

BUILDING THE FUTURE
























How to engineer a production line for food
Inspection and detection equipment evolves
Tips for bridging the manufacturing skills gap
























































































































































How to engineer a production line for food
Inspection and detection equipment evolves
Tips for bridging the manufacturing skills gap





















































































































For high volume deli products, our fully automated One Line concept provides all the capacity and productivity you need in a relatively small footprint. It starts with our OptiSlicer which seamlessly connects to a scanner, loader and thermoformer. Designed to provide high levels of hygiene, the complete GEA line is easy to clean and maintain.
Our One Line concept adapts to each type of deli product processed, so each and every result is optimized. Contact us to learn more.
GEA North America gea.com/unitedstates sales.northamerica@gea.com







06 From the Editor


Footprint-friendly equipment and labor-saving technology set the trends at PACK EXPO International
09 In the News
Contract manufacturers see bottlenecks across production lines
New SKUs in the snack food forecast
PACK EXPO International delivers in size and substance
18 Packaging Technology
Paper-based canister keeps powdered collagen fresh
Plant-based protein powder gets plant-based pouch
McFlurry moves to paperbased four-flap cup
Johnnie Walker adds lightweighted bottle
44 New Plant Floor Products



Automation Adds Flexibility at Hill’s Pet Nutrition


The company’s new plant in Kansas exemplifies strategic planning and innovation, balancing automation, sustainability, and employee welfare to meet growing demand and ensure operational e ciency.
14 OpX Intel: Operational Technology Cybersecurity Reports from OT cybersecurity experts paint an alarming picture for food and beverage manufacturers regarding cybersecurity threats.
32 Tech Today: Inspection and Detection
Food manufacturers are deploying advanced inspection and detection equipment to meet the challenge of food safety.
50 Case Study: Crider Foods
Automated retort system propels the canned meat manufacturer to new heights.
38 Case Study: Reykjavik Creamery
Reykjavik Creamery overcame production challenges by upgrading to a state-of-the-art filling machine for yogurt.
42 New Liquid Processing Products
54 Bridging the Workforce Skills Gap
58 Engineering a Production Line for Food Processing











EDITOR-IN-CHIEF MICHAEL COSTA mcosta@pmmimediagroup.com
CONTRIBUTING WRITERS
GRANT GERKE, BRYAN GRIFFEN, JAMIE VALENTI-JORDAN, STEPHEN PERRY
ART DIRECTOR KATHY TRAVIS
CREATIVE DIRECTOR DAVID BACHO
ADVERTISING
VICE PRESIDENT, SALES JOHN SCHREI jschrei@pmmimediagroup.com • 248/613-8672
PUBLISHER PATRICK YOUNG pyoung@pmmimediagroup.com • 610/251-2579
ACCOUNT EXECUTIVE BRIAN J. GRONOWSKI bgronowski@pmmimediagroup.com 440/564-5920
SENIOR MANAGER, PRINT OPERATIONS LARA KRIEGER lkrieger@pmmimediagroup.com
FINANCIAL SERVICES MANAGER JANET FABIANO jfabiano@pmmimediagroup.com
PMMI MEDIA GROUP

PRESIDENT DAVID NEWCORN
VICE PRESIDENT, DIGITAL ELIZABETH KACHORIS
SENIOR DIRECTOR, MEDIA OPERATIONS KELLY GREEBY
DIRECTOR, DIGITAL MEDIA JEN KREPELKA













DIRECTOR OF CONTENT KIM OVERSTREET


SENIOR DIRECTOR, EVENTS TREY SMITH
FOUNDING PARTNER AND EXECUTIVE VICE PRESIDENT, INDUSTRY OUTREACH, PMMI JOSEPH ANGEL
PMMI Media Group 401 N. Michigan Ave., Suite 1700, Chicago, IL 60611 Web: www.pmmimediagroup.com
PMMI, The Association for Packaging and Processing Technologies 12930 Worldgate Drive, Suite 200, Herndon, VA 20170 Phone: 571/612-3200 • Fax: 703/243-8556 • Web: www.pmmi.org
CONNECT WITH US
@ProFoodWorld
www.linkedin.com/ showcase/profoodworld
































Ideal for chocolate, pie filling, fruit preserves, nut butters, cottage cheese, soups, & more!

Innovative fabrication process to provide structure, reducing the risk of catastrophic failure!
Industrial Magnetics, Inc.’s Liquid line Magnetic T-Traps remove unwanted ferrous and work-hardened stainless contaminants from processing lines.



MICHAEL COSTA | EDITOR-IN-CHIEF
The recent PACK EXPO International show in Chicago was a success all around (see P. 12 for details) and from a food-processing standpoint, I noticed many evolving trends in equipment and technology on the show floor.

First, I saw several manufacturers highlighting compact, small-footprint, and/or all-in-one machines. This isn’t a new trend, as I spotted examples of this while attending the Interpack show in Germany last year, but what I noticed at PACK EXPO International was an evolution of these machines and components for even more efficiency in production, labor, and resource conservation than previous versions.
Some examples I saw at the show (without naming brands) include powerful space-saving mini pumps for viscous and liquid processing; a small-footprint nut processing machine specifically for manufacturing nut butters, and aimed at boutique processors with limited production space; compact combination checkweighers/metal detectors; and sanitary food conveyors that can be customized to fit any operation small or large. Some of those conveyors (and other equipment) also highlighted toolless disassembly to address the perpetual labor shortage.
Speaking of workforce, technology—particularly applied to saving labor—is another trend that continues to evolve. I saw highly accurate AI-enabled inspection for defects in food and/or food packaging that takes the place of employing multiple people to manually inspect on the line. Microwave technology is now being used to detect types of foreign matter that previously were undetectable. And easyto-use HMI controls for equipment have become even more simplified, so workers with little to no experience can operate equipment without extensive training.
Looking ahead, food processing might evolve at a slower pace than other segments of the industry, but make no mistake: it’s always evolving due to outside factors (ongoing workforce shortage, food safety concerns/new regulations, limited manufacturing space, etc.) that change the way food is processed. It will be exciting to see this incremental progression continue at next year’s PACK EXPO Las Vegas.
EDITORIAL ADVISORY BOARD
CHRISTINE BENSE
CHIEF SUPPLY CHAIN OFFICER Turkey Hill
GREG FLICKINGER
CEO American Botanicals
JOHN HILKER
SENIOR VP, OPERATIONS Kite Hill
VINCE NASTI
FACTORY MANAGER
Nestlé
JIM PRUNESTI
SVP, ENGINEERING Conagra Brands
LISA RATHBURN VP, OPERATIONS
T. Marzetti
SCOTT SPENCER
CEO
Quality Harvest Foods
TONY VANDENOEVER
PRINCIPAL CONSULTANT Waterfall Ventures
DIANE WOLF
INDEPENDENT FOOD AND BEVERAGE CONSULTANT
BROOKE WYNN
SENIOR DIRECTOR, SUSTAINABILITY
Smithfield Foods
mcosta@pmmimediagroup.com
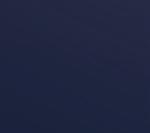
RIBBON/PADDLE/PLOW BLENDERS HANDLE POWDERS TO PASTES
Agitators forced through stationary materials impart shear needed to reduce agglomerates and blend pastes and slurries. Basic industrial units to state-of-the-art sanitary designs with heating/cooling jackets, liquid spray additions, and high-speed choppers/intensifiers. Capacities from 1 to 1,150 cu ft (.03 to 32 m3).
SANITIZE ULTRA-FAST, THOROUGHLY
Smooth internal surfaces free of baffles, shafts and bearings allow unobstructed material flow, plus complete discharge through a gate valve for rapid cleaning or sanitizing of the easy-access interior. Uniform blends are typically achieved in as little as 15 minutes with equal efficiency at fill volumes from 100% to 25% of capacity. Ideal for dry and granular materials.
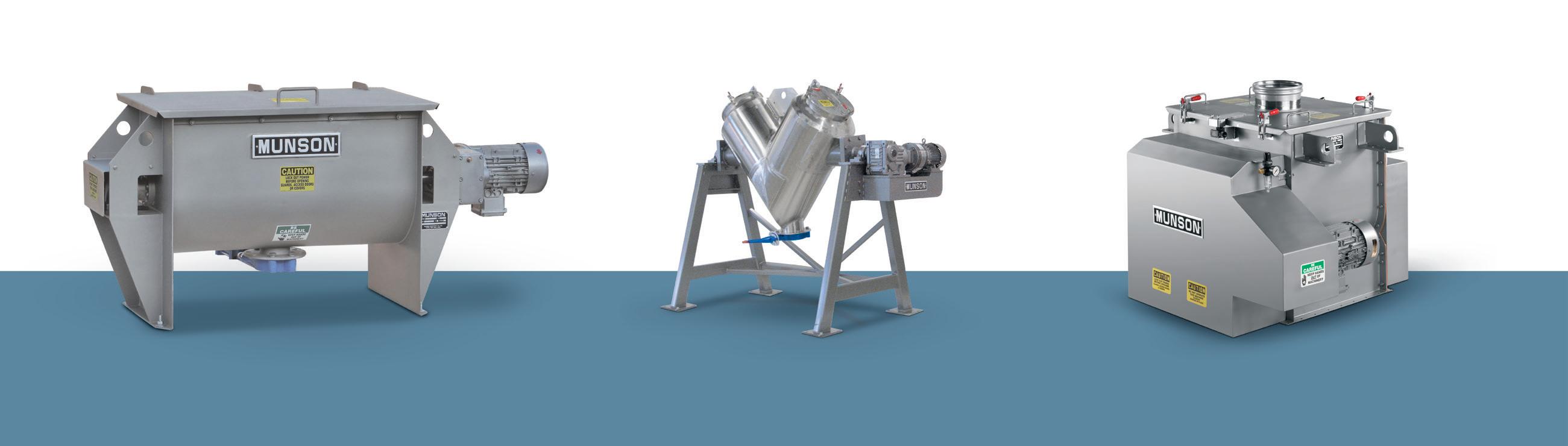
n 100% Uniform blending and/or liquid additions in one to 2–1/2 minutes
n Total discharge with no segregation
n Ultra-gentle tumbling action (versus blades forced through batch)
n Ultra-low energy usage
n Equal efficiency from 100% to 15% of capacity
n No internal shaft or seals contacting material unlike other rotary mixers
FLUIDIZED BED MIXERS BLEND ULTRA-FAST, GENTLY
MUNSON® Fluidized Bed Mixers feature two shafts with paddles that counter-rotate at high speeds to fluidize material, achieving homogeneous blends in 10 seconds to 2 minutes. Low shear forces minimize friction with little or no degradation and insignificant heat generation. Drop-bottom gates provide rapid discharge. Capacities from 0.21 to 283 cu ft (6 L to 8 m3).

LUMP BREAKERS REDUCE AGGLOMERATES, FRIABLE MATERIALS
Remove lumps and agglomerates from bulk foods. Dual rotors with three-point, singlepiece breaking heads rotate with minimum clearance inside a curved, perforated bedscreen. On-size material exits through bedscreen apertures from 1/32 to 2–1/2 in. (0.8 to 63.5 mm) in diameter. Fits tight spaces between upstream and downstream process equipment.


PIN MILLS REDUCE FRIABLE SOLIDS IN CONTROLLED SIZE RANGES
Coarse to fine grinding of friable powders, flakes and granules into controlled particle sizes at high rates per HP/kW. High-speed rotation of the inner disc creates centrifugal force that accelerates bulk material entering the central inlet of the opposing stationary disc through five intermeshing rows of pins. Desired tight particle size distribution obtained by controlling the rotor speed.
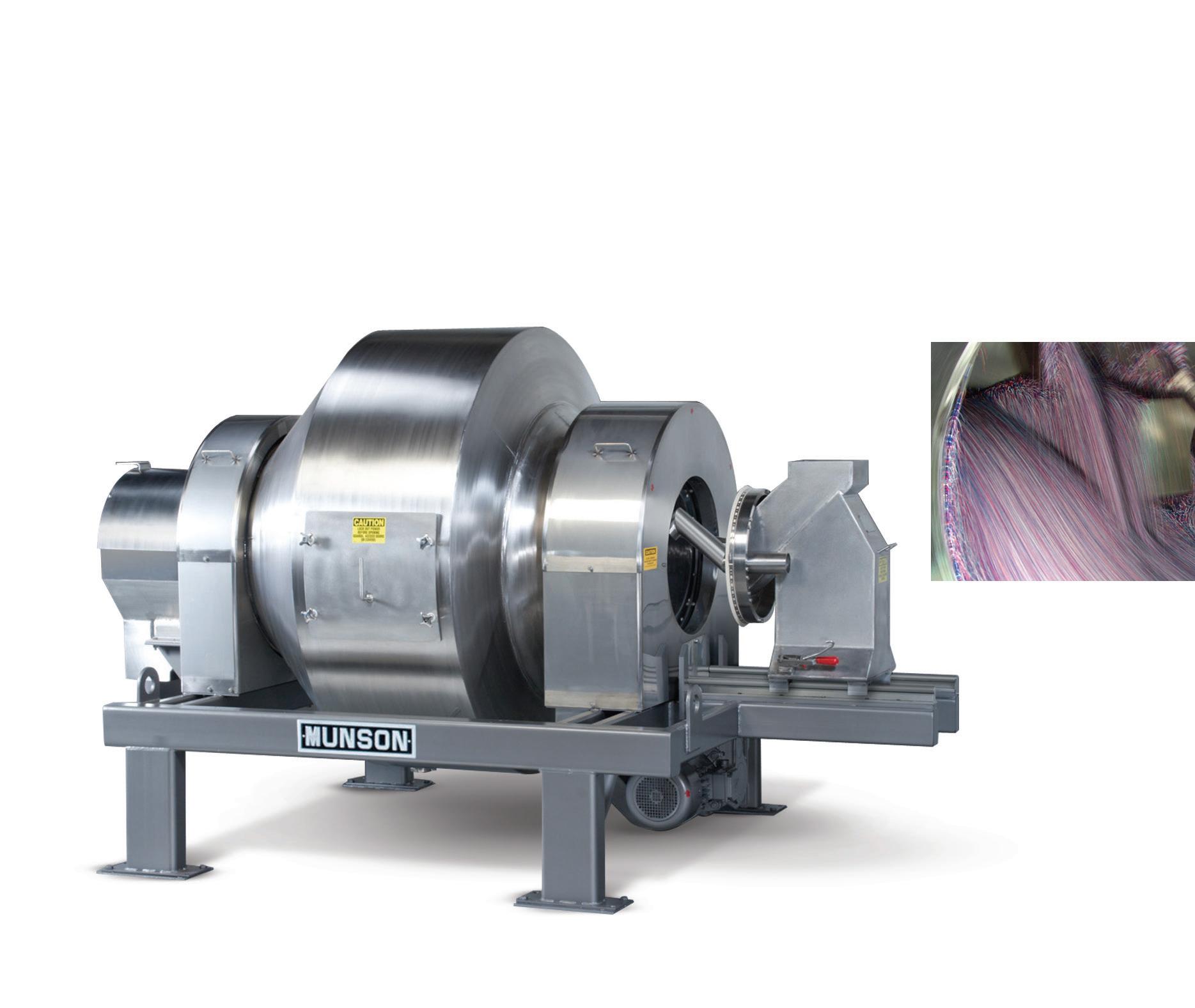
• Layered products inspection
• Glass, stone, bone detection
• Metal contaminant detection
• Best performance for packaged products
• Compact footprint and low TCO
Anritsu DualX+ X-Ray
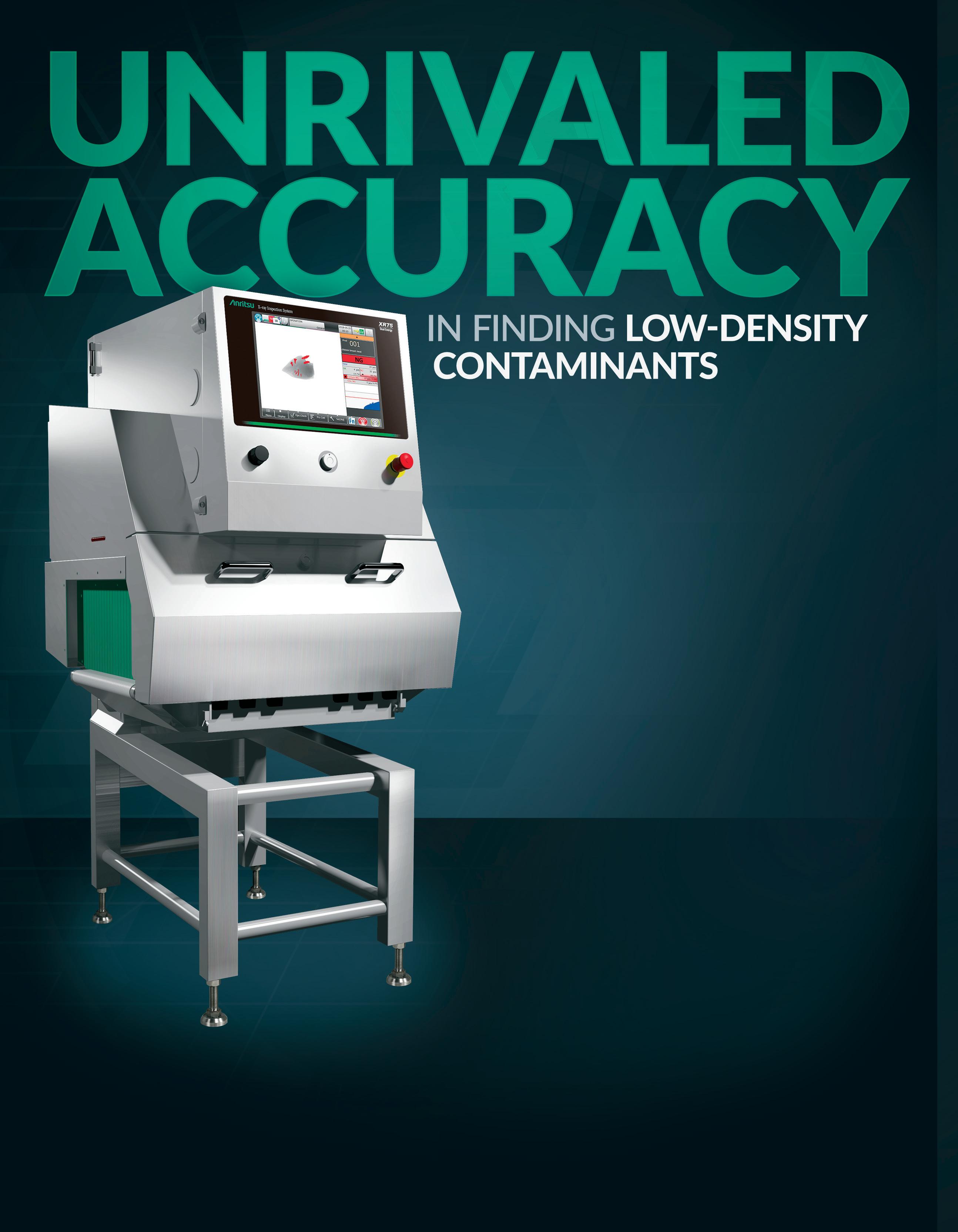
Scan the code to see a full list of DualX+ features and technical specifications.
Solve your toughest contamination challenges with Anritsu’s DualX+ X-Ray, designed to detect even the smallest metal contaminants and low-density materials like bone and stone. This innovation is just one of many Anritsu solutions that enhance quality control and operational efficiency.
PMMI study reveals processing is the most common bottleneck area for co-mans/co-packers.
ALMOST NO PART OF THE PRODUCTION LINE is safe from headaches and holdups for contract packagers and contract manufacturers (CP/CMs), according to PMMI Business Intelligence’s 2024 report, “Contract Packaging and Manufacturing: Drivers of Machinery Investments.”
Business Intelligence researchers interviewed and surveyed CP/CMs providing services across industries including food, beverage, beauty, home care, and healthcare. They found that processing is the most common single bottleneck along the production line, with 23% of respondents noting it as such.
Close behind processing was primary packaging, with 22% of respondents noting it as a source of holdups. “We get bottlenecks in the sorting and accumulation area as the product comes o the line,” said a director of operations for a beverage CP/CM.
Secondary packaging was noted as the next most troublesome part of the production line, with 19% of CP/CMs citing it.
Primary and secondary packaging, combined with the less-noted tertiary/transport packaging at 3%, make up the most bottleneck-prone part of the line overall; 44% of CP/CMs identified one of these three stages of packaging as their greatest operational hinderance.
While each organization is di erent, common holdups in the packaging space revolve around changeover times and breakage issues, Business Intelligence researchers say.
Inspection and quality assurance was noted as another source of headaches by 12% of respondents.
“Inspection and quality assurance on our bottling line is a challenge. Assuring that labels are on straight, with no bubbles, is something we’re dealing with now, and everything is a problem when supplies are delayed – especially when we’re being held accountable to meet delivery dates,” said a production manager at a CP/CM
of personal care products for the hospitality industry.
Labeling, coding, and marking are also an area of concern for 8% of respondents.
“We o er our customers custom labels, and this requires hand application; we’ve identified this as a bottleneck and hope to automate labeling in the future,” said a president at a private label snack food CP/CM.
Additional areas noted to cause bottlenecks include intake and receiving (4%), conveying sorting, and accumulating (1%), and “other” areas like labor, changeover, low volumes, solution awareness, and documentation (7%).
(*Labor, changeover, low volumes, solution awareness, documentation.)
SOURCE: PMMI Business Intelligence: 2024 Contract Packaging and Manufacturing – Drivers of Machinery Investments
One of the biggest changes coming for snack food processing is the growth of new SKUs and types of packaging, whether it’s variety packs, single-serve sizes, or different product counts.
CASEY FLANAGAN | DIGITAL EDITOR, PMMI MEDIA GROUP
SNACK PRODUCERS have their eyes set on new SKUs and packaging types as the biggest anticipated change coming for their industry, according to PMMI Business Intelligence’s “2024 Snack Foods Packaging Trends” report.
In an in-depth interview conducted for the report, participants said the biggest change they see in the future of snack foods processing and packaging is already occurring: a proliferation in different types of SKUs and packaging, and sizes driven by both the consumer and the customer, like Wal-Mart and Costco, for example. This includes growth in variety packs, single-serve or individual sizes, and different product counts per package, among other shifts.

Snack producer interview participants expect to see continued demand for new SKU’s and packaging types, like variety packs and single-serve sizes.
“We were looking for a more modern, more innovative connected worker. Now it’s ‘what size snack bag do we want? Do we want two ounces, four ounces, six ounces? And how do we want them packed? Do our customers want to buy it in big cartons that they can put on the shelf where they just break the perforation off?’” says an interviewed procurement manager for a pretzel company.
“Packaging has become a really fad topic,” they continue. “Out of everything that I do, I deal with something in that area [box changing and packaging changing] every day. The trend right now and what I see here at our company is, we’re trying to find the sweet spot in those small snack bags. How small should it be? What’s the market for those? Is it still lunchboxes or is it commercial like hospitals? Is it convenience stores? Or is it all those things? We need a different size snack bag for each one of those issues. From my point of view, I see a change in how the bag is sealed, if it can be resealed, and the size of the actual package.”
Other changes that have been happening or participants believe will be more pronounced in the future include the following:
• Longer shelf life
• Clean and healthy snack foods
• Sustainable packaging
• New flavor profiles
• Addition of the convenience store channel
The changes being experienced or anticipated by snack foods processing and packaging interview participants will require machinery and equipment to be more flexible and customizable.
SOURCE: PMMI Business Intelligence: 2024 Snack Foods Packaging Trends
For more insights from PMMI’s Business Intelligence team, find reports, including “2024 Contract Packaging and Manufacturing: Drivers of Machinery Investments” and “2024 Craft Beer and Spirits: Success Through Packaging” at pmmi.org/business-intelligence.
















Expert slicing.
Proven productivity.
Interchangeable, 20-inch diameter wheels offer sharp, precision slices down to .020" (.5 mm).
Self-draining frame provides drip, draw, and drain principles.


Sanitary design.
Stainless steel motors.







Equipped with two VFD’s (variable frequency drives) to synchronize controlled feeding and the speed of the slicing wheel.
Food zone separate from the mechanical zone.

































































































Largest industry show of the year provides dynamic solutions, engaging thought leadership, and impactful connections for processors.
PROFOOD WORLD STAFF
THE LARGEST PACKAGING AND PROCESSING SHOW OF THE YEAR, PACK EXPO International, recently wrapped with significant crowds throughout its four-day stint at McCormick Place in Chicago. Produced by PMMI, The Association for Packaging and Processing Technologies, the show brought together 48,000 attendees and 29,500 exhibitor personnel, reaching 77,500 in total attendance. International attendance increased 19% over 2022.
A record number of 2,700 exhibitors occupied 1.32 million net square feet of space, making PACK EXPO International the largest show in its history and the biggest event at McCormick Place this year.
“PACK EXPO International 2024 has truly raised the bar for what an industry event can achieve,” says Jim Pittas, president and CEO, PMMI. “This show has not only grown in scale but also in substance, attracting attendees and exhibitors from
s
PACK EXPO
International generated 77,500 in total attendance at Chicago’s McCormick Place, while international attendance increased 19% compared to the 2022 show.
every corner of the industry. The connections made here are invaluable, reinforcing PACK EXPO’s role as an unmatched platform for innovation, collaboration, and progress across the processing and packaging landscape.”
The show has grown significantly year-overyear with a 10% increase in exhibit space and 24% increase in number of exhibitors from PACK EXPO International 2022. “All across the board, our numbers have increased. Exhibitors continue to showcase top innovations, and attendees are flocking to see the latest solutions to their manufacturing challenges,” says Laura Thompson, vice president of trade shows at PMMI. “It’s not just the size of our show which draws people in—it’s the quality.”
With seven pavilions tailored to meet industry demands, new show features like Sustainability Central and Emerging Brands Central, and show resources to help attendees plan their days, attend -

ESG (environment, social and governance) in the food industry is considered a crucial hill to climb because of the sector’s impact on the planet, people and standards of governance. As a result, food and beverage manufacturers invested nearly $9.5 billion to support more than 1,400 ESG-related projects in 2022 (Industrial Info Resources).
One way to address ESG is through green building design, which is the practice of creating structures and using processes that are environmentally responsible and resource-efficient throughout a building’s life-cycle from design to operation. This practice accounts for economic concerns, utility, durability and comfort. ESI Group USA uses many different methods to achieve an environmentally friendly building that lowers the environmental footprint and saves operational costs.


While this may incur a higher upfront cost, the longer life span results in a lower operating cost, explains Gibbons.
Timothy Gibbons, vice president of ESI Design Services, Inc., says: “A good environmental design solution weighs costs against benefits and makes choices based off empirical data, not ‘let’s feel good about ourselves’ choices.” Such a cost-benefit analysis should be performed whenever possible to consider the maintenance of a system, the initial cost and expected life. “It does not serve the client well if a system saves one aspect of performance, but increases the use of energy elsewhere,” he says.
Designing and constructing a building that is 100% environmentally friendly is extremely difficult, if not impossible, as there are so many internal and external factors. ESI likes to start with the “low hanging fruit” that can offer a large impact. For example, higher efficiency systems, like refrigeration, can use natural refrigerants like CO2 and NH3
Processing equipment with high-efficiency motors can also have a positive environmental impact in the long run. “Today’s processing equipment promotes accelerated production rates and sanitation, leading to less waste, which by nature makes them more environmentally friendly,” he says.
Gibbons adds that some clients want to see green materials in their design such as solar panels, bamboo, recycled steel, green steel and green concrete. The latter is a type of concrete that substitutes a portion of traditional cement with eco-friendly industrial waste materials, such as fly ash, blast slag and silica fume. The product is often used for footings and foundations.
“Many of our clients are also looking for the capability of adding solar, so they are asking for extra roof capacity, heavier roofing membrane and additional space in the electrical rooms,” he says. “It’s always easier to add capacity in the design stage than modifying the building following construction.” US structural steel typically contains 90% or more of recycled steel. 2023 solar panel installations reached 440 GWdc, up 89% from 2022 (Department of Energy).
Many of these sustainable materials are in line with the price of their traditional counterparts due to market demand. Other simple “green” additions to a design include construction waste diversion, the use of products from sustainable manufacturers, low-flow fixtures and using native and strategic landscaping.
Current inflation and interest rates, however, are having a negative effect on spending power. Construction costs rose almost 15% from 2020 to 2023. Last year, construction costs for non-residential buildings in the US in-
creased by 6% (Statista), dissuading the industry from improving or replacing existing, older, inefficient buildings.
Gibbons says many projects are being shelved or delayed indefinitely due to the rising cost of construction. “This has also had an effect on improving the efficiency of the buildings, forcing our clients to put a band aid on inefficient plants rather than replacing old systems with new more efficient ones.” Facility owners can offset the rising costs by applying for government incentives aimed at improving older facilities systems.
New Market Tax Credits, allocated from the Department of Treasury, are being used to help construct a new meat processing facility in Oklahoma. The program is set up as a loan, and tax credits are given over seven years. The rights to the credits are then sold.
Elements of the greenfield 112,000-sq. ft. site will be both environmentally and cost friendly. For instance, ESI chose a construction methodology of insulated metal panels (IMPs). This means using steel framing rather than precast columns and walls, which are not recyclable, explains Caleb Brown, ESI architectural designer. “The steel structure contains up to 90% of recycled material and can be dismantled down the road and re-recycled. Compare this to a tilt-up or precast wall that would use all virgin material and is very limited on its ability to be reused.”

profile that was lowered using fiber reinforcing, shrinking the profile from eight to six inches. This ultimately resulted in a savings in material and labor, says Teddy Martin, ESI project manager.
Additionally, an on-site wastewater pre-treatment facility demonstrates environmental stewardship and compliance and also eliminates surcharges incurred by sending wastewater to a municipal treatment plant. Further savings will be achieved with a concrete paving

In total, $10 million will be allocated, 30% of which will be in the form of a tax credit over the seven years. When the rights to the credits are sold and discounted, $1.5 million will be forgiven.
“In the end, this program is worth the capital forgiveness to the client,” Martin says.


PACK EXPO International featured seven pavilions tailored to meet industry demands, including the Confectionary Pavilion for candy processing and packaging solutions.
ees found value throughout the show.
“We came to PACK EXPO International looking for conveyors and other solutions that can help improve our operations. The show is great. A lot of people and a lot of vendors. It’s awesome to see so much innovation all under one roof,” says Ali Buehler, engineer, Hallmark.
Warren Pruitt, senior vice president of global engineering at Colgate-Palmolive, adds, “This show is packed with great companies and innovation. If each person from my team walks away with just one great idea as a result of the inspiration we find here at PACK EXPO International, it will already have been worth it.”
Not only large companies and long-time attendees found the show inspiring. Several first-time attendees and emerging brands also gave it high marks.
“I’m most impressed with how well-organized everything is given the number of exhibitors and attendees,” says Ernest Swindell, Owner of XCEL. “We produce vegan and gluten free meal replacement bars and have been in business since 2021. We do everything by hand right now and we’re looking to scale up, so attending an event like this
allows us to network with end users and the equipment manufacturers for our potential future comanufacturers.”
Exhibitors found the show rewarding with plenty of opportunities for sales leads.
“We’re exhibiting at PACK EXPO International for the first time this year. We’ve received good interest. Our goal was to find the people interested in automating processes—not just exploring it—and we’ve had conversations with leads that are ready to automate,” says Matt Labinski, director of business development, Macrovey.
Join PMMI for the next PACK EXPO event, the brand-new PACK EXPO Southeast, scheduled for March 10–12, 2025, at Georgia World Congress Center in Atlanta. PACK EXPO Southeast will bring packaging and processing innovations to the vibrant manufacturing corridor of the Southeast. It will be the most comprehensive show in the region, offering the depth and breadth of solutions for more than 40 vertical markets and allowing attendees access to crossover innovations from other industries that can address any packaging and processing challenge. For more information and to register, visit packexposoutheast.com
STEPHEN M. PERRY PH.D. | CO-FOUNDER + COACH, FSO INSTITUTE
CONTRIBUTOR:
Roman Havriliak, Chief Cybersecurity Coach, FSO Institute
Reports from OT cybersecurity thought leaders paint an alarming picture for food and beverage manufacturers regarding cybersecurity threats to their operations. Here’s how you can mitigate those risks.
, FSO Institute’s Manufacturing Health Roundtable (MHRT) explored the importance of cybersecurity, especially threats to operational technology (OT) in manufacturing, to business continuity.
What follows are a few key points from that discussion and some operational insights by FSO Institute Coach Roman Havriliak, formerly of Pfizer, and an information technology thought leader.
Reports from OT cybersecurity thought leaders at Dragos paint an alarming picture for food and beverage manufacturers regarding cybersecurity threats to them. Just a few months ago multiple cybersecurity organizations including EPA, NSA, USDA, and FDA urgently warned of current threats to OT manufacturing systems. Globally, North America has a disproportionate number of ransomware incidents (187) by region in Q2/2024, compared to next highest region Europe at 82. Manufacturing leads the way in ransomware incidents by ICS Sectors (Industrial Control Systems) registering 210 incidents in Q2/2024 with transportation, government, and oil and gas trailing significantly. Ransomware incidents by manufacturing subsector in Q2/2024 is led by construction (33) followed closely by consumer food and beverage (27). MHRT members shared some of their own experiences with cybersecurity disruptions both direct (their company) and indirect (their supplier companies) that underscored the significance of this issue for business continuity.
MHRT members are unanimous in their belief that collaboration between information technology (IT) and
operational technology (OT) is critical to mitigating cybersecurity threats to manufacturing. One of the most useful tools to bridge this divide comes from the PMMI MaX Forum that recently published a work document Bridging the IT-OT Gap on Cybersecurity. The key differences and compatibilities of the two systems is highlighted including the corporate functions and operating systems covered by each (common corporate functions versus systems that focus on physical transformation of a product), the end point being managed (human using a computing device versus physical assets like pumps, motors, valves, etc.), the purpose of software applications (people-centric to help people do their jobs versus device-centric to help make product by controlling physical equipment), the type of data processing (transactional versus real time) and the highest priorities (data security, integrity and availability versus production operations and customer deadlines). To sum it up, IT focuses on data and communications while OT focuses on machine behavior and outcomes. The document highlights the constraints place on both IT and OT and presents solutions for overcoming them.
The MHRT shared some of their challenges and solutions regarding their own cybersecurity threats they’ve faced. Most of these falls into perhaps one of the most useful frameworks for managing cybersecurity risk, the NIST Cybersecurity Framework (CSF) 2.0 published in February 2024. The National Institute of Standards and Technology is a governmental agency responsible for advancing technology and security standards within the United States. Here’s a brief description of each element of the framework:
The Challenge: The cybersecurity gap between IT and OT has grown more complex with the pervasive integration of computer and network systems in manufacturing.

INFORMATION TECHNOLOGY encompasses software, hardware, networking and communication technology, and related services for information processing.




The Solution: The aim is to educate OEM and CPG personnel on cybersecurity from both IT and OT angles, enabling PMMI members to navigate the IT-OT intersection effectively for operational cybersecurity.

PATCHING: IT prioritizes regular patching to address system vulnerabilities.
BUDGET: Prioritizing funds for prevention or upgrades impacts OT's access to advanced protection.
CONNECTIVITY: Remote manufacturing sites often lack high-speed internet access.

Identify the assets that IT must clear with OT prior to implementing any change.
OPERATIONAL TECHNOLOGY comprises hardware and software directly monitoring or controlling industrial processes, equipment, and events.

PRODUCTION SCHEDULING: Security patches in OT must align with production schedules rather than IT planning.
MACHINERY AGE: Maintaining aging machinery saves costs, yet often retains outdated technology in CPG facilities.

Organize monthly IT-OT meetings to coordinate scheduled outages, maintenance, and emergency patching. Stress the need for close collaboration between IT and OT, and between CPGs and OEMs.
Proactive effort in bridging the cybersecurity gap is vital. Establishing strong IT-OT relationships, outside of emergency situations, is crucial for both CPGs and OEMs.




Govern – Ensuring that the organization’s cybersecurity risk management strategy, expectations, and policy are established, communicated, and monitored.
Identify – Ensuring that the organization’s current cybersecurity risks are described and understood. Protect – Ensuring that safeguards to manage the organization’s cybersecurity risks are used.
Detect – Ensuring that possible cybersecurity attacks and compromises are found and analyzed. Respond – Ensuring that actions regarding a detected cybersecurity incident are taken.
Recover – Ensuring that assets and operations a ected by a cybersecurity incident are restored.

The PMMI MaX Forum work document Bridging the IT-OT Gap on Cybersecurity compares the di erences and compatibilities of IT and OT to help operators utilize both to e ectively mitigate cybersecurity threats.
FSO INSTITUTE: Roman, do you have any additional thoughts regarding cybersecurity threats to food and beverage manufacturers?
HAVRIKIAK: A growing trend in the industry is the increased use of cloud-based services to support manufacturing processes. For example, IoT devices are becoming more prevalent in various operations, from security monitoring to process management. Many of these devices utilize cloud-based services to provide comprehensive capabilities. However, with the use of these devices, more and more operational technology (OT) data is exposed outside the organization’s firewall, thereby increasing the risk to both operations and data integrity.
The National Institute of Standards and Technology (NIST) released its Cybersecurity Framework 2.0 earlier this year, a framework with guidelines for organizations to manage their cybersecurity risks.
Another example is the expanding use of external supply chains. Many manufacturing companies rely on Contract Manufacturing Organizations (CMOs) to supplement their internal supply chains, which requires the exchange of manufacturing data, including recipe information and other intellectual property. Statistics show that almost 60% of data breaches are caused by compromised suppliers or third-party partners. Without proper consideration of a third party’s cybersecurity practices, there is significant risk. In fact, attacks on third parties often aim to “tunnel” into another company’s network through weak security between partners.
FSO INSTITUTE: From your own experience, what have you found to be most effective in bridging the gap between IT and OT in order to prevent and/or respond to cyber threats?
HAVRIKIAK: Robust governance ensures a holistic approach to addressing enterprise risks. This area is often the least mature within cybersecurity management and is one of the more challenging aspects to address. Since cybersecurity involves all parts of the organization, it requires a cybersecurity structure that reflects this extensive threat surface. Traditionally, a company’s cyber organization is fragmented across various business lines and layers, which generates inconsistencies and potential gaps in the enterprise’s
security defenses. Consolidating such an environment into a unified enterprise cyber culture is a difficult task.
Another challenge is that IT cybersecurity is typically more mature and better understood than the company’s OT environment. A company’s IT systems have been traditional targets for many years, and as a result, IT vulnerabilities are well recognized, with mitigating solutions readily available. OT architectures, on the other hand, are less understood and often rely on separate technical organizations—such as the engineering department—for support. Furthermore, IT and OT often report to different organizational units, leading to separate strategies for managing cyber risks.
By establishing an enterprise-wide cybersecurity organization that potentially employs a Defense-inDepth (DiD) type of approach, many of the concerns related to OT and IT can be effectively addressed.
FSO INSTITUTE: Can you describe an actual cybersecurity experience using the NIST model?
HAVRIKIAK: A significant incident occurred between a manufacturer and a key vendor, both of which had implemented robust NIST-based cybersecurity frameworks. Governance was established, cybersecurity risk management strategies were in place, and business risks were understood. Safeguards were implemented to protect assets, with risks identified and priorities defined. Vendors were screened as part of a cybersecurity audit before sharing any data.
During a routine Dark Web surveillance, it was discovered that the vendor had suffered a compromise, and data was being offered for sale. This triggered a cyber incident response process, bringing together key stakeholders to triage the incident. The goal was to identify vulnerabilities to the manufacturer and secure affected assets, including reviewing integrated systems and understanding shared data.
After the triage, the manufacturer decided to disconnect all interfaces and disable accounts related to the vendor, impacting over 70 systems. The manufacturer then contacted the vendor to understand the breach. They identified it as confined to one cloud service, where credentials to a storage bucket had been compromised. The threat actor was expelled, and the environment was restored from backups. Agreements were reached to destroy the exfiltrated data.
In summary, the NIST-based frameworks enabled both companies to effectively respond before any significant business impact occurred.
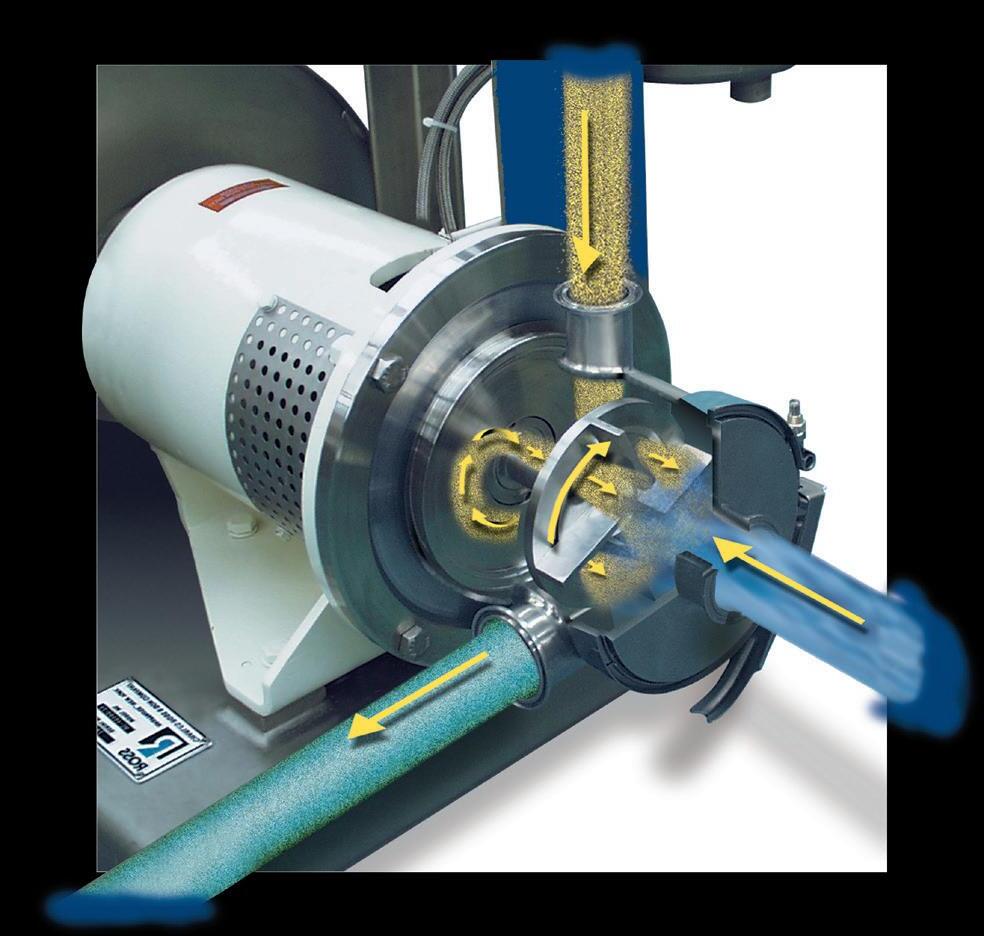
The ROSS Solid/Liquid Injection Manifold (SLIM) system saves time and money on your bottom line.
Engineered to accelerate mixing in challenging applications, the SLIM instantly disperses hard-to-mix powders like xanthan gum, calcium carbonate and pectin into a liquid stream.
Directly induct powders at rates up to 700 lbs/min and cut processing times by 80% or more. By preventing the formation of agglomerates, the SLIM helps ensure the maximum yield of solids.

No pump, eductor or clogging. In-line and batch models are portable to serve multiple process lines.
Try our free online Knowledge Base & Product Selector web app at mixers.com/web-app.
www.mixers.com/SLIM • 1-800-243-ROSS
ANNE MARIE MOHAN | SENIOR EDITOR, PACKAGING WORLD
Nestlé’s Vital Proteins has transitioned its packaging for Unflavored Collagen Peptides from rigid plastic to 80% paperboard.
THE LATEST BRAND to join the growing list of CPGs and product categories that have jumped on the paper packaging bandwagon is Vital Proteins, a Nestlé Health Science brand.
Chicago-based Vital Proteins has transitioned the packaging for its powdered Unflavored Collagen Peptides from a rigid plastic container to an 80% paperboard canister.
According to the brand, this marks the first significant packaging change in its 10-plus-year history and is a category-first packaging design.
“The swap comes as consumer interest in sustainable packaging continues to rise. In fact, nearly 80% of North American shoppers have expressed a desire to purchase a product based on its sustainability claims,” the brand says, citing the 2023 “Buying Green” report from Trivium Packaging and Euromonitor.
Made from Forest Stewardship Council (FSC)certified fiber, the paper-based packaging will reduce more than 90% of the plastic used across all Vital Proteins canister offerings. This equates to roughly 1,800 metric tons of plastic, or 4 million pounds. The new packaging is curbside-recyclable, with a How2Recycle label printed on the canister to advise consumers on how to dispose of the package when empty.
According to the brand, three years of R&D went into creating the new package, which was designed in-house by experts at the R&D center for Nestlé

The new Vital Proteins container includes a patented pull-tab lid that opens for daily scooping and closes tightly when done— no more twisting of the lid required.
Health Science in Bridgewater, N.J., in collaboration with external partners. The container includes updated design elements like a patented pull-tab lid that opens for daily scooping and closes tightly when done—no more twisting of the lid required.
To maintain the same product freshness as with the previous plastic packaging, Vital Proteins shares that the new tub underwent extensive stability testing, while the structural integrity of the canister was also thoroughly reviewed to ensure its ability to withstand leaks, spills, and busy everyday life.
The new canister also features a waterproof polymer layer on the inside as well as a water-based, water-resistant varnish on the outside.
In celebration of this milestone, Vital Proteins is donating to the U.S. Plastics Pact, which is dedicated to eliminating problematic plastics and identifying opportunities to make plastic packaging 100% reusable, recyclable, or compostable. This contribution will support the organization’s main target areas around plastic waste.
Vital Proteins plans to transition all of its collagen peptides products from plastic to paper-based canisters by 2026. Vital Proteins Unflavored Collagen Peptides in the new paper-based packaging is now available in a 24-oz size in club stores for a suggested retail price of $36.99 and in a 20-oz size at national retailers for $47.
ANNE MARIE MOHAN | SENIOR EDITOR, PACKAGING WORLD
has been dedicated to producing nutrient-dense supplement options that are 100% plant-based and allergen-free.
In addition to producing products of “impeccable quality,” the company also believes it has a responsibility to foster change within the industry, including reducing the use of plastic packaging. That’s according to Phil Vigeant, PlantFusion’s CEO and co-founder, who adds, “We see plastic as a big problem that needs other solutions, and the consumer needs options.”
PlantFusion’s product range includes protein and meal replacement powders as well as vitamin, mineral, and herbal supplements, many of which are Certified Organic, Non-GMO, kosher, and vegan. Like most powdered supplement brands, PlantFusion packages most of its products in plastic tubs—a situation the company felt compelled to change. “With plastic bottles being the overwhelming norm, we saw an opportunity to make a valuable contribution to the forward momentum of sustainable options,” Vigeant says.
To this end, the company spent more than a year researching global options for plastic-free packaging for its Organic Plant Protein powder. Above all, it was looking for packaging that was 100% biodegradable and compostable. It also needed a material that could provide the necessary moisture and oxygen barriers to keep its product ingredients fresh.
The last consideration was the availability of the material. According to Vigeant, “Accessibility was key to guaranteeing our ability to provide it to our customers consistently and continue to use it for other products.”
PlantFusion considered using paper, but it didn’t o er the necessary moisture barrier and couldn’t seal as well as bioplastics. They also found that post-consumer recycled material didn’t break down as they needed it to.
“Therefore, to be as environmentally friendly as possible and to protect the integrity of the product inside, we landed on a multilayer plant-based substrate,” Vigeant explains.
Before settling on a packaging supplier, PlantFusion did its due diligence to ensure any material it used was certified by a third party as being compostable.
After vetting a number of “compostable” packaging suppliers, PlantFusion landed on a proprietary vendor whose materials o er the desired BPI credentials. The company can also supply the needed volume of packaging for PlantFusion’s current and future needs.
As described by Vigeant, the new gusseted stand-up pouch for PlantFusion’s Organic Plant Protein is constructed of a “natural paper print layer, a mineral barrier layer, a plant-based barrier layer, and a plant-based sealant layer.” The plant-based layers use a blend of materials derived from eucalyptus and cassava root. Vigeant adds that in-house tests showed that the material can also be composted at home using a Lomi countertop composting machine.
PlantFusion spent more than a year researching global options for plasticfree packaging for its Organic Plant Protein powder.
Printed on the back of the new pouch is the BPI Compostable logo, with the copy, “Commercially compostable only. Facilities may not exist in your area,” along with a certification number consumers can use to find a commercial composting facility near them, “in the event they do not have a home composter,” Vigeant says.
The new 12.2-oz gusseted pouch for PlantFusion’s Vanilla and Chocolate varieties was launched in July. According to Vigeant, the cost of the package is nearly double the price of single-use plastic, but he says the company felt it was imperative to take the first steps in mitigating plastic use. The company’s full organic fermented line, including its Beet Powder and Cacao Greens, will be available in the compostable packaging.
MATT REYNOLDS | CHIEF EDITOR, PACKAGING WORLD
MINI MCFLURRY for consumers conscious of portion sizes, and a packaging shift came along for the ride. The foodservice goliath says that it’s stepping up its commitment to sustainability by phasing out plastic McFlurry cup lids. Both the Mini and Regular McFlurry will now be served in what stakeholders say is a more environmentally friendly, paper-based, four-flap cup.
The move will help reduce waste and advance McDonald’s goal of sourcing 100% of primary guest packaging from renewable, recycled, or certified materials by the end of 2025. As of the end of 2023, McDonald’s reported that it was nearly 87% of the way to reaching its goal.
This recent move comes on the heels of another sustainability-minded McFlurry swap. Late last year, McDonalds dropped the dual-purpose mixing spin-


The new McFlurry four-flap containers eliminate the need for traditional plastic dome lids.

dle and spoon, opting instead for a durable, washable, reusable spindle for back-of-house McFlurry prep.
Consumers are now given the same small, black spoon that is used for other ice cream products.
“This small change will help reduce single-use plastic waste in restaurants while giving customers the same delicious McFlurry they know and love,” the company says.
Given the huge volumes in which McDonald’s operates, small changes compound quickly. The four-flap paperboard cups are also available in several other international markets, including Canada and Indonesia.

























MATT REYNOLDS | CHIEF EDITOR, PACKAGING WORLD
DIAGEO BRAND JOHNNIE WALKER unveiled its Blue Label Ultra, the brand’s lightest 70-cL Scotch whisky glass bottle to date. To the best of the brand’s knowledge and research, it’s the world’s lightest 70-cL glass Scotch whisky bottle.
Five years ago, having noticed that many luxury categories were heading in a new direction—delicate rather than heavy—the Johnnie Walker brand sought to experiment with one of its most luxury whiskies. The aim was to push the boundaries of glass lightweighting. At 180-g without the closure, the company seems to have succeeded with Blue Label Ultra.
The company says the result is an industry-first that, while aesthetically pleasing, also shows what luxury, lighter-weight, lower-carbon bottles could look like. The technology is not yet available to permanently launch bottles of this weight at scale. Only 888 bottles

Johnnie Walker aims to reduce the weight of glass, and associated carbon emissions, used in its packaging.
will be produced, but the company says learnings are already being applied to lightweighting projects across the Diageo portfolio. Over its five years of research, the brand was granted a U.K. patent. But to encourage further progress in the industry—and in a first for Diageo—a license to the patent will be offered to anyone in the world.
A limited number of these limited-edition bottles will be released for sale in 2025 in selected markets worldwide (RRP £1000).

The company’s new plant in Kansas exemplifies strategic planning and innovation, balancing automation, sustainability, and employee welfare to meet growing demand and ensure operational efficiency.
HILL’S PET NUTRITION is among the best-known premium brands in the pet food industry, having pioneered science-led pet nutrition for cats and dogs since it was founded in 1948. The Kansas-based company’s success has followed the ongoing upward trajectory of the pet food industry over the past few years, and with that, a need for more manufacturing capacity.
“Our company as a whole has seen tremendous growth, and we utilized our existing assets as much as we could. However, we needed to increase our capacity to meet demands,” says Chad Sharp, director of manufacturing at Hill’s Pet Nutrition.
In response, Hill’s and design/build partner Gray built a 366,850-sq-ft greenfield wet pet food manufacturing plant on an 80-acre site in Tonganoxie, Kan. The newly constructed facility stands as a testament to strategic foresight and meticulous planning, and is designed to meet the demand for pet nutrition products while embracing the latest in automation, sustainability, and labor savings.
Sharp showed ProFood World around select parts the plant to highlight some of the innovative features that make the Hill’s Pet Nutrition facility in Tonganoxie our final Manufacturing Innovation Award feature for 2024.















Sharp says the location of the Tonganoxie plant was chosen after careful consideration of various factors, including proximity to ingredient sources, the availability of skilled labor, and ease of distribution. The plant’s location in Kansas offers logistical advantages that minimize costs and ensure a robust supply chain.
Its central position in the U.S. facilitates efficient distribution to various markets, reducing transit times and improving service levels. This strategic advantage is crucial in an industry where timely delivery is paramount to maintaining customer satisfaction and loyalty.

The single-level facility is dedicated to processing multiple varieties of canned, wet pet food, a complex operation that involves unique challenges compared to dry food processing. The process requires precise batching of ingredients, followed by sterilization to ensure product safety.
The plant’s design also emphasizes efficiency and flexibility. Redundancy is built into the systems to facilitate quick changeovers between different products, a necessity given the diverse and ever-growing range of Hill’s offerings. This flexibility is further enhanced utilizing ample vertical space and pneumatic conveyance, optimizing material flow, minimizing waste, and saving energy.
“We designed the process to be as efficient as we possibly could,” Sharp explains, “and then we put the building around that.”


Automation plays a pivotal role at the Tonganoxie plant, with advanced systems implemented to handle quality inspections and material movements both upstream and downstream on the line. For example, AMRs are used to move materials that human workers would have previously had to shuttle back and forth, while vision systems enhance quality inspection of products, and continuously verify key parameters Hill’s has set for its production.

The facility’s emphasis on automation and technology also addresses the broader industry trend of labor optimization. By automating repetitive and non-value-added tasks, the plant reduces the need for manual labor, allow-
ing the workforce to concentrate on more complex and rewarding activities. This shift not only enhances productivity but also aligns with the evolving expectations of a modern workforce that values skill development and job satisfaction.

One of the standout features of the plant is its commitment to sustainability. For example, the facility incorporates innovative methods to reclaim and reuse cooling water, a significant component in wet food processing. By supplementing this with rainwater, Hill’s not only reduces its environmental footprint but also sets a benchmark for sustainable practices in the pet food industry.
Also, as noted earlier, the ample vertical space at the facility allows the use of gravity to move raw materials through the processing stages, bypassing the need to use power to move those materials and saving on utilities as a result. For more sustainability achievements at the Tonganoxie plant, see sidebar.

The integration of advanced robotics, such as Boston Dynamics’ quadruped robot dog Spot (nicknamed Buddy by Hill’s staff), highlights the facility’s forward-thinking approach. Buddy is utilized for tasks ranging from transporting samples to conducting preventative maintenance checks, showcasing the potential of robotics in enhancing operational efficiency. This not only reduces the physical burden on employees but also ensures a higher level of precision in monitoring equipment health.
The facility was created with structural innovations aimed at enhancing sanitation and longevity. By avoiding rooftop installations, Hill’s Pet Nutrition protects critical power components from the range of weather conditions in Kansas, thereby extending their lifespan. The use of mezzanines, walkable ceilings, and stainless steel in high washdown areas minimizes potential contamination risks, ensuring the highest standards of cleanliness and safety.
“We also wanted to utilize clean-inplace systems throughout many of our processes to reduce the time our team spends directly cleaning, and let them focus more on monitoring the process versus the actual activity of cleaning,” Sharp says.
n 74% of construction waste diverted from landfill for reuse or recycling
n More than 1,000 motors running at peak efficiency with variablefrequency drives (VFD)
n Water reclamation at 20 gallons per minute for reuse in non-potable processes
n Zero permanent irrigation for 100% elimination of outdoor water use
n Low-flow plumbing using gray water system in restrooms for 65.98% water savings
n Condensing 95% efficient hot water boilers for space heating
n High-efficiency wall materials and windows to minimize heat transfer
n High-efficiency LED lighting


Employee welfare is another cornerstone of the facility’s design. Climate control ensures a comfortable working environment. Additionally, the plant offers amenities such as a break room and outdoor break spaces, a fitness center, and uniform services, reflecting a holistic approach to employee satisfaction.
The Hill’s Tonganoxie plant currently has approximately 100 employees, and operates on a 24-hour, fiveday weekly schedule, while equipment is maintained on weekends, and as needed during the week.






The plant’s design incorporates strategic planning for future growth. With room for additional production lines and the capability to expand utilities, Hill’s Pet Nutrition is prepared to scale operations as demand increases, particularly in the segment of therapeutic pet food, where new formulas may be needed in the future. This foresight not only positions the company to swiftly adapt to market changes but also reflects a long-term vision for sustainable growth.
“We built this plant with the idea that this is a strategic facility that has room to grow,” Sharp says. “Inside the building, we have room to add production lines, and outside we have room to expand utilities and spaces as needed too. When we decide that we need to expand, we will be ready to do it.”























AZO Inc. combines German engineering with American ingenuity to provide reliable ingredient automation systems. From small processing lines to high volume, 24/7 operations, AZO backs each system with comprehensive, custom-design and lifetime support. Whether your project is a new installation, expansion, or upgrade, AZO’s dry powder handling experts deliver precision, reliability, and decades of expertise. Your AZO system will be easy to use and maintain, providing durable service and dependable peace of mind.

Conveyors keep food facilities running, but specialized systems are needed for specific operations. Today’s tech makes conveyors more customizable than ever to meet these unique needs. This comprehensive e-book explores the latest advancements in conveyor technology, providing valuable insights into selecting the right system for your specific needs. To download the E-Book, scan the QR code





































YPMMI connects members with the right customers, helping you understand their needs, navigate the market landscape, and stay ahead of emerging technologies 365 days a year.
Our member-exclusive programs such as PMMI ProSource and PMMI Media Group’s Lead Generating Tools, expand your reach to actively engaged customers.
Our platforms, such as the Packaging and Processing Women’s Leadership Network and OpX Leadership Network, address industry challenges
PMMI’s resources, such as Business Intelligence reports, Custom Research, Global Marketing, and Workforce Development, unlock actionable intelligence to help you stay ahead. PMMI, Th A ci i n f P ck ging nd P c ing

While workforce concerns and productivity are top concerns, food manufacturers are deploying advanced inspection and detection equipment to meet the critical challenge of food safety. Find out what inspection technology is being adopted and where in the plant.
IN 2024, NUMEROUS ISSUES are presenting challenges to food manufacturers: workforce turnover, data management, sustainability and food safety, to name a few. Countless articles about workforce turnover are causing companies to seek more automation and inspection solutions in operations. According to the 2024 Transforming Packaging and Processing Operations research from PMMI Business Intelligence, plant managers want more automation and data management tools to improve throughput and support their workforce.
“As CPG manufacturing leaders navigate a complex and
evolving landscape, they are realizing that the ability to support their workforce will be a critical factor for success,” says Steve Deitzer, vice president, global industry CPG for Rockwell Automation.
While advanced inspection technology keeps coming, companies are advancing food safety and continuous improvement projects. Food manufacturers understand the urgency of getting food safety right and are choosing new inspection and detection technology to capture contaminants and transition away from manual processes to digital operations.

Inspection and detection equipment technology live in so many areas of the factory, including inline processing, material handling, production operations and packaging. Common equipment in the food segment are metal detection, imaging and weighing systems, x-ray, infrared and microwave-based technology.
“Product inspection technology is evolving to meet customer demands, such as faster inline weighing with high-resolution vibration compensation, finding small metal particles and contaminants, such as bone,
Suppliers are increasing capabilities in inspection and detection systems, including high-resolution sensors and advanced digital signal processing, to keep up with faster production line speeds.
s s
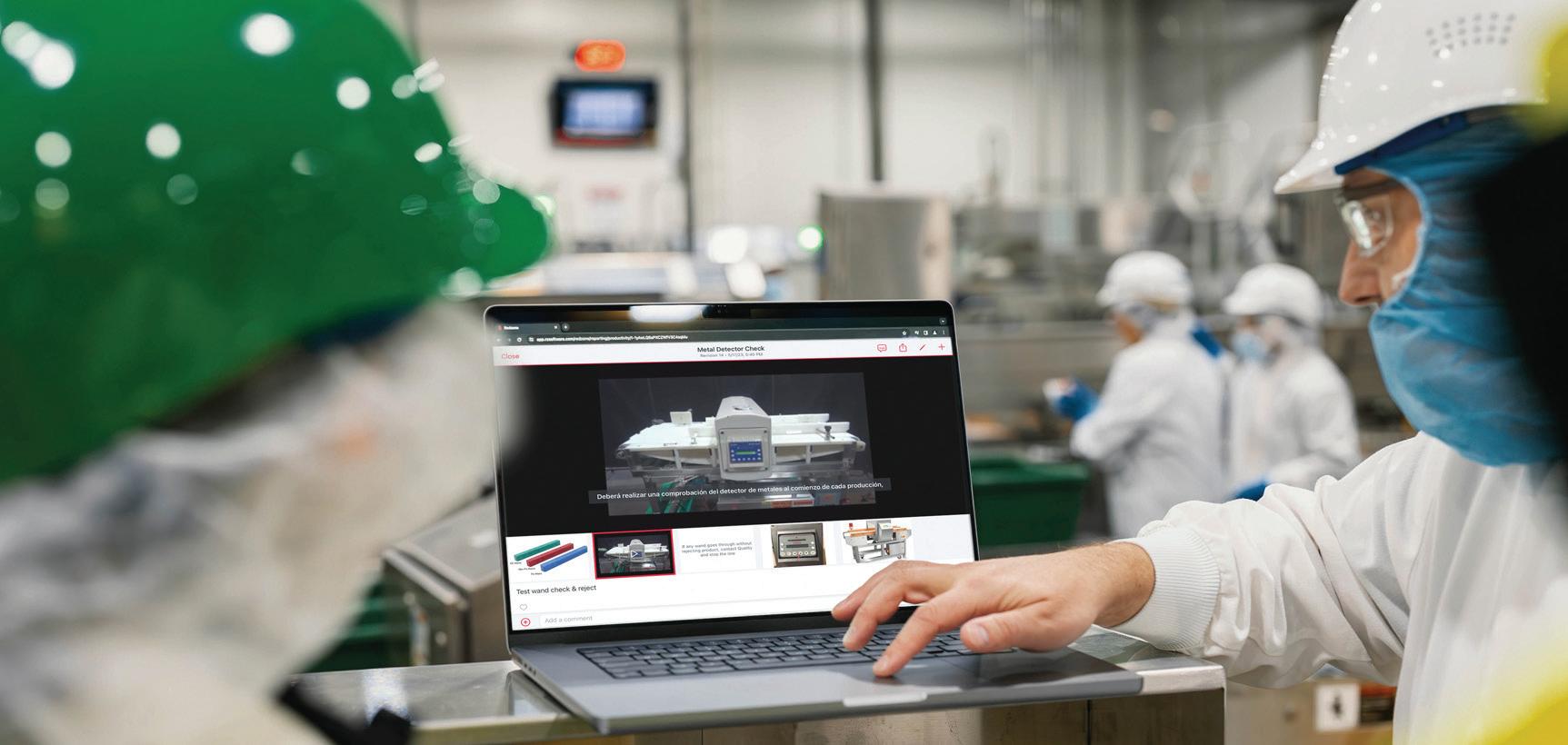
Quality management software like this from QAD Redzone can monitor inspection and detection equipment in real time, increasing production rates and identifying areas for improvement.
plastics, glass, and other low-density items,” adds Geri Foley, product line manager of x-ray for Mettler Toledo.
Magnetic filtration systems are essential in finding ferrous particles for liquid inline applications. “Traditional metal detectors in liquid processes often miss microscopic ferrous contaminants. Tramp metal technology (T-Traps) excel at capturing fine ferrous particles generated by wear and tear in upstream equipment,” says Chris Waibel, product coordinator of tramp metal and automation at Industrial Magnetics. “Strategically placed before pumps, screens, and mills,


As inspection technology evolves, food companies want more detailed data on captured metal contaminants to measure equipment performance and comply with HACCP standards.
T-Traps serve as a first line of defense, preventing equipment failures and minimizing system downtime.”
With dry product processing, there’s a range of metal sensing technologies in today’s market: pneumatic line housing, drawer–in-house magnets, plate magnets, exposed pole tube magnets and bullet magnets. Bullet magnets offer space-saving features and can be installed anywhere on a pneumatic line, while plate technology attaches to processing equipment walls or chutes. Sensing technology for pneumatic lines removes ferrous contaminants for products such
Food and beverage companies are adding a range of inspection technologies throughout the plant due to product purity requirements and regulatory measures in the industry.
as flour, sugar and spices. With pole tube magnetic inspection, companies inspect for tramp metal damage and install these systems ahead of bulk load-out points to guarantee purity for pelletized foods, feed, or grain.
“We strongly recommend using multiple points of detection throughout the process (in the plant),” says Craig Lorei, global marketing manager of light industry for Eriez Magnetics. “While it is usually required to have a metal detector at the end of the line, detectors upstream after critical processes can eliminate waste, downtime, and help give valuable information into the process.”
Waibel adds, “Future innovations in inspection and detection technology will continue to be driven by increasing customer demand for higher product purity and stringent regulatory compliance.”
One technology focusing on purity is microwave-based inspection from Sweden’s Food Radar Systems. This solution provides another layer of detection for liquid inline processing by using microwave technology to measure dielectric differences between normal product and foreign material deviations in a pipe. The inspection technology identifies the usual suspects, metal and glass, but also wood, rubber, soft

and hard plastics, and pit fragments—less dense foreign objects.
“The big challenge for food producers has been capturing truly low-density foreign bodies,” says Andreas Lood, sales and business development for Food Radar Systems. “Existing technologies struggle when contaminants are hidden or the density is too low to find enough contrast. And, low-density material, such as soft plastic, is used more and more as a packaging material.”
A couple of end-user themes stated at this year’s PACK EXPO International by machinery suppliers were flexible manufacturing and custom solutions. “We specialize in customizing magnets to meet unique requirements,” Waibel says. “A recent customer asked for a magnet (solution) that would be portable and allow them to use it in several locations.” This cherry processing application included a custom liquid line magnet and screen combination unit, which passed Food and Drug Administration (FDA) and Hazard Analysis and Critical Control Point (HACCP) audits.
Key Technology provides a digital sensing solution that positions bottom-mounted sensors and light sources on belt-fed sorters. This solution enables the sorter to sustain top and bottom viewing for all surface inspection of the product stream throughout. The multiple sensors approach increases contrast to find and remove less-dense foreign material and reduce false positives.
Microwave detection identifies contaminants like metal and glass, but also wood, rubber, soft and hard plastics, and pit fragments for liquid line applications.
In 2023, Advantech acquired Bitflow’s frame-grabber technology and now offers hyperspectral imaging for food processors that measure fat, sugar, moisture and proteins in food products. The robust imaging technology uses each pixel, which contains a full spectral of information, and can detect contaminants but also quantify chemical and nutritive properties at high speeds. In addition, the hyperspectral imaging comes with a frame grabber computer that stores images locally at the host PC, freeing up the plant floor network from transmitting huge data packets.
“Data storage practices differ (for companies),” adds Waibel. “While some companies keep data locally for immediate reference and analysis, others integrate it into larger industrial systems for remote monitoring, trend analysis, and regulatory compliance reporting.”
Food safety falls under quality management and is a continuous task for most food companies. For the last ten years, quality departments have moved away from manual processes and adopted productivity software that offers data analytics, internal audits, safety standards and traceability, to name a few. In the recent 2024 State of Smart Manufacturing report from Rockwell Automation, 1,567 consumer packaging goods respondents were asked about the positives in investing in manufacturing technology and “improving quality” ranked second at 37%. 41% of respondents (ranked first) wanted to “reduce cost,” and digitizing operations was in the fourth spot at 35%.
Palermo’s Pizza employs a range of metal detection, x-ray, vision systems and checkweigher equipment for its bakery and production facilities that produce well-known frozen pizza brands like Screamin’ Sicilian. s

“Food manufacturers can select the right quality control systems—like metal detectors, vision systems, and x-rays—by focusing on the unique needs of their products and production lines,” says Lorei. “Given the broad versatility of today’s equipment, there’s no universal solution, so systems need to work in harmony to cover multiple quality areas effectively.”
Palermo’s Pizza falls into this category as the Milwaukee-based company continually grows and expands its product portfolio. The 60-year-old business manufactures well-known frozen pizza brands like Screamin’ Sicilian, Urban Pie, Connie’s Pizza, and

its flagship Palermo’s brand at its 250,000-sq-ft facility and has built a second plant targeted to produce another 50 million pizzas per year.
Palermo’s Pizza employs a range of metal detection, x-ray, vision systems and checkweigher equipment for its bakery and production facilities. “Inspection and detection equipment play a critical role in ensuring we deliver a great pizza experience, but they are only part of our broader operational improvement strategy,” Melanie Braam, director of quality assurance for Palermo’s Pizza. “The company relies on its range of inspection equipment to detect foreign material and

detect anomalies for ingredients, and relies on the data capture abilities for continuous improvement efforts.”
While the pizza producer relies on advanced inspection equipment, the company also uses quality management software from QAD Redzone to increase production rates and identify areas for improvement.
QAD Redzone’s Connected Workforce platform offers four modules: productivity, compliance, reliability and learning.
“We want to inspect to prevent and leverage valuable data that is collected by our equipment and technology. Collecting this information is critical for identifying trends, root causes, and areas that need improvement in the production process,” says Braam. “We use this data to drive continuous improvement and sustainability initiatives.”
Palermo’s Pizza company operators can input and track data from equipment or report on damaged sections of machines into the reliability module of the quality software. “One of the pillars of autonomous maintenance is CIL—clean, inspect, lubricate—and the inspections are all about finding potential breakdowns before they become breakdowns, reducing the risk of foreign material, downtime, and material waste,” explains Braam.
The frozen pizza manufacturer’s continuous improvement program also detects ingredient waste.
“The company relies on its range of inspection equipment to detect foreign material and detect anomalies for ingredients, and relies on the data capture abilities for continuous improvement efforts.”
With its range of metal detectors, x-ray, and imaging equipment, line operators inspect cheese blocks before being shredded to find any foreign material.
“The main thing that stood out at Palermo’s was the implementation and ownership of the compliance module,” says Eric Jogun, vice president of operations for QAD Redzone. “Extreme ownership of going paperless led to a significant savings in materials (cheese and meats). The company’s use of data sheets really changed the way that the plant operated.”
During the initial phase of the continuous improvement program, the company’s cheese tracking audit saw waste reduced by 50% and a savings of $500,000 in the first run. “Every ounce of material we throw away impacts the cost of our goods,” says Braam.
Advantech www.advantech.com Eriez www.eriez.com
Food Radar Systems www.foodradar.com
Industrial Magnetics www.magnetics.com
Key Technology www.key.net
Mettler Toledo www.mt.com
Palermo’s Pizza www.palermospizza.com
QAD Redzone www.rzsoftware.com
Rockwell Automation www.rockwellautomation.com
MICHAEL COSTA | EDITOR-IN-CHIEF
Reykjavik Creamery overcame production challenges by upgrading to a state-of-the-art filling machine, improving efficiency and consistency to help the company grow.
REYKJAVIK CREAMERY is located on a 400-acre organic dairy farm in Pennsylvania’s scenic Cumberland Valley—a property owned by the company. Reykjavik is a contract manufacturer specializing in premium cultured dairy and yogurt production, with a focus on Icelandic skyr yogurt, as well as Greek yogurt varieties, and quark.
The company was founded in 2016 by Gunnar Birgisson, former CFO of Coca-Cola Iceland, with the goal of bringing authentic Icelandic skyr to the U.S. market. In 2019, Reykjavik produced its first batch of cultured dairy products for a customer. While the pandemic in 2020 slowed the company’s growth, business took off by 2022, with both demand and production significantly increasing.
Reykjavik’s 30,000-sq-ft facility is equipped with the latest machinery and technology to produce those cultured dairy products in volume, but one area on the line was a persistent challenge to production, and by extension, the continued growth of the company.
“In 2019, we started with a small rotary filler, capable of 60 cups per minute,” remembers Birgisson. “This filler was a logical first step as we were building the business from scratch. However, it quickly proved problematic, requiring constant maintenance with significant downtime.
“A year later, we upgraded to an inline three-lane filler, which, once the initial kinks were worked out, became a solid option and contributed significantly to Reykjavik Creamery’s growth. However, it was still complicated to operate, finicky, and had a steep learning curve for the operator. Additionally, it lacked the desired level of enclosure and didn’t have the speed to keep up with our expanding production needs.”
In early 2023, Reykjavik turned to Modern Packaging to help solve its cup-filling woes, and purchased an inline filler with six lanes from the company, which can handle cups of all sizes with easy changeovers for different products—a crucial feature for a contract manufacturer. It also features a servo-drive and automatic weight

The six-lane Modern Packaging filler at Reykjavik Creamery features individual load cells for each cup, allowing for precise weight adjustments in real-time.
adjustments, a clean-in-place system, an efficient lid dispenser, and easily adjustable pistons to accomodate different product viscosities.
“To put it simply, it’s like going from a small Fiat to a Mercedes-Benz,” Birgisson says. “Downtime is minimal, only occurring during flavor changes and foil reloading. As a result, we can now produce twice the number of single-serve cups per hour compared to the old filler and six times the number of multi-serve 24-oz and 32-oz cups with lids. This new filler has positioned us to take on larger customers with high-volume needs for multi-serve cups.”





The Modern Packaging machine is also equipped with a HEPA air filtration system to enhance hygiene by reducing airborne yeast and mold particles. This feature is crucial in extending the shelf life of products produced at Reykjavik.
“Yeast and mold can be in the air at dairy plants, so we have a HEPA-filtered room with positive air at our facility,” explains Donald Everett, CFO/COO at Reykjavik Creamery. “When we get to the filling stage for our products, we want to make sure all the air around the cups is extra HEPA filtered and extra clean around that process, because the cups are exposed for
Reykjavik Creamery is located on a 400-acre organic dairy farm in Pennsylvania’s scenic Cumberland Valley—a property owned by the company.
Reykjavik Creamery is a contract manufacturer specializing in premium cultured dairy and yogurt production, with a focus on Icelandic skyr yogurt, as well as Greek yogurt varieties, and quark.
a few seconds before the lids go on. So, the HEPA filtration on our filling machine cleans the air right there, where the yogurt is being put into the cup right before the lid goes on.”
The Modern Packaging filler also features individual load cells for each cup, allowing for precise weight adjustments in real-time. This innovation reduces product giveaway and improves overall e ciency. The machine’s robust construction ensures consistent sealing, and minimizing the occurrence of leaking cups, which was a frequent issue with the previous filling equipment.
Operators at Reykjavik control the machine and make adjustments via an easy-to-use HMI touchscreen. The Modern filler has significantly enhanced the company’s

Operators at Reykjavik Creamery control their Modern Packaging filling machine via an easy-to-use HMI touchscreen, which has significantly enhanced the company’s labor efficiency by streamlining training and operation, minimizing reliance on operators with extensive experience.
labor efficiency by streamlining training and operation, minimizing reliance on operators with extensive experience, and ensuring more consistent performance across shifts. The company was able to avoid hiring additional staff for night shifts, as the increased production capacity could be managed within the existing workforce.
Furthermore, Reykjavik’s partnership with Modern highlighted the importance of post-installation support and training. The company experienced a seamless transition to the new system, thanks to the comprehensive technical support provided by Modern. This support was crucial in ensuring the machine operated at optimal efficiency. The ability to quickly address and rectify any operational hiccups minimized downtime and reinforced the reliability of the new system.
With the filler fully integrated into Reykjavik’s production line, the company has been able to increase its daily production capacity from 50,000 cups of cultured dairy products in a 10-hour shift, to 140,000 cups in the same timeframe. Looking ahead, the com-
pany is poised to leverage its enhanced production capabilities to explore new market opportunities, with plans to expand its product range, increase distribution, and expand operations, with the addition of new culture tanks, milk silos, and an additional ultra-filtration machine. These enhancements will allow Reykjavik to maximize the use of its new filling machine within a 24-hour production cycle.
“Given our current growth rate, we anticipate needing an additional filler in about two years, and we have no plans to look anywhere but Modern Packaging for that,” Birgisson says. “Without the Modern Packaging filler, our ability to grow would have been significantly limited. The need for a new filler was clear and always part of our plan, and we are very happy with the decision to install this excellent Modern Packaging machine. It has been instrumental in supporting our current growth.”
Modern Packaging www.modernpackaging.com


Use the power of Linde technology to improve your product. The Linde CRYOLINE® PB plate belt tunnel freezer features a specially designed belt that creates a flat surface to quickly crust freeze even difficult-to-handle products, reducing moisture loss and improving yield.
Linde experts will help you make the most of this technology. We will evaluate your process requirements, guide you through selection and installation, and provide ongoing support.
Enter a new realm of performance. Learn more at lindeus.com/food
Making our world more productive








The Unibloc UltraLobe 700 Series lobe pump significantly increases volume and throughput. With a similar footprint to its popular cousin, the 600 Series, the UltraLobe pump delivers a flow rate up to 1170 GPM (4429 LPM). It gently handles shear-sensitive products with no sacrifice in product integrity, making it ideal for applications in the food and beverage, pharmaceutical, personal care, pulp and paper, and chemical industries.
Unibloc Hygienic Technologies unibloctech.com
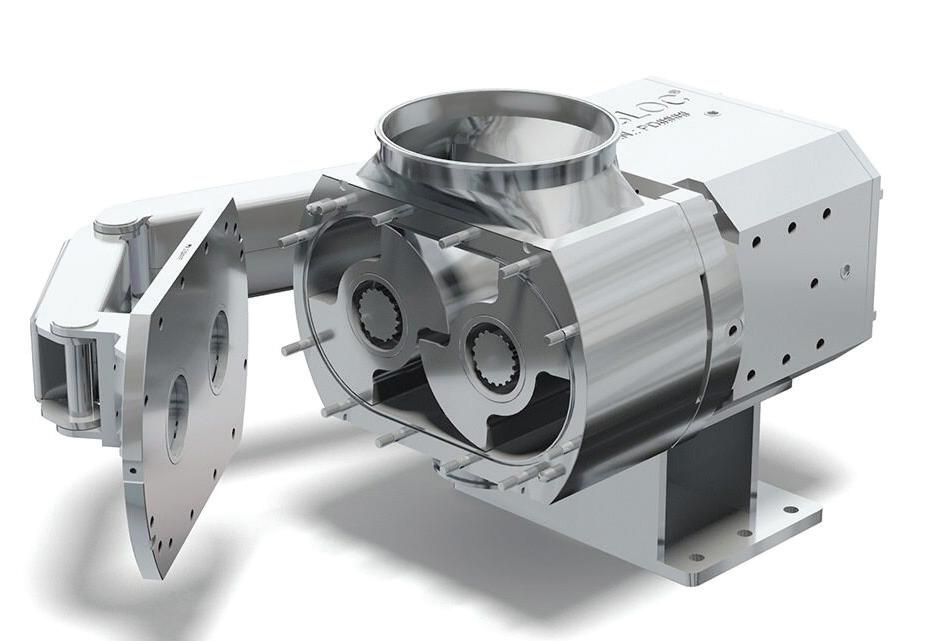
The Gericke Continuous Mixer (GCM) line has earned the ATEX certification, documenting the continuous mixer line as explosion-proof. The ATEX certification assures the mixers provide a high level of protection in areas where an explosive atmosphere with a cloud of combustible dust is likely to occur or remain present continuously or for long periods of time during normal operation. The line of mixers is suitable for mixing and blending materials and ingredients with a minimum ignition energy of > 1 mJ in ATEX category 1, zone 20. Ideal for safely mixing sugar, flour, starch, sawdust, talc, aluminum powder, and other food, chemical, and pharmaceutical products prone to forming combustible dust clouds, the explosion-proof mixers automatically mix multiple powders, granulates, flakes, liquids, and viscous materials in a single step. Improving efficiency versus batch mixing, the continuous mixers run unattended in 24/7 operation while achieving the targeted homogeneity at discharge.
Gericke USA | gerickegroup.com
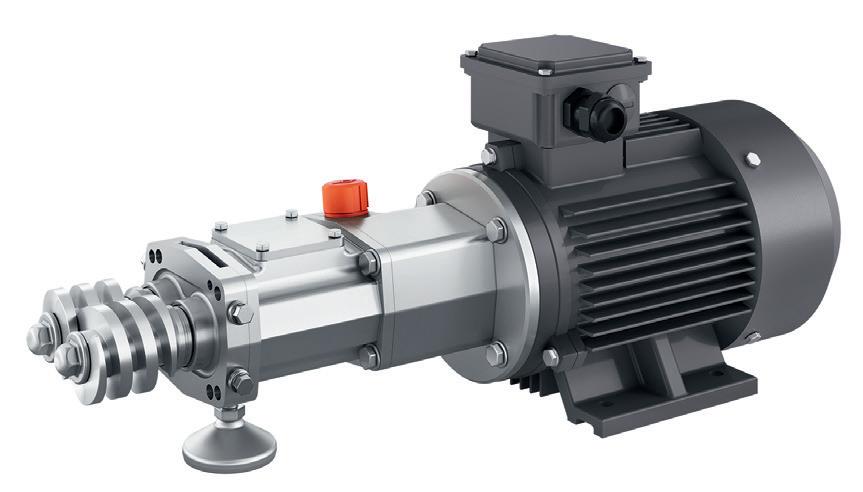
The Fristam FDS Nano is a double screw pump designed for dosing, pumping, and CIP applications. Unlike other dosing or low flow pumping technology, the FDS Nano can alternate between operating at very low speeds for dosing & pumping and high speeds when pumping CIP. Since the FDS Nano has the capability of fulfilling all three applications, running and maintenance costs are decreased. Using one pump also reduces the likelihood of contamination occurring in pipework, which improves hygiene on the line. According to Fristam, the FDS Nano is the world’s smallest single-flow, doublescrew pump, making it suitable for installations with limited space. Fristam | fristam.com s
Silverson Machines’ 150 UHS Small-Scale In-Line is designed for ultra sanitary applications typically encountered in the pharmaceutical and biotech industries, where the smallest production scale mixers may be too large but laboratory equipment may not offer sufficient capacity. This new model is built to the same high specification as production scale UHS mixers and can be supplied with Silverson-designed sanitary single mechanical shaft seals, which can be converted to sanitary double mechanical shaft seals suitable for pressurized flush. They have a crevice-free construction and are designed for Clean-In-Place (CIP) and Sterilize-In-Place (SIP) operations. Ideal for batches of up to 50 liters. Silverson Machines, Inc. | silverson.com


The GLASS GmbH VAS is a versatile mixer built with a mixing, cutting, or chopping head on the side of the vessel and a high-speed mixing arm on the bottom, both equipped with the special seal carrier for complete cleaning and food safety with EHEDG designs. This system can be used for mixing and emulsifying liquids, sauces, pastes, and the growing market of vegetarian and vegan products. With sizes from 80 up 2,200 liters, the VAS is available with heating, cooling, integrated vacuum pump, dosing devices, and more.
GLASS GmbH, represented by AmTrade Systems, Inc. in North America amtrade-systems.com

Bunting upgrades the Liquid Magnetic Separator, formerly known as the Magnetic Liquid Trap, with advanced features for superior ferrous particle capture. It’s versatility allows for the handling of various liquids, from acidic juices to heavy oils, while ensuring product purity and safety. Utilizing high-intensity neodymium magnets, the trap provides a strength of 10,000 Gauss and 13 pounds of pull, capable of removing even work-hardened stainlesssteel particles from liquids, pastes, and slurries. It features 316 stainless-steel construction for durability and compliance with food-grade regulations, a pressure rating of 10 bars, and temperature capability up to 248°F (120°C). Available in 2-, 3-, and 4-inch line sizes, the Liquid Magnetic Separator offers optional features including 150 lb. flanges, a water jacket, and a self-cleaning mechanism.
Bunting | buntingmagnetics.com s s
The Ampco ZP4 is ideal for sanitary low-flow and dosing applications, including handling sensitive liquids with particulates. Its compact design delivers the accuracy, reliability, and efficiency you expect from a positive displacement pump, and the ZP4 circumferential piston pump is designed to reduce the possibility of product zone contamination from pump wear. The ZP4 features a zero rotor-to-rotor contact design, durable stainless-steel construction, and front-loading seal design for ease of maintenance and cleaning.
Ampco Pumps Company, a member of the Krones Group ampcopumps.com

The ROSS FDA-50 Fixed Tank Dual Shaft Mixer is a versatile agitated pressure reactor designed for processes that require meticulous control over mixing, temperature, and pressure control in a compact and portable module. It features a stainless-steel vessel, dual agitators, a high-speed disperser, and a two-wing anchor agitator. The mixer is equipped with a flush tank discharge ball valve, sanitary inlet ports, and mobile stands for easy movement.
Charles Ross & Son Company mixers.com


The STOBER cLEAN System is an enclosed solution that prevents premature failure due to water ingress and is designed for use in washdown environments. It features a stainless-steel construction, IP69K and IP68 certifications, and zero weep holes to prevent water ingress and ensure long-term durability. The system also is highly energy efficient, with an IE5 rating, and is easy to install and maintain. Additionally, the cLEAN System is compatible with various communication protocols and can be easily integrated into existing automation systems.
STOBER Drives, Inc. | stober.com
Timken’s IP69K bearings offer exceptional resistance to water, dust, and harsh contaminants, making them ideal for food and beverage applications with frequent washdowns. Their advanced seals and flingers are designed to prevent ingress of both solids and liquids. This helps avoid corrosion, rust, and lubricant dilution, ensuring longer bearing life and enhanced food safety by reducing contamination risks. The bearings are filled with food-grade grease or solid lubrication options, eliminating the need for re-greasing and minimizing maintenance. Available in a variety of housing materials, including stainless steel, thermoplastic, and hygienic blue thermoset, the IP69K-rated bearings can be customized to fit any food processing need. Their FDA/ EC-compliant seal and flinger material make them suitable for direct food contact, making them an optimal choice for conveyors, slicers, and other processing machinery that must meet strict hygiene and safety standards.

The Timken Company | timken.com

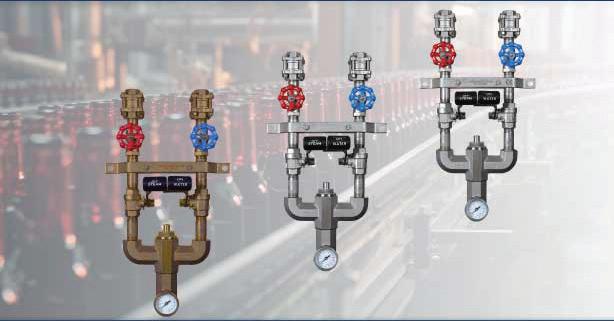
ThermOmegaTech has expanded its STVM washdown station line with a new stainless-steel welded option. The STVM steam-water mixing station is designed for high-temperature washdown applications, particularly in the food and beverage industry. It offers features like a removable cartridge for easy maintenance and interlocking ball valves for safety. The stainless-steel welded version enhances the product’s durability and suitability for demanding environments, making it a valuable solution for facilities seeking to optimize sanitation processes, improve efficiency, and minimize downtime.
ThermOmegaTech | thermomegatech.com
PERFEX one-piece shovels, ideal for food handling applications, are tough and lightweight; one-piece construction eliminates weak points, loose handles, and areas for contaminants to collect. This shovel works for jobs from scooping food ingredients from vats to commercial fishing. This large, square-point polypropylene shovel with deep bucket capacity is a workhorse for moving bulk materials. Molded from FDAcompliant polypropylene in eight distinct colors, it plays an integral role in preventing cross-contamination for HACCP program food safety compliance. A large “D” grip handle with 1.5” diameter shaft provides easy handling and ultimate leverage for scooping substantial amounts of material quickly and easily.
Perfex Corporation | perfex.com


The food industry is of unparalleled importance. Without it, our everyday lives would look drastically different.
The industry is under constant pressure to meet rising customer demands. This means increasing production, improving product quality, lowering prices, and offering a greater variety of products. Staying competitive also means keeping sustainability and efficiency front of mind, and being able to adapt to significant weather events, regulatory changes, trade dynamics, and many other external factors.
Regal Rexnord can help your business achieve your unique goals within this fast-moving industry.

Learn more at rrx.link/RRXProFood24

Key Technology’s COMPASS optical sorter is a high-performance solution designed to improve efficiency and quality in nut processing. The sorter identifies and removes defects like shells, foreign materials, and color variations, ensuring food safety and meeting stringent quality standards. With its user-friendly interface and recipe-driven operation, COMPASS simplifies the sorting process, making it suitable for various nut types. The sorter’s advanced technology, including SWIR and RGB/IR sensors, enables accurate detection of defects, even in challenging conditions. Additionally, COMPASS’s durable design and minimal maintenance requirements contribute to its longterm value and efficiency.
Key Technology | key.net
AERZEN Delta Hybrid screw blowers offer improved energy efficiency, reliability, and user-friendliness compared to previous models. These blowers provide reliable, 100% oil-free process air with extended turndown ratios and energy savings of up to 37%. They feature a direct drive system, options for different motor types, and an integrated VFD, a combination that allows for optimized performance and reduced energy consumption. Additionally, the Delta Hybrids are designed for ease of use, transportation, and installation, with a user-friendly interface and compact footprint.
AERZEN | aerzen.com

Gericke USA is offering its latest Nibbler GNB lump breaker for both short-term rental and long-term lease. This allows manufacturers in food, chemical, and other industries to test product formulations or handle short production runs without a large upfront investment. Delivered fully functional on a mobile platform, the Nibbler GNB automatically breaks down dry, solid materials into your desired size (1mm to 25mm) without heat or dust, making it ideal for a variety of applications. Gericke offers special configurations for specific needs like sanitation, high temperatures, or hazardous environments, and there’s also a model with Extractable Cantilevered Drive for easy cleaning. The Nibbler can be leased longterm for near-permanent use.

Gericke USA | gerickegroup.com

Designed for large volumes, the TOMRA 5A enables the sorting of food while effectively removing a wide array of foreign materials. Equipped with pulsed LED technology, cameras, and near-infrared (NIR) sensors, it provides food safety through exceptional detection and removal of defects. Initially focused on the potato sector, its applications have expanded to include carrots, peppers, and other vegetables due to increasing market demands for quality and the impracticality of manual sorting processes for large quantities. The 5A also has a pre-sorting application for citrus fruits.


s
METTLER TOLEDO’s X52 Dual Energy X-ray inspection system is a food safety tool designed to detect contaminants in packaged products. It utilizes both single and dual energy modes to identify a wide range of contaminants, including glass, metal, mineral stone, calcified bone, dense plastic, and rubber compounds. The X52 offers high sensitivity and accuracy, detecting contaminants while simultaneously conducting quality assurance checks. Its technology reduces false rejects, minimizing production disruptions and improving overall efficiency. And the X52 is designed to be adaptable to future product lines and applications, ensuring its long-term usefulness in manufacturing processes.
METTLER TOLEDO | mt.com

Dynamic Conveyor’s DynaClean S Series is a low-profile, full washdown, sanitary conveyor line engineered to meet the rigorous hygiene standards needed in food production environments. Featuring HDPE sidewall construction with UHMW and stainless-steel components, the system ensures ease of sanitation and resistance to corrosion, making it suitable for environments where frequent and thorough cleaning is necessary. Modularity is incorporated into the design allowing users to adjust the length by adding or removing modular sections. Two FDA-approved belt options are available: solid surface polyurethane or a link-style polypropylene, depending on the needs of the application. These belts are interchangeable on the conveyor giving end-users ultimate flexibility. This conveyor line also incorporates Dynamic Conveyor’s DynaClean design elements, ensuring ease in disassembly and cleaning. Dynamic Conveyor | dynamicconveyor.com
Quality and Value • ISO Speed Cold - Versatile Cold Storage Door • HPP Impact Doors - USDA / FDA Compliant • High-Performance Models - For Coolers, Freezers and Customer Facing Areas

Miura America’s LXN-300SG-A is designed to provide e cient heating while minimizing harmful emissions. Its advanced combustion technology allows it to achieve ultralow NOx levels of less than 5 ppm, significantly reducing air pollution, without the need for additional equipment. This makes it a suitable solution for industries located in areas with strict air quality regulations. The LXN-300SG-A also maintains a compact footprint, which benefits facilities with space constraints. Its e cient operation and low emissions contribute to a reduced carbon footprint, making it a sustainable solution for businesses seeking to improve their environmental impact.
Miura America | miuraboiler.com
MELTRIC Switch-Rated plugs and receptacles , ideal for food and beverage applications, are modular, providing a myriad of auxiliary connections, contact configurations, and mounting options. The plug and receptacle devices are UL/ CSA listed for safe disconnection under load, while complying with NFPA 70E “normal operation.” The Switch-Rated devices are designed with chemical resistant housings, are impervious to dust, debris, and moisture, while o ering Type 4X/IP69/69K watertightness as soon as the plug is latched to the receptacle, or the receptacle lid is closed.
DECONTACTOR technology ensures user safety with dead-front shutters, push-button disconnection, lockout/tagout, lineof-sight disconnect, and arc containment chambers. The construction of Switch-Rated plugs and receptacles allow them to operate as a quick break mechanism for quick connection, disconnection, and equipment swap-out.

MELTRIC Corporation | meltric.com

Hydro-Thermal’s Direct Steam Injection (DSI) technology, featuring the EZ Heater, o ers a solution for hose stations that mix steam and water for equipment cleaning and sanitization. Traditional mixing valves often struggle with temperature control, require frequent adjustments, and pose safety risks, such as steam burns. In contrast, the EZ Heater provides precise temperature control and rapid mixing and eliminates operator exposure to hot surfaces, enhancing safety. Maintaining hygiene is crucial across industries to ensure safety and smooth operations. DSI and the EZ Heater can meet sanitation standards, improve e ciency, and reduce contamination risks cost-e ectively.
Hyrdro-Thermal | hydro-thermal.com
Danfoss’ NeoCharge is designed to enhance the control of both new and existing industrial refrigeration systems. With NeoCharge, facility owners can reduce their ammonia and energy spend, increasing capacity by up to 40% and lowering energy costs by up to 20%. It works seamlessly with both recirculating and Direct Expansion systems, making it versatile for any refrigeration facility. This complete solution, with sensors, control valves and an electronic controller, optimizes industrial refrigeration systems. The components work together to lower costs and reduce the environmental impact of refrigeration operations by optimizing existing infrastructure. NeoCharge provides a cost-e ective shortcut to low-charge capabilities, empowering contractors and facility owners to optimize their systems without the need for expensive overhauls.
Danfoss | danfoss.com




s
ProSpection Solutions has partnered with System Square to bring this system—which offers advanced inspection capabilities for food, pharmaceutical, and industrial products—to the U.S. market. The SXM2 Series X-Ray System combines high-precision dual energy sensors and on-board artificial intelligence algorithms, which allow processing of two overlapping images in one inspection. The combination of this inspection method and sensor technology yields images with higher contrast and crisp resolution, giving the system the capability to find extremely small contaminates within the most difficult products. This system enhances product safety and quality control, helping businesses maintain strict industry standards and consumer trust.
ProSpection Solutions and System Square prospectionsolutions.com | system-square.com
Vikan North America’s HyGo is a mobile cleaning station focused on adaptability. It can hold up to five mounted tools as it comes, or up to 12 with an additional bracket added to it. The brackets are designed to hold hanging tools and those with handles, and the order and amount of each can be switched out quickly with the snap-on system.
HyGo’s upper tray can hold 27 pounds, and its lower tray can hold up to 45 pounds. This janitorial cart replacement is color-coded and designed with hygienic principles in mind. HyGo has 360-degree wheels, a low center of gravity, and a narrow frame that helps it roll easily over floor drains and rough terrain and fit through doorways. The wheels lock, keeping the cart in-place during cleaning.



Vikan North America (formerly Remco Products/Vikan) remcoproducts.com




JOSEPH DERR | EDITOR, CONTRACT MANUFACTURING +
Automation, combined with an upskilled workforce and reduced water consumption, writes a new chapter in canned protein company’s 80-year history.
CRIDER FOODS , a contract food manufacturer and packager in Stillmore, Ga., is the leading U.S. producer of canned chicken, turkey, ham, pork, and beef products. Through automation of its retort system, Crider Foods has transformed its operations and, in the process, upskilled its workforce while taking a great leap in environmental sustainability through reduced water consumption. The company has also endowed university-level technical education to prepare the next generation of process engineers.
From its beginnings in 1944 as a family fish and poultry market in Douglas, Ga., Crider Foods today centers its business around canned chicken as its lead product. Now, as it annually packs millions of pounds of canned protein, there is no manual handling of cans at the Crider plant from the time the cans enter the facility to when they leave.
The path to automated packaging began in 2010 at an inflection point for the company. From 2008 to 2010, the Crider Foods retorting operation neared

production capacity. The simple answer for increasing capacity at the time seemed to be to purchase cost-effective retorts, expand the retort room, and hire additional employees for loading and unloading baskets and retorts by hand as well as for palletizing.
While there were islands of automation in the 250,000-sq-ft poultry operation at the plant for processing, canning, and fully cooked frozen lines, most procedures required direct labor. And workers were not trained in advanced technology.
Then, Crider began working with Allpax, a product brand of ProMach, a U.S. manufacturer of retorts and automated batch retort systems (ABRS). After touring the Stillmore plant and listening to Crider’s goals, Allpax proposed a fully automated retort system that would cut down on manual operations and significantly increase capacity. The higher cost of the proposed system, not to mention the worker upskilling issue, left the Crider evaluation team intrigued but cautious.
Allpax invited key managers, including second-generation owner and present chairman William (Billy) Crider Jr., to tour a recently installed ABRS-based canning operation in Illinois. The Allpax technical sales team wanted Crider Foods to experience the benefits of automation and have the opportunity to talk with end-users about their experience with the recently installed automated batch retort system.
“It felt like I had stepped into the future,” Crider said later about the tour. “I saw in my mind’s eye high-speed canning lines at our Stillmore plant feeding a similar automated retort system, and I understood what that would mean for transforming our family-owned business. At the end of the tour, I said to the Allpax sales team we wanted an automated system like the one we just saw.”
During the tour, Crider and his team saw a single operator running eight Allpax jumbo retorts from a



control platform overlooking the room. Cans were automatically swept in layers into and out of retort baskets. An automated shuttle traveling at 270 fpm loaded and unloaded the bank of eight retorts and the system tracked the baskets, ensuring that every can went through the correct cooking process.
The ABRS system could load/unload baskets at a rate of 550 cans per minute, depending on can size with smaller cans running faster than 550. The Allpax operation and record-keeping software complied with FDA guidelines. Allpax provided this customer 24/7 remote technical support via a secure virtual private network.
“Plant personnel informed us that production was up with the new automated system and labor input virtually disappeared,” Crider says.
Shortly after the tour, Allpax designed a retort operation for Crider with eight six-basket saturated steam vessels with the option of adding water spray capabilities later. The ABRS portion of the system consisted of two loading/unloading stations for the baskets and a three-basket shuttle.
The shuttle automatically traveled to the retorts to load and unload baskets, meaning that the days of employees pushing baskets—each carrying more
With no manual handling of cans at Crider Foods, an automated shuttle system loads and unloads baskets into Allpax retorts.
than 2,000 filled cans—into and out of retorts were in the past. A cook responsible for following FDA guidelines would monitor the entire sterilization process from a bank of computer screens overlooking the retorts. Before the new system shipped to Stillmore, Allpax staged a thorough factory acceptance test complete with documentation.
Installation in Stillmore went smoothly as Allpax manufactured all the equipment. Crider Foods reports there were no issues with components not integrating properly, which they chalk up to being an advantage of working with a single-source supplier. Retort room staff decreased from approximately 20 down to three or four. New employees were hired for some of the more specialized jobs and other personnel were reassigned to various departments within the plant.
Upstream of the retort room, Crider Foods upgraded fillers and seamers on its canning lines and ran those lines at a higher speed to accommodate the increased capacity in the retort room.
The Crider retort room now features 15 Allpax static retorts for cans and five dual-mode retorts capable of saturated steam and spray with overpressure, which are used for cans or for the new pouch lines of ready-to-eat chicken products. From the time the empty cans are depalletized to the time the full cans are packed into trays and palletized, no human touches them.
Allpax
www.alpax.com
www.azo.com/en-dem
www.big-d.com
www.esigroupusa.com
www.munsonmachinery.com
www.pmmi.org
www.regalrexnord.com
www.mixers.com SEW-EURODRIVE, Inc.
www.seweurodrive.com
www.uline.com
www.urschel.com VDG (Van der Graaf)
www.vandergraaf.com Wire Belt Company of America
www.wirebelt.com
ProFood World® (ISSN 2476-06760, USPS 22310) is a registered trademark of PMMI, The Association for Packaging and Processing Technologies. ProFood World® is published 7x a year (February, April, June, August, September, October, December) by PMMI Media Group, 401 North Michigan Avenue Suite 1700, Chicago, IL 60611. Periodical postage paid at Chicago, IL, and additional mailing offices. Copyright 2024 by PMMI. All rights reserved. Materials in this publication must not be reproduced in any form without written permission of the publisher. Applications for a free subscription may be made online at www.profoodworld.com. Paid subscription rates per year are $55 in the U.S., $80 Canada and Mexico by surface mail; $130 Europe and South America. $200 in all other areas. To subscribe or manage your subscription to ProFood World, visit ProFoodWorld.com/subscribe. Free digital edition available to qualified individuals. POSTMASTER: Send address corrections to: ProFood World, 401 North Michigan Avenue, Suite 1700, Chicago, IL 60611. PRINTED IN USA by Quad Graphics. The opinions expressed in articles are those of the authors and not necessarily those of PMMI. Comments, questions and letters to the editor are welcome and can be sent to: mcosta@pmmimediagroup.com. We make a portion of our mailing list available to reputable firms. If you would prefer that we don’t include your name, please write us at the Chicago, IL address. Volume 8, Number 6.
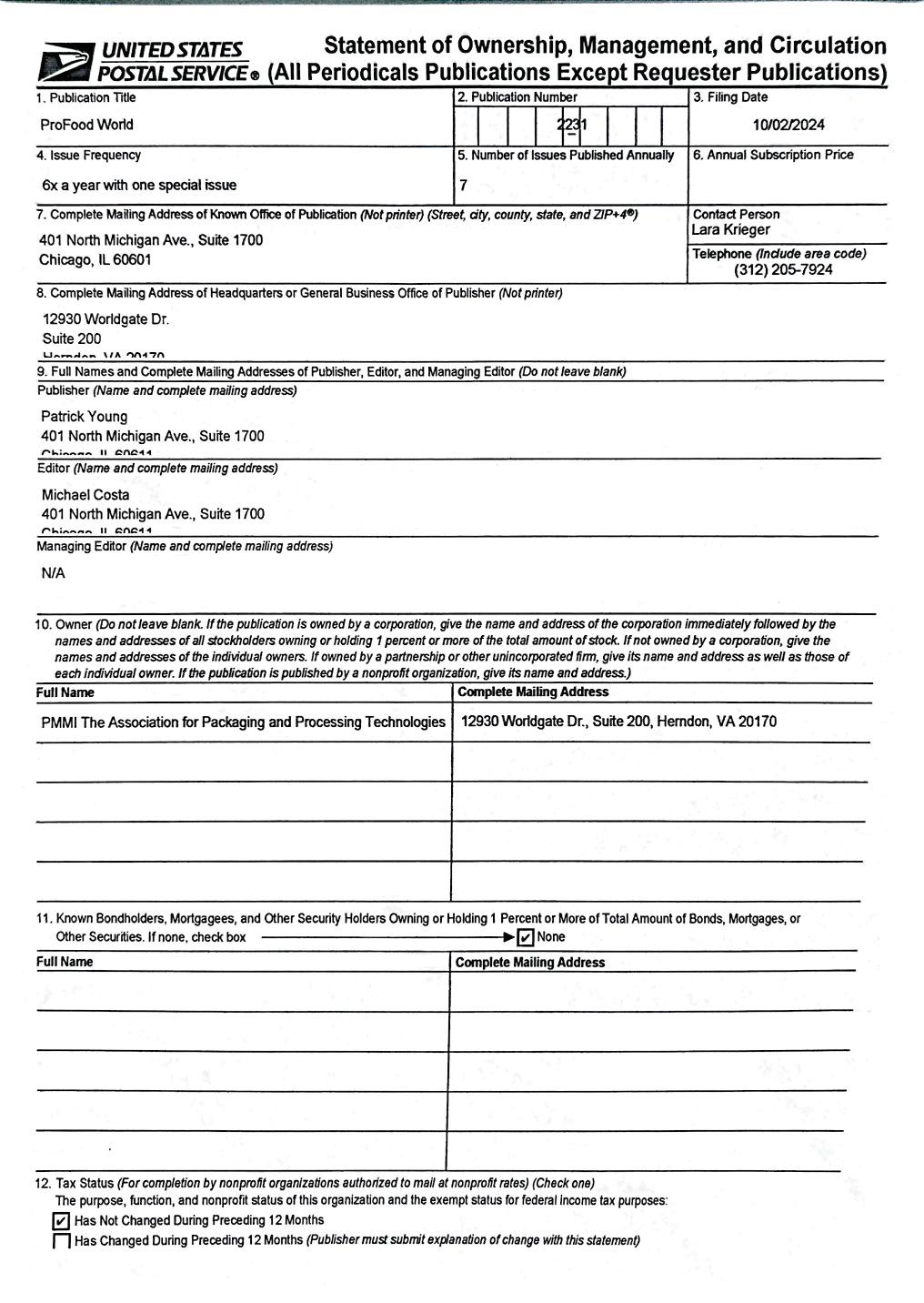
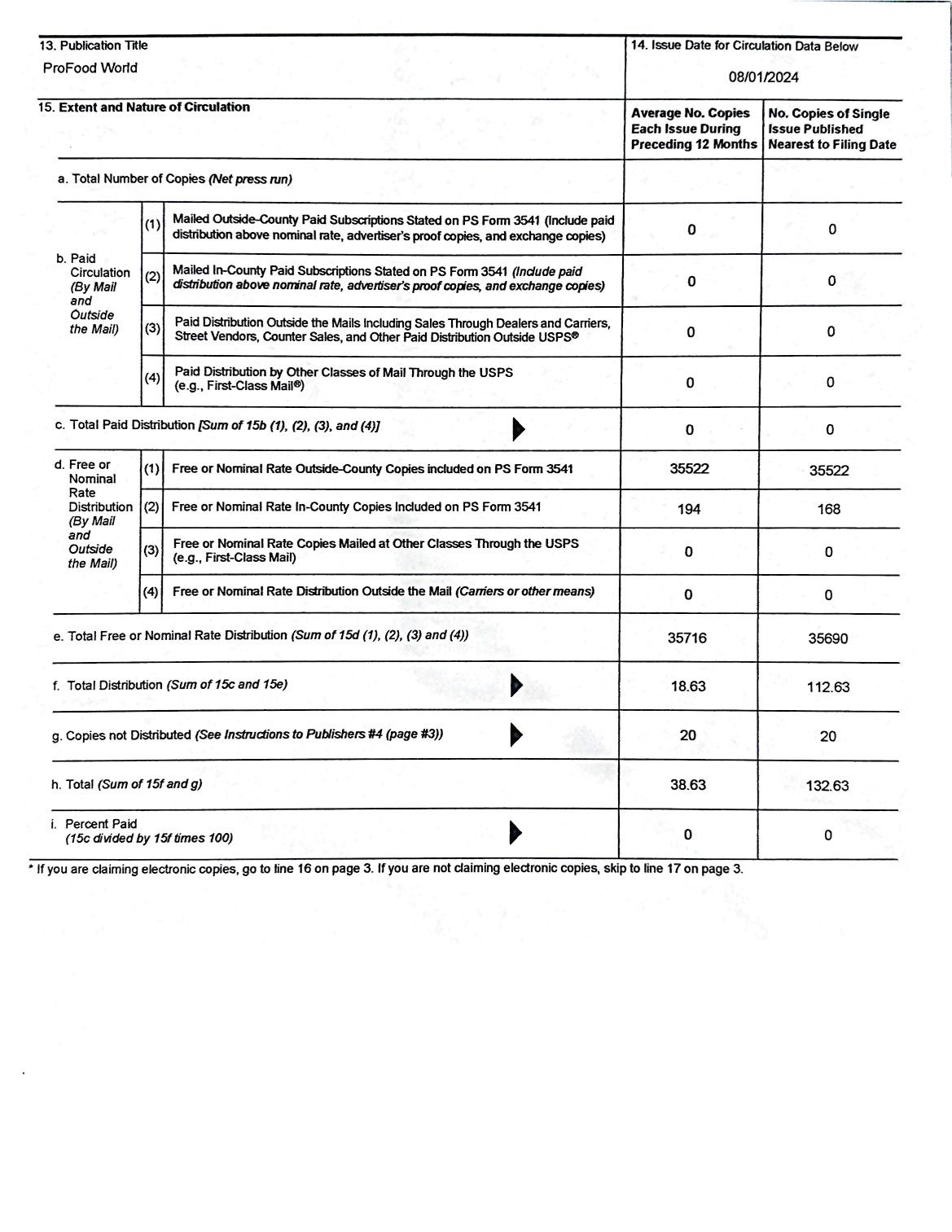
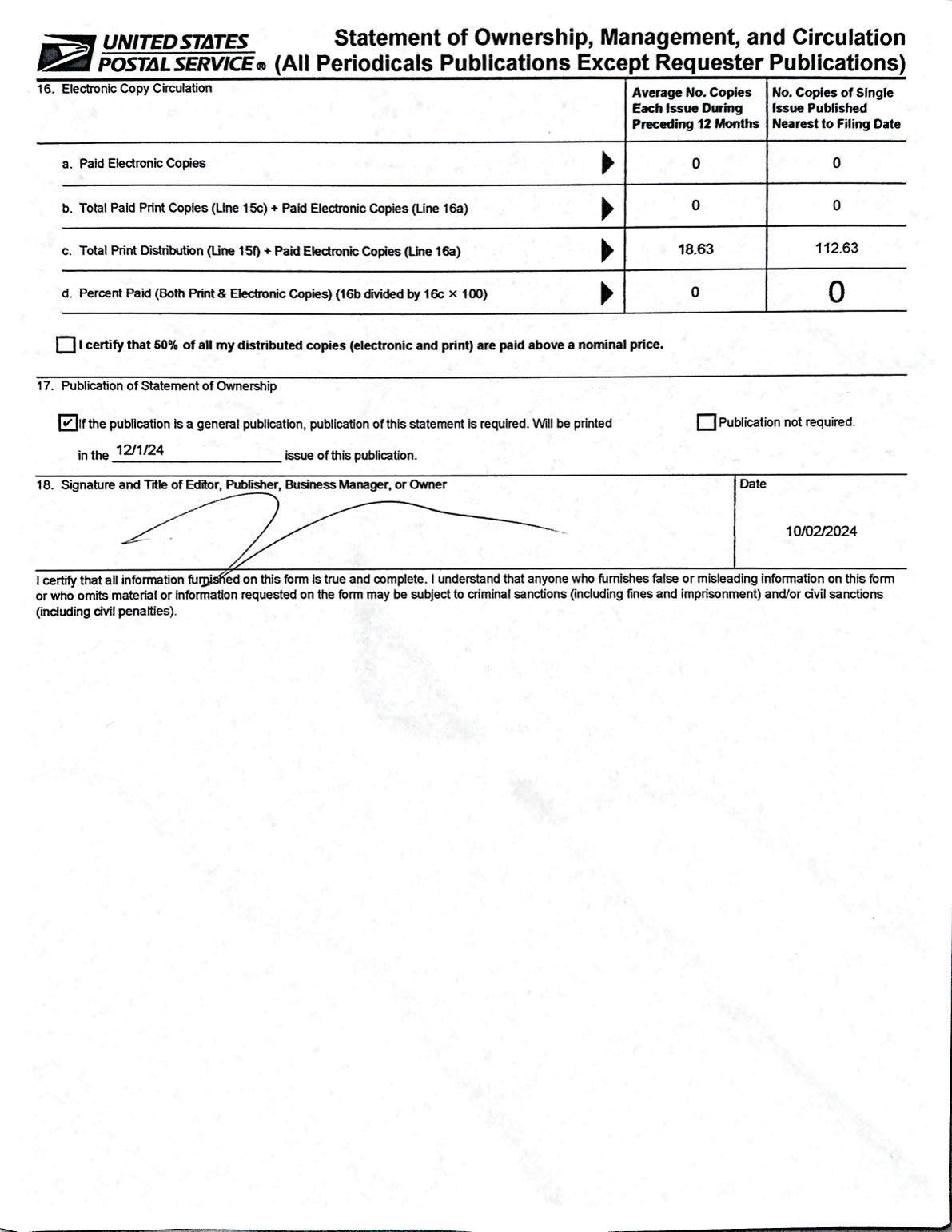
Find the latest advancements in the production and processing of animal food, meat, and poultry and eggs, while discovering thousands of solutions for your business and connecting with industry leaders worldwide at the 2025 IPPE.
Animal Health
Genetics
Egg Collection/Grading
Feed Ingredients
Raw Materials
Housing and Production
Logistics
Packaging
Quality Assurance
Food Safety
Sustainability
REGISTER NOW AT IPPEEXPO.ORG



DR. BRYAN GRIFFEN | PRESIDENT, GRIFFEN EXECUTIVE
By investing in training programs, partnering with technical schools, and creating clear career pathways, companies can begin to close the gap and secure the skilled talent they need.
THE FOOD PROCESSING INDUSTRY faces a critical workforce challenge that threatens to weaken manufacturing efficiency, productivity, and growth. As seasoned workers continue to retire at an ever-increasing rate, and technological advancements outpace the skillsets of the current workforce, the gap between the current workforce and the workforce we need continues to widen. Companies in the food processing sector continue to struggle with finding skilled workers to fill key factory positions, and the repercussions are being felt across the entire supply chain.
Here, I’ll offer an overview of the challenges creating the current skills gap and propose strategies to help bridge it. Also, in future columns throughout 2025, I’ll take a deeper dive into each of these strategies, exploring practical solutions and real-world examples to help companies adapt to the rapidly changing workforce landscape.
The food processing industry is heavily reliant on skilled workers who understand the nuances of both machinery and process operations. However, as many of the industry’s most experienced workers retire, companies are losing vital tribal knowledge that is not easily replaced. The skills these seasoned workers developed over decades of experience on the factory floor often extend beyond what can be learned in a classroom, encompassing problem-solving abilities, equipment-specific knowhow, and a deep understanding of the complexities of food processing. This loss of expertise is exacerbated by a limited pool of candidates who possess both the technical skills required, and the desire, to operate and maintain modern processing equipment.
Adding to this challenge is the rapid advancement of technology within the industry. Automation, virtual and augmented reality, artificial intelligence, and other cutting-edge tools are revolutionizing how food is pro-
cessed, packaged, and monitored for quality. While these technologies offer vast improvements in efficiency and safety, they also require workers with highly specialized skills in areas such as automation, robotics, and data analytics—skills that many of the industry’s current workforce don’t possess. As a result, companies are left wrestling with how to best manage and maintain advanced equipment without the necessary expertise.
Additionally, recruitment in the food processing industry is becoming increasingly difficult. The competition for skilled labor is intense, with other industries, such as automotive, logistics, and technology offering attractive alternatives. Younger workers often gravitate toward sectors they perceive as more innovative or with clearer career advancement paths, leaving food processing companies to contend with a shrinking labor pool and an uphill battle to attract new talent.
One of the most effective ways to bridge the skills gap is through strategic investment in training and education. Companies need to take a proactive approach by investing in their current workforce through training and upskilling programs. This investment addresses immediate labor shortages and builds a more resilient workforce capable of adapting to future needs.
Creating opportunities for employees to enhance their skillsets should include a mix of on-the-job training, mentorship from more experienced workers, and access to external educational resources, such as programs focused on certifications in equipment maintenance, process automation, or food safety. Companies might also consider leveraging online learning platforms or collaborating with training providers to offer employees a variety of learning options. The key is to ensure that employees are continuously developing their skills to meet the demands of modern food processing, rath-

A company’s commitment to continuous education creates a more flexible and knowledgeable workforce that can adapt to evolving technological trends and industry requirements.
Mentorship programs play a vital role in retention. Pairing younger employees with experienced workers not only fosters skill transfer but also strengthens relationships within the company.

er than simply reacting to problems as they arise.
In addition to internal training programs, partnerships with technical schools and apprenticeship programs can provide a steady pipeline of skilled workers. By working closely with local schools, food processing companies can help shape curricula to ensure that students graduate with the skills needed to succeed in today’s processing environments. These partnerships also offer companies early access to emerging talent, enabling them to cultivate a workforce that is skilled
with the specific needs of the organization.
Promoting lifelong learning should be a cornerstone of any strategy to bridge the skills gap. Encouraging employees to pursue advanced certifications or specialized training in areas such as robotics, data analytics, or process engineering will elevate the skill level across the board. In the long term, this commitment to continuous education creates a more flexible and knowledgeable workforce that can adapt to evolving technological trends and industry requirements.
s
Companies that invest in modernizing their work environments can make food processing facilities more appealing to younger, techsavvy workers.

Providing clear career pathways is another critical component in bridging the skills gap. Employees who see a future with their company are far more likely to stay, reducing turnover and ensuring that organizations retain valuable expertise. A well-defined career development program can help employees understand not only their current role but also the steps they need to take to advance within the company.
Food processing companies must invest in career development programs that map out potential paths for growth within the organization. This can include leadership training, cross-departmental rotations, and opportunities to move into more advanced technical roles. For instance, an operator could advance to a lead technician role, then move into a supervisory position, eventually branching into project management or technical training. When employees understand that they have the potential for career advancement, they are more motivated to engage with training programs and contribute to the company’s longterm success. In turn, companies benefit from having a motivated, goal-oriented workforce that is eager to take on new challenges.
Mentorship programs also play a vital role in retention. Pairing younger employees with experienced workers not only fosters skill transfer but also strengthens relationships within the company. These mentorships can extend beyond technical skills, helping newer employees navigate workplace dynamics, learn company culture, and develop a sense of belonging. This type of knowledge-sharing ensures that critical institutional knowledge does not leave the organization when senior employees retire, preserving the company’s competitive advantage.
While training and career development programs are essential, offering competitive compensation and benefits packages is equally important in attracting and retaining talent. In a competitive job market, food processing companies need to offer more than just a paycheck. Comprehensive benefits, such as healthcare, retirement plans, tuition reimbursement, and work-life balance initiatives, are key to standing out to prospective employees.
Additionally, modernizing work environments can make food processing facilities more appealing to younger, tech-savvy workers. Facilities that incorporate digital tools, flexible work options (where feasible), and collaborative spaces foster an environment where employees feel supported and valued. Younger workers often seek workplaces that offer more than just traditional employment—they look for places that provide opportunities for personal and professional growth. By creating a modern, flexible work environment, companies can make themselves more attractive to the next generation of talent.
The skills gap in the food processing industry is not going away, but there are solutions available to address it. By investing in training programs, partnering with technical schools, and creating clear career pathways, companies can begin to close the gap and secure the skilled talent they need. Furthermore, offering competitive compensation and benefits will help companies attract and retain the right workers for the future.
In my future columns, I will take a deeper dive into each of these strategies, providing actionable insights and case studies to help companies implement solutions that can bridge the skills gap and ensure a successful future for the food processing industry.


NEXT-LEVEL TECHNOLOGY
From 2,000 exhibitors
Scout out game-changing solutions to all your biggest challenges at the year’s largest, most comprehensive packaging and processing show on the continent! NETWORKING &
To futurize your business
As 40+ vertical industries come together

Multiple factors go into creating a production line that produces food reliably, safely, and consistently to impact the bottom line.
IN AN IDEAL WORLD, every production line is built for the products that are made on it. Historically though, production lines have been asked to do things that the builders of the line did not have in mind when the equipment was installed. Systems are often designed around existing infrastructure, equipment, production teams, or other such limiting factors. Sometimes a new line can be asked to mimic an existing one, as Alex Belknap, founding partner of Facture Group raises the question, “Is this an existing process that we can leverage best practices from?”
On the other hand, putting in another production line is an opportunity to critically look at the previous installations. “It’s really understanding the attributes of the final product that you want from a technical standpoint and being very real with the business that the line is supposed to serve,” says Yifat Rogers, founder and CEO of Yaniv Consulting.
According to Tony Moses, entrepreneur in residence at One Ventures, “When scaling up a new product, the first step is to understand what those attributes were for.” In other words, what are the distinguishing factors

of the product that make it unique? This information is commonly sourced from both marketing and R&D. These attributes are the absolute requirements from the production line. With these in place, it is important to understand how the product was designed. “Start from first principles, keep it as simple as possible, and build out detail,” according to Belknap. In this case, what ingredients are in the product, how do they respond to basic engineering forces, what order do they need to be added, and what are the basic properties of those intermediate blends?
The ingredients in a product can define some portion of the production line, often the ingredient handling systems and initial blending systems. For example, dissolving sugar into water can be time-consuming on the line, but liquid sugar systems with flow meters can be a batching cycle, time-reduction strategy. Often, ingredient packaging is also part of the supply chain discussion as well, targeting ingredient packaging of 25% to 300% of the use per batch is ideal for keeping weigh-up cycle times to a minimum.
When ingredients are mixed together, their properties can change. A blend of flour and water needs time and elongational mixing to hydrate and develop
“Most projects are not given unlimited timing or capital budgets. Timing can often force tradeoffs between ideal equipment and used or available demonstration equipment that can still deliver the intended product attributes.”
– Jamie Valenti-Jordan, food brand program manager, Food Finance Institute

the protein to make a dough with the desired attributes. Oil and water plus an emulsifier require precise shearing to develop into a stabilized emulsion, which is based on particle size distribution and amount of emulsifier. Neither of these intermediate blends may be the intended final product, but the properties of these blends are instrumental to the final product quality and potentially the target attributes. Even the order that ingredients are added into the same blend tank may change the product attributes, and as such, each intermediate blend should be understood.
By understanding the properties of each of the intermediate blends, it becomes easier to define a process flow for the entire product that is built on smaller process flows for the intermediate blend attributes. That said, beware of downstream processes that may a ect the properties of a developed intermediate blend. For example, shearing a dressing after particulates are added will grind the particulates beyond the targeted size, and ketchup pushed through a pipe will undergo some amount of low-grade shear, which will reduce viscosity post-milling.
As a preliminary process flow is being built, it is important to understand where food safety factors into the product design. For many products, this can be
simple with a thermal kill step defined by a process authority. For others, there are several critical control points (CCPs) that determine the safety of the product. It is important to remember that there are often two key principles at play: make sure nothing harmful gets into the product, and anything that could be there is taken below a harmful level. This could be as simple as magnets and metal detectors, or it could be complex heating and cooling systems coupled with environmental controls and packaging sterilization, as with aseptic systems. Remember that the packaging, specifically the assembly of the packaging (i.e. lid gaskets and seal surface areas), is key to the first principle of letting nothing harmful into the product. Understanding where food safety plays into the process flow builds a more robust plan for approaching equipment manufacturers.
With a process flow complete, the next step is to determine the size of the equipment necessary to execute the various process requirements. For many production lines, this information comes from both the business and equipment manufacturers. Coupling the batching cycle time to the downstream demand of a pseudo-continuous filling line allows for the sizing calculations to inform the ideal design of the process. This ideal design may not be the one constructed though, due to timing, capital,
Beware of downstream processes that may affect the properties of a developed intermediate blend. For example, ketchup pushed through a pipe will undergo some amount of low-grade shear, which will reduce viscosity post-milling.

production redundancy, utility, or other such external factors.
Most projects are not given unlimited timing or capital budgets (if you have one, give me a call). Timing can often force tradeoffs between ideal equipment and used or available demonstration equipment that can still deliver the intended product attributes. When this happens, move the construction of the ideal equipment to a later project for independent return-on-investment (ROI) justification. When capital runs short, target ingredient handling equipment that can be removed because that equipment is more easily replaced and independently justified.
One tactic that many plants use to deal with non-uniform demand from a production line is to split it into two or more smaller production lines. This technique allows for smaller volumes to be manufactured in a more efficient manner. Additionally, if a facility is very sensitive to downtime (often based on a historical outage), having the ability to maintain one line while the other continues production may be preferable to the plant leadership. When this occurs, consider a break point of where the process flow goes from batch to continuous. Design the system to send the batches to both continuous lines for optimum flexibility. This is also a reasonable design tactic for a product that has uncertain projected volumes.
As equipment is selected, layout drawings can be developed for alignment with stakeholders. This commonly
starts with an existing building or building design started by others. Maintaining appropriate clearance while plotting in traffic flow for both product and people can be challenging. The key is to share layout struggles with other stakeholders—solutions may come from any number of people. Ensure that utilities are able to support the new production line.
Building a new production line without a volume timeline, not just a volume projection per year, is setting up a project for failure, as Rogers notes, “The biggest money waste is where businesses are building something way too big before they have any kind of commitment to volume.”
To that end, Moses offers some tactical business advice. “You need some flexibility to iterate a little bit, so working with a contract manufacturer that has some flexibility or moving to a different contract manufacturer, allows you to pivot once your product has been in the marketplace. Otherwise, you could be stuck with a bunch of equipment that you have to use to manufacture a product that just doesn’t quite fit in the market.”
Remember that if these product attributes survive to the consumer, they are building a user experience that consumers will return for. Our brands rely on returning customers to ultimately pay our salaries. To that end, remember that the project is not done at commissioning, and sometimes designing something to be replaced in a few years may be the better tactical move to ensure long-term project success.








