Smurfit Westrock’s Bag-in-Box ® packaging is a smart and responsible way to package and dispense liquids, from wine and juice to motor oil and detergent. When Meta® automates your Bag-in-Box case production, the unique 8-sided box is fully brandable for high-impact graphics, while Meta’s precision case forming helps ensure a strong and durable case for liquid packaging.
Learn more at https://solutions.westrock.com/Meta-for-BIB
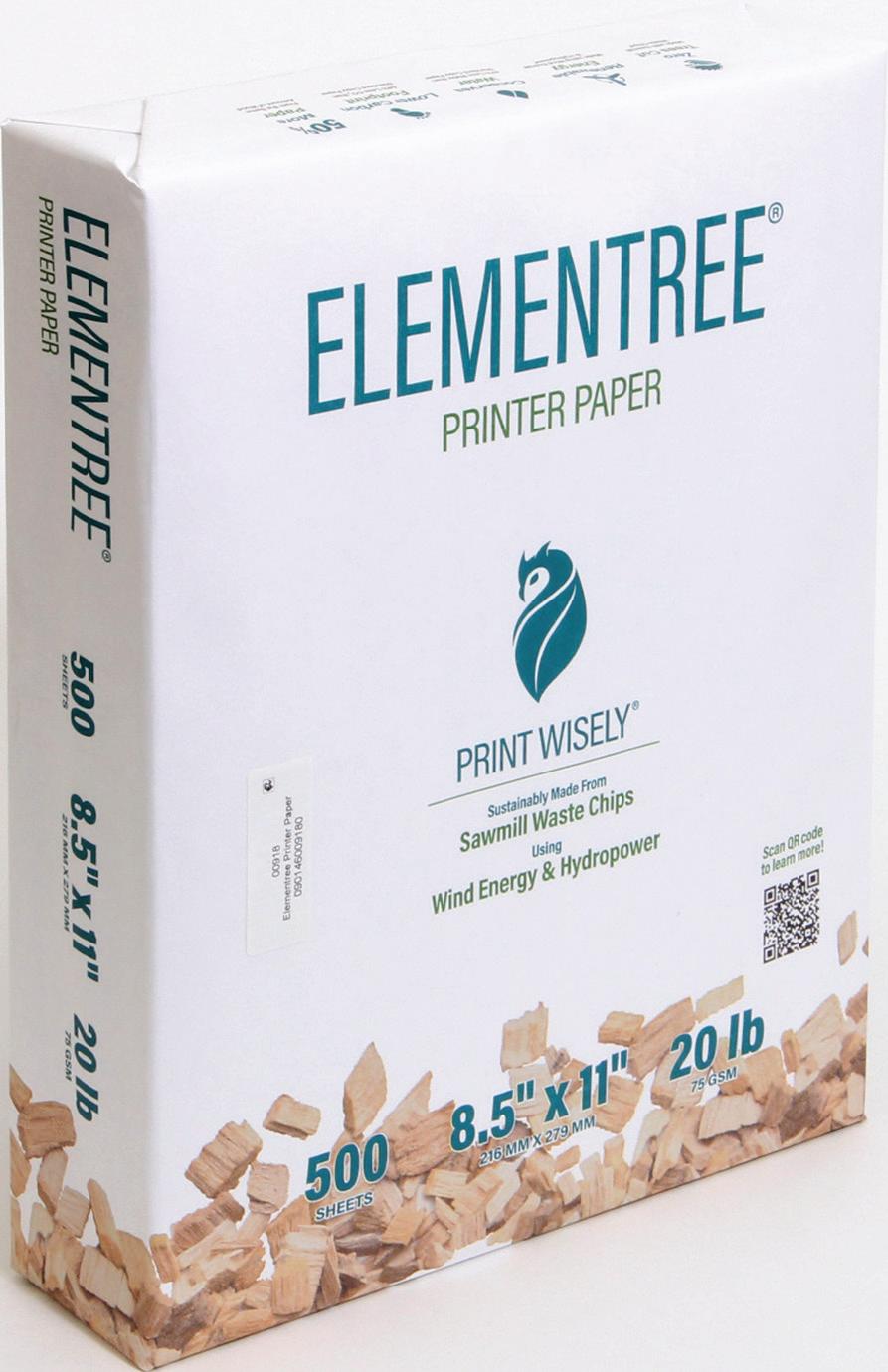
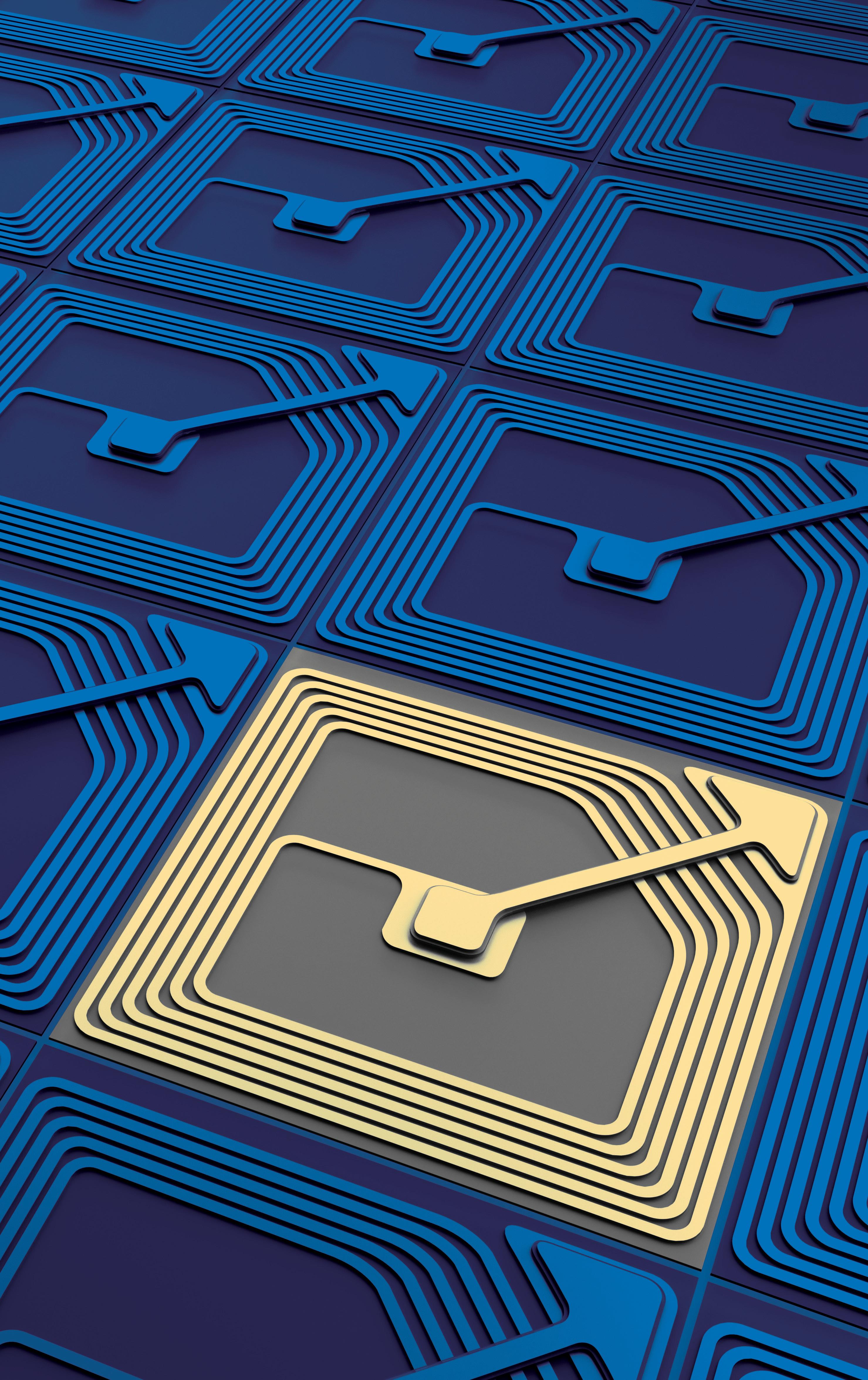
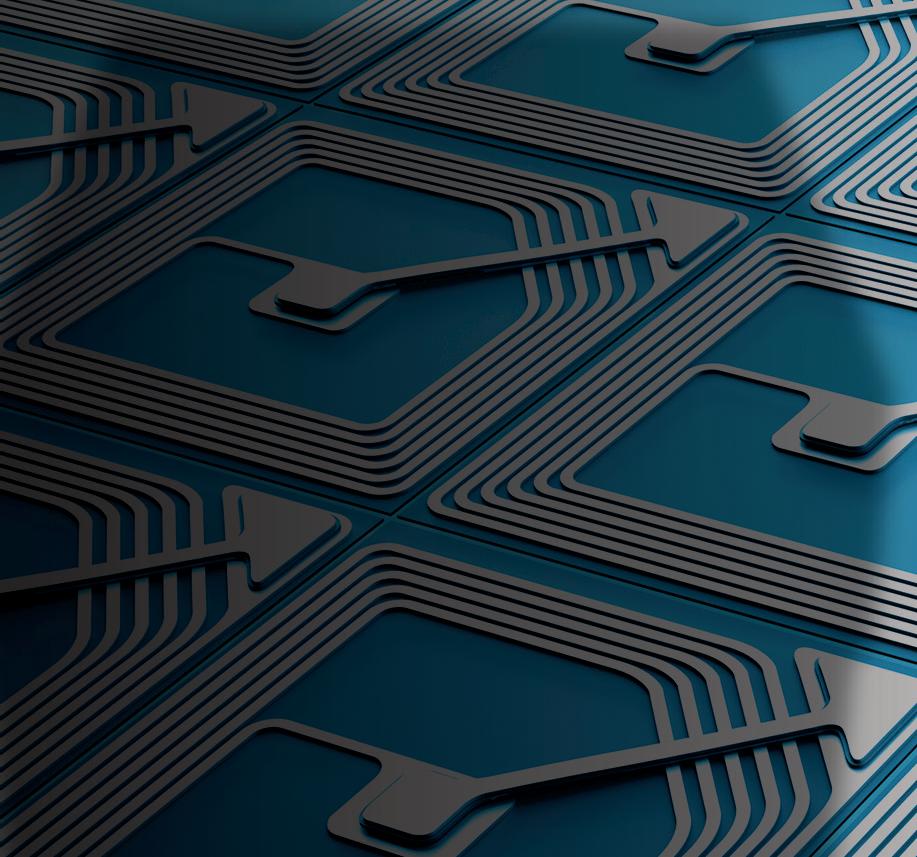
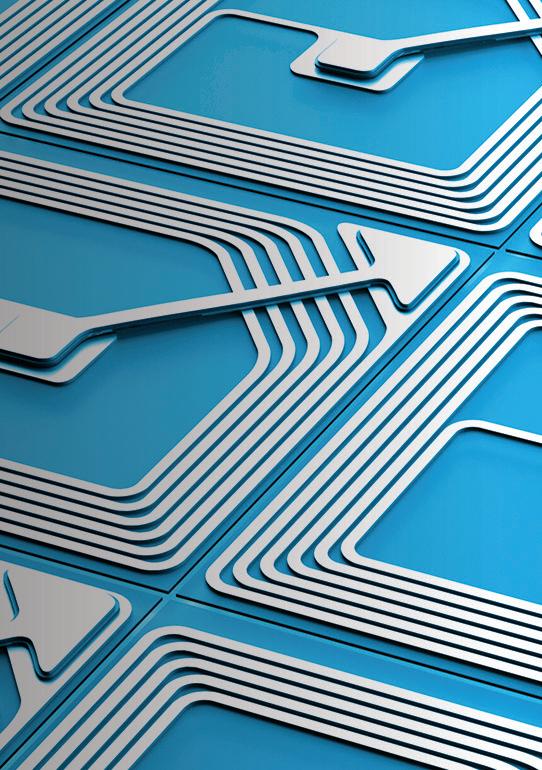
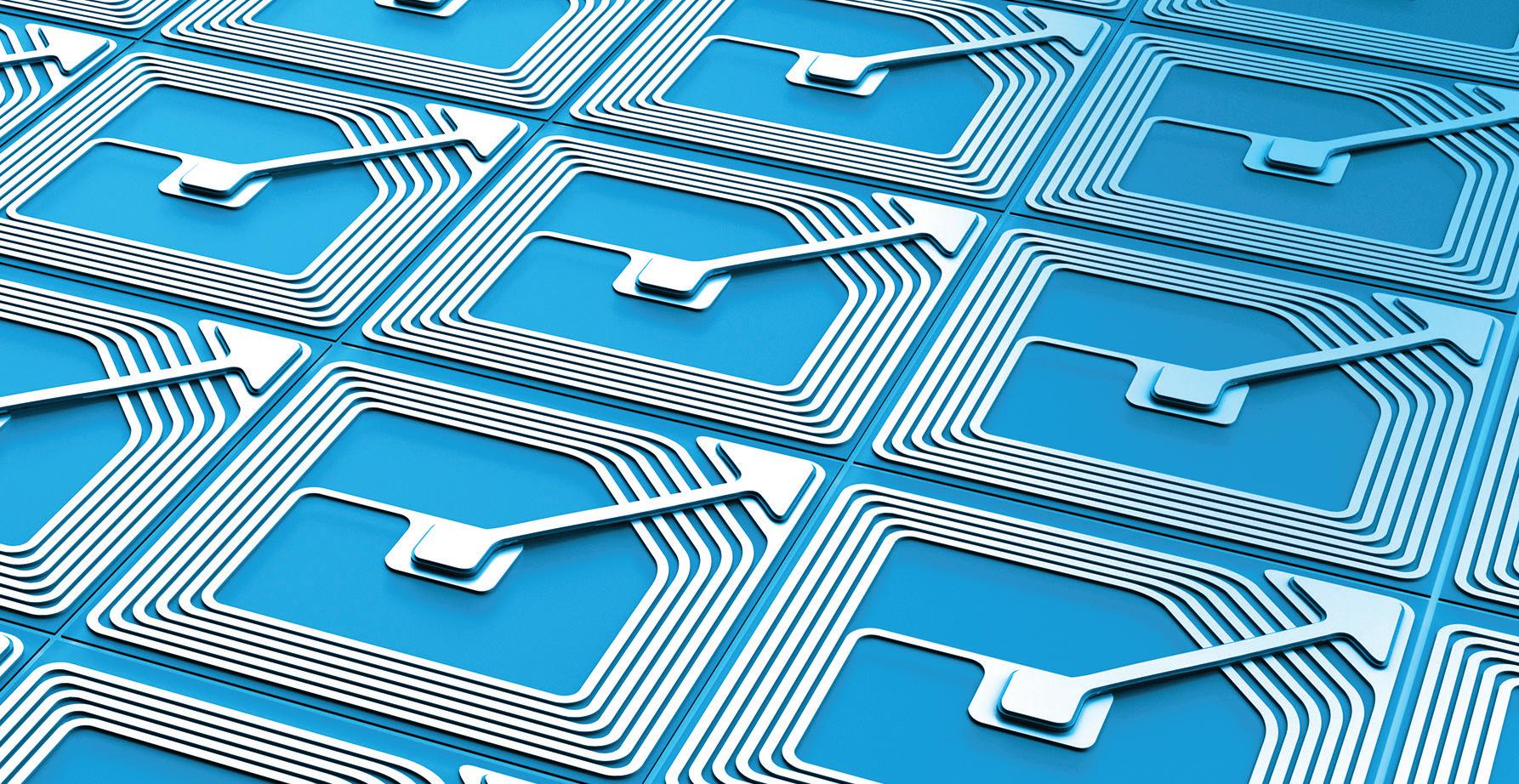
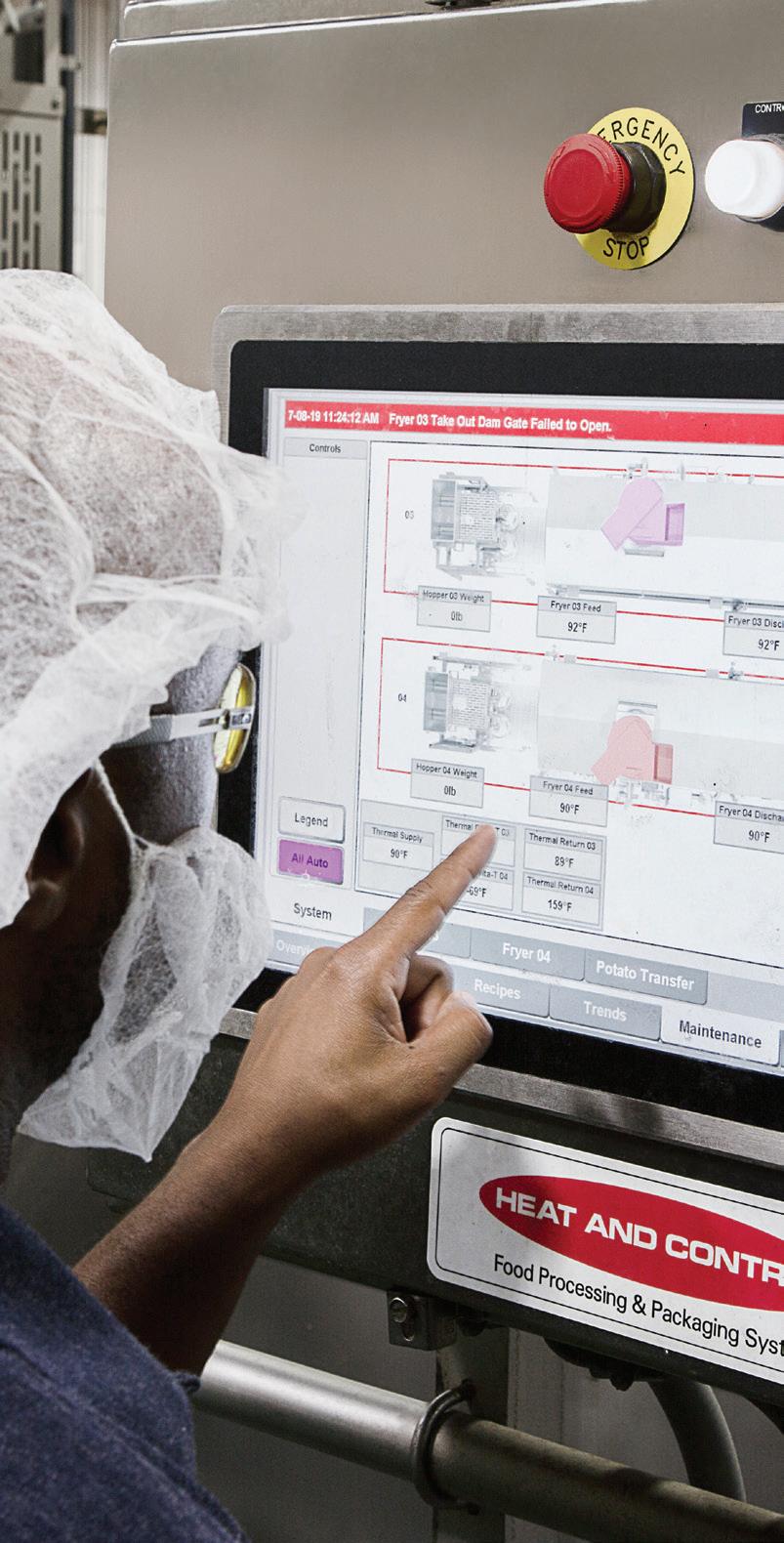
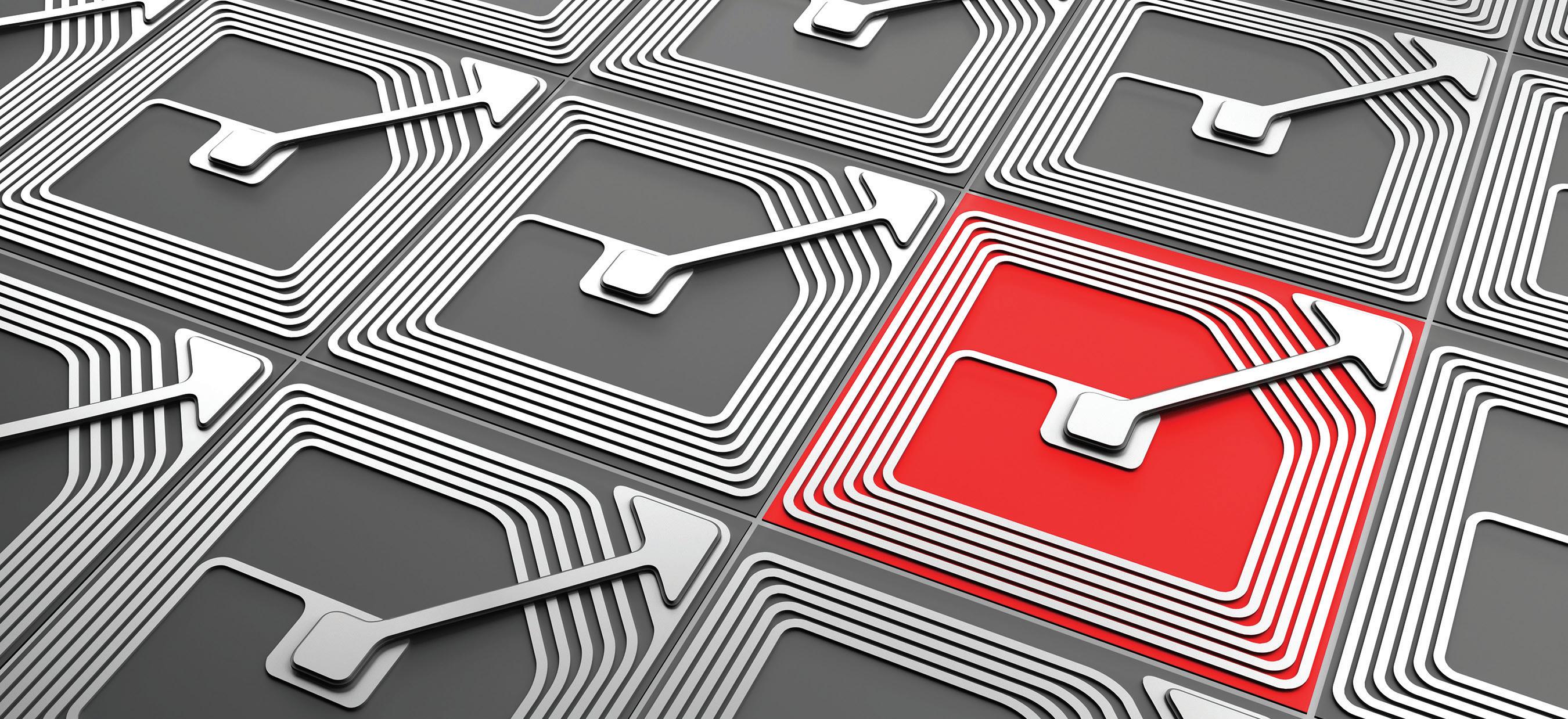
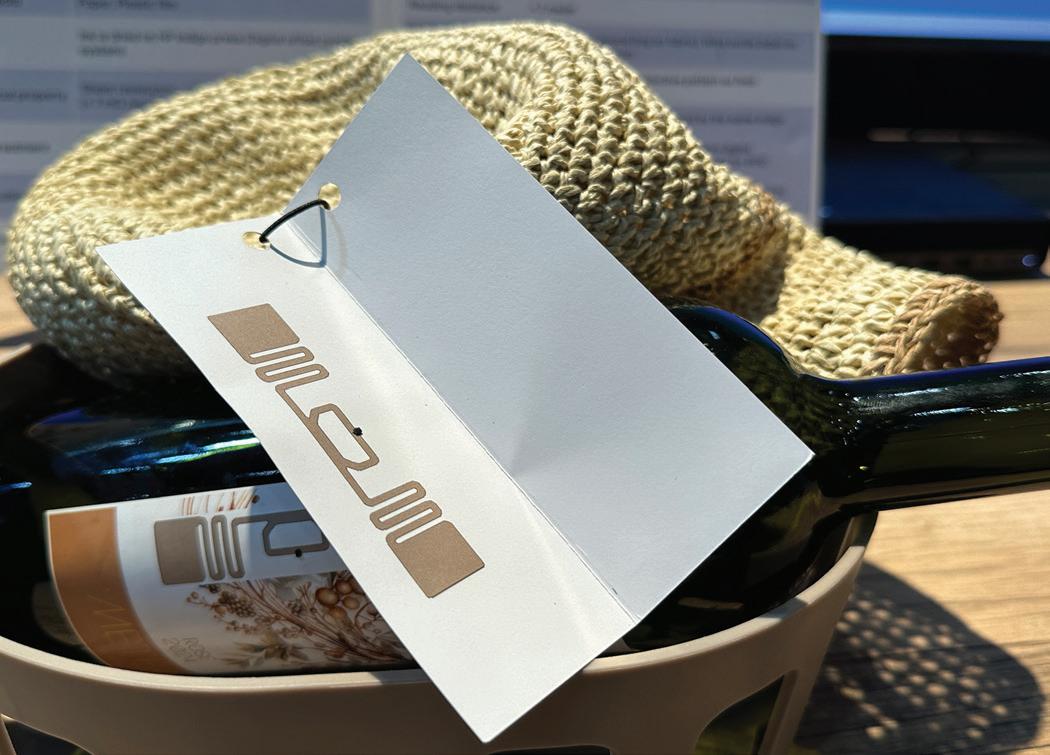
RFID tags for Paris’ stationery products for Walmart are embedded into pressuresensitive labels (indicated by arrow) whose placement on a product is determined by guidance from the Auburn University RFID Lab and the packaging type. Photo courtesy of Paris Corp.
FEATURES
36
Candy Cartoning Gets a Big Boost
Three new cartoning systems bring a whole new level of throughput to Just Born’s headquarters, while corrugated tray packing also gets a makeover.
44 COVER STORY
Stationery Company Cracks RFID Coding to Meet Walmart Mandate
Paper converter Paris Corp. develops a comprehensive RFID program that includes custom-designed inlay encoding and label printing and application equipment and custom encoding software to meet Walmart’s RFID tagging mandates.
52
Bakery Swaps to Compostable Film for Frozen Products
Vikings & Goddesses Pie Company is now packaging its frozen baked products in compostable lm packaging, aligning with sustainability values of both the brand and its customers.
58 AUTOMATION
Future-Proof Controls are Key when Custom Equipment Goes Standard
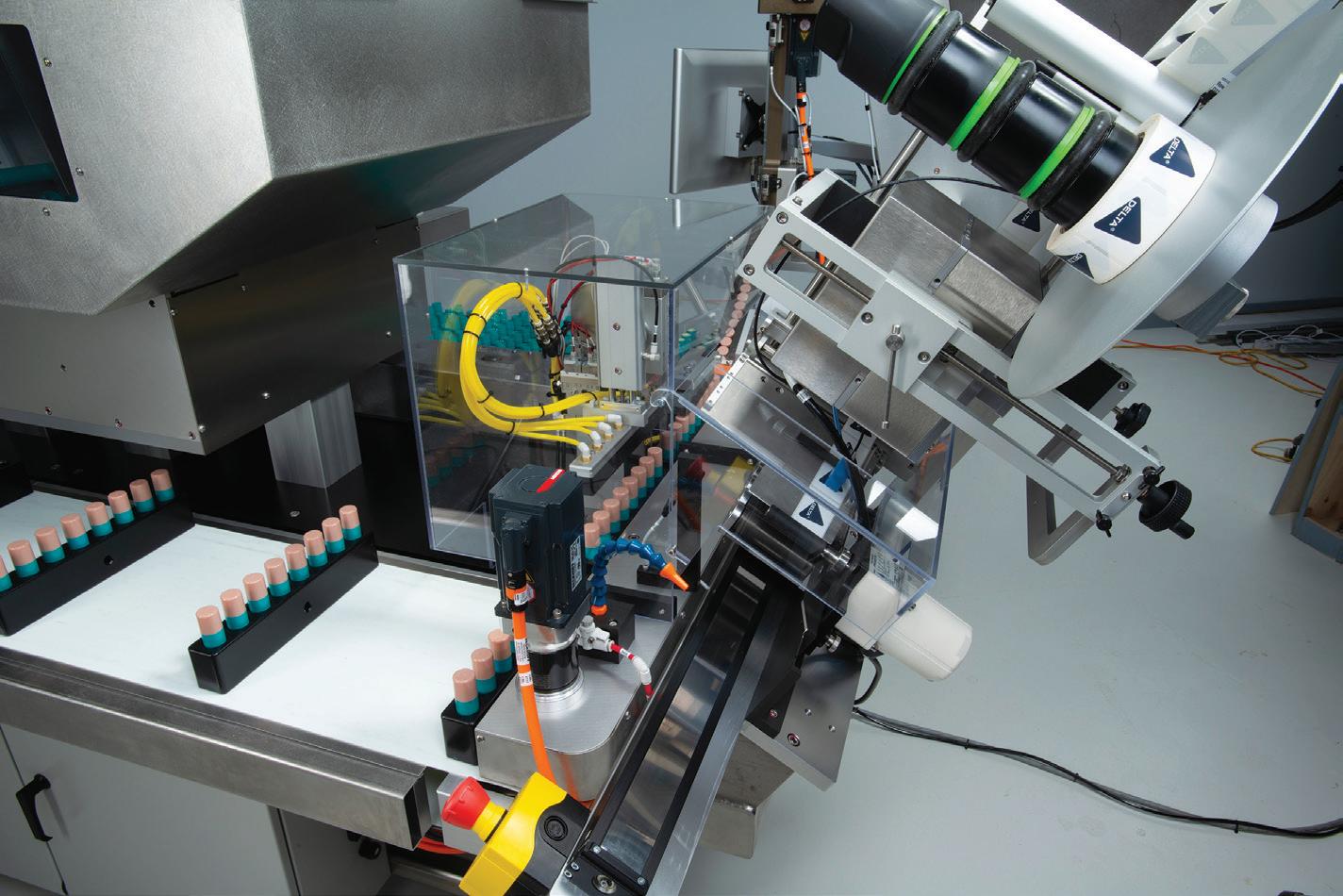
Custom lip balm packaging equipment from Lehnen was a big hit as it lled a previously unseen market need between entry-level and high-volume production. They decided to sell more, but to standardize the ProFill SF, it needed controls that were ready to scale.
64
Lazy Magnolia Brewery Blooms After Automation In ux
Recent front-of-line automation investments are supporting in-house and contract packing growth, with plans for secondary packaging investment to further speed up operations.
70 drupa 2024: DIGITAL PRINTING
The ‘Mainstreaming’ of Digital Package Printing
For brands and CPGs in attendance in June, digital printing was the darling of drupa, the world’s largest printing expo. Even though it’s an evolving tech, when employed by forward-thinking converters, the latest and soon-to-come digital printing technologies should stand to make a huge impact on how, and how quickly, brands go to market with new products.
• 74 A Conversation with HP Indigo’s Eli Mahal
• 80 A Conversation with Landa Nanography’s Yarden Ben-Dor
Visit us at Booth #S-2438 Register for Free Code : 14U32 @ Chicago McCormick November 3-6
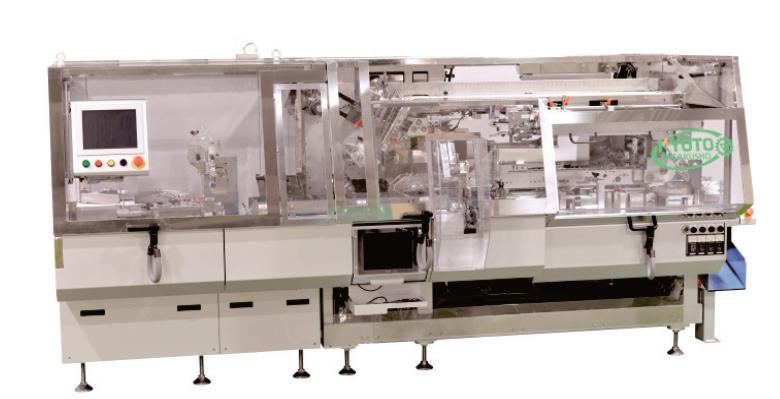
VARIO SIF II
PMI is proud to present our new intermittent cartoner, VARIO-SIF II.
Engineered with cutting-edge all-servo technology, the VARIO-SIF II delivers extremely safe and reliable packaging of a wide variety of products across various industries. Over 500 units have been across various industries. Over 500 units have been installed in numerous fields such as food, pharmaceutical, health nstalled in numerous fields such as food, health and wellness foods, and chemical products. The VARIO-SIF II is a reliable, refined low-maintenance cartoner. Additionally, the VARIO-SIF not only reduces change over time, but also increases reproducibility.
DEPARTMENTS
EDITORIAL ADVISORY BOARD
Aladin Alkhawam Supply Chain Security Director, Endo International plc
Jan Brücklmeier Technical Application Group Packaging Technology Expert, Nestlé
M. Shawn French Director – Innovation & Packaging Engineering (Beverage), Danone North America
Patrick Keenan R&D Packaging Engineer, General Mills/Annie’s Organic Snacks
Mike Marcinkowski Director of R&D Material Science, Packaging & Sustainability – Nature’s Vault/Fesh Loop
David Smith, PhD Principal, David S. Smith & Associates
Brian Stepowany Packaging R&D, Senior Manager, B&G Foods, Inc.
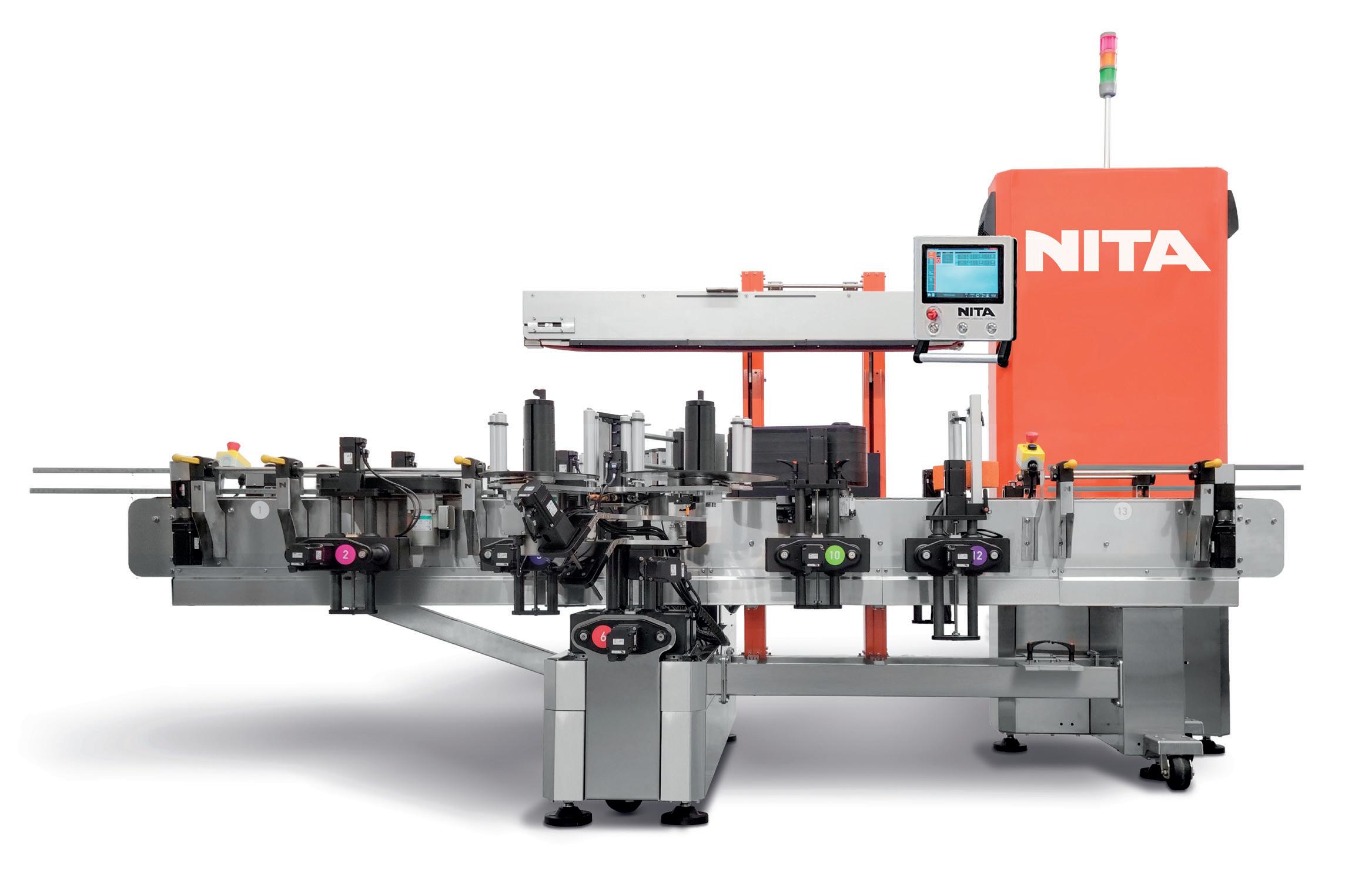
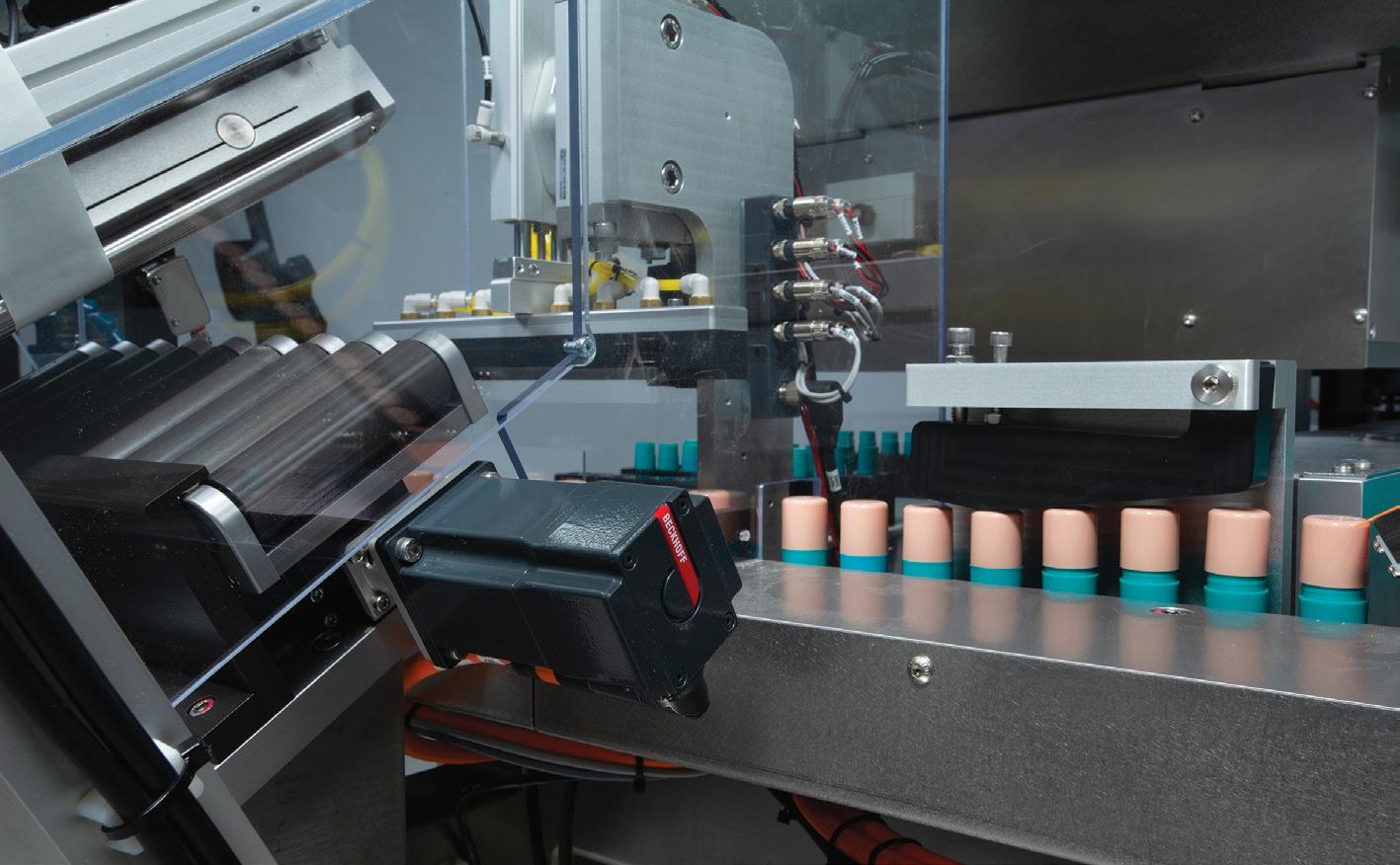
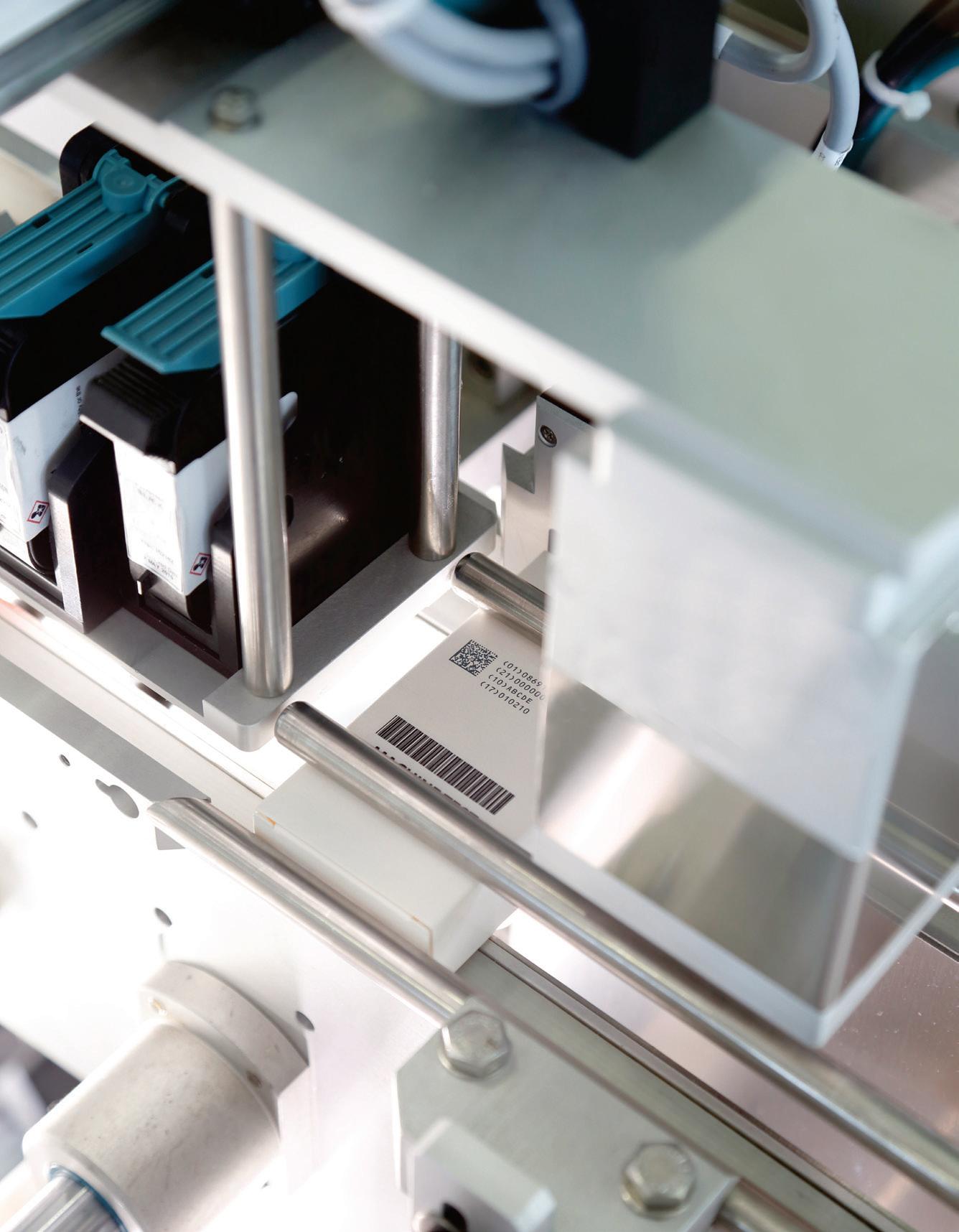
Flexibility is an essential component of the MFlex™ concept. The modular design allows one design philosophy to be utilized for a wide range of applications by simply choosing the required modules from our extensive portfolio. Composed of a label applicator and integrated product handling solution, the MFlex™ precisely labels virtually any packaging shape and product type while providing an easy and flexible platform to control and maintain.
PRIMARY PACKAGING LABELING
Pressure-sensitive labeling solutions for various primary packaging shapes and product types featuring top, bottom, c-wrap, front and back, and wrap labeling options.
PRECISE SYNCHRONIZATION CONTROL
Always in sync, thanks in part to the closedloop servro-control system that monitors and synchronizes all of the machine modules for line speed changes and stoppages.
ENGINEERED FOR MODULARITY
Go from modular components to a complete configuration by selecting from multiple available pressure-sensitive labeling systems based on your packaging type.
To find your local Sales & Service contact, scan QR code or visit: idtechnology.com/online-sales-and-service-directory
Time to rethink
end of line palletizing
The RI20 palletizing cell with industrial robot arm simplifies all the complex processes of a traditional palletizer.
The palletizer is compact, mobile and adapts easily to production changes, whether for a new recipe or a different line location. The unit is suitable for palletizing closed, up to 15 kg and 12 cycles/min.
Easy-to-use with unique hardware and software interface for trouble-free operations.
CONTENT
Matt Reynolds Chief Editor
Anne Marie Mohan Senior Editor
Sean Riley Senior News Director
Casey Flanagan Digital Editor
Pat Reynolds, Sterling Anthony, Eric F. Greenberg, Ben Miyares Contributing Editors
David Bacho Creative Director
ADVERTISING
John Schrei Vice President, Sales jschrei@pmmimediagroup.com
Joseph Angel Founding Partner and Executive Vice President, Industry Outreach, PMMI
Questions about your subscription or wish to renew? Contact circulation@pmmimediagroup.com.
PMMI Media Group
401 N. Michigan Ave., Suite 1700, Chicago, IL 60611 Web: www.pmmimediagroup.com
PMMI The Association for Packaging and Processing Technologies 12930 Worldgate Dr., Suite 200, Herndon VA, 20170 Phone: 571/612-3200 • Fax: 703/243-8556 • Web: www.pmmi.org
Barbie Gets it Right with Braille Pack
As a sighted person, braille isn’t often on my mind. But at printing expo drupa in June (more on page 70) several newer digital embossing systems grabbed my attention.
One was Bobst’s Accubraille TooLink, which prints raised and codified bumps—even of variable data—onto packaging like cartonboard or label stock. Also impressive was a unique new collaboration between Xaar printheads, Marabu inks, and digital printing equipment from OEM Kammann. It allows for direct printing of viscous ink on, layer by layer, until a desired height is reached for a tactile experience. Then the ink is UV cured onto glass. Up to 210µ of varnish can be laid down at speeds of up to 50 m/min, and as a digital process, patterns can be personalized.
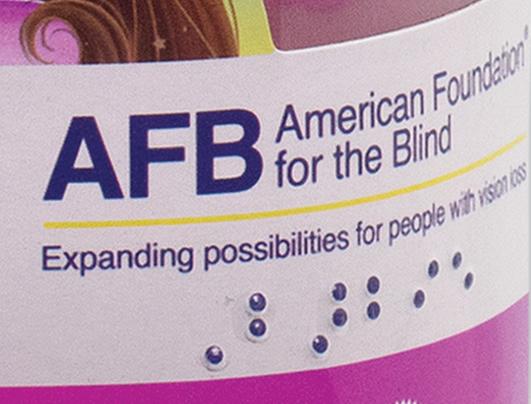
As one would expect, braille is a stated use case for all these innovative technologies. So last month, when Mattel’s Barbie brand announced an inclusivity-minded new doll to represent blind people, I was interested whether the packaging delivered on the inclusiveness promise. I was heartened to find out that it had. Barbie worked with American Foundation for the Blind (AFB) to create accessible packaging and e-commerce communication for the doll, including the placement and writing of “Barbie” in braille on the package. On the product side, the AFB partnership also ensured that elements like the facial details and fashion accessories accurately depict individuals with blindness or low vision.
The inclusive packaging is important to highlight since it could easily have an oversight in the product’s rush to market. But it wasn’t. Packaging operations had a seat at the table alongside product designers, marketing, and a steering thirdparty in AFB to be sure the package was fully accessible to the intended audience.
Barbie isn’t the only recent example of this. Nestlé infant formula brand SMA Nutrients recently integrated NaviLens codes—scannable codes, like QR codes—on all its product packaging. When a visually impaired shopper points their smartphone towards the SMA product, their smartphone can detect the on-pack code from as far as 3 m. This triggers their phone, and the customer can choose to access product information including the ingredients, allergen, and recycling information. It can be read aloud in their phone’s language, or viewed on their device using accessibility tools.
“The addition of NaviLens to our packs is a global first in the infant nutrition category, and we hope the importance and benefits for so many will inspire other brands to follow,” says Vicky Woods, managing director of Nestlé Nutrition U.K. & Ireland. “The breadth of the technology means visually impaired parents can independently choose, find, and understand all the on-pack information they need should they decide to use formula.”
NaviLens isn’t brand new but has been gaining momentum in recent years as consumers get increasingly comfortable interacting with QR or data matrix codes on packaging—another data point in the way to replace one-dimensional GTIN barcodes with data-rich 2D or QR-based barcodes.
In a similar move, brand owner e.l.f. cosmetics and sight-compromised world champion swimmer Tas Pagonis released a limited-edition kit featuring three of Pagonis’ favorite e.l.f. products. Each has a scannable QR code that links to an audio recording by Pagonis describing the product, including finish and application tips. This “beauty hack” is used by Pagonis herself as a blind beauty lover seeking greater accessibility.
Packaging World columnist Sterling Anthony often reminds us that packaging is not just an extension of or secondary to a product, it’s a part of it. The two exist together as a system. That’s why it’s important that iconic brands like Barbie get the packaging right when they’re wading into untapped or underserved markets. A lot of brands could’ve gotten that one wrong, leading to a bad consumer experience. But Mattel got this one right. PW
Generative AI Labeling by Diageo’s Johnnie Walker Hints at Mass Customization
A
spirits-themed tourist destination in Edinburgh, Scotland, Johnnie Walker Princes Street hosted what’s believed to be the first-ever mash up of Scotch whisky, art, AI, and packaging.
The Diageo brand invited consumers at the venue to design a personalized bottle of top-shelf Johnnie Walker Blue Label whisky using generative AI. The imagery drew from artwork by popular Sottish landscape artist Scott Naismith. Only available at the Edinburgh venue, the experience ran through the end of August this year.
Visitors answered three simple questions, and the answers influenced how the AI rendered key themes in Naismith’s work, ultimately impacting the bottle and label designs. The prompts generated various colors, locations, artistic styles, and times of day, resulting in an entirely unique, batch-size-one label that was printed in minutes.
The event was part of what’s called Project Halo, an undertaking under the umbrella of Diageo’s new Breakthrough Innovation team, a subsidiary launched in January of its existing Innovation function. More specifically, Project Halo is meant to let brands and consumers co-create personalized label designs/product artwork. The generative AI tech empowers consumers to co-create designs on Diageo products in a way that is bespoke to them, advancing the mass customization and personalization trends in packaging and labeling.
“This is the first pilot in a wider platform that the Breakthrough Innovation team is exploring, looking at how we can use AI responsibly to enable co-collaboration between fans and artists,” says Will Harvey, senior global innovation manager, Diageo. “Demand for personalization shows no signs of slowing down, so we’re delighted to offer the chance to create one-of-a-kind AI-enabled designs with Scott. With Johnnie Walker Princes Street’s previous experience of using AI to enhance customer experiences,
it’s the perfect place for us to launch this innovative offer to the world.”
The company says this launch occurred as consumers increasingly search for unique experiences and products that signal belonging, status, and personality, whether it’s for themselves or others. Consumers, it says, are going beyond the most up-to-date cultural movements, seeking things that feel entirely original, with personalization now a necessity.
Diageo’s Breakthrough Innovation team says it’s committed to actively looking for partners to collaborate with to test and learn Breakthrough ideas. Project Halo continues this commitment, Diageo says, by partnering with industry-leading experts including Phantom, Amazon AWS, Hybrid Software, GMG and Roland DG. For example, Diageo has leveraged the latest developments in generative AI through Amazon’s Titan bedrock model, which ensures the ethical protection of artist work whilst allowing consumers to co-create. —Matt Reynolds
Filler, Capper Upgrade
A new rotary auger filler from Spee-Dee Packaging Machinery combined with an in-line capper from Balpack have helped Better Body Foods meet growing demand for its powdered peanut butter without having to hire hard-to-find operators. “Finding people is difficult, and coming out of the pandemic it became more difficult than ever,” says Steven Birt, sales executive at the Lindon, Utah, food company. “With this new equipment we can do a lot more with 20% fewer people.”
The new equipment has been running commercially now since August of 2023. The Spee-Dee system is an 18-pocket, twin-auger, continuous motion rotary filler. Powdered product reaches the filler by way of bulk bags followed by a Kason sifter that was also part of the line upgrade. PET containers filled on the line include 8-, 15-, 24-, and 30-oz sizes. “We’re running the new filler about as slow as it can go, and it’s still almost twice as fast as the 30 per minute range that we had before,” says Birt.
The Balpack capper is a two station inline chuck capper with a servo-controlled station for cap placement and a servo-controlled second station for torquing.
One other upgrade was an Evolution checkweigher, also supplied by Spee-Dee. “It’s easy enough to incorporate any number of checkweighers,” notes Birt. “But I figure if Spee-Dee is making my filler, the best way to optimize feedback between filler and checkweigher is if both come from Spee-Dee.” —Pat Reynolds
TAMPER BANDING FOR LESS
CH-100’s simple and low maintenance design allows for maximum uptime and moderate production rates up to 120 products per minute.
INDUSTRIAL DESIGN
NDUSTRI L
CH-100’s Butterfly Mandrel is an ideal solution for accurate placement of shrink and tamper bands on a variety of containers.
perfect solution for industries including food and beverage, pharmaceutical, nutraceutical, health and beauty, consumer goods, chemical, and other manufactured goods.
With over 40 years of experience in shrink labeling, AFM offers a complete line of shrink sleeve labeling and tamper evident band applicators, tunnels, shrink sleeve labels, and tamper bands. Supplying both the machines and the material, AFM provides a single source that works together seamlessly and maximizes uptime.
For more information, visit www.afmsleeves.com or call 714-974-9006 for an Authorized AFM Distributor in your area.
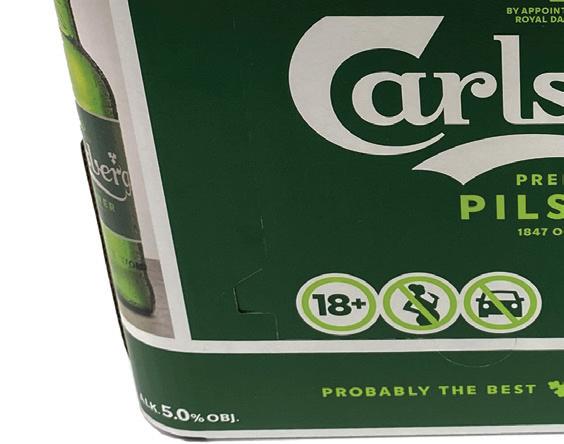
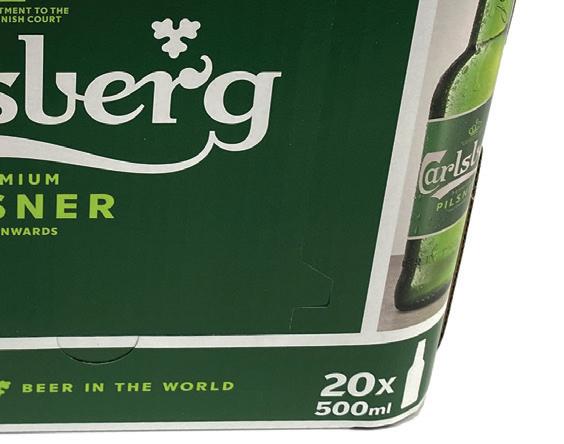
Rounded-Corner Carlsberg Carton Reduces CO2 by 224 Tons
For global brand owners using packaging materials on a massive scale, small changes to existing packaging can yield significant sustainability benefits. Such is the case with a new rounded-corner multipack being tested by international beer brand Carlsberg in Poland for selected product lines. The new package, the Round Wrap from DS Smith, is expected to reduce CO2 emissions by 224 tons annually in Poland when compared to standard corrugated multipacks.
Carlsberg began working with DSS on the project nearly two years ago. The 24-month process included development time on DSS’s corrugators as well as testing, learning, and validation time on the Carlsberg line. “These customer lines are in constant use, so we need to fit around the customer line availability,” explains Jonathan Carter, senior product innovation manager, Packaging Division, for DS Smith.
Round Wrap uses patented Arcwise technology licensed from Swedish paper company SCA to create curved corners on a corrugated multipack beverage wrap or shelf-ready packaging. As Carter explains, Arcwise technology involves paper ratios, in particular inner thickness versus outer thickness, and cutting, creasing, and shaping of the case’s folded flaps. While specifics on the material being used are proprietary, Carter says DSS can
produce Round Wrap with B-, E-, and R-Flute corrugated.
According to SCA, Arcwise technology was developed at its Arcwise Design Lab and was “inspired by the way nature develops its organic shapes over time.” It adds, “A curved shape is naturally strong in relation to its weight, and scientific studies indicate that people prefer curved shapes over square shapes in design.”
A study commissioned by DSS confirms this consumer insight: According to Carter, an independent study with ToLuna in 2023 established that on average, 77% of respondents are more likely to want to purchase Enhanced Round Wrap Design compared to other designs.
Certainly differentiation on-shelf was one of the drivers for Carlsberg to pursue the new packaging design. In terms of aesthetics, the shape of the multipack also provides increased opportunities to place branding on the rounded corners and across the entire 360-deg side surface of the pack.
Round Wrap’s most compelling sell points though are its potential to protect the product and the package and to reduce the environmental footprint of the multipack. “Cylindrical bottles and traditional corrugated boxes never fit together as well as they could,” says Mattias Bodell, head of design at SCA Arcwise. “The curved corners fit the round bottles perfectly, creating minimum space for
FLEXIBILITY
A single Columbia palletizer can handle all of these products and more with ease.
the bottles to move around.” The rounded shape also results in less damage to the corners of the case during transportation.
In terms of sustainability, the design—with the corrugated tightly shaped around the bottles— results in a materials savings of 20% compared with a standard corrugated solution, with a
corresponding 20% reduction in the CO2 footprint. Not only is there a smaller ratio of paper to product, but Carter notes that the wraps use a much lighter inner liner. He cautions that “the percentage saved is always dependent on the comparison of the existing wrap.”
In some cases, the savings in CO2 can also be attributed to the need for less stretch lm on a pallet. “The curved corner reduces the distance of shrink lm traveled, but the main bene t comes from the contact area between the lm and the wrap corner,” says Carter. “This is a lot larger, which provides stability and can encourage a lm thickness reduction—it always depends on the starting speci cation and customer feasibility to run thinner shrink lm. It always requires customer validation via transit testing.”
Round Wrap is designed to run on existing packaging equipment, with DSS working with the end user to smooth the transition to the new packaging. Carlsberg began testing the Round Wrap multipack in June for its Carlsberg, Garage, and Somersby beer brands. As of presstime, full-scale production of the packaging for Carlsberg’s products is scheduled to begin in September/October.
Carter shares that since development and launch of the Round Wrap package for Carlsberg, DSS is now able to implement the solution much faster, depending on customer line availability.
—Anne Marie Mohan
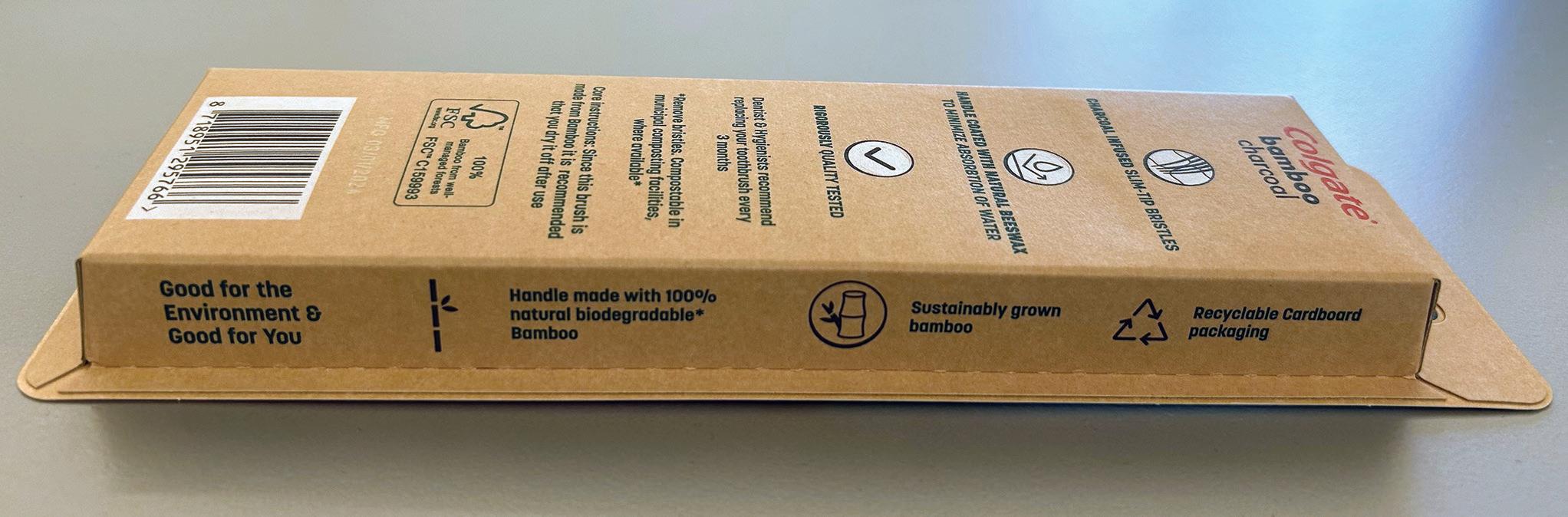
Colgate-Palmolive Unveils Recyclable Paper Blister-Style
Toothbrush Pack
Colgate-Palmolive relaunched its bamboo toothbrush featuring a compostable handle that is 100% natural and biodegradable, is made out of sustainably grown bamboo, and is packaged in a recyclable paper-based tub and lid hanging blister-style format.
“We are constantly looking for ways to develop innovative products with the environment in mind,” says Sukhdev Saini, the global packaging leader at Colgate-Palmolive.
The product’s packaging is made of 100% paper, which is unique for toothbrushes that often come packaged in plastic-based blister packs with cardstock backing. Because user experience and usability are so important, Saini says that care was taken to ensure its usability.
“We ensure that this package is easy to open and use for consumer convenience,” says Saini. Colgate developed new graphic designs that feature high-quality renderings of the toothbrush itself so consumers will know what the product looks like, even without visually transparent packaging.
The company says the new paper-based tub and lid packaging were rigorously tested to ensure they meet the same product protection requirements as plastic blister packaging. A paper-based inlay was developed to hold the brush rmly in place, preventing damage to the bristles during transport. This, combined with secondary packaging made entirely out of paperboard material, enables the packaging
to successfully meet the International Safe Transit Association (ISTA) testing requirements. A new packaging line was installed to automate the toothbrush’s new paper-based tub and lid packaging. —Liz Cuneo
Blue Bunny Makes Visual Impact with Translucent Recyclable Pints
U.S.-based ice cream manufacturer Wells Enterprises produces popular brands like The Original Bomb Pop, Halo Top Creamery, and Blue Ribbon Classics, but perhaps the best-known brand in Wells’ lineup is Blue Bunny. The company recently expanded Blue Bunny’s Twist Cones soft-serve frozen treat line into 16-oz single-serve, freezer-grade twist pints.
Made with widely recyclable polypropylene (PP) and a high-density polyethylene (HDPE) lid both supplied by Berry Global, the new Twist pints improve the recyclability of traditional ice-cream packaging, which is generally made of plastic-lined paper board. The pints are also designed for nest-ability in transit and storage, minimizing wasted space during transportation. This helps optimize supply chain ef ciency and lessen the need for truckload shipments, stakeholders say.
“Berry is an excellent partner for Wells. They understand our need for innovative, sustainable packaging and have worked closely with us to develop it,” says Julee Zugel, director of strategic sourcing at Wells.
just
“DUAL-icious,”
Cookies & Cream, Candy Bar, Mint Chocolate, Blu’s Cake,
Similar to the custom 48-oz PP containers produced by Berry for Blue Bunny’s scoopable ice cream line, these translucent pints allow consumers to view the attractive, uniquely layered contents inside, just by looking at the packaging. The pints come in seven soft avors that the brand calls “DUAL-icious,” including Chocolate Vanilla, Strawberries & Cream, Cookies & Cream, Candy Bar, Mint Chocolate, Blu’s Birthday Cake, and Cherry Chocolate. The new pints are currently available at retailers across the U.S., including Walmart, Kroger, Food Lion, Albertson’s, Safeway, and Publix. —Matt Reynolds
ACOPOS 6D
The future machine platform
ACOPOS 6D allows you to move products freely through an open manufacturing space –unbound by the limits of one-dimensional production flow. Magnetic levitation provides six degrees of freedom for unprecedented processing density on a fraction of the floorspace.
No contact, no noise, no wear
Micron-precise positioning
11 shuttle sizes
Widest payload range on market
Most advanced planar software platform on the market
br-automation.com
Walmart Deploys Depackaging Technology for Organics Recycling
While the CPG and retail industry is laser-focused on the recycling of packaging materials, another issue of equal importance is the recycling of the food inside that packaging when it’s no longer salable. According to national non-profit ReFED, the U.S. generated about 77.6 million tons of food waste in 2022, nearly 3.9% of which came from retailers as a result of damaged or expired items that were unsalable. Of the food waste generated by retail, 51% went to landfill and 39.5% went to compost or anaerobic digestion.
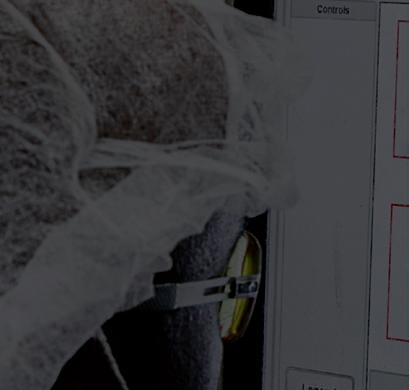
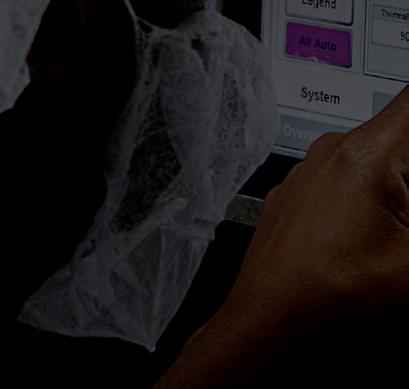
While Walmart has long had a manual, in-store system for removing expired, spoiled, damaged, or recalled food from its packaging—a process called “depackaging”—a new partnership with organics recycler Denali is enabling the retailer to depackage food more efficiently, freeing up associates for other tasks and increasing the amount of food waste going to organics recycling.
“As you know, manual processes are hard to follow,” says RJ Zanes, Walmart’s VP of Facility Services. “Ultimately you have to train entry-level associates on how to depackage. It takes time, and it’s not a clean job. You can imagine unpacking hamburger meat and throwing the packaging in one area and the meat in another. What ends up happening is you have people who violate the process, and our diversion rate is not getting to where it needs to be.”
Before rolling out the new Zero De-Pack program, Walmart
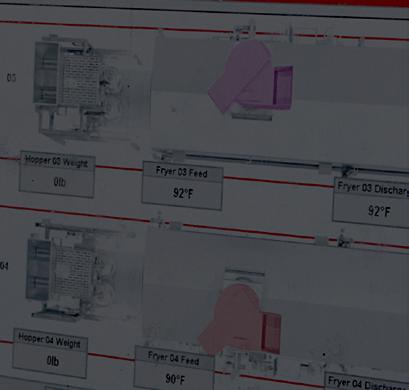
executed a proof of concept in the Phoenix market. As Denali Chief Revenue Officer Ilia Kostov shares, Denali has been working with depackaging technologies for years in several key markets. In Phoenix, it operates three depackaging and recycling facilities: one specializing in beverages in plastic, aluminum, and other containers, as well as preprocessing of cooking oils; one that handles dry, unsalable foods such as snacks, breads, pasta, candy, flour, and other products, which are further processed into animal feed; and one that handles unsalable food and food waste from grocery stores, cafeterias, stadiums, restaurants, and more. The third facility accepts a diverse range of materials, including meats, fish, fruits, and vegetables, along with packaging and contamination associated with post-consumer waste such as plates and packaging.
Denali’s depackaging and recycling process operates in a somewhat similar fashion to a municipal recycling facility (MRF). First, Denali picks up packaged food waste from the participating operations, which collect and place the waste into organic refuse bins.
The waste trucks then haul the material either to a transfer station or to a facility equipped with depackaging technology, where the materials are dumped onto a tipping floor. Next, the packaged food is presorted as much as possible to aggregate similar materials. After sortation, tractors pick up the waste and
feed it into the appropriate depackaging equipment. Once in the equipment, the materials are processed with the help of grinders, blowers, and separators, with the organic waste existing a funnel on one side and the packaging on the other.
According to Kostov, the equipment is capable of processing between 15 and 30 tons of material per hour per line and can separate as much as 97% of all trash from organic food waste. The resulting stream of organic material is then further processed into animal feed, compost, or renewable energy. When possible, the packaging is recycled. “For example, we would aggregate like beverage material in aluminum cans and run those through the process, aggregating and recycling the aluminum,” explains Kostov.
As with any pilot, Zanes says several learnings resulted for both
Walmart and Denali. For the organics recycler, the POC testing provided insight on how they would need to evolve the technology over time. For Walmart, one key insight was on the need to close the gap in infrastructure. “We had to figure out how we could create more density with various other partners to allow us to become more and more efficient with regard to the infrastructure,” says Zanes.
“There were also some smaller findings with regard to the staging of the fresh goods and the placement of organics recycling bins to make it easy for our operators and for Denali, as well as determining the appropriate pickup cycles,” he adds. “So all of those little processes had to be worked out to streamline the program and ensure we were gaining the labor efficiencies and the diversion rates we intended.”
In late June 2024, Walmart rolled out Zero De-Pack to 1,400 of its Walmart and Sam’s Club stores in more than 16 U.S. markets nationwide, with plans for expansion. Based the testing, the new process is expected to increase the volume of potentially reusable organic content by more than 60% and reduce Walmart’s compactor trash by an estimated 12%. While Zanes was unable to provide an exact number for the tonnage of waste that will be diverted, he did say that “it is a substantial food tonnage number.”
Kosov was more forthcoming. He says, “Thanks to this innovation, we expect to recycle about 200,000 pounds of food waste from each store that utilizes our depackaging services.” —Anne Marie Mohan
Aluminum Bottle Selected for Ocean-Friendly Supplement
Irvine, Calif.-based supplement brand youtheory, part of the Jamieson Wellness portfolio, has gone all out to be as mindful as possible of marine life with its new omega supplement product and packaging. The company’s new Ocean-Friendly Omega capsules are made from algae oil rather than fish, while packaging for the new product is an aluminum bottle—a format that youtheory VP of Marketing Cindy Sherman says is the “obvious choice” for an oceanfriendly, sustainable solution.
“We wanted to differentiate ourselves with the Omega nutrient coming from plants instead of fish,” says Sherman. “While this allows us to offer a vegan solution, we also wanted to leverage the ocean-friendly nature of not harming the fish.”
Likewise, with packaging for the product, youtheory wanted to go “above and beyond” in its responsibilities to the ocean by eliminating plastic, which Sherman notes ends up in the ocean harming fish and other sea life. The company’s requirements for the packaging focused on three areas: sustainability, durability, and premium quality.
“We sought to reduce our environmental footprint by choosing materials that are recyclable and have a lower impact on the planet,” says Sherman. “Additionally, we needed a packaging solution that would maintain the integrity and freshness of our products.”
as a high strength-to-weight ratio, allowing less material to be used without concern for damage to the product inside.
Providing a barrier to UV light, oxygen, and moisture, the aluminum package also meets youtheory’s durability requirements. “The robust and reliable nature of aluminum ensures our supplements are protected from external factors, preserving their efficacy and extending their shelf life,” Sherman explains.
In early 2023, youtheory selected a stock threaded aluminum bottle with twist cap from Trivium Packaging modified to include a tamper-evident neckband made from cornstarch and an induction seal liner. The bottle, says Sherman, meets the company’s sustainability criteria perfectly, offering 100% recyclability as well
As for premium-quality requirement, youtheory wanted a package design that would align with its commitment to excellence and innovation. Trivium checked that box as well, delivering a bottle with sleek and modern aesthetics that Sherman says enhances the premium feel of youtheory’s products and provides the customer with an elevated experience. “The versatility of aluminum allows for a high-quality finish and branding flexibility, ensuring our packaging stands out on shelves and resonates with our target audience,” she says.
The package is direct printed by Trivium during production with custom graphics from youtheory as well as with the How2Label, which provides guidance to consumers on the recyclability of each component of the package. Shares Sherman, “Our entire bottle is categorized as widely recyclable, and consumers are instructed to empty [the bottle] and replace the cap, and then put it in curbside recycling.”
Youtheory’s Ocean-Friendly Omega supplement was introduced in December 2023 in a 60-ct quantity and is available at Costco and BJ’s Wholesale Club and online at Amazon.com and youtheory. com. —Anne Marie Mohan
BY THE NUMBERS
1M tons
The tonnage of recyclables expected to result over the next decade from a $3 million loan made to Balcones Recycling from American Beverage and Closed Loop Partners for new equipment at its San Antonio facility
1-3 years
The expected payback period for robots in manufacturing companies versus the five-to-eight-year typical observed ROI from the 1980s to the 2020s, according to McKinsey Insights
7.2M lb
As of presstime, the amount of product, including 71 liverwurst and ready-toeat meat and poultry products, recalled by Boar’s Head due to a listeria outbreak that resulted in three deaths and 43 hospitalizations
“Sustainability is the right thing for the planet, and PepsiCo isn’t trying to create a competitive advantage in the space. We want to share this with everyone and that’s why we’re advocating for it. We’re willing to show you how to get involved and who to partner with. Partnerships around sustainability are critical to drive success.”
–Rob Cotton, R&D director of Foods Packaging for PepsiCo, as quoted in an article from BakingBusiness.com, “PepsiCo advances sustainable solution for flexible packaging”
“There has been a large amount of capital invested in developing compostable packaging. That’s not going to always be the best fit or the right answer for every business. We want to replace all single-use plastics in our packaging stream, but we’re encountering well-established speed bumps and hurdles. Mainly, it comes down to material science and matching food and barrier properties that meet our standards for quality.”
–Ben Gaines, VP of marketing for Northwest Confections, parent company of edibles brand Wyld, in an article from MJBiz, “Cannabis businesses incorporate reused materials into packaging”
“Digitalization and the emergence of the internet effectively created cyber threats as we understand them. A Victorian steam engine can’t be hacked, but an internet-connected logistics robot can be. The internet is as much the enabler of hacking as it is of modern packaging operations.”
–Rory Gopsill, senior analyst for GlobalData, in an interview with Packaging Gateway, “Packaging companies must protect production lines from cyberattacks –analyst”
15%
The annual rate of growth over the last five years for e-commerce packaging, which is expected to reach $98.2 billion next year, according to PreScouter
“Widespread implementation of 2D barcodes is critical to a future with digital leaflets, which we support at Kenvue, in order to enable individuals to make informed decisions about their health and reduce paper use. It will also improve the ability for the industry to efficiently manage inventory while ensuring products are available at the right place and at the right time to meet consumer need.”
–Mari Stevens, COO of consumer healthcare company Kenvue, in an article from Consumer Goods Technology, “Companies Like P&G and Kenvue Prepare for 2D Barcode Overhaul”
A trusted market leader in low to moderate speed solutions with over 60 years of experience
The best value: simple, reliable, and flexible equipment solutions
Impressive customer list who buy repeatedly
Transparent communications with outstanding support
Finnish R&D Center Develops a ‘Better Cellophane’
Packaging World:
For the past seven years, VTT Technical Research Centre of Finland has been developing a cellulose-based recyclable, biodegradable, and compostable ‘transparent paper’ as a replacement for fossil-based film, applying a more environmentally friendly production process than used for cellophane. Following the first successful pilot run of the film, Dr. Vinay Kumar, senior scientist and project manager at VTT, provides details on the new material and its potential to replace plastic film.
What is cellulose, and how do you extract it?
Dr. Vinay Kumar:
To put it simply, cellulose is the building block of all plants and trees. Wood is made of three components. One is cellulose, which is about 50%, and then we also have lignin and hemicellose. The lignin and hemicellulose support the cellulose to keep the structure together. Cellulose is the structural element that gives strength to the plant. It also helps transport nutrients and water, but usually its strength is its main contribution.
To extract cellulose, starting from wood, you remove the other two components. There are different chemical and mechanical processes to remove the lignin and hemicellulose. Then you reach a grade of cellulose that can be fully purified, or it can still contain some hemicellulose and lignin. These grades have different names, depending on what process has been used to produce them. One example is writing and printing paper. That’s usually white. That’s where you’re using a relatively purified grade of cellulose pulp. But then you have brown cardboard, which is used for some packaging and transport applications. In that case, you haven’t removed all the lignin. Lignin is brown, which gives wood its color. So there you have lignincontaining cellulose.
Cellulose is interesting as a material because once you extract it as cellulose fiber, there are different ways to process it further into products. You can make paper out of it. You can also make films out of it, using a different processing step. Cellulose can also be converted to fully transparent films. You can call it transparent paper because you’re using a different process to convert it into a film. That’s what we’re doing at VTT with this project; we’re converting cellulosic materials into films and coatings for packaging applications.
Are there other advantages of cellulose-based films and coatings versus fossil-based plastic beyond the fact that they’re renewable materials?
One thing people usually don’t talk about is the carbon footprint for production of these films and coatings. Typically cellulose-based materials have a lower carbon footprint when you produce them compared to fossil-based materials.
Then, the biggest advantage that I personally find important is the biodegradability or compostability of these materials. Plastic is a material that does not biodegrade for several hundred years, and if you think of the usage time of a package, it might actually be just a minute. For instance, if you go to McDonald’s and get something in a plastic package, the use time of that package is very, very short. The same applies to candy wrappers, for example. The moment you open it, the use case has ended, but that plastic stays for 400 or 500 years. That implies that we haven’t selected our materials very carefully, and that’s where the cellulosic materials have the advantage because they actually biodegrade quite quickly.
Cellulosic materials also enable the recyclability of many packaging applications because they’re paper-like materials, so they can be recycled in the paper stream. That’s a big issue, especially in the EU where we’re targeting improved recyclability of packaging materials. Cellulosic materials, either as films or coatings, bring the inherent advantage of improved recyclability because when you use these materials, you’re going towards mono-material packaging where recyclability is much simpler.
In some situations, cellulose films also have barrier functions that are competitive with multilayer plastic. Of course, cellulosic materials do not have a good moisture barrier because they’re water loving, but they offer very good oxygen and grease barriers. That’s where they can actually compete very well with plastics. It’s this particular feature of
when you buy a pair of scissors, you’re not concerned about the barrier properties of the material; it’s mostly the strength and how it holds the item inside. In this case, these paper-based solutions could be perfect.
You also mentioned that this film is recyclable?
Yes, so we have different technologies for these cellulose-based films. We have a so-called nano-cellulose or Microfibrillated cellulose films [MFC], which allow full recyclability in paper-based streams. And then we have these regenerated cellulose films, which can also go into the paper stream. During recycling though, it doesn’t convert back to fibers since it’s a dissolved cellulose grade. When you collect this material in a stream, it breaks down with paper, and is then separated from the pulp during recycling. Those tests are still ongoing. We’re now verifying this particular recyclability concept for regenerated cellulose films.
What stage are you at with R&D for these materials?
We started the lab research on this topic quite a while back, it was probably more than six or seven years ago, but the new pilot line, where we’re scaling up the production and improving the film development, that started in the summer of 2022. We now have the pilot line up and running. In March, we did the first successful run from end to end. So basically, we produced the film on a roll on the pilot line. It took us about 18 months to get there because it was a
new pilot, we built it from scratch. There’s nothing like it anywhere in the world. Of course, we had different parts of the equation working before that, but in March, for the first time, everything worked together, and we were able to run the film.
That’s the stage we’re at now. We’re very excited we got it to work. We currently have a very big R&D program where we’re using our pilot to optimize the film production. It’s called the Films For the Future project—F3. It’s funded by the European Regional Development Fund, along with 34 industrial partners. They represent the whole value chain, starting from raw materials suppliers to chemical suppliers, and then to the film producers, the converters, and the brand owners. So it’s a combined effort. This program started in September of 2022, and it will end this September.
The program has been very successful so far. As I mentioned, we’ve been able to run the pilot with full roll-to-roll production, and the initial results from the films we’re producing on the pilot are super exciting. We’ve been able to optimize the mechanical performance of the films, and the films are fully transparent and indistinguishable from plastic films.
Can you tell me more about the pilot line?
We call it the Cellulose Films line. It specifically targets the development of regenerated cellulose films using technologies that allow us to produce the films sustainably. We’re minimizing the environmental impact by using less harmful chemicals. For example,
Helping you bring your best products to market.
Delivering Results.
With Heat and Control, you have a partner with the scale to support your success, the innovation to advance your operations, and a commitment to quality that will help you offer better products for consumers.
• Food processing systems
• On-machine and process area seasoning application
• Conveying and product handling
• Multihead/combination scale weighing and filling
• Snack bagmaking and case packing
• Metal detection and x-ray
• Check weighing and seal checking
• Controls and information systems
We are successful when you are successful. That’s why we apply creativity, engineering excellence, and determined perseverance to every project to help our customers get the performance their business demands—whether measured by flavor, efficiencies, sustainability, improvement, or innovation.
Nov. 3-6, 2024 Booth N-6106
McCormick Place Chicago, IL, USA
typically, sulfuric acid is used for the regeneration of these films. Sulfuric acid is very strong; it’s not the safest thing to work with. We have replaced that with much milder acids, almost like kitchen chemicals, you could say. We’re now running the line with these, and we have optimized our film properties to the same level even though we’re working with less harmful chemicals. We’re not releasing any carbon disulfide or hydrogen sulfide, which are the emissions that result from the viscose process used to produce cellophane.
What makes your film different than traditional cellophane?
The viscose process starts with dissolved pulp. So you need to use a purified grade of pulp and the carbon disulfide or hydrogen sulfide. Therefore, viscose is not a very environmentally friendly process because of these emissions. These initial steps of the film production are where we differentiate quite a bit. And then, since our film production process is technologically different, it allows us to optimize our washing and drying stages, so we’re able to work on those quite differently compared to the viscose process.
The goal of VTT as an organization is to bring forward processes for film production that allow us to use more environmentally friendly approaches from all angles. In addition to using less harmful chemicals in the regeneration process, we use typical kraft pulps as starting materials, and we use as little energy as possible for film drying. We can even recycle the chemicals used for dissolution. So we’re trying to approach it from all angles.
Robotic Solutions That Work!
What will it take for this to become commercial once you’ve done all the R&D?
As a project manager for this program, I would be extremely happy if one of our partners decided to take the technology on and push it forward for industrial development. Of course, VTT will be helping along the way, but the idea would be that either the partners in the program or some other company would come on board and take the technology and develop larger-scale production. With the right attitude and the right team, a company should be able to take the technology to the next level quite rapidly. We have gathered all the knowledge needed to raise the bar for industrial implementation.
How important is collaboration in the development of more sustainable packaging solutions?
Fifteen years ago, collaboration along the value chain in packaging was almost non-existent, meaning it was more like a supplier-vendor relationship. But now, with the challenges we’re facing and the legislation that’s coming in, we need system-level changes. For systemlevel changes to take place, collaboration along the value chain is critical. It’s about time that the entire value chain comes together to understand each other’s challenges and to discuss, for example, how a recycler’s challenge is not just their challenge anymore, it’s also the challenge of the brand owner and the challenge of the original producer of the package. This is the time it needs to happen, and I think we’re heading in the right direction. —Anne
Marie Mohan
By Eric F. Greenberg, Attorney-at-law
Packaging Chemicals—After Being OK’d for Use—Get Another Look
FDA will hold a September 25 public meeting about an “enhanced systematic process” for “post-market assessment of chemicals in food.” The agency made clear that food contact substances, such as those from food packaging, are part of the project, as are ingredients considered Generally Recognized As Safe (GRAS), food additives, color additives, and contaminants.
This new FDA effort may end up placing new obligations on packagers, though if your work involves food packaging, you are well familiar with the various efforts you and others already apply to assuring their safety.
Indeed, there’s a little-known community that spends an extraordinary amount of time doing assorted things to check out packaging material safety, including collecting information from suppliers, reviewing documentation and guarantee letters, and commissioning laboratory testing. This community includes regulatory affairs professionals, scientists, engineers, regulators and, of course, lawyers.
I say it’s a ‘little-known’ community because it’s been my perception, based on years practicing in this area, that there are large swaths of the packaging industry—and lawmakers, and the general public—who have no earthly idea that any of this is going on.
But then, awareness is pretty minimal of the engineering genius underlying food packaging materials and structures, and of packaging overall, too. Few average consumers are aware of the reason the plastic used to make a bag of chips is different from that used for a sandwich bag, or understand the complexities of multi-layer, multi-material structures, or are aware of the presence of modified atmospheres within packages.
Here’s what this community spends its days and nights thinking about: The Federal Food, Drug and Cosmetic Act and related regulations require that food packaging materials will not adulterate the food, and therefore that they be safe, and that they will not impart off-odor, taste, or color to the packaged food.
Legally, a substance can’t be in contact with food unless it’s a food additive cleared for that particular use, or unless it’s otherwise exempt because, for example, the exposure involved is GRAS, or you can confirm that the substance won’t get into the food at all.
The foundation of any clearance is a conclusion that the intended use is safe, that is, that there’s a reasonable certainty that no harm will result from the use, taking into consideration an estimate of the amount of the substance that will get into the average American’s diet.
The emphasis has been on establishing in the first instance that exposures to a substance getting into food from its packaging are safe, carefully confirming the substance’s chemical identity, and the safety of substances that are expected to migrate or otherwise come out of the packaging materials and get into food when they are used as intended.
Moreover, the legal obligations don’t stop there. A packager always has an ongoing obligation to assure that the substance used is exactly the one originally evaluated, and that it is behaving as expected in actual use via preventive controls such as Good Manufacturing Practice.
What’s more, the FDA regulations have long included provisions that allow for FDA, or packaging companies, to recognize that their prior safety conclusions might no longer appear to be valid, based on newer or changed toxicological information. In past years, under the current regulatory framework, FDA has withdrawn some existing clearances for substances, such as PFAS, BPA, and some food additives directly added to food.
And yet, for many years, some advocates have raised concerns that the current regulatory framework doesn’t incorporate a thorough enough system for identifying and acting on substances whose past safety profile appears later to be incorrect.
So now, FDA has planned this public meeting to help it develop a more formal program. It notes, “The purpose of this meeting is for FDA to share information about the development of FDA’s enhanced systematic process for post-market assessment of chemicals in food including considerations for identifying and prioritizing food chemicals currently in the market for safety reviews. During the event, there will also be presentations from stakeholders as they share their perspectives on this topic.”
FDA is already active in watching over the safety of chemicals in food. It published a list of chemicals it is keeping an eye on and points to its current activities that include: its ongoing evaluation of safety information about substances authorized for use; monitoring the food supply for contaminants; and research and method development to assure that packagers and the agency can identify, minimize, and estimate levels of exposure to potentially unsafe substances, among others.
The public meeting will address overall principles and steps for a post-market assessment process; prioritizing chemicals for post-market assessment; and engaging stakeholders throughout the process.
The results of FDA’s new efforts are, of course, unknown at this time, but here’s hoping they won’t include new and burdensome obligations on packagers, such as reporting or recordkeeping, above and beyond what’s currently required. Due consideration should be given to the extensive efforts at assuring chemical safety that food packagers, packaging makers, and their suppliers already undertake.
The September 25 meeting will be held at the FDA’s White Oak, Md. campus, and virtual participation will be available. For more information on the public meeting, see pwgo.to/8342
Also, comments on the overall program will be accepted by FDA until December 6, 2024, so you have time to get your dibs in even if you can’t participate in the September meeting. PW
By Sterling Anthony, CPP, Contributing Editor
ACC Launches Plastics PR Ad
Throughout the summer of 2024, a video advertisement has been airing regularly on national networks, cable channels, and the internet. The target audience is consumers of products that use plastics, including packaging. In fact, throughout its 30-second duration, there is not a time when packaging is not shown. By extension, CPG companies have a vested interest in the ad’s message and its effectiveness.
At its start, the ad shows various types of crumpled post-consumer packages, aligned and depicted in grayscale. A pointing index finger pushes the first package, toppling it and triggering a domino effect. The toppled packages don’t remain down, however. They spring up, transformed, vibrantly colored and perfectly shaped. The domino effect travels along, making an arrowed circle. Inside that circle is “MAKING SUSTAINABLE CHANGE” and wrapped along its bottom is “AMERICA’S PLASTIC MAKERS.”
The ad’s message is delivered by this voiceover:
“Imagine a future when plastic is not wasted but instead remade over and over into the things that make our food fresher, our families safer, and our planet cleaner. To help us get there, America’s Plastic Makers are investing billions of dollars to create innovative products and new recycling technologies for sustainable change, because when you push for smarter solutions, big things can happen.”
The ad’s sponsor is the American Chemical Council (ACC), a trade group. Its Plastics Division’s membership is a who’s who list of industry giants. Since plastics see a wide diversity of uses, the ad’s focus on packaging is not by accident. Of those uses, packaging is the one that is ever-present in consumers’ lives, comprising a more-than-modest percent of household solid waste.
CPGs, despite not being the target audience, should evaluate the ad against the standard of credibility. The Plastics Division’s membership includes oil companies, refineries, resin producers, and packaging suppliers—all of which are upstream in the supply chain. CPGs are downstream, the last stop before goods end up in the hands of consumers. Because of that proximity, CPGs can’t isolate themselves from public complaints about plastic packaging. It follows, therefore, that CPGs companies stand to be affected by the promises and expectations set by upstream public relations.
The ad contends that sustainability can be achieved via recycling technologies that are fueled by investments and innovations. Sounds good, but sceptics will have their say. The major plastics used for packaging are inherently recyclable, a characteristic that has been promoted dating back to the 1980s, when the chasing arrows symbols came into use. So at least two generations of consumers have reached adulthood having been lectured that recycling is a civic responsibility. Today, recycling rates remain mired in the 10% (or lower) range [overall]. If the ad is interpreted as intimating that greater recycling rates loom, then that’s a low bar to clear, lacking additional specificity.
Since plastics see a wide diversity of uses, the ad’s focus on packaging is not by accident. Of those uses, packaging is the one that is ever-present in consumers’ lives, comprising a more-than-modest percent of household solid waste.
An oft-cited reason for low recycling rates is a lack of infrastructure. The association between the two needs to be evaluated in the right context. Even if present infrastructure can’t support a robust increase in recycling, it doesn’t necessarily follow that present infrastructure is at capacity. If it’s not at capacity, additional factors likely are at play. One of them can be that, under capitalism, an infrastructure of the private variety (vs. public) needs a profit motive. Will that reality be addressed by the initiatives mentioned in the ad?
Plastic packaging has had its sustainability bona fides challenged more than has any other packaging material. The long-standing list goes as follows: (petroleum-based) plastics are derived from a non-renewal resource, they can last for centuries even in landfill, and they pollute oceans and waterways. The challenges continue to grow, including the allegation that our bodies have been invaded by various chemicals derived from plastic packaging. Critics have lumped challenges and allegations to portray plastics as an existential threat.
The ACC is aware of the mounting attacks against plastics in general, and against plastic packaging in particular. It also is aware of the increasing variety of ways that critics are communicating their attacks to the public. Given such headwinds, it’s fair to describe the ACC’s ad as public relations. Since all public relations are attempts at persuasion, their effectiveness depends on their credibility.
An absolute necessity for the successful recycling of plastic packaging is public participation, both individually and collectively. In its essence, recycling is a grassroots undertaking, so participation needs to be incentivized. That said, what’s more effective, carrot or stick? Plastic packaging provides convenience, acknowledged by consumers’ purchases. Recycling, on the other hand, requires effort, which is an inconvenience evidenced by low participation rates. Will the seeming paradox between convenience and inconvenience be addressed by the initiatives mentioned in the ad?
This column is not intended to criticize on the motives of the ACC, nor is it meant to predict the outcomes of its ad. One intention, however, is to underscore that the interests of upstream parties and downstream parties might coincide in certain regards and diverge in others. CPGs need to be alert to the challenges and allegations coalescing against plastic packaging to formulate strategic responses. Next month’s column will look into how to accomplish this. PW
Sustainable, ecofriendly packaging
Saving the world one box at a time
Our On Demand Packaging® solution successfully replaces the traditional storeand-retrieve box model from our customers’ supply chains as well as the corresponding complexity, time, waste, and unnecessary material and shipping costs.
Right-sizing requires less corrugated fiberboard, removes or reduces the need for wasteful void filler, improves less-than-fullcase average cube utilization, and reduces the overall carbon footprint.
For more information, please visit us at packsize.com or call 801.844.4814 Packsize can help you reduce your CO2 footprint
Use our calculator to determine the impact your current packaging processes have on the environment and learn what you could save by moving to right-sized packaging. Scan to calculate your impact!
By Anne Marie Mohan, Senior Editor
Starbucks Leads Citywide Reusable Cup Trial
Last month, Starbucks, along with The Coca-Cola Company, PepsiCo, Peet’s Coffee, Yum! Brands, and other global and local brands and restaurants in Petaluma, Calif., launched The Petaluma Reusable Cup Project, the first citywide initiative to make reusable to-go cups the default option across multiple restaurants in a U.S. city. The project, which runs through early November, is being funded by the NextGen Consortium, led by the Center for the Circular Economy at Closed Loop Partners, and is focused on supporting customers to create return habits—a key factor to the success of reuse, according to the consortium.
The test involves more than 30 restaurants, eight of which are Starbucks stores or licensed Starbucks cafes in Target and Safeway. “Unlocking consumer behavior change on reusables with ease and convenience is key to advancing sustainability goals,” says Beth Nervig, senior manager, social impact communications for Starbucks. “We’re out front leading the retail industry on a cultural shift toward reusables, but we know we can’t do it alone.
“In Petaluma, our current test in partnership with the NextGen Consortium will assess how engaging consumers with reusable cups as the default option across 30-plus businesses affects single-use cup reduction and its potential for broader application.”
also facilitating the logistics of returning the cup,” she explains. “Each QR code acts as a unique serial number, enabling the NextGen Consortium to track and analyze the cup’s journey from the point of sale to its return. This data is instrumental in optimizing and scaling up the reuse systems effectively.”
Customers in Petaluma will be able to return their empty reusable cups to any of the 60 return bins located throughout the city in convenient, high-traffic points and community hubs, or they can request home pickup. For those cups deposited in the bins, returnable platform provider Muuse is handling reverse logistics, washing, and redistribution. Lobel says that Muuse has a proven history with open-system reuse models around the world and has the necessary infrastructure in the Petaluma area, including a cup washing center less than an hour from the city, to support the initiative.
For all stores in the test, purple reusable cups will be the default option for all available sizes, with no deposit required. According to Closed Loop Partners Center for the Circular Economy Senior Director Carolina Lobel, “While deposit and penalty schemes can be effective, they may introduce friction and pose accessibility and operational challenges. By making reusable items the community standard without requiring deposits or imposing penalties, the program aims to seamlessly integrate sustainable practices into everyday life.”
The reusable cups and lids being used for Starbucks’ hot and cold beverages are made from polypropylene and are designed to be reused multiple times, with the exact number of reuses varying depending on handling and cleaning conditions. Cups that end up in the recycling bin are being recycled by local materials recovery facility Recology.
On the back of each reusable cup is a “Sip, Return, Repeat” message and icon, accompanied by a QR code that Nervig says serves a dual purpose. “The QR code on the cup provides consumers with access to information about the program and return options, while
A 2023 reusable cup test by Starbucks helped guide the return process. “Last year, our test in Petaluma showed some customer confusion with new bin technology and limited bin locations,” shares Nervig. “This year, with the help of NextGen Consortium and Closed Loop Partners, we’ve introduced simpler bins, clearer signage, and over 60 bins across Starbucks stores and participating businesses to enhance ease of use. Additionally, community ads will support the understanding and adoption of the reusable cup program.”
Participating stores will be offering the reusable cups through Oct. 28, with the return bins available through Nov. 11. “Over the three-month trial period, we anticipate distributing and tracking a significant number of reusable cups across the eight participating Starbucks stores. The exact number will depend on customer participation rates, but we aim to gather substantial data to inform future scalability,” says Nervig. “Across the entire system of 30 restaurants, we expect to see a similar scale of usage, providing a comprehensive overview of the program’s impact.”
According to Lobel, during the trial, robust quantitative and qualitative research methods will capture return data and insights across different types of cups and locations, enabling the NextGen Consortium to measure and gather data on the environmental benefits of reuse in practice. She adds that after the trial period, “the Consortium will analyze and publish the results to inform scaleup of reuse systems in Petaluma, Sonoma County, and beyond.” PW
Shaping the future together
It’s important to look beyond the short term, which is why Krones is working on “Solutions beyond tomorrow”. Be it beverage and food production lines, digital services or plastics recycling: Krones’ innovative solutions combine superior performance with sustainability.
PACK EXPO 2024, Chicago, 3-6 November Hall/Stand S-2766
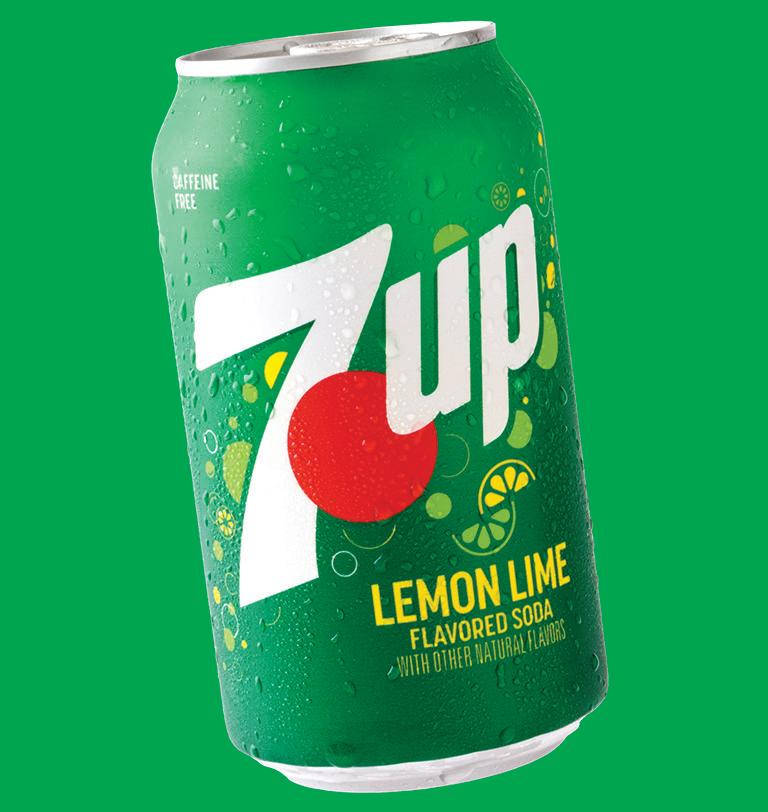
First-in-a-decade 7UP Refresh Aligns Varieties with Modern Twists
By Matt Reynolds, Chief Editor
The original lemon-lime soda 7UP recently revealed its rst total brand design refresh since 2014. The new packaging design spotlights some of 7UP’s signature visual elements, including bubbles, the red dot in the logo, and the color pallet. The brand says that updates to these elements, taken together, represent 7UP’s crisp, clean lemon-lime taste and fun personality while providing a foundational visual experience for the consumer across the brand’s portfolio.
The new look is being applied consistently between primary packaging in aluminum cans and labels on PET bottles, and cartonboard multipack secondary packaging. The full portfolio of 7UP products in North America will feature this refreshed design, including Regular and Zero Sugar Lemon Lime flavor, and Regular and Zero Sugar Cherry flavor. While no physical packaging changes occurred as part of the refresh, it wasn’t simply a matter of aesthetics—it had purpose, stakeholders say.
Allison Kapp, senior brand manager, Keurig Dr Pepper, oversaw the project alongside Minneapolis-based design agency CBX, who supported the graphics refresh by performing tests of the new
The legacy logo, which included letter outlining and a dimensional, 3D shadowed red dot, has been replaced by a atter, less cluttered logo.
packaging redesigns for longstanding, even iconic brands, many of which are in the beverage aisle. So why a redesign now for 7UP?
“Packaging is an important asset, especially in a highly competitive category like carbonated soft drinks, given its role to effectively capture consumer attention, drive conversion, and represent the brand,” Kapp says. “The recent focus on redesigns highlights the importance of maximizing brand presence at retail.
“The brand recognized an opportunity to improve its on-shelf presence, specifically focused on the ownability of the graphics to better communicate the brand’s equities and personality,” Kapp continues. “We aimed to establish ownership of the emotional and functional qualities that define the brand and convey its value to consumers.”
Iconic elements remain, but receive modern updates
As is the case with any brand refresh, some elements of the legacy design were retained, and others were scuttled. The new packaging certainly didn’t drop the brand’s iconic visual elements like bubble patterns, the 70 or so years of brand equity in the red dot, or the familiar red, white, and green color pallet.
But if you look more closely, Kapp says these signature red and green colors take a fresher and brighter approach while maintaining familiarity.
FREE VACUUM SYSTEM ANALYSIS
Discover ways to enhance process quality, cost-efficiency and operator effectiveness. Busch Vacuum Experts can help
• Minimize downtime
• Lower life-cycle costs
• Optimize your work environment
• Safeguard manufacturing operations
• Increase productivity & product quality
PRO-GRIPPER ELEVATOR
• Quality Engineering
• In-House Fabrication
• Industry-BEST Value
• Made in the USA
See our solutions up close at Pack Expo in Chicago Booth S-2138
“The previous swirl that rose vertically behind the brand logo has been replaced with fun and flavorful effervescence and flavor notes that move upward and burst off the package,” she says. “With the new look, we feel that we are better capturing the brand’s personality and the uplifting experience of consuming 7UP.”
The hypothesis was that using a brighter color palette would help the brand stand out at retail and better convey the brand’s personality. The company conducted research that confirmed this.
Another noticeable change is the reduced dimensionality in the logo—for instance, no longer is shadowing used in the 2D red dot to simulate a 3D red sphere. The outline or bordering effect around the letters in 7UP was also eschewed. Many brands have been moving towards flatter, and less cluttered logos over the years, and making this move kept 7UP in line with a more modern look and feel.
Speaking of modern, 7UP’s redesign also employs the very 2020s practice of replacing realistic or cartoonish images with more abstract iconography. In this case, the near photo-real rendering of lemon and lime wedges on the legacy pack is abstracted out into a simpler, representative icon that remains immediately recognizable as symbolizing lemon and lime wedges.
“We talked to thousands of consumers and worked with them to present a wide spectrum of ideas to learn how far was too far. This helped us to understand what the table stakes were and where there was room to be bolder in our design,” Kapp says, noting, “There have been a lot of CPG case studies over the years of brands that took a redesign too far. Those cautionary tales are always in your mind. Getting the voice of the consumer is so critical. We were very consumer-centric in our approach to ensure each decision we made was supported by real consumer testing, insights, and data.”
The redesign, as reflected here on labels applied to PET bottles, presents the two varieties—Lemon-Lime (left) and Zero Sugar— on equal footing, rather than Zero Sugar being a subset of the original. Messaging is aligned, logos are identical, and the color gradients distinguish the two visually at a distance.
Kapp identified the most challenging part of the redesign as its approach 7UP Zero Sugar packaging. Since 7UP is a longstanding legacy brand, it never needed much by way of identification as a lemon-lime-flavored soda; that was its entire identity. The more recent addition of Zero Sugar required strong messaging to differentiate it, creating an imbalance between the two flavor’s respective packaging designs. This redesign brings them onto equal footing, aligning them with similar flavor designation either as Lemon-Lime, or Zero Sugar.
with the industry’s best distributors nationwide!
“7UP Zero Sugar was complex because consumers have come to look for the color black when shopping for Zero Sugar soda, and 7UP Zero Sugar has historically been in white and green packaging. As we approached the redesign, we were mindful of the need to shift to category norms while balancing the importance of the brand’s core color green. We decided to use a gradient approach that introduces a black-like color blended into a brighter color. However, the gradient approach posed some complexities in the production process,” she says. “Our partners at CBX and our internal Liquid Sunshine agency team, who led production with suppliers, were invaluable in ensuring both consumer centricity and production feasibility.”
So far, 7UP says that the consumer feedback on its social media platforms has been very positive. PW
Candy Cartoning Gets a Big Boost
Three new cartoning systems bring a whole new level of throughput to Just Born’s headquarters, while corrugated tray packing also gets a makeover.
Visit pwgo. to/8319 or scan the QR code to watch a brief video of the new Just Born packaging line in action.
By Pat Reynolds, Contributing Editor
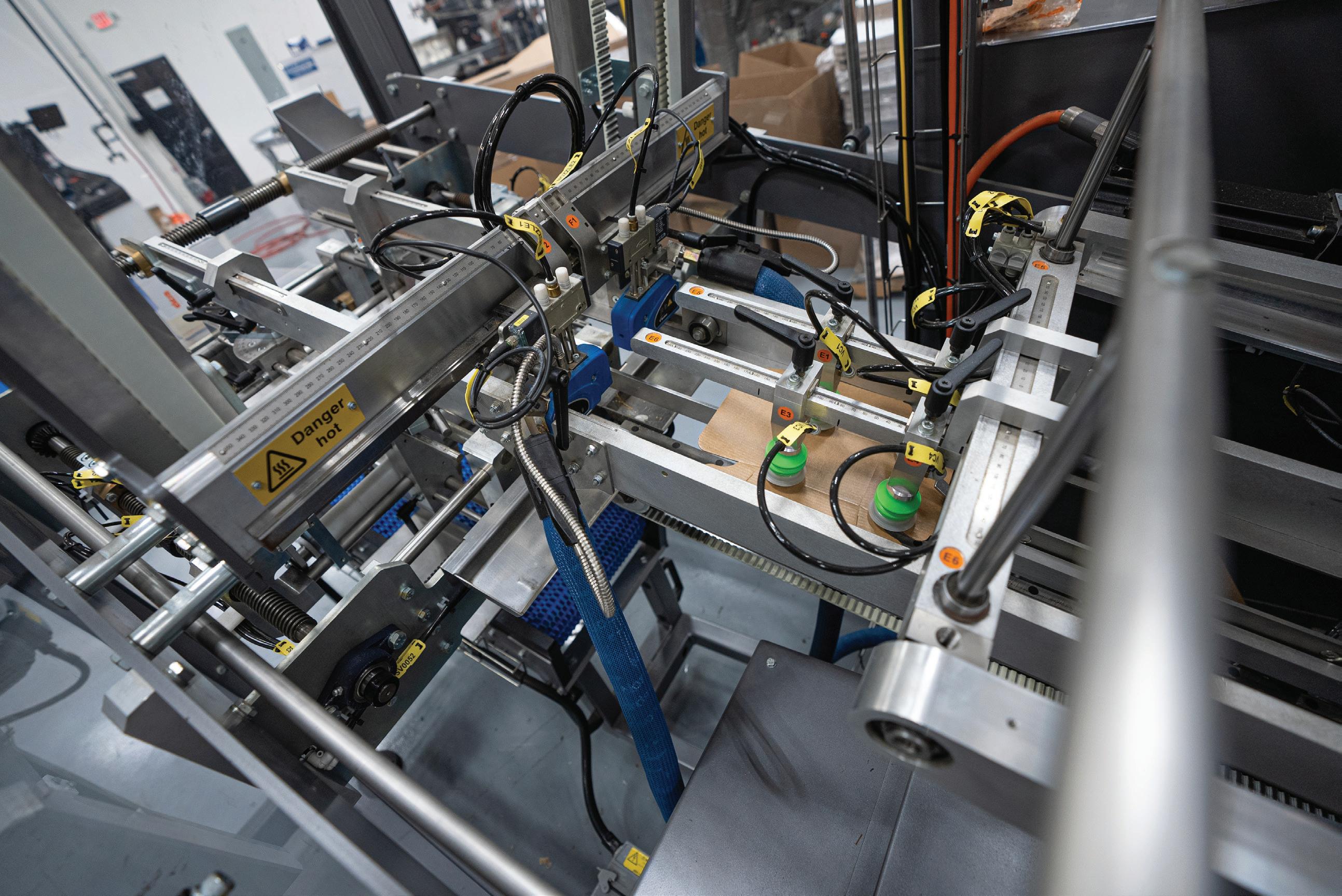
Just Born Quality Confections is perhaps best known for its PEEPS Brand Marshmallow Chicks. But the Bethlehem, Pa.-based candy maker also cranks out plenty of product on starch mogul machines that make soft panned chewy candies. Two such products, HOT TAMALES and MIKE AND IKE Brand candies, have grown so popular that the two packaging lines running them in the Bethlehem plant could not keep up with demand. The firm addressed this challenge by adding one new packaging line and by seriously upgrading the two existing lines.
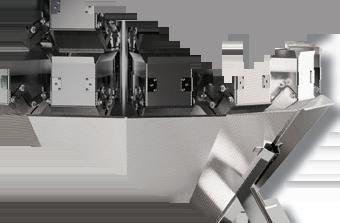
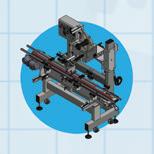
The common denominator in all three lines is a Model VLX1-5 highperformance cartoning machine from PMI Kyoto Packaging Systems
A vertical cartoner with a volumetric filler, the machine picks carton blanks from a magazine feed and erects and bottom glues them before advancing them to an 18-funnel volumetric filler. Top flaps get glued shut and then finished cartons are discharged to inspection and secondary packaging. Oh, and it does this at 450 cartons/min. By comparison, the fastest throughput the firm had on either of its previous lines was more like 325/min.
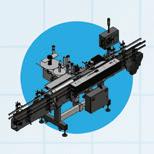
Folding cartons receive candy from one of 18 cups on a volumetric filler running at about 450 cartons/min (left). Immediately after being filled the cartons have their top flaps plowed and glued closed (above).
According to Just Born manufacturing engineer Brent Edsoren, the three new cartoners bring two other key benefits in addition to increased throughput. One is versatility. The machines can be changed readily to fill cartons holding anywhere from 3 to 6 oz, though currently the lion’s share of production is in cartons holding 4.25 oz. But an even more important improvement that comes with the new machines is
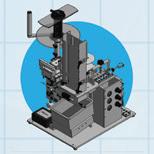
Filled cartons run through this combination checkweigher and metal detector, which also communicates with the volumetric ller’s controller to improve lling accuracy.
accuracy in product ll amount and line ef ciency.
“What this generation of llers has allowed us to do is get feedback from the downstream checkweigher so that we can automatically adjust the ller to zoom in on accuracy and provide a consistent package weight for our consumer,” says Edsoren. “With these new cartoners we think we’re very comparable to what we get in accuracy out of the combination scales that we use for bagged product.”
The other signi cant change that took place at the Bethlehem plant revolves around the 12-count E- ute corrugated tray that serves as the secondary package. These open-top trays are of the shelf-ready variety, which means that as soon as in-store personnel remove the shrink lm overwrap, the whole tray goes on the shelf and shoppers pick cartons from the corrugated trays. Feedback from both retailers and consumers indicated that the design of the tray’s front panel made it dif cult to pull the rst carton out without damage. So the two “wings” on the left and right front corners were eliminated, which also allowed the vibrant graphics on the primary package to do the merchandising at retail instead of the corrugated tray. This new con guration called for a new and purpose-built tray packing machine on both the new line and on one of the upgraded lines. More on this servo-driven Aagard tray packing system shortly.
Starts at the mezzanine level
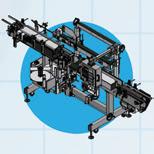
the cartons are supposed to get. Meanwhile, a short distance upstream is a servo-driven rotary feeder that uses vacuum cups to pick and erect at carton blanks and place them into carton pocket carriers. After bottom aps are glued closed by a Nordson adhesive application system, the carriers bring the cartons beneath the volumetric ller where the candy- lled cups open their bottom gates to ll the cartons. After carton tops are plowed closed and glued, the cartons are tipped at on their sides and conveyed out of the cartoner. Before exiting the PMI Kyoto machine, cartons go through a laser coder from Markem-Imaje that puts date code information on each carton. Then a Mettler Toledo combination checkweigher/metal detector makes sure that any cartons out of acceptable weight range or have metal inside are rejected.
Packaging starts at the mezzanine level with product distribution to the ller. This is done by way of plastic totes carrying the nished candies, which are cartoned into single- avor or multiple- avor mixes. The totes are then automatically dumped in layers into a slow-moving conveyor and then into a mesh screening system from CHL Systems that ensures only properly sized candy drops through to a hopper leading down to the volumetric ller. If a mixed- avor format is in production, the avors have been evenly mixed into a steady ow by the time the product reaches the ller.
Candy pieces enter the PMI Kyoto system by way of a vibratory feeder and then across a broad path until they quickly nd their way into the 18 volumetric cups that are sized according to how much product
Shown here is the corrugated tray used formerly (top and above) and the new format now in use (below).
“Wings” eliminated on new tray
Massman Automation builds Case Packers, Cartoners, Pouch Fillers, Palletizers, Case Erectors & Sealers, Tin Tie Machines, Pleated Filter Assembly & More.
EDL builds Shrink Wrappers, Shrink Bundlers, Roll Wrappers, Automatic Flight Bar Wrappers, Tray Formers and Loaders & More
We Unscramble Your Containers. We Unscramble Your Containers.
New England Machiner y builds Unscramblers, Cappers, O rienters, S coop Feeders, Retorquers, Lidders, Pluggers, Pump Placers & More
Celebrating 50 years of excellence.
DTM builds Walking Beam Flow Meter Fillers, Conveyors, Acc umulation Tables, Cappers, Puckers, Depuckers & More.
We Fill & Close Your Bottles, Totes & Drums. We Fill & Close Your Bottles, Totes & Drums.
Ideal Pase builds Volumetric Fillers, Net Weight Liquid Fillers, D rum Fillers, Lid Placers & Closers, Conveyors & More.
Mobile Pail Filler
This mobile pail filler was created for batch filling operations at multiple locations. It is top and sub-surface pail filler that moves around on casters. This filler will handle 1 to 7 gallon containers and only requires 25 lbs. of inertia to move it.
» User Friendly Benefits
» Improved Efficiencies & Accuracy
» Increase Production & Maximize Uptime
» Heavy-Duty & Long Lasting
This solution has a variety of product options available to meet your needs. To learn more, contact us by calling 833-467-3432.
The other important task performed by the Mettler Toledo checkweigher is that it constantly sends carton weights to the Rockwell controller on the PMI Kyoto machine. The controller monitors this data, and if an adjustment needs to be made, it sends a signal to a servo motor that automatically adjusts all 18 volumetric cups on that machine accordingly.
Exiting the Mettler Toledo system, cartons are single filed into the Aagard 507 tray packer. Considering that they’re moving at about 450/min, the tray packer has its work cut out for it. Not to worry, says Jesse Maland, Aagard lead applications engineer. “The machine is rated at 42 12-count trays per minute,” he says. Servo technology plays a big role, adds Maland.
“The infeed is basically one solid stream of cartons,” he continues. “The first thing we need to do is meter them out so that there is a gap between the trailing edge of one carton and the leading edge of the next. We accomplish this with a servo-driven overhead belt. As soon as this gapping is done, overhead flight bars move each carton forward. If any carton is improperly spaced, it’s detected and that carton is pushed out into a reject bin.”
Waterfall reorientation
Next is a waterfall section that reorients each carton from lying flat on its broad side to standing upright on its narrow edge side. “We needed a very fast way of orienting and collating the cartons into groups of 12,” says Maland. “We accomplish this with a pair of servo-driven tools. One holds the incoming stream of cartons back while the other pulls 12 cartons forward into a collating chamber. This chamber rotates from a 6 o’clock position up to a 12 o’clock position so that its 12 cartons can be pushed out into a load chamber. At the same time, an identical collating chamber arrives down at the 6 o’clock position to receive its 12 cartons. So one collating chamber is being relieved of its cartons as the other is being filled with cartons.”
Shown here in the tray packer are one 12-count group of cartons in the flap compression station, another in the tray load station, and a third that is about to be pushed into the tray load station.
Each time a collated group of 12 cartons arrives at the load chamber, a two-axis Aagard-built robotic arm pulls that whole group forward and onto a corrugated tray that has been picked by vacuum and erected. A flighted mechanism running beneath the now filled tray pulls the tray at a right angle into a Nordson glue application and compression station. “We do all of the compression in one station, squaring up the back with overhead cylinders,” notes Maland. “And once the trays are through the compression station, two photo eyes look for any open flaps. If none are detected, that tray is pushed off at a right angle to the next machine in the line. But if an open flap is detected, that tray is dropped off into a reject conveyor.”
Before exiting the Aagard tray packer, the open top corrugated trays get SKU-specific information, barcode, and lot code printed on them by a Markem-Imaje Touch Dry Hot Melt ink-jet
system. At this point, the trays proceed single file into an Arpac shrink wrapper and shrink tunnel supplied by nVenia. Wrapped trays are conveyed to an Ambaflex spiral elevator so they can proceed over other packaging and manufacturing systems to another spiral elevator that takes them back down to floor level and the infeed conveyor leading to the Aagard 508 palletizer. This machine, notes Aagard’s Maland, is notable for how compact it is considering all the tasks it performs. “This had to be a very low-profile palletizer,” Maland explains, “because it had to fit underneath an HVAC system back in the corner of the warehouse. We purposely built it to fit that space.”
Versatile pick head
The palletizer’s pick head is versatile enough to use vacuum cups to pick a corrugated layer pad from a bin and place it on an empty pallet before then using mechanical grippers to pick that pallet and carry it into the station where layers of filled corrugated cartons are placed. The pick head then waits until a full layer of cartons has been formed and then it picks up that layer and places it on the pallet. One nice thing about the Joulin foam vacuum pick head, says Maland, is that it can go from picking one layer format to another with no real changeover required. Pallets exiting the palletizer are taken to a stretch wrapping operation a short distance away that was already in place before Line 1 was installed.
REGISTER TODAY!
Interested in cutting-edge cartoning equipment for your packaging line? Don’t miss PACK EXPO International 2024 where a wide range of the latest cartoning systems will be on full display. Visit packexpointernational.com for more information.
versatile palletizer brings Line 1 to a close.
While all three of the cartoning lines running at the plant have the same new PMI Kyoto cartoner and the Mettler Toledo combination metal detector and checkweigher, only Line 1 was brand new from stem to stern. Lines 2 and 7 experienced something more along the lines of an upgrade. On Line 2, that included the new Aagard 507 tray packer, but on Line 7, an existing tray packer was modified to accept the new corrugated tray design.
David Escott, manager of engineering and facilities group at Just Born, says that this was the firm’s first experience with PMI Kyoto cartoners. “What made us comfortable with them right from the beginning is that they obviously had so much experience handling products like ours at high rates of speed,” says Escott. “And when it came to startup, it exceeded our expectations. One thing we did to mitigate risk was to bring one cartoner in first and get people trained on it before bringing the other two in. It was a very systematic and successful approach.” PW
A
DUAL ROLL INTERMITTENT
MOTION BUNDLER
MAXIMIZE YOUR END OF LINE EFFICIENCY
Looking for a work horse to meet your shrink bundling needs? Texwrap’s intermittent motion shrink bundlers are designed to run continuously for up to 30 cycles per minute! Learn how Texwrap bundlers can work for you!
FEATURES AND BENEFITS:
• LINEAR SLIDE DESIGN: Used in both the seal jaw closure and carriage travel assembly mean longer life and less maintenance over time.
• ERGONOMIC POWERED FILM CRADLES: Film cradles are ergonomically designed to enable faster film changeovers.
• ACCESSIBLE SHRINK TUNNEL DESIGN: With the removal of 8 screws, operator can pull out the trays for maintenance.
Stationery Company Cracks RFID Coding to Meet Walmart Mandate
Paper converter Paris Corp. develops a comprehensive RFID program that includes custom-designed inlay encoding and label printing and application equipment and custom encoding software to meet Walmart’s RFID tagging mandates.
By Anne Marie Mohan, Senior Editor
For those Consumer Packaged Goods professionals who have been following the industry for the last two decades, Walmart’s recent radiofrequency identification (RFID) tagging mandates may feel a lot like déjà vu. Walmart’s history with RFID mandates dates back to 2003 when it became the first retailer to require its suppliers to apply RFID tags to cases and pallets of incoming product or to individual products, if they were of high value. Per its mandate, its top 500 suppliers were to have implemented the technology by 2006.
During that time, RFID was all the hype in industry circles. But by 2007, almost every supplier had failed to meet their deadline, and the program fizzled out due to the challenges presented by the early-stage technology and the prohibitive cost of implementation.
Fast forward 20 years, and most of the early kinks in RFID technology have been ironed out. As a result, four years ago, Walmart successfully implemented RFID tagging for apparel and accessories, and since 2022, it has been steadily adding general merchandise categories to its list of mandated products. Among them are items found in automotive, electronics, toys, sporting goods, home, entertainment, and other departments.
In 2023, Walmart supplier and paper converter Paris Corp. of Westampton, N.J., learned that hardlines [durable, non-consumable] such as its stationery products were next on the list for RFID tagging. Over the next 12 months, through much trial and error, a team at Paris led by Senior Product Manager Berdj Mazmanian developed its own custom RFID program, meeting Walmart’s deadline of Feb. 1, 2024.
Working closely with its tag supplier, FineLine Technologies, and a proprietary equipment supplier, the company selected a Walmartapproved tag, developed hardware and software to print, encode, and apply the tags in-house, specified pre-encoded tags for its third-party providers, and adopted a quality control app for ensuring the accuracy of the data on the tags before shipment.
Why RFID and why now?
RFID is a wireless technology that uses radio waves to identify, track, and manage a tagged object. RFID tags are made up of an integrated circuit (IC), an antenna, which communicates with an RFID reader, and a substrate into which the components are embedded. The IC, also referred to as the chip, is the part of an RFID tag onto which identifying
RFID tags for Paris’ stationery products for Walmart are embedded into pressure-sensitive labels whose placement on a product (indicated by arrows in the photos) is determined by guidance from the Auburn University RFID Lab and the packaging type. Photo courtesy of Paris Corp.
information such as serialization is encoded. An RFID inlay consists of the antenna and chip. RFID tags can be active or passive. Active RFID tags require their own power source, while passive tags—the type required by Walmart—receive power from the antenna.
2020, we have seen dramatic results, with improved on-hand [available inventory] accuracy leading to increased online order fulfillment and customer satisfaction. We believe RFID will help improve inventory accuracy more broadly across our assortment, which leads to a better instore shopping experience for our customers, more online and pick-up in-store capabilities, and greater sales opportunities.”
What prompted Walmart to revive its RFID program was the rise in online fulfillment brought about by the pandemic, along with the improvements made in RFID technology and the reduction in the cost of the tags since 2003.
“The importance of omni-channel in the marketplace has grown exponentially since our last RFID effort. We know we have an opportunity with correcting on-hands [available inventory],” the retailer says. “After reviewing the technology and state of the industry, we have proven in apparel and GM [general merchandise] that tags, hardware, and software are better now.”
Walmart’s mandate requires that suppliers apply RFID tags to individual items using inlays verified by Auburn, Ala.-based Auburn University RFID Lab, a research institute that focuses on the business case and technical implementation of RFID. A playbook from Walmart lists inlay suppliers for different categories.
Brand owners are also responsible for figuring out how to print, encode, and apply the tags to their products. For its part, Walmart says it’s investing capital for hardware in all of its U.S. large-format stores, as well as software development and training for its associates.
Says the retailer, “We expect this to be a joint investment by both Walmart and our suppliers.”
Key to compliance starts with the proper inlay
When Paris was informed by Walmart in 2023 that its products would be required to carry RFID tags, the team knew it would be a challenge, but not an insurmountable one. “We weren’t panicked because we’ve had to react to a variety of different customer requests and mandates over the years. But we all knew it was going to be a task by the team to implement RFID within Paris,” says Mazmanian.
The advantage of RFID tags over barcodes is that they don’t need a direct line of sight to be read. If the signal is strong, several tags can be read at one time, saving time and labor costs. To comply with Walmart’s RFID packaging requirements, suppliers must use Gen 2 UHF (Ultra High Frequency) RFID tags, which operate at a frequency of 902 to 928 MHz, allowing for reliable and efficient communication between the tags and the retailer’s RFID readers.
RFID’s utility for retail environments is in inventory management. In Walmart’s case, it allows the retailer to track products within its stores, resulting in reduced stockouts and improved efficiency.
Says Walmart, “Since beginning to implement RFID technology in
In the early 2000s, Mazmanian worked for another Walmart supplier. Back then, brand owners had more apprehension over the mandates because of a lack of knowledge about the technology and worries over the security of personal information with the tags. “I think that slowed the progress down a little bit for Walmart,” he notes. “But here we are 20 years later, and they’ve implemented it in various departments. So we started looking into what we needed to do based on the Walmart playbook.”
Paris supplies approximately 13 SKUs to Walmart, with that number changing annually. Among its products are paper, cardstock, color multipacks for arts and crafts, and photo paper. While some items are converted in-house, others are provided to Paris by third-party
suppliers—one in China, two located domestically.
Upon reviewing the playbook provided by Walmart, the Paris team realized its first task was to find an inlay supplier approved through the Walmart system. Mazmanian says they were looking for a supplier that could provide a tag that was physically small, approximately 1.8 x 0.7 in. (45.7 x 17.8 mm). “A couple of our products are small, and we wanted to have a commonality,” he says.
After evaluating products from six or seven companies, Paris selected FineLine as its supplier. In addition to offering the right pricing, FineLine was also able to meet both Paris’ in-house needs as well as those of its suppliers. “They seemed best suited to handle all four of those prongs of the project,” says Mazmanian.
According to FineLine Director of Product Management Danika Manchester, FineLine has been supplying RFID tags for apparel and nonapparel manufacturers for years and is listed by Auburn as a packaging provider that uses ARC-certified inlays. ARC is the Auburn University standard that ensures RFID tags are able to meet or exceed the required levels of performance and quality. Walmart links to the Auburn site where suppliers whose tags meet ARC specifications for each category are listed.
“We work with the product manufacturer to determine what their ARC spec is and what inlay will fit best on their product, whether they are hand applying it or using an automatic applicator,” says Manchester. “And then, depending on whether they’re putting the inlay inside or outside of the product, we determine the print format.”
with a proprietary equipment
to
custom equipment to encode RFID tags and print-and-apply the labels in-line during packaging operations.
Paris worked
manufacturer
build
Photo courtesy of Paris Corp.
In-house encoding and printing allows for flexibility
FineLine supplies two tag products to Paris. For the paper converter’s in-house use, it provides blank stock, which comprises an inlay embedded in a pressure-sensitive label with a thermal transfer-printable face. For Paris’ third-party suppliers, it supplies tags that are encoded and printed, ready for application.
Paris brought label encoding, printing, and application in-house for several reasons. “We wanted to have the ability to purchase a single blank tag and be able to program and print-and-apply the appropriate information onto the tag for whatever product is running on the line that day,” says Mazmanian. “That allowed us to streamline inventory. We don’t have to keep multiple tags, we don’t have to worry about wrong tag application, and those kinds of things.”
It also allows for some flexibility as to where the label is applied on the package. Auburn provides recommendations on where tags can be placed based on category and product type. Working within those guidelines, Paris applies the tags in such a way that sustainability is maximized and none of the paper is compromised.
For example, Mazmanian explains, for Color Kraft Paper, the tag is applied to a sell sheet on top of the ream, which is then wrapped with clear film. “We apply the RFID to that cardstock cover sheet to try and maximize sustainability issues because I don’t want to put a tag on a piece of film that’s store recyclable.”
For some packages that are not see-through, Paris places the tag inside or, in the case of a ream of paper with a printed wrap, the label
is placed on the outside. Paris’ third-party suppliers, who receive tags already encoded by FineLine, put the tag on the outside of the package. When Walmart mandated RFID tagging in the early 2000s, suppliers were required to put tags only on cases and pallets or directly on the packaging for high-value items. At that time, the cost per tag was approximately 30 cents. According to FineLine Technologies CEO and Chairman of the Board George Hoffman, the industry average cost for a tag today ranges from four to six cents, depending on volume, making item-level tagging economically viable. In addition, the cost of tag readers and other complementary equipment has come down as well.
Encoding poses the biggest challenge
Per Walmart’s requirements, Paris is printing a Paris item number, an item UPC in numbers form only, a brief item description, and the GS1 Electronic Product Code (EPC) symbol on the label. According to Walmart’s guidelines, “The tag must be labeled with an EPC logo showing the customer where the tag is located so it can be properly disposed.” Paris encodes the inlay with an EPC code, which includes the UPC code and a serial number unique to each tag.
For tag encoding and label printing and application, Paris worked with a proprietary machinery manufacturer that built two custom systems integrated into two full production and packaging lines for products bound for Walmart. The systems incorporate printer/applicators from Weber and software-enabled Zebra ZE511 print engines that encode the chips. The software, one of the most difficult pieces of the
CMV-150 Continuous Motion Vertical Cartoner
The CMV-150 Vertical Cartoner draws on over 80 years as a product line that defined the packaging category. The CMV joins together machine simplicity with new technology to load products into the top of carton sizes from small to large.
Features:
• Top Loaded carton (pre-glued side seam)
• Tuck or Glue top & bottom flap closing
• Speed: 40 to 150cpm
• Beckhoff PLC and Motion Controls
• OptiMate HMI (Base level)
puzzle, was custom designed.
There are four steps to RFID tag encoding. The first is to gather the data that needs to be stored on the label. Once the data is collected, it needs to be formatted for storage on the label. This typically involves converting the data to a specific format or protocol that the RFID system can understand. Walmart suppliers are required to use SGTIN (Serialized Global Trade Item Number)-96 encoding, which includes the GTIN (UPC or EAN) and serial number. Next, the formatted data is written to the microchip on the RFID label. The encoder, in Paris’ case the Zebra ZE511, communicates with the RFID label and transfers the data to the label’s memory. The last step is locking the data to prevent unauthorized changes.
Says Mazmanian, “We had to develop the software component that fed into the Zebra language and accepted our data to program each tag. Every item gets a unique tag signature, so all that information has to be relayed correctly to the Zebra machine, and that’s what has taken us many, many months to accomplish.
“A lot of work went into figuring out how to be able to print in-house across the number of SKUs we manufacture out of this facility.”
QC app allows for verification
Another major issue back in the day that slowed adoption of RFID was unreadable or incorrectly programmed inlays. While RFID technology has improved significantly in terms of read sensitivity and accuracy, in setting up its program, Paris still wanted to verify its tags were accurate before product left the facility. This was especially important with the products coming from its third-party suppliers.
To ensure tags are encoded correctly and placed on the right product, FineLine provided Paris with a quality control app called QCtrak. “You can read the human-readable part of the label easily, but you can’t read the programming inside the chip without some sort of software and an appliance,” says Mazmanian. “So FineLine provided us with the application along with a simple handheld reader that does the reading and interacts with software for QCtrak.”
After downloading QCtrak to his smartphone, Mazmanian used a tutorial provided by FineLine and was able to master QCtrak in 15 minutes. He’s now able to verify “any RFID tag in the plant for any purpose,” he says. Paris is using QCtrak for batch inspection and to inspect the first and last tags on a run to confirm the program and serialization are correct.
According to Hoffman, FineLine has been using QCtrak since 2013 for its own purposes. “We’ve used the methodology in-house for more than 10 years, so it’s integrated into our entire global platform. We make billions of RFID labels, so we have to make sure that each one is properly encoded.
“We have a lot of experience. Everything you’re not supposed to do to an RFID label, we probably know it and have now prevented it through enhancements to the software.”
With the most recent update of QCtrak, FineLine developed a kit for end users that includes a Zebra TC22 mobile computer and an RFD40 sled reader. “We chose Zebra because we’re part of their PartnerConnect program, and they lead the industry in RFID readers,” says Manchester. “These are the two newest models available, and they are field upgradable as things get updated over time.”
QC Trak is also integrated with FineLine’s FASTtrak platform, which Hoffman says drives FineLine’s entire business. FASTtrak is a cloud-based application that serves three functions. First, it’s the mechanism through which retailers upload purchase orders and SKU data. Second, it serves as the ordering platform for merchandise suppliers. For Paris, that includes labels for its own inhouse needs as well as for its third-party suppliers.
“The third thing that’s probably most important is that when you combine those two things— retail data and vendor demand for the product—that’s enough for us to make a ticket,” explains Hoffman. “FASTtrak then drives our network of company-owned print hubs, so there’s no human intervention at all until it comes out the other end of a digital printer or encoding machine.”
Because of FASTtrak, Hoffman says FineLine is able to ship an order to a customer within 48 hours versus the three weeks it takes some of its competitors.
Says Manchester, part of the FASTtrak Mobile app, QCtrak is a window to the FASTtrak platform. Once an operator reads a tag with QCtrak, they can click on the tag data, and it will show
them the order FineLine processed to commission the RFID tag data and who the label order was shipped to. FASTtrak also collects the data from a QCtrak scan, allowing FineLine to run reports on the customer’s quality control, which can also be used by suppliers to show retailers they are meeting compliance requirements.
Good for Walmart, good for Paris
While Mazmanian says that his company adopted RFID solely because of Walmart’s mandate—“it’s Walmart, you have to do it”—he also admits that the technology will be a tool Paris can use in-house for its own quality and inventory purposes.
“We did not voluntarily do RFID,” he says, “but having gone through the Walmart mandate, now that we have some of the equipment and the readers in-house, the opportunity to streamline some of our existing processes is real.
“It allows us multiple steps of verification. We can QC-check product coming off the production line, we can check our inventory against other records, and we can verify the right product is at the loading dock when Walmart is scheduled to come pick it up. We currently have internal systems so that if there is a problem with a lot, we can identify it. But an RFID tag is a quicker way to get to that identification because we can identify all the serial numbers in that lot, the total number of products in that lot, and the shipping date. A lot of the information we would get in one current process could be sped up by using RFID internally.”
Modern Manufacturing Problems Require Modern Conveying Solutions
Bakery Swaps to Compostable Film for Frozen Products
Vikings & Goddesses Pie Company is now packaging its frozen baked products in compostable film packaging, aligning with sustainability values of both the brand and its customers.
By Casey Flanagan, Digital Editor
Vikings & Goddesses Pie Company says it’s leading the charge for sustainability in freezer aisles in and around the compost-friendly Minneapolis-St. Paul area.
According to compostable film supplier Futamura, the Minnesota bakery switched to an industrially compostable film solution sourced from pouch and film converter Elk Packaging, using Futamura’s NatureFlex film as a main component.
“I am pleased to have found a compostable solution to our packaging challenge with our converter partner Elk Packaging,” says Rachel Anderson, owner of Vikings & Goddesses. “Not only is the new solution compostable, it also works technically without the addition of a sticker or liner, that would need to be removed before tossing into the compost bin.”
Compostable packaging meets consumer demand and serves as a product differentiator for retailers, Rachel Anderson, owner of Vikings & Goddesses, claims.
Details of the new compostable film packaging
Available on three of the bakery’s product SKUs, the new film packaging consists of the NatureFlex high barrier cellulose film layer laminated to a certified compostable biofilm for a hermetic seal.
The NatureFlex film is BPI and TÜV certified compostable and derived mainly from wood pulp sourced from responsibly managed forests, Futamura’s product site explains.
The biofilm sealant layer, sourced from a North American supplier, is also certified compostable with similar properties to LDPE, says Jean Cloutier, director of sustainability at Elk Packaging.
The resulting package structure has been independently certified
compostable in a commercial [industrial] compost setting by BPI, even exceeding the compostable plastics standard of ASTM D6400.
“This package disintegrated 100% within 84 days, which is the timeframe for ASTM D6400,” Cloutier says. “The standard only requires 90% disintegration.”
The material strikes a balance of composability without compromise in package integrity, with durability to remain intact from processing to the end consumer’s freezer, stakeholders say.
“Our challenge was to find a film that printed well, allowed for a clear window, and stood up to the harsh freezer environment. Also, it was important to gain BPI certification while having packaging sourced
This TQS series offers state-of-the-art printing technology to mark cases directly to the carton or box. Using a solvent and water-based inks allows high print quality even on non-absorbent surfaces. Accurate labeling is crucial for retailers requiring special contents such as a data matrix code or QR code. The significant advantages of this innovative solution have made it very popular in the current market.
TQS - Case Printing & Labeling
Our show truck will come to you. Scan here to make an appointment.
from sustainably managed wood inputs,” says Cloutier. “We are delighted to have found a solution that stands out in a dark and crowded freezer space.”
Though the material switch was a big step for the company, the equipment cost required for the change was relatively small. The company only needed to purchase a heat sealer to accommodate the new film—one just as suitable for traditional film packaging.
Printing and labeling with compostability in mind
The packaging is flexographically printed in three colors per SKU, using a unique “stained glass window” design to use lower ink densities and meet certification guidelines, says Jonathan Motzkin, owner and creative director of Makewell, the design firm behind the update.
The design may be in the name of composability, but it also serve’s the brand’s desired image.
“From a design perspective, we wanted a lighter look and feel. ‘Less is more’ signals to the consumer that the packaging and the product is more natural and there is nothing to hide,” says Motzkin. “Typically, frozen food packaging is mostly concealed with little use of a see-through window. We chose a different approach and intentionally revealed the full product. The pastries are beautiful and what you see is what you get.”
Vikings & Goddesses’ new packaging features a “stained glass window” design to minimize ink density and maintain compostability.
Visit us at Pack Expo in Chicago, Illinois November 3 - 6, 2024 Booth # W-18059 Register for FREE with Promo Code: 67S33
To inform consumers of the packaging’s sustainability characteristics, a “compostable packaging” label is included along the heat seal. A BPI certification logo is also on the back of each pack, Motzkin says.
Anderson says the new packaging, along with all BPI Certified Compostable items, are accepted in the Minneapolis-St. Paul-area at Ramsey County Organics drop-off and pick-up programs. Additionally, the company will be entering a co-op later this summer, which will create a local drop-off point.
The strategy behind the change
Development for Vikings & Goddesses’ new compostable packaging began in April 2022, driven both by the company’s sustainability values and consumer demand.
The bakery sells its products at Mill City Farmers Market in Minnesota’s Twin Cities, and farmer’s markets in the area often require all vendors to use compostable products for foodservice, explains Anderson.
“We thought if we were to make the investment in plates, silverware, etc., we should only offer compostable packaging when we can,” she says. “Our customers are regulars of that farmers
The new packaging exceeds ATSM 6400 compostability standards while remaining durable enough for freezer environments, Cloutier says.
market, and the Twin Cities has a vibrant co-op culture. They are extremely environmentally conscious and avoid single-use plastics.”
Additionally, Anderson says compostability has been an attractive product differentiator for retailers to carry the brand’s products.
The brand’s sustainable journey didn’t start with this packaging update though. In fact, it went through trial and error with previous compostable packaging before landing on the new compostable film.
After starting in 2020 with plastic bags and parchment paper, Vikings & Goddesses turned to a previous compostable packaging solution about two years ago.
“With other compostable [packaging] products, we were experiencing a lot of waste. Many products are not suitable for long-term use and were brittle and would break from prolonged exposure in the freezer. If they were similar to paper products, they would not be durable and would suffer from water damage,” says Anderson.
Despite the complications of the earlier compostable packaging, the company chose to continue on that path instead of a recyclable material because recyclable options were limited and would have still involved a plastic film.
“We wanted a 100% compostable product,” Anderson says. “It was important to us that our consumer was not responsible for removing a sticker or label or knowing plastic numbers when getting ready to dispose of our packaging. We believe it is on corporations and businesses to lead this shift away from single-use plastics.”
Vikings & Goddesses’ products are currently only available in Minnesota, through the company’s online shop, brick-and-mortar store, and in specialty food stores like Golden Fig, Wise Acre Eatery, and Eastside Food Co-Op. PW
Future-Proof Controls are Key when Custom Equipment Goes Standard
Custom lip balm packaging equipment from Lehnen was a big hit as it filled a previously unseen market need between entry-level and high-volume production. They decided to sell more, but to standardize the ProFill SF, it needed controls that were ready to scale.
By Matt Reynolds, Chief Editor
Within a compact, washdown-friendly stainless-steel frame, the new ProFill SF lip balm filling system from Keene, N.H.’s Lehnen Industrial Services unscrambles, fills in-parallel, cools, caps, labels, and codes lip balm primary packaging, all while quickly delivering ROI to end users in cosmetics and personal care. What began as a one-off machine unearthed a previously uninhabited middle ground between traditional low-speed/low-cost, and high-speed/high-cost equipment. The demand was there for this custom project to become a standard offering.
That meant the automation platform needed to be future proof as
more machines entered into the market over time. Lehnen engineers cleared this hurdle by standardizing on PC-based controls, compact servo solutions, and EtherCAT technologies from Beckhoff.
Prior to the switch, Chris Lehnen, head software developer felt anchored to a legacy PLC platform that he says slowed innovation. Annual contract costs and PLCs’ sheer size were negatives, but the ascendancy of servo was a bigger problem.
“At a time when memory is so inexpensive, it’s mindboggling that a $3,000 PLC has only 4 megabytes of storage. So many times, I’ve been forced to delete code comments from programs just to scrounge up enough bytes,” he says. “That, as well as arbitrary caps on I/O and motion axis counts, is why we started looking at more modern options.”
Beckhoff PC-based controls had long been on Lehnen’s radar, but many end users were locked into PLCs as a standard. Then in 2020, pandemicrelated component supply chain tremors made end users more open to new options. Beckhoff had some components that competitors didn’t, and substitutions were simple on the scalable platform. This gave Lehnen the cover to migrate some customer projects to Beckhoff, a time that coincided with the move to off-the-shelf products like ProFill.
Requirements and solutions
While making the shift to PC-based controls on the ProFill, engineers took care not to jeopardize the machine’s characteristic small footprint. Precision also had to be protected since the product itself— viscous, tough-to-clean balm—would mean a sticky mess to conveyors if not accurately filled.
Lehnen leveraged the CP3918 multi-touch Control Panel to provide the ProFill system with an elegant and user-friendly operator interface. Photo courtesy of Beckhoff.
A Beckhoff C6015 compact Industrial PC (IPC) is the sole machine controller on the ProFill, saving physical space. As for memory, IPC’s options range from 40 to 320 gigabytes, solving for hard disk/flash space.
“Since the C6015 uses a Windows operating system, it also simplifies
data collection and files management without needing a separate PC,” Chris Lehnen says. “The Beckhoff controllers, on this machine and others, also enable us to run control logic and visualization in one place— rather than needing redundant hardware and software for PLC and HMI.”
Implementing an 18.5-in. display, smartphonestyle CP3918 multi-touch Control Panel from Beckhoff offered more than a sleek fit and finish, adds Peter Lehnen, president.
“Unlike a plastic HMI that has to be installed in some kind of metal enclosure, the CP3918 enhances the elegance of the equipment, which also improves the overall user experience,” he says.
All-purpose TwinCAT 3 automation software is where programming of the HMI, PLC, motion control, and more occurs. Lehnen says TwinCAT incorporates all functionality needed for machine control with flexible options for writing code as an end-to-end engineering and runtime platform.
Measuring 30-mm wide, the ELM7222 is a 48volt, dual channel DC servo amplifier. This compact, DIN-rail motion terminal can be installed within the standard EtherCAT I/O segment, with wide-ranging terminals needed specifically for the lip balm filler. That includes analog temperature measurement, high-density inputs and outputs,
The ProFill system’s motion equipment includes AM8100 series servomotors from Beckhoff with One Cable Technology. Photo courtesy of Beckhoff.
and thermocouple modules.
The ELM72xx series servo terminals also support One Cable Technology (OCT) to AM8100 servomotors from Beckhoff. These features further shrink space requirements and simplify commissioning, while ensuring high performance.
“When it comes to the ELM servo terminals on the ProFill system, we have not found anything else that compares in terms of size, efficiency, and design,” Peter Lehnen says. “And we’ve only scratched the surface on how much is possible with the motion control capabilities in TwinCAT.”
PC-based control smooths out challenges
After the redesign, the ProFill SF lip balm filler kept both its compact footprint and its high performance. Processing trays of eight tubes at a time with a throughput of 60 tubes/min, brand owner end users that run the machine continuously can fill, cap, label, and serial code 30,000 tubes/day.
“On top of having a better overall system, we reduced costs significantly,” Peter Lehnen says. “In terms of control hardware, we saved roughly 40% by standardizing on Beckhoff.”
Lehnen is also able to test-drive software in the no-cost TwinCAT en-
gineering environment before buying the specific package or library for implementation. The PC-based automation platform allows them to tie in databases easily while providing recipes and intuitive HMI.
The ProFill system fills, cools and caps eight lip balm tubes in parallel, which simplifies changeovers for different sized tubes and boosts throughput. Photo courtesy of Beckhoff.
“TwinCAT offers a proper implementation of the IEC standard and object-oriented programming, unlike other vendors’ platforms that are technically compliant but more restrictive. This allows us to truly embrace best practices in software development,” Chris Lehnen says. “Beyond that, TwinCAT simplifies source control through incorporation of Git. So our software team can work on the same program simultaneously to speed up development.”
Lehnen is able to stock preferred Beckhoff IPCs but also source options with more or less processing power, depending on needs, without major prices increases or software changes. The open technologies make it easier to source third-party components, such as barcode scanners that plug into a USB port, without needing specialized EtherNet/IP devices.
Perhaps the biggest advantage, Lehnen engineers aren’t shackled with legacy PLC platforms’ data storage limits, which stood to dissuade programmers from pushing the programming envelope. Whether the equipment is standard, custom, or just proving a concept,
The ProFill SF lip balm filler from Lehnen Industrial Services combines unscrambling, in-parallel filling, cooling, capping, labeling and coding into one compact system. Photo courtesy of Beckhoff.
engineers now can challenge what’s possible—meaning Lehnen and their end-user customers will remain as competitive as possible. PW
PACKAGING AUTOMATION INNOVATION
• NEW! SealMatic Automatic Case Sealer
• NEW! iTrack™ Data Reporting System*
• Perfect Packer Automated Void Fill System (with AI Technology)
• E-CO Flex Flexible Automated Packaging Station
• NEW! Exlfilmplus® PCR Shrink Film & G7 Stretch Film
*Patent Pending
Precision Fill-Finish is a Foundation for Sustainability
Chase-Logeman monoblock filling and finishing equipment is engineered to maintain continuous production speeds of up to 60 containers per minute utilizing minimal labor. Beyond production rates, each machine prioritizes accuracy and repeatability. Contact us at:
In terms of sustainability, Chase-Logeman monoblock fill-finish systems are noted for reduced consumption of energy and materials. By utilizing automation-grade components, this precision effectively minimizes rejects, resulting in enhanced profitability and reduced waste.
Headquartered in North Carolina, Chase-Logeman Corporation has been designing and building monoblock style filling and finishing equipment for over 60 years. To meet your production needs, Chase-Logeman can assemble an entire production line for a turnkey process package.
Chase-Logeman has decades of experience to integrate the complete filling line. Visit our website to see discover the wide array of fill-finish options available through ChaseLogeman.
info@chaselogeman.com hƩps://www.chaselogeman.com
Lazy Magnolia Blooms After Automation Influx
Recent front-of-line automation investments are supporting in-house and contract packing growth, with plans for secondary packaging investment to further speed up operations.
By Casey Flanagan, Digital Editor
It’s not every day a brewery breaks onto a scene unoccupied since before prohibition. But that was the case for Lazy Magnolia Brewing Company in Kiln, Miss.
Opening in 2005 as a small family brewery, Lazy Magnolia was the first in Mississippi to enter the packaged beer space after the state repealed a slew of old regulations that had prevented this type of business.
Fast forward to late 2022, when the brand was sold to investors out of Utah. Lazy Magnolia’s name and character stayed the same, but its packaging horizons widened significantly.
The new owners have made significant investments in new equipment, “upgrading our packaging equipment, upgrading our fillers, upgrading our depal,” says Christopher Maros, general manager at Lazy Magnolia. “And we’ve picked up a lot of business due to getting to the fully automated stage.”
Both canning and bottling operations were treated to equipment investments, but the new can filling equipment has been the biggest game changer for the brewery. A twin set of rotary fillers now sends triple the product down the line every hour, with quality control leaps ahead of the legacy equipment.
Lazy Magnolia’s focus on cans keeps the brand in line with the growing popularity of cans as a packaging format. “Cans don’t take up as much real estate, they’re lighter to ship, and they’re easier to package in my mind,” Maros says.
All that extra canning capacity and convenience has driven Lazy Magnolia’s own portfolio growth, paving the way for plans to introduce eight new styles of beer in 2024.
Lazy Magnolia is far from the only brand benefitting from the new equipment, though. Contract packaging makes up most of the company’s operations.
About 80% of Lazy Magnolia’s packaging operations are done for Richard’s Rainwater, a
water brand whose product runs perfectly well on craft brewery equipment. Another 5% of the business is for contract brewing and packaging of craft beers, leaving about 15% of packaging operations for the brewer’s own beer. The new equipment has allowed Lazy Magnolia to take on even more contract packing work, with two new contracts to package for other brewers set to begin by the end of March.
“The co-packing in world of craft brew is heating up. Everybody’s wanting to come up with some kind of new innovative product,” says Maros. “Being a primarily co-packing facility, [the investors] saw the opportunity in co-packing, that is most of the drive to put the capital into this facility.”
Lazy Magnolia’s own brand canned beers currently use pressure-sensitive labels, but the brewery plans to switch to printed cans as soon as volume justifies the move.
VDG Drum Motors
Maintenance-Free Conveyor Belt Drives
Engineered for reliability and longevity, the VDG Drum Motor is designed for 80,000 hours of continuous operation before maintenance, reducing operational and maintenance costs and increasing throughput.
VDG Drum Motor
With all drive components enclosed and protected inside the drum, the VDG Drum Motor provides a safe, efficient, and space-optimized conveyor belt drive solution for all types of material handling applications while minimizing downtime.
VDG IronGrip™ Lagging
IMPROVES Tracking
INCREASES Traction by 40%
EXTENDS the Life of the Belt
Maintenance-Free
Space-Optimized
Premium Efficiency Electric Motor
SSV Series Drum Motors
Most Hygienic Conveyor Belt Drives
The hygienic SSV Series Drum Motor features an IP69K-rated sealing system that withstands pressure washdown up to 3,000 psi. For modular, wire mesh, and monolithic thermoplastic conveyor belts, SSV Drum Motors have the belt profile machined directly onto the drum to drive the belt without using sprockets.
The new patented SSV-XP Drum Motor has the belt profile machined directly onto the drive sleeve, offering processors the flexibility to use the same drum motor when switching to another belt for a different type of processing.
Eliminate Drive Sprockets
Reduce Product Buildup
Inhibit Bacterial Growth
Overlooking packaging operations, where can and bottle depalletizers from Ska feed respective can and bottle lling operations, all by GAI. Both lines—all three really since there are two canning lines—reunite as they pass through a pasteurization tunnel ahead of accumulation and secondary packaging.
Front-of-Line automation boosts productivity
Lazy Magnolia’s upgraded canning line begins with the unloading of Ardagh brightstock cans with a new full-height CIB automatic depalletizer from Ska Fabricating, which replaced an older Ska depalletizer. Maros says the new machine has no trouble keeping up with the recently increased speeds further down the line.
“It’s fully automated, that’s what I love about it,” Maros says. “You throw the pallet of cans in there, cut the straps, take the top frame off, and the depal does all the work itself. It’s pretty much hands-off, so I don’t need to have an operator there.”
A single- ler organizes the depalletized cans into a Ska S-Grip straight lowerator, and a GRX ionic air blade rinses the empty cans as they drop down to the lower level. A Videojet inkjet coder also date-codes the bottom of each can during the lowerating process.
The ion-rinsed and coded cans are split into two lines via Ska-supplied, Modular Convey Express (MCE)-manufactured conveyance to the most impactful upgrade on the line so far—a duo of parallel GAI 3621 monoblock 10-head rotary can llers, each with single-head seamers.
The seamers can be adjusted for a maximum of three seam sizes, and Lazy Flamingo standardizes around 200 mm, 202 mm, and 206 mm. This range of can end/lid diameters allows Lazy Magnolia to seam seven different can varieties; an 8-oz sleek, a 12-oz sleek, 12-oz standard, 16-oz standard, 19.2-oz standard, a 21-oz “Arizona-style” can, and an 8.4-oz “Red Bull-style” can, Maros explains.
Each seamer can be changed over within about 30 minutes to run whichever can size Lazy Magnolia needs on a given day, with functionality to pull product from a single tank into two different sizes at once, one on each line.
“With both of those llers behind one depal, we’re able to feed both of them consistently at speeds of 4,000 per ller, or 8,000 an hour total,” Maros says. That’s 133 cans/min, compared to the roughly 40 cans/ min Lazy Magnolia produced with its legacy ller.
An operator interacts with the HMI on the GAI monoblock bottle ller and crowner.
These fillers have been not only faster, but “very high quality, they’re very well put together, very user-friendly,” Maros says.
Just before lids are placed on each can, an undercover gasser injects CO2 inside. The lidded cans are sent to the seamer within two to three seconds from there, limiting trapped oxygen in the cans to virtually zero. That translates to low dissolved oxygen in the beer, meaning high quality and shelf life.
Once seamed, the cans are transported and combined via MCE conveyors into a single, foot-wide mass flow-style conveyor. The belt sends the cans through a Hermis TP-HRW 5 pasteurizer for a 42-minute dwell time.
The pasteurizer ramps up to a temperature capable of killing any potential pathogens or spoilage organisms before cooling the cans back down to room temperature on exit. It can also be used simply as a warmer, Maros explains, “so the cans come out the other end dry. It’s very humid here in Mississippi, so we usually have to run it at a certain temperature just so the cans don’t sweat.”
The pasteurized cans are then single filed and sent through a series of in-house-fabricated air jets to further ensure removal of any moisture.
Once past the air jets, the cans can either be sent to a CVC Technologies Inc. labeler, or to an accumulation table if the cans are pre-printed.
Lazy Magnolia uses pressure-sensitive labels for its own cans, but also accommodates printed and sleeved cans for its contract packing
A single pasteurization tunnel with a 42-min dwell accommodates both cans and bottles at the same time.
Secondary packaging for cans is currently done by hand, with plans for automation soon. The brand’s current setup for beer products includes PakTech 4-pack can carriers for 16-oz products, and 6-pack carriers for 12-oz products. Trays are hand-folded, and multipacks placed in them by hand.
Further upgrades on the bottling line
Lazy Magnolia can run 12-oz bottles of various shapes, as well as a 750-mL bottle usually reserved for specialty beers. The bottles are amber for in-house beers and most contract packing customers, and clear for Richard’s Rainwater. Bottles for the brewer’s own product are supplied by Owens-Brockway Glass.
The bottling line starts with another Ska depalletizer, this one a bit older with an infeed at the filler level instead of overhead. From there, the bottles are sent to a GAI 16-head rotary filler with a three-head capper/crowner, which runs up to 5,000 bottles/hour, or 83 bottles/min.
The GAI filler is new to Lazy Magnolia, but it’s not the first time it’s been on a packaging line, as Maros explains, “our old [filler] was just very neglected, so we actually found this used one from a brewery out of New York.”
After filling and capping, the bottles are sent through the same pasteurizer that services the two canning lines, allowing the brand to pasteurize bottles and cans at the same time. “We run everything through the pasteurizer and pick off the cans after the pasteurizer at the accumulation table,” Maros says.
Bottles run through the same CVC Technologies labeler as the cans, where they are also date coded before heading to secondary packaging.
Automate with the best.
REGISTER TODAY!
Interested in cutting-edge packaging and processing technology? Don’t miss PACK EXPO International 2024 to learn about the latest innovations in packaging and processing. Visit packexpointernational.com for more information.
November 3-6, 2024 ■ Chicago, Illinois, USA
Room for more automation in secondary packaging
Now that front-of-line operations have been automated to allow for new business, Lazy Magnolia’s eyes are on its secondary packaging optimization, keeping a similarly quick pace as with earlier upgrades.
That starts with automating case packing for bottles, with the brand now waiting for upgrades to arrive.
Currently, an offline master case erector from Eagle starts the process by assembling 24-count master cases for bottles. Six-pack carton carriers need to be manually erected and placed into the master cases. The cases with cartons inside are then manually added to an APE drop packer, which picks and places 24 bottles at a time.
That process will be taken out of workers’ hands soon though, explains Maros, “we’re waiting on one new piece that’s going to be able to erect the six-pack carrier, put the four six-pack carriers into the master case, drop the bottles into the six-packs [with the APE drop packer], and then tape the cases as well.”
Bottling operations will soon get an automation upgrade by way of a box shop that will erect 6-pack carton carriers and the 24-count master cases that hold four carton carriers each. This upcoming box shop installation will then feed the drop packing operations.
The master cases are palletized by hand, but the brewer plans to purchase a palletizer in 2025.
The canning line has its own automation upgrades in the pipeline as well. “Toward the end of the year, we’re going to get a PakTech machine that automatically puts [can carriers] on. We’re either going to get that or a Hi-Cone machine, the plastic ring applicators,” Maros says.
This year’s plans also include a “continuous motion packer that makes the tray and then places the six-packs or loose pack in the tray,” Maros says. The brewer is speci cally installing a DMM Packaging T300 tray former packer, as well as a DMM CTC 40 can carton packer, in about a year.
The brand’s 12-oz and 16-oz standard cans require trays with a different footprint than its 8-oz and 12-oz sleek cans, so its focus is on exible equipment to accommodate the different sizes.
A bit further down the road in 2025, Maros also aims to have shrink bundling capability for cans.
Even as Lazy Magnolia nds itself in the middle of an upgrade plan, Maros sees major bene ts to operations from the brand’s current progress. “Going to full automation, where you take the human factor out of it, you can literally cut your labor costs in half, especially on the packaging side,” he says.
As front-of-line productivity boosts are coupled with plans for further end-of-line automation, Lazy Magnolia continues to cement its legacy as Mississippi’s pioneering packaged beer brand, poised for growth in its own portfolio alongside its contract packing partnerships. PW
DIGITAL PRINTING
The ‘Mainstreaming’ of Digital Package Printing
For brands and CPGs in attendance in June, digital printing was the darling of drupa, the world’s largest printing expo. Even though it’s an evolving tech, when employed by forwardthinking converters, the latest and soon-to-come digital printing technologies should stand to make a huge impact on how, and how quickly, brands go to market with new products.
By Matt Reynolds, Chief Editor
As digital printing has emerged over the past decade or two, its growth trajectory has eaten into the entrenched territory of offset, rotogravure, and flexographic printing methodologies. In its infancy, digital printing tech entered the market specializing in quick turnaround, short-run, and high-mix/low-volume job environments since no metal plates need to be cut before running a package printing job. But in recent years, and depending on whom you ask, the quality of digital printing has
Campaigns that allow consumers to personalize their packaging, such as the this custom campaign for Nutella that HP was displaying, have been highly successful.
caught up to or even surpassed that of traditional, analog methods. And the cost for digital printing presses to do more traditional jobs—longer runs of singular jobs for higher volume and lower mix—is becoming competitive with those legacy methods. Adoption is perhaps in the steepest portion of the ‘S’ curve for the biggest players, like HP Indigo Meanwhile, Landa’s Nanography, a novel new digital printing technology, has weathered early hurdles to surge forward in adoption in recent years. Still, challenges remain.
“The predominant issue with digital print is the production costs for a given run length compared to the analog alternative. For digital to win more broadly, it must look beyond just consumables cost and look at reducing overall value chain costs including running costs, maintenance, capital, useful life, and any other steps or parts that can be streamlined. Digital print, in general, has a big problem with amortization of the overall solutions supporting capital and infrastructure required. Certainly, for parts of the market already identified [high-quality graphics, samples, mock-ups, displays, short run, large format, double-sided print, and supply chain efficiency including turn-around time], digital print can work and add value. However, to get at the larger volume of work, digital must either add new value and/or improve cost structure to compete with optimized analog processes,” said Robert Seay, VP of digital print strategy and growth, Georgia-Pacific, a major corrugated and cartonboard converter and supplier to CPGs, brand owners, and FMCGs. “It is encouraging to see there is a next generation of solutions being developed that will hopefully help make some of the necessary improvements to expand the segments of the market where digital can add value. With these solutions, they are addressing the broader value chain, reducing steps, and improving overall economics rather than just addressing print.”
Seay described a slower-than-hoped, but real maturation of digital printing from initial “one-size fits all” solutions to specific, tailored use cases. It’s progressing from a whizzbang, niche technology to rival established legacy equipment on all fronts—quality, speed, economics/ cost, and even sustainability/waste.
“There comes a point in the technology maturity cycle, where you go from being a curiosity to something that people can use and depend on,” Simon Lewis, SVP at Highcon, told Packaging World (see sidebar on page 84). “Now, we have customers with three and one customer even with four Highcon systems. And their businesses depend on them. When you reach the point that your customers can depend on you, and that without you, their business gets stuck, then you know that you’ve crossed the adoption chasm. That doesn’t mean the industry is crossing the chasm. But when a few guys do it, then you know that the rest won’t be so far behind.”
Lewis was specifically referencing Highcon’s digital die cutting and creasing corner of the industry, just downstream from the digital presses, but the sentiment holds true for wider digital printing. HP Indigo has already taken the industry by storm, and Landa appears poised to finally hit the mainstream, just as Highcon is doing.
Why brands should care
All of that might be interesting, but why would brand owners care how their cartonboard, flexible packaging, or labels are printed? They don’t necessarily care how the sausage gets made, as long as it gets made in such a way that’s has some material advantage over the previous sausage-making tech.
For starters, digital printing also offers supply chain agility advantages. The ability to produce packaging on demand means that brands can respond more quickly to market changes and consumer prefer-
ences. This is particularly important in today’s fast-paced market environment, where trends can change rapidly. “We essentially help them efficiently cope with a high-mix, low-volume environment,” Eli Mahal, head of L&P Marketing at HP Indigo said. This agility is a competitive advantage for brands.
Digital printing also enables greater customization and personalization of packaging. This can be a powerful tool for brands looking to engage with consumers on a more personal level. Campaigns that allow consumers to personalize their packaging, such as the Coca-Cola “Share a Coke” campaign, have been highly successful. “These campaigns are
Digitally printed RFID tags at the HP Indigo booth.
very effective. Companies see advantages in consumer engagement, brand exposure, social media, and increasing sales,” noted Gershon Alon, head of HP PrintOS, HP Indigo, at the booth. By making it easier for brands to implement these types of campaigns, digital printing can help drive consumer loyalty and brand recognition.
A critical aspect of digital printing is its role in enhancing brand protection and combating counterfeiting. With the ability to incorporate unique identifiers and variable data, digital printing can help ensure product authenticity. This is particularly important for high-value items and pharmaceuticals, where counterfeit products can pose significant risks to consumer safety, and also through e-commerce channels where the provenance of a product can be unclear. By leveraging digital printing technologies, brands can add layers of security to their packaging, making it more difficult for counterfeiters to replicate.
Also, digital printing supports the growing trend of smart packaging—from simple customized QR to more complex operations where RFID conductive material is digitally printed, in multiple layers, onto a substrate. Integrating technologies such as QR codes, NFC tags, and RFID chips into packaging can provide consumers with interactive experiences and valuable information about the product. This can range from tracking the product’s journey from production to shelf, to offering personalized promotions and content. As consumers increasingly seek transparency and engagement, smart packaging enabled by digital printing can meet these demands and enhance the overall consumer experience. And what’s more, brands can track, quantify, and manage
It wasn’t just digital printing that was on display at drupa. Read about sustainability, decoration, embellishment, e-commerce, and direct-to-consumer plays at the show from the likes of Bobst, Packsize, Scodix, EFI, SEE (Sealed Air), and more by visiting pwgo.to/8320 or scanning the QR. Note: You’ll be asked to submit an email address.
data about consumer engagement, garnering brand insights they never had access to before.
The ability to quickly adapt to regulatory changes is another advantage of digital printing. As governments worldwide implement stricter regulations on packaging materials and labeling requirements, brands must be agile in their response. Digital printing allows for rapid updates to packaging designs and information, ensuring compliance without the need for extensive retooling or long lead times. This flexibility can save brands significant time and resources, allowing them to focus on other critical aspects of their operations. PW
Pressure Sensitive Labeling Made Easy
A Conversation with HP Indigo’s Eli Mahal
Eli Mahal shows a typical bottle structure where the bottle is PET, and the label is PE. But in this case, it’s a wash-off PE label using HP Indigo digitally printed inks that remain with the PE label so as not to contaminate either the PET flake or the water solution that removes the label.
If anyone has a grasp on where digital printing stands in relation to its legacy press counterparts, it’s Eli Mahal at HP Indigo. The company is widely recognized as the digital package printing market leader, with its ElectroInk technology using charged ink particles in a liquid carrier to impart images. The shift from analog to digital presses is driven by a combination of trends, but chief among them is likely SKU proliferation, he said. To appease consumer demand for product variety, while delivering on sustainability and supply chain agility, more converters are printing their customers’ cartons, labels, and flexible packaging on digital presses.
“All of those segments are enjoying excellent tailwind. The bigger picture is that we, as a global society, moved from the village to the city, from the market to the supermarket,” said Mahal. “That has led to SKU proliferation, which means that the number or volume of jobs, per SKU, is decreasing all the time. That is creating a shift of jobs from the conventional sweet spot of longer run into the conventional sweet spot of digital print.”
The traditional model of producing large quantities of
identical products is being replaced by a high-mix, low-volume approach. “Every brand owner, every brand manager of a certain product, now needs to forecast in a much more complex environment,” explained Mahal.
“‘Which SKU will be successful? Which will fail? And how much packaging material do I need to order?’ And then the regulations change for label claims or ingredients listings, so what’s printed on labels and packaging needs to change quickly. This complexity is compounded by the need to minimize waste and meet stringent sustainability goals. If you’re ordering the way you used to order 10 years ago, in large quantities with one-month delivery, you will probably end up throwing away 30% or 40% of what you bought.”
Digital printing offers a solution to these challenges. It allows brands to produce only what is needed, reducing waste and eliminating the need for costly printing plates that are time-consuming to cut from metal.
“Smaller brands are growing much faster than the larger brands, but they especially cannot cope with high minimum order [MOQs]. They cannot cope with one month’s delivery, they cannot cope with paying thousands of dollars for a multi-SKU product that they’re going to sell a few hundred of each,” Mahal said.
Sustainability chops with digital
Sustainability is another critical concern for both brands and consumers, and how a package is printed makes an impact.
“When you are running, let’s say a 1000-meter job on a flexo press, you would probably need 200 meters of setup waste until you start printing,” Mahal said.
In contrast, digital presses can significantly reduce this waste, saving both money and environmental resources by reducing or nearly eliminating media waste. Digital tech also is able to print on a wider range of media than legacy methods, Mahal said, including certain recycled,
Flexible packaging is subject to greater price sensitivity at higher volumes for less expensive products than labels, but digital printing is making major inroads— flexibles might be the fastest growth market for digital packaging, according to HP’s Mahal.
Displayed at the HP Indigo booth was the Digital Pouch Factory, developed in cooperation with Karlville Swiss, Karlville, and JetFX. It uses the output of HP Indigo digital printing presses seamlessly integrated to sizing, slitting, and other downstream operations to automate lie-flat or stand-up flexible pouch-making, even for small batches, short runs, and fast turnarounds.
they would like or need, and then make informed decisions about their packaging choices based on environmental impact.
“Here, we are allowed to compare the CO2 emission of printing one job versus the other or the Indigo [digital] technology,” Mahal said. “And then the [converter] customer can compare these and present them to the brand owner, what the CO2 emissions are in digital, versus printing on flexo, and if we have the data [or can get it from a third party], versus printing on another technology.”
Digital label printing becomes competitive at volume
The journey of digital printing in labels began with narrow web presses and has more recently evolved to include wider formats. So why the change?
recyclable, and compostable materials. For instance, wash-off mono-PE labels allow the ink to be removed during the recycling process (de-inking), ensuring that the packaging can be reused as near-transparent or clear, and become packaging again (mono-PE) without contamination.
The shift to digital printing is not without its challenges. The industry must adapt to new technologies and processes, and brands need to be educated on the benefits and capabilities of digital solutions. “We are providing now a calculator in which a brand can ask themselves, ‘Where do I get a better environmental impact? Using high coverage, low coverage, this type of media, or that type of media?’” Mahal said. This tool helps brands think about where they produce (i.e., is their municipal power hookup using renewable energy, or fossil-based?), what type of media they’re using, and what type of print/ink coverage
POSITIONING SYSTEMS FOR PACKAGING MACHINES
“When our [converter] customers were comparing cost structure of printing digitally with all the advantages—time to market, variable data, waste savings, etc.—versus printing on a flexo asset, they saw that after maybe 1.5 to 2 kilometers [of a print run length], it’s cheaper to print with flexo,” Mahal recalls. “Therefore, we’ve developed a [higher volume & speed] machine which actually allows the customer to print four time or even five times faster than the early, narrow-web predecessor. Therefore, they can cut production costs of digitally printed labels, even below the cost of flexo. And then our customers can bring all the value of digital print—on-demand, low minimum orders, variable data, much higher agility, cutting media waste etc., and offer it to brands that are consuming a larger volume or to those SKUs that are more popular in the market, and therefore, assume higher volume.”
With the newer presses, HP Indigo aims to shift the industry from flexo first, digital second, to digital first and then flexo only for unique jobs.
Electronic, bus-compatible position indicators with target /actual value comparison and intuitive operation
Automated fieldbus-/Ethernet compact actuators: easy commissioning, fast amortization
Mechanically compatible: SIKO positioning systems are mechanically interchangeable
“Two things are happening. As I mentioned before, the shift of jobs from the sweet spot of conventional to the sweet spot of digital. Also, there’s a shift of productivity of digital from [focusing on] shorter run and faster delivery, to longer runs with similar to lower cost structure to flexo. The old breakeven point of one or two kilometers is eliminated, therefore nearly every job can be printed digitally at lower costs of similar costs to flexo.”
Flexible packaging a different animal
Flexible packaging presents unique challenges due to its high sensitivity to cost and productivity (volume) requirements. Instead of labels which are prominent in wine, pharma, and cosmetics, flexible packaging is primarily used in higher volume food products and less expensive items, where sheer volume makes margins more important. Digital printing adoption for flexible packaging has been slower.
Despite these challenges, the adoption of digital printing for flexible packaging has been growing over the last decade and is now the fastestgrowing digital print for packaging market, according to Mahal. Early
adopters found a niche in serving small to medium brands that require high-quality packaging in smaller quantities. As the technology has advanced, larger players have entered the market, recognizing the potential for growth and profitability.
Brands care about value, not method
“In some cases the brand will require digital print, a variable data for a campaign, or if brand protection and so forth is needed. But this will be 2%, maybe 5% of the volume. The remaining 95% of the volume is standard jobs,” Mahal said. “The brand should not care whether the job was printed digitally, or flexo, or offset, provided the quality is what they need. It’s just a matter of cost, the supply time, paying for tools, and impact on the environment. And our customers, many of them will even not even need to tell the customer that the job was provided digitally or flexo or offset, they will simply assign the right press for the job.”
—Matt Reynolds
SLEEVIT
by bw packaging
A Conversation with Landa Nanography’s Yarden Ben-Dor
Landa occupies an interesting, and at long last growing, niche in the digital printing space in that it uses a wildly different—and highly proprietary—type of digital technology than the more common inkjet. What it calls Nanography is a process by which its patented NanoInk droplets are precisely placed onto a heated blanket that first dries the ink before transferring the ultra-thin (0.5-μm) remaining pigments onto a given substrate. For PW’s purposes, that would be cartonboard or labels. Landa equipment for flexible packaging is currently in the offing, though isn’t commercially available yet.
Nanography is said to “combine the variable-data and print-ondemand features of digital printing with the throughput speed, media versatility, and quality of offset printing,” according to the company. And for more than a decade now, it has held promise of a sort of bestof-both-worlds scenario. But slow commercialization—due in part to waiting on patents, and in part to a wary or cost-sensitive marketplace of converters—hampered earlier adoption. Landa officials said that drupa 2024 demonstrates that a corner has been turned on Nanographic technology, including and especially Nanography for the packaging markets. Today, more than 60 presses are up and running in the market, and the word is out among converters. We sat down with Yarden BenDor, VP of the S11 (folding carton) Nanographic press about how this emerging tech would be affecting brand owners in the coming years.
Nanography is said to produce ultra-rich color hues on cartonboard because it’s a dry-printing process. The inks remain on the surface of the substrate; they aren’t absorbed into the fibers. These were printed on the new Landa S11 cartoboard digital printer.
Ben-Dor is hardly a packaging neophyte. He comes from brand-side cosmetics, pharma, and consumer goods packaging brands ranging from Arizona to Israel.
Advantages of Landa’s technology for brand owners, Ben-Dor said, are superior color quality and stability of their presses. “Our biggest value proposition is the color,” he said. “The way our color looks on a board, the color stability, and the color gamut are unmatched.” This capability allows brands to achieve consistent, high-quality prints on various substrates, including recycled materials, which is increasingly important given the growing emphasis on sustainability.
Ben-Dor illustrated this with a practical example: “We have customers who can now purchase less expensive paper but gets the same and even better results than with offset presses.” This not only reduces costs but also aligns with environmental regulations, particularly in Europe, where laws mandate the use of recycled content. Those content laws are coming to the U.S., if history serves as any guide.
“In the case of recycled content board, we have a huge advantage because of the way we print. We print on a heated blanket and transfer the ink only when the ink is completely dry. And then you have a very thin, very tacky [sort of] laminate that we adhere to the paper, but nothing gets absorbed into the paper. We also have very, very high deinkability and recyclability scores, because of this process. We get very high grades in terms of what the resulting paper can be used for. Usually, using other methods, it would go to like a newspaper grade. But we actually get the office paper grade.”
Yarden Ben-Dor sat down with Packaging World just before launching into Landa Nanography’s in-booth theatrical presentation on Nanography’s past, present, and future. Benny Landa was on hand with a demonstration.
Booth #S-2153
While you might be familiar with Nuspark’s advanced automated packaging solutions and our capabilities in the food and beverage industry. You may not be familiar with the pronunciation of our new name, RYCHIGER.
Scan to learn more and WIN amazing PRIZES!
Visit us at PackExpo International on November 3rd – 6th, Booth S-2153 to discuss the power of our state-of-the-art packaging automation solutions.
www.rychiger.com/packexpo
On top of that, given that it’s a digital process, waste is saved in starting and stopping jobs (as alluded to by HP Indigo’s Mahal on preceding pages). As usual with digital printing, no plates need be machined for each job, all adding to the sustainability profile.
Back to color, Ben-Dor emphasized that for brands who really want to stand out on the shelf, Nanographically printed cartonboard can make a big impact.
“Unfortunately, most of our customers were printing with offset for many years. And brands that want to match that legacy package quality exactly—which is sometimes a brand requirement—they dumb down our quality to make sure that our output matches offset,” Ben-Dor said. “I understand it, but brands can also opt into much higher quality, and they’re starting to realize that… Really, for the brand it means much better agility with shorter lead times and faster time to market. And of course, if the converter rolls down his [productivity-based] cost savings [by running as fast as 11.200 B1 cartonboard sheets/hour] to the brands, then that’s good for them, too.”
It wasn’t at the show, but Landa is beginning to tease its new Landa W11 Nanographic press for
Plastopil Group.
Ben-Dor was tongue in cheek about his customers passing on their savings, but digital printing flexibility at offset printing speeds offers real operational efficiencies to converters, who very well could pass some savings on to brands. BenDor described a scenario involving U.K. customer MM Packaging doing variable data for brand protection purposes with pharma cartons.
“They’re doing 50 make-readies in a shift with our press. To do that on offset would take about 50 hours, because these were brand colors and spot colors that they were doing, then the runs are very short. They’re doing like 200 to 300 sheets, because you have to remember with pharma, the boxes are small. If you’re doing 30 up, at 300 sheets, it’s 9000 boxes.
“And we did it in one shift. So for a brand, if they get 50 jobs in, they can plan better because
Global Solutions. Local Service.
When you need mission-critical labeling systems that will be reliable, cost-effective, and easy to use, you need a partner that you can trust.
Weber Packaging Solutions is a global label solutions company that has been helping customers look their best for over 90 years. We provide turn-key labeling solutions, like the new electric Model 4050B Series modular print-apply labeling systems and Alpha Compact G3 Series label applicators. With experience in just about every industry, we make sure you succeed in getting your product labeled correctly.
Visit us at www.weberpackaging.com and see how we can ensure your next project successfully
Digital Die Cutting & Creasing Also Go Mainstream
Another quickly growing tech lives just downstream of digital carton printing: digital creasing and digital laser “die” cutting where lasers replace physical cutting dies. Case in point, Highcon’s Digital Adhesive Rule Technology (DART) was leading, bleeding edge at drupa in 2016, but in 2024 is becoming mainstream. The Highcon process entails melting a consumable in the form of specialized photopolymer resin substrate, and digitally printing or “writing” that photopolymer into a digitally designed matrix that resides on a foil substrate. As it’s printed and light is applied, the photopolymer hardens into a rule pattern or crease matrix that is then used to repeatedly impress upon or crease cartonboard.
The new Beam 3 digital creasing equipment, like its earlier Beam predecessors, digitally prints crease matrix shapes or rules out of consumable photopolymers onto foil within the machine. In perhaps the biggest departure, the system offers an offline, standalone Beam writer so that matrices can be printed in parallel to the ones being printed within the full Beam 3 enclosure, and immediately swapped out for quicker turnarounds.
The Beam 3 (above) uses Highcon’s proprietary Digital Adhesive Rule Technology (DART), whereby a consumable—a viscous photopolymer— is digitally printed or “written” onto a foil substrate, then light-cured into a hard crease matrix or crease rule. At drupa, the system featured an offline, standalone writer that can work in parallel to the machine’s internal writer. To the left is an example of a cartonboard multipack creased and laser cut on Highcon equipment.
“The Beam 3 that we’re showing here is the first factoryproduced Beam 3, so it’s brand new,” Highcon’s Simon Lewis said. “There’s a lot more robustness. We’ve been improving the Beam over time. We’ve done a whole load of field upgrades. The optics moves faster so we [laser] cut 15% faster on
now you got the responsiveness from MM, they don’t need to hold anything in stock, and you’re printing just-in-time so if and when a brand manager makes a change, you don’t have wasted print jobs that were printed to inventory.” This efficiency is crucial for brands needing to respond quickly to market demands, allowing for just-in-time production and reducing the need for large inventories.
Another example was of a Chinese customer, ZRP Printing Group, who produces e-cigarette packaging: “They had over a million dollars in inventory just lying on the shelves. Now, with Landa, they’re printing made-to-order, reducing waste and costs significantly.” This shift to ondemand production is a game-changer for many brands, enabling them to adapt swiftly to changes in brand language and design, consumer preferences, and regulatory requirements.
A brand-centered issue Ben-Dor brought up were the challenges of maintaining brand consistency across different production sites. “With Landa, we control the color because of our unique and proprietary process. It doesn’t matter if you print on this press in one country or that
average. We’ve shortened the setup time and made it less variable. We’ve got the option of writing the creasing foil offline on the Beam writer, rather than in the Beam. We’ve got a customer in the U.K., for example, who’s probably going to be the first. And by adding the Beam writer, they’re going to free up 50 hours a month for more production… Depending on the average run length, the improvement it can be by 25% by adding an [offline] Beam writer [to an existing Beam].” PW
press in another; it looks the same.” This consistency is vital for brands like major beer and soda players, who rely on precise color-matching of cartonboard multipacks to maintain their brand identity—even on recycled board. With Landa color-matching, recycled board can match virgin board color.
Variable data printing (VDP) keeps popping up under various names and acronyms, but it’s big advantage of digital printing. The integration of advanced digital features like VDP and brand protection measures adds another layer of value. Ben-Dor said, “We work with various partners to offer digital brand protection, track and trace, and security. For example, we have customers in cosmetics who are doing different types of QR codes that are very sophisticated.” These features help brands combat counterfeiting and ensure product authenticity, which is crucial in industries like pharmaceuticals and high-end cosmetics.
The flexibility offered by digital printing also extends to creative possibilities. Brands can experiment with different designs, run limited editions, and quickly adapt to market trends. Ben-Dor highlighted a
case involving a major hair coloration company: “This company would rent out the capacity on an offset press at their converter for a week to do all their testing. With our technology, they can print whatever they want, make tweaks on the press, and save a week of work and a lot of waste.” This agility allows brands to innovate and respond to consumer demands more effectively.
None of this is to say that offset is going away. It really depends on
the economics behind a job.
“If you’re a [major breakfast cereal company] and you want to print a million cereal boxes in the same quality as you have done for years, you come on Sunday morning to set up, and then print the same box until Friday night. In that case, it might not be wise to do it on a Landa because of the economics, even though the Landa press can do it,” Ben-Dor said. “But we do have customers who are printing 30,000, 40,000, or 50,000 sheets of a carton on Landa presses, just because of the color saturation and our ability to print on certain substrates, like recycled board. It saves them money on the board, it saves them time to market… The one thing I can’t control is cost—converters who buy our machines set the cost to print.
“But we know that for brands, it’s about agility, flexibility, and time to market,” he adds. “The ability to run sampling, proofing, and soft launches into a market with test packaging is invaluable, and we have the best quality as well and speeds. We’re working with people who are at some pretty big brands, but I don’t think the whole brand organizations know us yet. I would say I would like brands to be more engaged with us.”
It’s notable that Landa is working on a next-gen flexible package printing solution. The first model, the W10, is ceding territory to the even newer W11, but neither of these machines have yet been commercialized at time of press. —Matt Reynolds 24_006341_Packaging_World_SEP Mod: July 25, 2024 3:33 PM Print: 07/25/24 page 1 v2.5
Cartonboard printed on Landa presses are easily de-inked, making for higher quality recycled content.
WHAT IF?...
At Yaskawa, we help you explore what’s possible, and open new doors to opportunity. Rather than accepting the status quo, we invite you to wonder, “What if...?” And then, we make it possible. That dedication to engineering and innovation is what makes us different.
So ask yourself: wouldn’t it be awesome to work with a company that can do all that?
Retortable Mono-material Film to Replace Foil
Innovia Films has developed a recyclable, BOPPbased, mono-material film that offers superior barrier properties for retortable food packaging, aligning with circular economy principles and regulatory requirements by eliminating the need for aluminum foil while maintaining product quality and extending shelf life.
Premier Tech’s upgraded CHRONOS OMR Series, which offers increased payload capacity and throughput for reliable packaging of freeflowing products, is designed to help businesses implement automation or address labor shortages.
Premier Tech pwgo.to/8330
rPET Recycled Packaging Tapes
The Shurtape Recycled Series, which consists of three packaging tapes made from 90% post-consumer recycled PET film, provides a sustainable and durable end-of-line packaging solution that dramatically reduces the use of virgin plastic.
Shurtape Technologies pwgo.to/8331
First-Ever Pressure-Sensitive Seal Utilizing EPE
TekniPlex has pioneered a sustainable packaging solution with the ePress Seal, saying it’s the industry’s first pressure-sensitive liner made from expanded polyethylene, offering superior performance, recyclability, and compliance with evolving environmental regulations.
TekniPlex Consumer Products pwgo.to/8337
Continuous Motion Labeler for Spirit and Liquor Bottles
The WLS VR-72—a high-speed, pressure-sensitive system that applies wrap-around and front-and-back labels to 1-L, 750-mL, and ‘miniature’ spirit bottles— offers accurate and repeatable label placement, a small footprint, and quick changeovers.
WLS, a ProMach brand pwgo.to/8334
Push-Type Palletizer
BW Flexible Systems’ SYMACH 3500—a compact, high-speed palletizer that efficiently stacks and palletizes bags, bales, crates, and cases—features a stacking cage that prevents product overhang, ensuring stable and damage-free pallets.
BW Flexible Systems pwgo.to/8326
Variable Speed Drive Line
Yaskawa has expanded its powerful and versatile GA800 variable speed drive line with higher horsepower models, reduced enclosures, and flexible configuration options, providing greater control and efficiency for demanding applications.
Yaskawa America pwgo.to/8329
IMAGINE COMPOSTING A PLASTIC BAG OR A COFFEE CUP
15 YEARS AGO, WE INVENTED BIODOLOMER. A bioplastic with limestone as the key ingredient. Biodolomer is fully compostable (certified by TÜV and BPI), and when decomposed, it will actually leave extra calcium from the limestone in the soil.
Biodolomer comes in granules that can be used for thermoforming, film blowing, extrusion coating, injection molding... you name it.
It does all the good stuff that plastic does. But not the bad.
It contains only ingredients that are approved by the FDA. It uses less energy in production and results in up to 80 % less CO2 than traditional plastic.
You can even put it in your home compost and watch it disappear.
Biodolomer might just be the easiest way to make your brand more sustainable. For real.
Robotic Stretch-Wrapping Technology
Combi Packaging Systems enhances its end-ofline packaging solutions with the addition of Siat’s BeeWrap+ stretch wrapper, providing a comprehensive, turnkey system for increased ef ciency and reduced costs; it is the rst Siat product range directly marketed in North America under the Combi brand.
Combi Packaging Systems pwgo.to/8325
Fulfillment Paper Automatic Bagger
PAC Machinery’s Rollbag R3200 is an automatic bagger that seamlessly switches between poly and recyclable paper mailers, offering exibility and sustainability for packagers.
PAC Machinery pwgo.to/8327
Printer Applicator
The Label-Aire Model 3138-TS printer applicator is a highperformance labeling solution that features a versatile design, easy maintenance, and advanced features for accurate and ef cient labeling across various industries and demanding environments.
Label-Aire pwgo.to/8332
Three-Piece Can for Tobacco and More
Dual Delta Robot Pick and Place Case Packing Cell
ValTara’s PKR-Dual Delta Robot is a high-speed, versatile, and cost-effective case packing solution that utilizes two synchronized robots to pick and place a wide range of products into cases.
ValTara, a Paxiom Group company pwgo.to/8333
Sonoco Industrial & Specialty Plastics has launched a food-safe, injectionmolded, three-piece polypropylene can for tobacco and other products, offering a dual-compartment design, compact size, recyclability, and ef cient supply chain management.
Ravenwood’s Nobac 1500 is a high-speed, cost-effective linerless labelling machine that applies top and/or base labels to Modi ed Atmosphere Packaging (MAP) trays, offering energy and material savings while increasing production ef ciency and reducing environmental impact through the elimination of label backing paper.
Ravenwood Packaging pwgo.to/8335
Continue your search for the right packaging solution. Visit prosource.org
All-Electric Label Applicator
Diagraph’s LA150 is an all-electric label applicator system that provides precise, high-speed label placement for products and cases, seamlessly integrating into production lines for increased efficiency and reduced labor costs.
Diagraph, an ITW Company pwgo.to/8328
Air Preparation Units for Food Safety
Festo offers a line of pre-configured, food-safe air preparation units that are easy to order, install, and maintain, ensuring clean air for food and beverage production while meeting the Safe Quality Food (SQF) guidelines.
Festo pwgo.to/8323
Mono-material
Cosmetic Compact
Eastman and ICONS|ICS’s mono-material cosmetic compact eliminates traditional metal hinges and pins, improving its recyclability and offering a refillable design for sustainable and convenient use. Eastman pwgo.to/8192
Air Cushion Film
Storopack’s AIRplus Bio home compostable film is a biodegradable packaging material that can be safely disposed of in home compost bins and will decompose naturally within 365 days.
Storopack pwgo.to/8194
Discover every new packaging and processing trend out there and explore solutions from more than 2,500 exhibitors, all under one roof. PACK EXPO International is where you can discuss real-world problems with experts and land on innovative ideas.
KEEP IT CLEAN
Companies
Pacteon Group acquires Descon Integrated Conveyor Solutions to deliver end-of-line integration solutions to the food and beverage industry.
Soft Robotics divests its gripper business to The Schmalz Group and rebrands as Oxipital AI to focus on its core AI vision technology for manufacturing process automation.
Better Earth launches the Compost Drop Off Database, a comprehensive resource connecting consumers with local composting facilities and drop-off points, promoting sustainable waste management and reducing landfill contributions.
DUBAG Group acquires liquid food filling technology providers Osgood Industries and Ampack GmbH from Syntegon Group and will operate under the new umbrella brand Ceratech Group.
See our solutions up close at Pack Expo in Chicago. Booth S-2138
Duravant acquires T-TEK Material Handling, LLC, to expand its end-of-line packaging solutions with a comprehensive range of palletizing, depalletizing, and conveyance technologies for the food, beverage, and consumer products industries.
Volpak, a Coesia company, and its packaging machinery expertise, and Lecta, with its specialty papers, join forces to develop and test sustainable materials for flexible packaging.
Silgan Holdings will acquire Weener Plastics Holdings, a global producer of dispensing solutions, expanding its dispensing and specialty closures business.
People
Sam Goldberg, who started as an intern with Econocorp in 2015, has been promoted by the company to chief operating officer.
Texwrap, a ProMach brand, hires industry-veteran Tracey Fikes as its Western regional sales manager.
Spee-Dee Packaging Machinery promotes Jaime Schultz to chief operating officer.
Harpak-ULMA announces that longtime chairman of the board Charlie Harlfinger has retired and Kevin Roach, CEO since 2018, has taken over.
Barry-Wehmiller appoints Doug Neal its vice president of Continuous Improvement, a new position for the company.
Revolution Sustainable Solutions appoints Scott Coleman as its new president and chief executive officer.
Mark Schmid joins Dorner as regional sales manager for the Upper Midwest to expand the company’s automation, industrial, and sanitary conveyor technologies.
Jason Edgeworth joins GWP Packaging as sales manager to expand the customer base and promote sustainable packaging solutions within the Southwest UK market.
In Memoriam
Dave Canfield, founder and chairman of CCB Packaging and a packaging industry veteran for over five decades, passed away from a sudden illness at the age of 88.
Alain A. Cerf, the founder of Polypack and a pioneer in packaging technology, has passed at the age of 90.
In 2018 the Ellen MacArthur Foundation (EMF), in collaboration with the United Nations Environment Programme, launched the Global Commitment, an initiative of industry/government volunteers with a vision of a circular economy for plastics.
More than 1,000 industry organizations, government representatives and NGOs joined the initiative including approximately 250 companies representing 20% of the world’s plastic packaging production, pledging to “stop plastic packaging becoming waste,” and setting what the EMF called “ambitious 2025 targets to help realize that common vision.”
Now, with 2025 nearly upon us, the realities of advancing science, evolving markets, adjusting consumer perceptions, and changing economics have led some green goal-setters to reevaluate both the scope and accomplishment dates of their ambitions.
Despite those challenges and in the face of continuing criticism from anti-plastics voices, packaging pros are continuing to press forward on a diversity of continuously evolving sustainability goals, as the following tiny sampling shows.
Unilever is releasing its new Climate Transition Action Plan (CTAP), outlining its aim to become a lower-emissions business and achieve its climate goals. The company has adopted new value chain emissions targets, including a 39% reduction in total targeted Scope 3 emissions by 2030. Some of the plan’s other elements include:
certain packaging formats and materials, moving to mono-materials, switching to paper, and exploring reuse.”
Mars sells 210,000 metric tons of plastic annually in its consumerfacing business, noting that almost half of its packaging portfolio is being redesigned or eliminated to align with current or future recycling infrastructure. “Regardless of our redesign efforts, our products will only be fully circular when the necessary waste management, collection, sorting, and recycling infrastructure exists at scale, and we are working actively with governments and NGOs to drive this change,” Lin says.
Colgate-Palmolive’s packaging sustainability story has a legal element that others surely would hope to avoid. When it developed a recyclable toothpaste tube to replace the traditional multi-layer, multi-material ones on the market, Colgate’s dream was for all HDPE tubes, not just those for toothpaste, to be recycled.
Plastics’ critics will continue to fault many of these sustainability actions and plans as pullbacks from the ambitious goals the companies originally set for themselves. They should, in fact, view them as pragmatic course corrections hastening the ultimate achievement of the companies’ journeys to sustainable operations.
For now, that dream may be turning into a nightmare because of a class-action suit charging Colgate with deceptive advertising practices. Colgate developed, then shared some of the tube IP with other fillers to encourage them to switch to the recyclable tubes. The suit contends that the tubes are NOT recyclable because MRFs can’t easily distinguish them from traditional ones and are rejecting them, making them only technically recyclable, not recyclable in actual practice. Colgate is fighting the suit.
• Achieving net zero greenhouse gas emissions from all its products
• Communicating the carbon footprint of every product it produces
• Striving to make product formulations biodegradable by 2030
In its 2023 sustainability report, “2023 Sustainable in a Generation Report”, Mars, Inc. contends that it is making “good progress” on the goals aligned with EMF’s global commitment, but “design and infrastructure changes needed are taking longer than we anticipated” to achieve circularity.
Underscoring the challenge, Allison Lin, global vice president of packaging sustainability and chief circularity officer, notes that Mars is working “to redesign more than 12,000 packaging units and eliminate unnecessary packaging wherever possible” by “removing
Plastics’ critics will continue to fault many of these sustainability actions and plans as pullbacks from the ambitious goals the companies originally set for themselves. They should, in fact, view them as pragmatic course corrections hastening the ultimate achievement of the companies’ journeys to sustainable operations.
Driven by economics and the constantly evolving marketplace, smart businesses will continue course correcting their flights to packaging sustainability.
By continuous effort and in collaboration with anyone— critics, rivals, suppliers included—industry will achieve their sustainability goals. Critics may continue to harp on industry’s sustainability course corrections as though they were the end of the line and not merely steering adjustments on the trajectory to sustainability. PW
Ben Miyares, Packaging Sherpa, is a packaging market and technology analyst and is president of The Packaging Management Institute, Inc. He can be reached at bmiyares@packmgmt.org.
Pick. Place. Repeat. Beef up throughput and casing efficiency with sanitary high-speed automated MAP tray loading solutions for protein.