
7 minute read
Nieuwe variant laser-transmissielassen


Sneller en beter kunststof laserlassen
Evosys komt met Advanced Quasi-Simultaneous Welding (AQW)
Advertisement
Evosys Laser GmbH ontwikkelt een nieuwe methode voor het lasertransmissie-lassen van polymeren, gebaseerd op een betsaande hybride lastechniek met een tweede energiebron maar met een afwijkende benadering. Het doel is om zowel de kwaliteit van de lasnaad te verbeteren als de lastijd te verkorten.
Het verbinden van polymeren door middel van laserlassen is een gevestigd en betrouwbaar proces in de kunststofindustrie en wordt onder andere toegepast in de automobiel-, de medische en de consumentenindustrie. De meest gebruikte techniek, het lasertransmissie-lassen, verbindt twee overlappende componenten en maakt gebruik van een enkele laserstraalbron. Het bovenste verbindingsdeel is lasertransparant, zodat de laserstraal door dit deel gaat en wordt gericht op het onderste laser-absorberende deel. De laserenergie wordt in dit onderdeel geabsorbeerd en verwarmt zo dit onderdeel direct. Door de warmteoverdracht plastificeert ook het bovenste deel en hierdoor ontstaat de uiteindelijke materiaalverbinding. Gewoonlijk worden voor dit proces diodelasers met een golflengte van ongeveer 800 nm tot 1000 nm gebruikt. In dit golflengtegebied vertonen de meeste technische kunststoffen een relatief hoge transmissie (dat wil zeggen een lage absorptie van de laserenergie – red.) . De meeste natuurlijke, ongekleurde materialen kunnen worden gebruikt als het transparante verbindingsdeel. Met additieven, bijvoorbeeld carbon black, kunnen de laserabsorberende eigenschappen voor het onderste deel worden aangepast [1][2].
Hybride lastechniek Dit proces brengt enkele nadelen met zich mee, voornamelijk vanwege de afhankelijkheid van warmteover-
Vermindering van de lastijd met AQW.



dracht. Een hoge geometrische nauwkeurigheid is van cruciaal belang voor het proces om een goed thermisch contact tussen de delen te handhaven – holtes tussen de verbindingsvlakken zijn moeilijk te overbruggen. Bovendien ontstaat, omdat het bovenste verbindingsdeel hoofdzakelijk door warmteoverdracht wordt verwarmd, een temperatuurgradiënt tussen beide delen, die tot restspanningen in de verbinding kan leiden. Deze effecten houden het risico in dat het procesvenster wordt beperkt en de kwaliteit van de lasnaad vermindert [3]. Een geavanceerde benadering om deze nadelen te verminderen is de zogenaamde hybride lastechniek. Een tweede stralingsbron (gewoonlijk een polychromatische lichtbron) vult de primaire laserstraalbron aan om het bovenste verbindingsdeel rechtstreeks op te warmen en de afhankelijkheid van de warmteoverdracht te verminderen, waardoor de restspanningen en geometrische uitdagingen worden verminderd[4].
Nieuwe aanpak Evosys volgt een andere benadering, genaamd Advanced Quasi-Simultaneous Welding. In de nieuw ontwikkelde procesvariant wordt de primaire laserbron, een diodelaser met een golflengte van 980 nm, aangevuld met een secundaire laserbron, een fiberlaser met een golflengte van 1940 nm. Bij de golflengte van de secundaire straling vertonen de meeste technische kunststoffen een relatief lage transmissie, zodat een hoger percentage van de straling wordt geabsorbeerd en het bovenste verbindingsdeel direct wordt verwarmd. Beide laserbronnen worden in een alternerend tijdspatroon ingeschakeld. De lengte en de variatie van de pulsen kan worden aangepast aan het te lassen materiaal. In tegenstelling tot de gelijktijdige bestraling met beide bronnen maakt deze methode – gecombineerd met een doelgerichte selectie van de toegepaste golflengten – het mogelijk een selectieve hoeveelheid energie in elk verbindingsdeel in te brengen. Dit resulteert in een beter controleerbaar en efficiënter proces. De spotdiameters van beide laserstralen kunnen afzonderlijk worden ingesteld, zodat ze passen bij het te lassen product, door beide stralen afzonderlijk te focusseren en gebruik van een speciaal ontworpen bundelvergroter voordat de stralen worden gecombineerd. Het gebruik van twee laserbundelbronnen vergemakkelijkt de integratie van de nieuwe techniek in systemen met een galvanometrische scanner (afbeelding 1). Dit is noodzakelijk voor een quasi-simultaan lasproces, waarbij de lasnaad niet eenmaal wordt bestraald (zoals bij contourlassen), maar meerdere malen met een hoge aanvoersnelheid.
Tests met polycarbonaat Er werden verschillende tests met polycarbonaat uitgevoerd om het voordeel van het AQW te onderzoeken. De lastijd en de treksterkte als indicator voor de lasnaadkwaliteit zijn onderzocht. Bovendien worden doorsneden door de lasnaad geprepareerd om de grootte van de laslens in het lasertransparante deel te evalueren. De lastijd kan worden geanalyseerd bij het toepassen van een zogenaamd ‘collapse’-gestuurd lasproces. De lasnaad plastificeert (quasi-)gelijktijdig, wat resulteert in een beweging van het lasertransparante deel in de richting van het absorberende deel, wat de ‘collapse’ of inzakking van de lasnaad wordt genoemd. Deze kan worden gemeten door een tactiele afstandssensor. Een inzakking van 0,2 mm en een lasersnelheid van 800 mm/s zijn ingesteld om typische industriële massaproductieparameters weer te geven. De lastijd tot
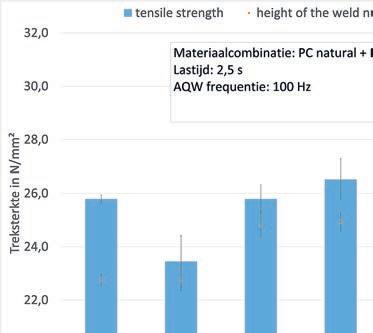

De toename van de treksterkte en laslenshoogte bij AQW.
het bereiken van de inzakking en de totale inzakking na een bepaalde afkoeltijd worden gemeten. Om de invloed van het nieuwe proces op de lastijd te onderzoeken wordt in een eerste stap de bovengrens van het proces voor de twee conventionele processen (elk met slechts één laserbron) bepaald. Het laservermogen wordt ingesteld op het hoogst mogelijke niveau dat niet leidt tot negatieve effecten zoals brandplekken of thermische ontleding van het basismateriaal in de lasnaad. In een tweede stap worden beide lasers afgewisseld in een sequentieel tijdspatroon, maar met hetzelfde laservermogen als in de eerste stap. De lastijden tot het bereiken van de ingestelde lasinzakking worden vergeleken voor de verschillende processen.
Treksterkte Voor het testen van de treksterkte van de monsters worden de delen in een vlak-op-vlak overlappende geometrie gerangschikt en gelast met een vast aantal overlappingen. De parameters voedingssnelheid, klemkracht en AQW-frequentie zijn ingesteld zoals in de voorgaande proeven met de T-naadgeometrie. Naast de eerder onderzochte parameters wordt het effect van een verschillende hoeveelheid energie van de twee lasers, dat wil zeggen meer laservermogen van de primaire laserbron in combinatie met minder vermogen van de secundaire, bepaald. De laservermogens van de standaardprocessen zijn vastgesteld op 100 procent laservermogen. Zo betekent bijvoorbeeld 120 procent primaire straling dat het laservermogen met 20 procent wordt verhoogd ten opzichte van het standaardproces. Om de totale hoeveelheid energie in alle variaties constant te houden, wordt bij een verhoging van het primaire laservermogen met 20 procent, het secundaire laservermogen met 20 procent verlaagd.
Kortere lastijd en betere lasnaadkwaliteit Bij een lasinstorting van 0,2 mm wordt de bovengrens van het proces bereikt voor de primaire laserbron bij een laservermogen van 50 W, voor de secundaire laserbron bij 51 W. Het is niet mogelijk de lastijd verder te verbeteren door de laservermogens te verhogen, aangezien dit leidt tot negatieve effecten zoals

eerder vermeld. Bij het nieuw ontwikkelde proces worden de lasers afgewisseld met een schakelfrequentie van 100 Hz. De laservermogens zijn dezelfde als in de conventionele processen. Zoals uit het diagram in afbeelding 2 blijkt, kan met het AQW-proces een aanzienlijke verkorting van de lastijd met ongeveer 10 procent worden bereikt in vergelijking met de standaardprocessen met slechts één laserbron. Deze verkorting van de lastijd is niet beperkt tot bepaalde aanvoersnelheden, aangezien deze kan worden gereproduceerd bij verschillende aanvoersnelheden.

Vergelijking Bij het onderzoek naar de treksterkten wordt het nieuwe proces vergeleken met de standaardprocessen zoals in de vorige test (afbeelding 3). Onderdelen die met dezelfde hoeveelheid energie van de primaire en de secundaire laserbron zijn gelast, hebben een vergelijkbare treksterkte als de onderdelen die met alleen de primaire laserbron zijn gelast. Terwijl te zien is, dat onderdelen gelast met een grotere hoeveelheid primair laservermogen hogere treksterkten vertonen. De beste resultaten worden bereikt met 140 procent primaire straling en 60 procent secundaire straling. Het lassen met het AQW-proces heeft invloed op de hoogte van de laslens in het lasertransparante deel, hetgeen bevestigt dat dit proces leidt tot een toename van het geplastificeerde materiaal in het lasertransparante deel door de directe verhitting (afbeelding 4).
Auto-onderdelen zoals dit achterlicht zijn geschikt voor het nieuwe AQW-lasproces.
Conclusie In meerdere proeven is het voordeel van het nieuw ontwikkelde geavanceerde quasi-simultane lasproces bevestigd. Een doelgerichte selectie van de toegepaste golflengten en verbeterde systeemtechnologieën maken een efficiënter proces met een verbeterde lasnaadkwaliteit mogelijk. Een verkorting van de lastijd met ongeveer 10 procent is mogelijk door de directe en gecontroleerde verwarming van beide te verbinden materialen door laserstraling. Door de hoeveelheid geplastificeerd en gesmolten materiaal in het lasergetransmissieve deel te vergroten, worden de sterkte en de kwaliteit van de lasnaad verbeterd. www.evosys-laser.de
Lea Sauerwein, Christian Ebenhöh en René Geiger (Evosys Laser)
Literatuur
1. J. Eichler, H. Eichler (2010). Laser – Bauformen, Strahlführung,
Anwendungen. Springer Berlin Heidelberg. 978-3-642-10461-9. 2. T. Frick (2007). Untersuchung der prozessbestimmenden
Strahl-Stoff-Wechselwirkungen beim Laserstrahlschweißen von Kunststoffen. Bericht aus dem Lehrstuhl für
Fertigungstechnologie. Bd 189. 3. R. Klein (2011). Laser Welding of Plastics. Wiley-VCH.
Weinheim, Germany. 978-3-527-40972-3. 4. A. Hofmann (2006). Hybrides Laserdurchstrahlschweißen von
Kunststoffen. Bericht aus dem Lehrstuhl für
Fertigungstechnologie. Bd 174.








