Aggregates Business is available on subscription at the rate of: £85 / US$145 / €111 per annum. Single copies £20 / US$35 / €26 Email subs@ropl.com for further details. Subscription records are maintained at Route One Publishing Ltd.
SUBSCRIPTION / READER ENQUIRIES TO:
Data, Route One Publishing Ltd, Second Floor, West Hill House, West Hill, Dartford, Kent, DA1 2EU, UK
TEL: +44 (0) 1322 612061 FAX: +44 (0) 1322 788063
EMAIL: data@ropl.com
No part of this publication may be reproduced in any form whatsoever without the express written permission of the publisher. Contributors are encouraged to express their personal and professional opinions in this publication, and accordingly views expressed herein are not necessarily the views of Route One Publishing Ltd. From time to time statements and claims are made by the manufacturers and their representatives in respect of their products and services. Whilst reasonable steps are taken to check their accuracy at the time of going to press, the publisher cannot be held liable for their validity and accuracy.
AGGREGATES BUSINESS USPS: is published six times a year. Airfreight and mailing in the USA by agent named World Container Inc, 150-15, 183rd Street, Jamaica, NY 11413, USA.
PERIODICALS POSTAGE PAID AT BROOKLYN, NY 11256
US POSTMASTER: Send address changes to Aggregates Business, World Container Inc, 150-15, 183rd Street, Jamaica, NY 11413, USA. Air Business Ltd is acting as our mailing agent
PRINT: ISSN 2051-5766
ONLINE: ISSN 2057-3405
PRINTED BY: Warners (Midlands) PLC
EDITOR
Building on a “remarkable outcome”
Good news for the European construction equipment industry is also good news for the continent’s aggregates sector, as increased building works require higher volumes of aggregates and other construction materials alongside investment in new off-highway machinery.
As such, new figures highlighting that European construction equipment demand continued to grow in 2021 after the industry had already seen a return to growth in the second half of 2020 when the impact of the COVID-19 pandemic was receding, shall hearten many quarry and cement plant operators.
The CECE (Committee for European Construction Equipment) says demand benefitted from a combination of stable performances by different end-user segments and pandemic stimulus measures, whose potential fully unfolded in 2021.
It adds, however, that the industry also experienced the most severe supply-chain disruptions in recent history, particularly shortages of raw materials and components and scarce and expensive freight transport.
“Against this backdrop, the 24% increase in sales in 2021 on the European market is a remarkable outcome,” says CECE president Alexandre Marchetta.
“The European construction equipment industry is indeed resilient, as shown over the last two years. The continued increase in demand in our largest markets, the European recovery programme, and the global construction boom are boosting our business.”
CECE notes that the figures surely include a statistical ‘base effect’ of yearly comparison, with the enormous drop of the first pandemic lockdown in 2020. However, after weathering the COVID crisis, the committee reports that underlying demand within the industry has remained strong and is on track to close the gap with the record sales levels of 2007.
2021 saw consistent trends across the equipment sub-sectors, with all product segments recording growth in sales of between 22% and 30%. Concrete machinery saw the strongest growth, slightly above the levels seen in the other sectors.
“Against this backdrop, the 24% increase in sales in 2021 on the European market is a remarkable outcome”
From a regional perspective, the countries hit hardest in 2020 – particularly the UK and Spain – saw the best performances in 2021. Southern Europe and CEE markets saw aboveaverage growth in sales, and even the mature markets in Northern Europe saw similar levels of recovery. None of the markets saw a fall in sales in 2021, and the only one that experienced single-digit growth was the high-volume German market. The fact that it has still not reached saturation levels can be considered a positive outcome, says CECE. Turkey continued its recovery from the catastrophic levels of decline seen in 2018/19 and saw the highest levels of growth across the market regions.
Providing an outlook for the European construction equipment market in 2022, CECE says the industry’s business climate index recorded its highest ever value in the July 2021 survey while maintaining extremely high levels throughout the rest of the year. In the first two months of 2022, there was another small improvement for the current business situation and future sales expectations.
European manufacturers hope that supply-side bottlenecks will create fewer concerns for the rest of the year.
In February this year, the CECE Business Barometer highlighted that more than 50% of manufacturers surveyed were experiencing order backlogs of six months or more. All statistics and surveys presented in the current Annual Economic Report have so far indicated that the European construction machinery industry is very well positioned. CECE warns, however, that these expectations are likely to be negatively affected by the current tensions and the effects of the war in Ukraine. GW
“The Turkish aggregates industry faces a number of risks and threats to its continued healthy development that need to be addressed”
A new quarrying-suited premium crawler excavator range unveiled amid big demand for fuel-efficient and highly productive loaders
28 HAULING
US & UK markets spearhead uptick in global ADT sales, driven by major infrastructure programmes
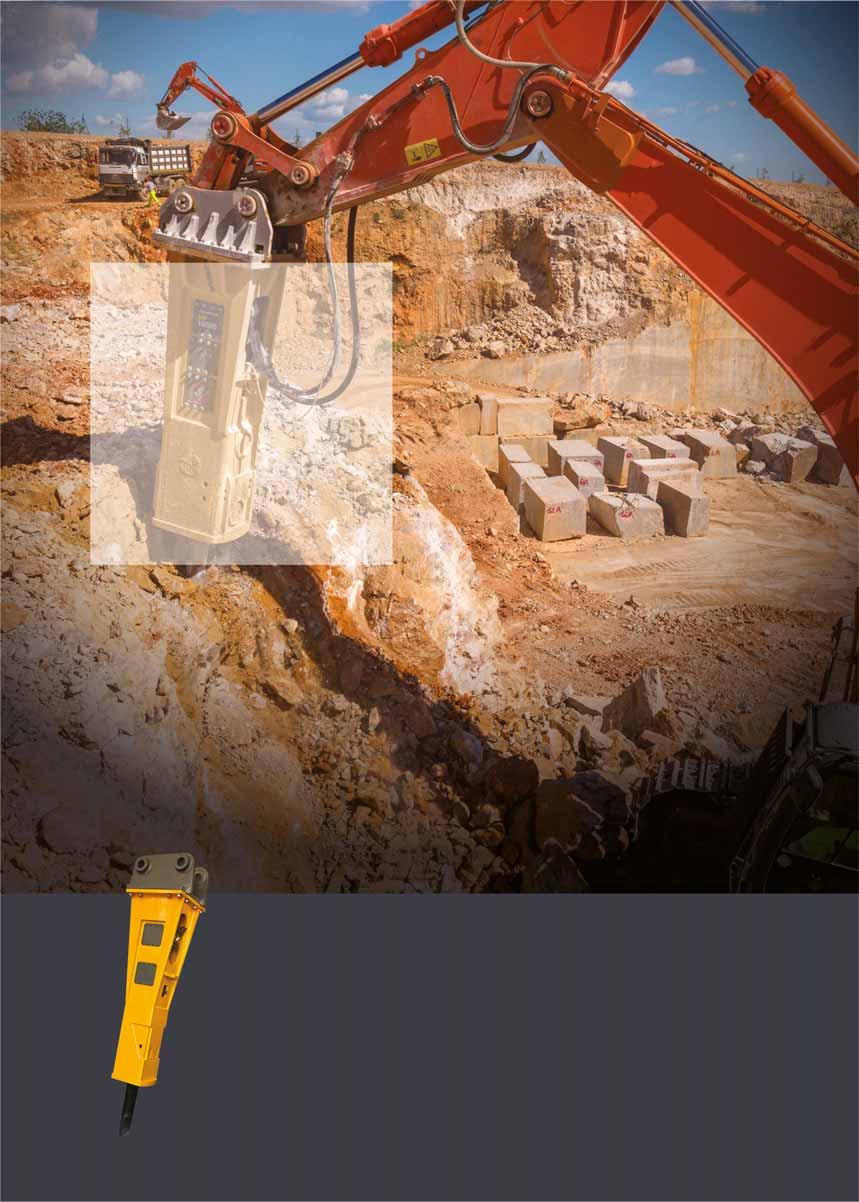
32 DRILL RIGS, HAMMERS & BREAKERS
New launches offering operators increased performance and productivity
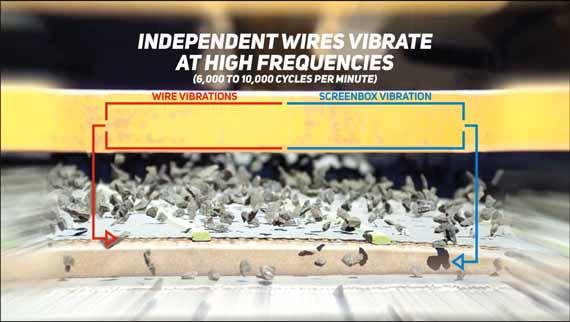
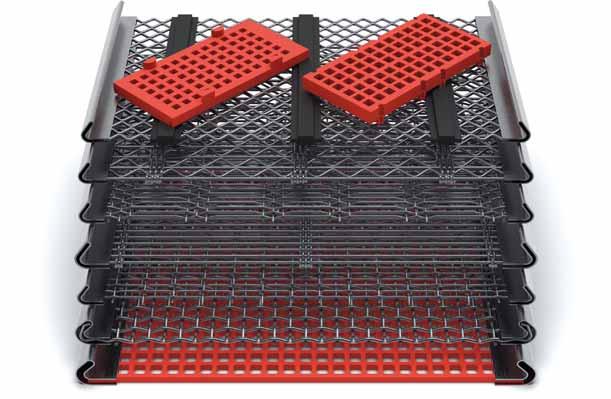
36 SCREENING MEDIA
Why investing in high-quality screening media makes commercial sense
39 WASHING – 1
The latest global examples of moneymaking washing
Specials
in
Takaharu Ikeda highlights how a more
and efficient Hitachi Construction Machinery (Europe) is ideally positioned to meet rising construction and quarrying equipment demand
PROFILE
BHS Sonthofen helps Colas-owned CMSE-Carrière de Saint-Colombe boost limestone quality in the land of grey and pink
Collaboration needed to tackle Turkey’s aggregates challenges
volvoce.com/changestartshere
VICAT TESTS NEW ALTERNATIVE MATERIALS
French building materials giant Vicat has earmarked a kiln at its Xeuilley, Meurtheet-Moselle cement plant for production trials using new alternative raw materials made under the international CO2Redres supplementary cementitious materials (SCM) project.
The project at the 1 million tonnes/year facility unites Vicat, HeidelbergCement subsidiary CBR, Buzzi Unicem subsidiary Cimalux and CRH subsidiary Eqiom to map mineral resources, waste deposits and usable residues ‘on a cross-border scale.’ Based on this research, the partners will seek to develop new SCMs in cement production.
An international group of companies and a 165-yearold French family-run business, Vicat has 9,500 employees globally. The group achieved €3.1 billion and €222 million in sales and net income, respectively, in 2020.
SigmaRoc continues strong growth trajectory
Si gmaRoc, the Londonheadquartered, AIM-listed buy-and-build construction materials group, increased its revenue by 119% to £272 million in 2021, new group trading figures reveal. Last year was also one of major strategic progress with four acquisitions, including the group’s largest to date, the creation of a joint venture with Carrières du Boulonnais, the launch of Greenbloc technology, the establishment of the new Benelux aggregate platform integrating GduH, B-Mix & Casters, and the launch of a new North European materials platform through the purchase of Nordkalk for €470 million.
As of 31 December 2021, SigmaRoc’s gross assets were £769.3 million, underpinned by more than 1 billion tonnes of reserves and resources, land, and plant and machinery in strategic locations. The group’s underlying pre-tax profit was also up by a healthy 120% in 2021 to £26.8 million.
SigmaRoc’s chief executive officer Max Vermorken said: “Two things make a quality business: a great team and supportive stakeholders. We are lucky to have both. Our nearly 1,900 colleagues have
shown incredible resilience in the testing conditions of COVID-19 and incredible drive when the group expanded yet again to welcome Nordkalk.
“We have positioned the business well for the next leg of its journey as a leading North European quarrying group. 2022 started with more unforeseen events than most could have predicted, particularly the deeply saddening Ukraine conflict and the challenges it brings to the wider economy.
“Yet whatever the challenge, the business will rise to it, as it
ing its footprint, product offering, profitability, and safety. As 2022 has started with many head and tailwinds, we remain optimistic the underlying demand for all products in all regions is strong, and opportunities to further expand the group are plentiful.
“Much remains to be done, and much potential remains untapped. With the continued support of a great team and our shareholders, that potential can be turned into very exciting further developments.”
Funding secured for LEILAC 2 project
The LEILAC 2 (Low Emissions Intensity Lime and Cement 2) consortium has secured funding to implement a groundbreaking industrial-scale carbon-capture project.
With the Australian technology company Calix and a European consortium, HeidelbergCement will construct a demonstration facility integrated into its plant in Hanover, Germany. The installation will capture 20% of the cement plant’s CO2 emissions, corresponding to around 100,000 tonnes of CO2 per year.
The project aims to apply and demonstrate a breakthrough technology that will enable Europe’s cement and lime
industries to reduce their carbon footprint significantly. The LEILAC consortium is led by the LEILAC Group featuring Calix, HeidelbergCement, CEMEX, Cimpor, IKN, Lhoist, Port of
Rotterdam, BGR, RBINS-GSB, CERTH, POLIMI, LEAP, and Engie. It is supported by GCCA, GCCSI, CEMBUREAU, ECRA, University of Clausthal and EuLA.
Roberto Ponguta, vicepresident of global operations, technical and energy, at consortium member CEMEX, said: “As a climate action leader in our industry, we focus on developing the emerging technologies we need to achieve our net-zero CO2 goal. While our roadmap to 2030 relies on existing solutions, LEILAC 2 is an important example of our commitment to work with partners to develop and scale the new technologies that will move the industry to carbon neutrality.
“As part of our Future in Action program, we are developing industrial-scale projects looking to use technologies that capture CO2 most efficiently.”
SigmaRoc CEO Max Vermorken has praised his colleagues’ “incredible resilience” in growing the group in the face of severe COVID-19 pandemic-induced disruption
HeidelbergCement’s Hanover plant will soon feature an integrated LEILAC 2 demonstration facility
Local architects appointed to reimagine NSC
A Derbyshire-based building design and consultancy practice has been appointed by the Institute of Quarrying (IQ) to reimagine the UK’s National Stone Centre (NSC) in Wirksworth.
Plans to reinvigorate the National Stone Centre were announced following the merger of the National Stone Centre and the Institute of Quarrying in 2021. Babenko Associates, located just a stone’s throw from the National Stone Centre on Porter Lane in Wirksworth, won a three-way pitch to IQ and NSC trustees’ representatives.
Viv Russell, the IQ chairperson, said: “The Institute has a driving ambition to realise the potential of the NSC and create a new home for IQ at the 42-acre site on the edge of
Wirksworth. This is a once-in-ageneration opportunity to create a hugely exciting new visitor centre that celebrates stone’s extraordinary role in all of our lives. The existing building has limited potential for development, so we invited ideas from a small group of local architects to come up with their own vision
for a new national stone centre.
“All three gave us a lot of food for thought, but ultimately the team at Babenko Associates really captured our imagination with their ideas around construction materials, sustainability and use of space. In addition, we want the NSC to continue to grow as part of the vibrant local community. Employing a partner who can be on-site in minutes and understands the nuances of the local area is a huge benefit.”
Gabriel Babenko of Babenko Associates heads a multi-skilled team of professionals who have worked in the construction industry for over 30 years. He adds: “The National Stone Centre is a bit of a local landmark, so we jumped at the opportunity to present our ideas
CRH workforce key to rising sales
CRH chief executive Albert Manifold has hailed the “outstanding commitment and resilience” of the Irish building materials giant’s workforce after the group posted a 12% year-on-year sales rise in 2021.
Manifold was speaking after CRH revealed sales of €27.91bn (US$31bn) in the 2021 calendar year. Group EBITDA (earnings before interest, taxes, depreciation & amortisation) of €4.77bn ($5.3bn) was up 16% on 2020.
“Our 2021 performance reflects the outstanding commitment and resilience of our people as well as the benefits of our integrated, customer-focused business strategy,” said Manifold. “Despite an inflationary input cost environment, we expanded our margins and delivered good growth in profits, returns and cash generation. This further underpins our strong and flexible balance sheet, providing us with significant opportunities for future growth and value creation. While the demand backdrop remains favourable across our
to provide the Centre with a new home and office and meeting accommodation for the IQ and its members.
“The site is a real hidden gem, with stunning views and an industrial legacy of past quarrying that includes stone extraction for the M1 in Derbyshire. We will be working on fine-tuning our ideas over the next couple of months and are looking forward to a big reveal for the project later in the year.”
The Institute of Quarrying is relocating to temporary buildings on the site in Wirksworth, and the National Stone Centre remains open as usual.
Draft proposals showing what the site could look like will be presented and will remain on display at the NSC until the end of May.
NEW DATES FOR 31ST SAMOTER EXHIBITION
The 31st edition of SaMoTer will be held from 3-7 May 2023.
The Veronafiere exhibition centre in Verona, Italy, will again host the major construction machinery showcase that will focus on future construction machinery: h2m (human to machine) and m2m (machine to machine) connectivity technologies, efficiency, safety and sustainability.
A series of pre-exhibition events in 2022 get going with a new SaMoTer Day appointment in Rome.
markets, there are a number of challenges and uncertainties which we must continue to manage carefully as we look to deliver further value for our shareholders in the year ahead.”
A statement released by CRH alongside its 2021 trading figures said that continued strong cash generation underpins the group’s
financial strength and flexibility. Last year saw an agreement reached on the $3.8bn sales of CRH’s Building Envelope business, with $1.5bn invested across 20 bolt-on group acquisitions. The group says there is a strong pipeline of opportunities for further growth and value creation.
The 31st SaMoTer dates and run-up events schedule was agreed upon with machinery builders and associations to capitalise on the recovery in the sector. Italian construction equipment sales rose by 30% in 2021, with 22,000 construction vehicles sold on the Italian market, according to Unacea, the Italian construction equipment association.
The next SaMoTer will also highlight the key role that the construction equipment industry is destined to play regarding environmental sustainability and the development of the economic models outlined by the New Green Deal.
Gabriel Babenko of Babenko Associates
CRH CEO Albert Manifold has praised the group’s workforce for playing a key role in securing impressive 2021 trading figures
Ready for the boom time
Takaharu Ikeda became president and chairman of the management board of construction and quarrying equipment machine heavyweight Hitachi Construction Machinery (Europe) NV in April 2021. Guy Woodford caught up with him to hear about his first year leading the company and its ambitious growth plans
Hitachi Construction Machinery (Europe) NV (HCME) is well placed to benefit from European construction and quarrying equipment market buoyancy, according to Takaharu Ikeda.
The Amsterdam-headquartered European subsidiary of Japanese off-highway machinery giant Hitachi Construction Machinery has risen to the multi-faceted challenges associated with continent-wide trading during a pandemic, increasing its unit assembly efficiency, adding to its already comprehensive dealership network, and reinforcing its replacement parts supply chain, all while continuing to see strong demand for its premium Zaxis-7 EU-Stage V emissions-compliant range of wheeled loaders and crawlers and wheeled excavators.
Ikeda, who this month marks one year as HCME president and management board chairman, says improving “communication and transparency” within Hitachi Construction Machinery (Europe) (HCME) and with Japanese parent company, Hitachi Construction Machinery (HCM), has also played a big role in HCME’s readiness to cater for heightened European machinery demand.
“European construction equipment market demand rose 35% in the 2021-2022 financial year [1 April 2021 to 31 March 2022]. The market is at a very high level, but we still hope for a slight rise on 2021-2022
in the 2022-2023 financial year. European national governments are ploughing in huge financial stimulus into the economy to help countries recover from the pandemic, creating huge new infrastructure demand for not just this year but up to five years from now. Construction and quarrying machines will be needed to deliver road and railway construction and repair projects and to build new housing.”
HCME will be looking to make the most of a buoyant European construction and quarrying equipment market to grow its market share. Average company figures for the 2018-2020 period show a 12.1%, 7.2%, and 4.2% share of sales within the six-tonne-andover crawler excavator, six-tonne-and-over wheeled excavator, and mid-size wheeled loader (80HP and over) categories, respectively.
“The European market is booming, and I’ve asked [HCM] Japan to create more production capacity to meet European customer orders”
Recently launched Hitachi Zaxis-7 models include the quarrying application-suited 24-tonne ZW310-7 wheeled loader, offering powerful performance, low total cost of ownership and exceptional efficiency. High productivity levels are assured thanks to fast cycle times, a high breakout force and loading capacity, and improved acceleration on inclines via sensors installed on several machine components. New Zaxis-7 crawler excavators include the large ZX890LCR-7, which is already proving its worth on quarry sites across Europe, including Breedon’s Cloud Hill and Dowlow limestone quarries in Derbyshire, central England, where two are being used to load rigid and articulated dump trucks.
“When I arrived at HCME, I wanted to expand our parts and servicing and rental businesses,” explains Ikeda. “Both of those businesses can give our customers a lifetime relationship with us, lower their machine lifecycle costs and give us sustainability in what can be a fluctuating market.
“Europe is a very advanced market with its off-highway machine emissions regulations and embrace of machine ICT [information communication technology] solutions. I want HCME to be seen in the European market as the Number One reliable and high-quality equipment solutions supplier.”
Expanding on how HCME has adapted to COVID-19-linked disruption to its supply chain over the past two years, Ikeda says:
The quality, durability and performance of its machines and the strength of the company’s dealer network help HCME stand out in a competitive market, Takaharu Ikeda believes
“We have had severe supply chain and material availability constraints and when I took up my current positions, I wanted to solve that issue as soon as possible. We now have better and more frequent digital and face-to-face communication within HCME and with [HCM] Japan, better sales forecasting, better tracking of the supply chain, and better sharing of information.
“The European market is booming, and I’ve asked [HCM] Japan to create more production capacity to meet European customer orders. While some key structural Hitachi machine parts must be sourced from Japan or China, others can be sourced elsewhere. Last year we started double or multi-sourcing of some parts from Europeanbased suppliers. This is likely to increase cost, but it means we can avoid some supply chain disruption in the long term.”
Generating €40bn a year in revenues, the European construction and quarrying equipment market is highly competitive, with a wide range of different original equipment manufacturers’ (OEMs) wheeled loaders and crawler excavators found on highly varied quarry sites across the continent. So how does Ikeda see HCME’s Zaxis-7 range standing out from its peers? “The quality, durability and performance of our machines and the strength of our dealer network are key advantages, as are the machine servicing capabilities and genuine replacement parts supply our dealers can offer.”
Ikeda believes HCM’s ConSite ICT solution, which closely monitors your machines’ operational status and alarms by sending monthly operating reports and notifying emergency alarms ensuring you have optimally operating machines that meet your needs, is another key feature of HCME’s customer offer. The Consite Pocket smartphone app gives customers and dealers fingertip access to machine condition monitoring data. ConSite OIL is the service for monitoring your HCM machines’
oil condition, and ConSite Shot is an app allowing daily inspections and acceptance and delivery inspections of HCM rental machines to be easily done on a smartphone. Finally, 2021-introduced ConSite Air software allows equipment owners and dealers to remotely carry out software updates to their Hitachi machines.
“ConSite is the number one system of its kind in the world. It allows our customers and us to monitor Hitachi machine fleets 24/7. We are making progress month by month with how we use and enhance the system.”
Ikeda says that while a range of battery-
Takaharu Ikeda says improving communication and transparency within HCME and with Japanese parent company, Hitachi Construction Machinery, is key to HCME’s readiness to cater for heightened European machinery demand
and crawler excavators is a long-term goal for HCM and HCME, their current focus is on smaller hybrid power machines for construction industry customers. “We sell the ZE85 8.5-tonne battery-powered crawler excavator throughout Europe, which is manufactured by KTEG, a subsidiary of our German dealer. Its purchase cost is high as it costs a lot to manufacture, so sales are still small. We are trying to find ways to reduce its purchase cost.
“Hitachi Construction Machinery is also carrying out research into hydrogen engines. And our hybrid and battery-powered
A Hitachi Zaxis-7 crawler excavator at work on a European quarry site
reducing the carbon footprint of our wheeled loaders and crawler excavators.”
HCME reorganised its production capabilities in 2021, focusing more on machine assembly with factory options and discontinued machining and welding to improve production efficiency.
One of its two former Oosterhout plants in the Netherlands produced about 4,000 mini hydraulic excavators, the other assembled mid-sized excavators. Now, orders for the European market are shipped from HCM facilities, including the Shiga plant in western Japan. While HCM wheeled loaders are shipped directly to European customers via their dealers, imported crawler and wheeled excavators for mainland Europe customers are customised at HCME’s state-of-the-art facility in Amsterdam and then distributed to clients. Crawler and wheeled loaders are mostly shipped directly from Japan to the UK for UK customers. The model specification is less complicated, and Hitachi Construction Machinery (UK) has its own high-quality fabrication and assembly facility.
An economics graduate from Keio University in Tokyo, Ikeda’s impressive career with HCM spans nearly 40 years, including extensive experience in Asia and North America, the latter including two
years working with John Deere as part of its joint venture with HCM, before taking on his current HCME leadership roles. I’m curious about what attracted him to a career in the global construction and quarrying machinery industry.
“While I was studying, I was thinking of a different career, then a senior student involved with Hitachi Construction Machinery invited me to the company. I liked that it was such a big global company doing big business.
“I enjoy all aspects of the business, including discussing with our engineers what kind of issues they have, the machine development processes required, and exactly what kind of machines our customers need”
After graduating in 1982, I started [at HCM] in sales and administration, then worked in promotion and planning. I then joined the company’s rental and used equipment business before moving on to systems development. I worked in Japan for ten years and was also managing director of Hitachi China’s Shanghai operation. Having a lot of experience across different major markets gave me a clear idea of what I wanted to do when I came to Europe to take up my current roles.”
Commenting on how the European construction and quarrying equipment markets differ from other big regional markets, Ikeda adds: “The European market is huge. I did not appreciate how big it was when working in Asia and North America. The emissions compliance level and mandatory ICT requirements in Europe are the highest globally.
“I would say that the Asian and US supply chains are better than Europe’s. Their logistics capability is much faster. In the US, for example, you can get any replacement part within 24 hours, sometimes even within 12 hours. This is possible as it is a single huge country. Europe is a united nations of different countries, cultures and languages.”
Summing up his management approach at HCME and within the wider HCM business, Ikeda says: “I enjoy all aspects of the business, including discussing with our engineers what kind of issues they have, the machine development processes required, and exactly what kind of machines our customers need. This helps me understand what our business’s sales and machine servicing areas must do. We need to have a very close relationship with our customers and listen to their future needs. Combining management, sales, machine servicing, machine design, and manufacturing is mandatory and crucial for us to develop.” AB
A Hitachi ZW220-7 wheeled loader loading quarried material into a truck
A green and secure Europe
The UEPG (European Aggregates Association) outlines below why Europe’s aggregates industry must remain at the heart of the continent’s more security-minded Green Deal
The Russian invasion of Ukraine has caused a shift in national and European policies, adding a security aspect to the Green Deal. Several EU member states have committed to massive investment in renewable energy, nuclear power and other alternatives to fossil fuels to reduce Europe’s energy dependency on Russia in a new geopolitical context.
This recent shift of priorities also means that Europe needs to be able to defend itself and become a strong, reliable and independent pillar within NATO, as laid out in the Versailles Declaration of 11 March 2022.
This requires better coordination of a common European defence policy and modernising our military infrastructure,
including roads, bridges, rail tracks, airfields, and ports. This should be undertaken while recognising climate-friendly renovation, adaptation to climate change and extreme weather conditions, low-carbon transport, and e-mobility.
A green and secure Europe does not need to be a contradiction in terms but could be compatible. The European aggregates industry is producing in Europe and for Europe both primary and secondary raw materials.
Aggregates production is low carbon and should become climate neutral, as outlined in UEPG’s Roadmap to 2030. Aggregates producers are increasingly producing and using renewable energy, promoting alternative fuels and the electrification of
machinery. Our 26,000 extraction sites have great potential to become green stepping stones for nature-protected areas.
Aggregates are indispensable for the transition toward renewable energy. A wind turbine base of 1-2MW needs up to 2,400 tonnes of concrete, and, according to WindEurope, wind energy capacity is supposed to rise from 220GW today to up to 1,300GW in 2050.
What is needed is recognition of the aggregates industry’s key role played in the areas mentioned above, the need for sustainable finance and inclusion in the guidance of the EU Platform, and the immediate recognition of aggregates as an essential and strategic raw material in landuse planning and permitting procedures. AB
HOW TO ENFORCE JUDGMENTS OF EU COURTS IN ENGLAND, POST-BREXIT
Catherine Mathews, a partner at Stephens Scown LLP, discusses the legal issues involved when individuals and businesses seek to enforce judgments of EU courts in England
Before Brexit, enforcing a judgment of an EU member state court in England was a relatively straightforward process. PostBrexit, the rules are different, and businesses with judgments from EU courts are likely to need assistance navigating them.
The implications of Brexit – the previous regime under EU law
Judgments arising from court proceedings initiated before 31 December 2020 can be enforced under the previous EU framework. The process involves obtaining a standard form certificate from the court that gave the judgment to verify that it is enforceable and serving a copy of the certificate and judgment on the defendant. Following those steps, the claimant is entitled to enforce the judgment as if it were a judgment of the English court.
However, the position is not as straightforward for judgments resulting from court proceedings initiated after Brexit. Different procedures apply depending on the particular circumstances of the case.
Enforcement under the Hague Convention
The Hague Convention binds all EU member states. The UK became bound by the Hague Convention under its membership of the EU on 1 October 2015 and joined the Convention in its own right post-Brexit on 1 January 2021.
The Hague Convention can be used for enforcement where the judgment is given by a member state court that has been designated in a contract between the parties as having exclusive jurisdiction over matters relating to the contract.
The process of enforcement under the Convention is more complex than the
procedure under the EU framework in place prior to 31 December 2020, but if the conditions are met and the judgment is registered in England, it is enforceable as if the judgment had been given by an English court.
Using English common law rules to enforce judgments of EU courts
If an EU member state’s judgment is not covered by the Hague Convention, it may be possible to use English common law rules in order to enforce it in England. There are some requirements that must be met. For example, the judgment must be for a debt or definite sum of money and be final and conclusive.
There are many limitations with the common law rules. Under EU law, there are situations where jurisdiction over a dispute lies with the country’s courts where contractual obligations were performed or where the “harmful event” occurred. Judgments given in these circumstances would not be covered by the common law rules.
If the common law rules apply, the claimant will have to issue fresh court proceedings in England and then obtain judgment here before the original judgment can be enforced. This is a lengthier and more complex process than that under the Hague Convention or previous EU rules described above.
Future developments
It is possible that the EU will accede to the Hague Judgments Convention, which will make judgments of contracting states eligible for recognition and enforcement in a wider range of circumstances.
If the UK is permitted to accede to the Lugano Convention in its own right, that would also allow claimants to register courts’ judgments in EU member states in England. The procedure under the Lugano Convention requires the judgment to be registered. Hence, it is more protracted than the previous regime under EU law but still more straightforward than the common law regime. However, accession by the UK involves consent from the EU, which has not been forthcoming so far.
If you have a judgment from a court in an EU member state and would like advice on enforcement in England, our Commercial Dispute Resolution team can help to identify the correct procedure and assist you with the process. AB
CONTACT
Catherine Mathews is partner and head of Stephens Scown’s Dispute Resolution team, specialising in contract disputes and commercial litigation. The firm has more than 70 years of experience representing mining and minerals clients, and its specialist team is recognised by independent guides to the law Legal 500 and Chambers.
If you have any questions about how to enforce judgments of EU courts in England post-Brexit, Catherine can be contacted on 01392 210700 or email enquiries@stephens-scown.co.uk. For more information, visit www.stephens-scown.co.uk
MAXIMISING LIMESTONE QUALITY IN THE LAND OF GREY AND PINK
The Colas-owned CMSE-Carrière de Saint-Colombe has had a few ‘lives’ over its half century in existence, from supplying materials for building dykes through to providing fine sand for use in asphalt production in the south of France. Liam McLoughlin reports
The CMSE-Carrière de SaintColombe quarry near Perpignan on the south-east coast of France processes materials including non-abrasive medium-hard limestone for the production of sand that is used in asphalt plants. It extracts a hard, finely crystallised limestone, whose colour varies between grey and pink. The quarry, located near the municipalities of Thuir and Sainte-
Colombe, has been in operation for almost 50 years and originally belonged to Civale, a company specialising in the manufacture of dykes.
With a total area of 33 hectares and an exploitable area of 25 hectares, the quarry is one of the largest operations in the PyrénéesOrientales department.
From 1979 the quarry, which was then called Roussillon Agrégats, began producing material for construction sites and hot
asphalt plants. In 1992 the French Colas Group, a major international player in road construction, became the owner of the quarry and production facilities.
CMSE Sainte-Colombe mainly produces aggregates for the large asphalt plant in Perpignan, and also supplies public works and building companies as well as towns and private individuals. Other products, such as compost and filler, are also produced and sold by the quarry.
The CMSE Sainte-Colombe quarry utilises a BHSSonthofen RPMF rotor impact mill
To get the maximum from limestone at the quarry and produce more valuable fine sand, Colas Group is utilising a RPMF rotor impact mill from manufacturer BHS-Sonthofen.
The German company says its highperformance crushing technology helps Colas achieve high reduction ratio and excellent particle shape. The fine sand is used for asphalt production. Alexandre Bernabé, sales director for the French market at BHS-Sonthofen, says the use of the RPMF mill has enabled the value of the crushed sands to be significantly increased.
The CMSE quarry is equipped with a large jaw crusher as the primary crusher in aggregates production and mining operations. Subsequently, the grain size 0/250-300mm is crushed by a large secondary impact crusher. Various vertical shaft impact (VSI) and cone crushers are available for the tertiary crushing stage, and the primary contaminated materials are treated with quicklime using a different mixer. The whole plant operates in a dry circulation system without water. Additionally, different types and sizes of vibrating screens are used during the process.
BHS-Sonthofen says that no naturally formed rock is as versatile as limestone. When crushed down to a fine particle size, the material is particularly suitable as a component of asphalt mixtures. A few years ago, Colas Group researched how to extract even more valuable sand from the existing rock for its Perpignan asphalt production site.
In 1979, the CMSE quarry was equipped with a crushing plant that allowed the materials it produced to be used for construction.
Since taking over the quarry in the early nineties, Colas has made many investments into the technology used there. It employs big impact crushing machines that produce sands in different categories. In the course of time new technical options became available, some of which were provided through the crushing and screening consulting services of BHS-Sonthofen.
The sale and implementation of the BHS RPMF 1516 rotor impact mill at the site was preceded by extensive crushing tests at the BHS test centre in the Bavarian town of Sonthofen, to effectively meet the demands of the CMSE quarry.
To improve the material even further and get more valuable sand from the limestone, Colas decided to add another stage to the crushing process. “The target was to crush the non-valuable grain sizes of limestone 3/6mm and 6/12mm to produce fine sand with grain size 0/3mm in high quantity,” Colas comments.
For this crushing step, Colas turned to BHS-Sonthofen. “Together with the customer, we carried out several tests with the original material at the test centre in Sonthofen,” says Bernabé. “This helped us find out how the machine must be configured and what performance we can actually achieve with our crushing mill.”
Colas opted for the RPMF 1516 rotor impact mill because of the machine’s unique
operating principle. The high-performance crusher has a vertical shaft that is suitable for crushing all low to moderately abrasive minerals and is therefore used predominantly in the production of sand for the concrete, asphalt and dry mortar industries.
“The BHS RPMF 1516 specialises in producing a very fine sand of grain size 0-3mm, with large proportion of grains size of just 0-500μm and 0-1mm,” Bernabé states. “This sand is subsequently mixed with primary and secondary crushed sands to balance the base of the grain size distribution.”
BHS says the impeller rotor of the rotor impact mill is the only one of its kind worldwide. Due to the high circumferential speed of the rotor, there is an almost permanent gap between the tips of the horseshoe-shaped hammers and the anvil ring. The small gap width and the high energy input due to the circumferential speed result in a very high, targeted crushing ratio. Thanks to the narrower milling gap and the higher circumferential speed of the rotor, the material in the RPMF rotor impact mill is exposed to more intense stress. This distinguishes the RPMF, also called ‘the pulveriser’, from BHS-Sonthofen’s RPM rotor impact mill, which operates the same crushing principle.
“With its crushing principle, the RPMF really stands out from competition,” Bernabé says. “Besides particle shape, the high productivity in the manufacturing of fine materials was another main argument for
Colas to choose this machine.
“Compared to other crushing technologies such as rotary mills, the ratio of tons and kilowatt is superior. For instance, we reach 50 tons per hour on average compared to 10-20 tons per hour with different technologies that consume much more power.” The rotor speed lies in the 80-90 m/s range.
The RPMF 1516 is also designed to provide low and uniform wear, which is based on the reverse rotation of the rotor. Every week the operator changes the direction of rotation and, this way, a balance is achieved for all wear parts. With the effective dedusting system, operators can handle the wear of the machine easily.
BHS-Sonthofen says that, the result in percentage terms, is a higher proportion of fine sand. While grain size of the input material is 3/6mm and 6/12mm, the grain size of output is 0/3mm with a high share of grains smaller than 1mm.
“Production has been running for some time, as the machine was put into operation in December 2017,” says Bernabé. “The customer is very satisfied with the result and we are very pleased to have been able to help the Colas Group successfully implement this new crushing step.”
In terms of how he sees the future for the quarrying industry generally and the issues facing quarries such as CMSE, Bernabé says: “Preserving resources in the future and using them sustainably is the biggest challenge facing the industry today.
“That is why investments are being made
The quarry’s BHS-Sonthofen rotor impact mill can crush all low to moderately abrasive minerals
and fewer scrap and waste for example.”
Regarding the use of autonomous machines in quarrying, Bernabé says: “In our industry, the daily work performance of employees is the most important ‘equipment’, because production conditions and market requirements change every day and employees can react quickly and agile. In the future, automated machines will be able to help improve quality, safety, health for our employees as well as production performance.”
The CMSE quarry uses software solutions for managing quarry output, and for registering and managing data. Colas says the software helps verify and adjust the performance of each machine in its plant to meet and maintain performance requirements.
A number of measures have been introduced to reduce the environmental impact of day-to-day operations at the quarry. CMSE has invested in equipment that saves waste contaminated by clay. This way, it uses fewer resources – such as water - over the year, while the output remains the same. In addition, some of the loading vehicles and equipment at CMSE already use hybrid technologies.
The site has undertaken to meet the requirements of the UNICEM (National Union of the Quarrying and Construction Materials Industries) Environment Charter for Quarry Industries and has achieved level 4/4 since 2007. AB
The quarry supplies aggregates for asphalt production in Perpignan
Jekaterina Sahmanova/Dreamstime
Sainte-Colombe was bought by Colas Group in 1992. Image: CMSE
An aerial view of the 33-hectare quarry. Image: CMSE
The quarry’s high-performance crusher helps get more valuable sand from limestone abrasive materials
In September 2021 CMSE Carrière de Saint-Colombe quarry owner Colas merged the 13 companies and two establishments that make up its building materials business in the South-East of France region into a single company, CMSE (Carrières & Matériaux Sud-Est).
The new operation has become a major player in the production and recycling of materials in the Auvergne-Rhône-Alpes, Provence-Alpes-Côte d’Azur and Occitanie (Pyrénées-Orientales, Hérault, Gard) regions.
The new entity has 450 employees and is made up of 40 active quarries producing eight million tons of aggregates per year; 20 concrete plants producing 400,000m3 per year; three prefabrication factories that manufacture concrete blocks, floors, beams for the building industry, but also curbs and separation blocks for public works and industry; 13 material recycling platforms; 17 reception sites for inert materials; and 21 sales platforms.
The CMSE operation thus manufactures materials for building, public works and civil engineering which are used in the construction of roads, housing, and more broadly in land development. With this creation, the Colas Group says it intends to assert its position as a major player in quarries, simplify its processes and improve the efficiency of its organisation.
COLAS CONSOLIDATES QUARRY PRESENCE IN SOUTH-EAST FRANCE
“The creation of CMSE makes it possible to offer our customers a local offer, close to construction sites or industrial units, supported by men and women in the field and attentive, all backed by a solid legal and organisational structure,” says Guillaume Gerbaud, president of CMSE.
Colas relies on a tight international network made up of 478 quarries and gravel pits (of which 79 are jointly owned), 151 emulsions and binder plants, 538 asphalt plants (of which 140 are jointly owned), 192 ready-mix concrete plants and a bitumen production plant (located in Kemaman, Malaysia).
For the year 2020, the Colas Group sold 89 million tonnes of aggregates (excluding reclaimed asphalt pavement), 2.1 million tonnes of emulsions and binders, 35 million tonnes of asphalt mix and 2.6 million cubic metres of ready-mix concrete. Bitumen production represented 1.0 million tonnes.
Colas also has a group share of 2.7 billion tonnes of authorised reserves of aggregates (i.e., 30 years of sales, in terms of group share), with, in addition, 1.3 billion tonnes of potential reserves as an additional group share.
In 2020, Colas recycled and recovered 7.8 million metric tons of materials. This represents almost 9% of its total aggregate production and worldwide savings equivalent to the production of 28 medium-sized Colas quarries.
The amount of recycled materials declined significantly in 2020, down 1.4 million metric tons, a 16% reduction relative to 2019. Colas says this trend is reflected in the following regions in particular: France (down 22%), United States (down 9%), EMEA (down 9%) and Canada (down 6%). These reductions were mainly due to a significant decline in activity in these geographical regions as a result of the COVID-19 crisis.
The new CMSE operation has 40 active quarries.
Image:
CMSE
Image:
CMSE
Crushing and screening gets electrified
The latest launches in the crushing and screening sector include a range of trackmounted machines with electric drives that are claimed to lower both environmental impact and operating costs. Liam McLoughlin reports
Metso Outotec is developing a full range of electrically driven track-mounted crushers and screens in response to what it says is a growing demand for sustainable plant solutions.
The Finnish manufacturer adds that its new Lokotrack range will be built on an innovative platform that it has been developing since 2020 with a total R&D investment of €20m. The development work will primarily occur at Metso Outotec’s technology centre in Tampere.
The platform concept has now been developed, and Metso Outotec is currently entering the design phase of the first new products. The new Lokotrack range will be transformational for the whole aggregates industry of mobile crushing and screening. It will also significantly contribute to Metso Outotec’s Planet Positive strategy and commitment to reaching the 1.5OC climate target.
“The next generation Lokotrack range will address the needs of our crushing and screening customers by providing new easy-to-use diesel-electric equipment,” says Renaud Lapointe, senior vice president at Metso Outotec’s aggregates business area. “The possibility to run track-mounted machines from an integrated genset or connect to an external power source lowers operational costs and allows access to renewable energy for our customers,” he continues.
The new unique platform will enable a faster and more agile way to develop products and reduce the number of components. “Using one common architecture throughout the range allows scalable solutions that can be seamlessly combined and adapted for different applications and capacities,” says Jarmo Vuorenpää, director, new Lokotrack offering, aggregates business area at Metso Outotec.
“Harmonised design together with advanced digital solutions enables our global service network to support the customers throughout the entire equipment lifecycle.”
The concept of track-mounted crushers and screens was developed in Finland in
1985 to minimise the cost and energy use. The idea has grown significantly during the last 35 years, with thousands of units manufactured and sold globally every year. Lokotrack has made it possible to provide on-site mobility close to the processed raw materials, lowering transport and hauling costs and emissions.
In a separate move, Metso Outotec has added a new impact crusher to its Nordtrack mobile crushing and screening range, targeting especially smaller-sized applications and jobsites in the constructionand demolition-waste-recycling segment.
The Nordtrack I1011 mobile impactor has compact dimensions and a powerful, high-performance crusher, ideally suited for contractors and rental work. Equipped with a large hanging screen, it combines high crushing capacity with calibrated end-product accuracy.
Metso Outotec has been developing the new Lokotrack electric range since 2020
Metso Outotec has added a new mobile impact crusher to its Nordtrack range
The versatile Nordtrack I1011 crusher is suitable for working in different jobsites from rock crushing to concrete- and demolitionwaste-recycling. It is transported on a standard trailer, making it cost-effective and quick to move between sites. Metso says that, thanks to its agility, moving the equipment in tight places inside the jobsites is easy. The company adds that, with its service support and global inventory of parts such as different blow bar options, Nordtrack I1011 is a dependable choice for contractors and as a rental machine.
“We have listened to the feedback from our customers and are happy to offer this newest addition to our Nordtrack range. The launch of Nordtrack I908S was very successful, and consequently we have been asked for a bigger mobile impactor unit,” says Vesa Tuloisela, who heads the Nordtrack product offering at Metso Outotec. “The I1011 has a more powerful crusher and engine, resulting in a capacity as high as 300 tph. As a mobile crusher it also is well suited for the recycling of demolition and concrete waste, or reclaimed asphalt,” he continues.
In April, Metso Outotec signed an agreement to acquire Tesab Engineering, a Northern Ireland-based company offering mobile crushing equipment for aggregates applications, including quarrying, recycling, asphalt and concrete.
Tesab's turnover in 2021 was around €30m, and the company has more than 60 employees, primarily in Europe. The value of the deal has not been disclosed. Metso Outotec says that the deal, scheduled to close in the second quarter of 2022, will have no material impact on its financials.
Tesab's product portfolio includes mobile jaw, impact and cone crushers, mobile screens, scalpers and stackers. Metso Outotec says the acquisition will complement its current offering in the mobile crushing and screening markets. Tesab will continue as an
independent brand within Metso Outotec and manage its distribution network.
Cone crushers are an integral part of any comminution process – but how do you know if your process requires a live shaft or fixed shaft model? This question has been addressed by Mark Utecht, director of the comminution technology group at crushing and screening equipment manufacturer Weir Minerals.
Utecht says that cone crushers - such as Weir’s Trio TC live shaft and Trio TP fixed shaft models - offer robust reduction for medium- or above-hardness feed material and are suitable for secondary, tertiary or, if the application requires: quaternary crushing stages. “These compression crushers are highly effective in typical mining applications and when processing ballast,” Utecht adds.
Inside the crushing chamber, a moving cone (the head) compresses rocks against each other and the edge of the concave bowl. This reduces multiple-sized particles at once and minimises wear.
The concave shape of the bowl ensures rocks will be crushed several times before they exit the crusher, as the volumetric space between the head and bowl gradually narrows towards the bottom of the crushing chamber.
“The primary difference between our two ranges of Trio cone crushers, the TC and TP, is the rotating parts,” Utecht explains. “The Trio TC crusher’s classic live, or moving
shaft, design sees the entire shaft rotate eccentrically along with the head. While in a Trio TP crusher’s design, the shaft is fixed in the mainframe while the head rotates eccentrically. The TP’s design allows it to rotate faster and facilitates more interparticle crushing than the TC series.”
He states that Weir personnel are often asked: “Which cone crusher is better?”, adding that the answer is not as straightforward as it may seem, with factors such as the application and operating conditions determining the correct choice.
In the Trio TC cone crusher, both the shaft and head are moved in unison eccentrically during operation. Utecht says this proven design can be traced back to the original cone crushers invented in the 1920s, and a century of optimisation later, it’s one of the most reliable crushers in operation today.
“Although we always recommend all cone crushers are choke fed, the TC series’ straightforward design makes it ideal for use in applications where feed conditions are unreliable,” he says. “It has a slower rotation and a smaller throw (the space between the head and the bowl) compared to fixed shaft designs. It is also less susceptible to wear from intermittent feeds which leave the crushing chamber filled below capacity.”
Utecht says that Trio TC series cone crushers are based on a proven design and feature modern, easy-to-use control systems. He adds that their suitability for sub-standard
Kleemann’s MOBICONE
MCO 90(i) EVO2 cone crusher and MOBICAT
MC 110(i) EVO2 jaw crusher
feed conditions doesn’t mean these are sub-standard cone crushers.
“Following months of operational and design upgrades, our Trio TC is a fully automated live shaft crusher, engineered to deliver maximum efficiency,” says Utecht. “It features state-of-the-art crushing technology with modern lubrication, power systems and optimised hydraulics. Every element has been considered in the design, from the gearing, to the motion of the shaft and eccentricity of the rotation.”
The Trio TP fixed shaft (or pedestal) cone crusher can utilise substantially more horsepower, with a bigger eccentric throw and a higher pivot point to deliver throughput as high as 1,000m/tph. The TP series is also said to benefit from higher percentages of interparticle crushing which enables it to produce a finer product curve compared to TC-style crushers.
The fixed shaft is more compact than live shaft designs, which Utecht says makes it ideal for mobile applications or plants with limited clearance.
“The easily adjustable closed side setting (CSS) makes it easier for operators to adapt to changing ore bodies, or for aggregate producers to achieve their preferred product,” he adds. “Our Trio TP series cone crusher naturally creates a cubical shaped end-product that can remove the need for further crushing and shaping.”
The flexible Trio TP series is available
in short-head and standard configurations offering 260-900hp, and is ideal for any project which facilitates choke-fed crushing.
Utecht concludes: “Using data from applications throughout mining and aggregates, Weir Minerals can support you throughout the entire process of cone crusher selection, installation, optimisation, and maintenance, from locations in more than 70 countries around the world.”
Wirtgen-owned Kleemann says two machines in its latest EVO2 generation of crushers are perfectly tuned to one another for line coupling in natural-stone-crushing applications.
The MOBICAT MC 110(i) EVO2 jaw crusher and the MOBICONE MCO 90(i) EVO2 cone crusher were developed with a focus on output, efficiency and flexibility. The mobile plants are frequently used together in the first and second crushing stage and pay off, in particular, due to the joint output level and simple line linking.
Kleemann adds that the two crushing plants in the latest EVO2 generation are harmonised with one another with regard to the transport points of the material, and the output also matches: the jaw crusher has the exact amount of power to perfectly utilise the cone crusher in the second crushing stage. The correct filling level of a cone crusher is particularly important to produce the highest grain quality with a minimum of wear. The MC 110 EVO2 can adjust its crushing gap
A LONG WAY TOGETHER
fully hydraulically by up to 180mm. The MCO 90 EVO2, on the other hand, can cover a gap range of 6-45mm with its new crushing tools. Depending on the feed material, a downstream screening plant can be used to produce concrete or asphalt grain sizes in a single operation.
The crushing plant of both plants is optimised automatically by the feed control CFS (continuous feed system) so that material is always conveyed with maximum efficiency through the machines. At the same time, the filling level of the crushing chambers is monitored. When the filling level reaches a height that can be defined in advance, the material feed of the machine is adjusted.
Kleemann says this system forms the perfect basis for the line coupling of an interlinked plant train. The optionally available probes at the crusher discharge conveyor and/or fine grain conveyor of the upstream machine monitor the filling level of the feeding unit of the respective upstream machine.
For safety reasons, the crushing and screening plants are connected to each other by a cable. If an emergency stop button is pressed on the plant train in the event of an emergency, all machines are safely stopped.
Finnish crusher and screener bucket maker ALLU has launched the new Transformer DC Series for the Chinese market. ALLU says it commenced its new Chinese manufacturing plan in 2021, after
No matter how challenging your needs, EARTHMAX SR 41 is your best ally when it comes to operations that require extraordinary traction. Thanks to its All Steel radial structure and the special block pattern, EARTHMAX SR 41 provides excellent resistance against punctures and an extended service life. In addition to long working hours without downtime, the tyre ensures extraordinary comfort.
EARTHMAX SR 41 is BKT’s response to withstand the toughest operating conditions in haulage, loading and dozing applications.
For info: europe@bkt-tires.com
listening to the needs of customers. The manufacturer adds that it was clear it needed a local facility to grow and support Chinese customers. The company says that investing in a local manufacturing facility has enabled it to make products tailored to the local market requirements.
ALLU operations director for China Pierre Bujes says: “Introducing the new DC Series, which ALLU has tailored just for the Chinese market will strengthen our support to our customers and operational presence, to help grow the region whilst being competitive in the local market.”
The ALLU Transformer DC Series parts are designed to be reliable screening attachments for a variety of screening, crushing, mixing, and aerating applications. All models are equipped with two hydraulic motors for maximum processing power. The attachments have reinforced sides, making the bucket robust and durable even in demanding environments and with demanding materials.
The main areas of application for the Transformer DC Series are: waste material handling & processing; compost mixing and aerating; pipeline backfilling/padding; stabilising clay; cable backfill; environmental remediation; and soil & gravel screening.
The Transformer DC Series offers two different blade options, TS blades and X-blades. The TS blades are suited for applications that require screening, separation, and aeration. They rotate between the screening combs, and the final fragment size is 25-50mm.
Swedish manufacturer Sandvik is introducing Endurance packages to help its
mobile crusher customers maximise their plant uptime.
The packages are configurable and can be tailored to meet specific customer needs and requirements. They provide all the necessary parts should the unexpected occur, allowing customers to replace these immediately, maximising plant uptime. They are said to be the perfect solution for sites working long hours (high utilisation) and/or remote locations, where availability and support are essential to customer operations.
The packages range from standard maintenance to major component ‘exchanges’, allowing customers to choose the package best suited to their operational needs. Sandvik’s maintenance, repair and overhaul package strategy can meet varying
customer demands and caters for all quarry, mining, and demolition and recycling applications.
SBM Mineral Processing plans to launch a redesigned version of its REMAX 600 impact crusher at this year’s bauma exhibition in Munich (October 24–30).
The Austria-based manufacturer says the new machine will set new standards in the up to 600 t/h power class, helped by compact transport dimensions and a machine weight of around 60 tonnes.
SBM adds that the REMAX 600 is an ‘intelligent crusher’ utilising the all-electric SBM drive system and process automation technology. High-grade sensors in the machine automatically monitor feed material and final products, record the load conditions of crusher and conveyors, and optimise all separation processes including overbelt magnetic separators and wind sifter.
US-based Astec’s new Ranger J20 tracked jaw crusher was on show at the co-located World of Asphalt/AGG1 exhibitions (29-31 March) in Nashville, Tennessee.
The compact unit is aimed at customers such as rental firms and is designed for versatility, mobility and ease of transport. It is suitable for customers wanting a crusher that can be used in comparatively small urban spaces. Designed to be mobile and easy to transport, the machine can be made ready for use within a short period of its arrival onsite. Power comes from a Cat C4.4 diesel rated at 129kW, which meets the Tier 4 Final/Stage V emissions requirements.
The machine is available in closed-circuit and open-circuit variants and can be used to feed into other plants if required. AB
Weir provides the Trio line of TC live shaft and TP fixed shaft cone crushers
Astec’s new Ranger J20 tracked jaw crusher
Loads better
A premium brand has unveiled a new quarrying-suited crawler excavator range. Meanwhile, a wide range of leading manufacturers are seeing big demand for their latest fuel-efficient and highly productive loaders. Guy Woodford reports
CASE Construction Equipment’s (CASE) new E-Series crawler excavator range features seven quarrying-suited models from 13 to 30 tonnes: the CX130E, CX160E, CX180E, CX210E, CX240E, CX250E, and CX300E.
Claimed market-leading features of the E-Series include new FPT Industrial Stage V engines, enhanced cab design and operator experience, improved hydraulics’ controls and settings, machine structure, undercarriage, and a new full range of CASE Service Solutions. As a result, customers are said to benefit from greater controllability, reliability, operator comfort, efficiency, productivity and total cost of ownership (TCO).
“Our customers are facing increasing challenges, which is intensifying competition. So, they look to CASE to develop machines that have the highest levels of uptime, efficiency and productivity,” explains Egidio Galano, director, construction equipment product management Europe, CNH Industrial. “In response, we developed the E-Series, delivering excellence, efficiency and economy.”
CASE’s Intelligent Hydraulic System (CIHS), a leading feature of the previous generation, is now integrated with four new work modes, with additional customisable hydraulic settings to adjust the flow priority for arm, boom or swing movements, all controllable by the operator. Efficiencyenhancing Super Power (SP) mode delivers
maximum productivity, Power (P) mode provides a surge of power when needed and Lifting (L) mode optimises object handling. When paired with the new FPT engines, the Eco (E) mode delivers remarkable fuel savings of up to 17% on some predecessor models.
For the new E-Series range, CASE reinforces the long-standing partnership with FPT, with its strengths in construction powertrain design. The new range incorporates more powerful and efficient Stage V engines in all new series models. The 13-18-tonne models feature N45, the 4.5-litre engines from the renowned NEF series, while the N67, from the same engine family, powers the 21-30-tonne models providing 6.7-litre displacement.
Describing the beating heart of the new E-Series, Galano highlights the FPT engines’ extensive new features: “CASE has introduced a solution free from exhaust gas recirculation (EGR), ensuring greater efficiency during the fuel combustion. When coupled with selective catalytic reduction (SCR) on filter, the E-Series delivers unprecedented total cost of ownership improvements.” The new E-Series is equipped with HI-eSCR2, the patented after-treatment solution by FPT that is completely maintenance free and built for life. There is no requirement for mechanical cleaning or replacement over the life cycle.
the maintenance intervals up to 1,000 hours for engine oil, fuel filters and oil filters.
Operators for leading UK construction materials group Breedon are highly impressed by the company’s two new Hitachi large excavators. The ZX890LCR-7s arrived at the Cloud Hill and Dowlow limestone quarries in Derbyshire, central England, in October 2021 and are utilised to load rigid and articulated dump trucks.
They are the first Hitachi excavators to be operated by Simon Ferguson and Stephen Tuft and have made a big impression. Simon, an operator for ten years, commented on the stability and performance of the Zaxis-7 machine: “It is very stable. The digging force is strong, and it is faster than the last machine that I used in this quarry.
“The ZX890-7 is very smooth, precise and responsive to operate – it does exactly what you want, and when you want it to. I opt for power mode with the heavy rock that we lift and load on this site, but this machine is more fuel efficient than its predecessor.”
The redesigned cab is another highlight for Ferguson. He said: “I’m six foot six inches (2m) tall and yet I find there is more than enough space in the cab. There is ample storage for my belongings, the Bluetooth functionality is great and overall it’s an impressive workspace. I also find that it is quiet – with so little noise from the outside – and the seat is comfortable.”
CASE has also improved the service experience with the new E-Series by doubling
Tuft, who has worked at Dowlow Quarry for 35 years,
Three models from CASE’s new seven-strong E-Series range of crawler excavators. Pictured are the CX210E, CX250E and CX300E
is also enjoying sitting in the cab of the new ZX890LCR-7. “It’s really comfortable and nicely set out. The screen shows you everything you want to see. The radio is easier to reach than it was in the previous machine I used. The controls are really small and handy, and easy to manoeuvre. The slew is really quick and it’s got power too.”
Easy access to the cab and upper structure was commented on by both operators as a benefit of the new Zaxis-7 large excavators.
Hitachi Construction Machinery (UK) Limited (HCMUK) supplied both models with steps positioned to the side of the machine, rather than at rear, to meet Breedon’s requirements.
“There is easy access to carry out my daily checks around the machine – the engine and hydraulic oil, and the coolant,” says Ferguson. “There’s good all-round walkways where you’re not having to climb up or down anything. And there’s a firm grip on your feet so that there is no slipping on any plates.”
Safety is also a key aspect of the new
contract with Boliden, MD Lars-Göran ‘Lalla’ Rutqvist chose to invest in the new 90-tonne Volvo EC950F crawler excavator, despite it being completely new to the Swedish market and an entirely new experience for him and his machine operators.
machines for both operators and the excellent visibility of the Zaxis-7 machines is invaluable: “It feels safe to operate with the monitor in use for the camera views, which are especially useful to the rear and down the far side of the excavator,” adds Ferguson. To which Tuft agrees: “The camera system and all-round vision it provides are second-tonone.”
The first Volvo EC950F to arrive in Sweden, Volvo’s largest excavator, is a fitting match for Aitik – Sweden’s largest and the world’s most efficient open-pit copper mine.
The Aitik mine, run by Boliden mining company, never rests. Ore is mined here 24 hours a day, 365 days a year. This requires large, powerful and productive machines, and Rutqvists Schakt, which works under contract with Boliden, already has several Volvo EC700s and EC750s excavators and a Volvo A60 articulated hauler in its fleet of eight machines at the mine.
When Rutqvists Schakt signed the latest
“There was no time for a test drive,” Lalla laughs. “But I trust Volvo and Swecon. The decisions we make together always work. It also helped that I had read and heard from foreign colleagues that it was a good machine.”
From Volvo CE’s perspective, and that of dealership Swecon, it is a milestone to be able to deliver a machine of this size class in Sweden as well.
“There is trust in us that we need to live up to, and we are ready to deliver more machines of this class,” says Hans Olofsson, Swecon’s director of sales in Region North. By the end of September, some 900 working hours later – the massive excavator is working more than 10 hours a day, seven days a week. Lalla is now just one of its many fans. “We are very happy,” he says. “It’s surprisingly fast for its size. In this job, it’s important to combine capacity with speed. What’s more, fuel consumption is reasonable, and it’s a pleasure to drive.”
A lot has happened since 24-year-old Lalla, after five years as a machine operator, made an important decision one day back in 1992.
After simply telling his mother Ann-Christine that he was going to buy a tractor, he immediately went out and bought
Two Hitachi ZX890LC-11 crawler excavators have been impressing UK-based Breedon’s operators
Rutqvists Schakt MD
Lars-Göran ‘Lalla’ Rutqvist in front of the firm's Volvo EC950F excavator at the Aitik open-pit copper mine
The first Volvo EC950F to arrive in Sweden is proving well suited to work at Aituk
a second-hand Volvo wheeled loader and set up the sole proprietorship under Lallas Traktorer.
Today, that company has been renamed Rutqvists Schakt and boasts about 35 employees and 27 production machines, the majority of which are Volvos tied to Swecon with customer-support agreements. This also includes the operation of Krossproduktion i Sverige AB, with three crushing plants in Norrbotten, which was purchased three years ago.
The Wron´ski Group, a family company based in northern Poland, has purchased the latest generation Doosan DL420-7 wheeled loader. The key purchase was strongly influenced by the performance of their existing Doosan DL420-5 wheeled loader which has completed over 18,000 hours of trouble-free service and is still going strong.
The new DL420-7 is working in the We˛siory quarry, one of several businesses run by the Wron´ski Group connected with the construction industry. Founded in 1992, the company’s operations cover all the territory of Pomeranian Voivodeship in Poland. The Wron´ski Group currently carries out general construction works and runs three building materials warehouses and a prefabricated products plant as well as the quarry, from which it obtains raw materials.
“We know the Doosan brand very well. The first machines in our fleet were two DL400s, which to this day are still used for smaller jobs,” recalls managing director, Mateusz Wron´ski.
The company has always been focused on developing the business with regular investments in new equipment and in 2015,
The DL420-7 wheeled loader at work in Węsiory quarry, loading a truck with quarried material
new-generation machine to test out, specifically the DL420-5 model. We were amazed by the speed and efficiency when working with the machine. The reduction in fuel consumption was so big compared to our old machine, that the money we saved allowed us to pay the leasing instalment,” Wron´ski explains.
After the successful test, the machine never left the quarry in We˛siory, where it continues to work without any problems to this day and has achieved an amazing 18,000 hours of problem-free work. “So, in 2020, when we wanted to buy a new wheel loader, we immediately knew it would be a Doosan,” adds Wron´ski.
The need to purchase a new machine coincided with the introduction of the new generation of Doosan DL-7 wheeled
REINTRODUCING THE KOMATSU PC170LC-11
Komatsu Europe has unveiled its redesigned PC170LC-11 excavator.
The latest addition to Komatsu’s EU Stage V emissions-compliant family, the 18.2-18.9-tonne operating weight PC170LC-11 excavator retains all the customer values of the previous model, and additionally benefits from EU Stage V emissions compliance thanks to Komatsu’s proven after-treatment system and a range of new customer-focused options. With growing demand for environmental solutions, and urban areas becoming increasingly sensitive to emissions, the PC170LC-11 EU Stage V crawler excavator provides customers with the opportunity to participate in any tender, demonstrate environmental credentials, and future-proof their investment.
with an operating weight of 23.4 tonne, is one of the larger models in the new Doosan DL-7 range.
The DL420-7 is powered by a Scania DC13 6-cylinder engine producing 257kW of engine output at 1800 RPM. The new engine meets Stage V emission regulations without the need for exhaust gas recirculation, through the use of selective catalyst reduction, diesel oxidation catalyst and diesel particulate filter (DPF) after-treatment technologies. The soot cleaning cycle on the DPF has been improved to over 6000 h and the operator is fully informed about the status of the DPF via a soot-level indicator on the new touchscreen display in the cab.
With no EGR valve and a choice of three power modes (SAT2, Standard or Power), fuel consumption is reduced by 5%. The machine
Komatsu Europe has unveiled its redesigned PC170LC-11 excavator
Paul Dickinson, product manager at Komatsu Europe, said: “The updated PC170LC-11 Stage V has many new features. The maximum efficiency and uptime.
The
performs very well in difficult terrain, thanks to another standard feature, the hydraulic differential lock (HDL), which is activated automatically at full torque without any additional action from the operator.
The five-speed PowerShift transmission gives the driver the option of three modes: manual, automatic or semi-automatic. A torque converter lock is also standard equipment, which significantly reduces fuel consumption during passes. The lift arm with Z-kinematics provides impressive breakout power and lifting capacity, while the large drop angle allows for efficient unloading.
The LIS (Load Isolation System) provides a smoother ride and higher comfort for the operator, as well as higher productivity due to improved stability when the wheeled loader is moving. Following the supplier’s recommendation, the bucket capacity has been increased from 4.3 to 4.5m³ and the blade has been fitted with rounded edges and a higher spill guard. This makes loading even more efficient and has a direct impact on reducing cycle times and increasing productivity.
“Our wheeled loaders are mainly used to pick up material from the quarry face and to load trucks. I can safely say that with the DL420-7 the work has become much faster, and the machine never lacks power. The loader is very stable, the hydraulics are smooth, which provides dynamic movements. The ability to control the direction of travel with the joystick is especially praiseworthy, especially when the work requires repetition of the same manoeuvres. For me, this hits the bull’s eye for loader operation. The operator comfort has certainly increased, the protection against shocks is clearly noticeable, especially when you are working a 10-hour day. Another important improvement for me is the easy access to filters and components, which means that daily maintenance requires a minimum of effort,” mentions operator, Rafał Pawłowski.
The operator’s cab is spacious, and the steering is electrically controlled. All settings and information can be accessed via an intuitive 8-inch touchscreen, which is easy to read in all conditions. Safety was one of the most important aspects when designing the DL-7 loaders. The operator’s field of vision is increased by enlarged windows, and LED work lights in a 4-front, 4-rear configuration
Group’s purchase
opportunity to test the capabilities of this excellent machine. When I choose Doosan, I get quality at a reasonable price. Without compromises,” sums up Wron´ski
Like all Doosan DL-7 wheeled loaders, another advantage offered by the DL420-7 is the factory-installed wireless fleet management system, DoosanCONNECT TMS 2.0, which provides extensive information about operating parameters, including work efficiency, via satellite and mobile networks.
The R 945 G8 crawler excavator is used at the Sablière du Beynon quarry, a 48-hectare site where SAB quarries 450,000 tonnes a year
The standard warranty on all Doosan DL-7 loaders is 36 months/5000 hours, whichever comes first.
French quarrying company SAB has expanded its machine fleet with seven new Liebherr loading models.
Since its foundation in 1985, SAB has invested in more than 50 Liebherr machines. Seven new Liebherr XPower wheeled loaders and an R 945 G8 crawler excavator are the most recent additions. The SAB machines are in operation for an average of 1,500 to 2,000 hours per year in three different quarries. Production covers a quarter of the demand in the French département of Hautes-Alpes.
“Choosing Liebherr is a decision for reliability and for the regular technical developments that meet our needs”, explains SAB director Lionel Para. “We have a very good personal relationship with both Liebherr and its sales partner ETS PIC.”
The origin of Liebherr machines is also a strong purchasing factor for SAB. “Buying machines made in Europe and even in France is an important signal at this time when we need to support our industries in an increasingly uncertain and globalised economic environment,” stresses Para.
SAB’s Liebherr fleet includes nine wheeled loaders, including the seven new XPower units. The XPower series is highly appreciated by Para for its ease of use and low fuel consumption. The XPower wheeled loaders are characterised by higher engine power and thus achieve better acceleration and speed values. The hydraulic system and working equipment have also been improved so that higher breakaway forces can be achieved.
The cab of the Liebherr XPower models offers full all-round visibility, is air-conditioned and features an adjustable 9-inch touchscreen and optional joystick steering to create a safe and comfortable working environment. Servicing the XPower wheeled loaders via the service access points is efficient, simple, quick and extremely safe thanks to non-slip areas and stable ramps in the access area. AB
Wroński
of a new-generation Doosan DL420-7 wheeled loader was strongly influenced by the performance of its existing Doosan DL420-5 wheeled loader
STRENGTHENING INFRASTRUCTURE FOR THE NEXT GENERATION
MAXIMISING YOUR INVESTMENT ARE ABOUT POWER – PURE AND SIMPLE
What do the smallest Ammann plate compactor, the largest asphalt plant and every product in-between have in common?
• Innovation that boosts productivity and efficiency, ultimately improving your bottom line.
• Parts and components that ensure long life to maximise your investment.
• The commitment of a family business that has thrived in the construction industry for 150 years by keeping promises today – and knowing what customers will need tomorrow.
Rokbak says it is seeing huge demand for its RA30 and RA40 articulated haulers
Global hauler sales on the rise
The US and UK markets are spearheading an uptick in worldwide sales of articulated haulers, driven by major infrastructure programmes. Liam McLoughlin reports
The global articulated hauler market is continuing a general expansion with strong demand in all regions. The total global market was around 8,200 units in 2021 and this year could be as high as 9,000 according to Guy Wilson, global sales director at articulated hauler manufacturer Rokbak.
Wilson adds that the US is leading articulated hauler demand with huge infrastructure spend. A large amount of construction activity around house and road building means that North American customers currently account for about half of the total market.
The UK is the second-biggest market for articulated haulers, says Wilson: “Demand is increasing here thanks to the High Speed 2 (HS2) major infrastructure project that will connect towns and cities in the South, Midlands and North.
“It’s [been] one of the most important economic regeneration projects in Great Britain for decades and it’s already helped the UK articulated hauler market go from an average of around 400 machines a year to over 700 in 2021 – and it’s expected to increase further this year.”
Wilson adds that the Scotland-based, Volvo-owned Rokbak is seeing huge demand for its RA30 and RA40 articulated haulers, with both dealers and customers enthused by the new machines.
“On the HS2 project, the RA30 and RA40 are needed for preparatory work
and transporting materials,” he says. “This includes vegetation clearance and earthwork for tunnel portals and compound facilities. The project will also lead to an increase in the demand for UK aggregate production, which will again create a positive impact on articulated hauler sales.”
Rokbak’s Guy Wilson says the US is leading ADT demand
Rokbak has been celebrating winning the Marketing and the Young Person of the Year categories at the CeeD Industry Awards 2022. CeeD (Centre for Engineering, Education & Development) is a national body that supports a range of industry sectors in Scotland, bound together by a common aspiration to improve operational efficiency, effectiveness and profit through peer-to-peer
Rokbak’s entry for the Marketing category focused on the company’s successful global rebrand campaign. Judges were impressed with the passion shown by the marketing team, who worked in unison with other Rokbak teams, to help devise and drive the campaign – which also included direct feedback from both dealers and customers. This ensured Rokbak (formerly Terex Trucks) and its robust RA30 and RA40 haulers received extensive coverage in the national and international trade press, as well as
Rokbak’s evening of success continued as Rhys Dingwall was announced CeeD’s Young
The 19-year-old joined Rokbak through the company’s partnership with local authority, North Lanarkshire Council and their No Limits Scheme. The initiative is linked to the Supported Employment Scheme, which matches jobseekers who have additional support needs and/or disabilities
Sharing Rokbak’s plaudits was also Ross
Mitchell, who was shortlisted for the Young Person of the Year category. The 23-year-old joined the company in 2017 and has excelled working with the New Product Introduction teams, helping to implement quality processes and inspection documentation for Rokbak’s new haulers being distributed around the world.
Volvo Construction Equipment (CE) is continuing to evolve its range of articulated haulers, with enhancements designed to make them smarter, more efficient and easier to operate. The manufacturer says the improvements mean uptime is maximised, whilst maintenance costs are kept to a minimum, reducing total cost of ownership.
Volvo CE’s Haul Assist suite of tools is designed to get the most out of the company’s articulated haulers. Powered by a 10” Volvo Co-Pilot monitor – which is available on a variety of machines from haulers and excavators to pavers – it provides insight to help customers optimise the efficiency of their haul cycles and boost profitability.
A new addition to Haul Assist is the tyrepressure monitoring system, which enables monitoring of tyre pressure and temperature from the comfort of the cab. Volvo CE says that, with inflation pressure having a marked impact on tyre wear, proactive monitoring is invaluable to optimise tyre life as well as fuel efficiency, machine performance and operator comfort.
Map provides a real-time overview of the on-site traffic to help navigate more effectively. The whereabouts of every machine and vehicle – irrespective of the type or brand – as well as visitors on site are now
visible, so long as they are connected to the map application. Alongside haul roads, Map also shows load and dump zones, and flags single-lane sections, restricted zones and speed-restricted areas, helping to anticipate operating decisions and reduce unnecessary stops.
Volvo CE says that operator comfort has always been at the heart of its hauler design – from the centrally-positioned operator seat offering excellent visibility, through to user-friendly controls. It adds that a range of automated functions is now offering even more support to enhance ease of operation and performance.
Terrain Memory is a useful feature of the intelligent Volvo drivetrain that identifies and remembers slippery road segments to ensure optimised traction control and off-road mobility. OptiShift enables fast and smooth directional changes, whilst the downhill speed-control function automatically maintains a constant speed when operating on downward gradients; both these, and the cruise control function, have been fitted as standard since 2019 and are available for retrofit on older haulers.
Volvo’s articulated haulers are also designed to be easy to service. Instead of daily or weekly greasing, its haulers now
require the process every 250 hours, which the manufacturer claims is the longest time interval in the industry. In addition, there are long engine-service intervals – up to 1,000 hours on Stage V and Tier 4 Final models –and what Volvo claims is less than half the fluid volume of most of its counterparts when measured over the lifetime of the machine. It says the result is reduced maintenance requirements and consumables, helping to keep the machine at work while lowering maintenance costs and environmental impact.
One of Denmark’s largest construction companies, M.J. Eriksson, says it is reaping the benefits from deploying a Liebherr TA 230 Litronic articulated dump truck.
The company uses the new truck for large infrastructure projects in Denmark and southern Sweden. The articulated dump truck is the 300th Liebherr machine purchased by Eriksson over the years. For over 40 years Liebherr, the construction company and the sales and service partner Johs. Møllers Maskiner A/S say they have maintained a close working relationship based on trust.
M.J. Eriksson specialises in general civil engineering, special civil engineering and track construction work. The company claims to have the most advanced and largest machine fleet in the country. Over half of the machines are from Liebherr. It has been operating the TA 230 since 2021 and is using it successfully in various road construction projects. It is responsible for the movement of materials in remediation work of existing infrastructures or the creation of new infrastructures.
Eriksson says it is impressed by the overall concept of the TA 230, with the machine moving up to 28 tonnes of material per loading. A powerful drivetrain combined with the automatic traction control gives the machine excellent driving performance and combined traction. This increases the operating efficiency and ensures higher
M.J. Eriksson’s new Liebherr ADT is being used on large infrastructure projects
Volvo CE has added tyre-pressure monitoring to its Haul Assist suite of tools
handling capacity as well as greater cycle times on the construction sites.
The company uses the TA 230 at different locations with a radius of up to 500 kilometres. Another advantage of the Liebherr dump truck is that, thanks to the optimal transport width of under three metres, it can be transported quickly and without a costly special permit.
Arusha is Tanzania’s picturesque safari capital with Africa’s largest and fourth-largest mountains, Mount Kilimanjaro and Mount Meru, as its backdrop. The city is also the headquarters of Willy Enterprises, a multifaceted business involved in construction, drilling, mining/quarrying and plant hire, among other activities.
The company was founded in the late 1980s by Wilson Mgonja, a civil contractor and entrepreneur with over 30 years of experience, who says: “Growing our equipment fleet with premium machines has been critical to our growth and today we have a substantial fleet that includes graders, dozers, backhoe loaders, rollers, excavators, wheeled loaders and articulated dump trucks. We have 12 Bell machines in our fleet, having bought our first Bell ADT in 2012 through the previous Bell dealer in Tanzania.
“After a reference by a business partner we tried purchasing a B20E for a small project. Seeing how it outperformed other brands of ADTs we were happy to settle with it. After we landed a bigger project, we simply upgraded the size and will now never look back.”
Mgonja says his company was impressed by the quality, durability, efficiency and overall cost-effectiveness of the Bell machine.
Willy Enterprises’ newest Bell ADTs are two B30Es and two B40Es that were delivered in May 2021. They were bought from Bell Equipment’s dealer, Kanu Equipment Tanzania, with a standard warranty of 12 months/2,500 hours. They currently work at a major cement factory in the Tanga region of the country where Willy Enterprises has a production target of about 210,000-378,000 tonnes per annum. The ADTs haul limestone and red soil from the mine to feed the conveyor and crusher on a round trip that varies between 2,8km and 5km. “It’s steep terrain, which quickly turns muddy after a rain shower, but these vehicles have excellent traction control and work without any problem, no matter the underfoot conditions,” Mgonja says.
Each truck works two 12-hour shifts per day and averages about 423 hours of operation per month.
Bell’s Fleetm@tic telematics system ensures that Mgonja knows that production averages between 69.3 and 83.6 tonnes per hour and fuel burn is 12.9 to 16.1 litres per hour.
Bridgestone is launching a 3-star rigid dump truck tyre as an expansion of its 24.00R35 product portfolio, a line-up specially developed for mid-sized rigid dump trucks to carry hefty loads on flat terrain, often at quarries and mines. Featuring a
3-star rating, the new 24.00R35 delivers 8% greater payload capacity along with a deeper tread depth to provide excellent tyre wear and improved traction. Additionally, the tyre provides a high resistance to cuts and heat as trucks transfer larger hauls between long distances at high speeds.
"As demand continues to strengthen in the construction and quarry segments, we remain dedicated to helping maximise productivity for our customers by pairing intelligent products with best-in-class services and integrated technology solutions," said Rob Seibert, president, off-the-road tyres, Bridgestone Americas. "We are meeting growing industry demand with a superior product that features new technology and enhanced performance to optimise productivity."
Bridgestone is scheduled to begin production on the new 24.00R35 rigid dump truck tyre with an all-new traction pattern in late 2022, followed by a new hard-rock pattern.
US truck body design company PhilippiHagenbuch is now offering in-stock inventory of its most popular sizes of rear-eject bodies for trucks. The manufacturer says this reduces the rear-eject lead time for 35- to 45-tonne truck models to six weeks or less, in most cases.
Over the past 23 years, PhilippiHagenbuch (PHIL) says it has manufactured hundreds of rear-eject truck bodies to help customers increase their productivity, safety and stability for off-highway operations. Rear ejects are engineered and manufactured to fit the specific truck body chassis and are easy to operate in the cab, reducing dumping and spreading time by eliminating the need to stop and raise the truck body.
A variety of industries, including aggregates, general construction and mining, use rear-eject bodies and trailers to significantly improve their productivity
when dispensing material and overcoming situations where overhead barriers inhibit traditional dump bodies.
“We are dedicated to offering our clients the equipment they need, tailored to increase the productivity of their specific haul trucks,” said Josh Swank, Philippi-Hagenbuch vice president of sales and marketing. “We remain committed to offering customised solutions for our customers, including our rear-eject product line. However, we have found that the majority of our rear-eject bodies are for 35- to 45-ton trucks and we can now offer a faster turnaround time for those customers by maintaining an inventory of our most common models. This is especially beneficial with so many of our clients facing the current supply-chain and lead-time challenges.”
Philippi-Hagenbuch says it continues to custom engineer and build rear-eject bodies and trailers for a variety of makes and models of off-highway trucks to provide solutions for each customer’s unique needs. Beyond its in-stock sizes, the company manufactures rear ejects that can fit 25- to 60-tonne haul trucks. The rear-eject bodies are manufactured exclusively with high-strength, abrasion-resistant Hardox 450 steel for the greatest structural strength and durability. Due to their all-Hardox construction, which PHIL made as a commitment through SSAB’s ‘Hardox In My Body’ campaign, PHIL says its rear ejects are proven to last up to 20 years and are often put on a second truck after the first chassis has worn out.
“Over the last few years, we have made it a priority to evolve and update our rear ejects based on feedback to offer an even better product for our clients,” said Swank. “We had a vision to further develop not only the operation of both the ejector blade and the rear tailgate mechanism, but to reduce the number of parts, evolving the track design to strengthen the body sides and to decrease the need for maintenance or replacement.” AB
Philippi-Hagenbuch is offering in-stock inventory of its most popular rear-eject truck bodies
Caterpillar’s new performance series hammers are designed to deliver consistent breaking power
Drilling down on increased performance
Caterpillar has launched the new H190 S and H215 S performance series hammers, built for high production on large excavators.
New launches from major players are offering operators increased performance and increased productivity from their hammer, breaker and drilling products. Liam McLoughlin reports
quarry, demolition and general construction applications.
Cat says the two new hammers –now available in Europe and the Americas – deliver consistent breaking power, and their extremely efficient operation cycle results in less waste from internal heat for more power delivered to the tool.
With piston and tool matched in diameter and mass, Cat says the two new hammers offer increased power transmission frequency. Operators can switch power mode from high frequency/low power to low frequency/high power, giving the ability to fine-tune power to the material being broken.
Cat adds that the new H190 S and H215 S hammers, in addition to being powerful, also enable operator comfort and machine protection with their proprietary buffering material that dampens vibration feedback to the carrier. Automatic shut-off that prevents blank firing and hammer damage can be temporarily turned off for horizontal and overhead operation in tunnelling and mining applications. The flexible hammers can be configured for joystick or pedal control to suit the operator’s preference when working in
Tuned to deliver the highest possible work rates with Cat next-gen excavators, the new H190 S hammer is sized for operation on Cat 349 through 374 models, while the larger H215 S is designed for the 374 and 395. Auto Stop instantly terminates hammering when the tool breaks through material, preventing damage to both the carrier and hammer.
Next-gen excavators automatically recognise the H190 S and H215 S hammers and prompt operators to select the correct tool programme.
Protecting the cab and keeping the attachment in predefined operating areas at the jobsite, the new hammer dimensions are included in Cat E-Fence technology. Cat says that through its Product Link excavator technology, users can quickly locate the hammer attachment using the Cat App. Hammer pressure and flow rates are viewed on the in-cab monitor and can be configured manually or automatically using the touchscreen display.
All daily checks and routine service can be performed without removing the new H190 S and H215 S hammers from the carrier, saving time. Steady internal gas pressure throughout
the duration of the annual service interval is designed to eliminate the need for frequent charge inspection. The lower bushing’s rotatable design optimises service life to minimise parts costs, while the bushing can be quickly serviced in the field using hand tools.
A standard on-board autolube system provides continual greasing during hammer operation to improve attachment longevity. For operating in extreme environments, an optional wear package protects the hammer housing from damage.
Japanese multinational Komatsu has expanded its range of hydraulic breakers with the new V-series, which is designed to be fully variable for helping to maximise productivity and lower cost per tonne. Used in a variety of rock and concrete demolition applications from scaling a tunnel, to running a pedestal-boom on a quarry, or tearing out reinforced concrete abutments, breakers are essential tools. Designed and tested for compatibility with Komatsu excavators from the PC210 up to the PC490, Komatsu says the new JMHB-V breaker series helps customers achieve excellent impact energy and performance in a variety of demolition applications.
With minimal wasted energy and subsequent higher operating efficiency, Komatsu adds that the 100% hydraulic-fired V-series breakers modulate their impact force and frequency with up to 16 working positions to match most applications’ requirements. Designed to help maximise productivity while helping lower cost per tonne, the breakers are also fitted with an innovative energy-saving recovery valve that recuperates energy to drive efficiency.
Depending on the application’s hardness, V-series breakers automatically select the best piston stroke length and speed. By adjusting to either hard material, with long and powerful strokes, or to softer material, with shorter, faster strokes, the breakers are designed to achieve high production output, with little wasted impact energy.
To help owners get more from their investment, Komatsu says the V-series breakers have several valuable standard features, including automatic greasing, advanced blank-firing protection, swivel hose couplings and heavy-duty housing. The shock-dampening systems in the form of upper and lower suspensions help reduce the risk of cracking excavator booms and breaker housings, while the mounted standard automatic lubrication feature helps guard against contamination caused by dust and debris.
For greater operator comfort, suspensions with rubber/poly components help absorb impact and reduce vibrations through the boom. The completely enclosed sounddampening housings reduce the amount of noise generated when compared to openstyle breakers, which Komatsu says offers customers a solution that addresses noise ordinances in urban applications.
To support regular maintenance of breakers, inspection kits are included with gauges to measure wear on all
critical components. Additionally, these breakers are backed by the Komatsu North America Attachment Division, a dedicated hydraulic attachments sales and service team that supports Komatsu distributors. These specialists are factory-trained and experienced with installation, operation, service and rebuilds.
Sweden-based Epiroc has partnered with ASI Mining to introduce Mobius for Drills, a new platform to convert drilling data into useful, actionable information in operations including surface mining.
Featuring embedded artificial intelligence, Epiroc says the user-friendly Mobius system enables multi-vehicle command, control and monitoring to maximise productivity and safety.
“We think of it as a tool to directly support
making quick and effective interrelated decisions,” says Tyler Berens, automation director, surface mining at Epiroc’s surface division. “Mines can get greater productivity and economies of scale as a single operator controls multiple remote and autonomous vehicles. Mobius for Drills is designed to tie the whole value chain together.”
Mobius for Drills displays data in an easyto-use layout to map drill usage, evaluate statistics, track consumables and compare planned outcomes against actual results.
“Mobius for Drills is an ideal management tool because of all the support it provides in decision making, but Mobius for Drills also helps with driller training, so it is useful for the whole workforce,” adds Christopher Blignaut, product owner - data solutions, Epiroc surface division.
Komatsu has added the new V-Series to its hydraulic breakers
Epiroc’s Mobius for Drills platform converts drilling data into useful information
By providing a single platform for all stakeholders within the drilling operation, Epiroc says users can quickly navigate the information, filter it to their needs and streamline the decision-making process, day-to-day or over time.
A claimed added value to Mobius for Drills is its ability to work across fleets with drills from multiple manufacturers, condensing all sources of information. It can be used as a fleet management system or integrate with a mine’s existing system.
Mahmood Hassan, engineering project manager – automation at Epiroc’s surface division, comments: “Mobius for Drills enhances engagement of all stakeholders with the drilling process. It provides valuable insight at each stage of the drilling process through a drill plan builder for planning, situational awareness for drill controllers and reporting for supervisors. It is a scalable product, which accommodates evolving needs of a mine.”
The platform imports drill plans, monitors drilling and creates the reports over a secure system on-site or remotely. It supports manned operations, teleoperation, semiand fully-autonomous modes and covers applications from drill and blast through to autonomous haulage systems.
In its aim to cultivate more environmentally friendly ways of operation, Sandvik says it has launched a new BIO Tool Grease that is designed to offer a greener alternative for the upkeep of hydraulic hammers.
The biodegradable grease is the first product in the Swedish company’s Green Range, and can be used with Sandvik hammers and those of its Finland-based brand, Rammer. It is specially formulated to be more environmentally friendly and safe for use in environmentally sensitive areas such as groundwater locations.
The lithium complex-thickened BIO Tool Grease is based on biodegradable esters and polyalphaolefin (PAO) and contains corrosion inhibitors, antioxidants, and bismuth technology-based extreme pressure/antiwear additives (EP/AW) additives. The special formulation makes the grease suitable for both high and low temperature applications and provides excellent wear protection and good load-carrying capacity. In addition, its complex soap structure ensures great mechanical stability, prolonging re-lubrication intervals and enhancing performance in vibrating housing.
BIO Tool Grease is supplied in three sizes: 400g, 500g and 18kg. The 500g cartridge is suitable for Ramlube II automatic tool greasing device, making it easy and quick to replace cartridges.
Jouni-Pekka Hiltunen, product line manager at Sandvik Rock Processing Solutions, comments: “When developing this new BIO Tool Grease, our two most important criteria were environmental friendliness and lubricity, and the new grease meets both of these excellently. Hammer applications place very high demands on
greases, and the new grease fits perfectly into our Ramlube II automatic tool greasing system.”
Arto Halonen has been appointed as CEO of Finland-based Robit Group. He takes over as head of the drilling products and technology company from Tommi Lehtonen who stepped down in March 2022.
Halonen, M.Sc. (Eng) and M.Sc (Econ.), has been employed as Robit's chief financial officer and chief operations officer since March 2020.
president global sales & marketing.
Harri Sjöholm, chairman of the Robit board of directors, commented on Lehtonen’s departure: “I would like to thank Tommi both on my own and on behalf of the board of directors for his input for Robit and the company’s growth, exceeding net sales of €100m. We wish Tommi all the best in his future duties.”
Robit has recently committed to new sustainability KPIs (key performance indicators) and is asking the company’s stakeholders to do the same.
The company says it has always had sustainable practices, such as sourcing materials from responsible partners, as well as setting a high priority on employees’ health and safety. Recently, however, it has been in the process of doubling down on its sustainability efforts and setting clear objectives for these practices, based on a common vision created through extensive cooperation between the management and the employees.
With the launch of the ESG (Environment, Social, Governance) roadmap in September 2021, the ESG practices of the company have been refined and further defined and Robit’s actions have been divided into four key areas: Sustainable partnerships; CO2 emission reduction in the value chain; healthy and happy workplace; efficiency throughout product lifecycle.
The company says the aim of these four pillars is to tackle sustainability issues from several directions at once.
Even though the concrete KPIs for these key areas were launched only last September, the company says there are already several actions taken and some significant results that have been reached.
Robit aims to have a minimum of 90% of its supplier spend coming from suppliers who have committed to Robit’s supply chain policy. The result at the end of 2021 was already at 79%.
A first step towards CO2 emission reduction was taken by building a calculation tool to recognise Scope 1 and 2 CO2 emissions caused by Robit’s own operations. The company says it will also increase the share of green energy in its factories, with the first changes having been implemented at its Australian factory in October 2021.
For a healthy and happy workplace, the KPI is to target zero lost-time incidents, based on LTIF (lost-time incident frequency). In 2021 the result was 2.1, which is already a significant improvement from 4.2 in 2020. In January 2022, Robit reached LTIF of 0.0.
To increase efficiency throughout product lifecycle, Robit has set a KPI of providing at least 1,000 hours of consultative sales training annually to the sales and technical personnel of the company and its distributors. Additionally, Robit has set the target to achieve over 90 percent wasterecovery ratio in its factory locations. The 2021 results for these were 921 hours and 87%, respectively, bringing the company very close to reaching these milestones. AB
Sandvik’s new BIO Tool Grease for the upkeep of hydraulic hammers
New Robit Group CEO Arto Halonen
The screening media matter at hand
Investing in high-quality screening media and diagnosing and eliminating early screening media issues can greatly improve your aggregate production operation. Guy Woodford reports
Resolve Aggregates discovered CDE technology and the benefits it could have for the company at ConExpo in 2014. Since partnering with CDE in 2015, the U.S. company has met production objectives at one site, relocated to grow and maximise opportunities, and now is expanding its CDE wet processing plant to explore additional new markets.
The sand and gravel company has been processing fine and coarse aggregates
Texas. The full sand washing plant was disassembled and containerised at Fort Worth, then relocated and installed by Resolve Aggregates employees in just 11 working days in May of 2017. It was recommissioned by CDE shortly after. The move, combined with CDE’s tailored wet processing solution, enabled Resolve Aggregates to expand its current wet processing system.
The partnership between Resolve
sand and gravel washing plant and the relationship with CDE by upgrading its plant for integration of a fine screen to diversify into golf sands to extend its product offering further.
CDE’s modular approach means its equipment can fit seamlessly into the existing process to minimise plant downtime while upgrades are commissioned.
The upgrade includes an Infinity F1-64 fine screen, integrated into the plant and
Keith Newell (right), president of Resolve Aggregates, and James McShane, CDE business development manager in North America
Resolve Aggregates is now expanding its CDE wet processing plant in Ravenna, Texas, to explore additional new markets
#30 cut - #140 golf sands. Through CDE’s guaranteed equipment performance, the final materials will meet the high-standard requirements of the golf industry and enable Resolve Aggregates to supply valuable products for new markets.
Commenting on the upgrade, Resolve’s spokesperson said: “Our relationship with CDE has been one of collaboration and trust, working with them to ensure the best for our company as we explore both new pastures and new markets. It is remarkable how a simple upgrade has built so easily into our existing plant while opening new possibilities for our company.”
James McShane, CDE business development, North America, said: “This upgrade is a prime example of and a great testament to the flexibility of CDE solutions. The extensive benefits of one straightforward addition highlight the ease of plant expansion with our modular approach and how it contributes to the future growth and success of a company that continues to develop and enhance its processes.
“We have been working with Resolve Aggregates for six years and have seen such marked differences in the company: from relocation to venturing into new avenues that help maximise return on investment. With full accountability for the service and direct support from our team, we look forward to continuing the journey as Resolve Aggregates grow further.”
Lars Bräunling, director of product technology at MAJOR, an innovative global manufacturer of wire screens for the aggregate, mining and recycling industries, has given his expert advice on how to diagnose and address screen media issues in aggregates and mining production.
“All operations have the same ultimate goal for their processing equipment: to improve the cost per ton. This is often accomplished by fixing or preventing
equipment issues and optimising performance. The screening process, in particular, is one of the most significant parts a producer should pay attention to,” he explains.
Bräunling says understanding what screening problems to look for and how to fix them can mean a positive ripple effect throughout the material separation process. He believes a proactive maintenance plan and the addition of high-performance screen media make remedying issues and improving efficiency even easier.
“Operations continuously look to improve their bottom line by decreasing the cost per ton. Plant managers must address how much can be produced with a given set of screens and reduce cost factors tied to poor performance, such as machine downtime or screen media change-outs.”
Bräunling advises producers to initially
work with an expert to conduct a screening performance assessment to see the complete picture of the operation. This should include an evaluation of the process and any direct screen media issues, the screen setup, the machine condition and how it affects performance. “Use a vibration analysis tool to look for abnormalities that need to be addressed and can’t be easily seen with the human eye. Also, listen to the deck while it is running to reveal loose media, clamp bars or broken wires. Listen for abnormalities or metallic sounds,” he continues.
Bräunling says producers should then examine the crusher feed belt coming off of the screen box to identify issues that could lead to a bottleneck. Improving screening efficiency directly in front of this point affects the entire operation in both directions.
He adds: “A visual check or a belt cut of the crusher feed belt is often enough to see if there is saleable rock that is being sent to the crusher as carryover because the deck capacity is exceeded. This is caused by blinding, pegging, poor open area, non-ideal vibration setup or the wrong screen media setup.”
Lastly, Bräunling recommends looking at used screen media’s scrap pile — also known as the boneyard. “Inspecting the underside of the spent screens is an effective way to diagnose installation challenges. Look for black markings on the underside of the screen media that show the panels have moved and rubbed against machine supports, meaning they weren’t fixed in place like they should have been. This primarily causes wear but can also lead to blinding, pegging and inefficiency. Signs of blinding, pegging or breakage in the used screen media pile are also a good way to quickly identify which machines and decks need attention.
“’Better screening is free crushing’ is a statement sometimes heard in the industry. There are many ways to interpret the saying, but it boils down to how an efficient screen box lessens the load on a crusher by sizing material correctly.”
Resolve Aggregates’ CDE upgrade includes an Infinity F1-64 fine screen, allowing the production of a specialist, high-value golf sand
Understanding what screening problems to look for and how to fix them can mean a positive ripple effect throughout the material separation process. Photo: MAJOR
Bräunling notes that many screening issues can be addressed with a change in screen media. “From traditional woven wire to polyurethane to high-performance screen media, there is no shortage of different styles of screens. The choices can seem daunting; frequently, one type works for specific situations or works best through a combination of different types. An exception is some styles that use advanced engineering to address screening issues with just variations of a single media type.
“High-vibration screen media is one such option. This advanced screen media is made up of independent wires bonded with polyurethane strips. The wires vibrate independently to add to a screen box’s existing vibration, speeding up material separation and passing.”
Bräunling states that screen media options that incorporate this design permit an increased screening action which helps to spread material over the entire screen’s surface area on all decks but, most importantly, accelerates the stratification process. He points out that this effect causes rocks of different sizes to separate, with fine material sinking down towards the screen surface and bigger rocks rising to the top of the material bed. Faster stratification increases the capacity of the deck and allows for a cleaner cut.
“The movement of wires helps to virtually eliminate near-size pegging on the top decks and fine material blinding and clogging on the bottom decks, resulting in higher-quality end product.
“In addition to considering a change of screen media, ensure tensioned screens are installed properly, and that surrounding equipment is operating correctly. Once the process is running productively and smoothly, operations should do what they can to maintain that performance. Develop a preventative maintenance plan that includes
vibration analysis tests at regular intervals to identify changes that may point to problems.”
Bräunling notes that it is important for aggregates processing and mining site operators to remember that screen media will wear out over time. Still, it should need replacing because it is “broken, pegged or blinded”. He advises operators to work with a dealer or screen media manufacturer to determine the best screen media options for your application and create a proactive maintenance plan to maintain optimum results.
Durex Products (Durex) showcased its screen media, liners, wear parts, and screen
accessories to more than 9,000 attendees at AGG1 in Nashville, Tennessee, 29-31 March 2022. Based in Luck, Wisconsin, the company offers numerous innovative urethane, rubber, and speciality wire screen media options, which allow customers to finetune production and increase tons per hour while keeping products in spec and lowering operating costs.
Durex has offered premium screen media technologies since 1965, including its well-known Livewire, Armor, Accuslot, and Vibraspan products. Wear liners and parts for aggregate equipment and screen accessories round out the company’s offerings. AB
Producers should work with an expert to conduct a screening performance assessment to see the complete picture of the operation. This should include an evaluation of the process and any direct screen media issues, but also the screen setup, the machine condition and how it affects performance. Photo: MAJOR
Money-making washing
Highly productive and efficient washing plant processing can boost your profit margin and ensure consistent high-quality final mineral product. Guy Woodford reports
Campbell Contracts’ CDE installation – including an M2500 washing plant, AggMax scrubbing and classification system and AquaCycle thickener – is proving a big money earner for the County Fermanagh, Northern Ireland-based company. The plant’s highly productive and efficient operation near Enniskillen has enabled Campbell Contracts to increase its annual sand product sales by an eye-catching 90%.
Before investing in its state-of-the-art CDE solution, Campbell Contracts had clay-bound sand and gravel, primary scalpings, and crushed rock fines that they could not process into saleable aggregates and sand. Now, all such material is turned into a high-quality final product. This is especially important in an area where good sand is not readily available, often needing to be trucked in from over 30 miles away.
Campbell Contracts’ previous washing plant was over 30 years old. While it worked reasonably well with cleaner sand and gravel deposits, processing up to 30 tonnes of product per hour, it struggled with more clay-bound material. Historically, such difficult material was backfilled into the pit and buried. The dirty primary scalpings, a by-product of Campbell Contracts’ quarrying operations, could also not be processed by the existing washing plant, leaving it stockpiled on site.
Speaking to Aggregates Business, Grainne Quinn, a Campbell Contracts’ director, said that the firm has been very impressed with its CDE washing plant. The tailored solution can process up to three aggregates and two sand products simultaneously. For Campbell Contracts, the plant is currently processing 60 tonnes of aggregate and 60 tonnes of sand product an hour 10 hours a day Monday to
Friday. The plant also runs for 6-7 hours on Saturdays. Campbell Contracts had put more than 350,000 tonnes of material through its premium CDE washing plant by the time of Aggregates Business’s site visit on 7 December 2021.
Quinn says that being able to monetise what had been previously unsellable material, coupled with general production quality and efficiency gains, had allowed Campbell Contracts to make a return on its CDE washing plant investment in just two years.
“We had initially looked at a payback of five to six years, so the plant has exceeded our expectations,” says Quinn. “We had been using our old washing plant since the early 1980s, but the customer demand for sand is huge; there was no way we could meet it with our existing setup.
“We spoke to a number of washing plant manufacturers but were very impressed with CDE from the start. They knew exactly what we needed and were good people to work with. We placed the order for the new washing plant in early 2019, and it was installed in October 2019. The AquaCycle was added this year [2021].
“The amount of quality sand we can produce with the CDE plant is great, as is our ability to process what was waste material.
Previously, some of our big concrete plant customers thought some of our sand product was a bit fine.”
Asked about any issues with the CDE washing plant, Quinn says: “As with any piece of equipment, we had some teething
Some of Campbell Contracts’ CDE washing plant processed aggregates
Campbell Contracts’ CDE plant at work near Enniskillen in Northern Ireland
Grainne Quinn with her father Jim Campbell, Campbell Contracts’ founder, in front of a company lorry
troubles getting the outputs exactly where we wanted them, but CDE worked with us until we and our customers were 100% happy.”
A longstanding family-run business, Campbell Contracts has traded since 2002 after initially being established by Quinn’s father, Jim Campbell, in 1968 as J.P Campbell Plant Hire. Campbell Contracts has a large and loyal customer base across the concrete supply and highways and infrastructure sector. Campbell Contracts also operates a highly successful civil engineering business and has a fleet of 30 tipper trucks.
“We look to buy a new tipper truck every year and this year also bought a new Volvo articulated hauler,” says Quinn. “We generate a lot of gravel stone, and I’d like to add to the current CDE plant setup – something like an oversized fines crusher. That would reduce waste even further along with the hauling requirement.”
As illustrated in the bespoke solution for Campbell Contracts’ aggregates and sand processing site near Enniskillen, CDE’s aggregates and sand washing plants tackle numerous customer issues, including the loss of quality fines to site settling ponds and clay contamination of feed material. Equipped with CDE’s patented Infinity screens technology, the plants efficiently remove -63 micron / 200 mesh material from sand and aggregate products while also recycling
up to 90% of production process water for recirculation, eliminating the requirement for settling ponds.
Terex Washing Systems has completed the installation of a wash recycling plant based in Geneva, Switzerland. The wash plant converts construction, demolition and excavation waste into two sands and three aggregate products that are stockpiled for use in the production of asphalt. All this is achieved while recycling up to 95% of the water used during the washing process.
The Terex Washing Systems engineers used over 60 years of industry experience and a product from their sister company Terex MPS to find solutions that would meet the customer’s needs. A complete crushing, screening and washing solution was provided to the customer on a compact footprint to meet their specific requirements. The aim was a throughput of 100 tonnes per hour with
the option of crushing oversized material.
The wash plant consists of an FM 120 2-G Sand Plant, an Aggrescrub 150 Log Washer complete with pre-screen and a Terex MPS Impact Crusher. This section of the wash plant washes, classifies and stockpiles aggregates while recovering two specifications of sand. Any oversized material fed into the system is directed towards the Terex MPS crusher, where it is crushed down to a manageable size before being fed back into the washing system. The customer can also feed oversized material directly into the crusher.
A fully integrated water treatment plant consisting of a deep cone thickener, flocculant dosing unit, and a filter press allows up to 95% of the water used in the washing process to be re-used. The dirty water is collected in a sump before being treated and allowed to settle in the deep
A McLanahan UltraWASH modular wash plant at an American customer work site
Terex Washing Systems recently completed the installation of a wash recycling plant for a customer in Geneva, Switzerland
cone thickener. The thickened sludge is then compressed within the filter press so that the last remaining water is sent back into the system. The customer can then sell the filter cakes that are expelled from the filter press.
The Geneva-based customer can now divert thousands of tonnes of construction, demolition and excavation waste from landfill each year. It can achieve this while producing six different products to be sold or used during asphalt production and further reducing the environmental impact thanks to the water treatment plant.
Johnston Patterson, product and applications manager at Terex Washing Systems, said: “We have provided a complete
end-to-end wash recycling solution for the customer. Our ability to fully integrate washing, crushing and water treatment allows us to design and manufacture systems that perform to a higher standard. Everything is here, from feeder to filter press.
“This washing system provides the customer with a sustainable production line of sand and aggregate products from material that would otherwise be sent to landfill.”
The cost of a permanent plant is normally offset by higher throughput and a long-life span of the deposit. When higher throughput is not needed or possible, a modular wash plant can be put in place at a lower capital investment and deliver the required
PALERMO PORT AUTHORITY INVESTS IN BAIONI WASHING & RECYCLING PLANT
The Italian waste management
firm Profeta has recently started a new washing and recycling plant at its waste recycling and processing facility in the Sicilian port of Palermo.
The new 10 tonnes/hour Baioni wet processing solution includes an integrated magnetic separator for separating non-ferrous metals from the waste stream.
Profeta will use the new Baioni plant with existing waste recycling and grading plants to recycle up to 90% of all incoming dry waste streams from its industrial and naval shipbuilding activities, producing recycled aggregates for the construction and recycling industry.
Profeta says the Baioni solution will help treat waste, like soils and sediments, using water with additives and reagents to ease the physical washing process of aggregates. Soils are subjected to multi-stage treatments while clarified water is reintroduced into a closed-circuit cycle.
The process helps the particlesize separation of the coarser fractions (such as sand and gravel) from silt and clay, concentrating the pollutants separately. After the process treatment and after accurate test analysis, the coarser particle-size fractions can be used again or relocated to the site of origin. The finer fractions, where all pollutants are concentrated, can now be sent for final disposal.
Before the new plant installation, Profeta hosted Baioni at the port of Palermo to allow the manufacturer to gain a better understanding of the firm’s needs and requirements. Profeta’s owner, Aldo Profeta, chose to partner with Baioni as he believed the company
had an in-depth knowledge of the project and was confident in its long-time expertise in aggregates washing processes.
Baioni has commissioned its ST 200 washing trommel, GRF hydrocyclone fines recovery plant and Baiwash water management system to run alongside Profeta’s existing waste recycling and grand plants setup.
Utilising Baioni technology, the new plant will enable Profeta to produce +2 mm gravel (36%), 0.063-2mm sand (30%), -0.063mm silt and clay (34%).
The Baioni plant offers flexibility in processing waste with varied granulometric characteristics of the waste to be treated. Larger particle sizes are separated utilising hydrocyclones and screens; both are highly productive.
Turnkey processing systems from Baioni come with a feeding process using a feed hopper
production level. The advantage of shipping a plant in containers does impact the size of the equipment, so throughput is lower than with permanent plants.
With a long history of designing, manufacturing and installing modular wash equipment, U.S. company McLanahan’s line of UltraWASH modular wash plants is said to supply the reliability, simplicity and efficiency that producers need from a modular plant.
All equipment that is part of the UltraWASH plants, including the vibratory screen, hydrocyclones, dewatering screen, sump and pump, is based on the company’s well-known, field-proven designs. UltraWASH plants are said to offer a quick, easy-to-install processing
equipped with protections and clod breakers and sensors for detecting and removing magnetic ferrous materials.
The second processing stage is washing and particle-size separation, leading to the transfer of contaminants from the solid waste matrix to the washing fluid (water or seawater) and separating the contaminated fractions from the recoverable ones.
Material washing is done in an ST 200 washing trommel followed by a wet screening of the coarse materials and a refining section of the sands using two Baibac Baioni attrition scrubbers. The third processing stage is the water treatment process using a highly efficient Baiwash water management system that significantly reduces water consumption by ensuring up to 90% of process water is recycled for immediate recirculation. The
Baioni water treatment unit, consisting of a thickener and polymer station, minimises the loss of valuable fines and reduces water and energy costs.
The final Baioni washing and recycling plant processing stage is fine fraction thickening, where sludge is concentrated in Baiwash thickener and a chemical plant. Sludge is further dehydrated through a solid/liquid separation process using a Baidec decanter. This process ensures a considerable reduction in waste going to landfill.
Profeta says its investment in a Baioni solution exemplifies the company’s commitment to environmental protection. The company has ordered a second Baioni washing and recycling plant for a different site, further demonstrating its environmentally conscious working practices and saving money by reducing waste and increasing efficiency.
Profeta’s Baioni washing and recycling plant at its waste recycling and processing facility in the Sicilian port of Palermo
system. These modular wash systems are ideal for producers facing criteria such as planning permits, multiple locations, shortterm deployment, or an unknown/variable feedstock (for example, C&D waste stream applications) that make implementing a customised, fixed processing solution difficult.
McLanahan says that one advantage of a modular wash plant is they tend to be fully designed and ready out of the box. They are manufactured on demand or are already in stock for faster deployment. Modular wash plants can be custom-designed for specific applications. But in the case of a timesensitive application, the standard unit will fit the situation better even if it is not an exact fit.
McLanahan currently offers nine different sizes and configurations for its UltraWASH, which can produce up to three aggregate products and up to two sand products. There is a single process water feed point and a single effluent discharge point. In addition to offering various configurations for helping producers meet their production goals, McLanahan designs and produces equipment for all stages of the wet process, from feed preparation to water treatment. These equipment offerings are available as add-on modules that can include log washers, blade mills and coarse material screws for feed prep, attritioning modules for specialty sand production, an organics removal module, an EcoCYCLE thickener for water treatment and an EcoPRESS filter press for complete wastewater treatment.
McLanahan UltraWASH also offers three different wash options, each with its benefits to the end-user.
The single wash model can create up to three aggregate products and one sand product. The feed is divided by the sizing screen, and the clean aggregate is separated and stockpiled with conveyors. The sand fraction is mixed with water in the sump and pumped to a pair of hydrocyclones, which remove the silts and clays before excess water is removed from the sand by the dewatering screen ahead of stockpiling.
The double wash model is ideal for extra dirty sand and requires additional contaminant removal. The difference between the double wash and single wash model is the addition of a divided sump and
secondary pump. Sand mixes with water in one side of the sump and is pumped to a large hydrocyclone, where the first pass removal of silts and clays is affected. The product of this process is a partially cleaned sand that is discharged back to the other side of the divided sand sump, from where it is picked up again and pumped to the smaller, secondary hydrocyclone for removal of the remaining silts and clays before being discharged onto a dewatering screen for excess water removal.
The twin sand variant allows the creation of separate coarse and fine sand products. This model also includes a divided sump and two hydrocyclone circuits and adds a splitdeck dewatering screen. In the twin sand model, the bottom deck of the sizing screen is divided, allowing the coarse sand fraction to fall into one side of the sump and the fine sand fraction to fall into the other side. The coarse and fine sands are then pumped separately to the hydrocyclones for single-pass removal of silts and clays. The sand is discharged onto separate sides of the dewatering screen for excess water removal, primary product blending and separate stockpiling.
McLanahan says that by selecting a plant that has been configured to address the specific needs of your application and provide long-term benefits to your site, you will see long-term advantages to the operation, capacity and most importantly, profit. The OEM (original equipment manufacturer) adds that expanding your plant means growing or changing your production capability and profits. When planned accordingly, an UltraWASH modular wash plant can include easily adjustable features that can improve your operation’s capacity and allow you to meet new demands. AB
MATEC SOLUTION FOR STUART PARTNERS
Stuart Partners (Stuarts) operates a quarry located in Hill Barton Business Park near Exeter in Devon, southwest England. The company is licensed by the Environment Agency to handle the disposal or recycling of inert waste.
Since 1988, Stuarts have progressed from filling a hole in the ground to operating a successful recycling facility. Most of the material now brought into the firm’s quarry is recycled, with over 80,000 tonnes of inert waste processed each year.
A proportion of that is then resold as crushed hardcore
Matec Industries has supplied a complete, compact and mobile plant for UK-based
material sized 0-2mm, 2-5mm, 5-12mm, 12-24mm, 24-50mm, and +50mm.
To help Stuarts meet its quality and productivity targets, Italian washing plant experts Matec Industries recently supplied a complete, compact and mobile plant.
The installation includes an Aggretec 150 washing plant and a SCREENTEC two-deck, 1500mm x 5000mm mesh vibrating screen with free oscillation. The unit can process an initial feed size of up to 200mm.
The Matec plant setup also includes an up to 80
tonnes/hour SANDTEC sand recovery unit with hydrocyclones. The SANDTEC has a maximum wastewater capacity of 5000 litres/ minute.
Furthermore, Matec installed a SCRUBTEC log washer model with a 50m³/ hour and up to 70mm feed size capacity, a water treatment plant comprising a filter press with 170 1500mm x 1500mm plates, a stainless-steel vertical thickener (decanter), an automatic flocculant station, and a slurry homogeniser tank.
The dewatering screen of a McLanahan UltraWASH plant
Stuart Partners
Collaboration needed to tackle Turkish challenges
Turkey is rich in aggregates potential due to its geological resources but the country’s quarrying sector faces a number of issues such as lengthy permit processes, limitations on land use and lack of long-term planning. Liam McLoughlin reports
Turkey’s quarrying and aggregates sector is a large contributor to the country’s economic growth, social development and sustainability efforts. According to 2020 data, 67% of mining/quarrying production in Turkey consists of cement and construction raw materials. The local aggregates (cement feed and construction raw materials) demand was around 485 million tonnes in 2020, according to the Turkey Mining Industry Development Report (2020).
Data from AGUB (the aggregates producers’ association of Turkey) shows that 270 million tonnes of total production is used as crushed stone, sand, and gravel. Most aggregates in Turkey come from hard rock quarries (250 million tonnes), others are sand and gravel deposits (19.9 million tonnes) and marine aggregates (0.1 million tonnes). Aggregates-producing companies in Turkey are mostly SMEs operating in cities or nearby areas.
The Turkish aggregates sector comprises
1,155 companies (mostly SMEs) operating at 1,265 sites, with more than 12,500 employees, according to AGUB. The average aggregate demand (cement feed and construction raw materials) in Turkey is 5.77 tonnes per capita per year.
The aggregates industry faces a number of risks and threats to its continued healthy development that need to be addressed, according to Atiye Tugˇrul, honorary member of AGUB.
She says that one important factor for the sector is the sustainability of aggregates production in relation to mineral resources.
“Generally, sand and gravel deposits are being depleted or extraction is not allowed in some areas,” she adds. “Conflicts due to land use for quarrying are common all over megacities and the need for long-term planning is a pressing social, economic and political issue.”
Turkish capital Istanbul has a population of more than 11 million and is one of 33 global megacities (those with at least 10
million people), according to the United Nations.
Tugˇrul says that it is necessary to reduce the level of surplus materials: “The focus should be on zero-waste production in the aggregate industry. The transportation cost of aggregates from quarry to customer is increasing in Turkey, due to permit procedures and lack of aggregate resources within or in the vicinity of the megacities.”
There is a need for aggregates and crushed stone especially for residential construction projects in the country, according to Gökhan Kenar, commercial manager for the Middle East, Turkey & Cuba markets at Volvo Construction Equipment.
“Turkey is in an earthquake-prone zone and urban transformation projects have been ongoing for the last decade –demolishing old buildings and rebuilding them,” says Kenar. “The aggregates market has doubled within the last few years but the financial environment is turbulent
A limestone quarry owned by one of Turkey’s biggest operators, Biga Maden
so anything can happen. Nevertheless, we expect the increase in residential construction to drive some growth.”
Quarries in the Turkish market process a variety of hard and soft feed material. This means there is demand for all types of crushing and screening equipment depending on the makeup of the material and its intended end use, according to Dogˇan Özel of Northern Ireland-based wet processing equipment manufacturer CDE
“Most of the materials processors operating crushers are left with a significant volume of crusher fines and this material requires washing, or wet processing with technology like that which CDE designs and manufactures, to maximise its quality,” says Özel, who is business development manager for Turkey at CDE.
“The most commonly used fractions are 0-5mm, 5-12mm and 12-22 mm. 0-5 mm sand is typically washed in compact washing system which combines washing and dewatering in a single unit.”
The ongoing major risk of earthquakes in Turkey means that aggregates quality is a very important issue, according to AGUB’s Tugˇrul. This became even more important after the 7.4-magnitude earthquake on 17 August 1999 in Izmit, close to Istanbul, and other major recent earthquakes in different cities.
“Turkey has many old and big cities such as Istanbul, Izmir and Adana with many buildings constructed a long time ago,” says Tugˇrul. “Unfortunately, the quality
of construction materials is far from the acceptable limits, and construction practices were applied poorly in these buildings. These factors are the main reasons for the damage and collapse of thousands of buildings in the big earthquakes. There are many projects and applications related to urban transformation in our country.”
Turkey is a country rich in aggregatesresource potential due to its geological characteristics. Therefore, Tugˇrul says there was no need for secondary and manufactured aggregates production with constructiondemolition or quarry wastes in the process until about ten years ago.
She adds, however, that there are legislative deficiencies regarding the production and use of constructiondemolition waste.
“The Turkish aggregate sector, especially producing in metropolitan areas or close to these areas, is today faced with not only a shortage of raw materials of expected quality but also a shortage of permits and longterm planning,” Tugˇrul says. “Businesses face more difficulties than ever before to manage all their bureaucratic requirements. Permitting procedures are very complex and lengthy. Limited access to available resources is getting more difficult day by day.”
Another important issue for the Turkish aggregates sector is the difficulty in evaluating the country’s potential in terms of aggregates exports, due to a shortage of ports and railways suitable for moving bulk cargo.
However, public authorities, AGUB,
Building Materials Manufacturers' Federation (YUF), THBB (Turkish Ready Mixed Concrete Association), TURKCIMENTO (Turkish Cement Manufacturers’ Association), academics, exporters and other relevant institutions and organisations have increased their work on these issues, as well as in the process of harmonisation with the Paris Agreement international treaty on climate change.
In terms of the effects of COVID-19 on Turkey’s aggregates sector, Kenar of Volvo CE says that there was a very short period of slowdown in business at the start of the pandemic.
“This affected the aggregates business the same as other businesses, but the recovery has been quick,” says Kenar. “In general, during the whole pandemic period, business in Turkey was affected briefly in the beginning but then it has continued. It has not been affected as much as in some other markets.”
He adds that there are some major railway and road infrastructure projects that are having a positive influence on the demand for aggregates, but that Volvo CE expects the main growth driver going forward to be residential construction projects.
There have been many megaprojects completed in Turkey over the past 20 years, including the new Istanbul Airport; Yavuz Sultan Selim Bridge over the Bosphorus strait; Osman Gazi Bridge on Marmara Sea; Çanakkale Bridge over the Dardanelles; the Marmaray and Avrasya tunnels underneath the Marmara Sea, which connects Europe and Asia; and thousands of kilometres of roads
A Volvo CE L150H wheeled loader at a Turkish quarry
“Planning requires consideration of expected demand, aggregates resources, and constraints”
Atiye Tuğrul, honorary member of Turkish aggregates association AGUB
across Anatolia.
Özel of CDE comments: “These are all multi-billion-euro projects which have been driving demand for sand and aggregates – and Turkey is still eager to enhance its infrastructure; from mega hospitals to urban transformation projects for large cities like Istanbul, subway projects in densely populated urban centres, the Istanbul Finance Center and the Kuzey Marmara Otoyolu motorway and its connecting roads.
“Istanbul is the only city in the world which has ten subway-line projects under construction at the same time. It has 265km of metro lines which will be extended to 450km in total after all active projects are completed.”
Özel adds that another megaproject, the US$15bn Kanal Istanbul scheme, is planned to be completed in 2027. It will see
the development of an artificial channel connecting the Black Sea to the Marmara Sea.
Tugˇrul says the safeguarding of aggregates resources is one of the important aspects of sustainable development in Turkey, and that there is a need for national, regional, and local policies for aggregates.
“Due to increased pressure on land use in the big cities such as Istanbul, aggregate resources are under the threat of limitation,” she says. “On the other hand, new quarry sites often take several years to develop, and therefore strategic planning and new site development must stay ahead of actual growth.”
She says that it is also increasingly difficult to get permits for new aggregates sites or expand existing sites due to community resistance in some urban and suburban areas. This means that planning aggregates supply and sustainable resource management is essential, especially for megacities.
“Planning requires consideration of expected demand, aggregates resources, and constraints,” says Tugˇrul. “In addition, the current policy, legal and regulatory framework and its effectiveness, and many other variables should be considered. Regions should improve their aggregates planning processes, integrate planning for primary and secondary (manufactured) aggregates to increase resource efficiency,
ENGINEERED FOR A CIRCULAR ECONOMY
CDE is here to transform waste materials into valuable recycled products. Our innovative wash plants give you the power to divert tonnes of waste from landfill and create new revenue streams. Move into new, high-value markets, like certified, in-spec concrete sand, recovered from CD&E waste.
and raise communication among stakeholders, such as competent authorities, industry, and civil society with respect to aggregates management, planning and supply.”
Among the current challenges that the Turkish quarrying sector faces, Tugˇrul says most of the aggregates are bulky and heavy and difficult to transport efficiently. This means that shipping costs can quickly exceed production costs, and so the market for aggregates tends to be very localised around quarry sites.
In regions that do not possess commercially viable aggregates resources, materials are mainly transported by truck, with negligible amounts being transported by rail or ships.
“Due to the relatively high transportation costs inherent in the business, aggregate producers operate in a highly competitive industry within local markets,” says Tugˇrul. “Each type of aggregate is sold in competition with producers of different types of aggregates, as well as the same type of aggregate. Significant competition could lead to lower prices. Therefore, access to resources within the market is vital.”
As with other markets, Turkish quarry operators have an ever-growing need to take the environmental impact of their operations into account.
Tugˇrul says that in regions with many aggregates quarries in metropolitan areas,
“Istanbul is the only city in the world which has ten subway-line projects under construction at the same time”
Dogˇan Özel, Turkey business development manager for CDE
environmental and social problems are increasing day by day. She has played a central part in an innovative and proactive recent project to address this issue. Under the leadership of the Republic of Turkey Ministry of Energy and Natural Resources, the Istanbul Governorship and Istanbul Metropolitan Municipality have implemented the Cebeci Mining Area Project, which combined 16 quarries in the Sultangazi district of Istanbul that were causing environmental, social and mine safety problems.
The project was prepared by the Istanbul University-Cerrahpas¸a engineering faculty team, under the coordination of Tugˇrul, who says it is the first application in Turkey for urban areas that are on the way to becoming sustainable smart cities of the future.
and skilled operators can load with greater accuracy, precision and speed.
FEATURES:
Weighing intelligence for greater accuracy
In-cab performance KPIs helps to stay on dailytarget eTickets for contactless, paperless ticketing To improve your loading operations, visit trimble.com/L3180
She adds: “It covers many integrated applications (resource sustainability, resource planning, safe mine design, integration of aggregate quarries into the city, ensure urban security, energy efficiency, transportation, low carbon emissions, protection of water resources, reducing environmental impacts, co-production, evaluation of wastes, industrial symbiosis etc.) that can be an example for our country and world aggregate production activities.”
The aggregates production capacity in the Sultangazi district is planned at 24 million tonnes per year.
Commenting on current demand trends for quarry materials in Turkey, Kenar says there is a particular need for aggregates and crushed stone in residential construction projects.
He adds that Turkish quarry operators are looking for reliable equipment with high production and low fuel consumption.
“Another important factor for quarry operators in Turkey is the quality of aftermarket support to ensure high machine availability and profitability,” Kenar says.
“Our dealer in Turkey Ascendum Makina has an equally strong reputation for delivering superior service thanks to its wide network and highly competent staff.”
Looking at forthcoming trends in the Turkish market, Kenar says that, along with a continuing higher demand for aggregates related to residential construction projects, customers are looking for the best possible efficiency from their operations, so the
company expects to see more operator training and site simulations taking place.
A survey of European construction contractors published by financial institution ING in February 2022 found that Turkey's issuance of new housing permits has been volatile in 2020 and in the first half of 2021. In the third quarter of 2021, it remained stable at a relatively higher level. However, this is far below that of 2017 before the Turkish exchange rate crisis which resulted in a big rise in construction costs and consequently a sharp drop in building activity in 2019.
“In addition, the next risk for Turkey is the primary concern at the moment of high inflation caused, in part, by the devaluation of the lira,” ING said.
It adds that this high inflation could have particular ramifications for the Turkish construction sector this year. In November 2021, Turkish construction turnover soared by more than 50% year-on-year, mainly due to high inflation. Volume growth was consequently a lot lower.
“Demand for new construction is hindered by these high prices and we, therefore, diminished our growth expectations compared to our September forecast,” ING comments. “Still, there will be some low growth left for this year and next but output volumes won’t reach levels seen before the Turkish financial crisis.”
European construction association CECE’s annual report for 2022 stated that Turkey continued its recovery in 2021 from the catastrophic levels of decline seen in
2018/19, and saw the highest levels of construction growth across the European market regions.
CECE adds that construction equipment sales in Turkey went up by 63% last year thanks to deferred demand. Export value for the sector between January and November 2021 rose to US$1.598m, a growth of 23.6% from 2020.
Looking at the outlook for 2022, CECE states: “Even though making a prediction is still not easy because of the fluctuation in exchange rate, a size change between +10% / -10% is predicted in the Turkish construction equipment market for 2022.”
The Turkish economy faces ongoing challenges with the value of the lira nearly halving against the US dollar in 2021. Inflation in the country reached a 20-year high of more than 61% in March this year.
This has had inevitable implications for the country’s construction and materials sectors. In March the Turkish Statistical Institute reported that sector confidence in the construction industry fell to a level of 81 from 82.7. Any reading below 100 reflects pessimism.
Titan Cement Group says the current situation remains “challenging” in Turkey, exacerbated by the geopolitical turbulence on the Black Sea with Russia’s invasion of Ukraine.
“The outlook for the construction sector is highly dependent on the fortunes of the economy which remains under stress,” the manufacturer added. AB
A CDE AquaCycle water management system at the Ermaden site in Istanbul
CEMEX introduces electric ready-mix trucks
CEMEX says it has become the first global building materials company to complete a large-scale, multi-country pilot using fully electric ready-mix concrete trucks. In 2021, CEMEX joined the First Movers Coalition (FMC) and committed to accelerating decarbonisation technologies’ innovation and development in heavy-duty on-road trucking services. An initial, successful trial was carried out in Germany, followed by a further trial in France that was also a success. CEMEX expects to gradually continue introducing and testing new prototypes for zero-emission readymix concrete trucks to its fleet.
As part of its Future in Action programme, CEMEX says it is leading the path to carbon neutrality in the building materials industry and aims to deliver only net-zero CO2 concrete globally by 2050. Eliminating emissions from concrete delivery is a component of reaching this milestone.
The FMC brings together business leaders with global footprints to create market demand for zerocarbon solutions in this decade and jump-start the scaling of these emerging technologies. The coalition is a partnership between the World Economic Forum and the U.S. Office of the Special Presidential Envoy for Climate, John Kerry.
CEMEX’s commitment is specifically focused on accelerating the market for zero-emissions heavyduty trucking services. CEMEX is one of the world’s largest suppliers of ready-mix concrete and says that, along with its network of third-party providers, it can help create market demand for these vehicles.
CEMEX has been exploring lower emission vehicles for some time. It says the success of these trials has given additional confidence for transport activities to gradually transition away from combustion engines and onto economically feasible and environmentally attractive transport solutions.
Ammann retrofit cuts asphalt odours
A retrofit to an Ammann asphalt-mixing plant in Belgium is reducing odour emissions.
An Ammann RAH100 dryer replaced the existing component on a decades-old plant owned by Asfalt Productie Limburg (APL) in Heusden-Zolder, and is located close to a residential area with many neighbours nearby. It is the first RAH100 to be employed in Belgium. Ammann says that key to the efforts is the RAH100’s advanced, proprietary heating technology. Specifically, the dryer utilises a warming system that minimises odour while still producing mix of an extremely high quality.
Mitigating odour was the main concern for APL, but the new dryer is also said to result in better quality mix because the gentle heating process protects the bitumen. The RAH100 counterflow dryer enables new asphalt mix to be made
with 100% recycled asphalt (RAP). While APL is interested in eventually using more RAP, it was the RAH100’s innovative heating that spurred APL to go ahead with the retrofit.
The RAH100 consists of two connected sections. One is a hot gas generator that contains a burner and forces hot gas toward the second section, a counterflow dryer. The RAP enters at the far end of the counterflow dryer section and moves toward the heat chamber. At the end of the counterflow dryer, the material is transported to an accompanying silo. The heated material leaves the dryer before the temperature becomes excessive, which reduces both fumes and odour. The revamped plant is fully cladded and features a silencer and cover on the elevator head to reduce sound. www.ammann.com
Doosans’ biggest ever excavator
Doosan has launched the new DX1000LC-7 Stage V-compliant 100-tonne crawler excavator, the largest excavator ever manufactured by the company.
The DX1000LC-7 is primarily intended to serve customers in quarrying and mining applications, removing overburden and loading large amounts of material into articulated dump trucks or rigid frame trucks.
Driven by the most powerful engine in the 100-tonne class, the DX1000LC-7 also has the highest hydraulic flow for this size of machine, which the manufacturer says provides best-in-class performance, higher productivity, lower fuel consumption and smoother controls.
The DX1000LC-7 has a new and spacious operator cab, equipped with ergonomic controls and instrumentation. Emphasis has been placed on keeping noise to a minimum through enhanced sealing of the engine compartment and extensive use of sound-dampening materials. All components and assemblies are designed, built and tested to
ensure durability. Multi-stage filters and features such as track guards and cylinder guards for the boom and arm, the auto grease system and greased and sealed track links are designed to provide superior reliability and a long service life. Doosan says the DX1000LC-7 is also easy to maintain, further reducing downtime to a minimum.
The DX1000LC-7 excavator is powered by the new stage V version of the well-proven Perkins 2806J diesel engine, providing a power output of 469 kW (629 HP), which Doosan says
is more than any other machine in this class. The engine meets Stage V emission regulations by utilising exhaust gas recirculation, selective catalyst reduction, diesel oxidation catalyst and diesel particulate filter (DPF) aftertreatment technologies.
The DPF automatically regenerates every 25 hours and the excavator continues to work unaffected during this regeneration phase. The operator can check the status of the DPF via the display on the gauge panel in the cab.
eu.doosanequipment.com
The rollout of electric ready-mix trucks by CEMEX follows two pilot projects
The Ammann RAH100 dryer at Heusden-Zolder is the first deployed in Belgium
The 100-tonne DX1000LC-7 primarily serves quarrying and mining customers
Radar-based conveyor monitoring from Continental
The new system determines the position of the load and belt
Continental has launched Conti Load Sense, a monitoring system to enable predictive maintenance and condition monitoring in conveyor belt operations.
Germany-based Continental says the main feature of the system is its 2D radar technology which measures the material flow on the conveyor belt. It adds that it can be used in almost all industries where conveyor belt systems are in operation including gravel extraction.
The system is already in use at the August Oppermann Kiesgewinnungs gravel plant in Northeim, Germany. Continental says the extraction of material at the plant depends on the individual loading of the belt by each worker.
The Conti Load Sense radar-based monitoring system’s volume measurement capability means that operators can use the so-called deep grab more efficiently, and this
increases the output by up to 100,000 tons per year. Conti Load Sense can be connected to Continental’s cloud-based application Conti Cloud so that the recorded data can be processed in a visually appealing way for the end customer via a web service or the Conti+ online service portal and the associated Conti+ app.
Volvo Penta D13 engine gets power upgrade
Volvo Penta has strengthened its portfolio with the introduction of a new power node for the D13 engine, the TAD1346GE 500 kVA.
The manufacturer says the D13 500 kVA gives full power output as soon as it starts up. It adds that this is an essential feature for a backup genset, particularly for those being used in emergency/stand-by operations.
In the last few years Volvo Penta has introduced the full Stage V range for mobile gensets: the D8, D13, and D16, and also a completely new addition to the Volvo Penta genset family, the compact D8 engine. The D13 500 kVA is considerably smaller and lighter when compared to previous models, which is designed to allow for downsizing and to result in a smaller engine room, smaller alternator, and ultimately fuel saving.
The D13 500 kVA has a fuel-saving of 4-5%, compared to previous models. This is, in part, due to the quality and viscosity of the lubrication oil that influences the internal friction in the engine, which plays a vital role in fuel consumption.
Volvo Penta, through its partnership with Al Masaood Power Division, showcased the new D13 power node at the Middle East Energy event held from March 7-9 in Dubai.
Conti Load Sense is based on radar sensors developed by Continental and already used in cars and industrial vehicles. The company says it is now expanding its portfolio in this area to markets including conveyors.
Mario Branco, responsible for business development for off-highway applications at Continental, comments: “The steady transfer of technology in other products and new areas is really unique and shows Continental’s broad positioning.” www.continental.com/
www.volvopenta.com
Hitachi Construction Machinery (Europe) is introducing a larger next-generation model into its Stage V-compliant wheeled loader range.
The manufacturer says the new 24-tonne ZW310-7 has been designed to put operators in complete control of their workspace and master the toughest jobsite conditions, providing safety, all-round visibility and intelligent systems.
To protect the operator and machine from potential hazards, it allows a superior view from all angles – especially with the
excellent visibility to the rear and either side of the narrow engine hood. With the Aerial Angle camera system, operators also have a 270-degree bird’s-eye view of the jobsite, while the rear obstacle
Hitachi rolls out next-gen large loader
detection and warning system alerts them immediately if anything is close to the rear of the machine.
Hitachi says that, after working a full shift in the spacious and fully redesigned cab, operators will feel less tired and be able to work more productively. Features of the ZW310-7 include an improved seat with mounted electric pilotcontrol leavers, new monitor controller and convenient side switch panel.
Hitachi adds that owners will be able to increase profits due to the powerful performance, low total cost of ownership
and exceptional efficiency of the ZW310-7. High levels of productivity are ensured by fast cycle times, a high breakout force and loading capacity, and improved acceleration on inclines thanks to sensors installed on several machine components. The RPM are automatically increased thanks to the auto power-up function, which maintains the machine’s travel speed when moving uphill. As a result, the reduced cycle times enhance productivity and reduce fuel consumption.
www.hitachicm.eu
The ZW310-7 features sensors that improve acceleration on inclines
Las Vegas, NV Organiser: Trimble https://dimensions.trimble.com /live
ADVERTISERS INDEX
Advertisers in AGGREGATES BUSINESS can now be contacted via their websites - for instant links to all the websites listed below, by category, go to: www.AggBusiness.com
2023
JANUARY
19-20: CECE Congress 2023
Chamonix, France
Organiser: CECE
Tel: +32 2 706 82 26
Email: info@cece.eu www.cece.eu/
31-03 Feb: bauma Conexpo India 2023
Greater Noida, India
Organisers: AEM and Messe München
Tel: +49 89 949 20251
Email: info@bcindia.com www.bcindia.com/
MARCH
03-07: SaMoTer 2023 Verona, Italy
Organiser: Veronafiere S.p.A.
Tel: +39 045 8298561
Email: customercare@samoter.com www.samoter.it/en
14-18: CONEXPO-CON/AGG
Las Vegas, NV
Organiser: AEM
Tel: +1 (800) 867 6060 www.conexpoconagg.com
MEET THE TEAM
Aggregates Business travels the globe attending conferences, events and equipment shows, keeping you informed of the latest offerings. Come and join us for a chat at any of the events below.
JUNE 2022
21-23: Hillhead 2022
Hillhead Quarry, Buxton, Derbyshire, England
OCTOBER 2022
24-30: bauma Munich, Germany
These dates were correct at the time of going to press, but please note that the COVID-19 pandemic means some events may be rescheduled with little advance notice
Contact: Roger Adshead | radshead@ropl.com | +44 7768 178163