








OCT2022 packworld.com 18 The Body Shop Adopts In-Store Re llables 26 Direct-to-Can Digital Printing 32 Milk Bank Eliminates Waste 42 Spice Age Scales with Co-Packer 48 Ammo Maker Targets Monobloc Automation 15 Apples Get Grab-and-Go Multipack New Packaging Products on Page 58 Packworld.com has a new look. CHECK IT OUT! REPACK AGING THE FUTURE. Sustainable. Automated. Connected.

FEATURES
26
‘Home-grown’ Direct-to-Shape Printing
The self-described ‘super nerds’ who launched Juno DTS a few years back have come up with a modular and scalable way of digitally printing aluminum cans at 400/min.
32
Milk Bank Turns to Induction Sealing to Prevent Leaks
Leaks during pasteurization were resulting in unacceptable loss rates for donor human milk until Mothers’ Milk Bank of Florida found an induction sealing solution that lets operators take advantage of higher capacity, fullsubmersion pasteurization.
36 New Baggers Keep Coffee Flowing at Co-Packer
Coffee Support installs two vf/f/s machines to produce pillow packs from 2.5 to 14 oz with maximum flexibility and minimal changeover time, as well as dependable support from the supplier.
40 AUTOMATION Independent Linear Servo Movers Lend Flexibility to Flowpacker
An intelligent transport system delivers a costeffective, compact, and highly flexible feeder component in cookie packaging equipment by a well-known OEM.
42 CONTRACT PACKAGING New Co-Packer Serves Booming Startup Market

New boutique co-packer Recurve helps startup brands, including those formed during the pandemic by individuals re-evaluating their work situation, to navigate the world of packaging.
48 Ammunition Automation Overshoots Today’s Needs to Future-Proof Growing Business

Underwood Ammo skipped a few steps in its packaging equipment journey, opting to avoid a stepwise, incremental ramp up to full automation. Instead, it dove into the deep end with an advanced monobloc system for cartoning, case packaging, and palletizing operations.
 Tree fruit grower Stemilt Growers has designed a recyclable, four-pack paper tray for larger-sized apples that encourages the purchase of bulk fruit and makes retail merchandising easier in-store and online.
Tree fruit grower Stemilt Growers has designed a recyclable, four-pack paper tray for larger-sized apples that encourages the purchase of bulk fruit and makes retail merchandising easier in-store and online.
2 PW OCT 2022 VOL29 NO10
15 26 42
48
THE FUTURE OF KEEPING FOOD SAFE
Zipper packaging has never been simpler or more sanitary for protein, produce and frozen food processors. Easily package bulky foods in bags that fully open while ensuring food safety. Quick change jaws offer ultimate versatility.


800.621.4170 trianglepackage.com















4 PW OCT 2022 Packaging World® (ISSN # 1073-7367) is a registered trademark of PMMI, The Association for Packaging and Processing Technologies. Packaging World® is published monthly by PMMI with its publishing of ce, PMMI Media Group, located at 401 N. Michigan Avenue, Suite 1700, Chicago, IL 60611; 312.222.1010; Fax: 312.222.1310. Periodicals postage paid at Chicago, IL, and additional mailing of ces. Copyright 2022 by PMMI. All rights reserved. Materials in this publication must not be reproduced in any form without written permission of the publisher. Applications for a free subscription may be made online at www.packworld.com/subscribe. Paid subscription rates per year are $254 in the U.S., $363 Canada and Mexico by surface mail; $605 Europe and South America; $907 Far East, Australia, and other countries by air mail. Single copy price in U.S. is $20. To subscribe or manage your subscription to Packaging World, visit Packworld.com/subscribe. Free digital edition available to quali ed individuals outside the United States. POSTMASTER; Send address changes to Packaging World®, 401 N. Michigan Avenue, Suite 1700, Chicago, IL 60611. PRINTED IN USA by Quad. The opinions expressed in articles are those of the authors and not necessarily those of PMMI. Comments, questions and letters to the editor are welcome and can be sent to: editors@packworld.com. Mailing List: We make a portion of our mailing list available to reputable rms. If you would prefer that we don’t include your name, please write us at the Chicago, IL address. DEPARTMENTS Connect with us: VIDEO Cartoning and Case Packing Ammunition pwgo.to/7731 VIDEO Versatile Coffee Bagger Boosts Co-Packer pwgo.to/7732 ARTICLE Packaging as Crucial Instruction in Self-Injection Trials pwgo.to/7733 TAKE FIVE VIDEO Paper Packaging for Liquid Applications pwgo.to/7734 packworld.com COLUMNS 7 Lead Off 20 The Legal Side 22 The Big Picture 24 Sustainable Packaging 56 Shelf Impact! 60 The Insider NEWS/EVENTS 8 News 16 Quotables/By the Numbers 59 Industry Watch INTERVIEW 18 First Person PRODUCTS 58 Technology ADVERTISING 59 Advertiser Index Connect with a Leaders in Packaging supplier and support packaging education! www.packworld.com/leaders 18 24 EDITORIAL ADVISORY BOARD Aladin Alkhawam Director, Packaging Operations, Par Pharmaceutical Jan Brücklmeier Technical Application Group Packaging Technology Expert, Nestlé M. Shawn French Director – Innovation & Packaging Engineering (Beverage), Danone North America Patrick Keenan R&D Packaging Engineer, General Mills/Annie’s Organic Snacks Mike Marcinkowski Global R&D Of cer, GPA Global & Hub Folding Box Co. Paul Schaum Chief Operations Of cer, Pretzels Inc. David Smith, PhD Principal, David S. Smith & Associates Brian Stepowany Packaging R&D, Senior Manager, B&G Foods, Inc. Jasmine Sutherland President, Texas Food Solutions; Vice President, Perfect Fit Meals











Learn More and Reserve Your Spot Today! www.ProMachLabelingAndCoding.com DEMO DAYSNEW PRODUCT LABELING & CODING SOLUTIONS IN ACTION! Planning to attend Pack Expo International in Chicago this year? If so, be sure to sign up and stop by booth #N-5544 and learn about our NEW innovative automated Labeling & Coding solutions from ID Technology, EPI, and Greydon. High-Speed Case, Tray, and Pallet Labeling Monday, October 24th at 11:00am Presented by High-Resolution Case Coding and Marking Monday, October 24th at 2:00pm Presented by High-Resolution Digital Packaging Printing Tuesday, October 25th at 11:00am Presented by MFlex™ Pressure-Sensitive Labeling Systems Sunday, October 23rd at 2:00pm Presented by
Follow us on twitter @PackagingWorld
EDITORIAL
Matt Reynolds Chief Editor
Iris Zavala Managing Editor
Anne Marie Mohan Senior Editor @PackagingTrends
Sean Riley Senior News Director
Mike Prokopeak Senior Director, Content & Brand Growth Pat Reynolds, Sterling Anthony, Eric F. Greenberg, Ben Miyares Contributing Editors
ART

David Bacho Creative Director
AUDIENCE & DIGITAL
Elizabeth Kachoris Senior Director, Digital and Data
Jen Krepelka Director, Websites + UX/UI
ADVERTISING
Wendy Sawtell Vice President, Sales • wsawtell@pmmimediagroup.com
Lara Krieger Production Manager • lkrieger@pmmimediagroup.com
Kelly Greeby Senior Director, Client Success & Media Operations Alicia Pettigrew Director, Product Strategy
PMMI MEDIA GROUP
David Newcorn President, PMMI Media Group
Sharon Taylor Director, Marketing
Amber Miller Senior Marketing Manager
Janet Fabiano Financial Services Manager
Joseph Angel Founding Partner and Executive Vice President, Industry Outreach, PMMI Lloyd Ferguson Founding Partner
Packaging World • PMMI Media Group
401 N. Michigan Ave., Suite 1700, Chicago, IL 60611
Phone: 312/222-1010 • Fax: 312/222-1310
E-Mail: info@packworld.com • Web: www.packworld.com
PMMI The Association for Packaging and Processing Technologies 12930 Worldgate Dr., Suite 200, Herndon VA, 20170
Phone: 571/612-3200 • Fax: 703/243-8556 • Web: www.pmmi.org
Staff at PMMI Media Group can be contacted at info@pmmimediagroup.com
6 PW OCT 2022
Web Stuff During Business Hours
After a nearly three-decade run with the company he founded— Packaging World’s parent Summit Media Group, now PMMI Media Group (PMG)—longtime President and PW Publisher Joe Angel is transitioning into an entirely new role. Earlier this month, Angel stepped down as president of PMMI Media Group and became Executive Vice President of Industry Outreach. The new role is not with PMMI Media Group, rather PMMI, and consists of being an ambassador to three key PMMI constituencies.

The foremost is the education community, where Angel will represent PMMI as well as the packaging field more broadly, encouraging and facilitating young people joining the field. Second, Angel will also visit PMMI members and help drive member engagement with PMMI. Finally, and crucial to PW readers, Angel will maintain relations on behalf of PMMI with key industry partners. Among key partners are you, the brands and CPGs that rely on packaging technology. Angel will be looking to work specifically with CPGs to help educate them about PMMI’s value and about all it offers, far beyond the big Chicago and Vegas PACK EXPO shows.
If you know Joe Angel—and so many of you do—he’s the quintessential connector and a conversation facilitator, so this role is tailor-made for him. The rolodex he started with in the ’80s may now look more like an iPhone database. But if you’re even obliquely adjacent to packaging, chances are you’re in Angel’s Contacts. Don’t be surprised if he reaches out to you in his new role, or better yet, look to connect with him.
Meanwhile, Dave Newcorn, whom Angel lured to Summit in 1995, took the reins as President of PMG on Oct. 1. As a promising, tech-savvy Packaging World editor in the late ’90s, Newcorn was warned by founding Chief Editor Arnie Orloski “not to work on that web s**t during business hours.” Deftly sidestepping that admonition, Newcorn built the company’s first website, pictured above, and since has single-handedly spearheaded Summit/PMG’s transition to modern digital publishing. He continues to guide its evolution today.


With Angel at the helm steering, and Newcorn as the engine propelling the ship forward, Summit Media Group’s web presence and offering became attractive to PMMI, which purchased the publishing company around this time eight years ago, in October 2014. The two companies have walked the same path ever since.
“Joe’s focus and style over the last 30 years brought us to where we are today. For the next 30 years, my focus is singularly on how to strategically transform and re-tool the company for the future,” Newcorn says. “One thing Joe and I have in common is the continuing drive and passion for publishing in the field of packaging and processing, with a focus on delighting readers and advertisers alike.”
The pace of change that Angel presided over was fast, as publishers contended with a oncein-several-generations technological revolution in the Internet. And it’s only getting faster. Having been the change agent himself, Newcorn is well-situated to steer this company—and me, the latest in a line of Packaging World editors—into the next phase of B2B publishing.
“The best part of this transition is that Joe isn’t going anywhere,” Newcorn says. “I have the freedom and flexibility to reach out to Joe any time I want for advice and guidance, which I already have done, and expect to continue to do.” PW
Meet Kevin.
Kevin is the new operations manager at a rapidly expanding brewery. Integrating a reliable date code system was one of his first objectives, as the current inkjet resulted in inconsistent codes and could not keep up with production demands.

The challenge was finding a repeatable, reliable solution to deliver high-quality codes on a beer can’s uneven surface. With Domino, Kevin discovered reliable inkjet coders that prevent the risk of missing or illegible codes.
Cheers to Kevin for making the right decision in his new role!
LESS RISK. LESS WASTE. MORE CONFIDENCE.
Learn more about how Kevin gained confidence with Domino.
Experts in Traceability Codes
Inkjet | Laser | Case Coding | Label Print & Apply domino-printing.com
 Dave Newcorn
Joe Angel
Dave Newcorn
Joe Angel
7
LEAD OFF mreynolds@pmmimediagroup.com
Wiring Solutions Plus (WSP) supplies wiring harnesses to manufacturer REDARC Electronics in suburban Adelaide, South Australia. Last year, the two companies piloted a closed-loop corrugated case reuse system to see how much (if any) material input savings they could achieve. Prior the trial, WSP’s products were packaged in single-walled corrugated cases that were taped closed before being sent to REDARC. These weak cases were often damaged during transport under the strain of the heavy wire contents. Upon receiving at REDARC, cases were opened, and aps removed with knives, then unloaded on the line before being disposed of after a single use.
With 42 cases shipped per week by WSP to REDARC for 50 weeks per year, even this small volume of corrugated was seen as wasteful. Supplier BoxLatch, whose clip products stabilize corrugated and provide for reuse, partnered with the two companies on a year-long trial to see what savings and circulatory could be achieved.
Today, by using BoxLatch products, WSP’s cases are now kept in good condition as they move through production, enabling their reuse like plastic totes, but at a fraction of the purchase cost. Two BoxLatches are used to secure the base of the box to carry an 11-kg (24-lb) load, while one is used to close the top of the case. Tape is no longer needed, saving WSP $115 per year.

The wire supplier also decided to upgrade its cases to a double-walled variety at a marginal cost to allow for reuse and improved product protection, which meant cases are cycled a modest seven times before disposal. This has cut costs from $1.20 to 0.30¢ per use. Over the expected ve years of use, this will prevent wasting 9,114 cases and over 20 km (13 miles) of tape.
While there were fears that BoxLatches would take more time, in practice they were faster than tape and knives for closing and opening boxes, saving WSP a projected $568 per year in staff costs.

REDARC bene ts from reduced task time and lowered risks from blades damaging products or injuring staff. Both WSP and REDARC have invested in a set of Clip & Stack products that are used to hold back box aps as items move along the assembly line, improving access to the contents while being faster and safer than rubber bands or tape. Open boxes are also now safely stacked to save oorspace.
Clean, empty cases are collapsed, with BoxLatches and Clip & Stack packed separately at end-of-line for reuse. No tape was stuck to conveyors and no bands were wrapped around rollers. Maintenance people were happy with this bene t, the company says. Cases and BoxLatches are then returned to WSP, where they start the cycle again.
This case study illustrates that closed loop corrugated case reuse works with even a small number of cartons and provides a signi cant ROI on the cost of BoxLatch products. The more cycles the cases are reused, the higher the return. —Matt Reynolds

Closed-Loop Corrugated Case Reuse Process Delivers Savings Through Cycles, Material Input Reduction 8 PW OCT 2022 NEWS Read about the genesis of the WSP and REDARC corrugated case circularity pilot project in Packaging World at pwgo.to/7728. $ 6x 13% 100% ShipFormLoadLatch Latch Open EmptyFlattenPurchase ShipPurchase Before After BoxLatch Packaging Process FormLoadTape Cut Open Empty Dispose $ Dispose Flatten Wiring Solutions Plus (WSP) REDARC Electronics Cost of box per use (1 cycle per box) A$ 1.14 Cost of tape per use A$ 0.06 A$ (75%)0.90Savings per box use Cost of box per use (5 cycles per box) A$ 0.22 A$ 0.07Cost of BoxLatch per use (used a minimum 250 times) VS. Savings on boxes/cartons Savings on task time Savings on tape BoxLatch Product Costs 9,611.28 2,840.00 577.50 12,284.41 1649% 744.66 1,888.64 568.05 115.50 2,456.69 329% Total Savings 5 Year Proj.Project Savings A$ Annualised Return on Investment Source, BoxLatch
LIGHTWEIGHT PACKAGES MAKE A DIFFERENCE
Ecolean’s approach to packaging is light - to the benefit of both consumers and the environment. We are a global producer of lightweight packaging solutions for liquid food, for chilled and ambient distribution. We reduce your impact on the environment with convenient, innovative and eye-catching packages, by using less resources from the start.

Don’t waste resources – join our lightweight approach! www.ecolean.com
 DON’T WASTE RESOURCES
DON’T WASTE RESOURCES
Fiji Water Dives into 100% rPET
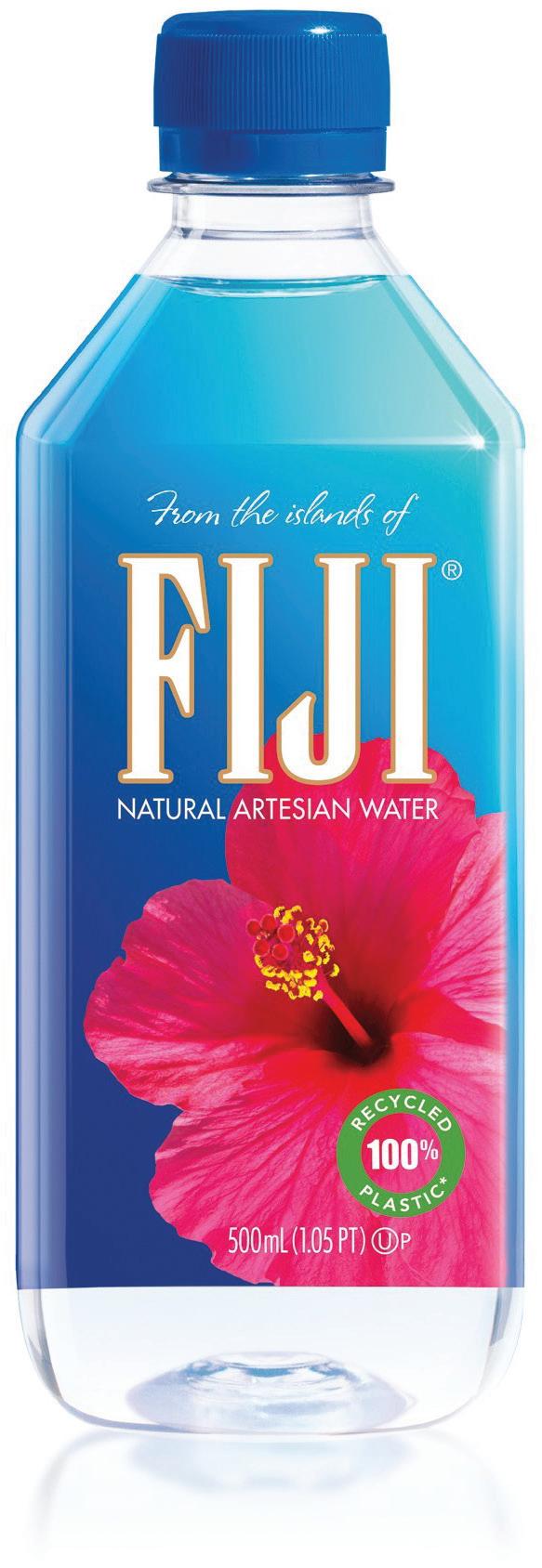
Following in the footsteps of major bottled water producers such as The Coca-Cola Company, Evian, Nestlé Waters, and others, Fiji Water has announced a transition to 100% post-consumer recycled PET bottles for its 330- and 500-mL package sizes in the U.S. The move, which the company says will replace nearly 65% of its bottled water volume with recycled material, falls in line with a multifaceted initiative it launched in 2019 to “transform its use of plastic while promoting a circular economy.” Among other strategies, the plan calls for the use of 100% rPET in all its bottles by 2025. Other sizes include 700 mL, 1 L, and 1.5 L.
“In our transition to recycled plastic, our intention is to make a truly meaningful and lasting environmental impact,” says Clarence Chia, Senior Vice President of Marketing, Fiji Water. “We are using recycled plastic to breathe new life into existing materials, while maintaining Fiji Water’s same great
taste, look, and quality that consumers come to expect from Earth’s Finest Water. We will continue to set ambitious targets to drive innovation and transformation in our approach and commitment to sustainability and look forward to building on this momentum.”
According to the company, the switch to rPET not only reduces plastic waste, but also can reduce CO2 emissions in the process, with some studies showing that rPET can result in up to a 79% reduction in carbon emissions when compared to new material.
In addition to introducing the new 100% rPET bottles, Fiji Water adds that it has also invested approximately $2.5 million on energy efficiency initiatives on the Fijian islands, the source of Fiji Water, which includes the use of microturbine energy generation and adopting the low-sulfur fuel standard for all shipping to decrease sulfur oxide emissions.
—Anne Marie Mohan
On-Pack QR Attracts Students with Beats
Harvest Snaps, a plant-based snack and flagship brand of Calbee America, Inc., is launching a music-driven, TikTokbranded effect designed to attract and engage college stu dents across the U.S. this fall.
Created in partnership with Cutwater, its digital creative agency of record, the effect entitled “Snap Sounds” can be accessed directly through TikTok (@harvestsnaps_official) or by scanning the QR code on Harvest Snaps’ newly launched Mixed Snack Pack. This bag-in-bag, six-pack offering of veg gie snacks includes the brand’s best-selling Lightly Salted and Tomato Basil flavors, along with Crunchy Loops Sour Cream and Onion. Each single-serve bag is portioned and sized for backpacks or handbags.

“We love the idea of making music while snacking, and TikTok is the perfect platform for reaching a younger group of consumers hungry for healthier, tasty snacks and fun experiences,” Sandra Payer, Calbee America, Inc.’s Head of Marketing says. “Snap Sounds is designed to appeal to these students, who crave better-for-you snacks and want to inter act in a personal way with the brands they buy.”
Named after the fun-to-eat, snappy products, Snap Sounds invites au diences to create their own snacking-inspired music via head movements. Each motion triggers one of six beats, many of which are recorded sounds pulled directly from Harvest Snaps’ packaging and products, such as the memorable crunch that happens when you eat the snack. Users can cre ate vocals, instruments, or even dance choreography. The beauty of the beats is that they create an ownable sonic identity for Harvest Snaps that
wasn’t there before, the company says. To drive awareness for the campaign and push sell-through of the Mixed Snack Pack at retail, Harvest Snaps is activating targeted ads on so cial media, influencer partnerships, a nationwide college sampling events program, and limited-time coupons for all Harvest Snaps items.
Harvest Snaps’ Mixed Snack Pack is available for retailers nationwide to carry for an SRP of $6.99. —Matt Reynolds
10 PW OCT 2022 NEWS
Most Packagers Changed Pack Source to Fight Market Challenges, Survey Finds

Supply chain disruptions and rising costs have necessitated changes across several industries, and packaging is no exception.

Nine out of 10 packaging decision makers changed how their packag ing is sourced as a result of recent global supply chain disruptions, ac cording to a survey for R.R. Donnelley (RRD) & Sons Company’s 2022 Unpackaging Reality Report.
The survey, conducted in April and May 2022, asked 300 U.S.-based procurement, brand marketing, and package engineering professionals how they have coped with current challenges and adapted to the evolving consumer marketplace.
• The majority of organizations have reprioritized some aspect of operations, including packaging ma terials (68%), budget (52%), packaging design and aesthetics (49%), and sus tainability goals (45%).
• Many companies have adapted their strategies to fit individual needs. Out of the 90% of packaging leaders who shifted their packaging source, 62% moved to ward more diversification of suppliers, 42% outsourced their manufactur ing or fulfillment, 39% cut down on their supplier roster, 30% substituted their package specifications, and 26% reshored to the U.S.
• A majority of organizations (81%) made changes to packaging design over the past one to two years. Over one-third (36%) of packaging lead ers said they were extremely willing to use alternative package materials.
Current market issues proved all-encom passing in the survey, with 96% of packaging leaders agreeing that supply chain disrup tions and inflation impacted their opera tions in some way.

The results of current challenges haven’t been all bad though, according to Lisa Pruett, RRD president of packag ing, labels and forms, and retail solutions.
“These challenges actually transformed the industry into a more inno vative, agile, and environmentally conscious sector,” Pruett says. “Organi zations responded with diverse strategies as there is not a one-size-fits-all approach to tempering disruptions.”
Below are some key statistics from RRD’s report that illustrate today’s market challenges and the packaging industry’s response:
• Material price hikes and supply shortages have presented the largest challenge over the past years. About half (52%) of packaging professionals said their business was strongly impacted by material price increases, 46% by supply shortages, 37% by staffing challenges, and 36% equally strongly impacted by increasing demand and speed to market requirements.
• Sustainability has surprisingly advanced in recent years, despite cost pressures. Two-thirds (66%) of packaging leaders said they have shifted to more sustainable packaging than what was previously used. 55% of respondents even said recent supply chain disruptions moved their com panies closer to their carbon emissions goals.
• E-commerce and the packaging demands stemming from it have skyrocketed in recent years, partly due to increased online shopping through the COVID-19 pandemic. Over half (57%) of packaging profes sionals said their company’s e-commerce orders increased in the past one to two years, and 92% of those who saw an increase said it resulted in increased packaging needs.
• Packaging professionals responded to this e-commerce growth by increasing inventory (55%), expanding warehousing (53%), changing ma terials (52%), and increasing staff (51%).
View the report at pwgo.to/7726 —Casey Flanagan
11
Reusable and refillable packaging is one of the most dynamic sectors of the packaging market in 2022, with rapid growth fueled by innovative formats and the imperative for Consumer Packaged Goods companies to enact more planet-friendly business models. That’s according to a new re port from Smithers, “The Future of Refillable and Reusable Packaging to 2027,” which outlines how retailers and brands can make a highly visible commitment to cutting single-use plastics by fundamentally rethinking their packaging for reuse.
According to Smithers’ data, the market for reusable/refillable packag ing will reach $42 billion in 2022, up from $35.1 billion in 2017. As the industry looks to new concepts to realize true circularity in packaging, Smithers forecasts future growth at 5% year-on-year reaching a value of $53.5 billion in 2027.

Smithers’ analysis identifies four distinct reusable/refillable business models, a categorization that is also laid out in a 2019 publication from the Ellen MacArthur Foundation, “Reuse – Rethinking Packaging”:
• Refill-at-home: Users refill a container at home, typically with light weight or concentrate refills delivered by a mobile refill or subscrip tion service.
• Return-from-home: Packaging is recovered for reuse from a con sumer’s home by the scheme operator or a logistics company work ing under contract.
• Refill-in-store: Consumers take reusable containers on their shop ping trips to refill via an in-store dispensing point.
• Return-in-store: Users return the reusable packaging at a store or designated drop-off point, often supported by a deposit return scheme.

As the report reveals, there is no single reuse model that works with all products and in every situation. Different consumers have different needs and wants, which depend on a host of factors—where they live, how they shop, and what they buy. Likewise, different product categories work bet ter in-store than at home, and vice versa. “Success depends on tailoring solutions accordingly, removing barriers to entry, and keeping systems as simple as possible,” Smithers advises.
In beverage retailing, reuse/refill is a familiar business model, espe cially for glass bottles. For this reason, even in 2022, glass packaging for beverages remains the dominant segment, representing over 75% of all reuse/refill packs.
Other market segments are still at a nascent phase. Brand owners in food, cosmetics and personal care, and home care, as well as other bev erage types are investing heavily in reuse/refill concepts featuring more durable packaging designed for repeat use and prolonged handling. Strengthened by the experience of COVID-19 and the rise in e-commerce subscription sales, Smithers forecasts each of these new segments will see
Reuse is on the Rise, but ‘Much More Needs to be Done’
Read about another refill-in-store program on page 18 of this issue of Packaging World.
12 PW OCT 2022 NEWS
growth in excess of 30% year-on-year across the next five years.



Going forward, there are several technologies that will improve the effectiveness of reuse packaging models, the report advises. One is the integration of smart packaging technologies, such as scheme-specific smartphone apps, that link the consumer to advice on refill locations and incentivize reuse, for example. Integrating this with track-and-trace sys tems will give greater insight into packaging and waste flows, facilitating the more accurate mapping and effective collection of higher-value reus able packaging.









Another is the greater diversification of refill locations for refill-instore platforms, of which Smithers says there are not enough currently, to make them a more appealing option for customers. “Immediate priorities are to develop mobile refill machinery and multi-product dispensers that can provide a range of SKUs comparable to those seen on supermarket shelves,” says the report.



Lastly, superior bottle cleaning technology will increase the number of bottles recoverable for existing beverage refill systems, including the deployment of more automated, decentralized micro-cleaning facilities and more durable PET bottle constructions.













Concludes Smithers, while a large number of small-scale develop ments for reuse/refill have emerged since 2017, “much more needs to be done.” It adds, “More trials and scaling up of pilot projects on everyday household items must become available to consumers if refill and reuse is to become more mainstream.” —Anne Marie Mohan


Unilever introduced its Dove refill-at-home deodorant package in early 2021.
ai166267233940_enercon-half-page-ad-outlined-9x5.4375-S-1766.pdf 1 9/8/2022 4:25:42 PM 13
Unilever’s Laundry Capsule Lowers Laundry’s Carbon Footprint
Unilever will soon launch a new laundry capsule and container designed to add a dash of sustainability to the laundry cycle.
The new capsules, set to be sold under Unilever’s Dirt Is Good brand (also known as Persil, Skip, OMO, and Surf Excel across global markets), use a fully biodegradable membrane now made with 25% renewable ma terials, a Unilever release says. The brand claims it’s the fastest dissolving capsule on the market.


“We needed to strike the balance between a film strong enough to protect the liquid formulation that would also dissolve quickly and fully in cold and short cycles, ensuring consumers could use them with confidence in the most energy efficient washing machine cycles,” Dr. Keith Rutherford, Head of Global Innovation, Unilever Home Care R&D, says.
The short- and cold-cycle-capable cap sule design, combined with a detergent formula using biodegradable and 65% plant-based active ingredients, reduces the capsule’s carbon footprint by 16% and saves consumers up to 60% energy per wash.
The product’s packaging sustainability
benefits extend beyond the capsule with a 100% plastic free container, supplied by Graphic Packaging International (GPI). Using fully recycla ble cartonboard that is sourced half from recycled material and half from Forestry Stewardship Council (FSC) certified forests, Unilever expects the containers to prevent over 6,000 metric tons of plastic from entering the waste stream each year.
The container features water-based barrier coatings and a separate pad inside to protect the capsules from water damage and excessive heat or humidity. It is easier to open than the outgoing plastic equivalent, with cartonboard strong enough to maintain opening functionality after repeat ed use. It also meets European standard test protocols for childproofing.
“[GPI and Unilever’s] combined expertise in carton design, product protection capabilities, and understanding of consumer behavior has enabled us to create this superior, plastic-free and child-proof solution, enabling consumers and businesses alike to reduce their use of single-use plastic,” Graphic Packaging International Director of New Business Devel opment, EU Consumer Products Ralf Mack says.
This new package design furthers Unilever’s Clean Future Strategy, which aims to “fundamentally change the way that some of the world’s best-known cleaning and laundry products are created, manufactured, and packaged,” the release says.
Announced in September 2020, the strategy is backed by a €1 billion investment over the course of 10 years. It includes goals to use less plastic, better plastic, or no plastic where possible, and design packaging to meet requirements for a circular economy.
“Through our Clean Future program, our ambition is to make sustainable cleaning the compelling choice for every consumer by bringing real innovation to established mass market products,” Unilever’s Ruther ford says. “The new proprietary formulation and child-proof cardboard packaging is the work of so many people. This is our best and most sustainable laundry capsule yet.”
The capsules were first released in France in September 2022, followed by the UK and other European countries in early 2023, with plans to expand globally in all Dirt is Good markets. —Casey Flanagan
FOR PACKAGING MACHINES
Electronic, bus-compatible position indicators with target / actual value comparison and intuitive operation
Automated fieldbus-/Ethernet compact actuators: easy commissioning, fast amortization

Mechanically compatible: SIKO positioning systems are mechanically interchangeable

IO-Link in the most compact position indicator

POSITIONING SYSTEMS
SIKO Products Inc., www.siko-global.com
14 PW OCT 2022 NEWS
Grower Trials Grab-and-Go Paper Pack for Larger Apples

Wenatchee, Wash.-based tree fruit grower and packer Stemilt Growers is trialing a newto-the-U.S.-market, grab-and-go paperboard package for its larger-sized fruit—apples, in particular—that offers consumers a curbside-recyclable option for bulk fruit and drives consumer awareness and sales of larger-profile apple varieties. According to Stemilt Marketing Director Brianna Shales, the package, known as the EZ Band, was created in response to the high demand for grab-and-go grocery items during the COVID pandemic and to meet Gen Z consumers’ growing interest in more sustainable packaging
“Not long ago, apple sales were about 80% bulk and 20% in bags or packaging. Those numbers started to skew during and after the pandemic, and we’re now seeing about 60% of apples sold in bulk and 40% in bags,” Shales says. “We simply can’t grow fruit sized only for bags, so we zeroed in on working on a package for bulk fruit sizes that would be easier to merchandise for retailers.” She adds that packs like these for apples are already very popular in Europe.
Stemilt came up with the concept for the EZ Band in-house and worked with WestRock to develop the design. The package comprises a paperboard tray that holds four apples coupled with a paper band that encircles the tray top to bottom. The tray is made from 38-pt paperboard and has end panels that work with the band to hold the fruit in place. The pre-formed and preprinted tray is converted by WestRock; the 60-mm band is supplied by Felins
During packaging, after the apples are sized and graded through an automated process, they are manually packed into the tray. If the trial of the new pack proves successful, Shales says Stemilt hopes to automate this step. Following hand-packing, Stemilt uses an ultrasonic bander, the US-2000 AD from ATS, to wrap the paper band around the filled tray. When complete, Shales says the pack can weigh up to 2.5 lb.

EZ Band four-packs are shipped to retailers in a Euro-size corrugated case that holds 12 four-packs (two layers of six). “The case is intended to help display the bands so that merchandising and grab-and-go out of the box is very convenient,” explains Shales. The apples are sold off the count, with a UPC code printed on the bottom of the band for easy ringing up at the register.
“It’s a new way of packing and selling apples in the U.S.,” says Shales. “These larger sizes are traditionally sold by the pound off a PLU sticker. This new pack is a step towards increasing purchase size and brand awareness while providing retailers with an easy and effective merchandising solution in-store or online. It will move through selfcheckout stations with ease. We also foresee automation capabilities in packing the fruit down the road to bring efficiency to a pack that aims to delight consumers.”
Stemilt introduced the EZ Band in August for its Rave variety apples and for its organic and conventional SweeTango apples in September. Says Shales, “It’s a small trial in the initial year and a great way for us to get feedback on how a pack like this works in the U.S. marketplace.”
—Anne Marie Mohan
ENERGY EFFICIENT DRYING
BOTTLE AND CAN RINSING

DUST AND DEBRIS BLOW OFF

All Paxton Air Systems are custom-engineered to maximize performance and minimize energy usage.
All Paxton Blowers carry a full three year warranty.
NO WATER OR COMPRESSED AIR NEEDED Paxton’s New Ionized Air System replaces both water rinsing and compressed air rinsing, using less energy and no wasted resources.
Paxton’s powerful air delivery removes particulates, dust and debris efficiently and effectively. And if static cling is an issue, Paxton’s Ionized Air Systems dissipate the static then blast the debris away
15
PAXTONPRODUCTS.COM
BY THE NUMBERS
4.4%
The expected CAGR of the global packaging machinery market during 2022 to 2027, reaching a value of $65.6 billion by 2027, according to IMARC Group
$1.1M
The amount awarded to five dairy processors by The Northeast Dairy Business Innovation Center (NEDBIC) for investments in sustainable packaging solutions for the dairy industry
4B units
The combined net capacity of two U.S. Ball Corp. aluminum beverage can facilities—in Phoenix and in St. Paul, Minn.—being shuttered by the supplier due to softening consumer demand for alcohol
€100M
The amount Bayer Consumer Health is investing in its sustainability plan, which includes moving to green packaging for all of its OTC drugs and supplements
“Pet food packaging is an often overlooked waste stream. Most are not aware that pet food packaging usually consists of multiple materials, in most cases aluminum and plastic, which excludes it from curbside recycling. That’s why this waste stream was included in the Walmart Hub Recycling Program—to offer pet parents an easy way to provide the animals in their lives the best nutritionally, without the guilt over the waste the food packaging produces.”
–Tom Szaky, founder and CEO of TerraCycle, in an article from the Tahlequah Daily Press, “Walmart, Sam’s Club recycling packaging”
“At every link in the CPG supply chain, this is a human-powered industry that depends on a robust workforce. Yet at every link in the supply chain, there are labor gaps that must be met, not only to catch up with lingering backlogs but to be prepared for the future. Beyond the pandemic, there are so many factors battering the supply chain—from war in Ukraine to extreme weather— and we can’t let labor shortages continue to be another threat to reliably delivering the products Americans depend on every day.”
–Katie Denis, Vice President of Communications and Research for the Consumer Brands Association (CBA), as quoted in an article, “Food and Bev Firms Will Continue to Face Labor Woes in ’23,” from Powder & Bulk Solids
“One thing is abundantly clear: advanced recycling is not incineration. To encourage the EPA to treat it as such just doesn’t make sense. We were encouraged to see the EPA include advanced recycling in their National Recycling Strategy and continue to support it being an important component in our nation’s efforts to recycle more material.”
–Matt Seaholm, President and CEO of the Plastics Industry Association, in an article from Plastics News, “Congressional Democrats push EPA on chemical recycling”
“The advent of AMRs [autonomous mobile robots] as smarter and more adaptable substitutes to the automated guided vehicles [AGVs] for a wide range of applications in industrial operations is receiving a lot of attention. With advanced mechatronic capabilities, they are becoming an essential choice, particularly amid manpower shortages, as they can move and make decisions on their own.”
–Kiran Raj, Practice Head of Disruptive Tech at GlobalData, in a release from the company, “Autonomous mobile robots become next big bet in industrial operations, finds GlobalData”
16 PW OCT 2022 QUOTABLES

Multilane Coders for Stick Pack and Sachet Machines The iSP The ideal solution for Coding and Marking on VFFS Equipment
The Body Shop is Bullish on In-Store Refill Program

In April, beauty retailer The Body Shop expanded its in-store refill platform across the U.S. for a number of its best-selling products using a system of reusable bottles refilled by store employees from a dedicated station. In this Q&A, Hilary Lloyd, Vice President of Marketing and Corporate Responsibility for The Body Shop North America, outlines specifics of the program, including insights gleaned while developing the system.

Packaging World:
I understand that you installed refill stations at two concept stores in 2019. What did you learn from this experience about creating a successful refill-on-the-go system? Were there any concerns by consumers that had to be overcome?
Hilary Lloyd:
In that implementation, we learned two things. First, convenience is one of the greatest barriers to refilling. We want to make it easier for our customers to reduce their impact on the planet, so since the implementation, we’ve been in constant communication with our community. We want to hear from them so we can implement the changes they want to see. The second thing we learned was that one of the biggest logistical challenges was creating a refill station that works for all our countries and stores, to ensure we can launch in as many stores as possible. Due to the space restrictions in some of our smaller stores, we needed to create two different-sized stations, including a smaller version on wheels. Then, because each market has different regulatory requirements for refilling, we had to find a solution that worked for all markets. We are hoping to continue overcoming some of these challenges as we progress with our ambitious refill rollout.
What are your shower gels, shampoos, conditioners, and hand washes typically packaged in? Will this packaging still be an option once the refill concept has been rolled out across all your stores?
As we work to transition all products to be made of 100% recycled plastic, we already offer all our haircare and fragrance products with packaging made from 100% recycled plastic. We are working to have 100% of our packaging be reusable, recyclable, or compostable and made with at least 50% recycled plastic by 2030 with support from our parent company, Natura & Co. Our other products offered via refill— hand washes, body wash, etc.—are currently packaged with 25% recycled material. This packaging is still an option, however there is a
cost-saving incentive to encourage customers to convert to refillable products. For example, if you were to buy our Ginger Shampoo in its standard pack, you’d pay $12 for 8.4 ounces of product, whereas with refill, you can get 10 ounces of product for $9 when you come back to refill.
18 PW OCT 2022 FIRST PERSON
What are the reusable bottles made from? Why did you choose this material?
The bottles are made of 100% post-consumer recycled aluminum, which is infinitely recyclable. The 10-ounce bottles are durable, easily recycled post-life, and use much less energy to produce than standard aluminum bottles.
I understand you began rolling out this platform in 2021 in 400 stores. What response have you received so far from consumers?













We have had an extremely positive response from our customers in the U.S. and feel really positive about what we’re seeing with adoption rates overall. We’re continuing to look at refill penetration as a percentage of overall sales compared to the standard pack, and our hope is that we’ll continue to see penetration develop as understanding of the program and its availability grows.

In terms of usage to-date, our refill stations are most popular among our younger customers. The demographic most engaged is customers between the ages of 20 to 29. The program is most popular in New York; our top two stores are our NoHo [North of Houston Street] location on 747 Broadway and our Staten Island store.
Globally, we are seeing nearly one in five people return to refill their aluminum bottles with their favorite products—a higher repeat purchase rate than our recycled plastic bottles.
Are you on-track for installing the program in 400 more stores in 2022?






Yes, in the past 12 months, we’ve launched 565 refill stations in more than 40 countries worldwide. By April 2026, we aim to have refill stations in the majority of our stores across the world (about 2,500).
As a brand owner, does this system provide benefits for your company versus single-use packaging, besides making your packaging more sustainable?



As one of the world’s largest B Corporations, The Body Shop meets the highest externally verified standard of environmental performance, accountability, and transparency. The ambitious rollout of refill stations demonstrates The Body Shop’s determination to raise the bar in sustainable and ethical beauty. Offering refills is our closest zero-waste packaging solution, which helps us easily embrace a more circular economy.

What is your ultimate goal for this program? Will you be offering more product categories in reusable packaging?


Our goal is to drive real change and reduce plastic use worldwide. With climate change being the














greatest risk facing the future of our planet, we envision customers continuing to shift their purchasing power in support of businesses like The Body Shop that embrace a circular model and regenerative energy practices and ensure zero waste in packaging. We are currently exploring introducing refillable options on our website and are looking to expand to new refillable formats across other categories such as makeup. —Anne Marie Mohan
Print and Apply Labeling For Tough Situations







Your business runs better when you don’t have to worry about your production line letting you down. With the innovative, leading-edge Label-Aire® Model 3138-TS Printer Applicator, you’ll finally have a labeling solution that works as hard as you do. Its rugged stainless steel and anodized aluminum construction is corrosion resistant providing long-lasting durability and maintenance-free operation in the most hostile environments. The 3138’s toughness is matched only by its advanced features such as a touch screen interface and automatic setup with programmable label pages for quick changeovers for added cost savings.




Contact for your nearest authorized distributor.









 MADE
MADE
label-aire.com | 888.664.8111
FOR
Unleash the tough yet advanced 3138-TS Printer Applicator on your production line.
us
C M Y CM MY CY CMY K LA 001_Half Island Ford Durability.HR.pdf 6 8/11/22 2:46 PM 19
By Eric F. Greenberg, Attorney-at-law
On Contracts with Contract Packagers and Manufacturers
A few months ago, we examined some general information about what makes good contracts (pwgo.to/7730). This month, we’ll focus more specifically on contracts involving contract packagers and manufacturers.
These businesses perform an almost infinite variety of chores for their clients. As a result, while there are some common provisions in all such contracts, it’s darn-near impossible to create an all-purpose, fill-in-the-blanks contract form that can be used in all co-pack/co-man situations. Still, here is some general information.
First thought: A clear and complete written agreement is better than not, but I do recognize that sometimes there isn’t time to get one put together. Just beware that, if there’s no written agreement and a squab ble arises, proving exactly what you agreed to can be more difficult.
Second, if you are a new entrant to the food, beverage, cosmetic, drug, or device world, and are thinking of manufacturing the product yourself, I am comfortable offering this advice to pretty much all of you: Do not. There are simply too many regulatory obligations for beginners to comfortably take on quickly. Facilities making, holding or even just re-packing FDA-regulated products have obligations that may include quality systems, preventive controls, Hazard Analysis and Critical Control Points systems and record-keeping, sanitation, facility registration, and others, all of which require some training and expertise. Maybe you could hire the expertise you need and build or fit-out a facility, but my guess is that it’s almost always a lot cheaper to simply hire a factory that is compliant.
Third, while the business considerations relating to pricing, quantities, and delivery dates might get the most attention, a key consideration when putting together a co-pack/co-man agreement is being as clear as possible about who will do what. Which of you—the co-pack/co-man or the client company—will be specifying suppliers or supplies? Which of you pays for them, and when? What happens to leftover supplies? For example, what if the client decides not to order the 100,000 units you’re prepared for, but only orders 5,000, and you’ve bought all the supplies, added personnel, or even bought equipment?
Also, be clear about which of you will assure the products meet your specifications, based on testing or inspections for example. And, what if the co-pack/co-man figures out, once the work begins, that the job takes more labor or time than either of you anticipated? Can the price or the delivery date, or both, get changed?
And, both the factory and the client would do well to get some limits on their indemnification obligations if they can. Sure, you can agree to cover the other folks’ expenses if you make a mistake (backed by insurance, ideally), but for gosh sakes try to get some limits on your liability so you don’t end up, for example, responsible for all the lost value to the other party’s brand that results from your mistake.
Those limits can take many forms, but are sometimes keyed to, for example, the limits of insurance coverage, or a specific dollar amount, or by exempting specific types of money damages.
Remember, while a contract with the other party can say they will indemnify you for any regulatory violations that are their fault, that can mean they’ll cover your costs, but that can’t get you out of trouble with FDA. You’ll still be responsible for any regulatory violations of the product you cause to be put into commerce.
What’s more, what if a potentially dangerous product problem is discovered but the client company and factory don’t agree on whether a recall should be conducted? Whichever side of the deal you are on, you’d be well-advised to account for how to handle such things in a written agreement.
If you’re a client of a co-pack/co-man, one important consideration is the degree to which the company you entrust with packaging or making your product has top-notch quality standards, and will maintain quality going forward. Don’t be shy about asking within your agreement for specified standards to be met, and for reporting problems to you if they arise. Also, think about whether you want to visit the factory before and during your products’ runs. These will not be new ideas to reliable co-pack/co-man operations, and are often agreeable.
Fourth, here’s an interesting nuance when food and other FDAregulated products are involved: Who’s liable if it’s adulterated or misbranded? The short answer is, potentially everyone, including the factory and its client. The FDA’s key law, the Federal Food, Drug and Cosmetic Act, recites a long list of prohibited acts. The law says, for example, that doing, or even merely “causing,” any of these in interstate commerce is prohibited: Introducing an adulterated or misbranded product, adulterating or misbranding it, or receiving it.
Finally, if you have any doubt that everyone in the chain of commerce has potential FDA liability when unlawful FDA-regulated products are sold, see the August Warning Letter FDA sent to Amazon. com, Inc. for its distribution to consumers, via its fulfillment service, of unapproved new drugs after sale of them on its website. FDA said that was a violation of the prohibition against “introducing or delivering for introduction” of illegal products into interstate commerce. The fact that Amazon did it on behalf of third parties did not matter.
Your contracts can improve with experience, which is to say that mistakes can glean learning: Clients have told me they include many contract provisions like those mentioned above after having neglected to do so in the past. PW
The author serves as general counsel to the Contract Packaging Association, the leading membership group for companies that co-pack and co-manufacture various types of products, and their suppliers.
Eric Greenberg can be reached at greenberg@efg-law.com. Or visit his firm’s website at www.ericfgreenbergpc.com.

20 PW OCT 2022
THE LEGAL SIDE INFORMATIONAL ONLY, NOT LEGAL ADVICE.










Our Multi-Head Combination Weighers deliver a high-quality build backed by our industry-leading customer service. High Tek USA knows that the food industry needs the best performance, with the best options all in one reliable and lasting solution. • 10.4” Color Touch Screen • Fully Enclosed Radial Feeders • Wash-down Models Available • Easy Access to Breaker for – Lock Out Tag Out • Achievable Speeds of up to 150 BPM • Load Cell Technology for ln-feed Detection • Available in 10, 14, 16, 20 & 24 Head Models • Easy Removal of All Parts for Cleaning • Optional Timing Hoppers & Diverting Hoppers Multi-Head Combination Weigher . Watch Our Weigher in Action!
By Sterling Anthony, CPP, Contributing Editor

Vertical Form Fill Seal 101: Key Considerations
As the name implies, vertical form/fill/ seal (vf/f/s) machines form, fill, and seal packages in a vertical orientation. The machines convert films and other flexible substrates into bags and similar packages. The machines are used in a variety of industries, for diverse products with diverse requirements. There are similarities among users, though. The products, like liquids, powders, granulates, grains, and certain bulk items, all have flow properties.
Despite their seemingly do-all nature, vf/f/s machines are not stand-alone operations. They must be integrated into a production line, between upstream and downstream operations. The integration imposes decisions in aiming for the optimal fit. A reasonable start is an understanding of certain basics about vf/f/s machines, in the sequence of the three functions.
Forming. A roll of substrate is placed onto an unwinding roll. The substrate is pulled up, and then around and over rollers, to a forming collar and around a forming tube. The substate is formed into a package, the width of which is determined by the shape and size of the tube. The length of the package is determined by the programed distance in which side-positioned drive belts pull downward.
Filling. Positioned above the vf/f/s machine is a feeding (also called dosing or weighing) station. It drops product into the forming tube and into a package that has been given back and bottom seals (described in the next section). Dry product typically travels on an incline conveyor up to the feeding station. Liquids are pumped.
But the better concept is value, or benefits received at that price. Even then, a useful caveat is that you don’t want to pay for unneeded features and capabilities. That said, it could be prudent to exceed present needs in consideration of foreseeable future needs. Examples: a continuous-motion machine instead of an intermittent-motion one, or an operating speed further along the high-end of the spectrum.
All vf/f/s machines are a capital investment, so the reputation and experience of the manufacture counts greatly. Length of time in business and the number of installations in the given industry are key considerations. Other ones are the manufacturer’s after-sell service, parts inventory, etc. Trial runs always are revealing. As such, look for a manufacturer that can deliver samples from a supplied roll of substrate.
The machines should be of a sturdy construction, primarily consisting of stainless steel. The construction should be easy to clean or hose down, a factor that’s especially true for food and beverage applications.
Because of their verticality, the machines have a smaller footprint compared to horizontal machines, thereby saving floorspace.
Because of their verticality, the machines have a smaller footprint compared to horizontal machines, thereby saving floorspace. But that characteristic should not be exploited to extremes. A machine should reside within an un-cramped perimeter that allows for convenient and safe access by personnel who operate, troubleshoot, repair, and otherwise interact with the machine. The same perimeter should allow convenient and safe avoidance by personnel who have no interactions with the machine.
Sealing. First, vertical jaws seal the back of the package along its length. There are two types of vertical seals: overlap (or lap) and fin (or fold-over). They differ in how the inner and outer surfaces of the substrate are sealed together. An overlap seal is inner-to-outer and a fin seal is inner-to-inner. The difference in seal width, and therefore material usage, is negligible, and neither seal is inherently stronger. The choice depends on the substrate. For example, an outer surface that’s not readily heat-sealable is not compatible with an overlap seal.
Next, horizontal jaws seal the bottom of the package and, after the previously described filling is performed, seal the top of the package. The top seal is cut crosswise, allowing the separated package to fall onto a collection surface, such as a conveyor. After the cut, a portion of the top seal remains and becomes the bottom seal of the next package.
Decision-making considerations. All vf/f/s machines perform their namesake functions. So how does one decide among the offerings of the multitude of manufacturers? Sure, price is important.
An easy-to-overlook consideration is how quietly (or noisily) a machine operates. Factories generate a non-symphonic mix of sounds, from production line stations, material handling equipment, etc. The higher the decibel, the more disruptive it can be to personnel-to-personnel communications.
Then there’s the controls cabinet, typically located at the side of the machine. Inside are the electrical components, which should be evaluated in terms of how state-of-the-art they are. On the outside are the operator’s controls. It has become common for those controls to be presented on a touchscreen. The extent to which the choices on the screen are easily understood, or even intuitive, bears directly on how sophisticated (and, therefore, time-consuming and expensive) operator’s training needs to be.
Whereas this article does not exhaust the topic, it examples the breadth of analysis required in the acquisition of vf/f/s machines. And if a company, instead, goes the route of a contract packager, the presented information can be modified accordingly.
Next month’s article will be on substrates for vf/f/s machines. PW
22 PW OCT 2022
THE BIG PICTURE





Krones, Inc. 414-409-4000 sales@kronesusa.com www.kronesusa.com PACK EXPO International 2022 Chicago, IL, October 23-26 Booth #S-2830 Solutions beyond tomorrow
By Anne Marie Mohan, Senior Editor

Laptop Box Converts to Computer Stand



The durable goods market is not one that usually gets a lot of attention when it comes to sustainable packaging. However, many durable goods providers, including those operating in the computer hardware and electronics space, have made commitments around reducing the environmental footprint of their packaging that mirror those of Consumer Packaged Goods brands. ASUS, a multinational provider of computer and phone hardware and electronics based in Taiwan, is one such company.
“In 2021, ASUS adopted the ‘double materiality’ methodology from the EU to define our key focuses and goals,” shares Jennie Lin, Deputy Division Director of ASUS ESG [Environment, Social, and Governance].
“The company’s commitment to sustainability includes Climate Action, Circular Economy, Responsible Manufacturing, and Value Creation, with a net zero roadmap, supplier code of conduct, use of post-consumer recycled plastics, and adherence to—or surpassing of—Energy Star ratings. The company’s sustainability mission is to ‘strive to be among the world-class greentech leaders and to provide valuable contributions to humanity.’”
Based on the circular economy focus, ASUS is dedicated to transitioning from passive pollution prevention to active prevention and regeneration. Among its ambitious sustainability goals, the company has pledged to increase its use of environmentally friendly materials in its products and packaging by 100% by 2025. For packaging, this includes Forest Stewardship Certified and recycled paper and bio-based materials. In 2019, the company went from 70% to 80% recycled pulp in its packaging to 90%, and in 2020, it adopted FSC paper. In 2021, ASUS used 20,670 tons of recycled pulp its packaging.
With its launch in September of the new ExpertBook B9 14-in. laptop for consumer and business use, ASUS has gone a step further in advancing the sustainability of its computer packaging. Not only is 95% of the box made from FSC Mix paper—meaning all wood, paper, and/or other wood-based materials within the product come from FSC-certified material, recycled material, or controlled wood—but it is also designed to be repurposed as a
computer stand.
“Customers are usually excited to open their new laptop,








According to Mig Kao, Senior Director, ASUS Design Center B9, Packaging Design Team Leader, making the transition to 90% recycled pulp involved working with paper producers and converters to balance the need for durability during transport of the laptop with the consumer unboxing experience, as well as addressing issues in manufacturing and assembly.
ASUS, we considered how we could
going to a landfill and create awareness for our customers at the same time.”
“Customers are usually excited to open their new laptop, but they promptly discard the packaging,” says Kao. “At ASUS, we considered how we could make the package an accessory for the notebook to prevent this, so we created the stand design to give the packaging a second life. The goal was to prevent the packaging from going to a landfill and create awareness for our customers at the same time.”
packaging department, a division established specifically to focus on


























The multipurpose box was designed by ASUS’s in-house packaging department, a division established specifically to focus on packaging material research and innovation. “In the early stages of design, ASUS conducted a comprehensive user experience discussion and related user experience test to ensure they could fold the packaging into the stand easily,” says Kao. “To make the process simple, we chose to use the design of magnetic suction to complete the assembly. To ensure that the products could be safely delivered to users, we went through rigorous testing in the ASUS internal laboratory.”
Instructions on assembling the stand are printed on the outer sleeve of the accessory box inside, “so the user can discover this innovative design at first glance,” says Kao. While the goal is for the box to be converted into a laptop stand, it is fully recyclable if the consumer decides to discard it.
and regeneration. Among its ambitious sustainability goals, the packaging, this includes Forest Stewardship Certified and recycled to 90% recycled pulp involved paper at first glance,” says Kao. box to be converted into a
According to Kao, ASUS has received positive feedback from users “who love the packaging design.” He adds, “They like both the aesthetic and the option to continue using it as a stand, and they’ve described the packaging as useful and environmentally conscious.” —Anne Marie Mohan
According to Kao, ASUS has received positive feedback from design.” He adds, “They like both the aesthetic and the option to continue and the packaging as useful and environmentally conscious.” —Anne Marie Mohan within be

24 PW OCT 2022 SUSTAINABLE PACKAGING
working with











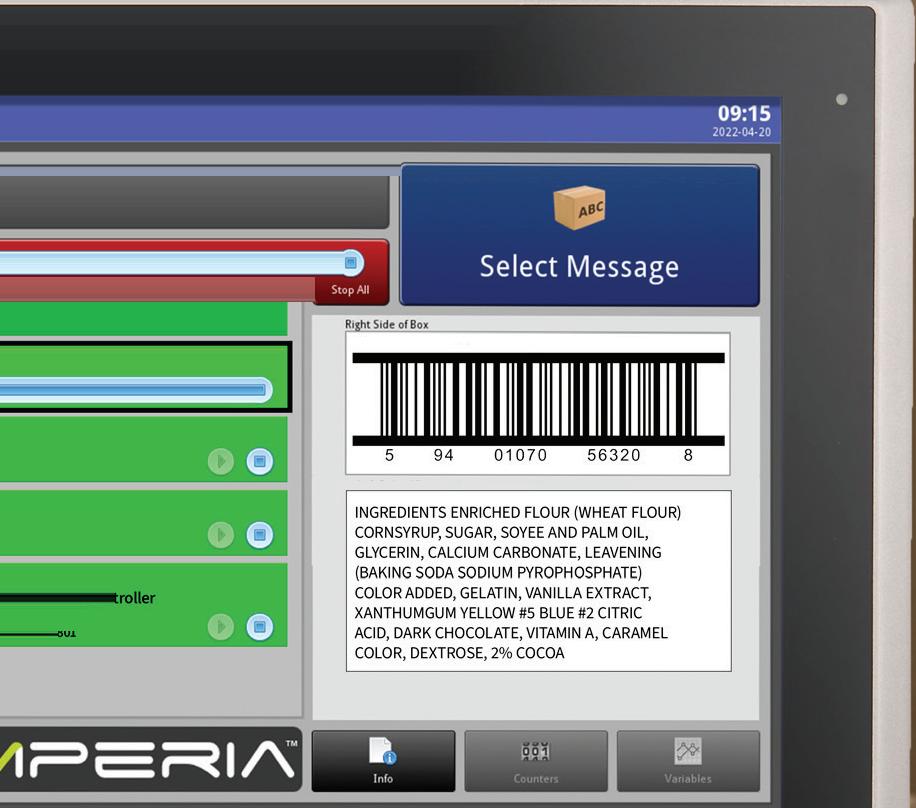

matthewsmarking.com/mperia Less Effort, More Control A marking platform that adapts to you, not the other way around. MPERIA® MAKES INTEGRATION EASY: + Flexible and scalable platform for end-to-end automation + Integrates easily with PLCs and ERPs + Intuitive operation boosts productivity + Assured data security and integrity
WHAT YOU’LL LEARN
‘Home-grown’ Direct-to-Shape Printing


The self-described ‘super nerds’ who launched Juno DTS a few years back have come up with a modular and scalable way of digitally printing aluminum cans at 400/min.
Low volume, high mix cans
By Pat Reynolds, Contributing Editor
Proprietary machine design
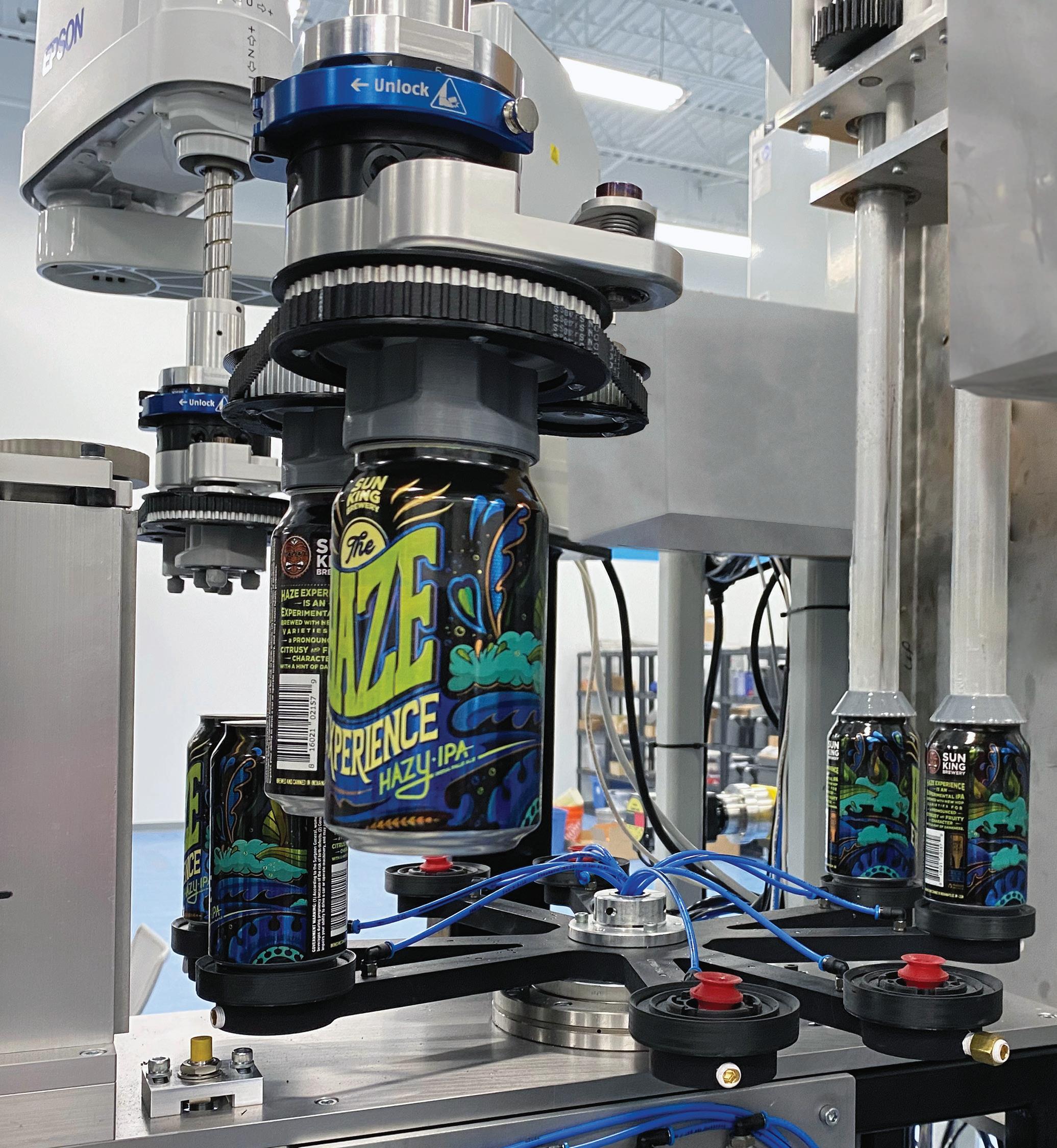
Direct-to-shape digital printing of cans is coming on strong these days. But while most directto-shape digital printing rms rely on printing technology from a known OEM—Tonejet, or Hinterkopf, or LSINC—Juno DTS chose a more adventurous route when they launched their business a few years ago. Nick DiBlasi, Co-founder and CEO of the West Chester Township, Ohio startup, puts it this way.
“We’re a bunch of super nerds who decided to make our own direct-to-shape printing equipment. It’s homegrown technology, meaning we designed our own circuit boards and our own hardware and software to drive things. And from the start we fully intended to run it ourselves as a commercial printer as opposed to selling it as an OEM would do. Taking objects that are not at and printing on them is just not an easy thing to do, and we felt we had the best chance of success if we proceeded this way.”
One thing that is decidedly not home grown is the ink jet print head used by Juno. It’s the 1003 GS6 from Xaar. As for the UV-cured inks that are involved, these are considered proprietary. “We had to go through failure after failure before generating the right ink set,” says DiBlasi.
When asked what kind of resolution the Juno technology is capable of, DiBlasi says this: “The Xaar print head is 360 DPI. But because we have such ne control over the surface being printed, we can in theory create any resolution anyone would ever need.”
A number of elements in the Juno DTS technology fall into the “secret sauce” category, so they can’t be described here in any great detail. But a look at how cans move through the process is still instructive. It’s also quite impressive con-
 Cans exit the printing module by way of a SCARA robot equipped with customized end effectors (A and B) that place cans two at a time on a rotating transfer wheel. Another robot has end-of-arm tooling (C) that picks two cans at a time from the transfer wheel by plunging to the interior can bottoms so that vacuum pickup cups can af x themselves to the internal surface of the can bottoms.
Photo
Cans exit the printing module by way of a SCARA robot equipped with customized end effectors (A and B) that place cans two at a time on a rotating transfer wheel. Another robot has end-of-arm tooling (C) that picks two cans at a time from the transfer wheel by plunging to the interior can bottoms so that vacuum pickup cups can af x themselves to the internal surface of the can bottoms.
Photo
26 PW OCT 2022
C B A
1
sidering how sophisticated such things as depalletizing, palletizing, and robotic can handling are.
Depalletizing comes rst, of course, and it’s done by a DPL-1000 high-level bulk depalletizer from Codi. It sweeps layers of cans—389 per layer in the case of 12-oz cans—onto a conveyor at overhead level. The cans hit a rail that causes them to gently make a 45-deg sidetransfer with the aid of a second conveyor belt that moves faster than the mass conveyor. This narrows the mass ow to a manageable width. So when cans reach the vacuum decline belt, it’s easier to narrow them further.

Once cans reach oor level, they enter a 12-ftlong accumulation conveyor that advances them ve across. At the end of this conveyor is another conveyor whose four parallel belts each run at progressively faster speeds. This causes the cans to be gently single led as they make the turn that leads them into the digital printing station.


Connect with Suppliers Fast

PMMI ProSource is a free online directory with 900 categories of validated suppliers of packaging machinery, materials, and service solutions. With a powerful search engine and the ability to filter solutions by machine feature and package type, ProSource brings vetted suppliers to you. Visit www.prosource.org today.
Cleaning is crucial
Ahead of printing, however, some very important cleaning takes place. “The cans arrive coated with some of the oil or wax that the can makers use in the necking-in process,” says DiBlasi. “If you try to print on top of that, nothing good happens. So we have developed proprietary technology to clean and pretreat the cans.” Needless to say, this is one of those “secret sauce” areas that Juno is reluctant to talk about in any detail. The same reluctance applies where printing is concerned. What we do know is that printing is
done on an intermittent-motion basis and that multiple modules are involved. It’s this multi-module characteristic that makes it possible to handle 400 12-oz cans/min. DiBlasi adds that a variety of sizes are being printed, including 16-oz cans, 16-oz slims, and 32-oz crowlers.

As soon as cans are printed, they pass through UV LED curing lamps supplied by Phoseon. Then the cans exit the printing module by way of an Epson SCARA robot equipped with an end effector supplied by sys-











INNOVATION
DRIVEN BY
SAFETY / FLEXIBILITY / PERFORMANCE

Columbia’s innovative and flexible palletizing solutions are engineered to meet the unique needs of any application. We manufacture high level, floor level and robotic palletizers, load transfer stations and provide complete system integration.








LEARN MORE

WWW.PALLETIZING.COM / 800 628 4065
27
tem integrator IQaE. These end effectors use spring tension to grip the inside neck area of the can, so it’s a mechanical as opposed to vacuum principal. In Photo 1 on page 26, the end effector in the foreground (A) holds two cans that have just been pulled from the printer. The end effector in the background (B) has just deposited its two cans on the outfeed vacuum transfer wheel. These two end effectors constantly reciprocate back and forth to provide a steady supply of cans to the



















vacuum transfer wheel. This wheel rotates clockwise to a position where another Epson robot has end-of-arm tooling (C) that plunges to the bot tom of two cans so that vacuum pickup cups can affix themselves to the interior can bottoms. The tooling then places both cans in the carriers (Photo 2) of the servo-driven dual conveyor supplied by Direct Convey ors. “These end effectors are servo-driven,” notes DiBlasi. “So if we go to a new can size that requires a shorter or longer stroke to reach the can bottom, that change can be quickly made at the touch screen.”














What’s not visible in Photo 2 is the dual conveyor’s second lane, which is actually right behind the steel wall visible in the photo. What is visible in the back ground of Photo 2 is a second Epson robot that is put ting cans into the dual conveyor’s other lane.











The end-of-arm tooling that picks cans from the rotating transfer wheel places both cans in the carriers of the servo-driven dual conveyor. Visible in the background behind the steel wall is a second robot that is putting cans into the dual conveyor’s other lane.

 Photo 2
Photo 2
28 PW OCT 2022
Each lane of the dual conveyor is inde pendently driven by a closed-loop stepper motor from Oriental Motor. Each motor includes an integrated absolute encoder that produces highly accurate and repeat able positioning of each conveyor lane. This is critical in getting both conveyors to stop at a precise position for the robotic pick-and-place operation.
Held in the carriers of the dual convey or, the cans at this point have been coated with a “highly cross-linked bake-on var nish” similar to what is used widely in the beverage can industry today. It safely traps the inks and protects against any scuffing.











Custom design



“Direct Conveyors did a great job of cus tom design involving servos and toothed timing belts that allow us to advance and accurately position the carriers just where they need to be for the next part of the process,” says DiBlasi. The next part he refers to is a stop at a station where a two-axis gantry robot from Macron Dynamics uses vacuum pickup to pick 20 cans and place them on the infeed belt of a HeatTek
A two-axis gantry robot uses vacuum pickup to pick 20 cans and place them on the infeed belt of an oven that cures the varnish.



oven that cures the varnish. Once relieved of their 20 cans, the 20 empty carriers travel back underneath the incoming flow of cans so they can be replenished with cans to be carried to the HeatTek oven. DiBlasi says

THE


















The BEL 5150E is designed from the ground up to work with any e-commerce system so it can adapt to your needs. Integrate with any input device or your ERP/e-commerce system to trigger automatic size changes for quick and ergonomic case forming, packing and sealing. Visit our website to book a free virtual demo today!

Wexxar@ProMachBuilt.com | 1.888.565.3219 | www.Wexxar.com
ONLY CASE FORM, PACK & SEAL SYSTEM MADE FOR E-COMMERCE 29
that mastering this important transition into the oven was not exactly a walk in the park.

“One big challenge is that the oven conveyor is continuously mov ing,” notes DiBlasi. “Originally we were pulling the end effectors straight up once the cans were released. But even though the oven belt is mov ing slowly, it still resulted in the cans being knocked over as the end effectors ascended. So we had to synchronize the servo motors respon sible for the actuation so that the upward motion of the end effectors was compatible with the forward motion of the oven conveyor. “ Very helpful in this crucial transfer of cans into the oven are the two VPL ser vo motors from Rockwell that actuate the Macron gantry robot. “They have power and encoder running through the same cable, which really simplifies things,” says DiBlasio.


All that remains at this point is palletizing. Like depalletizing, it’s done on an overhead system from Codi. According to DiBlasi, the pal letizer is the result of a “unique development” by Juno and Codi. “It’s an excellent piece of equipment,” says DiBlasi. “It involves a vacuum eleva tor that turns the cans in this really neat S-shaped motion as it elevates them to the overhead palletizer.”
Now being finalized is the addition of an ionized air blast on the vacuum elevator that will clean out the inside of each can just before it gets palletized. “It’s not really essential, because our customers clean the cans prior to filling,” notes DiBlasi. “But why not seize every possible opportunity to ensure cleanliness at every step along the supply chain?”

One other initiative soon to be offered by Juno will be well received





















 A member of Festo Group
A member of Festo Group
Slide into Success Whether you stay standard or go custom — we’ve got you covered. F A k . Ch h h x h . W v h h k . O : • M : k • A z k • S • Various mounting configurations • M And, we will design, prototype and deliver custom solutions to meet your specifi c application requirements. F A
FABCO-AIR www.fabco-air.com MADE IN GAINESVILLE FLORIDA 30 PW OCT 2022
by beverage companies who, for a wide variety of reasons, find them selves in possession of cans printed with the wrong graphics. Typical ly this kind of thing happens when the graphics were suitable for a seasonal or sports-related theme and within a few weeks or months
they become obsolete. Such inventory, historically at least, will likely just go to a recycler, or perhaps some beverage com panies might be able to put shrink sleeve labels over the graphics. But what Juno will do is “mask” them in yet another of their proprietary technologies so that they can then be digitally printed just as bright stock cans are printed.

DiBlasi is the first to admit that getting to the point where Juno’s at today, where digitally printed cans are rolling out the door, took considerably longer than he originally imagined. Covid-related supply chain issues were part of the reason. But perhaps the biggest hurdle was the simple fact that direct-to-shape digital printing is extremely difficult to do—especially when your goal is to do it at 400 cans/min. “One thing that helped us a lot was real izing early in the process that we weren’t just building a printer here,” says DiBlasi. “We had to build a complete system that took into account not just print heads and inks but also can handling and the all-important cleaning and varnishing steps. Had we just focused on the printer, we’d have gotten nowhere.” PW


 ustsubaki.com
ustsubaki.com

©️2019 U.S. Tsubaki Power Transmission, LLC All Rights Reserved. Want us to optimize your operations? That’s what we do. Call us today to schedule an on-site visit 800-323-7790 ROLLER CHAIN SOLUTIONS THAT OPTIMIZE OPERATIONS. YOUR FOR No matter how tough the challenge, our complete range of innovative roller chain products can help you keep your business running smoothly. That’s what you can expect from your trusted, reliable sidekick. SUPER STAINLESS™ CHAIN A PERFECT USE FOR THE NEW... › Stainless steel chain with carbon steel strength › Up to 6x stronger than ordinary stainless chains 31 Juno makes good use of vacuum conveyor transfer to bring unprinted cans down from the overhead depalletizer (opposite left), and to move finished cans up to the palletizer (above).
WHAT YOU’LL LEARN
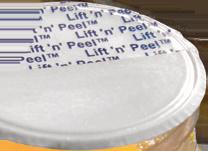
Milk Bank Turns to Induction Sealing to Prevent Leaks
Leaks during pasteurization were resulting in unacceptable loss rates for donor human milk until Mothers’ Milk Bank of Florida found an induction sealing solution that lets operators take advantage of higher capacity, full-submersion pasteurization.
By Matt Reynolds, Chief Editor
Some of the most fragile infants depend on Mothers’ Milk Bank of Florida and its mission to provide safe, pasteurized donor human milk (DHM). The donated milk is distributed by prescription to babies that are preterm or are medically vulnerable, when the amount of milk from the infant’s mother is not quite enough to meet her baby’s nutritional needs. Breastmilk is vital for infants that are born premature or with certain medical conditions who need that milk to dramatically improve their chances to survive, grow, and thrive. Since human milk is speciesspecific, its bioavailability is nearly 100%, making it far more valuable and nutritional than formula.
Once the sealed containers are pasteurized, they are place in frozen storage until being shipped to hospitals to help newborns in need.
In general, neonatal milk is pasteurized in-bottle, “like Vlasic pick les,” jokes Kandis Natoli, PhD, the Executive Director at MMB, and an IBCLC (International Board-Certified Lactation Consultant) and Regis tered Nurse. Bottles are heated to 62.5°C for 30 minutes in pasteurizers. For years, MMB had used a labor-intensive pasteurization method that involved hand-tightening a cap. The insecure seal with this manual clos ing method didn’t allow for higher-capacity full-submersion pasteuriza tion, so smaller pasteurization runs were all that were available.
“It used to be that we hand-poured all the bottles. And the type of bottle that we were using, we couldn’t submerge it in a pasteurizer,” Natoli says. “And as they were putting the caps on, one of my employees bruised her hand. I didn’t know you could bruise the palm of your hand.
“So, we made some big changes,” she continues. “As a first step, we invested in a different kind of pasteurizer and a dif ferent kind of bottle—a bottle that could be sealed [thus submerged completely for pasteurization]. But the sealer we were us ing at first just wasn’t sealing consistently.”
Ensuring the safety of the milk supply entails careful donor qualifi cation—similar to blood or human tissue banks—and precise labeling for tracking and tracing every unit of donated milk back to the original donor.
Each donation of milk is diligently tracked from receiving, to pro cessing, to delivery at neonatal intensive care units. Processing includes nutritional analysis, bottling, and pasteurization. Each batch of milk is tested after pasteurization to certify there is no bacteria in the milk.

In fact, thanks to these bad seal in a full-submersion pasteurizer, the rate of loss was alarming. In a good run, as few as one in 10 bottles were lost, and some times as many as four in 10 were lost.
“That milk is irreplaceable. I can’t easily get more milk,” Natoli says. “In a given year, Florida might have 200,000, maybe 250,000 births. And out of all those births, only one in 500 of those mothers will become a donor because a lot of women just don’t have that kind of surplus milk. They make just enough for their own baby. In fact, you hear a lot more about women who feel they don’t have enough milk. It’s not a com modity that we can waste; we have to be good stewards.”
Hand-held induction sealing Database-connected coding & marking
Operators at Mothers’ Milk Bank induction seal 100-mL rigid bottles prior to pasteurization.
32 PW OCT 2022
Lean Philosophy Leads to Process Implementation
Mothers’ Milk Bank of Florida is a member of the Human Milk Banking Association of North America and as such needs to follow strict standards to optimize the safety and quality of the milk. Under the guiding philosophy of Lean Manufacturing, Mothers’ Milk Bank applies the Usability Theory to test new products and procedures that might impact the donor milk. It asks a series of three questions: Is it accurate, precise, and reliable? Is it efficient with time, effort, and space? After staff accommodate to the change, do they find it preferable, easier, and better? Those three questions were posed when validating the new Enercon induction sealing and pasteurization process.
“The answer was a resounding yes to all three questions,” says Natoli, who’s productivity almost doubled when she combined induction sealing with a highcapacity pasteurizer. “The third question, regarding user-friendliness, was especially important to us. We wanted to know if the user likes it better than the previous process Sometimes you have a process that might be a
tough learning curve, but then ends up being a wonderful thing regardless. Or sometimes it’s just easy right out at the starting gate, but as long as over a certain period of adaptation, the user prefers it, it’s a winner for us. But this was a winner right out of the gate. It was very easy. I would say inside of a week, we were very proficient.” PW
•
PROCESSING AND PACKAGING SOLUTIONS


•
•
•
•
•
•
•
With product as valuable as donated neonatal milk, any loss is bad, but pushing 40% loss was unac ceptable. The clinic needed a leak-proof solution and heard about Enercon through a medical equipment sales representative that provides tools and consum ables to neonatal intensive care units.
Since then, the organization has ordered two Super Seal Juniors from Enercon to seal its 100-mL polypro pylene bottles with 38-mm caps from UK-based sup plier SteriFeed, who also manufactures the pasteuri zation equipment. The hand-held induction sealer gives a leak-proof, hermetic seal that allows full sub mersion for in-bottle pasteurization.

“We have found our Super Seal Juniors to be a per fect fit for our operation. Customer Service is optimal and includes tips for best practice and troubleshooting when using new seals or bottles,” Natoli says of the new system. “And now, we don’t have to throw away any more bottles because of broken seals or ineffec tive sealing.
“The whole process is so much better than what we were doing before, first with not being able to sub merge the bottles,” she adds. “And we had to babysit the pasteurizer the whole time to watch the tempera tures. Now, the machine does it automatically because we can submerge the bottles, and we don’t have to worry about leaks or waste. We went from being able to do 50 bottles in a run to 143 bottles in a run for the standard 100-mL sizes.”
Helping you bring your best products to market.
We are successful when you are successful. That’s why we apply creativity, engineering excellence, and determined perseverance to every
Delivering Results. With Heat and Control, you have a partner with the scale to support your success, the innovation to advance your operations, and a commitment to quality that will help you offer better products for consumers. | heatandcontrol.com

Oct. 23-26, 2022 Booth N-4706, McCormick Place Chicago, IL USA

92 91 97 98 34 108 94 116 17 20 107 32 99 36 42 0842 2 ~2~ ~2 26
project to help our customers get the performance their business demands—whether measured by flavor, efficiencies, sustainability, improvement, or innovation.
Food processing systems
On-machine and process area seasoning application
Conveying and product handling
Multihead/combination scale weighing and filling
Snack bagmaking and case packing
Metal detection and x-ray
Check weighing and seal checking
Controls and information systems
LOOKING BACK. PRESSING FORWARD. ALWAYS INNOVATING. info@heatandcontrol.com
33
Labeling, Tracking and Tracing Schema







“Each batch is individual, and every bottle has its own num ber,” Natoli says. “Like any human tissue, human milk must be traceable back to the original donor. If there’s one thing we learned through the suffering of the blood banking industry and other tissue banks during the HIV epidemic in the ’80s, we learned how to trace and track.”
That means label ing for track and trace is essential. But since donor milk is a single item ingredient—human milk, with no additives— no special ingredient information is required on the label. There are human milk-derived formulas on the market that fall under a different labeling schema because producers are adding ingredients or nutrients, like iron or phosphorus. That’s when it becomes formula, and is no longer a single item ingredient, thus the labeling require ments are different.


“But for the non-profit milk banks like ours, dealing with a single item ingredient, our label is small, has our name on it, has two-dimen sional barcode on it. And it has the expiration date and we do post the calories categories on the label,” Kandis Natoli, PhD, the Executive Director at MMB, says. “We have 20-, 22-, and 24-calorie varieties, and

we have a low-fat variety for special cases when the baby’s not able to tolerate much fat in the milk. And we just separate that by gravity separation or centrifuge, but again, it’s still a single item ingredient.”
Labels are printed on a Zebra label printer connected to the MMB database. Natoli says the printing, coding, and marking company has been a good resource for MMB as well.


“That’s because one of our founding recipient facilities, one that worked really hard to help get this milk bank open, really needed us to
 Enercon’s Super Seal Junior Cap Sealer system used at Mothers’ Milk Bank.
Enercon’s Super Seal Junior Cap Sealer system used at Mothers’ Milk Bank.
#4721 •Robotic Palletizers •Integrated Bagging Lines •Collaborative Robots Let’s talk about your project today! Visit our website! 34 PW OCT 2022
put that label on the cap instead of the bottle,” Natoli says. “Zebra had to help us work out a way to keep the label small enough and shaped to fit on the cap. They had to work with the company that does our da tabase to make that possible as well. But scanning it by the cap works better for us, and we can scan while it’s being pasteurized. The hospitals and other recipient facilities end up preferring it since they treat donated, pasteurized milk almost like a medicine and label it themselves when it arrives. With our label on the cap, they can wrap their label around the rigid bottle.”
Finally, since donated milk isn’t a consumer prod uct and spends no time on retail shelves or in typical supply chains, no tamper evidence is necessary. Pas teurized, bottled milk goes from MMB’s freezer stor age to a transport carton, then directly to the neonatal intensive care unit.















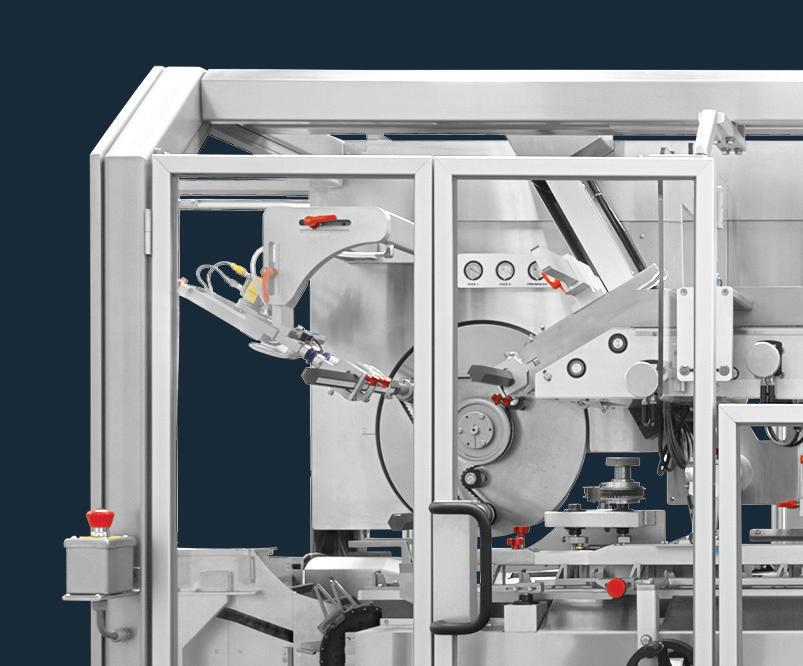
Between diligent track and trace practices in label















35
better products. better solutions. (860) 769-5500 | info@mknorthamerica.com www.mkversaflex.com Modular Solutions for Packaging Applications VersaFlex Flexible Flat Top Chain Conveyors 3-Dimensional Product Conveying — Straights, Curves & Inclines Alpine, Wedge & Vertical Configurations Chain Widths from 63 mm to 295 mm Lengths up to 40 m & Loads to 440 lbs Ideal for product and small pallet or puck conveying Since 1988 we’ve been providing not only a better product, but also a better solution for all types of packaging applications.
WHAT YOU’LL LEARN
New Baggers Keep Coffee Flowing at Co-Packer
Coffee Support installs two vf/f/s machines to produce pillow packs from 2.5 to 14 oz with maximum flexibility and minimal changeover time, as well as dependable support from the supplier.
Vf/f/s co-manufacturing/co-packing
By Anne Marie Mohan, Senior Editor

Coffee Support installed two Mercury vf/f/s baggers from Matrix to produce pillow packs ranging from 2.5 to 14 oz for its craft coffee clients.
Co-manufacturer/co-packer Coffee Support of Phoenix opened in 2021 as a supplier of specialty coffee products for shops wishing to scale up their business without investing in machinery, labor, or production space. Based on the custom-crush model used for wine, the company offers services that include sourcing of green coffee, roasting, cold brewing, and packing. In addition, the CM&P can help its craft coffee clients create custom blends and design and procure packaging.
Coffee Support’s reputation is built around dependability and service. Unfortunately, the same can’t be said of a packaging machinery manufacturer that in fall 2021 supplied the CM&P with a vertical form/ ll/seal machine. Less than a week after installation, the machine was down for maintenance, with the supplier offering no immediate options for support. Before the ink was barely dry on the contract, Coffee Support cancelled the agreement.

To nd a replacement, company owner and CEO Jason Kyle and Executive Vice President Burke Hodge attended PACK EXPO Las Vegas 2021. It was here they encountered Matrix Packaging Machinery, a ProMach product brand, and its Mercury vf/f/s machine. Finding the bagger to be ideal for their requirements, Kyle and Burke purchased two units on the spot.
“The speed of the equipment was perfect for our needs,” says Kyle. “The reputation of reliability and service were also big factors in our decisions.”
Support extends to pillow packs
Coffee Support operates out of a 40,000-sq-ft facility with eight employees, running packaging equipment from a number of suppliers, including Weigh Right, Codi, and Torr Industries, among others. Its largest customer is a food distribution company doing around 800,000 lb per year of roasted coffee. Its smallest client is a startup cold-brew company doing one pallet of canned cold-brew coffee a month.
Kyle says Coffee Support was launched to address a need in the specialty coffee space for clients to scale while maintaining their craft and
Watch this video of Coffee Support’s new Matrix baggers
36 PW OCT 2022
bagging Coffee

Making a world of difference through advanced materials science Medical Device Pharmaceutical Diagnostics Fresh Foods Beauty & Personal Care Household Tekni-Plex.com
quality story. “Equipment and space can be expensive,” Kyle notes. “Many shops have to turn down large opportunities or risk capital. Coffee Support allows any shop to take on any volume without the risk of capital or labor challenges.
“We are structured to act as a seamless extension to our customers’ current business,” he adds.


Coffee Support currently operates three packaging lines. The company bought the initial vf/f/s machine to produce pillow bags in sizes from 3 to 8 oz. The Matrix Mercury bagger is capable of producing pillow packs at speeds to 140/min in bag widths from 2 to 11 in. and in lengths from 3 to 15 in. on a single pull. It can also produce gusseted and flat-bottom bags and a modified Doy pouch.

‘No better fit available’ than the Mercury
In addition to its flexibility to handle a number of bag sizes—with size changeover requiring just a “couple of turns of the dial,” according to Kyle—the Mercury offers a number of other fea tures that make it a good fit for Coffee Support. The Mercury comes with a stainless steel frame in a small footprint that saves plant floor space and features a NEMA 4X electrical enclosure. Control ling the machine is an Allen Bradley MicroLogix PLC system with a 7-in. color touchscreen that receives and delivers signals to the complete machine and provides timing for the filling system.
According to Matrix, the bagger’s self-centering film-drive system provides precise pressure against the forming tube to allow for optimal film pull control. It also allows the forming tube to be changed without difficult and time-consuming adjustments for new bag widths and uses a single air regulator for adjustment, meaning it can be changed during machine operation.

“The Mercury is easy to use, it’s intuitive, and it’s easy to change over,” says Spencer Johnson, Western Regional Sales Manager for Matrix. “For a contract manufacturer like Coffee Support, they can switch from product to product very quickly, and they can get up and running in almost no time at a very high speed.”
As for the bagger’s film-pull and jaw-motion control, it’s controlled by Kollmorgen P7000 Micro-Stepping Hybrid drive technology, which Matrix says “assures film motion is smooth and jaw timing is accurate for maximum speed based on product and film.”
To ensure the bag is sealed correctly and that alignment is maintained, the Mercury uses Ma trix’s Smart Jaw/T-Slot jaw-sealing technology. According to the company, jaw faces can be easily extracted by removing two screws for quick cleaning, maintenance, and changing out of the jaw face.
Matrix adds that other benefits of the Mercury include the placement and configuration of
The Mercury bagger is controlled by an Allen Bradley MicroLogix PLC system with a 7-in. color touchscreen.
38 PW OCT 2022
BUILD YOUR BEST CONVEYOR BUSINESS modularconveyor.com 844.293.2816 Conveyors designed by Nercon • Product Flexibility: Quickly introduce new products into inventory • Process Flexibility: Modular conveyor systems with standard designs and short lead times • Cost Flexibility: Quote solutions with options for every project blueprint DISTRIBUTORS represent Modular Conveyor Express An industry leading company with proven conveyor systems.
the film roller, which cuts down on film waste during changeover for additional savings, and the bagger’s reduced roller count, which allows for better film starting and stopping for a speed advantage.
“The Mercury is our most popular model for these types of coffee applications [pillow packs] because it’s a tried-and-true design with years of reliable experience on its resume,” says Johnson. “The machine does not come with a lot of bells and whistles, so it’s very competitively priced. But for running items such as fractional packs for coffee, there really is no better fit available.”
Speedy delivery, easy operation

With time being of the essence, Matrix delivered the new Mercury baggers to Coffee Support at the end of October 2021, just a month after PACK EXPO Las Vegas. Both machines are outfitted with auger fillers from Spee-Dee. One of the baggers operates nine hours a day, five days a week, producing 2.5- and 3-oz pillow packs at speeds from 45 to 55 bags/min. The second machine is set up to run larger bags from 5 to 14 oz, but is used less frequently as current customer demand favors the smaller sizes. Kyle attributes this trend to the ability of the smaller pack to reduce product waste.
According to Coffee Support Operations Assistant Alex Ma son, the two Mercury baggers “are really easy to set up.” He adds, “For us, our biggest challenge in coffee is the difference in densities for every roast. So, when we’re working with a piece
of packaging equipment, we can’t run by volume, we have to run by weight. But the way the Mercury is set up makes it really easy to dial in that weight quickly, and it’s really consistent.”

For the pillow packs themselves, Coffee Support uses several types of film and other material—from heavier, four-ply films to fiber papers. “After making the decision to purchase the equipment, we found the flexibility of switching packaging material to be extremely efficient,” shares Kyle. “This is important when some of our accounts are smaller than most production facilities.”
Supplier service and reliability are a must







As Coffee Support continues to expand, potentially add ing an East Coast facility in the near future, Kyle says it will be important for the company to continue to align with national suppliers that place a priority on service and reliability. “Having resources that pick up the phone and call you back may not sound like a big deal these days, but it is,” he says. “We couldn’t be happier with the way things turned out. Matrix is awesome.”
Colleague and Executive Vice President Burke Hodge has been equally impressed with Matrix and with the bagging ma chinery it supplied. Says Burke, “If you’re looking for redun dancy, if you’re looking for quality, you’re looking for time ef ficiency for your staff, you’re looking for programmability—all they key things that are needed in the manufacturing world—I cannot recommend Matrix highly enough.” PW
INSPECTION SYSTEMS


The Raptor is a highly accurate, fully integrated checkweighing system, specifically designed for high care food production environments.
The Raptor is employed to verify the weight of each product and reject non-conforming packs. The system has been designed, engineered, and constructed to the highest care/food grade engineering standards. It is capable of processing packaged products up to 8 kg.




Checkweighing
 Watch this video on Coffee Support’s services
Watch this video on Coffee Support’s services
GET IN TOUCH 888-220-8737 sales@fortresstechnology.com www.FortressTechnology.com
System 39
OEM APPLICATION NOTE
Independent Linear Servo Movers
Lend Flexibility to Flowpacker
An intelligent transport system delivers a cost-effective, compact, and highly flexible feeder component in cookie packaging equipment by a well-known OEM.

WHAT YOU’LL LEARN
Independent mover track system
Italy’s Cavanna Packaging Group specializes in the flowpack segment for both food and non-food products, especially for the cosmetics and pharmaceutical industries. The company was founded in 1960 in Italy’s Piedmont region as one of the first makers of electro-mechanical flowpack machines. Over time, the family-owned company focused on fully electronic machines and complete packaging lines: primary flowpacks for individual products and product groups, secondary flowpacks or box packaging, and tertiary packaging in display cartons. Today, Cavanna has supplied roughly 6,000 machines for more than 900 customers worldwide.
Recently, the OEM made the strategic decision to equip its flowpack machines with the intelligent eXtended Transport System (XTS) and EtherCAT communication technology from Beckhoff, starting with its cookie packaging segment.
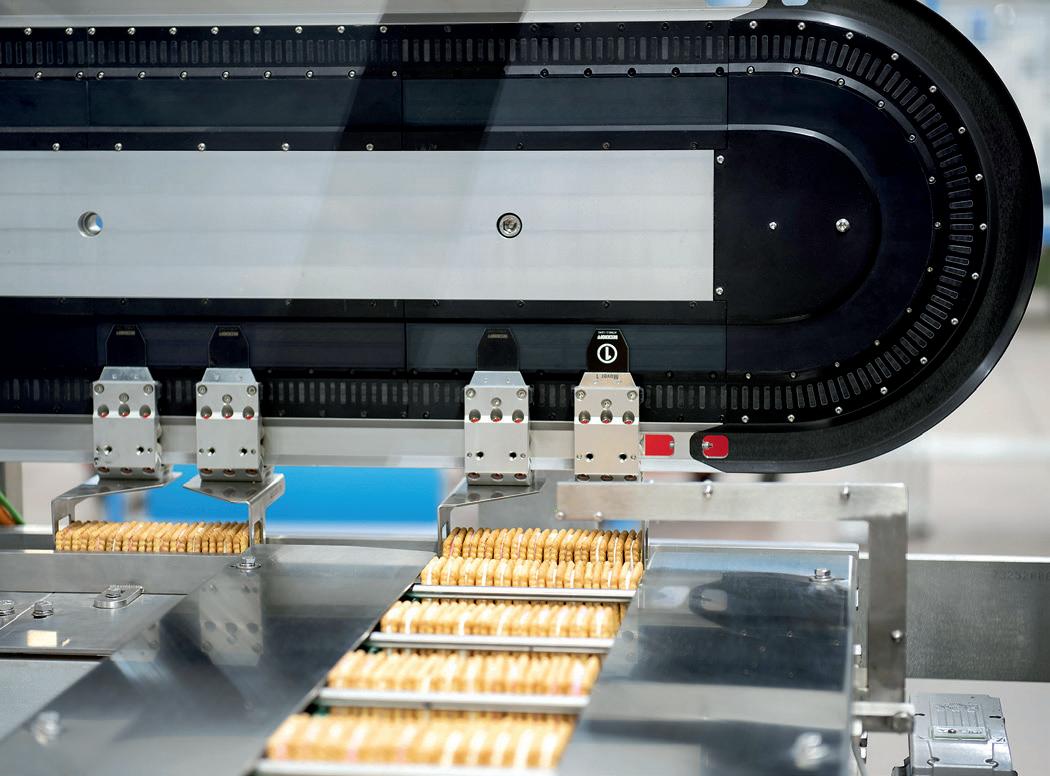
The broad spectrum of food applications ranges from uniform and mixed cookie packages, chocolate, breakfast products, and sweet and salty snacks to bread replacement products, as well as cheese, coffee pods, and frozen products. Whatever the application, Cavanna focuses on protecting the product and maintaining the product quality through appropriate packaging, remembering that the consumer must also be
Machine flexibility
able to open the package easily. The company’s engineering team con siders all these requirements in the design of the flowpack machines in combination with high packaging quality, machine availability, and the lowest possible total cost of ownership (TOC).
The main objective of adopting XTS, according to Cavanna, was to improve its machines’ flexibility for product changeovers while reduc ing their footprint, time to market, and cost. The company also had to meet the rising requirements regarding gentle and efficient prod uct handling. In the end, PC-based control from Beckhoff delivered the ideal control and drive solution. Cavanna also says it appreciated that Beckhoff prescribes to the same philosophy as the Italian company with its passion for quality, technological excellence, and reliability.
The technological innovation and continuous development of PCbased control were especially important for Cavanna because they en able the company to advance in accordance with changing customer requirements. An obvious example of this is the intelligent XTS trans port system, which—in combination with the EtherCAT network—pro vides exceptional product transport flexibility in a very small space, the company says.
Cavanna’s first XTS application is a 90-deg transfer system for packaging slugs of cookies. (© Cavanna)
The slugs are tilted by 90 deg before being handled by the XTS movers. (© Cavanna)
AUTOMATION 40 PW OCT 2022
Free Download:
Total Cost of Ownership Playbook & Checklist
The OpX Leadership Network’s Total Cost of Ownership: Packaging and Processing Machine Guidelines for CPGs and OEMs breaks down the ongoing costs that factor into the true cost of running machinery, from design and application through maintenance and environmental concern to allow CPGs and OEMs to move the discussion beyond the price tag to focus on the Total Cost of Ownership. Purchase price is one element when making a decision for a capital project. Other aspects of the solution related to operating and maintenance costs will impact the total cost, often far more than the original purchase price.
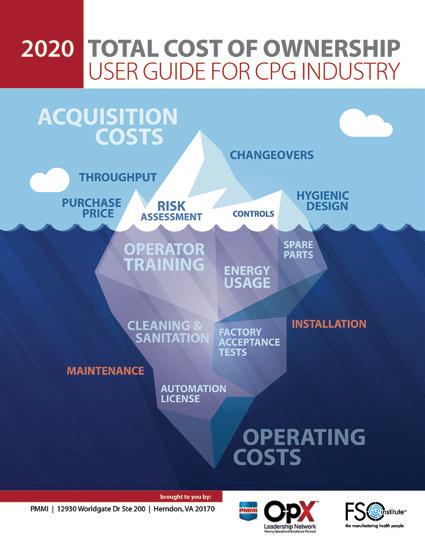
Professionals with decades of experience on all sizes of capital projects have shared their ideas to provide other industry teams with a consistent set of metrics and approach for your decision.
Use the playbook and associated checklist to identify and quantify the costs that will impact your business far beyond the day the equipment begins producing.

Visit pwgo.to/7585 to download both the PDF playbook and the Excel checklist for free.

Cookie feeding in slug packaging
As its first XTS application, Cavanna developed a new packaging system that can package 4,200 cookies after they have been compiled into what are called slugs. Once again, flexibility was a huge benefit because the cookies can be round, rectangular, or square in shape. In addition, the machine can package the cookies in various flowpack formats at speeds of up to 130 packs/min with as many as 32 cookies/package.


The XTS functions as a feeder unit in this system. Two XTS movers receive the cookie slugs from a chain track after they have been rotated 90 deg. The movers then transport the slugs to the tu bular bag for the final flowpacking. According to Cavanna, the XTS system’s main advantage is that all the settings needed to changeover to a new product format are stored in the control software and can be executed automatically. In this way, the XTS can adapt to the product on the fly, which is a vast improvement over conventional solutions based on servomotors that require extensive mechanical conversions, the company says.
Cavanna uses the XTS is a system for transferring product stacks from one chain track to an other with varying distances between the separators on each chain. The OEM says it also uses the XTS as a distribution system to split an incoming product stream into two streams at low cost and with exceptional flexibility.
From Cavanna’s perspective, XTS harbors potential for innovation due to its wide range of software functionalities with mostly automatic configuration and its modular, application-specific variations and track geometries, all of which make it easy to implement a wide range of applica tions for individual product transportation in combination with a continuous material flow. With its high energy efficiency and significantly reduced footprint, XTS delivers the best possible solu tion in terms of cost, compactness, and innovation for Cavanna’s packaging machines, according to the comapny. A system this compact and reliable with individually controllable movers opens the door to a new world of packaging applications that allow manufacturers like Cavanna to adapt its machines even more effectively to its customers’ needs.
According to Cavanna, high speed and precise synchronization are at the heart of all its XTSbased advancements. The company plans to extend the system into additional application areas with Beckhoff’s help. —Matt Reynolds DAYS DELIVERY ADVANTAGE Design Delivery Time
41
www.nerconconveyors.com 844-293-2814 48” Rotary Accumulation & Unscramble Table Contact Us for Details • 10 Business days delivery advantage • New streamlined design creating flexibility in floorspace usage • Call for new pricing of 48” rotary accumulation or unscramble table 10 BUSINESS
New
& Faster
WHAT YOU’LL LEARN
New Co-Packer Serves Booming Startup Market
New boutique co-packer Recurve helps startup brands, including those formed during the pandemic by individuals re-evaluating their work situation, to navigate the world of packaging.
 By Anne Marie Mohan, Senior Editor
By Anne Marie Mohan, Senior Editor
The story of Canada-based boutique custom co-packer Recurve Solutions is one of innovation and optimism in the midst of a global pandemic. It’s a story of identifying like-minded entrepreneurs and de veloping a business tailored to their unique needs.
Recurve, located in Calgary, Alberta, is a newly minted division of Bullseye Packaging, a co-packing company with a 14-year history that provides secondary packaging services to a range of food and bever age, liquor, and other Consumer Packaged Goods companies. Bullseye serves national accounts with orders by the truckload from its two facili ties, located in Chilliwack, British Columbia, and Calgary.
Bullseye was founded in 2008 by Stephen Peters to address the lack
of professional co-packing businesses providing specialty and custom pack formats in Western Canada. Says Eira Braun-Labossiere, Customer Care Leader at Bullseye, “With the introduction of Bullseye Packaging, we have filled the gap in services in this region and continue to grow each year as a result.”
Over the years—and especially through the pandemic—Bullseye rec ognized another white space: the need for a co-packer that could help small, startup businesses navigate the world of packaging. “We noticed that the entrepreneurial spirit Western Canada is known for was grow ing exponentially,” explains Braun-Labossiere. “That meant more small businesses springing up that had a huge learning curve before them.”
Leveraging Bullseye’s considerable co-packing experience along with its network of resources, in late 2021, Braun-Labossiere, along with Pe ters, Adrian Houser, and Darren Bolko co-founded Recurve. With Peters at the helm as CEO, Houser serving as Director of Operations, Bolko as Plant Manager, and Braun-Labossiere as Customer Care Leader, Recurve addresses the needs of growing to medium-sized businesses for custom ized, flexible, small production-line co-packing and fulfillment services.
Pandemic spurs growth in startups
While there’s no doubt the pandemic had a crushing effect on many small businesses, particularly in apparel, foodservice, and hospitality, at the same time it also provided the perfect conditions for new busi nesses to arise. In the U.S., a report from research initiative GoDaddy Venture Forward found that there were 2.8 million more online “micro businesses,” or businesses with 10 or fewer employees, in 2020 versus 2019. According to the report, there are several reasons for this. Among them, unemployed workers looking for new income streams, pandemic relief checks providing the funds for new businesses, and greater digital fluency lowering the barrier to entry for online marketing and sales. Another factor: The Great Resignation.
In Canada, it was much the same. Says Braun-Labossiere, “The pan demic forced a work-from-home situation wherever possible. For many, this allowed for deeper evaluation of their current work; a realization of what could be accomplished in business from home and also what
Secondary co-packing services COVID-driven small-business launches
Among the co-packing services Recurve provides to smaller companies are pick-and-pack order fulfillment and kitting, among many other secondary packaging services.
42 PW OCT 2022
L k g COLLABORATION IS ESSENTIAL!





ProFood World added a new category to its annual Sustainability Excellence in Manufacturing Awards. The Processor/Supplier Partnership Category recognizes the growth and importance of collaboration between processors and industry suppliers in protecting the planet.



Learn how past winners in this new category— Liffey Meats and Graphic Packaging International—worked in tandem to create a new PaperSeal tray for Lidl.


View video at pfwgo.to/meat.
DEADLINE FOR ENTRIES IS MARCH 1, 2023. Learn how to enter at pfwgo.to/sema.
Produced by Awards to be presented at





















CALL FOR ENTRIE
it was we could offer the world when we set our own boundaries and goals,” she says.
“I think many people re-evaluated their work happiness and lives in general, leading some to the decision of making a shift to something they felt they could own, something they could manage on their own terms,” she adds. “They started investing their time and money into side-hustles or a homegrown business they could throw themselves into completely.”
Even before the pandemic though, Canada’s small to mid-sized businesses (SMEs) dominated the environment. According to the Gov ernment of Canada’s SME statistics, as of December 2019, of the 1.23 million employer businesses in Canada, 1.2 million (97.9%) were small businesses and 22,905 (1.9%) were medium-sized. Within Canada, Al berta ranked within the top four provinces, with 160,000 small busi nesses and 2,936 medium-sized businesses.
Establishing relationships is key to Recurve

In October 2021, Bullseye began accepting smallervolume projects and/or more detailed projects through Recurve, officially launching the new company web site in March 2022. For growing and mid-sized busi nesses, Recurve provides the same secondary packag ing services as sister company Bullseye. This includes repackaging, rainbow/season/specialty packs, hand assembly, shrink-wrapped bundles, club packs, prod uct samplers, POP displays, and many other services. In addition, both companies hold their own Excise and Warehouse License and AGLC (Alberta Gaming, Liquor and Cannabis) License, which allows them to handle beer and liquor products. Both companies also hold a Food Handling License, follow GMP Guidelines, and have the same Standard Operating Procedures.





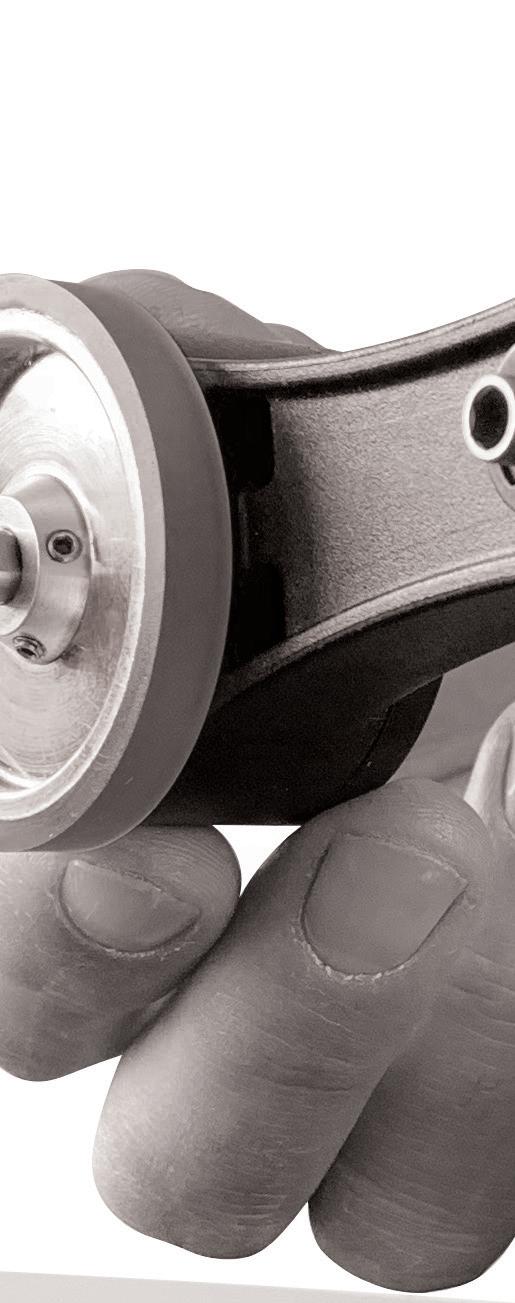
What differs is the project size and the complexity of the jobs handled by each. Whereas Bullseye pro duces orders by the truckload on six assembly lines in its combined 50,000 sq ft of space, at its 12,000-sqft Calgary location, Recurve handles Work in Progress (WIP) jobs amounting to less than 20 pallets per pro duction run.
According to Braun-Labossiere, jobs handled by Recurve also require more production steps and atten R on ivR o n i v











1-800-366-5412 · encoder.com Your
IN MOTION CONTROL EPC encoders provide motion feedback for accurate positioning in packaging, printing, & labeling applications, and are manufactured in Idaho, USA. Vi iVi i TO LEARN MORE 44 PW OCT 2022
Packaging World Update from CPA





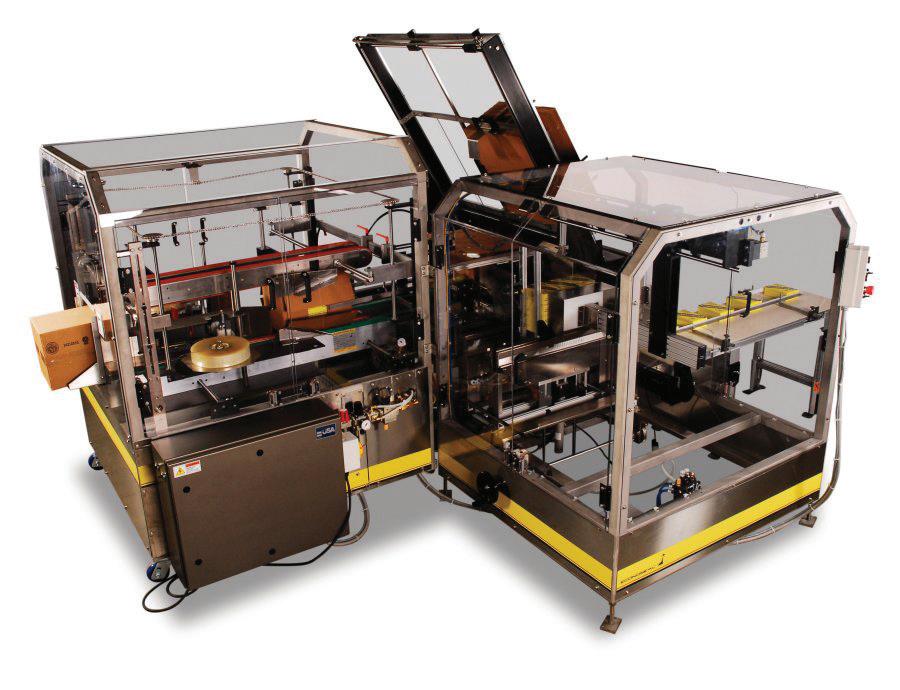













CPA – The Association for Contract Packagers & Manufacturers has had a busy summer, adding 13 new members between June and August and building its network of related associations to expand its member benefit offering. CPA joined the Chicagoland Food & Beverage Network, which represents the second-largest food and beverage industry market in the nation, providing networking and educational opportunities to CPA members in and out of the region. CPA also branched into the selfcare industry by joining the Consumer Healthcare Products Association (CHPA). CHPA represents manufacturers and the companies that service them in OTC medicines, dietary supplements, and consumer medical devices. By joining CHPA, CPA’s members will gain access to their association’s educational sessions and events.
CPA continues to be out on the road representing the contract packaging and manufacturing industry and its members. CPA attended the PMMI Road Show in St. Louis in July, and the New Products Conference and Natural Products Expo East, both in Philadelphia in September. CPA is having a busy October, with speaking engagements and a presence at the Foundation for Supply Chain Solutions (F4SS) Fall Connect conference, the new Emerging Brands Summit, and PACK EXPO International. Connect with CPA either in person or online at one of these events this fall.

After successfully hosting another informative and timely webinar on Robots-as-a-Service in August, CPA launched the agenda for this year’s Virtual Engage™ event. There are three monthly online events planned: a CM&P panel, a “Future of Packaging” presentation, and a CPG panel discussion that will take place from November 2022 through January 2023. —Melissa Griffen

tion to detail—such as kitting activities and unique-order e-commerce fulfillment—than those of Bullseye. Another unique aspect of Recurve is that it is designed to support growing businesses by introducing them to complementary vendors that clients may not be aware of yet. This can include co-packers that offer primary packaging services. The secondary co-packing services most sought after by Recurve’s customers are the assembly of variety packs, assembly and loading of retail prepack displays and pallet displays, pick-and-pack order fulfillment, and kitting, including assembly of monthly subscription
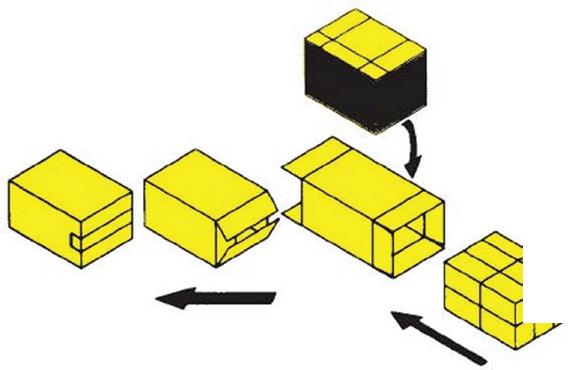
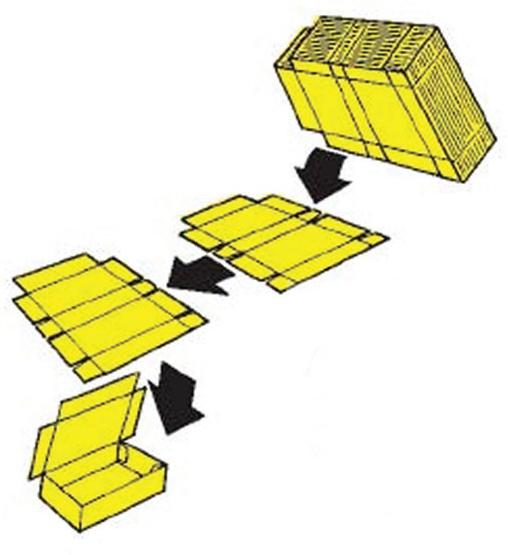
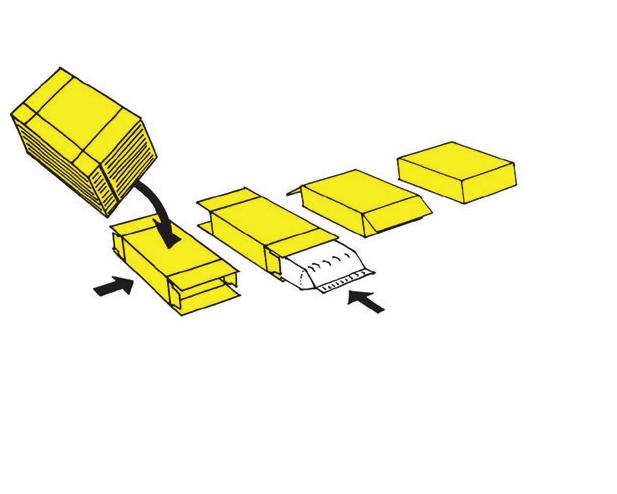
45
boxes and conference swag bags, for example. “We can—and have— also performed manual primary co-packing of foodstuffs that are not intended for human consumption, such as pet treats and hardware,” Braun-Labossiere adds.
Recurve’s operations are primarily manual, with the exception of the use of forklifts, inkjet coders, pallet wrappers, and automated box tapers for production ow. Manual operations allow the co-packer the exibility to handle each custom project and mean less downtime resulting from machinery issues such as broken parts, wear and tear, and redundancy over time.
While Recurve’s rule of thumb is job sizes of approximately 20 pallets or less, Braun-Labossiere says that the company isn’t as concerned about the size of each production run. “It’s more important to us to establish long-term relationships with clients that need weekly, monthly, or regular project support,” she explains. “As such, we typically quote for projects based on annual volumes instead of looking at just the project in front of us at any one time.”
Spice variety pack is in Recurve’s wheelhouse
One great example of Recurve’s capabilities is its work with The Spice Age. Based in Toronto, Ontario, The Spice Age was founded in 2020 by Rebecca Perkins, who originally launched the business on Etsy. The company offers a variety of seasoning blends, specialty salts, and dip mixes sold in colorful, 60-g exible pouches.

According to Perkins, when The Spice Age rst launched, Etsy provid-

ed a valuable opportunity to collect feedback on which spices customers loved and what they wanted to see more of. “This helped us create a brand completely developed by our customers,” she says. “Within six months, we shifted to Shopify and partnered with a variety of shops throughout Canada.” The brand, known for its playfulness and “pun-ny” labels, is now available in 300 locations across the country, as well as online.
With experience gleaned from having worked at a CPG in her former life, Perkins initially led The Spice Age team in the packaging, assembly, and ful llment of products for the company’s e-commerce site. However, when the spice maker got a large order from a national banner
For The Spice Age, Recurve assembled multipack variety packs of three bags of three different spices.
46 PW OCT 2022
company in fall 2021 for its Favorite Seasoning Kit variety packs, she looked for a specialty co-packer to handle the job. She found Recurve through Google. “I had recently moved to Calgary, and I wanted to work with a local company so I could be more involved with the process,” she says. “There aren’t many co-packers in Calgary!”

Recurve embarked on the first production run for The Spice Age in February 2022. It involved hand-loading three pouches of three differ ent spice blends into a preprinted paperboard sleeve, supplied by The Spice Age.
The Spice Age thrive. She goes out of her way to check on me and The Spice Age and has even connected me with one of her contacts that in turn helped grow my business.


“I have worked with other co-packers in the past. I have seen sloppy work, deadlines missed, lack of communications, you name it. Recurve is quick and efficient and communicated their timelines well, and their work has been perfect so far.”







When asked what startups such as hers are looking for from poten tial co-packing partners, Perkins says, “honest communication, being quick to respond to emails or phone calls, and quality work, including meeting deadlines.”

Sister company lends expertise

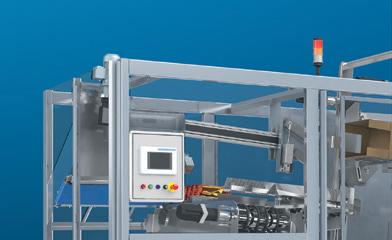


“We started by working on a smaller volume of finicky samples,” says Braun-Labossiere. “We found efficiencies in that first trial run so that we could package larger volumes and turn the project around for The Spice Age much quicker.” Since then, Recurve has done one more production run of the variety packs and “stands at the ready,” as Braun-Labossiere says, for new orders.


Says Perkins, “Recurve fits the bill not only for our large order of vari ety-pack assembly, but they are also genuinely interested in supporting our growth. Eira [Braun-Labossiere] is wonderful, she truly wants to see










While also technically a startup, Recurve has had the benefit of drawing on Bullseye’s experience and seasoned managerial team. Says Braun-Labossiere, “We haven’t experienced much of a learning curve in our business because we follow the same exacting process as ‘big sister’ Bullseye does.”
Having the backing of Bullseye also means Recurve has been able to take more risks and invest in smaller projects that may not otherwise be successful—an advantage other, larger co-packers don’t have. “We are in a unique situation where we can draw on an exceptionally talented leadership team and staff with specific experiences in this industry,” concludes Braun-Labossiere. “We couldn’t imagine starting over with out these resources available on each project.” PW

Recurve fits the bill not only for our large order of variety-pack assembly, but they are also genuinely interested in supporting our growth.
47
WHAT YOU’LL LEARN
Ammunition Automation
Overshoots Today’s Needs to Future-Proof Growing Business
Underwood Ammo skipped a few steps in its packaging equipment journey, opting to avoid a stepwise, incremental ramp up to full automation. Instead, it dove into the deep end with an advanced monobloc system for cartoning, case packaging, and palletizing operations.
By Matt Reynolds, Chief Editor
Kevin Underwood first hung out a shingle for his company, Underwood Ammo, in 2013 after recognizing he could fill a gap in the market for better ammunition at a reasonable price. Since then, the brand has parlayed the quality of its product into a premium reputation, and now some of the world’s leading target shooters and hunters, as well as law enforcement and military, swear by the ammunition. And they’re will ing to tell their friends and peers about it.

But like many newer brands, regardless of industry, that are mak ing ultra-premium products at lower initial volumes, Underwood Ammo didn’t start out with a heavily automated, lights out-style facil ity. That was particularly true of the packaging piece. As recently as a year ago, most packaging operations, including cartoning, labeling, and case packing, at the ammunition company’s Sparta, Ill., headquarters was done entirely by hand. Some automation was in place for placing rounds of ammunition into injection-molded plastic trays via an Ammo Tray Loading Machine (ATLM), and operators used an automatic case taper for closing corrugated shippers, but that was about it. Meanwhile, the brand’s growing popularity created a demand that, considering the limited availability and high cost of labor, could only be met with automation.
When assessing how to address packaging automation, Kevin Underwood wasn’t looking one year or even five years down the road. He was looking at the big picture and pre paring to scale. So, he didn’t bother with an intermediate or semi-automatic installation, opting to go from zero automa tion to a system that’s virtually future proof.
“We’re skipping a few steps, but it means we won’t have to do something more than once. …
That’s pretty much how I work,” Underwood jokes.
With that attitude, it wasn’t any surprise to his team that Underwood’s first foray into integrated packaging machinery was directly into fully automated equipment from Aagard, diving right into the deep end. The custom project for sec ondary packaging in a small-footprint monobloc enclosure includes a cartoner, a case packer, and a palletizer, plus cod ing and marking, vision, and more.
The monobloc system maintains the smallest possible footprint by eliminating the wasted space associated with sep arate machines for each of the cartoning, case packing, and
Fully automated changeover CPG self-programs new recipes, formats
Underwood Ammo produces about 350 different SKUs of ammunition that fall into 35 different carton and case formats, all of which will be programmed into the monobloc system.
48 PW OCT 2022
Two magazines (A in photo at left) infeed 2D paperboard blanks, to be erected and loaded with ammunition prior to coding and marking, case packing, and palletizing on the custom Aagard monobloc. A two-up ammunition tray infeed con guration allows for double the production at a moderate, manageable pace, below.
palletizing operations, obviating the long handoffs between each. Plus, it allows changeovers to happen with a single HMI input instead of three.

“The rounds are put into trays automatically for the most part with the ATLM, so our biggest bottleneck was [downstream of] that, in packaging,” Underwood says. “We’ve been trying to automate as we go, so we just keep moving down the line. Aagard was the last piece of the puzzle, and we obviously stepped really far forward by going to this much automation and sophistication.”
Infeed and erecting

Trays of ammunition coming off the ATLM are placed in roller carts, then introduced to the Aagard equipment by hand. This signals room for future automation, but more on that later. Infeed is two-up, with two parallel single- led lanes of trayed ammunition, oriented lengthwise, being conveyed into the cartoning equipment. Given the manual or semi-automatic state of upstream operations, inspection via Cognex vision and scanning systems immediately takes place.
“One of the great things Kevin [Underwood] did brilliantly at the beginning of this project was targeting it to be way over capacity. And then, he understood that some of the processes to date, at least until they reach their future state, are semi-automated. There’s an opportunity for a cartridge [of ammunition] to be missing from a tray; sometimes that can just happen,” says Eli Jeffers, supervisor at Underwood Ammo. “So, we went ahead and put inspection on the infeed. We visually inspect trays with a camera, identify when [a missed round in a
tray] is the case, and then track it through the system and reject it to make sure that it doesn’t go out to a customer. The last thing that you want is for a customer to be shorted; when this is a premium product, they don’t want to receive a partial tray. We put in extra effort there.”
In another example of Underwood planning ahead, he was already introducing “pull-down” to the system early in the project. This was evident in his opting for a two-up or dual infeed for trays of ammunition, as well as a two-up infeed for erecting paperboard cartons from 2D blanks. The idea in both cases was to increase the overall capacity, while keeping rates slow and manageable. This two-up approach effectively halves the rate for individual lanes. Each lane performs 25 cycles/min, but with a two-up format, Underwood gets the bene t of a 50- carton/ min capacity.
“That’s just goes along with Aagard’s philosophy to create the smoothest possible motion,” says Jonas Capistrant, applications engineer manager, Aagard.
It was also convenient to have two infeed conveyors, since such a layout increased the amount of space that operators could use to load trays of ammunition as they were placed on infeed conveyors from upstream operations.
“Our goal was both to x the bottleneck now and the one in the future that we haven’t even gotten to yet,” Underwood says.
Paperboard cartons are introduced to the system via two parallel magazines lled with 2D at blanks. The company uses tuck tab-style, reclosable cartons instead of full adhesive ap closing, so the end consumer can conveniently reclose the cartons after they load individual rounds of ammunition. Cartons are mechanically erected, via opposing-
Trayed ammunition is laid prostrate for carton loading.
49
A
Carton tracking: reject carton
cup vacuum grippers, into 3D cartons with tuck tab aps both facing down as they’re loaded into two parallel ights, then carried downstream consecutively.
“One of the things that’s very common in the industry is for tuck tab aps to oppose one another. And originally, that’s the format they were planning on here, where you tuck one ap upward, and the opposing ap downward,” Capistrant says. “But for the purposes of automation, it’s easier if both tuck tab aps are down and on the same side, so that they aren’t in the way when we’re loading the ammunition trays or later on when we go to tuck that ap. We don’t want to tuck the tab into the plastic tray, we want it to go effortlessly into the carton. So, we made a change to the carton for the aps to be on the same side instead of opposing each other.”
Another unique element of the carton-erecting con guration is the practice of removing blanks from the magazines oriented lengthwise, then using the mechanical end effector to rotate them widthwise into the conveyor ights, with tuck tab aps splayed outward.



“The original design, even at the time of sale, was that we were going to do something more traditional, where we stood the cartons up on-end in the magazine. But they don’t hand-load into the magazine as easily that way,” Capistrant says. “So, we added a feature where we load the blanks in the way that’s best for loading, which is lengthwise. Then we rotate the blanks as we erect them, and they are placed into the ights, giving us the best of both worlds. They’re in their most stable form when loaded and also in the right format as they’re conveyed downstream through the machine.”
Carton loading
The paperboard cartons themselves, which are supplied by Graphic Packaging International (GPI), are 24-pt thickness KD blanks with the manufacturer’s (side) ap pre-glued, making for the only adhesive in the primary packaging portion of the system. The paperboard cartons are one-side printed and use an extra UV coating for improved shelf impact.
“We want our packaging to be premium, as well as the ammunition,” Underwood says of the sturdy, slickly decorated cartons.
Back on the packaging line, as erected cartons travel down the line toward carton loading, the two down-facing tuck tab aps are each subducted under a metal ange. This pre-tucking station keeps the aps from interfering with ammunition loading into the carton downstream.
Meanwhile, the trays of ammunition on the product infeed are rotated 90 deg to lay on their side, with the plastic trays facing downstream and the narrower, bullet ends of the rounds facing upstream. Next, they are gently loaded into the cartons by a pusher.

“Again, this is why we changed the whole design to have the tuck tab aps facing down,” Capistrant says. “We’re protecting those aps [by subducting them under the metal ange], and a funnel loader protects the carton’s corners, preventing either the plastic tray or even the ammunition cartridges from catching the edge of the carton. It’s very intentional the way it’s set up at the load station that the trays of ammunition have a free and clear path to get into the carton.
“When closing, we wanted the tuck tabs to tuck into the carton above the trays,” he continues. “Gravity is holding them down, and the tuck tab penetrates into the carton by about one inch when they’re closed.”
By tucking the tab over the prostrate plastic tray, instead of trying to drive the tab under the heavy tray where it lays, the contents of the carton don’t interfere with carton closing of the tuck tab aps. These aps are closed using Festo pneumatics.
This another instance where the two-up infeed format again comes into play. Underwood is investing in well-decorated paperboard material, so smooth, slower operation that carefully protects the carton and gently loads the trays of ammunition prevents unsightly damage to the premium primary package.
Sensors recognize empty tray slots ( rst arrow) and track that tray through the system for rejection after cartoning (second arrow).
The 2D carton blanks reside in magazines oriented lengthwise, then pivot 90 deg during erecting to enter the ights widthwise, with both tuck tab aps facing downward.
50 PW OCT 2022




ACCESS ON-DEMAND CONTENT TODAY If you missed PACK EXPO International in Chicago or didn’t see everything while you were there, don’t worry! Content is still available on demand through November 30, 2022. Discover innovative solutions for packaging and processing, automation, sustainability, e-commerce and more. LEARN MORE & ACCESS NOW TO LEARN MORE ABOUT UPCOMING EVENTS, VISIT PACKEXPO.COM. This access is offered 24/7 from the comfort of your computer. YOUR ON-DEMAND EXPERIENCE INCLUDES: • Educational Sessions • Exhibitor Online Showrooms • Videos from the Show Floor
Loaded cartons with tuck tabs closed are then coded and marked with a Videojet inkjet system. Variable data includes the ammunition caliber, weight of the round, a description of the round type, a lot num ber, and a UPC code.
Closed cartons are generally cross-pushed out of a single-file cham ber into a tipper, where they are stacked into 2x5 formats of 10 cartons. Then cartons are tipped onto their edges by rotating them 90 deg. Un derwood notes that most formats adhere to this 2x5 pattern, but there’s flexibility for different patterns in the future.
Tipping on the edge doesn’t accomplish any specific function for the cartons, it was simply an orientation requirement; it worked better with the machine layout and the way in which the machine erects cases. A mechanism in the tipper applies pressure to the two stacks of five cartons to snug them together, provide three-sided containment, and eliminate extra play between the cartons prior to case packing.
Fully automated changeover
For the purposes of a machine walkthrough, we have so far focused on a few specific SKUs of 2x10 or 4x5 arrangements of 20-ct ammuni tion in injection-molded trays. But the company also does 5x10 formats for a 50 ct and a smaller 10 ct of ammunition. But most important, all these formats are available in many different ammunition calibers and
round types. That translates into 350 different SKUs that are being pack aged into the 10 different carton styles currently programmed into the machine. As they grow into this equipment, Jeffers expects to program as many as 35 different recipes for 35 different discrete pack formats.
Any way you slice it, the product mix is immense, and changeovers are frequent. That’s why Underwood went with an optional feature, a fully automated changeover.
“Best money I ever spent,” Underwood says. “I can hit a button, and it changes over 96% of the machine, and it has absolutely done exactly what we hoped. The changeover time is minimal at less than 10 min utes. It’s obviously an expensive option, but it was worth it. … Our industry has actually slowed down a little bit. We’re not running [long runs of single SKUs] gangbusters like we were, so changeovers are even more important [for shorter runs with more mix]. It’s been phenomenal from that perspective.”
A less frequently discussed element of automatic changeover capa bility is how easily a CPG can program in and test their own recipes— this as opposed to relying on the OEM to do all programming at the outset of the project, or more expensively, via aftermarket support.
“If they had wanted us to test all 35 of their recipes, that would have been very involved for us. So, we made it so that they could set up their own sizes without Aa gard technicians’ help. It was a little bit of a learning curve at the start, but now they’re setting up recipes we don’t know about,” Capistrant says.
Adds Jeffers, “It’s very easy. I actually set up a new one this morning, and the total process took me 20 minutes all the way through, with just some minor tweaking here and there, changing offsets by millimeters. Once I get all the heights and widths programmed in perfectly with normal rejection, it could take about 30 minutes max, from start to finish. And once it’s in there, it’s permanent. I can hit that recipe a year from now, and the work is already done.”
“This is a feature we call Rapid Launch, our machine technology that allows our customers to set up a new product in minutes, versus retrofitting the equipment or installing another line,” says Capistrant.

 Tuck tab flaps are subducted under a metal flange after erecting for easier loading of trays of ammunition.
Trays of ammunition from the two-up infeed are oriented to lay on their sides before pushers load them into cartons.
Cartons are formatted to 2x5 stacks, then oriented by turning 90 deg on-edge, prior to three-sided containment and a pusher loading them into a corrugated case.
Tuck tab flaps are subducted under a metal flange after erecting for easier loading of trays of ammunition.
Trays of ammunition from the two-up infeed are oriented to lay on their sides before pushers load them into cartons.
Cartons are formatted to 2x5 stacks, then oriented by turning 90 deg on-edge, prior to three-sided containment and a pusher loading them into a corrugated case.
52 PW OCT 2022







The most reliable and complete online directory of packaging and processing technology suppliers in North America – designed from the buyer’s perspective. Features include: You’re looking for... Are you looking for packaging or processing solutions and you don’t know where to start? • Plain-language filters so it’s easy to find what you need. • Type-ahead keyword search. • Visual navigation by machine or desired package type. • Packaging-specific filters that are tailored to each product category. ProSource.org
Case packing and dual-bay palletizing
Speaking of SKU proliferation, case-packing operations on the monobloc were designed to erect and pack corrugated cases that could accommodate a range of product, from cartons of 8-in.- long rifle am munition to comparatively short pistol ammunition.
this operation, two facing Videojet inkjet printer heads print the same variable data that was printed onto the primary package, this time onto the corrugated. Cases are then taken directly off the end of the case packer and printer and are transported by overhead shuttle into a dualbay palletizer. Because of the medium-paced pallet rates, new pallet loading doesn’t happen as frequently as it might in higher-speed operations (yet, at least). Automated pal let dispensers and slip-sheet inserters aren’t required at this point, reducing system cost.
The dual-bay setup with overhead-shuttle case transport and fully enclosed bays allows an opera tor plenty of time to remove a full pallet and move it to stretch wrapping via Orion equipment, while the system continues to build out a pack pattern for the second pallet in the second bay. Though the cases are transported overhead by vacuum suction shuttles, spe
“A typical flight-in case packer doesn’t support that wide of a range very well,” Capistrant says. “We actually designed a unique, overheadshuttle case-packaging configuration where we can achieve solid oppos ing-cup erecting out of the corrugated case magazine, load it, and be able to handle that very large case range from a very shallow case that’s not typically supported by flights, all the way to the larger formats.”
Magazines containing 2D corrugated case blanks are situated beneath case-erecting operations. Operators can easily refill magazines, despite blank-picking and -erecting operations above them, thanks to careful containment and safety measures. The monobloc machine format cre ates physical barriers between operators and the moving components.
Cases are closed and sealed via hot melt adhesive equipment from Nordson, and slid through another round of coding and marking. In
cial attention to operator containment in both pallet bays allows for safe operator entry into the bays to retrieve filled pallets, just as was the case when case erecting was happening above the corrugated blank magazines. The machine slides a physical barrier between moving op erations and the operators.
“We’re singulating the cases as we place them on the pallet, so there is a lot of flexibility of pallet pattern and how we place them on the pal lets. It even has the capability to do pinwheel patterns,” Capistrant says. “These pallets are quite heavy, so they weight-out before they size-out, and that gives us lots of options.”
For the entire packaging system, automation componentry, includ ing motors, drives, PLC, and HMI, are all from Rockwell Automation
Results and what’s next
Once the monobloc packaging system was up and running, Under wood was able to reallocate labor away from the tedious, repetitive, and ergonomically unfriendly packaging operations and place them in more useful roles elsewhere in the facility.



“It’s just a massive labor savings in packaging operations, and it was a job nobody wanted to do,” Underwood shares. “They could pack a box pretty fast, but it didn’t look fun.”
The new packaging equipment also allowed Underwood and Jeffers to refocus attention on the upstream traying operations, giving them more human hours to help accumulate trays and build a backlog of trayed ammunition to keep the Aagard beast fed. But that only brings
Corrugated cases are packed, closed with hot melt equipment, and printed via inkjet with variable data before palletizing.
Cases are singulated and palletized by an overhead shuttle, after coding and marking directly onto the corrugated. The products’ weight tends to keep pallet heights low, but many pallet patterns, including pinwheel, are available.
54 PW OCT 2022
Ammunition Automation Not a Safety Issue
People who regularly deal with ammunition, or are well-versed in firearms, know that safety concerns around handling ammunition are negligible, at least before it’s loaded into a barrel.
But those who aren’t as experienced in this arena may wonder about safety as it relates to automation or mechanical equipment handling rounds or groupings of rounds of ammunition. Those in the know say that this isn’t much of a concern.
First of all, it takes a lot of concentrated force applied to one specific area of a round to activate the primer, so accidental discharge during mechanical handling is exceedingly rare. Furthermore, since the rounds aren’t chambered in a gun barrel when the accidental discharge takes place, the dissipation of energy isn’t focused in any one single direction. The energy dissipation radiates outward in all directions at once, and the actual bullet at the head of the round won’t be projected forward in a focused manner, as it would when chambered in a directional barrel. PW
H-SERIES:
“A faster, automated traying machine that will be directly tied in with the Aagard, that’s what’s next,” Underwood says. “We’re feeding this machine by hand, but the intention is for that to even tually be a seamless process.”
And it almost certainly will happen soon, perhaps even in a new building—Underwood is almost out of space in his current facility. He has already purchased the property, and plans are in the works. Regardless of where on the line it happens, more and better automation in traying and elsewhere is needed to get the most out of the new Aagard packaging automation.
A dual-bay pallet format means that palletization in a second bay keeps right on going while operators remove the pallet from a first bay. The machine isolates operators from any moving parts with a physical barrier for safety.

But that has been Underwood’s plan all along: to future-proof by scaling up operations far more than is called for by the current needs of the day. This will allow Underwood Ammo to grow into equipment over time and avoid the stepwise, incremental ramp up that slows progress.
“One last great part of our experience with Aagard has been their service and their warranty department,” Underwood concludes. “They’ve really taken care of us on anything we’ve had an issue with. They’ve always been right there by overnighting parts, and if I’ve had any kinds of questions, I’ve always just been able to text somebody, and they’d respond right away. It’s an impressive finishing touch on a successful installation.” PW

Say hello to the the only cobot with a 25kg payload and a 1700mm reach. It’s time to meet your new heavy-duty best friend.
Watch a video of this monobloc cartoner, case packer, and palletizer in action at Underwood Ammo. Visit pwgo.go/7731 or hover your phone over the QR code.
55 into sharper relief the fact that huge leaps in automation like this one only shift the bottleneck to somewhere else on the line. And that bottleneck now is in the traying operations, both manual and on the ATLMs.
By Anne Marie Mohan, Senior Editor
Seventh Generation Unveils Its Largest Rebrand Ever

Household cleaning, paper, and personal care products company Seventh Generation has smartened up its appearance when it comes to how it shows up for consumers on-shelf and in their homes. In April 2022, the company restaged half of its 200-plus SKUs in new packaging as part of the largest brand evolution in the company’s 34-year history.

The new visual identity, which encompasses all of its touchpoints, including its website, in-store materials, and e-commerce assets, as well as its entire packaging portfolio, was undertaken, says Seventh Generation Art Director of Packaging Tomlynn Biondo, to evolve and modernize the brand logo and connect Seventh Generation’s products in a system that was ownable and flexible.
“Previously, our brand was severely lacking ownable assets, other than our logo. It was the only element we had that connected our brand presence,” Biondo says. “We had too much going on and not enough resonating strongly enough to carry our identity. This was my mission when I started working at Seventh Generation eight years ago: I wanted our portfolio to be unified under a flexible visual system. I wanted to distill down our assets, create a solid brand book, and give more ownership and responsibility to the internal Creative Team.”
To create the new brand assets, Seventh Generation worked with Design Bridge London. One directive to Design Bridge was to retain, but evolve, the logo.
“The only asset we owned that we knew we wanted to keep was our leaf logo,” says Biondo. “We knew that consumers saw us as ‘the green leaf brand,’ and we didn’t want to confuse or lose our dedicated consumers. We did, however, want to evolve the leaf to be more reflective of our brand and mission.” Another ask was the modernization of the brand, which had begun to feel a bit “stale and overlooked,” she adds.
As Michael Stride, Creative Director at Design Bridge London, explains, redesigning the visuals for an iconic brand such as Seventh Generation requires careful consideration. “The main challenge is delivering a meaningful balance between retaining the recognition and
strength of the current look and feel of the brand while bringing a fresh perspective to it,” he says. “It’s about harmony, staying reassuringly recognizable to those who already know and love the brand, but bringing modernity and something new for those users. It’s this push to connect with a new audience that becomes the real creative opportunity.”
To gain context for the redesign, Design Bridge studied consumer responses about the brand, its products, and its competitors. It then explored the stories about Seventh Generation, its proposition, and its products to define its personality and difference. “We used this to build creative territories with images and words that would inspire new creative outcomes, stress-testing these ideas to understand how we’d tell product stories of efficacy or brand advocacy, etc.,” explains Stride. “Ultimately this approach informed the new visual strategy for the brand and its design, delivering something authentic, modern, and differentiated.”
Design Bridge’s goal for the iconic leaf logo was to evolve the element and imbue it with greater meaning. Given Seventh Generation’s stated mission to “transform the world into a healthy, sustainable, and equitable place for the next seven generations,” Design Bridge recrafted the logo with seven leaves. Says Stride, “The leaves come together to create one, holistic considered whole, giving greater meaning and flexibility for the identity to exist online, in-store, on-pack, and in the mind.”
Design Bridge also created a redefined logo typography that Stride explains embraces the tension between nature and science, where the word “Seventh” embodies a sense of nature through the use of a softer, more organic-inspired typography, and “Generation” taps into a more powerful and efficacious feel, through a stronger and more robust type style.
Along with the evolved logo, the design system includes two other key elements: a grounding tab and a circular “molecular structure”inspired holding shape. The latter comprises images within three
56 PW OCT 2022
overlapping circular boundaries that highlight the molecular, plantbased components that drive the efficacy of Seventh Generation’s products. “This circular system works within our visual identity system, to both hold and highlight the products’ natural ingredient credentials and superiority plus the product benefit visuals, in a way that feels ownable to Seventh Generation,” says Stride. “We built a visual language that reveals the inner workings of the products, to offer an abstracted and beautiful glimpse into the power of nature.”
These ownable icons also allow consumers to easily understand the individual benefits of each product and navigate the large range of product varieties on-shelf.




For the April rollout of the new design, Seventh Generation concentrated mainly on its homecare products, such as laundry, dish, and household cleaners. “Eventually, all of our products will be refreshed,” says Biondo. “At this point, we’ve redesigned the front and back labels for over 100 SKUs. Our senior production designer is never bored! We’ve got over 200 SKUs in our portfolio, so we’ve still got a ways to go.”

Of the new design, Biondo says that Seventh Generation and Design Bridge definitely met the two main goals of the project: consistency and modernity. “As the art director for our packaging, I had concerns about the lack of consistency within our portfolio, especially between our categories,” she says. “Our products seemed disjointed and lacking that red thread to tie everything together. As a brand strategist, this didn’t sit well with me.
“The rebrand was our catalyst—our big opportunity to allow our entire portfolio, across all channels, to sing. I’m delighted with where we are, because we’ve created smart, distinctive brand assets that speak to our roots and point of differentiation. From the upright, authoritative leaf logo to the cleaned-up packs, consumers are embracing this evolution.” PW

Very small packages? Polybags? Not a problem for ModSort® divert and transfer conveyor modules! The ModSort module can do left and right sorting on the fly for a wide range of package types and sizes weighing up to 50 pounds. It is safe, quiet, versatile and saves energy. In addition to integration with existing systems, the ModSort Trident and Mobile Flats systems offer modular, scaleable, and mobile end of line sortation for your operational needs.










Retrofitting an existing conveyor with ModSort modules has saved some customers as much as $90k annually in reduced manual labor alone! To learn more and schedule time with a ModSort specialist, visit: modsort.com

















ONE INTEGRATED MODULE COULD EASILY DIVERT, TRANSFER AND SORT MULTIPLE PACKAGE TYPES?
57
Regal Rexnord, Creating a Better Tomorrow and ModSort are trademarks of Regal Rexnord Corporation or one of its affiliated companies. © 2019, 2022 Regal Rexnord Corporation, All Rights Reserved. MCAD22053E • Form# 10307E
Visit us at booth N-6020 in Chicago! Creating A Better Tomorrow
Vibratory Feeders




Eriez’s vibratory feeders can move and meter a variety of virgin and processed nuts of any size or shape and comply with Safe Quality Foods (SQF), Good Manufacturing Practices (GMP), and sanitation requirements.

Eriez Magnetics pwgo.to/7714
Continue your search for the right packaging solution. Visit prosource.org.























Automatic Bundler


Eastey’ EB80 automatic bundler, available in an 80-in. width, has been designed to seal larger products, such as doors, windows, garage door panels, larger corrugated bundles, and more. Eastey pwgo.to/7713

Beverage Packaging Machine

Graphic Packaging’s ClipCombo™ machine, designed for the beverage industry, can run multiple fiber-based multipack styles on a single modular equipment system at speeds to 400/min (dependent on application) with rapid changeovers.

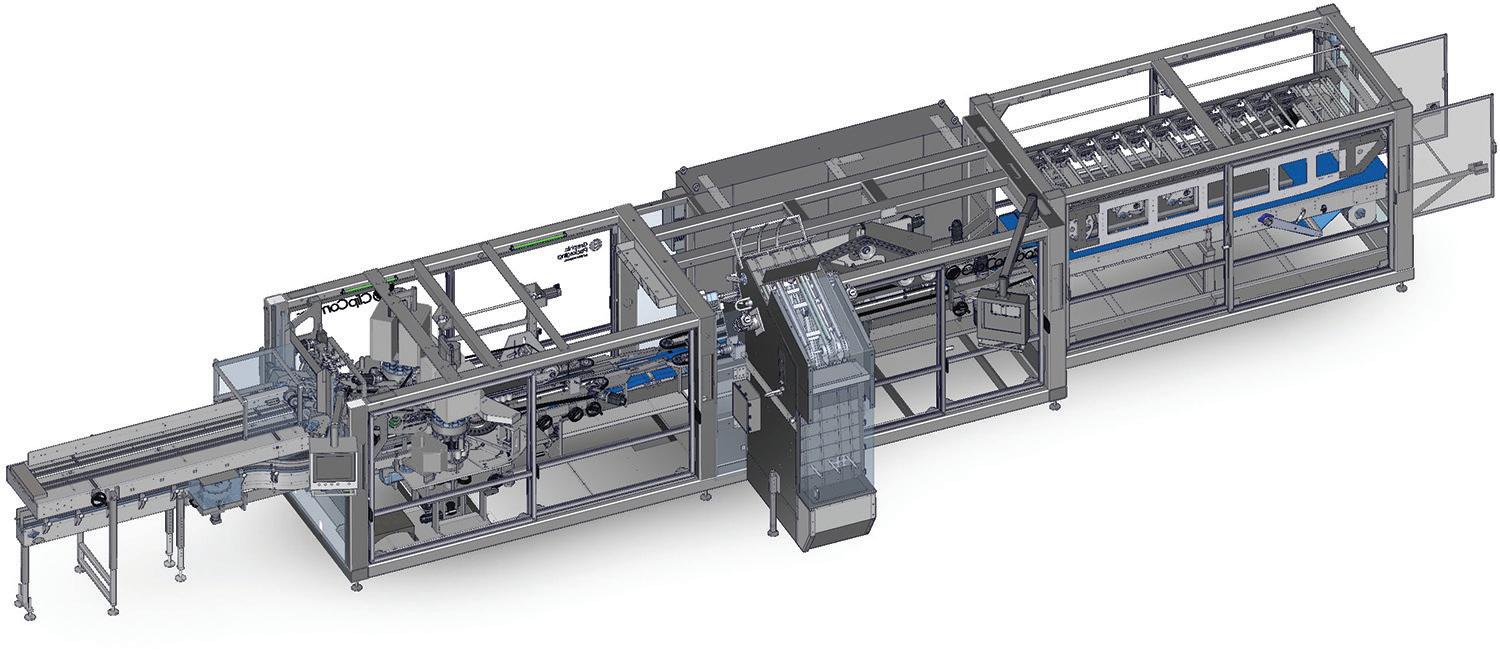
Graphic Packaging pwgo.to/7673
Pack Expo Booth N-5709
End of line packaging solutions for the consumer goods industry. BPA loads all types of products into cases and various secondary containers including your hffs machines, wrapper chain in-feeds and indexing thermoform machines.

 Vision
Vision
blueprintautomation.com
Guided Robotics | Secondary Packaging | Turnkey Packaging Solutions 58 PW OCT 2022 TECHNOLOGY Visit the link below each item for more info.
Companies
Plastchim-T announced an exclusive distributor partnership with Bayshore Films LLC for its PEoneer range of BOPE films.
ABB signed an agreement to purchase Siemens’ low-voltage NEMA motor business to establish itself as a leader in that segment.
WestRock entered into an agreement to acquire the remaining interest in Grupo Gondi. Upon completion of the transaction, Westrock will enhance its growth in Latin American containerboard, paperboard, and consumer and corrugated packaging markets.
Barry-Wehmiller launched a new business, CARR Biosystems, that will focus on its long-standing centrifugal separation systems capabilities.
Landa Digital Printing opened a consumables manufacturing facility in Sittard, The Netherlands, enabling it to double consumables production and support the rapid growth in demand for ink.
Columbia/Okura LLC celebrated the milestone of shipping its 1,000th robotic palletizer.
ProAmpac’s Rocky Mount, Va., facility received International Sustainability Carbon Certification Plus (ISCC Plus) certification.
After a six-year break, interpack 2023, the world’s largest trade show for the packaging and related process industries, will be held from May 4-10, 2023, in Düsseldorf, Germany.
TIPA and Atlapac announced their partnership to manufacture fully compostable, flexible packaging mailers for Atlapac’s premium fashion and retail customers.
People
DS Smith appointed Keith Tornes as Managing Director, Paper, Forestry, and Recycling for North America.
Bob McAtee, Western Regional Sales Manager, retired after nearly 10 years with Triangle.
Connect with Suppliers Fast
PMMI ProSource is a free online directory with 900 categories of validated suppliers of packaging machinery, materials, and service solutions. With a powerful search engine and the ability to filter solutions by machine feature and package type, ProSource brings vetted suppliers to you. Visit www.prosource.org today.
Search Packworld.com for additional information on any of the advertisers listed or visit their website directly
ADVERTISER WEBSITE
Bevcorp LLC www.bevcorp.com 46
BluePrint Automation www.blueprintautomation.com 58
Cama North America www.camagroup.com 6
Columbia Machine, Inc. www.palletizing.com 27 Columbia/Okura www.columbiaokura.com 34
Domino Amjet Inc. www.domino-printing.com 7 Doosan Robotics Inc www.doosanrobotics.com 55 Ecolean www.ecolean.com 9 Econocorp, Inc. www.econocorp.com 45
Encoder Products Company www.encoder.com 44
Enercon Industries www.enerconind.com 13 Fabco-Air www.fabco-air.com 30
Focke & Company www.focke.com 47
Fortress Technology Inc. www.fortresstechnology.com 39
Heat and Control, Inc. www.heatandcontrol.com 33
High Tek USA, Inc. www.hightekusa.com 21
ID Technology www.idtechnology.com 5 Intralox www.intralox.com 1
Klöckner Pentaplast, PHD www.kpfilms.com IFC Krones www.kronesusa.com 23
Label-Aire, Inc. www.label-aire.com 19
Matthews Marking Systems www.matthewsmarking.com 25 mk North America, Inc www.mknorthamerica.com 35
Modular Conveyor Express www.modularconveyor.com 38
Nercon Conveyor Systems www.nerconconveyors.com 41 Norwix Inc. www.norwix.com 17
Packaging Distributors, Inc. www.pdimachinery.com 12 PakTech www.paktech-opi.com 28
PAXTON, An ITW Air Management Company www.paxtonproducts.com 15 PMMI, The Association for Packaging and Processing Technologies www.pmmi.org 51, 53 ProFood World www.profoodworld.com 43, IBC
Regal Rexnord Corporation www.regalrexnord.com 57
Serpa Packaging Solutions www.serpapackaging.com 35
Siko Products, Inc. www.siko-global.com 14 TekniPlex Consumer Products www.tekni-plex.com 37
Triangle Package Machinery Company www.trianglepackage.com 3 U.S. Tsubaki, Inc. www.ustsubaki.com 31
Van der Graaf www.vandergraaf.com OBC WestRock www.westrock.com/aps OFC Wexxar/BEL www.wexxar.com 29
Connect with a Leaders in Packaging supplier and support packaging education! www.packworld.com/leaders
59 INDUSTRY WATCH CALENDAR
PAGE
By Ben Miyares, Packaging Sherpa
PACK EXPO International: Follow-ups Transform the Future
What will your packaging operations look like in 2032? How might your manufacturing evolve in the next 10 years or so? Once the exhibition part of PACK EXPO 2022 has wrapped up, you will have some ideas: Lower packaging material-to-content ratios, lighter packaging, more bio-based materials, mono-material structures, more digital production, automation, and robotics.
We say, “the exhibition part of PACK EXPO International” because the more critical part of the show–your follow-up–will determine whether and how the show’s ideas become realities for you. Smart managers who participated in the show recognize that its 30 exhibit hours were just the public demonstration portion of the event. The private exchanges that take place before, during, and after the exhibitions are more transactional, and vital, in determining what the future of your processing and packaging operations will be.
Successful business managers always approach PACK EXPO with a plan. The elements of which are pretty universal, and include these pre-show elements:
1. Weighing needs and considering options for current operations and future developments.
2. Determining who is going and assigning exhibit intelligenceretrieval assignments.
3. Putting together “must-see” exhibit lists and mapping out the most direct routes to suggestions/solutions they have for those operational needs and product developments.
No longer than one month after the show, a good plan should also include:
1. Conducting formal debriefings of attending teams to determine how their experiences match up to their show assignments.
2. Inviting top “current need” vendors/potential vendors to discuss opportunities.
3. Scouting the calendar for budgetary and technology-appropriate events to cover.
Today’s operations managers are pressured, as few earlier generations have been, to address demands beyond the walls of their production ops: The pandemic, the war in Ukraine, logistics logjams, the emerging silhouette of packaging as a regulatory target, loud objections to plastics—particularly single-use plastic packaging— and labor, fuel, and supply imbalances factor in. There are also the perceived environmental impacts of:
• Fit-for-purpose packaging materials.
• Rigid, semi-rigid and flexible primary, secondary and tertiary packaging formats.
• Single-use vs. refillable/reusable container operations, including after-use collection, QC checks, washing/sanitizing, and production line reintegration.
• Efficiency/energy use of alternative processing/packaging systems. Packaging managers face these market demands knowing that few of them have any positive bearing on their operational efficiency or the processing and packaging needs of their customers. So, they have to ask themselves, what are the economic, operational, and systemic considerations of switching to refillable packaging? And how would a switch to flexible packaging compare to my rigid container packaging/ processing line?
Questions like these, and answers offered during the portfolio of PACK EXPO shows produced by PMMI, provide insight into how the packaging market is changing as it evolves into the fourth decade of the 21st Century. It does seem likely that the increasingly sophisticated processing and packaging systems and materials technologies demonstrated at PACK EXPO shows will demand a more flexible and tech-savvy workforce and “back to the future” of packaging concepts, such as reusable containers in the decades ahead.
For food and beverage producers one thing this might mean is considering if refillables–a mid-20th Century mainstay for beverages–could, once again, be a thing for drinks, or food, or even pharmaceuticals by 2032.
Some packaging pros are preparing for the possible day when tethered closures, now being mandated for some European packages to improve their sustainability, may become an American phenomenon. But with no strong national packaging regulator in the U.S, beverage closure tethering is more likely to be driven by the environmental marketing interests of beverage makers, if it happens at all.
In their PACK EXPO 2022 follow-ups, some managers will try to determine whether two nascent technologies could play major roles in how we handle spent paper and plastic packaging in the future: First is the genetic tweaking of an enzyme called Ideonella Sakaiensis to speed (from weeks to days) the breakdown of polyethylene terephthalate (PET) into its constituent molecular components. The Centre for Enzyme Innovation at Portsmouth University in England is collaborating with the U.S. Department of Energy’s National Renewable Energy Lab in Colorado on the development (pwgo. to/7729). Commercializing the I. Sakaiensis process could be a postconsumer use boon to PET bottle makers and packers in the future.
The second emerging technology, chromatogeny, is according to Cellulotech, Inc., a Canadian material science company, “a green chemistry reaction process that renders paper products resistant to water, grease, and oxygen without affecting their recyclability or compostability.” The potential to develop recyclable and repulpable paper and board barrier packs that could compete with various plastic packaging formats has not been lost by its proponents.
Look for the commercial packaging debuts of these technologies to be preceded by appearances at PACK EXPO by 2032. PW
Ben Miyares, Packaging Sherpa, is a packaging market and technology analyst and is president of The Packaging Management Institute, Inc. He can be reached at bmiyares@packmgmt.org.

60 PW OCT 2022
THE INSIDER





























































CALL FOR ENTRIES Sustainability Excellence in Manufacturing Awards E cellence P uc Aw Each year, P F W l recognizes outstanding food and beverage processing and packaging innovation projects via the Sustainability Excellence in Manufacturing Awards competition. Multiple awards will be named for projects such as: l Reduction in water and energy l Waste conservation l Pollution prevention l Packaging reductions Join past winners such as Campbell Soup, Land O’Lakes, McCormick, Smithfield, Conagra Brands, Hormel, Hiland Dairy, Big Heart Pet Brands, Bob’s Red Mill Natural Products, Liffey Meats, and Graphic Packaging International. View past winning entries and learn more at pfwgo.to/sema Entries are due March 1, 2023. ENTER THE RECENTLY ADDED PROCESSOR/ SUPPLIER PARTNERSHIP CATEGORY! View a past winner’s video at pfwgo.to/meat THE RACE TO SAVE THE PLANET
The VDG Drum Motor is a reliable and efficient conveyor belt drive solution for all types of material handling belt conveyor applications. All drive components are enclosed inside the drum and designed for 80,000 hours of continuous operation before maintenance, reducing maintenance costs and downtime while increasing production.









































The all-316 stainless steel SSV Drum Motor is the most hygienic and efficient conveyor belt drive solution. With the belt profile machined directly onto the drum, it drives modular conveyor belts without the use of sprockets.



























































VDG Drum Motors at downtime while increasing production.

















































































 Drum Motor IronGrip™ Lagging
Drum Motor IronGrip™ Lagging
Safe, Efficient & Reliable Conveyor Drive Solution. Learn more
vandergraaf.com/PW Opportunities Available: Sales Personnel • Sales Representatives • Resellers Apply at: vandergraaf.com/jobs • (888) 326-1476
PACKAGING WORLD’S







Future leaders IN PACKAGING SCHOLARSHIP





































































































 Each of the following market-leading companies participating in Packaging World ’s 2022 Leaders in Packaging Program are named sponsors of PW ’s Future Leaders in Packaging scholarship. This year’s recipient is Alexandria Technical & Community College, Mechatronics program. We appreciate the support of all participants on behalf of packaging education.
Each of the following market-leading companies participating in Packaging World ’s 2022 Leaders in Packaging Program are named sponsors of PW ’s Future Leaders in Packaging scholarship. This year’s recipient is Alexandria Technical & Community College, Mechatronics program. We appreciate the support of all participants on behalf of packaging education.
More Information: packworld.com/leaders ©2022 PMMI Media Group
PACKAGING WORLD’S

Future leaders IN PACKAGING SCHOLARSHIP































































































 Each of the following market-leading companies participating in Packaging World ’s 2022 Leaders in Packaging Program are named sponsors of PW ’s Future Leaders in Packaging scholarship. This year’s recipient is Alexandria Technical & Community College, Mechatronics program. We appreciate the support of all participants on behalf of packaging education.
Each of the following market-leading companies participating in Packaging World ’s 2022 Leaders in Packaging Program are named sponsors of PW ’s Future Leaders in Packaging scholarship. This year’s recipient is Alexandria Technical & Community College, Mechatronics program. We appreciate the support of all participants on behalf of packaging education.
More Information: packworld.com/leaders ©2022 PMMI Media Group

