted above the mixer’s inlet to be gravity discharged through a manual slide gate into the Rotary Batch Mixer.
The mixer’s stationary inlet and outlet allow loading and discharging of the vessel as it rotates, reducing mixing cycle times, while preventing segregation of ingredients during discharge, regardless of the large variations in particle sizes and shapes.
The four-way action of the vessel’s proprietary mixing flights lifts, folds, cuts and turns the materials with no shear, heat or degradation, yielding uniform blends in about five minutes. The flights also serve to elevate and direct the material toward and through a plug gate valve which, when opened, discharges the batch with less residual than the plant’s previous ribbon blender, despite having 10-times greater capacity.
The general manager says, “A number of fragile ingredients dust easily, but they remain in the same condition as when we loaded them into the mixer.”
The portable hopper containing the
“Dr. Harvey’s is meeting increased demand by running a minimum of three batches per day on average.”
blended batch is then forklifted above the surge hopper of the adjacent packaging machine and discharged through a manual knife gate valve.
SANITARY STANDARDS
Following discharge, the previous ribbon blender left about 1.5 kg (3 lb) of residual material in the vessel trough requiring manual removal, while dried vegetable particles adhered between the ribbon agitator and the trough walls required manual scraping and/or removal of the agitator.
With no shaft seals, dead spots or recesses to trap contaminants, the Rotary Batch Mixer can be cleaned in 30 to 40 minutes. Operators blast the interior using compressed air nozzles, then vacuum and hand wipe with towels.
For batches containing certain dried meat products, a dry sanitising agent is applied in addition to the standard cleaning regimen. “We deep clean each surface to ensure no cross contamination,” says Marie Limoges, PhD, RDN director of Food Safety and Nutrition.
Clean-out doors on opposite sides of the vessel allow unrestricted access for cleaning and visual inspection of all material
contact surfaces, contributing to the plant’s compliance with National Animal Supplement Council guidelines, which incorporate FDA and state requirements.
To prevent dust contamination of the plant environment, intake ducts of a central dust collection system are positioned at the Rotary Batch Mixer, packaging machine, hand batching stations and other production points.
EXPONENTIAL GROWTH
Dr. Harvey’s is meeting increased demand by running a minimum of three batches per day on average. Considering five-minute mixing cycles per batch, and typical cleaning times of under one hour for non-meat products, the company has significant reserve capacity to handle future growth.
“We are nowhere near capacity,” explains Salazar, adding “At our previous location, we had no extra inventory. All of our products went out the door soon after it was made. Now we have inventory on hand, increased production and can plan accordingly for growth. We will be adding a second shift and will accelerate marketing to increase demand and output.”
By offering “Fine Health Foods for Companion Animals” per the company slogan and outfitting the new plant with equipment having reserve capacity, Dr. Harvey’s is prepared to meet burgeoning demand for its healthy products.
Smart Beverage Choices for Kids
The demand for kid’s food and beverage products has increased and is expected to grow globally. Targeting children aged 4-12, these products meet specific nutritional needs and taste preferences. Rone Luttig and Carien Schoeman from Savannah discuss why Beneo’s ingredients are ideal for kid’s beverages.
In today’s health-conscious world, parents are more vigilant than ever about the nutritional value of what their children consume. Major selling points for parents are clean-label or natural as well as reduced- or healthy sugars. The growing demand for healthier alternatives in kids’ beverages has spurred innovation in the food and beverage industry. Enter Beneo, a leading supplier of functional ingredients derived from nature. Recognised for their high-quality, science-backed ingredients, Beneo offers a range of products that can play a pivotal role in developing beverages that are not only appealing to children but also nutritionally sound.
SMART SWEETENING OPTIONS
Children love sweet drinks, but added sugars are a major concern for parents and health professionals alike. Over consumption of sugar can lead to issues such as childhood obesity, diabetes, and dental problems. Happy, healthy active kids need smart energy sources like Palatinose™ from Beneo. Palatinose™ also known as isomaltulose, is a fully digestible sugar that breaks down slowly in the gut and thus gives it a low glycaemic status. It is tooth friendly and has no laxative effect. It is a pure slow-release carbohydrates that gives kids the energy they need without spiking their blood sugar. Palatinose™ provides sustained smart energy for kids. This means children can enjoy their favourite sweet drinks without the sugar rush, while also benefiting from sustained energy levels and better glycaemic control. With Palatinose™ kids can get the energy they need for longer reducing the amount of sugar consumed over the day as a little Palatinose goes a long way.
“The growing demand for healthier alternatives in kids’ beverages has spurred innovation in the food and beverage industry.”
KEY ADVANTAGES
With Palatinose, beverage manufacturers can create sweet, satisfying drinks that support balanced energy levels, helping to avoid the spikes and crashes often associated with regular sugar.
Digestive health and prebiotic fiber
- One of Beneo’s standout offerings is their Orafti range of chicory root fibers (inulin and oligofructose). These prebiotic fibers are natural, plant-based, and have a dual benefit. First, they contribute to the soluble fiber intake of children, something that is often lacking in their diet. Second, they promote healthy gut flora, which is crucial for digestion and overall immunity. Studies have shown that a healthy digestive system is linked to improved mood, cognitive function, and overall well-being in children. By incorporating Orafti chicory root fibers into beverages, parents can ensure
their kids are getting a tasty drink that supports gut health.
Key advantage: Orafti chicory root fibers not only enhance the nutritional profile of beverages but also support a child’s digestive system, promoting better health from the inside out.
Lower glycaemic impact for better health - Beneo’s focus on low glycaemic index (GI) ingredients, such as Palatinose™, is important in children’s diets. Consuming high-GI foods regularly can predispose children to metabolic conditions, such as insulin resistance, later in life. Low-GI ingredients provide a steady release of glucose into the bloodstream, which helps in managing blood sugar levels and maintaining energy without the typical sugar crashes. The slow release of sugar from Palatinose™ brightens the mood, improves mental clarity, enhances attention, increases endurance and maintains immune health. Not all sugars are created equally, with Palatinose™ proving its worth on multiple health points.
Key advantage: Beverages with a low glycaemic index can reduce the risk of metabolic diseases while offering kids sustained energy, improving focus and endurance throughout their day.
Allergen-free and natural solutions - One of the most attractive aspects of Beneo’s ingredients is their natural origin and allergen-free status. Parents are increasingly concerned about artificial additives, preservatives, and potential allergens in their children’s diets.
We supply food manufacturers with quality ingredients and a wide range of additives to help create the taste, texture, performance and appearance you need for your food & nutritional products. We represent leading global manufacturers & our specialists can provide you with unrivalled sales support bringing the highest quality products to market:
Bakery ingredients: flavour, texture and fortification - Beverage ingredients for innovation - Confectionary: healthier & tastier alternatives to enhance your brandCulinary solutions for sauces, dressings and prepared meals that will innovateDairy & Desserts: texture and functionality - Flavour & fragrance creation - Health & sports nutrition.
Innovative kids’ beverages emerge
Innovation in Kids’ Beverages: dsm-firmenich finds the Sweet Spot Between Fun and Wellness.
The kids’ beverage market is undergoing significant innovation, focusing on enhancing nutrition, improving sustainability, and increasing fun appeal, striking the balance between what kids love and what parents want for their children.
The better hydration trend is driven by parents becoming more health-conscious and beverages that are not only fun for their children but also support overall wellbeing without compromising on taste or convenience. The challenge for brands is to offer drinks that appeal to kids’ love for bold flavours, sweetness, and exciting packaging while reducing sugar and artificial ingredients. Functional ingredients are becoming a key part of kids’ beverages, with many drinks now offering more than just hydration. Brands are fortifying beverages with vitamins, probiotics, and even protein to support children’s health, targeting areas like immunity, energy, eye health and digestion. Products like vitamin-infused waters or dairy alternatives with added nutrients are gaining popularity as parents seek options that enhance their children’s development.
We are proud of our broad portfolio at dsm-firmenich – of ingredients, flavours, and taste solutions for healtheir beverages to help customers meet this market demand. This includes one of the largest natural flavours library in the industry, sugar reduction solutions, cultures, enzymes, vitamins, hydrocolloids, nutritional premixes and so much more. We take pride in ability to combine our broad portfolio with boundless creativity, to create something truly special for our customers, aligning with their brands and consumer demands.
When we’re adding goodness, we give products a boost of well-balanced vitamins, minerals, probiotics and proteins to support a holistic approach to health. Using our leading nutritional science and strong regulatory understanding, we can tailor our mix to the precise needs of the youth and deliver targeted additional health benefits in immunity, energy, gut health, and more. Meanwhile, we have the know-how and the tools required to reduce and remove less
“The next generation of kids’ beverages is poised to meet the growing demand for products that are not only tasty and exciting but also support a healthy, balanced lifestyle.”
desirable components like sugar without sacrificing flavour or texture. In turn, we can reduce our customers’ reliance on these ingredients and help consumers enjoy healthier, great-tasting options.
FUTURE TRENDS IN KIDS’ BEVERAGES
As health and wellness become an increasingly important part of the beverage landscape, we can expect to see more innovation in the kids’ beverage category. Functional ingredients, natural sweeteners, and sustainable packaging will continue to drive the market forward, offering new and exciting ways for children to enjoy drinks that are as nourishing as they are fun. The next generation of kids’ beverages is poised to meet the growing demand for products that are not only tasty and exciting but also support a healthy, balanced lifestyle. By striking the perfect balance between flavour and nutrition, the industry is set to redefine what it means to offer a beverage that both kids and parents can love.
Packaging also plays a crucial role in innovation. Kids are drawn to beverages with bright, playful designs that feature characters or interactive elements. At the same time, eco-conscious parents appreciate brands using sustainable packaging solutions, such as recyclable materials, aligning with broader family values around environmental responsibility. This combination of fun and sustainability helps brands appeal to both kids and parents in a meaningful way. dsm-firmenich – www.dsm-firmenich.com
DID YOU KNOW
At dsm-firmenich we have the recipe to lead a new era in Taste, Texture and Health.
Leading in Auditing, Training, and Management Systems
ELT Solutions, founded in 2018, champions women leadership and offers top-notch training, auditing, and management system services in the food industry.
ELT Solutions was founded in 2018 by a visionary woman who identified a crucial need in the food industry for quality and affordable training and management systems services. In our quest to encourage women leadership in the country, we have employed women in senior positions, promoting gender equality and empowerment.
We are a dynamic and resourceful entity, with experts in various fields boasting a wide range of knowledge and experience, dedicated to delivering top-notch services to our clients.
TRAINING
Our training services provide comprehensive, industry-specific education and skill development, empowering professionals with the latest knowledge and best practices to excel in their roles and drive business success. We offer a large selection of courses to choose from. We aim to give our clients an efficient, customisable and affordable service best suited to their requirements and industry, they may also choose from on-site or off-site, online as well as public training options.
We are accredited by the following organisations: AgriSeta SAATCA (South African Auditor and Training Certification Authority and Exemplar Global.
AUDITING
We perform internal, gap, risk, and benchmarking audits to assess compliance with relevant standards and codes of practice, ensuring adherence and identifying areas for improvement.
Internal Audit: Sometimes referred to
It’s the only one of its kind in the country to target decision makers in the manufacturing of food, beverages and their related industries. It o ers incisive and authoritative reports on all aspects of the process, from raw material sourcing, to manufacturing and packing, right down to the distribution and marketing of nished goods. FOOD REVIEW informs readers about the introduction of new ingredients, equipment, products and packing, and provides objective commentary on cutting-edge local and international market trends and issues.
as First Party Audits, these are conducted by or on behalf of the organisation itself to ensure internal compliance and operational effectiveness.
Gap Analysis / Benchmarking: This assessment evaluates a client’s current system against the relevant standard’s requirements. It identifies gaps and provides the client with actionable insights to develop a plan for achieving successful certification.
Risk Audit: This involves examining and documenting the effectiveness of risk responses to identified risks and evaluating the overall effectiveness of the risk management process.
Our team of experts conducts a thorough review of your organisation, providing tailored recommendations and support for the implementation, maintenance, and continuous improvement of your management systems.
IMPLEMENTATION
Our team of experts conducts a thorough review of your organisation, providing tailored recommendations and support for the implementation, maintenance, and continuous improvement of your management systems. We provide implementation and maintenance of the following systems:
• FSSC 22000 – all food chain categories
• HACCP
• GFSI
• ISO 22000 FSMS
• ISO 9001 QMS
• ISO 14001 EMS
• ISO 45001 OHS
As part of our systems implementation, we offer E-CAS (Electronic Continuous Assessment System), an advanced electronic solution for managing documents and records, ensuring seamless control and compliance for your management systems.
LTL – www.ltlgroup.global
Image: Supplied by
Ensuring Safe Food Production
Food grade lubricants are industrial lubricants and they are similar to them in most aspects.
Food grade lubricants are industrial lubricants, and they are similar to them in most aspects. Their purpose is to fulfill the same tribological requirements as other lubricants: They must provide protection against friction and wear and transfer power. In short: They keep the machinery running. However, food grade lubricants need to comply with a set of additional specific requirements1.
THEY NEED TO BE:
• Odourless
• Tasteless
• Colourless
• Physiologically inert. Due to their use in food and beverage production they are much more strictly regulated than any other lubricants used in e.g. your car engine, where food safety is not a factor to consider. Food grade lubricants may be used in applications where incidental food contact may potentially occur. Such incidental contact is limited to a trace amount: It must not exceed ten parts per million (i.e. 0.001 percent), or else the food is deemed unsafe for consumption. Using unsafe lubricants can lead to contamination of food, which could lead to resulting in pollution-caused illnesses of customers, leading to a loss of trust in affected food brands and manufacturers.
Food grade lubricants are used in various system parts within production and processing lines, e.g. gear oils, chain oils, compressor oils, hydraulic oils, or corrosion preventative oils.
CHEMISTRY
Similar to any other formulated lubricant, food grade lubricants consist of base stocks and additives. Depending on their different fields of application, i.e. for which equipment and in which area they are used – for slow or fast
running machinery, at high, low, or changing temperatures, under high pressure, under high humidity – lubricants are formulated from different chemical base stocks and additives.
EVOLUTION
At the beginning of industrial food production, plants and output were rather small compared to today. Nowadays, food and beverage production and processing lines as well as pharmaceutical and cosmetic plants usually run seven days a week, 24 hours a day and production speed is increased to the maximum in order to be the most profitable. Downtimes due to breakdowns or repair of machinery are costly and need to be kept to a minimum. Here, using the correct lubricants plays a major role in ensuring food safety and extending the lifetime of machinery and parts to keep repair costs as low as possible.
Early food grade lubricants were based on edible oils and fats, but the limits of these lubricants were soon recognized. Edible oils degrade fast, they tend to solidify at
"Food grade lubricants are industrial lubricants and they are similar to them in most aspects."
BASE MATERIALS
• Mineral oil/white oil
• Polyalfaolefin (PAO)
• Esters
• Polyalkylene glycol (PAG)/polyglycol
• Silicone oil
• Perfluoro polyether
• Edible oils and fats (e.g. lard, soybean oil)
low temperatures, smoke when heated, and polymerize when kept at high temperatures. Machinery requires lubricants providing a higher performance while at the same time being able to withstand severe conditions. Therefore, lubricants of different chemical bases were formulated with additives to fit specific requirements. In order to improve the performance of the formulated product, some base materials can be mixed with each other.
For greases, additionally a thickener is required. Also here, depending on the chemical base and intended application, the thickener can be based on calcium or aluminum –silicates or PTFE can be used as well.
Viscosity measurement of food grade lubricants and Reasons for viscosity mearsurement:
Specific lubricants for specific applications
Food producers select food grade lubricants according to their specification and the intended application. To ensure reliable and low-wear working of machinery a certain viscosity of the lubricant is required.
Reproducible products: Manufacturers of food grade lubricants must ensure that their products have reproducible properties.
Anton Paar – www.antonpaar.com/za
Food and Beverage Testing
MEET
ROYCO’S NEW PASTA SAUCES
Who doesn’t love a delicious pasta? South African’s certainly do! Italian cuisine is the #1 international meal of choice* – and Royco’s new range of pasta sauces makes it easier than ever to prepare a scrumptious pasta, leaving more time to spend with loved ones. Simply heat and stir one of five flavours: Tomato & Basil, Creamy Tomato, Creamy Cheese, Bolognaise or Creamy Mushroom to create the perfect pasta before you can say ‘al dente’. Each sauce is carefully made with the finest quality ingredients to bring deliciously fast flavour to dinnertime – with no preservatives, MSG or artificial colours. For fans of tomato-based pasta sauces, you can expect a boost of flavour from the juiciest tomatoes and blend of aromatic herbs. For those who prefer a creamier sauce, Royco’s creamy range of pasta sauces are made with full-fat cream and mascarpone cheese for
full-fun pasta.
‘Many South African families eat pasta once a week or more, and Royco’s new range of pasta sauces has made it easier than ever to prepare a delicious dinner in minutes,’ says Vickey Kahn, Food Category Manager at Mars. ‘Studies have shown that our overwhelming, time-starved lifestyles are chipping away at family life, and convenience has never been more important. We believe in the power of a shared dinnertime to bring families together to create special moments of connection. Royco is committed to creating products that allow you to spend less time in the kitchen, and more time together.’
For more about Royco’s range of pasta sauces – and some additional #kitcheninspo, visit www.facebook.com/RoycoSouthAfrica/ or @royco.za on Instagram.
For more, visit: www.foodreview.co.za
KRÖNER-STÄRKE LAUNCHES NEW TVP LINE
ELEVATE YOUR PRODUCTS WITH GELITA
At Fi Europe 2024, GELITA will show how its gelatin and collagen peptide solutions can elevate bars, gummies, supplements, and more. The collagen innovator will demonstrate multiple ways in which its tailored ingredients can help manufacturers raise the bar in food and supplement production, from increasing protein content and reducing sugar levels, to adding scientifically proven health functionality. A 60% protein bar made with OPTIBAR®, fibre-rich gummies formulated with SOLUFORM® and beauty-from-within gummies including our VERISOL® HST and CONFIXX® will be among the innovative concepts presented on booth H3.1 F50.
Oliver Wolf, Marketing at GELITA, says: “We are constantly looking for ways of leveraging our collagen expertise to help our customers take their products to the next level. At Fi Europe we want to showcase some of the solutions we have conceived, which is why we have designed our booth around the theme of ‘making it better’. We are extremely excited to show visitors how they can go above and beyond what is thought to be possible with bars, gummies and supplements, not only from a nutritional and sensorial perspective, but also in terms of efficacy and production efficiency.” Visit, FoodReview.co.za for more.
In a bold move beyond its traditional markets, clean label ingredients specialist KRÖNER-STÄRKE is launching a new line of TVP meat replacement texturates. Renowned primarily for its ingenious bakery ingredients which boost freshkeeping and other functional properties without the use of additives, the company has invested heavily in a new production area designed specifically for meat replacement products.
An investment to the tune of €36 million has seen the creation of an entirely new wing at the plant, including equipment for drum drying and extrusion. Beginning with protein from wheat or pea, the new equipment will create extruded products in the form of granules, fibres, strips and powders.
Countering concerns surrounding the often highly processed and artificial nature of meat replacement products, the new range will make use of natural ingredients only, with raw materials being processed using untreated spring water, heat and physical processes without the use of chemicals. The texturates will also be available in organic form.
In light of the growing consumer move towards alternative proteins, KRÖNERSTÄRKE expects to see high demand for its new products, which are ideal for convenience foods such as burgers, sausages and even sauces. As well as these, the extruded powders offer the perfect solution to protein enrichment in baked goods or low carb products.
25,000+ INSTALLATIONS
means Flexicon has already solved a bulk bag handling problem just like yours, or can do so quickly and easily
FILL CONDITION EMPTY
Fill one bulk bag per week or 20 per hour with REAR-POST, TWIN-CENTREPOST™, and SWING-DOWN® Bulk Bag Fillers
Loosen material solidified in bulk bags during storage and shipment with BLOCK-BUSTER® Bulk Bag Conditioners
Save time, money and space with BULK-OUT® Multi-Function Bulk Bag Dischargers and Weigh Batching Stations
Flexicon’s extra-broad model range, patented innovations and performance enhancements let you exact-match a filler to your specific cost and capacity requirements. Patented TWIN-CENTREPOST™ models maximise strength, accessibility to bag loops and economy. Cantilevered REAR-POST models allow pass-through roller conveyors. SWINGDOWN® models pivot the fill-head to the operator at floor level for quick, easy and safe spout connections. Optional mechanical and pneumatic conveyors.
Opposing hydraulic rams drive contoured conditioning plates to crush and loosen solidified bulk material safely and easily. Bulk bags can be raised, lowered and rotated to allow complete conditioning of the entire bag through the use of automated turntables and scissor lifts, or electric hoist and trolley assemblies. Offered as stand-alone units for loading with forklift or electric hoist and trolley, or integrated with bulk bag dischargers for reduced cost, footprint and loading time.
Condition, de-lump, screen, feed, weigh batch, combine with liquids, and convey as you discharge, with a custom-integrated, performance-guaranteed, dust-free discharger system. Offered as stand-alone units for loading with forklift or electric hoist and trolley, split frames for low headroom areas, economical half frames and mobile frames. All available with mechanical and pneumatic conveyors, flow promotion devices, bag dump access, automated weigh batching packages, and much more.
Stand-alone units to complete, automated systems integrated with mechanical and pneumatic conveyors
SOUTH AFRICA sales@flexicon.co.za +27 (0)41 453 1871