


































(888) 326-1476 • vandergraaf.com/PF SSV Drum Motors Reduce Water and Time for Washdown by 50% Visit Booth C11961 DECEMBER 2022






































































Learn more at vandergraaf.com/PF Opportunities Available: Sales Personnel • Sales Representatives • Resellers Apply at: vandergraaf.com/jobs • (888) 326-1476
drive
maintenance,
maintenance costs
throughput.
conveyor belts
saving water
Reduce Water and Time for Washdown by 50% SSV Drum Motors Visit Booth C11961
All
components are enclosed iside the drum and designed for 80,000 hours of continuous operation before
reducing operational and
while increasing
SSV Drum Motors drive modular
without using sprockets,
and time for washdown by 50%.




December 2022 The Case for Digital Transformation Plastic Packaging Might Not Be So Bad, After All How to Choose a Conveyor for Dry Processing TECHNOLOGY SHINES AT SUGARLANDS DISTILLING
GUARANTEED SOLUTIONS
Convey To Your Specific Bulk Material Conveying Problem
•Convey free-flowing and difficult-to-handle materials that pack, cake, seize or smear
•Prevent separation of blends
•Convey short to medium distances
•Conveyor routing at any angle, through small holes in walls or ceilings
•Only one moving part contacts material
•Fast disassembly, thorough cleaning
•Stationary or mobile units, including tilt-down models
•Economical to purchase, install, operate and maintain
•Single or multiple discharge points
•Minimal power usage
•3-A and USDA compliant or industrial models


Convey
•Slide fragile materials gently through smooth stainless steel tubing using low-friction polymer discs attached to stainless or polymer-coated stainless cable
•Prevent separation of blends
•Short to long distances
•Durable discs in 4 and 6 in. (100 and 150 mm) diameters
•Available CIP accessories
•Single or multiple inlets/outlets can be removed/relocated and the cable-disc circuit lengthened/shortened/re-routed
•Minimal power usage
•Evacuates material, minimizing waste and cleaning time
Convey
•Single-point “up-and-in” installations to crossplant systems with multiple pick-up and discharge points and automated controls
•Positive pressure and vacuum dilute phase systems complete with blowers, rotary airlock valves, pick-up adapters, filter receivers, cyclones, fill/pass valves, wands and weigh batching controls

•Short to long distances
•Wide capacity range—feed small packaging lines to silos and railcars


•Single or multiple inlet and discharge points

See the full range of fast-payback equipment at flexicon.com: Flexible Screw Conveyors, Tubular Cable Conveyors, Pneumatic Conveying Systems, Bulk Bag Unloaders, Bulk Bag Conditioners, Bulk Bag Fillers, Bag Dump Stations, Drum/Box/Container Dumpers, Weigh Batching and Blending Systems, and Automated Plant-Wide Bulk Handling Systems KK-0772
USA sales@flexicon.com 1 888 FLEXICON ©2022 Flexicon Corporation. Flexicon Corporation has registrations and pending applications for the trademark FLEXICON throughout the world. *See complete Guarantee for details.
Flexible Screw Conveyors FLEXI-DISC® Tubular Cable Conveyors PNEUMATI-CON® Pneumatic Conveying Systems
UK AUSTRALIA SOUTH AFRICA SPAIN FRANCE GERMANY SINGAPORE INDONESIA MALAYSIA +44 (0)1227 374710 +61 (0)7 3879 4180 +27 (0)41 453 1871 +34 930 020 509 +33 (0)7 61 36 56 12 +49 173 900 78 76 +65 6778 9225 +62 81 1103 2400 +60 10 282 2400 FLEXICON®
free- and non-free-flowing bulk materials at low cost
fragile bulk foods and non-foods gently
•Total evacuation of supply vessel and the conveyor line for accurate weighments, minimal waste and easy cleaning free-flowing materials short to long distances Stand-alone units to weigh batching configurations to automated plant-wide systems backed by Flexicon’s Lifetime Performance Guarantee*
legendary CookStar oven cooks fast and with precision, maximizing yields up to a further 3-5%*. The result: perfectly succulent chicken that both the bottom line and consumers will love!


* Based on in-house comparative tests and field-test results.

Interested in discovering more? Meet GEA at IPPE, Atlanta, Booth C11767 or scan the QR code below.

gea.com/contact
Challenge Accepted: Protein Alternatives


From small to large dices, shreds, and further reductions, Urschel manufactures rugged, high-speed, precision cutting equipment to overcome processing challenges.




Urschel heavy-duty, aggressive cutting parts are engineered to overcome traditionally more difficult applications. Contact Urschel to discover the ideal reduction method for your line.



Heavy-duty parts handle difficult-to-cut products.





The Global Leader in Food Cutting Technology


































Set up a free test-cut of your product. www.urschel.com



® Urschel, Urschel logo symbol, and The Global Leader in Food Cutting Technology are registered trademarks of Urschel Laboratories, Inc. U.S.A.
#1 Best selling provider of industrial cutting machinery throughout the world.






THE COVER Automation Shines at Sugarlands Distilling Automated processes provide operational e ciency for the growth experienced by this producer of moonshine and other alcoholic beverages. The greenfield project contains the country’s largest distilling pot and wins a Manufacturing Innovation Award from ProFood World www.profoodworld.com | December 2022 | PROFOOD WORLD 3
16 OpX Intel: The Case for Digital Transformation It’s important to think not only about how automation can improve productivity, but also how digital transformation can improve KPIs throughout the operations. 34 Tech Today: Plant Renovation Brings Promises and Pitfalls To move beyond capacity shortcomings, a renovation of your facility might be in order. Engineering firms discuss the best ways to get around some of the challenges you might face along the way. DRY PROCESSING SOLUTIONS 41 Back to Basics: How to Choose a Conveyor for Dry Processing Figuring out which conveying system is right for your application can help handle materials correctly today and through future growth. 45 New Products DEPARTMENTS 6 From the Editor A Few Book Suggestions: On Puns and Bourbon 9 In the News Emerging Brands Summit Aims to Serve Needs of Start-up CPGs Top Trends Driving Food and Bev PACK EXPO Attendance Surpasses Last Edition PACK EXPO Southeast Debuts Spring 2025 in Atlanta 21 Packaging Technology Plastic Packaging Might Not Be So Bad, After All Smirno Recycling Program Targets Chicago Glass Bottles 49 Plant Floor Products 56 Case Study: McEntire Produce Graphite Bearings Ensure Food Safety for Fresh Produce 58 Case Study: Fairytale Brownies Automated Conveyor System Is a Dream Come True 63 Point of View: Food Safety Make Sure Food Safety Includes Critical Recall Training CONTENTS DECEMBER 2022 56 34 24
ON
FEATURES
EDITORIAL
EDITOR-IN-CHIEF AARON HAND 312/488-3392 ahand@pmmimediagroup.com
SENIOR EDITOR MICHAEL COSTA mcosta@pmmimediagroup.com
NEW PRODUCTS EDITOR MORGAN SMITH msmith@pmmimediagroup.com
SENIOR DIRECTOR, CONTENT & BRAND GROWTH MIKE PROKOPEAK
CONTRIBUTING EDITORS
MELISSA GRIFFEN, HANK HOGAN, JEANNE SCHWEDER, STEPHEN PERRY, STEPHEN SCHLEGEL, JEFFREY BARACH
BUSINESS STAFF
PUBLISHER PATRICK YOUNG 610/251-2579 pyoung@pmmimediagroup.com
BRAND OPERATIONS MANAGER CLAUDIA SMITH 312/222-1345 csmith@pmmimediagroup.com
ART
CREATIVE DIRECTOR DAVID BACHO ART DIRECTOR KATHY TRAVIS
AUDIENCE AND TECHNOLOGY
SENIOR DIRECTOR, DIGITAL AND DATA ELIZABETH KACHORIS DIRECTOR, DIGITAL MEDIA JEN KREPELKA
SENIOR DATA ANALYST LAUREN SANZ
PUBLISHING
PRESIDENT, PMMI MEDIA GROUP DAVID NEWCORN PUBLISHER PATRICK YOUNG
DIRECTOR, EMERGING BRANDS COMMUNITY KIM OVERSTREET DIRECTOR, MARKETING SHARON TAYLOR SENIOR MARKETING MANAGER AMBER MILLER FINANCIAL SERVICES MANAGER JANET FABIANO FOUNDING PARTNER AND EXECUTIVE VICE PRESIDENT, INDUSTRY OUTREACH, PMMI JOSEPH ANGEL
ADVERTISING
PRODUCTION MANAGER GEORGE SHURTLEFF
SENIOR DIRECTOR, CLIENT SUCCESS AND MEDIA OPERATIONS KELLY GREEBY
ADVERTISING SALES
PUBLISHER PATRICK YOUNG pyoung@pmmimediagroup.com • 610/251-2579
CONNECT WITH US
@ProFoodWorld
@ProFoodWorld www.linkedin.com/ showcase/profoodworld @ProFoodWorld
REGIONAL SALES MANAGER BRIAN J. GRONOWSKI bgronowski@pmmimediagroup.com • 440/564-5920
REGIONAL SALES MANAGER DANIEL SMITH dsmith@pmmimediagroup.com • 312/205-7935
VICE PRESIDENT, SALES WENDY SAWTELL wsawtell@pmmimediagroup.com • 847/784-0520
REGIONAL MANAGER LEO GUENTHER guenther@packworld.com • 904/377-7865
REGIONAL MANAGER JIM POWERS jpowers@automationworld.com • 312/925-7793
REGIONAL MANAGER CHRISTINE J. SMALLWOOD csmallwood@pmmimediagroup.com • 770/664-4600
ACCOUNT MANAGER JAKE BROCK jbrock@pmmimediagroup.com • 312/205-7903
PUBLISHER, AUTOMATION WORLD KURT BELISLE kbelisle@pmmimediagroup.com • 815/549-1034
PUBLISHER, HEALTHCARE PACKAGING LIZ TIERNEY tierney@packworld.com • 815/861-2992
ProFood World • PMMI Media Group 401 N. Michigan Ave., Suite 1700, Chicago, IL 60611
Phone: 312/222-1010 • Fax: 312/222-1310 Email: info@pmmimediagroup.com • Web: www.profoodworld.com
PMMI, The Association for Packaging and Processing Technologies 12930 Worldgate Drive, Suite 200, Herndon, VA 20170 Phone: 571/612-3200 • Fax: 703/243-8556 • Web: www.pmmi.org
Sta at PMMI Media Group can be contacted at info@pmmimediagroup.com.
ProFood World ISSN 2476-0676
4 PROFOOD WORLD | December 2022 | www.profoodworld.com



v yda s r v xiLid is pr -in-class blo o cr a o maximiz ood pr v x v ch y ging r s. xiLid x
A Few Book Suggestions: On Puns and Bourbon
No, not puns about bourbon, thankfully, but a few di erent books for possible gifting this holiday season.
With the holiday season upon us, I thought it might be a good time to talk about a few new books that could make good gifts for some of those food and beverage folks in your life.
National Pun Day was back in May but, as a dad, I know that every day is National Pun Day. So, for the pun lover in your life, look no further than Don’t Worry Be Ha-PEA—a book of visual food puns. The book comes from Marie Saba, a cookbook author who has taken her culinary puns onto social media and now into book form.

The cleverly photographed foods range from the romantic (“I love you from my head TOMATOES”) to celebrities (“OKRA Winfrey”) to tourist attractions (“APPLEachian Trail”). A couple of my favorites: “ROMAINE calm” and “Everything happens for a RAISIN.” You get the idea…
And now for something completely di erent...
It’s no secret how popular bourbon has become—to the point where producers are struggling to keep up with demand. Since Flottweg let me join its employees on tours (and tastings) of a few of their distillery customers in Kentucky early in the year, I’ve been a big fan myself. So I perked up when a couple announcements from University Press of Kentucky crossed my desk about new books jumping on the bourbon bandwagon.
Bourbon 101, by Albert W.A. Schmid, provides an entry point into the history and culture of the spirit. It’s a crash course in all things bourbon—history, production, cultural identity, a guide to tasting, and more. A chef and culinary instructor, Schmid has a passion for bourbon that comes through. His passion for teaching comes through as well.

In his book Making Bourbon, Karl Raitz comes at the topic from a geographer’s point of view. Bourbon distilling is an industry steeped in tradition, and Raitz shows how the geography, culture, and ecology of the Bluegrass State have a ected it. It is more of a textbook—with heft—but nonetheless a very interesting read.

EDITORIAL ADVISORY BOARD

CHRISTINE BENSE
CHIEF SUPPLY CHAIN OFFICER Turkey Hill




GREG FLICKINGER CHIEF OPERATING OFFICER Nobell Foods

JOHN HILKER
FORMER DIRECTOR OF MANUFACTURING Blommer Chocolate Company
VINCE NASTI VP, OPERATIONS Nation Pizza & Foods
JIM PRUNESTI VP, ENGINEERING Conagra Brands
LISA RATHBURN VP, ENGINEERING T. Marzetti
MARK SHAYE VP, ENGINEERING Ken’s Foods
TONY VANDENOEVER
FORMER DIRECTOR, SUPPLY CHAIN ENGINEERING PepsiCo

DIANE WOLF
FORMER VP OF ENGINEERING AND OPERATIONS Kraft Foods
BROOKE WYNN
SENIOR DIRECTOR OF SUSTAINABILITY Smithfield Foods
JOE ZEMBAS DIRECTOR, ENGINEERING AND TECHNICAL SERVICES The J.M. Smucker Company
ahand@pmmimediagroup.com
AARON HAND | EDITOR-IN-CHIEF FROM THE EDITOR
6 PROFOOD WORLD | December 2022 | www.profoodworld.com
BLENDERS HANDLE POWDERS TO PASTES
MUNSON® Ribbon, Paddle and Plow Blenders force agitators through stationary materials, imparting shear needed to reduce agglomerates and blend pastes and slurries. Choose from basic, low cost industrial units to state-ofthe-art designs of 304/316 stainless with heating/ cooling jackets, liquid spray additions, high-speed choppers/intensi ers, and nishes to USDA Dairy and other standards. Extreme vessel rigidity allows tight agitator-to-vessel wall tolerances, resulting in a minimum “heel” of residual following discharge. Heavy- and extra-heavy-duty batch and continuous models in capacities from 1 to 1,150 cu ft (.03 to 32 m3).

VEE-CONE BLENDERS SANITIZE ULTRA-FAST,

THOROUGHLY
MUNSON® Vee-Cone
Blenders feature smooth internal surfaces free of baf es, shafts and bearings, allowing unobstructed material ow, plus complete discharge through a gate valve for rapid cleaning or sanitizing of the easy-access interior. Uniform blends are typically achieved in 5 to 15 minutes with equal ef ciency at ll volumes from 100% to 25% of capacity. Ideal for dry and granular materials, these blenders provide a tumbling action that is gentler than machines that force agitators through stationary material. Options include spray bars for liquid additions, Clean-In-Place (CIP) systems, abrasion-resistant steel construction, ASME-coded jackets and weigh batching accessories.
FLUIDIZED BED MIXERS BLEND ULTRA-FAST, GENTLY


Unlike Ribbon and Paddle Blenders with a single agitator shaft, MUNSON® Fluidized Bed Mixers feature two shafts with paddles that counter-rotate at higher speeds to uidize material, achieving homogeneous blends in 10 seconds to 2 minutes. Low shear forces minimize friction with little or no degradation and insigni cant heat generation of <0.6°F (1°C). Drop-bottom gates provide rapid discharge with no segregation and minimal residual. Ideal for short cycles and gentle handling of low- to medium-density powders and fragile akes ≤50 lbs/ft3 (≤800 kg/m3) with or without liquid additions. Capacities from 0.21 to 283 cu ft (6 L to 8 m3).


LUMP BREAKERS REDUCE AGGLOMERATES, FRIABLE MATERIALS
Remove lumps and agglomerates from bulk foods, pharmaceuticals and chemicals, or break down glass and other friable materials. Dual rotors with three-point, single-piece breaking heads rotate with minimum clearance inside a curved, perforated bedscreen. On-size material exits through bedscreen apertures from 1/32 to 2-1/2 in. (0.8 to 63.5 mm) in diameter. The low pro le design ts tight spaces between upstream and downstream process equipment, while sideremoval bedscreens allow fast, in-place sanitizing. Square or rectangular inlets range from 15 to 48 in. (38 to 122 cm) in width—classifying screen apertures from 1/32 to 2-1/2 in. (0.8 to 63.5 mm) in diameter.
PIN MILLS REDUCE FRIABLE SOLIDS IN

SIZE RANGES
Also known as Centrifugal Impact Mills, these MUNSON® machines deliver coarse to ne grinding of friable powders, akes and granules into controlled particle sizes at high rates per HP/kW. High-speed rotation of the inner disc creates centrifugal force that accelerates bulk material entering the central inlet of the opposing stationary disc. As material travels from the center
RIBBON/PADDLE/PLOW
CONTROLLED
particle
distribution obtained by
the rotor
WORLD’S FASTEST BLENDING AND CLEAN UP +1-315-797-0090 USA: 1-800-944-6644 INFO@MUNSONMACHINERY.COM MUNSONMACHINERY.COM No other bulk solids mixer delivers this unique combination of bene ts: n 100% Uniform blending and/or liquid additions to 1 ppm in 2-1/2 minutes n Total discharge with no segregation n Ultra-gentle tumbling action (versus blades forced through batch) n Ultra-low energy usage n Equal ef ciency from 100% to 15% of capacity n Unlike other rotary mixers: – No internal shaft or seals contacting material Every internal surface accessible Signi cantly faster washdown Seal changes 10x to 20x faster ROTARY BATCH MIXER Fast yet gentle 4-way mixing action: fold/tumble/cut/turn ©2022 Munson Machinery Co., Inc. MUNSON® is a registered trademark of Munson Machinery Co., Inc. KK-0773
to the periphery of the discs at high speed, it passes through a path of ve intermeshing rows of rotating and stationary pins, with the desired tight
size
controlling
speed.







YOUR RECIPE AUTOMATED TO PERFECTION �# /# -�$/њ.�./*-$)"я�.$ȅ�$)"я�( / -$)"я�2 $"#$)"�*-� /-�).! --$)"я��#$�&��./ 1 �$.�4*0-��*(+' / �$)"- �$ )/� �0/*(�/$*)��)��ᢕ�*0-�- �'�$(�.4./ (.�+-*1$� -ю� shickesteve.com | @shickesteve
IN THE
Emerging Brands Summit Aims to Serve Needs of Start-up CPGs
 MIKE PROKOPEAK SENIOR DIRECTOR OF CONTENT AND BRAND GROWTH, PMMI MEDIA GROUP
MIKE PROKOPEAK SENIOR DIRECTOR OF CONTENT AND BRAND GROWTH, PMMI MEDIA GROUP

FOR MANY ENTREPRENEURS , the idea is the easy part. Whether it comes via a flash of inspiration or is the product of years of dedication to a craft, the product idea is why they jump out of bed in the morning ready to go.
Taking that idea and then building a business that can scale is where it gets hard. That’s where emerging brands can lose focus and get lost in the multitude of tasks required to be successful.
“It’s just endless,” said Cathy Bacon, owner of Freedom Foods, a Randolph, Vt., co-packing company, during the opening panel discussion at the Emerging Brands Summit that took place during this year’s PACK EXPO International in Chicago.
The summit, a daylong series of educational sessions and networking opportunities, also served as the public debut for the Emerging Brands Alliance, a new online community for founders of start-up consumer packaged goods companies launched by PMMI Media Group, the publisher of ProFood World and sister brands Packaging World and Healthcare Packaging. The alliance provides a forum where brand owners can access
Bimbo Investing Over $600 Million to Build 2 U.S. Facilities
Bimbo Bakeries USA is spending $430 million on a new Zanesville, Ohio, production facility, while Grupo Bimbo is investing over $200 million to build a site in Valdosta, Ga.

Utz Brands Names Howard Friedman as CEO
Utz Brands has announced Howard Friedman, currently COO of Post Holdings, will join the company as CEO and serve as a member of the Utz Board, e ective Dec. 15.
USDA Proposes Regulatory Framework to Reduce Salmonella
The USDA Food Safety and Inspection Service has released a proposed regulatory framework for a new strategy to control salmonella contamination in poultry products.
Kerry Launches Food Waste Estimator
The free tool enables food manufacturers to determine the financial and environmental impact they can have, while tackling food security and reducing global food waste, by using shelf-life extension technology across their portfolios.
U.S. Department of Labor Seeks to Protect Food Processing Workers
Due to significantly higher injury rates among food production workers in Illinois and Ohio, OSHA has begun an initial outreach phase of a Local Emphasis Program at over 1,400 manufacturing facilities in the two states.

NEWS
www.profoodworld.com | December 2022 | PROFOOD WORLD 9
Co-manufacturers and co-packers explain how start-ups can best work with them during the opening panel discussion at the Emerging Brands Summit.
PHOTO COURTESY OF PMMI
educational content, network with one another, and access resources, including an online supplier directory.
“Now more than ever, brands need support and adequate resources to keep up with the rapidly growing demands they are facing,” said Kim Overstreet, director of the Emerging Brands Alliance.
Co-manufacturers and co-packers can help
One place that many emerging brands stumble is in manufacturing and packaging their products. It can be fiendishly complicated, extremely capitalintensive and, perhaps more importantly, can pull founders away from focusing on the fundamental work of marketing and branding their product.
That’s where co-manufacturers and co-pack agers can help fill the gap by providing start-up consumer packaged goods (CPG) companies with a production facility for hire. Co-manufacturing and co-packing use third parties to manufacture and package a product. It’s a way for emerging brands to speed their time to market, reduce their cost, and remove a level of risk from the capital equation. Working with a co-manufacturer allows businesses to put their resources into building their market and brand, not in figuring out how to manufacture it.
Emerging Brands Grant Recipients Named
Three start-up CPGs were awarded an Emerging Brands Grant during the Emerging Brand Summit at PACK EXPO International.
The winners are:
• Crave Natural LLC (Yishi Foods)
• Healthy Oceans Pescavore
• Sarilla
The grant program is designed to help growing CPG companies scale their operations by provid ing funds for operational expenses. Grants can be used to enable a variety of projects and resources, such as prototype creation, market research, legal and consultant services, creation of pitch materials for investors, exhibiting fees, custom packaging for e-commerce, and more.
To be eligible for a grant, applicants must produce and distribute a packaged consumer product in the U.S. and/or Canada and have annual revenues of at least $100,000 but not more than $20 million.
There were 51 grant finalists for the 2022 award.
“I can say, without fail, those companies that build their own facility are out of business,” Bacon said. That’s not to say that co-manufacturers are a panacea for the growing pains a start-up company can face. Relationships are key to a successful CPG/co-manufacturing partnership.
Focus on relationships in co-manufacturing and co-packaging
Co-manufacturers and co-packagers are busy, warned panel moderator Carl Melville, consultant and managing partner at The Melville Group. That’s why it’s especially important that emerging brands do their homework before approaching them to avoid wasting their time.
Be clear about your goals and what you need, said DeAnn Devenney, director of sales and marketing at Elkhart, Ind.-based Maverick Packaging. If the co-manufacturer feels like they have to do a lot of handholding, then it’s not going to be a great fit. That’s not to say that brands need to have all the answers; rather, they should have a clear idea of how they envision a co-man or copacker can fit into their business plan.
“The more information you bring to the table when you first start talking to co-mans, the better that opportunity is going to look,” Devenney said. “As much as you can bring to the table, that’s going to help build a relationship out of the gate.”
Transparency is key to building a successful relationship
From there, it’s just like any relationship. It takes continued e ort from both parties to deliver results.
“If you are growing your brand, everyone has to roll their sleeves up,” Bacon said. “Be prepared to work. Just because you’re handing it o to a copacker doesn’t mean you’re walking away from it.” Transparency, honesty, and communication are essential. Not only can they help work through the inevitable challenges that arise, but they can also be the source of new ideas, said Leslie Dahlin, director of finance at GreenSeed Contract Packaging. Test days and onboarding processes are a great place to work through problems and build relationships.
“Really getting to know the people you’re working with is key,” she said.
It comes down to sharing your goals and objectives, so your co-man or co-packer can get on board with where you’re trying to go.
“The co-packing relationship is personal,” Bacon said. “If you grow, we grow. We all grow together.”
10 PROFOOD WORLD | December 2022 | www.profoodworld.com IN THE NEWS
The FPS Spiral Immersion System (SIS)

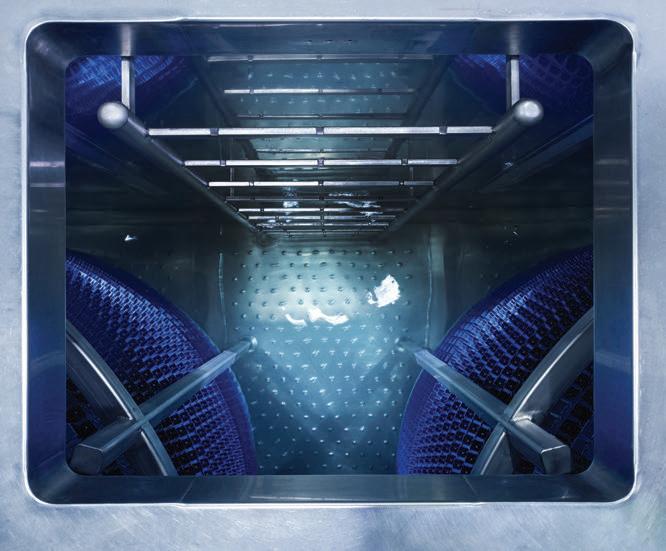
is a GAME CHANGER







The Spiral Immersion System (SIS) is a revolutionary new patented food processing platform for chilling, freezing, pasteurizing, cooking, and sous vide processing of food products. The SISis a spiral conveyor in a tank of liquid, usually water or brine, that is faster, cheaper, produces a better-quality food product, produces a safer food product and takes up less space than processing in air.

The Science Behind the SISis That Heat is Transferred 25 Times Faster in Water. + more at fpscorp.ca
TM TM
TM TM
The Top Trends Driving Food and Beverage
AARON HAND | EDITOR-IN-CHIEF
INNOVA MARKET INSIGHTS has taken its annual
dive into the key trends driving consumer behavior in the food and beverage industry. Though some themes might repeat from year to year, there are several trends veering increasingly toward health, sustainability, and digital media.
In the climate we’ve been in lately, it’s not necessarily an easy market to figure out, notes Lu Ann Williams, co-founder and global insights director for the Netherlands-based market research firm. “We’re coming after two very di cult years,” she says. “This year may be even more di cult than previous years to figure out what’s coming.”
1 2 4 3
Rede ning value
We’ve seen it plenty of times, and Innova has found it to be true in its examination of the food and bever age industry. “What consumers value is not neces sarily what they’re paying more for,” Williams says.
So where are consumers willing to draw the line? Innova found that the top answers were fresh products, locally produced products, and functional ingredients that boost physical health.
Affordable nutrition
Consumers are certainly seeing the e ects of inflation when they visit their local grocery stores. It’s not easy to get the right kind of nourishment at the right price, making a ordable nutrition an untapped opportunity, according to Williams. Data shows a big swing upwards in undernourishment, even in richer parts of the world.
Generational push
Though there are regional di erences in what consumers want, di erences show up more generationally. “Younger consumers are saying, ‘Companies should be listening to us,’” Williams says. “The big takeaway is that there’s a new era of two-way conversation between consumers and branded manufacturers.”
Plant-based: Unlocking a new narrative
This is the sixth or seventh year that Innova has list ed plant-based among its Top 10 trends, Williams notes. Though the growth has been slowing in this market, she is still very positive about its prospects. Improved flavor and texture will go a long way to convincing consumers that this is the right direction, but Gen Z is already more on board than their elders.
10 9 8 7 6 5
Farming the future
New farming systems are improving quality and sustainability, and are leading to a renewed consumer interest in their food sources. There’s been a lot more communication around things like regenerative agriculture, plant breeding, vertical farming, and other systems, Williams says.
Quick quality
“Convenience and finding products that fit into our busy lifestyle have been popular for a long time,” Williams says. “But now it has to bring health benefits as well.”
When asked about what they’re looking for in meal kits, cost, freshness, and health aspects all factored high—convenience, less than it used to.
Devouring digital
Brands are starting to embrace the full potential of consumer connections by enhancing real life with digital experiences, Williams notes. “You can’t ignore the impact of digital media for what’s happening in food,” she says. “Digital technologies are driving changes in personal nutrition.”
Revenge spending
Consumers are facing very high prices for every thing, and many of them have limited budgets, making food in some cases a luxury. The flip side of that is that consumers are showing a huge interest in limited edition items that feel like an indulgence. “It can be a really quick win,” Williams advises. “Little luxuries that bring you quick pleasure.”
Unpuzzle health
There’s been a growing level of conversation around labeling on products, an opportunity for brands to educate and deliver on health.
“Nothing drives a trend faster than a government,” Williams says. “Governments will try to encourage food companies to do better here.”
Positively imperfect
Brands need to embrace the fact that they’re not perfect and be open about the challenges they’re facing in trying to address sustainability, health, and other hot topics. “Consumers feel more involved when a brand is honest about it,” Williams says.
IN THE NEWS 12 PROFOOD WORLD | December 2022 | www.profoodworld.com
PACK EXPO International Attendance Surpasses Last Edition
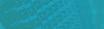
BACK AFTER FOUR YEARS , the industry came together in a big way at PACK EXPO International, Oct. 23-26. The show convened over 44,000 attendees, surpassing the 2018 event. With 2,200 exhibitors showcasing groundbreaking packaging and processing innovations over 1.2 million net square feet at McCormick Place in Chicago, PACK EXPO International was the only time the entire industry came together this year.
The show opened its doors with the industry ready to do business after years of consistent growth, reported show owner and producer PMMI, The Association for Packaging and Processing Technologies. In 2019, the market for packaging machinery was $10.8 billion. This year, the industry broke the $15 bil lion mark, a growth of nearly 40%, according to PMMI’s State of the Industry U.S. Packaging Machinery report.
“The success of PACK EXPO is a testament to our industry’s continued growth as well as PMMI’s commitment to bringing the industry together to share cutting-edge innovations,” says Jim Pittas, president and CEO, PMMI. “No other event this year showcased so many end-to-end solutions, o ering attendees everything they need to compete in a changing marketplace.”
Industry growth translated into buyers coming in significant numbers, ready to see the latest packag ing materials as well as technology in action.
“The show is very well attended. The end user base was eager to come back and see equipment in person,” says Je Kaplan, vice president of integrated systems for Hamrick Packaging Systems. “For our industry, the economy looks like it will be robust in 2023. Customers are acting on buying automation and not just talking about it.”
Improving operations, reaching sustainability goals, and checking out new innovations are just a few of drivers that brought consumer packaged goods (CPG) and life sciences companies to PACK EXPO International.
“We come to PACK EXPO to discover ways to enhance our operations, especially from a sustainability standpoint, says Alexander Clarke, quality engineer for Bath & Body Works. “We are looking for sustainable equipment, options for recyclabil-
ity, and end-of-line customization.”
“I came to see the new solutions and what’s happened in the last few years. It’s great to travel to shows again and see the latest innovations. In particular, I noticed a lot of new equipment this year,” says Leroy Owens, research specialist, Proctor & Gamble.
The buzz on the show floor confirmed that exhibitors and attendees from companies of all sizes found a rewarding experience at the four-day event.
“We’re very happy to be back after four years. Monday was the best day at a tradeshow event ever,” says Mark Navin, vice president of sales for Spee-Dee Packaging Machinery. “Visitors at the booth had funded projects to discuss, and actual details for purchase.”
Sara M. Carrio, president of Pachitos Ice Cream, came to PACK EXPO International looking for critical solutions to improve her company’s operations. “We came to PACK EXPO to check out wrapping machinery, and we’ve already closed on about $30,000 worth of deals in our first day here.”
Jeremy Jones, global marketing director at Domino Amjet, prioritized PACK EXPO International as customers came ready to do business. “There were only genuine buyers with a project interest. PACK EXPO is back,” he says. “I’m from Europe, but the fact that I’ve flown to PACK EXPO in the U.S. shows the value of this event.”
www.profoodworld.com | December 2022 | PROFOOD WORLD 13
A new range of offerings
Answering the need to come together, network, and see advances, PACK EXPO International 2022 o ered more show features than ever before, bringing value to all market segments.
A record-breaking Packaging and Processing Women’s Leadership Network (PPWLN) breakfast brought together nearly 1,000 professionals to hear Dawn Hudson, former chief marketing o cer at the National Football League and former president and CEO of Pepsi Cola North America, talk about her experiences in the workforce.
Developing the future packaging and process ing workforce was a top priority at PACK EXPO International with the largest number of students in attendance in the history of the event. More than 1,500 students attended the show and participated in the opportunities to get students excited about careers in this industry. In addition to the presti gious Future Innovators Robotics Showcase, edu cational Amazing Packaging Race, and Students PACK the Expo programs, this year, six teams faced o in a new machine building PACK Challenge. With robust educational o erings, the focus
on developing our industry went beyond students. PACK EXPO International held more than 120 education sessions, beginning with the oneday Emerging Brands Summit, making its debut at the show. The education continued throughout the show on various on-floor stages, o ering educational sessions such as the Innovation Stage, Processing Innovation Stage, PACK to the Future stage, The Forum, and Reusable Packaging Learning Center.
Additionally, the PACK EXPO Association Partner Program connected attendees to leading associations from all segments of packaging and processing. This year’s program was the largest in PACK EXPO history with 50 partners.
“We would like to thank PMMI’s board of direc tors, our membership, exhibitors, and all attend ees who supported PACK EXPO International and made this show a tremendous success,” says Laura Thompson, vice president of trade shows for PMMI.
Next up in the PACK EXPO portfolio is EXPO PACK Guadalajara, June 13-15, 2023, followed by PACK EXPO Las Vegas, Sept. 11-13, 2023, at the Las Vegas Convention Center.
PACK EXPO Southeast Debuts Spring 2025 in Atlanta
PACK EXPO SOUTHEAST will debut spring 2025 in Atlanta (March 10-12, Georgia World Congress Center), bringing packag ing and processing machinery, materials, and technology all under one roof to a growing man ufacturing corridor.
The newest show in the PACK EXPO portfolio, produced by PMMI, The Association for Packaging and Processing Technologies, will o er solutions for more than 40 vertical markets to address the packaging and processing needs of southeast manufacturers.
“This show represents a big opportunity to bring the industry together in a region of the country that is not currently served by a trade show focused on packaging and processing,” says Jim Pittas, president and CEO, PMMI. “PACK EXPO Southeast in Atlanta is the perfect location to focus on targeted opportunities in this robust market, which is home to some of the top manufacturing industries in the region.”
Located within driving distance of key manu facturing cities and a mere two-hour flight from 80% of the U.S. population, PACK EXPO
Southeast will harness all the power of the PACK EXPO portfolio of trade shows, directed at the robust southeast market.
“PACK EXPO Southeast 2025 will provide a prime opportunity for exhibitors to reach a new, untapped customer base in this region,” says Laura Thompson, vice president, PMMI. “And attendees will have the chance to experience new kinds of machinery, materials, and other innovations live and in-person, while forging critical relationships with their peers and suppliers.”
As PACK EXPO East does for the northeast market, PACK EXPO Southeast will laser focus and target the southeast market and o er a depth and breadth of exhibits not provided by any other events in the region.
Request information and learn more at packexposoutheast.com, or contact Wendy Moore, PMMI trade show sales manager, at 571-612-3185 or sales@pmmi.org.
Exhibitor booth sales for PACK EXPO Southeast 2025 start in September 2023. Attendee registration will open during PACK EXPO International 2024.
14 PROFOOD WORLD | December 2022 | www.profoodworld.com IN THE NEWS
Blending Quality and Value
Ross builds the world’s finest Ribbon Blenders to support customers from Chicago to Shanghai. With five manufacturing plants in the U.S. alone, we can meet virtually any blending challenge, on any scale — and we can often deliver immediately from stock.
Engineered to exacting standards for applications from food to pharmaceuticals, in sizes from 1 to 500 cu.ft., Ross Ribbon Blenders also have the BEST prices anywhere. Complete control packages are available.




Imagine the Possibilities
Try our free online Knowledge Base & Product Selector web app at mixers.com/web-app



www.mixers.com • 1-800-243-ROSS
 STEPHEN M. PERRY, PH.D. | CO-FOUNDER + COACH, FSO INSTITUTE
Contributors: James Couch, Manufacturing Coach, FSO Institute | John Giles, Manufacturing Coach, FSO Institute
STEPHEN M. PERRY, PH.D. | CO-FOUNDER + COACH, FSO INSTITUTE
Contributors: James Couch, Manufacturing Coach, FSO Institute | John Giles, Manufacturing Coach, FSO Institute
Beyond Equipment Automation: The Case for Digital Transformation
It’s important to think not only about how automation can improve productivity, but also how digital transformation can improve KPIs throughout the operations.
WHEN THINKING ABOUT automation proj ects, it seems natural for most consumer product goods (CPG) manufacturers to think first about how equipment can improve a process, increase productivity, and reduce labor costs. After all, it’s easy to visualize how a few cobots can speed up end-of-line product packing and eliminate the need for several people performing the same task. But there’s another side to the automation equation that can yield significant productivity improvements as well: digital transformation (DX). Some recent data shows just how significant these improvements can be.
In its 2022 Global Food and Beverage Industry Trends report, International Data Corp. (IDC) revealed that companies adopting digital trans formation into their operations have seen a mea surable increase in productivity and profits (see “Food and Beverage Trends Through the Lens of Digital Transformation,” pfwgo.to/IDC). About three-quarters of the survey respondents have seen KPI improvements across all areas of the business (production, quality, supply chain, logistics, sales, e-commerce) as a result of their digital transforma tion initiatives, and an additional 45 to 55% expect to see even more improvements over the next 12 months. Companies investing early in digital trans formation are now reaping the benefits, IDC con cludes, and those still sitting on the fence are at a potential disadvantage.
Using the FSO Institute’s Automation Roadmap (see opposite)—especially the first two stops, Discovery (Where to Start?) and Feasibility Assessment (What to Do?)—we’ve asked FSO coaches and roadmap contributors John Giles (formerly Amway) and James Couch (formerly Smithfield Foods) to weigh in on the advantages of thinking beyond equipment to digital transformation in the early stages of automation projects.
FSO INSTITUTE: John, you’ve had some signi cant successes with collaborative robots (cobots). Did the “equipment rst” or “beyond equipment” think ing re ect your own experiences with these auto mation projects? How do/did you convince others to move in the direction of digital transformation and do/did you see the bene ts cited by IDC?
JOHN GILES: I think that, like many companies, our main driver for implementing cobots across our man ufacturing plants was driven by the labor shortage issues that we were facing at the time. The cobots were simply brought in as one way to help resolve our labor issues, which were brought on by very low unemployment creating a tough job market, com bined with a wave of retirees that was just starting to impact operations. Based on these factors, we knew we needed to get in front of the situation as much as possible, and cobots were one of the approaches to help mitigate our labor shortage issue.
One of the keys to success for our cobot deploy ment was the formation of a small, dedicated auto mation team that was composed of a mechanical engineer, a controls engineer, a maintenance tech nician, and a manufacturing technician. This created an initial group of experts that were able to quickly investigate potential applications and help prioritize the areas where the cobots would provide the most justification. Research and training were essential for these team members to help them be e ective and highly skilled. As the team progressed and started system installations, training line operators and maintenance sta became another essential deliverable for this team.
Applying DX for us was primarily focused on full production lines with dedicated equipment, includ ing conventional industrial robots. Many of our standalone cobot applications were not plugged
16 PROFOOD WORLD | December 2022 | www.profoodworld.com
OPX INTEL DIGITAL TRANSFORMATION
into our data systems to keep things simple and promote ease of use and setup. However, some of the slower lines did use dedicated cobots, primar ily for palletizing or case packing operations, and these were digitally monitored for all typical KPIs for that line. Like any of the other equipment on the line, we were able to monitor their performance and this information was used to verify that our original justifications for the cobots were valid.
To answer your question more directly, we were definitely motivated by “equipment first,” but realized that we could easily integrate the cobots into our traditional data systems in order to monitor and track their performance. For us, digital transformation was not originally a strong motivator or part of the justification used for these installations. However, once we became more familiar with their capabilities, we definitely realized the benefits of “plugging” these in and making them part of the data stream.
FSO INSTITUTE: James, you’ve been through numerous automation projects. What’s been your experience in the early stages (Discovery and Feasibility Assessment) of the FSO Automation Roadmap regarding the balance between equipment and digital transformation? Have you seen the kind of bene ts cited in the IDC ndings?















































JAMES COUCH: I believe that most food and bev erage companies struggle with implementing DX projects due to a lack of understanding about the process. As we all know too well, there are numer ous buzzwords out there today that confuse the end users and thus polarize the initiative.
The key to implementing a DX process is to keep it simple. It does not have to be complicated or expen sive, but it must bring value to the organization to be successful. You need a roadmap. I believe before any company takes on the initiative of DX, they should Think Big, start with the end in mind; Start Small, pick
www.profoodworld.com | December 2022 | PROFOOD WORLD 17
the process that will be easy to implement and supply a quick result; and Make the Process Scalable, ensure that your process is repeatable. Basic elements of a successful DX project start with strategy and leadership. This requires communication with stakeholders and a team-structured process. The organization is about to embark on a cul ture change that will change its way of working. This process will change how they operate and deliver value and will challenge the status quo.
The first significant stage of a DX process is the alignment process. Senior leadership must see the value the process will bring to the organization. In this post-pandemic era, everyone wants to automate their processes. There are five basic steps to implementing a successful DX process, starting with the dis covery phase. You should first understand where your organization resides relative to performance. Calculating the overall equip ment e ectiveness (OEE) on equipment or a production line is the best place to start. Once you have determined the best potential opportunity to implement your DX initiative, you will move to phase two, the feasibility study. This phase will show the associated cost and value the process will bring to the organization.
There are a few tools that should be considered as you begin the DX process and plan for your feasibility study. Do you have an existing manufacturing execution system (MES) that you will incorporate into this process? Do you plan to keep this data local, at the machine or line level only? How will you track and check perfor mance to your KPIs? How will you convey and communicate real-time performance to you sta ? Ultimately, what does success look like? All of this speaks to the Think Big segment. You will need a solid foundation for your program to be successful and build upon.

ABOUT THE OPX INTEL SERIES OF ARTICLES
PMMI’s OpX Leadership Network has produced more than 20 manufacturing processimprovement documents for CPGs and OEMs. The FSO Institute has facilitated the adoption and implementation of these documents, especially for food and beverage manufacturers. This series of articles shows how CPGs are using OpX and FSO documents to improve their overall manufacturing health and collaboration with OEMs and other suppliers. Learn more at www.opxleadershipnetwork.org and www.fsoinstitute.com.
™

18 PROFOOD WORLD | December 2022 | www.profoodworld.com OPX INTEL DIGITAL TRANSFORMATION STERLING SYSTEMS AND CONTROLS, INC. AUTOMATION, BATCHING & WEIGHING SPECIALISTS 815-625-0852 • sci@sterlingcontrols.com • sterlingcontrols.com Full custom solutions that are designed with your operational processes in mind. The technology and experience to increase efficiency and profits. IS YOUR PROCESS HURTING
Material Weighing/Batching Process Control/Automation VISIT US AT BOOTH 1735
PROFITS?


z 6LPSOL HG�ZDVK�WKURXJK�FRQVWUXFWLRQ z 2SHQ�VHFWLRQ�OHJ�IUDPHV z &OHDQ�LQ�SODFH z (DV\�WR�VDQLWL]H��FOHDQ�DQG�PDLQWDLQ z +LJK�GHQVLW\�EOXH�SODVWLF�FRPSRQHQWV z 1R�SODFH�IRU�EDFWHULD�DQG�DOOHUJHQV�WR�KLGH FLEX-TURN® CONVEYORS 7KH�K\JLHQLF�ZD\�WR�FRQYH\�DURXQG�FRUQHUV LADDER-FLEX® CONVEYORS 7KH�K\JLHQLF�ZD\�WR�VSUHDG��FRQYHUJH��GLYHUJH STRAIGHT CONVEYORS 'HVLJQHG�IRU�\RXU�DSSOLFDWLRQ FROM WIRE BELT COMPANY ENHANCED HYGIENIC CONVEYORS LADDER-FLEX® CONVEYOR ����+DUYH\�5RDG��/RQGRQGHUU\��1+������ 7HO���������������_�VDOHV#ZLUHEHOW�FRP�_�ZZZ�ZLUHEHOW�FRP





STRENGTH AND ENDURANCE. Best-in-class industrial grade magnetic metal separators. Designed for your process application and built to last. KEEPS WORKING WHEN THE OTHERS HAVE GIVEN UP. MORE » Captured Metal » Product Purity » Equipment Protection » Employee Safety » Plant Uptime LESS » Maintenance Costs » Plant Downtime » Headaches Industrial Magnetics Inc. 1385 S M-75, Boyne City, MI 49712 PHONE: 1.231.582.3100 HACCP International Certified and USDA AMS Accepted Equipment. Our Sanitary Grade Rare Earth Magnetic Tubes are certified by HACCP International for direct contact with food product as well as USDA AMS accepted Dairy, Meat and Poultry magnetic separator processing equipment.
ANNE MARIE MOHAN | SENIOR EDITOR, PACKAGING WORLD
Plastic Packaging Might Not Be So Bad, After All
A lifecycle analysis of plastic packaging vs. alternative materials for several di erent applications found that the majority of plastic packages contribute fewer greenhouse gases.
AMID THE ONGOING DEMONIZATION of single-use plastic packaging, McKinsey & Co. has published a thought-provoking report on the “Climate Impacts of Plastics,” and the conclusions might surprise you. When examining the total green house gas (GHG) contribution of plastics vs. its alter natives, including product lifecycle (cradle to grave) and impact of use, the global consulting firm found that among those applications for which non-plastic alternatives are used at scale, the plastics examined in the report had a lower total GHG contribution com pared with alternatives in 13 of 14 cases, including both direct and indirect value-chain emissions. These GHG savings ranged from 10 to 90%, considering both product lifecycle and impact of use.
Furthermore, the report noted, when indirect impacts were excluded, such as lower food spoilage in the case of food packaging, and only direct lifecy cle emissions, including production, retail transport, and end-of-life disposition, plastics had the lowest GHG impact in nine of the 14 applications.
“Plastics are ubiquitous across the global econ omy and the subject of frequent debate, from their impact on marine pollution to their recyclability,” McKinsey says. “However, their role in enhancing use e ciencies, such as decreasing food spoilage and reducing greenhouse gas emissions, is often overlooked. Rather, plastics are frequently maligned across topics such as leakage to the environment, toxicity, use of resources, production emissions, and ocean pollution. Although these important con siderations need to be addressed, an opportunity exists for a more balanced, science-based perspec tive on plastics vs. alternative materials.”
The 30-page document includes information on the markets selected—packaging, building and con struction, automotive, textiles, and consumer dura bles, which represent around 90% of plastics vol ume—the methodology used, and in-depth details on several of the applications studied. McKinsey’s analysis was based on the U.S. market in 2020,
with additional sensitivities to illustrate the impact in other regions and how results will change as the global environment moves toward a “decarbonized world” in 2050.
Among the findings of the report related to packaging in the U.S.:
• When high-density polyethylene (HDPE) gro cery bags are compared with the next-best al ternative, paper bags, HDPE packaging is found to have 80% fewer total GHGs.
• Wet pet-food packaging in PET and polypropyl ene vs. aluminum or steel packaging has 70% fewer emissions.
• PET soft drink containers emit 50% fewer GHGs than aluminum bottles.
• Fresh meat packaging made from expanded polystyrene or polyvinyl chloride has a 35% smaller GHG footprint compared with fresh meat packaging made from paper.
• When comparing plastics vs. plastics-enabled mixed materials, McKinsey found that HDPE milk containers have 5% greater GHG emissions than paper, while the GHG emissions of EPS water cups and paper cups are on par. One of the applications chosen for a deep-dive

PACKAGING TECHNOLOGY www.profoodworld.com | December 2022 | PROFOOD WORLD 21
analysis in the report is soft drink containers. McKinsey based its analysis on a comparison of 20-oz PET bottles with 12-oz aluminum cans and 12-oz glass bottles, selected because they represent the most common beverage container sizes for their respective material substrates. According to the lifecycle analysis, PET bottles have the lowest emissions of all the materials, due to their lightweight properties and the low amount of energy required to produce them. “By contrast, aluminum cans have two times the emissions of PET bottles, and emissions from glass bottles are three times higher,” the report says.
While the PET bottle has the lowest production emissions, the lifecycle analysis found that it has the least favorable GHG emissions for its endof-life disposition. “PET has the lowest recycling rate and credits from avoided virgin production among the three materials. It also has the highest emissions from waste-to-energy. PET releases CO2 when burned, whereas aluminum and glass do not,” the report explains. “However, the GHG impact of production emissions is more significant than end-of-life disposition emissions, resulting in PET having the lowest GHG impact.”
In its study, McKinsey also found that the indirect value-chain impacts of plastics can be quite sub stantial, particularly in the case of plastic used in food packaging. “There are few at-scale alternatives to plastic in food packaging across a broad range of applications, driven primarily by reduced food spoilage when using plastics,” the report says.
In evaluating 20 common food categories, McKinsey found that plastic packaging is used in more than 90% of products sold in six categories, including fresh and frozen meat, breakfast cereal, yogurt, cheese, still bottled water, and frozen food. In another eight categories—milk, edible oil, choco late, nut and seed mixes, cookies, packaged bread, juice, and rice—plastic is present in the packaging of more than 50% of the products sold. Notes the report, “These figures translate to a significant but unquantified GHG benefit from plastics.”
Through its analysis of di erent product categories and applications, McKinsey successfully conveys that a multitude of factors must be weighed and balanced to select the most environmentally friendly material. The trick, the company advises, is to know how much the positives outweigh the negatives.
CO-MANUFACTURING AND HPP all under one roof
APC is the industry leader in the application of HPP to premium food and beverage products.

APC is a fully integrated co-packer and HPP processor, providing a one-stop suite of services:
•Perishable products are manufactured and HPP’d within hours rather than days


•Product never leaves refrigeration, guaranteeing the cold chain remains continuous and secure
• Greatly reduces freight and distribution costs
•Speeds up time-to-market




•Additional assembly capabilities and pack-off services available
Member One world. One standard.
Full line of services in both Milwaukee and Sacramento INNOVATION CENTER OPENING IN SUMMER 2023
AMERICANPASTEURIZATIONCOMPANY.COM
PACKAGING TECHNOLOGY
414.982.2369 | INFO@AMERPASTCO.COM
Founding
Smirnoff Recycling Program Targets Chicago Glass Bottles


SMIRNOFF HAS PARTNERED with the Don’t Trash Glass (DTG) campaign, a combined e ort with the Glass Packaging Institute and GlassK ing Recovery & Recycling, to collect ready-to-recycle glass bottles across Chicagoland. Those bottles will be processed by Smirno ’s glass partners and trans ported to the Smirno packaging plant in Plainfield, Ill., to be filled and delivered to stores nationwide.
“Smirno is packaged and bottled in Plainfield, so it was important we started this movement right here in our backyard,” says Ed Pilkington, chief marketing and innovation o cer at Smirno parent company Diageo. “When it comes to the environ ment, the way we can all help the planet is by doing our part to better our communities, and Chicago is just the beginning for Smirno .”
Alongside DTG, Smirno will educate bartend ers, back-of-house sta , employees, custodians, and others who deal directly with waste management to encourage them to adopt more sustainable practices.
“This partnership with Smirno helps support educational and relationship-building opportunities with local restaurants and bars so they can be at the forefront of glass recycling,” says Scott DeFife, pres ident of the Glass Packaging Institute. “Encouraging these businesses to be influencers within the glass recycling process will have long-lasting e ects, not only on our environment but also on the glass manu facturing and supply-chain process.”

Rose King, COO of GlassKing Recovery & Recycling, shares a similar sentiment. “This initiative is a good indicator of the need for systems to be put in place, not just in Chicago, but around the country to create a more circular economy for glass,” she says.
The program supports Smirno and Diageo’s commitment to “reimagine packaging and become sustainable by design,” a key goal outlined in the company’s 10-year action plan, Society 2030: Spirit of Progress.
—Casey Flanagan, Editorial Assistant


Highest Level of Protection Against Dangerous Tramp Metals
















Purity.Eriez.com | 814.835.6000
Rare Earth MAGNETIC SEPARATORS
FASSL | EDITOR AT LARGE

Automation Shines Sugarlands Distilling at





Automated processes provide operational e ciency for the growth experienced by this producer of moonshine and other alcoholic beverages. The greenfield project contains the country’s largest distilling pot and wins a Manufacturing Innovation Award from ProFood World.

AVALLEY LOCATED in the north-central Smoky Mountains, known as the Sugarlands, is steeped in American folklore. Europeans settled in the area around the turn of the 19th century, bringing with them their tradition of whiskey distillation. First to avoid a steep tax hike and later amid U.S. Prohibition, they made their unaged corn-based alcohol by the light of the moon to conceal their illegal activity—becoming known as moonshiners.
Fast forward to the 21st century, and legal moonshine whiskey—often sold in mason jars to evoke a southern tradition for preserving food and alcohol alike—has found a home in the hearts of many consumers. The demand for moonshine is expected to grow significantly, not just in the U.S. but around the globe, according to Future Market Insights.
Sugarlands Distilling, winner of a 2022 Manufacturing Innovation Award from ProFood World, needed a new facility because of its 40% growth rate each year. The company was founded nearly a decade ago in Gatlinburg, Tenn., and all production and retail space were in Gatlinburg up until last year. Due to exponential growth in product demand, a second facility with a 25,000-sq-ft distillery and a 25,000-sq-ft barrel house storage area was constructed about 20 miles away in Kodak, Tenn.
“Now we do all of our blending, batching, and bottling out of the new facility,” states Greg Eidam, Sugarlands’ head distiller. “We continue to distill and mash in Gatlinburg, and now we’ve added additional mashing and distilling capacity with the new facility in Kodak.”
Over the past eight years, Sugarlands Distilling has built its distribution network to 46 states, Eidam says. “With the added distillation capacity, we can produce about 5,000 barrels per year with the current equipment. And with our [new] blending, batching, and bottling capacity, we can produce over a million cases a year now.”
A $28 million investment was made in the Kodak facility to produce multiple brands, such as Sugarlands Shine, which includes multiple flavors as well as Prohibition-style moonshine; Appalachian Sipping Creams (cream liqueurs); High Rock Vodka; and Roaming Man Tennessee Straight Rye Whiskey.
Automation and controls

Even in challenging economies, history has shown that consumers continue to purchase alcohol. During the COVID-19 pandemic, while restaurant and bar sales stalled, in-home consumption grew. The whiskey industry is growing by leaps and bounds now that legislation has changed across the country,

24 PROFOOD WORLD | December 2022 | www.profoodworld.com
BEST-IN-CLASS PLANT PROFILE
JOYCE
according to Brett Rygalski, senior project manager with Matrix Technologies. “New distilleries are opening in every state,” he says.


“From a cash flow standpoint, our business did very well through COVID,” Eidam says. At the pandemic’s start, Tennessee remained open for business, and the Gatlinburg area was one of the few places tourists could visit.

In fact, Sugarlands’ first meeting with facility, process, and automation design provider Matrix Technologies occurred just as the U.S. went on
lockdown. Matrix was awarded the automation and controls project, and after an initial meeting, neither company met in person again for more than a year. Matrix was tasked to finish the engineering e orts, automate the facility, and start up and commission the new process in a plant that was already constructed. In addition, major distilling equipment was already purchased and in the fabrication stage.
“When we first met, there was a slab on the ground with a pile of steel for the building,” Rygalski recalls. “We had to get everything to fit
www.profoodworld.com | December 2022 | PROFOOD WORLD 25
PHOTOS BY JOYCE FASSL
Lead Distiller Andrew Holt and Distiller Matthew Sauer oversee the mash process on one of the four fermenters used to make moonshine.
inside that footprint. And some of the equipment was already specified. Getting all of that to fit within the spatial constraints was certainly a puzzle.”
The first step of the project was to develop piping and instrumentation diagrams (P&IDs) that provide the groundwork for how the process is to be defined and operated. For this particular

distillation process, the pot still size was the most critical aspect of the overall plant design. Matrix engineered the system to size the fermenters, the cooker, and the grain handling system. Once this process design was finished, utility systems could be sized, including the chiller, cooling tower, reverse osmosis (RO) system, boiler, and air compressor.
The second, and probably most important, function of the P&IDs is the control philosophy, states Rygalski. “Every process should have a degree of automation and manual control.” The P&IDs designate which items are automated and provide feedback to the control system for operator intervention. The level of automation includes fluid transfers, control valves, level instrumentation, speed control, and utility system interfaces.
The next step was working with vendors for equipment sizing and specifications. Finally, the system was designed to produce dozens of recipes.

Proper cleaning of the common equipment was an important design consideration, says Rygalski. Matrix worked with clean in place (CIP) vendor M.G. Newell to design a system that could clean multiple pathways, color variations, and material viscosities to ensure that the equipment was properly sterilized between production runs and could eliminate any cross-contamination of materials.
After completing the process design, Matrix engineers completed the controls electrical design. This included the design of six separate control panels, including utilities, holding/blending, product unloading, cooking, alcohol, and grain handling. “Separate control panels allow the flexibility for the facility to operate each system independently,” explains Rygalski. “By architecting the control system this way, it also allows for a more streamlined approach when it relates to any potential future expansion.”

BEST-IN-CLASS PLANT PROFILE 26 PROFOOD WORLD | December 2022 | www.profoodworld.com
Mason jars are the typical package of choice for moonshine, shown here with various products from the distillery.
Maintenance Manager Dan Hatfield checks system parameters in the blending room.
s
PHOTO COURTESY OF SUGARLANDS DISTILLING
PHOTO BY AARON HAND







TRENCH SLOT AREA FROM YOUR FRIENDS AT 1.855.497.7508 info@foodsafedrains.com foodsafedrains.com SUGARLANDS DISTILLING ON YOUR AWARD FOR MANUFACTURING INNOVATION C atulati s
The new barrel house can hold 22,000 barrels. Due to growing product demand, a second barrel house will be built nearby in the next year or so.
Flexibility, quality, throughput, and asset utilization
Matrix installed a Rockwell Automation ControlLogix control system, according to Victor Bertorelli, an automation control engineer with Matrix Technologies. “The challenge was that, while there were existing automated control systems for brewing, there was nothing on the market that fit Sugarlands’ needs,” he states.
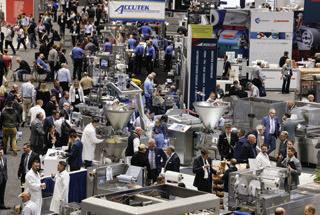
The facility’s control system was designed using Rockwell Automation’s ControlLogix hardware, FactoryTalk Batch, and a FactoryTalk View SE distributed human-machine interface (HMI). The pro-
cess runs from an HMI or handheld tablets, allowing operators to open and close valves and start pumps individually. The exception to this is product flow path configuration, permissives, fault monitoring, and interlocks associated with moving product into and out of the blending tank based on operator-entered material weight setpoints.
“Additionally, PID loops were implemented for temperature and pressure control of the process vessels,” states Rygalski. The main characteristics of the Sugarlands plantwide control system (PWCS) are flexibility, quality, throughput, and asset utilization.
Flexibility: Sugarlands constantly introduces new products or variations of existing products. A control system that rapidly adapts to a variety of flavors allows the marketing team to be creative
Country’s Largest Whiskey Pot Still Ensures Authenticity


WHEN SUGARLANDS started its distilling business, it wanted to stay true to traditional moonshine roots. “We started with a 250-gal pot still when we opened, and then we added a 750-gal pot still,” Eidam explains. “We love the whiskey we get from a pot still. It is going to be richer and fuller-bodied because we’re not rectifying it as much as a column still. With a pot still not being as e cient, we typically average 120 to 125 proof, whereas a column still is typically 145 to 155 proof.”
Sugarlands commissioned still supplier Vendome to build a 4,500-gal pot still, the largest ever built for the U.S. When designing the Kodak facility, Sugarlands looked five years into the future when it expects to be producing a lot more whiskey, especially for its Roaming Man Tennessee Straight Rye Whiskey.

28 PROFOOD WORLD | December 2022 | www.profoodworld.com
PHOTO COURTESY OF SUGARLANDS DISTILLING
Head Distiller Greg Eidam stands next to the country’s largest pot still located in Kodak, Tenn. The pot still was designed to handle growing sales of Roaming Man Whiskey.
PHOTO BY JOYCE FASSL
BEST-IN-CLASS PLANT PROFILE
s
PHOTO BY AARON HAND




800.835.2526 or 316-284-2020 Newton@BuntingMagnetics.com BUNTINGMAGNETICS.COM REST ASSURED. WE GOT THIS. For more information call 800.835.2526 or visit buntingmagnetics.com TWO DEFENSES. ONE COMMON INTERFACE. Bunting’s Metal Detector Checkweigher Combo is a fully integrated metal detector and weighing unit. • Electro Magnetic Force Restoration technology r{6XSHULRU�VHQVLWLYLW\�PHWDO�GHWHFWRU�FRLO�IRU�RSWLPXP�SHUIRUPDQFH r{+LJKHU�UHSHDWDELOLW\�DQG�KLJKHU�SDUW�UDWHV�IRU�EHWWHU�UHVXOWV� r�6LQJOH�3RLQW�,QWHJUDWHG�7RXFK�&RQWUROV 7KH�%XQWLQJ�0HWDO�'HWHFWRU�&KHFNZHLJKHU�&RPER��6LPSOH�$VVXUDQFH�SURYLGLQJ�WKH�KLJKHVW�TXDOLW\�RI� SURWHFWLRQ��Only by Bunting.
and develop attractive products. “Applying the standard ISA88, in conjunction with modernized technology, allowed Matrix to develop a control system that was capable of filling this requirement,” Rygalski says. “It only takes a short time to
develop a new flavor product in the system.”
Quality: With quality or consistency, the challenge is always how to integrate automatic operations with manual operations. “Even in a fully automated system, there is always manual activity that should be performed by operators the right way at the right time,” states Rygalski. “Adding specific flavors at specific times, manually or automatically, are part of the PWCS procedures developed by Matrix to ensure consistency across the production system.”
Throughput and asset utilization: A control system should be able to take advantage of the resources available with minimal operator intervention. The way to achieve this is arbitration, explains Rygalski. “Arbitration is the control system’s capability to hold a specific operation while the required resource—RO water, for example—is being used by another unit. As soon as the resource is released, it is then required by the next system that is requesting it, and in the order of request. This functionality ensures a nonstop operation across the production systems.”
The system controls two process cells: blending and distillation. The blending process cell consists of one main blending tank that feeds in grain neutral spirits, whiskey, or liquid sucrose. RO water can then be introduced as desired. Once blending of the material is complete, the product can be transferred to one of four holding tanks. Here, cream liquor, as well as several other raw materials, can be introduced to three of the tanks, creating several di erent product variations. Once the product has reached its final stage, it can then be transferred to the filling line and further packaging.


“You don’t take down the whole plant with one control panel going down,” says Rygalski. Sugarlands’ controls isolate each section, whether
30 PROFOOD WORLD | December 2022 | www.profoodworld.com
The Kodak facility has four 8,500-gal fermenters and room to expand for an additional eight.
PHOTO BY AARON HAND BEST-IN-CLASS PLANT PROFILE
s
This Miura boiler that Matrix helped Sugarlands choose features a small footprint, allowing room for expansion at the Kodak facility.
PHOTO BY JOYCE FASSL
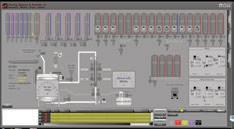
To meet individual customer requests quickly and with the highest quality, the food and beverage industry relies on maximum flexibility and productivity.
By linking and making smart use of all product and production-relevant data, companies in the food and beverage industry can respond more quickly to unexpected events and market requirements. That’s exactly what you get with our Digital Enterprise portfolio, which links the real and digital worlds. It’s all made possible by a comprehensive digital twin, which integrates the entire product lifecycle with the factory and/or plant lifecycle and performance data. The result is a continuous cycle of optimization for products and production. Find out more by visiting: usa.siemens.com/foodbev
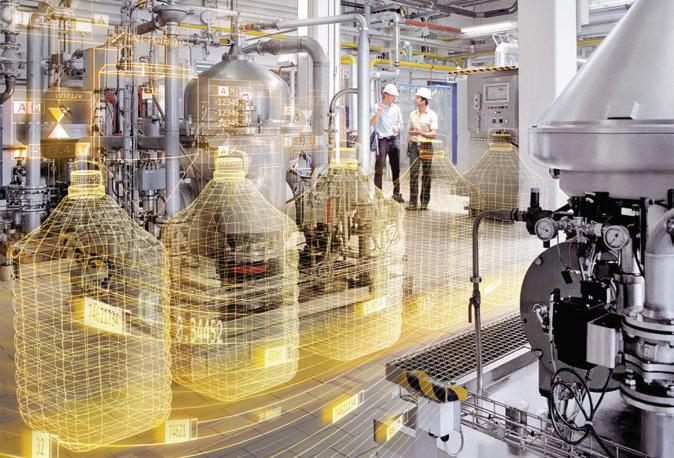
Are you ready for more flexibility and greater productivity?
it’s grain handling, fermentation, or blending. Control panels are dispersed throughout the facility. Since alcohol production can be very flammable, there are hazardous areas in the plant. Control panels had to be located outside of the hazardous areas, but still relative to the rooms they service. “From an electrical installation standpoint, that saved money by locating them around the facility vs. in one central location,” he adds.
Three Rockwell Automation controllers run the blending process and a batch engine for all existing procedures or recipes. The distillation process cell consists of one cooker that receives grains, domestic water supply, and manually added in process materials. Temperature is controlled through the addition of steam and chilled water supply (CHWS). This product is known as the mash or the starting port for fermentation.
“The recipe editor is a tool for process engineers,” explains Bertorelli. “The process engineer should be able to arrange the recipes, create new products in a matter of minutes or hours, depending on how complex the new recipe is.”
Once the cooking product is complete, product is transferred to one of four fermenters for further processing. CHWS can also be added to the fermenter during this process. Upon completion of the fermenting process, product is transferred to the pot still. Temperatures of the pot still can be controlled from the automated addition of steam and chilled water. From here, the product is transferred to one of three gauging tanks used for proofi ng the product.
Increased operational ef ciency





In July 2021, Sugarlands Distilling hosted a pot still capping ceremony o ering a sneak peek of the company’s newest distillery, barrel house, and production center. “What this facility gave us was much larger, expanded production capacity and operational e ciency. With it, we were able to automate the batches, instead of batching everything by hand in 350-gal totes,” explains Eidam. “We were manually lifting bags of sugar, flavor, cream, and spirits into totes, manually mixing, and agitating in small batches.”
In the past, Eidam says, it took five to six distillers in two shifts to process 10 330gal batches. “We’re now able to do that same volume in about an hour and a half,” he states.
The biggest change in Kodak compared to the Gatlinburg facility is automation, especially in blending and some of the packaging areas that allow Sugarlands to minimize human error, resulting in better consistency and blending in much larger batch sizes. “Instead of having to test 10


CONGRATULATIONS TO SUGARLANDS DISTILLING COMPANY FOR THEIR 2022 MANUFACTURING INNOVATION AWARD Miura is pleased to congratulate one of our LX Series Low NOx steam boiler customers, Sugarland Distillery Company, for winning the 2022 Manufacturing Innovation Award and for their industry leadership in process e ciency and sustainability. We are proud to support Sugarland’s highly automated and flexible production capability, delivering increased throughput, quality, and asset utilization. STEAM-AS-A SERVICE NO UPFRONT COST, SIMPLE MONTHLY FEE QUICK SHIP XPRESS NEW BOILERS SHIPPED IN 24-48 HOURS Full Steam in Under Five Minutes Scalable Modular Design Complete Boiler Room Solutions Dynamic Load Following us.info@miuraz.com • 888.309.5574 www.miuraboiler.com Miura’s LX Series boilers for illustration purposes only. 32 PROFOOD WORLD | December 2022 | www.profoodworld.com
BEST-IN-CLASS PLANT PROFILE
separate batches a day, now we’re testing essentially one or two batches a day, so we can really focus on that quality,” Eidam explains.
Matrix’s work allows Sugarlands to monitor tank volumes, which Eidam says allows the distiller to reorder supplies as needed. Ingredients, such as grain and liquid sucrose, are now delivered in tanker quantities. “That helps improve e ciency,” he says. “Before, we had to bring in things in totes or super sacks.”
The new facility provides a much larger warehouse space, both for finished products and barrels. “It allows us to better organize and manage our inventory level of both raw materials and finished product,” says Eidam.
But the facility’s biggest impact has been increased operational e ciency, Eidam says. “OEE has improved tremendously,” he adds. “It takes a lot fewer people to achieve the same tasks now. Being able to collect data with the automation system, we’re able to go back and look over batches and confirm quantities, and then pull data out of each batch.”
In addition, the project enables the Kodak facility to expand its bottling operations, providing more e cient, higher-speed packaging lines. “It allows us to change from di erent product types much more e ciently and gives us more accuracy and consistency in packaging quality.”

While Sugarlands is still in the process of getting all parts of the process up and running, there’s now a lot of new equipment to be maintained, such as pumps, loaders, valves, etc. “That’s something we’re still working on,” explains Eidam. “We’re implementing a program right now called MaintenX to basically log and track our equipment and various parts.”
Eidam says the project’s success was a result of excellent communication and having a good team in place. “This was a massive scale-up for us from a small operation to a much, much larger operation. There was just a lot of things that we didn’t know. And we were obviously relying on the expertise of people like Matrix and their team.”
Rygalski says COVID really reinvented how people work, but he emphasizes the value of face-to-face meetings. “I feel like


things improved once we were able to get on site and meet the contractors and meet with Greg in person,” he says. “It goes back to what Greg said about having a good team.”
On any project, good and bad conversations must be had, states Rygalski. “Just talking with each other about that, working together, and working through those problems together, I think, was the biggest takeaway for me on the project.”
The project was designed for growth, according to Eidam. “On the distilling side, we’ve got this massive pot, the largest pot still in the country. We’ve left room to add a continuous column still with eight more fermenters and a cooker; room to add a second boiler, a second chiller, and a second cooling tower; and additional wall space in the electrical room,” he says. “Matrix did their job in really planning what we need for the future. With what we know now, and what we think we might want in the future, they’ve allowed us to have that capacity going forward.”
M.G. Newell www.mgnewell.com MaintenX www.maintenx.com
Matrix Technologies www.matrixti.com
Miura www.miuraboiler.com Rockwell Automation www.rockwellautomation.com Vendome www.vendomecopper.com
www.profoodworld.com | December 2022 | PROFOOD WORLD 33
Plant Renovation Brings Promises and Pitfalls
To move beyond capacity shortcomings, a renovation of your facility might be in order. Engineering firms discuss the best ways to get around some of the challenges you might face along the way.
FOR FOOD AND BEVERAGE processors, the crunch is on. According to the Federal Reserve Board, plants in the U.S. that make non-dura ble goods were producing 82.1% of their maximum output in September. That is the highest mark for the capacity utilization rate since 1998. Swings in demand, supply chain issues, and varying workforce availability add to the pressure.
In response, manufacturers are adding capacity that often includes greater automation and control. When they do, they can build something new or add onto existing facilities. The latter often poses a fundamental challenge.
“You’re typically working on an existing facility while they’re in production. You’ve got to really navigate their schedules,” says Timothy Gibbons, vice president of design services at ESI Group USA. The company specializes in designing and building food processing and food distribution facilities.
Health and safety, product mix, building chang es, and how to bring everything together at the right time are some of the issues that arise when renovating. Design and build companies as well as machine makers use planning and technology to deal with these concerns.
For food and beverage production, renovation involves health and safety. Goods are perishable, requiring processing be finished within a fixed time limit. Even if not rendered unfit for consumption, delaying manufacturing could result in product chang ing texture, flavor, or other aspects important to con sumers. Inserting a new machine or machines into the production flow can also lead to the introduction of pathogens or other issues, even when the introduction of machinery causes no production hiccup.
“You need to avoid any cross-contamination, and don’t a ect operations, to the best of your ability,” sums up Forrest McNabb, president of national food and beverage group at Big-D Construction. The company is a design-build contractor that got its start in the dairy industry.
McNabb compares upgrading a food or bever age processing facility to renovating a bathroom while the homeowner takes a shower. Both require intimate knowledge, and both take place with only a flimsy barrier separating things.
The discovery process
On the knowledge front, the design-build pro cess usually begins with finding out where the plant owner wants to end up and where they are starting from, using such metrics as how many pounds of product are produced per worker hour. Meetings then follow to hash out plans on how to move from one state to another while continuing to make product. Design-build firms and machine makers then use simulations to see how proposed solutions will work.
Part of this activity involves developing the infor mation used as a basis of design, says Ben Rucker, marketing team leader and director at CRB Group. The design-build firm specializes in food and bever age, life sciences, and pharmaceutical facilities.
CRB gives its clients a questionnaire to get the necessary answers. On the architectural front, one question is the purpose of the renovation. Is it merely to get more production? Is there a need to be able to walk clients through the plant floor as well? If that’s the case, would see-through windows serve that purpose?
34 PROFOOD WORLD | December 2022 | www.profoodworld.com
HOGAN |
TECH TODAY RENOVATION CHALLENGES
HANK
CONTRIBUTING EDITOR
Planning for the future
Beyond that, the questionnaire dives into pro cess-related issues. In doing renovations, an import ant point to keep in mind is that product mix can change, Rucker notes. A good example comes from the making of salad dressing, with this issue coming up in a project CRB did for a food processor. The project included a year-by-year plan of what process equipment to add and when.
But ranch and Italian salad dressings are two very di erent products, with the first being thick and full of particulates, while the second is 80% water, which makes for a much less viscous prod uct. Thus, the two dressings require di erent pro cessing equipment. But predicting the product
mix, especially years out, is di cult. Plant reno vation choices will impact what products can be made and sold, influencing how a plant owner can respond to future demand swings.

“You can’t be all things to all people,” Rucker says of the processing capabilities of a plant undergoing renovation. “You need to find a baseline, a happy medium, and that requires a lot of communication.”
Coordination, communication, planning, and a willingness to work nights and weekends are all important in plant renovations, according to Dan Sambrooks, president of Diligent Innovation Fabrication & Machine. The company builds equip ment for the meat industry by designing, engi neering, and making conveyors that move product,
www.profoodworld.com | December 2022 | PROFOOD WORLD 35
PHOTO COURTESY OF BIG-D CONSTRUCTION
High ceilings in existing facilities can enable the placement of power, network cabling, and other utilities overhead.
s
This warehouse was converted into a nutritional supplement processing plant.
machines that package and box it, and systems that harvest animals. About 60% of the company’s busi ness is in plant renovations, with the remaining 40% going into new construction.
The increased uncertainty about workforce avail ability and the tight labor market of the past few years have introduced a new reason to renovate, Sambrooks notes. Food and beverage processors are looking not only to get more capacity but also to increase productivity. “Everybody’s looking to automate now because people and human resourc es are so hard to find,” he says.

Floor managers also want to measure all they can, Sambrooks adds. This means gathering as much information as possible, and that desire leads to putting in sensors and other instrumentation.
Raise the roof
The insertion of robotics and automation requires installing network cabling and power, if not already present. Oftentimes, these and other utilities go above subceilings installed over the process floor, with the needed power, water, air, and network connections coming down next to the machine. This approach of changing the building’s interior in order to run utilities overhead makes positioning of the machines in a line easier. It also makes future chang es and additions simpler.
One problem with this technique that Sambrooks has seen is that older buildings—those built in the 1980s and earlier—tend to have limited headroom.
Consequently, there might not be enough room to put in a subceiling with the required space above it.
Raising the roof is a solu tion to a low ceiling, but roof changes might also be need ed for other reasons during a plant renovation. Tying in a building expansion to an existing building, for instance, could involve roof line chang es. But such alterations to the shell that surrounds a food or beverage processing floor require considerations to health and safety aspects, McNabb notes. “How do you accommodate a roof line transition without creating moisture problems into the building through water infil tration?” he asks.
Changes to a building’s interior or exterior bring in other considerations, depending on the locale, McNabb adds. New equip ment could require a change in the sub-floor or new openings in walls for tanks, valves, or access points. If a processing plant is in California, though, any structural modifications need to meet seismic zone standards. In Minnesota, on the other hand, a building must satisfy snow load requirements. In such areas or in places with high winds, what’s done to one building must not only meet the reg ulatory requirements for that building, it also must not cause a problem for other buildings. A change to building A, for instance, cannot increase the amount of snow or the force of the wind on build ing B so much as to create issues.
A final major area of concern during food and beverage processing plant renovation is logistics. An obvious one is the food processing chain, which must keep moving. This supply line includes upstream pro ducers that feed a plant and downstream vendors who eventually get the product to the consumer.
Unlike some other products, though, food and beverages involve animals and plants, living things that are not static. Chickens, for instance, grow, but a processing plant that handles chickens is designed for animals of a certain size, Gibbons comments. A delay in movement through the pipeline because a line or plant is down for renovation means staging chickens at prior points, where they will continue to grow. Too long a delay could mean the chickens might end up too large for the machinery.
TECH TODAY RENOVATION CHALLENGES
36 PROFOOD WORLD | December 2022 | www.profoodworld.com
PHOTO COURTESY OF CRB
New Ideas for Increased Productivity

Optimize your process, boost yield, and improve product quality with the latest Linde innovations in food freezing.

CRYOCONNECT® RM – remote online monitoring system facilitates optimization of cryogenic freezing performance across operations.
ACCU-CHILL® LXC – the most advanced cryogen bottom-injection system provides rapid, precise temperature reduction during batch mixing or blending.
CRYOLINE® PB – plate belt tunnel freezer uses a solid stainless-steel VHJPHQWHG�FRQYH\RU�EHOW�WR�TXLFNO\�FUXVW�IUHH]H�GLIÀFXOW�WR handle products.
Start getting more out of your process today. Find out more at lindefood.com/innovations or call us at 1-844-44LINDE.
7KH�/LQGH�ORJR��WKH�/LQGH�ZRUGPDUN��&5<2/,1(��&5<2&211(&7�DQG�$&&8�&+,//�DUH�WUDGHPDUNV�RU�UHJLVWHUHG�WUDGHPDUNV�RI�/LQGH�SOF�RU�LWV�DIÀOLDWHV��&RS\ULJKW�
�������/LQGH�SOF���������
Making our world more
productive
s
A food processing facility addition can increase capacity in an existing plant.

To minimize delays, com panies take special steps, Gibbons notes. “We have to scramble. We’ll shut it down on a Friday, move all the equipment and get it up and running by Monday,” he says. “That usually, depending on the process, must be done over a weekend. If it takes longer, a week, two weeks— that’s a problem.”
During renovation, carrying out this sequence brings in another set of logis tics—that of the processing equipment itself. Before shutting down a plant, any added equipment going in as part of a renovation needs to be on hand. With chip and other equipment shortages, knowing with certainty when a system will be available can be tricky. When new equipment leadtimes balloon from six to 12 months, that creates havoc with ren ovation timeline schedules. Design and build firms have had to become experts in equipment produc tion schedules because of the impact these time lines have on plant renovations, McNabb says.
Planning, planning, planning
To tackle such issues, extensive planning is essential, McNabb adds. Process equipment has in gener al gotten smaller, he says, but getting a piece of machinery into a plant might still require lifts and cranes, along with moving along busy roads or past power lines.
Such considerations are particularly import ant during renovation because plants undergoing upgrades are typically older. When first construct ed, they might have been in an undeveloped area with plenty of free space around them. Over the years, though, industrial and residential construc tion might have put buildings, tra c, and people nearby, making the task of putting equipment into a plant more di cult.
Planning also must accommodate utility impacts, Rucker points out. Adding equipment will increase electrical loads, for example, and that could mean upgrading a building’s main or subsidiary electrical panels. Since such actions take time, they must be accounted for, and it could be the case that what looks like an ideal renovation project isn’t.
Warehouses often have plenty of headroom and an open layout. Getting equipment in might not be a problem. But such structures might not have the
electrical, plumbing, wastewater, and other infra structure needed to support a food or beverage processing operation. In that case, the solution could involve tearing up the slab. “You’re looking at some major, major infrastructure expenses,” Rucker says.
Flexibility is also essential
Part of the plan should include flexibility, Gibbons says. The renovation design and construction pro cess takes years—often three or more—from start to finish. During that time, there could be changes in technology or the market that result in alterations or modifications of the initial plan. What’s more, in older plants, just as in remodeling older homes, what lies behind a wall might be a surprise that’s revealed only when the wall is opened up or comes down— another reason for flexibility.
An important part of a plan needs to include the sta , Sambrooks adds. They are the ones who will use the renovated plant to make product, and so their buy-in as well as knowledge is important. Also, as Gibbons points out, the workforce cannot simply be sent home for months during an upgrade. What to do with workers while renovation is underway must be considered.
For any plant renovation, there is a competing approach: building an entirely new plant. Doing so, though, requires duplicating machines, work force, and some management sta , along with securing land, obtaining permits, and dealing with other issues. For food and beverage processors up against their manufacturing utilization limit, such a greenfield approach might not make the most sense.
Big-D Construction www.big-d.com
CRB Group www.crbgroup.com
Diligent Innovation Fabrication & Machine www.diligentinnovation.com
ESI Group USA www.esi-group.com
38 PROFOOD WORLD | December 2022 | www.profoodworld.com TECH TODAY RENOVATION CHALLENGES
PHOTO COURTESY OF TXDRONE AND ESI GROUP










Newark, NJ 07105 / Toledo, OH 43605 / 800-733-4755 To learn more visit us at: www.lubriplate.com INCLUDED AT NO ADDITIONAL CHARGE ES P Lubriplate’s Complimentary Extra Services Package COLOR CODED LUBE CHARTS & MACHINERY TAGS PLANT SURVEYS / TECH SUPPORT / TRAINING LUBRICATION SOFTWARE / FOLLOW-UP OIL ANALYSIS H1 LUBRICANTS Engineered from the ground up to provide unsurpassed performance in food processing plants. These high performance, 100% synthetic lubricants provide extended lube intervals, multiple application capability, lubricant inventory consolidation and improved performance. All while maintaining strict H1 safety requirements. Available products include... SFGO ULTRA SERIES MULTI - PURPOSE FLUIDS s 5LTRA HIGH
PERFORMANCE� ���� SYNTHETIC� 0!/
BASED mUID LUBRICANTS� s !VAILABLE IN �� )3/ VISCOSITY GRADES FOR A WIDE VARIETY OF APPLICATIONS� s %XTREMELY 6ERSATILE� 2ECOMMENDED FOR AIR COMPRESSORS� HYDRAULIC systems, bearings, gearboxes, chains and more. SYNXTREME FG SERIES GREASES s ���� SYNTHETIC� CALCIUM SULFONATE COMPLEX TYPE GREASES� s 3UPER MULTI
PURPOSE
IDEAL FOR A VARIETY OF APPLICATIONS� s 4HEY PROVIDE EXCELLENT ANTI
WEAR AND EXTREME PRESSURE PROTECTION� s (IGH TEMPERATURE STABILITY
EFFECTIVE TO ��� &� � ��� #� PGO-FGL SERIES GEAR LUBRICANTS s 5LTRA HIGH
PERFORMANCE� POLYALKYLENE GLYCOL �0!'
BASED GEAR OILS� s 4HE ULTIMATE GEAR LUBRICANTS FOR DEMANDING APPLICATIONS� ADVANCED, 100% SYNTHETIC NSF H1 REGISTERED FOOD GRADE LUBRICANTS DESIGNED TO... MAKE YOUR PLANT RUN BETTER.
IPPE CREATES NEW EXPERIENCES
Let the 2023 IPPE create new experiences for you with thousands of animal food, meat and poultry industry professionals. Don’t miss your opportunity to connect at this powerhouse of a show in January! a o n D i n o n o o n a m o

ippexpo.org












p u t
L t o
JAN.
24 - 26, 2023 ATLANTA, GA USA
MICHAEL COSTA | SENIOR EDITOR
How to Choose a Conveyor for Dry Processing
Figuring out which conveying system is right for your application can help handle materials correctly today and through future growth.
CONVEYORS ARE THE UBIQUITOUS and vital equipment that winds around a food man ufacturing facility, shuttling ingredients and materials through each stage of manufacturing until completion.
“Conveyors are really the lifeblood of any food operation,” says Nate Tennant, vice president of sales and marketing for Boston Conveyor & Automation (BCA). “Without conveyance, you can’t move products along the line to the end of the plant. Conveyance systems are the core of every thing else done in a facility, whether it’s packaging, cartoning, or labeling.”
For those beginning their careers in the food and beverage manufacturing industry, many conveyors might look similar, but not all conveyors for dry processing can handle the same workloads. For a back-to-basics refresher on this important aspect of processing baked goods and other dry foods and ingredients, we spoke with Tennant and Je McLean, automation sales engineer at BCA, which designs and integrates material handling and auto mation systems for food manufacturing and other industries.
Conveyors for dry foods are crucial for companies that produce baked goods and similar products. This conveyor doubles as an accumulator, allowing production to continue if there’s a slowdown in another part of the line.


Choosing a conveyor
Conveyors for dry processing come in more than a dozen configurations, including modular plastic belt conveyors, tabletop conveyors for small or delicate items, conveyors with fabric or polyurethane belts, vibratory conveyors that shake and stratify tiny items like nuts, pneumatic conveyors that use compressed air to move powders or granules, plus flighted, wire mesh, chain, disc, and screw conveyors, each de signed for a particular dry processing task.
“The conveyor someone chooses is dependent on the product they’re producing and what speed they’re trying to move their materials,” Tennant says. “If you purchase the correct equipment at the beginning, generally that equipment is going to last a lifetime. Even as you reconfigure lines, that equip ment can be reused or joined to an existing line to accommodate growth.”
There are more than a dozen types of conveyors for dry food processing today. A company looking to purchase one should first consider the type of product they produce, how fast they want to move it through the line, and how fragile those items are.
When buying a conveyor for dry processing or moving finished baked goods like bagels and cookies, McLean adds, a crucial concern is: What will it do to a food product? “Whatever that food product is, you don’t want a conveyor to break or crush it,” he says.
www.profoodworld.com | December 2022 | PROFOOD WORLD 41
PHOTO COURTESY OF BCA
Dry Processing
BACK TO BASICS CONVEYORS
SOLUTIONS
PHOTO COURTESY OF BCA
Today’s conveyors have improved food safety features such as stainless-steel construction, polyurethane belts, and full washdown capabilities.
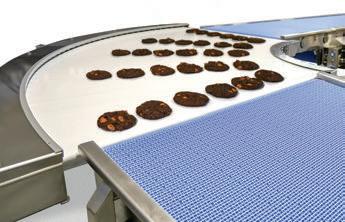
Food safety focus
Equally important to the type of conveyor pur chased are its food safety capabilities. “The cleanli ness question goes without saying because, obvi ously, if you’re using the wrong kind of conveyance that is susceptible to contamination, you’ll get in trouble right away,” McLean says.
For dry processing in particular, conveyors have traditionally been made with fabric belts that can be wiped down. However, washdown conveyors with polyurethane belts are becoming more com mon, McLean says.
“On the dry food side, like bakery, those manufacturers historically looked for conveyors with wipedown or blow-clean capabilities to remove peanut allergens and those kinds of things that have plagued the industry. Those contaminants can’t be allowed to cross over to another product,” McLean explains. “But with a cloth belt, you can wash and sanitize it the best you can, but still might have an allergen or contaminant within the belt. So today, more of those bakery and dry foods entities are going with conveyors that have a washdown capability.”
One of the reasons washdown conveyors have become more popular in the past decade, accord ing to McLean, is the evolution of modular plastic and polyurethane belting, allowing operators to replace fabric belts. “Originally, cloth belting could go around tight nose bars, while urethane belting couldn’t at first, but now it can,” he says. “Also, the initial cost of urethane belting was more than cloth belting, but the extended life with urethane belting far exceeds the life of cloth belting. When manufac
turers realized they didn’t have to change urethane belting multiple times a year, they understood it’s cheaper in the long run to use urethane belting plus have a more sanitary situation because it can be washed down.”
Energy savings and automation
Sustainability and energy savings are also key con siderations for manufacturers looking to purchase conveyors for dry processing. Conveying equipment can consume up to 50% of a facility’s energy usage and account for up to 70% of an electrical load in an industrial facility, according to material handling association MHI. “Fortunately, today’s conveyors are far more energy-e cient than conveyors produced just five years ago, due to advances in motors and motion controls,” McLean notes. “We can do more with less than in the past.”
Automation on conveyors is also allowing pro ducers to do more with less, particularly when it comes to the ongoing labor shortage. The knowl edge needed to operate and maintain a conveyor today has been made easier as a result, as well as the learning curve for new employees.
“There’s some basics to learn, but it’s pretty straightforward today,” Tennant says. “When you get into more complicated commands and auto mation options, there are things you have to be capable of and understand, but the basic command systems, they’re pretty straightforward. In fact, if anything, they’re probably easier today than years past because of the advent of control systems that are employed now.”
Room to grow
For new food manufacturers scaling up their dry processing operation for the first time, the right choice of conveyor equipment can help a company meet its revised production and sales goals. But what happens to that conveyor equipment when it’s time to grow again? Particularly if there’s little room in the facility for a major expansion? McLean says to plan for this scenario long before it happens, and to use vertical space in a facility if the footprint is limited.
“Conveyor lines can take up a lot of space in a plant, but space savings can be achieved through overhead conveyors or other design implementa tions,” he says. “It is crucial that the overall convey ance be considered from the very first plan layouts. This will save time and money in the future.”
Boston Conveyor & Automation www.bostonconveyorandautomation.com
42 PROFOOD WORLD | December 2022 | www.profoodworld.com
Dry Processing SOLUTIONS BACK TO BASICS CONVEYORS
PHOTO COURTESY OF BCA


Adjustment via smartphone $484 VEGAPOINT 24 G½" Hygienic adapter system Individually selectable: 256 colors Measurement in progress Sensor switching Process malfunction We bring color into view! Compact capacitive level switches with 360° custom-color status display www.vega.com/vegapoint န Completely flush sensing element န Works on pastes and viscous media န No spray cleaning shadows န Very small installation dimensions















CALL FOR ENTRIES! Each year, ProFood World recognizes outstanding food and beverage processing and packaging innovation projects via the Manufacturing Innovation Awards competition. Produced by: Awards to be presented at: Types of food and beverage projects eligible for the awards: O Major plant expansion or renovation O Greenfield or brownfield facility O Major line expansion incorporating ground-breaking technology O Major plant automation upgrades O Major plant food safety upgrades Judging criteria: O Level of technology advancement in processing and packaging equipment O Level of automation, software and controls O New-to-the-industry use of technology O Major e ciency and cost savings O Line changeover, flexible manufacturing, sustainability or maintenance achievements Submission deadline is January 27, 2023 Join the ranks of past winners, including Mark Anthony Brewing, The J.M. Smucker Company, Hermes Boissons, Dairy Farmers of America, Clemens Food Group, MWC, CTI Foods, Royal Cup Co ee and Tea, Sugarlands Distilling, and Kraft Heinz. Learn more, view videos of past winning entries, and download submission entry forms at pfwgo.to/mia.
Dry Processing SOLUTIONS

DUMPING-CONVEYING SYSTEM
s
The Flexicon dumping-conveying system is comprised of a manual station with a surge hopper, flexible screw conveyor, and support boom on a caster-mounted frame, plus a separate mobile dust collection system. A dust hood with a hinged lid is mounted to the floor hopper with quick-release clamps, and is equipped with an internal ba e and air vent port for dust collec tion. A support tray allows operators to stage manual additions from handheld sacks before dumping material through a grate fabricated of rare earth magnet material. Ready to plug in and run, the 3-A Dairy mobile system is suitable for dairy powders and contamination-sensitive bulk foods.
Flexicon | flexicon.com
BAG TIPPING UNIT
Suitable for use with a variety of mixing equip ment, the Tetra Pak bag tipping unit has smoothangled corners and no dead ends for powder flowability and water drainage in the cleaning process. The bag tipping unit CIP includes foldaway tables and safety locks, and is available with an option to connect a dust extractor.

Tetra Pak tetrapak.com
s
VACUUM CONVEYING SOLUTION

Capable of handling powders, granules, and small particles, the Piab vacuum conveying solution takes materials from a pickup point to a receiv ing vessel or piece of equipment. Once the piFlow Batch Volume Optimization conveyor is filled, a level sensor automatically triggers the release process.

Piab | piab.com s
AUTOMATIC CONVEYING SYSTEM
The Volkmann conveying system transfers powders, pellets, and other bulk food ingredients in measured amounts from storage to an extruder. The VS hygienic pneumatic, enclosed vacuum conveyor discharges ingredients into a feeder, hopper, or mixer, or directly into the extruder inlet. The conveyor transfers multiple ingredients from bulk bag unloaders, sack tip stations, silos, feeding hoppers, and drums in multiple locations for feeding into a single extruder or continuous mixing processor. Ingredients from powders, such as fine sugar and salt in particle sizes as small as 0.1 µ m, to chocolate chips, candies, nuts, and berries up to several inches in size can be transferred without damage.
Volkmann USA | volkmannusa.com
| December 2022 | PROFOOD WORLD 45
NEW PRODUCTS
www.profoodworld.com
BATCH WEIGHING STATION
Providing batching directly to blenders/ mixers, the Coperion K-Tron batch weighing station features a batch weigh receiver that combines a vacuum receiver with a weighing system for the batching of major ingredients on a cumulative or sequential basis. The system’s loss-in-weight twin screw feeder can add smaller amounts of di cult materials, such as vitamins and probiotics, or di cult-flowing powders, including spices, flavorings, and aromas, to a batch. The station is constructed of stainless steel and executed in a foodgrade finish.

Coperion | coperion.com
SCREW CONVEYOR
s
The AFC screw conveyor features fork pockets in the base for transport by a forklift from one location to another. After the hop per has been filled via a bulk bag unloader, sack tip station, or manual bag emptying, the FTH25 Spiralfeeder flexible screw conveyor can be moved directly to a mixer, lump breaker, fill ing line, or other stage in the process for discharge. The conveyor transfers powders, pellets, and other dry, bulk materials from the hopper to discharge via a screw auger rotating inside an enclosed tube.

Automated Flexible Conveyor | afcspiralfeeder.com
VFFS BAGGER
The Triangle vertical form/fill/seal bagger includes a quickchange sealing jaw and a rotatable jaw carriage that enable con version from three-sided bags back to pillow bags in less than 10 min. The Delta Series zipper tape bagger features Smart IO technology, a pivoting control box, 16-sided forming tube, solid round bar stock, sanitary welds, and washdown-rated electronics. The zipper tape capability allows bulky foods to be packaged in bags that fully open.
Triangle Package Machinery trianglepackage.com
s BAG DUMP MODULE
Constructed of stainless-steel finished to food-grade standards, the Munson bag dump module can be installed on the lid of bulk solid mixers, blenders, size-reduction equipment, and stor age vessels to contain dust generated when bulk materials are dumped manually. The self-contained module includes a dust hood with a hinged door, a blower that draws airborne dust onto the outer surface of two PTFE 1- µm pleated cartridge filters, and air nozzles that periodically dislodge accumulated dust, return ing it to the vessel below. A removable, safety-interlocked access panel allows inspection or replacement of the filters.

Munson Machinery | munsonmachinery.com

46 PROFOOD WORLD | December 2022 | www.profoodworld.com NEW PRODUCTS Dry Processing SOLUTIONS
BAG SLITTER
An all-in-one conveying, slitting, emptying, integral dust filtering, and empty bag compaction solution, the Luxme bag splitter handles most 25-kg bag types and sizes on a continuous basis, allowing batches to be slit and opened in a single run without setup adjustments. All the automatic MiniLux bag slitter internal components are
designed to USDA standards and made of FDA-approved materials. Options include a recovery tumbler, complete with dust recovery, as well as a 6-in. spigot for direct connection to a central dust collection system or associ ated venting.
Luxme International | luxme.com
BLOWER SOLUTIONS FOR YEAST AND ENZYME PRODUCTION




GRAVIMETRIC SOLIDS FEEDER
Typically providing more than ±0.25% accu racy, the Eastern Instruments gravimetric feeder controls and measures the flow rate and total of a variety of granular materials. The information is fed back to the control valve to regulate the product’s flow rate and total based on predetermined set points. For blending applications, the control valve mod ulates based on the flow data to maintain the pre-specified flow rate. For batching appli cations, the CentriFeeder MCV gravimetric feeder shuts o or closes when the total has reached its predetermined set point.

Eastern Instruments easterninstruments.com
Aerzen offers three blower technologies with reliable process control while requiring low maintenance for yeast and enzyme production.Aerzen Blowers feature:


•Side-by-side Installation to reduce footprint
•Quiet operation for operator safety
•Energy e cient providing cost savings






LET’S TALK about the best blower technology for your yeast and enzyme production process.
www.aerzen.com/en-us

LET’S TALK
Salazar, Application Manager 484-718-3516david.salazar@aerzen.com
David
www.profoodworld.com | December 2022 | PROFOOD WORLD 47



Congratulations to the finalists and winners of the 2022 Emerging Brands Alliance grant program! For more information on the EBA grant program: emergingbrandsalliance.org/grants 12 Tides All Y’alls Foods Annie’s Ginger Elixir Baozza Blind Tiger Bread SRSLY Cajou Creamery Chagit Products Chasin’ Dreams Farm ChipMonk Cool Beans Crave Natural (Yishi Foods) Cupid Cheesecake (Freezcake) Dillonades Eat Your Greens (Red Belly Honey & Rbel Bee Sweets) EATABLE FOODS Else Nutrition USA FIELD + FARMER Go Energy Foods Good Beverage (heywell) GOODONYA Organic Grain4Grain Green Slice Foods Gruvi Healthy Oceans Pescavore KBrews Kindroot Latin Goodness Foods Lil’ Gourmets Mumtails ONO Protein Oats Panco Foods Perfect Life Nutrition Popsalot Queen of Hearts Superfoods Route66 International Rumi Spice Sarilla Small Batch Organics Smart Cookie Barkery SOCIAL Sparkling Water and Wine Sugar Bliss TCC BRANDS INC The Only Bean Trident Coffee Roasters TRUE SALT WAJU Water (Blue Yonder Brands Inc.) Whoa Dough Wonderlab Doozy Xoca World Finalists: Pescavore Self-Manufacturing: $20,000 Grant Winn ers: Sarilla General Yishi Foods Women or Minority Owned
MULTI-SHAFT MIXERS

Ross multi-shaft mixers process medium- to high-viscosity batches, such as thick slurries, pastes, gels, and suspensions, up to several hundred thousand centipoise. Operated from an independent 15-in. NEMA 4X touchscreen control panel, vacuum-rated VersaMix VMC3000 units feature 304 stainless-steel dimpled, dual-zone jackets designed for 100 psig at 200 0 F. The 3,000-gal mixer is equipped with a combination of three agitators, each driven by a 60 hp TEFC inverter-duty motor. A three-wing anchor and two screw augers are all independently controlled with variable speeds, working together for batch turnover at every ingredient addition and mixing stage.
Charles Ross & Son | mixers.com
DRUM MOTOR
The VDG drum motor has an exchangeable machined profiled sleeve that enables di erent styles of modular belts to be used. The profiled sleeve on the drum is removed and replaced by the correct sleeve to match the desired belt profile, without the need to change the entire hygienic SSV-XP drum motor. VDG drum motors are available in a range of diameter sizes, belt speeds, and horsepower, as well as industry-specific options.
VDG (Van der Graaf) | vandergraaf.com
STAINLESS-STEEL REDUCERS



Designed for frequent, harsh washdown conditions, Cleveland Gear stainless-steel reducers are suitable for meat, poultry, and seafood applications where contamination and bacterial growth are a concern. They have a 316 stainless-steel housing and dou ble-lip, spring-loaded Viton seals. The reduc ers are available with 56C, 140TC, and 180TC NEMA quill inputs, as well as 303 stainlesssteel solid- or hollow-output shafts.
Cleveland Gear | clevelandgear.com
CONTINUOUS MIXERS
Gericke continuous mixers automatically mix multiple powders, granulates, flakes, liquids, and viscous materials in a single operation. The GCM mixers use gravimetric feeders to continuously weigh and meter each ingredient or material into the mixing chamber, where a single-shaft paddle assembly applies both axial and radial mixing while advancing the mixture downstream. Available in optional FDAcompliant and ATEX-certified configurations, the mixers process up to 150,000 L/hr and/or 100 tons/hr of dry materials in 24/7 operation.
Gericke USA | gerickegroup.com
www.profoodworld.com | December 2022 | PROFOOD WORLD 49
PLANT FLOOR NEW PRODUCTS
s s
PNEUMATIC DEPOSITORS

Unifiller pneumatic depositors control speed, volume, splash reduction, precharge, and deposit pressure profiling by using a smart device connected via Bluetooth. All the electri cal components of the +Series digitally controlled pneumatic depositors are enclosed in a washdown case that withstands tough, industrial washdown con ditions and meets IP69 safety protocols. The depositors are designed to connect to the Unifiller cloud-based app, which provides real-time data analytics and allows the machine settings and recipe adjustments to be controlled remotely.
Unifiller Systems | unfiller.com
s
s
PROCESS CONTROL
The brewery-specific ABB process control solution comprises a technological package, including a control system with batch functionality following the worldwide S88 standard and testing on a real-time digital twin, a complete and operational repre sentation of the control system. The Ability BeerMaker solution o ers intuitive controls, human-machine interfacing, detection and resolution of process disturbances, alarm messages, report management, diagnostics, and comprehensive clean in place (CIP) support. It can be applied within an existing installed base and accessed via a computer, tablet, or mobile device.
ABB | abb.com
s
SPECTROPHOTOMETER

The Mettler Toledo spectrophotometer analyzes liquid, translucent samples for their optical spectrum, color, and water parameters, or any of the three. Typically located in QC labs at small manufacturers in the food and beverage industry, the Easy VIS spectrophotometer is used for the inspection of raw materials, quality control of semi-finished and finished products, or testing the water quality of waste water. The visual interface with workflow guidance allows users to simply scan and measure. The spectrophotometer operates within a wavelength range of 330 to 1,000 nm. Mettler Toledo | mt.com
VARIABLE-SPEED DRIVE COMPRESSOR
The Atlas Copco variable-speed drive compressor features an IE5 ferriteassisted synchronous reluctance motor and a smart temperature control system that ensures it operates with an optimal oil temperature at all times. A boost flow mode allows temporarily exceeding the compressor’s maxi mum capacity. Available in a range of 30 to 50 hp (22 to 37 kW), the GA VSDS oil-injected screw compressor includes a touch controller, multiple compressor control, remote monitoring and analysis, and OPC UA integra tion for connected production environments.
Atlas Copco | atlascopco.com


50 PROFOOD WORLD | December 2022 | www.profoodworld.com PLANT FLOOR NEW PRODUCTS
SCAN TO DOWNLOAD










































































































































































































































































































































CONNECT, SHARE, INSPIRE: Voices of Women in Packaging and Processing 2022 COMMUNICATIONS EMOTIONAL INTELLIGENCE NEGOTIATION SKILLS BUSINESS ACUMEN NETWORKING CONNECT, SHARE, INSPIRE: Voices of Women in Packaging and Processing “This collaboration between PPWLN and the OpX Leadership Network aims to attract women into this eld and give them tools to succeed.”
Editor-in-Chief of OEM magazine
Stephanie
Neil,
This resource provides insight
core skills, each presented
expert advice
personal experience. pmmi.org/ppwln
on 5
through
as well as
s HORIZONTAL-MOTION CONVEYOR
The Key horizontal-motion conveyor slides and conveys product with no segregation or stratification, reducing damage and the loss of coatings, such as seasoning, batter, and certain types of oil. When integrated with pneumatic controls on the production floor, the reversible Zephyr conveyor allows redirecting a prod uct stream with either the push of a button or automatically, if fully integrated with the line. The conveyor can be configured to separate a single product stream to two side-by-side machines or divert a single stream to two di erent downstream production lines to produce di erent products.
Key Technology | key.net
PICK-AND-PLACE MACHINE
The Syntegon pick-and-place machine loads cookies and crackers flat or on-edge directly from the process belt into trays or flow-wrapping machine infeeds. An integrated camera-based vision system detects the position and shape of products on the infeed belt and transmits the information to the picker control system. The linear motor bar has up to 40 pickers, each of which can be aligned individually, while a mini bu er automatically fills incomplete product rows. The machine achieves a maximum output rate of up to 800 products/min.

Syntegon Technology | syntegon.com
MODULAR DRIVE SYSTEM
Compact and scalable, the Bosch Rexroth modular drive system provides tailored solutions with peak currents of 6 to 375 A; all the components in the ctrlX drive system can be combined with each other. The system includes a continuous DC bus, EMC design, and power connector with an integrated grounding concept. It features a reaction time of about 4 ms.

Bosch Rexroth | boschrexroth.com
s
MEDIUM-DUTY CONVEYOR
Engineered to convey up to 150 lb, the Dorner medium-duty conveyor comes in 26- to 36-in. widths. The Model 2700 conveyor can be wider than it is long, enabling an autonomous mobile robot to dock sideways for loading and unloading. The conveyor features V-guided positive belt tracking, rack and pinion belt tensioning, sealed-for-life bearings, and a 5/8-in. high-speed nose bar transfer tail. It is suitable for a vari ety of applications, including palletizers, multi-lane processing, case and tray handling, and end-of-line packaging. Dorner | dornerconveyors.com


PLANT FLOOR NEW PRODUCTS
52 PROFOOD WORLD | December 2022 | www.profoodworld.com

s
CONTROL SYSTEM
ISASecure SSA Level 1 certified, the Emerson distributed control system provides end-to-end cybersecurity at all levels. The DeltaV version 15 system supports an expandable, scalable hyperconverged infrastructure (HCI) virtualization option. Real-time analytics and an HTML5-based, built-for-purpose human-machine interface (HMI) to help improve situational awareness, while Spectral Process Analytical Technology integrates two analytics solutions for real-time closedloop control.
Emerson | emerson.com
INDUCTIVE SENSORS
Designed for indoor and outdoor applications, Carlo Gavazzi inductive sensors detect actuating parts, such as skid conveyor positioning and material positioning on conveyor systems. The IRC40 Series inductive proximity sensors have a rotatable sens ing head, four corner visible LEDs with diagnostic functions, and a 40- x 40- x 66-mm plastic housing with an M12-plug. O ering IP68 and IP69K protection against high-pressure washing cycles, they have a -13 to 176˚F operating temperature range and 22- to 40-mm sensing distance.

Carlo Gavazzi | gavazzionline.com

SANITARY PUMPS
Unibloc Hygienic Technologies sanitary pumps have 1- to 6-in. diameter outlet sizes and flow rates of 28 to 500 gal/min. Incorporating an all-stainless-steel design, the QuickStrip FoodFirst pumps contain no rotor bolts or O-rings. A swing arm supports the cover and keeps it o the floor during sanitation and maintenance procedures.

Unibloc Hygienic Technologies | unibloctech.com
s
REMOTE MONITORING SYSTEM
The Miura web-based portal provides boiler room operators with system health tracking, scheduled report generation, and system reliability scheduling. The Miura Connect real-time, remote-view portal comes standard with real-time equipment monitoring, integrated techni cal documentation, and custom-tailored alarm notifica tions via text or email. Collected from IoT sensors, boiler room historical trends and data are stored on the cloud platform with secure encryption. Multiple boiler rooms can be monitored from one centralized location.
Miura America | miuraboiler.com

PLANT FLOOR NEW PRODUCTS 54 PROFOOD WORLD | December 2022 | www.profoodworld.com
GEARMOTOR
Providing liquids and solids ingress protec tion in harsh food processing environments, the Winsmith gearmotor has an IP69Kcertified, stainless conveyor drive suitable for washdowns with 176°F water and steam at 1,450 psi at a rate of 4 gal/min. The gearmo tor features epoxy-coated windings; a 300 stainless-steel housing, end bells, output shaft, and conduit box; double-lip shaft seals; and O-rings between the end bells, housing, and conduit cover.



Winsmith | winsmith.com

TERMINAL BLOCKS
Measuring 9-mm wide with 1 to 6 distribution, Wago distribution termi nal blocks allow power feed-in up to a nominal cross-section of 8 AWG (10 AWG with ferrule) connecting 6 to 14 AWG outputs. The open tool slot and push-button Topjob S distribution terminal blocks have dual row jumper slots for parallel configuration with additional distribution blocks. They come in four color choices for intuitive field identification and vari ous design requirements. Each connection point has a molded-in conduc tor entry marking.

Wago | wago.com
CHOPPER BLENDER
Used to reduce frozen product into a palpa ble condition for juice and purée production, the JBT chopper blender comes with a hot water jacket around the lower portion and bottom of its tank, as well as a heating jacket that lines the underside of the intake chute to help frozen product flow into the system. The chopper blender SE o ers a frozen juice processing rate of 4 drums/hr, allowing prod ucts to be processed almost immediately from the cold room.
JBT | jbtc.com
www.profoodworld.com | December 2022 | PROFOOD WORLD 55 +1.914.968.8400 • www.GRAPHALLOY.com Can your bearings standup to harsh washdowns? Can your bearings standup to harsh washdowns? GRAPHALLOY® bearings. Self-lubricating. Maintenance-free. • Withstand harsh, corrosive washdowns
Self-Lubricating
FDA Acceptable
Can operate submerged
Reduce maintenance and downtime
Withstand temperatures up to 1,000˚F (535˚C) Contact us today to discover the benefits of Graphalloy maintenance-free bearings. Yonkers, NY USA NY USA F2
•
•
•
•
•
Graphite Bearings Ensure Food Safety for Fresh Produce
After trying several top-rated bearings to ensure that no metal or grease could potentially fall into product from a conveyor above, McEntire Produce finally found success with Graphalloy bearings.
NOT EVERY INDUSTRY has to worry so much about foreign materials or other contaminants entering their conveyor systems and falling into their product. But such concerns are critical in the food industry. And when that food is fresh pro duce, it becomes that much more important.
“It goes from the field to the table. You can’t cook it on the way, and you can’t sterilize it on the way,” says Eric Moulton, vice president of engineering at McEntire Produce. “So we have to be extremely careful with everything that we do to make sure that food safety is preserved across the supply chain.”
Established in the late 1930s, McEntire Produce prides itself on state-of-the-art equipment and the highest levels of food safety. It has a history of innovating for food safety, having developed and launched a revolutionary wash system for fresh-cut processing in 2013. It was with this history in mind that McEntire Produce approached Graphite Metallizing in late 2020 to discuss its quality assurance e orts around the bearings in their conveyor systems.
Key points of concern
When McEntire Produce thinks about ensuring food quality for its customers, it’s important not only to keep the produce fresh and clean, but also com pletely free of foreign materials. Food products, such as lettuce and other greens, move through the processing plant on conveyor systems, and in some areas one conveyor necessarily operates above another. These spots are where McEntire Produce’s engineering team focused its attention—particularly on the bearings within those conveyors.
Bearings—a necessary part of any conveyor sys tem—can cause problems on the foreign materials front. “They wear, and it’s di cult externally to tell how fast they’re wearing. And at some point, if you run a bearing for long enough, it will fall apart. And every bearing is the same inside—it’s got lots of small metal balls,” Moulton comments. “There’s
just a huge inherent risk in using bearings if there are places where the bearings are over the product. So the biggest risk that we were concerned about was the bearings falling apart, and metal getting into the food. Secondary to that is the grease. We use food-grade grease, obviously, but that doesn’t mean we want to eat it.”
The production and maintenance teams monitor the bearings closely for any signs of bearing dete rioration or grease egress, but McEntire Produce wanted to do more than just try to catch failures early. The engineering team had tested several dif ferent grease regimens and greaseless bearings, looking for ways to mitigate the risk. They tried the highest-end bearings from a few di erent manufac turers, but every one of them failed the test.
Everything in the plant is washed down every 24 hours, and every conveyor is thoroughly cleaned and sanitized with chemical foam and chlorinated water. The McEntire engineering team understands that heavy washdowns negatively impact tradition al bearings, as water intrusion rapidly accelerates bearing degradation. “We don’t do pressure wash ing here. We don’t even do warm-water washing,” Moulton says. “We said we need something that’s going to last, and last a long time. We don’t want any risk of grease getting in the food. We don’t want the risk of early bearing failure because some body didn’t grease it well enough or greased it too much and blew out the seals.”
After just weeks of testing the bearings at vari ous places around the facility, Moulton and his team would take them o the conveyors and cut them open to see if there was water intrusion. “Every single bearing had water intrusion; all of them,” he says. “They were all showing signs of rust and dete rioration on the inside.”
At a loss as to what to try next, the engineering team instead tried backstop measures. “We tried to come up with other clever solutions, like putting little
CASE STUDY MCENTIRE PRODUCE
AARON HAND | EDITOR-IN-CHIEF
56 PROFOOD WORLD | December 2022 | www.profoodworld.com
little catch pans underneath every bearing to catch any stray grease or any ball bearings that fell out, but it just didn’t work well,” Moulton says. “And we don’t want to have things like catch pans around because those are places for water to get trapped, and that creates potential for bacteria growth.”
Graphalloy bearings provide the answer
Finally, Moulton learned about Graphite Metallizing’s Graphalloy bearings—which are self-lubricating, have no moving parts, are chemical- and temperature-resistant, and are essentially waterproof. After doing so many failed tests on what had been presented as the magic bullet from other manufacturers, he remained skeptical that Graphalloy bearings would be any di erent. But he made the call and got samples.
Right away, Moulton saw the potential. “I thought, ‘Wow, this has real opportunity,’” he says. “They can not only run underwa ter continuously, but immersed in chemicals—continuously spinning under chemicals. If they can do that, surely they can handle a little bit of cold water.”
The McEntire maintenance team installed the first Graphalloy bearings on the conveyor systems in March 2021—at first on a conveyor that is not over food contact just because they didn’t know what to expect. They checked the bearings every three weeks, then every six weeks, and then every few months, Moulton says.
“We couldn’t have been happier. So we got a couple more and we put them over food contact surfaces,” Moulton says. One or two of those bear ings were on a particularly di cult application—an inclined conveyor that typically has 400 lb of pro duce on it, running 16 hours a day and stopping and starting every 15 seconds. “We let them run for a couple weeks, and that was problem solved.”
There are a few key factors that make Graphalloy bearings particularly suited for McEntire Produce’s plant:
• No grease needed—Made of a graphite/metal alloy that is self-lubricating, Graphalloy works e ciently without external lubrication. This eliminates the risk of grease escaping from the bearing housing and reaching the product stream.
• Durability—Temperature- and chemical-resistant, Graphalloy bearings function reliably in cold, wet environments. They can withstand the plant’s clean
Key concern areas for bearings within McEntire Produce’s operations are places where conveyors run over product.


s
Graphite Metallizing provided three di erent size inserts to put directly into existing pillow blocks. Shown here is a standard two-bolt pillow block before being replaced.
ing chemicals and repeated heavy washdowns.
• No risk from bearing failure—McEntire’s engineering team wanted to make sure that any new bearing product tried could be discovered through the metal detectors in case they failed. Not only is the Graphalloy bearing material detectable, but the bearings also don’t fall apart as they wear.
There was a bit of a learning curve to understand how Graphalloy bearings wear di erently than other bearings, Moulton notes. “The graphite doesn’t move, it sits. And if you’re pulling against it in one direction while you spin and spin, you eventually wear away sort of an oval shape,” he explains. “The easy solution is you just take the bearings o and you spin them around 180 degrees, and then you put them back on and wear them back the other way. Then, once a bearing gets too thin, you just replace it.”
McEntire now has almost 70 Graphalloy bearings in place everywhere that would be over a food con tact surface or over product, Moulton says. “Every single bearing over a food contact surface in the whole plant has been replaced.”
Graphite Metallizing www.graphalloy.com
www.profoodworld.com | December 2022 | PROFOOD WORLD 57
PHOTOS COURTESY OF GRAPHITE METALLIZING
Automated Conveyor System Is a Dream Come True
Thirty years into a business started by two school friends, the introduction of the smaller Magic Morsel found the brownie maker searching for a happy ending to an end-of-line challenge.
COUNT TO 100. I’ll wait. Any distractions while you counted? Are you sure you didn’t miss any numbers? Now do it again. All day long.
Fairytale Brownies was founded by two child hood friends, David Kravetz and Eileen Spitalny, who met in kindergarten. After graduating from college and spending a few years in the corporate world, they took their friendship, entrepreneurial spirits, and Kravetz family brownie recipe, and went out on their own to launch a company in their hometown of Phoenix. Thirty years later, and their company employs more than 130 people, selling multiple flavors of brownies, blondies, and cookies through online delivery to customers all over the world.
Over time, the bakery introduced smaller sizes, moving from full-size 3-in.-square brownies to include half-size Sprites and quarter-size Magic Morsels also. In recent years, demand for the mor sels has exploded. “That’s the size and the line that has just taken o ,” Kravetz says. “I think about 70% of our volume right now is in that size brownie.”
And here’s where the problem comes in with counting to 100. Fairytale Brownies’ workers were counting brownies by hand and placing them into reusable totes, which were then taken to the freezer to be ready for gift assembly. The full-size brownies and Sprites were one thing, stacking nicely in the totes and making it easier to keep track of the count. But employees struggled to count and keep track of the 500 bite-size brownies that fit into each tote.
“They’re too small to stack and organize. The team would have to count 100 pieces, put down a piece of parchment paper, then keep going,” Kravetz explains. “The only reason they’d do a layer of parch ment was if they lost count, instead of starting over, they would only go back to the previous layer.”
It’s not di cult to see that this sort of task is better suited to automation than it is to human labor. As burgeoning demand for the Magic Morsels began to cause problems for the end-of-line con veyor system, the team at Fairytale Brownies real ized they needed help.
Automating the sort and count
Most of Fairytale Brownies’ sales come as customizable gift packages of brownies, blondies, and cookies.

Fairytale operations were using a relatively slow flow wrapper—about 150 pieces a minute—along with a single accumulation table. From there, workers placed products into totes, counting and stacking as able. To keep up with growing demand, Fairytale needed a faster flow wrapper. But there was no way that workers were going to be able to keep up with a faster flow of product with the current system.
The goal was to design a system that would not only add e ciencies to Fairytale’s end-of-line
58 PROFOOD WORLD | December 2022 | www.profoodworld.com
AARON HAND | EDITOR-IN-CHIEF CASE STUDY FAIRYTALE BROWNIES
PHOTO COURTESY OF FAIRYTALE BROWNIES
operations but would also reduce the amount of employee interaction needed. Dorner’s Engineered Solutions Group worked with Fairytale’s confined floor space to come up with a solution.
First, Dorner recommended switching from one to two rotary tables to double packing capacity while operating within the existing space. To convey product through metal detection, Dorner designed a special 2200 Series metal-free conveyor with a plastic bedplate. After packaged product success fully passes through metal detection, a mechanical diverter shifts the products between tables, depend ing on the size and packaging recipe running.

Now, the small Magic Morsels flow directly from the accumulation tables down chutes and into totes, with each tote automatically receiving 500 pieces, according to a count by the photo eye. When the count reaches 500, a mechanical diverter arm shifts the product onto the other table, where the same process takes place. The bite-sized treats are accurately counted and packed in totes with no employee interaction.
To easily transition the system from running the small pieces to the larger, Dorner incorporated a removable arm and discharge chute into each rotary table.
Lessons learned
Dorner made discoveries as it tested with the sam ples, making adjustments along the way. One adjust ment came in relation to the larger pieces. Because the larger brownies needed to be sorted more pre cisely into the totes—to avoid damage and to provide a better fit—packing still needed to be done by hand.
Occasionally, products would begin to back up, and the cookies in particular would shingle on top of each other, and fall o the table. To address this issue, Dorner improved the design with the installa tion of a 6-in. fixed diverter on each table to gently guide products toward the middle. This minimized contact with other newly deposited products and enabled them to keep rotating toward the center of the tables without over-accumulating.
Another issue came when the system was running at full speed and the morsels got backed up and clogged the chute. Dorner modified the diverter arm to keep that from happening, adds Victor Moran, quality assurance supervisor for Fairytale Brownies.
“They were really good after it was installed to tweak these kinds of real-world production prob lems that crept up,” Kravetz notes. “The team did a great job because we modified the design many times during the process, and they were really open to it. They kept coming up with better ideas.”
Happily ever after
Installed in March 2022, the new system has been able to significantly speed up production and cut costs, Moran says, noting that they’ve been able to run the new flow wrapper at speeds of up to 240 Magic Morsels per minute.
That number is limited by the loading of the Syntegon flow wrapper, with each piece being handplaced between each peg on the machine, Kravetz explains. “In the future, we’ll be able to upgrade with an automated loading mechanism, so we can max out the speed of the machine,” he says. “The Dorner system was designed to handle the maximum speed of the Syntegon once we get there.”
Moran adds, “Right now, the max for Morsels is 300 packages per minute. But they can add a third head and go up to 450 packages per minute.”
To address company sales that take place almost entirely in December, the bulk of Fairytale’s sta are seasonal workers. “We ramp up the baking team in early August, and then we have an end-ofseason party usually on December 23rd,” Kravetz says. “We go from about 45 people o -season and we max out at around 140 right before Christmas.”
The new system has been able to cut down on the workers needed on the end of line as well. “With our old machine, we would have three shifts, with six or seven people per shift for the wrapping,” Moran says. “With this wrapper, we were able to eliminate a whole shift and still produce and pack age the amount of three shifts.”
Dorner www.dornerconveyors.com
John Glenn & Associates www.johnglennandassociates.com
Syntegon www.syntegon.com
The new conveyor system includes two rotary tables instead of one. When configured to run the smaller Magic Morsels, the tables divert the treats past a photo eye to be counted and then down a chute to a waiting tote.
www.profoodworld.com | December 2022 | PROFOOD WORLD 59
PHOTO COURTESY OF DORNER






The most reliable and complete online directory of packaging and processing technology suppliers in North America – designed from the buyer’s perspective. Features include: You’re looking for... Are you looking for packaging or processing solutions and you don’t know where to start? • Plain-language lters so it’s easy to nd what you need. • Type-ahead keyword search. • Visual navigation by machine or desired package type. • Packaging-speci c lters that are tailored to each product category. ProSource.org
COMPANY / WEBSITE PAGE COMPANY / WEBSITE
Aerzen USA, Inc 47 www.aerzen.com/en-us
American Pasteurization Company 22 www.americanpasteurizationcompany.com
BUNTING 29 www.buntingmagnetics.com
Emerging Brands Alliance 48 www.emergingbrandsalliance.org/grants
Eriez Magnetics 23 www.eriez.com
Flexicon Corporation C-2 www.flexicon.com
FoodSafe Drains 27 www.foodsafedrains.com
FPS Food Process Solutions Corporation 11 www.fpscorp.ca
GEA 1 www.gea.com
Graphite Metallizing Corp. 55 www.graphalloy.com
Industrial Magnetics, Inc. 20 www.magnetics.com
International Production & Processing Expo 40 www.ippexpo.org
Klockner Pentaplast, Food Packaging 5 www.kpfilms.com
Linde 37 www.lindefood.com/innovations
Lubriplate Lubricants 39 www.lubriplate.com
Matrix Technologies, Inc. 33 www.matrixti.com
PAGE
Miura America Co., Ltd. 32 www.miuraboiler.com
Munson Machinery Co. Inc. 7 www.munsonmachinery.com
PFW Sustainability Excellence in Manufacturing Awards 62, C-3 www.pfwgo.to/sema
PMMI ProSource 60 www.prosource.org
ProFood Manufacturing Innovation Awards 44 www.pfwgo.to/mia
ROSS Mixers 15 www.mixers.com
SEW Eurodrive, Inc. C-4 www.seweurodrive.com
Shick Esteve 8 www.shickesteve.com
Siemens, Engineering Software 31 www.usa.siemens.com/foodbev
Sterling Systems & Controls, Inc. 18 www.sterlingcontrols.com
Triangle Package Machinery Company 53 www.trianglepackage.com
Urschel Laboratories, Inc. 2 www.urschel.com
VDG C-1 www.vandergraaf.com
VEGA Americas 43 www.vega.com/vegapoint
Voices of Women in Packaging & Processing 51 www.pmmi.org/ppwln
Wire Belt Company of America 19 www.wirebelt.com
ProFood World® (ISSN 2476-06760, USPS 22310) is a registered trademark of PMMI, The Association for Packaging and Processing Technologies. ProFood World® is published 7x a year (February, April, June, August, September, October, December) by PMMI Media Group, 401 North Michigan Avenue Suite 1700, Chicago, IL 60611; 312.222.1010; Fax: 312.222.1310. Periodical postage paid at Chicago, IL, and additional mailing offices. Copyright 2022 by PMMI. All rights reserved. Materials in this publication must not be reproduced in any form without written permission of the publisher. Applications for a free subscription may be made online at www.profoodworld.com. Paid subscription rates per year are $55 in the U.S., $80 Canada and Mexico by surface mail; $130 Europe and South America. $200 in all other areas. To subscribe or manage your subscription to ProFood World, visit ProFoodWorld.com/subscribe. Free digital edition available to qualified individuals. POSTMASTER: Send address corrections to: ProFood World, 401 North Michigan Avenue, Suite 1700, Chicago, IL 60611. PRINTED IN USA by Quad Graphics. The opinions expressed in articles are those of the authors and not necessarily those of PMMI. Comments, questions and letters to the editor are welcome and can be sent to: ahand@pmmimediagroup.com. We make a portion of our mailing list available to reputable firms. If you would prefer that we don’t include your name, please write us at the Chicago, IL address. Volume 6, Number 6.
AD INDEX
www.profoodworld.com | December 2022 | PROFOOD WORLD 61 Statement of Ownership,Management,andCirculation (Requester Publications Only) 1.Publication Title 2.Publication Number 3.Filing Date 4.Issue Frequency 5.Number of Issues Published Annually6.Annual Subscription Price (if any) 8.Complete Mailing Address of Headquarters or General Business Office of Publisher (Not printer) 9.Full Names and Complete Mailing Addresses of Publisher, Editor, and Managing Editor (Do not leave blank) Publisher (Name and complete mailing address) Editor (Name and complete mailing address) Managing Editor (Name and complete mailing address) 10.Owner (Do not leave blank. If the publication is owned by a corporation, give the name and address of the corporation immediately followed by the names and addresses of all stockholdersowningor holding percent or more of the total amount of stock. If not owned by a corporation, give the names and addresses of the individual owners. If owned by a partnership or other unincorporated firm, give its name and address as well as those of each individual owner. If the publication is published by a nonprofit organization, give its name and address.) 11.Known Bondholders, Mortgagees, and Other Security Holders Owning or Holding 1 Percent or More of Total Amount of Bonds, Mortgages, or Other Securities. If none, check box. PS Form 3526-R July 2014 [Page of 4 (See instructions page 4)] PSN: 7530-09-000-8855 None 7.Complete Mailing Address of Known Office of Publication (Not printer)(Street, city, county, state, and ZIP+4 ) Contact Person Telephone (Include area code) Full Name Complete Mailing Address Complete Mailing Address Full Name 12.Tax Status (For completion by nonprofit organizations authorized to mail at nonprofit rates)(Check one) Has Not Changed During Preceding 12 Months Has Changed During Preceding 12 Months (Publisher must submit explanation of change with this statement.) The purpose, function, and nonprofit status of this organization and the exempt status for federal income tax purposes: PRIVACY NOTICE: See our privacy policy on www.usps.com. 10/1/2022 R D R D 6 E R E EC E 401 M 1 00, C , , 60611 401 M , 1 00, C 60611 B ER E R E R E 630 329 196 0 00 R C ME DDRE E R D, ME DDRE E MM 11911 D 600, R , 20190 2 2 3 1 0 PS Form 3526-R, July 2014 (Page of 4) Extent and Nature of Circulation Average No. Copies Each Issue During Preceding 12 Months No. Copies of Single Issue Published Nearest to Filing Date 15. 14.Issue Date for Circulation Data Below 13.Publication Title a.Total Number of Copies (Net press run) In-County Paid/Requested Mail Subscriptions stated on PS Form 3541. (Include direct written request from recipient, telemarketing, and Internet requests from recipient, paid subscriptions including nominal rate subscriptions, employer requests, advertiser’s proof copies, and exchange copies.) d.Nonrequested Distribution (By mail and outside the mail) b. Legitimate Paid and/or Requested Distribution (By mail and outside the mail) c.Total Paid and/or Requested Circulation (Sum of 15b (1), (2), (3), and (4)) Outside County Paid/Requested Mail Subscriptions stated on PS Form 3541. (Include direct written request from recipient, telemarketing, and Internet requests from recipient, paid subscriptions including nominal rate subscriptions, employer requests, advertiser’s proof copies, and exchange copies.) (1) (2) (4) Requested Copies Distributed by Other Mail Classes Through the USPS (e.g., First-Class Mail Sales Through Dealers and Carriers, Street Vendors, Counter Sales, and Other Paid or Requested Distribution Outside USPS (3) Nonrequested Copies Distributed Outside the Mail (Include pickup stands, trade shows, showrooms, and other sources) (4) (1) Outside County Nonrequested Copies Stated on PS Form 3541 (include sample copies, requests over 3 years old, requests induced by a premium, bulk sales and requests including association requests, names obtained from business directories, lists, and other sources) (2) In-County Nonrequested Copies Stated on PS Form 3541 (include sample copies, requests over 3 years old, requests induced by a premium, bulk sales and requests including association requests, names obtained from business directories, lists, and other sources) (3) Nonrequested Copies Distributed Through the USPS by Other Classes of Mail (e.g., First-Class Mail, nonrequestor copies mailed excess of 10% limit mailed at Standard Mail or Package Services rates) Total Distribution (Sum of 15c and e) f. Total Nonrequested Distribution [Sum of 15d (1), (2), (3) and (4)] e. Copies not Distributed (See Instructions to Publishers #4, (page #3)) g. Total (Sum of 15f and g) h. Percent Paid and/or Requested Circulation (15c divided by 15f times 100) i. *If you are claiming electronic copies, go to line 16 on page 3. If you are not claiming electronic copies, skip to line 17 on page 3. 10/1/2022 R D R D M E ME
0
38,656 15 38,6 1 50% 6 %
0 0 0 25,125 500 0 0 11,200 11, 00 3 ,525 120 3 ,645 Statement of Ownership,Management,andCirculation (Requester Publications Only) 16.Electronic Copy Circulation Average No. Copies Each Issue During Previous 12 Months No. Copies of Single Issue Published Nearest to Filing Date a.Requested and Paid Electronic Copies b.Total Requested and Paid Print Copies (Line 15c) + Requested/Paid Electronic Copies (Line 16a) c.Total Requested Copy Distribution (Line 15f) + Requested/Paid Electronic Copies (Line 16a) d.Percent Paid and/or Requested Circulation (Both Print & Electronic Copies) (16b divided by 16c Í 100) I certify that 50% of all my distributed copies (electronic and print) are legitimate requests or paid copies. 18.Signature and Title of Editor, Publisher, Business Manager, or Owner Date certify that all information furnished on this form is true and complete. understand that anyone who furnishes false or misleading information on this form or who omits material or information requested on the form may be subject to criminal sanctions (including fines and imprisonment)and/or civil sanctions (including civil penalties). 17.Publication of Statement of Ownership for a Requester Publication is required and will be printed in the issue of this publication. 10/1/2022 DECEMBER 2022 929 900 26,025 38,425 68% 20,201 39,585 51%
19, 2 16,129 0 0 0 19, 2
0 38,6 1 2,800 18,829
35,000 25,125


























CALL FOR ENTRIES Sustainability Excellence in Manufacturing Awards E cellence Produced by Awards to be presented at Each year, ProFood World recognizes outstanding food and beverage processing and packaging innovation projects via the Sustainability Excellence in Manufacturing Awards competition. Multiple awards will be named for projects such as: O Reduction in water and energy O Waste conservation O Pollution prevention O Packaging reductions Join past winners such as Campbell Soup, Land O’Lakes, McCormick, Smithfield, Conagra Brands, Hormel, Hiland Dairy, Big Heart Pet Brands, Bob’s Red Mill Natural Products, Li ey Meats, and Graphic Packaging International. View past winning entries and learn more at pfwgo.to/sema Entries are due March 1, 2023. ENTER THE RECENTLY ADDED PROCESSOR/ SUPPLIER PARTNERSHIP CATEGORY! View a past winner’s video at pfwgo.to/meat THE RACE TO SAVE THE PLANET
JEFFREY BARACH, PH.D. | BARACH ENTERPRISES

Make Sure Food Safety Includes Critical Recall Training
Your food processing operations need to have the same kind of preparedness for food recalls as it would have for a natural disaster. Be sure to keep up with training.
RECENT NATURAL DISASTERS, such as Hurricane Ian in late September, have shown the continued importance of planning and preparedness. Some businesses are required to have a hurricane emergency action plan to meet requirements under Federal Emergency Manage ment Agency (FEMA) regulations, and training is an essential component of any adversity recovery plan.
The same kind of preparedness is prudent when it comes to food recalls. For foods regulated by the U.S. Food and Drug Administration (FDA), updat ed regulations can be found in the Food Safety Modernization Act (FSMA) regulations, which states that facilities must have a written recall plan that includes procedures and steps to do the fol lowing: notify their consignees about the recall, notify the public about the hazard, notify the FDA, conduct checks to verify the recall e ectiveness (retrieval of product), and appropriately dispose of the recalled food. Triggering and conducting a recall is still a voluntary act that is up to the compa ny. However, the FDA now has statutory authority (under the FD&C Act) to mandate a company recall if the company refuses to do so and the FDA deems it necessary to protect public health by prevent ing an adulterated or misbranded product from remaining in the marketplace.
Many of the misbranded food recalls consumer packaged goods (CPG) companies deal with (typ ically greater than 40%) are due to the presence of undeclared allergens on the label. The estimat ed cost to the company of a recall could be in the millions of dollars, so it is easy to see why CPGs need to get serious about recalls and recall training e orts. Planning and preparedness are key to mini mizing the impact of a food recall, and it is the task of the food safety team to create and manage the company’s food safety programs to prevent, plan, and prepare for such an event as a food recall.
When a problem occurs, a company should internally decide if and when a recall is necessary.
In some situations, the com pany might consider that an internal action is warranted when there is no or very limited public exposure to the prob lem. The decision needs to be made about whether it can be managed through an internal correction, stock recovery, or market withdrawal of product. However, a company must con sider a recall when its product or ingredient is adulterated or misbranded, requiring the company’s removal or correction of a marketed product that the FDA considers to be in violation of the laws it administers and is a threat to public safety. Also, the company must take several steps while han dling a recall: notify the FDA when a recall is eminent by using the FDA’s Reportable Food Registry portal, notify the company’s supply chain with details, pre pare and notify the public via press release(s), con duct a product recovery, correct the problem, and draw an end to the recall.
Managing a recall takes preparation, planning, and practice. Some companies might never experi ence a recall situation, but every CPG company must nonetheless have plans in place and be familiar with the basic steps that must be taken to quickly and e ciently implement a product recall and product retrieval. If the decision to recall is not readily appar ent, it might be wise to engage experts, risk consul tants, and legal professionals as needed.
Recalls do not all pose the same risk to the pub lic, therefore the FDA has classified recalls based on certain risk characteristics and it has defined recalls into three classes. The FDA classifies the recall level, not the company. Recalls are classified into a numerical designation (I, II, or III) by the FDA to indicate the relative degree of health hazard pre sented by the product being recalled.
When products are involved in a recall, it’s almost
www.profoodworld.com | December 2022 | PROFOOD WORLD 63
POINT OF VIEW FOOD SAFETY
always a complex situation and logistically di cult. There needs to be a good communication flow between producers, processors, manufacturers, distributors, the FDA, and to the end user. Missteps to avoid during a recall include these don’ts: delay actions unnecessarily, allow financial aspects to a ect safety considerations, short-change the scope of the recall resulting in additional recalls, be vague or opinionated with recall language, and don’t admit fault until the investigation is completed.
One element of a recall program is to define the root cause so that production can resume as quickly as possible. Once corrective actions have fixed the problem, the food safety team should analyze the e ectiveness of the recall and conduct a Lessons Learned activity to ensure any errors in planning, preparedness, and performance can be avoided in the future. Updates to recall training could be necessary to improve future recall performance.
Recall Team: A well-prepared and well-trained recall team is essential to ensure that recalls are handled quickly and e ciently with the least possible company disruptions and a minimal impact on public health. The preferred team would be composed of a president or CEO, recall coordinator, plant operations manager, food safety and quality manager, product logistics manager, communications and public relations spokesperson, legal counsel, finance, and sales and marketing head.
Of the individuals involved, the key role is the recall coordinator—a team leader responsible for initiating and coordinating the safety aspects or quality investigations of the incident. This person’s job is to develop the recall plan, manage the decision-making process (does the problem justify a recall or perhaps another action, like a market with-

drawal), manage the timing of events, and provide training to the team before a recall happens.
Recall Plan: The coordinator develops the company’s recall plan and training activities that can proceed to ensure all members of the recall team know their responsibilities and understand their respective roles. A measure of the plan’s e ectiveness can be evaluated after conducting a mock recall. Deficiencies in the plan can be identified and eliminated through a process of continuous improvement.
Team Training: Training methodologies are many, and a company might choose to conduct training internally or engage outside resources to assist with training of various recall program components. A well-written and comprehensive recall plan is essential to provide the backbone for a training template, leading to a successfully trained recall team.
Some considerations should be made while designing the training program. First and foremost, C-level executives must be willing to allocate the necessary time and resources to the training program and allow the necessary maintenance and follow-up activities. A further consideration is based on the di ering characteristics of the various recall team members. For example, some team members might require training in a di erent language to fully comprehend their roles and responsibilities. A team member’s age might play a factor in how they best receive and absorb the materials taught. People have di erent levels of reading skills, understanding, and comprehension; therefore, sometimes one-sized training is not e ective for all. The training environment—such as room size and shape, lighting, seating, noise level, A/V equipment, use of online activities, and use of written and visual materials—all play a part in maximizing learning and retention.
Most of the employees to be trained will be adults. Some scholars have made assumptions and recommendations about how best to train adults based on how adults prefer to learn. It has been suggested that by understanding the principles of adult learning, one can design a workplace training program that enhances the learning experience and maximizes its e ectiveness. Adults often learn best when they can relate the new material to what they already know. Learners need roadmaps with clear objectives. Each new piece of information needs to build logically on the current situation.
An essential function of post-training is to conduct a mock recall to test the readiness and e ectiveness of the recall team to react correctly and in the best interest of the company and public health. Some additional training or modifications to the recall plan might be necessary to improve the overall outcome of the mock recall training experience.
POINT OF VIEW FOOD SAFETY 64 PROFOOD WORLD | December 2022 | www.profoodworld.com
RECALL PROGRAM Know Regulations Know Risks for All Ingredients and Products Develop Written Recall Plan, Including Communication Contacts Train Staff and Others How to Implement Recall Plan Document Training, Mock Recalls, and Any Actual Recall Events Establish Procedures of How and When to Update Plan and Training
Looking to Score a Sustainability Win? COLLABORATION IS ESSENTIAL!

ProFood World added a new category to its annual Sustainability Excellence in Manufacturing Awards. The Processor/Supplier Partnership Category recognizes the growth and importance of collaboration between processors and industry suppliers in protecting the planet.


Learn how past winners in this new category— Li ey Meats and Graphic Packaging International—worked in tandem to create a new PaperSeal tray for Lidl.

View video at pfwgo.to/meat.
DEADLINE FOR ENTRIES IS MARCH 1, 2023.

Learn how to enter at pfwgo.to/sema.
 Produced by Awards to be presented at
Produced by Awards to be presented at
CALL FOR
ENTRIES
We kick acid.
Having washdown or corrosion issues?
It’s time to kick acid with our Food Industry Package. It conquers corrosion with its epoxy primer, USDA finish, fully encapsulated stator, epoxy conduit box, and stainless steel TorqLOC® keyless hollowshaft. It’s no wonder that our motor outlasts the competition in extreme environments such as the poultry industry!

seweurodrive.com / 864-439-7537







