










BIOENERGÉTICO: cana, milho, agave, açúcar, etanol, biogás, bioeletricidade e carbono
ano 21 • número 81 • Divisão C • Ago-Out 2024




Para obter o melhor aproveitamento dos recursos que a Plataforma Digital Multimídia da Revista Opiniões pode lhe oferecer, solicitamos que assista a este video. Nele estão contidas algumas úteis e práticas ferramentas.
Primero, antes de realizar cualquier acción, toque la bandera de su idioma.
First of all, before any action, please touch in the flag of your language.
Tout d'abord, avant toute action, veuillez toucher le drapeau de votre langue.
Mais de 4 Bilhões de pessoas ao redor do Planeta Terra falam uma das línguas nas quais a Revista Opiniões é escrita.
A biblioteca contendo os artigos publicados nos 21 anos de existência da Revista Opiniões, estão disponíveis em 7 idiomas com acesso livre, para todos os alunos e professores das universidades, para todos os pesquisadores de centros de P&D, para todos os funcionários e executivos das empresas produtoras e dos fornecedores dos sistemas florestal e bioenergético do mundo todo.



Revista




a revista mundial do agronegócio brasileiro.




A FENASUCRO & AGROCANA oferece uma plataforma exclusiva para os expositores apresentarem seus produtos, ampliarem suas redes profissionais, adquirirem insights valiosos e aumentarem a visibilidade de sua marca no setor de bioenergia em constante evolução.
Desbloqueie novas oportunidades de crescimento, colaboração e sucesso no mercado.












Filipe de Oliveira Azul

Otavio Cavalett Boeing


Gonçalo Unicamp

Dioger Teruel Acelen

André Albuquerque Pentagro

Florenal Zarpelon FZ Consultoria


Silvio Andrietta Andrietta Tecnologia

Fábio Raya Unicamp

Calmanovici Atvos


Calichman Datagro

Thales Velho Barreto Velho Barreto Projetos
Henrique Amorim e Fernando Giometti Fermentec


João Paulo Vieira Lalleand

Lorena Leite Unicamp
João Luís Rodrigues JBR Soluções

Stuchi Consultor Bressiani Nuseed Brasil

Lorenzo Pianigiani Sebigas Cótica
Geraldo Borin Cocal


José Campanari Neto MCE Engenharia

Julio Espirito Santo Senai

Carlos Xavier CR Xavier Consulting

Tirso Faesp-Senar

Fernando Cullen São Martinho
Capa: acervo Boeing Índice: acervo Atvos

Nilza Ramos Embrapa M-A


Clique na foto e vá direto para página (assista ao vídeo)
Click on the photo and go directly to the page (watch the video)


A indústria da aviação está avançando no desenvolvimento de combustíveis sustentáveis para reduzir suas emissões. O que faremos para que o futuro das viagens aéreas seja mais tecnológico e sustentável? Companhias aéreas e fabricantes de aviões estão correndo para atender ao ambicioso compromisso da indústria da aviação comercial de atingir emissões líquidas de carbono zero até 2050.


Atualmente, voar é muito mais eficiente do que foi no passado. No início da era dos jatos, nos anos 1960, um único voo entre Nova York e São Paulo consumia mais de 90 toneladas de combustível de aviação. Com as tecnologias e ferramentas ambientalmente eficientes de hoje, esse número foi reduzido para aproximadamente 45 toneladas de combustível para o mesmo voo, transportando mais passageiros e carga. A introdução de aeronaves mais eficientes tem feito parte das mudanças em toda a indústria da aviação. Tecnologias para o aumento da eficiência operacional, novas rotas de voo e o uso de combustíveis sustentáveis de aviação (SAF) compõem um novo mundo para a aviação comercial. Todos esses fatores serão essenciais para ajudar a descarbonizar a indústria até 2050.
O estudo identificou que o Brasil poderia produzir até 9 bilhões de litros de SAF por ano –ou seja, 125% da necessidade atual de combustível de aviação do país.
Otavio Cavalett
Líder de Sustentabilidade da Boeing Brasil
Acredita-se amplamente que o uso de SAF será um fator-chave para alcançar esse objetivo. A maneira que a indústria o desenvolve e apoia seu uso em escala global demandará tempo, recursos e engenhosidade. O Brasil pode liderar o caminho no desenvolvimento de tecnologias inovadoras para diferentes opções de biocombustíveis e matérias-primas, para o benefício tanto do país quanto de toda a indústria aeroespacial.
Assim como no caso da aviação, o setor de bioenergia no Brasil também passou por uma verdadeira revolução nas últimas décadas. Há aproximadamente 20 anos, quando comecei a trabalhar na sustentabilidade da bioenergia, as discussões eram, por exemplo, relacionadas com a colheita mecânica sem queima da cana-de-açúcar, os impactos da soja transgênica e a introdução de carros flex . Recordo que, 10 anos atrás, escrevi, juntamente com colegas renomados, um artigo sobre o futuro da cana-de-açúcar e devo admitir que, nem nos cenários mais otimistas, poderíamos imaginar como o setor de bioenergia amadureceu desde então.
O Brasil implementou políticas extraordinárias de biocombustíveis, como o RenovaBio. E agora constrói o projeto de Lei do Combustível do Futuro, que estabelecerá uma meta para o uso de SAF.
Isso colocará o Brasil em um grupo seleto de países pioneiros que contam com uma política de SAF em vigor. O Brasil é um dos poucos países do mundo onde a bioenergia não é apenas uma visão, mas uma realidade de longa data.
O Brasil também é um dos poucos lugares do mundo que reúne a capacidade de escala em biocombustíveis de baixa intensidade de carbono e um custo competitivo. Além disso, o país possui uma vocação agrícola histórica, abundância de opções de matérias-primas, um grid de eletricidade altamente renovável e muitas outras condições favoráveis para continuar desempenhando um papel de liderança em bioenergia. O Brasil possui todos os ingredientes para também fazer o SAF acontecer. A oportunidade está na nossa frente e não vamos desperdiçá-la.
Multilingual Edition

Voltando ao passado, a Boeing e a Embraer se uniram à FAPESP e à UNICAMP, há mais de 10 anos, para produzir o primeiro "Plano de Voo para Biocombustíveis de Aviação no Brasil". Foi uma avaliação dos desafios e oportunidades tecnológicos, econômicos e de sustentabilidade associados ao desenvolvimento e comercialização de SAF no Brasil. Esse documento ainda é referência para a produção de SAF no Brasil. A indústria da aviação continuou investindo em entender melhor o potencial do SAF e oportunidades específicas nas diferentes regiões do país. Um exemplo é o projeto SAFMaps realizado pela UNICAMP e apoiado pela Boeing. Esse projeto desenvolveu uma ferramenta web gratuita que identifica a disponibilidade das matérias-primas mais promissoras para a produção de SAF em regiões-chave do Brasil.
Outro exemplo é o trabalho realizado pela Roundtable on Sustainable Biomaterials (RSB), que mapeou o potencial de produção de SAF a partir de resíduos no Brasil. O estudo identificou que o Brasil poderia produzir até 9 bilhões de litros de SAF por ano – ou seja, 125% da necessidade atual de combustível de aviação do país – apenas utilizando resíduos como bagaço de cana-de-açúcar, resíduos florestais, gases de combustão, sebo e óleo de cozinha usado.
Tudo isso é muito encorajador. No entanto, sabemos que será uma combinação de todas as opções de mitigação disponíveis que fará o setor alcançar seus objetivos de sustentabilidade. O SAF é o ponto central, mas a Boeing e a indústria da aviação também estão explorando novas tecnologias. Chamamos isso de abordagem "SAF e...". Ou seja, SAF e hidrogênio verde, e eletricidade, e novos conceitos de aeronaves, etc.
Por exemplo, o hidrogênio verde, produzido com energia renovável, poderá desempenhar um papel importante como facilitador para a produção de algumas rotas SAF no curto prazo e, mesmo como combustível para aeronaves, em um futuro mais distante. O setor da aviação está trabalhando para aproveitar todo o potencial desta e de outras opções de vetores de energia. ;
O Brasil está também bem posicionado para apoiar a introdução destas novas tecnologias, justamente porque dispõe de opções de eletricidade renovável e de baixo custo, como biomassa e geração eólica e solar, que continuarão avançando. Por exemplo, biorrefinarias de cana-de-açúcar que contam com excedente de bioeletricidade e disponibilidade de dióxido de carbono puro da fermentação para etanol estariam particularmente bem posicionadas para produzir volumes adicionais de SAF com tecnologias “power-to-liquids”.
Não menos importante, cada uma dessas inovações de sustentabilidade na indústria da aviação deve ser amplamente testada em condições reais de voo para serem aplicadas. O programa ecoDemonstrator da Boeing tem utilizado e testado SAF desde 2012. Já trouxemos um avião ecoDemonstrator para o Brasil em 2016 para testar o SAF brasileiro, em parceria com a Embraer. Este foi um exemplo notável do setor da aviação agindo para demonstrar a viabilidade e segurança do uso de SAF para a sociedade.
Recentemente, foram concedidas três patentes relacionadas à eficiência operacional de voo à área de pesquisa da Boeing no Brasil. Inovações como estas ajudarão a reduzir o consumo de combustível e, consequentemente, as emissões de carbono na aviação. A Boeing continuará explorando novas tecnologias e conceitos de voo, como um desenho avançado de asa, conhecido como Transonic Truss-Braced Wing (TTBW), por meio de seu modelo X66, e a Wisk, um veículo autônomo totalmente elétrico com capacidade de decolagem e pouso vertical. Estamos em um momento único, pois a indústria da aviação continua inovando em biocombustíveis e tecnologia em nome de um setor aeroespacial mais sustentável. Gosto de pensar que a sustentabilidade é um esporte coletivo. Nenhum “jogador” sozinho vai conseguir se manter à frente das inovações relacionadas à sustentabilidade que estão impulsionando essa mudança global, confiando apenas em sua própria experiência ou permanecendo dentro das fronteiras de sua nação. Somente trabalhando juntos, podemos alcançar o objetivo de tornar a aviação mais sustentável. n

Multilingual Edition

Recuperação, repotencialização e otimização
Mais de 50.000 rolamentos repotencializados


• Mais de 300 Usinas atendidas
• Aumento substancial da vida útil do rolamento
• Milhões de dólares em economia para a indústria
• Manutenção inteligente na indústria 4.0
Forte redução do impacto ambiental:
98% redução de rejeitos
99% redução de água
99% redução de emissão de CO2

Exportamos para: Argentina, Paraguai, Bolivia, Honduras, Chile, Nicaragua, Perú, México, Venezuela e República Dominicana.
• 80% de economia • 100% de confiabilidade • Garantia em dobro
• Crédito
Começo este artigo fazendo uma pergunta: qual é o melhor combustível hoje para nossa sociedade moderna?
A resposta a essa pergunta demanda uma análise multifacetada que deve levar em consideração fatores ambientais, econômicos, tecnológicos e sociais.
Dependendo do viés e da abordagem para essa análise, teremos respostas diferentes. Por exemplo, do ponto de vista estritamente econômico, os combustíveis fósseis são os mais baratos e entregam uma boa relação entre quantidade de combustível e energia gerada. Por outro lado, nos aproximando dessa pergunta com uma abordagem socioambiental, poderíamos dizer o contrário. Caso considerássemos todas as externalidades sociais e ambientais que o uso de combustíveis fósseis geram para a sociedade e essas externalidades fossem incluídas no preço, o resultado seria diferente.
Antes de continuar a desenvolver esse raciocínio, gostaria de explicar o conceito de externalidades socioambientais. Trata-se dos efeitos indiretos, positivos ou negativos, que as atividades econômicas, industriais ou de consumo causam sobre a sociedade e o meio ambiente e que não são diretamente refletidos nos preços de mercado.
Por meio do óleo vegetal da soja, podemos produzir bioquerosene através da rota tecnológica do HEFA (Hydroprocessed Esters and Fatty Acids) e por meio do etanol anidro o ATJ (Alcohol-to-Jet), ambas as rotas foram aprovadas pela ASTM (American Society for Testing and Materials).
Gerente de Sustentabilidade da Azul Linhas Aéreas
Por exemplo, a poluição atmosférica que a queima de combustíveis fósseis causa e, como consequência, os problemas de saúde decorrentes dessa poluição são externalidades negativas. E se considerássemos todos os impactos econômicos delas e internalizássemos esses impactos no preço dos combustíveis fósseis, nossa resposta à pergunta inicial começaria a mudar.
Podemos falar também do outro lado, das externalidades positivas que os biocombustíveis trazem para a sociedade, que vão desde a diminuição de emissão de materiais particulados até a geração de emprego e renda, pois,
;


Multilingual Edition

para produzir a matéria-prima dos biocombustíveis, o setor do agronegócio precisa empregar muitas pessoas.
A comparação entre biocombustíveis e combustíveis fósseis pela ótica das externalidades aponta claramente para a resposta: biocombustíveis são melhores.
Entretanto, a jornada de transição energética - migrar de combustíveis fósseis para fontes alternativas e limpas de energia que incluem os biocombustíveis – não é tão direta e simples. A nossa sociedade depende intrinsicamente dos combustíveis fósseis, não apenas para geração de energia, mas também para produção de inúmeras matérias-primas: do plástico a fertilizantes passando por lubrificantes e solventes. A boa notícia é que os biocombustíveis também podem oferecer todas essas alternativas, mas para isso é necessário investir em novas plantas e melhoria das tecnologias para que o processo de obtenção desses materiais fique cada vez mais barato e eficiente, de maneira que a transição de uma economia baseada em combustíveis fósseis seja realmente possível.
Dentre os diversos setores da economia que se preparam para fazer essa transição está a aviação. Apesar de a indústria ser responsável hoje por aproximadamente 2% das emissões globais de CO2, o setor da aviação é considerado um setor de difícil descarbonização devido às características do querosene de aviação. E a tendência é que outros setores consigam fazer a transição energética mais facilmente enquanto a indústria da aviação a fará mais lentamente, aumentando sua contribuição geral para as emissões globais de carbono.
O combustível de um avião precisa ser extremamente confiável, não pode congelar em baixas temperaturas, não pode vaporizar em baixas pressões atmosféricas e deve tolerar as altas temperaturas de uma turbina a jato sem perder suas propriedades. Tudo isso faz do querosene de aviação um combustível bastante complexo e com características difíceis de serem atingidas. O bioquerosene de aviação, também conhecido como SAF (Sustainable Aviation Fuel), precisa reunir todas essas características e, por conta disso, é de difícil produção e tem seu preço final muito maior do que o combustível atual

(dependendo da região, pode custar de três a sete vezes mais). No Brasil, aproximadamente 40% do custo operacional das companhias aéreas é com o querosene, e, nesse contexto, uma transição energética é extremamente difícil. Se fossemos substituir todo o querosene de aviação por bioquerosene sem um ajuste de preço, a indústria do transporte aéreo no Brasil (e provavelmente em vários lugares do mundo) seria inviabilizada.
E aí temos um dos principais desafios para a viabilização da adoção não só do bioquerosene de aviação (SAF) mas também da maioria das alternativas de biocombustíveis: o preço. Já falamos sobre externalidades e como, na verdade, hoje o preço final de um combustível fóssil não reflete corretamente seus custos sociais e ambientais para a sociedade, mas o fato é que ainda não consideramos as externalidades no preço das coisas. Por isso, estados e governos precisam olhar para essa questão de forma pragmática no

sentido de construirmos políticas públicas que incentivem a transição energética e o barateamento da produção, distribuição e consumo de biocombustíveis.
Nesse sentido, o Brasil é uma grande potência. Temos na nossa agroindústria e nas características ambientais do país um grande trunfo.
Somos o maior produtor de soja do mundo e o maior produtor de cana-de-açúcar, duas culturas com enorme potencial para produção de bioquerosene de aviação. Por meio do óleo vegetal da soja, podemos produzir bioquerosene através da rota tecnológica do HEFA (Hydroprocessed Esters and Fatty Acids) e por meio do etanol anidro o ATJ (Alcohol-to-Jet), ambas as rotas foram aprovadas pela ASTM (American Society for Testing and Materials).
Mas, além da soja e da cana, temos potencial para produzir SAF por meio dessas duas rotas tecnológicas a partir de muitas outras
matérias-primas, por exemplo a macaúba, o agave e resíduos agrícolas e florestais.
Nosso país tem, de fato, uma posição privilegiada no cenário global de produção de biocombustíveis, mas, sem as políticas públicas adequadas para incentivo e fomento da produção, não vamos conseguir preços adequados para que naturalmente a demanda por combustíveis sustentáveis se mantenha.
Recentemente foi aprovado no congresso o PL do Combustível do Futuro, que trata de todos os biocombustíveis, inclusive o bioquerosene. A aprovação foi um grande e importante passo, e neste momento o PL está sendo discutido no Senado.
Apesar de o projeto de lei estar muito bem redigido e criar as bases para a produção de bioquerosene no Brasil, ainda assim ele não é suficiente, pois não trata do ponto principal: como fazer o bioquerosene ter um preço que não inviabilize o transporte aéreo no país. n
Embora eu seja suspeito para avaliar, meu pai era um comerciante brilhante e um grande observador. Ele sempre repetia algumas frases, que sintetizavam a sua percepção do que seria importante neste mundo. Uma das suas favoritas era: “não interessa o quanto você ganha; o importante é quanto você guarda”. Isso marcou a minha vida, mas à época eu não imaginava que essa formulação poderia ser a estratégia fundamental para o maior problema da humanidade: a Transição Energética.
Tudo, absolutamente tudo, é energia. E a energia assume várias formas e se transforma. Na jornada do nosso planeta, começamos, há cerca de 4,5 bilhões de anos, com o que poderíamos denominar de inferno, que a ciência polidamente batizou como Era Hadeana, um ambiente impossível para a vida. Entretanto, a vida, embora aparentemente frágil, é extremamente resiliente e ela já começa em condições inacreditáveis, quando o planeta ainda estava sendo intensamente bombardeado por toda espécie de cometa e meteoro. Mas a vida é, literalmente, transformadora. E ela trans-

formou o planeta, principalmente a partir da fotossíntese, quando reduziu a concentração de CO2 da atmosfera e aumentou a de oxigênio. Talvez não seja claro para todos, mas a nossa atmosfera é, antes de tudo, resultado de fenômenos biológicos. A sua composição não está, de forma alguma, escrita em pedra. Ela é altamente frágil e volátil.
E a vida foi avançando nesses últimos 4 bilhões de anos. Aos trancos e barrancos, com grandes eventos de extinção em massa – com, pelo menos, 5 registrados –, até que o ambiente, por alguma razão ainda pouco compreendida, se estabilizou há cerca de 12 mil anos. Entramos então no chamado Holoceno, uma Era de relativa tranquilidade climática, com eventos extremos espaçados e razoavelmente suportáveis.
Há cerca de 300 mil anos, no meio de uma Era denominada Pleistoceno, surge o homem. Aparece um macaco pelado, sem garras, sem dentes, com musculatura geral frágil, mas com capacidade de cobrir grandes distâncias e de se comunicar. Entretanto, o mais importante de tudo é que um sentimento, já existente em diversas espécies, na nossa se intensificou: a empatia. Somos capazes de sentir a dor do outro, o que nos permitiu cooperar em larga escala e desenvolver estruturas sociais para tratar do bem comum.

Sem dúvida, não somos perfeitos e não vivemos apenas com a cooperação. A competição é parte do nosso DNA e fundamental para otimizarmos as nossas organizações, mas ela deve ser apenas uma sintonia fina.
No seu processo natural, a fotossíntese converteu grande parte do CO2 atmosférico em biomassa, e uma boa parte dessa foi sequestrada “para sempre” sob a forma de carvão e petróleo. "
Gonçalo A. Guimarães Pereira Professor do Instituto de Biologia e Coordenador do Laboratório de Genômica e Bioenergia da UNICAMP
A razão do nosso sucesso não é, nem nunca foi, a competição e podemos ver isso claramente nos nossos primos, quase irmãos, chimpanzés, com quem compartilhamos quase 99% do nosso DNA. Esses primos, duas vezes mais fortes do que nós, não conseguem formar grupos maiores do que 50, no máximo 100 indivíduos. Encontrar alguém de um outro bando significa luta e morte na certa. Assim, temos nesses nossos parentes uma receita de fracasso e um precioso exemplo a ser observado para não ser seguido.
Não conquistamos o mundo à força, apesar das nossas muitas guerras e conflitos. Nós nos tornamos Senhores do Planeta a partir da nossa capacidade de sentir a dor do outro e de cooperar, mesmo quando isso não está claro.
Apesar da nossa genética benigna para a evolução social, só conseguimos desenvolver a civilização nos últimos 10 mil anos, o que “coincide” – e eu não acredito em coincidências – com a estabilização climática do Holoceno. Portanto, Civilização (C) é igual a Genética (G) mais Estabilidade Climática (EC). Simplificando, C = G + EC. Mexeu nos fatores, mexe nos resultados da civilização.
Portanto, uma das grandes missões da ciência é entender os fatores que podem desestabilizar o clima, e ela cumpriu brilhantemente essa missão. Está absolutamente claro que a redução dos gases de efeito estufa é um dos fatores fundamentais para a estabilidade da atmosfera. No seu processo natural, a fotossíntese converteu grande parte do CO2 atmosférico em biomassa, e uma boa parte dessa foi sequestrada “para sempre” sob a forma de carvão e petróleo.
Entretanto, como Vinícius nos ensina, as coisas são “para sempre enquanto duram”, e a inteligência humana percebeu a quantidade de energia que estava simplesmente enterrada no planeta e que poderia ser empregada para bombar a civilização. Lembrem-se: tudo é energia e energia é conversível. Portanto, não temos nada a reclamar do carvão ou do petróleo.
Hoje, nossos 8 bilhões de irmãs e irmãos, nossa grande família humana, nada mais é do que energia fóssil reciclada. Contudo, isso não veio sem efeito colateral, que foi levar de volta para a atmosfera uma grande quantidade de CO2. Mas o caminho que devemos trilhar não é o da revolta, e sim o da racionalização. Aprender com a natureza e usar a nossa inteligência para acelerar processos que possam trazer de volta a estabilidade climática, que foi rompida pela DESFOSSILIZAÇÃO.
Multilingual Edition
Na minha visão, a estratégia é clara e trata-se de uma grande oportunidade para os países da faixa tropical, que foram os grandes prejudicados das Revoluções Comercial e Industrial. Temos agora que promover a energia renovável, tanto sob a forma de eólica e solar, mas principalmente da biomassa. Com a biomassa, capturamos CO2 de forma simples e eficiente da atmosfera e temos espécies capazes de vegetar em qualquer ambiente, com alta performance nas regiões tropicais.
Para exemplos recentes, estamos iniciando as revoluções da Cana Energia, Agave e Macaúba, que juntas, nas áreas de grande intensidade luminosa, conseguem substituir o petróleo e todos os seus produtos. Além disso, ao convertê-las em biocombustível produz-se grandes volumes de CO2 puro e concentrado, cuja captura direta da atmosfera – com a absurda tecnologia DAC: Direct Air Capture – gera custos ao redor de US$ 500 a tonelada. Portanto, CO2 concentrado é produto, e quando juntamos essas moléculas com o hidrogênio gerado a partir da eletrólise da água, com uso da energia renovável, temos o chamado E- fuel , um Biocombustível gerado por fotossíntese artificial, com moléculas idênticas àquelas geradas com o refino do petróleo.
Vejam que, com essa estratégia, conseguiremos alcançar o primeiro objetivo: DESFOSSILIZAR. Entretanto, isso já não é suficiente, uma vez que já colocamos muito CO2 na atmosfera. É aqui que entra um segundo elemento: o Biochar ou Biocarvão. Trata-se de um velho conhecido, produzido a partir da pirólise da biomassa. Esse material, que é um “Carvão Aerado”, é capaz de gerar sequestro de carbono e não apenas mitigação. Além de não degradar, ele é uma espécie de “Sunflair do Solo” para microrganismos, que adoram colonizá-lo e nele fazer moradia.
Sabemos hoje que a interação entre os microrganismos e as plantas é fundamental, e com ciência e tecnologia temos o potencial de manejar o sistema para substituir boa parte dos fertilizantes, indutores de crescimento e defensivos agrícolas. Dessa forma, e diferentemente do petróleo, carvão ou do bombeamento de CO2 para o subsolo, trata-se de uma REFOSSILIZAÇÃO PRODUTIVA, que vai recuperar solos degradados, gerar novas fronteiras agrícolas (o sertão vai virar SAF), criar emprego, prosperidade e estabilizar o clima.
Como meu pai já sabia, esse é o caminho. Tanto faz o que emitimos, o importante é saber o quanto seremos capazes de REFOSSILIZAR.n
A energia é vital para a vida e para os processos de mudança no mundo, sendo a capacidade de um sistema gerar trabalho, movimento ou mudanças. Ela se apresenta de várias formas: cinética, potencial, térmica, elétrica, química e nuclear. Pelo princípio da conservação, a energia não pode ser criada nem destruída, apenas transformada de uma forma para outra.
O desenvolvimento e a evolução da sociedade humana estão intimamente ligados ao domínio e uso da energia ao longo da história, influenciando diretamente o desenvolvimento econômico, tecnológico e social das civilizações. O uso eficiente e sustentável da energia é e continuará sendo um desafio fundamental à medida que buscamos equilibrar o crescimento econômico com a preservação ambiental e o bem-estar social.
Durante as três primeiras Revoluções Industriais, ocorridas entre o final do século XVII e a primeira década do século XXI, a fonte primária de geração de energia foi predominantemente a fóssil. Na primeira revolução industrial, a fonte primária era o carvão mineral.
Na segunda, se juntaram ao carvão os combustíveis oriundos do petróleo. A terceira revolução industrial foi marcada pela diversificação das fontes, tendo o petróleo como principal protagonista, mas acrescido também de gás natural, energia nuclear e carvão e da incipiente utilização de fontes renováveis como biocombustíveis, eólica e solar.
A partir da segunda década do século XXI, teve início a Quarta Revolução Industrial, um período marcado não apenas por grandes avanços tecnológicos, mas também por um significativo movimento em direção à transição energética. A substituição de fontes fósseis por fontes sustentáveis tornou-se uma necessidade global, devido ao desequilíbrio causado pelo excesso de CO2 e outros gases poluentes na atmosfera, resultando em consequências desastrosas para o clima do planeta.
Atualmente, no Brasil, a utilização de fontes renováveis de energia tem uma participação próxima a 50% do total. Já no setor elétrico, o Brasil possui uma das matrizes mais limpas do mundo, com participação das fontes renováveis acima de 90%.


O maior consumidor de fontes fósseis na matriz energética brasileira atualmente está no setor de transportes, apesar da representatividade de 24% de biocombustíveis. A franca expansão da frota de veículos automotivos elétricos e híbridos no Brasil é uma realidade no mercado, porém, a sua representatividade ainda é baixa, com algo em torno de 0,2% da frota total de veículos.
Caso ocorresse uma transição imediata, em que todos os 120 milhões de veículos automotivos em território nacional fossem elétricos e todos os 130 bilhões de litros de combustíveis
Utilizar a molécula de etanol para transporte e armazenagem de energia e, posteriormente, convertê-la em hidrogênio verde, por meio de um processo químico, é uma estratégia potencialmente viável em certos contextos. "
André Ribeiro Lins de Albuquerque Diretor da Pentagro Soluções Tecnológicas
consumidos por ano na forma de diesel, gasolina e etanol fossem substituídos por energia elétrica na rede, isso ocasionaria uma necessidade, além da construção da infraestrutura necessária para carregamento desses veículos, de adicionar mais 325 TW.h de energia elétrica à rede, ou seja, 52% a mais de energia elétrica comparativamente à que foi gerada em 2023.
O cenário nacional de transição total da frota veicular puramente elétrica (EV) sugere algo improvável para os próximos 20 anos devido às restrições técnicas, logísticas e econômicas que se apresentam. O mais provável é que a frota de EVs continue crescendo gradativamente até ocupar o nicho de mercado composto por pessoas que se locomovem predominantemente em espaço urbano e que têm disponibilidade de carregamento doméstico, de preferência, tendo como fonte de energia as placas fotovoltaicas. Agora, no curto e médio prazos, por conta das vantagens econômicas, sociais e ambientais, a tendência é a ocupação de um modelo intermediário de eletrificação, principalmente voltado para os veículos híbridos flex (HEV flex) e os híbridos plug-in flex (PHEV flex).
Atualmente, gramas de dióxido de carbono equivalente emitido por unidade de energia (gCO2 eq./MJ) ou por quilômetro rodado (gCO2 eq./km) são métricas mais comumente usadas para avaliar a sustentabilidade de um veículo em termos de emissões de gases de efeito estufa e impacto ambiental. No entanto, é fundamental considerar a fonte primária de geração dessa energia no cálculo do ciclo de vida desses veículos, pois, ao contrário do senso comum, a eletrificação da frota veicular não garante necessariamente que a fonte energética seja sustentável. No Brasil, isso pode até ser parcialmente verdadeiro, mas em grande parte do mundo não é, já que prevalece uma matriz elétrica "suja" que utiliza combustíveis fósseis como fonte primária, o que reduz drasticamente a sustentabilidade ambiental dessa alternativa. Atualmente, as principais fontes primárias de energia limpa são hidráulica, eólica e solar. Os biocombustíveis, como o etanol, têm como fonte primária a radiação solar que é utilizada pela planta durante a fotossíntese para converter a energia solar em energia química, armazenada sob a forma de açúcares e biomassa. Além disso, esse processo é um grande sequestrador de CO2 do meio ambiente, o que lhe permite entrar na classe de energias de fontes renováveis, pois todo o CO2 obtido na utilização da energia no destino final é totalmente capturado no plantio da cana-de-açúcar ou do milho.
Multilingual Edition
É possível que, em algum momento, exista uma competição saudável entre utilização de fonte solar por meio de usinas fotovoltaicas e a cana-de-açúcar, mas atualmente, apesar de a produtividade em kW.h/ha pender para as placas fotovoltaicas, o custo do kW.h por hectare pende para a produção de cana-de-açúcar. De um lado, os custos de capital envolvidos na implantação de usinas fotovoltaicas têm diminuído, por outro lado, o aumento de disponibilidade de energia oriunda da cana tem aumentado, tais como: bioeletricidade, biogás e etanol de segunda geração.
Globalmente, um dos maiores desafios da transição energética é a armazenagem e o transporte de energia sustentável. No Brasil, ao contrário de outros países, já se utilizam formas de armazenagem de energia renovável, como hidráulica, biomassa e biocombustíveis. No mundo, o hidrogênio verde, gerado a partir de fontes renováveis, é considerado chave para um sistema energético mais limpo e sustentável devido à sua versatilidade, emissões zero, alta densidade energética e capacidade de armazenar e transportar energia. Contudo, por ser altamente inflamável e leve, o hidrogênio verde apresenta desafios técnicos e econômicos em seu manejo, armazenagem e transporte. Assim, dificilmente será transportado em larga escala em sua forma natural, mas de forma indireta, como hidretos metálicos, materiais de adsorção ou portadores químicos, como etanol e amônia verde.
Utilizar a molécula de etanol para transporte e armazenagem de energia e, posteriormente, convertê-la em hidrogênio verde próximo ao ponto de uso, por meio de um processo químico, é uma estratégia potencialmente viável em certos contextos. Essa abordagem pode aproveitar as infraestruturas existentes de armazenamento e transporte, melhorar a segurança e a eficiência logística, além de contribuir para a redução das emissões de carbono. No entanto, a viabilidade econômica e técnica dependerá dos avanços nas tecnologias de reforma e células de combustível, bem como da disponibilidade do biocombustível em escala.
Há grande expectativa na viabilidade técnica e econômica dos veículos elétricos com células a combustível de etanol (e-FCEV). Esta tecnologia pode substituir os ineficientes motores de ciclo Otto, que têm cerca de 27% de eficiência, por e-FCEVs com o dobro ou mais de eficiência. Com a evolução dessa tecnologia e outras iniciativas, é possível alcançar emissões de g CO2 eq./km cada vez mais próximas de zero. n
Multilingual Edition
Para seu desenvolvimento, a humanidade precisa de energia tanto quanto precisa de alimentos. Energia é essencial para garantir a segurança alimentar da população. Portanto, a dicotomia alimento vs energia é perversa e não contribui para a sustentabilidade do planeta; energia e alimentos são complementares e não competem.
Neste artigo, vamos discutir a questão energética começando no início do século XX, na transição energética da tração animal para os motores a combustão, quando vivemos a esperança de uma energia mais limpa, deslocando a energia “suja” dos cavalos e outros animais de tração.
Um século depois, a transição energética ganha novas cores ao perseguir o uso de energias renováveis em substituição às agora tradicionais fontes de energia fóssil como petróleo, carvão e gás natural. Alternativas como a energia solar, eólica e energia de biomassa ganham relevância a cada dia e contribuem com a redução das emissões de Gases de Efeito Estufa (GEE), combatem as mudanças climáticas e promovem um sistema energético mais sustentável. No entanto, a transição energética dos dias atuais vai muito além da busca por fontes renováveis e abre uma nova perspectiva de economia circular e de baixo impacto ambiental. A bioeconomia baseada em recursos biológicos abre novas perspectivas para a produção sustentável de alimentos, produtos e energia.
Para o Brasil, a bioeconomia é a chance de um novo ciclo de desenvolvimento econômico e social com a criação de empregos verdes e a atração de investimentos para a diversificação da economia como já ocorre com o bioetanol.
Assim, a economia do hidrogênio tem potencial para transformar o setor energético global e pode atingir mais de 2 trilhões de dólares por ano na próxima década. "
Carlos Eduardo Calmanovici Gerente de Engenharia e Qualidade da ATVOS
Para explorar essas oportunidades da nova transição energética, temos de nos preparar para discussões objetivas a partir de indicadores claros e tecnicamente consistentes para direcionamento das iniciativas ESG (da sigla em inglês: Environmental, Social and Governance ).
Assim, nossa busca por fontes renováveis incorpora indicadores como, por exemplo, o EROI (Energy Return on Investment) que mede a quantidade de energia obtida de uma fonte em comparação com a energia “investida” para extrair, processar e entregar essa energia. Quanto maior o EROI, maior a eficiência da fonte considerada.



É bastante dependente de fatores como localização e tecnologia, principalmente no caso das fontes renováveis. Outros indicadores que merecem destaque são a densidade de energia e a densidade de potência. A densidade de energia refere-se à quantidade de energia armazenada em um determinado volume ou massa de combustível.
Fontes renováveis geralmente têm densidade de energia mais baixa e, por isso, podem ser mais restritivas para atender a determinadas aplicações. Já a densidade de potência indica a quantidade de energia produzida por unidade de área. Fontes renováveis como solar e eólica tendem a apresentar densidades de potência mais baixas, exigindo áreas maiores para gerar uma determinada quantidade de energia.
Do ponto de vista ambiental, a densidade de descarbonização refere-se à quantidade de emissões de carbono evitadas por unidade de área e indica a vocação da fonte de energia de reduzir emissões. Finalmente, a conhecida pegada de carbono mede a quantidade total de GEE emitidos direta e indiretamente por uma atividade ou processo. É importante considerar, na avaliação das fontes de energia, todo seu ciclo de vida, incluindo extração, processamento, transporte e uso final.
Não haverá transição energética sustentável sem a definição clara dos objetivos desejados. Há inúmeros outros indicadores relacionados, por exemplo, a custos e investimentos necessários, intermitência e estabilidade do fornecimento de energia, entre outros. A escolha correta dos indicadores permitirá uma análise equilibrada e objetiva das opções disponíveis, em cada contexto, e suas implicações econômicas, ambientais e sociais e é determinante para projetos de sucesso.
Momentos de transição são sempre muito intensos e instigantes. Indicadores consistentes e amplos ajudam a organizar essa inquietação produtiva e estimulam o aparecimento de alguns caminhos promissores como, por exemplo, o Hidrogênio Verde. Obtido pela eletrólise da água desde que a fonte de energia elétrica seja renovável, eólica ou solar, o hidrogênio verde se destaca pela alta densidade energética em massa, embora apresente baixa densidade energética em volume, o que impõe desafios importantes no armazenamento e no transporte.
Pode ser utilizado diretamente como combustível ou, mais indicado, como intermediário para a produção de outros biocombustíveis e produtos químicos, nesse caso, pela reação com resíduos e produtos relevantes como CO₂
Multilingual Edition
(gás carbônico) ou biometano. Dessa forma, o hidrogênio pode ser o vetor de uma das principais estratégias de descarbonização, a “eletrificação de tudo” (electrify everything), nas rotas de eletrificação indireta.
Nesse sentido, destaco aqui a utilização potencial de hidrogênio verde em duas cadeias produtivas muito relevantes para o Brasil: na produção de aço verde, utilizando hidrogênio como agente redutor em substituição ao carvão; e na fabricação de amônia, possível alternativa sustentável de combustível marítimo drop in e intermediário químico essencial para a produção de fertilizantes nitrogenados.
Assim, a economia do hidrogênio tem potencial para transformar o setor energético global e pode atingir mais de 2 trilhões de dólares por ano na próxima década. Mas ainda há desafios, começando pelo custo do hidrogênio verde que deve cair de cerca de 6 US$/kg para algo em torno de 2 US$/kg para viabilizar o uso mais amplo do hidrogênio nos vários mercados e aplicações.
O principal componente de custo do hidrogênio verde é a energia elétrica, e países com matriz energética limpa como o Brasil estão bem posicionados para aproveitar os benefícios de uma economia do hidrogênio desde que estimulem o avanço dessa tecnologia com ações concretas para a competitividade em custos.
Não poderia fechar este artigo sem mencionar o etanol, tanto como combustível sustentável para mobilidade urbana quanto como building block para inúmeros derivados verdes, inclusive o próprio hidrogênio através de processos de reforma, por exemplo, que apresentam EROI superior à própria eletrólise da água.
O etanol representa um mercado consolidado de aproximadamente 120 bilhões de litros anuais no mundo e já desempenha um papel significativo na transição energética, especialmente em países com vocação para o agronegócio. O Brasil conhece, na prática, os benefícios do uso do bioetanol carburante: redução de GEE, CO₂ e outros poluentes como monóxido de carbono (CO), óxidos de nitrogênio (NOx) e hidrocarbonetos.
Além disso, o bioetanol contribui para a diversificação da matriz energética e para o desenvolvimento econômico e regional do país e vem ganhando espaço como elo de uma química renovável praticamente ilimitada, que vai desde a produção de eteno e polietileno verdes até a produção de SAF (Sustainable Aviation Fuel). Na transição energética, o etanol é o futuro que já chegou. n

O combustível do futuro nasce no Brasil. Costumo fazer essa afirmação nos circuitos de apresentação do projeto da Acelen Renováveis, que escolheu a macaúba (Acrocomia aculeata), planta nativa do Cerrado brasileiro, como solução em matéria-prima para a produção de SAF – Combustível Sustentável de Aviação e HVO. Os biocombustíveis da Acelen Renováveis serão produzidos em uma biorrefinaria que será construída na Bahia, que terá capacidade de produzir mais de 1 bilhão de litros por ano de SAF e diesel renovável a partir de 2027, inserindo a Acelen entre os líderes globais no segmento de combustíveis renováveis.
A escolha da planta brasileira não foi ao acaso. Dentro do conceito “fully sustainable”, a macaúba, que é uma planta perene abundante no país, possui vantagens competitivas em relação a outras matérias-primas utilizadas na produção de combustíveis sustentáveis. A palmeira brasileira apresenta rendimento de óleo em média sete vezes maior que a soja, principal oleaginosa do agro brasileiro, possui baixo índice de CI (Carbono Intensity) na sua cadeia produtiva, além de ter 100% do seu fruto aproveitado no processo industrial.
As vantagens da macaúba não param por aí. Por ser uma planta altamente adaptável, seu cultivo pode ser realizado em sistemas de
A Acelen cultivará 180 mil hectares de macaúba, em terras localizadas em Minas Gerais e na Bahia, o que reforça a vocação do Brasil como um dos países mais relevantes e importantes para a transição energética "
Gerente de Pesquisa e Inovação da Acelen Renováveis
agroflorestas e ILPF (Integração-Lavoura-Pecuária-Floresta), potencializando os rendimentos por área, evitando o deslocamento de cultivos e, por consequência, reduzindo a necessidade de desmatamentos.
Com grande resistência a secas e doenças, a escolha do cultivo da macaúba também é estratégica na recuperação de terras degradadas, especialmente áreas de pastagens improdutivas. São nesses tipos de terras, localizadas em Minas Gerais e na Bahia, que a Acelen inicialmente cultivará 180 mil hectares de macaúba, o que reforça a vocação do Brasil como um dos países mais relevantes e importantes para a transição energética global. Há cerca de 100 milhões de hectares de pastagens degradadas e improdutivas no território nacional, portanto, culturas como a macaúba terão um papel ambiental positivo e importante.
As florestas de macaúba trarão benefícios ambientais além da recuperação das terras degradadas, como a restauração de matas ciliares e áreas protegidas, formando corredores


ecológicos, conectando habitats e promovendo a biodiversidade. Estas áreas têm potencial para a criação de nichos ecológicos para uma grande variedade de espécies. Além disso, a promoção de ecossistemas e solos mais saudáveis, por meio do aumento da matéria orgânica e da estrutura do solo, transforma essas áreas em locais de sequestro de carbono, contribuindo para a mitigação das mudanças climáticas.
O combustível do futuro:
Os biocombustíveis da Acelen produzidos a partir da macaúba terão potencial de reduzir em até 80% a emissão de CO2 quando comparados aos combustíveis fósseis, abastecendo os mercados norte-americano, canadense, europeu e nacional.
Esses combustíveis serão totalmente drop-In, substituindo perfeitamente os combustíveis fósseis já existentes, tanto na cadeia produtiva quanto na logística. Isso significa que não serão necessárias quaisquer mudanças na infraestrutura de distribuição, bem como dos motores e turbinas de avião.
São também combustíveis de alta performance e com baixa emissão de poluentes, feitos com matéria-prima 100% renovável, que, ao abastecerem aviões (SAF) e motores a diesel (HVO), colaboram para a descarbonização de um setor que corresponde por 2% a 3% das emissões globais de CO2.
Uma verdadeira revolução.
Toda a cadeia de valor que envolverá a produção de SAF e HVO, da semente ao combustível, possuirá certificação e rastreabilidade.
Open Innovation:
A inovação aberta é o nosso pilar. Para o desafio de verticalização da macaúba, montamos um ecossistema de parceiros e pesquisadores renomados de diversas instituições brasileiras de referência mundial, como Esalq/USP, Embrapa, Unicamp, Instituto Agronômico de Campinas e Universidade Federal de Viçosa, além da aproximação com universidades internacionais como a University of California-Davis e a Cornell University
O objetivo é reunir conhecimento de décadas de estudo da espécie e acelerar o desenvolvimento de sua cultura por meio de seleção dos melhores materiais genéticos, desenvolvimento de tecnologias e manejos que potencializem a produção e reduzam os impactos ambientais.
;

Neste ano, já aceleramos algumas parcerias importantes para o desenvolvimento da macaúba. Assinamos com a Unimontes, em Montes Claros-MG, a transferência de tecnologia que compõe a mescla de soluções em germinação das sementes da macaúba. A tecnologia será incorporada ao Centro de Inovação e Tecnologia Agroindustrial, que está sendo construído pela empresa em Montes Claros.
Como parte do programa de cooperação com a Esalq em parceria com o programa AgriFood 5 Alliance, foi realizado o plantio experimental de mais de 1.300 mudas de macaúba em Piracicaba-SP. Uma área de aproximadamente 30 mil m² recebeu as mudas da planta.
A Acelen e a Embrapa Agroenergia firmaram acordos de cooperação técnica, com a colaboração de outros quatro centros de pesquisa da Embrapa: Algodão, Florestas, Meio Norte e Recursos Genéticos e Biotecnologia. A parceria de inovação aberta visa, entre outros objetivos, otimizar a extração de óleos e a geração de bioprodutos.
Centro Tecnológico:
Para abrigar tamanho desafio no desenvolvimento agroindustrial da macaúba, destacamos o nosso investimento em um Centro de Inovação Tecnológica em Montes Claros-MG, que cumprirá etapas fundamentais para o desenvolvimento do projeto com a germinação de sementes e a produção de mudas, que serão feitas com métodos sustentáveis na gestão ambiental.
Toda essa integração de conhecimento resulta em um completo ecossistema que nos acompanha desde o início do projeto e que se soma a outras forças que surgem durante a nossa jornada. O Centro Tecnológico contará com uma área de mais de 100 hectares e terá a capacidade de germinar 1,7 milhões de sementes por mês e produzir 10 milhões de mudas por ano. Esse trabalho será feito a partir do mapeamento de populações naturais de macaúba com maior potencial de produção de óleo, selecionando as melhores plantas para a produção de sementes, para a clonagem e melhoramento genético.
O Centro também desenvolverá outros processos fundamentais para a eficiência e ganho de produtividade, tendo destaque a condução de ensaios de germinação, desenvolvimento de protocolo próprio de germinação, processos automatizados com foco na


Multilingual Edition
redução de perdas e custos, implementação de cultivos experimentais para a adaptação da espécie e melhoria da produtividade do óleo, além da construção da planta experimental com desenvolvimento do processo e domínio da tecnologia para extração de óleo e coprodutos úteis.
Agricultura familiar:
O impacto social da Acelen será de extrema importância para inúmeras famílias. Costumamos dizer que o projeto é ESG de ponta a ponta.
Além da geração de mais de 90 mil empregos diretos e indiretos para a implementação de uma nova cadeia produtiva, vamos gerar oportunidades econômicas e sociais desde a germinação da semente até a distribuição dos combustíveis, nos tornando um vetor de desenvolvimento sustentável.
Uma das diretrizes de promoção social e econômica para região é a utilização de agricultura familiar e pequenos produtores, que no Brasil e no mundo desempenham um papel estratégico para a segurança alimentar. Porém, o grande desafio é garantir que essas famílias tenham uma renda estável e façam parte de uma cadeia sustentável.
O Programa de Agricultura Familiar e Pequenos Produtores promoverá às famílias e aos pequenos e médios produtores no entorno dos Hubs oportunidades de geração de renda e fixação no campo, conciliando demandas da cadeia com as necessidades locais. Um dos diferenciais da Acelen nessa frente será a assistência técnica, fundamental para o sucesso de programas que buscam promover impactos positivos nas comunidades de Agricultura Familiar e Pequenos Produtores.
A inclusão desses agricultores garantirá o fortalecimento das comunidades, fomentando o desenvolvimento social, econômico e ambiental através da garantia de compra a preço de mercado e da subsequente oportunidade de aumento da renda, por meio do estabelecimento de uma cultura de alta lucratividade e inserção em um mercado competitivo.
A Acelen Renováveis dá passos concretos para oferecer uma resposta inovadora e sustentável às mudanças climáticas e alcançar a transição energética em escala global com combustíveis renováveis. Se o mundo precisa, a gente acelera por um futuro melhor para todos. n
Todas as técnicas e tecnologias de um RTO robusto
Equilíbrio de Fase
Termodinâmica Aplicada
Reconciliação de Dados
Lógica Fuzzy
Modelagem fenomenológica
Gêmeo Digital
MPC - Modelo Prático de Controle
Engenharia Aplicada


A humanidade e os agaves têm uma história rica, intensa e pouco conhecida. Os agaves foram domesticados há cerca de 9.000 anos, juntamente com o milho, nas regiões áridas da América Central e do Norte. Nesses locais, os agaves serviam como fonte de alimento, fibras para cordas, sapatos e roupas, sabão, bebidas e muitos outros usos. Não é exagero dizer que os agaves foram (e ainda são) uma cultura-chave para a subsistência dos povos do semiárido, sendo essencialmente a matéria-prima perfeita de uma “biorrefinaria ancestral”. Mas foi durante o período colonial que agaveicultura entrou num novo ciclo de desenvolvimento no qual começaram a ser explorados comercialmente em grande escala.
O uso moderno dos agaves se consolidou em duas vertentes principais. A primeira é a produção de fibras para cordoaria (sisal), com destaque para países como Brasil e Tanzânia. A segunda é a produção de bebidas alcoólicas, como tequila e mezcal, que são patrimônios identitários do México. Contudo, na última década, o agave tem se destacado internacionalmente como uma possível nova fonte de biocombustíveis, focada em áreas áridas e semiáridas, devido à sua alta eficiência no uso da água, produtividade e composição química singular.
O semiárido brasileiro
ocupa 105 milhões de ha, representando 12% do nosso território. Nessas áreas de terra barata, temos uma grande oportunidade para a implementação do agave. "
Fábio Trigo Raya
Pesquisador Pós-Doc da Unicamp –Universidade Estadual de Campina
Países como Austrália e Estados Unidos lideram esse processo e já começaram testes de campo, principalmente com o agave utilizado na produção de tequila, o agave tequilana. Em Queensland, Austrália, os resultados iniciais foram impressionantes: em cinco anos, os australianos conseguiram colher plantas com mais de 420 kg e rendimentos de etanol entre 4.854 e 6.673 litros por hectare ao ano. Isso quebrou o mito de que o agave tequilana só teria bom desempenho agrícola em altitudes semelhantes às de Jalisco, México. Nos Estados Unidos, testes de campo mais modestos foram realizados no Arizona e em Utah por iniciativas acadêmicas, mas o destaque veio dos produtores na Califórnia. Nos últimos anos, com o agravamento das crises climáticas, regiões como a Califórnia começaram a investir na cultura do agave, embora mantendo o foco na produção de bebidas alcoólicas.
O movimento, chamado de “Mezcalifornia”, já conta com seu próprio conselho (California Agave Council) e vive seu primeiro “agave boom”. A procura pela planta no estado foi tão grande que o preço da muda alcançou 8 dólares a unidade, mas os produtores locais mantiveram o apetite pela cultura.


Entretanto, é em terras tupiniquins que os maiores avanços para a produção de etanol de agave estão sendo feitos. Estamos falando do programa BRAVE – Brazilian Agave Development , uma parceria entre a academia (Unicamp, UFRB, Esalq e Unesp), o Senai Cimatec e a Shell, com a intervenção da Agência Nacional do Petróleo, Gás Natural e Biocombustíveis (ANP). O programa é dividido basicamente em três grandes projetos (Bio, Mec e Ind), que visam desenvolver todo o pacote tecnológico completo da cultura, desde um programa de melhoramento genético do agave, desenvolvimento de leveduras especializadas, protótipos de plantadoras e colheitadeiras mecanizadas até uma unidade em escala piloto para produção de etanol e biochar. Mais detalhes sobre o programa podem ser encontrados na edição de Nov-Jan de 2023 da Revista Opiniões.
Hoje, o Brasil está em uma posição de destaque para transformar o biocombustível de agave em realidade. Curiosamente, são empresas do interior paulista, como a Fermentec e a Empral, que fornecem consultoria em processamento e fermentação para as maiores destilarias de tequila. O histórico e a liderança do setor sucroalcooleiro brasileiro são as principais matrizes para esse desenvolvimento. Por exemplo, no México, a maior destilaria de tequila processa 40 toneladas de biomassa de agave por hora, enquanto uma usina de cana-de-açúcar em São Paulo processa 1.700 toneladas por hora. A escala dos destilados é ínfima quando comparada ao biocombustível. É nítido que, para os grandes produtores de tequila, existe um conflito intrínseco entre sabor e eficiência. O bom produtor de destilados sabe que são as pequenas ineficiências do processo que formam os perfis sensoriais que associamos com uma boa tequila ou um bom mezcal. A diferença entre etanol puro e uma bebida de qualidade está justamente nessas intervenções artísticas, o que nos confere uma vantagem, pois nossos motores flex não precisam de sal e limão para disfarçar o gosto de um destilado menos refinado. Assim, quem visa a produção de agaves para biocombustíveis tem uma ampla gama de possibilidades de processo e de escolha de espécies ou variedades à sua disposição. Talvez a principal oportunidade seja o aproveitamento integral da planta. Hoje, os produtores de bebidas descartam as folhas dos agaves, mesmo elas representando cerca de 50% do peso total da planta e tendo Brix de 15º, porque conferem amargor à bebida.
Multilingual Edition

Podemos dizer que a tecnologia em nível industrial está bem consolidada no Brasil. No entanto, não é apenas pela experiência com a cana-de-açúcar que o país se destaca. O semiárido brasileiro ocupa 105 milhões de hectares, representando 12% do nosso território. Nessas áreas, que são inadequadas para a agricultura convencional e onde a terra é barata, temos uma grande oportunidade para a implementação de culturas específicas do semiárido, como o agave, especialmente em zonas de pastagens degradadas.
A produção de agave, aliada à produção e incorporação de biochar, tem o potencial de transformar o sertão em um grande polo de captura de carbono, além de ajudar a reter mais água no ecossistema local e promover segurança alimentar, hídrica e energética no semiárido brasileiro. Os potenciais são grandes, e os modelos mais atuais indicam que nossa produtividade pode ser equivalente ou superior à já encontrada na Austrália.
Ao implementarmos o cultivo de agave em apenas 10 milhões de hectares, poderíamos dobrar a atual produção de etanol, aproveitando o potencial das terras semiáridas, impulsionando a economia e fortalecendo a produção de biocombustíveis no Brasil. Isso não só promoveria o desenvolvimento sustentável da região, mas também consolidaria o país como líder na inovação e produção de energias renováveis.
Além disso, o Brasil possui uma tradição histórica no desenvolvimento da agaveicultura, liderada principalmente pelo pioneirismo do Instituto Agronômico de Campinas (IAC) nas décadas de 1940 e 1950, que transformou o país no principal produtor de fibra de agave do mundo. O IAC desenvolveu um dos poucos programas de melhoramento genético de agave a ter sucesso globalmente, e agora, por meio do programa BRAVE, estamos resgatando e ampliando esses esforços. Por exemplo, foram selecionadas plantas híbridas "flex" capazes de produzir tanto altos teores de açúcares quanto excelente fibra comercial, algo inédito no mercado, e os primeiros testes de campo no semiárido brasileiro estão sendo realizados com mais de 10 variedades potenciais de agave para produção de biocombustíveis. A produção de etanol a partir do agave tem paralelos com a do milho. Em ambos os casos, as plantas acumulam carboidratos não fermentáveis, necessitando de um processo de hidrólise para sua conversão. No milho, que acumula amido, a utilização de enzimas



semiárido brasileiro, em Jacobina-BA

Multilingual Edition
se consolidou como o principal método para converter esses açúcares complexos em glicose. Já o agave acumula uma molécula diferente, um polímero de frutose conhecido como frutano. Os frutanos são mais comuns em plantas adaptadas a ambientes extremos e, além de suas funções fisiológicas importantes e alto potencial nutro-farmacêutico, possuem a característica de permitir o "armazenamento no campo". Isso libera o agricultor das épocas específicas de colheita, permitindo o fornecimento de agave durante todo o ano.
A transformação dos frutanos em açúcares simples pode ser realizada por métodos térmicos, ácidos ou enzimáticos. O método mais tradicional, utilizado nas destilarias, envolve o uso de fornos ou autoclaves durante um período de 36-48 horas. Unidades produtivas mais modernas, que se assemelham mais com usinas de etanol de agave, utilizam principalmente hidrólise ácida, reduzindo o tempo para apenas 2,5 horas e alcançando uma conversão quase total dos açúcares em frutose. Quanto à hidrólise enzimática, alguns testes em escala laboratorial foram realizados, mas ainda não existe experiência comercial com essa estratégia.
Uma das grandes possibilidades para aumentar a escala da produção de etanol de agave é o desenvolvimento de uma estratégia de fermentação direta, ou seja, a fermentação do caldo cru (não hidrolisado). Recentemente, a Unicamp depositou um pedido de patente relacionado a essa abordagem.
A nova tecnologia envolve uma levedura (Saccharomyces cerevisiae) geneticamente modificada para produzir as enzimas necessárias para a quebra dos frutanos e realizar a fermentação simultaneamente. Esta inovação pode aumentar significativamente a viabilidade técnico-econômica do biocombustível de agave no país, representando um avanço importante para a sustentabilidade e eficiência da produção.
Nos próximos anos, é provável que o sertão experimente o seu próprio “ agave boom ”. As possiblidades de utilização dos agaves são enormes, não só para biocombustíveis, mas é neste produto que o Brasil terá sua maior vantagem competitiva. Contamos com solo adequado, clima favorável, variedades adaptadas, uma política de biocombustíveis sólida e, em breve, o pacote tecnológico completo. A concretização desse potencial é apenas uma questão de tempo. n

Muito se discute atualmente sobre oportunidades incrementais em produção de açúcar, aumento de mix de produção e processamento com alta performance. É bem verdade que todo o açúcar produzido vem única e exclusivamente da matéria-prima “cana” e que cada etapa ou operação unitária subsequente dentro dos processos industriais tem sua capacidade de beneficiar a qualidade, cobrando, por sua vez, uma parcela de eficiência ou perda de sacarose, ou ainda açúcares totais, já que não é possível obter-se eficiências de cem por cento.
Desta forma, quanto mais eficientes e assertivas foram as ações operacionais, ao longo do processamento, maiores as probabilidades de maiores produções, já que menores perdas irão ocorrer.

Assim, a busca crescente por efetividade de resultados, aplicação de tecnologias adequadas, sistemas avançados, tratamento de dados em tempo real e forte automatização/ instrumentação de processos tem alavancado e acelerado resultados bastante importantes quando o assunto é eficiência, produtividade e recuperação de açúcar, fazendo as operações perderem ou ainda degradarem menos açúcares em suas etapas.
Quando tratamos de recuperar açúcar, é importante avaliarmos o processo de forma global, ou seja, desde a recepção de cana-de-açúcar no site industrial.
Sistemas atualmente difundidos de telemetria e georreferenciamento em tempo real nos COA’s – Centro de Operações Agrícolas –promovem a oportunidade de logísticas de transporte de cana otimizadas que propõem também mitigar o tempo de permanência de cargas de cana-de-açúcar nos estoques dentro da indústria, promovendo a menor deterioração possível de açúcares, assim como a redução de contaminação bacteriana, geração de ácidos e dextranas, sendo estes nada benéficos aos processos de produção de açúcar e de etanol. Já na área de recepção, preparo e moagem, muito se evoluiu. Sistemas de descarga automáticos ou semiautomatizados promovem maior uniformidade na alimentação de cana ao processo.
Quando se unem todas etapas, processos e sistemas em um único local operacional, integrados à gestão de processos, cria-se um ambiente potencializador de resultados, com agilidade de decisões amalgamadas em dados, tendências e análises de processo. "
Eduardo Calichman
Sócio e Consultor Sênior Industrial na Datagro Alta Performance
Há, atualmente, forte sensoreamento no preparo de cana e transportadores sempre buscando bom desfibramento (open-cell) associados às performances dos tandems de moenda. Estes últimos, com evolução marcante nos últimos anos através de utilização de camisas de alta drenagem, embebições de alta performance, chutes altos e com controle de carga mais estável, aplicação de solda em arame ou eletrodos com robôs de chapisco, entre outros. Não somente isso, sistemas de controle preditivos e avançados de processo, sensoreamento de vibrações online , entre outros, podem potencializar as extrações (reduzindo perdas), umidade de bagaço, de forma integrada com o restante do processo industrial.
Já no setor de tratamento de caldo, os cuidados são vários e constantes. A inversão e a degradação dos açúcares estão intimamente ligadas à tríade temperatura, pH e tempo de retenção. Todos os três precisam ser meticulosamente observados pela operação e gestão de processos e tratados não como valores médios e sim como dispersão estatística.
Nesta linha, a estabilidade de vazões inicia como protagonista para a estabilização de outros controles na calagem (seja com leite de cal, seja com sacarato), aquecimento, fosfatação, sulfitação e, por consequência, uma boa clarificação (com o tempo de retenção adequado).
A estabilidade ou “estado estacionário” (steady-state, em inglês) é de suma importância e tem como aliadas as plataformas disponíveis de loops de controles em malhas fechadas e sistemas de controle avançado. São ferramentas poderosas e que contribuem sobremaneira para a otimização dos processos e redução de variabilidades. Instrumentação de campo bem-posicionada, manutenida e aferida são condições sine qua non para que haja confiabilidade.
Os sistemas, plataformas e automações disponíveis não isentam a criteriosa avaliação dos dados, percepções de campo, compatibilização de ativos e sistemas pelos gestores e engenheiros de processos para que sejam também convertidas as avaliações e análises em ações de campo, produzindo-se no tratamento de caldo (não se limitando a este) produto de qualidade em transmitância, pureza, cor e com degradações e inversões mínimas possíveis.
Multilingual Edition
O caldo então clarificado é evaporado em evaporadores de múltiplos efeitos (quíntuplos efeitos em maioria), onde também a tríade (temperatura, pH e tempo de retenção) faz seu efeito de forma conjugada.
Associados aos itens anteriores, somam-se temperatura de vapor de escape (dessuperaquecido) e pressão de vácuo no último efeito da evaporação (que se correlaciona diretamente à temperatura). Nesta etapa, quedas de pureza mais significativas e ganhos de cor são mais perceptíveis e impactantes. A estabilidade e a quantidade de caldo enviada aos evaporadores possuem papel fundamental no molhamento das calandras e taxas de evaporação estáveis. Mais uma vez, os sistemas automáticos desempenham papel bastante relevante seja em controle de vazão, seja na temperatura, seja no nível de operação. Itens relativamente simples, mas complexos na gestão da rotina deste processo. Há uma variedade de tipos de evaporadores comumente encontrados, cada qual com suas particularidades e, de fato, com cuidados comuns que necessitam de atenção operacional e medições online de confiabilidade. Não é incomum verem-se quedas de purezas bastante significativas entre caldo clarificado e xarope produzido, sinal de que há oportunidades de ganhos de performance.
E falando de pureza, como não mencionar o maior acesso às análises cromatográficas?
Cada vez mais difundidas nas indústrias sucroenergéticas, promovem a rápida obtenção de valores precisos de teores de açúcares e diversos ácidos e se tornam ferramentas bastante importantes como guia de ações e correções de processo, nos propiciando um “raio-X” da saúde das operações não somente nos evaporadores, mas em todas as etapas da produção de açúcar (e etanol).
Na fábrica de açúcar, o cozimento é destaque de atenção e dedicação operacional. Sondas de concentração atualmente disponíveis com tecnologia de micro-ondas que traduzem teor de água em Brix propiciam, juntamente com análises de purezas (laboratoriais), a obtenção quase simultânea das supersaturações tão importantes no processo de cristalização por semeadura. Processo este que desempenha papel de suma importância para a alta produção com elevada esgotabilidade de méis e qualidade do açúcar acabado (em cor, granulometria média e quantidade de cristais finos). ;

A integração entre plataformas de controle e de dados de processo são importantes para facilitar o mix de dados online e offline, sendo um facilitador para as correções operacionais, quando necessário. Quando se trata de cozimento contínuo e batelada, as automatizações e aferições dos instrumentos de campo são fundamentais para que se extraiam e otimizem os resultados deste processo.
A avaliação das conduções e da qualidade dos cristais de açúcar em processamento ganham destaque com a utilização de microscópios de campo, esteroscópios, e outros dispositivos ainda mais avançados, promovendo avaliação minuciosa de qualidade granulométrica de todas as etapas do processo de fabricação, desde a produção da semente utilizada até a cristalização propriamente dita, cozimentos massas A, B e C, magmas, fugas e perdas de açúcares nos méis, entre outros.
Não menos importante é o processo de centrifugação, seja contínuo nas massas B ou C e bateladas na massa A (açúcar final). Nesta operação, já bastante automatizada, os cuidados para que a descristalização ou derretimento do açúcar não ocorra em demasia devem ser parte integrante da gestão de rotina operacional. A visualização e controle de ciclos de centrifugação, ajustes de quantidade de água adicionada (por tempo, mas poderia ser por vazão!), rotações, controles de admissão de massas e ciclos de limpeza já são parte integrante do quotidiano operacional e são tão relevantes quanto os demais processos de produção de açúcar, já que esta é praticamente a etapa produtiva final.
Quando se unem todas estas etapas, processos e sistemas em um único local operacional (COI – Centro de Operações Induatriais), integrados à gestão de processos, cria-se um ambiente potencializador de resultados, com agilidade de decisões amalgamadas em dados, tendências e análises de processo que, juntamente com a boa operação de campo, aceleram oportunidades em bons resultados de produção açucareira. As evoluções nos sistemas integrados, de controles e tecnologias (ainda que as de base) vêm transformando de forma acelerada o setor sucroenergético e certamente irão propiciar ainda maiores eficiências e rapidez nas tomadas de decisão não somente na produção de açúcar e mix, mas também no contexto geral de eficiências e performance. n
Entre as principais soluções da companhia estão as Capas de Bronze TM 23, fundamentais para o mercado sucroenergético
A Termomecanica, empresa líder na transformação do Cobre e suas ligas, é um dos principais destaques da Fenasucro & Agrocana 2024.
Estratégico para o setor sucroenergético, somente em 2023, o evento movimentou mais de R$ 8,6 milhões em negócios, segundo levantamento realizado pelo Centro Nacional das Indústrias do Setor Sucroenergético e Biocombustíveis (CEISE BR).
Durante a feira, a Termomecanica apresentará as Capas de Bronze TM 23, fabricadas com uma liga exclusiva, desenvolvida pelo fundador Engenheiro Salvador Arena.

de Bronze TM23
Com elevada resistência mecânica, à corrosão e ao desgaste, estas capas são direcionadas às usinas sucroenergéticas para a fabricação de açúcar e etanol.
De acordo com o Gerente Comercial da Termomecanica, Felipe Guerini, a liga Bronze TM 23 ganha evidência por sua capacidade de autolubrificação, essencial para prolongar a vida útil dos mancais. “Esse atributo é particularmente benéfico para o setor sucroenergético, onde a durabilidade e a eficiência dos equipamentos são fundamentais”, esclarece Guerini.
Para fins didáticos, será exposta uma versão miniatura de um eixo de moenda de cana-de-açúcar com capas de Bronze em tamanho proporcional.
O portfólio da Termomecanica também será amplamente representado no evento, dando ênfase as barras de Bronze, barras e perfis de Latão, tubos de Cobre, bem como outros materiais, como as buchas de martelo da liga TM620 e os vergalhões de latão utilizados para as boquilhas das moendas de alta performance.
Além disso, o Centro de Pesquisa e Desenvolvimento de Ensaios (CPDE), acreditado pela CGCRE - Coordenação Geral de Acreditação do INMETRO, segundo a norma ABNT NBR ISO/IEC 17025:2017, e que presta serviços laboratoriais, com análises químicas, elétricas, mecânicas e de microestrutura de diversos metais, também terá destaque, contando com um profissional para atender o público que desejar conhecer mais sobre a atuação e os serviços oferecidos pelo laboratório.
Guerini comenta que a participação no evento representa uma oportunidade e um canal direto para estreitar relações e avaliar novos negócios. “ O fato de que a feira ocorre pouco antes do período de manutenção das usinas para a safra do ano seguinte, torna o evento ainda mais relevante, sendo uma oportunidade chave para aprimorar as decisões de compra do setor”, finaliza Guerini.

Os processos fermentativos das unidades de produção de bioetanol das destilarias brasileiras, que utilizam cana-de-açúcar como matéria-prima, operam em batelada alimentada ou contínua, não sanitária, com reciclo de células e utilizam uma matéria-prima variável e sujeita à deterioração. Um processo com essas características exige cuidados especiais e uma abordagem única em seu controle operacional.
O reaproveitamento das células, após sua separação do vinho fermentado, permite uma operação com alta densidade celular, reduzindo o tempo de fermentação e aumentando a produtividade. Esta característica, possível pela ausência de sólidos insolúveis no mosto, traz vantagens e desvantagens. Embora aumente a produtividade, o reciclo de células em processos não sanitários dificulta a manutenção de uma única linhagem de levedura, resultando em dinâmica populacional variável.

Geralmente, a linhagem dominante é selecionada pelas condições operacionais e pode mudar ao longo da safra. Em unidades com menor estabilidade operacional, a dinâmica populacional será mais intensa, com alternância frequente das linhagens dominantes. Portanto, é praticamente impossível manter uma linhagem de levedura que se adapte satisfatoriamente a todos os processos durante toda a safra. Linhagens isoladas do próprio processo ou desenvolvidas em laboratório não garantem sua dominância por longos períodos. Desta forma, ganhos de desempenho baseados no uso de linhagens de alta performance são mais difíceis de obter em processos com reciclo de células, comparados a processos de ciclo único, como a fermentação de hidrolisado de milho.
O reciclo de células também interfere no nível de contaminação do processo, pois, sendo não sanitário, além das células de levedura contaminantes, células de bactérias também estão presentes no mosto e são recicladas após a separação junto com o vinho contido no creme de levedura. Isso eleva o nível de contaminação nas fermentações com reciclo de células. Assim, o nível de contaminação deve considerar a relação entre a concentração de células de levedura e bactérias, e não apenas a concentração de células de bactérias. O controle da contaminação nestes processos deve focar em manter as células de levedura saudáveis, pois serão reutilizadas em mais de um ciclo. Considerando uma dorna de fermentação como um ecossistema,
Nos anos 1980, uma destilaria autônoma atingia eficiência industrial média de 78%; atualmente, dependendo da tecnologia aplicada em seus diferentes setores, a eficiência pode superar 86,5%. "
Silvio Roberto Andrietta Diretor da Andrietta Tecnologias e Bioprocessos
espera-se um equilíbrio entre os microrganismos presentes, onde o processo ocorra sem interferência negativa entre eles. Como a levedura é o microrganismo principal, o equilíbrio é quebrado quando sua vitalidade diminui, pois as bactérias são microrganismos oportunistas. Um processo saudável pode ser obtido melhorando a vitalidade das células de levedura, e não apenas eliminando bactérias, já que sua população aumenta com o enfraquecimento das células de levedura, muitas vezes causado pelo uso excessivo de substâncias antimicrobianas de largo espectro, como oxidantes, utilizados para controlar a população de bactérias.
A manutenção da vitalidade das células de levedura em processos com reciclo de células é fundamental para controlar a contaminação e manter o desempenho do processo. Ferramentas como o tratamento ácido do creme de levedura são cruciais para a regeneração das células, pois a adição de água de boa qualidade fornece oxigênio necessário para a síntese de componentes da membrana, como esterol. A acidificação ajusta o pH da fermentação entre 4,0 e 4,5, dificultando o crescimento de bactérias produtoras de ácido, cujo pH ótimo de crescimento é por volta de 5,1.
Como o etanol é um metabólito primário, sua produção está vinculada ao crescimento celular. Em processos com reciclo de células, haverá acúmulo de células sempre que a taxa de morte somada às perdas for menor que a massa de células produzida. As principais perdas de células ocorrem na centrifugação e na lavagem da dorna e podem ser controladas. Desta forma, o excedente de células é função da taxa de morte, que pode variar significativamente com as condições do processo. Não é possível alterar o rendimento em células na fermentação, a menos que oxigênio seja adicionado ao meio em quantidade suficiente para que a célula possa processar açúcar pela via respiratória com ou sem transbordo metabólico. Nos processos de fermentação com reciclo de células, as perdas de rendimento pela produção de massa celular em aerobiose são praticamente nulas. Assim, um excesso de células na fermentação implica em um processo saudável com baixa taxa de morte, e não em um aumento na massa de células produzida, não havendo perda de rendimento fermentativo.
Multilingual Edition
O processo de separação de células do vinho fermentado é crucial para manter a vitalidade das leveduras, pois interfere diretamente na quantidade de substâncias tóxicas recicladas para o tratamento ácido da levedura. Concentrações elevadas de células no creme de levedura são desejáveis, e a floculação das células é um problema, pois cria gradientes de concentração, prejudicando o desempenho das centrífugas. As dornas de fermentação devem ter agitação adequada, e os processos em batelada devem possuir um tanque pulmão bem agitado para alimentar as centrífugas. Em casos graves, de floculação intensa, recomenda-se a instalação de um sistema de dupla centrifugação, em que o creme de levedura da primeira centrifugação é diluído, acidificado e centrifugado novamente. Isso implica em adição de água ao processo, reduzindo a concentração de etanol no vinho a ser destilado e aumentando o consumo de vapor. O uso de mosto à base de melaço esgotado contribui para a floculação, pois está associada à proteção das leveduras contra substâncias tóxicas, que ativam genes para síntese de glicoproteínas que formam flocos ao se associar com íons bivalentes e trivalentes de carga positiva. No melaço esgotado, a chance de se ter substâncias nocivas é maior do que no caldo, pois durante a fabricação do açúcar formam-se compostos secundários devido à destruição térmica dos açúcares.
Houve avanços tecnológicos significativos nas instalações de fermentação alcoólica de caldo e melaço de cana-de-açúcar nas últimas décadas. Nos anos 1980, uma destilaria autônoma atingia eficiência industrial média de 78%; atualmente, dependendo da tecnologia aplicada em seus diferentes setores, a eficiência pode superar 86,5%. Nos processos mais modernos de fermentação, a evolução chegou a tal ponto que estão próximos do limite tecnológico, exigindo altos investimentos para pequenos ganhos de desempenho. A falta de estabilidade operacional é o principal fator que interfere no desempenho desses processos. Esta instabilidade decorre, em parte, da irregularidade no abastecimento de cana-de-açúcar, que não pode ser estocada, e da falta de controle rigoroso na condução do processo fermentativo. A estabilização operacional é a melhor relação custo/benefício para melhorar o desempenho das plantas de fermentação com reciclo de células. n
A produção de etanol a partir da cana-de-açúcar é um pilar essencial do sistema bioenergético brasileiro, sendo um exemplo reconhecido mundialmente de biocombustível sustentável. Ao longo dos anos, o setor tem-se beneficiado de várias inovações tecnológicas que visam aumentar a eficiência, reduzir custos e minimizar o impacto ambiental.
Com tantas inovações tecnológicas, as usinas necessitam de uma gestão eficaz que possa gerar valor em diversas frentes. Nunca foi tão importante o conceito de empresas ambidestras, aquelas que conseguem equilibrar a exploração de novas oportunidades (inovações) com a otimização das operações existentes (eficiência). Este equilíbrio é crucial para enfrentar as demandas do mercado e as mudanças tecnológicas, permitindo que a empresa mantenha sua competitividade a longo prazo.
A diversificação é a chave para a robustez financeira e sustentabilidade das usinas sucroenergéticas. Expandir para novos produtos e mercados, como hidrogênio verde, biogás, biometano, etanol de segunda geração, bioinsumos e leveduras, é uma estratégia essencial. Ao mesmo tempo, as usinas precisam atingir indicadores de desempenho conforme as melhores práticas do mercado nas operações existentes, alcançando excelência em recuperação industrial, controle de perdas setoriais, eficiência da fermentação e custos compatíveis com o benchmark do setor.
Além de extrair uma vasta gama de produtos da cana, as operações existentes estão na iminência de uma grande revolução ditada pela biotecnologia de seleção de leveduras, metagenômica, analisadores de processo NIR online e inteligência artificial. Estas inovações prometem transformar os processos industriais ao oferecerem novas formas de otimizar a fermentação, melhorar a qualidade dos produtos e reduzir custos operacionais.
Biotecnologia para seleção de leveduras: A biotecnologia aplicada à seleção de novas leveduras é vital para as destilarias, permitindo desenvolver linhagens que toleram melhor os estresses da produção de etanol, resultando em rendimentos mais elevados e fermentações com maior estabilidade. Técnicas como mutagênese induzida, fusão de esferoplastos, cruzamentos entre cepas, seleção dirigida pelo processo, evolução adaptativa e engenharia genética são utilizadas para criar leveduras personalizadas que dominam e aumentam o rendimento fermentativo. Inovações recentes incluem leveduras produtoras de ácido succínico para reduzir contaminações bacterianas e



A biotecnologia aplicada à seleção de novas leveduras é vital para as destilarias, permitindo desenvolver linhagens que toleram melhor os estresses da produção de etanol. "
Henrique Berbert de Amorim Neto e Fernando Henrique C.Giometti Presidente e Sócio-Especialista de aplicação, respectivamente, ambos da Fermentec
leveduras não floculantes, bem como engenharia genética para desativar genes e conferir resistência a inibidores vegetais, melhorando a competitividade contra contaminantes.
Metagenômica: o novo horizonte no combate à contaminação: A metagenômica é uma abordagem inovadora que permite a análise de material genético coletado diretamente de amostras ambientais, sem a necessidade de cultivar microrganismos, proporcionando insights sobre a diversidade e funcionalidade das comunidades microbianas. Suas principais etapas incluem coleta de amostras, extração de DNA, sequenciamento e análise com bioinformática, revelando informações sobre genes e vias metabólicas ativas. Diferentemente do cultivo tradicional, a metagenômica oferece uma visão holística e detalhada das comunidades microbianas, permitindo a identificação e monitoramento de microrganismos em diversas aplicações industriais e agrícolas para tomadas de ações.
Tecnologia infravermelho próximo - NIR: A tecnologia NIR (infravermelho próximo) está revolucionando a fermentação alcoólica ao fornecer dados analíticos em tempo real sobre parâmetros críticos, como a concentração de açúcares, a composição do mosto e o estado do levedo. Esses dados permitem ajustes dinâmicos no processo de fermentação, como a otimização das condições de operação e controle mais preciso da alimentação e do pH. Com isso, é possível aumentar o teor alcoólico do produto, melhorar a eficiência da fermentação e reduzir o tempo de espera e a produção de vinhaça. Além disso, a integração do NIR com algoritmos de controle avançado permitirá uma resposta mais rápida às variações no processo e a tomada de decisões mais informadas, resultando em uma maior produtividade e consistência na produção de etanol. Atualmente, a Fermentec tem acompanhado a aplicação desta tecnologia em seus clientes na qualidade da matéria-prima (PCTS, esteira de cana desfibrada ou no Chute Donelly), extração em tempo real e qualidade do bagaço para as caldeiras, cinética de fermentação com NIR na recirculação das dornas e qualidade do açúcar.
A era digital na excelência operacional: Integrar plataformas MES (Manufacturing Execution Systems) na busca pela excelência operacional oferece uma visibilidade em tempo real do processo produtivo com
Multilingual Edition
monitoramento preciso dos KPIs e a detecção precoce de problemas. Essa integração, aliada às ferramentas de análise de dados, possibilita um estudo avançado, o gerenciamento eficiente de desvios e a otimização da produção com base em dados precisos. Todo esse conjunto facilita o desenvolvimento e a gestão de planos de ação colaborativos, promovendo uma abordagem baseada em dados que melhora a eficiência operacional e impulsiona a excelência contínua, além de aumentar a velocidade da tomada de decisão pela equipe da usina.
Especialista virtual com IA generativa: Na rotina de produção de açúcar e etanol, desafios inesperados, como aumento de perdas e reações imprevistas, podem ocorrer a qualquer momento. Nesses casos, imagine poder contar com inteligência artificial generativa disponível 24 horas, 7 dias por semana, treinada com décadas de conhecimento e dados técnicos de pesquisa. Quando uma usina enfrentar um problema, a situação pode ser relatada ao especialista virtual que, com base em um vasto arcabouço técnico, fornece uma resposta personalizada com causas e ações corretivas recomendadas. Isso permite que a usina reduza perdas financeiras, otimize processos e mantenha a continuidade das operações de forma eficiente.
Tais desenvolvimentos tecnológicos têm permitido reduzir o volume de vinhaça, minimizar as perdas de açúcares ao final da fermentação, melhorar as estratégias no controle da contaminação bacteriana e minimizar os desvios operacionais, conferindo maiores eficiências fermentativas a custos viáveis.
Neste novo cenário, as usinas precisam de uma gestão robusta e de profissionais altamente capacitados. A tecnologia, embora valiosa, é apenas uma ferramenta. O verdadeiro sucesso vem da capacidade de aplicar o conhecimento, o comprometimento e as habilidades dos colaboradores de forma eficaz. A integração dessas tecnologias com uma gestão competente é o caminho para alcançar a excelência operacional e garantir o sucesso dos projetos de melhoria. Com dedicação, inovação e uma visão clara do futuro, o setor sucroalcooleiro brasileiro está preparado para enfrentar os desafios e aproveitar as oportunidades que surgirem, consolidando-se como líder global em sustentabilidade e eficiência. n
O Brasil foi o primeiro país a considerar o etanol como suprimento em larga escala para combustível veicular. O etanol tornou-se um combustível amigável ao meio ambiente, e a demanda que se avizinha será enorme.
Etanol tem sido produzido com as mais diversas matérias-primas: cana (caldo, méis, melaço), grãos (milho, trigo, sorgo, centeio, triticale), mandioca. Entre os grãos, o sorgo granífero (“milo”) deve despontar como boa alternativa de cultivo no Brasil, pois necessita pouca água, tem ciclo curto e colheita mecanizada, sendo já utilizado em Goiás em associação ao milho nas destilarias de milho.
O uso de fontes consideradas alimentícias (grãos) tem recebido críticas mencionando-se que tais produtos desviados para combustível reduzem a disponibilidade para alimentação humana. Deste modo, a falta de matérias-primas para fermentação resultará na utilização de biomassa celulósica para a produção de etanol; bagaço de cana, resíduos vegetais e até produtos do lixo serão matéria-prima para a produção de etanol.
A redução do consumo de energia para produzir etanol começa na fermentação (...) quanto menor a quantidade de água no vinho, menor será o consumo de vapor e menor será a quantidade de efluente. É um grande desafio. "
A nível de Brasil, é louvável o esforço desenvolvido pelo Grupo Raízen para o desenvolvimento da tecnologia para a conversão de material celulósico em etanol, pois, dada a disponibilidade, este pode ser o etanol desejado num futuro até inimaginável. Já se sabe que as fermentações destes produtos sofrem inibições, resultando em vinhos de baixa graduação alcoólica, mas isto é até o mais contornável. Outro problema é o consumo energético, pois tudo necessita energia, e ela é cada vez mais escassa. Chegamos a um tempo em que o conhecimento detalhado dos processos termodinâmicos será primordial, e muita inovação tecnológica impensável hoje será a rotina mais adiante.
A redução do consumo de energia para produzir etanol começa na fermentação, e se hoje um vinho com graduação alcoólica de 10%v em produtos de cana é muito bom, será necessário subir para 12%v ou mais, pois quanto menor a quantidade de água no vinho, menor será o consumo de vapor e menor será a quantidade de efluente, isto é, de vinhaça. É um grande desafio.
Florenal Zarpelon Diretor da FZ Consultoria Industrial


Multilingual Edition
Na fermentação de grãos, grandes avanços foram realizados começando com as investigações do Prof. Mike Ingledew, que iniciou processos de alto grau alcoólico, 16%v até 18%v, que hoje são praticados em larga escala, inclusive no Brasil.
O consumo de vapor na destilação depende de muitos parâmetros, entre os quais:
• teor alcoólico do vinho;
• recuperação do calor dos vapores alcoólicos que seguem para condensação e dos líquidos efluentes (vinhaça, flegmaça) e isolamento térmico das colunas;
• projeto das colunas e dos condensadores;
• pureza necessária do etanol;
• processo de aquecimento das colunas, uso do vácuo e multipressão;
• desidratação por peneira molecular.
O processo convencional de aquecimento das colunas é cada coluna ser aquecida com vapor de escape ou vegetal, entretanto, fazendo-se uma cuidadosa seleção dos estágios de pressão, o vapor alcoólico produzido no topo de uma coluna pode ser usado como aquecimento para outra coluna. Isto requer a obtenção de diferença de temperatura entre as colunas.
A temperatura pode ser aumentada, elevando-se a pressão na coluna tomada como base, e pode ser reduzida, colocando-se a última coluna da série, a destiladora, sob vácuo. O aumento de temperatura numa coluna requer aquecimento com vapor de maior pressão. É o chamado processo de multipressão.
Para as destilarias anexas à produção de açúcar, notadamente nas que praticam a venda de potência elétrica (cogeração),
o aumento da pressão na destilação resulta em perda de cogeração, nem sempre desejável. Por outro lado, as usinas produtoras de açúcar sempre têm a possibilidade de usar vapor vegetal extraído do 1º efeito da evaporação do caldo, portanto, um vapor de baixa pressão (0,7 barg, 115ºC), de modo que isto só por si já se constituiu num processo de redução do consumo do vapor necessário, diminuindo na destilação entre 20 a 25% conforme o sistema de quíntuplo ou quádruplo efeito utilizado pela usina.
A operação da coluna destiladora sob vácuo, além de resultar em redução de incrustações na coluna, também resulta em oportunidade do uso do aquecimento em dupla pressão: o vapor gerado no topo da coluna retificadora aquece a coluna destiladora, provocando assim a redução no consumo de vapor. Contudo, vale ressaltar que, ao considerar o consumo efetivo que saiu de uma caldeira quando uma destilaria anexa utiliza vapor vegetal do 1º efeito da evaporação para o aquecimento das duas colunas, comparando-se ao processo que usa o vapor de escape 1,5 barg na retificadora e o vapor alcoólico do topo da retificadora aquecendo a coluna destiladora, verifica-se que o uso do vapor vegetal resulta em menor consumo que o duplo efeito considerado empregando o vapor de escape na retificadora.
Em resumo, numa destilaria anexa, o uso de vapor vegetal da evaporação do caldo é um processo simples e conveniente quanto à redução do consumo de vapor, e os processos de multipressão são mais adequados para destilarias ditas autônomas, ou seja, não integradas à produção de açúcar. n

A indústria bioenergética tem alcançado notáveis avanços em relação à consciência ambiental, segurança dos colaboradores e, particularmente, na área de instrumentação e automação. Na indústria, há a interligação dos diversos setores através de informações online que garante regularidade no processo inimaginável 10 anos atrás.
No século passado, o extinto IAA – Instituto do Açúcar e do Álcool – admitia perdas por evaporação de 5%, e a evolução se limitou à instalação das válvulas de alívio de pressão e vácuo (VAPV). Essa imobilidade tecnológica, ainda presente em quase todas as unidades industriais, tem como principais consequências:
1. Não saber exatamente quanto se perde de etanol por evaporação: algumas usinas “medem” a produção pelo estoque, outras, periodicamente, ajustam os estoques fiscal e contábil e as medições, em geral, são feitas pela velha e obsoleta trena; 2. O produto perde as suas características pela estocagem ao longo do tempo;
3. As emanações dos vapores alcoólicos nocivas ao meio ambiente proporcionam riscos iminentes de incêndio; 4. Os tanques sofrem corrosão interna. A inertização dos tanques de estocagem, proposta por nós e novidade no setor bioenergético, é um processo consagrado em diversas áreas da indústria, tais como: petroquímica, óleos e gorduras vegetais, solventes, refrigerantes etc. A figura em destaque mostra o esquema simplificado de um tanque com inertização.
O processo consiste em manter um gás inerte, nitrogênio, sobre a superfície do etanol estocado. O gás é obtido através do processo PSA (Pressure Swing Adsorption) em que um leito de adsorvente separa o nitrogênio do oxigênio: o sistema é composto de dois vasos, e, enquanto um opera, o outro é regenerado, tal qual as conhecidas peneiras moleculares para obtenção de etanol anidro. A injeção e o alívio do nitrogênio no tanque são feitos automaticamente pelo controle das pressões. No setor bioenergético, podemos enumerar a atuação da inertização como solução para diversos problemas:
Podemos estimar que dificilmente as perdas por evaporação sejam menores do que 0,8% a 1,0% de toda a produção a depender dos fatores citados, e, pasmem, há unidades com perdas da ordem de 1 a 1,8 milhão de litros por safra. "
Diretor
Técnico da Velho Barreto
Consultoria e
Projetos
Qualidade do produto final - queda de pH e aumento da acidez:
O fenômeno tem ocorrido na estocagem do etanol por longos períodos e se deve à oxidação do acetaldeído em ácido acético. Como a oxidação se dá pela presença do oxigênio, a inertização evita a reação. Atualmente, a “solução” tem sido a passagem do etanol em resina aniônica, cuja locação tem alto custo mensal, e a oxidação ocorre novamente se o produto, após a passagem pela resina, for estocado por longo período.
Evaporação:
A evaporação representa a respiração do tanque e depende de vários fatores:
1. movimentação (alimentação e carregamento), 2. variação da temperatura ambiente, 3. recirculação do produto, 4. ação dos ventos, 5. tipo e manutenção da válvula de alívio de pressão e vácuo,
6. vazamentos de acessórios: válvulas, bocas de visita e escotilha, e 7. projeto do tanque.
Quando o tanque está sendo esvaziado ou a temperatura ambiente baixa, entra uma massa de ar no tanque através da VAPV. E quando a temperatura ambiente sobe ou o tanque está sendo alimentado, essa massa de ar sai saturada de etanol através da VAPV. A regulagem da válvula de alívio de pressão e vácuo que minimiza essa perda é feita em função da pressão máxima de projeto suportada pelo tanque. Aproveitamos para sugerir, em tanques a serem construídos, estudo de viabilidade para instalação de tanques de teto do tipo domo autoportante que permitem pressões maiores.
A quantificação da evaporação implica na medição da produção através de instrumentos confiáveis



Multilingual Edition
e do estoque através de medidores de nível do tipo radar que operam pela emissão de ondas eletromagnéticas. Sugerimos instrumentos homologados para transferência de custódia, o que garante a precisão necessária. Podemos estimar que dificilmente as perdas por evaporação sejam menores do que 0,8% a 1,0% de toda a produção a depender dos fatores citados, e, pasmem, há unidades com perdas da ordem de 1 a 1,8 milhão de litros por safra.
Na inertização, como não há a respiração do tanque pressurizado, a abertura da válvula de alívio de pressão e vácuo liberará predominantemente o nitrogênio com diminuição significativa da evaporação. Essa baixa evaporação pode permitir o aumento da produção pela graduação mais baixa do produto final a ser estocado por longo período.
Incêndio:
A ausência de oxigênio quebra o triângulo do fogo e evita qualquer possibilidade de incêndio seja por queda de raio, aterramento inadequado, vazamentos ou qualquer outro motivo. Todos os itens citados como potenciais aumentos da evaporação contribuem igualmente para riscos de incêndio, lembrando que as escotilhas normalmente abertas para medição dos tanques não possuem corta-chamas, acessório existente nas VAPV.
Outra vantagem é a redução do valor de renovação do seguro pela total impossibilidade de incêndio.
Corrosão interna nas chapas:
A inertização impede a entrada do ar úmido responsável pela corrosão e queda da graduação quando o tanque está com o volume baixo na entressafra.
Conclusão:
Já estamos atrasados em levar os avanços tecnológicos para o setor de estocagem. Afinal, trata-se do produto final que evapora, emite vapores nocivos e que proporcionam riscos de incêndio. A depender das variáveis citadas, o investimento com a inertização retorna em menos de uma safra. O faturamento da empresa, a segurança dos colaboradores e o meio ambiente agradecem. n
A produção de etanol pode ser realizada a partir de diversas matérias-primas, sendo o milho e a cana-de-açúcar as mais comuns no Brasil. Durante a fermentação, as células de levedura são expostas a vários estresses ambientais, como altas concentrações de etanol, de açúcar, alta temperatura e presença de produtos tóxicos. Macromoléculas celulares, incluindo proteínas, ácidos nucleicos e membranas, são seriamente danificadas sob condições de estresse, levando à inibição do crescimento celular e queda na viabilidade com consequente aumento no tempo de fermentação. Para evitar danos letais, as células de levedura utilizam diversos mecanismos de tolerância, entre eles, o acúmulo de moléculas protetoras do estresse, como o glicerol e a trealose.
O glicerol é quantitativamente um dos principais subprodutos da fermentação alcoólica, e sua produção implica em uma perda indesejada

de açúcar, tornando-o alvo de muitos estudos que visam reduzir sua produção e aumentar os rendimentos de etanol, associando-o frequentemente a problemas na fermentação alcoólica. Modificações genéticas em linhagens de levedura vêm sendo estudadas e realizadas com o propósito de diminuir a produção de glicerol por meio da repressão ou superexpressão de genes específicos responsáveis por codificar as enzimas envolvidas na produção do glicerol. Muitos resultados, no entanto, apresentaram efeitos indesejados, como reduções da taxa máxima de crescimento específico e da formação de etanol. Além disso, muitas destas linhagens apresentaram sensibilidade ao estresse osmótico, fazendo-se inviável seu uso em fermentações com alta concentração de açúcar.
O glicerol é um álcool incolor, viscoso e de sabor adocicado, características que lhe conferem importância singular na produção de bebidas alcoólicas e em outras aplicações industriais, como na fabricação de cosméticos e medicamentos. Na fermentação de etanol combustível, no entanto, seu papel é principalmente relacionado à manutenção da homeostase e do equilíbrio redox celular. O aumento na produção de glicerol geralmente reflete condições de estresse durante a fermentação. No entanto, sua produção é uma resposta da levedura para combater essas condições adversas.
Para evitar danos letais, as células de levedura utilizam diversos mecanismos de tolerância, entre eles, o acúmulo de moléculas protetoras do estresse, como o glicerol e a trealose. "
Lorena Marcele de Faria Leite Doutoranda em Engenharia Química na Unicamp
Portanto, compreender a causa e as condições em que este composto é produzido é de fundamental importância para controlar sua produção. A produção de glicerol desempenha papéis fisiológicos significativos no metabolismo da levedura durante a fermentação. Sua produção ocorre na via glicolítica, pela redução da di-hidroxiacetona fosfato para fosfato de glicerol, que é então desfosforilado para formar glicerol, concomitantemente com a oxidação do NADH (nicotinamida adenina dinucleotídeo na forma reduzida). A síntese de biomassa (multiplicação celular), bem como de outros produtos secundários, tais como ácido acético, succínico e pirúvico, gera um excedente de NADH, que altera o equilíbrio redox. Para restabelecê-lo, é necessário que este NADH seja reoxidado a NAD+ pela produção de etanol e glicerol.
Além de desempenhar seu papel no equilíbrio redox, o glicerol também atua como osmoprotetor. O estresse hiperosmótico é um dos tipos de estresse mais frequentemente impostos às células, levando ao rápido vazamento de água da levedura para o meio de fermentação. Esse estresse é principalmente observado em fermentações que utilizam alta concentração de açúcar e grandes quantidades de melaço, cujo material é rico em sais alcalinos e metais pesados. Nestas condições, a levedura aumenta a produção de glicerol como uma resposta celular para restaurar e manter o volume, turgor e pressão, dificultando a difusão de água, o que é essencial para proteger a célula contra a ruptura celular.
Fatores como a linhagem de levedura, concentração de células no inóculo, concentração de sulfito, temperatura, concentração de açúcar, estresse osmótico, fonte e concentração de nitrogênio, pH e aeração influenciam a produção de glicerol pela levedura. Altas concentrações de cátions de cálcio, potássio e sulfito podem prejudicar fortemente o crescimento da levedura e diminuir a produtividade do etanol. Por exemplo, concentrações médias de potássio (4000 mg/L), facilmente encontradas em fermentações brasileiras, são altas o suficiente para estimular respostas de estresse levando ao aumento da produção de glicerol. O pH também influencia sua produção de forma que valores de pH mais elevados (até 7) ocasionam o aumento da produção do glicerol.
Concentrações elevadas de ART no meio de fermentação podem aumentar a concentração
Multilingual Edition
de gliceraldeído-3-fosfato, desequilibrando o potencial redox da célula e exigindo uma maior produção de glicerol. Nas fermentações de milho, a utilização de processos SSF (sacarificação e fermentação simultâneas) garante uma menor produção de glicerol devido à menor concentração de glicose disponível. Já nas fermentações de cana-de-açúcar, esse controle é feito por meio do controle da alimentação.
Estudos anteriores mostraram que em torno de 4% do açúcar consumido durante a fermentação é convertido em glicerol em fermentações de alta concentração de açúcar (acima de 270 g/L), podendo ser este valor elevado em condições de estresse. Além das principais funções mencionadas acima, também é bem documentado que o glicerol desempenha um papel importante como precursor necessário para a produção de fosfolipídios não éteres e manutenção das membranas da levedura, vinculado também à resistência ao estresse oxidativo, térmico, à regeneração do fosfato inorgânico citosólico e com o metabolismo do nitrogênio.
É importante ressaltar que a produção de glicerol ocorre independentemente da existência de condições de estresse. Em testes de fermentação conduzidos com leveduras secas comerciais, temperatura controlada a 34°C e meio sintético, ou seja, ausente de sais em excesso, observou-se uma produção significativa de glicerol. Isso sugere que a produção de glicerol em fermentação alcoólica ocorre mesmo quando é realizada em condições ideais, ou seja, em condições que não afetam o metabolismo e a integridade da levedura (tais como alta temperatura, concentração de açúcar, sais e contaminação bacteriana) mostrando que a produção de glicerol é inerente à rota metabólica, sendo a regeneração de NAD, por esta via, de fundamental importância para o funcionamento adequado das reações enzimáticas envolvidas na obtenção de etanol.
Portanto, cuidados devem ser tomados quando se pretende alterar geneticamente uma linhagem de levedura para eliminar completamente a produção de glicerol, pois isso pode ser inviável. No máximo, pode-se reduzir sua produção, visando aumentar o rendimento fermentativo, no entanto, essas linhagens podem tornar-se mais susceptíveis a certos estresses. Assim, deve-se garantir que as funções celulares importantes do glicerol sejam mantidas intactas. n
A eficiência fermentativa e os custos de produção do etanol a partir do milho foram revolucionados pelas leveduras geneticamente modificadas (OGM). Os avanços impressionantes nas OGM nos últimos anos têm otimizado a produção de etanol a partir do milho, aumentando a eficiência da fermentação e reduzindo a geração de subprodutos como o glicerol. Além disso, têm gerado uma economia considerável de enzimas essenciais para a hidrólise do amido. O principal agente dessa transformação tecnológica na produção de etanol é a levedura Saccharomyces e suas variações genéticas. Substituir leveduras convencionais por OGM traz uma série de benefícios significativos para a produção de etanol como maior tolerância ao estresse térmico, maior eficiência na produção de etanol, maior resistência a contaminantes, economia de energia e tempo, aumento do controle da qualidade do etanol em relação a contaminantes traços no etanol e redução de custos de insumos como enzimas hidrolíticas.
O critério mais utilizado de escolha da cepa é a eficiência fermentativa na produção de etanol. A equação de Gay-Lussac descreve o consumo de glicose e a produção de dióxido de carbono e etanol, além da geração de energia (ATP).
Visualizamos uma
transição das plantas de etanol tradicionais para “biorrefinarias” ou “bioparques”, onde são produzidos diferentes produtos de alto valor agregado via sistemas biológicos como resinas, plásticos, fármacos e fragrâncias. "
João Paulo Fernandes Vieira Gerente de Aplicação da Lalleand Biofuel and Destilliries Spirit
De acordo com essa equação, a conversão completa desse substrato em etanol e CO2, sem a formação de subproduto, levaria a um rendimento de 0,511 kg de etanol por kg de glicose. Essa equação não inclui a conversão da glicose em levedura e outros metabólitos produzidos como glicerol, ácido lático, ácido succínico e outros, conhecidos como metabólitos secundários ou subprodutos que diminuem a eficiência máxima dessa conversão. Uma das inovações que revolucionou a fermentação foi a redução da produção de glicerol pelas leveduras através de engenharia genética.
A levedura pode ser utilizada em diferentes configurações de plantas de etanol de milho, como moagem seca dos grãos ou moagem úmida, diferentes processos produtivos de coprodutos, com remoção da fibra do mosto e até plantas integradas que produzem etanol celulósico ao etanol convencional.


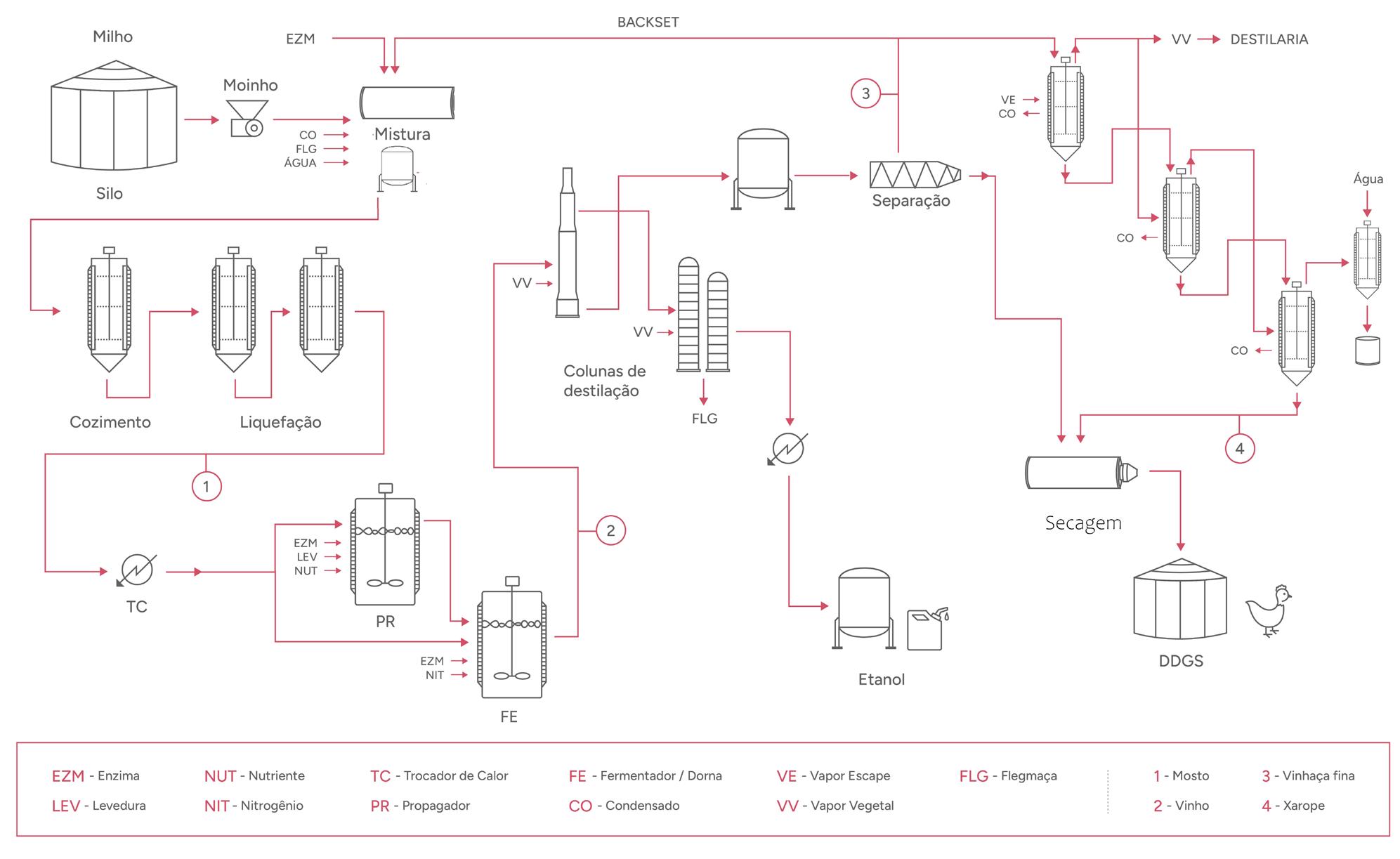
O layout industrial de produção de etanol de milho que utiliza a rota de moagem seca do grão é o mais utilizado nos EUA e no Brasil devido à sua simplicidade, que resulta em menores custos de capital e operação. O processo de moagem seca pode ser dividido em várias etapas principais: moagem dos grãos, cozimento e liquefação, propagação e fermentação e destilação. A imagem em destaque apresenta o diagrama de processos de uma planta de moagem seca.
A moagem dos grãos consiste em quebrá-los em partículas de tamanho adequado para facilitar a penetração da água durante o processo de cozimento. O cozimento é o processo em que a farinha de milho obtida na moagem do grão se mistura com enzimas, água, condensado e vinhaça fina reciclada até a entrega de um mosto pronto para a fermentação. O cozimento e a liquefação possuem um tempo de residência de 1,5 a 2 horas a 85-94°C, utilizando injeção direta e indireta de vapor. A liquefação do amido é realizada pela ação da enzima alfa-amilase que age de forma aleatória nas ligações glicosídicas alfa-1,4 da amilose e da amilopectina. Essa enzima também pode hidrolisar as ligações alfa-1,6 da
amilopectina, mas de forma bem lenta. Além da alfa-amilase, novos processos enzimáticos estão sendo incluídos no cozimento e liquefação com a adição de pulanases, xilanases, hemicelulases, proteases e outras. As etapas do processo de produção até o momento, incluindo o cozimento e liquefação, não disponibilizam uma grande parte dos açúcares para as leveduras, principalmente para evitar reações de Maillard.
A propagação e a fermentação da levedura utilizam uma tecnologia conhecida como sacarificação e fermentação simultânea (SSF, sigla inglês para “ Simultaneous Saccharification and Fermentation”), na qual, resumidamente, os açúcares são disponibilizados de forma gradativa e convertidos em etanol.
A propagação ocorre em fermentador paralelo, geralmente com um volume correspondente a 10% do volume do fermentador principal. A dosagem típica é de cerca de 0,5 kg de massa seca por m³ de volume útil do propagador (pitch), ou aproximadamente 0,05 kg de levedura seca ativa por m³ de volume útil do fermentador principal (dorna).
Após a injeção da levedura, a densidade celular aumenta progressivamente no propagador com a utilização do açúcar e a produção de etanol ocorrendo simultaneamente. O processo SSF necessita a adição de enzimas amilolíticas no mosto ou a própria produção dessas enzimas por leveduras OGM. O meio rico em açúcar favorece o efeito Crabtree (supressão da respiração devido a altos níveis de glicose, em que as células continuam a fermentar apesar da disponibilidade de oxigênio) e, para maximizar o crescimento respiratório, diminuímos a concentração de sólidos no mosto (12-18%) utilizado na propagação e injetamos ar para aumentar o oxigênio com o objetivo de direcionar a rota metabólica para o crescimento da levedura.
A fermentação converte os açúcares em etanol em aproximadamente 50-60 horas, sendo que a concentração final de etanol é geralmente de 18-20 %v/v, com diversos fatores afetando a eficiência desse processo. Essa etapa pode inviabilizar o plano de negócios da planta se os custos com enzimas, o baixo rendimento na conversão dos açúcares ou o alto custo do combustível para utilidades não forem otimizados dentro do processo de fermentação. Nesta fase, a levedura escolhida deve produzir níveis máximos de etanol, que podem chegar a 22%, com baixo consumo de glucoamilase e um rendimento superior a 92%.
A última etapa de uma planta de etanol de milho é recuperar o etanol no vinho por destilação. Um típico sistema de destilação inclui vinho, uma fonte de energia, geralmente vapor vegetal introduzido na base da coluna ou reboiler, um produto de parte superior composto principalmente pelo componente de menor ponto de ebulição, e um produto de fundo contendo o componente de maior ponto de ebulição.
As operações unitárias utilizadas nas etapas da produção de milho são consagradas, maduras e eficientes tecnologicamente, mas, como todo processo biotecnológico, apresenta três grandes desafios que afetam significativamente o rendimento de etanol, como a temperatura, a acidez e o nível de etanol produzido durante a fermentação. Problemas em dois ou mais desses fatores de forma simultânea vão causar perdas significativas no rendimento. Alta temperatura causa alteração nos mecanismos de estresse da levedura, incluindo
elevação de glicerol e trealose (dissacarídeo não redutor intracelular) e favorece a proliferação de bactérias. Algumas cepas são mais capazes de resistir ao estresse térmico do que outras devido à evolução de seleção de cepas ou adaptações da engenharia genética. A liberação lenta dos açúcares, em que o fermento utiliza o açúcar conforme ele se torna disponível, diminui a competitividade das bactérias produtoras de ácido lático e acético, além da proteção osmótica da levedura evitando altas concentrações de açúcar no meio. A infecção bacteriana é o primeiro fator de travamento de uma fermentação, e geralmente em um vinho contaminado com lactobacilos a 106 UFC/ml é provável que a fermentação pare em 8% de etanol, resultando em uma perda de 33% no rendimento devido a açúcares residuais. O alto teor alcoólico no vinho minimiza problemas de infecção, entretanto, os açúcares têm uma tendência a parar de fermentar caso a levedura não tenha habilidade de chegar a alto teor alcoólico. O sucesso das plantas de fermentação inclui adaptações fisiológicas da levedura para ambientes desafiadores pensando em alto teor de etanol, inibidores fermentativos, altas temperaturas e acidez. Vamos presenciar muitas cepas com plataformas biotecnológicas robustas para expressão enzimática que intensifica ou suprime a expressão genética de genes para evitar a produção excessiva dos subprodutos e produtos secundários. Visualizamos uma transição das plantas de etanol tradicionais para “biorrefinarias” ou “bioparques”, onde são produzidos muitos produtos diferentes de alto valor agregado via sistemas biológicos (fermentações microbianas e conversões enzimáticas) como resinas, plásticos, fármacos e fragrâncias.
A busca por soluções sustentáveis para reduzir a emissão de gases de efeito estufa, promover a economia circular e adotar boas práticas socioambientais é urgente. O Brasil, com suas competências consolidadas na fermentação dos açúcares da cana-de-açúcar e na produção de milho, está estrategicamente posicionado para liderar esta transformação. A expansão da produção de etanol de milho em território brasileiro destaca o potencial do país em oferecer soluções economicamente viáveis e ambientalmente responsáveis, reafirmando seu papel de protagonista na agenda global de sustentabilidade. n















A indústria de etanol de milho no Brasil apresenta um crescimento significativo nos dois modelos conhecidos: modelo Flex – usinas de cana-de-açúcar que anexam as unidades processadoras de milho, seja para operar o ano todo e coincidindo com a moagem da cana, seja inicialmente, somente no período de entressafra da cana; e modelo Full – unidades dedicadas exclusivamente para processamento do milho ao longo de todo ano. O crescimento na implantação da indústria de processamento de etanol do milho tem-se fortalecido, principalmente, pela baixa dos preços da matéria-prima, redução ocorrida entre o final de 2022 e início de 2023, que se mantém nos últimos doze meses abaixo de R$ 40,00 a saca de 60 quilos.
A relação entre o preço do álcool anidro e o preço da saca de milho, no último ano, tem estado a maior parte do tempo acima de R$ 70,00 por R$ gasto na compra do milho, relação essa que, em 2022, estava entorno de R$ 50,00, uma diferença a favor do investidor de R$ 20,00 por saca processada.
A necessidade de demonstrar essa diferença é para destacar a importância da tecnologia empregada nessas unidades industriais. Com tecnologia de ponta, é garantida a rentabilidade durante períodos em que o valor da matéria-prima ultrapassa a marca de R$ 70,00 a saca, justamente pelos altos rendimentos registrados com essas tecnologias, enquanto aquelas indústrias que estão limitadas em seus rendimentos podem, eventualmente, ser obrigadas a interromper o processamento até que se restabeleça o equilíbrio financeiro do negócio. Tecnologias – classificadas em modelos de operação: essa classificação está fundamentada na associação de técnicas, insumos,
A indústria de etanol de milho no Brasil apresenta um crescimento significativo nos dois modelos conhecidos: o Flex (que opera com cana e milho) e o Full (que opera somente com milho). "
João Luís Bortolussi Rodrigues Diretor Geral da JBR - Soluções Indústrias
equipamentos e tecnologias utilizadas nas unidades de processamento de milho, com objetivo de maximizar eficiências e rendimento industrial.
Operação 1: apresentam rendimento entre 390 e 405 litros álcool anidro/tonelada de milho @ 13% umidade. São unidades industriais sensíveis às variações dos preços do milho e do etanol, podendo estar limitadas pela disponibilidade de energia (bagaço de cana). São unidades Flex associadas à operação com cana e apresentam níveis aceitáveis de automação para as operações e controle. Possuem sistema de qualidade analítica, controle do processo definido e implementado, e algumas possuem cromatografia líquida. Possuem sistema de separação de sólidos de eficiência mediana e, na sua maioria, não concentram a vinhaça, produzem DDG, não extraem óleo, não têm coluna de destilação preparada para alta concentração de sólidos e não têm aparelhos com integração energética entre destilaria e concentração de vinhaça. Essas unidades têm alto consumo específico de vapor, e o consumo de energia elétrica é relativamente alto em função da baixa capacidade.

Além do anterior, essas unidades operam com: moinho de martelo, misturador de baixa temperatura, sem ou pouco retorno de vinhaça (backset), concentração de sólidos totais abaixo de 30%, controle manual de temperatura, sem recuperação de amido aderido a fibra, levedura convencional ou OMG com expressão de glucoamilase, sistema CIP limitado, tanques de propagação e fermentação em aço carbono, propagação de levedura com deficiente dissolução de oxigênio, em geral não há adição de micronutrientes para leveduras, baixa dosagem de ureia e usam alfa-amilase na propagação. Os profissionais dessas unidades possuem importante conhecimento técnico e experiência na operação de usinas de cana-de-açúcar e unidades de processamento de milho, têm gestão familiar ou profissional e estão focados em ajustes de processo e tecnologia para alcançar melhores rendimentos.
Operação 2: apresentam rendimento entre 405 e 420 litros álcool anidro/tonelada milho @ 13% umidade. Podem ser do tipo Flex, porém, em sua maioria, são plantas autônomas. Também são sensíveis às variações de preços do milho e do etanol, contudo são financeiramente suficientes para operar em momentos de lucro operacional encolhido. Apresentam altos níveis de automação e controle nas operações. São orientadas a modelos de negócios na qual o rendimento e/ou eficiência são indicadores de extrema importância. Excelência na qualidade analítica e de controle de processo.
Neste modelo, as unidades operam com: moinho de martelo ou rolos, misturador preparado para operar com temperaturas mais altas, retorno de vinhaça (backset) superior a 20%, concentração de sólidos totais próximo a 34%, controle automático de temperatura, podem ter recuperação de amido aderido a fibra, leveduras OMG com expressão de glucoamilase e outras modificações para elevar rendimento, pode existir sistema CIP, algumas unidades possuem tanques de propagação e fermentação em aço inoxidável, propagação de levedura com suficiente dissolução de oxigênio, em geral ocorre adição de micronutrientes para leveduras, com dosagem de ureia dentro do recomendado, uso de alfa-amilase formulada com enzimas específicas e alfa-amilase com adição de protease. Profissionais com alto grau de conhecimento técnico e anos de experiência na operação de unidades industriais, gestão profissional e otimização de resultados.
Possuem sistema de separação de sólidos com eficiência mediana, podem concentrar a
Multilingual Edition
vinhaça, produzem DDGS, eventualmente extraem óleo com equipamentos de diferentes tecnologias, algumas unidades mais novas possuem destilaria desenhada para operar com alta concentração de sólidos e com integração energética entre destilaria e a concentração de vinhaça e com baixo consumo específico de vapor. O consumo de energia elétrica é baixo, porém, depende da capacidade e adoção de equipamentos auxiliares para ganho de rendimento.
Operação 3: apresentam rendimento global da unidade industrial acima de 420 litros álcool anidro/tonelada milho @ 13% umidade, em casos específicos superam 450 litros/t de milho. São operações robustas, normalmente, compostas por grupos de mais de três unidades em funcionamento, possuem grande capacidade de estocagem de biomassa, cereal e álcool. Operam no mercado de capital e podem ser exportadoras.
Neste modelo, as unidades operam com: moinho de martelo ou rolos, misturador próximo a 90°C, retorno de vinhaça (backset) de até 50%, concentração de sólidos totais superior a 35%, controle automático de temperatura e demais parâmetros, com sistema de recuperação de amido aderido a fibra, leveduras OGM com expressão de glucoamilase e outras modificações para elevar rendimento (redução de glicerol). Utilizam diferentes linhagens de leveduras em combinação para obter rendimento e robustez, possuem Sistema CIP eficaz, tanques de propagação e fermentação em aço inoxidável, propagação com suficiente dissolução de oxigênio, ocorre adição de micronutrientes para leveduras, com dosagem de ureia dentro do recomendado, uso de alfa-amilase formulada com enzimas de ação específica e alfa-amilase com adição de protease na propagação. Profissionais com alto grau de conhecimento técnico e anos de experiência na operação de unidades industriais, gestão profissional e focada em resultados.
Possuem sistema de separação de sólidos de alta eficiência, concentram a vinhaça, produzem DDGS ou DODGS, extraem óleo com equipamentos de alta eficiência e tecnologia, possuem destilaria desenhada para operar com alta concentração de sólidos e com integração energética entre destilaria e concentração de vinhaça, com baixo consumo específico de vapor. O consumo de energia elétrica é baixo por serem unidades de grande capacidade, crescem de maneira ordenada através de módulos com capacidade definida e adotam técnicas auxiliares de agitação e recirculação. n
Com a consolidação da produção de etanol de segunda geração (E2G), muitas perguntas aparecem sobre a sustentabilidade e a competitividade da nova indústria, que tem a grande vantagem de utilizar subprodutos da indústria sucroalcooleira e possíveis sinergias com o processo de produção de açúcar e etanol hoje em operação.
A primeira comparação, até por se tratar do mesmo produto, é observar a evolução tecnológica e econômica do etanol (1G) de cana-de-açúcar desde os primórdios do Proálcool.
Por outro lado, existe uma similaridade muito grande entre os processos de produção de etanol de milho e etanol celulósico que aproximam muito as operações unitárias empregadas em ambos os processos e podem dar uma visão mais assertiva sobre o que esperar no futuro para o etanol de segunda geração (E2G).
existe uma similaridade muito grande entre os processos de produção de etanol de milho e etanol celulósico que podem dar uma visão mais assertiva sobre o que esperar no futuro para o etanol de segunda geração "
Antonio Alberto Stuchi Consultor especialista em tecnologias do setor sucroenergético
Observando o esquema abaixo, fica clara a ideia de que as operações são muito similares entre os dois processos e tornam as previsões de evolução técnico-econômica para o etanol celulósico mais assertivas.
Uma análise de artigo publicado no Energy Policy, intitulado Understanding the reductions in US Corn ethanol production costs, dos autores H.M. Junginger, S.C. Dekker, M. Hoogwijk,


Multilingual Edition
A.J. McAloon, K.B. Hicks, de 2008, mostra a evolução de eficiência de alguns itens da produção entre 1980 e 2005, que, usando abordagem da curva de experiência, verificou uma redução de custos da ordem de 62%, caindo para US$ 100 (2005). Esta evolução considera reduções de custo na produção agrícola de milho e na produção industrial.
No período analisado, a produção de etanol de milho nos Estados Unidos cresceu de 0,70 para 18 milhões de m³ entre 1980 e 2006, lembrando que a produção em 2023 atingiu 58 MM m³.
Além dos fatores de aumento de escala, outros pontos foram importantes na redução de custo mencionada, os quais serão descritos a seguir:
Matéria-prima - Produção de milho:
Para discussão neste artigo, a produção do milho não tem importância considerável porque estamos enfocando os aspectos industriais na comparação, mas é de fundamental importância entender a evolução da produção e produtividade do milho.
Os custos de produção nos EUA diminuíram 62% no período de 30 anos (1975-2005) caindo para US$ 100 por tonelada em 2005 enquanto a produção quase duplicou no mesmo período, dando condições de matéria-prima mais barata para produção de etanol de milho, que colaborou decisivamente para viabilizar a indústria.
Produção industrial:
Os custos de processamento industrial diminuíram 45% desde 1983, para menos de US$ 130/m³ em 2005 (excluindo custo de milho e capital). Os custos totais de produção de etanol (incluindo capital e líquidos de milho) diminuíram aproximadamente 60%, de US$ 800 m³ no início da década de 1980, para US$ 300 m³ em 2005. Esta evolução foi possível principalmente pelo aumento da escala das plantas de moagem a seco, diminuição do consumo de energia e insumos. A evolução continuou depois de 2005 e viabilizaram que os custos hoje estejam na faixa de US$ 330 por m³.
Neste período alguns fatores colaboraram para a redução de custo de produção do etanol de milho, sendo eles:
• Maiores rendimentos de etanol: O rendimento médio de etanol aumentou em 8%, saindo de 0,37 m³/tonelada de milho no início da década de 1980 para 0,40 m³/tonelada em 2005, resultando em custos com matéria-prima e de processamento relacionados à matéria-prima mais baixos.
• Custos reduzidos de enzimas: Os custos reduziram devido à redução do consumo, pelo aumento da eficiência das enzimas. Também a redução do preço devido ao aumento na escala de produção, concorrência e diluição do investimento em tecnologia foi decisiva para este processo.
• Melhores tecnologias de fermentação: Evolução das técnicas de propagação e uso de leveduras selecionadas e geneticamente modificadas elevaram as taxas de fermentação e possibilitaram o atingimento de concentrações mais altas de etanol no vinho. O aumento do teor alcoólico do vinho foi de fundamental importância para redução do consumo de energia da planta.
• Destilação e desidratação: Principalmente o uso de tecnologia com peneiras moleculares promoveu ganhos de custo, em especial no consumo de energia, e diminuição do custo com insumos químicos. Outro ponto importante foi a redução de investimento inicial para esta tecnologia comparada com a anterior.
• Integração energética: A recuperação de calor e reutilização de energia no processo melhorou toda a indústria, resultando em diminuição do consumo de energia, o que praticamente absorveu o aumento de preços da energia ocorrido no período.
• Automação: Os sistemas de controle distribuído reduziram custos em usinas de etanol principalmente pela redução da necessidade de mão de obra, mas também melhoraram a eficiência de produção com consequente redução de custos.
Os pontos mencionados acima, apesar de não estarem diretamente relacionados com o processo de produção do etanol celulósico e terem sido levantados há quase 20 anos, podem dar um direcionamento para as observações sobre a indústria que estamos implantando agora. As semelhanças entre os dois processos de produção e o estágio de maturação do etanol celulósico nos remetem ao início da indústria do etanol de milho e podem apontar direções para otimização do processo do etanol celulósico a serem seguidas.
Neste sentido, algumas observações são pertinentes:
• Matéria-prima – Bagaço excedente:
– A indústria de cana-de-açúcar implantada no Brasil ainda admite otimizações no seu balanço de energia, que podem gerar excedentes de bagaço para produção de etanol celulósico mesmo depois da evolução observada quando a cogeração de energia foi implantada. Estas otimizações teoricamente são possíveis e dependem do retorno do investimento necessário para sua implantação.
– Os preços da energia elétrica produzidos pela geração eólica e solar estão abaixo daqueles que permitem viabilizar cogeração com biomassa. O fim dos contratos dos leilões de energia, para alguns casos, pode representar a oportunidade de entregar menos energia para o grid e poupar bagaço.
• Matéria-prima – Palha de cana:
– A recente eliminação da queima da cana para corte possibilitou o uso de um potencial de 12 toneladas por hectare de biomassa seca (considerando uma produtividade de 80 t cana/ha).
– A palha pode ser usada para queima nas caldeiras ou produção de etanol celulósico diretamente, evidentemente demandando algumas adaptações no processo de produção. O uso de 50% deste potencial pode significar um aumento de 2 m³ de etanol celulósico por ha, por exemplo.
Considerando a linha do desenvolvimento do etanol de milho nos Estados Unidos e as semelhanças nos processos de produção, podemos considerar para o desenvolvimento do etanol celulósico:
1. Matéria-prima: Se considerarmos que a palha de cana é um resíduo agrícola e tem seus custos de produção já alocados na produção de cana-de-açúcar, os custos de logística e de preparação da palha na indústria comporão o custo final da matéria-prima palha
para o etanol celulósico. O bagaço excedente também é considerado um resíduo industrial, e seu custo basicamente é o de amortização e manutenção do investimento feito para sua produção.
Desta forma, a matéria-prima para produção de etanol celulósico pode ser um fator decisivo para se ter um custo de produção reduzido, pois podemos tratá-la como resíduo de produção, com custo marginal para sua utilização.
2. Enzimas: Algumas ações podem baratear o custo das enzimas para o processo de produção.
a. Produção de enzima próxima às unidades de produção de etanol, com diminuição considerável do custo de logística.
b. A produção on site das enzimas pode viabilizar o seu uso eliminando algumas etapas de purificação e diminuindo, assim, o custo de produção.
c. O uso de matéria-prima produzida pela própria unidade ou unidade de 1G anexa, assim como a possibilidade de uso de algumas sinergias entre as plantas.
d . Diminuição do custo de royalties com o aumento do consumo, depreciação da tecnologia e competição com a possível entrada de mais concorrentes.
3. Custos: Oportunidade de redução do custo de manutenção através de desenvolvimento de materiais específicos para os equipamentos e processo para tratamento da biomassa visando eliminação de impurezas antes da introdução na fábrica.
4. Eficiência energética: Aumento da eficiência energética para que o processo seja autossuficiente em energia com a utilização da lignina. Também é possível explorar sinergias com excedentes de energia da planta de 1G.
5. Resíduos: Utilização da Vinhaça do E2G para produção de biogás e como fertilizante na lavoura de cana-de-açúcar com resultados econômicos.
Temos, então, um promissor cenário para o desenvolvimento do etanol celulósico a partir de resíduos agrícolas e industriais da indústria sucroalcooleira de cana-de-açúcar, com exemplos interessantes vindos do desenvolvimento do etanol de milho. Outros desenvolvimentos ligados ao processo específicos do E2G vão ocorrer também, principalmente no consumo específico de energia e sinergia com a produção de açúcar e etanol 1G. n

Depois de uma largada tumultuada no início da década passada, dada basicamente pelas dificuldades no escalonamento industrial da tecnologia para a produção de Etanol de segunda geração (E2G), que tomou alguns anos e muitos milhões de reais para a superação dos gargalos, a produção comercial do E2G se consolidou no início desta década e hoje é uma realidade com projetos existentes operando normalmente, com novos projetos sendo criados e com tecnologias de conversão disponíveis no mercado.
Explicando tecnicamente, o etanol de segunda geração, também conhecido como etanol celulósico ou bioetanol, possui composição idêntica ao etanol de primeira geração (E1G) produzido nas usinas de açú-

car e etanol do nosso setor sucroenergético. O que o diferencia do convencional é a origem dos açúcares fermentescíveis. No E1G, o açúcar vem do caldo da cana e/ou do amido dos grãos de milho/sorgo. No E2G, o açúcar vem das fibras das plantas que podem ser de diversas origens como o bagaço e a palhada da cana-de-açúcar/cana-energia tipo 1, resíduos florestais, resíduos agrícolas diversos e a partir de biomassas dedicadas como a cana-energia tipo 2, sorgo biomassa, capim elefante, entre outras.
No caso específico dos resíduos da cana-de-açúcar/cana-energia tipo 1 (bagaço e palhada), cerca de dois terços das fibras são açúcares e estão presentes na celulose e na hemicelulose. O terço restante das fibras é composto pela lignina em maior quantidade e pelos extrativos e cinzas em menor quantidade. Importante destacar aqui que o açúcar contido nas fibras é o mais fácil e barato para ser produzido, ponto de extrema importância quando formos analisar o custo final de produção do E2G e o potencial de crescimento do mercado para esse biocombustível.
Entretanto, se produzir fibra com quantidade e baixo custo não foi um problema, retirar esse açúcar das fibras e convertê-lo em E2G foi um grande problema.
Da mesma maneira que o etanol de primeira geração (E1G) foi anexado às usinas de açúcar no advento do Proálcool, estamos vivendo um Proálcool-2G, onde nossa agroindústria instalará um outro anexo em suas unidades para a produção do etanol de segunda geração (E2G) "
José Antonio Bressiani Diretor Agrícola Energycane R&D da Nuseed Brasil
Se olharmos o processo em escala de bancada (laboratório e/ou planta piloto), que se desenvolveu ao longo dos anos 2000, desmanchar a estrutura da parede celular, desenvolver enzimas para transformar os polímeros de celulose e hemicelulose em monômeros de glicose e xilose e obter leveduras geneticamente modificadas para fermentar os açúcares de cinco carbonos presentes na xilose parecia ser um processo conhecido e bem equacionado.
Então, o projeto em escala industrial deveria ser baseado em três pilares, a saber: um primeiro pilar seria o pré-tratamento (para dissolver a estrutura da parede celular expondo as cadeias de celulose e hemicelulose), um segundo pilar seria a hidrólise enzimática (para converter os polímeros de celulose e hemicelulose em monômeros de glicanas e xilanas e, posteriormente, em glicose e xilose) e o terceiro pilar seria o da fermentação (onde leveduras geneticamente melhoradas entrariam em cena para a fermentação da xilose, visto que a glicose poderia ser fermentada pelas leveduras já existentes no mercado).
Foi exatamente com base nesses três pilares e com os ajustes necessários para o preparo e a alimentação da biomassa (fibras) e na destilação e separação dos resíduos (lignina e biomassa não utilizadas no processo) que os primeiros projetos industriais surgiram globalmente no início da década passada (2011-2015).
Com o início de atividade dos primeiros projetos industriais, esperava-se que os custos de produção fossem mais elevados por conta da curva de aprendizado e das baixas eficiências no pré-tratamento e de conversão das enzimas e das leveduras.
Isso de fato aconteceu, mas o maior problema encontrado foi na estabilidade da operação dos pré-tratamentos. Todos os projetos iniciados tiveram insucesso na operação do pré-tratamento.
Fazer a biomassa passar em grande quantidade pelo pré-tratamento de forma contínua e com a severidade necessária para dissolver a lignina sem destruir os açúcares presentes na hemicelulose e sem criar inibidores mostrou-se ser uma tarefa muito difícil. Dos seis projetos industriais iniciados na época, apenas dois insistiram, persistiram, acreditaram e superaram todos os gargalos. Felizmente para nós brasileiros, os dois pro-
Multilingual Edition
jetos estavam aqui no Brasil. Um deles, o da GranBio, que precisou mudar o plano comercial e investir em tecnologia para superar os gargalos e se tornou detentora de dezenas de patentes de tecnologias para a produção de E2G, bioquímicos e nanocelulose e hoje licencia essas tecnologias a nível global. E o outro, o da Raízen, que atualmente tem duas plantas de E2G em operação, outras três em construção e outras tantas novas que ainda serão construídas ao longo dos próximos anos.
Com a biomassa equacionada (bagaço mais a palhada das canas-de-açúcar e energia do tipo 1) e com o processo industrial rodando a contento e com tecnologias disponíveis para licenciamento por novos grupos produtores no Brasil e no mundo, resta-nos apenas analisar o aspecto financeiro da produção do etanol 2G. Comparativamente ao etanol 1G, o investimento inicial numa planta de E2G é significativamente maior, porém o custo de produção já está muito próximo ao custo de produção do E1G com a vantagem de que esse custo irá diminuir ao longo dos anos por conta do aumento nas eficiências no rendimento industrial e redução no custo dos insumos agroindustriais (enzimas, leveduras e de logística no transporte da biomassa). Para compensar esse custo maior na atualidade, temos a opção do crédito que carbono pago no E2G quando exportado para os EUA e Europa, que pode chegar a USD$ 200,00 a tonelada do etanol (USD$ 0,25/litro), por conta de o E2G ser ainda mais sustentável que o E1G.
Posto esse contexto todo e considerando o enorme potencial mundial da utilização do etanol (1G+2G) como matéria-prima para a produção de hidrogênio para os carros híbridos e para os combustíveis de aviação (SAF), eu faço aqui uma previsão bastante otimista para o futuro do E2G no Brasil: “Da mesma maneira que o etanol de primeira geração (E1G) foi anexado às usinas de açúcar no advento do Proálcool no final dos anos 70 e início dos anos 80, estamos vivendo um Proálcool 2G, onde nossa agroindústria irá instalar um outro anexo em suas unidades industriais que irá utilizar as sobras de bagaço e parte da palhada que hoje permanece no campo para a produção do etanol de segunda geração (E2G). O tempo irá dizer o quão rápido isso irá acontecer.” n
O uso do biogás tem crescido significativamente em todo o mundo, impulsionado pela necessidade de encontrar fontes de energia renováveis e de reduzir as emissões de gases de efeito estufa. Países europeus, como Alemanha e Suécia, estão na vanguarda dessa expansão, com políticas públicas favoráveis e investimentos substanciais em infraestrutura de biogás. Na Ásia, China e Índia também têm investido massivamente na produção de biogás como parte de estratégias para melhorar a gestão de resíduos e aumentar a segurança energética. Esse crescimento global reflete a versatilidade e a eficiência do biogás como uma solução energética sustentável. Dependendo da origem da matéria orgânica e do processo de produção, o biogás pode ser classificado em diferentes tipos, cada um com características e aplicações específicas. Os resíduos podem ser industriais, a partir dos resíduos de esgoto, de resíduos agrícolas ou por uma mistura de elementos. No processo industrial, a geração é feita por indústrias de alimentos e bebidas, processamento de carne, laticínios e outras atividades industriais. Outro tipo é a partir da digestão anaeróbica de lodo, um subproduto do tratamento de águas residuais no tratamento de esgoto, conhecido como "gás de lodo", capturado e utilizado para várias finalidades, incluindo geração de eletricidade, aquecimento e como combustível veicular.
À medida que o mundo busca alternativas sustentáveis para enfrentar a crise climática, o biogás destaca-se por sua capacidade de transformar resíduos em recursos valiosos, promovendo uma economia circular. "
Tirso Meirelles Presidente da Faesp
A co-digestão é um processo que combina diferentes tipos de resíduos orgânicos em um único biodigestor para otimizar a produção de biogás. Ao misturar resíduos agrícolas, industriais e urbanos, a co-digestão pode melhorar a eficiência do processo de digestão anaeróbica e aumentar a quantidade de biogás produzido. O processo de digestão anaeróbica desses resíduos ocorre em biodigestores, resultando na produção de biogás que pode ser utilizado para gerar eletricidade, calor ou ser purificado para se transformar em biometano.
Na produção com base em resíduos agrícolas, o biogás a partir de resíduos da cana-de-açúcar tem ganhado destaque como uma alternativa energética sustentável e eficiente. No Brasil, em especial no estado de São Paulo, essa prática tem-se mostrado promissora tanto em termos econômicos quanto ambientais.


Pela importância histórica da cultura em nosso estado, era primordial que as pesquisas e os avanços no setor acontecessem aqui.
O biogás a partir da cana-de-açúcar oferece inúmeros benefícios econômicos, como contenção de gastos e diversificação de rendimentos para as usinas de etanol. Pode ser utilizado para gerar eletricidade e calor, reduzindo os custos operacionais das usinas e aumentando a competitividade. Além disso, quando purificado, o biogás produz biometano, um substituto do gás natural, que pode ser comercializado, criando uma nova fonte de receita. Esse processo também contribui para a independência energética, reduzindo a necessidade de importação de combustíveis fósseis.
Os benefícios ambientais são significativos. A utilização de resíduos da cana-de-açúcar ajuda a mitigar os impactos ambientais associados ao descarte inadequado desses subprodutos. A vinhaça é rica em nutrientes, mas pode causar poluição se descartada inadequadamente em corpos d’água. Ao ser utilizada na produção de biogás, esse problema é evitado, contribuindo para a redução das emissões de gases de efeito estufa, porque o metano, um dos causadores do efeito estufa, é capturado e utilizado como fonte de energia, em vez de ser liberado na atmosfera.
A produção de biogás a partir da cana-de-açúcar é um exemplo claro de economia circular, onde os resíduos são transformados em recursos valiosos. A sustentabilidade é promovida ao reduzir o desperdício e aumentar a eficiência no uso dos recursos naturais.
Empresas e instituições de pesquisa estão constantemente desenvolvendo novas tecnologias para otimizar a produção de biogás e melhorar a eficiência dos biodigestores. Essas inovações no setor agrícola e energético não só aumentam a viabilidade econômica do biogás, mas também ampliam seu impacto ambiental positivo.
O Centro de Excelência da Cana-de-Açúcar, que está sendo construído pela Federação da Agricultura e Pecuária do Estado de São Paulo (Faesp), representa um marco significativo para a inovação e o desenvolvimento sustentável no setor agrícola. Localizado em Ribeirão Preto, tem o objetivo principal de fomentar a pesquisa e o desenvolvimento de tecnologias avançadas para a produção de cana-de-açúcar, com foco na sustentabilidade e na eficiência produtiva. O centro vai funcionar como um polo de formação e capacitação para produtores e técnicos e integrar práticas agrícolas
Multilingual Edition
modernas com soluções energéticas renováveis, como a produção de biogás, contribuindo para a competitividade e a sustentabilidade do agronegócio brasileiro.
Contudo, apesar dos inúmeros benefícios, a produção de biogás enfrenta desafios significativos. A implementação de biodigestores e outras infraestruturas necessárias requer investimentos substanciais. A operação eficiente desses sistemas exige conhecimento técnico especializado. A variabilidade na quantidade e qualidade dos resíduos também pode afetar a consistência da produção de biogás. Políticas públicas adequadas e incentivos financeiros são essenciais para superar esses desafios e promover a adoção generalizada dessa tecnologia.
As perspectivas, entretanto, são promissoras. Com o aumento da demanda por energias renováveis e a conscientização sobre a importância da sustentabilidade, o biogás irá desempenhar um papel crucial no futuro energético do Brasil. A pesquisa e o desenvolvimento contínuos de novas tecnologias e de processos contribuirão para a eficiência e viabilidade econômica da produção de biogás. Importante ressaltar que políticas governamentais favoráveis e incentivos financeiros podem acelerar a adoção dessa tecnologia, garantindo sua expansão.
O biogás emerge como uma solução energética multifacetada que oferece benefícios econômicos, ambientais e sociais. À medida que o mundo busca alternativas sustentáveis para enfrentar a crise climática, o biogás destaca-se por sua capacidade de transformar resíduos em recursos valiosos, promovendo uma economia circular. As perspectivas futuras são encorajadoras, com potencial de crescimento significativo impulsionado por inovações tecnológicas, políticas de apoio e uma crescente conscientização global sobre a importância da sustentabilidade energética. O biogás será um componente vital no mix energético do futuro, contribuindo para um planeta mais limpo e sustentável.
Em São Paulo, onde a produção de cana-de-açúcar é predominante, essa prática tem o potencial de transformar o setor energético e agrícola. Ao promover a sustentabilidade e a eficiência no uso dos recursos, a produção de biogás a partir da cana-de-açúcar retoma a visão sustentável do Brasil, como ocorreu na criação do Programa Nacional do Álcool (ProÁlcool), e contribui para um futuro mais verde e próspero. O futuro que todos nós queremos. n

Com foco estratégico em aproveitar ao máximo o potencial da cana-de-açúcar, tanto do ponto de vista econômico como de sustentabilidade, a fim de reduzir a dependência de combustíveis fósseis, a produção de biogás e biometano se mostra uma opção muito interessante em decorrência da disponibilidade de resíduos orgânicos no setor bioenergético e nas regiões de sua atuação. Por ser eficiente no processo de industrialização da cana-de-açúcar e reservar biomassa, a produção de biogás e biometano é uma excelente alternativa no sentido de se formar uma base energética consistente e rentável.
Hoje, o primordial é superar os desafios quanto ao desenvolvimento e nacionalização da tecnologia e à operação em grande escala e ter alavancas de destinação e utilização dos produtos – seja biogás, seja biometano. Sobre o ponto de vista de viabilidade econômica, o valor do investimento é um dos mais importantes. Vale destacar que é necessário considerar a “curva de aprendizado” na análise de viabilidade, que pode ser amenizada por meio de parcerias e benchmarkings dentro e fora do país.
Considerando como exemplo o círculo virtuoso destacado na economia circular da Cocal, demonstrado no fluxograma em destaque, temos o aproveitamento
O biometano é uma fonte de energia limpa e eficiente, substituindo combustíveis fósseis na indústria, como GLP (Gás Liquefeito de Petróleo), gás natural e xisto, e no transporte, a substituição do diesel."
Geraldo Borin Diretor Industrial da Cocal
dos resíduos nobres da cana-de-açúcar, hoje consolidado com o aproveitamento da vinhaça e da torta de filtro. Poderemos utilizar também a palha e o bagaço na biodigestão, além de potencialmente ser uma solução para destinação de outros resíduos regionais, processo ainda em desenvolvimento para brevemente ser utilizado em escala industrial, destacando o impacto positivo quanto à redução nas emissões de carbono.
No sentido de garantir viabilidades técnica e econômica, é de suma importância a escolha da tecnologia a ser aplicada considerando os diversos tipos de reatores, bem como os equipamentos parte dos processos de dessulfurização e purificação do biogás. Garantir a eficiência na operação é uma questão primordial.

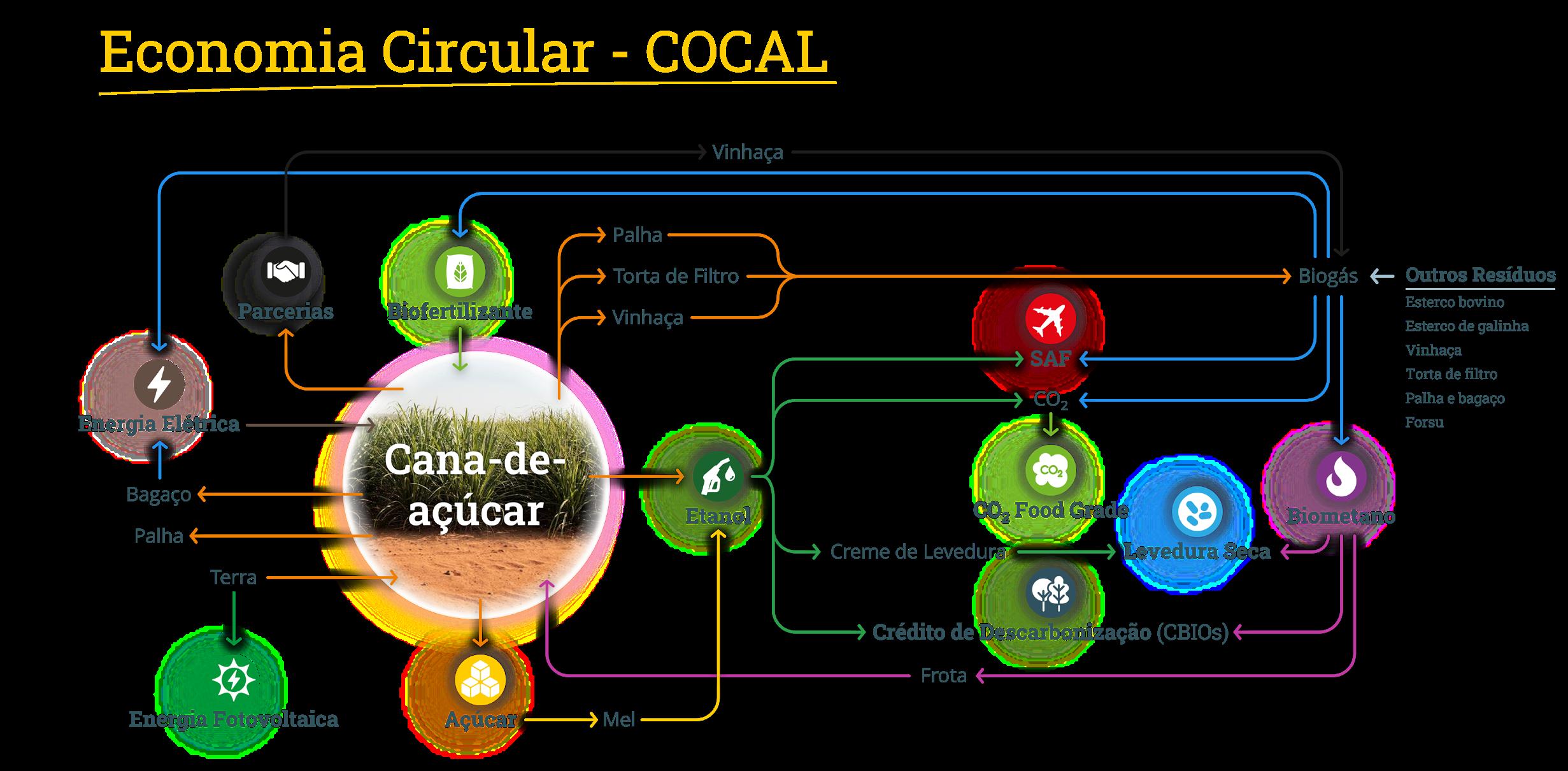
Considero que a estratégia de operar por doze meses é uma facilidade quanto à comercialização dos produtos, portanto, contar com resíduos nobres do processamento da cana-de-açúcar no período de entressafra se faz necessário, independentemente se são originados nesse mesmo período ou estocados durante a safra.
Ter flexibilidade e fluxo constante na destinação do produto acabado, seja biogás, seja biometano, tem impacto direto na operação, podendo tornar o processo mais ou menos eficiente. Dependendo do local e do “apetite” quanto ao valor investido, cada projeto poderá ter sua característica própria de flexibilidade.
Na operação, o processo de inoculação dos microrganismos é moroso, exigindo um bom planejamento. A operação em grande escala é desafiadora: a primeira parte do processo é a recepção e o armazenamento dos resíduos de tal forma a se perder o mínimo possível de matéria orgânica; a seguir vem o processo biológico de degradação, sendo que esta etapa requer um controle rigoroso do ambiente onde estão inseridos os diversos microrganismos, garantindo o equilíbrio nos processos de hidrólise, acidogênese, acetogênese e metagênese.
Importante destacar que, em processos de biodigestão de vinhaça, os teores de enxofre são bastante elevados. De certa forma, isso cria um pouco mais de dificuldades quanto à biodigestão e purificação do biogás. Por isso, é recomendável garantir uma boa mistura de substrato e microrganismos, juntamente com um bom controle de temperatura e pH. Na terceira etapa, vem o processo de dessulfurização, seguido do processo de purificação do biogás para obter o biometano.
Qualquer projeto a ser desenvolvido requer uma avaliação criteriosa dos aspectos de segurança, portanto é recomendável a aplicação da técnica HAZOP (Estudo de Perigos e Operabilidade) durante a fase de elaboração e planejamento.
Sobre o ponto de vista agrícola, muito embora a maior parte da matéria orgânica seja consumida no processo de biodigestão, o efluente deste processo é um material com pH neutro, rico em microrganismos e produtos metabólicos de interesse agronômico, tema ainda sendo estudado com desdobramentos internos de experimentação em campo e apoio de instituições de pesquisa e ensino. Até o momento, os primeiros sinais dos efeitos no campo são animadores.
CIRCULAR - COCAL ;
Nos aspectos legais, é fundamental que, além do avanço técnico no desenvolvimento do processo produtivo do biometano, haja uma evolução correspondente nas regulamentações que regem esse setor. O biometano possui características distintas em comparação aos combustíveis fósseis tradicionais e, portanto, deve ser regimentado de maneira adequada e diferenciada. Um bom exemplo é o PL dos Combustíveis do Futuro, que vem endereçando e discutindo essa pauta com os agentes do setor e a sociedade.
A velocidade de adaptação e o aprimoramento regulatório devem acompanhar o ritmo das inovações tecnológicas para garantir um ambiente de desenvolvimento eficiente e sustentável. Além disso, incentivos e políticas de fomento são imprescindíveis para o crescimento e competitividade do setor. É importante destacar a necessidade de desenvolver uma certificação específica para biometano, que reconheça seu atributo verde e favoreça sua valorização mercadológica.
O biometano é a solução inovadora que as empresas têm buscado para se destacar no mercado e contribuir para um futuro mais verde. Com um sólido compromisso com a sustentabilidade e a inovação, estamos liderando essa transformação energética. Atualmente, nossa unidade em Narandiba-SP está em operação, oferecendo biometano para atender às necessidades energéticas das indústrias e do setor de transporte. Além disso, estamos expandindo nossas operações com uma nova planta em construção na unidade em Paraguaçu Paulista-SP, com início das operações previsto para abril de 2025. As soluções de entrega do produto acabado adotadas pela Cocal abrangem diferentes modais, como rodoviário (carretas GNC) e gasodutos, atendendo diversas regiões.
O biometano é uma fonte de energia limpa e eficiente, substituindo combustíveis fósseis na indústria, como GLP (Gás Liquefeito de Petróleo), gás natural e xisto, e na substituição do diesel no transporte, alinhando-se com os objetivos do Escopo 3 (GHG Protocol), que trata de outras emissões indiretas de gases de efeito estufa. A Cocal é um excelente exemplo na substituição do diesel, onde esperamos alcançar a marca de 1 MM de litros de diesel substituídos na frota própria na safra atual. Ao optar pelo biometano, as empresas contribuem significativamente para a redução de emissões de carbono em toda a cadeia de valor.
Considerando o aproveitamento de todo potencial de nossos resíduos, ainda temos um caminho longo, mas promissor se considerarmos as demandas atuais por energia limpa em todo o mundo. n

Multilingual Edition

de processamento de cana da Cocal localizada no município de Narandiba-SP.
Um equipamento moderno e robusto, capacitado para o transporte de cana, desenvolvido para atender as mais diversas necessidades do setor canavieiro, com alto desempenho e grande ganho logístico.
Este ganho está associado a 3 principais fatores:
• O primeiro fator é o desenho chassi, que através de estudos e melhoria contínua de nossos projetos, desenvolvemos um chassi com longarinas robustas, esbeltas e seguras, garantindo confiabilidade e segurança.
• O segundo fator é a suspensão balancim SG5, de fabricação própria que garantem estabilidade, produtividade e desempenho, pois foi desenvolvida para aplicações severas.
• O terceiro fator é a utilização do aço alta resistência. A Sergomel trabalha com este material desde 2004. Todo know-how ao longo desses anos, o ganho produtivo e a tecnologia aplicada nos equipamentos canavieiros, resultou na redução da tara, ganhando um maior volume da carga a ser transportada, dentro do PBT legal.
A Sergomel tem como prioridade manter a qualidade do equipamento bem como a o aumento de ganho logístico com a modernização continua dos projetos e processos. Desta forma, melhorias são estudadas para que a capacidade volumétrica e o projeto seja o melhor oferecido ao mercado, seguindo todas as normas de segurança. Oferecemos diversas opções de composições, componentes e peças. Nosso time busca as melhores matérias primas e fornecedores para oferecer a melhor experiência.
• Resistência e leveza: O aço de alto resistência faz com que os produtos sejam mais fortes, mais leves, mais seguros, mais competitivos e mais sustentáveis. Chamado de alta resistência, porque ele agrega desempenho, sendo superior ao aço estrutural comum. Possui alto limite de escoamento, proporcionando estruturas leves e resistentes.
• Estabilidade na operação bate-volta: oferecemos duas opções de Sapatas eletro-hidráulicas:
- Extraleves e resistentes, com tratamento térmico e vedações especiais

para maior durabilidade e vida útil do cilindro. Maior estabilidade devido a esfera de articulação, o que possibilita o apoio completo da sapata em qualquer terreno.
- Com caixa de proteção externa e interna, protegendo o cilindro hidráulico em sua totalidade. Base de apoio junto ao solo em chapa de 3/8” com 0,60m² e ligadas por pinos e buchas, garantindo o deslocamento lateral, podendo apoiar em qualquer tipo de terreno, preservando os cilindros hidráulicos.

• Melhor performance: Mancais de giro com buchas autolubrificantes, garantindo alta performance ao implemento.
• Durabilidade e segurança: Instalação elétrica 100% LED.
• Freios de fácil manutenção: Parte mecânica do sistema de freio com a montagem outboard (cubo interno), não sendo necessário sua remoção no período de manutenções do conjunto de freio.
• Maior estabilidade: Eixo bitola larga (1940mm e espessura de 25mm), que garante maior estabilidade e menor desgaste da suspensão e dos pneus.
Sobre a divisão canavieira da Sergomel: Ela oferece um acompanhamento das necessidades do cliente, projetando o equipamento ideal para cada tipo de operação logística. Uma equipe altamente qualificada, que estará junto em todos os processos. Desde a venda ao pós-venda, com a entrega técnica e orientações das melhores práticas para se obter melhores resultados com sua frota.
Sobre a Sergomel:
Reunindo 49 anos de história, a Sergomel desenvolve projetos para transformar e melhorar o ganho logístico de seu transporte. Sendo referência na fabricação de equipamentos de alta resistência em diversos segmentos. No setor canavieiro, fornecemos equipamentos para os principais players do mercado, com produtos personalizados de para que tenham o melhor desempenho em cada operação.

O desenvolvimento do setor bioenergético no Brasil vem sendo suportado por um avanço tecnológico constante ao longo dos últimos 50 anos, em todas as etapas de produção, desde a lavoura até a logística de distribuição e comercialização.
Agora a atenção das usinas se volta para a produção de biogás a partir da utilização da vinhaça, tanto de etanol de cana como de milho, e torta de filtro. Porém, de forma “espantosa”, não observamos no desenvolvimento e implantação deste processo o mesmo cuidado e atenção aos parâmetros tecnológicos de projeto, monitoramento, controle e gestão, em relação àqueles utilizados ao longo dos anos pelo setor, com boa eficiência e rentabilidade.
O projeto de um reator anaeróbio para produzir biogás utilizando vinhaça deve ser desenvolvido considerando as características (qualitativas/quantitativas) da vinhaça e as condições operacionais da usina, especialmente a safra e entressafras, condições diferentes daquelas observadas em processos de produção de biogás a partir de outros efluentes industriais e/ou urbanos.
A modelagem bioquímica do reator anaeróbio deve considerar os vários compostos orgânicos, além daqueles que compõem a vinhaça, presentes no meio de reação (recalcitrantes, substratos secundários), inclusive os gerados quando da morte das células de microrganismos (lise celular).
Agora a atenção das usinas se volta para a produção de biogás a partir da utilização da vinhaça (...) Porém, de forma ‘espantosa’, não observamos o mesmo cuidado e atenção aos parâmetros tecnológicos de projeto, monitoramento, controle e gestão, em relação àqueles utilizados ao longo dos anos pelo setor."
Carlos Roberto Xavier Diretor da CR Xavier Consulting Bioenergia
A utilização do Modelo ADM1 (IWA –Anaerobic Digestion Model Nº 1) com ajustes de parâmetros com o objetivo de incorporar o sinergismo/sintrofismo entre os microrganismos, identificados através de sequenciamento genético do lodo, no consumo de alimento (índice de codigestão) como variável dinâmica, e da redução de sulfato como possível fonte de ácidos orgânicos para as arqueias, fornece uma boa base para projetarmos um processo eficiente.
Os parâmetros adotados para o dimensionamento e design do reator anaeróbio devem ser aqueles exigidos para criar um ambiente (meio de reação) favorável para o desenvolvimento das arqueas metanogênicas, especialmente as acetoclásticas.
Considerando que o reator irá operar de forma contínua durante a safra, permanecendo sem alimentação durante a entressafras, devendo estar pronto para ser “reiniciado” no início da safra seguinte, na entressafra devemos manter no reator uma quantidade de lodo viável para iniciar a produção de metano no menor tempo possível quando do reinício na safra subsequente, evitando que ocorra um longo tempo de aclimatação dos microrganismos reduzindo a quantidade de metano produzida por safra.

O controle do pH, acidez e alcalinidade do meio de reação, fator primordial para o bom rendimento do processo, pode ser feito através da alcalinidade gerada no reator, pois ao longo das reações bioquímicas de transformação da matéria orgânica em metano, acidez e alcalinidade são produzidos e consumidos. Este processo de geração/consumo de alcalinidade deve ser considerado na modelagem bioquímica do reator.
A transformação em gases de compostos orgânicos presentes na vinhaça, associada à presença da manta de lodo, resulta no desenvolvimento de um modelo de escoamento turbulento de fluido não newtoniano (líquido e gases) em meio poroso (manta de lodo) no reator, e isto deve ser considerado no projeto, pois pode resultar na formação de fluxo preferencial de gases ao longo da manta de lodo, causar arraste de lodo e comprometer a eficiência do processo.
Deve ser instalado um sistema de separação de lodo e gases na corrente líquida de saída do reator (vinhaça biodigerida), reduzindo o arraste de pequenas bolhas de gases dissolvidas na corrente líquida, e consequentemente os riscos de incêndio, devido ao acúmulo de metano (CH4), e de acidentes envolvendo a dispersão do gás sulfídrico (H2S) na atmosfera próxima ao reator. Também devemos utilizar um sistema de filtração para retirada de partículas de lodo metanogênico em suspensão da vinhaça biodigerida, reduzindo o risco de aumento significativo da emissão de metano (CH4) no canavial.
Embora seja possível modelar-se um processo bioquímico de fermentação em estado sólido para produzir biogás utilizando a torta de filtro, os desafios mecânicos advindos dos fenômenos de transporte das fases sólida, líquida e gasosa resultantes do processamento in natura da torta recomendam que seja realizada a adição de líquido para obter-se uma mistura com menor teor de sólidos, e que permita seu processamento em reator anaeróbio de fase líquida.
A diluição da torta deve ser feita, preferencialmente, com vinhaça. Nos casos em que temos a operação conjunta de um reator para processamento de torta e outro de vinhaça na mesma usina, é recomendável que a diluição da torta seja realizada com a vinhaça biodigerida, principalmente devido à menor concentração de sulfato nesta vinhaça, o que resulta
Multilingual Edition
em menor concentração de H2S no meio de reação da torta. Outro benefício adicional é que a matéria orgânica residual presente na vinhaça biodigerida poderá elevar a produção de metano no reator processando torta de filtro.
O sistema de mistura utilizado deve ser alvo de atenção criteriosa, especialmente quando se utiliza a vinhaça bruta para a diluição. Devemos evitar a presença de partes mecânicas móveis no interior do reator, projetando-o para que a mistura seja realizada através da recirculação por bombas.
A gestão do processo de produção de biogás no reator, tanto no processamento de vinhaça como de torta, deve ser feita com base no monitoramento e controle de todas as fases, com a coleta de amostras em vários pontos para a realização de análises físico-químicas, microbiológicas e testes de Atividade Metanogênica Específica (AME).
As ações operacionais devem ser executadas com base na análise crítica do monitoramento analítico, e os procedimentos operacionais devem seguir as normas internacionais de certificação (ISO 9.001, 14.001, 18.001 e 24.001, etc.).
Ao observarmos a história do setor bioenergético brasileiro, vemos uma busca constante de aperfeiçoamento em direção à melhor eficiência de produção e rentabilidade econômica/financeira, muitas vezes através de processos inovativos, que nos colocou na dianteira tecnológica em relação a indústrias setoriais de muitos países ao redor do mundo.
Esta história de sucesso nos leva a afirmar que é possível produzir biogás a partir da utilização de vinhaça e torta de filtro, através de um processo produtivo que seja estável (varia dentro de limites aceitáveis e previstos em função das variações qualitativas e quantitativas das matérias-primas), robusto (tenha resistência a choques de carga e/ou variações bruscas dos processos da usina, especialmente uso de antibióticos), eficiente (tenha a conversão da matéria-prima (vinhaça/ torta de filtro) em produto acabado (metano) com o maior rendimento possível) e economicamente viável (apresente uma excelente relação custo/benefício), e de modo seguro.
Basta “fazer direito”... n
O Brasil é quinto maior emissor de metano do mundo. O planeta está aumentando a temperatura, aproximadamente, em até 1,5ºC – marco limite previsto no Acordo de Paris. Ao analisarmos o impacto dos gases de efeito estufa (GEEs), o metano é 86 vezes mais nocivo que o CO2 em um período de 20 anos, segundo CACC da ONU. Assustador, eu sei! São essas informações que batem à nossa porta constantemente.
Ao mesmo tempo, do outro lado da moeda, o Brasil tem a oportunidade única de assumir a liderança na construção de uma forte indústria de biometano – agente de atuação direta na descarbonização e na transição energética. Segundo um estudo da McKinsey & Company, estima-se um investimento de até US$ 15 bilhões no país. Ou seja, um mercado em plena expansão.

Hoje, o mercado de biogás e biometano no Brasil está representado por mais de 1.300 plantas de produção de biogás, sendo que apenas 37% são destinadas à produção de biometano, de acordo com a CIBiogás. A Agência Nacional do Petróleo (ANP), em seu mapa de produção de biometano, tem seis instalações aprovadas e 25 em construção no país, que somam mais de 1.144 milhões Nm³ por dia de biometano.
Ao olharmos para o mercado sucroenergético, o potencial de produção de biogás representa 47,8%, sendo que as regiões sudeste e centro-oeste sozinhas representam 41%. Porém, somente uma das instalações aprovadas e sete em construção pelo mapa da ANP são focadas em resíduos oriundos do processo de produção de açúcar e etanol.
No Brasil, temos mais de 400 usinas com potencial de produção de biometano, a partir dos resíduos orgânicos gerados na produção de açúcar e etanol, em primeiro a vinhaça, que devido ao volume representa o maior potencial e que junto com a torta de filtro, a palha e a sobra de bagaço complementam os resíduos aptos para geração de biogás.
Para inovar é preciso o quê?
Para um projeto de biogás ter sucesso e entregar o retorno esperado, é fundamental escolher uma tecnologia de biodigestão que proporcione os seguintes pilares: eficiência de conversão da matéria orgânica em metano, estabilidade no processo biológico e elevado uptime, além do baixo custo operacional.
E o biogás e o biometano também podem servir como base para produção de hidrogênio e amônia de baixo carbono, metanol, SAF, entre outros, por meio de processos de reforma, síntese e purificação. "
Lorenzo Pianigiani Diretor da Sebigas Cótica
Em todo esse processo, há parâmetros importantes que precisam ser atentamente avaliados, como taxa de carga orgânica, tempo de retenção hidráulica e tempo de retenção da biota, temperatura de processo e maximização do contato entre biomassa e biota. O design da planta e as relativas escolhas de cunho técnico precisam ser conduzidas em harmonia com as premissas de negócio. Conhecimento do mercado de biometano visando obtenção de contratos de venda vantajosos, utilizando de linhas de financiamento atrativas – que os projetos de biometano se encaixam perfeitamente devido ao apelo sustentável –, e valorização dos certificados verdes complementam os ingredientes para um investimento de sucesso.
Afinal, o valor está na molécula e seus atributos sustentáveis. Uma vez que uma usina de cana-de-açúcar dispõe de uma planta de biometano, várias portas podem se abrir. Hoje, sem dúvida, os melhores retornos estão no aproveitamento do biogás para geração de biometano, utilizando-o na frota ou na comercialização. E o biogás e o biometano também podem, no longo prazo, servir como base para produção de hidrogênio e amônia de baixo carbono, metanol, SAF, entre outros, por meio de processos de reforma, síntese e purificação.
O quanto vale utilizar o biometano na frota?
Com a produção de biometano no setor sucroenergético, surge uma oportunidade sólida para a transição na integração com o biometano, especialmente em veículos movidos a diesel, que são responsáveis por uma das maiores despesas do setor. Em média, cada tonelada de cana-de-açúcar processada consome 3,5 litros de combustível fóssil.
Ao compararmos as emissões de NOx e Material Particulado (MP), a substituição do diesel pelo biometano resulta em uma redução de aproximadamente 90% em ambos os componentes. No que diz respeito aos GEEs, a redução na emissão de CO2 pode chegar a 95%.
Esse papel também está sendo desempenhado pelas concessionárias de gás canalizado, que estão criando "corredores azuis" – rotas com pontos de abastecimento estratégicos nas rodovias – viabilizando de forma efetiva, a princípio, a substituição do diesel por um energético de menor pegada de carbono e, futuramente, com um mercado mais estruturado, uma transição energética praticamente 100% renovável.
Multilingual Edition
Digestado da Vinhaça: qual é o seu valor para o solo?
A vinhaça digerida tem demonstrado possibilidades interessantes no campo agrícola como promotora de crescimento. Experimentos de campo no cultivo para diversas culturas agrícolas revelaram que a aplicação de efluentes de destilaria, pós-tratamento anaeróbio, resultou em aumento de área foliar, maior teor de clorofila, atividade de nitrato redutase, massa seca total e produtividade de grãos.
O tratamento anaeróbio é capaz de equalizar o pH para níveis de 7,5 a 7,8 na vinhaça digerida, reduzindo a toxicidade tradicional do pH ácido da vinhaça in natura (3,5 – 4,5). Tal fato contribui para maior crescimento em comprimento de raiz, comprimento de parte aérea, número de folhas, biomassa, pigmento fotossintético, proteína e demais constituintes.
Além de micronutrientes e matéria orgânica, nitrogênio, fósforo e potássio em formas biodisponíveis para absorção pelas plantas são os principais nutrientes que a tornam altamente útil como um biofertilizante. Como resultado de seu alto conteúdo nutricional, pode ser utilizada para aumentar a produtividade agrícola e melhorar a saúde do solo.
Os microrganismos benéficos (consórcios microbianos) incluídos na vinhaça digerida podem influenciar a microflora nativa do solo aumentando sua fertilidade, contribuindo para a resistência a doenças e para o desenvolvimento das plantas.
A vinhaça biodigerida melhora a estrutura do solo, a retenção de umidade, a ciclagem de nitrogênio, a saúde do solo e a atividade microbiológica e, portanto, tem sido utilizada com sucesso na cana-de-açúcar e em outras culturas agrícolas, demonstrando sua eficácia no aumento da produtividade e na regulação de nutrientes de maneira sustentável. No geral, o emprego da vinhaça como biofertilizante melhora a conservação da água, a fertilidade do solo e a sustentabilidade a longo prazo.
Fundamentada nos conceitos de economia circular e geração de energia renovável, a aplicação da digestão anaeróbia vem ganhando amplo espaço no segmento sucroenergético do país, impulsionada pelo crescimento da demanda do biometano e da busca das empresas de caminhos eficazes para reduzir a pegada de carbono, abrindo para as usinas uma oportunidade de diferenciação de produtos e melhoria da nota de eficiência do próprio etanol. n
Como todos sabemos, o Brasil se destaca em sustentabilidade ambiental, devido aos seus recursos naturais e programas de estímulo ao uso destes. Por independência, o Brasil chegou ao século XXI com uma economia baseada em uma das matrizes energéticas mais limpas do mundo, fortalecida pelos seus recursos hídricos na geração de eletricidade e pelo seu etanol na mobilidade urbana. Este modelo de sustentabilidade, baseado em sistemas econômicos de valorização regional, permitiu ao Brasil aproveitar seus vastos recursos naturais e sua forte aptidão para atividades agrícolas, garantindo segurança alimentar e energética. Explorar o seu próprio potencial é o que se espera dos países que buscam moldar uma economia sustentável, identificando suas maiores virtudes e desenvolvendo cadeias produtivas locais. Atualmente, os biocombustíveis, em especial o etanol, são os maiores exemplos da alavancagem da sustentabilidade ambiental no Brasil. Tecnologias industriais baseadas na biomassa vegetal verdadeiramente re tiram carbono da atmosfera, efetivamente habilitando a emissão zero líquida. Mas o futuro reserva grandes oportunidades para o Brasil e já estamos vivendo a formação dos cenários para darmos novos passos para este futuro.
As biorrefinarias têm o potencial de reeditar a indústria petroquímica, mas de forma renovável e sustentável. Tecnicamente, os
Após décadas começamos a olhar para os resíduos como matérias-primas, aproveitando moléculas e energia desconsideradas no passado devido às limitações tecnológicas. " Biomoléculas e
Julio Espirito Santo Head do Instituto SENAI de Inovação em Biotecnologia
produtos hoje originados da indústria petroquímica podem também ser obtidos a partir da biomassa vegetal, tornando o processo renovável, com baixa emissão de GEE (Gases do Efeito Estufa) e afastando nossa dependência dos fósseis. Para isso, foi necessário o fomento no desenvolvimento de tecnologias e programas de popularização dos produtos da biomassa, o que a Bioeconomia Brasileira já vem fazendo há alguns anos, com destaque ao trabalho da ABBI (Associação Brasileira de Bioinovação), que vem participando ativamente na criação dos arcabouços legais e programas de estímulos para a bioinovação na indústria brasileira. Ainda, o financiamento do desenvolvimento das cadeias produtivas destas biomoléculas pode representar



o estímulo que falta para que as empresas nacionais se sintam atraídas pelas oportunidades agora existentes.
Mas foi com o avanço da biotecnologia nas últimas décadas que pudemos observar mudanças profundas nos conceitos técnicos de operações com biomassa e extração de seus produtos, de tal forma que hoje nós conseguimos operar células como reatores bioquímicos, usando a biologia sintética para modificá-las para realizar transformações moleculares que normalmente a natureza não faria, e associamos aos aprimoramentos de bioprocessos, para desenhar unidades produtivas em larga escala e com viabilidade comercial.
Uma vez que o desafio tecnológico tem sido transposto, depositamos agora nossos esforços na competividade econômica dos bioprocessos, fomentando testes em ambientes industriais relevantes e elevando a maturidade tecnológica (TRL - Technology Readness Level ) para patamares comerciais, considerando que o petróleo continuará sendo o balizador nos estudos de viabilização das oportunidades (baixo custo da exploração, volatilidade do seu preço e o fato de que as refinarias já têm um longo histórico de sucesso).
Olhando para a biomassa brasileira, figuramos com uma grande vantagem competitiva, já que nossas condições climáticas, geográficas e econômicas posicionam nossa biomassa como uma das mais baratas do planeta.
A partir dela, conseguimos obter açúcares e lignina de baixo custo, com flexibilidade de aplicação para a substituição de inúmeros compostos fósseis por versões biorrenováveis. Hoje, já são inúmeras biomoléculas em expansão de participação no mercado, como o PHB em substituição ao polipropileno em plásticos; o butanodieno, butanodiol e propanodiol, biomoléculas com aplicações na produção de borrachas de estireno-butadieno, gomas, selantes, anticongelantes, solventes, PBS e PBT; ácidos lático e succínico, usados nas indústrias farmacêutica e alimentícia, plástico e química; dentre muitos outros.
Em especial, destaco a nanocelulose, a menor e mais forte unidade estrutural da biomassa, podendo ser aplicada em indústrias automotivas, defesa e blindagem, invólucros eletrônicos, embalagens ultrarresistentes e têxtil. É um biomaterial mais forte que metais, nanotubos de carbono, grafeno e fibras
de vidro, em uma base de peso igual. A proposta de valor da nanocelulose de biomassa não é apenas sobre a sustentabilidade de produtos com a substituição de moléculas fósseis por biomoléculas, mas, principalmente, sobre a capacidade de aprimoramento do desempenho da aplicação final, que não pode ser alcançado com outros materiais.
Ainda, após décadas de desenvolvimento e aperfeiçoamento de processos tecnológicos para a obtenção de produtos diretos da biomassa, como açúcar, etanol e energia elétrica, começamos a olhar para seus resíduos como matérias-primas para novos processos, aproveitando moléculas e fontes de energia desconsideradas no passado, devido às limitações tecnológicas e de mercado da época.
Hoje temos visto o surgimento de projetos industriais reais, ousados e visionários, focados em aproveitar resíduos da indústria sucroalcooleira brasileira, como o CO2 biogênico (CO2 produzido por atividades biológicas, como a fermentação de açúcares por leveduras na produção de etanol), resíduos da moagem da cana e a vinhaça de fermentação, para a produção de novas fontes de energia, como biogás, metanol, hidrogênio, SAF (Sustainable Aviation Fuel), dentre outros. Tudo isso graças aos recentes estímulos mundiais para a valorização econômica de produtos e processos sustentáveis, como os mandatos governamentais, obrigando a substituição de uma parcela dos seus combustíveis fósseis por combustíveis renováveis, e a criação de legislações que penalizam a importação de produtos com alta pegada de carbono, como a CBAM (Carbon Border Adjustment Mechanism), promulgada pela União Europeia para sobretaxar produtos importados com alto teor de carbono, em vigor em 2026. Apesar das pressões mercadológicas globais da transição para uma econômica de baixo carbono, o Brasil vem buscando se posicionar na fronteira da competitividade, por meio do investimento no desenvolvimento tecnológico industrial, através de programas de fomento e subvenção para empresas (Finep, Bndes, Embrapii, Fapesp, Senai...), e do investimento em Institutos de Ciência e Tecnologia (ICTs) brasileiros, cada vez mais qualificados para atender às demandas industriais e oferecer infraestrutura de ponta para reduzir o risco da inovação e trazer para a realidade projetos ousados e visionários.n

O setor sucroenergético é tradicionalmente reconhecido por desenvolver, em maior quantidade, soluções inovadoras caracterizadas como incrementais ou evolutivas utilizando tecnologia em diversas áreas. Um bom exemplo é o de planejamento e controles de processo, equipamentos, processos e insumos. Historicamente, foram iniciativas com foco principal em ganhos de eficiência e redução de custos. Recentemente, sob uma ótica mais disruptiva, a agroindústria tem-se posicionado estrategicamente ao buscar novos processos, produtos e negócios.
Refletindo sobre os assuntos relacionados a controle de processos, eu me lembrei de quando comecei a trabalhar no setor há quase 40 anos, no CTC (Centro de Tecnologia Copersucar), onde o controle de pH na dosagem das usinas era feito utilizando papel tornassol. Ao longo desses anos, pude acompanhar uma evolução tecnológica incrível, desde os modelos pneumáticos analógicos, passando pelos digitais fieldbus e, recentemente, chegando às fibras óticas, Hart, Ethernet Industrial e protocolos IoT, apoiados por redes móveis de alta capacidade de conexões, confiabilidade e largura de banda, como o 5G e o Wireless Hart, que viabilizaram trocas de informações entre dispositivos eletrônicos, sensores, atuadores e controladores em tempo real dentro do ambiente industrial, com
De acordo com nosso plano estratégico de automação industrial, onde definimos os critérios de automação, autonomia e inteligência de processos, há a previsão de operacionalizar as plantas autônomas em até cinco anos. "
Fernando Cullen Sampaio Gerente de Tecnologia e Processos Industriais da São Martinho
flexibilidade e segurança de maneira bastante intuitiva. No meio desse processo de transformação digital, a conectividade permitiu que, já no início dos anos 2000, fossem feitas as implantações dos primeiros COI’s (Central de Operações Industriais), permitindo controlar as operações de toda a planta de forma centralizada e remota.
Nos últimos anos, tem acontecido uma rápida e ampla difusão de tecnologias digitais nas cinco plantas da São Martinho (quatro de cana e uma de milho), das quais já foram implantados: Gêmeos Digitais, que são simuladores de processo e que, de maneira offline, permitem estudar diversos cenários, projetar adequações/ampliações nas plantas e planejar a safra; já online é possível fazer a gestão da rotina dos processos acompanhar a gestão e o desempenho das plantas utilizando o PGDI (Planejamento da Produção e Gestão do Desempenho Industrial) e o GDI, além do dashboard com a árvore de indicadores que permite a visualização consolidada dos principais indicadores de performance,


permitindo a interação em tempo real da equipe técnica corporativa com as equipes da operação alocada nos COI’s de cada uma das unidades.
O COI corporativo do Grupo São Martinho já está no segundo ano de atividade, e, com as tecnologias implantadas, já é possível perceber bons reflexos nos resultados das unidades: aderência ao planejado, incremento nos rendimentos e eficiências e ganhos de produtividade, qualidade e estabilidade dos processos. Os processos têm aderido a novas tecnologias de sensoriamento que incluem, além de sensores tradicionais, os sensores de espectro de infravermelho próximo (NIRS), sensores especiais, sensores virtuais, visão computacional e nano sensores.
Ainda há o crescente uso das tecnologias de armazenamento, gerenciamento e uso de dados apoiados nos conceitos de Analytics e Big Data como essência para tomadas de decisão, suportadas por uma grande quantidade de dados, que são gerados em tempo real e historiados. Dados esses que são capazes de gerar informações suficientes para que as decisões sejam certeiras e inteligentes, permitindo a otimização em tempo real ou no menor tempo possível.
Multilingual Edition
A manutenção preditiva e a chamada Inteligência Artificial têm gerado a auto-otimização de processos e parâmetros. Com esta visão, estamos implantando controles avançados e laços fechados nas diversas etapas do processo, com parcerias de alto nível técnico. De acordo com nosso plano estratégico de automação industrial, onde definimos os critérios de automação, autonomia e inteligência de processos, há a previsão de operacionalizar as plantas autônomas em até cinco anos. Sendo assim, tecnologias, processos e pessoas devem estar muito integrados durante todo o processo de transformação digital, para que as tecnologias e ferramentas gerem valor aos usuários e avancem com poucos retrabalhos.
Convivendo com todas estas transformações ao longo dos anos, ainda é muito comum no nosso setor algumas operações realizadas manualmente, que oferecem riscos de segurança e incomodam bastante, como por exemplo: limpeza de equipamentos de troca térmica, em especial evaporadores (hidrojato); chapisco de moenda; descarregamento de cana (operação de Hillos), entre outras. O aparato tecnológico tem evoluído nesse sentido com o desenvolvimento de robôs para chapisco, arame e/ ou vareta; limpeza de evaporação via química ;
(já realidade na São Martinho) ou com utilização de robôs (em desenvolvimento); operação de Hillos através de visão computacional com análise de imagens, e tantas outras soluções. Estas são algumas das inciativas que nos permitirão habilitar o futuro da São Martinho e do setor, trazendo novos conceitos de operação e ajustando ao cenário futuro que vislumbra a integração harmônica entre mão de obra, cumprimento das rotinas e execução dos processos de manutenção.
O futuro das tecnologias industriais passará por inúmeras dimensões, para isso muitas inovações e ferramentas têm-se apoiado na construção desta visão de longo prazo, como por exemplo:
• Explorar o conceito de operação assistida com auxílio tecnológico – onde o operador recebe uma nota em função da sua operação durante seu turno, identificando oportunidades e direcionando possíveis ações de capacitação deste mesmo colaborador;
• Simuladores para treinamentos técnico-operacionais – onde o operador pode reciclar seu conhecimento, e novos operadores têm a oportunidade de aprender como operar em situações simuladas;
• Gerenciamento da rotina – tem sido uma prática fundamental para reduzir o distanciamento dos operadores com os equipamentos e procedimentos que se tornam cada vez mais automáticos no dia a dia da operação.
Aproveitando para falar um pouco sobre insumos industriais, que é o terceiro maior item na composição dos custos de produção, algumas evoluções recentes são muito promissoras e outras já são realidade nos aspectos de redução de custos e aumento de eficiência, podendo citar:
• Utilização de enzimas no processo de produção do açúcar, com foco na “quebra” da cadeia de polissacarídeos presentes, como amido e a dextrana, reduzindo a viscosidade dos caldos, massas e méis e contribuindo nas trocas térmicas, na decantação e principalmente nos cozimentos (levando a uma menor viscosidade -> maior taxa de cristalização) e nas centrífugas (melhor purga dos méis), com resultado positivo no rendimento de fábrica;
• Enzima na fermentação com atuação nos precursores de formação de espuma, reduzindo significativamente o consumo de antiespumantes e dispersantes;
• Enzima com atuação em infermentescíveis, atuando na “quebra” em monômeros fermentescíveis, reduzindo os açúcares residuais com reflexo positivo no rendimento fermentativo;
• Fermento GMO – uma realidade já consolidada e em constante evolução no processo do milho, também faz parte da rotina do processo da cana, onde o desafio maior foi, em função do reciclo, a garantia da permanência da levedura no decorrer do tempo, reduzindo principalmente a formação de glicerol e trazendo ganhos no rendimento fermentativo;
• Estamos também acompanhando e fomentando testes/aplicações com bateriófagos, microrganismos que “predam” bactérias contaminates da fermentação alcoólica, focando na substituição de insumos de alto custo e aumentando a eficácia do controle de contaminação;
• Bacteriocinas – produtos inovadores obtidos a partir de bactérias que possuem ação antimicrobiana específica com os mesmos objetivos dos bacteriófagos.
Simultaneamente, existem muitos desenvolvimentos acontecendo, envolvendo muitas pessoas, pesquisas e empresas qualificadas. Para acompanhar toda esta evolução, estamos participando ativamente e acompanhando bem de perto os avanços do mercado.
Partindo para a linha de equipamentos e com a recente chegada da tecnologia de produção do milho aqui no Brasil, algumas soluções tecnológicas podem e estão sendo adaptadas/ aplicadas para o mercado de cana, como alguns exemplos:
• Utilização de decanters e tricanters em processos de separação;
• Chiller para resfriamento de água para fermentação e destilação (o que não é uma novidade, mas reforça a importância dos conceitos de eficiência de processo);
• Projetos de destilação, desidratação e evaporação de vinhaça integrados. No nosso projeto de milho na Usina Boa Vista, essas três operações integradas consomem apenas 1,05Kg de vapor de escape por litro de etanol anidro;
• Utilização de compressores mecânicos para vapor de processo (substituindo consumo de vapor por consumo de energia elétrica) –levando à redução de consumo de vapor no processo e sobra de bagaço;
• No processo de produção do açúcar, estamos implantando na Usina São Martinho o resfriador de açúcar a placas, com água gelada como fluído de resfriamento, após os secadores existentes, garantindo controle adequado da temperatura do açúcar, com melhor controle da qualidade do açúcar na armazenagem;
• Na linha de geração de vapor, acabamos de colocar em operação, também na São Martinho, uma caldeira de 450t/h, 100Bar e 520oC,
;




O Grupo Fetz iniciou suas atividades na construção civil e firmou raízes em Videira no ano de 1983. Ganhou espaço no mercado através das grandes obras industriais e se tornou sinônimo de qualidade, agilidade e eficiência se tornando referência também no estado de Goiás.
Em 1999, a necessidade de utilizar técnicas que fossem mais eficientes para os projetos fez com que começassem a trabalhar com concreto usinado e pré-moldados e assim melhoraram processos internos e também passaram a abastecer o mercado da construção civil em regiões de Santa Catarina e Goiás.
Contam com um extenso portfólio com mais de 500 projetos realizados com sucesso, atuando com proficiência em obras industriais, comerciais, residenciais e agroindustriais de grande porte e alto padrão.
Buscam constante aperfeiçoamento de equipamentos e maquinários, bem como treinamentos para melhor eficácia na execução dos projetos.
Acreditamos no crescimento conjunto. Onde de mãos dadas vamos juntos em busca de um mesmo objetivo.
O Grupo Fetz surgiu da vontade de fazer a diferença no mundo. Realizar sonhos e construir novas histórias é o que faz a nossa missão ter significado.
A empresa que começou com cerca de três funcionários, hoje tem mais de 1000 colaboradores diretos e indiretos, que fazem parte de tudo que alcançamos, pois dedicam sua vida a realizar seu trabalho com dedicação e carinho.
com leito fluidizado, ciclo regenerativo e precipitador eletrostático. Muita coisa está acontecendo.
Um outro importante projeto nosso foi a instalação da planta de produção de etanol de milho no conceito Flex Full, operando junto à planta de etanol de cana em Quirinópolis-GO, na Usina Boa Vista, produzindo etanol anidro, DDGS e óleo de milho. As plantas são energeticamente autossuficientes devido à integração energética, sem a necessidade de complemento de biomassa. Além disso o biometano já é realidade, a partir da vinhaça e da torta de filtro.
Linhas de desenvolvimento estão acontecendo no mundo e também no Brasil. O conceito de biorrefinarias está ganhando cada vez mais robustez, onde nosso segmento tem mantido uma posição estratégica, vantajosa e muito significativa para viabilizar a produção do SAF (Sustainable Aviation Fuel), partindo do etanol com menor pegada de carbono do mundo – por meio de tecnologias como: AtJ ( Alcohol-to-Jet ); também SAF e/ou e-metanol a partir do CO2 biogênico disponível nas nossas fermentações - PTL (Power-to-Liquid ); biopolímeros originados também a partir do etanol; hidrogênio verde (água e
energia elétrica), entre “outras cores” – através da reforma do etanol e/ou biometano; Da riqueza do nosso bagaço/palha disponíveis, além da produção de energia elétrica já muito difundida, também oportunidade para a produção do etanol de segunda geração (E2G), processo que temos exemplos de mercado ao redor do mundo todo, podendo ser também matéria-prima para produção de biometano (processo em desenvolvimento), produção de hidracarbonetos (gasolina verde, diesel, querosene...) a partir de gás de síntese (CO + H2) através de processos de decompasição térmica de biomassas - gaseificação.
É possível sonhar alto!
Temos muito trabalho pela frente, mas certamente este momento de transformação tecnológica vai levar nosso segmento para um outro patamar de protagonismo, não só no Brasil como no mundo.
E para finalizar, atualmente, uma série de tendências tem influenciado o agronegócio brasileiro, onde o setor sucroenergético, com a “riqueza” da cana, se insere perfeitamente nos conceitos de ESG, economia circular, descarbonização, além da transformação digital já explorada acima, todos intimamente relacionados com tecnologia e inovação. n






Imagine se você descobrisse que o médico com o qual você vai fazer uma cirurgia cardíaca na manhã seguinte se formou há 20 anos como o melhor aluno da sua classe, na melhor faculdade de medicina do País. Muito bom, hein?!
Entretanto, nos últimos 20 anos, ele não leu nenhum livro, nem participou de nenhum congresso, nem teve por costume ler regularmente revistas especializadas da sua área médica. Você faria a cirurgia em paz?
No que se refere a nossa área, quantas tecnologias foram desenvolvidas e implantadas nessas duas décadas como o estado da arte e, depois de algum tempo, substituídas por uma nova opção, muito mais eficaz e eficiente, que tomaria o lugar da anterior, até ser igualmente substituída por uma mais nova ainda.
Quantas pragas e doenças apareceram, desapareceram, e algumas até voltaram? Quantas técnicas foram substituídas nesses últimos 20 anos?
Nenhum conhecimento é definitivamente eterno. A faculdade está sempre atualizada, mas tão somente até o dia da sua formatura. Os livros, igualmente, até o dia da sua publicação. As opções que são continuadamente atualizadas são os congressos e as publicações regulares das áreas.
Conhecendo esse cenário e o que passou a representar nesses 21 anos de operação para as universidades, centros de pesquisa e empresas do sistema agrícola e florestal, a Revista Opiniões decidiu abrir inscrições gratuitas para que todos os estudantes de todos os cursos de agroconhecimento, de qualquer parte do Brasil e do mundo, passem a receber gratuitamente todas as suas publicações.
O objetivo é fazer com que o estudante, desde o primeiro dia de aula, passe a participar da vida empresarial na qual se integrará, em alguns anos, já com atualizado conhecimento do que está sendo discutido, avaliado e implantado nas empresas. Muitos dos executivos e cientistas que hoje escrevem na Revista Opiniões declararam que liam nossas edições desde quando ainda eram estudantes nas universidades.
Ampliando o projeto de educação continuada, decidimos também abrir as inscrições gratuitas para todos os funcionários das áreas técnicas, agrícolas, industriais e administrativas das empresas produtoras e fornecedoras dos sistemas florestal e bioenergético de qualquer parte do Brasil e do mundo.
Todos os artigos da Revista Opiniões têm textos publicados em 7 idiomas, quais sejam: português, espanhol, inglês, francês, chinês, árabe e hindi, cobrindo a língua falada pelo incrível numero de mais de 4 Bilhões de pessoas.
O acesso à informação dirigida é a mais eficiente forma de unificar e atualizar o conhecimento entre todos os funcionários em cargos de comando, bem como preparar os funcionários em ascensão para assumi-los. Esta é a mais agradável forma de gerar a educação continuada.
Para se cadastrar na plataforma do programa de "Educação Continuada da Revista Opiniões" e passar a receber regular e gratuitamente as edições de nossas revistas, basta enviar um e-mail com os dados abaixo:
• Para: Jornalismo@RevistaOpinioes.com.br
• Assunto: Educação continuada gratuita
• Corpo do e-mail:
- Nome do funcionário ou estudante
- Área de trabalho ou curso que frequenta
- Nome da empresa ou da Universidade
- e-mail principal
- e-mail secundário ou pessoal
IMPORTANTE: Conforme a Lei Nacional de Proteção de Dados, garantimos, com registro em Cartório, que as informações não serão utilizadas para qualquer outro interesse. Coordenadores de curso de agroconhecimento e Gerentes de RH e Comunicação, entrem em contato conosco.
William Domingues de Souza Editor-chefe das Revistas Opiniões
WDS@RevistaOpinioes.com.br Celular e WhatsApp: +55 16 99777-7799
Há poucos anos vivíamos num paraíso energético. A energia elétrica era barata e a sobra de bagaço era um grande problema. Havia necessidade de se dar um destino para toda aquela biomassa no final da safra. Chegamos ao ponto de instalar caldeiras totalmente ineficientes para incinerar o bagaço durante a safra.
Hoje podemos constatar como as coisas mudaram rapidamente. De um momento para outro o preço da energia elétrica disparou, tornando-se proibitiva a aquisição dessa energia da distribuidora.
Rapidamente, nos movimentamos para tornar as unidades autossuficientes, caminhamos para caldeiras de maior rendimento térmico, com a pressão e temperatura do vapor mais elevadas, permitindo a instalação de turbinas a vapor de maior eficiência termodinâmica, mudando totalmente o balanço de massa e energia das usinas.
Naquele momento, a “cogeração de energia elétrica” tornou-se a palavra da moda e obrigatória para todas as unidades, porém, ainda não sonhávamos em exportar energia elétrica para o sistema, uma vez que não existia a regulamentação necessária que viabilizasse essa comercialização.
Num instante, a tonelada de bagaço passou a valer mais que uma tonelada de cana.
Quem diria que isto pudesse acontecer? A energia elétrica agora já era considerada o terceiro produto. "
Uma vez mais, tudo mudou com a regulamentação adequada para exportação de energia elétrica, e ouvimos falar em Proinfa (Programa de Incentivo às Fontes Alternativas), energia emergencial, autoprodutor, etc.
Por outro lado, outras áreas indústriais começaram a se interessar pelo bagaço como combustível alternativo, como as extratoras de suco de laranja, fábricas de celulose, cervejarias e indústrias de alimentos em geral. Num instante, a tonelada de bagaço passou a valer mais que uma tonelada de cana. Quem diria que isto pudesse acontecer? A energia elétrica agora já era considerada o terceiro produto.
O tempo foi passando, e com ele a valorização das energias renováveis começou a fazer sentido. Passou a ser internacionalmente falada e aqui no Brasil não foi diferente. Agora, o mundo todo estava e está preocupadíssimo com as condições ambientais, valorizando as tecnologias de maior pegada de carbono e tratamento adequado de todos os efluentes industriais, de modo a tornar os processos industriais ecologicamente corretos.
José Campanari Neto Diretor da MCE Engenharia e Sistemas

Novamente a cana, esse vegetal extraordinariamente energético, está dentro do contexto da história, abrindo novas possibilidades e contribuindo para a sustentabilidade ambiental. Assim, sugiram novas alternativas tais como:
• caldeiras de feito fluidizado,
• biodigestão da vinhaça e torta de filtro para a produção do biometano,
• produção de amônia eletrolítica,
• produção de hidrogênio verde,
• destilarias a vácuo,
• filtros eletrostáticos em substituição a lavadores de gases,
• compressão mecânica do vapor,
• etanol G2.
Na verdade, com a possibilidade de produção de excedentes de bagaço/energia elétrica, torna-se viável a instalação de processos eletrointensivos, principalmente aqueles relacionados ao segmento. Com tecnologia do leito fluidizado, a operação de caldeiras com bagaço de até 65% de umidade já não é mais um problema, lembrando que as demais tecnologias de combustão do bagaço limitam a umidade do mesmo em 52%. Assim, tornou-se possível operar sistemas de cogeração, mesmo em períodos chuvosos e tendo o bagaço armazenado ao tempo. A eficiência das caldeiras a bagaço aumentou nas últimas décadas de 60 para 91%.
Os atuais lavadores de gases estão começando a ser substituídos por precipitadores eletrostáticos, os quais já não mais utilizam água e possuem uma eficiência de separação muito superior, permitindo atingir a emissão de particulados nas chaminés abaixo de 50 mg/Nm3, contra os atuais 200 mg/Nm3, que os bons lavadores conseguem. Lembrando que, com esses equipamentos, as famosas ETALGs serão dispensadas.
A biodigestão da vinhaça e torta de filtro tornou-se uma realidade, produzindo um digestato com a mesma qualidade para a fertirrigação, porém não mais agressivo ao meio ambiente, com consequente produção de biometano, que poderá inclusive acionar a frota automotiva. Essa é uma nova tecnologia que vem sendo implantada e que, na minha opinião, em breve, será obrigatória para todos. É interessante observar que uma destilaria autônoma produz, com a biodigestão da vinhaça, metano suficiente para suprimir todo o consumo de diesel nas operações agrícolas, em até 4 litros diesel por tonelada de cana, ou seja, consegue-se produzir etanol sem consumir combustível fóssil.
Multilingual Edition
Já a produção de amônia, com excedente de energia elétrica, poderá ser uma boa opção para produção de fertilizantes nitrogenados. Essa alternativa surgiu recentemente com o desenvolvimento de pequenos reatores para produção de amônia, coisa que no passado somente era possível com grandes reatores. Hoje, é possível produzir 1,0 t/h de amônia consumindo aproximadamente 10 MW. Na mesma linha desse processo, é possível a produção do hidrogênio verde.
Aplicação de destilarias operando sob vácuo já é uma realidade, trazendo forte redução do consumo de vapor no processo, vejamos:
• A destilaria hoje existente consome 3,5 kgvapor por litro de hidratado e 4,5 kgvapor por litro de anidro produzido.
• A destilaria a vácuo consome 1,1 kgvapor por litro de hidratado e 1,8 kgvapor por litro de anidro produzido.
Isso representa uma redução significativa no consumo de vapor, o que trará consumo de vapor de processo abaixo de 380 kgvapor por tonelada de cana.
A compressão mecânica do vapor, muito usada na indústria de celulose e açúcar de beterraba, começa a entrar, ainda muito lentamente, nos processos de açúcar e álcool de cana, objetivando sempre reduzir o consumo específico de vapor do processo.
Essa aplicação visa, por exemplo, comprimir vapor vegetal de 1,1 kgf/cm3 para pressão do vapor de escape e, com isso, economizar vapor nos processos de destilação e cozimento. A aplicação deve ser estudada em cada caso, mas contribui, sem dúvida, para uma boa economia de energia térmica no processo.
Finalmente, com a chegada da tecnologia do Etanol 2G, as necessidades de economia de biomassa irão aumentar substancialmente, pois o processo prevê a transformação da celulose e da m-celulose em etanol, restando como combustível somente a lignina, que representa ao redor de 1/3 da massa do bagaço seco. Assim sendo, haverá necessidade de complementação de biomassa para atender à demanda térmica da unidade, portanto haverá necessidade de utilização de palha de cana e processos muito econômicos. Como podemos observar, muitas alternativas tecnológicas surgiram e continuarão a surgir, o que nos dá, sem dúvida, uma visão muito positiva sobre o futuro, mostrando que o segmento sempre reagiu com muita determinação aos obstáculos.n
A sociedade abriu os olhos para a realidade dos efeitos devastadores que as mudanças climáticas trazem ao campo e às cidades. Os gases causadores de efeito estufa (CO2, CH4 e N2O) têm acelerado as alterações naturais, atribuídas ao ciclo da terra, levando ao aumento na frequência de veranicos, de chuvas torrenciais, de ondas de calor ou frio exacerbados, que se refletem em prejuízos globais.
Os compromissos de redução nas emissões começaram a sair do papel rumo à realidade, com países e grandes empresas adotando medidas efetivas para frear o aumento da temperatura da Terra.
Valorizar o esforço de evitar emissões para a atmosfera é a força motriz do RenovaBio, que premia financeiramente os biocombustíveis "
Nilza Patrícia Ramos
Pesquisadora
da Embrapa
Meio Ambiente
A Política Nacional de Biocombustíveis – RenovaBio (Lei 13.576) é uma das medidas concretas, adotadas pelo Brasil, para incentivar o aumento da participação dos biocombustíveis na sua matriz energética e reduzir o consumo de combustíveis fósseis, que são grandes emissores de gases de efeito estufa (GEE).
Para se ter uma ideia, 1MJ (unidade energética) de gasolina emite para a atmosfera cerca de 87,4 g de CO2eq (o equivalente a 2.583,81 g de CO2eq/L), em seu ciclo de vida, enquanto este mesmo 1MJ de etanol vindo da cana-de-açúcar emite, em média,

30 g de CO2eq (o equivalente a 640,24 g de CO2eq/L). A diferença de 57,4 g entre eles é, justamente, a quantidade de CO2eq evitada.
Valorizar o esforço de evitar emissões para a atmosfera é a força motriz do RenovaBio, que premia financeiramente os biocombustíveis que comprovem sua maior eficiência energético-ambiental, em relação ao combustível fóssil de referência.
A diferença mais expressiva, em relação a outras iniciativas externas, é o reconhecimento do perfil do biocombustível individualizado de cada uma das unidades produtoras, que participam da Política. Com isto, o esforço investido para melhorias de desempenho ambiental e produtivo (de cada usina) é valorizado e não se perde em certificações feitas por rotas fechadas (todo o biocombustível produzido por uma determinada rota recebe a mesma nota de desempenho ambiental).
O CBio – Crédito de Descarbonização é o ativo financeiro, comercializado na B3, que remunera o biocombustível certificado no RenovaBio. A cada 1 tonelada de CO2eq evitada é possível emitir e comercializar 1 CBio. O montante emitido entre janeiro de 2020 e julho de 2024 foi de 139 milhões de CBio's, segundo a Agência Nacional do Petróleo, Gás Natural e Biocombustíveis do Brasil (ANP).
Isto equivale a 139 milhões de toneladas de CO2eq que não foram emitidas para a atmosfera, devido ao uso de um biocombustível certificado, ao invés de um fóssil. Desse total, 85% corresponde ao etanol gerado em diferentes rotas, com maior contribuição do etanol de cana-de-açúcar na rota de primeira geração – 78,4%, conforme o gráfico abaixo demonstra.
Todos os biocombustíveis produzidos no Brasil são candidatos à emissão de CBio? O biocombustível precisa da certificação no RenovaBio para emitir CBio.
CONTRIBUIÇÃO DOS BIOCOMBUSTÍVEIS PARA CBIO'S
PERÍODO: JAN-2020 a JULHO-2024
Multilingual Edition
Podem-se certificar biocombustíveis nacionais e importados, usados nas frotas do país, desde que sigam as diretrizes da Política. A certificação é feita por uma firma inspetora, credenciada junto à ANP, que confirma a eficiência energético-ambiental do biocombustível, usando uma ferramenta de cálculo oficial – RenovaCalc, e o cumprimento de algumas regrinhas simples de sustentabilidade, que o tornam elegível, como não ter sido produzido a partir de biomassa produzida em área de desmatamento (data de aprovação da lei do RenovaBio) e estar em dia com o CAR (Cadastro Ambiental Rural). A imagem traz um esquema simplificado do processo percorrido pelo biocombustível até a emissão do CBio.
A lógica de contabilidade das emissões, considerando o ciclo de vida (“do poço à roda”) dos biocombustíveis, norteou toda a inteligência de cálculo da RenovaCalc, que apresenta como resultado final a NEEA (Nota de Eficiência Energético-Ambiental) de cada biocombustível, que nada mais é do que a emissão evitada, já descrita anteriormente. Ela possui sete rotas, envolvendo o etanol de 1ª e 2ª geração, o biodiesel, o biometano e o bioquerosene. Apenas o bioquerosene ainda não possui nenhuma unidade produtora certificada e, portanto, não emitiu CBio, mas isto deve mudar diante do interesse em SAF (Combustível Sustentável de Aviação) para atender à demanda de redução de emissões no setor de Aviação Civil.
Cabe incluir um parêntese no presente texto, justificando a escolha metodológica pela Avaliação do Ciclo de Vida (ACV). Esta decisão foi cuidadosamente estudada e debatida, com o intuito de garantir a aceitação do CBio como instrumento de descarbonização em vários mercados, não só o brasileiro.
Ao apresentar as emissões de seus biocombustíveis, em seu ciclo de vida, o RenovaBio traz à luz a necessidade de o mesmo cálculo se aplicar à eletricidade, usada nos carros elétricos europeus, e outros combustíveis denominados como

sustentáveis, evidenciando que a fonte usada para produzir a energia pode não ser tão limpa quanto se apresenta para toda a sociedade.
Entendida a importância do CBio para o meio ambiente e a credibilidade necessária para sua aceitação nos compromissos assumidos pelo Brasil, há ainda dois pontos: a sua comercialização e seu valor econômico. A comercialização do CBio é sustentada pela obrigatoriedade de distribuidoras de combustível fóssil cumprirem metas de descarbonização, determinadas pelo governo (baseadas na comercialização no ano anterior), mas existe, também, a possibilidade de compra por partes não obrigadas (mercado em geral). O valor oscila pelo mercado, com altas e quedas por escassez ou oferta de grandes volumes de papéis. Desde o início da comercialização, os valores médios anuais dos CBio's foram R$43,48 em 2020, R$39,312 em 2021, R$111,63 em 2022, R$ 114,17 em 2023 e R$98,94 até final de julho de 2024.
Quem recebe pela receita gerada com o CBIO? Os produtores de biocombustíveis é que recebem pela comercialização do CBio, ficando a critério de cada empresa o repasse de parte da receita aos produtores da biomassa. Tramita o Projeto de Lei 3149 para a inclusão formal dos produtores de matéria-prima, independentes, no RenovaBio (Lei 13576), o que lhes atribuiria direitos formais ao CBio.
O setor sucroenergético já se manifestou favorável a esse projeto e vem repassando parte do CBio aos seus fornecedores.
Como funciona a comercialização? As distribuidoras adquirem os CBio's na B3 e, imediatamente, realizam sua aposentadoria, seguindo a Normativa nº 56/GM/MME/2022. Com isso, os CBio's saem de circulação e são impedidos de negociações futuras. A quantidade de CBio's aposentados é o indicador de cumprimento das metas de descarbonização projetadas pelo governo. Desde 2022, quando se iniciou a comercialização dos CBio's, já foram aposentados 74 milhões de CBio's (ANP), valor dentro do esperado, considerando ajustes realizados devido ao período de pandemia. Um ponto de tensão é o descumprimento de metas, por parte de algumas distribuidoras, que tem provocado a imposição de sanções pela ANP. Cabe citar que a meta para 2024 acabou de ser ajustada para 46,4 milhões de CBio's (meta anterior + o que não foi cumprido em 2023), o que equivale a dizer que, até dezembro, as distribuidoras têm obrigatoriedade de adquirir e aposentar esse montante de créditos. A compra do CBio, por partes não obrigatórias (mercado comum), ainda é insignificante, mas as expectativas são otimistas de que, num futuro próximo, o CBio se torne um instrumento de descarbonização cada vez mais relevante para o país e para o meio ambiente, considerando a necessidade crescente de empresas zerarem suas emissões com carbono certificado. A mensagem a ser reforçada é de que o CBio é o resultado material de um importante serviço ambiental de descarbonização do meio ambiente. No cenário iminente de catástrofes climáticas globais, só a combinação de todas as estratégias possíveis de descarbonização (cada uma com seu papel) pode frear o avanço das emissões dos gases causadores de efeito estufa, incluindo RenovaBio, Programa ABC+, Programa Combustíveis do Futuro, CORSIA e todas as iniciativas privadas e compromissos formais de net zero. n

• Projetos customizados junto ao cliente
• Mais de 2 mil projetos implementados em todo Brasil
• Controle de qualidade em todas as etapas do projeto
• Estações pré fabricadas para montagem in loco
• Fábrica própria em local estratégico
• Parceiros e fornecedores nacionais e internacionais
• Equipamentos confiáveis e duráveis, com o melhor custo benefício comprovado no mercado.




Tem muita gente lendo os nossos artigos e anúncios,
Áreas de interesse:
Edição Bioenergética:
• Cana-de-açúcar
• Milho
• Agave (sisal)
• Açúcar
• Etanol
• Biodiesel
• Biogás
• Biometano
• Bioeletricidade
• Carbono
Edição Florestal:
• Celulose
• Papel
• Carvão
• Siderúrgia
• Painéis
• Madeira
• Produtos não-madeireiros
Celular-WhatsApp: +55 16 99777-7799
Jornalismo@RevistaOpinioes.com.br www.RevistaOpinioes.com.br

depois que passamos a publicá-la em 7 idiomas. anúncios, interessadas no nosso trabalho e o nosso País.
Fonte: Google Analytics
O Brasil, pioneiro e líder global na produção e consumo de biocombustíveis, está na vanguarda da revolução da energia verde. Com o biodiesel e o etanol como pilares de sua matriz energética, o Brasil demonstra um compromisso com a sustentabilidade, o crescimento econômico e o progresso social.
A produção brasileira de biodiesel experimentou um crescimento notável, atingindo 6,9 bilhões de litros em 2022. Esse aumento exponencial é atribuído a políticas governamentais proativas, incluindo a mistura obrigatória com diesel fóssil, atualmente em 12% (B12) e com previsão de atingir 15% (B15) até 2026.
Essa expansão não apenas reduz a dependência de combustíveis fósseis e mitiga as emissões de Gases de Efeito Estufa – GEE, mas também gera reais e significativos benefícios econômicos e sociais.
A cadeia de produção do biodiesel cria empregos e estimula, principalmente as economias locais, e, particularmente em áreas rurais.
Além disso, a produção de biodiesel utiliza uma variedade de matérias-primas, incluindo óleo de soja, gorduras animais e óleo de cozinha usado, oferecendo fontes adicionais de renda para agricultores e soluções de gerenciamento de resíduos para áreas urbanas.


O setor de biocombustíveis no Brasil é mais do que apenas uma solução energética; é um modelo para o desenvolvimento sustentável, crescimento econômico e progresso social. "
Antonio Iafelice CEO da Gliese AG
A expertise do Brasil no cultivo da cana-de-açúcar e sua vasta área agrícola o tornam líder global na produção de etanol. Com um potencial estimado de produção de 53 bilhões de litros por ano, o Brasil atualmente produz cerca de 30 bilhões de litros de etanol, principalmente a partir da cana-de-açúcar. No entanto, abordagens inovadoras estão expandindo a produção de etanol para incluir matérias-primas como milho, sorgo e arroz, diversificando ainda mais o panorama agrícola.
A alcoolquímica é um campo em expansão no Brasil. Ela utiliza o álcool como matéria-prima para produzir uma ampla gama de produtos químicos, plásticos e outros produtos industriais. A crescente demanda por alternativas sustentáveis e os avanços tecnológicos estão impulsionando a rápida expansão deste setor.
A indústria de biocombustíveis é um catalisador para o progresso social no Brasil. Ao criar empregos, melhorar os meios de subsistência e promover práticas sustentáveis, os biocombustíveis contribuem para uma sociedade mais equitativa e próspera. A ênfase da indústria em usar matérias-primas locais e envolver as comunidades locais promove o desenvolvimento econômico inclusivo.
A alcoolquímica possibilita a produção de uma variedade de produtos, incluindo:
• Plásticos: polietileno verde (oriundo do etanol de cana-de-açúcar ou milho);
• Solventes: acetona, acetato de etila;
• Produtos químicos: cloreto de metila, ácido acético;
• Cosméticos: glicerina, etanol;
• Produtos farmacêuticos: antibióticos, antissépticos;
• Tintas e revestimentos: resinas, solventes;
• Adesivos: etanol, acetato de vinila.
A jornada brasileira com os biocombustíveis começou, de fato, na década de 1940, quando o país enfrentou a escassez de combustível devido à Segunda Guerra Mundial. Isso levou ao desenvolvimento da produção de etanol a partir da cana-de-açúcar como substituto da gasolina.
Multilingual Edition
Na década de 1970, o programa Proálcool incentivou ainda mais a produção de etanol, estabelecendo o Brasil como líder global em tecnologia de biocombustíveis.
Hoje, o Brasil continua a inovar no setor de biocombustíveis. Avanços na produção de etanol de segunda geração, pesquisas sobre novas matérias-primas e a integração de biorrefinarias exemplificam o compromisso do Brasil com soluções energéticas sustentáveis.
Com 67% de seu vasto território de 8,5 milhões de km² composto por florestas e vegetações nativas, o Brasil é um exemplo de preservação ambiental. O país não apenas lidera a produção de biocombustíveis, mas também compartilha sua expertise com outras nações, especialmente na África e na Ásia, promovendo o desenvolvimento sustentável em escala global.
Embora a indústria brasileira de biocombustíveis seja uma história de sucesso, desafios permanecem. As flutuações nos preços das commodities agrícolas, a concorrência dos combustíveis fósseis e a necessidade de investimento contínuo em pesquisa e desenvolvimento são preocupações constantes. No entanto, a demanda global por energia renovável, aliada à expertise e aos vastos recursos naturais do Brasil, apresenta um futuro promissor para o setor.
O espírito pioneiro do Brasil e o compromisso com o desenvolvimento sustentável o impulsionaram para a liderança da indústria global de biocombustíveis. Com uma rica história de inovação, uma gama diversificada de matérias-primas e um foco na responsabilidade social e ambiental, o Brasil está pronto para liderar o mundo em direção a um futuro mais verde.
O setor de biocombustíveis no Brasil é mais do que apenas uma solução energética; é um modelo para o desenvolvimento sustentável, crescimento econômico e progresso social. Ao abraçar os biocombustíveis, o Brasil não apenas garante seu futuro energético, mas também constrói uma sociedade mais equitativa e ambientalmente consciente. n
A humanidade enfrenta três grandes desafios globais: a transição energética, as mudanças climáticas e a segurança alimentar. Para dar relevância ao tema, a FAO (Organização das Nações Unidas para Alimentação e Agricultura) criou uma agenda para discutir a integração dos sistemas de alimentação e energia como uma das soluções para esses problemas. Esta agenda tornou-se tão importante que gerou um termo específico: IFES (Integrated Food and Energy System). O Brasil se destaca na busca por soluções escaláveis para esses desafios globais. Com sua vasta extensão territorial e clima favorável, o país tem um imenso potencial para liderar a revolução da agroindústria e do agronegócio global.

Nesse contexto, a agroindústria do etanol de milho é um exemplo real de como a inovação e a sustentabilidade podem caminhar lado a lado, gerando benefícios econômicos, ambientais e sociais. Atualmente, a agroindústria do etanol de milho desempenha um papel importante na solução dos desafios globais, integrando a produção de energia e a alimentação de maneira sustentável e economicamente viável.
A FS, pioneira na produção de etanol de milho no Brasil, já comprovou que é possível transformar o milho de segunda safra em uma fonte poderosa de energia renovável e em ingredientes de alta qualidade para a nutrição animal. Com três plantas produtivas localizadas em Lucas do Rio Verde, Sorriso e Primavera do Leste, todas no MT, a FS processa atualmente 5,1 milhões de toneladas de milho, produzindo 2,3 bilhões de litros de etanol e 1,9 milhão de toneladas de DDGs (grãos secos por destilação), ingredientes importantes para a nutrição animal. O foco em inovação e tecnologia está no DNA da FS, que combina o conhecimento pragmático americano com a criatividade e a força brasileiras. Essa sinergia permite à FS produzir, além do etanol hidratado e etanol anidro, quatro tipos de produtos para nutrição animal. Isso é alcançado por meio de um processo inovador de separação
Com sua vasta extensão territorial e clima favorável, o país tem um imenso potencial para liderar a revolução da agroindústria e do agronegócio global. "
Victor Trenti Diretor Comercial da FS
de fibras, que, simplificando, “desmonta” o milho em quatro componentes principais: amido, gordura, fibra e proteína.
Para compreender melhor como este processo funciona:
1. Amido: Transformado em etanol hidratado e anidro, uma fonte de energia renovável.
2. Proteína: Convertida em HPDDG (DDG de alta proteína), com 45% de proteína na matéria seca. Este produto é um excelente substituto para o farelo de soja, reduzindo custos nas dietas de aves, suínos, gado de leite e pets, mantendo ou até mesmo aumentando a produtividade.
3. Fibra: Utilizada para produzir dois produtos: o FS Ouro (DFS – Dry Fiber with Solubles), com alta energia, 18% de proteína e 10% de umidade, e o FS Úmido (WFS – Wet Fiber with Solubles), com 20% de proteína e 60% de umidade. Estes produtos são altamente produtivos nas dietas de ruminantes, oferecendo uma solução completa para confinamentos e sistemas intensivos de produção a pasto, reduzindo custos, simplificando a operação e aumentando a produtividade.
4. Gordura: Transformada em óleo de milho, uma excelente fonte de lipídios para dietas de aves e suínos, que também pode ser utilizada na produção de biodiesel.
A contribuição da FS vai além das fronteiras brasileiras. Além de reduzir custos e aumentar a produtividade interna, a empresa posiciona o Brasil como um fornecedor confiável de soluções sustentáveis no mercado internacional. Levar essas soluções para todo o mundo é a forma como o agronegócio brasileiro pode gerar um impacto positivo significativo, promovendo a segurança energética e alimentando globalmente.
A FS atua na transição para um mundo mais sustentável através da economia circular e da utilização eficiente dos recursos naturais. Esse compromisso já é uma realidade impulsionada pelo investimento da empresa em tecnologia de ponta, mas não para por aqui.
Continuamos investindo em inovação e tecnologia para expandir suas capacidades produtivas e fortalecer sua posição no mercado. Com um compromisso firme em enfrentar os desafios do futuro, a empresa está preparada para desempenhar um papel crucial na segurança energética e alimentar global, reafirmando seu papel como líder na busca por um mundo mais sustentável.n




São 3.551 mil artigos, sobre 175 diferentes temas, escritos com exclusividade pelas maiores autoridades dos assuntos no país.
Você tem 2 formas para ler as revistas:
1. Pela edição Digital, folheando as páginas como em uma antiga revista. Nesta opção você pode fazer o download da edição inteira, para ler quando estiver off-line, ou
2. Por texto corrido, lendo os artigos individualmente com livre acesso aos textos e imagens, nos 7 idiomas disponíveis.
agronegócio brasileiro.









Editora WDS Ltda e Editora VRDS Brasil Ltda: Rua Dr. Benjamin Anderson Stauffer, 901 - Cj 41 - 14021-617Ribeirão Preto, SP, Brasil - +55 16 99777-7654 - e-Mail Geral: Opinioes@RevistaOpinioes.com.br • Editor-chefe e Diretor de Operações: William Domingues de SouzaWDS@RevistaOpinioes.com.br - Whats App: +55 16 99777-7799
•Coordenadora de Marketing: Valdirene Ribeiro Souza VRDS@RevistaOpinioes.com.br - Fone: 16 99773-220016 3207-0007 - •Vendas Operacionais: Priscila Boniceli de Souza Rolo - pboniceli@gmail.com - Fone: 16 99132-9231
•Jornalista Responsável: William Domingues de SouzaMTb35088 -jornalismo@RevistaOpinioes.com.br •Projetos Futuros: Julia Boniceli Rolo - JuliaBR@RevistaOpinioes.com.br 16 2604-2006- • Projetos Avançados: Luisa Boniceli Rolo - LuisaBR@RevistaOpinioes.com.br -16 2304-2012•Correspondente na Europa (Augsburg Alemanha): Sonia Liepold-Mai - Fone: +49 821 48-7507 - sl-mai@T-online.de •Copydesk Portugal: Katja Augusto: +351 91385-6862katja.augusto@gmail.com - •Edição Fotográfica: Priscila Boniceli de Souza Rolo - Fone: 16 99132-9231 - pboniceli@ gmail.com •Artigos: Os artigos refletem individualmente as opiniões pessoais sob a responsabilidade de seus próprios autores •Foto da Capa: Acervo Boeing •Foto da página do Índice: Acervo Atvos •Foto do Expediente: Acervo BP-Bunge •Fotos dos Articulistas: Acervo Pessoal dos Articulistas e de seus fotógrafos pessoais ou corporativos •Foto da próxima edição sucroenergética: acervo Revista Opiniões •Foto da próxima edição Florestal: acervo Revista Opiniões •Fotos de Ilustrações: Paulo Alfafin Fotografia - 19 34222502 - 19 98111-8887- paulo@pauloaltafin.com.br • Ary Diesendruck Photografer - 11 3814-4644 - 11 99604-5244 - ad@arydiesendruck.com.br • Tadeu Fessel Fotografias11 3262-2360 - 11 95606-9777 - tadeu.fessel@gmail.com • Mailson Pignata - mailson@aresproducoes.com.br - fone: 16 99213-2105 • Acervo Revista Opiniões e dos específicos articulistas •Expedição Revista Digital: 35.330 •Revista Digital: Cadastre-se no Site da Revista Opiniões através do serviço de Fale Conosco e receba as edições diretamente em seu computador ou celular •Portal: Estão disponíveis em nosso Site todos os artigos, de todos os articulistas, de todas as edições, de todas as divisões das publicações da Editora WDS, desde os seus respectivos lançamentos, com livre possibilidade para donwload •Idiomas da Revista Opiniões: Original em Português e traduzido por Inteligência Artificial para Espanhol, Inglês, Francês, Árabe, Chines Simplificado e Hindi •Auditoria de Veiculação e de Sistemas de controle: Liberada aos anunciantes a qualquer hora ou dia, sem prévio aviso, através de visita virtual • Home-Page: www.RevistaOpinioes.com.br
Revista Opiniões Ásia-Índia: Marcelo Gonçalez, Business Researcher: +55 84 99192-4699 • Eliete Aparecida Alvez Gonçalez, Marketing Researcher: + 55 84 99168-6152 • Gabrielle Gonçalez, Chief Editor Assistant: +55 84 99168-9702
ISSN - International Standard Serial Number: 2177-6504
Conselho Editorial da Revista Opiniões:
Divisão Florestal: • Amantino Ramos de Freitas • Antonio Paulo Mendes Galvão • Augusto Praxedes Neto • Caio Eduardo Zanardo • Celso Edmundo Bochetti Foelkel • Eduardo Mello
• Edimar de Melo Cardoso • Fernando Campos Passos • João Fernando Borges • Joésio Deoclécio Pierin Siqueira • José Ricardo Paraiso Ferraz • Luiz Ernesto George Barrichelo • Maria José Brito Zakia • Mario Sant'Anna Junior • Mauro Quirino • Mauro Valdir Schumacher • Moacyr Fantini • Moacir José Sales Medrado • Nelson Barboza Leite • Roosevelt de Paula Almado • Sebastião Renato Valverde • Walter de Paula Lima
Divisão Sucroenergética: • Eduardo Pereira de Carvalho • Evaristo Eduardo de Miranda • Jaime Finguerut • Jairo Menesis Balbo • José Geraldo Eugênio de França • Julio Maria M. Borges • Luiz Carlos Corrêa Carvalho, Caio • Manoel Vicente Fernandes Bertone • Marcos Guimarães Andrade Landell • Marcos Silveira Bernardes • Martinho Seiiti Ono • Nilson Zaramella Boeta • Paulo Adalberto Zanetti • Pedro Robério de Melo Nogueira • Plinio Mário Nastari • Raffaella Rossetto • Tadeu Luiz Colucci de Andrade
plataforma digital multimídia da Revista Opiniões