The BR380JG-3 is your new Komatsu jaw crusher. Highly productive and efficient, it features a fully automatic discharge setting adjustment system. With an inlet size of 1065 mm x 550 mm this 35 tonnes-class crusher can deliver a maximum treatment capacity of up to 240 t/h. What’s more, the BR380JG-3 has a unique CO₂ offsetting scheme, making it the first truly environmentally friendly crusher in Europe.
“We are living in a time of great uncertainty at many levels” p15
Regulars
05 COMMENT
Out and about during a busy start to 2024
06 NEWS
Miljan Gutovic to become new Holcim CEO; Tarmac launches CEVO lower-carbon concrete brand
08 ASSOCIATION NEWS
Spinning the European circular economy
50 EVENTS
All the key events in the quarrying & aggregates world
Features
27 CRUSHING & SCREENING
The value of upcycling in France and a solution for a major new Greek highway
30 LOADING
Advanced excavators and wheeled loaders showing worth at Swiss and UK aggregates sites
32 HAULING
Premium haulers are key fleet assets at major quarrying sites in the UK and Italy
35 CONVEYORS – 1
Bespoke conveying solutions are increasingly in demand globally, including for major regional infrastructure projects
40 TYRES – 1
O -the-road tyre makers are helping quarry operators and materials producers achieve sustainability goals
43 CONCRETE PLANT
Global concrete players firm up their netzero roadmap 27 43
Specials
10 INTERVIEW
Pat Brian is equipping Terex MP Aggregates for a new business era
15 MARKET REPORT
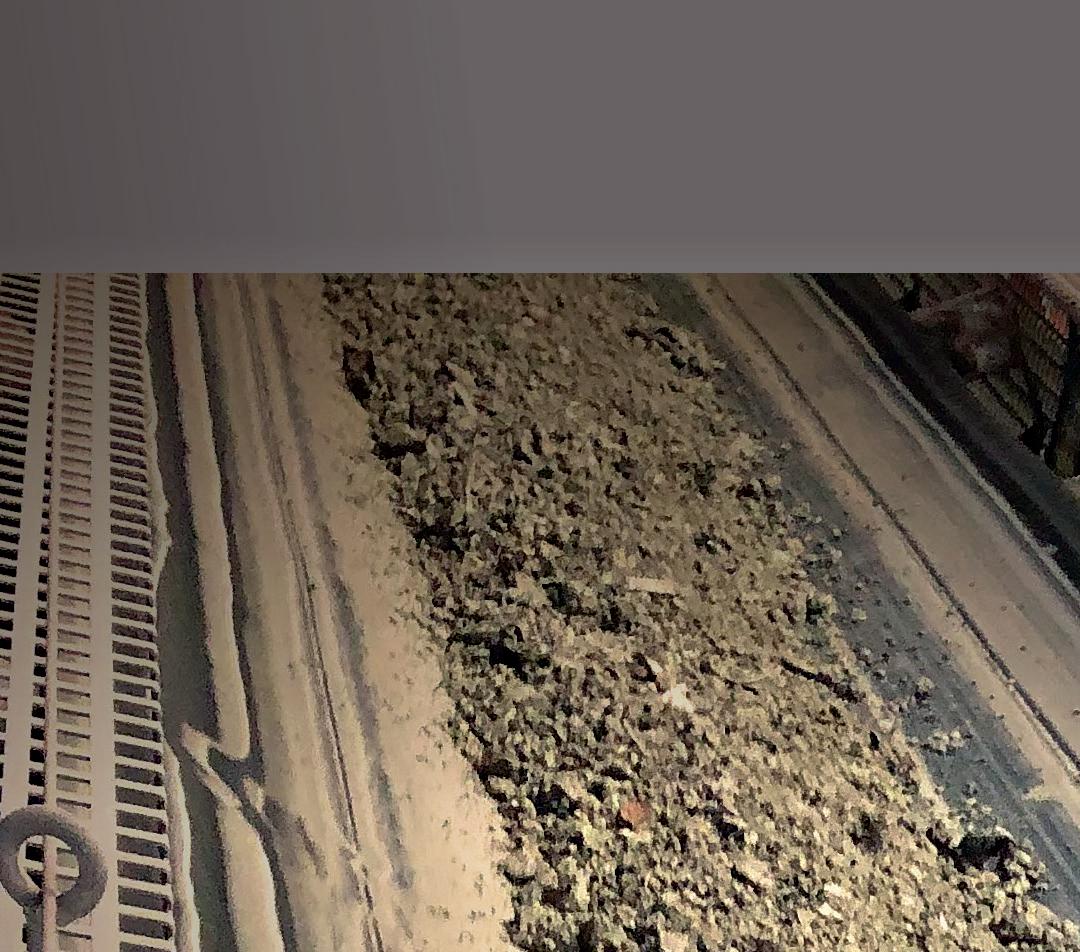
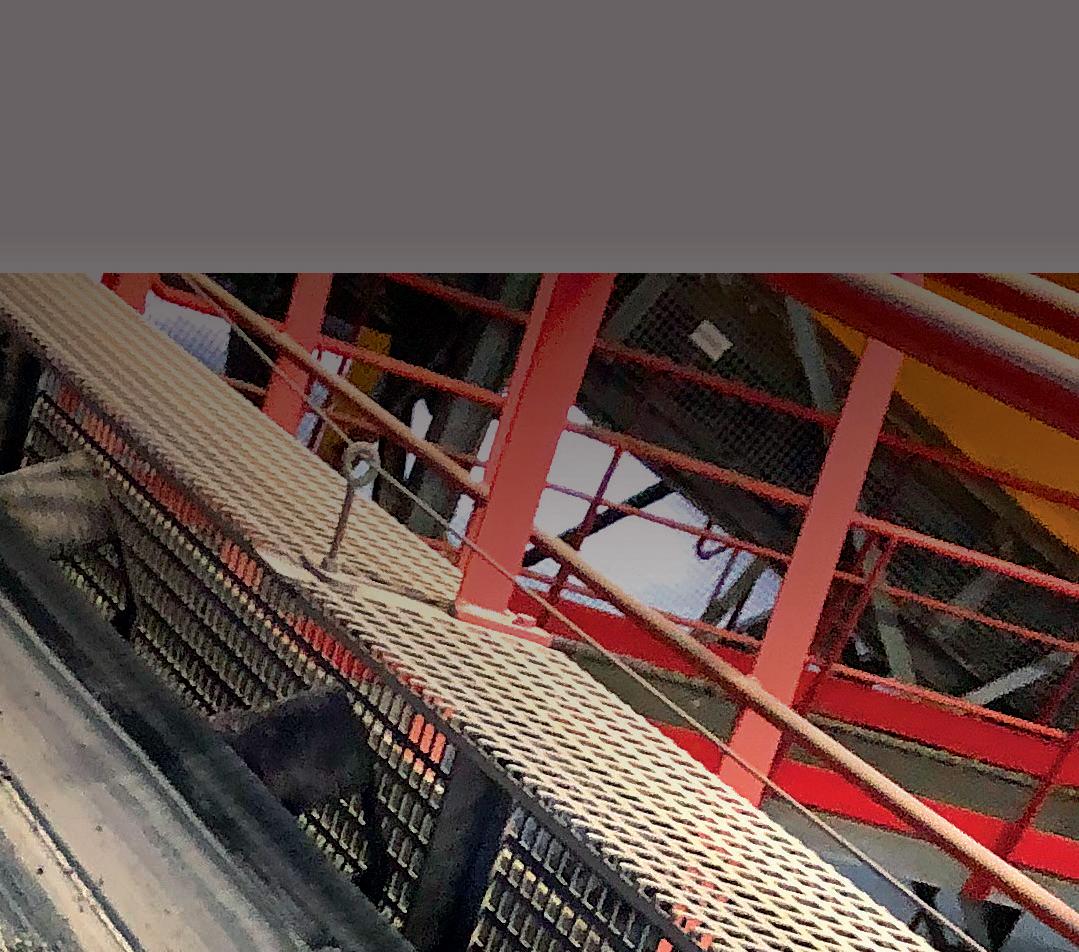
COVER STORY: Martin Engineering installed bespoke conveying solutions for Blue Phoenix UK’s extensive IBA (incinerator bottom ash) processing
ANEFA and FdA work towards a greener tomorrow for Spanish aggregates, amid market demand stability
19 QUARRY PROFILE
Among the UK’s largest and most productive quarries, Aggregate Industries’ Bardon Hill operation is a great example of industry best practice
45 DEALERS
The art of the crushing & screening plant deal
47 INTERMAT 2024 PREVIEW
Some of the new and latest o -highway equipment and linked technology due to be showcased at the big Paris event in April
UNRIVALED MASTERS
woodAmmann dust burners
OVER 15 MILLION TONS of asphalt worldwideproduced ... and counting
Aggregates Business is available on subscription at the rate of: £85 / US$145 / €111 per annum. Single copies £20 / US$35 / €26 Email subs@ropl.com for further details. Subscription records are maintained at Route One Publishing Ltd.
SUBSCRIPTION / READER ENQUIRIES TO: Data, Route One Publishing Ltd, Waterbridge Court, 50 Spital Street, Dartford, Kent DA1 2DT, UK
TEL: +44 (0) 1322 612061 FAX: +44 (0) 1322 788063
EMAIL: data@ropl.com
No part of this publication may be reproduced in any form whatsoever without the express written permission of the publisher. Contributors are encouraged to express their personal and professional opinions in this publication, and accordingly views expressed herein are not necessarily the views of Route One Publishing Ltd. From time to time statements and claims are made by the manufacturers and their representatives in respect of their products and services. Whilst reasonable steps are taken to check their accuracy at the time of going to press, the publisher cannot be held liable for their validity and accuracy.
AGGREGATES BUSINESS USPS: is published six times a year. Airfreight and mailing in the USA by agent named World Container Inc, 150-15, 183rd Street, Jamaica, NY 11413, USA.
PERIODICALS POSTAGE PAID AT BROOKLYN, NY 11256
US POSTMASTER: Send address changes to Aggregates Business, World Container Inc, 150-15, 183rd Street, Jamaica, NY 11413, USA. Air Business Ltd is acting as our mailing agent
PRINT: ISSN 2051-5766
ONLINE: ISSN 2057-3405
PRINTED BY: Warners (Midlands) PLC
IGUY WOODFORD
Out and about
t’s been a busy start to 2024. I am writing this column after a great couple of days in Paris attending the Intermat Press Days ahead of the big off-highway equipment and linked technology exhibition at ParisNord Villepinte from April 24 to 27.
I was among a large international construction and quarrying industry trade press pack attending the event at the Hipódromo de París-Longchamp within the globally renowned Longchamp horse-racing course. Nearly 40 original equipment manufacturers (OEMs) highlighted what they would be showcasing at the major Comexposium-managed four-day showpiece in April. OEMs taking part included Caterpillar via its French dealer, Bergerat Monnoyeur, Komatsu, Hitachi Construction Machinery (Europe), Liebherr, Ammann, Fayat, Cummins, Volvo Construction Equipment, Volvo Penta, Develon, Kobelco Construction Machinery (Europe), Sany, LiuGong, Hidromek, and Leica Geosystems.
During the event, which can feel something like a speed dating session, given the number of industry journalists rushing around chatting to all the assembled OEM representatives sitting on tables a few feet apart from each other, Christophe Lecarpentier spoke of Intermat 2024’s four key pillars of innovation, energy, new equations, and net-zero commitments. The rst of those pillars was emphasised when Lecapentier, the new director of Comexposium’s AgroEquipement and Construction Business Unit, disclosed, to much excitement, the nominees for the Intermat Innovation Awards.
Before my trip to Paris, I visited two highly impressive UK quarries near my home, just south of Nottingham: Aggregate Industries’ Bardon Hill Quarry near Coalville in Leicestershire and Cemex’s Swinderby Quarry near Lincoln. You can read about my trip to the Bardon Hill ‘Super Quarry’ in this issue’s exclusive Quarry Pro le feature. The write-up on my visit to Swinderby Quarry will be among the great exclusive content in ABE’s March-April 2024 edition.
You can’t beat visiting quarries to get the best insights into how they operate and the critical issues faced by our modern-day minerals extraction professionals. I am planning further site visits in the Netherlands and Portugal
“You can’t beat visiting quarries to get the best insights into how they operate and the critical issues faced by our modern-day minerals extraction professionals”
in the next couple of months, working with dealers and customers of leading crushing and screening OEMs. You’ll be able to read all about my experiences exclusively in Aggregates Business
I had a fascinating conversation recently with Mark Gillespie, CEO of Recycl8, an Aberdeenshire, Scotland-based company that collaborates with the waste-to-energy and global construction industries to transform incinerator bottom ash (IBA), often destined for land ll, into a high-performing, low-carbon concrete solution. You’ll be able to read about Recycl8’s highly innovative technology and the company’s future growth plans as a socially and environmentally conscious business committed to the circular economy and net-zero goals in an interview feature in our next issue.
In January, I was honoured to accept an invitation to sit on the international advisory board for a new Horizon Europe project called SCIMIN-CRM (Sustainable & CIrcular production of MINeral Critical Raw Materials). Coordinated by ANEFA (Spanish Aggregates Association) and involving 16 international quarrying and mining industry partners, the project champions a exible and replicable solution in line with the EU action plan on critical raw materials and with the EU Regulation on critical raw materials to increase recovery rates of valuable raw materials. This is especially pertinent to critical raw materials from low-grade or complex ores and extractive waste. I look forward to reporting on the progress of this key project, applicable to Europe’s estimated 32,000 quarry and mining extraction sites and 9,678 industry waste facilities. GW
Miljan Gutovic to become new Holcim CEO
Holcim’s board of directors has appointed Miljan Gutovic as Holcim’s next chief executive Of cer (CEO), effective 1 May 2024. He will succeed current CEO Jan Jenisch, who will focus on his chairman role and stand for re-election at the AGM in May. Also, the company’s board has tasked Jenisch to lead the planned US listing of Holcim’s North America business.
An Australian national, Gutovic has been a Group executive committee member since 2018. He was head of the Region Middle East and Africa, followed by the Region Europe and Operational Excellence. Under his leadership, Holcim strengthened its market positions while delivering industry-leading margins and making decarbonisation a driver of pro table growth. Miljan Gutovic holds a Bachelor’s degree in Civil Engineering and a PhD in Material Sciences and Engineering from the University of Technology in Sydney.
Jenisch said: “I am very
appointed Miljan as the new CEO of Holcim. He is a highly quali ed successor who has played an instrumental role in Holcim’s successful transformation to become the leader in innovative and sustainable building solutions. Miljan has
Miljan Gutovic will become the CEO of Holcim on 1 May 2024.
record pro tability in Europe, closing strategic transactions and building winning teams.
“I am honoured to stand for re-election as the chairman of the Board and to lead the planned US listing of Holcim’s North America business. I will
continue to dedicate all my efforts to the future of Holcim and all our stakeholders.”
Speaking about his appointment to Holcim’s top job, Gutovic said: “I thank the board of directors for trusting me to lead Holcim into its next chapter of success. As a civil engineer passionate about the construction industry, Holcim is the best company to be part of. With decarbonisation and advanced technologies transforming how we build, there has never been a more exciting time for our sector. I look forward to working with the Holcim teams worldwide to advance our leadership.”
Switzerland-headquartered Holcim is a global leader in innovative and sustainable building solutions, with net sales of CHF 29.2 billion in 2022. Driven by its purpose to build progress for people and the planet, the Group says its 60,000 employees are on a mission to decarbonise buildings while improving living standards for all.
Tarmac launches CEVO lower-carbon concrete brand
Tarmac has launched CEVO, a new brand that includes a simplified system for rating the carbonfootprint performance of its concrete products. The launch is part of a commitment to make it easier for Tarmac customers to make informed decisions and procure lower-carbon concrete mixes and solutions.
In a UK-first, the company’s new umbrella brand aligns its extensive range of proven and trusted concretes to the leading industry-standard ratings provided by the Institution of Civil Engineers’ (ICE) Green Construction Board Low Carbon Concrete Routemap.
CEVO stands for ‘concrete evolution’. Through the new system, all of Tarmac’s concrete mixes are graded by strength into bands to meet customer requirements. Like energy ratings provided to consumers buying white goods, the carbon performance of each concrete mix is visually represented by a transparent and easy-tounderstand, colour-coded benchmark from A++ to G. The company has also unveiled a new carbon calculator which provides customers with access to concrete carbon-footprint data at the click of a button. The tool has been created using Tarmac data benchmarked against the Green Construction Board standard and calculated using the PAS 2050
methodology. It makes comparing products and identifying lower carbon alternatives from the range of concretes in use across the market easier.
Andrew Campling, head of ready-mix concrete performance at Tarmac, said: “As a business, we’ve been developing industry-leading, low-carbon concrete technology over many years and have a comprehensive range of tried and tested solutions that perform just as well as traditional concrete in terms of strength, versatility and durability.
“With the introduction of our new CEVO range, we’ve listened to our customers and made accessing transparent data and procuring lower carbon concrete as simple as possible. Through the benchmarking, the options to deliver carbon savings are even easier to understand and measure – it is designed to be specification, made simple.”
Tarmac’s new carbon calculator and CEVO o er coincide with a recent major update to the BS8500 British concrete standard that is helping to lower the carbon emissions from cement by allowing up to 20% of the cementitious elements of concrete to be limestone filler as well as other traditional replacements. It follows years of rigorous industryaccredited testing and full-scale demonstration projects led by Tarmac.
Pic: Holcim
Tarmac has launched CEVO, a new brand that includes a simplified system for rating the carbon-footprint performance of its concrete products. Pic: Tarmac
Spinning the European circular economy
First, the all-clear: the revised Waste Framework Directive revision focuses on textile and food waste, but for the rest of this article, you had better pay great attention. While most EU member states might have obtained the 70% recycling/recovery target, much debate and fervour is on the potential of back lled material and mining waste. Promises about the supply of secondary raw materials through urban mining have been made, disregarding the timely (un)availability of suitable construction and demolition waste close to the point of demand. Corrections followed promises when one realised that access to secondary raw materials (i.e., waste) wasn’t guaranteed unless we demolished more. Forget that! Taxonomy and sustainable nance criteria came to help with the offer that 50% of recycled materials for road construction could travel 2.5 further in distance than primary sourced materials, thus opening the race for controlling waste streams.
Meanwhile, green nance for unsustainably long transport distances emitting more CO2 could, perversely, pay off. The inconvenient truth: bulky material remains bulky even for the second lifecycle, and transport distances, as well as decarbonisation of transport, apply equally to primary and secondary raw materials. Data will show what is possible under the circular economy and what is sustainable and moving towards decarbonisation as the European aggregates industry has committed to its own roadmap to become climate neutral by 2050. Multiple requirements to report data under EFRAG, using EPDs, creating LCAs, and other acronyms, will hopefully foster a better
understanding of the footprint of products and hopefully not end up adding to the administrative burden of companies.
The production and use of secondary raw materials is strongly supported by Aggregates Europe – UEPG, and the fact that now most aggregates producers offer both primary- and secondary-sourced materials gives our companies the advantage to deliver what is needed in the market, provided access to and supply of natural aggregates and construction and demolition waste is secured. The problem is that supply is taken for granted and heavily surrounded by fairy tales and ignorance. The focus is on the tiny fraction of critical and strategic raw materials, hoping that the massive amount of essential raw materials needed for our
economy will be sorted out somehow. Did I mention ignorance?
REACH and recovered/recycled aggregates make the new playground for our technical experts, spinning the European circular economy into a dizzying state. There is more to come for members of Aggregates Europe – UEPG, so stay tuned for European and national end-of-waste criteria, the Update of the European Commission ‘Construction and Demolition Waste Management Protocol’ and the ‘Guidelines for the Waste Audits before Demolition’. AB
AE-UEPG president Antonis Antoniou Latouros and colleagues at Day Aggregates Recycling plant in London, UK
C&D waste at Day Aggregates Recycling plant in London, UK
PAT BRIAN
Pat Brian, Terex Materials Processing’s vice president, Aggregates
Equipping Terex MP Aggregates for a new business era
Pat Brian has taken on the newly created executive role of vice president, Aggregates, within the Terex Materials Processing segment of Terex. He talks to Guy Woodford about big plans to enhance the wide range of globally renowned aggregates and mining industry equipment brands under his leadership to ensure they prosper in a new digitalised and alternative fuel era
The Terex Materials Processing (Terex MP) business division within Terex has grown dramatically in the last few years through acquisitions, new facility openings, extension of existing facilities, and expansion of its brands’ global distribution networks.
Such has been the size and speed of change, it had, says Pat Brian, made it harder for investors and customers to fully appreciate how Terex MP sat within Terex and what its increasing brand portfolio had to offer speci c industries.
“We’ve taken their valuable feedback and created ve clear Terex MP business verticals. Under the Aggregates vertical are Powerscreen, Finlay, EvoQuip, Terex Mineral Processing Systems [Terex MPS], Terex Washing Systems [TWS], MDS, ProStack, Marco and Terex Conveyor Systems,” he explains. “These brands supply equipment solutions to the aggregates and mining industries.”
The other four Terex MP verticals are Environmental, including Terex Recycling Systems, ZenRobotics, Terex Ecotec, and Continental Biomass Industries (CBI); Concrete, featuring Advance, Bid-Well and ProAll; Handling, home to the Fuchs brand of material-handling equipment; and Lifting, which includes Terex Tower Cranes, Terex Rough Terrain Cranes and Franna pick and carry cranes.
Brian switched to his new vice president, Aggregates brief, in Q3 2023, having served more than three-and-a-half years as Terex MP’s vice president and managing director of Mobile Crushing and Screening. “In creating the new business verticals, we have the opportunity for greater collaboration and to exploit synergies across more of our brands”
Strategic priorities
So, what are Brian’s priorities for Terex MP Aggregates? “The digitalisation of the front and back end of the business is critical. By the front end, we mean digitally connecting with our dealers and customers.
The back end is our internal operations, including factories and our management and administration of ces. Getting our global factory footprint fully digitalised represents a huge nancial investment, but one we feel is critical to our long-term ef ciency. We’ve created a dedicated digital operations team to help with this work.
“The continuing electri cation of the equipment range across Terex MP’s brands is another big priority. Currently, 70% of our Aggregates brands’ machines are available to customers in partial or fully electric form. The electric-powered plant represents around 10% of our current sales. However, this proportion is growing fast, especially among big customers in certain markets like Scandinavia, parts of Western Europe and California. Our factories must also be futureproofed to handle the rising demand for electric-powered machines.”
Brian says he was recently talking to a representative of Molson Group (Terex MP Aggregates’ biggest distributor) who told him that sustainability within the Group’s
Pat Brian (pictured far right) at a Terex MP Future Leaders Programme event. Pic: Terex MP
ESG [Environmental, Social & Corporate Governance] work had taken on “critical” importance. “That will lead to them purchasing more electric crushers, screeners, and wash plants to sell to customers. The same customers are also recycling more and using fewer virgin aggregates. Larger customers are under pressure from their investors to show that they are putting resources into sustainable solutions. It’s also the case that some contracts are only awarded to contractors who can prove the works will be done sustainably.”
In September 2023, Terex, CATAGEN and WRIGHTBUS were awarded £6.27 million in funding by the UK Department for Energy Security & Net Zero through Phase 2 of the Red Diesel Replacement programme as part of the £1 billion Net Zero Innovation Portfolio (NZIP).
The British Government funding is part
“We have EvoQuip as our compact brand, but some of our other brands’ crushers and screeners would also come under the compact category, so all combined we make a pretty formidable player in that space”
of an £8.1 million project to decarbonise non-road mobile machinery, creating 15 highly skilled jobs and highlighting Northern Ireland’s manufacturing and engineering expertise that is now being used to reduce emissions globally.
The project will result in a decarbonised end-to-end demonstration of a Powerscreen Premiertrak 450E crusher and Chieftain 1700XE screener powered by green hydrogen and e-diesel at a working quarry site in Northern Ireland in 2024. The Powerscreen equipment will be fuelled by CATAGEN’s ClimaHtech E-FUEL GEN and COMPRESSOR
technology, and WRIGHTBUS is supporting the development of a mobile hydrogen refueller.
Terex, CATAGEN and WRIGHTBUS aim to take a complete solution to a pre-production readiness level and demonstrate the fullsystems approach at two demonstration sites during 2024. The bene ts of this concept lie in integrating well-proven equipment with innovative technology that can deliver a fully decarbonised, robust solution for the industry.
“Participating in this wider British hydrogen-powered plant development project is a key part of our overall alternative equipment research and development,” says Brian. “Powerscreen is probably our most high-pro le brand globally, so it felt right that its machines should be used in such major research. We are excited about it. If the new technology is successful, it will also be used by other Terex MP Aggregates brands.
“We are keeping an open mind when it comes to alternative fuels. We want to fully understand what Terex MP can do with hydrogen, but we also want to know about other alternative fuels we can use in our equipment.
“Current battery technology precludes its wide-scale use in aggregates and mining crushing and screening. Five years from now, if a small battery can power a big crusher, we would be open to its use.”
What does Brian say about the future of diesel-hydraulic-powered crushing and screening? “While 65-70% of our engineering work has been around electric technologies, we will continue to design great diesel-
A Powerscreen Premiertrak 600E jaw crusher at a Collen Bros (Quarries) Ltd, Ireland site. Pic: Powerscreen
of the Steelweld fabrication business in Northern Ireland.
“We bought the Shanghai manufacturing facility from Weir Minerals. It allows us to better supply Chinese and Southeast Asian customers with Powerscreen machines and those from other Terex Aggregates brands.
In November 2023, EvoQuip announced the delivery of 1,000 machines globally.
hydraulic machines while there is demand for them.”
Robust footprint
As well as manufacturing machines in its ISO9001:2008-accredited Dungannon, Omagh, Ballymoney, Cookstown and Campsie facilities in Northern Ireland, Co. Monaghan in Ireland, and at its site in Coalville, Leicestershire, England, several Terex MP Aggregates brands make machines at Terex MP custom-built facilities in Hosur, India, Jiading, China and Oklahoma, Durand and Mt. Vernon in the US. Some Terex Aggregates brands also support customers from satellite offices and distribution centres in Thailand, Malaysia, Australia, and in the US out of Louisville, Kentucky.
Additionally, all Terex MP Aggregates brands can utilise Terex Dungannon’s state-of-the-art spare parts facility. The site has cutting-edge picking and packing technologies and tens of thousands of stock items available for same-day dispatch, ensuring excellent service to parts customers worldwide. 2024 will see the construction and opening of a brandnew parts facility in Louisville, Kentucky, to support its biggest market, North America.
Focusing on Terex MP’s many acquisitions in recent years, Brian says that the 2021 purchases of Ireland-based MDS - a manufacturer of heavy-duty trommelsand an 18,000m² manufacturing facility in the Jiading district of Shanghai, China, were big aggregates-business growth-minded moves. Another was last year’s acquisition
“Terex has a strong balance sheet, and further acquisitions will be made in the coming years. We can leverage our big global distribution network to provide a quick route to market for acquired equipment manufacturing businesses. It means we can take a business like MDS and quickly increase its sales.
“The acquisition of Steelweld has given us more secure and larger fabrication resources, enabling us to ramp up machine production more quickly. Fabrication is a critical part of our business, and the right combination of our capability and fabrications purchased from our key suppliers is a crucial part of our manufacturing strategy.”
Sustained excellence
How does Brian assess the Terex MP Aggregates brands’ product offering? Are there any gaps to fill? “I think it’s comprehensive. We certainly don’t have a strategy for filling every single gap. I think our portfolio should be under constant review. Each brand has its product portfolio strategy. I run commercial strategy sessions involving all the brands. Sometimes, a brand will be protective of a product concept; other times, we might choose to leverage that concept across some of our other brands.”
Does Brian see domestic crushing and screening manufacturers in China, India and other emerging markets as competition for Terex MP Aggregates brands? “We don’t take them lightly. We just need to do what we do as well as possible across all areas of our business – from manufacturing efficiency, equipment quality, and working with our
specialist global distribution network. The latter, in particular, is very hard to replicate.”
The commercial success of Terex MP Aggregates brands’ compact crushers and screeners has pleased Brian. “We have EvoQuip as our compact brand, but some of our other brands’ crushers and screeners would also come under the compact category, so all combined we make a pretty formidable player in that space. EvoQuip started around six years ago and has been a great success; it’s one of our fastest-growing brands. The compact market is a great entry space for a crushing contractor who wants to start with a smaller plant and work their way up in volume and machine size.”
Brian says from a sustainability perspective, Terex MP Aggregates brands are “absolutely focused” on offering the right range of machines for recycled-aggregates-processing customers. “We know that legislation will drive greater use of recycled aggregates. For example, in Germany, [infrastructure contract works] regulations are tightening. It is driving our product development agenda alongside electrification.”
Customer-centric approach
Having first worked for Terex from 2007 to 2011, and before rejoining the business in 2019, Staffordshire, central England-based Brian worked for nearly eight years as chief executive officer for Trolex, based in Manchester, England, a major supplier of environmental- and condition-monitoring systems to the global mining, industrial and rail markets.
“My work in Terex tends to be varied with so many brands and operations to cover. I spend around 40% of my time overseas visiting our facilities, customers, and distributors. Being with customers and distributors is the best way to inform our Aggregates business strategy, including what we do around engineering, filling a commercial need, and
Pic: EvoQuip
Finlay business line director Matt Dickson speaking at the brand’s 65th-anniversary celebration at its Omagh, Northern Ireland site. Pic: Finlay
to handle a multi-brand line-up and the “sensitivities” that can come with that.
A key development within Terex MP Aggregates’ global distribution network, says Brian, has been a more comprehensive push on crushers and screeners for rental customers. “Our US market has always been very rentals-heavy, but we identified when I came to Terex in 2019 that in other parts of the world, there were not enough distributors focused on rentals. We spent a lot of time encouraging them to embrace rentals, giving examples, like in Italy, of how distributors have used it to significantly increase their business, potentially making it more profitable. A lot of rental machines end up as outright purchases.”
Comprehensive training
Brian says what is now classified as the Aggregates side of Terex MP has been implementing several major internal training initiatives over the past year. “We initially identified the need for us to develop a broader talent pool of general managers and created a Future Leaders programme for selected delegates from across Terex MP. We have since followed this up with similar programmes for operations and commercial leaders.
External Terex MP Aggregates training focuses on its brands’ dealers. This included sessions involving Powerscreen distributors at the brand’s World Dealer Conference staged in Varese, Italy, in September 2023. “We need to help our brands’ distribution networks as much as possible across various business areas, including how best to meet the increasing demand for electric-powered crushers and screeners and service them, as well as helping enable them to connect with their customers digitally.
“We strongly encourage our distributors to focus on the parts and service side of their businesses. This includes embracing digital tools such as the use of the myTerex Portal App to order replacement parts for customer machines or schedule a crusher or screener service based on telematics data. Servicing and replacement parts are an increasingly key part of a distributor’s revenue.
“The servicing of machines also really drives product development. It’s when you see the nuances of a machine and ask whether a design works. A service technician might say, ‘I’m in the engine canopy and look at the wiring here. I just can’t get the access I need.’ We feed that back, tweak the design and make servicing easier, faster, and cheaper.”
Are aggregate customers looking for more automated processes in their crushers and screeners? “There’s a dichotomy on the equipment side. Customers want more sophistication in one way but simplification in another. We can learn from other industries in many ways who develop products that are at the same time very technically sophisticated but also intuitive and easy to use. Making our machines intuitive and simple to use, with fewer buttons to press
and screens to navigate, is important. How you write software code to simplify things for the machine user is now so important. It will become a point of difference if we make our equipment even easier to use.”
Success factors
Does Terex MP Aggregates plan to extend its manufacturing footprint? “We’ve planned significant new investment in our Northern Ireland manufacturing sites over the next two years. There will be a big expansion of our fabrication facility in Ballymoney, County Antrim. We’re further extending our new Campsie site, and in around the third quarter of 2024, we are looking to start an extension of the crusher factory at our Omagh site. We will create a new hall dedicated to dieselelectric hybrid and fully electric machine production. They will be Powerscreen, Finlay, and EvoQuip-branded crushers. The build will take around 12 months. We’ll also put in new office space and a training suite.”
What are Brian’s ultimate goals as Terex MP vice president, Aggregates? “A big part of my job is working closely with our HR [Human Resources] people to ensure we have the right teams in place and retain them. I have a staff retention team that meets every quarter, looking not just at employee remuneration and benefits but also training and development. We have an annual staff survey which 85-90% of employees respond to. We get robust feedback, and it’s my job to listen and act upon it.”
Brian says that while Terex is “financially metric-driven”, other things matter more. “Safety is absolutely the Number One priority. Furthermore, always looking to improve quality is a major focus for me. People spend a lot of money on their equipment. We introduced a Total Quality Management programme when I joined Terex. The first
pillar is Quality Matters, covering our machinebuild quality and not passing on any defect further down the production line. If you go round our factories, you see quality gates. It means we are not left picking up on things at the end of our process during a final inspection but build quality throughout. We then have Design Matters, where we focus on ensuring our designs meet our customers’ demands and ensure industry-leading reliability. We have Supplier Matters to ensure our component partners are part of our quality improvement journey. Finally, we have a Customer Matters element to support our distributors, given they are often the face of our brands in the market. I end by asking 58-year-old Brian, a married father-of-three and passionate Leicester Tigers rugby supporter, what he likes most about working in the crushing and screening industry. “It’s a great industry, and I like the people in it. It tends to attract big characters, and there’s honesty and often a directness. You can argue at times, but it gets forgotten. It is like a family: people tend to stay in the industry long-term. There’s always another challenge to embrace, and I feel privileged to work in this great environment.” AB
The Finlay logo on a C-1550+ cone crusher on show at CONEXPO/CON-AGG 2023 in Las Vegas
A next-generation AggreSand 206 wash plant was a big draw for Terex Washing Systems at Hillhead 2022. Pic: Terex Washing Systems
Encouraging a green tomorrow for Spanish aggregates
Spanish aggregates production remains stable despite many challenges, with national industry associations encouraging producers to embrace the circular economy by producing more recycled and manufactured aggregates. Guy Woodford reports
The full results for Spanish aggregates production in 2023 are not yet in, but César Luaces Frades (right), director general of ANEFA (Spanish Aggregates Association) and FdA (Federation of Spanish Aggregates Producers) estimates a modest 1% increase in natural aggregates production for construction in 2023 in a nearly 140 million tonnes market.
“We are living in a time of great uncertainty at many levels. In principle, the forecasts are slightly positive, but the instability may hurt the public contracts bidding process and investor con dence in the construction sector. It is very dif cult to make a correct forecast, although we believe we could have a slight growth of +2% in 2024,” says Luaces Frades.
He continued: “Data from previous years does not directly correlate with present and future production expectations because we depend on the economic and political situation. That said, knowing the aggregates market trend and its recent evolution is always a good reference. Companies use this data for their forecasts.
“We should remember that the aggregates sector is the main supplier of raw materials for constructing infrastructure, buildings, industry facilities, and environmental protection, making us a strategic industry.”
Luaces Frades says 2022 closed with a slight decline in Spanish natural aggregatesconsumption growth, estimated at -2.10%, for
a total of 137.4 million tonnes. Added to this were around 4.5 million tonnes of recycled aggregates and around 1.7 million tonnes of manufactured aggregates. Total aggregate consumption for construction reached 143.6 million tonnes, 75.6% of the aggregates market (+1.1% considering recycled and arti cial aggregates).
“It is important to highlight how the application of circular economy principles is progressively advancing in Spain,” notes Luaces Frades. “In addition to the recycled and arti cial aggregates, the gures for natural aggregates include 4.4 million tonnes of aggregates from other extractive industries that produce them as by-products of the main extraction and treatment processes. Of these, 2.9 million tons are destined for construction, and 1.5 million tons are used for other industrial purposes.”
Luaces Frades also points to signi cant territorial variations in the Spanish aggregates market. “The growth of aggregate consumption for construction in 2022 showed a very different evolution depending on each region. Production increased in seven regions, with Cantabria, the Canary Islands, and the Basque Country standing out the most, even though increases were below 5%.”
Spain - in second place in 2006 - currently ranks eighth in Europe in total aggregates production. Applying the European Union average per capita in this eld (5.7 tonnes/ year), the country should consume some 270 million tonnes for construction uses, i.e. slightly less than double the value recorded in 2022.
“Our quarries produced 46.4 million tonnes of industrial aggregates (+7.5%) for manufacturing binders, ceramic products, other industrial uses, the food industry, and
Pic: Inigo de Amescua / ANEFA
The DigiEcoQuarry project team during a visit to Cemex's Valdilecha Quarry near Madrid. Pic: Inigo de Amescua / ANEFA
exports. Therefore, in 2022, 183.8 million tonnes (+2.2%) of natural aggregates were consumed for all applications. If we also include the production of recycled and arti cial aggregates, the nal number reaches 190 million tonnes of aggregates (+2.59%),” highlights Luaces Frades.
Luaces Frades explains that aggregates in Spain come mainly from quarries (70.6%); another 23.8% comes from gravel pits, while 2.3% originates as a by-product of other mining operations, 2.4% is produced in recycling plants, and 0.9% in arti cial aggregate manufacturing plants.
The main rocks used to produce aggregates for construction in Spain are limestone (46.7%), sand and gravel (30.2%), dolomite (6.6%) and granite (5.9%). Together, these rocks account for 89.4% of natural aggregates consumption.
“The key factor in uencing Spanish aggregate production in 2023 was an election year at the national and regional levels,” says Luaces Frades. “After the electoral processes,
there was a temporary halt in the public works bidding processes, which hurt the evolution of the building sector that slowed down throughout the year; however, in 2024, the new governments are relaunching their public works investment policies and, therefore it is expected that this will have a knock-on effect on aggregates consumption.
“On the other hand, as we have already mentioned, political uncertainty may cause certain investment decisions in residential and non-residential construction to be withdrawn. In the case of Spain, the European funds are arriving very late. Consequently, it is expected that, at some point, they will have a direct positive impact on investment in construction and, hence, on the aggregates sector.
“Finally, we must not forget that the level of aggregate consumption in Spain after the nancial crisis of 2007-2010 is abnormally low. Therefore, there are important de cits in infrastructure maintenance that, at some point, must be addressed and that will
eventually increase aggregate consumption. These are some of the elements that should be considered.”
Luaces Frades says ANEFA and FdA are making every effort to promote the circular economy and, therefore, the production of arti cial aggregates and recycled aggregates. However, the absence of essential elements for its work, such as the clari cation of the end-of-waste criteria and precise technical speci cations, means that recycling levels are still low compared to other European countries. Even so, Luaces Frades says the trend is growing. FdA is trying to share Aggregates Europe - UEPG's (European Aggregates Association) view on end-ofwaste criteria with national and regional authorities.
Asked about ANEFA and the FdA’s current Spanish aggregates industry campaigns and how close they are to achieving their goals, Luaces Frades says: “Our priorities are currently focused on implementing our Aggregates 2030 Strategic Plan. On the other hand, we are working closely with companies to increase their knowledge and application of the Aggregates Europe - UEPG Roadmap on Climate Change 2023. In this regard, at the end of 2023, we reopened the process for obtaining our environmental product declarations. More than 100 new production sites have responded to this new call to apply for an EPD adding to the more than 400 that had already been processed in 2022.
“We are also strongly promoting everything that has to do with strategic areas for us, such as product quality, training, renewal, and training of the workforce (including occupational health and safety) and the greater incorporation of women in our sector. Another very important factor for us is innovation and digitalisation. We are leading two projects nanced by the European Commission, DigiEcoQuarry and Rotate. We hope both will serve as a lever to increase digitalisation, sustainability, reduction of environmental impact, circular economy, and ef ciency.”
Spanish natural aggregates production is around 140 million tonnes a year. Pic: ANEFA
Circular economy-minded aggregates production is increasingly evident in Spain. Pic: ANEFA
Luaces Frades says preparations are underway to hold the seventh National Aggregates Congress, which will take place in Córdoba in 2025. ANEFA and FdA are also working on implementing and developing the Action Plan corresponding to the Roadmap for the Sustainable Management of Mineral Raw Materials approved by the Spanish Government at the sector's proposal.
Are Spanish aggregates producers nding it dif cult to get permits to extend their production sites? “Obtaining permits for new mining operations or extending the existing ones is very problematic in Spain, as is the case in most European Union countries. Average administrative management times usually exceed seven or eight years. That’s why one of our most important strategic areas is working with every public administration to develop and present plans to improve and simplify administrative procedures. This issue is a direct threat to the advancement of the industry since the supply of aggregates today is being made at the cost of the loss of reserves. Reserves that are not being renewed at the same rate as they are being used.”
Regarding sustainability's role in Spanish aggregates production, Luaces Frades says: “In recent years, there has been a signi cant change in corporate culture and awareness regarding how we relate to society. This includes how environmental impacts are managed, how compensation and return measures are adapted, and how we relate to stakeholders in each sector. This change is not only projected outwardly but also involves a transformation of organisations' consciences.
“In the context of European and national policies for the prevention of climate change and achieving the Sustainable Development Goals de ned by the United
“I envision that the sector should be very close to meeting the objectives we have set in our Roadmap and our Strategy”
César Luaces Frades, director general of ANEFA and FdA
Nations, obtaining maximum pro t is losing ground as the main objective of companies. This goal must share space now with other fundamental concepts such as corporate social responsibility, good governance, and sustainability. This way, three business performance indicators are integrated: economic, social, and environmental.
“Our industry has been making enormous efforts to adapt to regulatory requirements in water, waste, emissions, noise, vibrations, and worker protection for some time. It also contributes decisively to preserving biodiversity through appropriate management during operations, the rehabilitation of farms, and, where necessary, by implementing compensatory measures. This transformation is not only a response to social and institutional demands, particularly relevant in the mining industry, but has become an objective fully assumed by the companies.”
Luaces Frades says ANEFA and the FdA are committed to signi cantly contributing to nature protection and restoration. “The concept of rehabilitation of mining operations is also changing by leaps and bounds in Europe, so we are carrying out a wide range of actions to achieve its modi cation in Spain, including the permanent updating of technical and legal reports on nancial guarantees for restoration in mining
operations.
“For this reason, we assume a leading position in the elaboration of the general position paper of the European extractive industry to the European Commission's proposed Nature Restoration Regulation, which will establish legally binding EU nature restoration targets to restore degraded ecosystems and those with the greatest potential to remove and store carbon. The global target to restore 20% of habitats and species by 2030 and to achieve 100% restoration by 2050 is considered a priority.
“In this respect, we collaborate closely and actively with Aggregates EuropeUEPG in all initiatives at the European and national levels. For example, we promote best practices and limit dust emissions (the sector invests in reduction and suppression techniques).”
How does Luaces Frades see the Spanish aggregates industry changing in the next ve years? “I would say that in ve years, I envision that the sector should be very close to meeting the objectives we have set in our Roadmap and our Strategy: to be more sustainable, more pro table, to have better governance, to have a lower impact, to be more climate neutral, to be a more modern and digitised sector, to produce the best quality products, to have a somewhat more rationalised sector in terms of the size of the companies.”
Aggregates Europe – UEPG estimates for 2022 show Spain had 1,053 aggregate producers (companies) (1,044 in 2021), working at 1,849 (1,828 in 2021) extraction sites. Total production stood at 144 million tonnes (142 million tonnes in 2021). To give Spanish aggregates production some context, the country’s 2022 aggregates production output was nearly half (-47%) of the UK’s 272 million tonnes.
Cemex’s two new quarries near Madrid are part of its bolt-on acquisition strategy. Pic: Cemex
Cemex is part of the HYIELD consortium, which was awarded a €10 million grant from the European Union for R&D (research and development) to develop a ‘waste-to-hydrogen’ demonstration plant.
Europe currently produces 300 million tonnes of waste, potentially producing over 30 million tonnes of green hydrogen. It is this potential that HYIELD aims to unlock. During the fouryear project, novel technologies and processes will be integrated to ef ciently and robustly convert biogenic waste streams into high-purity green hydrogen at a competitive cost to demonstrate its application to help decarbonise different sectors, including shipping, aviation and energy-intensive industries.
The demonstration-scale, waste-to-hydrogen plant will be trialled at Cemex’s Alcanar cement factory in Spain. During the project, the plant is expected to process over 2,000 tonnes of waste and produce nearly 400 tonnes of green hydrogen, proven and used for industrial uses such as clean fuels and fertiliser production.
In August last year, Cemex announced that it was purchasing two quarries near Madrid as part of its bolt-on acquisition strategy.
Madrid and its surrounding areas are currently undergoing major urban expansion. Through this acquisition, Cemex is better positioned to serve customers in the area, particularly for infrastructure projects.
The deal strengthens Cemex’s limestone reserves and includes all necessary elements for Cemex to provide better and faster service to the growing metropolis. These acquisitions reiterate Cemex’s commitment to promoting a circular economy by integrating a waste-management facility owned and managed by a third party that will seek partnership opportunities with Regenera, Cemex’s circular waste management business.
“These acquisitions strengthen our existing network and enable us to better serve a growing market with high-quality, sustainable, and circular products,” said Sergio Menéndez, president of Cemex Europe, Middle East, Africa & Asia. “We are excited to be part of Madrid’s growth, which contributes to improving the quality of life of its residents and setting an example for more sustainable and circular cities.”
Earlier in 2023, Cemex acquired a mortar plant near Madrid intended to serve the ongoing renovation wave in the city.
Cemex’s growth strategy, introduced in 2020, focuses on bolt-on and margin-enhancement investments across its four core businesses, mainly in developed markets. In its second quarter 2023 report, Cemex disclosed an incremental EBITDA contribution of US$46mn from growth investments and its Urbanisation Solutions business.
In December 2023, Finlay appointed Bianna as its authorised distributor for Spain and Portugal.
In both territories, customers can now access through Bianna the comprehensive Finlay portfolio of mobile crushers, screeners, and conveyors, backed up by exceptional aftermarket service and support from an established market leader in the materials processing industry.
"We are delighted to welcome Bianna to the ‘Finlay Family’ as the authorised distributor for Spain and Portugal," said Carlos Guallart, business development manager at Finlay, a Terex Materials Processing (Terex MP) business brand. "Their proven track record and dedication to customer satisfaction make them an ideal partner to represent Finlay's high-quality products and services in these markets. Customers can rely on Bianna for expert guidance in selecting the right equipment for their application and dedicated after-sales support to optimise the performance and productivity of Finlay equipment.”
"We are excited to be representing Finlay and the opportunity to serve the Spanish and Portuguese markets with Finlay’s worldclass equipment solutions," stated Jordi Sala, Bianna CEO. "This partnership allows us to enhance our commitment to customer success by offering Finlay's innovative machinery that delivers on quality, reliability and ef ciency matched with our promise and commitment to service and support."
A HILL TO QUARRY ON
Among the UK’s largest and most productive quarries, Aggregate Industries’
Bardon Hill operation is a great example of industry best practice and a site renowned for the variety of its high-quality rock products. Guy Woodford reports
How do you de ne a ‘super quarry’? It would make a great pub quiz question, especially if directed at teams of thirsty post-shift quarry workers and geologists. Is it the volume of material processed? Is it the unusually large variety of nal products? Is it a combination of the two? Or do you just know a super quarry when you see one?
As I stand at a designated viewing point high above Aggregate Industries’ fourmillion-tonnes-plus-a-year Bardon Hill Quarry, ‘super’ is an adjective that comes to mind.
During my tour of the vast 1,000-acre-plus site [including farmland], I’m told that Bardon Hill is one of two Aggregate Industries’ super quarry sites, the other being 15 million tonnes a year Glensanda, Europe’s largest granite quarry, occupying a remote peninsula north of Oban, off Scotland’s north coast. For context, building a house takes around 60 tonnes of aggregate.
A geological Site of Special Scienti c Interest east of Coalville in Leicestershire, central England, Bardon Hill has operated for more than 400 years and exposes rocks from an andesitic Precambrian volcano, similar to the 1995 Montserrat eruption in the West Indies about 570 million years ago. This activity produced the andesites
and volcaniclastics quarried at Bardon Hill today. Some of the site’s deposit has quartz veins containing native copper and gold.
Currently staffed by 109 Aggregate Industries employees and 49 contractor workers, Bardon Hill produces around 20 core products, such as crushed rock nes (CRF), 2/6mm, 4/10mm, and rail ballast. These products can then be sold as they are or blended at any desired proportion to meet the speci c demands of most customer requests.
By blending the core products, it allows Bardon Hill to adapt to the individual needs of the customer. In 2023, the quarry sold over 120 products/blends to its customer base.
“Bardon Hill produced over four million tonnes of products in 2023, and we have a target to increase that this year,” says Andy Jackson, quarry operations manager, Aggregates, at Bardon Hill Quarry.
Jackson says Bardon Hill is also meeting the growing demand for gabion and pitching stone to form embankment terracing, retaining walls and bridge abutments. “I
A viewing point above Bardon Hill Quarry. Pic: Aggregate Industries
Blasting occurs at Bardon Hill Quarry twice weekly, usually on Tuesdays and Thursdays. Pic: Aggregate Industries
had an email enquiry this morning to see if we could supply 300 tonnes of gabion for 100 days. If that comes off, that’s great business. When you produce gabion and pitching stone, you get a by-product called 6F5 [recycled aggregate made up of crushed hardcore materials, including crushed concrete], which is also popular with our customers.
“We also produce products that are quite popular in reservoir restoration. We have bigger and smaller products to ll gaps and better protect the banks. The markets aren’t what they were, so we are trying to do more with special products that can be lucrative.”
Dust is another sought-after product. “It can go into concrete plants, asphalt plants, concrete slabs, and other nal products,” notes Jackson. “We wash the dust on-site, taking the real nes out of it and using them as a replacement for sand. That means that if you want sand for your asphalt plant, for example, you don’t have to import it.”
Jackson explains that ensuring access to future mineral reserves is critical for Aggregate Industries and other major and small-to-medium-sized aggregate producers. Planning permission is being sought to extract around 55 million tonnes of primary material from a large piece of land adjacent to the current Bardon Hill quarry pit, which has around 86 million tonnes of reserves.
“It’s about a ten-year process to get planning permission, so we need to start it now. To extract this year’s production target, I’ve got to move 2.4 million tonnes of clay overburden. I don’t expose the rock if I don’t move the clay. It’s a huge undertaking!”
Loading, hauling, and overburden removal at Bardon Hill are contracted out to Walters Plant Hire. BAM is contracted to do the site’s drill and blast work using a pair of Epiroc drill rigs and a Cat 336 excavator with a breaker attachment. Blasting occurs at the quarry twice a week, usually Tuesdays and Thursdays.
“We’ve worked with Walters Plant Hire since 2012. It is one of only a few companies that can handle what we need to be handled. We offer our contractors ve-year contracts, encouraging them to invest in their machine eets,” explains Jackson.
During my visit, Walters’ new Cat 992 large wheeled loader and a new Komatsu 1250LC-11 hydraulic excavator were among the machines at work in the quarry pit. They were assisted by three Cat 777 and four Cat 775G off-highway trucks.
“On a normal day, we’ll load from three different areas [of the quarry pit]. We’ll have two on the main production and one on development. This gives us a good mix of primary material to work with.”
A 2.7 km-long conveyor takes quarried and gyratory crusher-processed aggregate to the nine secondary and tertiary cone crushers and screeners. Bardon Hill predominantly uses Metso Nordberg crushers but has a Quarry Manufacturing & Supplies (QMS) in its lineup. “We have got quite good with the secondary crushers at measuring wear
At Bardon Hill, Walters Plant Hire does loading, hauling, and overburden removal. Pic: Aggregate Industries
A Cat 972M wheeled loader prepares to load a truck with stockpiled material. Pic: Aggregate Industries
Haulers hard at work at Bardon Hill. Pic: Aggregate Industries
against the sample products coming out. If the sample products start losing shape and getting elongated, we reline the crusher to stop it from wearing out.
“A year ago, we put a bypass screen in our primary crusher line that scalps off sub-base. This means that rather than going through the plant to make a sub-base, the sub-base is taken out of the primary crushed product. That gives you a cleaner feed for the secondary crushers, enabling you to make a better product.”
A second 1.8km conveyor, which includes an eye-catching Doppelmayer RopeCon highangle conveying system, takes the material to the crushers and screeners from the vast former quarry, now overburden pit, adjoining the current primary Bardon Hill Quarry excavation site. The nal product generated from the overburden pit is being used to elevate the pit so that further granite can be extracted at some stage.
“When the Doppelmayer [RopeCon] is loaded, it generates enough power to power up the whole of the overburden [conveyor] system and ve regular rock conveyors,” stresses Jackson.
I ask about the large lagoons below us in the overburden pit. “We are constantly dewatering at this time of year and are switching to electric-powered pumps. Contractors used to take care of it, but I brought it back in-house to reduce cost and gain ef ciency.”
Bardon Hill uses washing plants on its special aggregate products, like surface dressing, which comprises a thin lm of binder, generally bitumen or tar, sprayed onto the road surface and then covered with a layer of stone chippings. “There tends to be a season for surface dressing, and it’s getting earlier and earlier.”
The primary extraction pit at Bardon Hill Quarry operates Monday to Friday, 7am to 6pm, with the overburden pit running from 7am to 8pm. Secondary and tertiary crushing and screening teams work between 6am and 10pm Monday to Friday. Weekends are usually ringfenced for site and machine eet maintenance.
Driving alongside Bardon Hill’s two huge conveyors, Jackson says that Aggregate Industries, which has more than 4,000 employees across the UK, is partnering with outside agencies to fund solar panels on grass banks alongside the quarry and overburden site conveyors. These panels, and potentially others that could be placed on top of the conveyor belts’ protective roo ng, would generate site electricity, helping to reduce carbon emissions as part of the company’s drive to achieve net zero by 2050.
Bardon Hill’s solar panels would produce an estimated 10 megawatts, roughly 9-10 million KW/hrs. The conveyors, when running loaded, have the potential to produce 250 KW/hr of power. They reduce associated road haulage, have helped reduce the quarry’s dumper truck eet by two-thirds, and have provided an annual CO2 saving of 3,888 tonnes. Bardon Hill is also looking at
“When the Doppelmayer [RopeCon] is loaded, it generates enough power to power up the whole of the overburden [conveyor] system and ve regular rock conveyors,”
Bardon Hill is sta ed by 109 Aggregate Industries’ employees and 49 contractor workers. Pic: Aggregate Industries
the business case for running wind turbines on-site.
As a company, Aggregate Industries has 30 MW of energy projects in development and aims to generate 50 MW at sites by 2025.
There is a rail siding as we reach the end of the conveyors and the secondary and tertiary crushers. “We have about eight [aggregate product] train runs a week. We are pushing and pushing to get more by-rail-delivery sales. We could do up to 25 trains a week. Each train contains about 1,400 tonnes of product,” says Jackson. “Transporting aggregate by rail takes many lorries off the road.”
Driving me around the quarry in an electric vehicle, Jackson says Bardon Hill is experimenting with HVO [hydrotreated vegetable oil] instead of diesel to power some of its machine eet.
Bardon Hill, situated within Bardon Hill Quarry, is the highest point in Leicestershire, 276 metres above sea level. With the hill and the overburden pit as our backdrop, Jackson talks about the quarry’s efforts to conserve and enhance nature and biodiversity.
“We found our rst Charnwood Red spider last year. They are very rare, and this quarry is said to be the perfect habitat for them. We also have peregrine falcons, bats and badgers; we do all sorts of work around rehousing badgers in safer areas. We lost about three months quarrying last year in one corner of the quarry after nding peregrine falcons nesting. We had 8.5 kilometres of newt fencing at one time, catching thousands of endangered newts. There were nine ponds in the quarry, and people came in every morning, put the newts in buckets and dropped them in one of the ponds. We’ve had longhorn
“Few companies can tell an 18-year-old, ‘Come here, and you can build a career with us until you retire’”
manager
cattle and black sheep grazing on parts of the site. When I came here in 2011, we still had farmers working part of our land. We also planted 40,000 trees during one quarry extension and 60,000 during another.”
Jackson says Aggregate Industries created an up to £400,000 fund for the local community when it secured its last local authority planning permission to operate at Bardon Hill. Since then, the company, formed in 1997 following the merger of Bardon Group and Camas, the former aggregates business of English China Clays, has donated to many social and sports clubs in northwest Leicestershire. “I think there’s around £37,000 left,” he adds.
“One of the challenges is to get young people into this industry,” Jackson continues. “They don’t realise the great potential in it. I took one lad on when he was 18, who is now in his mid-20s and has just bought his rst house. Few companies can tell an 18-yearold, ‘Come here, and you can build a career with us until you retire’. I’ve worked for this company for over 30 years and have never been refused a training course.
“We welcome students from the University of Derby (Centre for Mineral Products Professional Development] and the University of Leicester. They come to the site, and for those that show a particular interest, I bring them back for a week and put them in different departments so they can see how we work. One young lady went into our materials testing laboratory for half a day and loved it. It sparked her interest.”
Jackson said Bardon Hill’s lab technicians are constantly testing nal product samples. “It helps us know when to do the crusher relining. We may also test aggregates if the customer believes there’s an issue with their order.”
Bardon Hill is also home to a thriving
asphalt production business. “We have a Benninghoven asphalt plant and a Standard Havens plant; the latter is for the bigger tonnage. Both plants work 24/7. More UK road works are being done at night now, so the asphalt has to be available for those projects.
“We have a mixture of customers for all our quarry products. We work with many councils, and then there’s HS2 [the UK’s new high-speed rail network]. We also work with Balfour Beatty and other big infrastructure and construction companies. Our special products can be sent to customers a lot further away.”
Bardon Hill asphalt resurfaced the worldrenowned Donington Park motor racing circuit – just over ten miles from Bardon Hill Quarry in Castle Donington. “That was a big project,” exclaims Jackson.
I’m curious about the biggest changes Jackson has seen during his career in the UK aggregates industry. “The emphasis on safety is the biggest. It’s the number one priority. When I started, if you got hurt, my rst company would say, ‘Come back when you’re better’, and they’d get someone else in to do your job.”
Jackson says more and more of his work is now being done electronically. “I have a tablet that I ll in and send off [to the quarry’s digital data management system]. A big focus for Aggregate Industries is lost-time reduction. I have a 25% target for one part of the operation and 15% for three others. We generate more money for the business if we hit those targets.”
We are back at the Bardon Hill site of ces, and it’s time for Jackson to say goodbye after my extensive and fascinating tour. He and the rest of the site’s team can be proud of their efforts to enhance Bardon Hill’s deserved super quarry status. AB
Andy Jackson, quarry operations
Black sheep grazing on the Bardon Hill Quarry site. Pic: Aggregate Industries
Stockpiled final product at Bardon Hill. Pic: Aggregate Industries
GREATER LOADING AND HAULING RETURNS
A rapidly growing and ambitious United Arab Emirates (UAE) limestone producer has significantly lowered its loading and hauling fleet’s cost per tonne, improving profitability after switching to Cat machines four years ago. Guy Woodford reports
Feeling that its loading and hauling eet was not delivering enough fuel ef ciency and productivity, Power International’s managing director Nikunj Bathwal entered discussions with Al-Bahar, Caterpillar’s longstanding UAE dealer, in 2020 to see if he could improve on his existing premium manufacturer brand line-up at Al Tawyeen, his company’s highgrade, low-silica limestone quarry in Fujairah.
“We came to the UAE in 2016 and began operating in Fujairah in 2018. After arriving here, we were approached by a competitor
of Caterpillar, offering to help us create a complete loading and hauling eet. We quickly realised that we needed reliable machines, and the second most important thing was getting support to ensure their availability, so we agreed to take up this machine manufacturer’s offer,” explains Bathwal. “After a period, we were not getting
timely support to address any eet running issues. Identifying the root cause of any problems was also not done properly, so we switched to Al-Bahar and Caterpillar.”
Before Power International con rmed its switch to Cat machines, Al-Bahar conducted a comparative study of a Cat 349 crawler excavator against Al Tawyeen’s existing comparable competitor excavator. “That was in 2019. The Cat 349 performed phenomenally well on fuel consumption, machine availability and cycle time, and we were convinced to go with Al-Bahar and the Cat brand,” says Bathwal. “We have found that their customer involvement is much better.”
During Aggregate Business’s visit to Al Tawyeen in October this year, the size of Power International’s post-2019 investment in high-quality Cat machines was evident. On show were four Cat 772G off-highway trucks, eight Cat crawler excavators (1x Cat 395, three Cat 374, two Cat 349, one Cat 352,
A Cat 395 crawler excavator loading a Cat 772G o -highway truck at Al Tawyeen quarry
and one Cat 345GC), three Cat 980 wheeled loaders, and four Cat 216 B3 skid-steer loaders, used for site clean-up work.
Giving an example of Al Tawyeen’s Cat machines’ cycle-time reductions, Bathwal says: “The Cat 980s are 20-22% better in their
We have three Cat 980s now and are looking at adding a Cat 988 into our eet.”
Before speaking to Bathwal and touring the quarry, Aggregates Business spoke to Biswajit Paul, Al Tawyeen’s deputy general manager (operations). “VisionLink can assess our eet’s
“VisionLink can assess our eet’s productivity, idle time, and running costs. We are getting up to 20% more productivity and are using approximately 10% less fuel across our Cat loading and hauling eet”
our Cat loading and hauling eet. We have a 15% lower loading cost per tonne.”
Paul says that he and Bathwal get regular machine- eet operation reports via VisionLink and Al-Bahar, with Power International and Al-Bahar working closely together to identify any trends and, if necessary, address any issues.
“Our communication with Al-Bahar is very good,” continues Paul. “Their team makes site assessments and helps train our Cat machine operators. The Cat machines are reliable with fewer breakdowns. The eet servicing we get from Al-Bahar is very good, as is their preventative maintenance and parts replacement. Having a parts inventory on-site helps. This allows for quick change-
A Cat 772G o -highway truck transporting quarried limestone to Al Tawyeen’s crushing and screening plants Pic: Gary Martin
Nazim Nadkar (left), machine application specialist Al-Bahar, and Biswajit Paul, Power International deputy general manager (operations)
Bathwal adds: “VisionLink is a wonderful tool. It is easy to access and gives key information about our Cat machines’ performance. Analysing machine idling time and upcoming servicing requirements are my two biggest things. Machine availability has increased by 40-45% since we switched to Caterpillar. Our effective daily working hours have gone from an average of 12 to 13 to almost 18 to 19 hours. That’s a huge difference.”
Through Al-Bahar, Power International has Cat Customer Value Agreements (CVAs) for all Al Tawyeen’s Cat machines. A Cat CVA is a hassle-free ownership plan with the customer’s convenience in mind.
Genuine Cat Parts are delivered when you need them, right to your door, with instructions for hassle-free maintenance.
Customers get the security of an Equipment Protection Plan (EPP) and expert support against unexpected repair costsgiving peace of mind by controlling machine health through your smartphone. It can be included in a customer’s monthly machine machine
payment, offering one easy plan to leverage Cat value beyond the machine, maximising investment and lowering ownership costs.
“Al-Bahar is a very important stakeholder in our operation,” stresses Bathwal. “If we do not work hand in hand with them, we will not succeed. We have to understand each other’s pain points. We are working to establish a central monitoring station on-site so we can monitor all our machines 24/7. It would also be set up to allow Al-Bahar to monitor our machines from its base in Sharjah and for Caterpillar people to monitor from the United States. What we are looking to do involves a lot more customisation. It will give us an even clearer understanding of what is happening with our eet.”
Tawyeen’s annual production capacity from 7.2 million to 13-14 million tonnes. The third plant line’s location at the top of the quarry site will reduce the material-hauling distance from the quarry face to the crusher to 700 metres, signi cantly less than the 1.8km from the quarry face to the two existing plant lines.
“We are actively quarrying eight to nine per cent of our lease-granted area. Accessing the top [quarry] bench will give us access to another 14 to 15 per cent of our total leased area. Reducing the hauling distance is better for the environment, improving our sustainability and making us more ef cient,” explains Bathwal.
An example of the strong relationship between Power International, Al-Bahar and Caterpillar was Al Tawyeen hosting over ve days in June last year an Al-Bahar comparison study of Cat 333 and Cat 336 crawler excavators’ productivity and ef ciency against other top manufacturers’ machines. Alaa Huneiti, Al-Bahar’s quarry segment manager, says the Cat models were more productive and ef cient, partly thanks to their faster cycle time and less fuel consumption.
Power International runs two Sandvik crushing and screening plant lines (jaw-cone-screen) at Al Tawyeen. A third crushing and screening plant line from the same manufacturer is set to be installed and operational by Q4 2024. It will increase Al its
Additionally, a large quick and hydrated lime factory, under construction near the quarry site of ce during Aggregates Business’s visit, is due to begin operating in March 2024.
“Value addition is the focal point for our business,” continues Power International’s MD. “We sell our quarried limestone for $10-12 per tonne, but its usage versatility means with just one [industrial] value addition, it increases in value signi cantly. If you can add three or four more value additions, it becomes even more valuable.”
Adding to stockpiled material processed at Power International’s Al Tawyeen site
At its Al Tawyeen facilities, Power International produces products from manufactured sand up to 120mm-sized limestone aggregates. Nearly 70% of its annual production is for export customers in India, Bangladesh, and neighbouring Gulf Cooperation Council (GCC) countries, including Qatar and Kuwait. Al Tawyeen is five years into a 50-year quarrying licence, with a quarriable reserve of 480 million tonnes.
Employing around 130 people of various nationalities, Al Tawyeen operates six days a week, with staff working two ten-hour daily shifts. Six to eight blasts monthly gain new limestone material from the quarry face. Production generates around 15% of waste, with some sold for cement production and some used for on-site haul-road maintenance.
“We have ramped up production three times since we started at Al Tawyeen in 2018,” says Bathwal. “In 2018, we were at AED 25-30 million (US$6.8mn – $8.16mn) turnover. Today, we’re at around AED 250 million ($68.06mn). The total turnover of Bathwal Corporation, which Power International is part of, is around AED 1 billion ($272.26mn).”
As well as its Fujairah-based quarry business, Power International has branches in India and Mozambique. The company is headquartered in Kolkata, with a second site in India in Odisha, an eastern Indian state on the Bay of Bengal.
Due to their hugely positive impact at Al Tawyeen, Power International has invested in a Cat 966 wheeled loader and Cat excavators for its steel-making facility in India.
As Bathwal notes, limestone is the world’s most abundant mineral and a key player in the global construction industry. In addition to its wide range of applications as a construction and decoration material,
it is also considered the key raw material in cement manufacturing. Other than construction, lime is an essential raw material used in various industries, including iron and steel, agriculture, paper, glass, and pharmaceuticals.
“There are more than 100 industrial uses for limestone. For example, limestone is in the paint on our office walls, calcium tablets, and cosmetics. This is why we have invested in our new factory,” emphasises Bathwal.
Power International’s Al Tawyeen operation is one of nearly 25 limestone quarries in Fujairah, a highly mountainous and coastal Emirate. Al Tawyeen is around 55 kilometres from Mina Saqr Port in the Emirate of Ras Al Khaimah and 88 kilometres from Fujairah Port. The latter is a deep port and the largest on the UAE’s eastern seaboard. It is also the world’s second-largest bunkering hub.
Regarding the shipping aspect of Power International’s export business, Bathwal says: “When we started our UAE operations, the Power International Group had never chartered a vessel itself. It didn’t need to with the steel side of its operations. With our business here, we learned a whole new dynamic. Shipping is a large part of limestone quarrying. You must make your shipping cost competitive, including how much you can pass on to the customer. Power International now has a dedicated shipping division. It is extremely critical to our success.
“We work very closely with the government of Fujairah and Mina Saqr ports. They are very progressive and helpful in relieving our pain points. We need to know if there are any logistical changes as we are bidding for tenders and need to factor those in. During the coronavirus pandemic, we
hired vessels for more than $40,000-42,000 daily compared to the usual $15,000-16,000 daily rate.”
Bathwal says new UAE regulations, set to come into force in February 2024, reducing the maximum weight of on-highway truck payloads from 100 tonnes to 65 tonnes, will change Al Tawyeen’s limestone product transportation capability. “It’s quite a drop. We currently load about 70 tonnes of limestone onto every one of our trucks for transport to ports and other end users. That will now have to come down, meaning we need to do more truck runs, increasing our costs. However, looking at the long-term bigger picture, it will help maintain the UAE’s highway infrastructure.”
Ensuring effective dust suppression and limiting groundwater use are other key challenges for Fujairah limestone quarry operators like Power International, with authorities regularly paying unannounced visits to operator sites to assess dust and other emission levels.
“The UAE is catching up with India on dust suppression and wider emissions reduction. The Indian government is doing superb work on this with the steel, mining and other industries. Our online monitoring system measures the particulate matter in our dust, so we and any visiting authority can see exactly what is happening [at Al Tawyeen],” says Bathwal.
He adds: “On groundwater, I think we are heading to a point that we will have to buy our water from the municipality [authorities] rather than using groundwater from the quarry site. The authorities are very receptive to us looking to recycle as much of our production water as possible. That’s a good thing.” AB
A Caterpillar 349 crawler excavator at work at Al Tawyeen Pic: Gary Martin
Power International uses four Cat 772G off-highway trucks at its productive and efficient Al Tawyeen quarry
The value of upcycling
A major building materials player embraces upcycling in France with the help of a premium crushing and screening plant manufacturer. Meanwhile, another top plant maker is integral to a major Greek highway build. Guy Woodford reports
Lafarge, Metso’s customer in France, is entering the upcycling market by utilising Metso’s advanced crushing plant that enables the recovery of all demolition concrete and the creation of recycled products with high added value.
The process is based on an innovative grinding technology applied for the rst time in Europe for recycling. The new plant combines a variable-pressure grinding system (Metso HRC8 crusher) with an air ow system (Metso Air Classi er AC30), separating and recovering the cement paste during the crushing operation without grinding the original aggregate. Isolating very ne materials with a high concentration of cement in demolition concrete provides carbon-free additions to manufacturing new cements.
The plant was built in Saint-Laurent-deMure, France, and taken into operation in September 2023. Starting this year, it will serve as a pilot to deploy this equipment in France.
Metso has executed a complete scope for Lafarge, including ow-sheet de nition, mechanical and electrical engineering, all equipment and miscellaneous items manufacturing, site assembly supervision, electrical and automation hardware and software, and all documentation.
The plant consists of two independent lines: the rst line takes the concrete demolition waste feed, 8/30mm, into the HRC8, which separates the aggregates from the cement paste and creates the nal products. The second line is fed with the produced feed, creating the nal products.
In addition to supplying high-quality
recycled aggregates for manufacturing new low-carbon concrete, the new installation also meets another essential transformation need for ecological construction: the production of recycled and decarbonised cement.
Cement’s nes, which in a classic crushing process remain attached to the sand, are becoming a sought-after alternative-source material to supplement clinker. Thus, their share in the nal composition of the cement and its carbon weight are being reduced.
Firmly committed to circular construction, Lafarge continues to innovate to expand the use of demolition materials to manufacture new materials. The application of ECOCycle technology in the Saint-Laurent-de-Mure recycling installation will make it possible to both increase the quality of recycled aggregates to promote their reuse in concrete and to recover demolition materials that can
be re-injected into the cement manufacturing process with a reduced carbon footprint.
According to the Recybeton organisation, 80% of deconstructed concrete is already reused in France today, primarily in various road applications like pavement underlays. By choosing upcycling and reintroducing these demolition concretes into the cement and concrete manufacturing chain, Lafarge can increase demolition-material value and advance its circular ambition.
“The development of circulars is a major pillar of our strategy. This new Lafarge granulates production unit is a decisive step in developing the reuse of demolition
Lafarge is entering the upcycling market by utilising Metso’s advanced crushing plant Pic: Metso
The Metso plant was built in Saint-Laurentde-Mure and taken into operation by Lafarge in September 2023 Pic: Metso
materials by utilising all the value they have to offer,” says François Petry, managing director of Lafarge France. “Recovering the nes from crushed concrete to reuse them as a carbon-free addition to the cement process is a rst in Europe and a giant step forward in the ecological project of building the city of tomorrow with the materials of the city of yesterday.”
After a commercial agreement was signed with the sales team in March 2023, Metso's Aggregate Systems group managed to meet the challenge of completing the installation in ve months, meeting Lafarge's target date of a start-up before August 4th, 2023.
This results from an excellent project set-up with optimisation of engineering resources, a network of highly ef cient suppliers and an experienced site team.
“Metso's experts completed this project in record time, smoothly and seamlessly. Good collaboration between the teams made this challenge possible,” concludes Olivier Marbec, head of aggregates operation, Lafarge France.
Kleemann machines are helping construct the 48.5km-long 'Amvrakia Odos' highway in Amphilochia on the Greek mainland.
The new highway, also known as the A52 or Motorway 52, will play an important role in the Ambracian Gulf's tourist region upon its completion. It requires a large amount of high-quality processed rock material. During project planning, the building company carrying out the work decided on a Kleemann plant train from the PRO line: the MOBICAT MC 120i PRO and MOBICONE MCO 110i PRO. The powerful and productive crushers are complemented by the classifying screen MOBISCREEN MSC 953i EVO.
The limestone on site has a high quartz content. The feed material (feed size 0-600mm) is very sticky and contains a high proportion of soil in addition to the quartz. It is a perfect application area for the MOBICAT MC 120i PRO jaw crusher, which is used as a primary crusher in the plant train and impresses with its ef cient double-deck prescreen. It discharges any nes even before the crushing process. The jaw crusher loads the downstream cone crusher MOBICONE MCO 110i PRO, while the Kleemann screening plant delivers the four nal
ABOVE: The 'Amvrakia Odos highway build in Greece is being implemented with a Kleemann plant train from the PRO line: MOBICAT MC 120i PRO and MOBICONE MCO 110i PRO, supplemented by the classifying screen MOBISCREEN MSC 953i EVO. BELOW: The team from the construction company carrying out the work appreciates the fast hands-on service from Kleemann and the local Wirtgen Group dealer. Pics: Kleemann
products prescribed for road construction: 0-4, 4-16, 16-32 and 0-32.
The three plants in Amphilochia are intelligently linked, which ensures a stable process thanks to automatic control. Each machine works independently but sends signals to the upstream and downstream machines in the event of malfunctions or over lling. The Continuous Feed System (CFS) also guarantees optimum utilisation of the crusher. All components are thus loaded evenly. The connection of all machines also guarantees safety; if an emergency stop is pressed anywhere on the plant train, all machines are safely stopped. The concept prevents damage or overload situations. This results in high availability and performance throughout with low wear.
The Kleemann plant train with its PRO crushers impresses with its material preparation of up to 410 tonnes per hour and the ability to supply large feed material of up to 600mm. "The Kleemann machines are
take on any application. We are very satis ed with the output and expect to process 1.5 million tonnes during the 18 months of operation," says a delighted Aris Svolos, owner of AIGISTOS.
The crushing machines are equipped with powerful E-DRIVE diesel-electric drives. Fuel consumption is low, and it is possible to retro t the plants with the "external power supply" option. This makes the machines future-proof.
For such large projects, it isn't only the extremely ef cient performance of the machines that counts. Close collaboration with local contacts is also key. In Greece, customers of Wirtgen Group are supported by the local dealer Helma. "We are very satis ed with our contact partners at Kleemann and Helma. And we especially appreciate their willingness to nd practicable solutions. Knowing that we can count on quick, straightforward support when things get challenging gives me real peace of mind,"
Strong. On their own or together.
THE MOBICAT MC 110 EVO2 AND MOBICONE MCO 90 EVO2
TEAM PLAYERS THAT WORK TOGETHER INTELLIGENTLY AND STRENGTHEN EACH OTHER. In linked plant combinations, the MOBICAT MC 110 EVO2 jaw crusher and the MOBICONE MCO 90 EVO2 cone crusher really fl ex their muscles. SPECTIVE makes both plants easy and intuitive to operate. Also, an advanced drive concept ensures greater effi ciency with lower consumption. Maximum throughput is achieved thanks to the material flow concept coordinated via line coupling across both crushing stages. Go for the perfect team!
www.wirtgen-group.com/evo2-line-kleemann
MC 110 EVO2
MCO 90 EVO2
State-of-the-art loaders and excavators provide spectacular fuel savings
Deployments of advanced excavators and wheeled loaders at aggregates sites in Switzerland and the UK are demonstrating tangible benefits in fuel economy, reliability and ease-of-use. Liam McLoughlin reports
Swiss company Steinbruch Mellikon has complemented its two longstanding excavators, which are slowly becoming redundant after more than 20,000 hours and 30 years of service, with a new ZX890LCR-7 from Hitachi Construction Machinery (HCM).
The quarry operator says this landmark investment in the latest technology is of historic signi cance, especially for a limestone quarry that was established in 1912 to the north-west of Zurich in the Aargau Jura mountains.
Steinbruch Mellikon MD André Schärer has worked for the company for 16 years and has responsibility for the whole operation, including a team of 16 colleagues. It was his recommendation that led to the purchase of the biggest model in the Zaxis-7 large excavator range from Probst Maveg, the Swiss dealer of Hitachi Construction Machinery (Europe).
“Our previous supplier no longer manufactures excavators, and there were also increasingly limited options available to service our previous machines,” he explains. “We considered three leading brands of quarrying equipment and I quickly formed a good relationship with Probst Maveg, who were very professional throughout the negotiations.”
As part of the decision-making process, Schärer was able to take his main operator
Giuseppe Lavorato to Germany, where he tried out the same model. “It’s important that an experienced operator like Giuseppe is happy with the machine, so that he can have no complaints afterwards,” he adds.
“Our rst impressions were that it was not a complicated excavator to use, with no unnecessary buttons or features. It quickly became apparent that the Hitachi was the robust machine that we needed for the tough jobsite conditions in the Mellikon quarry.”
In addition, Probst Maveg was able to offer a better and prompt delivery time compared to the competition. Steinbruch Mellikon ordered the BER version (shorter, reinforced boom and arm) of the ZX890LCR-7 with a 5m3 bucket. It also was delivered with a 6,000-hour service contract, with the rst 4,000 hours on full service for the duration of the warranty period, and a subsequent maintenance-only contract.
With 1,500 working hours on the site, the ZX890LCR-7 has made a strong impression on Schärer and his team: “The main bene ts of the new machine after one year are reliability and fuel economy! The fuel consumption is impressive and is approximately half of the previous machine. The limestone materials are relatively soft and make life easier for excavators, for example there is little wear on the bucket.”
Schärer is equally impressed with the after-sales support from Probst Maveg: “The
service that comes with the machine is vital, because if it stops then the whole production process stops too. So, I am happy with the fast response time, which is only 20 minutes from the dealer’s Embrach branch.”
In a UK deployment, ASH Group has purchased two new Develon DL420CVT-7 wheeled loaders for use at the company’s state-of-the-art aggregates wash plant in Ellesmere Port, Cheshire.
Waste- and resource-management company ASH Group says the new loaders brought huge bene ts including signi cant fuel savings and increased safety. The machines were supplied by Blue Machinery (Central), based in Northwich in Cheshire, which is the authorised Develon dealer for North-West England and North Wales.
Compared to the machines they have replaced, the new wheeled loaders are using 4 l/h less fuel (11 l/h instead of 15 l/h) mainly due to the continuously variable transmission (CVT) on the DL420CVT-7. They are also the rst in the UK to be equipped with Develon’s transparent bucket safety system, the rst of its type in the world. The transparent bucket is a system that allows the wheeled loader driver to see blind spots in front of the bucket on the machine, using the monitor in the cab.
John Dennan, director of ASH Group, said: “We are very impressed with the fuel economy and high performance of the new
Steinbruch Mellikon’s new ZX890LCR-7 Hitachi Construction Machinery excavator at work at its Mellikon limestone quarry in the Aargau Jura mountains, Switzerland
Develon wheeled loaders and our drivers really like to work with them. With the new Transparent Bucket system on the machines, we have also enhanced safety for both the drivers and the rest of the workforce at the wash plant. The new wheeled loaders align with our commitment to sustainability and safety and with their help, our wash plant will continue to provide much needed highvalue recycled sand and aggregates for the UK construction industry. The operation is designed to produce up to 600,000 tonne per annum, ensuring maximum resource recovery and to divert even more waste from land ll.”
The DL420CVT-7 is equipped with a continuously variable transmission, the result of a permanent combination of a hydraulic technology and a mechanical technology which provides a smooth and continuous speed variation. It allows the DL420CVT-7 to automatically transition from hydrostatic power at low speed to the mechanical system to operate at higher speeds. The complete driving range, forwards and in reverse, is controlled by the CVT system. Low engine speeds ensure a high ef ciency and the highest driving comfort irrespective of the traction speed. The powersplitting continuously variable technology facilitates moving off softly and hydraulically. Furthermore, with the CVT, a fuel saving of up to 25% can be achieved.
Develon says that, like all its DL-7 wheeled loaders, the DL420CVT-7 provides signi cantly enhanced operating comfort, an enhanced steering system and advanced electronic controls. Using the Develon smart key system on the control panel in the cab, the operator can start the machine using a keyless device, helping to prevent machine theft. The smart key system provides remote door control, door lock and unlock, door release, searching and other functions.
The cab has a Grammer Actimo XXL seat with fully adjustable horizontal and vertical suspension settings, a pneumatic lumbar function and seat heating as standard. There is a three-point safety belt with alarm icons on the new Doosan Smart Touch 20cm
touchscreen monitor and on the gauge panel, which features a new layout and antire ective glass. Even without the transparent bucket system, Develon says the cab on DL-7 wheeled loaders, like the DL420CVT-7, offers a superior eld of vision for the operator, with blind spots around the cab minimised and a 14% larger glass window area compared to the previous DL-5 models.
Dennan added: “Owing to blind spots caused by the buckets on wheeled loaders, the area in front of the machines has been considered an area of major concern in terms of safety. With the Develon transparent bucket function, however, our drivers can easily check the blind spots in front of the bucket via the cab monitor, to increase safety and prevent accidents.”
The transparent bucket system records images in front of the wheeled loader with top and bottom front-loaded cameras and shows combined images on the cab monitor in real time using a curved projection method. Another advantage of the system is that it can signi cantly improve work ef ciency by providing a forward-view perspective for the driver during loading/ unloading or when carrying materials such as aggregates, sand and soil.
The ASH Group has operated for over 35 years in waste management, incorporating recycling and energy production whilst continuing to divert waste from land ll. The core ethos of the business is founded on
the three ‘Rs’ principle - Recover, Recycle, Reuse. The company says this has enabled it to produce an environmentally-friendly, high-quality aggregate. ASH Aggregates offers a sustainable alternative to virgin quarried materials, that helps to improve the carbon footprint of customers’ contracts whilst helping to shape and de ne their social corporate responsibility targets.
As the local Develon dealer, Blue Central covers Greater Manchester, Lancashire, Merseyside (including the Wirral), Cheshire, North Gwynedd, Conwy, Denbighshire, Flintshire, Wrexham and the Islands of Anglesey and the Isle of Man in the UK. The company is solely responsible in these areas for sales and servicing of the Develon crawler, wheeled and mini/midi excavator, wheeled loader, articulated dump truck and attachment ranges.
Liebherr USA will be exhibiting its latest loading equipment at the World of Asphalt exhibition at the Music City Center in Nashvile, TN from March 25-27.
The manufacturer will present the L 580 XPower wheeled loader and R 914 compact crawler excavator from its vast range of earthmoving equipment.
The XPower line of Liebherr wheeled loaders incorporates a power-split transmission. This innovative travel drive provides maximum fuel ef ciency, reducing operating costs and environmental impact while delivering maximum performance. The XPower travel drive, in combination with the automatic self-locking differential, provides excellent traction and prevents the wheels from spinning. Productivity increases and tyre wear is reduced.
The L 580 XPower has a tipping load of 19,200kg, a bucket capacity of 6.22m3, operating weight of 27,649kg, with engine power of 233 kW/312hp.
Liebherr offers powerful wheeled loaders in all size categories. With operating weights ranging from 13,000kg to 32,660kg, the machines can handle a variety of materials. Equipped with robust lift-arm variants and industry-speci c attachments, the loaders are versatile and can be used for a multitude of job applications. The machines also offer optional assistance systems to support the operator’s daily work and jobsite safety precautions including active personnel selection, joystick teering system, and tyre pressure monitoring. AB
One of ASH Group’s new Develon DL420CVT-7 wheeled loaders
Liebherr’s L 580 XPower loader o ers a fuel-e cient drive concept to cut cost and environmental impacts
Flagship haulers
A leading UK building materials company is reaping the benefits of using a pair of premium articulated haulers at its flagship quarry. Another top manufacturer’s 45-tonne-class machine is highly valued in Tuscany. Meanwhile, a big hauling brand has a new CEO. Guy Woodford reports
Smith & Sons (Bletchington) has added two Rokbak RA30 articulated haulers (ADTs) to its eet at the award-winning Gill Mill Quarry in Oxfordshire. The trucks impressed at the UK site with their torque, manoeuvrability, and low fuel consumption.
Since October 2022, a pair of Rokbak RA30s has been loading and hauling primary ballast at a quarry for Smith & Sons (Bletchington), a leading producer and supplier of primary and recycled aggregates for Oxfordshire and its surrounding counties.
In the rst year of their arrival, the two RA30s shifted nearly half a million tonnes of material at the quarry. The Gill Mill aggregate-processing plant is the agship site for Smith & Sons (Bletchington). The British Aggregates Association declared it Quarry of the Year for its operating standards at the end of 2020.
“The Rokbaks that we’ve got are integral to our operation insofar as their suitability to the site – they’re not too small, and not too big,” says Gill Mill quarry manager Jeff Murphy. “With the constraints that we’ve got on some of the roads, they suit our needs, and we nd them ef cient and easy to operate. They’re very operator-friendly.”
Operations at Gill Mill start at 6.30am with a standard maintenance check on equipment
and run until 5pm, ve days a week. Daily checks, including damage inspection and fuel-level monitoring, are conducted from a maintenance sheet. Once completed, operations commence, and the trucks bring up premium ballast to be converted into building materials.
The RA30 articulated haulers, each with a 28-tonne maximum payload and a 17.5m³
carry operations, dumping material into a hopper, with the material then fed to the main plant through a conveyer system. The distance travelled by each RA30 is approximately one mile per load, with each truck making between 25 and 30 roundtrips a day.
“We’ve got two dedicated Rokbak dumper operators on site,” explains Murphy. “The
Two RA30s have been working at Gill Mill quarry since October 2022 Pic: Rokbak
Gill Mill quarry manager Je Murphy Pic: Rokabk
feedback we’ve received from them is very positive, with the trucks being very manoeuvrable, easy to operate and very user-friendly.”
Each Rokbak cab has pressurised capabilities and a premium performance HVAC and air ow system. Clear instrumentation and an LCD display for operational and service feedback, including fuel consumption, are intended for simple operation and service-data extraction.
“My personal pick is the rear-view camera, with a very big, clear screen ideal for all weather conditions, day and night,” says operator Warren Mobey. “If we didn’t have it, it would make things harder for us. Relying on just mirrors is not a way we could probably operate at Gill Mill.
“However, the mirrors easily defrost in the morning,” Mobey adds. “In summertime it’s essential that you have good air-con, which in the Rokbak is excellent. It’s like a whirlwind going at you!”
The two units were purchased from Molson Equipment, one of the UK's largest independent new and used equipment dealers, with a 6000-hour xed-price service contract and a 3-year / 5000-hour powertrain warranty. The trucks arrived following an initial recommendation from another Molson customer, a longstanding supplier of plant and services to Smith & Sons (Bletchington).
“The positive feedback about our aftersales service and the quality of the Rokbak trucks that customer ran played a big part in creating this partnership,” explains Dan Guibarra, sales manager, Molson Equipment.
“Now, at Gill Mill, the durability and build quality of the Rokbak haulers shines through on this well-run site. Smith & Sons' feedback has been very positive on the fuel consumption, with a saving of circa 7% compared to its previous machines.
“The versatility of these machines means that Smith & Sons can move them around site. The trucks have the grip and torque
to keep operations running smoothly, even during the wet and slippery winter months.”
The RA30 has a maximum torque of 1880 Nm @ 1400 rpm, which proves extra useful when operating across dif cult ground and provides good traction in wet conditions.
“Torque and rim pull are areas we focus on when it comes to the design of the trucks,” says Rokbak regional sales manager EMEA Kenny Price. “They need to have that torque and pull when they’re fully loaded to move in an ef cient manner.”
“Beneath our depot is Oxford Blue Clay, which is often utilised for restoration purposes but dif cult to traverse,” says Murphy. “However, the Rokbak trucks have been fantastic with that great torque when moving through clay. We nd them a real bene t.”
Gill Mill quarry opened in 1989 and has planned reserves until 2035. Lying next to the River Windrush at Ducklington, a village near the West Oxfordshire town of Witney, the 135-acre plant produces a wide range of washed sands and gravels for use in many projects, from the construction of roads and bridges, to building homes and hospitals. The Gill Mill operation extracts
around 450,000 tonnes of oolite limestone sand and gravel per year, which is then sold to the local construction market. Four- fths of all sales are delivered within 20 miles of the quarry, which has won numerous awards for sustainable development, restoration and commitment to biodiversity and nature conservation.
Reducing environmental impact is a key tenet of the Rokbak brand. As part of the Volvo Group, Rokbak is aligned to the Science Based Targets initiative (SBTi) for signi cant improvements to carbon emissions, with speci c aims including a 30% reduction in CO2 by 2030, a 50% factoryoperations emission reduction by the same year and becoming net zero by 2040.
These commitments have in uenced the design of the Rokbak trucks, the daily operation of the company’s Motherwell factory and the Rokbak sustainability roadmap. Reducing its environmental impact has seen Rokbak employ strategies stemming from fuel-consumption analysis, examining alternative fuels, extending maintenance cycles and lessening maintenance consumables. This has also led to reduced total cost of ownership (TCO) for Rokbak customers.
The rst DA45-7 ADT from Develon, formerly Doosan Construction Equipment, sold in Italy, is at work in the chalk basin of Roccastrada. The machine was purchased as it was seen as the best suited for rock movement in the Tuscany region’s so-called ‘Chalk Valley’ quarries.
The DA45-7 ADT is working in the province of Grosseto, in the heartland of the Tuscan Maremma, home to one of Italy’s largest chalk deposits, renowned for its stone's purity and whiteness. The new
Develon’s first DA45-7 articulated hauler sold in Italy is at work in the Tuscan chalk basin of Roccastrada Pic: Develon
The Fibran Group’s Develon DA45-7 ADT is used in earthmoving operations to reveal surface rock and manage at least 130 metres of terracing Pic: Develon
machine is owned by the Fibran Group, a Greek multinational with production sites in seven European countries and commercial activities in over 60 countries worldwide. It purchased its rst chalk quarry and processing plant in the area in 2009.
In 2021, Fibran acquired Gessi Roccastrada, the company that owned the two largest natural chalk quarries and plants in the Tuscan mining basin. This consolidated Fibran’s presence in the Italian and European markets for dry construction systems and chalk-based building materials. Today, Fibran owns and manages 700 hectares in Chalk Valley, including three active quarries and two undergoing environmental restoration. These deposits could potentially be exploited in decades to come.
The acquisition of Gessi Roccastrada allowed the Fibran group to standardise extractive operations at its two production sites, with both bene tting from effective synergies. The quarries serve the following two production sites: Fibran, which specialises in the production of dry construction solutions (coated chalk slabs, grouts, metal devices and accessories) and Gessi Roccastrada, experts in the production of chalk blocks for interior walls and powdered chalk.
The optimisation of quarry machinery plays an important role in managing extractive operations. The movement of earth and chalk rock is a crucial part of this process, which recently required the addition of a new dump truck to the Fibran eet.
Felice Tirabasso, chief technology of cer of Fibran and Gessi Roccastrada, has been recognised as an expert in quarrying operations in Italy and abroad for over 25 years. After a meticulous selection, his choice fell decisively on the new Develon DA45-7 6x6 ADT, the rst to be sold in Italy in the 45-tonne class.
Since joining the eet, the machine has been used in earthmoving operations to reveal surface rock and manage at least 130 metres of terracing.
At the ‘Chalk Valley’ quarry, the DA45-7 transports chalk rock and waste soil from surface excavations over an average in-out distance of four kilometres. This work demands a fast-moving, highly manoeuvrable vehicle, and the DA45-7 has proved to be just the job.
As Tirabasso explains: “Many factors contributed to our choice of the DA45-7 dump truck. A great deal of care went into the selection process, thanks in no small way to Develon’s willingness to show me the vehicle in action elsewhere, in central-northern England in particular, where the machine is also being used in quarrying.
“One extremely important feature of this machine, compared to others on the market, is the separate control of its front axle and free-swinging rear tandem bogie, which enables the vehicle to follow the terrain and prevents slippage and sliding. The DA45-7 is also very simple and robust, with a high load capacity, excellent engine power and an
exceptionally comfortable cab, something we pay a great deal of attention to with a view to maximising operator wellbeing.”
Bell Equipment has appointed Ashley Jon Bell, grandson of company founder Irvine Bell, as the new Group chief executive of cer (CEO). The 41-year-old's appointment follows the resignation in July 2023 of the outgoing Group CEO, Leon Goosen, who left the South African company on 31 December 2023 after 16 years of service, ve and a half spent as Group CEO.
Bell is well acquainted with the company, having served as a non-executive director on the Board since March 2015, and has provided valuable input as a member of the Board's Risk and Sustainability and Social, Ethics, and Transformation committees.
A quali ed commercial helicopter pilot, Bell holds a degree in business management and previously worked for Bell Equipment after graduating in 2007, assisting with product-marketing management of the Bell articulated dump truck (ADT) and backhoe
loader ranges. Since then, he has jointly established and managed several successful businesses in various industries.
He also co-founded Matriarch Equipment with his brother, Justin Bell, in 2009. The company focused on developing innovative equipment for various industries and enjoyed notable success in agriculture and forestry due to its 'customer-centric' approach and quick turnaround of niche solutions. Bell acquired Matriarch in 2019 as part of its strategy to revitalise its presence in the agriculture and forestry industries, and its products now fall under the Bell brand.
Gary Bell, non-executive chairman of Bell Equipment, congratulated Ashley Bell on his appointment. "Ashley joins a sizeable team representing the third generation of the Bell family actively engaged in the business, and it's heartening to see the next generation stepping up to play an integral role in the future of the company. Having worked closely with Ashley for several years, he has all the personality traits and credentials we need, is well aligned with the Board's strategy, and is a good t to lead our experienced management team.
"I have every con dence that he will build on our family legacy with dedication and a passion for the business. On behalf of the rest of the Board, we congratulate Ashley on his appointment and look forward to working with him in his new role and contributing signi cantly to our continued success and growth."
Ashley Bell said: "I am fortunate to have grown up in an environment where Bell Equipment has been a central theme, and I am both honoured and excited to step up as Group CEO. I look forward to working with the entire Bell team, supported by our customers and suppliers, to ensure we execute our group strategy and make a positive impact for all stakeholders. I would like to extend my sincere thanks and appreciation to the Board for the trust and con dence they have shown in me taking on this role." AB
Ashley Bell has been appointed Bell Equipment’s new group CEO. Pic: Bell Equipment
A Bell B45E hauler at work. Pic: Bell Equipment
Bespoke conveying
Bespoke conveying solutions are increasingly in demand globally, including for major regional infrastructure projects. Meanwhile, new conveyors coming onto the market o er much for quarrying customers. Guy Woodford reports
Processing specialist materials like incinerator bottom ash (IBA) calls for specialist handling expertise, particularly when operational ef ciency and housekeeping standards are as high as they are at Blue Phoenix UK.
“Good housekeeping is the cornerstone of everything we do,” says Nigel Mitchell, operations director at Blue Phoenix UK. “Health and safety, production ef ciency, plant pro tability, environmental impact, you name it, they are all compromised without high standards in day-to-day housekeeping.
“In fact, you can tell a lot about the culture of a place from its on-site housekeeping. And besides, when things are clean and tidy, it’s much easier to see how a plant is running and where there are potential problems.”
That’s especially the case for material spillages, buildups and blockages, all issues that Mitchell and his team have been on a mission to address in partnership with a leader in materials-handling solutions, Martin Engineering.
Blue Phoenix operates 11 plants in the UK stretching the length and breadth of the country, which together process more than 1.5 million tonnes of IBA each year. With operations across Europe, North America and Australia, Blue Phoenix is the world’s largest IBA processor, specialising in recovering ash residues from EfW (Energy-from-Waste) plants. The process extracts the ferrous and
nonferrous metals and produces a range of manufactured aggregates that meet standards such as the UK’s SHW (Standard for Highways Works) 600 series for bulk full applications.
While it’s an impressive circularity success story, it’s not without its challenges – IBA is highly abrasive, containing a mix of concrete, glass and ceramics, with metal pieces that can rip belts and damage processing plants. Storing IBA outside means the material gets exposed to all weather conditions, so it can contain substantial amounts of moisture, causing it to become sticky and hard to handle. IBA’s cementitious properties mean that it can generate its own hotspots during storage.
This can make IBA prone to material carry-back, resulting in spillages, buildups and blockages, which create safety risks and production inef ciencies. And that’s on top of the extreme wear and tear on conveyor systems, including issues like beltcleaner blades corroding to mainframes and tensioners seizing. To add to the processing challenges, EfW operators need to continually move their IBA on to Blue Phoenix, who, in turn, must process it continually and get the manufactured aggregate out of the gate in good time.
Unscheduled downtime seriously affects the supply chain, so keeping plants running ef ciently is critical. Furthermore, all 11 Blue Phoenix plants in the UK are discretely
housed inside industrial units, and each occupies a relatively small footprint. Hence, a clean and tidy operation is paramount.
Each plant is a network of approximately 20 belts, ranging from 600mm to 1600mm wide, mostly fast-running, many with small head drums, and some with eddy current separators.
The belts are made from PVC, which is durable but can be dif cult to keep clean.
“We’d had belt cleaners from another supplier at most of our plants, but we struggled with the lack of continual service support to ensure they performed at their optimum best.”
Having had enough of the dif culties with other suppliers, Blue Phoenix turned to Martin Engineering in 2018, which led to the installation of QC1 ‘Pit Viper’ primary polyurethane blades on a few critical belts at ve operations.
The Pit Viper is designed to achieve a higher level of productivity for the lowest cost of ownership of any urethane pre-cleaner. Manufactured with Martin’s unique Constant Angle Radial Pressure (CARP) technology, its curved blade maintains consistent beltcleaning pressure as it wears, delivering effective performance throughout its life.
Besides offering outstanding belt cleaning, the Pit Viper is designed to simplify blade replacement. It makes it possible to quickly and easily replace the blade without any specialist tools by removing and reinserting a single retaining pin – essential when abrasive
Blue Phoenix has more than 200 conveyor belts across its UK plant network Pic: Martin Engineering 2024
materials make frequent replacement a necessity.
“We’d tried various products to keep conveyor belts clean, but as volumes increased and plants have been operating with higher throughputs, it became clear that we needed a customised approach to ensure materials were owing through our process as ef ciently as possible,” said Mitchell.
“We were looking to partner with a provider that would take an openminded approach, to work alongside us to understand the speci c issues at each point in the process and help us solve the problems on an ongoing basis, rather than just sell us their products.”
After performing well at the rst ve plants, Blue Phoenix quickly sought a national deal to install and maintain Pit Vipers throughout its national network. In addition, several of Martin's ‘set-and-forget’ SQC2 secondary belt cleaners were also installed following successful trials.
As more belt cleaners were installed and Martin's technicians closely monitored their performance, tailored improvements were made to further optimise belt-cleaning capacity, including tting stainless steel parts to address corrosion issues. By 2021, almost every belt in the Blue Phoenix network - more than 200 conveyor belts in total – was being kept clean by a Martin system incorporating the blade and tensioner mounted on a mainframe.
Regular servicing of the blades and tensioners ensures constant cleaning pressure. This is done with the support of Martin's nationwide service partner, Wright Engineering, who happened to build some of Blue Phoenix’s newer plants (and tted them with Martin belt cleaners from the outset). Yet
Indeed, the Blue Phoenix workforce continually monitors things on the ground: “Our plant teams are the eyes and ears of productivity, and they each have responsibility for a different work zone,” said Mitchell. “Every team member takes responsibility for maintaining our high standards of housekeeping. To facilitate that, we have an extensive training programme, including virtually all of our operational employees participating in Martin Engineering’s Foundations seminars for belts and belt cleaners.
“There’s nothing else like Foundations in the industry, and it’s been an invaluable part of the training for our teams to help
them understand things like preventive maintenance. Now, they can identify potential issues – not just relating to belt cleaners, but rollers and bearings, belt condition and mistracking, and so on – and report any issues so they can be dealt with as part of scheduled maintenance before an unscheduled breakdown happens.
“As a result of our work with Martin, since 2018, we reckon we’ve seen an 80% reduction in spillage compared to when scrapers were not being maintained. Back then, we had people sweeping the oors almost constantly – and that’s not a good use of anyone’s time, let alone the skilled people we employ.
“So we’ve come on in leaps and bounds, but we’re not sitting back; we believe there are always better ways of doing things. The
keeping the plants clean and running at their best is much more than belt cleaners and periodic servicing.
Blue Phoenix works hard to maintain the highest standards of housekeeping Pic: Martin Engineering 2024
Martin Engineering’s Pit Viper belt cleaner hard at work Pic: Martin Engineering 2024
belt scrapers are working really well, but what’s key is that the arrangement with Martin and Wright, too, gives us con dence in the products and con dence in the people that we have to support us to maintain and continuously improve the performance of our plants. We never feel alone.
“Every challenge we’ve thrown at the Martin Engineering team has resulted in them coming up with a solution. Thanks to open dialogue and a partnership mindset between Martin Engineering and Blue Phoenix, a bespoke approach and a drive for continuous improvement is helping to maintain productivity in a sector that is proud to deliver circularity.”
Quarry Manufacturing & Supplies (QMS) recently supplied Heidelberg Materials UK with a bespoke 60-metre radial stacker conveyor. Designed and built to the company's exacting requirements, the UK-manufactured stockpiler is now working at the company's Frindsbury Wharf site in Rochester, Kent, southeast England, helping to ensure that aggregates reach customers wherever they are in Britain.
Formerly Hanson Aggregates, before its acquisition by Heidelberg Materials UK (HMUK), HMUK is one of the country's largest users of rail freight, moving over 2.5 million tonnes of aggregates a year from seven rail-connected loading points to 12
and moves so much material that it has its own eet of locomotives and wagons, while barges supply production facilities alongside the River Thames. For road haulage, Hanson had a core road eet of 1,200 liveried trucks operated principally by self-employed ownerdrivers under a franchise scheme.
The company required a exible and ef cient aggregates-loading system to load its aggregates effectively and ef ciently onto various haulage solutions. The system had to move the aggregates at high speeds and not lose any material from the conveyor, and after discussions with Coalville, Leicestershire, England-headquartered QMS, a bespoke 60m-long radial stacker conveyor was supplied and constructed at the Frindsbury Wharf site.
the company's in-house technical design department, which can draw on many years of industry experience. Manufactured entirely at the company's UK headquarters, it was installed, commissioned, and now serviced by QMS service engineers. This team is dedicated to quarry and aggregates sites, helping to maximise the investment in essential equipment.
HMUK produces and distributes aggregates, crushed rock, sand and gravel from quarries, depots, and wharves across the UK. The company supplies these aggregates for various construction uses, including ready-mixed concrete, precast concrete, brick and block manufacturing, and asphalt production. It also produces specialist sands for glass making, horticulture, agriculture and leisure. Additionally, the
The QMS 60m-long radial stacker conveyor at Heidelberg Materials UK's Frindsbury Wharf site
The HF18 mobile hopper feeder feeding a TB52 radial telescopic shiploader via a TL35 link conveyor
Illustration of Tunnelportal in Denmark
company can offer an extensive range of specialist sub-base and base aggregates, including industrial sands, agricultural lime, SUDS (Sustainable Urban Drainage Systems) aggregates, and sea defence aggregates. It sells aggregate sand and gravel to other precast and ready-mixed concrete manufacturers and the general market.
Telestack recently supplied mobile shiploading / unloading equipment for one of Europe's most prestigious and high-pro le construction projects. The project, which links Scandinavia and Central Europe, is an important component in the future European transport network and will make a vital contribution to the green transition of the transport sector. Enabling traf c to use the shortest and fastest route will reduce CO2 emissions and free up capacity on roads and railways. The journey time for train passengers between Copenhagen and Hamburg will be cut from four and a half to two and a half hours. Switching freight transport from lorries to environmentally friendly electric trains will also be important.
The range of equipment includes an HF18 mobile hopper feeder, which feeds a TB52 radial telescopic ship loader via a TL35 link conveyor. Carl Donnelly, international sales manager, explains how Telestack has used its previous experience and knowledge to the project and how the multi-functionality of the Telestack equipment has brought operational exibility to this prestigious project.
“Telestack’s mobile ship-loading / unloading equipment will form a key part in the material handling of aggregate products for construction of the Fehmarnbelt Tunnel. The supply and installation contract will consist of a mobile hopper feeder, mobile link conveyor and a TB 52m (170ft) radial telescopic shiploader / stacker to load and unload aggregate to vessels up to handymax size at rates up to 1500TPH+.
“One of the key reasons for selecting Telestack for this project is our proven technology and performance within the Ports industry, which offers unrivalled
ProStack’s new Ranger 6-24TR tracked radial conveyor at work.
exibility and the ability to use the same equipment in several elements of the logistics chain. Telestack’s reputation and proven track record in some of the most notable infrastructure projects across the UK and Europe, including Cross Rail, Hinkley Powerstation and HS2 Projects, was the key difference amongst potential suppliers.”
The project will start with the Telestack HF18 hopper feeder fed with a wheeled loader or grab when used for ship unloading. The unit incorporates a variable-speed drive on the feeder to control the material ow and has an integrated tow hitch for site movement. In addition, this unit was tted with an integrated belt-weighing system that enables the operator to manage and control the tonnage along the operation. The TL35 link conveyor is an important part
of the system as it enables the operator to transfer material deeper into the stockyard, maximising the capacity of the stacking area. The ship-loading process offered by the Telestack equipment works oppositely. It minimises the need for the wheeled loader to travel between the feed discharge point and the stockpile, reducing fuel consumption and ensuring high tonnes per hour.
The multi-functional TB52 radial telescopic conveyor offers exibility, allowing the operation to be used in a shiploading or ship-unloading capacity. With an
The German construction site on the island of Fehmarn
Pic ProStack
ZIP CLIP fitted on-site by US-based Gaddie Shamrock
incorporated tracked bogie at the rear of the unit, the unit can be self-propelled around the site. Other options include water-fed dust-suppression spray bars and radioremote control for all functions. The system was painted with a 250-micron marine grade paint finish, specific for operation in a harsh salty environment, demonstrating the level of customisation on offer with Telestack units.
The time invested by the Telestack sales, technical sales, engineering, operations, aftermarkets and project management teams ensures a customised solution for the customer. Telestack is part of Astec Industries, a leading global manufacturer of equipment and components for infrastructure and aggregate-related industries. As a leader in designing and manufacturing products used to build the infrastructure that physically connects the world, the Fehmarnbelt link is a project of particular significance to them, given its importance in the European infrastructure. It is Denmark’s largest infrastructure project and the world’s largest immersed tunnel, and it will form part of Europe’s sustainable transport network of the future.
The Fehmarnbelt Fixed Link is a priority build for the European Commission and an important element in the green transition for the European transport sector. The Fehmarnbelt link is part of the so-called European TEN-T network, which aims to streamline infrastructure so that the EU's internal market will function better and with less environmental impact. Tunnel portals have been built in Denmark, near Rødbyhavn, and Germany, near Puttgarden. The portals connect the tunnel's railway and motorway with the upgraded and newly built roads and railways in the hinterland. Construction of the tunnel began in 2020 on the Danish side and in 2021 on the German side; it is due to be completed in 2029.
ProStack, a leading bulk material handling solutions manufacturer, has unveiled the latest addition to its stacker range—the Ranger 6-24TR tracked radial conveyor.
Designed for stockpiling across multiple applications, including the quarrying and mining industries, the Ranger 6-24TR is said to set a new standard for efficiency, versatility, and automation. A key highlight is the Ranger 6-24TR’s semi-automated stockpile programme, which allows operators to stockpile materials in set patterns to suit their needs. This feature comes as standard with an optional fully automated programme available. It also features hydraulic discharge height adjustment, allowing further flexibility when operating in different applications. These features allow operators to increase efficiency, safety, and productivity.
The Ranger 6-24TR’s hydraulic fold-over feature makes transportation effortless. The conveyor can be easily folded for transportation, reducing downtime and ensuring swift relocation to different job sites. This feature and the compact design allow the Ranger 6-24TR to be transported within a shipping container.
The Ranger 6-24TR has a working length of 22m and weighs approximately 17.8 tonnes. It can achieve a maximum throughput rate of 600tph. A maximum discharge height of 10.75m is reached at 23 degrees inclination.
Smiley Monroe’s ZIP CLIP mechanicallyfastened replacement conveyor belts are revolutionising downtime globally. Designed for the aftermarket, ZIP CLIP provides a readyto-fit replacement conveyor belt that can be self-installed and run within an hour.
As the number one supplier of Endless Conveyor Belts to manufacturers of portable equipment globally, Smiley Monroe services
industries including quarrying, washing, recycling, environmental and road construction. Founded in 1979 as a service company, Smiley Monroe understands the challenges and costs of conveyor-belt repairs and replacements on site.
The Smiley Monroe ZIP CLIP is a quick, easy and safe-to-fit replacement belt, giving end users peace of mind that the replacement belt is just as good as the original.
The team welcomes dealers to see ZIP CLIP and its wide range of endless belts at the upcoming Agg1 / World of Asphalt Show in Nashville this March. AB
Quarry operator Loughnane Concrete uses BKT tyres on its loaders and dumpers that are made of a special cut-resistant compound that reduces wear and increases durability
State-of-the-art OTR tyres drive sustainability e orts
O -the-road tyre manufacturers are helping quarry operators and materials producers achieve sustainability goals with their latest products. Liam McLoughlin reports
Loughnane Concrete says that respect for the environment and inclusion are values at the core of its success. The Irish company has relied on BKT tyres to increase the safety, stability and comfort of its equipment, considering these features imperative factors - especially in highly complex settings such as quarries.
Established in the 1950s for the purpose of supplying sand and gravel to the local Irish market, the company now owns a quarry and concrete plant: a 65-acre site in the heart of Ireland, in Birr in County Offaly, which is faced with complex challenges and dif cult weather and landscape conditions on a daily basis.
Christy Loughnane, MD at Loughnane Concrete, has been at the centre of the company becoming an established business in Ireland that provides a wide range of products such as block- and ready-mix concrete, sand, gravel, and quarry stone aggregates as well as urban paving and construction materials.
In the quarry where Loughnane operates it is essential to have reliable equipment and means that meet all safety requirements without compromising productivity, whilst being able to minimise downtime. It has therefore invested heavily in state-of-the-art machinery, and maintenance operations, and it is where tyres from India-headquartered BKT - which are known for their performance in terms of traction, grip, stability, and durability - come into play.
"We mainly use three loaders and four dumpers for our operations, but this is an environment that puts a strain on our equipment in all aspects," says Loughnane.
"So, on the suggestion of our distributor well over 10 years ago now, we decided to rely on speci c BKT tyres for the mining sector. Today, we can say that we are extremely satis ed with their performance and the high quality of the BKT products."
Loughnane Concrete has speci cally chosen tyres from the EARTHMAX range: EARTHMAX SR 50, made of a special cut-resistant compound that reduces wear while ensuring increased durability; EARTHMAX SR 30, which offers excellent traction, stability, and durability thanks to multi-ply steel belts and a rigid block design; and nally, for transport, loading and grading
applications, EARTHMAX SR 41 providing many hours of operation as well as puncture resistance, and comfort.
Besides ensuring the safety of its operations and working environment, Loughnane Concrete puts another major issue at the centre of its business activities, namely sustainability - in line with the green-energy transition process undertaken by Offaly County as a whole. The company is a supplier of road materials for the construction of wind turbines that will contribute to the creation of several wind farms. But that's not all. "What we do is trying to play our part by collecting the water
Loughnane Concrete heavy-equipment operator
Rachel Dermody
A LONG WAY TOGETHER
WHEREVER YOU ARE, BKT IS WITH YOU
No matter how challenging your needs, BKT is with you offering an extensive product portfolio for every field such as agriculture, OTR and industrial applications.
BKT provides concrete, reliable and high-quality solutions to your requests and working needs. Wherever you are, BKT is with you.
that comes out of the construction site in special basins to be reused in our material cleaning plant. The water employed for the cleaning process is then pumped into settling ponds and reused again. We care about the environment around us and the well-being of the people who live in this area," Christy Loughnane says.
Despite a historically male-dominated environment, Loughnane Concrete says it has also championed inclusion by welcoming the arrival of Rachel Dermody, who has been part of the company for ve years. She is quali ed in driving heavy equipment such as dump trucks and loaders and is currently practising for her excavator driver's licence. "I think the biggest challenge has been with myself, especially because not everyone is used to seeing a woman in such work settings. But as soon as you start to feel comfortable in your job, then it all gets easier,” she says. “I believe that anyone having both persistence and determination can do it.”
Italy-based off-the-road (OTR) retread specialist Marangoni has won three categories at the Recircle Awards 2023 event which recognises companies in the retreading and recycling sector for their contribution to the circular economy.
Marangoni has now won three times at the prestigious event and says it is building on the sustainability successes it has had in recent years.
This growing commitment re ects the dedicated work of companies and individuals to drive the circular economy forward and highlight the industry’s shared commitment to resource-ef cient practices.
Marangoni took rst place in the following categories: Best Company Director – Matthias Leppert; Best OTR Retreader; Best Truck & Bus Retreader.
Company COO Matthias Leppert commented: “We are very proud of the recognition Marangoni has received. We accept the awards for Best Retreader on behalf of our customers, whose trust in the quality of our products, especially the
Ringtread System, and services has made our success possible."
Marangoni group chairman Vittorio Marangoni said: “As a supporter of the Recircle Awards since its inception, we are proud to be part of this prestigious event that celebrates progress in the circular economy. Together we will promote a sustainable future.”
The winners of the Recircle Awards were presented with their trophies at the awards ceremony on 16 November 2023 in Bologna during the Recircle Awards and Future of Retreading and Recycling Conference, which was held at Futurmotive Expo & Talks.
OTR manufacturer Continental has successfully enhanced its material-handling tyre portfolio with its updated ContiPT18 solid tyre.
Tread-wear indicators provide information about the tyre's condition and indicate when the tread no longer meets the minimum depth. Furthermore, Continental has announced eight new tyre sizes, which will be available in the second quarter of 2024.
The ContiPT18 solid tyre is known for its performance and energy ef ciency. Used primarily in intralogistics, the product line is designed for indoor and outdoor use on any surface and is suitable for the highest demands and applications in three-shift operation.
The new tread-wear indicator can be seen on both sidewalls of the tyre, making it quicker and easier to determine the right time to change a tyre. This can reduce overall operating costs by maximising tyre utilisation and contributing to greater sustainability.
“With the new ContiPT18, we have developed a tyre that not only offers outstanding performance and energy ef ciency but also contributes to greater operating safety and ef ciency,” says Matthias-Stephan Müller, product manager for material-handling tyres at Continental Specialty Tires. All ContiPT18 tyres are also available in non-marking versions.
Müller adds that the ContiPT18 offers maximum performance due to its two-stage design. “Thanks to the modern tyre compounds we use, heat generation is low while wear resistance is high,” he says. This results in high mileage combined with low rolling resistance. The tread provides grip and optimised transmission of lateral forces, even with heavy loads.
In a separate announcement, Continental has appointed Gerd Bartels as the new head of its specialty tyres business area. Effective November 1 2023, the 55-year-old is now responsible for business with tyre solutions and services for various industrial applications, two-wheelers and racing tyres. Bartels joined Continental in 1994 and succeeds Wolfgang Thomale, recently appointed head of the surface solutions business area in Continental's industrial group sector.
"Gerd Bartels is a proven tyre specialist. His almost 30 years of international experience in a wide variety of roles at Continental will stand him in good stead for his new responsibilities,” says Christian Kötz, a member of the executive board of Continental and head of tyres.
Yokohama Off-Highway Tires is launching two new, deep-tread L-5 Galaxy radial wheeled loader/dozer tyres to provide construction, quarry and mining operators with tough performers in both hard rock and muddy surfaces.
The all-steel Galaxy LDSR 500 and Galaxy LDSR 510 radial L-5s both feature extra-deep tread with cut-resistant compound, top-ofclass tread rubber depth for longer wear, high turn-up construction that reinforces their sidewalls for stability and comfort, buttressed shoulders and hefty two-star load ratings.
The Galaxy LDSR 500 radial features a gear lug pattern for work at the mine face or in rocky conditions, while the Galaxy LDSR 510 radial has a deep bar lug pattern for outstanding traction in mud and sand. Additional sizes for the LDSR 500 and LDSR 510, including 29-inch tyres, will be coming soon. AB
Yokohama’s new Galaxy LDSR 500 radial is suited for wheeled loaders in rocky conditions
Marangoni has won three categories at the latest Recircle Awards
Gerd Bartels is the new head of Continental’s specialty tyres business
The concrete sector generates 8% of global CO2 emissions, more than aviation and shipping combined
Global concrete players firm up their net-zero roadmap
The global concrete and cement production sector has seen major recent announcements around emissions as the industry plots its path to a net-zero future. Liam McLoughlin reports
Ten of the world’s largest concrete companies and cement plants, including Heidelberg Materials, Cemex and Holcim, have joined architects, engineers, and construction rms in a collective acknowledgement for action on climate change.
The major producers are supporting the work of the Mission Possible Partnership (MPP) which has developed a new strategy with industry input that sets out milestones and commitments needed by government, industry and investors over the next 25 years to make net-zero emissions concrete and cement a reality.
The concrete sector generates 8% of global CO2 emissions, more than aviation and shipping combined. MPP says the challenge of increasing emissions is becoming more urgent as concrete and cement production is increasing to meet global needs. Without ef ciency gains, demand for cement is projected to increase by 50% by 2050.
The MPP’s ‘Making Net Zero Concrete and Cement Possible’ strategy sets out to show, through its Net Zero scenario, how the sector can reach net-zero GHG emissions and comply with a 1.5°C target if urgent action is taken across all three groups of levers:
• 22% emissions reduction can be achieved on the demand side through ef ciency improvements in construction and design, reducing the volume of concrete needed without compromising safety or durability.
• 25% reduction can be achieved in process emissions on the supply side by deploying Supplementary Cementing Materials (SCMs) to decrease the use of clinker; whilst bringing alternative chemistries to commercial stage.
• 53% of emissions can be reduced, eliminated or captured through a combination of fuel switch, power-sector decarbonisation and carbon capture utilisation and storage (CCUS).
The MPP says that CCUS currently has the largest emissions-saving potential of all available technologies, and 33-45 new CCUS plants with an annual capacity of 80 megatonnes (Mt) of CO2 must be in operation by 2030 for the industry to stay within its carbon budget. However, new data from
MPP’s tracking of green industrial projects – released by MPP for COP28 – shows that the current pipeline falls short as projects struggle to reach nal investment decisions. Fifteen plants have so far reached this critical point.
The partnership is calling for immediate action across the concrete-production value chain from industry, governments and nancial institutions worldwide to create an enabling environment for innovation and decarbonisation. Its roadmap details actions needed in the short and long term to rapidly decarbonise the sector.
The MPP has set out three nearterm objectives to be achieved by 2025: Governments permitting increased use of SCMs and using procurement power to bring about deployment; Concrete demand reduces by 4% compared with business-as-usual; CO2 transport and storage plans in place and construction started across three regions.
Cemex CEO Fernando Gonzalez commented on the initiative: “There is much to be done on the road to Net Zero, and we need the collaboration of public and private sector to achieve the regulatory changes necessary to accelerate the transition.”
Miljan Gutovic, Holcim region head Europe (who takes over from Jan Jenisch as Holcim CEO in May), said: “The MPP sector transition strategies provide a pathway showcasing how companies and policymakers can collaborate to accelerate decarbonisation”
Dominik von Achten, CEO of Heidelberg Materials and chairman of MPP Concrete Action for Climate, stated of the strategy: “It emphasises the need for strong collaboration
Miljan Gutovic, Holcim head of Europe, and now announced as the new Holcim CEO
of all actors along our value chain and underscores the essential policy levers that are crucial for assisting us on our path to achieving net-zero emissions.”
In the same month (December 2023) as the MPP industry strategy was published, it was announced that a deal has been made for the rst time at the COP28 UN climate summit, which agrees to countries moving away from the use of fossil fuels. The agreement was reached after days of negotiations in Dubai. The text recognises the need for deep, rapid and sustained reductions if humanity is to limit temperature rises to 1.5C above pre-industrial levels.
The commitments made by Canada, Germany, the United Kingdom, and the United States, member countries of the Industrial Deep Decarbonisation Initiative (IDDI), include adopting timebound commitments to procure low-emission cement, concrete, and steel.
Industry organisations the World Cement Association and the Global Cement and Concrete Association both welcomed the COP28 deal.
In the Philippines, two Lintec & Linhoff Eurotec ECO120 concrete batching plants, along with a CIP12 chilled water plant and SIM40 ake ice plant, have been installed to support work on a 16km section of the major Malolos-Clark Railway Project (MCRP).
The 53.1km MCRP will leverage cuttingedge technology to create an elevated railway – to minimise disruption and ood risks in local communities – and provide the rst rail link to connect major cities in the Central Luzon region with Clark International Airport (CRK), approximately 90km north of Manila.
The PHP33.7bn Package 2 section contract was awarded to a joint venture of Acciona Construction Philippines and the South Korean group Daelim Industrial. As Acciona’s largest-ever contract in the country, with a total of 6,186 45-tonne and 2.5m-long precast segments required, the ability to consistently produce large volumes of high-strength and low-temperature concrete in such a humid climate was crucial.
The Eurotec plants’ installation at Clark and San Fernando, Pampanga (at either end of the section) was concluded earlier this year to support the construction of a 16km viaduct, tunnel cut and cover, and three stations in Minalin, Santo Tomas and San Fernando. Several months later, the plants are already
proving an ability to handle a combination of high demand and tough working conditions, according to Jose Luis Masero, plant and equipment manager, Acciona Construction Philippines.
“The Eurotec plants are in daily operation, usually 12 hours a day,” he explained. “It’s not unusual for both of the ECO120 plants to be operating at maximum capacity.”
As the largest capacity plant in the ECO series, the ECO120 produces up to 120 m3/h of ready-mix concrete in 3m3 batches, accurately weighing up to 2000 kg of cement and 750 kg of water at a time with the aid of load cells. This is then ef ciently blended using an extremely durable and ef cient twin-shaft mixer under the guidance of a user-friendly process-control system to guarantee a repeatable, consistent mix.
“Due to the very hot weather where the average daytime temperatures in the region rarely drop below 30°C, one of the most critical aspects was ensuring we meet the temperature requirements for consistent concrete production,” added Jose. “That was why we also installed Eurotec chilled water and ake ice plants on site.”
Australia-based Mendi Group has been operating for 63 years in the state of Queensland, and is a second-generation local-family business. CAMM Quarries, one of the many businesses under its umbrella, has seen impressive results from the deployment of a pugmill from Northern Irish company Rapid International.
When CAMM Quarries rst entered the quarrying business, it faced a signi cant challenge – its existing pugmill lacked the capability to deliver a quality end product consistently. To supply top-tier quality cement-treated road base to the construction industry, it needed a reliable and ef cient solution.
When Mendi Group MD Jeff Doyle identi ed a demand for high-quality cementtreated road-base material, his choice was the Rapidmix 400CW.
CAMM Quarries says the Rapidmix 400CW provides reliability, consistency and productivity in its operations. Its ambition was to become Townsville’s preferred supplier of reliable cement-treated road-base material.
CAMM’s long-standing relationship with Rapid’s Australian dealer partner, Lincom Group, and the exceptional after-sales
support weighed heavily in favour of the Rapidmix 400CW. A major draw for CAMM was the Rapidmix 400CW’s remarkable reliability, substantial tonnage capacity, and outstanding output ef ciency. The equipment’s ability to constantly deliver the desired performance was crucial to their operations.
Moreover, the aggregate hopper with a variable-speed belt feeder offers precise control over the ow of base material, contributing to the consistency of their mixes. The onboard cement/binder silo provides convenient access to the binding agent required for their operations, streamlining the mixing process.
The onboard water system ensures a continuous supply of water, crucial for maintaining the ideal moisture content in their mixes. The twin-shaft continuous mixer thoroughly blends materials, further enhancing the quality of the end products. Lastly, the out-loading conveyor facilitates the seamless transport of mixed materials from the mixing chamber to trucks, increasing operational ef ciency.
Upon acquiring the Rapidmix 400CW, Lincom Group arranged an OEM technician to provide on-site assistance with commissioning and training. This hands-on support was invaluable, upskilling CAMM Quarries’ team members and ensuring they could fully harness the equipment’s potential.
CAMM Quarries took additional steps to enhance the user-friendliness of the Rapidmix 400CW. It established an air-conditioned control room adjacent to the equipment, streamlining operations, maintaining cleanliness, and preserving its pristine condition.
CAMM Quarries predominantly uses the Rapidmix 400CW to introduce cement powder into its road-base materials. The equipment’s accuracy is a standout feature, consistently meeting their speci cations and tolerances.
Doyle praises the equipment’s performance, highlighting that subcontractor truck drivers experience signi cantly reduced loading times compared to other quarries. The Rapidmix 400CW steadily delivers exceptional performance, enabling the quarry to produce up to 2,200 tonnes of material daily, with trucks lining up for immediate loading. “It’s probably one of the best quality bits of gear I’ve bought” he added. AB
Lintec & Linho Eurotec concrete plants are supporting the huge Malolos-Clark Railway Project in the Philippines
A Rapid mobile continuous mixing plant is helping CAMM Quarries supply high-quality cement-treated road-base material in Australia
The art of the crushing & screening plant deal
The recent Powerscreen World Dealer Conference in Varese, Italy, included a panel discussion involving senior representatives from six major Powerscreen dealers who o ered a great insight into how they work and the evolution of quarry plant customer needs and expectations. Guy Woodford listened in
You can have the best crushers and screeners in the world, but you won’t get far in the highly competitive global market if you can't sell or rent them. This makes the role of the original equipment manufacturer (OEM) dealer and the work of each member of its team vital.
At the Powerscreen World Dealer Conference, Owen Smyth, Powerscreen’s North American sales director, and Philip Wilson, Powerscreen regional sales manager, were joined on stage by Stephen Watterson and Darren ‘Barney’ Smith from Lincom Group (Australia); Sean McGeary from Blue Group (UK); Cathal Sheelan of Powerscreen New England (USA); Peter Voolstra from Van der Spek (Netherlands); Alan Coalter and Aaron Fox, of Powerscreen Crushing & Screening (Louisville, Kentucky, USA); and Ian Williamson from Powerscreen Mid Atlantic (North & South Carolina, Virginia and West Virginia, USA).
To kick off the panel discussion, Smyth asks how someone is brought into a Powerscreen dealership and trained up. “We put our newbies in the machine workshop rst to learn what the machines do, and we’d keep them there for six months, then have them do the following six months on the road with the plant-servicing teams. After that, we would put them in the dealer of ce close to our machine workshop and see if they are doing things right and train them on the job,” says Coalter, president of Powerscreen Crushing
& Screening. “If you hire a salesperson, you have to be prepared that they might not make you any money for 18 months to two years.”
Watterson, director of Lincom Group, adds: “Most of our sales team have come up through the ranks as service engineers. They started in the workshop and, over time, morphed into service engineers, spending four or more years on the road xing machines. They build a rapport with the customer and know the machines and the areas they are working in; they are on the path to being a salesman.”
“We've got sales guys who used to be on the tools and are very technically competent,” says McGeary. “Sales guys that lack a bit of technical competency make up for it with charisma that helps them tremendously in their role. All our guys have been with us for a long time. We don't have a high turnover of sales staff. You look after them as an employer; they work in a fun industry that never has a dull moment. They are also well remunerated and believe in what they do.”
Asked by Philip Wilson how dealers approach aftersales customer support, Aaron Fox, service engineer at Powerscreen Crushing & Screening, says: “We have a phone number that we give out to the customer. A human being will answer the customer’s call. We don't want to put them on hold or divert their calls. You're going to talk to one of our people. The call handler will have worked with us for years, and the problem can be troubleshooted over
the phone and advice given. If they need replacement parts, they will be dispatched as soon as possible. The call handler can also schedule a machine-servicing visit from one of our on-the-road service engineers.”
“If you don't support the machines, especially in the rental game, the customers will go elsewhere,” says Williamson, Powerscreen Mid Atlantic vice president. “As long as you've got someone there trying to x a problem in a timely manner, then the customer is normally happy. For our rental business, getting the machine back up and running is a big nancial thing: if it’s down for three days, you must give the customer three days of credit. It can cost us a lot of money.”
Voolstra of Van der Spek adds: “A customer getting through to someone on the phone who can understand the problem and quickly send a technician with some parts to help is a big thing. We have one person with 18 years' experience of helping like this. They know what they are talking about and can get someone on-site to get things done.”
Stressing the critical importance of good personal relationships between a dealer and customer, McGeary says: “We like to integrate our business with our customer’s business, so we know our nance team is talking to their nance team, and our service engineers are talking to their machine technicians. It's the same on the spare parts side. If you can establish this integrated way of working, it becomes very dif cult for the customer to go elsewhere.
stage at the Powerscreen World Dealer Conference. Pic: Powerscreen
“The first [dealer-to-customer] call is important, but it's probably not as important as the last call [that closes a deal]. You should try to be creative and work out a deal that works for everybody.”
“You have to earn the customers,” emphasises Coalter. “if you've previously sold machines to the customer and done the right thing around servicing, replacement parts and other areas, you'll get their loyalty. You know our business. It doesn't finish at 5pm. When the phone rings, you have to answer it! It's a 24-hour-a-day lifestyle for a dealer and customer. If the customer calls, and you answer that call, you're probably one step ahead of the competition.”
“We always look to have technicians positioned locally to customers, who have that inside knowledge and can be contacted at any time,” says Voolstra. “Customers’ expectations change over time. They expect more today than they did like ten years ago. They expect an answer to their problem and get one.”
Asked by Wilson how dealers market themselves to new and existing customers, McGeary says it’s getting a bigger part of Blue Machinery (Central) and the wider Blue Group’s business. “It’s an area of the business that requires some real investment. There’s the corporate image, corporate identity and everything related to that, then the website and social media. It’s a complex world that feels like it will get more complex. It’s about maximising our returns from all the different platforms.
LEFT: The global crushing and screening machine rental market was a key topic during the panel discussion BELOW: Powerscreen World Dealer Conference attendees enjoying Irish music during a special dealer awards evening Pic: Powerscreen
didn’t want to do unpaid demonstrations, so machine rental kind of caught on. Then our competitors started doing it as well.
Williamson’s observation, Smith says successful rental agreements over several months often lead to new machine sales.
“Professional [machine operation] videos would go well on YouTube, and you can be very structured in how you organise your YouTube channel. The professional-type videos you run on YouTube don't seem to have the same impact on platforms like Instagram or TikTok, which are more about rough-and-ready mobile phone footage of somebody at the coalface fixing a problem.”
“For us, LinkedIn and Facebook are our best social media for interacting with the market,” says Watterson. “Marketing is very important for any business. We made a decision five years ago to employ a full-time marketing person. It is a full-time job to do a lot of things across a multitude of platforms. It’s a great way of promoting any field or demo days you've done or are doing.”
Focusing on the global crushing and screening machine rental market, Powerscreen’s Smyth notes that it can vary significantly between regions, with some having a vibrant rental customer base of 20 to 30 years or more, while others barely see any rental demand. He asks how dealers should approach this side of their work.
“We got into the rental business over 20 years ago, and, at the time, we were the only dealers in our region who were renting crushing and screening equipment,” explains Williamson of Powerscreen Mid Atlantic. “We mainly did it because many customers were asking for demonstrations. They wanted to try a machine out for a couple of hours a day for a few days. We
“The biggest thing you've got to be aware of if you get into the rental business is the service and support. We have a team of service engineers and a [machine] lube guy on the road. We also have a belt guy on the road installing [crushing and screening machine] belts. Then we have guys in our machine shop focused on rental machine customers. I have a rental customer priority sheet based on requirements that I’m regularly updating, sometimes daily.”
Smyth asks the dealer panel whether they’d rent machines to any customer who asked for a rental deal; Sheelan replies: “No. You have to go to the customer site and see what's there. Is there enough material there to run a rental machine fleet? If not, you must be honest and tell them why not to rent in this instance.
“For some rental customers, our sales guys set the machine up and show how to run it. Then, they go back once or twice a week to check how the machine runs. This generally keeps any potential damage down.
“Other rental customers order new machines every year, sometimes twice yearly. They can set up the machines and start using them before our salespeople return the following week to check their progress.
“A lot of our sales come from what were originally rental customers. A customer may rent a machine for a month and then pick up another job, then another. Buying the machine outright becomes a no-brainer, so we work out a finance agreement with the customer and do a deal.”
Darren ‘Barney’ Smith says the financial returns on renting out Lincom Group’s strong rental machine fleet can be good. Echoing
The dealers’ take on the crushing and screening rental business concluded the just over 30-minute panel discussion. Dealers' vital work was further recognised during the Powerscreen World Dealer Conference, with several longtime successful Powerscreen dealers rewarded for their exceptional work during a special awards evening.
Italian dealer Impianti Industriali scooped the coveted Global Dealer of the Year Award.
The evening also saw the introduction of the new Pat Mallon Service Award – honouring former Powerscreen team member Pat Mallon, who sadly passed away in 2021. AB
The full list of award winners: Best Global Newcomer – Agder Gruppen; Global Leader in Marketing – Blue Group; Global Leader in Training Engagement – Powerscreen Crushing & Screening; Global Leader in Spare Parts Support – Blue Spares; Pat Mallon Service Award –Dirar ‘Shaggy’ Jomar (Powerscreen HQ); Pat Mallon Service Award – Declan McGlinchey (Powerscreen of Florida); Powerscreen Regional Dealer of the Year, Australia & Asia – Lincom Group; Powerscreen Regional Dealer of the Year, Middle East & Africa – Abdul Latif Jameel; Powerscreen Regional Dealer of the Year, South America – Komatsu-Mitsui; Powerscreen Regional Dealer of the Year, Europe – Impianti Industriali; Powerscreen Regional Dealer of the Year, North America – Powerscreen Crushing & Screening; Powerscreen Global Dealer of the Year – Impianti Industriali
Equipment springtime in Paris
Intermat 2024 in Paris (24-27 April), the biggest exhibition this year for the global construction, quarrying, recycling and demolition equipment industries, is shaping up to be a must-attend event, with a diverse range of exhibitors showing their new and latest product ranges to thousands of attendees from across Europe and further afield. Guy Woodford and Mike Woof report on some of the standout equipment and linked technology that will be on show
Cummins is unveiling a new fuelagnostic version of its 6.7-litre engine that can run on hydrogen. Laurent Divito from the rm said: “It’s still a combustion engine, so there’s a lot of commonality with components.”
The B6.7H marks a signi cant development project for Cummins. Divito commented: “This new engine is part of our Destination Zero policy. Our agnostic engine will be available in 2030.”
He said that the hydrogen engine is a key development for the future and commented, “It can be seen as a transition to the fuel cell because it will use the same tank and infrastructure.”
Fuel types will be important, and he added, “The next generation of Stage 6 engines will be fuel agnostic. This could be available for off-highway use.”
Another key innovation from Cummins is its partnership with NPROXX, which provides an ef cient fuel-delivery system and high-pressure fuel storage for hydrogen. The latest tank design now stores hydrogen at up to 700bars, which Divito said is becoming standard in markets such as the transport sector, where this fuel is beginning to be used. The increase in pressure allows for a signi cant gain in capacity, boosting running time. He added, “The engine is running at 10bars.”
However, the new tank is only part of the answer to fuelling, and Divito said there is still a long way to go in developing the infrastructure for hydrogen-fuelled machines. “We need more hydrogen-powered equipment in the market. You need to have fuel availability.”
He commented that fuel cell power systems will take further development to suit the rigorous construction and quarrying machinery environments. The fuel cell systems also require much cleaner facilities for their production so that costs will remain high for some time. The advantage of internal combustion engines running on hydrogen is that they utilise a great deal of proven technology and already feature the ruggedness and durability required for these challenging work environments.
With the MOBIREX MR 100(i) NEO / NEOe mobile impact crusher, Kleemann presents the rst member of its new family of compact crushers. The machine is ef cient, powerful and extremely exible – and the NEOe version makes all-electric operation a viable option.
Thanks to its compact dimensions and low transport weight, the MOBIREX MR 100(i) NEO/NEOe can be used exibly and quickly in various applications. Operation in tight spaces on work sites or in frequently changing places of work is easily possible. Applications range from different recycling jobs, such as processing concrete, rubble, and asphalt, to processing soft to mediumhard natural stone.
The new impact crusher from Wirtgen Group company Kleemann can be run all-electrically with the drive concept E-DRIVE and, thus, locally, free of CO2 emissions [MR 100(i) NEOe]. Alternatively, the machine is available with the tried-andtested diesel-direct drive D-DRIVE.
Very high product quality is expected from an impact crusher, and this is precisely what the MOBIREX MR 100(i) NEO / NEOe delivers. This is guaranteed by the powerful crushing unit with its four-ledged rotor with a large impact range and versatile rotor ledge
Kleemann’s MOBIREX MR 100(i) NEO / NEOe mobile impact crusher
Cummins is unveiling a new fuel-agnostic version of its 6.7-litre engine that can run on hydrogen
options and by the four m², optional, singledeck secondary screening unit. This makes it possible to produce a classified final grain size. Through the use of an optional wind sifter, the final product quality can be additionally increased.
Thanks to a SPECTIVE operating unit specially tuned to the functions, the MR 100(i) NEO / NEOe operation is simple and intuitive. With SPECTIVE CONNECT, operators have all relevant data on speed, consumption values, and fill levels at their fingertips on a smartphone or tablet and prepared in a clearly arranged manner. SPECTIVE CONNECT also offers detailed troubleshooting aids to assist with service and maintenance. A unique feature in this machine class is the fully automatic crusher gap adjustment and zero-point determination. Zero-point determination compensates for wear during crusher start and retains a homogeneous crushing product.
Starting this year, the MOBIREX MR 100(i) NEO/NEOe will be introduced gradually in Europe and North America.
Hitachi Construction Machinery (Europe) (HCME) is introducing the ZW310-7, a larger next-generation wheeled loader from its Stage V-compliant range.
Designed to put operators in complete control of their workspace, with claimed industry-leading safety features and unrivalled comfort in the cab, ZW310-7 HCME says owners will feel in total control of their profit due to its powerful performance, low total cost
Develon is presenting the latest developments in the technology-based solution in an updated version called Concept-X 2.0
Further supporting these gains are remotemonitoring tools and services provided by HCME.
The new ZW310-7 is the safest machine in the market, says HCME, with superb all-around visibility and intelligent systems. With the Aerial Angle camera system, operators have an exceptional 270-degree bird’s-eye view of the job site. The rear obstacle-detection and warning system alerts them immediately if anything is close to the rear of the machine.
After working a full shift in the spacious, fully redesigned cab, operators will feel less tired and more satisfied with their ability to work more productively. The ZW310-7 epitomises the ultimate in comfort, with some of the lowest noise and vibration levels in the market.
Develon unveiled Concept-X in 2019 as the world’s first automated construction solution. At a demonstration of Concept-X in South Korea in the same year, attendees witnessed autonomous construction equipment performing everyday job site tasks. Now, Develon is presenting the latest developments in the technologybased solution in an updated version called Concept-X 2.0.
The Concept-X 2.0 autonomous construction equipment involved in these developments includes the DD100-CX dozer and DX225-CX crawler excavator. Both machines feature a new cabinless design and a linear core design language. Among the new updates being demonstrated to the market are autonomous driving and blade control based on global navigation satellite system (GNSS), automated 3D grading with tiltrotator accessory, enhanced machinelearning-based auto digging and loading, integrated work-planning algorithm applied, and advanced E-Stop safety technology.
LiuGong is unveiling the Chinese off-highway equipment giant’s eye-catching BEV (battery-electric vehicle) capability.
France remains at the heart of LiuGong’s growth strategy for Europe. In recent years, significant investment has been made in establishing a nationwide dealer network.
Comprising sixteen dealers, the network provides full sales and service support for the French construction industry.
“We are very excited to showcase our world-class BEV capability,” explains Samuel Broilliard, head of LiuGong operations in France. “We know that French customers are increasing looking for sustainable machine solutions, backed up by expert support and advice. China leads the world in BEV
Hitachi Construction Machinery (Europe) is showcasing the ZW310-7 wheeled loader
technology and LiuGong is a leader in China, so I am con dent that our customers will be impressed with our BEV expertise.”
New machines include 922FE and 9027FE excavators and the new 820TE and 856HE wheeled loaders. With their distinctive green livery, these machines share LiuGong’s Red Dot Award-winning design DNA and put the operator right at the heart of the machine.
Liuzhou-headquartered LiuGong says it is leading a revolution in BEV R&D and plans to launch over 40 BEV models by 2027, including new BEV excavators, wheeled loaders, telehandlers and access equipment.
Alongside LiuGong’s investments in France, the company has expanded its European operations with new regional of ces in Germany, Italy and Turkey. Major expansion plans are also in place for the UK with a new R&D Centre, proving ground, test area and Customer Solutions Centre.
Being showcased by Caterpillar’s longstanding French dealer, Bergerat Monnoyeur, Cat Command technology allows machines to operate conveniently and remotely from a safe workspace. This can be particularly useful in potentially hazardous environments or applications, such as working on unstable surfaces, demolition or skidding, or industrial sites. Cat Command is fully integrated with the machine's electronic and hydraulic systems for fast response and smooth control. Integrated technologies such as Payload, E-Fence and 2D/3D levelling assist operators in dif cult or repetitive applications to ensure the required ef ciency and the highest level of safety. The Cat control station has a universal design. It can control up to four types of construction equipment (backhoe, wheeled loader, bulldozer, skid-steer loader) without changing seats, joysticks or pedals.
Bergerat Monnoyeur is committed to supplying Cat customers with services based on full- eet digital connectivity, arti cial intelligence and augmented reality.
These new technologies offer access to remote diagnostics, allowing for informed predictive and preventive maintenance. Customers can also access the Bergerat Monnoyeur customer area, an e-commerce site for spare parts and mixed eet data reports via VisionLink. The data is formatted by automatically sending a standard monthly report per machine with estimated fuel consumption, idle speed, carbon footprint and event code.
Thanks to this digitalisation of services, Bergerat Monnoyeur customers have the tools and support to help improve their productivity and reduce their fuel consumption and carbon footprint.
Drawing on a decade of experience and a deep understanding of the intelligent Machine Control system, Komatsu now offers Smart Construction 3D Machine Guidance kit as a simple and exible technological enhancement for a broad range of standard Komatsu machines and mixed eets.
The 3D Machine Guidance kit provides an accessible way to add 2D and 3D machine
Cat Command technology allows machines to operate conveniently and remotely from a safe workspace
Volvo CE Connected Map o ers complete visibility of the job site by giving a real-time visual overview of the position of each machine
guidance to any crawler or wheeled excavator from 13 to 120 tonnes.
The kit can be customised with various optional additions, such as a tilt bucket and couplers kit, a two-piece boom kit, a superlong front kit, and a SATEL radio kit. These options allow the kit better to accommodate each customer's machine con gurations and operating conditions.
Developed by Komatsu for Smart Construction to the same strict standards as their renowned yellow machines, the 3D Machine Guidance kit hardware components provide customers with guaranteed reliable quality and performance.
Consistent with Komatsu's ongoing dedication to improving job site safety, a 3D safety-zone feature has been integrated into the system. This allows customers to create and import avoidance zones. The feature serves as a preventive strategy, sending alerts to operators when they are near hazards such as powerlines, underground utilities, walkways, or public roads.
The 3D Machine Guidance kit's automatic le conversion is compatible with the most common design le formats. This ensures a seamless integration with customers' existing 3D systems from different manufacturers.
In addition to the standard machine guidance functionality, the 3D Machine Guidance kit has an integrated payload meter option for Komatsu machines. This feature allows for dynamic material weighing, eliminating the need for manual checks and interruptions. This boosts productivity by ensuring each truck is loaded to its optimal capacity without risking overload.
Besides being a standard 3D GNSS system, the kit is integrated into the Smart Construction suite as a rst step towards optimising the earthmoving process (DX). It works as an IoT tool automatically collecting terrain and payload data, which can be visualised and analysed using Smart Construction solutions and expert advice.
Volvo Construction Equipment’s (Volvo CE) Connected Map provides complete visibility of the job site by giving a real-time
Connected Map will display many typical site features and landmarks, including roads to help operators navigate the site, loading zones, unloading zones, speed zones and restricted areas. Points of interest such as of ces, workshops, and service stations can also be visualised, which is particularly useful visual overview of the position of every machine, vehicle and visitor on a customer's site. The intelligent positioning service can be accessed by all site personnel, both in the machine (via Volvo Co-Pilot or an Android/ iOS device) and in the of ce (via the Of ce portal).
These dates were correct at the time of going to press, but please note that the COVID-19 pandemic means some events may be rescheduled with little advance notice
for new or temporary operators. Single-lane (narrow road) sections can be de ned as warning the operator if another machine is approaching in a single-lane section, helping to avoid traf c jams.
Connected Map users can also stay informed about the location of their machines, thanks to Connected Map's search functionality, which will search and nd users or machines in real time, with the machine's last position visible for 30 days. Away from the of ce, Connected Map makes it easier for the operator to familiarise themselves with the site and know where everyone is, including visitors, helping to facilitate a simpler, safer and less stressful operation.
Liebherr is showcasing the TA 230 Litronic articulated dump truck. The powerful off-terrain machine is designed for operational ef ciency in the extraction industry and when transporting excavated material. The articulated dump trucks are also a useful assistant for larger infrastructure projects. Liebherr offers numerous cutting-edge driver-assistance systems for the TA 230, which support the machine operator and, in turn, increase productivity and safety. One example is the innovative weighing device, installed as standard, which registers the loaded weight in real time. AB