


























































Our new Excellence Line hammers are now equipped with the first ever monitoring system for hydraulic hammers – RD3. This system gives you detailed information about the operating hours, service intervals and GPS location of your product. You can see all the data you need by logging into the My Fleet platform. RD3 improves your fleet management, makes your processes more efficient and improves your profitability. For more information visit rammer.com/excellence or contact your local Rammer dealer. @rammerhammer @rammerhammer
Sandvik Mining and Construction Oy / Lahti, Finland / rammer@sandvik.com / www.rammer.com




















The refreshing ‘can-do’ attitude of start-ups is gaining traction in the aggregates and wider construction materials world
Sandvik CEO joins ABB; HeidelbergCement and Equinor take action on CO2 emissions
UEPG says that Europe has a clear policy compass for the aggregates sector
What could a no-deal Brexit mean for aggregates businesses?
Global OEMs’ new equipment launches and
Using state-of-the-art technology to create optimum quarry haul roads improves the efficiency of aggregates processing operations 27
Fully utilising the latest machine maintenance technology can help aggregates production business owners make big annual savings

















Safety and environmental requirements mean that quarry operators are turning to drill rigs and breakers as an alternative to explosives
32 WATER RECYCLING, FILTRATION & MANAGEMENT
Smarter water management and recycling solutions are increasingly in demand in modern aggregates production
10 INTERVIEW
All the key events in the quarrying & aggregates world
Raisby Quarry in the north-east of England has provided a backdrop for one of Terex Finlay’s biggest machine displays 22
A Hitachi wheeled loader is helping to drive production in Portugal, where limestone can be more profitable than marble
36 TYRES – PART 2
Premium quarrying machine tyres are an essential part of running a model, ultra-efficient loading and hauling fleet

40



Founded in 2016 by a trio of ex-LafargeHolcim senior executives including CEO Max Vermorken, SigmaRoc has grown at an impressive rate in its first three years as an AIM-listed buy-and-build construction materials company
Due to launch in Q2 next year, Metso Outotec is set to become a leading global player in process technology, equipment and services for the aggregates, mining and metals industries
44 MARKET REPORT
The EU’s TEN-T projects to extend roads, railways, airports and water infrastructure into Eastern Europe are fuelling aggregates demand in the region





50 QUARRY
A 28-tonne articulated hauler from Terex Trucks is playing a key role at a major barite mine in the stunning Perthshire region of Scotland







Everybody knows that the data you receive from machine telematics can be incredibly useful – but do you really have the time to sift through it all? Insight Reports from Volvo take all of that data and tell you everything you need to know in a few short and simple statements. Insight Reports give you clear, concise signals that you can act on immediately without having to go through mountains of data – making sense of telematics. Talk to your local Volvo dealership today.



HEAD OFFICE
EDITOR: Guy Woodford
ASSISTANT EDITOR: Liam McLoughlin
CONTRIBUTING EDITORS: Patrick Smith, Dan Gilkes
EQUIPMENT EDITOR: Mike Woof
DESIGNERS: Simon Ward, Andy Taylder, Stephen Poulton
PRODUCTION MANAGER: Nick Bond
OFFICE MANAGER: Kelly Thompson
CIRCULATION & DATABASE MANAGER: Charmaine Douglas
INTERNET, IT & DATA SERVICES DIRECTOR: James Howard
WEB ADMINISTRATORS: Sarah Biswell, Tatyana Mechkarova
MANAGING DIRECTOR: Andrew Barriball
PUBLISHER: Geoff Hadwick
CHAIRMAN: Roger Adshead
ADDRESS
Route One Publishing Ltd, Waterbridge Court, 50 Spital Street, Dartford, Kent DA1 2DT, UK
TEL: +44 (0) 1322 612055 FAX: +44 (0) 1322 788063
EMAIL: [initialsurname]@ropl.com (psmith@ropl.com)
ADVERTISEMENT SALES
SALES DIRECTOR:
Philip Woodgate TEL: +44 (0) 1322 612067
EMAIL: pwoodgate@ropl.com
Dan Emmerson TEL: +44 (0) 1322 612068
EMAIL: demmerson@ropl.com
Graeme McQueen TEL: +44 (0) 1322 612069
EMAIL: gmcqueen@ropl.com
SUBSCRIPTION / READER ENQUIRY SERVICE
Aggregates Business International is available on subscription. Email subs@ropl.com for further details. Subscription records are maintained at Route One Publishing Ltd.
SUBSCRIPTION / READER ENQUIRIES TO:
Data, Route One Publishing Ltd, Waterbridge Court, 50 Spital Street, Dartford, Kent DA1 2DT, UK
TEL: +44 (0) 1322 612079 FAX: +44 (0) 1322 788063
EMAIL: data@ropl.com


No part of this publication may be reproduced in any form whatsoever without the express written permission of the publisher. Contributors are encouraged to express their personal and professional opinions in this publication, and accordingly views expressed herein are not necessarily the views of Route One Publishing Ltd. From time to time statements and claims are made by the manufacturers and their representatives in respect of their products and services. Whilst reasonable steps are taken to check their accuracy at the time of going to press, the publisher cannot be held liable for their validity and accuracy.











PUBLISHED BY © Route One Publishing Ltd 2019
AGGREGATES BUSINESS INTERNATIONAL USPS: is published six times a year. Airfreight and mailing in the USA by Agent named Air Business, C/O WorldNet Shipping USA Inc., 156-15 146th Avenue, Jamaica, NY, NY11434.
PERIODICALS POSTAGE PAID AT / US POSTMASTER
ADDRESS CHANGES TO: Aggregates Business Europe, Air Business Ltd, C/O WorldNet Shipping USA Inc., 156-15 146th Avenue, Jamaica, New York, NY11434
PRINT: ISSN 2051-5766
ONLINE: ISSN 2057-3405
PRINTED BY: Warners (Midlands) PLC











refreshing ‘can-do’ attitude of
here is much talk in corporate America and the wider business world about the growing number and influence of unicorn startups. A unicorn – such as Airbnb (travel), Buzzfeed (internet software & services), Gusto (financial technology), and 4Paradigm (artificial intelligence) - is a privately held startup company valued at over US$1bn (€909.53bn). Venture capitalist Aileen Lee coined the term in 2013, choosing the mythical animal much-loved in children’s books, such as by my own two young daughters, to represent the, at that time, statistical rarity of such successful ventures.
A big downside to unicorn startups is the year-on-year losses that some seem to make. Publications such as The New York Times and The Economist have devoted many column inches to the biggest beasts in the unicorn startup stable, including Uber Technologies (Uber). Founded in 2009, the cab ride-hailing firm’s explosive growth and constant controversy has made it one of the most intriguing companies to emerge over the past decade. The company soon grew to become the highest-valued private startup company in the world, yet its operating losses keep piling up –$3bn (€2.73bn) in 2018, after a $4bn (€3.64bn) loss the previous year.
While trading on a fraction of the scale of the average unicorn startup, a buy-and-build startup business model is gaining traction in the aggregates and wider construction materials world. Summit Materials, headquartered in Denver, Colorado, U.S., is one such company. A business operating a family of decentralised and independent companies in the North America heavyweight construction materials sector, Summit Materials started in one office and now has 400 trading locations.
In Europe, SigmaRoc, a London, Englandheadquartered AIM (Alternative Investment Market) buy-and-build company founded by three former senior LafargeHolcim executives, has caught the eye with impressive growth in its first three years’ trading.
In this issue of Aggregates Business Europe, I





speak to SigmaRoc CEO Max Vermorken about the company’s initial success in creating three vibrant and ambitious business platforms in England, Wales and the Channel Islands: and, after adding to what was already a team of highly experienced and savvy building materials industry operators, SigmaRoc plans to create a Northern Europe platform, to acquire and invest in the development of small to medium-sized companies operating in countries such as France, Germany, Belgium and the Netherlands.
Looking ahead, this autumn brings many aggregates-related travel opportunities for me. I started in early September with a couple of days in Brussels, Belgium, as part of the judging panel for this year’s European Aggregates Association (UEPG) Sustainable Development Awards.
My fellow judges and I were impressed by the ambition of and attention to detail of the 50-plus award entries, which made it quite a challenge to create a shortlist for the big awards night taking place in Brussels in November.
Later in September I travelled to Spain with Metso to visit several quarry sites and interview Iñigo Ajuria, a prominent figure in the Spanish aggregates world, who runs Ofitas de San Felices (OSF) quarry, near Haro, a town in the northwest of La Rioja province in northern Spain. The quarry is one of Spain’s biggest and is known for its ophite, greenish mottled rocks with ophitic texture such as diabase. The vast site also just happens to be next to Ajuria‘s 34-hectare vineyard. More on his Tempranillo grape-based wine, along with, more importantly, his thoughts on the Spanish aggregates sector and OSF’s growth strategy in the November-December 2019 issue of ABE By the time that issue goes to press in late November, my autumn work-travel schedule, which also, at the time of writing, takes in Sweden, the Netherlands, Germany, Austria, Russia, Poland, Northern Ireland and Thailand, will have been completed, and minds will be focused on next year, including an early springtime return to Las Vegas for the CONEXPO-CON/AGG 2020 exhibition. GW gwoodford@ropl.com
UK-based carbon-negative aggregate specialist Carbon8 Aggregates has changed its name to O.C.O Technology, with immediate effect.
The move also means its awardwinning aggregate, previously known as C8Agg, has been renamed M-LS (short for Manufactured LimeStone).
M-LS is created using O.C.O Technology’s Accelerated Carbonation Technology (ACT) process. M-LS is a versatile product that has a multitude of uses in the construction industry.
It uses waste carbon dioxide gas to treat a wide range of thermal wastes and, as more carbon dioxide (CO₂) is permanently captured than is generated during manufacture, the end result continues to be the manufacture of the world’s first truly carbon-negative aggregate.
Wide-ranging applications for the aggregate include blocks, precast and ready-mixed concrete, screeds pipe bedding and various other “road” applications. The company is one of only a few in the UK to hold the Environment Agency’s “End of Waste” agreement, classifying the finished aggregate as a “product”.
The company currently produces over 350,000 tonnes of
Sandvik’s chief executive officer Björn Rosengren is to step down next year and will join Swiss-Swedish robotics and engineering group ABB Ltd as CEO, the companies said in
separate statements.
Rosengren will join ABB in February next year, ABB said. He will take over from acting ABB CEO Peter Voser in March, with Voser reverting to his position as chairman of the board at ABB, according to the company’s statement.
Voser took over temporarily as head of ABB after Ulrich Spiesshofer left suddenly in April.
Businesses which generate US$3 billion of revenue, 11% of ABB’s total annual sales, are now under review and could be sold off or closed down, Voser told Reuters in a recent interview.
Voser, the former Royal Dutch Shell CEO, who is also ABB’s chairman, has pledged a turnaround after years of
CEO Björn
will leave the Swedish company in January 2020
unsatisfactory performance. ABB shares have fallen nearly 20% in the last five years.
“Björn Rosengren has, since he joined Sandvik in November 2015, established a solid decentralised business model for the company and made the organisation more flexible and efficient,” Sandvik said in a statement.

Rosengren, 60, has also held several positions in Sandvik peer Atlas Copco and was the CEO of Finnish engineering group Wartsila between 2011–2015. In a statement following the announcement of his early 2020 departure, he said: “This has not been an easy decision. Sandvik is a great company with a lot of future potential and I will continue to lead the organisation with a strong commitment until end of January.”
Sandvik, maker of quarrying plant and associated equipment, metal-cutting tools and mining gear, is cutting around 2,000 jobs to buttress profitability in the face of early signs of slowing market demand.

Steve Greig, managing director of O.C.O Technology, pictured with a sample of the company’s aggregates


carbon-negative aggregate each year and, for every tonne of aggregate used, 1.4 tonnes of natural aggregate is saved.
Steve Greig, O.C.O Technology managing director, said: “While our old name has stood us in good stead, as our aggregates product range develops and our specialist knowledge takes us into new and exciting areas both within the UK and overseas, we needed a new identity and a brand that encompasses the full scope of our expertise.”
CRH, the Ireland-headquartered global building materials group, has posted record first half-year EBITDA (earnings before interest, tax, depreciation & amortisation) of €1.54 billion, a rise of 36% on H1 2018. The group also increased its H1 2019 sales by 11% to €13.2bn. The period under review saw CRH divest €2bn of its assets and spend €500mn on acquisitions. Meanwhile, the groupwide profit improvement programme is said to be progressing well.
Commenting on the latest trading figures, CRH chief executive Albert Manifold said: “On the back of our strategic initiatives, CRH has delivered significant profit growth in the first half of 2019, with a good performance in our heritage business and strong contributions from recent acquisitions. We are pleased to report that the board plans to continue our share buy-back programme with a further tranche of €350 million to be completed by year end. This will bring our total share repurchases in 2019 to €900 million.
“With our continued strong
cash generation and financial discipline, we expect yearend debt metrics to be below normalised levels. We anticipate further progress in the second
half of the year with benefits from positive underlying momentum in all divisions as well as good contributions from acquisitions.”












EFFECTIVE MAINTENANCE
MAXIMISE UPTIME DAILY STATISTICS




Thanks to the new ConSite Pocket app from Hitachi, you can now manage and monitor your machines using your smartphone. The app allows you to download monthly ConSite reports for each of your Hitachi machines, and connect with your local dealer if you need further support.
Available now from

Learn more at www.hitachicm.eu



INSIGHT INTO PRODUCTIVITY AND EFFICIENCY

Major infrastructure projects will contribute to growth of between 3% and 5% in France’s construction sector this year, according to Evolis.
The French construction industry group says that the sector experienced strong growth of 4.8% in 2017, followed by a slower rate of 3.1% in 2018.
Evolis says that, within an overall trend of growth, there are differences depending on the industry segment.

French non-residential construction activity will accelerate in 2019, Evolis says
The public works sector is expected to continue to rise in 2019, at a rate of 10%.
Local government spending, which accounts for 41% of overall public output, will be one of the main growth drivers. In addition, major infrastructure projects will continue to boost activity, including the Greater Paris project, the French ultrahigh-speed broadband plan and the French motorway plan.
Overall housing construction activity is expected to remain more or less stable with a possible change of 0.2%, while repair and maintenance activity is forecast to remain positive and show a 0.3% increase.
Evolis predicts that nonresidential activity growth will accelerate, with an increase of 6.4%. The impact of growing e-commerce is changing the retail sector, which saw permits fall by 22.5% in 2018, and the construction of retail stores is expected to decline by 9.5% in 2019.
CMS Cepcor, a leading manufacturer of components for crushing equipment used in the quarrying and mining industries, has opened a dedicated Global Parts Centre following the purchase of additional warehouse space with a £4mn (€4.5mn) funding package from HSBC UK.
The 6,000m² warehouse includes additional outdoor storage and is situated next to CMS Cepcor’s Technical Centre manufacturing facility on Samson Road in Coalville, Leicestershire, central England.
The new site enables further expansion of the business’s manufacturing facilities by releasing 2,500m² formerly used as storage to be utilised for increased manufacturing capacity in response to its growing portfolio of global customers. CMS Cepcor currently exports 75% of its products overseas and is targeting further export growth especially in North and South America, where a new Illinois, USA-based division of the
A dedicated Global Parts Centre for CMS Cepcor has been established through funding-package support from HSBC UK
business - CMS Cepcor Americas – has been established to directly serve these markets.
With the expanded manufacturing capabilities, CMS Cepcor plans to increase staff headcount by 20% in the next two years across all areas of its business.
Matthew Weare, the company’s managing director, said: “Following sustained growth in all business areas, we were fast reaching capacity at our manufacturing facility and headquarters. We needed a new site
expansion of our manufacturing site to keep up with rising demand from our global customers.”

Roger Pratt, area director for Corporate Banking for the East Midlands, HSBC UK said: “HSBC UK’s global reach means we’re well placed to support CMS Cepcor’s export growth with efficient multicurrency banking, local market knowledge and foreign exchange expertise.”
The organisers of Hillhead 2020 say that demand for space at next summer’s event is at a record high.
The UK quarrying, construction and recycling exhibition takes place from 23–25 June 2020 at Hillhead Quarry, near Buxton.
The organisers say that the outdoor floorplan is close to being
finalised with over 90% of space already sold. In addition to the usual Hillhead regulars, this year’s extension to the showground has allowed a plethora of new companies to attend including Yanmar, Hidromek, MB Crusher, Magni Telescopic Handlers, McLanahan Corporation, Merlo UK, Arjes (Doyle
Machinery), BHS-Sonthofen, and DAF Trucks.
The organisers say that demand for indoor space has been “unprecedented” with both the Main Pavilion and Registration Pavilion filling up quickly. Companies exhibiting for the first time include Balluff, Criptic-Arvis, Petro-Canada Lubricants, Senseye, Bonomi Group, Crush+Size Technology, Twin Disc, Lubas, Simbas, Vulkan Industries, Henkel Loctite, Sulzer Pumps, Yudin Equipment, and TCE Transmission.



Event manager Harvey Sugden said: “We know that Hillhead is an extremely popular show in the industry calendar and we always have an excellent response from exhibitors, but this year the demand has been overwhelming.”
The chairman of the managing board of HeidelbergCement, Dr. Bernd Scheifele, and the Norwegian state-owned energy group Equinor have signed a memorandum of understanding on carbon capture and storage (CCS) at an international energy conference in Oslo.
Since 2011, HeidelbergCement’s Norwegian subsidiary Norcem has been running a project dedicated to CO2 storage in the cement industry at its Brevik cement plant. The CCS project ‘Northern Lights’, which includes the project at the Brevik cement plant, has been initiated by the Norwegian government in three different industry sectors. According to the plan, the captured CO2 emissions are to be transported to empty oil and gas fields beneath the North Sea beginning in 2023 and stored there permanently. The Norwegian government shortlisted Brevik for an industrial-scale CO2 capture trial at the start of 2018.

Dr. Bernd Scheifele, chairman of HeidelbergCement’s managing board
The memorandum of understanding signed with Equinor on Thursday 5 September is a further step towards realising this CCS project. The agreement also includes the intention to examine the possibility of capturing CO2 at other HeidelbergCement plants for storage within the Norwegian continental shelf. Additionally, both companies will work on optimising
the CO2 transport chain and strive to implement CCS as a Europe-wide solution for CO2 disposal.
“At our Brevik cement plant, we have shown that we are able to capture carbon dioxide at an industrial scale,” says Dr. Bernd Scheifele. “Our CCS project is currently the most technically mature in the cement industry. We plan to capture around 400,000 tonnes of CO2 per year at Brevik, which corresponds to around 50% of the plant’s total carbon emissions.”
HeidelbergCement is set to reduce its specific net CO2 emissions per tonne of cement by 30% compared to 1990 levels by 2030. This target has been approved by the Science-Based Target initiative (SBTi) and is in line with the goals of the Paris Agreement, making HeidelbergCement the first cement company worldwide to have approved science-based CO2 reduction targets.
Aggregate Industries, a leading player in the UK construction and infrastructure industries, is rolling out its new digital platform, ‘LOOP’.
Launched this month as part of what Aggregates Industries says is its drive to “revolutionise the customer journey”, LOOP combines a number of complementary digital systems designed with Aggregate Industries’ customers at its heart, which will work together to further improve business customers’ service experience.
The first tool launched as part of LOOP is ‘LOOP – Order Tracking’ - a real-time system that allows customers and hauliers to access order and delivery information all on one convenient system.
By using LOOP - Order Tracking, customers can manage multiple orders at any one time, removing the need to log in to websites, download apps, create passwords, and remember order numbers, saving valuable time. It therefore allows for improved efficiency both

on site and within teams, enabling the customer to accurately plan when orders will arrive, managing workload and team availability accordingly. LOOP – Order Tracking will be rolled out across Aggregate Industries’ Express Asphalt, London Concrete, Ready-Mixed Concrete, Asphalt and Aggregates businesses over the coming months.
Chris Hudson, managing
director of Asphalt at Aggregate Industries, said: “As a market leader in the construction industry we’re constantly looking at ways to stay ahead of the game. LOOP has been developed as a simple, modern way to improve our customer service, streamlining efficiencies and making it as easy as possible for our customers to work with us.”
Building materials group LafargeHolcim has appointed Magali Anderson as its first chief sustainability officer. The company says the move accelerates its efforts to be an industry leader on decarbonisation, circular economy, health and safety and corporate social responsibility.
Anderson takes up the position, which is part of the executive committee, effective from October 1.
LafargeHolcim CEO Jan Jenisch commented: “This will accelerate our vision of running our operations with zero harm to people and contributing to a built environment that will be carbon neutral, fully recyclable and with a positive environmental impact.”




Anderson added: “We are uniquely positioned to be at the forefront of our industry, and we must continue challenging ourselves to create value for all our stakeholders while helping the world build as sustainably and safely as possible.”
Anderson, a French national and a mechanical engineer, has extensive international industry experience, acquired in a variety of general management, operational and functional roles in countries such as Brazil, Nigeria, Indonesia, Angola, Romania and China. She joined LafargeHolcim in 2016 as head of health & safety and the group says she has since significantly improved its safety performance.



















Founded in 2016 by a trio of former LafargeHolcim senior executives and entrepreneurs, London, England-headquartered SigmaRoc has grown at an impressive rate in its first three years as an AIM (Alternative Investment Market)-listed buy-and-build construction materials company. Guy Woodford spoke to SigmaRoc CEO Max Vermorken to learn more about the ambitious business’s growth plans

SigmaRoc’s Ronez operations supply the Channel Islands with aggregates, ready-mixed concrete, asphalt and precast concrete products.

Launched just three years ago by Max Vermorken (CEO), David Barrett (chairman), and Charles Trigg (technical director), SigmaRoc has wasted no time in establishing an eye-catching building materials sector portfolio of five small to medium-sized enterprises in England, Wales and the Channel Islands.
The acquisitions and development of its companies helped SigmaRoc achieve a pre-tax profit of £5.5mn in 2018 – 113.8% up on 2017 - and annual revenues of £41.2mn (€45.34mn) – up 52% on £27.1mn (€29.83mn) in 2017.
The group’s first-half 2019 trading was also healthy, with revenues of £29.8mn and pre-tax profit of £3.5mn - up 49.7% and 25% respectively on H1 2018.
The next step, Vermorken tells Aggregates Business, is to generate significantly more revenues and continue to increase pre-tax profits through further savvy acquisitions backed up by informed local market knowledge-led management.
“David Barrett was an entrepreneur who set up a business that was eventually sold to LafargeHolcim. David, Charles and I were all working for Holcim (Northern Europe) and we constantly saw the contrast between David’s entrepreneurial business that was doing very well, and the sector major’s struggle to stay equally dynamic and therefore equally customer-focused,” explains Vermorken, a former strategic advisor to the CEO of LafargeHolcim (Northern Europe),
and a leading figure, along with Trigg, the former group head of Capex at LafargeHolcim (Northern Europe), in the 2015 merger and integration of French building materials giant Lafarge and Swiss rival Holcim.
“We wanted to do something in a decentralised way, and the achievement of SigmaRoc to date is that we’ve been successful in doing that. We run a business model on platforms; platforms consisting of connected companies in a certain region. The effective distance between the end customer and the CEO of the whole group is one person – the managing director running the regional platform. The MD constantly speaks to their customers and I constantly speak to that MD, so I’m very close to the market realities. In all industry where products do not travel far, this is a key competitive advantage.”
SigmaRoc’s three current operating platforms are Ronez in the Channel Islands; Sigma PPG (Precast Products Group) in England; and Sigma SW in Wales. A fourth, in Northern Europe, is in the process of being created after SigmaRoc conditionally agreed in September 2019 to purchase Stone, the Belgian sea defence rock quarrying group.
The Ronez operations supply the Channel Islands with aggregates, readymixed concrete, asphalt and precast concrete products. Operating out of St John’s Quarry in Jersey and Les Vardes Quarry in Guernsey, Ronez offers a full range of highquality construction materials. The firm also undertakes contracting services.
The creation of shipping division SigmaGsy by SigmaRoc has helped with transporting dry-bulk materials to Ronez sites, resulting in higher profits and operational efficiency.
The second platform, Sigma PPG (Precast Products Group), is a cluster of three companies specialising in manufacturing precast concrete products. With locations in North-West, East & Central England as well as London, the companies supply a wide and diverse range of industries, ranging from housebuilders and farmers to sea defences and car parks contractors. Sigma PPG firms are some of the most experienced and innovative in the industry: some operating for over 70 years, while others hold a record number of patents and licences.
Allen Concrete manufactures precast concrete products for the fencing and building industries. Plants in Surrey and Northamptonshire utilise modern production methods and machinery backed by careful quality control for the mass production of a large range of standard products.
The company’s expertise in the field of precast concrete production is based on more than 60 years’ experience and is available to support the manufacture of all types of special units.
The second company in the platform is Poundfield Products, a precast and prestressed concrete manufacturer based in Suffolk. Founded in 1999 to supply the concrete needs of the farming and industrial







community in East Anglia, it developed the UK’s now leading free-standing retaining wall system, the Alfabloc. It was immediately successful and today is manufactured not just in Suffolk, but also under licence in Ireland and mainland Europe.
In January this year, Poundfield Products partnered with American giant Lindsay Corporation to bring to the UK the Road Zipper, a smart-lane separation system made of concrete and with the ability to change lanes in real time.
Another company within Sigma PPG, CCP Building Products is a supplier of concrete products and aggregates in North-West England and North Wales. Its reputation for supplying high-quality, competitively priced product is well known throughout the industry and has been built on the foundations of 60 years of service to the industry.
Its portfolio of annual production includes 1.8 million precast aggregate blocks of one specification or another and over 600,000 paving flags, not including any other bespoke product that is currently manufactured.
Acquired in April this year, GD Harries (GDH) is the cornerstone of the Sigma SW platform. It is one of Wales’s largest independent suppliers of aggregates. Headquartered in West Wales, it operates out of eight granite and limestone quarries – incorporating three asphalt plants. six concrete plants, and a wharf operation, as well as a civil engineering division delivering significant infrastructure projects.
Emphasising the importance of GDH to SigmaRoc, Vermorken, a Dutch national, says: “GDH is a very significant business which offers 80 million tonnes of aggregate reserves. It has a great management team locally. Co-founder Ian Harries is still there with his partner, Janet. It’s a fully-integrated company that is the leader in their local market.
“We are building around strong companies in each of our platforms. We are starting a fourth platform in Northern Europe, again around a main business [Stone] which



allows us to integrate other assets around it. We set our operating region as within two hours’ flight of London. It means you can get there and see what’s happening on the ground and then back on the evening of the same day. It gets you to Scandinavia and to northern France, Germany and the Benelux countries. All of those countries’ markets are of a key interest to us, some more for aggregates and others more for precast concrete and other building materials, depending on the structure of the local market.”
Vermorken says SigmaRoc has brought in experienced aggregates entrepreneur Emmanuel Maes as managing director of its European arm to assist with the development of a Northern Europe platform. “Emmanuel built Group de Cloedt over 10 years from what was a family marine aggregates dredging business into a €240 million annual turnover business that is one of the largest of its kind in Northern Europe. When he left last year, the firm was operating across Scandinavia, the Baltic countries, Germany, France and Holland. He brings a lot of in-depth knowledge of those markets and will help us to target the right businesses.”
In conjunction with the recent conditional agreement to acquire Stone, which operates two quarries, a wharf and a contracting business in Belgium, focusing on armour rock for river and sea defence work, Jacques Emsens has agreed to join the board of SigmaRoc as a non-executive director.
Emsens has previously helped build SCR-Sibelco into a leading materials solutions and specialty sands company. Founded by the Emsens family, Sibelco achieved revenue of €3.5bn in 2018, with operations in 30 countries and employing over 10,000 people. Emsens serves on the board of Sibelco and on the board of Sofina (Société Financière de Transports et d’Entreprises Industrielles), one of Belgium’s largest investment companies.
He is expected to join the board in the coming months, following the completion



of the acquisition of Stone and customary director due diligence.
Further adding to SigmaRoc’s in-house executive expertise is Breedon South CEO, Tim Hall. Hall joined SigmaRoc’s board of directors as a non-executive director on 16 April this year. Hall helped build the Breedon Group into a billion-pound business and one of the UK’s major suppliers of heavy construction materials, through rapid growth and the successful execution of a buy-andbuild strategy.
“We are running SigmaRoc as a decentralised business, firmly in touch with its local customer base.”































Komatsu WA475-10 – Get ready to rumble!





With the Komatsu Hydraulic Mechanical Transmission (K-HMT) that delivers an outstanding combination of ultra-low fuel consumption and massive productivity increase, the all-new WA475-10 is an industry-leading top performer. A unique, independent control of driveline and work equipment eases operation and shortens cycle times like you never experienced before in a wheel loader.




“Tim brings decades of technical and markets’ expertise, including 10 years helping to build Breedon up from zero to a £1 billion a year revenue business,” says Vermorken. “He’s got a good business network right across England and Wales. He’s been operating in those countries for more than 40 years, so he knows everyone.
“We are going through a similar story with a different operating model. He will help steer and guide us, helping us to avoid any mistakes and go faster growthwise than we are now.”












allow you to generate cash through a business cycle even if you are not very profitable, as you are monetising your assets. Quarries are also in short supply. No one wants to live next to one, so it’s difficult to open a new one.
“There are other businesses that we like for their uniqueness. If you take Poundfield Products, for example, when Heathrow Terminal 3 was being rebuilt, all the security barriers around the airport were Poundfield precast products. That is because of the unique structure of type of their retaining wall










new markets and investing in research and development.”
Making critical business decisions and high-level business strategising has long been a feature of Vermorken’s career. Prior to his senior executive role at LafargeHolcim, he worked in private equity at the Luxembourgheadquartered Genii Group, where he reported directly to its founding senior executives. He is keen to emphasise how the SigmaRoc business model places a firm emphasis on localised customer support. “All the major building material players have a central call centre. When someone in South Wales wants a load of concrete, they might have to call, say, someone in Leicester. I’ll bet the Leicester call taker doesn’t know who the caller is and what issues they might be facing, for example traffic or weather issues locally. If you want good customer service, you need to have a call taker in South Wales who knows exactly where the product is coming from, where it’s going and who you are. From an overheads’ perspective, it’s probably slightly more expensive to have localised call takers, but it enables us to have more customers at a better margin locally, because people who buy from us understand they will get the service they need.




I ask Vermorken, who holds a PhD in Financial Economics from University College London, who he considers SigmaRoc’s rivals to be and how his company stands out from them. “There is a company in the U.S. called Summit Materials, that operates a similar business strategy to ours. They started with $500 million in assets and have now got a $3 billion-plus revenues business covering 13 or so platforms in the U.S. and Canada. Given our operating markets, I would not consider them a rival.
“In terms of rivalling us for the companies we are looking to purchase, I would say Breedon in the UK and Ireland. The group hasn’t, as yet, established itself in continental Europe. Because of the language and cultural barriers and the types of localised markets, it is less easy to build a large-scale aggregator of construction materials businesses than in the UK or U.S. Group de Cloedt was also very active in this space over the past ten years under Emmanuel Maes’ leadership.
“The businesses we are after, typically, are too small for a private equity firm to go after; largely due to their cost structure, or a lack of certain expertise. The businesses are also usually too large for family businesses to buy, as they can’t generate enough funding for an acquisition. This creates a gap for transactions worth around £10-£100 million.”
Vermorken says SigmaRoc’s acquisition strategy focuses primarily on acquiring aggregates quarrying companies. “Quarries


system, which has around 20 patents and trademarks with it.
“We buy something that’s already good and clean it up. When I say ‘clean it up’ I mean make it run more efficiently. In some cases, owners simply lacked exposure to management practices developed by larger groups, leaving us the opportunity to improve on their track record. We then start to look at what more we can do with the business that we’ve got. That includes looking at
“We said at the beginning that we could run SigmaRoc as a six- or seven-platform business, that we could run each platform at £10-£12 million EBITDA [earnings before interest, tax, depreciation & amortisation]. That gets you close enough to £100 million EBITDA. We were around £10 million EBITDA last year. It’s fun. We’re, in some ways, changing the way the industry operates, moving away from vertical integration. The opportunity is there, so why not take it?”
With big plans to establish itself in the Northern European building materials market, added to the ongoing development of its three current commercial platforms, it promises to be a very busy next 12-18 months for SigmaRoc. Given their ambitious business model, Vermorken and his management team wouldn’t want it any other way. AB

















FOR QUALITY SHAPED PRODUCTS, ESPECIALLY IN HARD ROCK. MOBICONE mobile cone crushers are used in medium-hard to hard applications as well in abrasive natural stone operations. They cover a wide range of applications: from small to medium-sized batches for short-term contractor operations, all the way through to large quantities in tough quarrying operations. The MOBICONE crushers are the perfect match for mobile KLEEMANN jaw crushers and/or screening plants. MOBICONE mobile cone crusher: efficient and strong.
www.kleemann.info
Europe has a clear policy compass when it comes to the aggregates sector, says the UEPG (European Aggregates Association).
In May 2019, the citizens of the European Union (EU) expressed their political voice and elected a new European Parliament.
UEPG accompanied the election campaign with its own manifesto: ‘Sustainable Welfare in Europe needs access to primary and secondary raw materials, which is compatible with environmental management, and provides safe local jobs.’ It was distributed to more than 500 MEPs combined with an invitation to launch the ‘UEPG Policy Compass to Aggregates’.
On Thursday 12 September, UEPG welcomed in their office and garden, members of the European Parliament, policy officers from the Commission, members of NGOs [non-governmental organisations) and companies, in order to present the European aggregates industry and to link EU policies and legislation with issues for our industry. During that evening, UEPG president Thilo Juchem presented to guests the new ‘Policy Compass’ publication.



The purpose of the publication is to present an overview of the domains in which UEPG has expertise, and to link them to the directives that are being worked on by the EU institutions. This way, politicians know whom to turn to when they need support on specific legislative initiatives that are related to:
• Industrial and raw material strategy
• Environment
• Water management
• Climate change adaptation
• Safety
• Health
• Employment
• Technical Standards
• Circular economy
In the description of each topic, UEPG matches live issues with the terminology used by the European institutions. Furthermore, the graph’s form relates to the circular economy, and the use of arrows to move from one topic to the next shows how each topic is interlocked.
The document also offers the opportunity to discover the European aggregates industry’s facts and figures, as it is important to remind others that the aggregates sector is by far the largest non-energy extractive industry in its number of sites, companies, numbers employed, and tonnages produced. AB
• Get your copy of the ‘Policy Compass to Aggregates’ via the UEPG website, http://www.uepg.eu/publications/special-editions
United. Inspired.

Like you, we are constantly on the hunt for higher productivity, smarter solutions and a safer working environment. Built on our automation-ready platform, the new generation SmartROC D65 has evolved into a drill rig that is stronger and more intelligent than ever before. It is groundbreaking innovation that separates a leader from a follower.



A no-deal Brexit is still a very real possibility. Simon Trahair-Davies, partner and head of mining and minerals at Stephens Scown LLP, discusses what this could mean for aggregates businesses.
The free movement of workers in and out of the UK and EU will immediately cease, which will affect the ability of companies to move personnel to and from the UK for business reasons.
The status of UK workers in other EU states will depend on the approach taken by the country in question. Workers from other EU countries already within the UK on the date the UK leaves the EU will (in general terms) be able to apply by 31 December 2020 for either settled or pre-settled status under the UK’s EU Settlement Scheme, depending on how long they have been in the UK.
However, if the UK leaves the EU without a deal there will be no automatic right for EU workers to come into the UK and a company’s ability to transfer an EU worker into the UK will depend on the UK government’s postBrexit immigration rules which (at the time of writing) are still being developed.
Trade tariffs on imports or exports and the introduction of customs formalities at the UK/EU border
The introduction of custom checks and trade tariffs at the borders of the UK and EU could lead to both additional cost but also significant delay in delivering times. These factors may well influence the profitability of commercial agreements, or even make it impossible for businesses to perform their obligations. The risk is that the parties will be required to continue to perform their obligations in full, even if doing so has become commercially unattractive or impossible as a result of Brexitrelated events.
If there is a force majeure clause in a contract, there is the possibility that the company affected will be able to make use of it to protect itself from the consequences of a failure to supply, in accordance with the terms of a contract that has been entered into on the assumption of free movement of goods. A force majeure clause will normally suspend an obligation on a party to comply with a contract if there is an event that is outside its control that prevents it from complying with

“New steps will need to be taken by controllers of personal data where it is being transferred between an EEA country and the UK”

the contract, despite it making endeavours to mitigate the effect of that event.
However, the ability to rely on such a clause will be very fact-specific and will not provide protection where the only consequence of Brexit is that a contract becomes less economically attractive. There may, however, be clauses within the contract that allow for renegotiation of the contract in good faith if there is a material change in economic circumstances, but such a clause would have to be expressly included within a contract for this to be an option for a contracting party.
This could be a concern for companies with UK and EU subsidiaries that have to transfer data relating to employees between the UK and the European Economic Area (EEA).
Currently, personal data can be transferred between the UK and other EEA countries under the General Data Protection Regulations (GDPR). However, on leaving the EU in a no-deal scenario the UK will immediately cease to be a ‘safe’ place to transfer data without the requisite levels of protection in place in the eyes of the European Commission.
Consequently, new steps will need to be
taken by controllers of personal data where it is being transferred between an EEA country and the UK. In due course the UK may well obtain what is called an adequacy decision from the European Commission which will allow the transfer of such data, but in the interim other steps will have to be taken to ensure that transfer to and from the EEA via the UK of personal data can continue, and those may include considering using standard and ad hoc data protection clauses, binding corporate cules or codes of conduct and certification cechanisms. AB
Simon Trahair-Davies is partner and head of the mining and minerals team at Stephens Scown LLP. The firm has more than 70 years’ experience representing mining and minerals clients and its specialist team is recognised by independent guides to the law Legal 500 and Chambers.
Simon can be contacted on 01392 210700 or email solicitors@stephens-scown.co.uk. For more information visit www.stephens-scown.co.uk










A major quarry in North-East England provided the backdrop for one of Terex Finlay’s biggest-ever machine displays.

Raisby Quarry in North-East England is the biggest quarry operated by Breedon Northern, producing 1.2 million tonnes of materials/year.
Aggregates of various sizes for use in construction and asphalt along with agricultural lime are the limestone quarry’s main products, and the amount produced is growing.
Alan Mackenzie is managing director at Breedon Northern, part of the Breedon Group, and included in his responsibilities are 40 quarries; 70 concrete plants; 20 asphalt plants; block-making facilities, and a mobile concrete business. His region covers an area from the Outer Hebrides in Scotland to a line between Scarborough in the east of England to Kendal in the west.
“A lot of our quarries are small units in rural areas and Raisby Quarry is my biggest quarry. It has three benches, including one where we get agricultural lime. We export this to Europe,” he said.
“The quarry was part of Breedon Group’s 2016 acquisition of Hope Construction.
“We sell all the material we produce here, and we have put a lot of equipment into the quarry.
“To help us produce materials throughout our region we use a variety of equipment, including six Terex Finlay mobile crushing trains.
“A lot of our equipment is from Terex Finlay. We have been working with Finlay Scotland for some years, and we get a good service from them.”
And it was in Raisby Quarry at Coxhoe, County Durham, that Molson Finlay and Finlay Scotland in conjunction with Terex Finlay hosted two open days.

Visitors saw live demonstrations of 19 Terex Finlay machines working in aggregates and recycling applications and, among these, the company showcased new machines, including the I-120RS impact crusher (with grinding path option); TC-100 conveyor; TR-75 radial conveyor; the TF-75L low-level feeder and the 883+ triple shaft screener.
Fifth-generation models of the Terex Finlay 693+ and 694+ inclined screens were also previewed in advance of their global launch in Q4, 2019.
Other machines included the J-960, J-1170, J-1480 and J1170DD jaw crushers; C1540 and C1545 cone crushers; I-120RS and I-140RS impact crushers; 873, 883+ and 883+ Spaleck heavy-duty screeners, and the TC 80 conveyor.
Attendees saw working demonstrations of the new OMNI by Terex system, a realtime tablet-based system that is said to improve jobsite safety and efficiency in crushing and screening operations. It provides centralised access and enables the operator to watch, monitor and adjust working equipment from the safety of the cab.
Also on show was Terex Finlay T-Link, a remote monitoring and fleet management system that allows operators to stay connected and keep track of equipment; monitor work progress; manage logistics; access critical machine information; analyse and optimise machine performance, and perform remote operator support. The system is now available on all Terex Finlay machines.
Nigel Irvine, Terex Finlay’s sales and marketing director, said: “Many thanks to Breedon for allowing us access to this site.


and screeners at




“We were here for two weeks getting ready for this successful event, which has seen representatives from 54 companies looking at our latest offerings.
“We now have a complete line of crushing and screening equipment.”
He said that Terex Finlay products go to market through dealers, including Molson Finlay and Finlay Scotland.
In March the Molson Group acquired Finlay Scotland, a long-established equipment dealer of Terex Finlay products in Scotland and the Scottish Islands. Through the acquisition, Molson Group secured the distribution rights for the complete range of Terex Finlay mobile crushing, screening and conveying equipment across Great Britain. At its open days the new machines were introduced.
The Terex Finlay I-120RS direct-drive horizontal shaft impact crusher is a secondgeneration machine, which incorporates the new Terex CR098 impact chamber.
Terex Finlay says that a key component of the crusher is the onboard, innovative quick-detach 3.66m x 1.53m two-deck screen. For applications not requiring recirculation of materials for further processing or stockpiling, the complete screening and recirculating system can be quickly detached from the machine.
Fitted to the machine in the aggregates zone was an optional third apron (grinding path), which is used to give additional reduction for production of a qualityspecified product.
“The impactor can be used in quarrying, demolition and recycling applications and incorporates the ‘proven’ material flow which is our design ethos that is now found

handling uses in quarry, recycling, mining, port and dock, and rail applications that supply a constant feed.
The stockpiler follows the successful introduction of the TC-65 and TC-80 tracked conveyors and is said to be able to cope with a range of applications, from screening light and fines materials to primary crushing applications.
The 30m-long conveyor is hydraulically driven and has hydraulic pin-less height adjustment for both inlet and discharge end of the conveyor.
Equipped with a belt just over 1m wide and a maximum discharge height of 14.3m, the conveyor is rated up to a maximum throughput of just over 360tonnes/hour. It can be hydraulically folded to offer a compact transport envelope.
The new TR-75 radial-tracked conveyor, a stockpiling solution for mobile crushing and screening plants, is said to reduce or remove the use of wheeled loaders on site and can be utilised in a wide range of applications.
Fitted with a 1,050mm-wide belt, the conveyor has a maximum discharge height of 10.9m and with a 135° radial stockpile it gives over 10,000m³ of material with the option of an automated stockpiling mode. The conveyor moves radially and raises discharge height thus preventing material segregation on discharge,
Terex Finlay says its new TF-75L low-level feeder has been designed to maximise productivity, enhance efficiency and reduce on-site operational costs in a wide variety of applications. It estimates that the savings of running such a feeder can be up to 80%, and its new 3.5m-wide tracked TF-75L feeder with a 7m³ hopper and feed height of 1.9m offers low-level feeding from excavator, crane grabs and wheeled loaders.
speed main conveyor can handle up to 500tonnes/hour of materials, depending on the feed material and working angle of the machine. The 9.8m maximum discharge height provides a maximum conical-shaped material stockpile capacity of 1,735m³.
Also new is the Terex Finlay TF-75H high-level feeder that permits operators to directly discharge to hopper/feeder from
used for a metered or controlled feed of material when working as part of a crushing and screening train or in stand-alone
Developed for sticky, difficult and dry applications, including quarry, mining, sand and gravel, construction and demolition debris, and recycling, the 883+ tripleshaft screener features two 4.8m x 1.5m screening decks.
The triple-shaft design employs an oval-motion stroke combining linear and circular amplitude to generate an aggressive screening action, reducing plugging and binding over the screen decks.
Multiple media configurations, including bofors bars, finger screens, woven mesh and punch plates, are available for a wide range of applications from fine screening to heavy
Terex Finlay is expanding its 6 Series product range with the introduction of the 694+ WS inclined screen, which incorporates improvements made to the
The company says the key difference between the models is the new screen box, which provides three 6.1m x 1.7m inclined screens, giving a larger screening area, resulting in higher capacities.
As standard, the machine is fitted with a 650mm-wide transfer with the extended options available, and the fourth product (oversize plus) conveyor maintains the slew and tilt functions for onsite flexibility and closed-circuit applications.



Omni gives a previously inaccessible level of control to multiple mobile crushing and screening machines from a central location.
2 x remote camera views per machine greatly reduce the time the operator has to be out of the safety of the cab.
One-touch pause & ability to make multiple machine setting adjustments.

Understand operational metrics and warnings as they happen to ensure maximum uptime.
MULTI-USER Omni offers exceptional visibility by connecting to another tablet (sold separately)
















A Hitachi wheeled loader is helping to drive production in a market where limestone can be more profitable than marble. Liam McLoughlin reports




APortuguese limestone supplier has added a Hitachi ZW310-6 wheeled loader to its fleet to help it maintain high productivity levels at its quarry near the town of Fátima.
The Filstone Natural quarry was established in 2002 by CEO Ricardo Jorge and produces 900,000 tonnes of material per year at the 30-hectare site.
The Hitachi loader is working on the second level of the quarry to load trucks, move limestone between different stockpiles, and feed the crushing and screening equipment. The material being handled by the ZW310-6 is a secondary commodity created by activities on the quarry floor, in which 13-14 tonne limestone blocks are cut. Reserves are currently anticipated to last for the next 100 years.
Jorge said that the Hitachi vehicle is essential to Filstone’s output, especially in a market in which limestone can sometimes be more lucrative than marble.
“We had high expectations for the wheeled loader, but were surprised by its low fuel consumption,” Jorge said. “In addition, the machine is stable and compact, and still performs as effectively as a larger machine.”
At the family-owned company, Jorge’s cousin Humberto Miguel de Jesus Santos operates the ZW310-6. He praised the loader’s “rapid, agile and smooth” performance. “Inside the cab there is near 100% visibility and it is very quiet,” he added. “In terms of maintenance, it has well-positioned access points and is easy to clean.”
At April’s bauma show in Munich, Case Construction Equipment unveiled its ProjectTETRA biomethane-powered wheeled loader concept which can run entirely on alternative and renewable fuel.
The project is intended to enable a shift away from the traditional reliance on diesel engines. The concept includes a methanepowered engine, specially designed and developed for construction applications by Fiat Power Train (FPT) which, like Case, is part of the CNH Industrial group.
Case says the technology already exists, with FPT having already produced 40,000 engines using natural gas, but this is the first time it has been used in earthmoving.
“We plan to bring it to market in a few years,” said Massimiliano Ventura, product manager for wheeled loaders, Case Europe. “It’s still in the early development stage, but there was a lot of interest from the reveal at bauma.”
Carl Gustaf Goränsson, president of construction at CNH Industrial, added: “This technology is already tried and tested in other CNH Industrial brands as there are some 28,000 methane-powered IVECO trucks and IVECO bus vehicles on the roads today.”
Case is seeking to challenge the established European players in the loading sector and build its market share. Asked about the company’s targets in the wheeled loader/excavator market in Europe, Alain de Nanteuil, product director, general construction at Case CE Europe, responded: “Becoming among the first choices for heavy equipment and being at the front of customers’ minds when they are making these decisions.”
He added that aggregates customers are looking to make their production more efficient and want to cut down their fleet costs without compromising their output. “Moreover, climate change is becoming a major concern globally and heavy-line customers need solutions/products that are not yet available on the market,” de

Nanteuil said. He added that Case will address all those needs, leveraging strongly on alternative energies, automation and digitalisation.
In July Case showcased a range of its loaders, dozers and excavators at the 500-acre Maltby Colliery site in South Yorkshire, England.
Equipment on display at the CASE Eagle Days press and customer events held on 15-1 6 July included the 721GXR, 821G and 1121G wheeled loaders; the 1650, 1850 and 2050 dozers (both fitted with Leica Geosystems); the CX300 and CX145 excavators (both with Steelwrist tiltrotators); and the SV300 skid-steer loader.
CASE Construction Equipment is upgrading the engines on its vehicles to meet the Stage V exhaust emission legislation for off-road engines. The first stage of the European Union legislation came into effect in January 2019 for engines below 56 kW as well as engines of 130 kW and above. From January 2020 it will apply for engines from 56 kW but below 130 kW.
“We will upgrade our engines to be Stage V-compliant by 2020 on all our machines in Europe, including loaders and excavators,” said Ventura.
Doosan has also been outlining its Stage V plans and says it will extend new Stage V-compliant models across the company’s entire excavator range by mid-2020.
The newly launched Doosan DX300LC-7 30 tonne model – used in the construction and demolition sectors – is the company’s first mid-sized Stage V crawler excavator. It is now being joined by the 36 tonne DX350LC-7 model – suitable for construction, demolition and small quarries – which is available to European customers from October.
Stage V ‘-7’ models of the rest of the crawler excavator range are due to be available by June 2020, according to Stephane Dieu, excavator product specialist and sales trainer for Doosan Infracore Construction Equipment EMEA.
The range covers the 40 tonne DX380LC-7 (due to be available to European customers in Q1 2020), in addition to the larger DX420LC-7, DX490LC-7 and DX530LC-7 machines which are suitable for quarrying. These models will have the same improvements as the DX300LC-7, including 360° cameras fitted as standard that provide full visibility around the excavator and allow the operator to see a top-down view of the area outside the machine. The camera array comprises a front camera, two side cameras and a rear camera - the same set-up will be used when the larger models are rolled out.

Also standard is a new 8-inch touchenabled colour LCD gauge panel to provide more information via a 30% larger screen, and a stereo system integrated in the gauge panel.
Available as options on the ‘-7’ range are LED lights to improve visibility of the excavator, side protection, an air compressor, ultrasonic detection of obstacles, and a smart keyless start system.
Speaking at the Doosan Quarry Days event held in mid-September in the Czech Republic, Stephane Dieu told Aggregates Business that the new smart power control (SPC) on the ‘-7’ range will give greater fuel economy. “Instead of having fixed RPM the excavator will adjust it to save fuel, depending on what activity you are doing,” said Dieu. “Digging needs power while less is required for lifting or emptying the bucket. SPC will improve fuel consumption by 5-7% compared with the previous models.”
The first Caterpillar 988K XE wheeled loader to operate in Europe has been proving its worth in load-and-carry
operations at the Natursteinwerke Nordschwarzwald (NSN) limestone quarry in Germany.
Fifteen years ago, NSN installed what was then the most modern fully automated gravel plant, in South Germany. “One of the areas we decided to focus on, was how fuel consumption could be further reduced without sacrificing production output,” said Stefan Pendinger, operations manager of NSN in Magstadt in the northern Black Forest region where limestone is extracted. The company purchased a Cat 988K XE with a high-efficiency electric drive system for its Magstadt plant for its load-and-carry operation.
Since then another unit has been introduced to the NSN quarry in Enzberg, north of Stuttgart. The loader features switched reluctance (SR) technology and leverages more than 15 years of Cat electric drive experience. The C18 ACERT engine, mechanical dropbox, driveline and axles from the 988K remain in the electric drive machine for consistent, trouble-

free operation. On average, around 1.5 million tonnes of limestone are extracted and processed into crushed rock, grit and sand and it is used in construction, civil engineering, and landscaping.
Construction aggregates supplier Hanson has acquired a Cat 986K wheeled loader in a deal with Caterpillar dealer Finning UK & Ireland.
The loader is the penultimate addition in a series of new Caterpillar vehicles added to Hanson’s fleet as part of a 31-machine deal struck in 2018 and will be in operation at Hingston Down Quarry in Cornwall. Hanson has worked extensively with Finning over many years, building a strong relationship that has led to a number of ongoing projects with the business.
The Cat 986K features powershift transmission, torque converter with lock-up clutch and axle shaft disc brakes. Hanson says the machine was chosen for its compact sizing and advanced technology features.
The vehicle’s VisionLink feature offers insight into the health, location and productivity of the machine, and is designed to help increase productivity, control costs, improve operator performance and ensure safety on-site.
Volvo CE says that its EcoOperator training is helping its customers around the world to slash fuel consumption, machinewear costs and environmental impact. One such company to embrace the training is Algerian limestone quarrying company SAPAM, which has a programme that focuses on improving operator behaviour to benefit fuel consumption, machine wear and uptime – ultimately boosting profitability.
The one-day course teaches operators to drive sparingly on site without affecting productivity. Although machines in drive mode are restricted to using ‘half gas’, they are able to take on the same workload and complete it at the same rate. This means fuel costs can be cut by up to 25%, improving company profits and reducing environmental impact. AB

Jordan Handel, engineering and technology manager at Proof Engineers








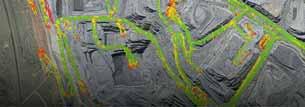
Using state-of-the-art technology to create optimum quarry haul roads is an attractive option for aggregates processing operations looking at ways of improving their production efficiency. Guy Woodford reports
Haul road specialist Proof Engineers has developed an advanced road-building program using the latest technology to design and construct haul roads that can handle high volumes of heavy quarry, mine, large civil construction and earthmoving site vehicle traffic and withstand weather erosion. Proof Engineers’ Haul Road Development Program (HRDP) focuses on innovative practices to produce durable, high-quality roads that reduce maintenance costs, while improving operating speeds and wet weather recovery.
The cutting-edge program encompasses all aspects of building haul roads, from site analysis and resource evaluation through to material selection, training and maintenance monitoring. Proof Engineers is an Australian-based company that utilises state-of-the-art technology to deliver road engineering of a superior standard on a global scale.
Specialising in haul road performance and optimisation, Proof Engineers improves sites’ operational efficiencies specifically through haul road design, construction management, maintenance programmes and monitoring solutions.
Sydney, Australia-headquartered Boral, a major international construction materials group, is among those that have been trialling HRDP to assess its impact on haul road driveability and dust levels at several of its work sites.
Proof Engineers’ engineering and technologies manager, Jordan Handel, said the HRDP’s construction methodologies were achieving high-quality roads within their clients’ budget and equipment limitations.
“Our latest design technology is used to construct roads with improved strength, functionality and drainage,” he said.
“Roads developed with HRDP have optimal rolling resistance and require significantly less maintenance, which adds up to considerable savings for our clients.
“Haul roads constructed with our HRDP require up to five times less maintenance compared to a poorly-constructed haul road.”
HRDP consists of four essential steps in order to achieve quality roads within a quarry, mine, large civil construction or earthmoving site’s operation budget and equipment limitations.
The first step is a full site evaluation, focusing on meteorological and environmental conditions that will impact design and construction, as well as the available resources to determine if the site has adequate equipment, raw materials and local skills, or if outside resources are required. Step two of HRDP evaluates and analyses all design parameters and utilises innovative technology to generate a mechanistic design that considers the selected materials and site-specific traffic conditions.


In this step, Proof Engineers considers the use of stabilisation products such as polymer additives, hydrated lime and bitumen emulsions to improve the quality of local materials in order to reduce costs.

The third step of HRDP is the construction phase: a site-tailored process involving drainage and compaction as well as the training of site personnel.
Step four involves ongoing maintenance to ensure haul roads are operating at a high level, with continuous training of site personnel to ensure roads are correctly maintained and not further damaged in the long term.
“The HRDP was developed by Proof Engineers on the premise that proper construction of quality haul roads will significantly reduce a mine site’s maintenance costs as well as decrease production cycle times,” Handel added.
“The program involves all aspects of haul road construction with a focus on material selection and construction methodologies that meet the highest standards based on optimum engineering properties such as functionality and strength.”
Proof Engineers has developed stateof-the-art road condition monitor (RCM) and dust monitor (Dustective) systems for quarry and mining operators to observe road conditions, prioritise maintenance works, improve operational efficiencies and reduce production cycle times.
The Proof Engineers’ team has a broad range of skill sets from practical, hands-on site personnel to research and design engineers, with experience in the civil and mining industries as owners, contractors and consultants.
Gallagher Aggregates has invested in two Volvo A60H articulated haulers as its prime movers for hauling Kentish Ragstone at its Hermitage Quarry near Maidstone in Kent, Southeast England.
Following an initial enquiry made at last year’s Hillhead exhibition near Buxton in Derbyshire, central England, the 55-tonne capacity A60H was trialled by Gallagher Aggregates to assess the suitability of introducing an articulated hauler of this

size to the Hermitage site. “We were impressed with the tonnage moved for a very economical fuel burn, together with fast cycle times,” said Gallagher Aggregates’ operations manager, Pat Gooney. “It certainly proved to be a success in all areas of the quarry’s production and was an immediate hit with our operators. The two new trucks are carrying out the same production as the three 50-tonne trucks they replace, and we are already seeing the immediate benefits when it comes to fuel consumption and the savings on running costs, whilst maintaining the production we require.”
Tailored to Gallagher Aggregates’ needs, the two A60Hs have had additional features fitted to them including 200mm side extensions coupled to a cantilever tailgate, increasing the hauler’s body capacity to 39m³ and maximising payload. To give extra protection to the hitch area and cab, optional front spill guards have been added to the front of the skips. This configuration allows the trucks to handle all on-site duties, which include hauling blasted material from the face to the primary crusher, along with some secondary duties around the plant. Working ten-hour shifts Monday to Friday, with half a day on Saturday, the two new A60Hs will contribute to the annual output of the quarry.
“Again, we are really impressed with the power of the trucks, especially on the gradients with the typical payloads they are carrying” said Gooney. “The new arrivals are proving very popular with their operators too. The cab is extremely comfortable and has been well thought out in its design. The two-speed reverse and fast tip and lower functions add to the overall faster cycle times, and Volvo’s unique suspension system provides excellent load retention and operator comfort.”
Terex Trucks’ northern Germany dealer, Maschinenbau Rehnen, recently exhibited an updated TA300 articulated hauler at the NordBau construction exhibition in Neumünster, a city in northern Germany. Speaking ahead of the showpiece event staged 11-15 September, Marcel Wimker, machine sales leader at Maschinenbau Rehnen, said: “Terex Trucks’ TA300 is an eye-catcher and last year we had a lot of interest in this robust and reliable articulated hauler. Visitors typically want to see the TA300 up close and sit in the cab to get a better feel for the machine. This usually plays a decisive part in the buying decision.”
Maschinenbau Rehnen became an official Terex Trucks dealer in Q4 2018. Wimker continued: “From the feedback we’ve received so far, our customers are incredibly happy with the machines because they are so reliable – that’s why customers who’ve owned or operated a Terex Trucks articulated hauler before are loyal to the brand and make repeat

















Maschinenbau Rehnen recently exhibited an updated Terex Trucks TA300 articulated hauler at the NordBau construction exhibition in Neumünster, Germany

purchases. They know that the brand stands for great performance, quality and low total cost of ownership. We currently have six TA300 articulated haulers, four are rented out with customers and two are reserved and will be with customers shortly.”
Since August 2018, the TA300 has incorporated the new transmission which comes with two additional forward gears –eight in total – as well as four reverse gears. This helps to ensure smoother gear shifting and thereby superior operator comfort. In addition to this, the TA300 now delivers a





5% improvement against its predecessor in fuel efficiency, as well as enhanced performance and productivity. It also now comes with long-life transmission fluid which has helped to increase the length of time between oil maintenance intervals from 1,000 to 4,000 hours.
The hauler’s maximum speed has also increased to 55 km/h, up from 50 km/h. Ultimately, this means that customers can achieve faster cycle times, reduce the cost of operation per tonne and minimise their fuel consumption. AB







Metso’s Metso Metrics solution for aggregates customers helps monitor, maintain and manage clients’ assets









Fully utilising the latest preventive machine maintenance technology can help save aggregates production business owners big money annually. Guy Woodford reports
Crushing and screening equipment are key assets that keep aggregate producers’ businesses running smoothly and efficiently. But with mobile crushers moving frequently between sites, often in remote areas, it can be difficult to track, monitor and maintain these types of equipment to ensure their performance. Without having the right information at the right time to make important operational or maintenance decisions, extended downtime can quickly set in and production rates can suffer, challenging producers bottom lines.
Metso’s Metso Metrics technology for aggregates customers helps monitor, maintain and manage clients’ assets.
Connected equipment is ensured by many advanced sensors installed on each plant, tracking various elements around the performance of the machine.
An intuitive interface, accessible through any internet-connected device, allows the customer to know exactly what is happening with their equipment 24/7.
Metso teams, combining global and local expertise, can also use Metso Metrics to monitor customer assets, allowing them to better meet customer plant maintenance and servicing needs and helping to troubleshoot issues remotely.
Fitted as standard on Metso Lokotrack LT mobile jaw and cone crushers and Lokotrack ST mobile screens since its launch in 2016, Metso Metrics for Aggregates can also be retrofitted on older plant models.
From Metso Metrics for Aggregates, users can see key data for their whole fleet connected to Metrics. When logged in, the user can see right away combined data from their fleet in KPI (key performance indicator)

windows. This includes fleet operating hours, fuel/power consumption, next maintenance events and machine location for each machine. There are many other KPI windows and users can customise their main page view to show what they want to see when they log in.
Users can also open and see machinespecific data sheets by clicking the machine from the fleet. From here, users can see how the machine has been running each day during the time it has been connected into Metso Metrics. Data shown for the machines are operating hours, fuel/power consumption, upcoming maintenance events, maintenance log, alarm log, parameter changes and machine location. If belt scales are installed, then it’s possible to show tonnage data in Metso Metrics from the machine.
Users can run different reports from their fleet or specific machines in Metso Metrics. Also, users can order email notifications for upcoming maintenance events and active alarms about which users want to be notified.
The benefits of Metso Metrics can be summarised under three headings:
Get the most out of assets - Critical maintenance and operational data at the touch of a button, helping a company identify underperforming assets and training opportunities for continuous improvement. With access to the right data, a firm can take appropriate actions for improved utilisation rates and operational efficiency, so it gets the most out of its assets.
Improved operational efficiency - Helping to reduce routine site checks and manual reporting by providing remote visibility and reporting on the condition and performance

of a company’s productive crushing and screening assets.
Lower operational costs - Helping to lower a business’s inventory costs by mapping out which parts are required for upcoming service events. With the maintenance plans of its equipment integrated into Metso’s solution, a firm can stay on top of its equipment needs and make sure it has the right parts available at the right time, helping to control maintenance and upfront inventory costs.
The state-of-the-art Metso Metrics technology is popular among quarry customers and plant hire companies.
Anthony Ryan, sales manager for McHale Plant Sales, based in Tipperary, Ireland, says Metso Metrics is “very useful” for preventative plant maintenance and servicing.
“We can predict when a plant service is needed, allowing us to better prepare our engineers. Also, if you get a call from a customer saying that a plant alarm is on, you can see where on the plant the alarm has been activated and offer appropriate advice.
“Metso Metrics also enables our engineers to see exactly where a machine is, helping them to locate it as quickly as possible, rather than potentially having to phone and ask for further directions to a customer site. You can make useful notes on the system, such as when a servicing was last completed and when the next one will be due, or when parts will next need changing. You can also create records highlighting specific servicing and maintenance milestones.”
Speaking to Aggregates Business, Jari Hytti, manager, field service applications,
Metso, says Metso plant hire companies and distributors also use Metso Metrics to print off monthly reports of plant usage in order to accurately invoice rental customers.
“There are just over 800 machines connected to Metso Metrics for Aggregates globally and sending data to the portal. On average there are around 30 new machines connected to Metrics every month.
“It has recently been made standard on all new Metso C-Series jaw crushers and GP-Series cone crushers with Metso IC plant automation control. In the coming months, we also plan to make the technology available on MX and HP-Series cone crushers, and Nordwheeler portable plants,” he explains.
“We are also developing a benchmarking tool, which will be ready by the end of this year, so we can compare how they are running their Metso plant compared to other local Metso plant operators locally and globally. Following customer feedback, we are also working on making Metso Metrics portal more mobile device screencompatible.”
Metso is starting to develop a new feature that allows Metso Metrics to categorise Metso IC plant automation control-generated fault alarms, depending on their production criticality.
“We will develop Metso Metrics so when the most critical plant fault alarm is activated, let’s say three times in one day, the solution will automatically email Person X saying, ‘This is urgent. Please take action.’ A category two alarm might mean that an alarm will need to be activated five times in one day to prompt the same automatic email. Category three alarm automatic emails might be sent only after ten alarm activations are recorded in one day. Faults may include operating pressure being too high, which could lead to a major plant breakdown if ignored.”
Hytti adds: “We are using a dual-type modem which includes satellite and SIM card compatibility. For remote work sites where there is no terrestrial GSM [global system for mobile communications] network, the satellite should allow Metso Metrics to work everywhere except when the machine is in a tunnel, for example, as the satellite needs to ‘see’ the machine. With the SIM card, it allows you to use Metso Metrics when there is a GSM network on-site. In some countries where the government bans the use of satellites for communications, we offer SIM-only modems for accessing Metso Metrics.”
In Germany, Metso Metrics is currently being used by 52 Metso crushing and screening plant customers nationally, working in the quarrying, gravel processing and recycling sectors.
Hugo van Benthem, distribution business manager, Metso, Germany, and Ralph Phlippen, co-owner and sales manager of Metso Germany’s distributor, Fischer Jung, have been pleased with the rental and owner-plant customer response to Metso
Metrics, since its introduction nationally a year ago.
“In Germany, we have 52 Metso quarrying, recycling and gravel customer machines using Metso Metrics,” says van Bentham. “The interest from the customer is in answering questions like, ‘Is the unit running?’, ‘Are there any issues?’. The interest from the Metso service engineers is ‘Is there any scheduled servicing coming up soon?’ and in being able to troubleshoot the plant from distance. It’s a huge benefit in being able to see any alarms from, say, 400 kilometres away.
“Generally, plant units with the highest number of operating hours will gain the biggest benefits from Metso Metrics.”
Phlippen adds: “In the past, in 50% of cases where a problem with the plant has been reported we could advise the customer over the phone to ‘press this’ or ‘check that’, but with Metso Metrics we can look at the plant ourselves and properly advise the customer 80% of the time. We can support the customer in optimising the performance of the plant for each specific application.
“Through Metso Metrics, Metso can also advise on what filter kits are needed so a service technician can fill up the car with the appropriate filters before he drives there.”
Karl-Werner Bierbrauer uses Metso Metrics with his Metso plant fleet at Bierbrauer und Sohn’s quarry in Kretz, Rhineland-Palatinate, South-West Germany.
“With Metso Metrics, I can follow my units and their production. But most important, however, is the fast troubleshooting it offers,” says Bierbrauer.
Volvo Construction Equipment (Volvo
vital for maintaining maximum uptime and minimum total cost of ownership,” a company spokesperson said.
Volvo CE says oil analysis is an unbeatable tool in increasing machine performance, which means increased profits. Based on data collected by analysis results, the manufacturer says customers can spot machine errors and plan maintenance, which reduces the risk of unplanned downtime, prevents expensive repairs and increases productivity.
Volvo laboratories, featuring modern diagnostic equipment, provide customers with a comprehensive report on machine condition. After thorough analysis takes place, machine diagnoses immediately become available to customers online, highlighting warnings and providing action recommendations. Thanks to these reports, every part of the machine can operate at maximum capacity with little risk of fault, keeping uptime levels high.
Oil sample analysis collects information on water/coolant content, impurities and quality of metal particles in the fuel. Performing regular oil analysis checks records a history of results and allows for laboratory technicians and customers to see trends in machine performance.
Fuel supports vital machine components including the engine, transmission, axles, brakes and hydraulics system. Volvo laboratories, equipped with full knowledge of Volvo machines, can interpret how functional these components are based on oil analysis. This provides technicians with early warnings signals for machine parts, giving customers time to replace any components that are susceptible to damage or failure.

Volvo CE is highlighting why oil analysis should play a critical part in a company’s machine maintenance programme















Safety and environmental requirements mean that quarry operators are turning to drill rigs and breakers as an alternative to explosives. Liam McLoughlin and Partha Pratim Basistha report
In a quarry in the southern Italian region of Apulia, an Indeco HP 18000 FS (fuel saving) hydraulic breaker is proving to be an effective alternative to drilling and blasting. The Pozzelle quarry is located a few kilometres from Canosa di Puglia in the province of Barletta-Andria-Trani. Active since the late 1980s, it is managed by the CO.MA company and is characterised by the presence of Ambrato and Serpeggiante marble typical of the area.
The quarry was recently found to have good potential for producing the crushed stone that is used for railway track ballast. However, the quarry’s proximity to a provincial road, and the need to reduce the quantity of dust produced due to intense agricultural activity taking place around the quarry, precluded drilling and blasting and the use of explosives.
This prompted CO.MA to contract out the work to D’Oria Giuseppe e C, a company which has experience in the roadworks and concrete sector.
To handle the difficult task of quarrying stone material of hardness and unconfined compressive strength, D’Oria purchased an Indeco HP 18000 FS and a Hitachi 870 90-tonne excavator. These were paired up with another Hitachi Zaxis 350 33-tonne
excavator mounted with an HP 9000 that the company already owned.
D’Oria CEO Giuseppe Massari said quarrying the railway ballast had been a challenge. “We had to equip ourselves very specifically for this activity - first with a breaker such as the HP 18000 FS, the only one currently on the market with such size and power. The equipment assures the targeted rate of production, approximately 700-800 m3 of material quarried in an eighthour shift, without failing to deliver excellent performance and reliability.”
He added that the choice of the HP 18000 was extremely important as it helped his team to solve the most important problem - production of material which is very hard and not fractured.
The Indeco HP 18000 FS is designed for special quarrying requirements where largescale production is demanded. Indeco says it is having success in markets where drilling and blasting has seen a gradual decrease.
Four HP18000 breakers are also being used in India at the Chittorgarh limestone quarry in the state of Rajasthan. Indeco says the hardness of the material at the quarry and the high production output required are again spotlighting the advantages of the HP18000.
The quarry is managed by the cement production division of Birla Corporation, and its limestone supplies the Chanderiya cement factory, also owned by Birla Corporation, which is located 7km from the quarry. Birla Corporation is part of MP Birla Group, a multinational conglomerate with over 120,000 employees. With its seven plants, of which Chanderiya is one of the most important, Birla Corporation has a production potential of over 6.5 million tonnes of cement per year.
The Chittorgarh quarry contains enormous quantities of Nimbahera limestone, part of the Vindhyan Supergroup, one of the thickest sedimentary marine deposits of the Precambrian era to be found in India.
Until eight years ago the quarry, which has reserves lasting over 20 years, was mined by drilling and blasting. However, in 2011 the Rajasthan High Court ruled that the technique could no longer be employed as it risked damage to the nearby Chittorgarh Fort, a national monument dating back to the 14th century.
The mandatory switch from explosives to mechanical systems posed a challenge from a number of perspectives, according to V K Hamirwasia, the president of the cement






factory: “The decision of the Rajasthan High Court created the conditions for a change in the way we mine the quarry, as well as production methods and logistics to a certain extent. Our investments have enabled us to guarantee the maximum output achievable using mechanical systems, but because we’ve had to increase the quantity of material, soon we’ll also have to increase the number of machines and equipment in our fleet too.”
Currently, 16 excavators (Hitachi 1200, Komatsu 1250, Liebherr 984) attached with seven breakers (including the four Indeco HP 18000s) are operating on a rotating basis over three shifts. This does not count other excavation equipment, such as hydraulic rippers and impact hammers.
Quarry manager M K Ahmed says: “The Indeco breakers have proved very productive and reliable, especially when we consider
that they’re used on a rotation basis over three shifts in a very heavy application. By now they have racked up a high number of hours in weather conditions that sometimes see temperatures of over 45 degrees.”
Global drill rigs and automation solution supplier Epiroc says that it has put the first fully autonomous SmartROC D65 surface drill rig into production. The rig has been deployed by Epiroc partner Newmont Goldcorp at its Hollinger open-pit mine in Canada.
Traditional surface drilling requires a person to physically be in the cabin while operating the drill rig. Alternatively, the operator can be in the vicinity of the rig with a radio remote control.
Epiroc says that the SmartROC D65 drill rig is unique in being able to drill an entire pattern autonomously. The operator can be in an office away from the work site. Given that there is an internet connection, this office could potentially be located on the other side of the globe.
When the perimeter of autonomous operations, also known as the geofence, has been set up the SmartROC D65 is ready to operate. Within this area it can carry out the required operations needed to drill not just one hole autonomously, but a complete drill pattern. Epiroc says this means that the drill rig can tram to and position the feed foot correctly at the collaring point. It then drills the hole to the desired depth and will
also handle rod change during the drill cycle. When the hole is drilled and the rods are retrieved, the rig moves on to the next hole until the entire drill pattern is completed.
This removes the operator from potentially hazardous benches in a mine or a quarry and will also let them carry out other tasks while the rig is drilling. Other benefits are increased productivity and better hole quality. When the SmartROC D65 is used for autonomous drilling, Epiroc says it will put more holes in the ground per shift - in part because automating the drilling process results in continuous operations without breaks and with less wear on drilling tools.
Most autonomous operations still need human monitoring, and this paves the way for a new generation of drill rig operators.
Annie Levasseur is one of the first operators at the Hollinger mine to work with the autonomous SmartROC D65. She has been operating surface drill rigs the traditional way for many years and is now embracing the new technology.
“After our morning brief, instead of spending 30 minutes going by truck to the drill rig down in the pit, I just go to the office upstairs and start it up,” she said. “I’ll check the drill rig status, load the drill pattern and I’ll be up and drilling in a matter of minutes.”
South Africa-based construction, quarrying and mining equipment distributor ELB Equipment recently became the launch client for what is claimed to be one of the







blasting and mining world’s most eagerly anticipated drills in recent times.
The new Furukawa DCR22 is a collaboration between a South African copper mine, distributor ELB Equipment and Furukawa, the manufacturer, which led to the development of a claimed world-beating, rugged and fast, new down-the-hole drill rig that is specially designed for tough, hard rock conditions.
According to Jimmy Linton, ELB Equipment product manager for Furukawa, due to the massive strides made and success of the developments of this drill, Furukawa has actually adopted the new machine and launched it globally for countries where hard rock and tough operating conditions occur.
“The copper mine provided its requirements to us and we worked with Furukawa to begin developments,” he said. “It actually took input from all quarters in terms of production requirements from engineers, operations personnel and operators to develop a machine that meets real-world requirements for production, safety, reliability and long-term durability.”
Germany’s current boom in mainstream construction is leading to high demand for natural stone grains. To meet this demand, Sandvik says that some operators who
normally drill and blast on their own are buying additional drill meters through service providers. In the light of this development, the latter are also increasing their capacities. That is just what German drilling and blasting company Klaus Berge did when it invested in a new Sandvik Ranger DX900i drill rig, thus also becoming the first in the country to operate the completely new type of rig.
A pre-production model of the Ranger DX900i was presented at the Sandvik stand at Steinexpo 2017 prior to the official market launch. Sandvik says that potential operators were impressed by the 290° working radius of the machine, covering a drilling area of 55m². With fewer transfer operations, fixed drill grids can be drilled faster, more precisely and more safely.
New and powerful RD920 series rock drills with outputs from 21 to 27 kW are available for the drill rig. The drill rig is equipped with Sandvik GT60 drill steel for straight holes in diameters from 92mm to 127mm. The rig is powered by a fuel-efficient 210 kW engine.
“What is special about this powerful type of drill rig is that even difficult, narrow and very uneven drilling fields can be drilled, which is not possible to the same extent with any other rig,” says company owner Klaus Berge.
Berge’s personnel were trained on a newly delivered Ranger DX900i in September 2018 at Hartsteinwerke Schicker OHG’s Diabas quarry in Kupferberg. The company currently operates four quarries in northern Bavaria – in Bad Berneck, Kupferberg, Stadtsteinach and Rugendorf.
Berge says construction of the new Ranger DX900i is different from its predecessor and is noticeably more stable. “It has also been confirmed that the new rock drill is stronger and, accordingly, strikes perfectly,” he adds. “For that reason, and also
because more flushing air is available, it is more economical to drill.”
A Sandvik Ranger DX 800 top hammer surface drill is helping the Holcim Ambuja Cement plant in India to attain higher levels of efficiency for primary rock breaking.
Indian cement producers are heavily focused on increasing production output to meet growing demand amidst very high levels of competition in the industry. However, in conjunction with ramping up production capacities, producers are seeking to increase profitability by both cutting costs at the back-end plant level in the operation of grinding, processing and conveying equipment and by increasing the automation of process control.
A major area where measures to cut operational cost are visible is in primary breaking of limestone rocks through the deployment of advanced technologies.
To achieve this objective, Holcim Ambuja Cements acquired a Sandvik Ranger DX 800 top hammer hydraulic surface drill two years ago for drilling 115m diameter holes at its site in Bhatapara at Chhattisgarh, Central India. According to Holcim Ambuja officials, one of the main reasons for buying


the drill is its features that deliver higher levels of productivity such as the 180-degree swivelling cabin of the machine. This allows it to drill 3-4 holes at a time, and the holes can be done between 34-36 metres/hr. The single operator machine comes with a selfcontained dust collector.
The other main consideration for Holcim Ambuja when buying the Sandvik drill was its high levels of fuel efficiency. Earlier the plant was using a surface drill with directto-hole technology. The Ranger DX 800 undertakes drilling on the surface outside the hole at very high pressure based on a hydraulic mechanism. This is because oil is a more efficient medium than compressed air and can support an efficient hydraulic system, enabling it to drill holes at high pressure. This in turn contributes towards reduced fuel consumption.
Holcim Ambuja says that the Ranger DX 800 drills 36 metres per hour at 24 litres/ hr, resulting in increased savings. This is compared with the previously used direct-tohole drill which used to drill 30 metres/ hr at 45 litres/hr of fuel consumption without any breakdown. The company is considering the acquisition of a further Ranger DX 800. AB

Water management and recycling solutions are increasingly in demand in the modern aggregates production world. Guy Woodford looks at some leading examples
Terex Washing Systems has hosted the global premiere of the AggWash 300 modular wash plant in conjunction with its UK distributor Duo and their customer NRS Group at NRS Woodcote Wood Quarry near Shifnal in Shropshire, England.
Event attendees enjoyed tours around and demonstrations of the AggWash 300 along with Terex AquaClear, Terex’s first water management treatment system, said to meet the growing need for water management due to new environmental legislation being introduced globally. Duo also highlighted all its business divisions, including equipment sales, contract processing, operations, manufacturing, international sales, parts, servicing and pre-used equipment for a variety of industries including quarrying, aggregates, recycling, materials handling, logistics, and construction.

TOP: TWS’s global premiere of its AggWash 300 modular wash plant was staged at NRS Woodcote Wood Quarry in Shropshire, England
ABOVE: Capable of producing up to 300 tonnes per hour of material, the AggWash 300 has a space-saving modular design allowing for a high output on a reduced footprint
AggWash 300 global premiere event on 2-3 July 2019, Mark Ketcher, NRS Group founder and managing director, said: “I saw the AggWash 300 at Hillhead and thought ‘that’s exactly what I want’, and the model at the show got delivered straight to us. We’ve had it running [at NRS Woodcote Wood Quarry] for around 20 weeks. It’s had a few teething problems, but we’ve had great support from Duo and Terex Washing Systems. We are also having the [AquaClear] filter press installed in the next six to eight weeks. We may put our 200 [tonnes per hour] sand plant in and modify the 120 [tonnes/hour] one we’ve got.
Capable of producing up to 300 tonnes per hour of material and a big brother model to TWS’s popular AggWash 60 and AggreScrub 150 modular wash plant, the AggWash 300 has a space-saving modular design allowing for a high output on a reduced footprint. This makes it a rapid install solution for a diverse range of applications with the aggregates, recycling, remediation and mining sector. Designed with an uncompromising approach towards reliability and durability, the AggWash 300 can produce four grades of aggregates and two grades of sand.
Terex AquaClear includes clarifying tanks,
flocculent dosing systems, filter presses and all associated equipment. Importantly, the system enables Terex Washing Systems to offer an end-to-end solution for washing and water management.
The AggWash 300 was launched in June 2018 at the Hillhead exhibition at the Tarmac Hillhead Quarry near Buxton, Derbyshire, England. The model showcased at the event was purchased by NRS Group, a leading UK supplier of construction materials, haulage and waste recycling solutions. The group currently operates four quarries in and around the West Midlands of England.
Speaking to Aggregates Business during the
“We are producing around 250 tonnes an hour from the AggWash 300, but the plant can produce up to 350 tonnes per hour. We’ve got three other plant from Terex – a triple-deck 200 tonnes an hour, a 16 x 5 double-deck processing C&D [construction and demolition] waste, and we’ve just installed a triple-deck 200 Log Washer plant with two crushers on it at a former Tarmac site in Meriden. It’s got fully galvanised steel and is a nice setup. All our sites make ultra-fines, three grades of sand and three grades of gravel – -10mm, 10-20mm and 20-40mm. All the sites have Terex cone and impact crushers.
“Terex and Duo offer good service. I like the guys and they all know me. We’ve spent in excess of £10 million alone on Terex Washing Systems’ wash plants in recent years.”
A business employing over 100 people, Ketcher says NRS Group may have a fifth potential quarry in which to deploy its



300, with a planning application in for a site in Kidderminster.
Commenting on current UK C&D waste and virgin aggregates demand, Ketcher said: “We’re busy. Everything we make, we sell. We are going into new avenues all the time. For instance, we are looking at more waste treatment facilities and incinerator bottom ash production. Really, we’re interested in any waste streams that we can turn into aggregates. When you can make a concrete product, especially, out of recycled aggregates, it’s fantastic. It’s a win-win. You get a gate fee and you are making a product you can sell or use in your own civils work.”
At its site near the village of Blackwater, in Wexford, southeast Ireland, D’Arcy Sands was facing a combination of site-specific challenges, namely water supply and reliance on a traditional bucket wheel classifying system. It partnered with industry-leading wet processing equipment manufacturer CDE to commission a new wet processing plant which was showcased at an open day event in June.
With operations in counties Wexford and Wicklow, D’Arcy Sands, owned by father and son business duo Anthony and Tony D’Arcy, has been producing high-quality building materials and sports sands for over 25 years.
The firm specialises in the production of quality graded sands for a range of sports, including outdoor, synthetic and all-weather sports pitches; sands for golf courses, including bunkers and top dressing for greens and fairways; and its silica sands are also used widely in equestrian sports for training surfaces and racetracks.
Over the years, D’Arcy Sands has worked with clients throughout the UK and Ireland, supplying sands for major projects and events including the Dubai Duty Free Irish Open, Croke Park, Thomond Park, Curragh Racecourse, and Adare Manor Hotel Resort.
Recently, the company secured a contract to supply its sands to the Aviva Stadium in Dublin.
D’Arcy Sands produces high-spec sports sands for some of the most prestigious venues and events in the UK and Ireland. It’s therefore important that the quality and prestige of

these projects is reflected in the standard of its product.
Until its new CDE plant was commissioned, D’Arcy Sands had been using a tracked rinser and traditional bucket wheel system for sand classification and dewatering.
An upgrade of the existing bucket wheel system was required to tackle the loss of valuable materials to ponds and excess moisture in the final products.
Water availability proved to be another significant challenge at the company’s Wexford site. So much so that it was transporting its sports sand more than nine miles to a separate site with sufficient water supply.
As well as water management, Tony D’Arcy, manager at D’Arcy Sands, said energy efficiency was another important consideration.
“The plant we had been operating was powered by a diesel hydraulic system, so there existed the potential for spillages that could contaminate our much sought-after sports sands. We work with world-class venues and
LEFT: The need for careful water management and energy efficiency were among key factors behind D’Arcy Sands’ decision to opt for a comprehensive CDE washing plant solution BELOW: Rammer has introduced its largest hydraulic hammer, the 9033
arenas, so we wanted to take preventative measures and put in place a system that would remove the risk of product being rejected or returned.”
Garry Stewart, area business development manager at CDE, explained how the new plant was developed using CDE’s co-creation approach.
“Our engineers worked closely with Tony and the team at D’Arcy Sands throughout the design and commissioning process to better understand what the company wanted to achieve by upgrading its plant and to outline any key site challenges they were facing.
“Completed over several site visits and through a series of collaborative design workshops, we designed a bespoke plant specific to D’Arcy Sands to support the company to scale its operations and extract maximum value from the material being processed.”
D’Arcy said: “We wanted to partner with a company that could help us realise our growth ambitions by designing a solution that supported our objectives in the most sustainable and economic way possible. Plant build quality coupled the technical know-how and the expertise of its engineers proved CDE was the ideal fit to deliver on our aims.”
After careful consideration of the site and customer’s requirements, CDE presented a custom-built plant featuring the electricpowered M2500 E4 washing plant with integrated hopper, feed conveyor and twindeck Infinity P2-75 screen. The plant also includes an integrated water management system comprising the A200 AquaCycle thickener, FlocStation poly dosing plant and AquaStore water tank.


CDE’s M2500 fully integrated modular washing plant combines feeding, screening, sand washing and stockpiling into one compact and mobile chassis. The E4 model would allow D’Arcy Sands to produce up to four commercial-grade washed sand and aggregate products simultaneously.
Importantly for D’Arcy Sands, the M2500 is a maintenance-free and energy-efficient all-electric drive operation. Unlike its former diesel hydraulic system, this eliminates the possibility of product becoming contaminated by spillages.
To improve the efficiency of the company’s day-to-day operations, the new plant incorporates CDE’s cutting-edge water management system, the AquaCycle thickener.
Waste water from the plant is processed by the AquaCycle thickener which recovers up to 90% of the process water to be recirculated back into the washing plant. This ensures moisture content of D’Arcy Sands’ product is reduced from over 20% per cent to an average of 10-15%, resulting in a much faster return on investment (ROI). It also means that, for the first time, the company can process material at its draw site.
The entire system requires under 20m³ of water per hour to operate, an 80% reduction from the 200m³ of water required for its former plant.
Stewart said: “By introducing the CDE AquaCycle, D’Arcy Sands is now able to wash material at its Blackwater site. It’s the custombuilt solution designed by CDE that has made this possible for Tony and his team. This was unachievable with the old plant.”
“We’ve doubled production, as a result of the new CDE wet processing plant”, D’Arcy emphasised.
Raw feed material, primarily Wexford sports sand with a small portion of gravel, is being fed into the new plant at a rate of up to 80 tonnes per hour.
“Output is up by over 100%,” he said. “We’re now processing up to 80 tonnes per hour of feed and extracting over 40 tonnes of our quality graded sports sands. Greater control of fines separation using cyclone technology, which is a new development for our operation, has added more value to our products and is driving significant demand.
“The feedback we have been getting from our customers and in particular the greens keepers who use our sand daily has been excellent with numerous positive comments on the quality, percolation and workability of the sand.
“Importantly for us, the new system allows us to wash material at our Blackwater site when previously we had to transport it off-site, almost ten miles, to a location with a better water supply.”
AquaCycle technology is supporting D’Arcy Sands to recycle 90% of their process water requiring a small 20m³ per hour top-up supply which is drawn from a bore well on site.
Inefficiencies in its traditional bucket wheel systems resulted in D’Arcy Sands losing highvalue resources to pond, as D’Arcy explains.
“Our new system is recovering this resource and helping us to maintain high product output for our premium sands.”
More effective screening made possible by the M2500, which screens and washes up to four in-spec sand and aggregate products in one process, is opening up new markets and opportunities for D’Arcy Sands.
D’Arcy continued: “Producing commercial grade sports sands has always been the primary focus for D’Arcy Sands, but the new plant is producing new revenue streams for us through the production of higher quality aggregates and opening up new markets.”
Confident in the quality of its commercial grade sports sands and aggregates, and coupled with its growing demand as a result, the company has also purchased adjoining land at its Blackwater site to increase the
ABOVE: A state-of-the-art Baioni wet processing plant designed for one of an American quarrying firm’s sand and gravel quarries in Central America
lifespan of the operation. Stewart added: “D’Arcy Sands is a company ready for the future. It has put in place a solid foundation following the purchase of additional land to extend the life of their Blackwater site. This ensures the company has a good source of material to process with the best possible equipment and access to the right knowledge to achieve their growth ambitions.”
An American quarrying company has partnered with Italian company Baioni to design a pair of state-of-the-art wet processing plant along with crushers and screeners capable of producing high-quality 0-5mm, 5-10mm, 10-20mm aggregate products.
The 100 tonnes per hour capacity Baioni washing, crushing and screening plant duo is currently being tested in two different sand and gravel quarries in Central America. Baioni took care of the plant’s assembly and is supervising their testing programme.
The installation of the Baioni plant fulfils the American quarrying firm’s urgent need to produce quality aggregates for use in concrete production, with the final concrete material destined for an array of Central Americabased infrastructure and construction works.
Baioni had met representatives of the American quarrying company during a workshop at a Central American trade fair. The client knew of Baioni and had visited a neighbouring company’s working Baioni washing, crushing and screening plant some time ago in order to understand their functionality and structural quality. After several months of close collaboration on plant design, Baoni and the American quarrying company signed a contract to install identical plant on each of the Central American firm’s two sand and gravel quarries.
At the two sites, 650mm feed material is put through two crushing stages, then washed and finally screened out into four fractions: 0-5nn, 5-10mm, 10-20 mm.
In the primary crushing phase, a unit consisting of a BP 110/70 jaw crusher, an apron feeder and a GD 90/8 wobbler feeder capable of effectively pre-selecting and cleaning the coarse material, has been preferred. In the secondary crushing phase, a MIL 1000SP reversible hammer mill with fixed hammers is used, due to its high reliability when matched with the material to be processed. The material passes through an accurate washing process to remove all impurities. To facilitate this, a washing and recovery station has been created to separate the silt and recover sands with characteristics of various granulometry. The washing and sand recovery station comprises a GRF hydrocyclone, a tank and a dewatering screen.
Cyclone technology involves the use of centrifugal force to classify materials rather than gravity. The aim of the sand recovery group with hydrocyclone is to treat sand mixed with water (slurry) and to return dry sand. Slimes release the overflow in the upper part of the cyclone with waste water, to be then sent to a water management system. The fraction of sand leaves the lower part of the cyclone, is drained and made ready for storage.
This way, product yield is maximised and operating costs reduced. Water treatment plant are becoming increasingly vital equipment in quarries as their benefits outweigh the initial investment. The return on investment on a Baioni BaiWash system is, says Baioni, usually six to nine months. The innovative washing system improves productivity by bringing together one-of-akind washing technology with on-site training and service after the installation, ensuring an operation’s entire crew can quickly and capably achieve the best results from the washing solution.

ABOVE: Duncan High, division manager – processing equipment technology, Haver & Boecker
Niagara Canada
BELOW: Advanced washing systems can do a lot to reduce an operation’s environment footprint, says H&B’s Duncan High
Duncan High, division manager –processing equipment technology, of Haver & Boecker Niagara’s Canadian facility, has spoken of how best to maximise natural resources, such as water, in quarries and mines.
“Water use restrictions and permitting challenges continue to increase, making it harder for operations to find ways to stay profitable while using fewer resources. As a result, aggregates and mining operations are moving toward new technology to conserve natural resources while increasing long-term savings and ROI.
“One way the industry has adapted to conserve water is through the use of settling
ponds. Advanced washing systems, when paired with a settling pond, can reduce water consumption by as much as 75% over traditional washing systems. That allows operations to cut their water use and limit their water treatment requirements and necessary equipment. It also makes an advanced washing system more favourable as governments push aggregate producers to use new technology to meet new restrictions.”
High notes how some new washing systems can pump water at very high pressures — as high as 2,000 psi — through spray nozzles at 211gpm in a matter of seconds. He adds: “That’s a huge benefit to operations running under strict restrictions.
The equipment’s high-pressure jets effectively remove fines and dirt from deep crevices, such as marine limestone or porous rock. The advanced washing systems can be used to wash prescreened materials which have small fines sticking to the larger particles. This is accomplished by washing the material initially and conducting a final rinse over a vibrating screen.”
High explains that producers can save as much as 15% in energy costs by switching to new washing systems. Part of this is due to the speed at which the new washers complete a cycle. On average, alternative washing methods, such as log washers, retain materials for three minutes or more while materials stay in a high-pressure washing drum for just seconds.
“Best of all, advanced washing systems can restore value from what might have previously been deemed waste — reducing waste streams and breathing new life into vital resources, while putting more money in the producer’s pocket.

“Advanced washing systems can do a lot to reduce an operation’s environmental footprint, as well as help improve profits. Work with a manufacturer to determine the best fit for each site and its unique characteristics,” concludes High. AB
Premium quarrying machine tyres should not just be nice to have, but an essential part of running an ultra-efficient loading and hauling model fleet. Guy Woodford reports
Indian off-highway machine tyre manufacturer BKT says its EARTHMAX SR 49 - in the 35/65 R 33 size and now in a new three-star version - has been officially tested and developed at the Carrara marble quarries in Tuscany, Italy From a technical viewpoint, the worldrenowned marble quarries are among the most difficult and complex places in which to work.
Guglielmo Vennai, a specialist marble extraction company, was the first Carrara marble quarries-based business to use BKT EARTHMAX SR 49 tyres, fitted on a CAT 988K wheeled loader. The innovative company was keen to put the EARTHMAX SR 49 tyres to the test given its management’s desire to try out new products that could help optimise production efficiency.
A key role has been played by the local BKT distributor, Codega Pneumatici, who understood Guglielmo Vennai’s needs.
Tyres suited to quarry operations have specific characteristics. In addition, quarry loading and hauling models are larger and more powerful than standard off-highway construction, earthmoving and porthandling models. However, the size of the wheeled loaders and articulated and rigid haulers’ tyres has stayed the same, so the radial tyres used in these environments have been strengthened over time, going from one to two or three stars. This enables the tyres to resist enormous stress, while maintaining invaluable qualities of stability, traction, and resistance to wear and tear.
The need for robust, high-quality tyres for quarrying customers is how BKT’s EARTHMAX SR 49 came into being, firstly in 35/65 R 33 size and two-star standard. After being put to the test by Guglielmo Vennai and other quarry operators, and after listening to their feedback, BKT developed a three-star product.
The EARTHMAX SR 49 three-star tyre’s housing was strengthened by inserting more steel wires, making it more resistant and thicker, in order to withstand higher air pressure. All this translated into a higher load capacity which was more suited to quarrying needs.
The three-star tyre tread is classified L4, at around 60mm thickness. In the future it could also be manufactured as L5 with consequent advantages in terms of resistance to wear and tear. Even with the housing of an L4 tread, it is slightly larger and has greater air capacity, thus offering better grip and more stability, essential qualities for demanding work synonymous with quarrying.


The result of these ongoing design adjustments is immediately visible. The 988K CAT wheeled loader, despite the huge size and weight of the marble blocks, is said by BKT to move incredibly easily.
This is confirmed by Guglielmo Vennai’s CAT 988K operator, Luigi Boncelli, who has been testing the new EARTHMAX SR 49 version. He said: “The use of BKT tyres is proving very positive and a quality choice. With the block of marble loaded, in this three-star version I found more traction on dry ground and only a little roll on the vehicle which, however, performs very well. Compared to the previous test, which was done with a two-star tyre, I can feel the tyres are much more stable and perform better. When loaded, there is both traction and stability, even when going downhill.”
The EARTHMAX SR 49 three-star tyres test at the Carrara quarries aims to take the tyres through to their life end, which








Extra-long tread life
Outstanding cut and puncture resistance
Extra mileage
Designed for hard and rocky surfaces



for an L4 tread means between 4,500 and 7,000 hours. This time range is very wide, but the profile of the tread has a decisive impact on the result. The tyre developed by BKT has a design which enables greater traction and lasts much longer. The profile of the EARTHMAX SR 49 tread is completely original, emphasising the manufacturer’s in-depth research.
The EARTHMAX SR 49 three-star tyre will, says BKT, be judged at the end of its life cycle, with its duration, its behaviour over the whole period of use and its performance in relation to fuel consumption, some of the parameters assessed. For now, the judgment of those who use the tyre every day and have 20 years’ experience in this specific environment is extremely positive.
BKT stresses that if the EARTHMAX SR 49 three-star tyre works in Carrara’s marble quarries, it can perform in any other environment and application in the world.
Marangoni Retreading Systems has unveiled the latest addition to its RINGTREAD ‘MIX’ range, catering for off- and on-road application customers. Blackline MIX202 is an innovative pattern designed for use on the drive axle of vehicles operating in mixed road/quarry applications requiring high mileage on very demanding surfaces. This new pattern significantly improves the features of the designs of previous generation RINGTREADS, like the MIX101 and the MIX100, having a tread depth of 22mm and a Blackline compound ensuring a very high mileage. Furthermore, MIX202 has a non-directional profile, offering less risk of incorrect fitting and greater flexibility.
Blackline MIX202 is a drive design featuring a pattern with open shoulders and large transverse blocks, and a new and novel ornamental sipe with a central hole on the shoulder’s block, ensuring

to a longer casing and tread life. The tread pattern ensures a proper transfer of forces due to the presence of the transverse tread blocks and the reinforcing bridges. This permits high resistance to impacts and to chafing against rocks/ stones, allowing greater stability on soft ground (mud). Blackline MIX202 features good self-cleaning properties due to the pattern geometry and to the wide-opening shoulders, lowering the risk of tearing. Finally, this new tread pattern is a 3PMSF marked product, suitable for winter usage. Blackline MIX202 is available for the retreading of 315/70R22.5 and 315/80R22.5 tyres.
Istanbul, Turkey, accepted a proposal from local Marangoni dealer Atli Otomotiv to undergo a test to examine the performance differentials between Marangoni’s RINGTREAD MIX101 tyre and competitor tyres, aimed at highlighting Marangoni’s support not only to company vehicle fleets but the retreaders themselves.
A comparative test was carried out on several of Ayyildiz Hazir Beton’s general haulage trucks using the Marangoni RINGTREAD MIX101 tyre on the drive axle in size 315/80R22.5, while the rest of the fleet continued to use their existing competitor tyres for ongoing applications. The results were said to be “immediately eye-opening” as the RINGTREAD MIX101 clocked up 56,512kms against a competitor brand which reached 51,216kms, equating to an approximate 10% improvement.
Marangoni says the Ayyildiz Hazir Beton test results support the fact that the RINGTREAD MIX101 is a more than suitable design for mixed applications since its pattern delivers excellent traction on any type of surface, with its wide opening of the shoulders assuring that the tread is kept free of stones and any debris, therefore lowering the risk of tearing. On top of this, its high resistance to impact and rubbing in the harshest conditions, and lowered risk of penetration by sharp articles due to the reinforced cushion gum, makes it well suited to Ayyildiz Hazir Beton’s needs.
Gökhan Ayyıldız, owner of Ayyildiz Hazir Beton, said: “The tests that were carried out in our Ayyıldız Beton (Concrete) premises were very satisfying. Based on the performance of the RINGTREAD MIX101, we have decided to work again with Atli Otomotiv. The 10% mileage performance differential was obviously a key factor in our decision to use Atli as our retreading supplier. Also, the product’s stress resistance to turbulent working conditions and its versatility in performing well on a variety of surfaces gave us the confidence to

German premium off-highway tyre giant Continental is taking another step on its growth path with a €100mn expansion of its production facilities in Lousado, Portugal. The enlarged capacity will be used to produce radial earthmoving and port tyres with a diameter larger than 24 inches. In the course of the manufacturing ramp-up, more than 100 new jobs will be created.
“Thanks to the investment and additional capacity created, we are continuing to pursue the growth strategy of the tyre division. Both the port and earthmoving segments are among the key growth areas in the commercial specialty tyre market. The new production lines clearly reflect our commitment to these segments and the overall OTR business”, said Christian Kötz, member of the executive board at Continental and head of the tyre division.
The new production hall will be created adjacent to the radial agricultural tyre production facility opened in 2017.
Equipped with state-of-the-art tyre-building machinery and automated devices, it is designed to deliver cutting-edge radial tyres while following the highest ergonomic standards. Once at full speed, the production lines will deliver three earthmoving tyre lines and another three port tyre lines.
Besides the new production facilities, the research and development centre in Lousado is being expanded and will be used for continuous performance and quality tests of all agricultural, port and earthmoving tyres. “This investment strengthens our footprint in Lousado and transforms the top-efficiency plant into a competence centre for big radial tyres for off-road use”, concludes Kötz.
To date, the Portuguese plant employs more than 2,000 people. In addition to earthmoving, agricultural and port tyres, Lousado also manufactures passenger car tyres with annual production of around 18 million tyres.
Serial Lousado production of Continental’s EM tyre lines (EM-Master, RDT-Master and DumperMaster, all suited to quarrying and aggregates applications) will begin in 2020.
In recent years, Continental has invested around €150mn in increasing the production of passenger car tyres, expanding high-performance tyre production and ramping-up the production of agricultural tyres in Lousado. Investments like these are in response to Continental’s longterm ‘Vision 2025’ strategy. In addition to investments in Lousado, Continental has invested in various facility expansions and technology offerings including the Commercial Vehicle Tyre Plant in Clinton, Mississippi, USA; capacity extensions in other existing tyre plants, such as Sumter, South Carolina, USA, and projects like the Automated Indoor Braking Analyser at the company’s Contidrom Proving Grounds near Hanover, Germany; the new testing centre in Uvalde, Texas, USA; and the High Performance Technology Centre in Korbach, Germany.
Michelin has introduced a new generation of tyre, suitable for the aggregates and quarrying sector, which has been designed to extend tyre life, improve traction and deliver better comfort and stability versus the generation of products they replace. Optimised for fitment to loaders, articulated dump trucks and graders, the new Michelin Xtra FlexLife range was launched in July this year in 29.5 R25 and 875/65 R29 sizes for the original equipment and replacement markets, with an additional five sizes set to join the line-up in 2020.
The new tyres get their name thanks to Michelin’s flexible design, which allows dealers to stock a single range for use across three vehicle types – with each new tyre replacing two older products. Their launch sees operators benefit from a tread pattern which evolves with wear, to ensure optimum traction is maintained over





a long service life. Uniquely, the look of the new tread pattern was selected following close consultation with 60 major customers from markets around the world.
Annika Girod, Michelin’s segment manager Off-Highway Transportation North Europe, explains: “We’re bringing something really special to market with the Xtra FlexLife launch; a direct impact of the more than €600m we invest in research and development every year.
“The new Xtra FlexLife range will give machinery manufacturers and customers a genuine competitive edge and an impressive new look – with as much as 25% more rubber in the tread to wear down. In testing, we’ve seen tyre life increased by up to 20% on loaders and 10% on articulated dump trucks, versus our previous generation tyres – and that’s just one of the many performance advantages.”
Another benefit introduced with the new tyres is greater comfort and stability, thanks to the ability to run the Michelin Xtra FlexLife tyres at reduced pressures versus the products they replace – typically around 14.5psi lower on loaders, and 11psi lower on articulated dump trucks. As well as ensuring a smoother ride for the driver, reduced machine vibration cuts wear and tear on the vehicle and supports a longer life in service – delivering notable efficiency improvements for the operator.
Volvo, one of several manufacturers

involved in the design and testing of the Xtra FlexLife, is already offering the new tyres as original equipment.
The five additional sizes due to launch next year include the 23.5 R25, 26.5 R25, 750/65 R29, 775/65 R29 and 20.5 R25.
Since establishing its Middle East office in 2016, Magna Tyres Group has reported a 300% increase in turnover in the region as a result of new distributor and dealer appointments and annual contracts with end users, namely sea ports and fleet operators. The regional headquarters based in the UAE provides product, sales and after-sales support for the Middle East and Africa region. In 2018, Magna Tyres started the production of the new ‘Made in Holland’ tyres at the Hardenberg factory in The Netherlands. New capacity was added to keep up with the fast-growing demand for the popular 17.5R25, 20.5R25, 23.5R25, 26.5R25 and 29.5R25 OTR sizes.
Vijay Nambiar, general manager, Magna Tyres Middle East & Africa, said: ‘’Last year, Magna Tyres introduced more than 40 distinct sizes in seven patterns, adding them to the extensive product list to match the requirements of the construction market in the Middle East. We signed a global framework purchase agreement with one of the world’s leading port-operating facilities which has operations in 74 ports. We also renewed our annual supply contract with Al Faris Group.’’ AB
















Due to launch in Q2 2020, Metso Outotec is set to become a a leading global company in process technology, equipment and services for the aggregates, mining and metals industries. Metso chief executive officer Pekka Vauramo will head up the new business. He spoke to Aggregates Business editor Guy Woodford about the eye-catching venture’s significance and key goals
Metso’s growth trajectory has been impressive in recent years. The Finnish-headquartered global aggregates and mining equipment giant is used to posting rising annual sales and revenues while, simultaneously, launching innovative new plant and plant telematics solutions onto the market.
Given the company’s success and confident future trading outlook, it was initially a surprise when Metso announced in July this year that it was to combine with fellow Finnish firm Outotec, a major provider of process technologies and services for metals and mining, industrial water treatment, alternative energy, and chemical industries to create a new business, Metso Outotec.
However, an appraisal of Metso Outotec’s joint commercial strength, coupled with the synergies and pooling of expertise the new firm offers, generates a convincing business case. Combined Metso and Outotec sales stood at €3.9 billion in 2018 (rising to around €4.2 billion when adding the impact of Metso’s likely Q4 2019-completed acquisition of crushing and screening equipment
manufacturer McCloskey International).
Notably, Metso’s Flow Control business will not be part of the new Metso Outotec venture. Looking to build on impressive 2018 sales of €593 million, it will become an independent entity trading under a familiar sector name, Neles. A well-recognised and respected brand in the flow control markets around the world, Neles was originally established in 1956 in Helsinki, Finland, to operate in the metal industry. The company became part of Metso in 1999 and has since lived and grown as a strategic product family name.
Speaking to Aggregates Business, Pekka Vauramo explains that the creation of Metso Outotec, which is currently subject to respective company board, shareholder, creditor and competition authorities’ approval, has been several years in the making.
“Our chairman [Mikael Lilius] recently did an interview with a Finnish business publication saying this deal had been his dream since he joined the company in 2013. This just happened to be the time when we could push it over the line and make it happen.
“The new business will consist of four major parts: aggregates, metals, recycling, and mining. The mining or minerals processing side of the business is where we both contribute. Metso is traditionally strong in the front end of the process, and Outotec is strong at the back end. This is what makes this combination unique: it covers the entire minerals processing chain. Outotec is also known for its technologies and unique research capabilities that starts from working very closely with the customer on ore types and ore bodies to define the best possible process flowsheet for the particular ore. Many of these studies have been made 10 to 20 years before they are applied on projects.
“Metso has strength in the mining services side and very strong product brands. This makes the combination compelling and brings a lot of advantages for customers.
“When we get into the merger phase, we will be able to merge our service network and its combined footprint. There will be no comparison within the industries we serve, in terms of our technical support availability, back-up expertise and availability of spare parts. We will truly be global.”
Vauramo is also excited about Metso Outotec’s capacity for innovation. “With our joint expertise, we will be uniquely positioned to produce new innovative products, software and process analytics.”
Metso Outotec will be headquartered in Helsinki, Finland, and Vauramo notes how the new business expects to achieve cost synergies of at least €100 million and revenue synergies of at least €150 million via the cross-selling opportunities created by highly complementary product and service portfolios and global footprints. The synergies are expected to be achieved in full within three years of the transaction’s completion.
“There are many synergies to be gained. For example, Outotec does not have any pumps in its range, unlike Metso. Metso can

also offer traditional Outotec customers a lot on crushers, screeners and other plant. Achieving synergies will also allow Metso Outotec to be even more competitive in terms of the products and services it can offer to customers.”
Of the decision to exclude Metso Flow Control, soon to be known as Neles, from the new Metso Outotec business, Vauramo says: “Metso Minerals and Metso Flow Control are two separate businesses, with different products and customers groups. The Metso Flow Control (future-Neles) business, including valves, has grown twice as quick as the market, at about 6% annually. At the same time, it has increased its profit margin while growing. The business has earned its independence and it needs and deserves its


own development strategy.”
In June 2019, Metso signed an agreement to acquire McCloskey International, a Canadian mobile crushing and screening equipment maker, for CAD 420 million (€279 million). Vauramo says the deal will leave the new Metso Outotec company better positioned to meet forecasted road construction-fuelled growth of 4-6% in the global mobile aggregates plant market during the 2019-2023 period.
“We wanted to grow in the mining side while maintaining a certain balance with the aggregates side of our business, and the McCloskey [International] acquisition supports this. The mining and aggregates businesses are different: mining is global, and aggregates is local; yet there are synergies in
Outotec CEO Markku Teräsvasara believes the combination of Outotec and Metso marks an important milestone in each company’s history and Outotec’s strategic development.


Speaking during the July 2019 announcement of the major new global business venture, he said: “I am excited about the many benefi ts that the combination will deliver for customers,
employees and ultimately shareholders, with the larger scale and combined strengths of both companies. Outotec has a highly compelling portfolio of technologies and capabilities that will be a key catalyst for unlocking many of these benefits. I look forward to building a great new company together with the Outotec and Metso Minerals employees, as part of Metso Outotec.”



the crushing, screening and plant feeding side of both businesses.”
Vauramo says the McCloskey International name will be retained and McCloskey-branded plant will continue to be supplied through the North American company’s existing distribution network. “It will mostly be business as usual, but, over time, we will also take some of the McCloskey products and brand them as Metso products and offer them to customers through Metso distribution channels. Also, over time, there will be more and more Metso crushers going into McCloskey equipment.
“McCloskey has developed a very loyal customer base which is very different from Metso’s customer base. Therefore, we feel that McCloskey has a great future within Metso.”
Vauramo is also keen to highlight the great commercial success of Swedish mobile crushing and screening solution provider P.J. Jonsson & Söner, acquired by Metso in July 2018. “The company’s growth has been phenomenal. I think it is benefiting from the backing of a bigger organisation. There are more and more Metso crushers being offered by P.J. Jonsson & Söner to its customers. The company is also expanding into new sales markets.”
The new Metso Outotec business will, says Vauramo, have a strong focus on product research and development (R&D). “Our combined R&D expenditure will be somewhere in the region of 2.5% [of annual revenue]. We still need to continue to put more emphasis on this from the Metso side. Metso’s spending for this year is around 1.8%. Outotec is very much a technology company and, together, we will have a true platform to innovate.”
Vauramo notes that aggregates and mining customers are already seeing new innovative products from Metso. These include the MX3 cone crusher, with patented Multi-Action technology enabling higher uptime and crusher operating cost savings, and the Metso Truck Body, a ground-breaking innovation that combines the benefits of rubber and high-strength structural steel, enabling mines and quarries to haul more with less. Both were launched at the bauma 2019 exhibition in Munich, Germany, in April









this year.
The announcement on the creation of the new Metso Outotec business was followed by publication of Metso’s encouraging first half of 2019 trading figures.
From April to June 2019, the value of orders received by Metso increased by 2% to €869 million from €855 million in April-June 2018. Sales grew by 16% to €903 million from





€776 million in the corresponding period in 2018.
Operating profit in April-June improved to €114 million or 12.6% of sales (€86 million or 11.1% of sales the same period last year).
For the full first six months of 2019 orders received increased 10% to €1.883 billion (€1.714 billion in H1 2018). Sales grew 17%, totalling €1.739 billion (H1 2018: €1.490 billion). Operating profit was €214 million or 12.3% of sales (€167 million or 11.2%).
The new Metso Outotec company will be looking to build on the multi-year sales and operating revenue growth of both Metso and Outotec. Crucial to that, Vauramo believes, will be the new business’s ability to help customers meet their biggest operational challenges.
“The mining and aggregates industries have, for example, to deal with environmental challenges, such as climate change, how to use energy efficiently, and how best to recirculate water in the production process. There are also tailings management issues in mining. Having end-to-end expertise of the production process across our industries will enable us to be innovative in finding more efficient solutions.” AB












































































With many of the region’s countries keen to develop their transport and other infrastructure and attract big foreign businesses to their largest cities, Eastern Europe is a region full of aggregates industry promise. Guy Woodford reports
Given its vast size and the fact it contains more than 20 infrastructure-hungry nations, it’s easy to see the appeal of the Eastern Europe region if you are a senior executive at a leading global market building material supplier or quarrying and construction equipment manufacturer, responsible for identifying and meeting product demand in world growth markets.
Russia, Poland, Romania, Czech Republic, Hungary and Bulgaria are among Eastern Europe’s biggest aggregates producers and consumers. According to UEPG (European Aggregates Association) latest available figures, Russia’s 1,181 producers (companies) produced an estimated 706 million tonnes in 2017 –
up 28% from 550 million tonnes in 2013; Poland’s 1,547 producers: 300 million tonnes (+17%); Romania’s 1,000 producers: 91 million tonnes (+21%); the Czech Republic’s 202 producers: 58 million tonnes (+16%); Hungary’s 394 producers: 59 million tonnes (+34%); and Bulgaria’s 217 producers: 33 million tonnes (+3%).
The CECE (Committee of European Construction Equipment) is the recognised organisation representing and promoting the European construction equipment and related industries, co-ordinating the views of national associations and their members by influencing European/national institutions and other organisations worldwide to achieve a fair competitive environment via harmonised standards and regulations.
The CECE 2019 Annual Economic Report , published in March this year, noted that the Eastern European construction market grew at an ‘above-average level’ in 2018, with Russia, notably, confirming its significant increase in demand from the previous year. The positive picture in Eastern Europe was mirrored across most of the rest of Europe, with the CECE report stating that 2019 had been the strongest year for the European construction equipment since the global financial crisis in 2008/2009.
Finnish quarrying equipment giant Metso has noted that Eastern European aggregates demand is partially being fuelled by the 2017 extension into the region of roads, railways, airports and water infrastructure under the European Union’s Trans-European Transport Networks






Manage your equipment – anytime, anywhere – with Ammann ServiceLink. This comprehensive fleet system provides key data for light compaction equipment, heavy compaction machines and asphalt pavers. You can choose which machines to track.
• ServiceLink utilises telematics that give you the locations of the machines, hours of usage and other essential information. You’ll have access to data that will keep your machines running – and make them more productive, too.
• ServiceLink also makes it easy to plan and schedule the maintenance that protects your fleet.






























































(TEN-T) projects, part of the wider TransEuropean Networks (TENs), supporting the internal EU market by reinforcing economic and social cohesion.
“Most in demand are aggregates for asphalt and concrete production as well as for use as railway ballast and base material,” said Franz Zingl, aggregates sales manager, Central & Eastern Europe, Metso.
“Stationary and mobile crushing and screening units are both popular, with mobiles tending to be preferred for shortterm projects. Comprehensive crushing plants are mainly used for hard rock applications, with impact crushers chosen for softer rock applications.”
Zingl said that Eastern European aggregates processing operations are reasonably sophisticated, with some exceptions linked to the level of financial investment.
Support from Eastern European national governments for their respective aggregates industries is, said Zingl, varied in terms of the number of quarrying site permissions granted and level of statefunding support.
Looking ahead, he added: “Demand for aggregates is mainly dependent on new infrastructure projects and there are a large number of projects on the table for the next decade. The financing of these projects will determine their realisation time.”


Russian aggregate producers have been working hard to help meet huge demand for raw materials to go into two of the country’s transport megaprojects.
Work on the M11, a key ₽ 152.8 billion (€2.08bn) 684 kilometre-highway project connecting Moscow with St Petersburg, is continuing at a decent pace. The seventh stage of the project, spanning 103km, is now opening for traffic. Building this seventh stage involved laying 7.6 million m² of asphalt and using 13 million m³ of sand.
The eighth stage of the M11 highway will connect with the St Petersburg Ring Road and is around 85% complete. Should work continue to plan, the entire M11 highway was due to open to traffic in October 2019. On completion, St Petersburg will become the second city in Russia to have a highway link to Moscow, following Ufa which already has a two-lane federal highway connection to the capital.
Russia has also begun construction on a key part of the ‘New Silk Highway’. Costing around US$9.3bn to build, the 2,000km toll road will run from Russia’s Sagarchin border crossing with Kazakhstan to the border of Belarus, serving as a critical part of the keenly anticipated world-commerce game-changing China-Western Europe transport corridor.
Terex Trucks is among major articulated hauler manufacturers doing good business across the Eastern European aggregates
production industry. The Motherwell, Scotland-headquartered manufacturer took on a new distributor in Russia, Moscow-based Eurasia Mining, late last year. They had previously worked as Terex Trucks’ Russian distributor up until 2015.
“They’ve already taken on quite a few trucks this year,” said Paul Douglas, Terex Trucks managing director. “The Russian market is holding up.”
This magazine’s sister title, Aggregates Business International, reported in its JulyAugust 2019 issue how the Kamchatka Peninsula in Russia’s Far East could become a hotbed for national aggregates production over the next few years.
According to recent statements by several leading domestic aggregates producers and some senior officials of the Russian Ministry of Trade, the 1,250km-long peninsula would make an ideal aggregates production zone.
According to leading business market intelligence company GlobalData’s April 2019 report Construction in Poland – Key Trends and Opportunities to 2023, the Polish construction industry regained growth momentum in 2018, with output expanding by 17% in real terms - up from 6.5% in 2017. Such a rise emphasises the commercial promise for leading building material suppliers and quarrying construction equipment makers in one of Eastern Europe’s biggest countries.
Growth during the GlobalData report’s review period was said to be supported by public and private sector investment in residential, industrial, commercial and transport infrastructure projects, leading to an increase in demand for the Polish construction industry.
The industry’s output value is expected to continue to expand in real terms over the forecast period (2019-2023), driven by Prime Minister Mateusz Morawiecki and his government’s plans to upgrade the country’s transport infrastructure. A government investment of PLN40 billion (€9.18billion)
is being made to develop a high-speed rail network and PLN35 billion (US$8.03bn) to construct a new hub airport under the Central Communications Port (CCP) project by 2027. Additionally, GlobalReport notes that public and private sector investments in commercial, industrial and residential construction projects are expected to support growth in the industry over the forecast period. Morawiecki’s government aims to improve energy resources and is also expected to support investment in energy infrastructure projects, which will in turn fuel growth in the industry.
Remaining in Poland, the country continues to be German building materials group giant HeidelbergCement’s largest market in Eastern Europe.
The group has been present in Poland, for example, since 1993. Its companies produce cement, ready-mixed concrete and aggregates, and are among the most important producers in the Polish construction and building materials market. In terms of revenue, Poland is HeidelbergCement’s largest market in Eastern Europe-Central Asia.







Górazdze Cement operates a cement plant located at Górazdze near Opole in southwest Poland, as well as a grinding plant near Katowice. The company produces a broad range of cements, both bulk and bagged, from Portland cement to various kinds of cement with slag and fly ash additives.
Górazdze is HeidelbergCement’s largest, most modern cement plant in Europe. In 2011, the clinker capacity was expanded to 3.6 million tonnes per year. In 2012, the capacity expansion project at the cement plant was completed with the commissioning of a new cement mill. The new mill is the largest ball mill in Europe and has a capacity of 1 million tonnes per year. Its cement capacity in Poland totals 6 million tonnes.
HeidelbergCement’s aggregates business in Poland operates under the brand name Górazdze Kruszywa. 18 plants located in southwest and northeast Poland supply the market with various kinds of gravel and sand. Górazdze Beton operates 61 ready-mixed concrete plants located in areas with dynamic construction sectors and potential for economic growth.






Doosan wheel loaders provide operators with outstanding break-out force, fast cycle times and superior comfort. Ideal for all site applications, our loaders give you exceptional performance and the overall economy to take on any job, whether you need to move a small pile or a mountain of material.
Doosan, creating construction equipment for over 40 years.
GlobalData’s May 2019 report Construction in Romania – Key Trends and Opportunities to 2023 states that construction activity in Romania was weak in 2017 and 2018, due to low public and private sector investments in construction projects, weak consumer and investor confidence and a reduction in fixed capital formation. Consequently, the construction industry contracted by 1.3% and 5.8% in real terms in 2017 and 2018 respectively.
However, on a more positive note, GlobalData expects the Romanian construction industry to recover this year, with the industry’s output expected to register a growth of 1.3% in real terms in 2019. The industry has this year got off to a good start; in the first two months of 2019, the country’s construction works index grew by 4.8% year-on-year, with new construction growing by 8.7% yearon-year.
GlobalData says this momentum is expected to continue throughout the early part of the forecast period (2019–2023), supported by a revival in public sector investments in infrastructure, coupled with financial assistance provided by the European Union (EU) to develop the country’s overall infrastructure. AB

































































































A 28-tonne TA300 articulated hauler from Terex Trucks is playing a key role at a major barite mine in the stunning Perthshire region of Scotland. Guy Woodford reports
Heavy to hold and grey and white in colour, barite is a mineral with an important role to play in the oil and gas industry. When crushed, it forms barium mud which is pumped into oil wells to suppress rising hydrostatic pressure experienced during drilling.
Barhaul, based in Aberfeldy in Perthshire, transports around 36,000 tonnes of barite to customers every year. All the 4.1 tonnes per m³ product belongs to M-I Swaco, an oil-producing company operating in the North Sea off the coast of Aberdeen, over 100 miles away in north-east Scotland.
Having hauled and transported barite by on-highway trucks from Foss Mine, near Aberfeldy, since 1985, Barhaul is preparing to move its operations to Duntanlich Mine, near Ballinluig, around 20 minutes’ drive east from the firm’s HQ. Owned, like Foss Mine, by the Schlumberger Group, a major oilfield services business, whose company portfolio includes M-I Swaco, the site offers far greater and higher grade (4.28 tonnes per m³) barite reserves and many truck-haulage efficiencies. For now, though, a TA300 articulated
dump truck (ADT) purchased from Terex Trucks’ dealer TDL Equipment in Coatbridge continues to demonstrate its reliability and durability as Barhaul’s principal Foss Mine hauling model.
“I’ve driven lots of different trucks over more than 20 years, and Terex Trucks haulers are always good quality, reliable machines,” says Dave Ross, Barhaul plant operator at Foss Mine. “I really like the TA300’s independent suspension, which gives you a better ride. I also like the truck’s retarder [a device used to augment or replace some of the functions of primary friction-based braking systems, usually on heavy vehicles].”
Patrick Bradley and a former business partner acquired Barhaul in 1997. Speaking to Aggregates Business about the business’s development, Bradley says: “We are essentially a haulage contractor but linked into that is some plant hire. Over the years we expanded and became a bigger plant hirer but last year we contracted, and the business is now more efficient.
“When I took over here, I inherited two Terex Trucks’ 23-66 (23 tonne) articulated haulers. I then bought two TA25s and then invested in TA27s. I’ve always gone with



Terex Trucks. I’ve always found them that bit more economical to purchase, and we’ve never had any major problems with them that would make us change to another manufacturer’s haulers. Terex Trucks people are also always very easy to deal with.”
Emphasising the importance of M-I Swaco to Barhaul, Bradley, an accountant by profession, says trade with the oil producer represents a significant portion of his company’s turnover. The firm also generates revenue from wood chip and other waste haulage backloads, as well as being a Calor Gas distributor.
The barite production process at Foss Mine begins with M-I Swaco personnel executing an agreed drill and blast pattern. Released barite is transported to the surface by underground work-equipped loaders and dumpers where it is tipped onto stockpiles. From there, Barhaul’s haulage work begins, as barite of various size is scooped up by a wheeled loader bucket and poured into the truck body of a Terex Trucks TA300 articulated hauler. Dave Ross then drives the TA300 from the mine head along a 5.5-kilometre (3.4 mile) haul road to the mine’s road end. Here, the articulated hauler’s barite payload is unloaded, creating further stockpiles. A wheeled loader then loads Barhaul’s on-highway Hardox tipper trailers which transport the barite 11 miles to the company’s HQ, where it is crushed by a Rubble Master RM80 electric compact crusher into a final product varying in size from -25mm to dust.
More than 90% of the final barite product is loaded onto on-highway trucks for transport up to M-I Swaco in Aberdeen. The rest is dispatched to either a Schlumberger operation off the coast of Great Yarmouth in Norfolk, East England, or to other customers in towns such as Caithness in the Scottish Highlands or Buxton in Derbyshire, Central England.
“This year, 100% of the barite will be going up to M-I Swaco in Aberdeen. Most years, it’s around 90-95%,” says Bradley. “M-I Swaco produces around 36,000 tonnes of barite each year. It used to be around 48,000 tonnes a year. Lack of material plus North Sea oil using less barite accounts for that.”
Foss Mine is currently open five days a week, with the Terex Trucks TA300 transporting nine loads of barite each day. Duntanlich Mine has an eight-mile mine head to haul-road roadend route, which means only five barite loads a day are likely to be transported. However, Bradley says he is looking to purchase the latest model of the 38-tonne TA400 ADT from TDL Equipment, with its extra 10-tonne payload enabling far greater volumes of barite to be




Volvo Penta’s Stage V solution is designed especially to meet the demands of tough off-road applications, complying with emission standards while ensuring maximum engine efficiency. Optimized productivity, no compromise.
The engine and exhaust aftertreatment system are developed together as a complete, single-supplier package. It’s a solution that makes life easy for OEMs and brings ease of operation, fuel efficiency and uninterrupted productivity to a wide range of agricultural machinery.
And the Volvo Penta global service and support network is always there to back you up. www.volvopenta.com/stagev
WELCOME TO VISIT US AT AGRITECHNICA HANOVER 2019, 10–16 NOVEMBER, HALL 16, STAND D18
transported on each haul-road run. Furthermore, a hard-standing area being installed at Duntanlich Mine’s road end will allow the barite to be crushed on-site rather than back at Barhaul HQ, significantly reducing production time.
Designed to increase productivity and profitability, the TA300 is powered by a Scania engine, renowned for high uptime and reliability, proven fuel efficiency and ease of maintenance. The model benefits from selective catalytic reduction (SCR) technology combined with exhaust gas regeneration (EGR) and a variable geometry turbo (VGT).
A proven performer in tough applications, the TA300 is also fitted with an independent front suspension system, an improved
“I’ve driven lots of different trucks over more than 20 years, and Terex Trucks haulers are always good quality, reliable machines”
Dave Ross












powershift transmission and a hydrodynamic retarder for more control during descents. The hauler’s six forward/three reverse transmission provides a maximum forward speed of 32mph (50km/h) and 19mph (30km/h) in reverse.
The TA400 model earmarked for hauling duties at Duntanlich Mine includes Terex Trucks telematics as standard. The truck’s Scania engine enhancements include EU Stage IV emissions compliance and hydraulic systems for optimum control in the most adverse operation conditions. The model also offers operators an improved cab environment, including easier access and exit, and new wider service platforms. The TA400 also provides longer periods between scheduled servicing, lowering operating costs.
Emphasising the importance of hauler durability and reliability to his business, Bradley says: “Our haulers operate in pretty rough conditions most of the year. We get snow from
November right through to April, and there can be very heavy winds and rain on the mine site some days.
“With Terex Trucks’ and TDL Equipment people, I find that I know them, and they know me and my drivers. If any driver has anything they want checked out with the hauler, Terex Trucks and TDL Equipment don’t stand on ceremony. They just sort it.”
Following the Schlumberger Group’s imminent start of barite production at Duntanlich mine, Bradley says investing in a TA400 articulated hauler will help his team cope with an increased haulage workload due
to the planned significant increase in barite production at the new site.
“The Schlumberger Group expects that in year two after the mine’s purchase, Duntanlich will be producing 60,000 tonnes of barite. Half of that will go to the group’s operation in Aberdeen, while the other half will likely be exported to the United States,” he explains, adding, “The capability of the mine is 110,000 tonnes a year.”
Given the scheduled ramp-up of barite production, Barhaul’s long-term relationship with Terex Trucks and TDL Equipment looks as solid as the mineral itself. AB




McLanahan UltraWASH Modular Washing Systems offer the same world-class washing technology we’ve been supplying since 1835, but in containerized modules for shorter lead times, quick setup and ease of transport if producing at multiple locations or one very large site. Produce up to five products – three clean aggregate and two washed sand products. Additional modules for crushing, screening scrubbing, thickening, and tailings management are also available.


Continuing its long-established relationship with Bell Equipment, Chepstow Plant has announced the purchase of 14 new E-series articulated haulers, increasing the contractor’s substantial Bell fleet to 30 machines.
Ten B30Es and four B40Es join Chepstow’s hardworking task force and will be put through their paces, working for a variety of customers on critical payload management operations, where the Bell machines’ standard on-board weighing feature will be invaluable. Due to the payload being measured from three different points on the truck, this feature is proven to be accurate to five percent irrespective of the amount and distribution of the material being loaded.
This recent consignment is the latest order to come from a successful 17-year association between the two firms. During that time, the companies have formed a mutually beneficial relationship, built not only on sale and supply requirements, but on a programme of safety-based research and development.
Chiming with Chepstow’s safety principles, Bell Equipment considers its machines’ integral safe-tipping solutions as ‘non-negotiable’ essentials, regarding its included

Chepstow Plant has announced the purchase of 14 new E-series articulated haulers
vehicle software as ‘being as fundamentally important as the engine itself’.
With Bell UK as a supplier and Chepstow Plant as safety research partner, the two firms have, in conjunction with the development teams at Bell South Africa, helped progress Bell Equipment’s ‘Safe-Tip’ software over recent years, by assessing the movement of their
Engcon says it is setting the benchmark for excavator operator and onsite safety by supplying as standard its innovative and ultramodern Q-Safe (QS) quick hitches.
The move by the major tiltrotator manufacturer means the company will no longer offer the older, industry-standard S-type quick hitches in the sizes S45-S80, which date all the way back to the 1980s.
The new QS quick hitches connect hydraulic and electrical power automatically from an excavator to its tools and attachments using EC-Oil. The intelligent nature of the hitch and control system is said by Engcon to make it among the world’s safest.
“We’re constantly hearing tragic news about people injured or even killed due to unsafe quick hitches and incorrect operation. I think this is unacceptable, so I’ve taken the decision to switch entirely to our own safety hitch and locking system,” says Stig Engström, Engcon’s founder.
Engcon’s QS quick hitches and QSC locking system is said to eliminate the potential for human error that can occur when attaching
machines along with payloads and environmental working conditions.
By cross-referencing a vehicle’s angle using an integral inclinometer, Bell Equipment’s ‘Safe-Tip’ software performs in collaboration with a computerised on-board weighing feature, situated within the vehicle’s cab. A pitch-androll sensor then sets appropriate
or detaching buckets and other tools and attachments. Because the bucket’s axles are independently detected by electronic sensors, swinging or half-connected buckets are not possible. Ground-pressure sensing further eliminates the possibility of operator error by requiring the attachment to be grounded before the hitch can be opened and it is also possible to disable the digger’s boom and slew functions when the hitch is in an unsafe state. As well as preventing operator error or misuse, the system also has boom-mounted audible and visible alarms to warn nearby operatives when
limits for safe bin-tip activation. The capabilities of ‘SafeTip’, in addition to the inclusion of Fleetm@tic technology – Bell Equipment’s satellite-based fleet management system – and its multiple advantages, combine to create an ADT with the design, safety mechanisms and power to meet Chepstow Plant’s exacting requirements. www.bellequipment.com
attachments are being changed or the hitch is in an unsafe state.
The growth in the use of hydraulic attachments on job sites has led Engcon to make its popular EC-Oil automatic hydraulic connection system a standard fitting on installations using the DC2 control system.
This means that operators using the company’s tiltrotators on diggers from six tonnes upwards can change hydraulic tools without ever having to leave the cab again – making the jobsite even safer.
www.engcon.com

Engcon says it is raising the bar for excavator operator and onsite safety by supplying as standard its innovative Q-Safe (QS) quick hitches
targets Europe dozer market
CASE Construction Equipment hopes to build its share of the European bulldozer market up to between 7.5% and 12% by 2025.
Currently the USheadquartered company sells around 100 machines in Europe per year, according to Lars Midderhoff, dozer and grader product specialist at CASE CE Europe. He estimates the total annual volume of all dozers sold in the region at around 2,500.
CASE competes in the Europe dozer sector with the ‘Big Three’ of Caterpillar, Komatsu and Liebherr.
Since 2014, the CASE and New Holland brands within CNH Industrial Construction Equipment were allocated different market sectors. CASE machine models are targeted in EMEA (Europe, Middle East & Africa), at general construction, road construction, recycling and quarrying industry customers, while New Holland’s are geared towards agriculture sector equipment buyers.
The company offers three crawler dozers in the European market that are suitable for use in quarrying: the 11-12 tonne 1150M, the 16-18 tonne 1650M and the 20-22 tonne 2050M.
“The 1650 is our bestselling and most flexible machine that can be used in quarrying, mines and road construction,” said Midderhoff. “It can push hard and move a lot of material in a short space of time. We say you should buy our machines for their performance, operator comfort, visibility and safety.”
www.casece.com
www.terex.com/mps



The ELKOMIX-120 Quick Master concrete-batching plant



Turkish concrete-batching plant maker Elkon has recently installed and commissioned an ELKOMIX-120 Quick Master for a France-based manufacturer of concrete lego blocks.
The customer is said to have placed the order after being impressed with the ELKON-60 Quick Master plant exhibited at the Intermat exhibition in Paris in April 2018. The firm was also said to have appreciated the professional approach and detailed plant range information supplied by Elkon prior to the purchase of the ELKOMIX 120 Quick Master unit.
The newly commissioned concrete-batching plant is equipped with a 2m³ twin-shaft mixer, a skip hoist system and four aggregate storage bins, each with a 20m³ capacity, allowing for the use of a one-sided ramp. Three 75-tonne cement silos were also installed on the customer’s work site.
Stringent requirements imposed by France on the quality of concrete and concrete-making equipment




resulted in the integration on the ELKOMIX 120 Quick Master of sand moisture sensors, an automatic high-pressure mixer cleaning system, mixer protection systems and accurate water and additive feeding systems. To protect the mixer against weather conditions and to limit the impact on the environment, the mixer block and weighing batchers were covered with a galvanised metal and polycarbonate sheets, while a filter was also installed on the mixer block. Additionally, maximum galvanisation was applied to parts and components including aggregates storage bin panels, discharging gates, cement, water and additive weighing batchers, skip bucket, all maintenance platforms and tracks, stairs, railings, and sidings.
The resulting ELKOMIX-120 Quick Master plant can produce up to 720m³ of high-quality concrete a day. An Elkon technical assistance team is on hand to support the plant’s smooth operation. www.concretebatchingplants.com

conveyor which transports the material to be crushed to the crushing section. A CAN bus (Controller Area Network) is used for communication with their internal control system.












Austrian compact mobile crusher manufacturer Rubble Master has chosen the VACON 100 X AC drive from Danfoss Drives to control its new RM V550GO! mobile crusher.
Until recently, Rubble Master had used a maximum 11kW custom-made drive to control the motors of the vibrating conveyor of their crushers. However, for its V550GO! mobile crusher design they needed a 15kW drive, capable of withstanding


demanding environments.
Gerald Hanisch, chief executive officer of Rubble Master, said: “As our mobile crushers are used all around the world, we needed a robust drive which endures a wide range of operating temperatures and is able to withstand dust, moisture, humidity and vibrations. Additionally, the drive must tolerate high altitudes.”
The VACON 100 X drives in the new RM V550GO! provide parallel control of two unbalanced motors. The motors run a vibrating
Rubble Master is also considering replacing the customised solution used in their existing products with VACON AC drives. Additionally, they’re also planning to start using VACON AC drives to control other parts of their machines.
The VACON 100 X represents the concept of decentralised drives: products that can be mounted directly on the motor or machine or wherever the most convenient location for the drive is. Significant savings can be achieved in cabling costs, space and energy when the installation does not require the drives to be mounted in a separate electrical room or enclosure.
“We received all the service and support we needed during our testing and piloting phase, and we are very happy and satisfied with the solution,” said Hanisch. www.rubblemaster.com www.danfoss.com
OCTOBER
10 GCCA Annual Conference
‘Innovation in Focus’
The Sofitel, Singapore
Organiser: GCCA (Global Cement & Concrete Association)
Tel: +44 20 3580 4268
Email: info@gccassociation.org
16-17 CECE Summit 2019
Brussels, Belgium
Organiser: CECE (Committee for European Construction Equipment)
Tel: +32 2 706 82 26
Email: info@cece.eu www.cece.eu
5-6 ELEVATE 2019
Chicago, Illinois
Organiser: Command Alkon Tel: +1 800 624 1872 www. theheavyworkconference.com



NOVEMBER (CONTINUED)
27-28 India Off-Highway
Vehicle Summit 2019
Pune, India
Organiser: FIVEO
Tel: +86 21 5650 0750
Email: info@fiveoit.com www.fiveoit.com/iohv2019
27-29 ForumMIRO
Berlin, Germany
Organiser: MIRO and Geoplan Tel: +49 7229 606 14
Email: petra.keller@geoplan.GmbH. de www.forummiro.de
10-14 Excon 2019
Bengaluru, India
Organiser: Confederation of Indian Industry
Tel: +91 44 42444564
Email: excon@cii.in www.excon.in
10-14 CONEXPO-CON/AGG 2020
Las Vegas, NV
Organiser: AEM
Tel: +1 414 274 0644
Email: customerservice@ conexpoconagg.com www.conexpoconagg.com
21-25 SaMoTer 2020 Verona, Italy
Organiser: Veronafiere S.p.A. Tel: +39 045 8298561
Email: customercare@samoter.com www.samoter.it/en
JUNE
23-25 Hillhead 2020
Hillhead Quarry, Buxton, Derbyshire, England
Organiser: The QMJ Group Tel: +44 115 945 4377
Email: Harvey.sugden@qmj.co.uk www.hillhead.com/exhibitors/ hillhead-2020
Throughout the year Aggregates Business travels the globe attending conferences, events and equipment shows, keeping you informed of the latest offerings. Why not come and join us for a chat at any of the events below?
MARCH 2020
10-14 CONEXPO-CON/ AGG 2020
MARCH 2020
21-25 SaMoTer 2020 Verona, Italy
JUNE 2020
23-25 Hillhead 2020
Hillhead Quarry, Buxton, Derbyshire, England


























Advertisers in AGGREGATES BUSINESS INTERNATIONAL can now be contacted via their websites -for instant links to all the websites listed below, by category, go to: www.AggBusiness.com
Ammann p45 www.ammann.com
BKT p37 www.bkt-tires.com
CMS Cepcor p41 www.cmscepcor.com
ConExpo IBC www.conexpoconagg.com
Doosan p47 www.doosanequipment.eu
Epiroc p17 www.epiroc.com
Hitachi p7 www.hitachicm.eu
Indeco p49 www.indeco.it
Kleeman p15 www.kleemann.info/cone
Komatsu p13 www.komatsu.eu
Marangoni p54 www.matrix.it/otr
McLanahan p55 www.mclanahan.com
Metso OBC www.metso.com/mx-series
Rockmore p46 www.rockmore-intl.com
Sandvik IFC www.rammer.com/excellence
Terex Finlay p21 www.terexfinlay.com
Tsurumi p46 www.tsurumi.eu
Verona Fiere p43 www.veronafiere.it
Volvo CE p4 www.volvoce.com
Volvo Trucks p25 www.terextrucks.com
Volvo Penta p51 www.volvopenta.com/stagev













cone crusher
A giant leap in profitability
The Metso MX4™ cone crusher introduced a revolutionar y way
of automatically optimizing your crushing performance. Now, meet its Little Brother - the MX3™, with all the qualities of
the MX4 in a more compac t size, providing you with a safer and
simplier way of achieving and exceeding your producitivity goals.
Which one is for you? Find out more at
www.metso.com/mx-series





