The Universal Platform for Unlimited Digital Transformation






























Learn more at ia.io/digitaltransformation
ruary 2023
All-In-One Ignition is an ambidextrous tool that can aggregate data, build applications & instantly web-deploy clients, all from one login. Unlimited Add as many devices, clients, tags, and users as you need — no extra cost. Ignition’s flat rate keeps you on budget. Universal No matter what OS or IT structure or interface device is being used, Ignition will run on it smoothly & e ciently.
































Get an overview of your process at a glance. Control your SCADA with a swipe. The Plant Floor in Your Pocket See the live demo now. Scan this QR code with your phone demo.ia.io/automation or visit








Peer-to-Peer FAQ: Controllers Heineken’s Event-Driven Connectivity Strategy Thoughts on Tracking Production Metrics Additive Manufacturing: A Sustainable Alternative What Technologies Will Industry Focus on in 2023? New Products 14 26 05 34 35 29 20 SIMULATION HELPS SOLVE SUPPLY
FEBRUARY 2023 / www.AutomationWorld.com
CHAIN PROBLEMS
Cut your costs, Bulk up on savings
2UGHU�\RXU�FXW�WR�OHQJWK�DQG�EXON�FDEOHV�WRGD\�DQG�VDYH�ZLWK $XWRPDWLRQ'LUHFW
V�DIIRUGDEOH�SULFLQJ���
Cut-to-Length Cables with NO Hidden Fees

All AutomationDirect multi-conductor cable can be ordered cut to your speci ed lengths without the added cutting charges, hidden fees, and in ated shipping costs found with other suppliers. With AutomationDirect you get:



v��8/�FHUWLILHG�UH�VSRROLQJ�IDFLOLW\���HQVXUHV�WKDW�RXU� FXW�WR�OHQJWK�FDEOHV�PDLQWDLQ�WKH�8/�FHUWLILFDWLRQV



v��/RZ�SULFH�SHU�IRRW�Starting at $0.24 (PLTC3-20-1S-1)







v��)UHH��IDVW�VKLSSLQJ��W\SLFDOO\���GD\�GHOLYHU\
Multi-Conductor Cables
v��(DV\�RQOLQH��SKRQH�RU�HPDLO�RUGHULQJ
v�����GD\�PRQH\�EDFN�JXDUDQWHH



yes, even custom cut cable
v�/RZ�PLQLPXP�FXW�OHQJWKV
NEW! 4XDEELQ�FRQWLQXRXV�p�H[LQJ�LQGXVWULDO�(WKHUQHW�&DW�H��&DW���D��DQG� 3URo�QHW�FRPPXQLFDWLRQ�FDEOHV�QRZ�KDYH�PRUH�RSWLRQV�

v�����DQG����$:*�VL]HV��&DW�H� �&DW���D
v�����$:*�VL]H��3URo�QHW
v�6KLHOGHG�YHUVLRQV��$OO
v��8QVKLHOGHG�YHUVLRQV��&DW�H
v���WZLVWHG�SDLUV��&DW�H� �3URo�QHW
v���WZLVWHG�SDLUV��&DW�H� �&DW���D
Starting at $0.78/ft (Q5772-1)

v���FRQGXFWRUV��3URo�QHW

v��73(�MDFNHW��$OO
v�=+)5�MDFNHW��&DW�H� �&DW���D
v�)5�73(�MDFNHW��&DW�H
v��3/7&�RU�3/7&�(5�MDFNHWV��3URo�QHW
Other multi-conductor cable types available:
















v��3RZHU�FDEOHV
v��7UD\�UDWHG�FDEOHV
v��&RQWURO�DQG�VLJQDO�FDEOHV
v��,QVWUXPHQWDWLRQ�FDEOHV
v��'DWD�FRPPXQLFDWLRQV�FDEOHV
v�)RRG�DQG�EHYHUDJH�FDEOHV
v��9DULDEOH�IUHTXHQF\�GULYH��9)'��DQG VHUYR�PRWRU�FDEOHV
v��7KHUPRFRXSOH�DQG�57'�H[WHQVLRQ ZLUH�FDEOH

Bulk Electrical Hook-up/Building Wire



AutomationDirect has a large selection of quality MTW, THHN, and TFFN electrical wire in pre-spooled lengths that meets all NFPA and NEC requirements at great prices.








Starting at $25.50/500ft (MTW22BK)
Research, price, buy at: www.automationdirect.com/multi-conductor-cable www.automationdirect.com/wire



1R�JLPPLFNV��1R�KLGGHQ�FKDUJHV�
the #1 value in automation Order Today, Ships Fast! * See our Web site for details and restrictions. © Copyright 2022 AutomationDirect, Cumming, GA USA. All rights reserved. 1-800-633-0405
in
or
and
Over 35 types of cable available
bulk
cut-to-length sizes
shipped fast!
FEATURES
Peer-to-Peer FAQ: Controllers 14
End user and integrator preference for di erent industrial controller types show both a tenacious preference for familiar technologies and openness to newer variants that incorporate IT-related features.
Simulation Helps Solve Supply Chain Problems 20
As supply chains become increasingly perceived as strategic tools for business performance and growth, simulation technologies can help govern logistical calculations among entities and help those entities adjust to changing circumstances.
CASE STUDY 26
Heineken’s Event-Driven Connectivity Strategy
Central to its global systems connectivity approach, Heineken uses a publish/subscribe approach to connect disparate technologies such as ERP, CRM, and MES, as well as shipping, payment, and cloud-based data lakes.
ONLINE 4
Exclusive content from AutomationWorld.com: videos, podcasts, webinars, and more

INDUSTRY DIRECTIONS 5
Thoughts on Tracking Production Metrics
PERSPECTIVES 6
Automation Decisions: Variable Frequency Drive or Soft Starter?
Digital Twins for Palletizing
Democratizing MES
Do CPGs Need a Micro Data Center
NEWS 10
How Intelligent Conveyance Tech Delivers Operational Flexibility
Beckhoff Updates XTS with No-Cable Technology
Industrial Cobot Technology Comes to Palletizing Operations
Robot Setup Gets Automated
NEW PRODUCTS 29
Product Spotlight Edge-to-Cloud Gateways
Multiprotocol Ethernet Switch
Linear Modules
Waterproof Side-Actuated Tactile Switch and more...
INDUSTRY VIEW 34
Additive Manufacturing: A Sustainable Alternative By Daniel Keyser
INTEGRATOR VIEW 35
What Technologies Will Industry Focus on in 2023? By Will Aja
ENTERPRISE VIEW 36
How Interoperability Unlocks Industrial Reinvention By Brian R. May
KEY INSIGHTS 38
EDITORIAL
David Greenfield Editor-in-Chief dgreenfield@automationworld.com / 678 662 3322
Victoria Sanchez Managing Editor vsanchez@pmmimediagroup.com
/ 571-612-3200 x9298
Mat Dirjish, James R. Koelsch, Stephanie Neil, Jeanne Schweder, and Beth Stackpole Contributing Writers
ART & PRODUCTION
Filippo Riello Marketing & Digital Publishing Art Director friello@pmmimediagroup.com / 312 222 1010 x1200
George Shurtle Ad Services & Production Manager gshurtleff@pmmimediagroup.com / 312 222 1010 x1170
ADVERTISING
Kurt Belisle Publisher kbelisle@pmmimediagroup.com / 815 549 1034
West Coast
Jim Powers Regional Manager jpowers@automationworld.com / 312 925 7793
Midwest, Southwest, and East Coast
Kelly Greeby Senior Director, Client Success & Media Operations
AUDIENCE & DIGITAL
Elizabeth Kachoris Senior Director, Digital & Data
Jen Krepelka Director, Digital Media
PMMI MEDIA GROUP
David Newcorn President, PMMI Media Group
Kurt Belisle Publisher kbelisle@pmmimediagroup.com / 815 549 1034
3 FEBRUARY 2023 | VOLUME 21 | NUMBER 2
AW FEBRUARY 2023 CONTENTS
Reed Simonsis Brand Operations Manager rsimonsis@pmmimediagroup.com / 312 205 7919 Sharon Taylor Director of Marketing staylor@pmmimediagroup.com / 312 222 1010 x1710 Amber Miller Senior Marketing Manager amiller@pmmimediagroup.com / 312 222 1010 x1130 Janet Fabiano Financial Services Manager jfabiano@pmmimediagroup.com / 312 222 1010 x1330 Automation World PMMI Media Group 401 N. Michigan Avenue, Suite 1700, Chicago, IL 60611 Phone: 312 222 1010 | Fax: 312 222 1310 www.automationworld.com PMMI The Association for Packaging and Processing Technologies 12930 Worldgate Dr., Suite 200, Herndon VA, 20170 Phone: 571 612 3200 • Fax: 703 243 8556 www.pmmi.org
All Automation World editorial is copyrighted by PMMI Media Group, Inc. including printed or electronic reproduction. Magazine and Web site editorial may not be reproduced in any form without thewritten permission of the publisher.
PODCAST SERIES Understanding Equipment Failures and How to Respond
Learn about the high costs of reactive maintenance and how moving to more proactive—and even predictive—maintenance can be achieved without major investments and executed in small, easily incorporated steps.
AUTOMATION WORLD TV
Which Production Metrics Should I Track? How manufacturers should assess their operations to figure out which metrics to track with MES software.
TECHNOLOGY MATTERS
E-Commerce Giant Enters the Industrial Technology Space
With its new AWS Supply Chain and Monitron predictive maintenance products, Amazon extends its reach into the industrial marketplace.

AUTOMATION WORLD E-BOOK
Robotics and VR/AR Set the Pace for Automation
A look at how innovations in robotics, virtual reality, and augmented reality lead to improvements in automation.
SYSTEM INTEGRATOR BLOGS











• Checklist for Short-Duration Cutover Success
• Web-Based HMI Proves Ready for Industrial Use

• What Technologies Will Industry Focus on in 2023?






• Is Industry 4.0 the Answer to Workforce Retirements?
• How Integrators Can Support Sustainability
4 AW FEBRUARY 2023 ONLINE
Thoughts on Tracking Production Metrics
 By David Greenfield Editor-In-Chief dgreenfield@automationworld.com
By David Greenfield Editor-In-Chief dgreenfield@automationworld.com

Aprimary driver of the industrial digital transformation that we’re all living through is production metric tracking. This factor is so intrinsic to industry’s evolution that once all the dust around Industrie 4.0, the Industrial Internet of Things, and other associated initiatives settles at some point in the future, one thing all industrial companies will likely have in place is advanced analytics software to track operating metrics at a highly granular level.
Therefore, it makes sense to start getting a handle on your production metric tracking now to be in a better position to apply this data as it becomes more critical to your company’s operations.
We recently connected with Sam Russem, senior director of smart manufacturing solutions at system integrator Grantek, to gain some insights into current production metric tracking strategies as they develop amid industry’s ongoing digital transformation.
To access critical production metrics, Russem said there are three things you need to do:
• Access the source data;

• Extract the data out of the system or asset in a dependable way; and
• Put the data into context so it can be used by stakeholders to make decisions.
Russem pointed out that MES (manufacturing execution system) software can do each of these things in unique ways.
“When it comes to collecting data, your MES usually sits above your plant’s control systems [where] it can talk to PLCs, SCADA, and historians,” he says. “But it’s also going to talk to things outside of the factory, such as your ERP and sup-

ply chain management systems. MES software is good at getting all of this different data from all of these different systems, and it usually has all the infrastructure behind it to do data computations via database calls, built-in functions, or support for writing your own custom code.”
With these common capabilities, presenting the information via an on-screen dashboard or report is usually the easiest step to getting the data out for decision making. “So if you’re wondering where you can be calculating certain metrics that are tough for you to get today, MES software may well be the block you should be building on,” said Russem.
Tracking the right metrics

If you’re deciding what metrics are best to start of tracking with MES software, Russem said one option is to identify your biggest problem area first. However, this approach can carry some concerns. For example, if you’re looking for the biggest problem, you’re probably also finding the most complex problem, “because if you could solve it, you would have solved it already,” Russem said. That’s why this approach can lead to a “very complex (MES) design and expensive and risky implementation.”
Another option is to first focus on low-hanging fruit, i.e., obvious, easier-to-address issues to help prove out the MES software’s capabilities and familiarize yourself with the software before tackling bigger issues. While this approach is a good one to help you learn the software’s capabilities with a low-risk application, Russem cautioned that, while you might be able to show specific results easily with this approach, you might not be as likely to get much direct value out of it either.
A third course of action is to begin with your overall business objectives and then “cascade your goals down to figure out what your MES and KPI (key performance indicator) strategy is going to be,” Russem said. While this method is not necessarily too difficult or too easy, the key to making this approach successful is to be certain of your business objectives. “What I’ve seen happen a lot of times is in companies that lack a strong strategic direction, or maybe don’t have clear business objectives laid out, [an MES implementation to track metrics] can
really spiral into more of a business management consulting activity,” Russem explained.

With these cautions in mind for each of the three approaches, Russem advised that the best approach is “seek a balance between these three. You want to find a problem that people are complaining about and that fixing it is going to provide value—but it shouldn’t be your hardest problem either. Plus, you want to make sure that your approach is aligned to some type of overall business goal that you can set a goal post around. For example, I want to reduce scrap by 10% or increase throughput by 4%.”
With this balanced approach in hand, you can collect all your pain points and opportunities that can drive this metrics approach to which your MES software can then be applied to deliver results.
INDUSTRY DIRECTIONS
5 AW FEBRUARY 2023 EDITORIAL
If you’re wondering where you can be calculating certain metrics that are tough for you to get today so ware may well be the block you should be building on.
Hear the full podcast discussion on production metrics tracking with
Grantek’s Sam Russem here.
Automation Decisions: Variable Frequency Drive or Soft Starter?

 By David Greenfield Editor-in-Chief
By David Greenfield Editor-in-Chief
When it comes to making decisions among various automation technologies to perform a task, the answer is rarely clear cut. Ultimately, the decision is often tied to the specifics of the application rather than which technology is perceived as being better. And so it is with the decision between soft starters and variable frequency drives (VFDs) to control a motor. Both technologies are viable choices—the decision depends on the application.
To learn more about making the decision between these two technologies, we connected with Jacob Becker, system solution architect at system integrator Tri Tech Automation, for a recent episode of the “Automation World Gets Your Questions Answered” podcast (bit.ly/3JORHVx).
Becker outlined the basics of soft starter and VFD technology to begin our discussion.
Essentially, a soft starter is a motor control device that uses SCRs (silicon control rectifiers)— which are basically solid-state relays positioned back-to-back—to reduce the current delivered to a motor, enabling the motor to be started slowly and in a controlled fashion. “The time that the slowness of start takes place is configurable, as is the reduction in the voltage,” said Becker, “But it allows the motor to start up slowly and gently reduce stress on mechanical pieces.”
VFDs are a more complex motor control device that enable a motor to be controlled continuously at a specified speed. “A VFD takes the incoming AC power and rectifies it to a DC voltage,” Becker explained. “It then uses IGBTs (insulated-gate bipolar transistors) to take that DC voltage and invert it into a square wave waveform that simulates an alternating current. With that simulated waveform, the frequency of the waveform can be modified to change the speed of the motor.”
E ciency di erences
With more manufacturers looking to make their operations more sustainable and reduce energy costs, overall e ciency is an increasingly important consideration when making the decision between a soft starter or a VFD. On one hand, the precise control o ered by VFDs can have a significant impact on e ciencies and costs. But soft starters also
help reduce motor energy use.
Looking at the overall operation characteristics of the two devices, soft starters often edge out VFDs in terms of operating e ciency, though just by a couple of percentage points. Considering that, which one is likely to be the more e cient energy choice overall?
Becker said that, like many questions in engineering, the answer depends on the application.
“If you have a motor that you know you're going to run at a fixed speed all the time, the soft starter is the clear answer simply due to the fact that a lot of soft starters have bypass contactors meaning that, once the motor is up to speed, the soft starter’s components will shut down and not use any more power,” said Becker. “So there's no e ciency loss. In such applications, the only time the soft starter is active is during the startup and shutdown of the motor.”
VFDs can be more e cient in applications where you need to start up a motor and run it at full speed for a period of time. But then, during a low-load application, you can reduce the speed of that motor but still have the VFDs operating to adjust speed as needed. In such cases, VFDs are more e cient. In either case, Becker noted that both devices are extremely e cient.
Application decisions
Given the high e ciency of soft starters and




VFDs, we asked Becker to provide some advice around industrial applications which typically use one of these technologies over the other.
“Soft starters are great for conveyor belts,” said Becker. “Especially if you need to start a belt moving but don't want things on the belt to fall over, soft starters are great for that. I've also seen a lot of soft starters used on screw compressors for refrigeration, because they slowly ramp the screws up. And the same idea can be applied to pumps that are going to run at full speed all the time to mitigate water hammer (pressure surges cause by fluids in motion).”
VFDs tend to be preferable to soft starters until you get to a certain motor size, said Becker.
“VFDs can be quite a bit more expensive when you get to a larger size motor,” he said. “But for 50 hp motors and below, we typically recommend VFDs instead of soft starters.”
With regard to applications for which VFDs tend to be better suited, Becker said, “Any kind of a pumping application where you want to modulate flow but you don't want to put a control valve in, that's a great spot for a VFD. Also, on smaller conveyor belts where you need to modulate the speed on a packaging line, for example, to allow for better handling of accumulation or equipment shutdowns.”
6 PERSPECTIVES
AW FEBRUARY 2023
A Siemens Sinamics V20 VFD (left) and a Schneider Electric Altistart ATS22D47Q soft starter.
Digital Twins for Palletizing
By David Greenfield Editor-in-Chief
Nortura is a major food supplier to the Norwegian grocery market, as well as to hotels and restaurants. The company’s 31 production units process 350,000 tons of meat and eggs each year.
In 2015, Nortura began using three collaborative robot (cobot) palletizers outfitted with Universal Robots’ UR10 cobots in its Sogndal factory. This robotic palletizing system used an early version of what would become Rocketfarm’s Pally palletizing software. Rocketfarm is a Norwegian software company.
Rocketfarm describes its Pally software as being designed to make robots easier to install and operate for palletizing operations. With its MyRobot.cloud digital twin capability, Rocketfarm says it can verify a project online within an hour and connect users with system providers around the world.
According to Rocketfarm, digital twins enable Pally to provide users with a project report including performance and installation data as well as a video of the complete proposed palletizing process. User only need to provide basic product and production specifications (such as pattern, box size, and pallet size) and the algorithms in Rocketfarm’s technology can configure a cobot palletizing system using Universal Robots’ cobots.
Robotic palletizer upgrade
After using the cobots in its Sogndal factory for five years, Nortura wanted to upgrade the customized software they were using to future-proof its cobot operations and keep up with increasingly faster production requirements.

The upgrade for the cobots included:
• An update to Polyscope, Universal Robots’ software for creating no-code graphical user interfaces.
• Installing Rocketfarm’s Pally palletizing software.
• Removal of the legacy vision system.
• Replacement of the grippers.
Using Pally’s Pallet Builder function, Nortura was able to create new palletizing patterns with interlocking layers to replace the shim paper routines used in previous patterns. This decreased the running palletizing cost and led to a 30% higher output in the company’s palletizing operations.
While automating palletizing operations may


appear simple, Emil Nissfolk with Kameleon Robotics, a Norwegian distributor, integrator, and Universal Robots partner, said, “Installing the right palletizer is more complex than you think. The upfront verification from Rocketfarm is extremely accurate and has become a must-have when proposing palletizing solutions to customers.”
Upgrade benefits
The Polyscope software upgrade with the new user interface allows Nortura’s engineers and operators to interact with the robots, make changes to the palletizing patterns, and integrate them into the robot more easily.
Another benefit Nortura received from this upgrade is the ability to export live palletizing data from Pally. This allows operators to access realtime insights on their palletizing operations, ensure the robots are running smoothly, and optimize the production line as needed.
Examples of the insights provided by this data flow in Pally include “CPM on current pallet,” “CPM on previous pallet,” and “time remaining
on pallet.” The “time remaining on pallet” data lets operators know how long they can focus on other tasks before needing to remove the full pallet.
Required downtime and ROI
Nortura initially expected a full week of downtime for this upgrade, but Rocketfarms says it only required eight hours of downtime per robot.
A key advantage provided by Rocketfarms’ use of digital twin technology was the ability to quickly determine which key changes would be most beneficial for Nortura’s operations. It also allowed Rocketfarms to demonstrate for Nortura how their palletizing operations could be improved with the update. The detailed information provided to Nortura helped them to determine the return on investment for the upgrade more quickly.
7 PERSPECTIVES AW FEBRUARY 2023
The cobot palletizing system at Nortura.
Democratizing MES
By David Greenfield Editor-in-Chief
Borg Manufacturing, a melamine and joinery manufacturer, uses Aveva MES for consistent production and maintaining the company’s next-daydelivery promise.


Source: Aveva

Beyond Aveva’s larger visions around combining its technologies to connect plant floor and enterprise decision-making, the company is also focusing on making it easier for smaller companies to access technologies once reserved for larger companies.




One of the first examples of this, planned for released in 2023, is Aveva’s edge-to-enterprise MES (manufacturing execution system).
At Aveva World 2022, Tom Troy, vice president of Aveva’s operations and execution portfolio, said that one of the biggest challenges associated with MES for mid-sized companies is the significant investment required in both hardware and software infrastructure. “Users need IT resources to support [traditional] MES, as well as the associated software licenses and lifecycle costs to maintain these systems,” he said. “All of which tends to put MES out of reach for smaller companies.”
Aveva’s plan for its edge-to-enterprise MES is to deliver a suite of cloud- and edge-based software that ranges from “basic productivity apps to more complex operations management apps,” said Troy. “The idea is to provide a solutions footprint that better aligns with customer needs, reduces total cost of ownership, and allow customers to move up the maturity curve as their business needs evolve.”
Aveva’s Insight cloud and edge MES will be used to deliver systems, such as overall equipment e ectiveness (OEE) and work instructions, with “little or no solution footprint,” Troy said. He added that Aveva is also looking to provide basic quality functions to this software package in Q1 2023. “These solutions are all about reducing time to value and getting quick wins,” he said.
The underlying technology that enables this is a hybrid cloud architecture, with MES applications running at the edge and in the cloud. “Customers will have flexibility to choose deployment options (between cloud- or edge-based apps) that align with their business needs,” Troy said. “The cloud will house Aveva Data Hub (to store MES history and enable data sharing), as well visualization dashboard technology and predictive/prescriptive analytics. A centralized MES app deployed at the edge will provide edge management capabilities.”
Beyond the initial edge and cloud MES o erings planned for 2023, Troy said planned 2024 rollouts will be more analytics focused. He added that all of this will be available via Aveva Flex (softwareas-a-service) subscriptions, which allows users to purchase specific capabilities as they need them.
8 PERSPECTIVES
AW FEBRUARY 2023
See how Pfizer, Shell and others industrial companies are digitally transforming their operations with Aveva software.
Learn more about Aveva’s industrial automation technology plans.
Do CPGs Need a Micro Data Center?
By David Greenfield Editor-in-Chief
Data centers—which are typically housed in their own separate section of a facility for consolidation of routers, switches, firewalls, storage systems, servers, and application controllers—are a key aspect of enterprise IT. Micro data centers (MDCs), are small, modular versions of data centers used to manage specific operations’ computing workloads. With their ability to be installed nearly anywhere in a facility, MDCs are quickly being recognized for their key role in industry’s IT/operations technology (OT) convergence.
At Pack Expo International 2022, Stratus and Schneider Electric showcased three sizes of the EcoStruxure MDC, which feature the Stratus ftServer, to highlight their use in CPG and pharma/ life sciences applications:


• Small: Stratus ftServer powered by a 1.5kVA
Smart-UPS in a 6U enclosure;
• Medium: Stratus ftServer powered by a 2.2kVA
Smart-UPS in a single 12U enclosure; and
• Large: Stratus ftServer powered by a 3kVA
Smart-UPS in a 42U, NEMA-12 rated enclosure.
The different size options are presented to highlight the MDCs’ application flexibility in a range of CPG operations. Size can scale up from 6U to 42U depending on how many devices and networking equipment need to be embedded in the panel with the ftServer and UPS (uninterruptible power supply).
Key features of the edge ftServer include embedded cybersecurity, no unscheduled downtime with failure prediction capabilities, single button restoration, and remote monitoring ability.
IT/OT convergence
While MDCs are typically designed for IT workloads, Stratus and Schneider Electric note the EcoStruxure Micro Data Center is suitable for OT applications like on-premises automation and control systems in the CPG and pharmaceutical/ life sciences industries.
“In e ect, what we are providing customers and partners is a complete o ering—originally meant for IT applications—that can be used for HMI/ SCADA, historians, batch processing, manufacturing execution systems, asset performance management, and cybersecurity solutions,” said Jay David, senior manager for solutions marketing at Stratus.
Integration with existing equipment in a produc-

tion facility is handled in the same manner as any brownfield project, said David. “The Micro Data Center can replace any or all the components associated with the server control panel, such as automation and control software, computers where the software is installed, UPS and power supplies, and networking equipment.”
Because the MDC comes with everything pre-installed and tested, it’s easier for non-IT customers to deploy the automation and control systems, added David.
Designed for OEMs, integra- tors, and end users
Featuring Stratus’ continuous availability and Schneider Electric’s power redundancy in the enclosed panel, these MDCs are purpose-built for an industrial environment for use by OEMs, system integrators, and end users.
“OEMs can use the MDCs to develop repeatable automation and control systems; system integrators can create solutions that contain standardized code and applications that they can easily drop in a virtual image of the ftServer; and end users can use the MDCs to consolidate disparate
applications in a single platform,” said Elliott Jepson, strategy and innovation manager for the Secure Power Division at Schneider Electric. “And thin clients can be used with the MDCs to enable monitoring and control outside of the control room via mobile phones, tablets, and laptops.”
Jepson adds that the EcoStruxure MDC with Stratus ftServer comes completely validated, pre-wired, and with the automation and control software pre-loaded. “This way, customers, integrators, and VAR/OEMs can focus on their key expertise,” he said. “Because everything is tested and prebuilt, the MDC can be commissioned by controls engineers or technicians who don’t have any IT experience.”
Jepson said Schneider Electric and Stratus estimate “huge engineering and operations savings when an MDC is deployed versus a typically built control panels, with 40% less field engineering time, 20% faster time-to-market, and 7% less maintenance costs overall.”
9 PERSPECTIVES
AW FEBRUARY 2023
Learning about the Schneider Electric EcoStruxure Micro Data Center and Stratus ftServer at Pack Expo International.
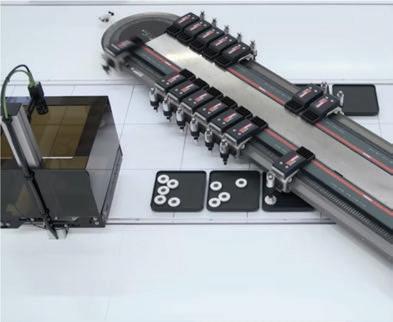
How Intelligent Conveyance Tech Delivers Operational Flexibility
By David Greenfield Editor-in-Chief
The MagneMover Lite system from Rockwell Automation is a material handling system designed to move light loads and outperform traditional belt and chain conveyors. It’s an example of Rockwell Automation’s independent cart technology, which uses magnets to control motion with frictionless propulsion.
The system is comprised of motorized track sections which fit together to form a variety of layout options. Tracks are available to meet IP65 ratings for cleanroom and wash-down environments.
Each cart used on the system’s track to move materials has its own intelligently controlled axis of motion, meaning that individual carts can speed up or slow down based on where
other carts are in the system. The system also tracks what each cart is moving, so there’s no need to slow down for sortation.
Features of the MagneMover Lite system include:
• Built-in motor, drive, controller, positioning and guidance;
• Ability to handle payloads from 2.5 kg per cart up to 10.0 kg per tandem cart;
• Speeds up to 2 m/sec;

• Accelerations up to 4 m/sec2 depending on payload and cart type; and
• Built-in track-and-trace capability.
In the video link at the end of this article, Linda Freeman and Kevin Houk of Rockwell Automation explain the company’s intelligent conveyance technologies while demonstrating the MagneMover Lite at Modex 2022 in Atlanta, highlighting its customizability, diverting capa-
Beckhoff Updates XTS with No-Cable Technology
By David Greenfield Editor-in-Chief
Beckhoff’s eXtended Transport System (XTS) features movers that can move independently or be synchronized in groups for material handling in a variety of applications, such as CPG (consumer packaged goods) packaging applications. The XTS features built-in collision avoidance and tooling on the XTS movers that can be used to open and close bags, cap bottles, or move parts down the line.
Jeff Johnson, mechatronics product manager at Beckhoff Automation, said, “XTS is not just a substitute for lower-cost solutions like chain-driven systems with lugs and buckets, it’s a fundamentally different way to approach material handling transport processes.”
Now Beckhoff has updated its XTS with its NoCable Technology (NCT) for contactless, continuous power supply and synchronous real-time data

transmission to the XTS movers. To enable this, the XTS modular system has been expanded to include a special motor module and electronics mounted on the mover. With this addition, no further connections or supply lines are required.
The addition of NCT to XTS means that processing steps and quality control can be accomplished directly on the mover while a process is running.
“Traditionally, on linear transport systems, if you wanted to grip something you'd have to have two movers mechanically linked to do the gripping,” explained Johnson. “Now that we’ve integrated power and data on the movers, you can mount things like vacuum generators on the movers to do vacuum pickup of materials. You can even use mechanical actuators—really any end of arm robot tooling can be mounted on the movers to pick and place product.”
A few XTS with NTC application examples include the ability to:
• divide and reunite product flows using mechatronic transfers between two movers;
bilities, non-contact motion, and quality control functionality. Freeman also shows how intelligent conveyance technologies like the MagneMover Lite can be combined with traditional conveyors to increase throughput.
• sort products using an integrated pusher on the mover;
• pick and place products for product sorting using vacuum suction units; and
• pick up individual products from unsorted and irregular product flows and be able to sort them into good and bad parts or place them correctly for final packaging.
System control communicationsand
Using the TwinCAT control system for power and communication makes connection of sensors and actuators easy, according to Beckhoff. Because data communication with each mover is real-time capable, EtherCAT can synchronize system-wide events with micro-second precision so that a specific event can be triggered at an exact position— a key requirement in high-speed packaging and processing operations.
Explaining how XTS with NCT increases production output through mobile processing sta-
10 NEWS
AW FEBRUARY 2023
See Rockwell Automation’s MagneMover Lite system in action.
tions, Johnson said with energy being wirelessly transferred to the mover with NCT, this energy is available to realize different motion sequences directly on the mover with the help of motors. The CNC-based motion sequence is synchronized with positioning of the movers in real time, and the central software approach in TwinCAT allows synchronization with external processing stations. This enables the movers to become an active part of the manufacturing process as a mobile processing station. For example, the mover can be used to manipulate a product to position a carton or screw on a cap. With this level of synchronization, process times for feeding and removal at alternative processing stations are eliminated and the product flow no longer needs to be interrupted. As a result, the efficiency of the machine increases and the production output increases.
Throughput can be increased by adding movers. Beckhoff notes that each mover can perform multi-axis movements, allowing for product alignment in the X, Y, and Z directions. Additional degrees of freedom can be achieved by rotary movements using TwinCAT to control the interaction of the axes via CNC functions. Johnson said this integration turns XTS into a flexible multi-robot system that increases sorting performance while reducing the required installation space.
Movers on the XTS with NCT can be used for highly dynamic product sorting.

The XTS system with NCT is compatible with the existing XTS modular system.



11 NEWS AW FEBRUARY 2023
Industrial Cobot Technology Comes to Palletizing Operations
 By David Greenfield Editor-in-Chief
By David Greenfield Editor-in-Chief

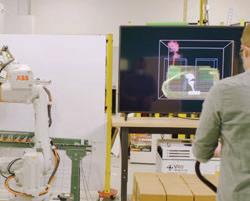
As collaborative robots (cobots) continue to be adopted by industry for work alongside humans in production and assembly operations, another cobot technology has been developing along with it. This technology, based largely on speed-and-separation monitoring, brings collaborative capabilities to industrial robots. The idea behind this technology is to enable industrial robots to be used collaboratively, essentially freeing them from the fencing they are typically required to operate behind for safety reasons.
Automation World has been covering these collaborative technologies for industrial robots for the past few years (see the read/watch more links at the end of this article). Now comes news from Veo Robotics, the supplier of the FreeMove 3D safeguarding system for industrial robots, that Gray Solutions, an automation services provider for the food and beverage sector, will include FreeMove as part of its collaborative palletizing systems for the
consumer packaged goods (CPG) industry.
Veo Robotics notes that CPG companies often use robots to stack products on pallets for shipments. Because humans often need to enter these palletizing workcells, instead of having to stop and start the robots each time humans enter and leave

the workcell, FreeMove’s 3D speed and separation monitoring allows robots to work alongside humans by automatically slowing and stopping the robot’s motion as necessary to ensure no contact with the human. The sensing capability of Veo Robotic’s FreeMove system extends beyond the

12 NEWS AW FEBRUARY 2023
Veo Robotics’ FreeMove system.
Veo Robotics’ FreeMove system being tested with an ABB robot in a palletizing operation.
robot to include any parts or materials being moved by the robot during operation.
FreeMove’s ability to enable this humanrobot collaboration with industrial robots means CPG manufacturing engineers don’t have to sacrifice reach, speed, or payload capacity when choosing robots for their operations. And though Veo has current partnerships with robot suppliers Fanuc, Yaskawa, ABB, and KUKA, the FreeMove system is designed to work with any industrial robot.
Veo Robotics notes that FreeMove has been certified for compliance from TÜV Rheinland for ISO 13849 PLd Category 3. This safety standard applies to parts of machinery control systems assigned to provide safety functions.
Sam Janes, robotics engineer at Gray Solutions, said, “Veo’s FreeMove is the only product currently available with this level of safety design to unlock the true power of human-robot
collaboration within the CPG market.”
According to Veo Robotics, its partnership with Gray Solutions comes “at a time of accelerating automation at CPG manufacturers and warehouse distributors as they look to address labor shortages and supply chain constraints while maintaining productivity. The Association for Advancing Automation (A3) recently reported that food and consumer goods companies are among the fastest-growing sectors for robot orders, with purchases up 29% in 2021 from 2020.
Robot Setup Gets Automated
By David Greenfield Editor-in-Chief
Amid all the robot news coming out of the IMTS 2022 event, one of the more interesting exhibits was a preview of OnRobot’s D:Ploy platform for building, running, monitoring, and re-deploying collaborative robot applications. As noted in Automation World’s coverage of the D:Ploy preview, as easy as robot setup and programming have become over the last decade, there is still quite a bit of work required to get robots installed and integrated into production operations. The extra costs and complexities associated with robot installation is a burden for many manufacturers—especially small and medium-sized businesses—as it impacts their return on investment.
This challenge is what D:Ploy is designed to overcome. According to OnRobot, D:Ploy automates the process of getting a robotic application up and running, enabling complete robot applications to be deployed and redeployed within a few hours in a manufacturing environment with no programming.
D:Ploy can be used to incorporate robots from different suppliers for palletizing, CNC machine tending, packaging, and pick-and-place applications. OnRobot says additional processes will be added to D:Ploy in the near future.
The D:Ploy software guides users through the setup steps requiring input only of basic informa-
tion about the application to be performed, such as pallet size and orientation for palletizing or machine type and part dimensions for machine tending.
Demonstrating D:Ploy at IMTS 2022, Enrico Krog Iversen, CEO of OnRobot, explained that once you connect a robot to the D:Ploy module, users only have to scan the QR code on the module to securely connect to OnRobot’s cloud system, which can then detect all robotic components in the work cell—the robot as well as its end of arm tooling. Other components in the work cell are added to the D:Ploy software environment through an intuitive interface to further define the work space.
“D:Ploy will make automation accessible for companies who may be a bit reluctant, whether it is related to cost or in-house skills and competences,” says Alan Vallis, training and development manager at LG Motion Ltd., an OnRobot distributor. “I think D:Ploy will demystify a lot of that.”
By automatically discovering the installed workcell hardware and generating the robot motion based on the obstacles and cell boundaries defined in the workspace, D:Ploy automates many of the manual steps necessary to build and run a robot application. OnRobot notes that the program logic, signals exchange, event handling, and robot movement are all automatically created for the entire application based on a few inputs such as workpiece attributes and pick position.
The D:Ploy software also allows users to monitor, in real-time, all aspects of the application, such as
available runtime, actual runtime, downtime, and OEE (overall equipment effectiveness).
This automated setup translates into a 90% reduction in time required to set up a common robotic palletizing operation, for example. Such time savings also extend into re-deployment of robots as applications and workcells change to meet production requirement
13 NEWS AW FEBRUARY 2023
How Veo Robotics uses speedand-separation monitoring to make industrial robots collaborative.
Read more about OnRobot’s D:Ploy from our IMTS 2022 preview of the technology.
Watch this video on how industrial robots get collaborative.
Watch this video covering the 3 most prominent robot trends on display at IMTS 2022.
Peer-to-Peer FAQ: Controllers
End user and integrator preference for di erent industrial controller types show both a tenacious preference for familiar technologies and openness to newer variants that incorporate IT-related features.
By David Greenfield, Editor-in-Chief
14 AW FEBRUARY 2023 PEER-TO-PEER FAQ
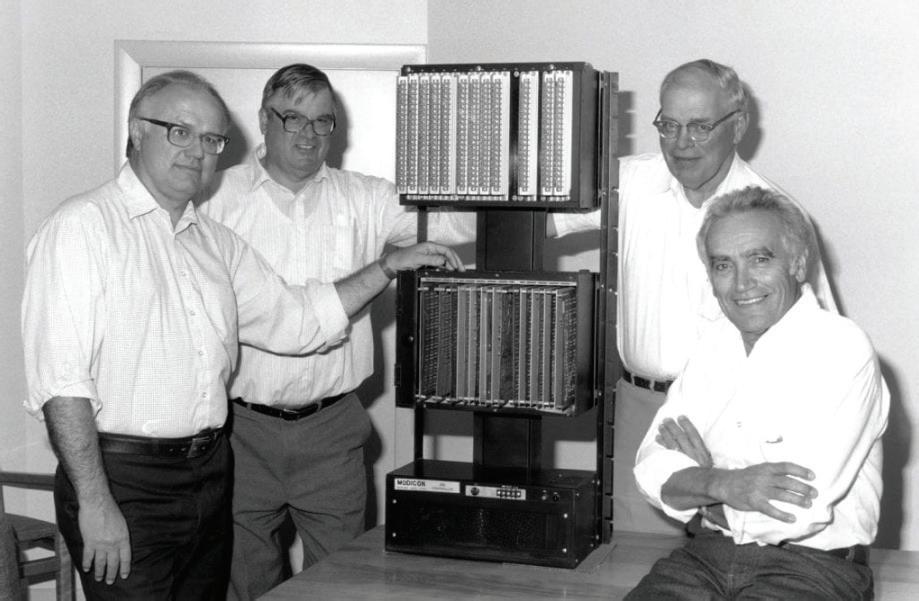
The Modicon 084 (original PLC) development team (from left to right): Dick Morley, Tom Boissevain, George Schwenk, and Jonas Landau
Developed in the 1960s as a replacement for the widely used relay control system, programmable logic controllers (PLCs) have remained the core industrial controller type, even as the technology has expanded into programmable automation controllers (PACs) and industrial PCs (IPCs).

The primary reason behind the development of the PLC was to ease to the process of making changes. Relay control systems were hardwired, not coded, meaning that any changes to a relay-based automation system required physical rewiring. If any errors were made in the relay wiring, hours of troubleshooting were typically required to compare schematics to the actual wiring to find the problem.
Basic computer technology of the era was first attempted as a replacement for relay control systems, but they were unsuitable for industrial environments—an issue which persists today for general-purpose computers.
PLC origins and development
The technology widely recognized today as the first PLC—the Modicon 084—was developed by Dick Morley for General Motors in 1968. The name
Modicon was derived from the words “modular digital controller” used to describe this new development. Some of the now-common controller features introduced by the Modicon 084 included: a hardened design that made it viable for use in industrial environments, modular I/O (inputs/ outputs) that could be added as needed to connect field devices to the controller, and the development of the ladder logic programming language still in wide use today. Ladder logic resembles the relay contacts and coils that were familiar at the time of the PLC’s introduction, making it easy for engineers and technicians to switch to this new method of control programming.
Today, PLC form factors range from small, embedded devices with a few dozen I/O points to large rack-mounted systems with thousands of I/O (digital and analog) that can be networked with other controllers and production systems, such as supervisory control and data acquisition (SCADA). The essential function of the PLC is to receive data from sensors or other field devices; make a decision on what to do with that information based on its programming instructions, for example, to open or close a valve based on fluid levels or direct a robot to pick up an object based on its presence in the work cell;
and send the correct signal to the actuator (such as a valve or robot gripper) to perform the task.
With this basic operating parameter, PLCs can be used to control automated systems ranging from specific, simple processes, to complex machine operations and entire production lines. They also generate alarms during machine malfunctions, and record data such as machine stops and starts and operating temperatures.
The PAC di erence
While featuring several di erences from a PLC, PACs are often referred to as PLCs because they perform many of the same functions to control automated processes. Also, some higher-end PLCs have many of the same features common to a PAC.
The principal di erence between PLCs and PACs is that PACs typically support all IEC-611313 languages (ladder, function block, sequential function chart, instruction list, and structured text), as well as general IT programming languages, such as C/C++. To support this wider range of programming options, PAC programming is done in an integrated development environment (IDE)— a software application—in which all the tags are stored in a database that can be accessed by other
15 AW FEBRUARY 2023 PEER-TO-PEER FAQ
The Rockwell Automation ControlLogix family of controllers use the Studio 5000 design environment as the standard framework to manage integrated motion over EtherNet/IP for high-speed motion applications and SIL2/PLd and SIL3/PLe safety systems.
What controller advances in the past decade have you seen that are most worthy of note?
END USERS INTEGRATORS
production-related systems such as human-machine interface (HMI), SCADA, manufacturing execution systems (MES), enterprise resource planning (ERP) systems, and even vision technologies. Along with their larger memory capacities, this database-sharing capability is a major reason PACs tend to be used with large, complex automated systems to provide the ability to monitor and control larger amounts of I/O, handle high-speed communications, and process and store more data. This is why PACs are often used to control processes that involve integrating safety, motion, distributed I/O, and network communications.
Why IPCs?
As the name implies, industrial PCs are PCs designed for industrial use. In other words, they are not designed solely for industrial control programming like PLCs and PACs, but are equipped and capable of being used for such purposes.
IPCs possess the same basic components as a commercial PC, such as a CPU, hard drive, RAM, network interfaces, etc. The di erence is that these computers are hardened to withstand industrial environments. One of the most common hardening features of an IPC is the lack of a fan to cool the internal components, as these fans can be impacted by airborne dust, dirt, and oils common in many manufacturing operations.
Other ruggedized features of an IPC include:
• Operating temperatures can range from subzero up to 60-85°C.
• Metal frame construction and resistance to vibration
• Protection from electromagnetic interference and voltage surges.
With their computing components and multicore CPUs, IPCs can be used to run machine/line control programs as well as other computing programs as needed. Users can run databases, protocol converters, recipe managers, and even SCADA and MES software on the same IPC used as the automation controller.
Since IPCs typically run an operating system like Windows or Linux (i.e., operating systems not specifically optimized for deterministic industrial applications), this has led to some debate over the reliability of IPCs in comparison to dedicated controllers such as PLCs and PACs. However, IPC suppliers and numerous users regularly attest to their dependable reliability in industrial applications.
PLCs tend to come in two formats: fixed— where the power, communications and I/O are integrated with the PLC’s microcontroller and determined by the manufacturer; or modular— where power, communication, and I/O are all modular and can be determined by the user. IPCs, however, are available in several form factors. The most common ones being:
• Panels: These are combinations of an HMI and an IPC for machine or line control.
• Box or embedded PCs: These compact IPCs are designed to be rail mounted into discrete systems and integrated with other systems in the enclosure.
Just as PACs tend to be preferred over PLCs for more complex automation tasks, IPCs are often preferred for complex applications due to their advanced computing capabilities, and for ease of networking the controller with asset management and other enterprise systems.
End user and integrator insights
To get a sense of how end users and system integrators view the controller technologies they work with as controller functionalities adapt to industry’s digital transformation demands, we surveyed both groups to get a sense of what advances in controller technology they found most important, which type of controller they prefer to use and why, their thoughts on the burgeoning field of web-based controllers, and their recommendations for selecting among PLCs, PACs, and IPCs.
Of all the advances made to controller technologies over the years, both end users and integrators agreed that the addition of high-speed Ethernet has been the most beneficial. Thirty-five percent of integrators and 29% of end users cite Ethernet as being the most revolutionary change to controllers since their development.
This is a particularly noteworthy response for two reasons: 1) Less than 20 years ago, many engineers were against the use of Ethernet on the plant floor due to its lack of determinism and concerns about direct connections to enterprise networks and the kinds of oversight into day-to-day plant operations that could entail; and 2) Cybersecurity concerns.
16 AW FEBRUARY 2023 PEER-TO-PEER FAQ
Ability to handle multiple programming languages More memory Smaller footprint High-speed Ethernet Wireless Ability to handle multiple programming languages More memory Smaller footprint High-speed Ethernet Wireless 14% 14% 16% 19% 17% 14% 29% 35% 20% 14%
Source: Automation World fall 2022 research study on controllers.
Having heard engineers say things such as: “Ethernet will come on to my plant floor over my dead body” and “Ethernet is not a plant floor network” in the not-too-distant past shows how much industry’s opinion of Ethernet has changed in a relatively short amount of time based on our survey’s results.
Much of this change is likely due to a confluence of factors, most notably the prevalence of Ethernet for all personal and business communications— whether it’s via a mobile device or o ce computer—and the accompanying realization that factory floor networks cannot continue as completely isolated operations akin to a black box when it comes to enterprise-level connections. Production data and the information insights they provide are too critical to the ability to continuously improve operations and adjust business strategies in relation to production and supply chain operations. And con-
trollers, as the brains of automated devices, hold and process significant amounts of this critical data.
As for cybersecurity, though significant disagreement remains on how best to secure plant floor technologies, industry has largely accepted the idea that cybersecurity will remain an evermoving target that companies will have to continuously adjust to. The idea of not connecting plant floor systems to higher-level networks is largely viewed as incompatible with the basic requirements of the modern industrial environment. The fact that roughly one-third of both end users and integrators agree that high-speed Ethernet is the best thing to happen to controllers since their development underscores this reality.
Further supporting this development is that 20% of end users and 14% of integrators note wireless capabilities as one of the most significant
advances in controller technology. These results put wireless in second place to Ethernet among end users and third place for system integrators. Because wireless is a form of Ethernet communication, it could be surmised that 49% of integrators and end users view Ethernet as the most important controller advance.
This adjustment to the data puts “increased memory” in second place, with 19% of integrators and 16% of end users—for a total of 35%—citing its importance, followed by “smaller footprint” noted by 32% (18% of end users and 14% of integrators).
Controller preference
When it comes to stand-alone controllers, such as PLCs, PACs, and IPCs—not embedded microcontrol units—there is a general preference for PLCs according to the results of our survey.

17 AW FEBRUARY 2023 PEER-TO-PEER FAQ
Opto 22’s groov EPIC (edge programmable industrial controller) is considered a PAC designed to handle remote monitoring, process control, data acquisition and processing, and IoT connections.
Among integrators, 50% prefer PLCs, with the remaining 50% evenly split in their preference between PACs and IPCs. End users, however, have a much stronger preference for PLCs (75%), followed by a 17% preference for IPCs and just an 8% preference for PACs.
The wide disparity in preference between PLCs and PACs among end users is intriguing given that PACs are essentially PLCs with added features such as greater programming language support, more memory, and interoperability capabilities. The preference for PLCs comes down to two issues: Expected reliability and greater familiarity with PLCs, which together account for 65% of the reasons for end users’ PLC preference. The numbers associated with those two reasons were similar for integrators at 67%.
Despite the advantages provided by PACs, 43% of integrators said they recommend PACs over PLCs less than 25% of the time. The primary reason for this is that many industrial applications require only basic PLC capabilities, as the extended capabilities of PACs are better suited to more complex automated systems. This reasoning is supported by the fact that the top two reasons integrators recommend PACs are for their extended programming capabilities (50%) and connectivity features (25%). Another reason integrators cited for their PAC preference was “customer preference” for PAC technology.
The fact that PACs and IPCs tied for second place in the estimation of integrators deserved a closer look at the reasons why. The top factor for PAC preference among integrators is the technol-
Which type of controller do you prefer?
ogy’s I/O capabilities, which allow for tracking and control of more I/O points than PLCs. For IPCs, two features tied for the top preference among integrators: virtualization capabilities and greater networking options.
Virtualization of controllers is a growing trend in industry for its ability to provide the required control capabilities while taking up less space, increasing application longevity—often by a factor of 2x, and reducing the number of physical controllers to manage, repair, or replace.
Recommendations

A common recommendation from both end users and integrators across all three types of controllers was to ensure the availability and responsiveness of support. Given the purpose of controllers, this response is not surprising because, if the control-
ler goes down, so does your production on the machine or line using that controller.
Some respondents noted their preference for local support given the importance of controllers to production operations, but local requirements are not generally viewed as critically important as it was once due to remote access capabilities for troubleshooting and repair. As a result, local support requirements are increasingly a factor of the size, complexity, safety, and criticality of your operations.
Beyond the importance of reliable support, recommendations for PLCs, PACs, and IPCs di ered among respondents.
For PLCs, one end user said: “Communications options are getting better but are often a stumbling block when trying to integrate a larger system. Make sure there are enough communication ports and options available for both the current configuration and future expansion.”
Another end user suggested that perspective PLC buyers should look closely at details such as processing time, communications options, the number of allowed connections, I/O limits, temperature, and vibration specs. This user added that it “helps to standardize on a brand as the IDEs (integrated development environments) can have a steep learning curve and are expensive to maintain.”


18
AW FEBRUARY 2023 PEER-TO-PEER FAQ The
B&R Automation PC 3100 series of IPCs use Core i-series processors that can be scaled from Celeron to Core i7. All versions are fanless and memory can be scaled from 4 to 32 GB.
END USERS PAC (programmable automation controller) PLC (programmable logic controller) PC-Based control/Industrial PC PAC (programmable automation controller) PLC (programmable logic controller) PC-Based control/Industrial PC 9% 25% 74% 50% 17% 25% INTEGRATORS
Source: Automation World fall 2022 research study on controllers.
PAC end users recommend investigating the extra features of PACs closely before purchasing. One end user said: “Built-in IEC languages are a big plus and PACs have many other interesting features, but not all features are desirable in our field. There is a lot that goes into PAC price/performance calculations! Some vendors charge extra for every feature, which is not desirable.”
Integrator respondents agreed with this sentiment recommending that users ensure that the PACs they are considering have the appropriate options for the task and environment.



The widest array of advice from end users applied to IPCs. One end user said to make sure the IPC can be locked down because “many people are familiar with PCs and like to tinker with them.”

As with any controller, obsolescence will be an issue over time. But with IPCs it can be an issue faced more frequently based on the operating system used. One end user noted that they are “stuck on a non-updatable version of an operating system that will not integrate with the current network.”
Another end user suggested working with the IPC supplier to ensure correct implementation of security features. One said they found IPC cybersecurity requirements to be more complicated than PLCs.























The C69xx Industrial PC series features aluminum housing. The C6930 shown here is Beckho ’s high-performance IPC platform for highly complex applications in manufacturing systems engineering.











19 AW FEBRUARY 2022 PEER-TO-PEER FAQ
Simulation Helps Solve Supply Chain Problems

 By Stephanie Neil, contributing writer
By Stephanie Neil, contributing writer
The manufacturing supply chain is, by definition, the epitome of complexity. There are changing demands for product, varying levels of lead times for supplies, the balancing of production capacity, and logistical bottlenecks. Add in a global pandemic, a raw materials shortage, and a ship wedged across the Suez Canal and global supply chain operations can become a real business quagmire.
“It’s a big Rubik’s cube,” says Adrian Wood, director of strategy and marketing for Dassault Systemes’ Delmia software brand. “Companies are trying to get the best forecast of supply and demand and crunch that into a strategic plan. It’s an optimization problem that companies today normally solve through Excel and manual processes.”
But there’s an evolution taking place as companies wake up to the fact that they must move away from manual processes and start automating aspects of their supply chain. That doesn’t mean throwing a robot into the mix; rather, it requires the creation of a virtual replica of operations to predict outcomes that can be preemptively acted upon. Simulation software providers are responding to this need.
For example, Dassault is known for its ability to create digital models that virtually simulate products, processes, and factory operations via its 3DExperience platform. It has traditionally been used to test airplane or automotive designs as well as to experiment with layout and process flows in a manufacturing facility. With the company’s acquisition of Quintiq in 2014, those simulation capabilities were extended to supply chain planning and optimization.
“The supply chain deserves to have a digital twin of its own,” Wood says. “It’s a model of the capabilities and constraints in an organization that allows you to play with ‘what if’ [scenarios].
What if demand suddenly skyrockets? What if demand falls o a cli ? What if the supplier goes

out of business? What if we open a new distribution center or change the supply chain layout? When the pandemic came in, I don’t think there were many dramatically new problems, but they were all exaggerated. And the magnitude of problems forced [manufacturers] to get o the manual processes and design a virtual twin model to prepare for future disruption and have the agility to react.”
Supply chain strategy
The supply chain is quickly becoming a strategic priority. According to the IDC white paper “A Modern, Connected Cloud Environment Optimizes Supply Chain Collaboration—A North American Perspective,” “the supply chain has traditionally been thought of as a support organization that works in the background to ensure that products are planned, made, and fulfilled to customers and consumers. That is changing. The supply chain is now perceived by manufacturers and retailers as a strategic tool for business performance and growth—and is moving from a cost center to an opportunity center.”
But it’s not so easy to re-engineer the ERP systems that have long coordinated supply chain schedules. Which is why, according to IDC, cloud and software-as-a-service (SaaS) applications that can be layered over the manufacturing and enterprise systems are rapidly becoming the default choice for the supply chain.
Case in point: In November, Amazon Web Services (AWS) rolled out its AWS Supply Chain application, which is based on nearly 30 years of Amazon.com’s own logistics network experience.
“For many years, our customers have told us that they are running complex global networks of suppliers, manufacturers, shippers, and ports, and trying to meet the needs of connecting all those di erent entities within the supply chain. That’s not easy to do,”
20 AW FEBRUARY 2023 SUPPLY CHAIN
As supply chains become increasingly perceived as strategic tools for business performance and growth, simulation technologies can help govern logistical calculations among entities and help them adjust to changing circumstances.






21 AW FEBRUARY 2023 SUPPLY CHAIN
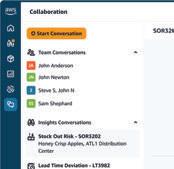
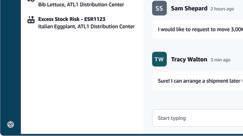
A key component of the AWS Supply Chain app is its ability to enable collaboration among users to optimize supply chain operations.



inventory and stock out risks.





22 AW FEBRUARY 2023 SUPPLY CHAIN
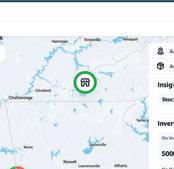
AWS Supply Chain app visualizes
Source: AWS
explains Diego Pantoja-Navajas, vice president of AWS Supply Chain at Amazon Web Services. “All of these di erent entities of the supply chain are using di erent systems and technologies. With all the data scattered across a vast network of systems, we started to appreciate that data is one of the most important components [needed] to run an e ective supply chain. And we want to make sure we can help by bringing it all into one system to harmonize the data and make it available to customers without the need to migrate or move from one system to another.”
Add a dash of machine learning
AWS Supply Chain is a cloud-based system that uses electronic data interchange (EDI) feeds to pull data from a variety of sources (including ERP and supply chain management systems) into a data lake. It then unifies and contextualizes the data by applying machine learning (ML) and natural language processing (NLP)—based on Amazon’s own proprietary algorithm—to understand and learn from the data. According to AWS, much of the industry today spends significant time and thirdparty consulting resources to get various platforms to work together, but this app removes those heavy deployment costs without overhauling existing IT.
In addition, a demand planning and collaboration tool is built-in to the platform. The collaborative communication within the app is a core capability, Pantoja-Navajas says, because it provides a way to quickly respond to supply chain risks as supply chain leaders have a shared context and reference for determining next steps.

Early customers using AWS Supply Chain, like Amazon’s subsidiary, Whole Foods Market, are already experiencing benefits.
Whole Foods has more than 500 stores across the U.S., including some in the U.K. and Canada, with 11 distribution centers serving the stores. The perishable side of the business is complex due in part to the locally sourced products.
“We have a strong and efficient operation, but are always looking for improvement,” says Leandro Balbinot, chief technology officer of Whole Foods Market. “Supply chain systems are good for transactions day to day, but are hard to innovate.”
Balbinot noted that AWS Supply Chain’s natural language processing has been instrumental in the company’s ability to easily integrate complex data and, more importantly, comprehend it.
“It’s not about having the data, it is about having the data in a way that makes sense. That is what you can get with the NLP capabilities the platform o ers,” Balbinot says, noting that it provides a way to quickly see current and future inventory situa-
tions. “We started a proof of concept and in a few days got the data to provide on-hand inventory positions to the team, as well as future predictions about risks for all the distribution centers.”
This “future aware” aspect of the AWS algorithm provides options to rebalance inventory for the best possible outcome, taking into consider-







ation outside conditions, like weather patterns, for example. “At the end of the day, we are simulating scenarios,” explains Pantoja-Navajas. “The algorithms will provide di erent outcomes based on the data it has. You can run and re-run scenarios by adding more variables into the system, so we are simulating multiple scenarios for [the customer] to

23 AW FEBRUARY 2023 SUPPLY CHAIN
Innovate today for a new tomorrow Realize your vision with Festo’s approach to smart automation for life sciences. Partner with Festo today. www.festo.us Industry Leadership Superior Quality Products Global Training & Support
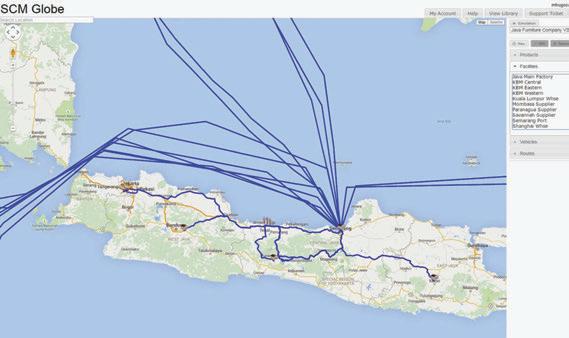
SCM Globe’s supply chain modeling and map-based simulation tool helps users visualize a global supply chain.
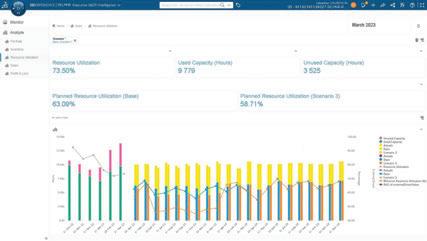
Dassault Systemes’ virtual supply chain allows businesses to simulate various scenarios or resource configurations against their baseline operations, enabling managers to look for ways to optimize normal operations, or perform ‘stress tests’ against simulated disruptions.
24 AW FEBRUARY 2023 SUPPLY CHAIN
Dassault’s 3DExperience platform was traditionally used to test airplane and automotive designs and to experiment with layout and process flows in manufacturing facilities. With the company’s acquisition of Quintiq in 2014, the simulation capabilities in 3DExperience were extended to supply chain planning and optimization.
select which one best fits their needs.”
And a graphical map component provides visibility of where inventory is in stock, or has an excess or out-of-stock risk, providing a mechanism to drill down into the product levels.
“The map is what supply chain managers love,” says Balbinot. “It’s good to have an easy way to understand what the inventory looks like for every distribution center and drill down to see what actions we have to take to mitigate the risk.”

Pantoja-Navajas adds that the AWS application o ers a holistic view of di erent systems, which impacts visibility across the supply chain. “With the unified view of the supply chain data, and using ML to power the insights of data, you can see what is important. You can have data visibility, but if you don’t have insights into that data to what will happen next, the only thing you are doing is telling me the news that happened yesterday, and you are not predicting how the supply chain will be a ected by a natural event like a hurricane or snowstorm or other disruptions.”
The power of maps
SCM Globe o ers its own supply chain modeling and map-based simulation tool that has been used for military logistics, humanitarian supply chains, business planning, and even for training students. The company, started in 2012 by Michael Hugos, former chief information o cer for an $8 billion distribution company and author of several books, aims to make the supply chain more understandable through real world visualization and intelligence.
Hugos explains that the supply chain is made up of four entities: products, facilities, vehicles,
and delivery routes. Basically, it is a massive multiplayer situation comprised of people, factories, raw materials, and transportation. With that in mind, he developed a game-like interface that keeps all of the complicated mathematical computations under the hood.
Data is imported from ERP and other applications to automatically create supply chain models. The cloud-based app sits on top of Google Maps and leverages a satellite tool to zoom in and find buildings, ports, and infrastructure, thereby merging real-time mapping and 3D data displays of the landscape.
“If I know that a factory is 150 miles away from a port, and that port will ship products to four other places, and I can see facilities and vehicles and routes that connect the facilities, I can do a lot of calculations automatically,” Hugos says, explaining that those calculations govern how the four entities interact, adjusting to changing circumstances and applying simulation to optimize the data. “We try to create useful models everyone can see and understand, and within that context we can talk about specific issues.”
In one business example, SCM Globe worked with a large furniture manufacturer in Europe that wanted to redesign its supply chain to accommodate its biggest business unit in Indonesia. The company put together a supply chain task force composed of people from di erent geographical areas and responsibilities, including operations, purchasing, sales, and finance. However, di erent groups within the company were fixated on different parts of the supply chain, emphasizing their
own interests without understanding the overall effects of di erent actions. For example, the finance folks were focused on how to increase productivity in factories. Operations argued for improved movement of products between the factory and the port. Purchasing people wanted to know if they should line up new suppliers or shippers. And sales managers just wanted to do whatever it took to increase production to support rising worldwide sales.
To get everyone on the same page, they need to see the big picture and how changes in one part of the supply chain can a ect other parts. And the best way to do that is to show everyone an overview of the supply chain via a global map with the ability to zoom down into it for more detail. For example, the team could identify a particular shipping port on Google Maps and then switch to a satellite view to see the actual facility. Then they were able to run a simulation to answer questions such as, how the existing supply chain would support a 40% sales increase.
Agility and visibility
All these supply chain simulation tools—Delmia Quintek, AWS Supply Chain, and SCM Globe— are designed to work more e ectively the more data points are provided. But the real value is the ability to roll with the punches, regardless of what happens, to deliver products.
“Agility and visibility are the two foundation components that companies need to develop as part of their operational processes,” says Dassault’s Wood. “And that adds a host of potential benefits in terms of getting new products to market sooner and lowering cost while providing higher quality.”
The next step, according to Wood, is to link manufacturing and the supply chain. The root cause of disruption is not always because a ship got stuck, it’s often due to a problem with the product design or a problem in manufacturing.
As such, the digital twin of the supply chain can be made even better by connecting it to the digital twin of the product. So, if you are adding a new component to a product, you can go to the supply chain model and ask it if you can realistically source that component at this time. The simulation may say, ‘no,’ but offer an alternative supplier with a similar component that has a longer lead time. Then, you can start building that into the design of the product.
“The biggest point we are trying to make is, don’t think about the supply chain in isolation,” says Wood. “Think broader about its impact across the organization.”
25 AW FEBRUARY 2023 SUPPLY CHAIN
Heineken’s Event-Driven Connectivity Strategy
 By David Greenfield, Editor-in-Chief
By David Greenfield, Editor-in-Chief

We all hear a lot about industry’s digital transformation and connectivity goals and plans around Industrial Internet of Things or Industrie 4.0 initiatives. Typically, these stories focus on one technology or a small group of them that enable a particular aspect of digital connectivity to address specific operational improvements. Heineken’s event-driven connectivity strategy is more far reaching.
As one of the world’s largest brewers, operating across 190 countries, Heineken is a household name brand. To ensure the company’s operational adaptability amid ever-changing global market demands, Heineken’s Digital & Technology organization needed to integrate thousands of disparate applications across the company’s payments, logistics, inventory management, and production operations, while also connecting dozens of separate operating companies, some of which still relied on local or legacy business systems.
Guus Groeneweg, Heineken’s product owner for digital integration, says this connectivity plan required “providing all internal and external customers with real-time access to data provided through asset integration, and ensuring the integration processes used would work e ectively, consistently, and without disruption.”
Complicating implementation of this plan was Heineken’s “bursty data flow,” as Groeneweg calls it, which can be driven by orders associated with a new beer brand launch that overwhelm integration platforms relying on point-to-point communica-

tion via synchronous APIs (application programming interfaces). Problems created by this “bursty data flow” include duplicate orders, lost orders, lost revenue, and unhappy customers.
Addressing these data flow issues led Heineken to adopt an event-driven approach to integration. Groeneweg says this method supports the company’s legacy integration and API management technologies with “a dynamic and robust eventdriven architecture layer that delivers data from external parties, prevents data loss, mitigates system failures, and guarantees business continuity in the case of a cloud connection outage.”
Project scope
To understand the scope of this connectivity project, it’s important to realize that Heineken runs more than 3,500 applications globally, connecting them with more than 5,000 interfaces. ERP systems in use across the company include SAP, Oracle’s JD Edwards, and Microsoft Dynamics, as well as the Hybris and Virto e-commerce platforms, Salesforce customer relationship management, and various manufacturing execution and invoicing systems.
“Taking an event-driven approach has increased e ciency in what data is moved, and how this is done,” explains Groeneweg. “In the past, Heineken would see hundreds or thousands of point-topoint scenarios, but now they are being leveraged with one-to-many integration patterns, where an application only has to produce an event (like an
order of beer) once, and any other applications in the system (production, shipping, fulfillment, inventory, payments, cloud data lake, etc.) can just subscribe to what they want to receive, and get it when it’s published.”
“We are also leveraging event-driven integration to increase the e ciency of our application development process. With an event broker in the mix, our app teams can focus on designing great apps and not worry about the messaging or event streaming infrastructure,” Groeneweg says.
This approach enabled all required integration patterns to be established through a limited set of integration platforms—from interfaces between local systems in Vietnam up to interfaces from global ERP (enterprise resources planning) systems to local CRM (customer relationship management) systems.
Publish/subscribe data brokers
The broker approach noted by Groeneweg follows the publish/subscribe communications method used by MQTT and OPC UA. For this, Heineken uses Solace PubSub+ Event Brokers to underpin its integration. This broker handles all the translations and supports a number of open standard protocols and APIs including MQTT, AMQP, JMS, WebSocket, and HTTP for request-reply communication patterns.
According to Solace, this enables the connection of a wide variety of apps and technologies to the “event mesh” (a network of event brokers),
26 AW FEBRUARY 2023 CASE STUDY
Central to its global systems connectivity approach, Heineken uses a publish/subscribe approach to connect disparate technologies such as ERP, CRM, and MES, as well as shipping, payment, and cloud-based data lakes.
Heineken's brewery in Amsterdam.










meaning that developers don’t have to worry about how the disparate apps that leverage di erent APIs and protocols will communicate.


Using a typical chain of events to showcase how the event-driven system works, Groeneweg says when “a large supermarket chain in New Zealand places an order through Heieneken’s portal, the order is processed in the back end with the payment information, the beer is delivered, and the packing lists in the brewery roll out of the label printer. Each of these activities is supported by multiple integrations between front and back ends. All these digital integrations are developed, operated, and monitored by the Heineken global digital integration team.”
Groeneweg adds that, with its new event-driven system in place, Heineken can now deploy scalable “plug-and-play” technologies quickly to take


advantage of timely business insights at scale. To explain this, Groeneweg o ers an example involving the introduction of a new global invoice management application. Before the implementation of Heineken’s event-driven system, multiple point-to-point integrations would need to be built to embed the new application into the company’s IT landscape. “We would have to connect it to at least 20 applications to get master data, ERP data, customer data, etc.,” says Groeneweg. “With the event-driven approach, we just point the chatbot to the right topics and queues where the data is already available from all the source systems it needs to access. No integration work is required at all.”
Groeenweg says this approach can be used to implement a new MES system or a new packaging line.
The chatbot Groeneweg refers to is a user interface in Microsoft Teams that any employee within
Heineken can use. In addition to connecting employees, this chatbot can be used to request, for example, the last invoices from a system integrator. Answers provided by the chatbot are based on data generated from the event queues, rather than a direct point-to-point connection to one application.
28 AW FEBRUARY 2023
CASE STUDY
publish/subscribe
Learn more about the
data communications method.
Brewery production equipment inside Heineken's Amsterdam brewery.
Edge-to-Cloud Gateways
Moxa’s new series of industrial gateways are designed to optimize data transfer from Modbus edge devices to Azure and AWS cloud platforms.
The new AIG-100 series of industrial-grade gateways from Moxa are designed to support conversion and reliable transfer of data from Modbus TCP/RTU/ASCII devices to Azure, Amazon Web Services (AWS), and MQTT cloud platforms. These gateways also support the Modbus TCP slave mode, enabling simultaneous transmission of data to a cloud platform and local SCADA systems.

According to Moxa, most edge systems require
additional programming to process data. That’s why the Moxa AIG-100 series was designed to pre-process edge data and directly transfer meaningful data back to the application, such as on-site conditions, operational trends, and energy use. The gateways also support store-and-forward and datalogger functions to prevent data loss.
Built-in traffic monitoring and diagnosis tools enable troubleshooting of any communication issues for Azure, AWS, and MQTT as well as Mod-
The Moxa AIG-100 series of industrial-grade gateways. Source: Moxa
bus protocols. Moxa says these tools let engineers remotely access the gateway, identify the root cause, and bring operations back online.
A software wizard included with the gateway can be used to configure Moxa ioLogik remote I/Os and Moxa UPorts hubs, thereby eliminating complex driver installation and device setup for ease of connection with I/O and serial interfaces.
29 AW FEBRUARY 2023 NEW PRODUCTS SPOTLIGHT
Multiprotocol Ethernet Switch
Analog Devices Inc., analog.com
Analog Devices’ ADIN2299 is a multiprotocol industrial Ethernet switch platform. Key features include support for Profinet, EtherCAT, EtherNet/IP and Modbus TCP, as well as a 194 CSPBGA small form factor, low power and latency, secure boot/secure update, and drop-in ready hardware and software. The ADIN2299 reportedly reduces design and debug time by providing the protocol stack and the RTOS, file system, drivers, and TCP/IP. An application processor can connect to the switch platform via a UART, SPI, or Ethernet interface and then connect to a unified interface so that various industrial protocols can be used without requiring any changes to the application processor software.

Linear Modules

Bosch Rexroth, boschrexroth.com
Bosch Rexroth is now offering linear modules for small handling applications with its new SHB and SHL models. These modules are designed for any lighter load application and include USBto-laptop connectivity for monitoring and controlling. The SHL is a lead screw-driven module with a load capacity of up to 6 lbs., a max speed of .06m/s and comes in stroke lengths of 25, 50, 100,150, and 200mm. The SHB is a belt-driven linear module with a load capacity of up to 110 lbs., a max speed of 3 m/s, and stroke lengths from 100-2,000mm in 50mm increments.
Waterproof Side-Actuated Tactile Switch

C&K, ckswitches.com
C&K has extended its PTS645V tactile switch series to include an IP67-rated version suitable for a variety of indoor and outdoor applications. The low-profile SMT switch is available in two heights (1.3mm and 1.9mm) and four different actuation forces (100gf, 160gf, 260gf and 320gf) to meet application demands.
Convection Cooling Power Supply

Cosel, coselusa.com
The AEA800F from Cosel is an 800W free-air convection cooling power supply that can deliver 300% peak power for up to 3,000 milliseconds. The AEA800F is certified according to the EN62477-1 standard for industrial applications. Up to six units of the AEA800F can be connected in parallel and will automatically adjust for equal output voltage. The AEA800F has an input to output isolation of 4,000V AC, input to ground of 2,000V AC and output to ground of 1,500V AC. For low harmonic current distortion, the AEA800F uses active Power Factor Corrector, and the switching stage uses an LLC resonant topology, resulting in a typical efficiency of up to 95%. The AEA800F can be operated within an ambient temperature range of -20oC to +70oC, and its compact body measures 1.97x5x8 inches.
30 AW FEBRUARY 2023 NEW PRODUCTS
Multi-axis DC Motor Controllers

Delta Line, delta-line.com
The Phoenix Drive product family from Delta Line are multi-axis brushless DC motor controllers that are CE, REACH, and ROHS 3 Certified. TheEtherCAT Phoenix Drive controls up to three motors and its largest model, the Phoenix B500 drive, measures 200x90x30mm, while the Phoenix B100 Drive measures 180x40x20mm making both suitable for applications with strict size requirements. By processing all real-time critical functions and axis synchronization within the drive, the Phoenix Drive minimizes communication traffic, reduces controller dimensions, and decreases the overall system cost. Both Phoenix Drive configurations include protections such as over current, over and under voltage, overheating, phase-to-phase shorts and ground shorts. These drives control brushless DC motors with both 5V encoders and Hall effect sensors. The Phoenix B500 Controller includes brake output of 1.3A and safe torque off.


Flow Switch
Fluid Components International, fluidcomponents.com
The FLT93 Series flow switch from FCI can provide an early warning alert to cooling tower pump dry-running conditions by monitoring the flow and temperature of liquids, gases, slurries and more. Designed for pump wet/dry detection where sudden changes in media flow rates can leave pumps vulnerable, the FLT93 has a no moving parts design with dual alarm capability. With Alarm 1, the switch will detect a low-flow situation anywhere between 0.01 and 3 feet per second, and can be regarded as a pre-warning signal, whereas Alarm 2 is an emergency signal to shut down the pump. This SIL2-rated instrument is designed for harsh environments with a comprehensive list of global safety approvals, including FM, FMc, ATEX, IECEx, Inmetro, EAC/TR CU, CSA, CRN and CE.
Data Acquisition Server
Leviton, leviton.com

The new EMHXD data acquisition server, part of the VerifEye line from Leviton, collects energy data from meters and environmental sensors through multiple inputs and Modbus RTU/TCP protocols. The EMHXD collects data from connected devices based on user-selected intervals. Compatible with most front-end software and reporting tools, users can access the data through any web browser with no software required. The server can access energy information from local or remote sites, benchmark building energy usage, and view real-time performance data. Additionally, the EMHXD allows users to track peak demand for demand response programs and monitor performance of systems such as lighting, HVAC, PDUs and inverters, as well as set alarm notifications. The EMHXD is equipped with both dual Modbus and Ethernet ports for additional connectivity and security.
Touchless Position Sensors
Novotechnik, novotechnik.com
The TFD-4000 Series of touchless linear position sensors from Novotechnik provide wear-free, IP67-rated operation in tight spaces with maximum sensor dimensions of 40x2x7mm. Sensing direction can be set parallel or perpendicular to mounting holes, and the series uses a magnetic position marker, which can measure through air and non-magnetic materials to provide a measurement range of 0 to 14, 24, or 50mm. The TFD-4000 Series also features 12-bit resolution, repeatability of ≤0.1% of full scale for applications requiring redundancy, analog voltage output, and an operating temperature range of –40°C to +125°C.


31 AW FEBRUARY 2023 NEW PRODUCTS
Linear Servo Motors

NUM, num.com
NUM has launched a series of brushless linear servo motors designed for continuous duty cycle machine tool applications. The new LMX series linear motors have their moving coil primary section encapsulated in stainless steel housing with an integrated cooling circuit, along with a short pole pitch. LMX linear motors comprise a metal track with multiple embedded rare earth magnets, and a coil assembly supported by a customer-supplied guideway. A key feature of the motors is that they are designed to operate with a comparatively large air gap of 1mm to reduce the impact of mounting tolerances. Implemented using system-on-chip technology and based on a multi-core ARM processor, the drives employ bare metal programming (programming that is hardcoded at the hardware level and operates without an operating system) to eliminate operating system latency.
Robot Vision System

Pickit 3D, pickit3d.com
The Pickit 3.2 release features updates to the DeepAL engine, which combines depth and color information into a deep learning algorithm that allows for more accurate pick point calculations, a vertical pick enforcer for support in depalletizing projects using 4-axis robots, a teach box model that eliminates the need for uploading CAD files or presenting parts to the camera, flexible pick orientation to increase pickable parts, and in-depth pickability insights. Additionally, a hardware update allows for use of the new M-HD2 camera, which is smaller, lighter, and has a wider view angle in comparison to the previous model.
Linear Position Sensors
Posital, posital.com
Posital Linarix linear positions sensors have been updated with extra-heavy-duty draw-wire mechanisms and a pre-scaling option for devices with analog communication interfaces. Linarix sensors combine a multi-turn absolute rotary encoder with a draw-wire mechanism rated for more than a million cycles. The rotary encoders are based on non-contacting magnetic measurement technologies that are immune to the corrosion and can degrade the accuracy of potentiometer-based draw-wire devices. Analog, DeviceNet, CANopen, and SSI output interfaces are available. Linarix sensors with analog output are programmed in the factory, with optional customer specification abilities enabling output ranges that span the exact measurement range of the draw wire mechanism. Users can also set the measurement range for their analog Linarix sensors in the field with Posital’s UbiFast programming tool. The updated versions are available with environmental protection ratings of up to IP69k and an optional built-in inclinometer.

Photoelectric Sensors
Rockwell Automation, rockwellautomation.com
The Allen-Bradley 42EA RightSight S18 and 42JA VisiSight M20A photoelectric sensors offer a range of sensing modes and mounting options. All models have a red light source, multiple connection options, and adjustment knobs for light or dark operation. The 42EA RightSight S18 line of sensors offers a smaller package to deliver detection capabilities where size and shape matter, while the 42JA VisiSight M20A line offers a range of sensing modes in a sealed, compact, cavity-free housing.

32 AW FEBRUARY 2023 NEW PRODUCTS
Type 6 Evaluation Board
Sealevel Systems, sealevel.com

The 12009 COM Express compact Type 6 evaluation board enables accelerated development of embedded computing prototypes while expediting electrical hardware engineering at only 95 square millimeters. The 12009 evaluation board supplies a diverse I/O mix and robust processing support. Standard I/O includes Gigabit Ethernet, USB 3.0, USB 2.0, GPIO, RS-232, and mini display port. Designed for the congatec conga-TC370 COM Express family, with support for 8th generation Intel Core processors, up to 64 GB DDR4 RAM, and TPM 2.0 support, the 12009 also features an operating temperature range of 0 oC-70oC and is powered via a locking, four-position Molex Micro-Fit connector. The kit includes both UART and M.2 SATA SSD interfaces.
Hybrid Deep Groove Ball Bearing
SKF, skf.com
SKF has developed a new hybrid deep groove ball bearing for highspeed applications. The ball bearing’s new lightweight polymeric cage boosts limiting speed by at least 60% while reducing friction. The two-piece cage is made from PEEK and PA66, making it 80% lighter than a brass cage. The cage bars are rigidly connected as opposed to snap-type cages, and the bearing’s geometry eliminates the umbrella effect from high centrifugal forces. The rigid cage bars also help to lengthen service life in harsh conditions, and the lower operating temperature of the bearings extends relubrication intervals.

Line Scan Image Sensors



Teledyne, teledyne.com








The AxCIS family of high-speed, high-resolution line scan imaging modules from Teledyne Dalsa are contact image sensors featuring lenses and lights in an all-in-one package. Powered by Teledyne’s new quadlinear CMOS image sensors, which deliver up to 120 kHz line rates for mono, 60 kHz x 3 for color, at 900 dpi resolution, the AxCIS detects defects with precision. Its staggered sensor design covers the entire field of view, and HDR imaging can be achieved using a dual exposure mode. Available in widths of 400mm, 800mm, and others in increments of 100mm, AxCIS can fit most anywhere, even with limited vertical clearance. Its Camera Link HS SFP+ fiberoptic interface delivers high-resolution images over standard, low-cost, long-length cables up to 300m.
Palletizing Robot
Yaskawa, motoman.com






The newest robot in Yaskawa’s PL series, the PL800, offers an 800kg payload capacity, 3,159mm horizontal reach, and 3,024mm vertical reach. The robot’s parallel-link structure provides strength and stabilization of heavy loads. The T-axis features a 100mm pass-through to facilitate connections to the end-of-arm tool, as well as high allowable moment of inertia to ensure unbalanced loads are handled effectively. Connecting the manipulator to the controller is done via a single cable, while compressed air lines and cables are routed internally from the base to the end-of-arm tool. A cable installation tube facilitates fieldbus routing to the upper arm and/or gripper. The PL800, which offers an IP54-rated wrist and body as standard, can be floormounted and controlled by the YRC1000 controller. It features a cabinet measuring 598x490x427mm. The PL800 is available with Yaskawa’s PalletSolver software for offline creation of palletizing patterns.

33 AW FEBRUARY 2023 NEW PRODUCTS
Additive Manufacturing: A Sustainable Alternative
 By Daniel Keyser ARC Advisory Group
By Daniel Keyser ARC Advisory Group
Additive manufacturing, also referred to as 3D printing, has a distinct materials advantage when it comes to producing a component or part from either a polymer or metal printer versus traditional subtractive manufacturing techniques. In a traditional subtractive manufacturing process, a piece of bar stock can be reduced up to 95% through milling work. This process takes several hours, is limited to one component per piece of material, and may require several machines running at the same time.
Additive manufacturing changes this process significantly. Instead of starting with a base piece of stock, additive manufacturing starts with metal power. This powder is then placed into a machine and rendered into molten metal and drip fed to assemble parts layer by layer through a process called Directed Energy Deposition (DED). There
is also a Binder Jetting process, which involves spraying powder with a glue which is then placed into a sintering oven to become a part.
Process benefits
The advantages here are threefold:
• Material expenditure is reduced in the example part. Instead of transporting a piece of bar stock and then milling 90-95% of the base material out, additive manufacturing only processes the amount of base metal needed to complete the end product.
• Additive manufacturing also enables increased production volume. A five- or six-axis CNC machine is limited to a part at a time. Depending on the build chamber size of an additive machine, multiple parts can be printed, layer by layer, at the same time.
• Finally, the design of the part can be adapted for printing in ways that traditional subtractive processes cannot accomplish. For example, using Design for Additive Manufacturing (DfAM) and generative design, a part or a series of parts can be created for incorporation into one part, which may have internal structures that would be impossible to create through traditional subtractive processes.
Materials recycling
Another area where additive manufacturing has a sustainable advantage is in the powder or filament used. Though 3D printing allows for a minimum expenditure in material, there may be some powder or filament that goes unused in the process. For example, for Laser Powder Bed Fusion printers, part of the process usually involves de-caking the part from powder, some of which may not be reusable given its proximity to the finished part.
Rates of recyclability are based on printer and material, and any attached recycling system sold alongside the printer. Metals can be recycled like other subtractive processes, but powder printing is unique in that it is not necessarily a one-time use product. Powder could be re-used several times, mixing in fresh powder to renew the rest of the powder. This decreases time needed before recycling the product, as well as minimizing the amount of product that is unused or unusable requiring recycling.
ARC recommendations
Additive manufacturing has several benefits over traditional manufacturing processes that make it a more sustainable manufacturing process. For example, through its manufacturing process, materials advantage, and its ability to reduce emissions, additive manufacturing is a much more sustainable process compared to traditional processes.
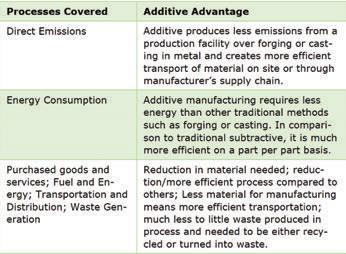
Based on ARC research and analysis, we recommend the following actions for users of 3D printing technologies:
• As you assess additive manufacturing, determine if it can fit into your business operations, weighing out cost and benefits.
• Make an action plan to convert to additive manufacturing if the cost/benefit ratio allows your business to better meet sustainability goals.
• Assess the ability to expand business operations to a more sustainable alternative via additive manufacturing.
34 AW FEBRUARY 2023 INDUSTRY VIEW
W�at Technologies Will Industry Focus on in 2023?
By Will Aja
The automation industry is driven by change and innovation, and we don’t expect 2023 to be any different. In this column, I’ll highlight three areas in which we expect to see an uptick in adoption and exploration.


Plant floor networks
In many manufacturing sites, the plant floor network has been iteratively built over time. As the plant expanded, more devices became networked, edge devices increased, and the network expanded and changed. In many instances this expansion was done to meet an immediate need, not necessarily to prepare the network for the future.
This has led to disjointed infrastructures and network areas that lack cohesion. As many manufacturers look to reconcile their infrastructure with something like the Purdue model or the huband-spoke model of a unified namespace, the task might seem daunting. But procrastination only makes the problems worse. We have found that a thoughtful and iteractive approach to plant floor network updates will yield lasting benefits for the facility and teams relying on the connectivity and the data such connectivity can provide.
Legacy migration
Upgrades to legacy systems are familiar territory, but with new and additional pressures. In the past, the primary drivers of these migrations centered around parts availability, technological improvements, and cost of maintenance. Recent supply chain issues and reactionary stockpiling has only served to lengthen lead times and dwindle available stock, intensifying these drivers.
This comes on top of increased cybersecurity and infrastructure security awareness. Legacy equipment can expose attack vectors that are not eliminated by air gapping alone. Shared logins

and passwords create risks and additional attack vectors while decreasing operational intelligence about who is making what changes and when. In some regulated Industries, these changes are being driven by regulatory findings and audit results, but we expect more companies outside of such industries to examine their aging plant floor network with an eye toward modernization.
New tech exploration
A focus on driving IT and OT (operations technology) improvements has given manufacturers plenty of avenues for exploration. In our client base we have seen an uptick in feasibility studies geared towards exploring new technologies and how they can be implemented to drive efficiencies at a corporate level.
Concepts like unified namespaces, edge devices, complete cloud deployments, process analytics, and artificial intelligence concepts like machine learning will all be at the forefront for industry in 2023. Many early adopters are well into the optimization stage of these concepts and, as they realize the benefits and cost savings, more risk adverse manufacturers will look to explore the possibilities in their own ecosystems.
Looking back, we see 2022 as being a year of adaptation for industry. Adaptation to new technologies, team layouts, supply chain hurdles, and work environments. We feel 2023 will further drive this growth as industry looks to tackle whatever hurdle comes next. Overall, we feel 2023 will be a big year for industry’s digitalization journey.
35 AW FEBRUARY 2023 INTEGRATOR VIEW
Learn
A thoughtful and interactive approach to plant floor network updates will yield lasting benefits for the facility and teams relying on the connectivity and the data such connectivity can provide.
more about the unified namespace concept and how it can be used to create a central location for your plant’s assets data.
Panacea Technologies
How Interoperability Unlocks Industrial Reinvention




 By Brian R. May Accenture
By Brian R. May Accenture
Adapting quickly to the constant stream of new business challenges and opportunities facing industrial companies in every vertical is essential. This is often easier said than done. But no matter how it’s addressed, compressing digital transformation into a shorter time period—often in numerous parts of the business at the same time—is fast becoming a key factor to success.
New Accenture research shows how some companies have been able to compress their digital transformation. And one of the most striking findings in this research is the importance of interoperability in the process.
In this case interoperability means uniting data siloes and providing greater data visibility to people and processes across the organization. This requires not only integrated data sharing capabilities but the ability to create a seamless user experience for employees, providing them with a single source of truth about all aspects of the enterprise.
Accenture’s research shows companies with high interoperability grow revenues six times faster than those with low interoperability.
Growth of IT complexity
One reason interoperability is such a differentiator is that it’s becoming ever harder to achieve. Most large industrial enterprises have to manage an ever-growing number of complex applications. For instance, around a third of companies Accenture surveyed said they now have more than a thousand applications in their portfolios.
This expansion of IT’s footprint, combined with a greater number of people making ITrelated decisions, can leave IT in a complex tangle. This complexity was cited as a key barrier to achieving interoperability by more than twothirds of the companies Accenture surveyed.
Unsurprisingly, only around two in every five industrial manufacturers have managed to resolve this complexity and achieve high interoperability. And for more than a quarter of manufacturers, interoperability is currently considered to be low.
What to do?

If your company falls into the low-interoperability category, the first step out of this category is to recognize that the cloud is now critical. Cloud technologies allow companies to pull, query, connect, and use data from every corner of the business, including the shop floor. It helps reduce redundancy and duplication, creating that essential single version of the truth everyone can agree on.
The research shows that almost three-quarters of companies with high or medium interoperability have adopted one or more public cloud platforms. But, crucially, they’re not just thinking about the impact on IT. They’re also using cloud to change how they work—standardizing and simplifying processes, enabling real-time insights, breaking down organizational siloes, and so on.
When a company’s IT landscape is composed of prebuilt interoperable components and repeatable solutions, companies can swap those components in and out much more easily, configuring and reconfiguring new capabilities much faster, with minimal disruption elsewhere.
Why is this so important? Because it radically enhances responsiveness and helps futureproof the organization. It allows companies to react to disruption faster, adapt to changing business needs faster, and compress the overall process of transformation.
Human connections
Of course, the power of interoperability isn’t unleashed by connecting IT applications alone. It also needs connected people. And in the modern enterprise, the two are mutually reinforcing. Employees need an enterprise IT landscape that enhances, rather than limits, their ability to collaborate effectively.
The research shows companies with high interoperability understand this. They typically have a rigorous focus on improving humanto-human connections, supported by strong IT training programs that help all employees
understand and maximize the utility of enterprise applications.



They also look to avoid the “data hoarding” that can sometimes plague siloed organizations. This is done by carefully nurturing a culture of data sharing—subject to strict security and privacy safeguards—both inside and outside the organization.

Accenture’s research has shown that when data is properly decentralized, trusted, and shareable, as much as two hours of employee time can be freed up every working day.
While the concept of interoperability isn´t new, the need to make it a reality in practice is. To compress the process of digital transformation and achieve interoperability across people and technology, an intelligent digital core—with the organization’s people and IT landscape fully connected, integrated, and interoperable—is the foundation for enterprise-wide reinvention.

36 AW FEBRUARY 2023 ENTERPRISE VIEW
See the full Accenture report on interoperability.
Around a third of companies
Accenture surveyed said they now have more than a thousand applications in their portfolios.
COMPANY WEBSITE PAGE Automation World ® (ISSN # 15531244, USPS 22435) is a registered trademark of PMMI, The Association for Packaging and Processing Technologies Automation World ® is published 12 a year by PMMI with its publishing office, PMMI Media Group, located at 401 N. Michigan Avenue, Suite 1700, Chicago, IL 60611; 312.222.1010; Fax: 312.222.1310. Periodicals postage paid at Chicago, IL, and additional mailing offices. Copyright 2023 by PMMI. All rights reserved. Materials in this publication must not be reproduced in any form without written permission of the publisher. Applications for a free subscription may be made online at AutomationWorld.com/subscribe. Paid subscription rates per year are $105 in the U.S., $147 Canada and Mexico by surface mail; $250 Europe, South America. $325 Far East and Australia by air mail. To subscribe or manage your subscription to Automation World, visit AutomationWorld.com/subscribe. Free digital edition available to qualified individuals outside the United States. POSTMASTER; Send address changes to Automation World®, 401 N. Michigan Avenue, Suite 1700, Chicago, IL 60611. PRINTED IN USA by Quad Graphics. The opinions expressed in articles are those of the authors and not necessarily those of PMMI. Comments, questions and letters to the editor are welcome and can be sent to: editors@automationworld.com. We make a portion of our mailing list available to reputable firms. If you would prefer that we don’t include your name, please write us at the Chicago, IL address. Volume 21, Number 2. Automation Direct www.automationdirect.com 2 Digi-Key Electronics www.digikey.com/automation 27 Festo Corporation www.festo.com.us 23 Hammond Manufacturing www.hammondmfg.com 19 Inductive Automation www.inductiveautomation.com 39 Inductive Automation www.inductiveautomation.com 1 SEW Eurodrive, Inc. www.seweurodrive.com 40 37 AW FEBRUARY 2023 ADVERTISER INDEX
Using data and analytics to run plants more e ciently can also ease the burden of the labor shortage because data-rich companies will attract the best new engineers. Today’s students live and learn in a data-driven world. Engineering colleges often include data analysis courses, and the application of data is a growing expectation of new graduates. Data is quickly becoming a native method for new engineers to troubleshoot issues.
Dan Riley of system integrator Interstates on how Industry 4.0 can be the answer to manufacturing’s workforce retirement challenge.
The Maersk Oil project involved replacing 15 MasterPiece 200 controllers with 13 ABB Advant Controller 450 controllers and upgrading five Advant Controller 450 units with newer, more powerful processor modules. No re-programming and testing of the new systems were required because the Advant controller interfaces to existing I/O systems and ABB’s systems are backwards-compatible.
Jeanne Schweder on Maersk Oil’s SCADA Upgrade.


Because end users need IT resources to support traditional MES software, this technology is often out of reach for smaller companies. To make MES more viable for such companies, Aveva’s edge-to-enterprise MES is designed to deliver a suite of cloud- and edge-based software that ranges from basic productivity apps to more complex operations management apps to reduce the total cost of ownership and allow users to move up the maturity curve as their business needs evolve.
David Greenfield on Aveva’s new hybrid edge and cloud-based subscription MES o ering.








Concepts like unified namespaces, edge devices, complete cloud deployments, process analytics, and artificial intelligence concepts like machine learning will all be at the forefront for industry in 2023. Many early adopters are well into the optimization stage of these concepts and as they realize the benefits and cost savings, more risk adverse manufacturers will look to explore the possibilities in their own ecosystems.







Will Aja with system integrator Panacea Technologies on industry technology trends to watch for in 2023.



Because determinism is not a native characteristic of Ethernet communications, Profinet delivers determinism by skipping the TCP/ UDP and IP layers of the ISO/OSI Model and going directly from the data link layer (Layer 2) to the application layer (Layer 7). This means that applications requiring synchronized, high-speed motion can use Profinet IRT (isochronous real-time) to provide sub-millisecond cycle times.
Jim Koelsch on how Profinet is designed for openness and determinism.

38 KEY INSIGHTS AW FEBRUARY 2023






Get an overview of your process at a glance. Control your SCADA with a swipe. The Plant Floor in Your Pocket See the live demo now. Scan this QR code with your phone demo.ia.io/automation
Automation made easy.




Fully integrated drive components, control electronics and automation software – all from a single source – and all designed to work together perfectly.









www.seweurodrive.com/movi-c





