Aggregates Business International is available on subscription. Email subs@ropl.com for further details. Subscription records are maintained at Route One Publishing Ltd.
SUBSCRIPTION / READER ENQUIRIES TO:
Data, Route One Publishing Ltd, Waterbridge Court, 50 Spital Street, Dartford, Kent DA1 2DT, UK
TEL: +44 (0) 1322 612079 FAX: +44 (0) 1322 788063
EMAIL: data@ropl.com
No part of this publication may be reproduced in any form whatsoever without the express written permission of the publisher. Contributors are encouraged to express their personal and professional opinions in this publication, and accordingly views expressed herein are not necessarily the views of Route One Publishing Ltd. From time to time statements and claims are made by the manufacturers and their representatives in respect of their products and services. Whilst reasonable steps are taken to check their accuracy at the time of going to press, the publisher cannot be held liable for their validity and accuracy.
AGGREGATES BUSINESS EUROPE USPS: is published six times a year. Airfreight and mailing in the USA by agent named WN Shipping USA, 156-15, 146th Avenue, 2nd Floor, Jamaica, NY 11434, USA.
PERIODICALS POSTAGE PAID AT BROOKLYN, NY 11256
US POSTMASTER: Send address changes to Aggregates Business Europe, WN Shipping USA, 156-15, 146th Avenue, 2nd Floor, Jamaica, NY 11434, USA
Air Business Ltd is acting as our mailing agent
PRINT: ISSN 2051-5766
ONLINE: ISSN 2057-3405
PRINTED BY: Warners (Midlands) PLC
DAggregates sector recovery underway as COVID-19 storm clears
espite its birth in a COVID-19 storm, Metso Outotec, which began trading on 1 July 2020, could not be better placed to capitalise as global aggregates and mined minerals demand returns.
The new venture is in great financial shape. Combined Metso and Outotec sales stood at €4.2 billion in 2019 (including the impact of Metso’s late-2019-completed acquisition of crushing and screening equipment maker McCloskey International). The new company which is staffed by more than 15,000 employees, of more than 80 nationalities, will have a presence in more than 50 countries worldwide, and be able to draw on 150 years of expertise in mining and metals.
Speaking to Aggregates Business shortly before Metso Outotec’s official launch, Pekka Vauramo, the new company’s president and CEO, described the impact that the coronavirus pandemic had had on the start of trading preparations. It was particularly interesting to learn how the new business had overcome a myriad of COVID-19-linked challenges.
“The coronavirus was initially a shock for everyone, especially to the aggregates business. This was particularly felt in the first four weeks from mid-March to the middle of April,” said Vauramo. “Business has recovered, but we have not reached pre-COVID-19 levels. You could see from looking at Metso machine telematics-generated data that crushing and screening production was down something like 20% between mid-March and around mid-May.
“The integration work around the launch of Metso Outotec has been done remotely. We were already very used to holding online virtual meetings, but COVID-19 has brought forward the business case for remote working. For example, as a result of the pandemic, we are developing an app around technical plant support which we are currently piloting with certain customers.”
It struck me talking to Vauramo and Markku Simula, Metso Outotec’s aggregates business area president, that if remote working had proved a great success in the lead up to the launch of such a significant new aggregates
sector venture, then it could easily become more commonplace within other multinational as well as smaller aggregates industry businesses worldwide. With that in mind, I will be keenly following the market’s response to Metso Outotec’s technical plant-support app when it is made available to aggregates sector customers.
Forecasting the exact impact of COVID-19induced disruption on European aggregates demand is impossible at this stage. Still, the UEPG (European Aggregates Association) has been busy speaking to its members, including EU national industry associations, to try and get some idea of how 2020 and beyond will play out. I recently discussed the latest UEPG aggregates production forecast with a popular and highly respected industry veteran, Arnaud Colson. Now running an environmental consultancy in Paris after a 39-year career with Lafarge, Colson, who served as UEPG president from 2012 to 2015, gave a valuable indication of how the market will look by the end of 2020 and 2021.
“Overall, UEPG estimates there will be a 15.4% decrease in European aggregates production to 2.61 billion tonnes in 2020 compared to 2019. This would be comparable output to 2013. The UEPG estimates that production will rise to 2.71 billion tonnes in 2021, 3.7% up on 2020 volumes. In 2021, some countries are expected by UEPG to see a particularly notable recovery, including Spain +25%; France +15%; and Denmark and the Netherlands, rising by 10% and 15% respectively. Overall, however, there is a low degree of optimism about a wider economic recovery in 2021. After the crisis of 2008, there were five years of decline, then six years of recovery.”
Colson, who is also an ex-president of UNPG (the Association of French National Aggregates Producers) and a former vicepresident of UNICEM (the French National Union of Quarrying and Building Materials Industries), is optimistic about the long-term future of the European building materials and construction sectors. GW gwoodford@ropl.com
“A new start for the German aggregates and construction sectors as the country looks to get back to relative normality after COVID-19 disruption” ” p14
Stephens Scown’s Simon Trahair-Davies outlines the main methods developers can use to secure a site for mineral extraction without having to buy or lease it prior to obtaining the necessary consents
23 LOADING
The working prototype of a new 20-tonne excavator, powered by a hydrogen cell, is a potential game changer in the move to a zero-carbon quarrying sector
26 HAULING
Volvo Autonomous Solutions and BelAZ have both been developing new designs to advance the use of electric power in haulers
29 SCREENING BUCKETS & ATTACHMENTS
Three screening bucket & attachment manufacturers have been demonstrating their products’ flexibility and cost-efficiency in a variety of Europe-based projects
32 CONVEYORS – PART 2
Conveyor manufacturers offer increasingly innovative solutions for large and small to medium-sized building material suppliers
37 DEWATERING
Mine and quarry site operators have never had more choice when it comes to efficient and environmentally friendly dewatering equipment solutions, backed up by quality aftermarket support
42 TYRES – PART 2
BKT targets growth after demonstrating COVID-19 resilience
45 ASPHALT PLANTS
Environmentally friendly asphalt plants that also boost customers’ bottom lines are in demand
Metso Outotec CEO and president Pekka Vauramo & Metso Outotec aggregates business area president Markku Simula discuss the new company’s goals and ambitions
The German aggregates sector has proved robust during the COVID-19 pandemic, but could demand be hit as the country emerges from lockdown?
A south-west German family-run quarrying business is making big productivity gains thanks to a Caterpillar excavator and attachment
Firm foundations for rock-steady success
Metso Outotec was created on 1 July 2020, after Metso’s global Minerals business was combined with Outotec, a leading provider of process technologies and services for the world’s metals and mining, industrial water treatment, alternative energy, and chemical industries. Ahead of the company’s official launch, Guy Woodford spoke to Metso Outotec’s CEO and president, Pekka Vauramo, and the new venture’s aggregates business area president, Markku Simula
Metso Nordberg HP6 cone crushers being used for secondary crushing at Kyungboo Quarry, near Gimhae, South Korea
Metso Outotec begins its trading life on firm foundations. Equipped with Metso’s and Outotec’s impressive record of innovative premium plant and linked products in their respective sectors, joint commercial strength, identified cost and revenue synergies of over €250 million, and pooled expertise, the new business venture is set to quickly establish itself as a leading supplier of process technology, equipment and services for the global aggregates, mining and metals industries.
To emphasise the new business’s good health, combined Metso and Outotec sales stood at €4.2 billion in 2019 (including the impact of Metso’s late-2019-completed acquisition of crushing and screening equipment maker McCloskey International). The new company is staffed by more than 15,000 employees, of more than 80 nationalities. Metso Outotec will have a presence in more than 50 countries worldwide and be able to draw on 150 years of expertise in mining and metals.
Looking in more detail at the new venture’s combined sales, 26% are currently to aggregates customers, 61% to mining customers, and 13% to customers in the metals and recycling sectors. Geographically, 42% of sales are in EMEA (Europe, Middle East & Africa), 35% in the Americas, and 23% in Asia-Pacific.
Metso’s Flow Control business is not part of the new Metso Outotec business. The newly independent entity, which posted strong sales of €660 million in 2019, will trade under the familiar global valves market name of Neles.
The new Metso Outotec operation will consist of six business areas: Aggregates, providing crushing and screening equipment for the production of aggregates; Minerals, providing equipment and full plant solutions for minerals processing, covering comminution, separation and pumps; Metals,
providing processing solutions and equipment for metals refining and chemical processing; Recycling, providing equipment and services for metal and waste recycling; Services, providing spare parts, refurbishments and professional services for mining, metals and aggregates customers; Consumables, providing a comprehensive offering of wear parts for mining, metals and aggregates processes.
Joining business CEO and president Pekka Vauramo, and aggregates business area president, Markku Simula, in the Metso Outotec executive team are Stephan Kirsch, as president, Minerals, having served as president, Mining Equipment, at Metso. Jari Ålgars is president, Metals, switching from his current role as Outotec CFO (chief financial officer). Uffe Hansen has become president, Recycling, moving from his position as president, Recycling, at Metso. Former Outotec president and CEO, Markku Teräsvasara, is now Metso Outotec president, Services and deputy CEO. Sami Takaluoma has taken up the post of president, Consumables, having served as president, Minerals Consumables at Metso. Finally, Carita Himberg has been appointed senior vice president, Human Resources. Himberg joins Metso Outotec from Stora Enso, where she works as senior vice-president, Human Resources, in the packaging materials division. She will start in her new role, at the latest, before the end of the year.
Several function heads who will form part of the Metso Outotec executive team have also been appointed. Most notably, Eeva Sipilä will be chief financial officer (CFO) and deputy CEO. Sipilä had been serving as Metso CFO
and deputy CEO.
I am keen to discover where Metso Outotec sees its key sales markets and the type of equipment solutions that the new industry name believes will be in demand in the coming months and years.
Chinese aggregates demand currently accounts for almost half of the 50 billiontonne annual global aggregates demand. Furthermore, the Asia-Pacific region, including China, comprises two-thirds of the worldwide aggregates market.
As such, it’s no surprise that Markku Simula, Metso Outotec’s aggregates business area president, points to China and the rest of Asia as a key region for the new Helsinki, Finland-headquartered venture.
“I had a couple of interesting experiences when visiting Chinese quarries. At one really big CO2-free quarry, all the aggregates haul trucks were electric-powered trucks, and they were running all day long without having to charge their batteries. The quarry operated on a hill, and the trucks were loaded with material at the top, with the weight of the full loads creating enough energy on the downhill run to fully recharge their batteries. After unloading, the trucks were going back uphill empty, minimising battery use.
“I also saw models of quarries that had been landscaped to give the appearance of being under a cover. This would mean a regular busy quarry site could not be seen by anyone looking as close as half-a-kilometre away. China tends to be environmentally forward-thinking today. It is a tremendous change over the last couple of years. The general development of the Chinese quarrying industry is almost beyond imagination. The
The signing ceremony for the Metso Outotec combination agreement. Pictured left to right - in their roles at that time – are Markku Teräsvirta, president and CEO of Outotec; Matti Alahuhta, chairman of the board of Outotec; Mikael Lilius, chairman of the board of Metso; and Pekka Vauramo, Metso president and CEO
quarries there are getting really, really big. The American and European quarries tend to be much smaller in comparison.”
As separate businesses, Metso and Outotec had strong product innovation records thanks to a firm and well-funded focus on research and development (R&D). That is set to continue with Metso Outotec, which will include 230 R&D professionals in its ranks, working out of 30 R&D centres to co-create with customers the customised solutions they need. The new business venture already has over 8,200 patents on its equipment and technology.
So, what kind of aggregates processing plant and linked technology are we likely to see being introduced by Metso Outotec?
“Many customers’ workload is not constant. They are looking for versatile crushers for specific contract crushing and other aggregates processing work,” said Vauramo. “To help develop suitable plant for this and other kinds of customer need, we spend around €100 million each year on R&D. This is maybe three to four times what our next competitor is spending annually, based on what they have announced publicly. R&D is core business for us.”
Simula added: “Crushing operations all over the world are getting more mobile. As Pekka says, this is partly due to workload inconsistency. Mid-sized crushing plants have been around for a long time and attract big demand. Both larger and smaller crushing plants may also grow in demand, primarily when used in recycling applications. The recycling part of our business is the one that’s been growing fastest, especially in China, where there is tremendous demand for recycling-suited plants.
“We will be focusing on further developing our production in Asia. Our Asian footprint is very competitive, and the Asian market is growing. We have a broader product range becoming available
in that market.
“When we acquired McCloskey, one of the key focus areas was to promote the company’s plants in Asia to generate strong sales growth. We already have high-quality manufacturing facilities in China and India. Our Indian manufacturing plant is already being used to produce multiple-brand products. It enables us to be more costcompetitive, and our customers in India and
south-east Asia welcome the close presence of our production sites.”
Metso Outotec will be deploying 5,000 service experts operating out of 140 service locations and three performance centres globally. To put the importance to the new company of customer services in context, they made up 56% of combined Metso and Outotec sales in 2019.
“Another growth area for Metso on the aggregates side of our business has been our Life Cycle Services (LCS) contracts, particularly in India [where Metso has over 100 LCS-contracted customers] and Brazil. When LCS takes off in a country, it takes off rapidly. For example, in Brazil, we could triple the number of LCS customers in a year,” said Vauramo.
Simula added: “Our Indian customers that have been using LCS contracts have recovered quicker from COVID-19-induced disruption than those that have not. It means they are back at full speed and earning money again far quicker than their competitors. Many of our Indian customers take out the top-tier LCS
“The general development of the Chinese quarrying industry is almost beyond imagination. The quarries there are getting really, really big. The American and European quarries tend to be much smaller in comparison”
Markku Simula, Metso Outotec aggregates business area president
FROM LEFT: Metso MX3 cone crusher at Emipesa’s all-Metso state-of-the-art production plant at Cantera el Poyo Quarry near Teruel, in Aragón, Eastern Spain. Engineers at work at Metso’s Mâcon, France, site
A Metso-equipped quarry is helping Hardrock Aggregates meet the Philippines’ rising demand for building materials
package, where our engineers are running their aggregates production sites for them. This tends to be customers that do not have all the skills required among their workforce. It could also be the case that our engineers are working at several different sites belonging to the same LCS customer.”
Speaking about the synergies offered by the new Metso Outotec company, Vauramo said: “We will look to complete them in two-and-a-half years. We are putting two global organisations together and will become far more cost-efficient. We want to raise the ambition level in our profitability targets. Where our products and services overlap, on the minerals side, we will merge our offerings and come up with end-to-end solutions.
“Obviously, the COVID-19 pandemic has not had a positive impact on our business. When it comes to the synergies, we will need to focus more initially on cost-efficiency, as we won’t be able to get the short-term benefit on the procurement side due to lower sales and revenue volumes.”
Simula added: “We will be looking to utilise the power of our dealer networks. From an aggregates perspective, we have several brands. We have our Shaorui Heavy Industries (Shaorui) brand in China, which is a growing and very profitable business. We own all of Shaorui after acquiring the final 25% of the company last year. We have the Swedish company P.J. Jonsson & Söner serving mainly the Nordic market. They offer big, heavyduty mobile equipment for quarrying and mining operations. We have Lippmann, that McCloskey [International] had acquired before we acquired McCloskey. They serve mainly the North America market, but also have a presence in Australia. Again, most of its plants are for heavy-duty quarrying and mining applications. Metso and McCloskey are brands that are present all over the world. Both offer plants and aftermarket packages that serve different customer needs. The two brands’ distribution channels are separate and will remain so.”
I’m keen to find out in more detail what impact the COVID-19 pandemic has had on
the launch of Metso Outotec and the new venture’s initial business plans.
Vauramo said: “COVID-19 was initially a shock for everyone, especially to the aggregates business. This was particularly felt in the first four weeks from mid-March to the middle of April. Business has recovered, but we have not reached pre-COVID-19 levels. You could see from looking at Metso machine telematics-generated data that crushing and screening production was down something like 20% between mid-March and around mid-May. This is a time during spring when production normally goes up.
“The integration work around the launch of Metso Outotec has been done remotely. We were already very used to holding online virtual meetings, but COVID-19 has brought forward the business case for remote working. For example, as a result of the pandemic, we are developing an app around technical plant are an app around technical support which we are currently piloting with certain customers ”
Simula is excited about the post-COVID-19 pandemic commercial opportunities for Metso and the rest
of its aggregates sector brand range. “China has recovered extremely fast from COVID-19. Aggregates sector demand bounced back quickly and is at an even higher level than pre-COVID 19. There are a lot of big projects ongoing, such as the China Belt and Road Initiative.
“I think the rest of Asia will also recover pretty quickly from COVID-19. There is a tremendous amount of opportunities for us in China, India and the rest of Asia going forward.”
Commenting on some of the other major global aggregates markets, he added: “The U.S. market is opening up again, and I think the U.S. and European government moves to speed up the construction industry will help us regain market volumes. How quickly this takes effect, we will have to see. South America is likely to be the last region to recover from COVID-19. Saying that, it has not been quite as bad for us there as some mining and aggregates activities are continuing.”
I am keen to conclude the hour-long joint interview by finding out more about how Metso Outotec sees the quarry of the future.
“Achieving zero emissions when it comes to aggregates production means everything,” stresses Vauramo. “People living in cities and towns near a quarry do not tend to know what is happening inside the quarry gates. Still today, a huge amount of fossil fuels is burnt in operating quarries, and the global quarrying industry needs to move forward in addressing this. A lot has been done about reducing quarry dust, and work is ongoing to reduce production noise. A fully electric-powered quarry site is where we want to get to.” AB
The Metso Outotec logo
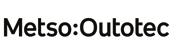
Outotec’s product range includes the recently launched Open Ended Discharge Grinding Mill (OED Mill)
WANTED: Aggregates for adaptation to climate change
According to the European Commission, climate change will continue to create significant stress in Europe despite mitigation efforts. The European Green Deal envisages the adoption of a new, more ambitious EU strategy on adaptation to climate change following up the 2013 EU Adaptation Strategy.
The EU is not the only institution addressing the need to adapt to climate change. In a paper titled “Responding to rising seas”, published in March 2019, the OECD (Organisation for Economic Co-operation & Development) summarises the risk to coastal areas and the response given by national governments. Currently-predicted sea levels might rise by 25cm up to 2 metres by 2100. The adaptation is not only focusing on construction but also nature-based solutions.
Investment in adaptation to climate change will brings returns
The OECD underlines that coastal adaptation can significantly reduce costs but also represents a significant investment and could cost up to US$70 billion by 2100. Adaptation strategies manage risks using a combination of protection, accommodation and retreat. According to the OECD paper,
in Germany alone, a special instrument to speed up implementation of coastal protection due to climate change risks was established in 2009, which provides an additional total amount of €550 million for all coastal federal states annually until 2025.
Aggregates can help
The European aggregates industry contributes to protection against climate change impacts while having a negligible CO2 footprint of 3-5kg per tonne of product. The increasing use of renewable energy might further reduce CO2 emissions. Aggregates are used to build dykes and dams; contained in a range of construction products aggregates make buildings more energy-efficient and resistant against extreme weather conditions and help protect cities against rising sea and river levels.
Aggregates extraction sites are also used as retention areas to mitigate flooding and, in that way, become part of the afore-mentioned nature-based solution as demonstrated by several projects presented and recognised during the 2019 UEPG Sustainable Development Awards Ceremony
If only aggregates are accessible
The demand for aggregates before the COVID-19 crisis was at around 3 billion
tonnes every year. While the availability of aggregates should not be of concern, access to resources becomes ever more restricted due to slow, costly and complicated permitting procedures and deposits being sterilised by conflicting land use. If we are serious about implementing the EU Green Deal and its renovation wave, adaptation to climate change and green recovery of the EU economy, then its time to give attention to domestic raw materials and a European Raw Materials Strategy, not only focusing on critical and battery raw materials but on the massive amount of aggregates needed in the next few years.
What is now urgently needed is land-use planning and permittingprocedure policy allowing for long-term, sustainable and local access to resources within the EU. Acknowledging that this remains a competence of EU member states or regions, UEPG (the European Aggregates Association) is calling for a comprehensive and wellcoordinated new EU Raw Materials Strategy.
UEPG and its members remain readily available to work out a new EU Raw Materials Strategy. Still, this time, it is hoped that policy decision-makers understand the need to focus on access to resources within the EU. AB
QUARRIES AND MINES – SECURING THE SITE FOR MINERAL EXTRACTION
r permit is oney rals team methods
The cost of securing planning applications and other permit applications for the development of a quarry or mine is eye-watering. No one wants to spend that type of money at risk. Simon Trahair-Davies, head of the mining and minerals team at law firm Stephens Scown LLP, outlines the main methods developers can use to secure a site for mineral extraction without having to buy or lease it prior to obtaining the necessary consents.
The costs to secure a site for mining or quarrying includes the planning fee and a myriad of supporting reports and studies. Not many operators, if any, will be prepared to expend such costs until they know that they will have the ability to drawdown the site and implement the planning permission if it is obtained.
There are three main ways to secure a site for mineral extraction without having to buy or lease it before obtaining the necessary consents.
1. An option
This would commonly be an option to take a lease of the minerals or of the surface and minerals, but it could be an option to buy the freehold of the surface and minerals or even a purchase of the freehold surface and a lease of the minerals.
An option is the most common method of securing a site because it combines security for the developer with flexibility. Assuming the developer has satisfied any preconditions within the option, in terms of obtaining planning permission or providing security for restoration, the landowner is obliged to grant the developer a lease (or sell the freehold) on the option being exercised.
The potential drawbacks of an option are that you need to be certain as to the area that the option is to cover (or at least provide for a mechanism within the option to determine the precise area to be leased) and it requires the negotiation of all the terms of the lease or sale prior to it being entered into. The process can be expensive and may take several months, during which time the developer may be unable to proceed with the planning and other consent applications.
“A conditional contract will also require the same degree of negotiation and finalisation as an option for a lease”
2.
Exclusivity agreements
Exclusivity agreements may be more appropriate where the area to be developed is less capable of definition. It also prevents the landowner from dealing with others during the exclusivity period. It also allows for time for the negotiation of the next stage, whether that is straight to lease or an option for lease.
An exclusivity agreement does not require all the terms of the deal to be nailed down before it can be entered into and can provide a quicker route to a legal agreement between the developer and site owner.
The downside of an exclusivity agreement is that it is negative in effect – the landowner, whilst unable to deal with other interested parties, is not obliged to ultimately enter into any binding agreement for the extraction of the minerals with the developer.
Consequently, there is a greater uncertainty for the developer in expending significant costs under the terms of an exclusivity agreement alone.
3. Conditional contracts
These are similar to options in that they will bind the landowner to grant a lease or sell the land on certain conditions being satisfied, but subject to the flexibility provided by the preconditions, a conditional contract will also bind the developer to drawdown the site and therefore is potentially less flexible for the developer.
The degree of control the developer has in determining whether the preconditions
are satisfied and to the extent to which the landowner can require an objective element to those conditions is going to be a key area of negotiation.
A conditional contract will also require the same degree of negotiation and finalisation as an option for a lease.
Which method is best?
Each of these methods has advantages and disadvantages and may suit different circumstances.
What we always find, however, is that a well-drafted and comprehensive set of heads of terms agreed between agents can really help cut down the time involved in putting in place the necessary agreements. AB
CONTACT
Simon Trahair-Davies is partner and head of the mining and minerals team at Stephens Scown LLP. The firm has over 70 years of experience in the mining and minerals sector, and its specialist team is recognised by independent legal guides Legal 500 and Chambers.
To contact Simon, please call 01872 265100 or email solicitors@stephens-scown.co.uk. For more information visit www.stephens-scown.co.uk
AMMANN ARS SOIL COMPACTORS
PRODUCTIVE. SUSTAINABLE. COST-EFFECTIVE.
• Multiple vibration frequencies and centrifugal forces enable productivity on a wide range of materials and compaction thicknesses.
Ammann ARS Soil Compactors utilise advanced technology that meets the latest emissions standards, reduces fuel usage and gives operators valuable data that eliminates unnecessary passes.
That’s just the beginning of the advantages these machines offer.
• The new ECOdrop initiative and new technologies improve efficiency and reduce fuel consumption and the amount of required fluids.
• The compactors are extremely manoeuvrable and stable thanks to the no-rear-axle structure.
German market resolve, but what next?
The German construction sector and building materials market has stood up well to the myriad challenges posed by the COVID-19 pandemic. But are they likely to face new problems in the second half of 2020 into 2021? Guy Woodford reports
Germany has rightly received praise for its response to date to the COVID-19 pandemic. The efficiency and effectiveness of the country’s lockdown coupled with rapid government intervention to protect the economy and jobs have, without doubt, saved lives and protected people’s livelihoods.
Walter Nelles, vice-general secretary of MIRO, Germany’s aggregates federation, says the German construction sector and national building materials production was robust in March and April as the COVID-19 pandemic took hold in much of Europe. However, construction and building materials worksite costs increased due to the need to change working practices in light of the coronavirus.
“Quarry site employees generally work alone in their day-to-day duties, so can adequately socially distance. Our members say that most German quarries have not cut their production and weren’t forced to do so, unlike companies operating in other business sectors,” explains Nelles. He adds: “I have seen first-hand that building works are continuing. I drive around 70 kilometres to and from my work office, and the highway works and many other construction projects that I pass are being carried out as usual.”
Quarry operators across Germany have also been among those receiving national government financial support since the start
“No data has been produced as to the precise impact on aggregates demand in 2021”
Walter Nelles, vice-general secretary of MIRO
of the country’s COVID-19 lockdown. Nelles notes that the government’s multi-billioneuro support packages to help pay worker salaries and other business running costs mark the biggest German state funding for national commerce since the implementation of the country’s post-World War 2 recovery plan.
The latest available UEPG (European Aggregates Association) figures reveal that Germany produced an estimated 591 million tonnes of aggregates in 2017 – second in Europe only to Russia’s estimated 706 million tonnes produced the same year. In 2017, Germany had around 2,730 extraction sites and approximately 1,330 aggregates production companies.
Nelles says that MIRO did receive some reports that in the first few weeks after the March 2020 introduction of the German lockdown, quarry workers commuting from France or other surrounding countries to work in Germany’s area quarries were facing delays of up to two hours going to and from work due to the need to submit their employment papers for checks by border police. For those reasons, quarry workers gave up holidays to stay in Germany and be assured of work. “Poland only opened its borders in early June, and I heard about a couple of Polish workers at a German quarry not going home to Poland for four months as they were worried about not being able to
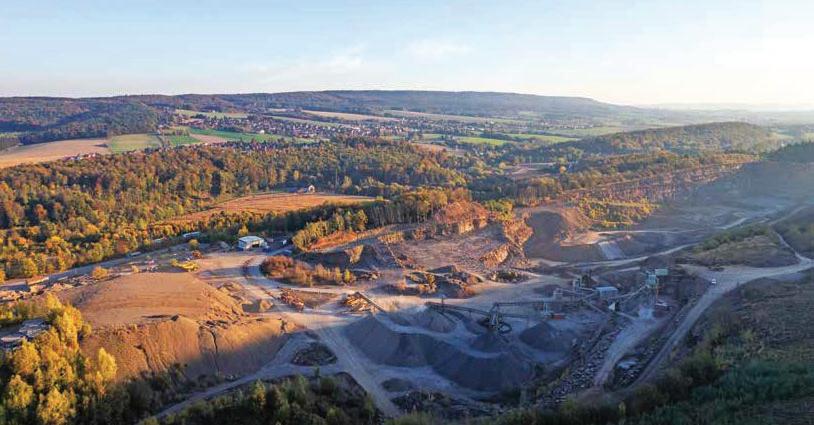
A quarry in Steinbergen in the German state of Lower Saxony
return to their workplaces in Germany.”
Nelles says that while the German construction sector and national building materials production have remained healthy since the start of the national COVID-19 lockdown, a lack of relied-upon goods, products and materials due to pandemicdisrupted freight exports (and lack of foreign production} will increasingly become apparent and slow down construction output. This, in turn, will cut demand for aggregates. He adds: “No data has been produced as to the precise impact on aggregates demand in 2021. It’s still too early to tell.”
Partly as a result of the large-scale national government support for business, German GDP (gross domestic product) is forecast to fall by just 6.3% in the fullyear 2020 compared to 2019 (forecast at years beginning: +1.8% for 2020). This is a significantly lower GDP decline than estimates for most other European countries. The German government expects GDP growth of 5.2 % in 2021. For the construction sector, growth is forecast to be just 1% in the full-year 2020, and 1.1% in 2021.
The latest research by the UEPG (European Aggregates Association) on the estimated percentage difference in individual European countries’ full-year 2020 aggregates production compared to 2019 shows Germany among Europe’s likely least COVID-19 pandemic-affected countries, with output down just 2.5%. Other minimally impacted countries are Denmark (-2%) and Hungary (-3%). The most affected countries, such as Italy, Spain, the UK and Greece, are set to see aggregates production dip by an estimated 30-40%.
In April this year and in response to the COVID-19 pandemic, German building materials giant HeidelbergCement agreed with the group’s works council and employee representatives to introduce short-time work
for its Germany-based employees. Also, the supervisory board and the management board of HeidelbergCement decided to voluntarily waive 20% of their fixed salaries in the second quarter of 2020.
Speaking in April, Dr Dominik von Achten, CEO of HeidelbergCement, said: “In addition to the necessary cost savings, this is a clear sign of solidarity in the company, especially with our foreign subsidiaries. We all have to do our part to cope with the difficult situation around COVID-19 as best as possible. The aim is to extend this voluntary sign of solidarity to the next management level in the company.”
In March 2020, HeidelbergCement posted encouraging 4% revenue growth to €18.9 billion last year, with net debt significantly reduced by €1.2 billion to €7.1 billion.
At that time, the group said the fast spread of the coronavirus was making it impossible to assess its likely 2020 full-year trading performance.
The boards of the VDMA, Germany’s construction equipment & plant engineering association, took stock of the current status of the COVID-19 crisis during their annual meeting at the beginning of July. At the virtual conference table, the members stressed that the situation is tense, but not dramatic. The companies are still benefiting from good order backlogs from before the pandemic and expect stimuli from economic recovery packages. The annual forecast of a 10 to 30% decline in sales remains in place.
According to the latest VDMA figures, incoming orders of construction equipment manufacturers at production sites in Germany declined by 26% between January and May 2020, compared to the same period of last year. In the months of March to May, which were the most heavily affected by the COVID-19 crisis, incoming orders were 40% below the level of the previous year. As
such, the industry primarily lived on order backlogs and sell-offs. One positive aspect is that projects were not cancelled, but rather delayed where this was necessary.
Further VDMA figures reveal that machinery sales in Germany from January to May fell by 8% and were thus relatively stable, especially compared to the rest of Europe. The European market collapsed by more than a quarter during the same period. The figure for the German market will deteriorate further for 2020 as a whole but is currently not anticipated to fall significantly further than the economic downturn that would have been expected without the COVID-19 crisis. It is important to remember that 2019 was another boom year and that a normal cyclical downturn would have been expected for the industry.
According to the latest VDMA COVID-19 survey, 31% of trade association members still believe that they will return to the sales level of 2019 by 2021. Another 47% estimate that this will be possible by 2022. Nobody believes that it will take longer than four years for the industry to recover.
Disruptions in the supply chain had already ceased to play a significant role in June, while 88% of survey respondents reported that the adverse effects were either minor or non-existent.
A similar trend is indicated by the CECE Business Climate Index, the most important early indicator of the European construction equipment industry. After manufacturers’ confidence initially collapsed all over Europe, there was a noticeable recovery in June, albeit far below the level of the beginning of the year. The optimism of a V-shaped recovery is being driven by economic stimulus programmes, from which the industry will benefit.
Companies are already addressing the challenges of the post-coronavirus era.
“We all have to do our part to cope with the difficult situation around COVID-19”
Dr Dominik von Achten, CEO of HeidelbergCement
HeidelbergCement headquarters in Heidelberg, south-west Germany
One concern is the increasing competitive pressure: 80% of companies participating in the VDMA flash survey classify this trend as severe or noticeable. More than half see barriers to foreign trade and the fragmentation of the markets as a problem, while 49% see climate change and the associated transition to greener energies and decarbonisation as a difficult task. Only 39% view the switch to environmentally friendly transport as a challenge.
The VDMA says that future topics for the industry include digitalisation, the autonomous construction site, sustainability and progressive construction, as well as climate change and all of its facets. Furthermore, technology and connectivity on construction sites will increase, which will have an impact on existing professions –another challenge.
A global construction and quarrying equipment manufacturing heavyweight, the Windhagen, Germany-headquartered Wirtgen Group, part of the John Deere Group, includes among its companies the top-tier Kleemann crushing and screening plant and linked technology brand, and Benninghoven, the premium asphalt plant maker.
In an interview for the June 2020 issue of FORUM, the Wirtgen Group’s customer magazine, Group CEO Domenic G. Ruccolo talked about the impact of the COVID-19 pandemic on the company.
“Over the course of John Deere’s 183-year
“The key now is to come up with solutions and look ahead”
Domenic G. Ruccolo, CEO of the Wirtgen Group
history, we have successfully overcome many challenges, including world wars, recessions, and natural disasters. Now we’re facing the challenge of COVID-19 like every other company and also like every person in the world. As a part of the strong, stable John Deere Group, here at the Wirtgen Group, we are doing our best every day to protect our employees and at the same time provide our customers with the best possible support. We are proceeding prudently but decisively. I’m firmly convinced that at the end of the pandemic, we’ll be able to say that we’ve come out of it stronger and have learned from it, as a company, but above all, as people.”
Asked about the key to coming out of a period of COVID-19-induced disruption successfully, Ruccolo said: “It’s important that companies adapt to the new situation as quickly as possible and accept this ‘new normal’ – but proceed in a structured and careful way. Companies that allow themselves to get bogged down by fear and inaction and think they can wait until the virus disappears will have a very hard time. The key now is to come up with solutions and look ahead. If certain workflows and processes can no longer be carried out, new ones need to be implemented. This is how development and progress generally work. We need to keep moving – and in this kind of situation, with even more momentum than usual.” AB
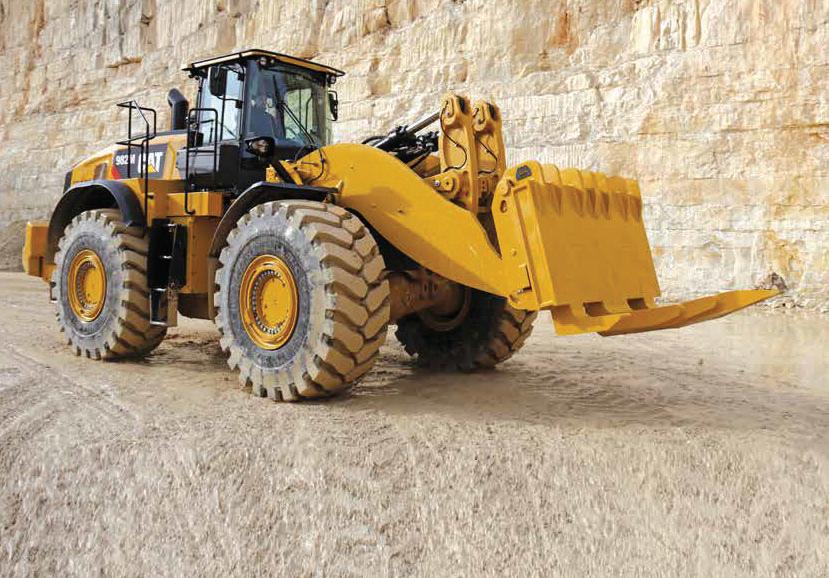
SH-Jura Steinbruch’s new Cat 982M wheeled loader with ripper tooth attachment
CATERPILLAR GETS TEETH INTO EXPANSION PLAN
In its high-quality quarrying work, SH-Jura Steinbruch relies on the superior power of the new Cat 982M wheeled loader equipped with a ripper tooth. Guy Woodford reports
All or nothing. If you enter a new business, you either make it right and invest all your energy in order to establish yourself in the market, or you may as well leave it. Back in 2015, when SH-Jura Steinbruch took over the Jura quarry site in Altmühl valley, Bavaria, southern Germany, not even Josef Seizmeir, the company’s CEO, would have dreamt that the business would grow so rapidly.
Originally, the plan was for the gravel and material extracted from the quarry to mainly supply SH-Jura Steinbruch’s own construction sites. But other construction companies in the region started to request material from the quarry, and at a much higher rate than Seizmeir had anticipated.
Initially, Seizmeir had planned on an annual production of 100,000 tonnes growing to a demand of 150,000 tonnes in 2019, which was the then capacity of the Jura quarry operation. Consequently, new investments were needed to cater for growing material demand.
“In the beginning the basic idea was to extract and use our own deposit for our construction projects but then we received more requests for grit and gravel because of the level of construction activity especially
around the Munich metropolitan area, Ingolstadt and Nuremberg. It is not easy to obtain an extracting licence for gravel and, as such, our building materials produced in the Altmühltal region are in demand. There is an urgent need to provide sufficient [extracting] licences and to simplify the approval process,” explains Seizmeir.
Another reason for the growing demand for SH-Jura Steinbruch’s building materials is the customer focus and flexibility of the company.
“The customers know that we are not rigid and bureaucratic. Our opening hours include Friday afternoons and Saturday,” says civil engineer Josef Seizmeir junior, who has worked with the company for three years and is now co-partner in his father’s company, working as its construction manager.
The former agricultural building adjacent to SH-Jura Steinbruch’s Jura quarry was acquired so that extraction could expand further. With it, came 1.5 hectares, increasing the site’s surface area to more than 80,000m².
In the quarry, a Cat 336F LN crawler excavator with a hydraulic hammer is responsible for oversize material management and providing material to the crusher. In the yard, a Cat 962M wheeled loader with a 3.8m³ bucket loads the delivery trucks. More recently, a Cat 982M has
A Cat 336F LN crawler excavator feeding material into a Kleemann crusher
reinforced the fleet as a primary production machine working at the extraction points.
“With the purchase of the Cat 982M, the company is moving into a new league, in terms of machine size and technology, keeping in mind that the company started as a gardening and landscaping company, using compact equipment,” said Jürgen Karremann, sales director for Bavaria, responsible for the Zeppelin branch in Munich, the main supplier of construction machinery to SH-Jura Steinbruch and other Seizmeir Group companies.
One hundred and fifty million years of the earth’s history has left its mark on the Altmühltal region. The presence of fossils like ammonites testify that a sea once covered this part of the world. The Jurassic limestone deposits have formed in layers which vary in thickness.
In order to extract the limestone slabs from the face, SH-Jura Steinbruch’s Jury quarry operation relies on the superior power of the new Cat 982M, equipped with a ripper tooth. The ripper tooth penetrates underneath the layers and then breaks them out. For that special application, the Cat 982M has been fitted with an additional counterweight.
“Quarrying must change so that we can produce differently. In the future, we want to extract from the face blocks, we want to sell them as raw blocks without being processed,” explains Stefan Hausmann, authorised officer of the Seizmeir Group. “Some of the material is too good for grit and gravel and more suitable for better-sized blocks,” adds Josef Seizmeir. “We want to
“Some of the material is too good for grit and gravel and more suitable for better-sized blocks”
Josef Seizmeir, CEO
utilise as much as possible of the deposits and minimise waste.”
This explains why the 35-tonne Cat wheeled loader with a ripper tooth was chosen to break each layer. “With the Cat 982M we can reduce the number of blasts and therefore reduce noise emissions in the extraction process,” explains Seizmeir.
In the extraction process, the wheeled loader loosens the stone on the face with the ripper tooth, creating up to 10m³ blocks
weighing up to 27 tonnes. After the blocks have been extracted, the Cat 982M is fitted with forks instead of a ripper tooth to carry and load. Josef Seizmeir points out the versatility of the wheeled loader, given its use in breaking, block carrying, overburden removal and cleaning up a deposit. “With that new wheeled loader, we could increase flexibility, so that if any of the other wheeled loaders fail, the Cat 982M can be used to load trucks.” AB
The Jura quarry operated by SH-Jura Steinbruch, part of the Seizmeir Group
SH-Jura Steinbruch CEO Josef Seizmeir and his son Josef (3rd and 2nd from the right); Stefan Hausmann (right); Robert Schiller (3rd from left); Jürgen Karremann, Zeppelin sales director (left); and Daniel Bauer, Zeppelin sales manager (2nd from left)
Safety and innovation gains
A trio of major European crushing and screening plant manufacturers has much to offer when it comes to equipment safety and innovation. Guy Woodford reports
ABOVE: The intuitive 12-inch touch panel simplifies work at the machine. All functions are visible at a glance; clear symbols point the way BELOW LEFT: The award-winning ‘Lock & Turn’ system provides the highest level of safety during rotor ledge change and when releasing bridging BELOW RIGHT: The Kleemann solution makes noise-reduced work near to the machine possible and reduces the noise load for the complete building site environment INSET: Follow the link of the QR code and take a look at Kleemann’s new expert discussion on the subject of Safety & Ergonomics - https://www.wirtgen-group.com/safety-kleemann
The operation of large machines is often associated with an increased danger potential. This also applies to crushing and screening plant, where large pieces of rock are crushed to small grains by immense forces. This is why German premium crushing and screening plant maker Kleemann says personal protection is its highest priority. However, safety must not impede the operator but must be integrated unnoticeably in the work process. As the complexity of modern plant increases, parallel to this, the Kleemann development team ensures that operation and maintenance remain as simple as possible – and without long-drawn-out instructions.
The control system is the interface between human and machine. The entire Kleemann PRO line and the MOBIREX MR 130 Z EVO2 impact crusher can be comfortably operated via the intuitive SPECTIVE control concept. The 12-inch touch panel simplifies work as all functions are visible at a glance and clear symbols point the way. The user interface is not affected by dust, is splash-proof and can be easily read in difficult lighting conditions. Simple menu guidance guarantees that only the information which is currently required is displayed on each page. This concept makes it possible to use the crushing plant properly in a simple manner and fully utilise its functions.
In everyday operation, however, not only a simple control system is important but also easy access to the machine. Thanks to the well-thought-out machinery design, all areas relevant to service are easily accessible. For example, it is possible to refuel Kleemann’s MOBICONE MCO 11 PRO cone crusher comfortably from the ground, and the prescreen coverings for the MOBIREX MR 110 and 130 Z EVO2 impact crushers can be easily changed via an extra platform. Other service work on the machine can also be completed quickly and comfortably, thanks to the good accessibility.
Kleemann’s EUROTEST-certified ‘Lock & Turn’ system provides the highest level of safety during rotor ledge change at the mobile impact crusher and when releasing bridging. Special keys are used here in combination with the machine control system that only permits work in danger areas when they are locked. Only then can the operator open service flaps or move and exchange components. If the user wants to work on another area, the keys must be removed, which automatically blocks the area worked on previously. A real highlight in this system with regard to safety and convenience is the rotating device of the rotor. It allows the rotor of the crusher to be turned and blocked manually via a gear unit in any position from the outside. The exchange of rotor ledges and the elimination of bridging can be carried out even more safely.
The new option package for noise reduction ensures comfortable and safe work close to the impact crusher. Noise protection flaps mounted on the side at the same height as the engine deflect sound upwards. These flaps are folded in for transporting the plant and therefore have no influence on the transport width. The bottom of the unit is also sealed off from noise. The volume perceived by the user is thus reduced by six decibels. A reduction of
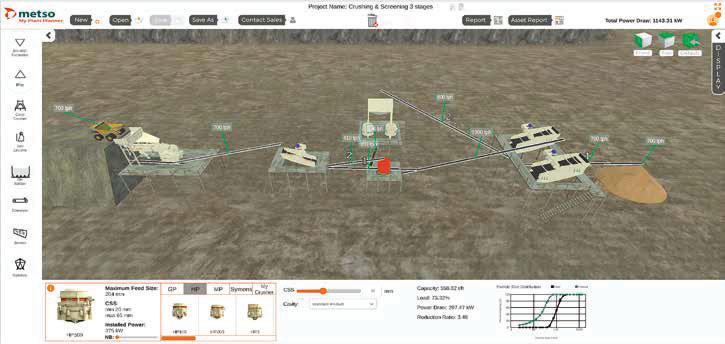
“We are really excited about My Plant Planner. Our aim is to help our customers easily test different configurations and operating conditions to see how they affect process performance.”
Guillaume Lambert, vice president, Crushing Systems at Metso Outotec
three decibels has the effect of halving the amount of noise perceived by the human ear. This not only allows noise-reduced work for operators in a significantly smaller radius around the machine but also protects the environment and makes the use of the plant in urban areas possible. For this solution, Kleemann received the Baden-Württemberg Environmental Technology Award in 2019.
Metso Outotec is introducing a unique drag-and-drop 3D crushing and screening plant configurator that enables professionals in the mining and aggregates industries to design more productive and efficient plant through real-time insights. The design and simulation tool, called My Plant Planner, is available on metso.com and is free for anyone to use.
“We are really excited about My Plant Planner. Our aim is to help our customers easily test different configurations and operating conditions to see how they affect process performance. The tool allows
you to either design and simulate a new crushing and screening plant in 3D or test how upgrading your current equipment can improve performance,” explains Guillaume Lambert, vice president, Crushing Systems at Metso Outotec.
My Plant Planner is packed full of unique features and insights to help in the planning of optimised crushing and screening circuits. It is also possible to download a detailed report of the designed plant. The tool is based on proprietary Metso software VPS and Bruno. Unique to My Plant Planner is the possibility to design and simulate the ideal crushing and screening circuit in the same tool in 3D. The configurator makes it easy to predict the general power consumption of the system and to see the footprint of the circuita feature exclusive to My Plant Planner.
With the tool, you can pick and choose different types of crushers, screens and conveyors to get the perfect balance for the circuit and easily identify bottlenecks to understand where extra capacity is needed. Important factors, such as capacity, load, and power draw are updated in real time as the circuit is designed and the parameters updated. At any point, it is possible to download a report that gathers together all the details about the plant being designed. It includes details on the chosen crushers, screens, conveyors and their parameters, including power consumption.
Sand manufacturer Kasprs Build Mate inaugurated a new plant for processing off-spec particles in Pune, India, in mid-2019. The centrepiece of the plant is the rotor impact mill from BHS-Sonthofen, which, in contrast to conventional VSI (vertical shaft impactor) rotor crushers, even further reduces fine grain sizes. Kasprs can thus make use of off-spec material from other companies to produce high-quality plaster sand and dry mortar sand for the construction industry. High economic
Metso My Plant Planner with three crusher stages
efficiency goes hand in hand with the conservation of natural sand reserves.
Kasprs Build Mate is a company based in Pune in the Indian state of Maharashtra. The range of products includes sand, mortar, and concrete as well as bricks for the steadily growing Indian construction industry. Major projects in the mega-cities also require sand of the highest quality. Unregulated mining of this basic raw material leads to numerous environmental problems such as erosion, water pollution, and increased risk of flooding and drought. It is, therefore, essential to use this resource as efficiently as possible.
Sand production using conventional VSI rotor crushers, as they are often used in India, produces a large volume of off-spec particles, which are 10 to 15mm in size and remain in the circuit without being crushed any further. These off-spec particles can account for up to 35% of the total volume. As they are of no more use to the sand manufacturers, they are backfilled. Kasprs Build Mate was looking for a way to turn this surplus material into high-quality sand as well.
Himanshu Mavadiya, production applications manager at BHS India, identified the RPM 1513 rotor impact mill as the perfect tool for this task: “Our RPM 1513 delivers a targeted and very high crushing ratio, which has a consistent grading curve over
The rotor impact mill from BHS-Sonthofen is at the core of the sand processing system
the entire tool lifetime. It is, therefore, able to produce sand of the highest quality with an excellent particle shape from the surplus material of conventional rotor crushers.” The producer benefits considerably from this and, in addition, every tonne of sand that can be produced from off-spec particles slows down the depletion of natural sand deposits.
BHS-Sonthofen has a modern test centre where the material to be processed can be tested in advance in various machines. “In this particular case, we are dealing with basalt – a magmatic rock that presents some challenges,” says Mavadiya. “The BHS experts in Germany were able to carry out tests using a rock sample, allowing them to select the ideal machine and determine the best settings, too.” The customer did
not want to leave anything to chance in this project and therefore inspected the machine at the German production site. The key goal was not only to find the right technology for the application but also one that stood out from competing suppliers in the Indian region in terms of quality.
The selected RPM 1513 rotor impact mill fulfilled all expectations right from the start. In total, several hundred thousand tonnes of high-quality sand have already been produced. Anup Karwa, project manager at Kasprs Build Mate, is satisfied: “For our company, efficient value creation and thus resource savings is an enormously important decision factor when it comes to choosing a new technology. BHS-Sonthofen convinced us on-site with their modern test centre,
experienced shredding experts, and robust, high-performance machines.”
In the meantime, the sand produced by the BHS rotor impact mill has become a brand in its own right. “Customers have taken to calling this high-quality product Kasprs Sand. This name stands for optimal, homogeneous particle shape. And despite the somewhat higher price, it has become a sought-after construction raw material, especially for ambitious projects,” reports Karwa. In contrast to naturally occurring sand, which often has to be shipped over vast distances and is sometimes of dubious origin, this sand is also a local product. The basalt rock mined in the vicinity of the plant has been made fully usable by BHS technology. AB
1: Thanks to the rotor impact mill from BHS-Sonthofen, Kasprs Build Mate turns previously unused off-spec particles into premium sand 2: The off-spec material consists of basalt rock and can account for up to 35 percent of the total volume 3: In mid-2019, Indian sand manufacturer Kasprs Build Mate Private Limited inaugurated a new plant for processing off-spec material in Pune, India. The centerpiece of the plant is an RPM 1513 rotor impact mill
‘World first’ as hydrogenfuelled digger is unveiled
The working prototype of a new 20-tonne excavator, powered by a hydrogen cell, is a potential game changer in the move to a zero-carbon quarrying sector. Liam McLoughlin reports
British construction and quarrying equipment giant JCB has created the world’s first hydrogen-powered digger.
Company chairman Lord Bamford and his son Jo, who runs Ryse Hydrogen and Wrightbus, have spent two years working on the construction of what is claimed to be the industry’s first-ever hydrogen-powered excavator, and a further year testing the prototype.
JCB says the new machine will maintain its position among the leaders in the sector on zero- and low-carbon technologies and will continue Ryse Hydrogen’s push to kickstart the UK’s hydrogen economy.
The 20-tonne 220X excavator powered by a hydrogen fuel cell has been undergoing rigorous testing at JCB’s quarry proving grounds. JCB says it is the first construction equipment company in the world to unveil a working prototype of an excavator powered by hydrogen.
Lord Bamford said: “The development of the first hydrogen-fuelled excavator is very exciting as we strive towards a zerocarbon world. In the coming months, JCB will continue to develop and refine this technology with advanced testing of our prototype machine, and we will continue to be at the forefront of technologies designed to build a zero-carbon future.”
Jo Bamford said it was a game-changing addition to JCB’s fleet and a strong message for Britain’s green economy.
“I grew up on the shop floor at JCB and have spent many years working on a prototype to help take our companies into the future,” he said.
“I truly believe hydrogen is the UK’s best
opportunity to build a world-leading industry which creates UK jobs, cuts emissions and is the envy of the globe.”
Power for the prototype excavator is generated by reacting hydrogen with oxygen in a fuel cell to create the energy needed to run electric motors. The only emission from the exhaust is water.
The development comes after JCB last year went into full production with one of the construction industry’s first fully electric mini excavators, the 19C-1E. JCB has also extended electric technology to its innovative Teletruk telescopic forklift range with the launch of an electric model, the JCB 30-19E.
JCB says it has also developed clean diesel
technology to meet Stage V EU emissions regulations that has almost eradicated the most harmful emissions from its latest range of diesel engines. Nitrous oxide (NOx) is down 97%, soot particulates down by 98% and carbon dioxide (CO2) emissions down by almost half.
Komatsu Europe is launching the new PC210LCi‐11, PC290LCi‐11 and PC290NLCi‐11 excavators.
The excavators incorporate Komatsu’s fully factory‐integrated intelligent Machine Control 2.0 (iMC 2.0), which Komatsu says will deliver higher productivity, efficiency and cost savings.
“With machine control being an ever‐
ABOVE: The ground-breaking JCB 220X hydrogen-powered excavator
BELOW: JCB chairman Lord Bamford (right) and his son Jo Bamford with the new 20-tonne JCB 220X excavator
growing trend in the construction industry, the introduction of these new iMC 2.0 machines re‐affirms Komatsu’s lead in this space,” said Rob Macintyre, product manager at Komatsu Europe.
Operating weights of the PC210LCi‐11 range from 22.12 to 23.58 tonnes, and it has a maximum recommended bucket capacity of 1.65m³. The EU Stage V Komatsu engine has a power output of 123kW @ 2000rpm.
The PC290LCi/NLCi‐11 operating weights range from 28.95 to 30.95 tonnes, with a bucket capacity of 2.02m3, and their EU Stage V Komatsu engines have a power output of 159kW/196HP @ 2050rpm.
The machines also feature the latest KOMTRAX telematics, and the Komatsu Care maintenance programme for customers.
Komatsu says the European market introduction of the new PC210LCi‐11, PC290LCi‐11 and PC290NLCi‐11, brings along with it several new intelligent features that further boost machine and jobsite productivity and efficiency.
These include the new Komatsu Auto Tilt Control for tilting buckets which is designed to make operations on slope and ditch work easier, and automatically limits under‐digging and increases bucket fill. The bucket automatically tilts to design surface with no need for the operator to manually intervene.
With the new Bucket Angle Hold the operator no longer needs to use the lever to maintain the bucket angle through grading pass. Once the desired angle is selected, this feature automatically maintains it as the arm moves in.
A new iMC 2.0 monitor is claimed to provide unrivalled ergonomics and intuitive smart-phone-like screen navigation features. Slimmer, lighter and more compact, it has increased memory capacity and fast processing speed.
A new 2.0 to vide unrivalled and itive igation features. Slimmer, ter eased and fast cessing speed
Komatsu intelligent Machine Control 2.0 now features a new IMU sensor for tilt buckets. Easily mounted and calibrated, it increases attachment and machine utilisation, allowing different tilting buckets to be fully integrated into the excavator’s control system.
Komatsu Machine trol 2.0 now a new buckets ly mounted and calibrated, creases
chine utilisation, erent buckets to ully into em.
The new PC210LCi‐11, PC290LCi‐11 and PC290NLCi‐11 also carry over the original Komatsu intelligent Machine Control features of Auto Stop Control, Auto Grade Assist & Minimum Distance Control which Komatsu says have assisted operators to move material safely, quickly and easily over many hours of operation and without having to worry about digging too deep.
Hitachi says one of its ZW370-6 wheeled loaders is offering a Finnish contractor high levels of productivity at a demanding quarry in the south of the country. Niemisen
TOP: A Hitachi ZW370-6 wheeled loader operated by Finnish contractor Niemisen Réné Apprin & Cie uses a Hitachi ZX490LCH-6 excavator for breaking
BELOW: The PC210LCi-11 is one of three Komatsu excavators being launched in Europe
Sora’s (Niemisen) decision to utilise Hitachi’s second-largest wheeled loader was based on the successful introduction of the equivalent ZW-5 model in 2016.
Niemisen is using both wheeled loaders to move materials at a busy eight-hectare quarry in the municipality of Hausjärvi. From its headquarters in Hauho, Niemisen supplies around 40 types of gravel and stone. The Hausjärvi quarry produces approximately 800,000 tonnes of sand, gravel, chippings and stone ash per year for the family-owned company.
Niemisen’s chief operator at the quarry is Henri Petman, who has spent 15 years with the company. “Hitachi wheeled loaders are particularly suited to the work we do here, because of their excellent carrying capacity and grip,” said Petman. “The traction control means there is no wheel spin in slippery conditions. I’m currently working with the ZW370-5 and it performs to a high standard.”
The ZW370-5 was delivered in February 2016 by the authorised Hitachi dealer in Finland, Rotator, and has worked reliably for over 2,000 hours – even at temperatures as low as -15°C.
Hitachi machines are also being effectively employed by Réné Apprin & Cie for its quarry near Saint Jean de Maurienne in the Auvergne-Rhône-Alpes region of France. Local dealer Teramat supplied a new ZX470LCH-5 excavator in 2015 and the latest ZX490LCH-6 model with a threeyear/5,000-hour extended warranty a year later to Carriére du Rocheray, which dates back to 1880.
The two excavators are used for breaking (the ZX490LCH-6 with a hammer attachment) and loading the materials (ZX470LCH-5) respectively. Réné Apprin & Cie expects that each machine will be operated for less than 1,000 hours per annum.
“The biggest benefit that the large Hitachi excavators bring to the business is undoubtedly their reliability,” said company owner Pierre-Olivier Apprin. “This is very important to us, as well as how fast and
smooth they operate in the quarry. The Hitachi machines are strong and durable and have the capacity to handle large rocks.”
Réné Apprin & Cie extracts up to 250,000 tonnes of granite-based materials each year, with a licence that currently runs until 2034.
The first new Doosan DX350LC-7 36-tonne crawler excavator to operate in Italy has helped to secure the bed of the But creek, a tributary of the Tagliamento river in the province of Udine in Northern Italy.
Part of a fleet of Doosan equipment, including two further crawler excavators, two articulated dump trucks (ADTs) and a wheeled loader, the DX350LC-7 is involved in cleaning and safety operations along 4km of the riverbed, to repair damage caused by the catastrophic Vaia Storm at the end of 2018.
The new DX350LC-7 has been purchased by Mingotti T., based in Tavagnacco in Udine, and supplied by DMO Spa, the authorised
ABOVE: The Doosan DX350LC-7 excavator operated by Mignotti T. BELOW: Doosan has launched a new range of general-purpose buckets for wheeled loaders
dealer for Doosan and Bobcat in the region. Mignotti T. was contracted to carry out work repairing damage from the Vaia storm by the authorities in the Friuli Venezia Giulia region.
Doosan has also launched a new line-up of general-purpose performance buckets covering capacities from 2 to 6.7m3 for the company’s wheeled loader range. The new range of buckets represents the first stage in an expansion of the choice of new wheeledloader work tools from Doosan.
The key features of the new range include the wide configurability and larger capacities of the buckets available to customers, with new buckets able to be tailored for their applications. The buckets are manufactured using Hardox steel and are claimed to offer increased wear resistance compared to those made from hardened steel. All the parts in contact with the ground or materials are designed to facilitate optimum penetration into material mounds, thus reducing fuel consumption. New shock absorbers also provide additional comfort for operators and reduced stresses on both the wheeled loader and the bucket structures. AB
Autonomous electric hauler wins Red Dot design award
Volvo Autonomous Solutions and BelAZ have both been developing new designs to advance the use of electric power in haulers. Liam McLoughlin reports
The TA15 autonomous electric hauler – part of the TARA autonomous transport solution from Volvo Autonomous Solutions – has won a Red Dot Award, the most prestigious global mark for industrial design quality in product design.
The TA15 impressed a panel of design experts in Essen, Germany, to win a Red Dot Product Design Award 2020 – a seal of highquality design from the world’s largest and most distinguished design competition.
Volvo Autonomous Solutions says that the battery-electric load carrier is a new machine concept compared to traditional off-road hauling, and forms one element of its TARA transport solution. The manufacturer adds that it is designed to disrupt today’s off-road hauling.
The hauler runs on a battery-electric drivetrain based on shared technology from the Volvo Group. The automation system uses GPS, lidar, radar and multiple sensors. Being autonomous, the TA15 does not need a cabin – making for a dramatically new machine profile.
With a 15-tonne hauling capacity, TA15 forms part of the wider TARA autonomous transport solution concept, so that a series of them can be connected to form a ‘train’ of
machines, for maximum loading and hauling efficiency. The TA15 will be a critical element of the TARA electric and autonomous transport solution.
Commenting on the award, Nils Jæger, president at Volvo Autonomous Solutions, said: “We are thrilled to have won such a prestigious award as the Red Dot. It shows that we are delivering world-class designs at the cutting edge of autonomous vehicle technology. We are proud to continue the Volvo Group tradition of being innovative leaders in the commercial vehicle and machine design arenas.”
The autonomous electric hauler was, and will continue to be, developed by Volvo Construction Equipment (Volvo CE) based on the former HX02 concept and has now been handed over for commercialisation to Volvo Autonomous Solutions, a new business area of the Volvo Group.
Operational since 1st January 2020, Volvo Autonomous Solutions’ objective is to ‘accelerate the development, commercialisation and sales of autonomous transport solutions, as a complement to the Volvo Group’s current products and services’. Volvo CE also won a Red Dot award itself this year, for a machine that, due to the coronavirus outbreak, will be introduced to
the market later this year.
“It is exciting that two Volvo products have been awarded this internationally recognised mark of design excellence,” says Melker Jernberg, president of Volvo CE. “On top of that, it is great that this is the result of a great internal collaboration with Volvo Autonomous Solutions. Partnership is the new leadership.”
Belarusian manufacturer BelAZ is also developing the use of electric power with a new dump truck. The machine will feature a payload of 90tonnes and be powered by a battery that is being supplied by a South Korean firm.
BelAZ has been building diesel-electric haul trucks for many years and in much smaller capacities than competing firms such as Caterpillar, Hitachi and Komatsu. The company has considerable experience with electric drives for haul trucks, and many of its previous models have featured innovative designs.
The firm says that offering a batterypowered haul truck will be of benefit for use in countries where diesel fuel prices are particularly high.
BelAZ adds that it is in discussions with a number of suppliers of charging systems at present.
The Red Dot Product Design Award-winning TA15 autonomous electric hauler
Trial operations for the truck are expected to commence at the BelAZ test facility in the third quarter of 2020.
Derbyshire, England-based Longcliffe Quarries, a major UK independent supplier of high-purity calcium carbonates, has taken delivery of 10 new Volvo trucks, with its order comprising eight FH 6x2 tractor units and two FM 8x4 rigids.
The firm specified the FH tractor units with Globetrotter cabs, each built with rear air-suspension and a lightweight fixed pusher axle on 17.5-inch wheels, helping to maximise payload potential. Also contributing to the vehicle’s low tare weight are brushed aluminium rims, aluminium fuel and air tanks and an aluminium trailer connection arch mounted behind the cab.
They are joined in service by two new FM rigids in a matching two-tone white and blue livery, with tipper bodywork from Swadlincote Aluminium & Welding.
Supplied by Hartshorne Motor Services, the new trucks will deliver the company’s products around the UK – the FHs pulling bulk powder tankers, while the 8x4 tippers will carry aggregates.
“Companies need to take a longer-term view to a more sustainable future,” says James Hopkinson, transport manager at Longcliffe Quarries. “Coupled with our new state-of-the-art washing plant and wind turbines, we are clearly demonstrating that we take our environmental responsibilities very seriously, and that is why we are committed to delivering a less carbonintensive transport fleet.
“We’ve had very positive feedback on the Volvos; we placed the order after being really impressed with how the FH demonstrator performed. We already knew about Volvo’s reputation for reliability, which is a major factor in our kind of work.”
The 6x2 FHs are powered by Volvo’s
ABOVE: BelAZ is working on a battery-powered haul truck to add to its range of models BELOW: Longcliffe Quarries has added eight FH 6x2 tractor units and two FM 8x4 rigid tippers to its fleet
latest Euro-6, Step D, 13-litre diesel engine delivering 500 hp and 2,500 Nm of torque, while the 8x4 rigids generate 420 hp and 2,100 Nm of torque. The FHs also benefit from Volvo’s long-haul fuel package, which combines the latest generation technologies to deliver the best fuel efficiency on every journey – keeping emissions to a minimum.
All new trucks have been specified with four-way cameras for added safety, along with a tyre pressure monitoring system to proactively notify the driver should any tyres be operating above or below optimum inflation pressures.
To maximise driver comfort, the tractor
units also feature Volvo’s Drive+ and Living1 packages, which includes an under-bunk fridge/freezer.
“Our drivers do a lot of long-haul work and can often be away overnight, so comfort is also important,” says Hopkinson. “The Adaptive Cruise Control is also very popular; it makes the use of cruise control much easier – again giving our drivers less to worry about and more peace of mind.”
Joining Longcliffe Quarries’ fleet of 41 commercial vehicles, the new Volvos will be in service for five years and are expected to cover approximately 100,000km per year, working up to six days a week.
Longcliffe’s Derbyshire quarries have been a supplier of high purity calcium carbonates for nearly 100 years. The company produces limestone annually for a vast range of critical industries, from animal feeds and pet foods to supplying the UK’s pharmaceutical and food industries. The new Volvo trucks will contribute to Longcliffe’s ongoing efficiency goals, as well as to its objective of reaching zero-carbon quarrying operations by 2027. AB
Firmly attached to money-saving solutions
The screening buckets and attachments sector is full of innovation and cost-efficient solutions. Three manufacturers demonstrated this when their products were used in a variety of Europe-based projects. Guy Woodford reports
Michael Nordqvist unloads blasted rock into a construction pit at Stockholm Arlanda airport. When he gets ten minutes to spare between truckloads, he uses the time to hammer rocks that are too big to scoop up. To have time, he must be able to switch between the bucket and hydraulic hammer quickly. This made his choice simple. He equipped his 30-tonne Volvo EC300 EL tracked excavator with an Engcon QS80 quick coupler and an EC-oil automatic quick hitch system.
Terminal 5 at Arlanda is getting an additional pier. It will add capacity, increase airport flexibility and meet both today’s and tomorrow’s passenger volumes. Although the new pier will begin construction in February 2021, preparatory work is already underway.
Among other things, a road down to a service tunnel must be moved 90° to make way for the new pier. The site, which is located right next to Terminal 5 at Arlanda, is surrounded by roads, and beneath it, there are service tunnels and railway tunnels. This means there is very little space. After each blast, Nordqvist sorts and positions the rock for efficient loading. He also has to keep the site uncluttered so that trucks can negotiate the confined spaces.
“If there’s a lot of big boulders after a blast, I switch to a hammer and break them up
into smaller rocks before I let the trucks into the pit. This way, I don’t have to move the boulders aside.”
Because Nordqvist has to quickly switch between a tooth bucket and hydraulic hammer to make time for breaking up boulders between truckloads, he has chosen to equip his Volvo EC300 EL with Engcon’s biggest automatic quick hitch, the QS80, with EC-oil.
“I do a lot of work with hydraulic hammers. When it was time to choose a new machine, I learned all about EC-Oil from Engcon. It means I skip having to mess with spanners and heavy hammer hoses and can switch tools really quickly. It was not a hard choice to make,” confides Nordqvist.
Previously, he had to leave the cab to switch tools. If his tiltrotator was fitted, he first had to get out to disconnect hoses and cables
Michael Nordqvist with his 30-tonne Volvo EC300 EL tracked excavator with an Engcon QS80 quick coupler and an EC-oil automatic quick hitch system
An Engcon QS80 quick coupler attachment is helping create an additional pier at Terminal 5 at Stockholm Arlanda airport
manually before getting back in the cab again to release it.
“Then when it was time to attach the hammer, I had to get out again and mess with big, heavy hoses and screw them securely into the hammer hydraulics. Every time I changed tools, it took at least 10 minutes.”
Thanks to EC-Oil, Nordqvist now switches tools and hoses in 30 seconds without leaving the cab.
“This makes it easy to fit things in whenever someone needs help with the hammer, something I couldn’t do before. I’d spend a day loading and then another day just breaking up boulders that were put aside because they were too big.”
Also, the confined spaces in the construction pit at Arlanda mean there’s no space to set aside large boulders until later.
“Some very big rocks can be put on a truck bed, but it’s easier on both my machine and the truck if I’m able to break the rocks down before loading.”
Nordqvist points out that there’s no reason to have the tiltrotator mounted when loading rock, as this results in lower lift height and lower breakout force. It also means extra weight, which affects fuel consumption and machine stability.
“But above all, it puts too much stress on the tiltrotator and risks breaking it. The tiltrotator should only be used when needed. We’ll use it a lot later in the project during rough grading, ditch excavation and supporting wall construction. That’s when it’ll come in really useful,” declares Nordqvist.
The Allu Transformer is a hydraulic attachment for wheeled loader, excavator, skid steer or similar equipment. The concept and design have been developed over many years, effectively making quarrying and aggregates production easier and more efficient. When using the Transformer, there is no longer a need to bring both a wheeled loader/excavator and a crusher on site. Instead, the Transformer screens, crushes, pulverises, aerates, blends, mixes, separates, feeds and loads materials transforming the materials accurately, efficiently and costeffectively.
Finland-based Allu’s technology is said by the company to transform everything around it, making quarries, surface mines and aggregate plants more productive, more environmentally friendly, and more profitable. With versatility at its core, the Transformer will process soft rocks and minerals, with the new Allu Crusher now enabling hard rock to be efficiently reduced and processed as well. Available in sizes to suit excavators and loaders from eight to 160 tonnes, the Transformers facilitate the reuse of material on-site, such as difficult-to-get-to parts of the quarry. Furthermore, when dealing with secondary or pre-used aggregates, there is no need to purchase virgin material due to the recycling and utilisation of leftover materials and the generation of an income from it if it is resold as secondary or recycled aggregate.
Allu equipment is said to be focused on helping businesses transform their green
credentials. This is achieved as less material is transported to the jobsite, through reusing aggregates on construction projects, for example, leading to a reduction in fuel consumption, less material to landfill and the more efficient utilisation of waste materials to support sustainability. Allu equipment helps transform any carrier - excavator, wheeled loader, skid steer etc. - into a multifunctional tool that will screen, crush, mix, pulverise and load all in a one-step operation.
Allu’s M-Series Transformers have found a real niche in processing rocks and ores for the global aggregates, quarrying and surface mining industries. They can be fitted with different drum configurations resulting in differing fragment sizes being processed with high productivity in ‘one step’. The entire process is fully mobile and can replace conventional crushing and screening plants in many cases. The M-Series has been designed to fit excavators from 50 to 160 tonnes, and
wheeled loaders from 8 tonnes to 100 tonnes, benefitting users by being essentially a combined loading and processing solution.
Two examples perfectly illustrate the effectiveness of the Allu M-Series operating within the mineral and rock reduction and handling industries. Firstly, an M-Series Transformer was brought in to deal with a problem at a Scandinavian phosphate mine. The unit was put to highly effective use separating waste rock (which could be used as aggregate) from the phosphate ROM (run-of-mine) while loading in one step prior to transporting out from the mining cells for further refining. This was due to a production problem, as large ‘waste’ rock found in the ROM was causing blockages at the dumptruck unloading stations, thus causing interruptions to the flow of material. By separating the rock at the source, the problem was eliminated.
Another Nordic mine also faced dilemmas, as the mined 0-8mm crushed ore was creating problems in the iron ore pelletising process, large saturated and frozen lumps being especially problematic. This was exacerbated by the fact that no pieces larger
Allu’s Transformer hydraulic attachment for wheeled loader, excavator, skid steer or similar equipment
ABOVE: Allu’s M-Series Transformers are ideal for processing rocks and ores in the global aggregates, quarrying and surface mining industries
than 100mm could enter the production chain to ensure a free flow of material. Using the M-Series Transformer has radically transformed the processing and handling of the ore and removed bottlenecks in the flow of material. Production is back to over 1000 tonnes per hour to meet the required demand for full iron ore pelletising production. The ore is no longer ‘lumped’, but rather loose and thus easily transported.
Allu technology has become very much appreciated by owners and contractors when quarrying soft rock or being used in surface mines and open-cast coal operations. Essentially the material is screened, reduced and contaminants removed. Recent developments from Allu now enable its advanced technology to deal with hard rock (as well as reinforced concrete).
The global launch of the new Allu crusher series has initially seen three crusher models be introduced for excavators in the 10-tonne to 33-tonne range. All have purpose-developed features that ease their use and optimise performance while providing easy maintenance in the field. Amongst the many features developed to benefit customers included on the new Allu Crushers is reversible crushing which reduces the potential for jamming, blockages, or obstruction with rebar while delivering greater levels of production and reducing the need for any manual involvement in the crushing process. Furthermore, the feed plate design is also built into the jaw, ensuring that the feeding function in a fully loaded chamber delivers high rates of production with minimal risk of bridging. In addition, a simple mechanical pin adjustment for output size regulation makes the entire crushing process easy and safe with quick adjustment for various output specifications.
Jeroen Hinnen, vice president of sales for
Allu Group says of Allu’s latest development: “By bringing this new product line to the market we will be able to provide customers with what they have been looking for. The Allu Transformer range offers unique productivity and efficiency benefits on soft rock and other materials, whilst the Allu Crusher range enables hard rock, and often troublesome demolition materials, to be effectively reduced.”
In order to provide customers with even greater levels of choice to suit their specific application, the Transformer Series also includes the compact D and DL Series. The DL Series, designed to be mounted on 12-tonne loaders and 8-tonne tractors and backhoe loaders, is ideally suited to the requirements of companies requiring limited, yet profitable, material separation, shredding, crushing, and processing. The basis of the DL bucket is the unique top screen where the screening blades spin between the top screen combs with the end material size being defined by the space between the combs. Likewise, the Transformer D Series, the ‘work horse’ of the Allu Transformer ranges, comprises a highly reliable screening bucket ideal for a variety of screening and crushing projects. Whilst their versatility sets them apart, they share the DL-Series’ use of innovative fine-screening TS drum construction with standard blades.
The DL Series has been recently updated with one notable development seeing the use of rigid TS blades for more precise size control and quick change blades for the TS blade.
Italy’s Civil Protection force recently had to tackle a problem in a valley in the north of the country. The job involved rapidly containing an escarpment, where it wasn’t possible to build reinforced concrete retaining walls due to the vertical drop of 15 metres.
They contracted the company G.M. Scavi e
An MB Crusher’s MB-S18 rotary screening bucket attached to a Caterpillar excavator separates soil from small rocks during a cost-efficient riverbed protection project in Greece
Miniscavi (GMSM) to build a wood and rocks retaining wall. The firm’s owner, Grudina Morris, was then faced with several logistics and timing issues. GMSM needed a lot of drainage gravel, but the nearest supplier was an hour away. Furthermore, the delivery trucks could only arrive 150 metres from the construction site. From there, the aggregate needed to be brought in with a skid steer, a process that would have taken days. Morris and his GMSM team knew the job needed to be done as soon as possible to secure the valley, so needed to identify a solution. It came in the decision to reclaim and use all of the material already available at the site, therefore eliminating procurement expenses, haulage costs and drastically reducing processing time.
GMSM got in touch with MB Crusher and bought two of the company’s attachments. By installing an MB-S10 screening bucket to the excavator they had used to dismantle the previous rotten barrier, GMSM began to select and clean the gravel. The extra grit needed they made with the aid of an MB-C50 crusher bucket reducing to size stones in the area. This was followed by a final screening stage with the screening bucket to make a state-ofthe-art drainage system.
With the help of MB Crusher, the emergency job was done faster than anyone could anticipate.
MB Crusher also recently helped a Greek contractor client who was keen to limit a flood control project’s cost. Christos Tsaligopoulos’ company S.A.E.E. had been hired to install urgent riverbank protection after a river overflowed its banks twice in a short amount of time.
Tsaligopoulos opted to use gabion retaining walls as they are heavy and, as such, able to resist the river during a flood. The job specification required that the stones should be roughly the same size. However, the cost of stone acquisition on top of the cost of delivery to what was an arduous-toreach area would have increased the project’s bottom line.
Tsaligopoulos managed to cut back on expenditure by filling the gabions with locally sourced and cleaned up stones, after using MB Crusher’s MB-S18 rotary screening bucket to separate soil from the small rocks. Once again, an emergency was dealt with by eliminating procurement expenses and haulage costs, while, at the same time, reducing processing time. AB
Conveying abundant innovation
Conveyor manufacturers offer increasingly innovative solutions for large and small to medium-sized building material suppliers. Guy Woodford reports
Cement making is particularly energy-intensive. To reduce the use of valuable primary fuels like coal, German building materials giant HeidelbergCement uses alternative fuels, including waste tyres, at its cement plant in Lengfurt, Bavaria. The calorific value of rubber is comparable to that of hard coal. And because the iron from the armouring can be incorporated mineralogically into the cement, it reduces the need to add ferrous corrective substances.
For the Lengfurt plant, BEUMER supplied and installed a fully automated waste-tyre transport system, including conveyors, that sorts, separates and regulates the tyres of different sizes and weights and feeds them to the rotary kiln inlet. Thanks to the new system, the cement plant’s kiln is now fed with a constant stream of material.
“With every tonne of waste tyres that we’re using, we’re replacing the same amount of valuable hard coal,” explains Michael Becker, director of HeidelbergCement’s Lengfurt site.
“Waste tyres have a high heat content, meaning that they are the ideal fuel for our production,” adds Becker. About 20,000 tonnes of hard coal are used in the plant annually to produce circa 20% of the overall
heat we require. This corresponds to 20 million tyres. This is how we can substitute the primary fuel with the tyres as secondary fuel.”
The waste tyres used by the plant vary greatly; their diameters range from 300 to 1,600 millimetres, and their widths between 100 and 400 millimetres. The average weight is eight kilograms for car tyres and around 60 kilograms for truck tyres.
To feed the different tyre material to the rotary kiln inlet, HeidelbergCement used to operate two waste-tyre transport systems: one line transported the smaller and lighter car tyres, the other one the larger and heavier truck tyres.
“We didn’t think that this solution was efficient enough,” says Becker. “Our employees hung the tyres individually by hand into the hook lift and then transported into the kiln inlet. The heavy truck tyres were handled by an excavator before they were fed into the transport stream. With the new fully automatic system we were able to not only improve this process with regard to occupational safety, but also optimise the working conditions for our employees in combination with an increased performance. We already had a great experience with
solutions from BEUMER in other plants.”
With the innovative BEUMER system for the Lengfurt plant, wheeled loaders slowly take out the waste tyres from a collection point and feed the feeding and sorting box. With a volume of 140m³, it’s big enough to provide enough material for one shift. It’s equipped with a moving floor: plate fins that are moved by a hydraulic drive transporting the waste tyres to the outlet side of the feeding and dosing box. Photocells, mounted at different heights, measure the fill level. When a tyre arrives at the discharge side, it is taken over by the hook separator. It then turns upwards and changes the direction at the drive station. The tyre falls on a roller conveyor.
“The hook separator starts operating only when the roller conveyor sends a release signal and the photocell at the hook separator is free,” explains Becker. This prevents the tyres from falling on top of each other. Additionally, they lose any water that might have collected inside the tyre due to the impact when falling on the roller conveyor, and any dirt is removed. A checking device recognises if the tyres are damaged or if the rims are still on. Those tyres are discharged from the system.
The ‘good’ material is transported from a timing roller conveyor to a flat belt conveyor with corrugated side walls. It provides a separate compartment for each tyre. There is a transfer chute in the discharge area of the conveyor. The tyres are always guided thanks to the design of the chute.
The conveyor transports the combustible material now into the preheater tower. A scale determines the weight of the tyre on the conveyor. The result is registered by the control and evaluated for the feed regulation
of the tyres. The tyres enter the tyre sluice through the inlet chute. An arched chute and a guide plate bring the tyres from their horizontal to a vertical position.
The tyres enter the tyre sluice one by one. At the rotary kiln inlet, only one of the flap valves is open at a time to avoid heat losses and flashbacks. “First the upper one opens. Then it closes and the lower flap valve opens,” says Ralf Lehmkühler, senior sales manager at BEUMER. The compressed-air tank also ensures that all flaps are closed in
case of failure.
Installation and commissioning of the BEUMER waste-tyre transport system at Lengfurt plant were completed within the pre-set period. The conveying capacity can reach a maximum of three tonnes per hour, approximately 700 tyres.
Terex have announced a further significant investment in manufacturing with the completion of the second stage of the Campsie facility in Derry, Northern Ireland, one year after first opening, with an additional 30,000 square foot added. Business at Campsie is well underway, having manufactured and exported over 50 machines globally since opening in 2019. The facility continues to be a significant project with Invest NI after creating over 100 jobs for the local region. The latest investment in Campsie sees the erection of a large shed with high-capacity lifting options.
The facility currently manufactures heavy equipment for Terex Ecotec for the waste management and recycling industries and feeder conveyors for multiple MP brands. The second stage of Campsie provides the capacity for ProStack bulk-material handling and product-stockpiling equipment. The new ProStack brand offers a comprehensive portfolio of products to address the needs of key markets and applications to include aggregate, mining, recycling, agriculture, ports and terminals and many other bulkmaterial handling industries.
Steven Aitken, business line director for ProStack, said: “ProStack was established to respond to increasing demand for mobile conveying systems. We have ambitious plans for growth and the second stage of the Campsie facility will enable us to deliver on these plans. It is an extremely exciting time for ProStack to have this opportunity to meet
A roller conveyor, part of a wider system installed by BEUMER, guiding waste tyres to the next stage of the fuel-making process
BEUMER supplied HeidelbergCement with a fully automated system that sorts, separates and regulates waste tyres of different sizes and weights and feeds them to Lengfurt cement plant’s rotary kiln inlet
growing customer demands.”
The facility is home to a highly skilled engineering team that will leverage the company’s cutting-edge engineering capabilities and lead the development of ProStack. The facility expansion provides the platform required for ProStack’s future.
“We look forward to adding more products to the ProStack portfolio in 2020 and serving our customers from our new centre of excellence” concluded Aiken.
Performance problems with conveyor components and systems can frequently be traced to improper installation or insufficient maintenance, according to U.S.-headquartered conveyor belt systems specialist Martin Engineering.
Daniel Marshall, product engineer, Martin Engineering, says: “It’s recommended that the component manufacturer or expert contractor install equipment on both new and retrofit applications. Serious performance problems stem from a lack of proper maintenance. Using a specialty contractor, also known as a ‘certified contractor’, for installation and ongoing maintenance contributes to safer and more efficient production. It also results in less unscheduled downtime, and in the long run saves money and reduces injuries.”
Marshall says that the time and resources required to train employees on equipment and certify them to conduct certain procedures, such as confined space entry and electrical work, can be a significant ongoing expense. “As workers become more experienced and gain certifications to properly maintain efficient systems, their value in the marketplace rises, and retention can become an issue. In contrast, specialty contractors must be experienced,
knowledgeable and certified to conduct the appointed maintenance, and it’s up to the contracted company to retain and train that staff.
“Due to a greater emphasis on safety and the expensive consequences of unscheduled downtime, bulk handlers are being more meticulous about conveyor operation and maintenance. This increased scrutiny includes regular cleaning of spillage, improved dust control, and additional monitoring and maintenance, exposing employees to a moving system more often. These changes introduce a variety of hazards.”
Marshall stresses how most common conveyor-related issues are found across a wide range of industries, and personnel who work around the equipment each day often become complacent about the conditions, viewing issues as an unavoidable outcome of production rather than abnormalities in need of resolution. Marshall says an experienced maintenance contractor recognises these problems and may present solutions that internal resources have overlooked. The improvements are designed to reduce employee exposure, improve workplace safety and maximise productivity.
Marshall notes that maintenance programmes differ by provider and may be customisable to suit individual customers,
Conveyor danger zones where work injuries are likely to occur
Contracted services, such as mobile belt cleaner maintenance, help reduce component failures
The recently completed second stage of Terex’s Campsie facility in Northern Ireland provides the capacity for ProStack bulk-material handling and product-stockpiling equipment. Pictured at work are the Prostack Telson 4-42 telescopic conveyor (left) and the ProStack Ranger 6-24LS tracked conveyor
but they generally fall into three categories: inspection/report, cleaning/servicing and full service.
He continues: “A scheduled inspection and report contract sends a specialty contractor to thoroughly examine a system –from belt health to equipment function to the surrounding environment – and identify potential issues. A report is produced that presents findings and offers solutions.
“The cleaning and servicing contracts are perhaps the most common. From spillage and silo cleaning to monitoring and changing belt cleaner blades, services can be very specific and fill gaps where maintenance crews might be overstretched. The first advantage to this is that a conveyor can be surveyed without requiring the attention of plant personnel, freeing them to go about their usual tasks. A second advantage is that the outside surveyor is an expert in proper conveyor practices and current governmental regulations.
“At the highest level, a full service and maintenance contract sends trained technicians who take accountability for monitoring, maintaining and reporting on every level of system function. They replace wear components when needed and propose required upgrades in order to maximize efficiency, safety and uptime. This provides operators with cost certainty, making it easier to project and manage the cost of operation.”
Marshall explains that increasing speeds and volumes on older conveyor systems designed for lower production levels contribute to workplace injuries and increased downtime. Capital investments in newer semi- or fully automated systems designed for higher throughput require less labour, says Marshall, but the maintenance staff need to be highly trained and specialised technicians.
Marshall adds: “Maintenance service contracts are not just a way of controlling and potentially reducing the cost of operation; they are also a safety mechanism. For example, one case study showed a 79% reduction in lost-time incidents and a 40% improvement in
production using specialty services, which demonstrated payback in days from an annual specialty maintenance contract.
“Workloads may preclude staff from maintaining proper compliance or they just might not notice some violations. Outside resources take ownership of the plant’s efficient and productive use of the conveyor system and strive to improve conveyor efficiency, maximize equipment life and safety to add value to the operation.
“At the core of the issue is lower operating costs and improved production. The work should match or improve efficiency regarding downtime and throughput. If the criteria of compliance, cost savings and efficiency are met, then the maintenance service contract has provided a tenable ongoing solution.”
EDGE Innovate, has launched the EDGE TSR80, a 24.3m-long, tracked mounted stacker with radial functionality. Essentially, the TSR80 has packaged all the advantages of a mobile radial stacker and that of a tracked mounted stacker into one product. The TSR80 is said to be able to self-propel across even the roughest terrains and has the capacity to create massive radial stockpiles. It is the perfect stockpiling solution for operators who frequently reposition their processing plant or want a conveyor to fulfil several different roles on-site.
The TSR80 offers operators a host of design features such as a twin driven, 1,200mm-wide discharge conveyor, hydraulic variable feed in height, adjustable operating angle, automatic radial stockpiling programming and a quick transition from transport to operational mode.
The core design principle for the TSR80 has been to provide customers with a conveyor that could create large radial stockpiles and can easily be transported both locally and around site with minimal fuss or cost. The TSR80 has been designed to fold down with its own power source and to drive onto a range of low boys and low loaders.
Smiley Monroe has opened its first US production centre
SOME THINK THAT TRANSPORTING RAW MATERIALS REQUIRES A COMPLEX INFRASTRUCTURE. WE THINK DIFFERENT.
EDGE Innovate’s new EDGE TSR80 tracked mounted stacker with radial functionality
in Franklin, Kentucky, in response to demand from its growing customer base in the region.
This latest expansion into the North America market by the Northern Irelandbased manufacturer of customised conveyor belts and cut rubber parts for the materials processing sectors is driven by the company’s vision to be the number one partner in the mobile equipment world, and continues to honour its core value ‘Close to our Customers’.
Smiley Monroe Inc.’s 65,000 square foot Kentucky facility has been producing two of the brand’s core products since April – namely, hot vulcanised ‘Endless’ conveyor belts and Zip Clip replacement belts – following a successful CONEXPO show in Las Vegas in March. The US operation is headed up by plant manager, Morgan Walker, who has held a number of leadership roles since joining the family-owned business as a site service team leader; and Ryan Wright, international sales manager, remains responsible for North America sales and business development.
“Manufacturing in America, for America, was a natural strategic move, and having a base in Kentucky means we can offer justin-time delivery to our American customers,” said Chris Monroe, president of Smiley Monroe Inc.
Tim Monroe, Smiley Monroe’s marketing director, explained: “Smiley Monroe Inc. is heavily focused on manufacturing our Zip Clip replacement belts, which is the result of listening to our US customers talk about the problem of machine downtime and the amount of time and money wasted waiting for service crews and spare belts to arrive to site. Our Made-in-Kentucky Zip Clip belts make it easy to maximise conveyor uptime, increase efficiencies and reduce running costs – because working smarter, faster and with greater confidence is more critical than ever in these challenging times.”
Chris continued: “In Zip Clip Smiley Monroe Inc. is bringing fresh thinking and something genuinely new to the American market, while being well placed to satisfy
volume demand for high-quality and competitively priced chevron conveyor belting which is often in short supply in the American market. Our hands-on applications experience and innovation culture means we’ll continue to develop products like our puncture-resistant ToughFlex belt, a real problem solver, particularly in the everevolving recycling sector, where mobile jaw and impact crushing of C&D (construction & demolition) materials, such as concrete and steel rebar, tests conveyor belts to their limits.”
Co-founded 40 years ago by Vaughan Monroe to provide conveyor belts and a vulcanising service to local quarries and mines, Smiley Monroe now exports to over 60 countries worldwide, across 10 equipment sectors – ranging from Quarrying, Construction & Demolition and Environmental to Agricultural, Recycling & Waste Management and Road Construction. The Asia market is served by Smiley Monroe India based in Hosur, southern India. AB
Smiley Monroe Inc.’s headquarters in Franklin, Kentucky
Greater dewatering choice
Mine and quarry site operators have never had more choice when it comes to efficient and environmentally friendly dewatering equipment solutions, backed up by quality aftermarket support. Guy Woodford reports
Since 1992, CDE, a leading manufacturer of wet processing equipment, has pioneered cuttingedge technologies for a range of applications in the sand & aggregates, mining, C&D waste recycling and industrial sands sectors. In that time, the company has commissioned almost 2,000 turnkey wet processing projects around the world. CDE director of Engineering Kevin Vallelly says dewatering screens are an essential component in every project.
“CDE dewatering screens present a significant opportunity for materials processors. There are massive economical gains to be had by introducing one to a plant set-up. Not only do they greatly improve the quality of the end product by radically reducing the moisture content, but when integrated with a highly efficient wash plant, such as CDE’s EvoWash, they retain more valuable material and boost the quantity of the end product.
“We have at least one dewatering screen commissioned at every customer site around the world. Often, there are multiple screens operating simultaneously.
“Assuming all of our customers are operational at any one time, CDE screening technology is supporting the materials processing industry to dewater up to 250,000 tonnes of sand per hour.”
In 2014, CDE set out to reimagine the traditional dewatering screen when it launched its patented Infinity screen range to the market.
“Our Infinity range is one of the most efficient dewatering screens available in today’s market,” Vallelly explains.
“The aim was to engineer a solution that would offer materials processors advanced dewatering capability, a lifetime of efficient performance, and a significant reduction in power consumption to help drive down operating costs.”
He says the range has been a huge success, with customers valuing the durability and prolonged operational life of the screens.
“This is due to the unique design of the range. Our patented trilogy system for the construction of the screen side walls eliminates welds and ensures optimal performance is maintained for the life of the screen.
“The key advantage of its design is that it offers a robust, lighter screen requiring less power to run. It can generate the same acceleration as conventional screens, but with less weight.”
Compared to traditional dewatering screens, CDE’s Infinity screen requires 20% less power to operate.
As we all know in the materials
processing industry, the value of an end product is greatly improved when washed and even more so when that product is drier.
Vallelly says, “Take sand screws as an example. The sand product processed this way is typically discharged with between 23% to 25% moisture content. That figure has the potential to be even higher when dealing with finer material.”
Compounding this, he says, is the requirement for materials to then be stockpiled and dried before they are ready to be sold.
“That wait has a real impact on return on investment. With CDE Infinity screen technology you can expect an average down to 12% moisture content, meaning your sand product is ready for the market straight from the belts.
“Not only does a high-frequency dewatering screen improve product quality and cash flow, but it also reduces operating costs. As the material is market-ready there’s no requirement for double handling and it eliminates stockpile drying time.”
An integral part of the modular wet processing plants CDE designs, Infinity screen technology is also available to the market as individual units that can be integrated into a customer’s existing process.
“Our Infinity screens are a fundamental component in our plants, including the
CDE’s EvoWash sand washing plant commissioned for Wheatcraft Materials Inc. at its site in Center Point, Texas
EvoWash sand washing plant and the AggMax, which incorporates washing, scrubbing, screening and lightweight removal all on one chassis,” Vallelly says.
Since its launch, the range has significantly expanded to include horizontal sizing screens, grizzly screens, dewatering screens, circular motion incline screens and fine sand screens for specialist applications.
The expansion of the range was first revealed at Bauma in 2016 and since then CDE has supplied its screening technology across the EU market.
They were first introduced to the North American market at CONEXPO-CON/AGG in 2017, one year before the Northern Irelandheadquartered company announced it was to expand further into the region with the opening of its new headquarters in Cleburne, Texas. With a greater foothold in the region, materials processors in North America are now also enjoying the operational benefits of CDE dewatering screens.
Recently, CDE worked with Wheatcraft Materials Inc., a family-owned and -operated business that has supplied the central Texas market and its local ready-mix batching plants with quality sand and gravel products for over 40 years.
Typical of most operations in Texas and in other parts of North America, Wheatcraft Materials Inc. was operating with a traditional sand washing set-up, a horizontal classifying tank and sand screw.
CDE upgraded the process with its EvoWash sand washing plant, which integrates the patented Infinity screen.
Curtis Wheatcraft says the traditional equipment employed on the site had its limitations.
“One of the biggest challenges we identified was that we were losing valuable sand due to the inefficiencies of the older technology.”
CDE technical engineers visited the site and closely monitored the plant process to better understand the challenges and limitations facing Wheatcraft Materials Inc. Sample feed material was tested, and results analysed, to develop an engineered solution that would enable the company to capture valuable fines to maximise its yield and profitability.
“We were losing valuable sand due to the inefficiencies of the older technology”
Kevin Vallelly, CDE director of engineering
Taking into consideration the site footprint and the customer’s requirements, CDE proposed an upgrade to the Wheatcraft Materials Inc. plant that would integrate with the existing system to ensure the company could continue to operate at full feed capacity.
Tom Wick, CDE business development manager in North America, says: “We replaced the traditional horizontal classifying tank and sand screw with the patented
EvoWash technology, which is a step above what everybody else has.”
CDE’s signature EvoWash technology – a compact, modular sand washing system – integrates a high-frequency dewatering screen, sump and hydrocyclones to provide unrivaled control of silt cut points and to eliminate the loss of quality fines.
The EvoWash also incorporates CDE’s patented Infinity Screen technology for optimal dewatering results which enables its customers to produce a range of high-quality sands that are market-ready straight from the belt.
Plant manager Joe Davila said there was an immediate boost in product yield.
“As soon as we turned it on and started feeding plant, we could tell there was more material hitting the ground than normal. We were making almost twice as much sand as we had been making in the past.”
On sand production, Davila says: “We were doing about 300 tons, but with the CDE EvoWash we’re probably doing about 500 tons, and on a real good day we’ll do 600 tons.”
Higher feed capacity has enabled Wheatcraft Materials Inc. to increase its production levels across the board.
“Now the plant can handle everything we can put in it,” Davila explains. “We increased production on our gravel products simply because we’re able to feed the plant more. As soon as our smaller gravels hit the ground they’re pretty much sold. It’s the same with our larger gravels, too. They’re ready for the market as soon as they leave the belt and the local ready-mix company pretty much buys it all from us.”
The Wheatcraft Materials Inc. wash plant now has a production capacity of up to 200 tons per hour, and the equipment paid for itself in just four months.
Vallelly concludes: “The Wheatcraft Materials Inc. story is a prime example of the growth opportunities that CDE Infinity dewatering screens offer customers, whether they’re based in North America or in Europe. The introduction of the EvoWash with integrated dewatering screen has enabled them to remove more moisture from their sand in a fraction of the time.”
A dewatering screen is different from a traditional sizing screen, notes Alan Bennetts, global product manager for Washing & Classifying at McLanahan Corporation.
“The main purpose of a dewatering screen is to retain as much material on the screen deck as possible while removing as much water as possible,” says Bennetts. “Equipment design and desired moisture level of the discharge are the two main factors used to size a dewatering screen.
“Dewatering screen design deals with the screen’s ability to handle the throughput. This boils down to the crossbeams and strings underneath the screen media and the media itself. Too much mass on the screen will begin a cascade of failures. These failures can show up in a number of places, but
“The comment ‘Fines follow the water’ is one I have repeated numerous times”
Alan Bennetts, McLanahan’s global product manager for Washing & Classifying
one of the easier to control and easier to observe is where the screen is isolated at the mounting point.
“Isolation is achieved with rubber buffers, coiled springs or other methods that are designed for the upper mass limitation of the dewatering screen’s physical capacity. Each one of the isolation methods has a limited ability to recover from deformation caused by overloading.”
Bennetts says that once permanent deformation or breaking has occurred, the vibration of the screen is no longer fully focused on the effort to dewater the material. This impacts the life of the dewatering screen and the effectiveness of the dewatering process.
Monitoring the height of material discharge is another way to observe overloading, Bennetts continues, but it is not applicable to fine material dewatering. Therefore, the screen structure sets the upper level of physical capacity, but many applications never approach that limit because of the other main factor, which is desired moisture level.
“The desired moisture level of the discharge is the other main factor used to determine the dewatering screen’s effective capacity.
“The majority of the time, the goal is to make a ‘drip-free’ product. That means if a person was to grab a handful of the dewatering screen discharge and squeeze it into a ball, there should be no water dripping out.”
Bennetts highlights that several physical
properties of the dewatering screen and the material influence water removal rate, including the drainage rate of the screen; the drainage rate of the material; and the drainage rate of the screen.
“Every dewatering screen has a maximum drainage related to the open area of the screen media. The larger the open area, the higher the drainage rate or the amount of water that will pass through the screen media.
“The open area has to be balanced against the opening in the screen media. Too large of an opening will allow material to go through the screen deck along with the water. In some cases, this may be desired.
“Alternatively, if the opening is too small, the drainage rate may not be sufficient to adequately dry the material.”
Dewatering screens generally have a
much lower open area than a sizing screen, adds Bennetts. Because of this, it is beneficial to introduce the new material to the dewatering screen at 50% solids by weight or higher.
The lower amount of water in the new feed to the screen will, says Bennetts, increase the chance of retaining fines on the screen and producing a drier product.
“The material itself has a drainage rate and is a major influence in the water removal process. The different physical characteristics have to be considered for each application.
“The gradation of the material is an important factor, as coarser material generally has a higher drainage rate and allows the dewatering screen to operate at high capacity.
“A coarse material will have a thicker bed depth in terms of measurement but will
Heavy dewatering screen material discharge
Too much water for the dewatering screen drainage rate
have less layers of particles. This creates an easier path for the water to move through the material and report to the screen’s underside.”
Bennetts notes that coarser material’s capacity on a dewatering screen will be close to or at the screen’s physical capacity and will generally have a lower percent moisture.
In contrast, a fine gradation will reduce the capacity of the unit. Material with a finer gradation will have more layers and the material will be tightly packed. This creates a more difficult path for the water to drain through the material and report to the underside of the screen media.
“To further complicate the matter, some material can have interlocking characteristics, which will further decrease the drainage rate through the material. Even though a drip-free product is achieved, the finer particles have a tendency to retain a larger percent of moisture.
“The comment ‘Fines follow the water’ is one I have repeated numerous times, but it is still true. The water will carry finer particles through the screen openings. This leads to difficulty retaining the finer particles on the screen deck.
“It is especially tricky to retain material that is smaller than the screen media opening. As mentioned above, the finer material will have more layers, but the bed depth will be less. Keeping the material on the screen deck longer will improve the dewatering process. This is especially true if the coarsest fraction is kept on longer.”
Bennetts says that, in the end, the drainage rate of the screen and the material drive the sizing for most applications.
“There are several methods to increase each of the drainage rates. Some of them, such as weirs and dams, attempt to increase the material drainage. Other approaches, such as speed and media openings, focus on the screen drainage.
“Because each application has its own unique properties, it takes experience and experimentation to find the right adjustment to maintain throughput and produce the driest discharge.”
“If concrete is involved, things get tough. ‘Regular’ water pumps often wear out faster than economically acceptable. However, for some applications even the smallest model is sufficient,” says Birger Schmidt, European sales manager for Tsurumi, the Japanese pump specialist.
“The processing of finished concrete elements usually involves the use of clear or process water to cool drilling and sawing machines,” says Schmidt.
“If no tap line is available for this purpose, improvisation is key: a barrel with a pump is already enough. Tsurumi has developed a “miniature” pump for this scenario, the
Family-12, which is as small as a football. Nevertheless, it has a lot to offer with only 100 watts of motor power, it manages 80 litres per minute, pumps up to two floors and does not even mind granular dirt (up to 6 mm diameter). This residue dewatering pump empties a water barrel, stopping only at a residual level of one millimetre. Since only moist whiff remains, the 3.4kg pump even replaces the need for final drying with a cloth, for example.
“Those who need more should consider the larger model LSC: also a residue dewatering pump, but providing 170 l/min and 11-metre maximum delivery height. The more powerful model is also the basic equipment of many fire brigades. The technology has proven its worth, and there is no backflow of water even when the pump is lifted.”
Schmidt says that concrete recycling takes on a different dimension. This involves residual water contaminated with cement or concrete residues.
“These waters may contain grain sizes in the micrometre range but may also include crumbly lumps of concrete up to 30mm in size. The larger pieces are sieved out in a water bath. The remaining residual water containing cement grains and other fine materials is used to rinse out truck mixers or is returned to the production process. Dewatering pumps with “concrete suitability” take over these tasks.”
Schmidt notes that Tsurumi has three pump series – KTZ, KRS and UZ – which are all well suited for ‘hard’ recycling water. Among them is the frequently selected KRS280 for up to 100m³ per hour flow capacity and almost 16-metre maximum delivery head. The KRS2 series is said by Hoffman to be particularly characterised by its powerful agitators at the intake opening to make media with a high solid content more fluid.
He continues: “A common design aspect is the absence of the cooling jacket. This is a characteristic feature of ‘concrete-ready’ pumps and is used to dissipate heat from the motor. Cooling jackets would wear quickly from the inside due to the abrasive particles in the pumped medium. Instead, the heat dissipation takes place via the large dimensioned housing of the submerged pump, which dissipates the heat to the surrounding medium. Nevertheless, pumps with cooling jackets (such as the NKZ series from the above manufacturer) are also sometimes used. The specific task defines the model selection.
“The core task of the designs is, therefore, to prevent rapid wear and tear of the internal components. The Japanese keep the abrasive medium away from the neuralgic components. On the design side, they rely among other things on a double internal mechanical seal without water contact. Also, a shaft sleeve with sealing ring and several sealing lips protect the shaft from the abrasive particles in the water flow. The fact that many components such as the impeller, wear plate and not least the housing are
Tsurumi’s KRS2-80 pump in a concrete application pic: Tsurumi
Only certain water pump configurations make sense in concrete applications, because the pumping medium gnaws relentlessly at the material pic: Tsurumi
made of hardened materials such as silicon carbide in the shaft seal helps to extend the service life. A specially developed oil lifter lubricates the pump in every position so that users can even face the thermally sensitive slurping or dry running with confidence.”
Schmidt says that if more than the usual 30mm maximum solid-handling diameter is required, special pumps such as the up to 100mm solid-handling diameter capacity UZ series can be used. They allow even thick lumps to pass through the unit without damage. Thanks to its particularly low speed, this slow-moving pump is also more resistant than its fast counterparts (at a comparable flow capacity).
Atlas Copco has developed a new addition to the WEDA submersible dewatering pump range with the WEDA S50. Fitting into the S family of WEDA sludge pumps, the new model complements the other pumps in the range in terms of specifications.
The WEDA S range is designed for thick, soft, wet mud or other similar mixtures. These pumps are ideally suited for construction dewatering, industrial or refining applications.
The technical specifications of the new S50 model place it between the S30 and the S60 pumps. It offers a maximum flow of 1450 l/min while pumping sludge with a specific gravity of up to 1400kg/m³. The S50 has a rated output of 4.8kW and maximum solidshandling size of 50 mm, which is the same as both the S30 and S60 models.
“The WEDA S50 is an ideal pump for rental companies and general contractors where they don’t have to worry about what goes in the pump,” explains Hrishikesh Kulkarni, product manager, Atlas Copco Power and Flow division. “Accordingly, these vortex-designed pumps are ideal for abrasive media and handling solids up to 50mm.
The S50 fits neatly into the existing range of Sludge pumps, making our S family portfolio complete with a range from 0.5-1-3-5 and 7.5kW.” The Sludge portfolio covers a wide range of applications such as cement plants, industrial process water, sedimentation tanks, treatment plants, construction sites etc.
The WEDA S50 comes with the standard WEDA+ features, including rotation control, phase-failure protection, thermal switches in
each motor winding, and 16-amps phaseshifter plugs. All WEDA+ pumps are fitted with a 20-metre cable and the reinforced cable entries ensure high resistance to water leakage.
S50 pumps are built with hardened highchrome impellers and volute, which provides high wear resistance. The aluminium alloy construction also offers high corrosion resistance. All these features combine to ensure durability and reliability in harsh environments. Low-weight materials have the extra benefit of making handling and transportation easy. The Sludge range along with the new S50 is, therefore, an attractive option for rental use in the construction and industrial sectors.
For extra protection, the casing rib design offers external cooling to the motor in case of dry running, which gives the S50 exceptional dry running capabilities.
Everything about the WEDA S50 is configured for ease of operation and maintenance. WEDA seal systems have a unique modular design, thus allowing for flexibility and ease of maintenance. Service technicians can change S50 seals at the job site with minimum impact on pump availability. The pump has an external oil inspection plug, making it a simple maintenance task to perform quick inspections.
The S50 base is designed for stability while the bottom-side discharge allows the passage of solids up to 50 mm. It offers several options and sizes for connections and flow direction is changeable from 90 to 180 degrees on the discharge.
An extensive network of dealers and service technicians supports the WEDA S50 along with the entire WEDA range. Spare parts are readily available and easy to fit.
Xylem says it is leading the water sector in the European Commission’s transition to Stage V diesel engines with the upcoming launch of two new innovative and sustainable Godwin Dri-Prime S Series pumps. These four-inch models, to be available in the autumn, will add to Xylem’s comprehensive portfolio of Stage V-compliant Godwin S Series dewatering pumps. The company has also released a ‘Stage V Diesel Engine Guide’, offering timely guidance for those making the transition.
Simon Mathias, Xylem’s regional product manager, said: “As the deadline for Stage V implementation approaches, our new ‘Stage V Diesel Engine Guide’ and the launch of our next-generation, efficient Stage V-compliant dewatering pumps later this year, reflects our commitment to support our customers in complying with EU regulations. Our new pumps will benefit customers through enhanced hydraulic performance and efficiency, offering up to 20% greater uptime and 15% improved fuel economy versus older Dri-Prime models.” AB
Atlas Copco’s WEDA submersible dewatering pump range
Atlas Copco’s new WEDA S50 dewatering pump
Keeping off-highway machine tyres moving
I Indian ff off h -hiigghhway y machiine tyre i gi g ant t BKT T h has i im m l pl p emented a response to the COVID19 pandemic while also
Indian global off-highway machine tyre giant BKT has implemented a comprehensive response to the COVID-19 pandemic, while also revealing new developments in its product range and production capabilities. Guy Woodford and Partha Basistha report
When it comes to COVID-19, BKT (Balkrishna Industries) has not been exempt from having to face an extraordinary and truly complex emergency. It is a situation that needs to be managed for the whole group at an international level.
For BKT, the number one priority is and has always been the safety of employees and workers. The group continues to carefully follow the guidelines set by the various countries where it is present to minimise risks arising from the COVID-19 pandemic.
However, in recent months BKT’s reactive force and resilience have never been found wanting, and it has reorganised all its internal and external processes to be ready to restart immediately based on government decisions.
On April 27, tyre production was quickly restarted at all BKT’s Indian plants, thanks to constructive dialogue between the company and local authorities.
In conjunction with the restart of production, BKT was also able to restart raw material supplies and overseas shipments, destined for both the original equipment and parts sectors.
Thanks to the task force which developed the operational plan for employee safety and to the supply chain team which stayed in constant contact with raw material suppliers, production restarted without wasting a single second.
The task force immediately studied and implemented the operational plan– the Standard Operating Procedure (SOP)– which was put to and approved by the Indian government and by local governments.
As for employees working in Indian plants, BKT has equipped the production facilities with numerous measures: distancing between employees and using some devices and physical dividers for departments and workstations; the reorganisation of shifts to enable distancing; the construction of accommodation for employees who can then avoid using transport; the installation of body temperature sensors; and the introduction of a medical examination for all workers at the beginning of their shift with a doctor who is always present in each plant.
BKT’s Mumbai headquarters adopted smart working as soon as the Indian government started the lockdown, thus ensuring continuity of customer service and sales support. This means of working is still active in India, without any activity ever having been stopped.
The same method has also been used by BKT Europe and its logistics, technical support, marketing, customer service and sales support. Despite being at the centre of the storm, the Italy-based European subsidiary has remained in constant contact with its European original equipment customers, handling every situation with all due care.
BKT Europe follows the Italian government’s directives and has implemented all the actions required by the
regulations, such as reorganising workspace to respect distancing requirements, using masks in work environments and continually sanitising premises.
Lucia Salmaso, CEO of BKT Europe, said: “This situation has put us to the test, as it has everyone, but resilience is one of the founding values of our company. That is why we look to the future with determination and a profound sense of responsibility. If we look at the ‘positive’ side, after such a long period of isolation, the team is even more united than before because the physical distance has further strengthened our spirit of belonging.”
At this delicate time, technology can play a truly essential role, supporting the fulfilment of each new idea and approach.
“By having the right skills in the company, BKT has been at an advantage in digitalising some activities that were previously conducted in a more traditional way,”
ABOVE: BKT Europe CEO Lucia Salmaso BELOW: BKT’s European HQ in Seregno, Italy
A LONG WAY TOGETHER
EARTHMAX SR 41
No matter how challenging your needs, EARTHMAX SR 41 is your best ally when it comes to operations that require extraordinary traction. Thanks to its All Steel radial structure and the special block pattern, EARTHMAX SR 41 provides excellent resistance against punctures and an extended service life. In addition to long working hours without downtime, the tyre ensures extraordinary comfort.
EARTHMAX SR 41 is BKT’s response to withstand the toughest operating conditions in haulage, loading and dozing applications.
europe@bkt-tires.com
Salmaso added. “In this sense, the emergency has accelerated, I would say in many sectors, a technological evolution that would probably have taken years to bear fruit.”
As mentioned, BKT responded quickly to the emergency, since it had already been using cloud solutions for the business for some time. Hence, it very quickly organised smart working, having already acquired the necessary mindset and being able to count on the support of all those technological tools essential to collaborate remotely and efficiently.
The company has also provided technical and in-depth training to European distributors, making available technical sessions conducted live by field engineering teams. This initiative has been very successful and highlights everyone’s desire to remain active and seize every possibility that the situation offers.
Customer support activities have been constant during the emergency phase. The company has never stopped handling all incoming requests, starting obviously with any emergencies. Even in the most difficult period, BKT has continued to supply products.
“It’s hard to predict now how the market will react, it depends on many factors,” Salmaso added. “It could be even faster than we think, much will also depend on the support that the various governments around the world make available to companies to mitigate the huge losses incurred. It is certainly necessary to abandon overly rigid approaches and put into practice genuine solidarity between the various countries, reaching out to those who have paid the highest price for the pandemic.
“In my career, I have seen many ‘highs’ and ‘lows’ and each time I faced the situation by putting on a smile and rolling up my sleeves because challenges are the best ingredient for a dynamic market. Without challenges, we have no opportunity to evolve, think creatively, find solutions. I am sure that after an initial period of ‘disorientation’, business will be hectic and with the highest level of innovation ever.”
Salmaso says there has been a slowdown in the off-highway tyre market, but it is gradually recovering and is in a “dynamic rather than static” situation.
She continued: “It is difficult to establish the future evolution of the market now since the top priority is managing and solving the healthcare emergency. It is clear, however, that over time, all actors are finding alternatives and solutions to face a changing market that needs to continue not only in order to live but to evolve.
“After a difficult situation worldwide, there is, therefore, the enthusiasm of starting over; a push that can only do good for all sectors, including the specialised areas of land movement, construction, quarrying and mining.”
BKT recently published a booklet that brings together the solidarity initiatives that management and all BKT employees adopted during the pandemic, testifying to the great compassion of the “BKT family” which, in this emergency, teamed up to intervene in Italy and Europe, North America and India.
This booklet stems from BKT’s strong sense of responsibility to the community; from the need to set a good example as a recognised brand, able to positively influence the public and thus push others to follow its example.
From the strength of the “family” came the initiative to donate a full day’s pay, which saw the participation of 2,000 BKT employees from all continents. The money raised has been donated to several projects in which the BKT Foundation is engaged, as it works hard to support various initiatives in the field of solidarity.
This fully reflects BKT’s philosophy of work, always ready to engage for a better future. The company has never forgotten its roots in India, a country seriously affected by the emergency, where the company has provided those most in need with over
400,000 packages of ready-to-eat food and 60,000 packages containing various ingredients, such as flour, oil, salt and rice.
BKT has also donated 25,000 PPE kits to healthcare personnel, i.e. disposable coveralls for the care of COVID-19 patients, complete with hood, mask, gloves, and shoe covers. At Tata Memorial Hospital in Mumbai, BKT then donated hemodynamic monitors, important components in ventilators.
In Italy, the company has contributed to the Cesvi (Italian NGO) project for the home delivery of basic necessities to people from at-risk or vulnerable categories.
Moreover, BKT’s US headquarters donated funds to Samaritan’s Purse, an international organisation which manages healthcare emergencies and built a field hospital in New York’s Central Park at the peak of COVID-19.
In India, BKT will be soon introducing ultra-large off-highway tyres for higher capacity rigid dump trucks.
Speaking to Aggregates Business International, Rajiv Poddar, joint managing director of Balkrishna Industries, said: “Demand is slow and competition is getting tougher in the Indian and global OTR markets. To drive business, we are working on multiple areas. This includes widening our product portfolio. The key initiative is production of new ‘ultra large’ OTR tyres for rigid dump trucks. The second major strategy is towards keeping our operating costs low to pass on benefits to customers. In addition, we are exploring newer possibilities to improve product support so customers are able to derive optimum total lifecycle benefits from our tyres. BKT enjoys a strong brand recall in both the global and domestic markets. Our tyres are in great demand as they are of very superior composition, with an innovative tread design that helps lower the cost of operation per km with resultant lower fuel costs per hour.”
The company is also setting up a new off-highway tyre production unit at Aurangabad in Maharashtra, western India, following the closure of its existing facility there. BKT’s Bhuj production site has started producing carbon black for the company’s tyres, while also selling it to third parties. AB
Greener asphalt plant production
Environmentally friendly asphalt plants that also boost customers’ bottom lines are in demand. Guy Woodford reports
Pankas, a leading Danish asphalt producer, has reinforced its strong green credentials following the recent installation of one of Denmark’s most environmentally friendly asphalt plant supplied by KVM International.
The Freja 3500S will produce up to 100,000 tonnes of asphalt a year at Pankas’s new site in Allerød, north Copenhagen.
KVM International was said to be Pankas’s natural choice to supply its new state-ofthe-art eco-friendly asphalt plant due to a reputation for producing premium solutions featuring highly insulated bitumen tanks and hot storage silos, together with a fully automated drying and filtration process bound together with KVM’s advanced Asphalt Management Control (AMC) system.
Pankas’s technical manager, David Bredahl, who has been in charge of the Freja 3500S plant installation, received the green light to start operating the new cutting-edge plant on 14 February 2020.
“It turned out to be just what we wanted. The plant does not interfere with the surroundings, from a dust, noise or rainwater perspective. We have used the best technology available, and everything is specially designed to protect nature and the environment – from the height of the chimney to laboratory-tested cleaning of surface water, advanced sound muffling and unloading of trucks without obnoxious smells,” says Bredahl.
The Allerød-based plant’s anticipated up to six-figure output is based on 150 days of four-hours-a-day operation. Throughout
Denmark, 3.5 million tonnes of asphalt is produced each year at approximately 35 asphalt factories nationally.
Pankas’s new KVM International plant operates near vulnerable natural areas, so all water discharged from the factory must comply with the highest standards. As no water is included in asphalt production, there is no process wastewater from an asphalt plant. Therefore, Pankas has focused on the surface rainwater that runs off from surrounding paved areas, such as aprons and roads.
A safety layer of 23 centimetres, consisting of several layers of asphalt and adhesive, ensures that, for example, oil drips from cars and trucks do not seep into the groundwater. All surface water is collected and purified in a huge underground biological
rainwater system covering 1100m², the first and largest of its kind in Denmark.
The quality of the purified water is tested at least four times a year by a Danakaccredited laboratory. Andy Hoang, a cloudburst and rainwater drainage expert from the consultancy Dines Jørgensen & Co, selected the water treatment plant. Hoang said there is no better and more environmentally friendly solution in the world market for Pankas’s needs.
“The water is cleaned so well in the plant that it meets the requirements of the EU-protected Natura 2000 sites,” he explained.
Most factories in Denmark are the result of expansions over the years. However, Bredahl said there had been massive environmental benefits from being able to plan out the entire factory before it was built. Besides the extensive cleaning of surface rainwater, he points out that the foundation and steel structure for the asphalt plant have been made extra strong, so additional sound-reduction enclosures can be added in the future if required. Additionally, the plant layout was made very compact, and the area with stable gravel and other clean raw materials has been designed so that clean surface rainwater is isolated and can seep into the ground naturally.
“As an experienced asphalt man, I am proud of the finished plant. All motors are frequency controlled, the burner runs on the latest natural gas technology, the plant lighting is low-voltage LED, we do not refuel machines on the site, and we only salt on walking areas. Even the rainwater from
Pankas’s Freja 3500S asphalt plant manufactured by KVM International
KVM International AMC (asphalt manufacturing control) with double screen
the roof is cleaned before it seeps out,” says Pankas’s regional manager Kenneth Dencker, a 31-year company veteran who is responsible for the factory’s daily operations.
The factory is run daily by five employees, and in order not to impact the neighbours in Allerød, Pankas has taken a number of extra measures. The plant is surrounded by noise barriers and attenuators have been put on the factory’s noisiest features such as the burner, exhauster and the skip winch hoist.
“We also avoid obnoxious smells when the tankers deliver bitumen. All the air that is purged from the silos is pumped with help from special pipework directly back into the tankers,” says Dencker.
The 20-metre-tall chimney is also fitted with an alarm that goes off if dust emissions exceed their limit.
“We have now produced more than 30,000 tonnes of asphalt with our new KVM Freja 3500S asphalt plant, and we are convinced that our decision to go with KVM International was the right choice. We have experienced excellent professional project work and competence from the company throughout this project, and we are confident that we will receive first-class support and help in the future,” concludes Bredahl.
Cicchetti has been an active supplier of asphalt products to customers in the Rome and surrounding Lazio region of Italy for many years. The continuously increasing requirements for the quality of the end product are and always have been an important factor that has to be achieved and explored.
It was the necessity to produce ever more innovative asphaltic mixtures using different additives while continuously increasing the quality of the end product that finally convinced the company owner to invest in a new asphalt mixing plant – one which can be a central sourcing point for road construction in Rome and is capable of meeting these high requirements and demands now and in the future.
After viewing various plants abroad, this decision had already been made several years ago. Due to delays in the required permits, however, it had to be postponed numerous times. The owner’s primary objective – to keep the in-house asphalt mixing plant state-of-the-art at all times –was finally achieved last year with the new Benninghoven TBA 4000 asphalt mixing
plant with a four-tonne mixer and a nominal mixing capacity of 320 tonnes per hour.
The new asphalt mixing plant was commissioned on 18 January 2020 in the presence of numerous customers, the administrative authority and the purchaser Cicchetti. The guests were informed about the various benefits of the new asphalt mixing plant, the easy operation of the software and the wholly revised control station. Guests with a particular interest in the plant were offered a tour which highlighted the special technical features of the plant.
Before the plant was planned, a lot of time and detailed work were invested in the precise layout of the construction site. This meticulous preliminary work allowed the new asphalt mixing plant to be safely installed while the old plant was still running, continuing to product asphaltic mixture while the TBA 4000 was being assembled. Other parts of this concept included optimising the positioning of the storage locations for the minerals, the processing of the recycling material and the manoeuvring of lorries for loading.
As the central control unit for the asphalt mixing plant, the command station was updated with the Benninghoven BLS 3000 control system. Examining the recycling material to be reused and in particular, the accurate rendering of the recipes and the quality of the asphaltic mixture delivered to the customer are crucial aspects for a plant which produces exclusively for third parties. Material samples are extracted daily to guarantee the correct composition of the product for road construction.
In the context of reusing recycling material, a new screen unit was also purchased for screening the delivered recycling material into different fractions. This is the best way to ensure that the material can be added to the mixing process with the correct grain size. The screened recycling material is stored in the covered internal area to minimise dust at the construction site and to protect the processed material against rain. Without this protection, the material could re-absorb moisture which would have to be removed again during the
LEFT: Cicchetti’s Benninghoven TBA 4000 asphalt plant BELOW: Pictured left to right: Massimo Cicchetti, co-owner of Cicchetti; Alessandro Camerini, Italy area sales manager, Benninghoven; Fabio Cicchetti, co-owner of Cicchetti; Roberto Berardi, product manager, Benninghoven
Asphalt Plant FREJA
• Mixer Range 3 – 4 - 5 ton
• Output Capacity 180 - 320 tph.
• Available as low or high built Mixer Tower with or without cladding
• Steel Skids option available
• Hot Aggregate Storage max. 150 ton in up to 7 bins or split into 2 x 7 bins
• Individual Round Hot Storage Silos fitted on load cells
• Advanced Control System with excellent data traceability
drying process, requiring additional energy and costs. This measure substantially reduces fuel consumption for drying the mineral and increases the hourly output of the plant.
A 1.2-metre difference in altitude at the construction site was created between the storage area for aggregates/recycling material and the area where the plant was installed. This omits the need for a feed ramp on the site.
Even though the previously used plant was not wholly outdated, some weak points had become evident over the years which had to be addressed: the hourly output was increased to offer customers shorter wait times; the market requirement for offering ever more progressive products; the readiness to use recycling material and the continuously growing necessity for reducing the environmental impact (odours, emissions, etc.).
With respect to emissions, the burner is now run with liquid gas instead of heating oil. Another standout feature of the new burner is the afterburner unit, i.e. extracted bituminous vapours generated during the internal asphalt transfer from the mixer into the skip or the loading silo are transferred to the burner and burnt there. This not only drastically reduces contamination of the plant, but also allows the odours generated during specific processes to be eliminated as much as possible.
A particular focus was also placed on stocking the raw materials for the final asphalt: a total of nine feed hoppers for virgin mineral allow easy processing of mineral containing lime as well as basalt. Four bitumen tanks allow the use of different bitumen types, depending on the recipe and on which is more suitable for the mixture to be produced, as well as two tanks for storing emulsions.
In addition to this, an increased focus was on the type and quality of bitumen heating and storage and the protection of all essential components. Bitumen pumps, for example, were specially encapsulated to reduce noise and to protect them against the weather.
In line with the overall concept, the dust collection system was equipped with a larger filter area (over 1100m²) and fully insulated
RIGHT: Elevator/screen transition piece with replaceable Amdruit BELOW: Ammlub utilises an electronic control unit with temperature compensation
to reduce heat loss and the resulting fuel consumption as much as possible. In addition to this, the fan in the mixing tower extraction system, as well as many of the main motors in the system, were equipped with a frequency converter (for reducing power consumption and noise generation).
The requirements for the technology for using recycled material were carefully evaluated and coordinated after several visits to sites in Italy and abroad. The “multivariable” system was the most convincing: it allows the production of the asphaltic mixture from screened recycling material (mandatory on the Italian market today) which is added to the mixing process cold.
The Benninghoven control system allows the use of a high ratio of recycling material.
At the same time, this concept eliminates the risk of mistakes with respect to the grading curve of the recipe, any process oils (rejuvenators) to be used or the production temperature of the mixture.
To ensure production of a new highquality asphalt, the system allows the user to adapt the quantities of the different aggregates, the rejuvenator, filler and bitumen – which are required for the best possible grading curve – depending on the quality and ratio of the recycling material used.
To meet the customer’s requirements, a large-capacity loading silo (with two 76-tonne chambers) was selected to keep waiting times during loading of lorries at the site as short as possible.
Other important features are the screen unit with six-fold screening and a screen surface of over 46m² and a hot bin section with a total capacity of 80 tonnes for storing the hot screened material. This ensures unparalleled flexibility when handling a variety of different recipes. Also, it helps to minimise plant starts/stops not connected to planned production and to provide optimum service to customers arriving without registering beforehand.
All asphalt production businesses want to minimise the cost of ownership. The lower those expenses, the more competitive asphalt prices can be – and the higher profits can go.
Ammann’s efforts to reduce asphaltoperating expenses include two key products that protect plant: Ammlub and Amdurit.
Ammann’s automatic lubrication system is said to provide three key benefits: longer plant life, reduced fuel costs and improved safety.
Traditional lubrication methods can be a struggle. They often require that technicians stretch and strain to reach extremely tight spaces – and that they fight dust, dirt and heat in the process. There also is the question of when to grease – and how much grease to apply. Was it too much? Not enough?
ADM Asphalt Drum Mixers’ EX Series of asphalt plant with single-drum, counterflow systems, meet high-capacity production demands and strict environmental regulations
Ammlub ends these battles, says Ammann. The labour-saving, smart system is mounted directly on the plant’s lubrication points. It automatically applies lubricants at scheduled intervals, ensuring that the process is done on time – every time.
Also, Ammlub is said to eliminate downtime. The lubricant applications can occur while the plant is running, enabling the completion of routine maintenance without a drop in productivity.
An immediate benefit is fuel savings, which Ammann says can be reduced by as much as 10% when all parts and components are working harmoniously.
With appropriate lubrication, those parts and components will also last longer, providing further savings. Additionally, because this system locks out contaminants, plant life is extended.
Finally, workplace safety is also improved. Technicians no longer need to lug tools and fluids with them to access difficult-to-reach service points. These service points typically include all components along the process flow, starting with the cold feeder and ending with the discharge shoot.
Amdurit, Ammann’s proprietary wearprotection system, is said to provide up to three times the service life of wear-resistant steel and protects valuable parts and components. It makes maintenance easy, too. Instead of replacing the component, simply swap out the Amdurit covering.
The wear-protection system is said to result in savings as components last longer, which translates to fewer replacements and therefore, lower costs. Plant owners also avoid the labour costs associated with replacing parts.
Component replacements are also quick and easy to install when necessary, so overall plant uptime is improved.
There are many potential areas of use, including drum inserts; transition and discharge locations; feeders, both reclaimed asphalt pavement (RAP) and traditional; and silos.
The preferred areas of use concerning components for RAP feed are RAP elevator feed and discharge; drum pipe infeed, cone and scales in the drum pipe; intermediate container and chute in the mixer; and RAP feed, worm screw and screw trough.
A range of fastening methods, such as welding, clamping and bolting, make it easy to replace the original part with Amdurit wear protection.
Asphalt producers worldwide understand the importance of aggregates drying for producing high-quality, hot-mix asphalt. Not as readily understood may be the principle of counterflow technology in hot-mix asphalt plants. What is counterflow technology, and how does it work to impact aggregates drying times to produce highest quality asphalt?
ADM Asphalt Drum Mixers’ EX Series of asphalt plants (120–425 tonnes per hour)
with single-drum, counterflow systems, are designed to meet high-capacity production demands and strict environmental regulations. These plants handle up to 50% RAP and virtually eliminate blue-smoke and hydrocarbon emissions, combining high volume, high efficiency, and environmental friendliness in a compact package.
A hallmark of the EX Series plants for high-quality asphalt production is their counterflow design, an innovative technology based on the process and movement of the material through the drum in the opposite direction of the heated air flow and combustion gases. Here’s how it works.
Aggregate flows through the slinger conveyor or optional inlet chute, into the drum, which has six different zones. The material first enters the pusher zone. Here, the steep spiral design helps push the material into the drying zone, where the combination of J-type, saw tooth, and basket style flights, set in a herringbone pattern, lift and move the material forward through the drum. The lifting creates a vale or curtain of material through which the hot air travels. This allows for heat transfer onto the material.
Following the drying zone is the combustion zone. The combustion zone has specially designed T-type flights, which keep the material against the shell of the drum. This serves two purposes. First, it keeps material from falling through the flame, and second, it helps insulate the drum shell from the heat. The nozzle of the long nose burner is located about 1/3 of the way into the drum, which allows for a separation of the drying and mixing zones.
Past the combustion zone and behind the flame, the material passes through the RAP and additive introduction zone. Here, the now dry virgin aggregate mixes with the baghouse fines being reintroduced into the process and any RAP or dry fillers being added into the mix.
The next zone is the mixing zone where the liquid asphalt is introduced and the previous materials are further mixed. Once mixed, the now hot-mix asphalt (HMA) is moved into the discharge area, where it is lifted and pushed out through the material discharge chute, into the drag conveyor. From here the material moves up the drag into the storage silos. AB
ADM
Asphalt Drum Mixers’ EX Series plant benefits from innovative counterflow design
Epiroc new generation SmartROC D50 & SmartROC D55
Epiroc’s new generation, quarrying and mining application-suited SmartROC D50, and SmartROC D55 surface drill rigs are now updated to give drillers even more intelligent features and options over those already included on the models.
“Both SmartROC D50 and SmartROC D55 surface drill rigs will help our customers – in both mining and quarrying applications – decrease operational costs and boost productivity,” says Mattias Hjerpe, global product manager at Epiroc.
The SmartROC D50 and SmartROC D55 Down-TheHole surface drill rigs share the intelligence and automation of the bigger SmartROC D60/D65,
which were released last year.
The SmartROC D50 and D55 are versatile and flexible drill rigs, with a feed carrying five-metre tubes. The SmartROC D50 and D55 offer smart features such as automated drilling and rod handling. Both these rigs are also available with a new option, Radio Remote Control System.
“With this option, the operator works safely while being able to view the rig from a distance. This is a popular feature available on other rigs, but due to popular demand from our customers, Epiroc has made it available on these machines too,” Hjerpe explains.
Due to a new advanced control system – with intelligent
control of compressor load and engine rpm - the SmartROC D50 and D55 also cut fuel consumption. These drill rigs also benefit from a redesigned hydraulic system, which is said to reduce not only fuel burn but also uses hundreds of litres less hydraulic oil than previous versions of these machines. Additionally, this serves to increase sustainability. The automation-ready platform can also be fitted with the new optional Auto Feed Fold. By just performing a single action, the Auto Feed Fold enables the operator to dump the feed for tramming or position it ready for drilling. Inside the cabin, the operator will find an updated, ergonomically designed
working environment. The rig offers multifunction joysticks and adjustable tramming speed to improve operator comfort further and make trailer loading safer and easier. The cabin also includes a new touchscreenbased Rig Control System.
“This system is both intuitive and easy to learn – and presents live information to the operator. The new screen will give the operator total control of the rig,” Hjerpe points out.
Like all SmartROC rigs, as other new features and improvements are released, they can easily be installed via software upgrades to keep the machine up to date.
www.epiroc.com
Atlas Copco fuel-efficient Stage V mobile generators
Atlas Copco has introduced four new EU Stage V-compliant models to its flagship QAS 5 range of mobile diesel generators – the QAS 5 250, 325, 450 and 660. The Sweden-headquartered manufacturer says operators can now reduce emissions and improve their carbon footprint, while also taking full advantage of the QAS 5 range’s compact size, quiet operation, enhanced fuel economy and low total cost of ownership, up to 660kVA power.
There are now nine generators in the QAS 5 range, providing fast ‘plug and play’ power from 80 to 200kVA on Stage 3A, and from 250 to 660kVA on Stage V. These advanced generators are ideal for use in construction, events and utility applications, helping companies improve their fleet utilisation and return on investment.
“The new generators are a welcome addition to the QAS 5 range, and have been developed
Atlas Copco has added four new EU Stage V-compliant models to its flagship QAS 5 range of mobile diesel generators. Pictured is the QAS 5 250 unit Epiroc
in response to customer demand for larger power capacity, but with a more sustainable operation that meets legislation,” says Sergio Salvador, product marketing manager – Small & Medium Power Generators at Atlas Copco. “The QAS 5 generators are proven as reliable in demanding industrial environments and are enabling customers to improve plant performance.”
Events and industrial sites in urban environments are increasingly demanding quieter portable energy equipment. So the QAS 5 generators are designed to be notably silent in operation, with noise levels as low as 85dBA. This is on average 5-8dBA quieter than comparable generators depending on the application and load profile. This quiet performance is thanks to advanced technologies
including variable speed drive (VSD) air cooling, silencers and a special isolated compartment for the power pack.
Space is a premium on any site, and the QAS 5 models are compact, with a 20% smaller footprint than alternative generators in their class. As such, they are easy to transport and position on-site. They are built with rental applications in mind and offer exceptional portability with a sturdy frame and integrated forklift slots that can bear four times the weight of the unit without any deformation.
Furthermore, Atlas Copco says the QAS 5 generators can be paralleled with each other to form a mobile or independent power plant in just 55 seconds, which is a crucial advantage for operators with scalable power requirements. This allows for optimum power usage and high levels of on-site power redundancy.
www.atlascopco.com
TE Connectivity FPS2800 oil property sensor
yWith companies searching for ways to optimise and ensure longer lifetimes for equipment, reliable and accurate oil condition monitoring sensors are important. To meet this need, the FPS2800 oil property sensor from TE Connectivity (TE), a leading global company in the connectivity and sensors market, is optimised for fluid condition monitoring in applications from industrial machinery to off-highway equipment.
ing for nsure ipment, l FPS2800 m TE ding tivity toring ustrial standard port connection and
The FPS2800 measures multiple physical properties allowing simultaneous sensing of the quality, condition and contaminant of the oil. Installed directly on the equipment, the FPS2800 helps determine the correct time to change the oil and detects system issues that could lead to higher damages. The
CAN protocol make installation simple. It is suitable for customers designing or servicing systems or equipment that require oil condition monitoring such as industrial and commercial transport (ICT), off-road vehicles, mining trucks, construction equipment, and agriculture vehicles.
“Current industrial and ICT markets require effective, multi-
parametric or equipm said Antoi lin Mi Fluid Prope FPS2800 se to the incr requireme
parametric solutions for systems or equipment oil monitoring,” said Antoine Gilliocq, TE’s product line manager for EMEA (Europe, Middle East & Africa), Fluid Property Sensors. “The FPS2800 sensor from TE responds to the increasing market requirements for long-term fluid condition monitoring.”
fluid cond TE’s FPS sensor offe
TE’s FPS2800 oil property sensor offers multi-parametric sensing that measures dynamic viscosity, density, dielectric constant and temperature for enhanced fluid analysis from a single sensor; simple integration that fits M14x1.5 ports and a simple communication CAN as per SAE J1939 standard; and a rugged construction of stainless steel 316L housing to provide long-term performance. www.tec.com
Liebherr launching self-service concrete plant
Liebherr is this summer launching its new selfservice concrete plant – said to offer quick and easy access to high-quality concrete.
The plant gives building material suppliers an opportunity to supply their customers, such as small professional buyers or DIYers, in a flexible manner. Due to the adjustable concrete discharge, the concrete can be collected by anything from small trailers right up to large truck mixers.
The principle is based on the fact that the end customer can select their individually required quantity of concrete from a range of different concrete and screed types from 0.15m³. This enables the operating company of the self-service concrete plant to meet all individual customer requirements. The entire vehicle is then positioned under the plant. The mixing process can be started easily and conveniently by QR-code. Within the next two to three minutes, the fresh concrete is delivered directly into the trailer or truck mixer.
This elaborate concept is rounded off with
criteria that are crucial for the operating company in terms of competition: the supply of small quantities of 0.15 to 2m³, as well as customer-friendly opening hours, on weekdays and also on Saturdays, can be implemented without any problems thanks to the high degree of automation of the self-service concrete plant. In addition, during the plant’s development, Liebherr attached great importance to ensuring it had a high degree of mobility. As such, the self-service concrete plant is designed so that both containers can be transported with only one truck. This should avoid lengthy authorisation procedures. The completed plant requires a floor space of around 100m².
Overall, Liebherr says the self-service concrete plant offers building material dealers or gravel pit/ quarry pit operators the ideal opportunity to offer their customers an additional service offering and at the same time further expand their unique selling points.
www.liebherr.com
New Henkel crusher backing now in UK Henkel’s new LOCTITE PC 9021 shock-absorbing backing material is proving its ability to prolong the service life of gyratory and cone crushers throughout Europe. Now available in the UK, the tough and flexible material minimises downtime and is said to enhance the productivity of machinery operating in the harshest of environments.
The epoxy product is designed to flow into all cavities between the outer jacket and upper part of the crusher and between its stand, jaws, supporting cone and inner jacket. When cured, LOCTITE PC 9021 acts as a highly effective reinforcement and damper layer, significantly reducing the effects of impact, friction and vibration during the crushing process.
This technology offers distinct advantages over molten metal backing materials traditionally used for this purpose. LOCTITE PC 9021 eliminates the need for melting or special equipment which can be hazardous.
Easy and safe to use, LOCTITE PC 9021 has low water absorption, high-compression strength of 107 MPa and a shore hardness D rating of 90. Once mixed, it has an open time of 10 minutes at 25°C and cures to provide maximum impact resistance in eight hours; maximum operating temperature is 77°C.
This low-odour, two-part LOCTITE epoxy is formulated to provide a colour-change indication when the hardening component is added to the resin so the user can see when the product is thoroughly mixed and ready for application. www.henkel-adhesives .co.uk
Liebherr’s new self-service concrete plant
Henkel’s LOCTITE PC 9021 shock-absorbing backing material being applied to a crusher
2020
NOVEMBER
24-27 bauma China
Shanghai, China
Organiser: Messe München Tel: +49 89 949-20252 info@bauma-china.com https://www.bauma-china.com
2021
FEBRUARY
23-26 bauma Conexpo India
Gurugram/ New Delhi, India
Organiser: AEM and Messe München Tel: +49 89 949-20251 info@bcindia.com https://www.bcindia.com/en
Aggregates Business travels the globe attending conferences, events and equipment shows, keeping you informed of the latest offerings. Come and join us for a chat at any of the events below.
JUNE 2021
22-24 Hillhead 2020 Hillhead Quarry, Buxton, Derbyshire, England
JULY 2021
07-10 EIG 2021 Exeter, UK
These dates were correct at the time of going to press, but please note that the COVID-19 pandemic means some events may be rescheduled with little advance notice
Partner for positive change
The world around us – from skyscrapers, bridges and highways to the internet and all the devices connected to it – is made of aggregates, minerals and metals. The newly formed Metso Outotec provides the technologies and services needed to responsibly produce the commodities that build modern society. We lean on more than 150 years of experience to continuously innovate solutions your partner for positive change.
Over 15,000 experts in more than 50 countries, all at your service. mogroup.com