



In this issue: Silos and storage Motors, gears and drives Understanding you materials www.bulkhandlingreview.com VOLUME 28, ISSUE 8 | MAY/JUNE 2023 Rural and City. Australia and New Zealand-wide. Bag & Sack Filling | Closing | Conveying | Palletizing Wrapping | Semi & Fully Automated Systems INDUSTRIAL PACKAGING FROM START TO FINISH






LEADERS IN BULK STORAGE SOLUTIONS AUTHORIZED DEALER AGENCY BRANDS OUR BRANDS With over 30 years experience, Transmin has partnered with Scutti to combine their knowledge and expertise in bulk storage solutions. The Scutti system of modular silos allows them to be assembled on the ground and then lifted as modules for construction. E: info@transmin.com.au | T: 1300 127 091 | www.transmin.com.au
South Australasian company Frances Seed recently had a dilemma on its hands. As a seed processor and distributor for domestic and international customers, the harvest is the busiest time of year. But finding the staff necessary to help with the additional work was proving difficult. It was clear to the team that something needed to change, and that was when another SA-based company referred Frances Seed to Aurora Processing Solutions.





Australian Bulk Handling Review: May/June 2023 І 3 CONTENTS MAY/JUNE 2023 24 14 52 20 In this issue: Silos and storage Motors, gears and drives Understanding you materials VOLUME 28, ISSUE MAY/JUNE 2023 Rural and City. Australia and New Zealand-wide. INDUSTRIAL PACKAGING FROM START TO FINISH COVER STORY: PLANTING THE ROBOTIC SEED
the full story, see page 12. 6 Industry news 14 Planting the robotic seed 16 Vortex fuels vacuum 18 OLI Vibrators shakes up batching plant design 20 New equipment for the daily grind 22 One solution, numerous advantages 24 Keeping up with the customers 26 Slip and slide 60 Hopper wall loads caused by eccentric discharge 64 Understanding your material Motors, gears and drives 28 A gearbox fit for a king 30 Controlling the motion Silos and storage 32 Ahrens future-proofs Australia’s farming vision 34 Moving out 36 Data-driven inventory management: The vital link in the chain 38 Home grown cone 40 Manufacturing modular mining silos 42 Family forges custom silos 44 Leaders in fields 46 The perfect storm 48 No more second guessing silos 50 Grow with the flow 52 Turning the key 54 How to solve bulk blockages 56 Load more, work less: A guide to designing train-loadout bins for maximum efficiency
For
Published by:
379 Docklands Drive Docklands VIC 3008
T: 03 9690 8766
www.primecreativemedia.com.au
COO
Christine Clancy
E: christine.clancy@primecreative.com.au
Editor William Arnott
E: william.arnott@primecreative.com.au
Business Development Manager
Rob O’Bryan
E: rob.obryan@primecreative.com.au
Client Success Manager
Janine Clements
E: janine.clements@primecreative.com.au
Design Production Manager
Michelle Weston
E: michelle.weston@primecreative.com.au
Art Director
Blake Storey
Design
Louis Romero, Kerry Pert Subscriptions
T: 03 9690 8766
E: subscriptions@primecreative.com.au
www.bulkhandlingreview.com
The Publisher reserves the right to alter or omit any article or advertisement submitted and requires indemnity from the advertisers and contributors against damages or liabilities that may arise from material published.
© Copyright – No part of this publication may be reproduced, stored in a retrieval system or transmitted in any means electronic, mechanical, photocopying, recording or otherwise without the permission of the publisher.
Silo spotlight
Rainfall was above average for most of mainland Australia in 2022, according to the Bureau of Meterology’s Annual Climate Statement. In fact, last year was the ninth wettest year on record, especially in south-east Australia.
Farmers rejoiced at the changing weather, which followed years of heartbreaking drought. It also led to a new record winter crop production, reaching an estimated 67.3 million tonnes – surpassing the previous year’s record by around four million, according to the department of agriculture, fisheries and forestry.
This massive increase in harvest has led many growers to start thinking about storage on farm. Storing grain on site allows them to sell it outside of the busy harvest period, where prices are often at their lowest.

Additional storage also means they can plan their business decisions with more certainty – an important factor in a time of unprecedented supply chain disruptions.
But not all silos are built the same. Safety is paramount, and silos that do not use the right materials or engineering pose risks to nearby people and equipment. Nobody wants to see a silo collapse, or worse, explode.
Proper sealing is also vital. Fumigating a silo to kill pests helps reduce spoilage and protects our food supply, but if the chemicals are leaking out of the vessel, the insects may only get a partial dose. That can lead to pests building up a resistance to a few of the only approved pesticides, creating a serious biosecurity hazard.
Silos also play a vital role in the infrastructure boom, storing cement and construction materials that will be used in megaprojects around the country. Ensuring the materials flow freely when needed means less time is spent whacking equipment with a sledgehammer (and potentially putting people at serious risk), and more time can be spent delivering the goods.
ABHR has dedicated this edition to featuring the silo designers, manufacturers, and other storage specialists. Inside this edition, you can read about the latest trends, what the future may hold for silo design, and how the industry is reacting to consumer demand.
In the next edition, we will be shining a spotlight on conveyors as part of the 2023 Conveyor Showcase. If you would like to be involved, make sure to get in touch.
William Arnott Editor - ABHR

4 І Australian Bulk Handling Review: May/June 2023
EDITORIAL
CORRUGATED ROOFS & ROOF RINGS
Greater peak roof load. No need for extra support for your conveyors.
COMMERCIAL STORAGE SILOS
AGI silos are built for Australian conditions and meet Australia’s gas-tight silo standards (AS2628)
4" WIDE CORRUGATIONS
Strong wall profile. Prevents product hang up.
STIFFENERS
V profile & High Tensile steel. Provides increased hoop strength.
UP TO Z600 (G235) GALVANIZATION
Industry-leading. Increased protection against rust.
AGGROWTH.COM @AgGrowthIntl CONTACT US : apac@aggrowth.com
Liberty Steel to phase out coal-based steelmaking
LIBRERTY STEEL, PART OF the GFG Alliance, will phase out of coalbased steel making at its Whyalla plant and has signed a supply contract for an electric arc furnace.
Equipment manufacturer Danieli will supply the 160-tonne low carbon emission furnace, which will lift steelmaking capacity at Whyalla from 1 million tonnes per annum (mtpa) to more than 1.5mtpa.
The electric arc furnace will initially be fed by domestic steel scrap and other Fe-bearing materials to deliver an expected 90 per cent reduction in direct CO2 emissions compared with traditional blast furnace production.
Danieli’s patented Q-One technology, the first of its kind, provides capability for a direct feed from renewable power sources which could help to eliminate indirect emissions from Whyalla’s new steelmaking facility.
Engineering work is already underway, and construction is expected to be completed in 2025 replacing the existing coke ovens and blast furnace.
Liberty also plans to install a 1.8mtpa direct reduction plant (DRP) in Whyalla that can process local magnetite ore to produce low carbon iron (DRI).
The DRP will initially use a mix of natural gas and green hydrogen as the reducing agent, before fully transitioning to green hydrogen as it becomes available at scale.
The low carbon DRI can then be fed into the electric arc furnace in combination with scrap to produce high quality steel grades for infrastructure projects, and to serve the growing global demand for low carbon DRI.
The development follows the successful trials for upgrading Whyalla’s magnetite pellets production to direct reduction grade.
The investments are part of Whyalla’s Carbon Neutral by 2030
(CN30) plan, which is the core of Liberty’s decarbonisation strategy.
Whyalla’s CN30 plan aims to grow magnetite production to 15mtpa to convert into 10mtpa of green DRI for export and domestic ‘green’ steel production.
Operations will be overhauled with sophisticated mineral processing techniques at the mines, with advanced iron and steel making facilities, large scale hydrogen production and storage facilities all connected to renewable electricity generation.

GFG Alliance executive chairman, Sanjeev Gupta, said today marks the beginning of a new era placing Whyalla at the heart of a global revolution in the steel industry, moving it from being the most polluting of all industries to among the cleanest and greenest.
“Through the steps we’re taking to install state of the art low carbon iron and steelmaking technologies here in Whyalla we will not only support Australia’s climate ambitions, but we will help to decarbonise steel supply chains globally,” Gupta said.
“Whyalla has some of the best conditions to make low carbon iron and steel anywhere in the world and with our magnetite expansion plans, coupled with South Australia’s endless resource for renewable energy and green hydrogen, the potential for Whyalla has no bounds.

“Whyalla is very proud of the role blast furnace production has played in the history and development of this incredible town and in supporting Australian infrastructure development, but its phasing out allows us to usher in a new era for sustainable iron and steel production that will take employment and prosperity here to new heights.”
Premier of South Australia Peter Malinauskas said Whyalla and the broader Upper Spencer Gulf has enormous potential to lead the world in green hydrogen production, helping decarbonise industry across the planet.
“We look forward to working with key industrial players, including Liberty, to take full advantage of the opportunity to reindustrialise the Upper Spencer Gulf on the back of this.”
6 І Australian Bulk Handling Review: May/June 2023
NEWS C M Y CM MY CY CMY K
The 160-tonne low carbon emission furnace aims to lift steelmaking capacity at Whyalla to more than 1.5mtpa.
PROVIDING SOLUTIONS
For over 45 years, Vortex has supplied dry material handling components to a global network of Original Equipment Manufacturers, Fortune 500 companies, and process engineering firms. Throughout the world, over 15,000 companies have utilized Vortex’s innovative slide gates, diverters, iris valves, loading solutions and custom engineered products to improve process efficiency.
With sales and service offices located in North America, Europe, Asia and Latin America, Vortex’s success comes from a philosophy, which includes focus on quality, timely customer service and dedication to adding value to our clients’ processes.
PROVIDING SOLUTIONS
Each Vortex component is appropriately selected to meet the demands in every application. With an in-house team of engineers, Vortex product designs can be completely customized for individual applications or special installations. Vortex understands the value of your process. Our team of application engineers have more than 150 years of combined dry material handling experience. Vortex’s knowledge of handling dry material characteristics in pneumatic, vacuum and gravity flow applications is unsurpassed. Vortex delivers intelligent, cost effective solutions for all dry bulk materials. No application is too large, too small or too difficult to handle.
IN YOUR WORLD There’s no time for down time. That's why we make solids & bulk handling components that are made to perform. www.vortexglobal.com Learn more about Vortex Slide Gates, Diverters, Iris Valves & Loading Solutions at: Heavy Duty Slide Gates Aerated Conveying Engineered for handling everything from fine powder to abrasive aggregate Heav Duty Diverter Valves Loading Spouts
INDUSTRIES SERVED • Chemicals • Cement • Food & Grain • Fibers • Minerals • Petrochem • Pharmaceutical • Plastics • Rubber • Mining • Minerals • & Much more...
ASBSH calls for AW Roberts award nominations
THE AUSTRALIAN SOCIETY for Bulk Solids Handling (ASBSH) has opened nominations for the AW Roberts Award.
The award is presented in acknowledgement of the outstanding contribution of a young engineer in the field of Bulk Materials Handling.
The award name is in honour of Professor Alan Roberts and was established by the ASBSH to recognise and encourage young engineers to pursue their professional careers and

contributions to the further the development of bulk solids handling in Australia and globally.

“While he represents the past to the present, it is the young engineers who represent the present to the future,” Professor Roberts said.
Those interesting in nominating for the awards must send a 200 word description on how the candidate meets the necessary criteria to Danielle Harris@newcastle. edu.au.
Nominations for the award close on Friday, 2 June, 2023.
BHP selects contractor for Mt Keith project

CPB CONTRACTORS HAS WON
the contract to deliver the BHP Nickel West Mt Keith Debottlenecking Project’s Structural Mechanical, Piping, Electrical & Instrumentation (SMPE&I) work package near Leinster, Western Australia.
The project is expected to generate around $105 million in revenue for the company.
The project will provide additional grinding capacity to meet the processing requirements of ore with different characteristics.
CPB Contractors managing director Jason Spears said its teams are looking forward to safely delivering the project.
“We’ll be drawing on our extensive resources industry experience to ensure that the required equipment and materials are available at Mt Keith,” Spears said.
BHP has also selected the CIMIC Group-owned company to deliver other recent resources projects in Western Australia, including a camp expansion at the Mt Keith Mine Site, SMPE&I works for
the Port Debottlenecking Project 1 and the Wind Fences (Air Quality) construction and installation works at Port Hedland.
CIMIC group executive chairman Juan Santamaria said the group is pleased to have been selected for the Mt Keith project.
“CPB Contractors has the experience necessary to safely and reliably deliver resources infrastructure projects
right across Western Australia,” Santamaria said.
Works at Mt Keith will commence this year and are scheduled for completion in 2024.
CIMIC Group is an engineeringled construction, mining, services and public private partnerships leader working across the lifecycle of assets, infrastructure and resources projects.
8 І Australian Bulk Handling Review: May/June 2023 NEWS
Works at Mt Keith will commence this year and are scheduled for completion in 2024.
2022 AW Award winner Dusan Ilic (L) and Chair of the ASBSH Mark Jones (R).
Cone base 30 degree 5 tonne – 705 tonne Cone base 35 degree 27 tonne – 1445 T Cone base 45 degree 6 tonne – 240 tonne Cone base 60 degree 6 tonne – 42 tonne
Silos available in a range of bases: Flat bottom bulk storage Accessories available








Sealed and compliant to Australian standards AS2628 Established in 1956, over 65 years’ experience Easy clean design Office 07 46 663 266 inquiries@satake.com.au
volume • Fully sealable
• High
• Durable heavy duty hood and tube
www.satake.com.au/silo www.satake.com.au Service Australia wide to suit a range of grain growing climates
1100 tonne – 6000 tonne
Aeration fans, fumigation chambers and recirculation systems
conveyor, drag chains and catwalks
ducting to
Contact us now Local manufacturer, supplier and installer of cone base & flat bottom silos, grain handling equipment & complexes
Augers, elevator, gravity chutes, tube
Grain handling Aeration control boxes both standard and custom Multiple aeration options &
suit
Bonfiglioli cuts ribbon at new Melbourne facility
BONFIGLIOLO HAS officially opened a new warehouse and assembly facility in Cranbourne West, Melbourne, as part of its Australian expansion.

The Italian-based company aims to decentralise its operations in Australia with the new facility taking over the stock, assembly and repair of small to mid-size gearmotors to free up the Sydney facility to concentrate on heavy-duty gearmotors.
The new facility spans 1800 square metres and generates 40 kW of solar power. It is currently producing several gearbox ranges, with plans to expand further.
Martin Broglia, managing director of Bonfiglioli Australia, said the company has seen great growth during the COVID-19 period, mainly from mining, marine and construction sectors.
“We like to pre plan what lies ahead as
we predict continue growth in this area,” he told ABHR
“We will be investing on more assembly lines to keep up with future demand and expanding our team’s local capabilities.
“Delivery times are key in this market and to be able to achieve this we need to continue to decentralise our assembly facilities and be closer to our customers.”
Bonfiglioli will now be able to keep more local stock in Victoria and improve its service capabilities in Tasmania and South Australia.
Special guests from Italy and around the world attended the grand opening of the facility, including Manfredi Ucelli di Nemi, business unit manager at Bonfiglioli Riduttori SpA – Industrial Power Transmission Solutions, Armando Montano, global sales director at Bonfiglioli, and Matteo Ros, regional
manager Southeast Asia and Australia & New Zealand.
Manfredi Ucelli di Nemi told ABHR that it has seen the company grow in Australia and to continue growing it needed to invest.
“Our customers need to see the commitment – it can’t just be a statement. It’s the ability to have stock, the ability to assemble gearboxes, and to repair them,” he said.

“Australia is an important piece of the puzzle of the whole Southeast Asian region. Australia has a market that has a lot of different sectors that are important to us. It’s the kind of market where we see ourselves doing well.
“We’re going to bring to Australia more and more products, more solutions, so that we can be even more solid as a solution provider rather than just a gearbox provider.”
10 І Australian Bulk Handling Review: May/June 2023 NEWS
Manfredi Ucelli di Nemi, business unit manager at Bonfiglioli Riduttori SpA - Industrial Power Transmission Solutions cutting the ribbon.
Australian Seed Federation chooses new CEO
THE BOARD OF THE
Australian Seed Federation has appointed Katherine Delbridge as the organisation’s new chief executive officer (CEO).
Australian Seed Federation president Rowena Petrie said she is pleased to have someone of Delbridge’s calibre to lead then next chapter of the foundation.
“Australian Seed Federation members are facing challenges regarding the international trade and movement of seed, biosecurity threats and more serious weather events, all while trying to ensure healthy seed is available for sustainable agriculture and
food systems,” Petrie said.
“That’s why it is so valuable to have a strong industry voice in the Australian Seed Federation.”
Delbridge said she is delighted to be appointed CEO.
“Seeds are at the foundation of agriculture, that’s why it’s so important to have a strong seed industry. I’m excited to work hard for an industry devoted to healthy, high-quality seeds,” she said.
Delbridge joins the federation from CropLife Australia, where she led the government and industry relations, and corporate affairs portfolios for the past five years.
THE WORLDWIDE LEADER
She has significant experience across corporate communication and advocacy fields and management both within Australia and internationally.
Prior to CropLife Katherine spent a decade with National Disability Services, the peak industry body for disability service providers, as a key part of the campaign team which brought about the introduction of the National Disability Insurance Scheme.
Delbridge has held the position of General Secretary for Workability International. She holds a Bachelor of Arts (Communications) from the University of Technology, Sydney.
VIBRATION TECHNOLOGY
Any solution for your needs FLOW AIDS OLI is the world’s top selling manufacturer of electric and pneumatic vibrators. The high level of customer service, guaranteed by 20 trading subsidiaries worldwide, and long-lasting and performing products make us always ahead. The
OLI Vibrators Pty Ltd. 7 Jellico Drive, Scoresby Vic 3179, Australia - Phone: +61 3 9764 9988 - Mail: info@olivibrators.com.au - www.olivibrators.com.au
IN
flow aids range of products offers any solution for your needs and helps you to increase the process efficiency and improve the plant safety.
Inland Rail early works start in Wangaratta
MCCONNELL DOWELL will carry out preparatory works and utility investigations in and around the Wangaratta station ahead of major construction work on the Inland Rail project.
Early works will involve delivery and storage of materials and equipment and ground preparations.
Double-stacked trains will deliver freight via Inland Rail, which will cut down road congestion and carbon emissions.
Currently there is not enough clearance under the two station footbridges or the Green Street bridge for double-stacked freight trains.
To increase clearance in Wangaratta, plans include:
Removing the two Wangaratta Station
footbridges and replacing them with a single pedestrian underpass.
• Lowering the tracks and replacing the Green Street bridge in the same location on the same alignment.
• Relocating the existing track and platform on the eastern side of Wangaratta Station, so it sits parallel to the current track on the western side of the station.
Residents can expect minor vegetation removal in the project area, traffic management and speed restrictions, trucks and other vehicles entering and exiting the work site from Green Street, and heavy vehicles including loaders, excavators and rollers operating on site.
Australian Rail Track Corporation Victoria and South Australia projects general manager Ed Walker said
Wangaratta residents can expect to see more Inland Rail activity over the coming weeks.
“Construction activity will bring opportunities for local businesses to participate in delivering the work, but there will also be a positive flow-on effect for motels, retailers, cafes and restaurants and a range of service providers,” Walker said.
McConnell Dowell project manager Tom Foley thanked residents for their patience and cooperation.
“Work is well underway at Glenrowan and Barnawartha North and we are looking forward to beginning construction in Wangaratta and Seymour,” Foley said.

‘We will keep local residents informed of all upcoming works and endeavour to keep disruption to a minimum.”
residents can expect to see more Inland Rail activity over the coming weeks.
12 І Australian Bulk Handling Review: May/June 2023 NEWS
Wangaratta
INFRASTRUCTURE NO.1 IN RURAL
PROUDLY SUPPORTING AUSSIE FARMERS SINCE 1902
Planting the robotic seed
A robot is helping Frances Seed package and palletise its product to be shipped around Australia and beyond. ABHR finds out why the company decided to automate – and how it has changed the business.

SOUTH AUSTRALASIAN COMPANY
Frances Seed recently had a dilemma on its hands.
As a seed processor and distributor for domestic and international customers, the harvest is the busiest time of year.
But finding the staff necessary to help with the additional work was proving difficult. Competition for seasonal workers increases across agricultural businesses during the harvest and the effort to find new workers took time that could have been better spent elsewhere in the business.
In addition, the company not only wanted highly valued long-term employees, but wanted to retain them for as long as possible. The physical burden of palletising 20kg bags of seed was taking its toll, as it involved a lot of repetitive heavy lifting, and keeping people for longer periods was proving a challenge.
It was clear to the team that something needed to change, and that was when another SA-based company referred Frances Seed to Aurora Processing Solutions.
Aurora specialises in helping smallto-medium businesses in regional areas automate their operations. It provides robots that can assist with bag-filling, closing, conveying, palletising, and wrapping/hooding.

In particular, the business works with industries dealing with heavy bags, such as the grain, stockfeed, fertiliser, landscape products, sand, and cement industries.
Braden Goddin, sales and marketing manager at Aurora, said the two businesses began to discuss what options would work best for Frances Seed.
“We got on-site, looked under the hood at the processes and the product,” Goddin told ABHR
14 І Australian Bulk Handling Review: May/June 2023 COVER STORY
Manual palletising can be dull, repetitive and monotonous.
“We were able to link them up with a reference site which had a similar scenario.”
The solution was to install a semi-automatic open-mouth bagfilling-and-closing system that fed to a robotic palletiser. Aurora manufactured, installed and commissioned the machinery, which Goddin calls “an intelligent and reliable workhorse”.
Palletising is a task that doesn’t add much value to a product. To put it bluntly, it can also be dull, repetitive and monotonous – all of which makes it the perfect task to automate. Instead of stacking heavy bags, the person who would have done the palletising can then spend their time on tasks that help grow the business.
Consistency is also important for the palletising process, especially if the product is being exported. Pallets can move through a convoluted supply chain, which means a stack needs to be stable and secure.
Goddin said the robot can accurately and consistently palletise materials, nullifying the risk of human error.
After installing the machinery for Frances Seed, Aurora also provided several days of orientation and training.
“In a lot of cases, the equipment will be new to the operators who will be interacting with it on a daily basis,” Goddin said. “A key thing to do is to get the operators comfortable with it and to give them confidence working alongside it. They need to understand what’s required to get the most use out of it.
To this end, the equipment has been specifically developed to be easy and intuitive to use.”
Tim Naylor, general manager of Frances Seed, said the robotic stacker is working out especially well. The company has doubled its throughput since installing the system, allowing more time to service other parts of the business.
“The equipment has taken away the physical side of things, which is safer for staff and has definitely made the working conditions better,” Naylor said.
“The operators find it very easy to use, very simple to pick up.
“Aurora definitely understands our industry. They set us up with the right machine for the job and it’s worked out perfectly. If someone came to me and asked if they should purchase one, I would recommend going ahead with it.”
To ensure the system is as reliable as possible, Aurora has also set up a preventive maintenance system. This provides Aurora and Frances Seed with important data that can help detect potential issues before they escalate.

Aurora will also provide technical support, routine maintenance and assist with the operation if required.
Goddin said every business has different needs when it comes to automation, which is why Aurora takes a flexible approach.
“We work closely with our clients to provide detailed return on investment (ROI) calculations,” he said.
“We can also scale the equipment based on the operation. For example, a business could partially automate the packaging process and then a few years down the track upgrade another process as the business grows.”
Previous customers help showcase just how simple and effectively robots can be deployed.

Goddin said the technology is exciting, as it is constantly growing and unlocking productivity.
“Robots can make a big change for a small-to-medium-sized company’s day-to-day operations,” he said.
“It means they’re not worrying about the loads their workers are under or the stress of finding a new workforce.”
Australian Bulk Handling Review: May/June 2023 І 15
The company installed a semi-automatic openmouth bag-filling-and-palletising system.
Aurora specialises in helping smallto-medium businesses in regional areas automate their operations.
Vortex fuels vacuum
ABHR spoke with Pneuvay Engineering to find out what makes Vortex Global’s equipment suited to pneumatic conveying.
QUALITY COMPONENTS
are the cornerstone of Pneuvay Engineering’s mission.
Established in 1982, the pneumatic conveying company has strived to exceed client expectation through reliable designs, dependable service, and conveying equipment that its customers can count on.
According to Paul Malcolm, general manager of sales and engineering at Pneuvay Engineering, that’s why the business supplies Vortex Global equipment.
“We approached them about 10 years ago and have included most of their equipment in our designs since,” he told ABHR. “Vortex products are exceptional –we feel as if it makes the only dedicated pneumatic conveying valves, especially for isolation gates.”
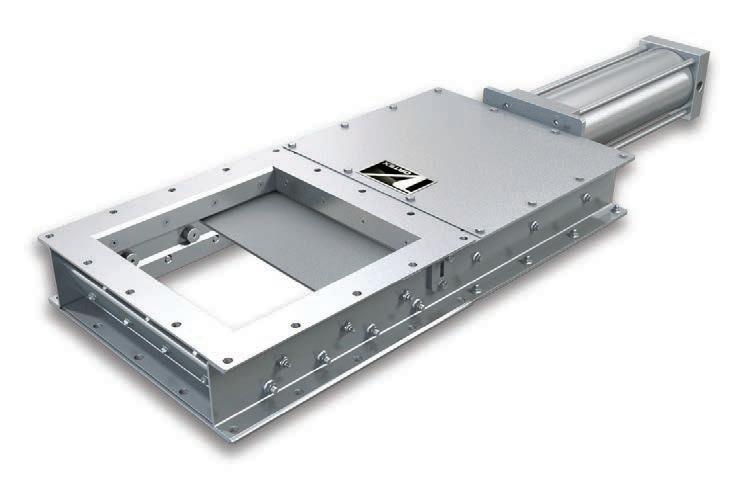
Pneuvay has found Vortex’s equipment to be well suited to several common applications. Its range of Titan slide gates in particular have been used in several projects to restrict the flow of the conveyed material.
Vortex designed its Titan range to take on some of the most demanding applications when handling heavy-duty abrasive materials such as sand, gravel,
coal, metal powders or minerals. They are often used in gravity flow applications where positive material shut-off and dust-tight sealing are required.
The range features a live-loaded, hard polymer bonnet seals that compensate for wear and provide material seal across the gate. These seals can be swapped while the valve is still in-service, reducing downtime.
The hard polymer seals have a compressed rubber backing to ensure that even as the polymer experiences frictional wear from many actuations over time, the rubber load seals continuously force the polymer seals against the sliding blade.
Malcolm said a quality seal is vital for pneumatic conveying purposes.
“Material we help convey can be highly abrasive and can damage normal valves. Vortex’s design means the valve body will last a lifetime and the seals can easily be removed and replaced without taking the entire valve out of position.”
Pneuvay has also benefitted from the flexibility of the slide gates. They can easily fit into a design, through a wide selection of gate positioning controls, position indication switches, and flanges. The gates also offer a wide variety of modifications to accommodate different
temperatures, corrosive, humid, and explosive environments.
Titan slide gates offer a wide variety of actuation choices, including electric, hydraulic, pneumatic, chain wheel, and hand crank. Features include hardened steel cam-adjustable rollers, grease zerks, side-mounted switches, carbon steel contact, inlet or outlet transitions, seal access ports, and removable seals.
Most of Pneuvay’ s clients that use the Titan slide gates are in the mining sector, usually in processing facilities. Malcolm said the equipment can withstand the harsh conditions of the industry.
“Generally, they work well and we see repeat business from the client. They’re not coming back to us for spares, they’re buying seal kits,” he said.
Pneuvay operates a 24-hour service department, specialising in Victoria. In other states, it relies on relationships with other organisations to provide support.
Malcolm said that Pneuvay has been working with a few companies in Western Australia for more than 40 years.
“We’ve worked extremely hard to increase our visibility within the engineering, procurement and construction management sector,” he said. “We want to position ourselves to provide systems for the big companies in that market, and we’re seeing a lot of these plans come to fruition.
“Pneuvay can handle projects of all sizes and we hope to continue supporting projects both large and small.”
The company values its relationship with Vortex and has been able to draw on its expertise to help in the design phase.
Pneuvay will specify what it needs from the supplier, which can provide several options to meet the requirements.
Malcolm said he has been impressed by Vortex’s commitment to getting things correct when it comes to finding the right tool for the job.
PNEUMATIC CONVEYING 16 І Australian Bulk Handling Review: May/June 2023
Vortex slide gates offer a wide variety of actuation choices.
“If they don’t have a suitable valve, they won’t put something forward just for the sake of it – they will only ever provide what we need and aren’t afraid to say no,” he said.
“Vortex provides us with a range of high-quality valves and we’re really happy to be working along with them. Almost anything can be custom built for the task, which has been fantastic.
“They’ve been a great partner for us and a natural fit into our business model of exceeding customer expectations.”
GET IT FLOWING!
Industries that incorporate bunkers, silos, chutes, transfer points or hoppers into a system encounter bulk material blockages, reducing productivity and in some cases, bring operations to a halt.

The ESS Air Cannons are a pneumatic bulk material flow aid system that utilises the release of a volume of compressed air.

This sudden release of energy is directed through a transition pipe into compacted material in a bin, silo or stockpile to dislodge that material, restore flow and regain storage capacity.
The ESS Air Cannons are;
• Designed to utilise a direct blast allowing for greater velocity, impulse and force of the blast affecting a greater amount of material
• Engineered to function without components such as springs which cause premature failure.
• Fill-on-demand just before the air cannon is fired to reduce hazards.
• Activated remotely via a Sequence Controller, which controls the firing time interval and sequence of one or more Air Cannons.
• Available in internal and external arrangements
• Available in a range of tank sizes (40L, 70L, 150L, 250L and an epsilon 150L tank)
ENGINEERING SERVICES & SUPPLIES PTY LTD PH: 1800 074 446 www.esseng.com.au
Scan the QR Code for more information about ESS Air Cannons!
Vortex designed its Titan range to handle some of the most demanding applications.
OLI Vibrators shakes up batching plant design
Tecfitmac Engineering’s concrete batching plants have become the company’s most popular product. ABHR finds out how OLI Vibrators helped.
LEE HUTCHINSON WAS approached to design a mobile concrete batching plant that was easy to transport and could withstand Australian conditions. And with almost 30 years of engineering experience under his belt, Hutchinson soon got to work.
The plant needed durability, simplicity, the ability to handle up to 30 cubic metres per hour, and to be compact enough to fit on a busy site.
The resulting plant ended up being a major success, turning into the cornerstone of Hutchinson’s company Tecfitmac Engineering. But there is always room to improve.

“Some of the feedback we were getting from clients was during wet, cold, and humid conditions they could get build up in the hoppers,” Hutchinson told ABHR
“Concrete can stick to the walls of the machine, which was causing problems for productivity.”
That’s when Hutchinson reached out to OLI Vibrators for a solution.
“They helped take the design to the next level,” Hutchinson said. “The company provided vibrators that suited the plant perfectly.”
The vibrators are located predominantly at the base of the hopper and have eliminated any build up occurring. Every mobile batching plant now has the OLI OMV850 hydraulic vibrator fitted as standard, with further collaborations and pneumatic solutions to come.
The vibrator’s robust design was an excellent fit for the batching plants, which are deployed all around Australia to help manufacture concrete slabs, roads, culverts, and more. Large construction companies, farmers and even a major aquaculture business have put the machines through their paces.
None of the batching plant customers have reported any issues since installing the OLI vibrators.
Hutchinson said this reliability is critical for his company’s rural and regional customers.
“I’ve been in the agricultural and mining industries for close to three decades now and knew I would need to have something that could withstand rough conditions,” he said.
“OLI’s technical support and overall customer service has been second to none. I’m old school, so the face-to-face meetings and direct phone conversations meant that I had all the right information I needed to deliver a quality product.
“As a small business owner, having that information is so important. OLI has bettered the design of the plants and has eliminated a key issue.”
OLI vibrators are popular across the construction sector, being used in several major tunnelling projects, along with highway infrastructure upgrades and precast concrete manufacturing, all over Australia and New Zealand.
Mark Thompson, OLI Vibrators general manager, said the company prides itself on providing high-quality, European-built equipment.
“Product performance and reliability – whether out on-site or in the factory –is of paramount importance,” he said.
“There’s a limited timeframe to work in, and our customers need to know that the equipment will be working as it should, when they need it. If a business has a hang-up and can’t get its product out of a silo or hopper, we can be there straight away.

“Our range of equipment means we can provide the best tool for the job, instead of something generic.”
Hutchinson said the company is also looking forward to exporting the custom-built machines.
“We’ve had some interest from New Zealand and other countries – the response has been amazing,” he said.
“We look forward to the future of the business partnership between OLI and Tecfitmac Engineering and hope to make the product even better.”
VIBRATORS 18 І Australian Bulk Handling Review: May/June 2023
Every mobile batching plant now has the OLI OMV850 hydraulic vibrator fitted as standard.




















4B Australia Building 1, 41 Bellrick Street, Acacia Ridge, 4110, Queensland, Australia Tel: +61 (0)7 3216 9365 Email: 4b-australia@go4b.com www.go4b.com 4B DESIGNS AND MANUFACTURES COMPONENTS FOR BUCKET ELEVATORS AND CONVEYORS ELEVATOR BUCKETS ELEVATOR BOLTS BELTING & SPLICES PREVENTATIVE MAINTENANCE & HAZARD MONITORING SYSTEMS CONVEYOR CHAIN BEARING TEMPERATURE SENSORS SPEED SWITCHES BELT MISALIGNMENT SENSORS LEVEL & PLUG SWITCHES Engineering Solutions Since 1888 A Worldwide Manufacturer
New equipment for the daily grind
MAYORGA COFFEE WORKS
directly with family-owned growers across Latin America to support local organic farming methods.
“We produce a product that is sustainable, not only for the planet, but for the people growing it as well,” Erin Dall, Mayorga president and chief operating officer, said.
Mayorga sees its direct purchases, without complex supply chains, as an important factor to reducing poverty in countries like Mexico, Bolivia, Colombia, Costa Rica, El Salvador, Guatemala, Honduras, Nicaragua, and Peru.
Headquartered in the US, the company opened a new 3900m² roasting and packaging facility in Miami to produce its premier product, Café Cubano Roast organic coffee, in vacuum-sealed brick packs.
To transfer the beans from roaster to grinder to packaging line, the company installed a bulk handling system comprised of two bulk bag dischargers, three flexible screw conveyors and a bulk bag filler, all from Flexicon Corporation.


Roasted coffee beans are discharged from the roaster into open-top bulk bags
and delivered to a BFF Bulk-Out bulk bag discharger. A forklift then positions a bag-lifting frame immediately above the bag, allowing an operator to slide the bag’s four lifting straps into Z-clip strap holders, and the forklift to lift the frame, with suspended bag-into receiving cups atop the discharger’s frame posts.
The discharger houses a bulk bag spout interface chute with an integral access door. With the bulk bag in position, the operator opens the door to gain access to the spout tie. Once the spout has been untied, the access door is closed while roasted beans are
20 І Australian Bulk Handling Review: May/June 2023
Mayorga Coffee has installed new Flexicon equipment in its Miami-based roasting and packaging facility.
BULK BAGS
At floor level, an operator attaches bulk bag straps to Z-clip strap holders of a baglifting frame held in position by a forklift.
discharged from the bulk bag.
Conveying of whole and ground beans
The beans flow from the bulk bag into a 226L floor hopper, which charges a 4.57m model 1350 flexible screw conveyor inclined at 45° to feed the grinder. The 90mm diameter enclosed conveyor tube prevents product and plant contamination. The inner screw is the only moving part contacting material and is driven by an electric motor positioned beyond the point at which coffee beans exit the conveyor, preventing material contact with seals.
From the grinder, ground coffee gravity discharges into a 113L floor hopper that charges a second 4.6m, 90mm diameter flexible screw conveyor, this one equipped with a spiral designed to efficiently propel the fine-ground material to a Flexicon model BFB bulk bag filler.
A palletised open-top bulk bag
is placed inside the filler frame, which can be adjusted to accommodate bulk bags ranging from 914–1828mm high. Strap hooks, mounted on each of the four corners of the fill head, hold the bag open and stabilise it during filling.

Feeding the packaging line
Filled bulk bags are forklifted into a second discharger that unloads coffee into a 226L floor hopper, charging a 4.7m long, 51mm diameter
flexible screw conveyor to feed the packaging line. Low- and high-level sensors on the packaging machine hopper signal the system’s PLC when to start and stop the conveyor.
Dall said the system improves productivity and plant cleanliness.

“Flexicon provided a solution that fits within our space limitations, allows immediate packaging, and provides for future production expansion,” he said

DESIGN & CERTIFICATION 3D MODELLING AGI SILOS TRUSTED BY THE INDUSTRY
QUALITY DESIGN & CONSTRUCTION AGI CONVEYORS DESIGN, BUILD & CONSTRUCT www.alliedgrainsystems.com.au Young, NSW & Toowoomba, QLD 1800 689 433 Australian owned and involved in Australian Agriculture since 1911
Strap hooks hold the bag open and stabilise it during filling.
FOR
One solution, numerous advantages
ContiTech offers a non-stick solution that helps prevent material from sticking to belts and solves several problems at once. What benefits does it provide? ABHR learns more.
WHENEVER
MSTERIAL
IS transported on conveyors, there is room for improvement. This is especially important given the strong growth in demand for cement and concrete.
Chris Marchant, global product manager at ContiTech said ContiClean provides solutions that enable superior material release characteristics for everything from cement to limestone.
“These ready-to-use conveyor belts not only help customers reduce the costs associated with cleaning belts and systems, they can also prevent belt damage and improve safety outcomes,” he said.
ContiClean is especially useful for companies that transport very fine material. Marchant said the finer the material, the greater the difficulty with release when transferring it from one conveyor system to the next.

“Since the base material after mining, crushing and additives is a fine powder, ContiClean provides a useful solution especially for customers operating in the cement sector. If the system happens to be completely exposed and it rains, it is even more difficult to remove the damp or wet powder,” he said.

“ContiClean supports the production of cement and other materials in being more sustainable through a reduction of dust-borne air emissions, pollution and waste.
“In addition to increased efficiency, the positive impact on the environment is of course a feature that helps companies operating in the cement industry reach their sustainability goals. Especially as the awareness for this topic is increasing.”
Standard belt covers and scraper systems may not provide sufficient material release, which can then lead to adverse effects for production.
Some of these include material buildup on pulleys, idlers, and belt
covers. Any one of these issues can lead to increased cover abrasion, belt alignment problems, belt or system damage and significant increases in the cost for cleanup. All of these contribute to safety and environmental hazards.
ContiClean increases material transfer, reduces material buildup on pulleys and idlers, increases belt cover and scraper life, reduces maintenance and safety issues, and leads to less downtime for maintenance issues.
Marchant said all regions with ContiClean are reporting favourable customer feedback.
“A system installed at a cement plant located in the USA, for example, reduced their carryback issue by 95 percent. Another reported reducing their material buildup on the walkway below by 75 percent. The operator at this plant is incredibly happy with the results. Prior to the introduction of ContiClean, this was a major issue for this site,” he said.
Another customer in Chile that conveys material with sulfuric acid reported a serious problem with material accumulating throughout
the system structure.
“The customer’s previous experience with a competitor solution was unsuccessful,” Marchant said.
“ContiClean’s non-stick release characteristic is present throughout the carry side cover thickness. For this customer, we helped them not only to overcome their material accumulation issue but also to double their conveyor belt service life.”
The benefits of ContiClean for customers are also in line with Continental’s most important strategic goals. By 2050 at the latest, the technology company and its supplier partners strive for carbon neutrality along the entire value chain.
“Alongside emission-free mobility and industry, circular economy, and responsible value chain, carbon neutrality is one of four major pillars we are building on today and will continue to build on in the future,” Marchant said.
“With these efforts, we are following our sustainability ambition – providing the framework to turn change into opportunities.”
BELTS 22 І Australian Bulk Handling Review: May/June 2023
ContiClean is especially useful for companies that transport very fine material.
• Integrated cooling DURAPLATE™
• Drop-in footprints via customisable mounting feet
• Local Engineering Expertise
• Australian stock and assembly
• Full Rebuild facilities on East and West coasts
• Full load testing to 1mW
DURAPLATE™
Integrated gearbox cooling system
NO external coolers required
NO external power or water required
Highly durable and damage resistant compared to alternate methods
Fully self contained
INDUSTRIAL POWERTRAIN SOLUTIONS



Newcastle 02 4962 8000 | Perth 08 94124100 | Sydney 02 4677 6000 | Melbourne 03 9736 6000 | sales.australia@regalrexnord.com
ENGINEERED FOR THE LONG HAUL
Keeping up with the customers
Growing a business in the middle of a pandemic is hard work, but that’s exactly what Kilic Engineering has done. ABHR spoke with the company’s general manager to learn how and why the business bloomed.
RAINFALL ACROSS
Australia’s grain-growing regions in 2021 and 2022 created conditions that were prefect for Kilic Engineering (KE).

However, the South Australian company faced a considerable challenge to its growth. Global supply chain chaos made things difficult to deliver.
Craig Dennis, KE’s general manager, said it was a big challenge to grow – but it was well worth the effort.
“Like many companies, there were situations where a small component we needed for our machinery was out of stock with our own suppliers,” he told ABHR
“Some of the things that would usually take three weeks to arrive were taking four-and-a-half weeks. We had to keep on top of that, and we did, by keeping our customers informed regularly.
“We talked to them earlier in the delivery cycle as well, often months in advance, and worked hard with them
to understand the challenges they were also facing.”
While navigating this uncertainty, KE also set its sights on growing its team. As a small business, the company believes its dedicated workforce is what helps set it apart from others on the market.
Most of the team members at KE will visit a customer site once a year –either to deliver a machine, help set it up, assist the customer to best operate it, or to help plan a solution for a customer problem.
Dennis said this attitude goes across the entire business – he himself visited a customer in Western Australia to help deliver one of the company’s products in the week that he spoke with ABHR.
“Jason Kilic, the managing director and owner of the business, will also help deliver equipment,” Dennis said.
“It shows the level of commitment we have to support our customer right across the organisation.
“Aside from deliveries, we also make a point of getting out there and meeting with clients after the harvest period when things have settled down, to get some feedback and find out how we can improve our range.”
When KE takes on a project, its staff members are accountable for the success. The company’s teams work with sub-contractors, stakeholders, and its manufacturing wing to ensure everything goes as smoothly as possible.
Expanding the team has meant investing significantly in internal training. KE sought people whose values aligned with the company’s and has worked to grow their skills, taking on new apprentices from all walks of life.
KE has also focused on its team’s ‘soft skills’, like communication. Dennis said the training has been well received and, more importantly, the team has gone back into the workshop and out to customers with a greater awareness of what is expected from them.
GRAIN HANDLING 24 І Australian Bulk Handling Review: May/June 2023
The BunkerStacker can be modified to accommodate specific commodities and throughput requirements.
“We work hard to get and retain good people,” he said. “We’ve spent a lot of hours recruiting and its definitely paid off.”
The company’s design and engineering team also works closely with customers.


KE has the engineering and drafting skills needed to modify its existing range of equipment to solve particular problems a customer may be facing.
The Roo BunkerStacker product is one of KE’s most popular pieces of equipment, thanks to its speed and ease of use. The machine can unload product and create a grain pile at 600 tonnes per hour.
Farmers, truck drivers and machine operators have said they appreciate the easy loading system – deliveries can be made by driving over the 6m dumping zone and leave up to 12 tonnes to be moved. The machine is self-propelled and
is a self-contained work centre, reducing the workload needed. The BunkerStacker can also be modified to accommodate specific commodities and throughput requirements.

Dennis said the business has exported the machines to customers across the world, including Japan and Qatar, and has worked with its customers to modify its systems to fit the application.
“In 2022, we built a machine to handle some pretty nasty scrap metal product,” he said.
“A recycling company had approached us and asked if we could provide a conveying solution for them.
“We got a hold of the scrap material they wanted to move and tested it in the factory. We were able to modify the equipment and prove it would work in their application.”
Customer feedback is a vital part of KE’s product development process,
which is why it is looking to increase the amount of automation in its equipment. The company’s customers are looking for ways to reduce the amount of manpower needed to sustain their operations. This is especially true in rural Australia, where workforce numbers are in decline.
KE aims to increase the amount of telemetry and sensors in its machines, so one operator can handle multiple pieces of equipment – reducing the workload.
It also plans to expand physically. Dennis said the growth in staff has not come with a change in the company’s footprint, which it soon plans to change.
“We’re looking to expand our premises and grow,” he said. “There’s several initiatives that we have planned for 2023 to keep up with the demand.
“Even with all this, KE’s order book is filling up fast for equipment to be delivered by harvest this year.”
From small to not so small, NetterVibration have the
pneumatic
any product flow and
All with German design and manufacturing quality. NetterVibration Australia Pty Ltd 08 9582 9531 2/19 Rafferty Rd Greenfields Western Australia 6210 Germany France Switzerland Spain Poland UK Australia www.nettervibration.com.au info@nettervibration.com.au
largest range of vibrators, electric,
and hydraulic, to handle
compaction issues.
Slip and slide
Kinder Australia has designed a range of equipment to promote flow, prevent blockages and ensure production remains stable.
POOR CHUTE DESIGN, moisture content, or changing conditions can cause blockages.
Flow problems like this not only reduce productivity, but they can lead to material surges, spillage, and damage to nearby equipment.
Finding the right solution to prevent these flow problems can be a little tricky, according to Tim Storer, a field application specialist at Kinder Australia.
He told ABHR about several factors that need to be taken into consideration, including particle size, moisture content, impact strength, abrasion, and chute shape.
“When customers approach us with an issue, we ask them for information about the application. Working closely with maintenance personnel and seeing the system running are some of the best ways to find out what is needed,” he said.
“Flow solutions are a different beast when compared with something like wear liners. A wear liner has one job: it’s a sacrifice part that extends the life of surrounding equipment.”
“Flow solutions need to do a range of things – protect the structure, be easy to work with, and ensure the material flows through at a stable, easy-to-predict rate. There should be no loss of production, extra cleaning or surging.”

Kinder Australia has developed a wide range of solutions to address common issues like bridging, caking, ratholing and wear.
On the lighter end, Kinder Australia provides the K-Slip Low Friction Liner. The rubber backed ultra-high molecular weight polyethylene (UHMWPE) liner is ideal for applications that involve fine particulate materials. Although these materials present minimal wear, there can be issues with how the
material flows.
Fine, non-abrasive particles that have passed through the crushing and grinding circuit may be required to flow through complicated shaped chutes where there is restricted head room. With a conventional low-friction material, it can be difficult to install these complicated transition and confined points.
For more wear-intensive applications, Kinder Australia provides the K-Slide Low Friction Liner. The UHMWPE material can be supplied in a range of grades, thicknesses, and sheet sizes.
Storer said the company can even cut the material to size using precision computer numerical control (CNC) machining with counterbored or countersunk holes if required.
When a higher level of wear protection is required, Kinder can supply its proprietary Kryptane urethane wear liner, engineered
to meet the demands of specific materials.
“In some cases, hang-ups aren’t creating blockages – excessive abrasion is,” Storer said.
“Simple to install, the K-Superline Polyurethane Lining System can solve the issue of sliding abrasion, impact damage, sticking material, excessive corrosion, and even loud noise from constant material impact.

“Compared with traditional steel, it is 85 per cent lighter. This provides a huge advantage when it comes to installation and maintenance.”
Long lasting anti-wear protection and greater tear resistance are built into the Superline system to ensure maintenance remains relatively minor.
The latest addition to Kinder’s range is the K-Floshield, designed to solve violent material situations. The system is an extreme impact- and abrasion-resistant wear liner solution that uses a pre-polished, high-strength
LINERS 26 І Australian Bulk Handling Review: May/June 2023
Kinder Australia has developed a wide range of solutions to address common issues.
chromium carbide top layer fused onto a mild carbon steel base plate.
The pre-polished top layer can withstand extreme abrasion and is ideal for applications where material carry back and wet or sticky conveyed material is a major concern. The combined polishing action delivered by the top layer and the highly abrasive bulk material qualities delivers a low co-efficient of friction and reductions in surface scratching.
Storer said these properties further aid the slipperiness of the wear liner and minimise the incidences of hang ups and blockages.
“Going back a few years, we saw that we would need to expand and grow our range of flow solutions, especially in the heavier industries, which is why we introduced the K-Floshield,” he said,
“We’ve had amazing feedback from customers about our entire range.
“We’re holding more stock for different application due to the increasing demand.
“They’re often most impressed by how easy the liners are to work with. We’ve heard great feedback about the K-Slip and the K-Slide – customers have reported a massive improvement in uptime and maintenance.”
Kinder’s field application specialists work closely with customers to ensure they are getting the best fit. In his role, Storer frequently visits sites to see how the liners are operating, and to see if there are other problems that Kinder could solve.
The business also works closely with its distributors to provide technical support around Australia and internationally.
Storer said the company plans to continue growing its range to fit into more industries.
“We are forever learning from the industries we serve,” he said. “The more sectors we can serve, the more our understanding and offering can grow.
“Understanding our clients’ sites and applications is vital for us to grow.”
For more wear-intensive applications, Kinder Australia provides the K-Slide Low Friction Liner.
A gearbox fit for a king
Regal Rexnord has designed a range of gear drives that keep operating temperatures low and reliability high.
MOST OF THE MINES
Regal Rexnord services are in harsh environments. The heat and dust put a lot of strain on moving parts, and to make matters more complicated, these locations are often extremely remote.

As a result, reliability is paramount. Downtime on these sites is extremely expensive, as they can be hundreds, if not thousands of kilometres from a capital city.

Shane Rock, Regal Rexnord’s general manager for the Australasian region, said this is why the company has focused on developing extremely reliable equipment like the Falk V-Class gear drive.
“The V-Class has had more than 100,000 hours of research and development put into it,” he told ABHR “Extensive modelling has been done to
ensure it meets our expectations.
“There’s a lot of clever design that minimises the number of moving parts that can handle the heavy-duty environments and run cooler.”
To maximise performance and life of the drive, the V-Class features cast cooling fins on the ductile iron housing surface that optimise air speed for maximum heat dissipation.
Even with all of these cooling features there are still some applications that require more drive cooling such as high-power, highoutput-speed gearboxes.
For those applications, Regal Rexnord offers the DuraPlate cooling system to provide additional thermal capacity.
The DuraPlate is a self-contained heat exchanger integral to the gear unit
itself. It will typically more than double the thermal capacity of a fan-cooled gear reducer, which often allows the unit’s thermal ratings to equal or exceed the mechanical ratings.
DuraPlate requires no external power or a water supply because it’s powered by a shaft-driven pump mounted in an intermediate gear shaft. This configuration requires no additional motors, electrical equipment installation, or plumbing for water.
Stainless steel hoses provide durable and protected oil circulation for a long drive lifespan. The DuraPlate heat exchanger is manufactured with heavygauge stainless steel which, unlike traditional fin and core radiator-style coolers, can’t block from dust and is almost impossible to damage.
When the gearbox is operating, the
MOTORS, GEARS AND DRIVES 28 І Australian Bulk Handling Review: May/June 2023
Durability is paramount for Regal Rexnord’s customers.
shaft-driven pump continuously draws oil from the gearbox sump and the gear lubricant is delivered to a thermally actuated valve. When the V-Class is operating without need for additional thermal capacity, the oil is returned directly to the gearbox. Then, when the V-Class oil temperature exceeds a certain threshold, the valve begins to redirect the oil to travel through the DuraPlate heat exchanger.
Rock said customers have been very happy with the gear boxes on their sites.
“DuraPlate has been extremely reliable and the gearboxes are running at lower temperatures, which means longer periods between oil changes,” he said.
“Regal Rexnord has been supplying the V-Class gear drives for Australian customers for about 10 years now.

“We also have the capability to full load test gearboxes at both our assembly and repair centres in Newcastle and Perth, where we have invested significantly in equipment and technology.”
Having locations on each coast was an important logistical consideration for the company, as it can sometimes take more than a week to ship a gearbox from one side of the country to another.
Rock said availability is everything when it comes to the mining industry –customers can’t risk even a week when their operation is on the line.
“It’s not something they ever want to entertain. They also want to see
first-hand any issues to assist them with continuous improvement of their operations,” he said.



Regal Rexnord has also significantly invested into an apprenticeship and graduate engineering programs. The business wants to ensure it is supporting the next generation of workers in the industry, so it has begun hiring new apprentices and graduates every year.
Rock said the decision was made to make sure the company was supporting Australian jobs, growing the industry and ensuring there was enough sufficient skilled tradespeople to support its growth plans given the recent acquisition of Altra Motion.

“Altra is an exciting addition to Regal Rexnord,” Rock said. “With brands like Svendborg Brakes and Stieber backstops, it uniquely positions Regal Rexnord as a complete power transmission supplier to the mining industry.”
Bulk solids storage and handling solutions made in Australia for Australian Conditions

 Regal Rexnord has supplied the V-Class gear drives to Australian customers for around 10 years.
Regal Rexnord has supplied the V-Class gear drives to Australian customers for around 10 years.
Walla Walla, NSW Toowoomba, QLD Perth, WA (07) 4634 4622 info@kotzur.com www.kotzur.com (02) 6029 4700 (02) 6029 4700
Controlling the motion
A local distributor has become the first South Australian company to offer certified assembly services for Bonfiglioli solutions.
MOTION CONTROL, AN ADELAIDEbased power transmission, has acquired a machine that makes it totally unique in the local market.
The company invested in a Bonfiglioli assembly machine, sourced directly from its headquarters in Italy.
As a result, Motion Control is the only local distributor (besides Bonfiglioli itself) certified and accredited to carry out complete assembly of Bonfiglioli solutions.
Claude Masiero, Motion Control’s general manager, told ABHR the investment enables the company to provide better services to service Bonfiglioli customers across South Australia.
“Previously we had to source products from Sydney and this meant clients waited for a week at least. Now we can offer the same day turnaround
on delivery and don’t charge extra for it,” he said.
The company also offers 24/7 support service (including breakdowns) and the supply of spares and repair services, as well as local building of planetaries.
Motion Control has been supplying complete power transmission products to a wide range of industries (from food and beverage, to packaging, winery, automotive and mining) throughout South Australia, since 1993.
Its large stockholding and extensive service offering has made it a valuable partner to Bonfiglioli.
“We have found that the diversity of Bonfiglioli’s range of solutions makes it well-suited for use across industries, and in applications of all types. Customers could use one brand all the way through their plant, and this simplifies maintenance,” Masiero said.
The company provides solutions ranging from motor gearboxes to complete drive systems.
The partnership between the businesses was demonstrated in a recent project completed for a steel plant located in South Australia.
Motion Control was commissioned to upgrade a ball mill drive system and it recommended the installation of 2HD boxes, from Bonfiglioli’s range.

“Bonfiglioli assembled these gearboxes in Sydney, where they were tested and laser aligned. Bonfiglioli also carried out the commissioning on site. The customer will be able to secure spare parts and service from Motion Control,” Masiero said.
“We have very good relationships with our partner OEMs. The good rapport we have established with these companies demonstrates the longevity of our relationships, and that we’ve seen each other through the good and bad times.
“Through our experience, we
always work out the best solutions for customers. Our investment in the new Bonfiglioli assembly machine now enables us to put together products and solutions in no time”.
Danie De Vries, Bonfiglioli regional manager for South Australia said having a distributor like Motion Control, with assembly capability that can react to market requirement very quickly, is invaluable.

“With the geographical area of South Australia being as large as it is, servicing the market remotely from Victoria was very difficult,” De Vries said.
“The South Australian market, including the Victoria and Tasmania regions, has always been an important part of our business, making up 20% of total sales. In spite of various challenges experienced in the last year, the opportunities for market growth are positive”.
MOTORS, GEARS, DRIVES 30 І Australian Bulk Handling Review: May/June 2023
The new Bonfiglioli assembly machine
Claude Masiero, general manager of Motion Control, pictured with the new Bonfiglioli assembly machine
We understand you need insightful process information to help you run your plant efficiently.




MEASURED VALUE +ADDED VALUE
You make confident decisions backed by process data and a complete portfolio of services and solutions to support you.
Micropilot FWR30: The cloud connected radar sensor provides access to surface level information from everywhere at any time.

Micropilot FMR67B: 80 GHz radar level measurement even under demanding process conditions for smart safety and increased productivity.
Inventory Management SolutionsReduce inventory costs and increase productivity with complete inventory visibility - 24/7.

Do you want to learn more? www.au.endress.com
Netilion
Netilion
Ahrens future-proofs Australia’s farming vision
Robust cropping yields recorded nationally are seeing more and more rural and commercial clients turn to one of Australia’s leading rural infrastructure providers – Ahrens Group.
FOUNDED 120 YEARS AGO IN Sheaoak Log, near the Barossa Valley in South Australia, Ahrens initially offered blacksmith services to nearby farming communities.
The family has seen the business evolve into a national manufacturing and engineering company for design and construction, mining and industrial services, steel fabrication, energy, water storage, sheds and silos.
The company can deliver projects from concept to completion and is supported by more than 1000 people across Australia, with an additional footprint overseas.
Importantly, a key to Ahrens’ success and growth is its vertical integration, which enables the company to supply highly functional and cost-effective rural infrastructure. Its portfolio of rural infrastructure involves manufacturing bulker systems, feeders and field bins
through to transportable silos and siteconstructed flat bottom silos.
Ahrens’ long partnership with Brandt means it can provide customers highperformance grain-handling solutions, including augers and conveyors.
At the helm of Ahrens silo range is Mirela Vuckic, transportable silos general manager, and Nick Pizzino, site-constructed silos general manager. Pizzino is also general manager of Ahrens steel and site services.
“The standard that differentiates us from competitors is the quality of our steel products, which are manufactured locally on our sites and delivered to customers either fully assembled or ready for site construction,” Pizzino said.
Pizzino said the company’s unique supply chain is its core strength. He believes Ahrens’ roll forming lines for its flat bottom silos further help to heavily reduce lead times.
Vuckic said Ahrens’ capabilities give the company greater control in a competitive market.
“Our in-house capabilities also provide us versatility – especially as demands increase – for individual silos or complete grain storage systems to suit all types of grain, fertiliser, dairy and seed and feeds,” Vuckic said.
“Our on-farm and agribusiness solutions are also backed by worldleading technology, making us a trusted partner in supporting our clients with rural infrastructure that meets their needs.”
Silo strength
Orders for Ahrens flat bottom silos have grown significantly since the company launched the range in 2020, with an increase of 600 per cent growth for the current 2023 harvest season.

SILOS 32 І Australian Bulk Handling Review: May/June 2023
Ahrens’ unique capabilities support land professionals like Victorian farmers Gus and Peter Weir reap the benefits with their flat bottom silos.
The orders, ranging from 800–8000 tonnes, have been placed by individual clients located throughout Victoria, New South Wales and South Australia regions, and includes repeat customers.
“Our growth in sales is also in response to our developed brand recognition in the market, which leverages off our long-standing and trusted history in the transportable silo market, plus our quality Australian product and five-year warranty,” Vuckic said. “Word of mouth is a strong advertisement for us, combined with previous silos built in prominent, high-exposure farming areas, plus our renowned reputation for quality and service.”
“From an investment approach, a surge in Aussie farmers storing their grain on-farm and with our silos is proving better than money in the bank.”
This was the case for fourth- and fifth-generation Victorian farmers Gus Weir and his son Peter, from Rainbow in the southern Mallee district, who ended the last season on a high.
The large-scale farmers engaged Ahrens Rural to deliver six 1500-tonne flat bottom silos and more recently, six 60-tonne silos.
“Not only is Ahrens’ infrastructure adding to the value of our crops, but they are also making all aspects of the grain harvest more enjoyable and efficient,” Peter Weir said.
“From the headers and truck drivers to the marketers and buyers – all see and reap the benefits.”
By choosing Ahrens rural infrastructure, the farmers say they can maintain grain quality due to the silos providing optimum storage temperature and pest protection through a GasLock seal.
Importantly, the storage solutions help the Weirs to bolster their harvest efficiencies and take control of their grain marketing in a bid to secure best possible prices.
Furthermore, the outload equipment of augers and grain belts also help them to transfer their products with ease.
Customer satisfaction
Ahrens builds every silo to national standards and to suit every rural or commercial setting. Its range is made to withstand Australia’s climatic conditions and are resistant to pests, helping land professionals to further maintain grain integrity.
Vuckic said by turning to Ahrens’ rural infrastructure, clients are investing in 100 per cent Australian made products, built by locals in local communities.
“Our storage solutions help our customers to bolster their harvest efficiencies and take control of their grain marketing in a bid to secure best possible price,” Vuckic said.
“We are proud to guarantee our silo workmanship with an industryleading five-year warranty.”
The company is also backed by experienced local engineers whose skills continually provide their customers peace of mind when it comes to protecting their investments for the long-term.
Need a Hand With Your Material Storage Design?
Your Source for:
• Storage systems: engineered to ensure reliable, consistent material flow
• Processing vessels: developed to purge resin volatiles or act as a dryer

• Feeders: optimized screw and belt feeders that maintain reliable flow
• Stockpiles: designed to maximize gravity reclaim and avoid ratholing
• Pneumatic conveyors: engineered for flow, prevention of wear & attrition
• Peer reviews: a review of proposed system design from material flow basis
Solids \ Powders \ Conveying \ Processing \ Storage +61 8 9277 3303 \ info-australia@jenike.com \ jenike.com Innovating, modelling, and designing 55 YEARS
have been your bulk material solution provider from concept to commercialisation for 55 years.
We
Moving out
NetterVibration Australia has a range of products that can help get grain flowing from almost any silo.
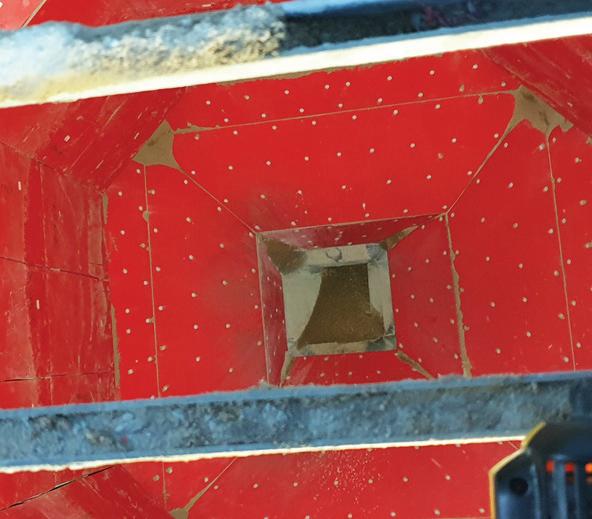
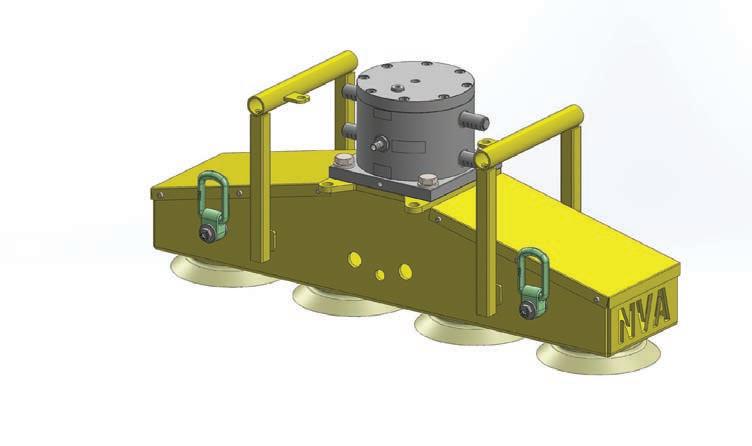
WHEN GRAIN DOESN’T FULLY discharge from a silo, it can create all sorts of problems. In addition to the productivity loss, the remnants may germinate and could contaminate any new product fed into the silo.

NetterVibration has designed an effective way of dealing with silobased flow problems with the use of industrial vibrators.
It can provide pneumatic linear vibrators that are attached to the silo wall or, in the case of sloping floor silos, underneath the floor.
NetterVibration Australia’s range includes electric, pneumatic and hydraulic vibrators, with force outputs from 14N to in excess of 170,000N.

But one size does not fit all, which is why the business works with the customer to find the most efficient and economical model for the specific application.

John Isherwood, managing director at NetterVibration Australia, said the company works closely with its customers to find the right vibrator for the job.
“If they send us the size of a silo, the type of material being stored, and any other information that might be necessary, we can then get to work finding the right solution,” he told ABHR
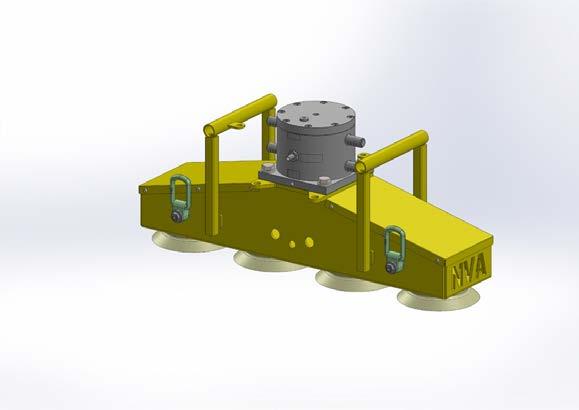
When it comes to grain storage, installing a pneumatic linear vibrator may have different requirements than materials like iron ore. Attaching vibrators presents an issue on grain silos, as they often have thinner walls.
Isherwood said there are two ways in which this problem can be overcome.
“For a permanent mount, the vibrator can be attached to the silo using a special glue method developed by NetterVibration, from their 70 years of experience in vibration technology,” he said. “However, the VacMount method is most suitable when several silos are involved, as the unit can be easily moved from silo to silo. The vibrator is mounted
to a plate which itself has vacuum suction cups mounted on the other side.
“Only one airline is required, with a split feed to the vacuum generator and the vibrator. Both are independently controlled, with frequency and amplitude of vibration also independently controlled.
“The whole system can be driven by a suitable portable compressor.”
Various sizes of vibrators are available together with VacMounts to suit. The vibrators are manufactured to extremely high quality in Europe, with ATEX rating as standard on most electric models, and rating 1 and 2 available to order on all models. Stainless steel versions are available for food industries and for aggressive atmospheres.
The company has been manufacturing vibrators for 70 years, supplying the Australian market since the 1970s.
Isherwood said the business focuses only on vibration, developing a specialist expertise over this time.
“It’s a global company, with seven branches and about 40 agents located around the world that share knowledge and support.”
“We work close with customers to find them the most suitable, economical models for the application.”
SILOS 34 І Australian Bulk Handling Review: May/June 2023
The vibrators are manufactured to extremely high quality in Europe.
NetterVibration Australia’s range includes electric, pneumatic and hydraulic vibrators.
Creating tomorrow’s solutions, today
For over 60 years, Bonfiglioli has been developing tailored transmission and drive solutions for industrial automation and wind energy.
With a network of 21 branches and 14 production plants in 80 countries around the globe, we bring you tried and tested world class solutions. Let’s build the next 60 years, together.
https://www.bonfiglioli.com/australia/en
Data-driven inventory management: The vital link in the chain
Endress+Hauser wants to create a smarter supply chain for Australian bulk handlers. ABHR spoke with Gustavo Queiroz, the company’s industry manager, to learn how.

CREATING SMARTER SYSTEMS
is Endress+Hauser’s bread and butter. The Swiss–German company has spent the past few years in Australia helping operators understand exactly what is happening within their silos and how best to manage it.
According to Gustavo Queiroz, industry manager at Endress+Hauser, that is just the beginning.
“Smart silos allow our customers to monitor all their key processes parameters in one place and make them available online. This means users can access all necessary information for inventory management and quality control,” he told ABHR
“The first step is installing process instrumentation, the next step is turning it into actionable insights.
“Instead of just giving the user the process data, such as level, we can use it to feed internal models that understand the process dynamics and provide tangible outcomes, moving
from a reactive to a smarter supply chain management.”
The company’s software can collect and analyse quantitative data, such as how much material is being stored, that can be then used to forecast when the silo needs to be refilled. It also tracks qualitative data, including moisture and temperature profile, to determine if the material being stored is in good condition.
If there is a risk to the commodity, the software can trigger a warning that alerts site management if something is wrong.
For commodities like grain, understanding the conditions inside a silo allows an operator to turn on a dryer at specific times. This can significantly reduce the amount of time a dryer is needed, cutting down on energy costs.
Queiroz said monitoring storage and effective inventory management are two key factors in creating a smart supply chain.
“We can use the data to optimise scheduling and plan deliveries, even if there is variation within a process. The system can predict when consumption will increase and can use that to automatically schedule a delivery to avoid running out of material,” he said.
“Our teams will work with our customer’s suppliers to understand the enterprise resource planning (ERP). We can then connect the two organisations, training everyone to find the key variables for what they need.
“This lets us create optimised scheduling plans, providing data to all stakeholders to make the right decisions. Quality insights allow users to move away from a reactive position towards proactive responses to nonconformities and anomalies.”
Powering Endress+Hauser’s predictions is its SupplyCare inventory management system.

This software was originally developed around 15 years ago for hard-

36 І Australian Bulk Handling Review: May/June 2023 SILOS
SupplyCare was originally developed around 15 years ago for hard-wired technology.
wired technology and programmable logic controllers.
As industrial Internet of Things (IIoT) technologies became more advanced and easier to install, the company moved away from the need for bulky infrastructure to battery powered devices.
The sensors can be set up in as little as 10 minutes and can connect to the cloud through cellular networks, making them an ideal fit for rural sites.
Queiroz said clients find the simplicity of the system a great benefit.
“To centralise this information in a traditional way, it would require expensive and time-consuming installations of a hard-wired control system across the entire site,” he said.
“Now, all it takes is setting up the device and pressing a button. It makes the entire system accessible – there’s no automation know-how necessary. We take away all the effort and handle the back-end processes.”
Information sent to the cloud is encrypted, with safeguards in place to ensure there is no risk of cyber attacks. Accounts can also be granted certain levels of restriction, allowing operators to have access to the level measurement data, while management can access configuration settings and security.
Endress+Hauser works with companies at all stages of the supply chain to ensure stakeholders have the information they need but can keep their data safe.
The company has offices in Sydney, Melbourne, Adelaide, Brisbane, and Perth, and will visit customers to run live demonstrations. If there is a group of customers in the area, the company also hosts webinars or business lunches where attendees can learn about how the technology can improve their operations.

Queiroz said the company knows the importance of improving efficiencies, especially when it comes to sustainability.
“An optimised supply chain has less deliveries, spends less energy on drying and managing the materials,” he said.
“We want to reduce the barriers for customers who don’t have the proper infrastructure and make it accessible Australia-wide.
“Endress+Hauser is ready to help turn their data into insights and action.”
PROACTIVE TODAY PRODUCTIVE TOMORROW visit us at kinder.com.au
Endress+Hauser works with companies on all ends of the supply chain.
Home grown cone
In response to extreme market demand, Satake Australia has unveiled its largest ever conical base silo.
WORKING IN A CONFINED space can be a dangerous job. Governments tend to agree, having put in place safety regulations to minimise risks for workers in vats, tanks, pits, pipes, chimneys, silos, and tunnels. This has made conical base silos an attractive piece of equipment to many employers, as there is minimal moving parts and no need for staff to enter the silo.
Satake Australia had seen the popularity of its range of conical-based silos soar as a result, but there was just one issue – its customers wanted more.
Caillum Coleman, a sales representative for Satake Australia, said with equipment getting bigger and faster, its customers were after an even larger silo.
“He had a 700-tonne silo which had a lot of great feedback from the industry, but the main thing we were hearing was it needed to be bigger,” he told ABHR
“We planned a 1000-tonne silo but even that wasn’t big enough, so instead we designed a 1445-tonne silo.”
The newly developed silos hit the market around a year ago and have proven to be a success.
Coleman said the strength of the silos is what sets them apart.
“Because they’re a sealed silo, they need to be heavy-duty and designed to withstand a certain level of stress at the weakest point,” he said.
“We run simulations to make sure it meets Australian Standards for wind rating and stability. We’ve got thick and heavy-duty universal column beams for the legs and a radius ring that supports the whole silo.”
For additional strength, the company has included external stiffeners that connect with the roof structure. These are also set up for overhead equipment, so if the silo is being installed with intake and unloading equipment, individual supports aren’t needed.
Satake Australia mainly provides the silos for grain-handling projects. It can provide a range of specialised silos for fertilisers, lime silos, coarse materials or fine materials.

Coleman said the company can design a silo to handle whatever needs to be stored.
“We’ve got lots of jobs on the go at the moment,” he said. “In the past six months, we’ve were involved with an inland port in central Queensland, a new development at the Port of Townsville and a heap of local jobs for the surrounding area.
“Our teams have just finished delivering silos and a cleaning system on the Murray River and have supplied a heap of silos down to Geelong (Victoria), as well.
“We’re Australia-wide and are well established across the eastern seaboard. We are willing to travel and have even done a few international projects in Papua New Guinea.”
Satake has been operating in Australia since 1992, when the company purchased the British company Robinson Milling Systems. Satake’s head office is located in Western Sydney, while its major manufacturing facility is in Allora, Queensland.
SILOS 38 І Australian Bulk Handling Review: May/June 2023
Satake’s newly developed silos hit the market around a year ago.
The company manufactures its silos out of Australian steel and employs crews to deliver and install them.
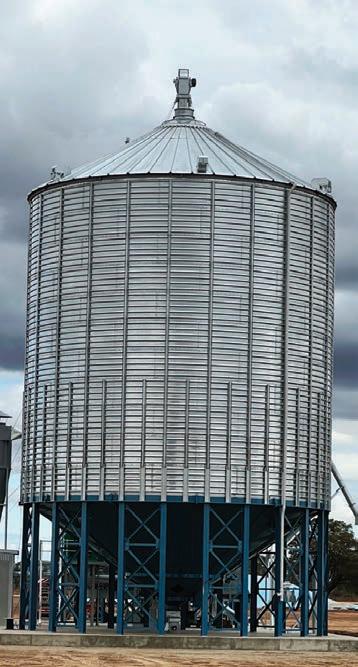
Coleman said there are about four crews that work full-time handling complex silo work, including a construction manager to handle the logistics.
“At the end of the day, we need to be flexible around things like weather events, and in the past couple of years, access to interstate travel,” he said.
With two workshops, Satake can build machinery specific to the Australian market and quickly fabricate spare parts. It works alongside local original equipment manufacturers for motors, gearboxes, and belts to ensure each project meets expectations.
The company continues to service and support a lot of its older equipment. Many of its flour and feed mills are more than 30 years old, with spare parts still on offer for machines that have turned 70.
It can also call upon the Satake Corporation, a global equipment supplier, for more than just silos. The business has a wide range of machinery fit for the cereal, pulse, nut and plastic processing industries.
Coleman said customers have been impressed by the new 1445-tonne silos.
“We had a new client that is over the moon with them,” he said. “They love the quality and are impressed the just how strong they are.
“They’re happy with how it all came together and how we got the job done.”
Satake Australia aims to continue its growth and has even started planning potential expansions to the range. While it’s still early in development, the company has started looking at even larger tonnages.
“There’s grinders going constantly at our Allora facility,” Coleman said. “There’s a lot of optimism in the industry, so we’re hoping to continue expanding.”
World leaders with over 45 years’ experience in Bulk Materials Handling Research and Consulting


Services:
Flow Properties and Materials Testing
Dust (environmental) Testing
Wear Testing (Impact, Abrasion and Erosion)
Conveyor Belt and Idler Roll Testing
Custom Numerical Simulation and Calibration Testing
Materials Handling Consultancy and Contracted Research


Bin and Stockpile Design
Pneumatic and Hydraulic Conveying
Technology and Knowledge Transfer
Site Visits
Professional Development Courses
TUNRA Bulk Solids develops custom solutions to suit the individual needs of our clients.
www.bulksolids.com.au +61 2 4033 9055 2023 Course Dates: Storage, Feeding, Transfer and Belt Conveying 30th May - 1st June (Mackay) 14th - 16th November (Perth) In-house customised courses available on demand contact Danielle.Harris@newcastle.edu.au
Satake Australia had seen the popularity of its range of conical based silos soar.
Manufacturing modular mining silos
Australian miners now have access to highly modular mining silos, thanks to a partnership between Transmin and an Italian silo manufacturer.
TRANSMIN’S CLIENTS HAVE
very specific requirements when it comes to silos. Its customers are usually involved in the mining industry and have high standards when it comes to quality, durability and delivery times.
Transmin needed a silo range that had a modular design, could adapt to different size and feed requirements, and was fast to manufacture, assemble and install.
It teamed up with Italian silo manufacturer Scutti, whose silos can be built entirely through bolted construction – no welding required.
Manufactured in Italy, Scutti’s silos have been specifically designed for container freight, allowing them to be shipped to anywhere in the world.
Shipments can use the existing supply chains and infrastructure, avoiding the need for specialised over-width or heavy vehicles.
David Parsons, the technical operations manager for process plant equipment at Transmin, said Scutti has a long history of providing silos for various industries.
“We deal with them on a daily basis,” he told ABHR. “They have a great, modular product and can also provide custom designs.
“From an engineering and delivery point of view, we know the product and manufacturing timeframes are accurate, allowing us to manage any risks with delivery times.”
The flexibility and ease of assembly makes the silos cost-effective and easy to set up in some of the most remote sites.
Transmin has modified the silos to ensure they are fit for purpose in the often-harsh local conditions, and fully compliant with Australian Standards.

Scutti initially designed the silos for use in the cement and lime industry but has since proven itself in other industries. Transmin has mainly deployed them in the minerals and mining sector, but the silos are also used in the water and wastewater treatment industries.
Parsons said logistics has been volatile around the globe following the COVID pandemic.
SILOS 40 І Australian Bulk Handling Review: May/June 2023
Transmin can also supply various silo accessories.
“However, working closely with our clients and Scutti and having accurate planning and inspection processes prior to dispatch has meant there has been minimal impact to the business and the timely delivery of projects,” he said.
“We make sure everything is inspected before it is packed. It’s a standardised process – it’s only the number of containers required that really changes.”
Transmin provides an in-depth installation and commissioning manual and has an in-house service team to support the client where needed. The company can also supply various accessories, including dust collectors, rotary valves, level indicators, screw feeders, and more.
Sarob Jain, a key account manager at Transmin, said the company can provide silos ranging from 20–3000 cubic metres in size.
“They can adapt to all kinds of size requirements and feed requirements,” he said.
“We can design and supply a complete silo system to suit most applications.”

Engineering support is also provided as part of the package, delivered through Transmin’s process plant team.
A Transmin service engineer will go to a customer’s site, help with the installation process, and assist with the day-today operations of the silo. They can also provide engineering reports and recommendations, and identify potential improvements and efficiencies.
“Once we have supplied the silo, we can also provide clients with commissioning and operational spares,” Jain said.
“We keep a lot of spares in stock to ensure we have a standard price and lead time. We can also supply spares for other brands of silos – which is a popular option.”
 The silos are cost-effective and easy to set up in some of the most remote sites.
The silos are cost-effective and easy to set up in some of the most remote sites.
Family forges custom silos
GE Silos has had some of its silos in use for more than 40 years. ABHR spoke with the company’s managing director to find out the secret to the company’s storage success.
IN 1978, NOEL AND BRIAN COMER
converted their father’s shearing shed into a workshop to begin making and modifying farm equipment.
Originally known as Comer Brothers, the company was approached by a customer to build a silo. Even though they were under-equipped for the challenge (the shed was too small to handle such a project), the brothers didn’t shy away.
This would be the start of a generations-long tradition. Jason Comer, Noel’s son, has grown up as part of the business, working in and around the family company since he was 12.

He told ABHR that custom silos remain the key part of the business, which is now named GE silos.
“Every farm operates differently and needs silos that will suit the applications,” he said.
“Whether the farmer needs the silo to fit into a certain space, or to handle a certain type of material, or if it needs a particular ladder or walkway.”
The first step is working closely with the customer to find out exactly what they are looking for in a silo.

Comer said that many clients call up looking for a standard silo and don’t realise the options available to them.
What is being stored, for how long, and how will it be emptied are all important questions that GE Silos asks. After the engineering team has a solid understanding of the project, they can provide a concept drawing and explore several solutions before beginning the manufacturing process.
The company manufactures around 300 silos a year and has developed a tried-and-tested process that starts with shaping the cone by welding together flat sheets of Zincalume steel. The combined sheet is then formed into a cone shape ready to be fixed into a steel frame.
Every cone is built by hand, which means the company can build almost any configuration.
“While the cone is being shaped, we start building the frame of the silo,” Comer said. “Most frames include one or two rolled steel rings connected by a specified number of legs depending on the size of the silo.
“Our frames are one of the most oftcustomised parts of the silo, with many customers asking for outlet height and frame feature changes.
“Next, we connect the cone to the frame, forming the base of the silo. Then the manhole, outlet, and bag chute are attached, along with any other
attachments for the base. We have a range of standard chutes and outlets, but more often than not we are building the silo with a unique set of attachments chosen by the customer.”
While this process is happening, white-painted galvanised sheets are cut into sections shaped with valleys and ridges to form the roof. The upper silo is attached to the base, and the finishing touches are then added.
All the silos are engineered to ensure they meet the right requirements for wind, seismic conditions, and static loading.
GE Silos also delivers the silos to the client and helps with the installation process. This may even involve shifting other silos on site.
The company focuses primarily on custom silos and can handle a vast range of potential projects.
“The smallest we make is 5.8 tonnes, with the largest being a row of 135-tonne silos with conveyor access across the top and a space for a conveyor underneath,” Comer said. “That’s proved to be a popular request – we’re now designing our silos to carry conveyors and walkways on top of them. It came from a customer request, which we’re now offering to others. We’re always looking for ways to continue improving our products.”


SILOS
42 І Australian Bulk Handling Review: May/June 2023
GE Silos can build almost any cone configuration.
Stronger together
Schenck Process Mining has become part of Sandvik Rock Processing Solutions.


SP Mining & Sandvik share a deep passion for innovation. Our combined global footprint of R&D and production facilities bring the expertise of our people even closer to our customers.
We are now better positioned than ever, to develop innovative solutions to the challenges of our industry.
ROCKPROCESSING.SANDVIK Watch this video to learn what this new partnership means to your business or visit our website:
Leaders in the fields
Australia’s agriculture industry have embraced new silo trends. ABHR sat down with Allied Grain Systems to learn how the industry is changing.
WITH THE END OF THE DROUGHT and the increase in wet weather, there has been an increase in grain storage.
Cameron Livolsi, sales manager at Allied Grain Storage, said people are moving away from the standard convention of just having a few seed silos.
“More grain growers are moving towards bulk storage because its more efficient,” he told ABHR. “The bigger the silos, the cost effective the storage is per tonne.”
“It enables them to market their own grain without being beholden to external forces and reducing the strain on system at harvest time. Enabling both the growers and end users the ability to control when product is delivered.”
Allied Grain Systems designs,
constructs and installs handling and storage solutions for the entire Australian grains industry. In addition to supplying on-farm silos to growers, it also builds commercial-scale solutions for complex grain handling and processing sites, using the latest technologies. The company specialises in structural, civil, and mechanical project management.
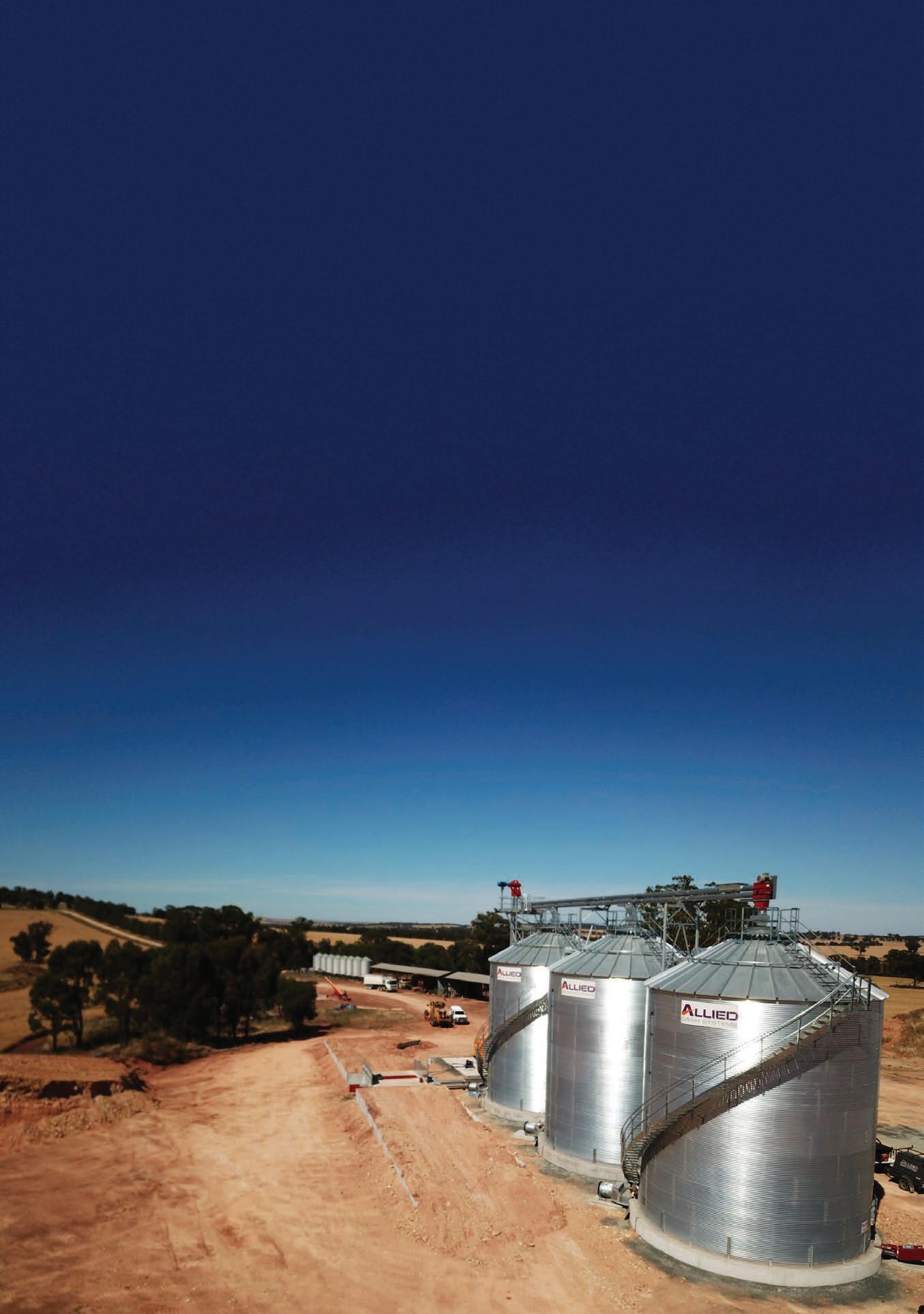
Livolsi said Allied Grain Systems can provide conical silos and flatbottom storage silos for a wide range of uses.
“We can anything from 250t to 1500t for conical silos through to 500t to 20,000t and beyond for flat bottom silos,” he said.
“We have worked with projects around the country, with ports,
malting facilities – anyone looking for bulk storage and handling of grains.”
One example of Allied Grain Systems working alongside the industry is delivering transhipment infrastructure for T-Ports at Wallaroo on South Australia’s Yorke Peninsula.
The project will see two new silos built, providing 20,500 tonnes of storage at the port itself. Each will be fully sealed to allow for fumigation and will be connected to two hoppers each with an intake of 500 tonnes per hour.
The belt conveyor across the top of the silos is an enclosed Hi Roller belt conveyor, with dust filters equipped at each transfer point to minimise dust emissions.
Allied Grain Systems will provide all the structural work and has independently tested the belts to
44 І Australian Bulk Handling Review: May/June 2023
SILOS
All of the company’s structural work is done in Australia.
ensure it complies with Australian Standards. With proper preventative maintenance, the conveyor is expected to last for more than 20 years.

Livolsi said gas sealing has become much more important to the market.






“Unsealed silos can lead to fumigation leaking out and becoming less effective,” he said. “This means pests can build up a tolerance to the few approved chemicals in Australia.”

“If that happens, more expensive fumigants will be required, or more labour-intensive methods will need to be used to stop pests.”
Allied Grain Systems has supported the grain industry for more than 25 years, building up its expertise.
Livolsi said that as specialist in grain storage and handling, the company can work with its clients to develop the best solutions.
“We’ve grown large enough that we can take on big projects with really good quality, specialised products for grain handling,” he said.
“We have a full manufacturing facility that is capable of handling pretty much anything. All of our structural work is done in Australia.
“With the end of the drought, we have expanded workshop and workforce, which has allowed us to take on more projects. This growth has led to more happy customers and we hope to continue growing as leaders in our field.”
• Powder
• Dust
• Granules
• Bins
• Powder
• Dust
• Granules
• High Temperature
• High Pressure
• Powder
• Dust
• Granules
• Bins
• Powder
• Dust
• Granules

363 163 DRY SOLID FLOW SOLUTIONS sales@bintech.com.au www.bintech.com.au
The company can provide conical silos and flat-bottom storage silos.
1300
FLOW MEASUREMENT FOR DRY BULK SOLIDS
P
SWR ENGINEERING BINTECH SYSTEMS ONLINE MOISTURE & PROCESS TEMPERATURE MEASUREMENT WITH FLOW DETECTION
FOR VOLUME FLOW MEASUREMENT CONTINUOUS AMBIENT AIR DUST MONITORING DETECTION OF SILICA DUST NEW • Feeders • Conveyers
Mixers
Feeders
Conveyers
Mixers
High Temperature
High Pressure
Non Contact
MAXXFLOW
HTC M-SENSE 3 AIRFLOW
AIRSAFE
SENSOR
•
•
•
•
•
•
•
The perfect storm
Severe flooding has caused havoc across parts of eastern Australia. ABHR talks to HE Silos about how it learned to weather the storm.
which have gone through 3D-computeraided design modelling and finite element analysis to simulate and review their structural integrity.
Storm said company’s engineers can easily calculate the structural strength with varying material sizes to ensure its silos exceed the industry and global standards.
“With more than 50 years’ experience, we will continue to heavily invest in research and development to ensure we are manufacturing and supplying the best grain storage solutions we possibly can,” he said.
“We are adapting to new manufacturing technologies as equipment and raw materials continue to evolve and improve and our dedicated team take ownership at every level for the quality of our products.
AFTER YEARS OF

DROUGHT,
2022 ended up as one the wettest years on record in New South Wales, according to the Bureau of Meteorology.
While many farmers were rejoicing, the deluge was not all good news. Flooding affected many areas, interrupting growers and agricultural businesses.
Larry Storm, general manager at HE Silos, told ABHR how the floods hit the Forbes-based business.
“Our facilities were flooded twice in one month, losing us a month of production,” he said. “It also saw us not able to deliver silos due to the wet conditions, localised flooding, road closures and lack of access to properties.”
Extreme weather is just one of the issues facing Australia’s agricultural industry. A disrupted supply chain has led to delays in raw material, labour shortages and job shifting, which Storm said has increased costs of production.
There has also been an increased demand for multiple silo installations

on farms to better manage post-harvest storages and segregate product.
Storm said the demand is a direct flow-on effect from several factors, including the drought, COVID-19, and flooding, which created unprecedented market fluctuations.
“This has led to a higher level of risk management from processors to create more consistency for the raw materials supply chain,” he said.
“There is a higher demand for traceability and a trend for processors to place contractors directly with the growers for particular varieties of grain.
“They want to minimise their risks and ensure they are receiving the highest quality and consistent products to run through their processing plants.”
Luckily for HE Silos, the company has bounced back and is remodelling and renovating its offices.
The company is also upgrading its manufacturing capacities with new equipment and processes. It has redesigned and relaunched its kit silos,
“Coupled with our quality control systems, material and design testing ensures every silo we produce is of the highest standard available on the market.”
The company plans to continue expanding its business through measured capital expansion projects, and to secure the family business for the next generation.
It has a three-year plan to double its capacity and floor space for predicted future growth and has already commenced expanding its bulk and kit silo manufacturing site.
“Our customers always have positive feedback, in particular through the management of deliveries during restricted road movements,” Storm said.
“Even during the flooding, we were able to adapt, hold in our yard and redirect deliveries as required, giving our customers flexibility while they were also suffering from severe flooding.
“A very big thank you goes out to our employees. Without their efforts, we would have certainly lost valuable equipment.”
SILOS 46 І Australian Bulk Handling Review: May/June 2023
HE Silos will continue to invest in R&D to ensure it is manufacturing the best grain storage solutions it can.




PROUDLY PRESENTED BY MHD Supply Chain Solutions THURS 8 JUNE 2023 SPONSORED BY Australia
No more second guessing silos
BULK HANDLERS DON’T HAVE the luxury of a crystal ball when it comes to building infrastructure.
Projects can cost thousands, or even millions, of dollars, meaning there’s a lot of pressure from stakeholders to ensure the project is built right.
But infrastructure like silos can last for decades. How can you predict what the operation, industry, business, or technology will look like that far ahead in the future?
That’s the question that the familyowned business wants to help its customers solve.
“Without a master plan, you could build inefficiencies into a system later on down the track,” Benjamin Kotzur, chief technical officer at Kotzur told ABHR
“If the layout of a site is not ideal, if there’s not enough space for storage or processing in the right place, the entire site’s productivity is hampered.”
“This could happen if a site needs to
scale up and there’s not enough space for a conveyor system or mechanical equipment. An expensive (or inefficient) workaround needs to be found, adding extra layers of difficulty.”
Future proofing is a key part of Kotzur’s site design. Its estimating teams ask clients where they see themselves in the next five to 10 years’ time to get an idea of the customer’s vision.
The process is unique for each operator. For example, Kotzur might help with a cropping business that primarily handles agricultural grains. It wants to achieve the most efficient storage arrangement for different grades of its products and types. Kotzur will design the site to ensure it has the right amount of inloading and outloading capacity to handle the busy harvest as well as normal operations.
Flexibility is the name of the game when it comes to future proofing, as customer plans almost always end
up changing.
“Keeping a master plan flexible gives the client several options for growth,” Kotzur said. “In the short term, you can set yourself up for success and guide your business.”
“We can adapt to changes as they occur. Designs will allow for alternate routing for product flows, allow for different configurations of storage, and more.
“Our estimators find out what matters to the client to ensure they have their options open if plans change.”
Market trends can also lead to changing requirements, especially when it comes to silos. Customers in the bulk handling space are looking for bigger equipment, especially in the grain industry. Kotzur aims to keep up with the pace of the market, providing silos and equipment that can handle large volumes of storage and processing.
Kotzur said around 30 years ago, 60 to 100 tonnes per hour was considered

SILOS 48 І Australian Bulk Handling Review: May/June 2023
Kotzur is encouraging its customers to create a master plan for new bulk storage projects.
Future proofing is a key part of Kotzur’s site design.
an industry standard speed. Now, it’s not uncommon to see sites with the capacity to handle 250 tonnes per hour.
Bevan Austin, national sales manager at Kotzur, said the company’s standard product is becoming more complex than it used to be.

“It’s no longer just putting up a silo in a paddock – yields are getting higher, customers want to handle more material and handle it quicker,” Austin said.
“To meet their storage goals, they’re looking to install three silos with a conveyor that runs material between them.
“We help them make that system work for the long term. If you want to install three more lines, we can include space for them in the early stages of the project.”
The company has facilities in Perth, Toowoomba (QLD), and Walla Walla (NSW), where its manufactures its silos and storage equipment for several industries.
Because its equipment is built locally, Kotzur adheres and aims to exceed the relevant Australian Standards. This helps ensure its equipment will likely meet any updated regulatory changes.
While Kotzur started as a general engineering firm for the local farming industry, it has since grown to service other sectors as well, including mining, industrial chemicals, and plastics sectors.
It offers several services for customers looking for ongoing maintenance and support. An in-house engineering team can provide detailed technical assistance for clients looking
to further expand. The team can also offer advice based on the operation of the facilities to ensure they are working properly.
For the grain industry, the company can provide technical services and support to help sites maintain product quality while in storage.
Austin said every client can develop a master plan with Kotzur.
“We’ve been getting a lot of inquiries and want to help flesh out the big picture for them,” he said.
“They’re also looking to see how automation can be rolled into facilities. The prospects are exciting.”
Order now to meet your 2023 requirements – call 08 8268 5333 email enquiries@kiliceng.com.au Visit bunkerstacker.com to see our range. /kilicengineering MAKING GREAT MACHINES EVEN BETTER KE improvements to material handling, electrical and generator systems add value to grain receival operations. Capacity of up to 750 tonnes per hour.
Kotzur adheres and aims to exceed the relevant Australian Standards.
The company can provide technical services and support.
Grow with the flow
When a material doesn’t flow, production grinds to a halt. ABHR learns more about how AGI designs its silos to facilitate flow in almost any condition.
NON-FLOWING MATERIALS
pose a challenge to silo designers. How do you build a silo that can store and, more importantly, retrieve the material?
That was the exact dilemma facing a Mexican company that needed to store mill meal, a product that sticks to silo walls, absorbs moisture and clumps together. In a conventional silo, the commodity would not move at all due to bridging.
Peter Forster, Ag Growth International’s (AGI) Australia and New Zealand business manager, said designing purely for flow rate is just one piece of the puzzle.
“A combination of factors helps us to create solutions for some of the hardest storage problems,” he told ABHR
“On top of flow rate, you need to factor in the seismic conditions, wind, the moisture and temperature of the product, how long it will be stored, external temperatures and fumigation requirements, just to name a few.”
When a silo is not designed to handle all of these factors, material hang-ups can halt the process entirely. In extreme situations, jackhammers are brought out to dislodge the loads – a risky proposition for crew and equipment.
The Mexican company got in touch with AGI to see what a potential solution would look like. Following several questions to determine the local environment, bulk density and the nature of the material, AGI began an investigation into the design.
Its team of engineering specialists made several recommendations, drawing on years of experience working in the industry.
Forster said the team knows what will work and what won’t thanks to its global reach and extensive install base.
“In this case, we had prior experience with this kind of product. We knew the meal wouldn’t flow on its own, which is why AGI recommended combining a
smooth-wall bin storage system with the Hydracone,” he said.
The Hydracone system, supplied by AGI partner Morillon, is specifically designed to unload products that do not naturally flow from conical bottom silos. An Archimedes screw driven by a hydraulic motor sweeps the cone of the silo in a rotating movement to completely extract all of the product.
It can completely empty the silo while reducing the risk of product bridging. Maintenance is possible when
the silo is full, and all moving parts are enclosed.
Forster said the system was designed by silo unloading system specialist Morillon, with extensive expertise in unloading the most difficult materials.

“Our silos and Morillon’s products often go together – they make highly specialised equipment for highly complex situations,” he said. “We worked closely with them to ensure to ensure the whole storage and handling solution will work for their requirements.”

SILOS 50 І Australian Bulk Handling Review: May/June 2023
AGI has designed silos for all around the world. (Photo provided by Morillon)
The end result was a flat-wall silo, which was selected to ensure the material would flow with minimal issue.
Forster said the company usually uses corrugated steel, due to the additional strength it provides. But in this case, it was important to reduce as much friction as possible.

Design expertise
AGI has designed silos for use all around the world, engineering its equipment to operate in some of the largest mills and most demanding environments.
The company is spread across the entire agriculture and food supply chain, handling products like high oil seeds, dense non-flowing feed products, powders, food, and more.
AGI’s investigative process plays a key role in the design and engineering of a customer’s unique silo system.
On top of learning about the material, AGI also determines the desired throughput and an estimate of how long the material will be stored.
Forster said there is a major difference between the design of a 100-tonne silo and a 1000-tonne silo, or a storage system that holds grain for a few days and one that holds grain for a few years.
To ensure its products can withstand almost any condition, AGI uses finite element analysis and computer-aided design for structural performance. In addition, its silos are tested for strength and durability in earthquake simulators using the US shake tables.
Forster said the company uses thermocouple technologies to monitor and test the temperatures and moisture control within silos so that it knows material will not stick to the walls.


“AGI has a range of mixed flow dryers and aeration systems and partners with
a refrigeration company to add cooling systems if needed,” Forster said.

“We use some of the highest tensile steel in the world and one of the highest rated galvanisations in the industry.
“All of our equipment is feature-rich, designed to international codes, and places safety and sustainability at the highest level.”
With more than 200 engineers, the company is looking to continue improving on the design and availability of its products. It plans to incorporate more technology into its systems.
“We’re also looking at making our products available to a wider array of customers,” Forster said. “Soon, you’ll be able to buy the same product from anywhere in the world.
“AGI is at the forefront of grain, feed and food handling systems and silo design and we’re seeing more sophisticated technologies on a daily basis.”
Both belt and
BELT
MONEY SAVING FEATURES: • Low power consumption • Reliability • Low wear and tear • Low maintenance • High capacity • Light weight belt • Steep angles of inclination • High belt speeds • Dust tight • True belt tracking • Complete settling of materials on belt • Simple conversion from open to closed conveyor CONTACT US FOR MORE INFORMATION Aerobelt Australia Pty Ltd Ph: 02 4631 2919 | Mob: 0419 279 566 | Fax: 02 4631 2915 info@aerobelt.com.au | aerobelt.com.au
product are carried on a cushion of air
CONVEYOR Air-cushion
Turning the key
ABHR learns why Conveyor Industries has incorporated Italian-made Poggi silos into its turn-key package and what it means for Australian bulk handlers.

AROUND SIX YEARS AGO,
the team at Conveyor Industries began searching for a silo supplier.
The company, whose team boasts almost four decades of heavy-industry experience, is a turn-key provider for material handling projects. It wanted to expand its offering with a new range for clients.
Simon Berkett, a business development manager for Conveyor Industries, said one of the company’s directors travelled to the Northern Hemisphere with a shortlist of brands to explore. After an extensive search, they returned home to New Zealand with a new supplier – Poggi.
“The ease of dealing with them and the quality of the product was what stood out to us,” Berkett told ABHR
“Poggi’s equipment adheres to European standards that closely align with Australasian standards, making it suitable for our market.
“They had a great range of horizontal and vertical silos and were looking to support a company like us that sold into the Australian and New Zealand markets.”
Conveyor Industries has extensive experience designing, manufacturing and installing material handling equipment for its clients. It works closely with its clients to ensure the equipment is long-lasting and fulfils the project requirements.
The company’s in-house design team collaborates with Poggi to ensure a silo will fit into the project. The silos are then manufactured in Italy and adapted to the local standards, using local structural engineers to confirm they meet all regulations and geotechnical conditions.
“A project might include mechanical conveying equipment, such as hoppers, bucket elevators, screw conveyors, belt conveyors, silos, and more,” Berkett said.

“Our customers are looking for one team to handle the whole thing, from foundation to supply to commissioning.
“We have experience in providing project management on complete turn-key solutions. It usually involves developing a system from scratch, using our client’s preferred supplier of core equipment and specialised processing machinery.”
Poggi silos are often used for minerals, including cement, limestone and fly ash. They have also been deployed for plastic production and storing wood pellets and biofuels as industries move away from coal-fuelled boilers.
One client required additional storage capacity for wood pellet fuel to fire a community boiler. Due to a remote location, the client often experienced access issues in winter due to road closures and consequently ran out of wood pellets.
Conveyor Industries supplied a Poggi circular panel silo that provided a larger capacity, eliminating disruption in the supply chain and creating a more sustainable system for the client.
The project scope was turn-key and included the design, construction, and site installation of the silo and screw conveying system, the foundation design and build, and electrics and automation.
Berkett said Conveyor Industries has access to a network of international suppliers and works with customers to ensure the capital expenditure meets the lifecycle requirements, including operation
52 І Australian Bulk Handling Review: May/June 2023 SILOS
Conveyor Industries has extensive experience designing, manufacturing, and installing material handling equipment for its clients.
and maintenance costs and plant life expectations.
“It’s easier for the client; instead of having to manage the entire process themselves, we can take care of it,” Berkett said.
“Instead of multiple parties on site, it’s all the one supplier they know they can trust. Some businesses don’t have the internal resources and would need to hire an external team to manage it all.”
Conveyor Industries has an excellent project documentation system that allows the company to readily supply spare parts out of NZ, with the team available for further assistance if required.
The NZ-based company already has experience installing bulk material handling equipment and turn-key systems in Australia and plans to continue expanding its presence across the Tasman.
Berkett said shipping is becoming more reliable, and international freight

chaotic times of the COVID-19 pandemic. “Regarding silos, we’re looking to
“We • materials handling • asset life extension • infrastructure ASPEC Engineering provides high quality technical engineering support to mines and ports www.aspec.com.au
have
a great
reputation in New Zealand and
we
want to see
Poggi silos are often used for minerals, including cement, limestone and fly ash.
How to solve bulk blockages
Material build-up is a common phenomenon in silos, reducing flow and creating a safety hazard. ESS Engineering has designed a solution.
SILOS, KILNS AND BUNKERS can have so much build-up that it can impede operations or even stop bulk material flow altogether. Build-ups can form as bottlenecks, bridges, arches, and rat holes. All of these result in reduced flow, storage capacity and dead material. This material build-up becomes a safety hazard if it requires manual removal. Clearing the blockage from the outside may involve hitting the structure with a hammer, causing structural damage and presenting a manual handling risk.
In some cases, personnel may have to enter the structure to clear the buildup from the inside. This can pose several severe safety risks, including falls, engulfment, entanglement in machinery, exposure to high temperatures causing heat stress, and inhalation of gases and dust particles. In some instances, the dust in a silo may be explosive, which may limit methods of clearing blockages in bulk storage structures.

ESS Air Cannons are pneumatic bulk material flow aid systems that utilise the release of a volume of high-velocity, compressed air. This sudden release of energy is directed through a transition pipe into compacted material in a bulk

storage structure to fracture blockages, restoring material flow and regaining storage capacity. In the bulk materials and handling sector, air cannons have numerous applications. They can quickly solve bulk flow problems in silos, hoppers, chutes and storage piles and are often used where vibration is not practical or other methods are too expensive.
While air cannons provide an effective method of dealing with bulk material blockages, the discharge of highly compressed, high-pressure air stored inside the vessel can cause severe injury or even death if not handled safely. Dealing with compressed air, in general, is hazardous, even when using smaller air compressors.
The ESS Engineering Services & Supplies air cannon system for bulk material removal is both safer and more effective than alternative arrangements. The system is available with both internal and external valves in four-inch and six-inch sizes.
Air, which is stored in 40-litre, 70-litre, 150-litre or 250-litre receivers, escapes directly through valves into a discharge pipe to affect the area of influence during dispersal. ESS Air
Cannons are designed to fill just before the air cannon is fired. This minimises the time the air cannon is charged,
“We’ve taken out the biggest part of the risk, which is the time the vessel remains charged for,” Mick Hutton, ESS engineering manager, said. “For 90 per cent of the time, it lays dormant without charge, whereas traditionally, cannons are always charged with air and ready to go.
“In that scenario, it means you’ve got a pressurised vessel in an area where people frequent harbouring potential energy of 500 kilojoules that, if ruptured, could cause a catastrophe.
“With our air cannon system, we have developed a 150-litre cast vessel which effectively has an infinite life in terms of pressure cycles. It’s a more robust vessel than its rivals with no specific statutory inspection requirements as stipulated by AS3788.”
ESS valves have also been designed with only one moving part with no metal-on-metal contact. Fatigue-prone components that can cause premature failure have been engineered out.
The air cannons can be remotely activated via a sequence controller that determines the fire time interval and the sequence of one or more Air Cannons, ensuring workers are not in the immediate vicinity when the tank is pressurised and firing.
ESS can help customers optimise air blasting outcomes through certain design features, such as tailored pipe designs or a chute mounting arrangement that will maximise the efficacy of a blast through proper design and firing sequence.
ESS provides an end-to-end service for our products. The company will customise the air cannon design to a site’s application and install and service ESS air cannons. ESS also provides onsite safety inspection or hazard level assessments on pressure vessels.

SILOS 54 І Australian Bulk Handling Review: May/June 2023
Air cannons are pneumatic flow aid systems that utilise the release of a volume of high-velocity, compressed air.











Visit Melbourne’s leading construction and major infrastructure event Featuring: 15,000sqm of trade show, showcasing the latest innovations for the construction sector 150+ speakers across four stages discussing • health and safety • recruitment, careers and training • digital connectivity • construction productivity • sustainability • major projects insideconstructionexpo.com.au/register CONFERENCE SPONSOR ASSOCIATION PARTNERS SUPPORTING SPONSOR 20-21 SEPT 2023 | MELBOURNE CONVENTION AND EXHIBITION CENTRE GET YOUR FREE TICKET NOW SCAN HERE TO GET YOUR FREE TICKET
Load more, work less: A guide to designing train load-out bins for maximum efficiency
Corin Homes and Aleef Rahman from Jenike and Johanson explain that it is critical to understand the relationship between material flow characteristics and the train-load-out system.
HOW A TRAIN LOADOUT (TLO) BIN will operate is fundamentally tied to the flow properties of the materials to be handled.
An understanding of how they relate to the TLO operation is crucial to ensuring that they will meet their operational requirements. It is not uncommon, however, to see these critical factors overlooked during design.
Why wouldn’t it work? TLO bins are very complex, moving from a flooding phase (unrestricted flow) to a choking stage (restricted flow) as the railcar beneath is filled.
TLO bins are typically expanded flow bins, ie they have both a mass flow and a funnel flow sections. Getting the geometry of the TLO wrong can potentially induce arching and/or ratholing, thus restricting live capacity.
Additionally, fine materials often exhibit significant two-phase flow effects
due to the movement, however slight, of interstitial gas as the materials compress and expand. Boundary conditions, such as leakage to or from systems at the top and bottom of the TLO will also influence this behaviour. Not understanding these effects may result in a severely limited TLO.
Typical flow issues observed in a TLO bin:
1. Inadequate live capacity.
2. Ratholing and/or cohesive arching (bridging) due to insufficient outlet size matched to the flow properties of the material handled.
3. Shallow hopper angles preventing flow along the walls in the mass flow section.
4. Greater dynamic loads than were anticipated, which can cause structural failure if not properly considered.
5. Inaccurate loading of the railcars caused by erratic or restricted flow.
Depending on the design of the TLO bin, solutions to the problems noted may be complex in nature. To put things in perspective, as mentioned, a common design of a typical TLO bin (see Figure A) operates in an expanded flow which includes a funnel flow (maximising storage capacity) section followed by a mass flow section and a gate to control flow.
Flow patterns
In funnel flow, material moves to the outlet through a funnel-shaped flow channel surrounded by stagnant material. The flow channel has a diameter approximately equal to the diagonal dimension of the active portion of the outlet. If this dimension is larger than the
rathole diameter, layers of material from the top surface of the stagnant region will slide off into the flow channel as the level of material in the flow channel drops. If this occurs, the live capacity will be defined by the draw-down angle.
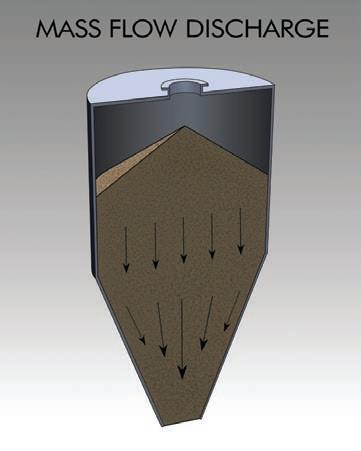
If the outlet is smaller than the critical rathole diameter, the flow channel will empty without material sliding off the top surface, resulting in a rathole. The associated live capacity will then be restricted to the volume of the flow channel.
In mass flow, all material is in motion whenever any is withdrawn from the hopper. Material from the centre and the periphery moves toward the outlet. Mass flow hoppers provide a first-in, firstout flow sequence, eliminate stagnant material, reduce sifting segregation, and provide a steady discharge with a consistent bulk density and a uniform and well controlled flow.
Requirements for achieving mass flow
ENGINEERING 56 І Australian Bulk Handling Review: May/June 2023
Figure A: Typical TLO.
Figure B: Mass flow patterns.
include sizing the outlet large enough to prevent arching and ensuring the hopper walls have sufficiently low wall (material/ surface boundary) friction and are steep enough to achieve flow at the walls.
A third type of flow pattern, expanded flow, can develop when a mass flow hopper is placed beneath a funnel flow hopper (see Figure C). The mass flow hopper is designed to activate a flow channel in the funnel flow hopper, which is sized to prevent the formation of a stable rathole.
The major advantage of an expanded flow discharge pattern, particularly for large-diameter silos, is the savings in headroom compared to an all mass flow design. This approach not only reduces the capital cost but also facilitates retrofitting silos by minimising the additional headroom requirement.
The mass flow hopper beneath the funnel flow hopper still has the benefit of discharging material reliably with a consistent bulk density. Note that
segregation and material degradation problems are not necessarily minimised with an expanded flow pattern.
Diagnosing flow issues and rate restrictions to maximise efficiency
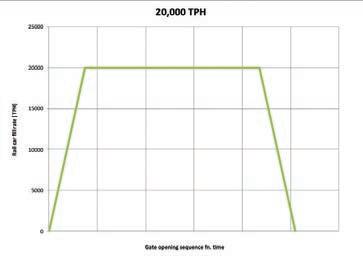
Every TLO bin is unique in its design and rate requirements. Not all TLO bins will experience the same flow issues; however’ the probability of them occurring is extremely likely if material handling fundamentals are not considered during
the design stage. Understanding the system components and designing them in alignment with material flow characteristics is the first step and flow property test work (FPT) should be performed to establish the materials’ flow characteristics.
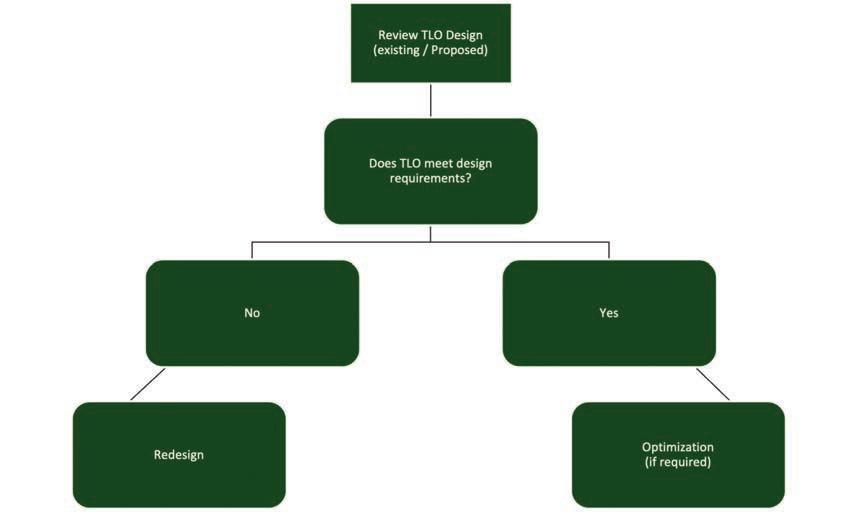
Flow property testing provides vital information such as:
• Bc and Bp – the minimum outlet dimensions to prevent cohesive arching in mass flow
ConditionsRequirements Tests Results
Mass flow Outlet size must be large enough to overcome cohesive arching and mechanical interlocking.
Wall angles must be steep enough to allow flow along them.
Bulk density relationship
Funnel flow Outlet size must be large to overcome arching and mechanical interlocking
Cohesive strength test
Minimum outlet dimension for a conical (Bc,) and planar hopper (Bp)
Wall friction tests
Minimum hopper wall angles for conical (θc) and planar hoppers (θp)
Compressibility test
Cohesive strength test
Bulk densities (ρ)
Minimum outlet dimension for a funnel flow hopper (Bf)
Australian Bulk Handling Review: May/June 2023 І 57
Figure D: TLO design flow path.
Figure E: Rail car fill rate schematic.
• Bf – the minimum outlet dimensions to prevent cohesive arching in funnel flow
Df – the critical outlet diameter to overcome ratholing
• �θc, θp – hopper wall angles for liner materials.
Permeability tests (at varying pressures) allow for a more accurate calculation of flow rates on fine materials compared to coarse ore flow rates. Table 1 provides a general understanding of the test work requirements to ensure the system operates as required.
Test work should also be undertaken when the material being loaded in the TLO bin changes.
It is easy to assume that if the problems are not observed with material A that it should work for material B; however, this is a common misunderstanding.
Having established the material characteristics, they can be used to develop a TLO design or to conduct a review of a proposed design to prevent flow issues. By way of a guide,Figure D below provides a typical path forward.
Rail car loading
Rail cars are typically loaded in two phases, flooding and choking (trimming).
In the flooding phase, the gate is fully opened and material is allowed to flow unrestricted into the rail car. At some time during the railcar filling sequence, the gate is then moved to a partially open state, called the trimming phase (Figure E).
The position of the rail car when the
gate is opened is critically important to the amount of product loaded into the car. This is especially true when loading occurs at high train speeds. As shown in Figure F, the gate is typically opened before the front of the car. An example of a rail car loading profile is shown in Figure G.
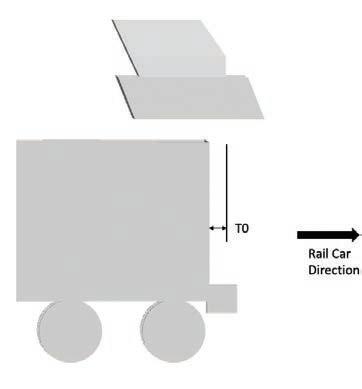
Part of the design methodology should be to conduct flow rate and train loading analyses to ensure the required tonnage rates can be achieved and loading in the rail cars is even. This is very important when considering two-phase flow effects.
Two-phase flow and achieving peak flow rates
Boundary conditions, such as leakage at the top and bottom of the TLO, will also influence flowrate. There are several flowrate-dependent modes that can occur in a mass flow bin, depending on the solids flow rate, which are also a function of rail car speed.
Steady flow mode is characterised by the steady gravity flow of partially deaerated material controlled by a gate. The limiting steady-state condition occurs when compaction forces too much gas out through the material top surface.
This causes a slight vacuum to form as the material expands while flowing through the hopper sections. The result is a gas counter-flow through the hopper outlet, which forces the solids contact pressure to drop to zero and limits the steady solids flow rate.
Unsteady flow occurs at rates somewhat greater than the limiting rate. It is characterised by an erratic,
partially fluidised discharge which may be controlled by some gate or feeder arrangements. At these flow rates, a steady discharge rate can be achieved only with the use of a gas permeation or injection system at an intermediate point to replace the lost gas.
Flooding mode occurs when the flow rate is too high to allow much, if any, gas to escape from the material voids.
In this extreme, the material may be completely fluidised and flood or flush through the outlet unless the gate or feeder can control fluidized solids.
Which of these three flow modes occurs at a given discharge rate from a TLO depends not only on the flow properties of the material but also on the
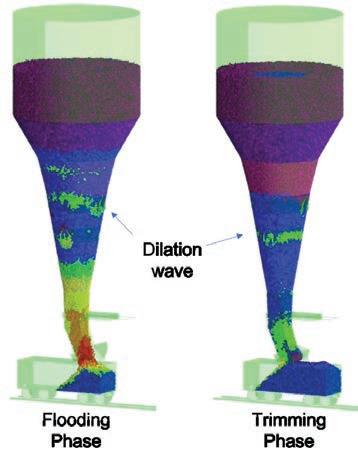
ENGINEERING 58 І Australian Bulk Handling Review: May/June 2023
Figure F. Rail car position when gate is opened.
Figure G: Example.
Figure H: Dilation wave during discharge.
TLO geometry itself. Changes to the outlet size, fill and discharge rates, and level of material in the TLO can alter the mode
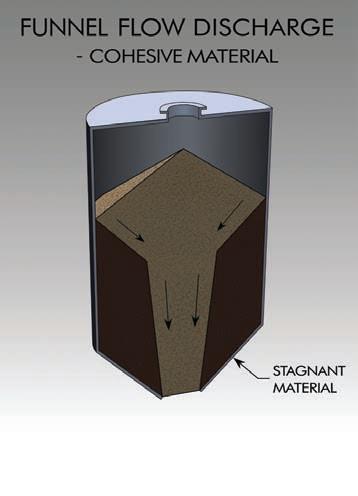

of flow. Also, gas pressure conditions at the top and bottom (ie at the outlet) can have significant effects. Discharge rates will be significantly reduced if there is counter-current gas flow at the outlet.
Dynamic loads and the TLO Experience with TLO design projects has shown that a high ore flow rate during the initial flooding phase, when the gate is first open, will likely result in unsteady flow of material in the TLO bin. This unsteady flow will cause dilation waves (low bulk density regions) to propagate upward in the TLO bin at a periodic frequency (Figure H). The unsteady flow and dilation wave propagation results in dynamic loads applied to the bin shell and inserts. These dynamic loads are reacted out through the bin in a similar way to a load applied to a spring. The dynamic loads are reduced when the ore discharge
rate is choked (limited) by the level in the rail car, such that the peak-to-peak dynamic load is less in the choked phase compared to the flooding phase.
Conclusion
The success of designing and operating a robust TLO bin is a dynamic process which includes a variety of parameters from mechanical design, material properties, loading sequences, carriage timings, and more. More importantly, the consequences of mismanaging these parameters are costly due to the unexpected shutdowns and underachieving key performance indicators (KPIs).

From a material handling standpoint, understanding the relationship between the material flow characteristics and the TLO system is critical to preventing flow issues, as well as ensuring discharge rate and rail loading requirements.

Storing the Nations’ Grains since 1969 www.hesilos.com 1800 046 046 Putting �rain in your Silos is like putting money in the bank ...Because Every Grain Counts. Australian Bulk Handling Review: May/June 2023 І 59
Figure B: Funnel flow patterns.
Hopper wall loads caused by eccentric discharge
Bin Chen, engineering manager of TUNRA Bulk Solids, discusses the use of computational simulation to understand how the wall loads are affected by eccentric discharge. This paper was originally presented at the CHoPS Conference, and co-authors include Alan Roberts, Brendan Beh, Tim Donohue and Jie Guo.
DETERMINING THE ECCENTRIC
loads on a hopper can be much more complicated than the cylindrical section due to the non-vertical walls.
The eccentric discharge of bulk solids from a bin and hopper can lead to asymmetry in the normal pressure distribution around the silo walls. The non-uniformity and eccentricities of the wall loads, causing bending stresses in the circumferential direction at various levels, can have serious structural consequences. The load asymmetries on vertical walls induced by eccentric discharge have been studied for over a century using widely varying approaches. Australian Standard AS3774 [1] and Eurocode EN 1991-4 [2] are the most modern and complete silo design codes in use today for calculation of the eccentric loads on the vertical walls with outlet eccentricities.

In past studies, experimental laboratory scale models have been instrumented for eccentric silo wall pressure measurement. However, such experimental work is not easy to perform and can be quite costly. Over the past three decades, with the advancement of simulation techniques such as finite element analysis (FEA) and discrete element modelling (DEM), the need for experimental work has been greatly reduced.
FEA has been a powerful technique being used to estimate the eccentric pressures in silos. However, the FEA method deals with the granular mass as a continuum, so it is limited in analysing dynamic behaviour of particulate materials during silo discharge from the point of view of individual particles. DEM, on the other hand, is a numerical method that can be applied to simulate the flow of granular bulk solids, with the
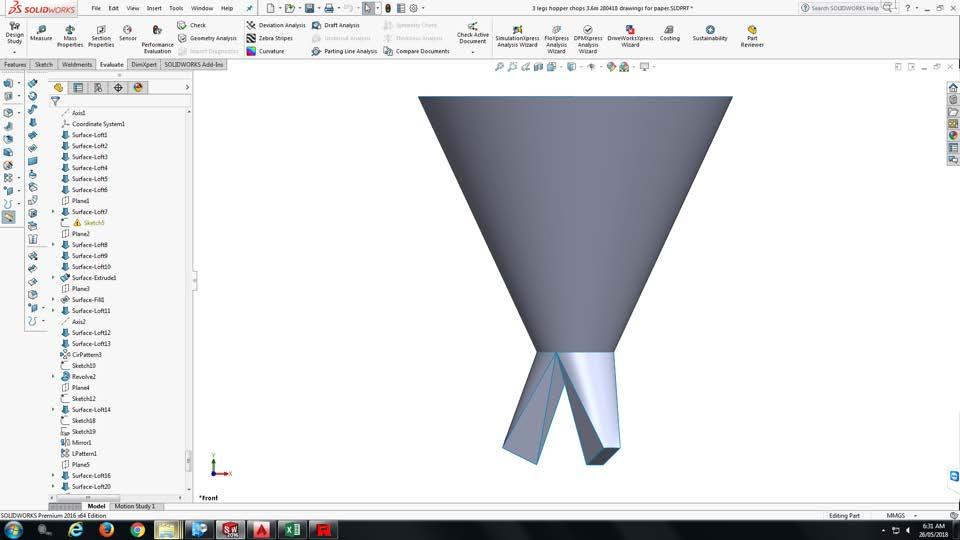
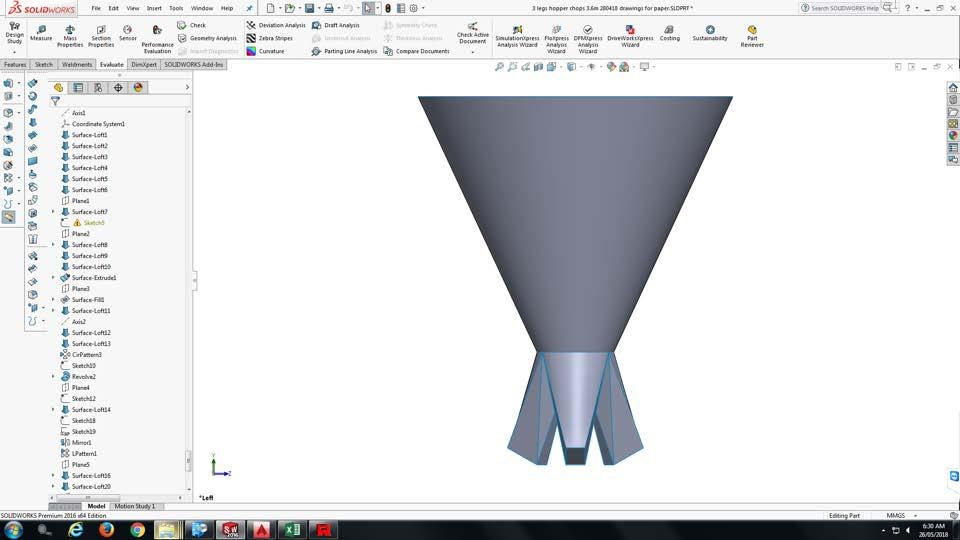
basic principle being used to model each individual particle as a separate entity that can undergo a range of forces as observed in reality.
DEM simulation set-up
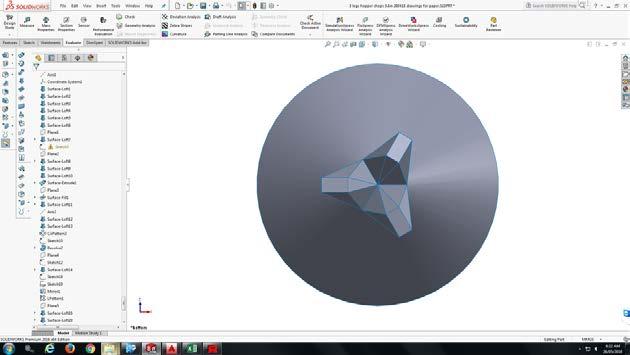
The DEM software Rocky was used to model the wall loads of the hopper in this project. Although DEM has seen a significant increase in usage over the past few decades, the correct calibration and selection of DEM parameters are one of the most important steps in this simulation procedure. In this study, the modelling parameters within the DEM software have been chosen based on the interpretation of the measured flow properties of the bulk material conducted at TUNRA Bulk Solids’ laboratories. These properties included bulk density, wall friction and internal friction.
Figure 1 shows the configuration of the simulated hopper, which has a capacity in excess of 800 tonnes. The discharge from the hopper was via three discharge leg chutes with rectangular openings. If the discharge was mainly via one or two leg chutes at a time, as did happen due to the maintenance of the feeders, non-uniform draw-down in the hopper would occur. The hopper
height was 12 m with a half angle of 25º. The diameter of the hopper outlet was 3.6 m, and the inside dimensions of the discharge leg outlets were 0.9 m × 1.8 m.
The simulation commenced with the particles filling into the empty hopper with all outlets closed. The filling continued until the hopper was filled and the particles were allowed to settle for 5 seconds of simulation time. At this point, one outlet, two outlets, or three outlets of the silo were opened instantaneously, and the particles were discharged from the leg chutes(s).
After that, and for the purpose of model validation, symmetrical filling and discharge with all outlets closed and open were modelled.
Finally, the cases of interest (eccentric discharge cases) were simulated, where one or two outlets were opened.
Symmetrical filling and discharge
Figure 2 shows the DEM simulation of symmetric filling and emptying processes. All the three leg chutes were operating to allow the material to be discharged immediately once the particles had settled. The DEM results in Figure 2 (b) and (c) show the intermediate flow pattern during discharge due to the
HOPPERS 60 І Australian Bulk Handling Review: May/June 2023
Figure 1: Configuration of the simulated hopper.
relatively steep hopper half angle (25º). The simulation was undertaken for symmetrical filling and discharge, with the normal pressure results shown in Figure 3. Also included in Figure 3 are the normal pressure results obtained from AS3774 [1] for comparison purposes, showing reasonable agreement during filling and discharge. The equation for the calculation of the modified pressure ratio Khf value [3] was also used for the flow (discharge) condition and the results are provided.
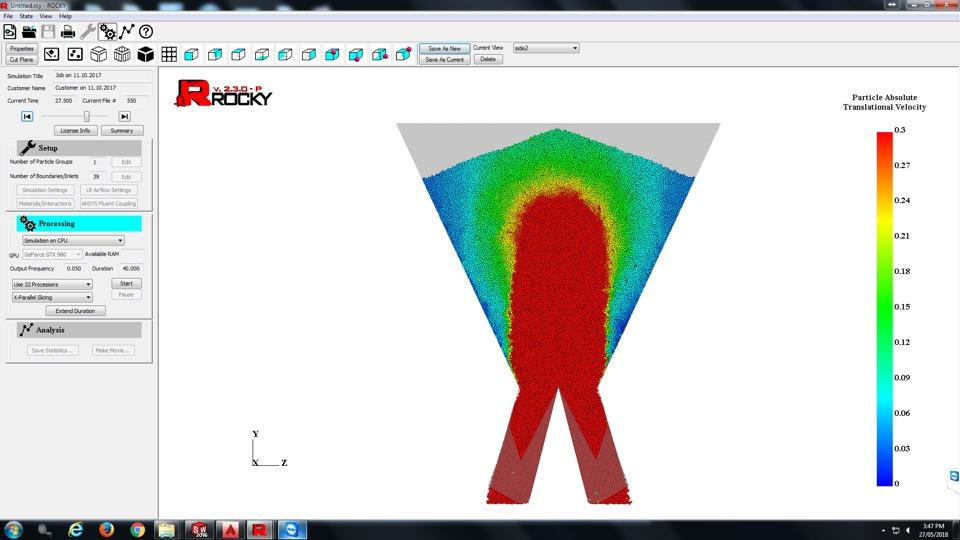
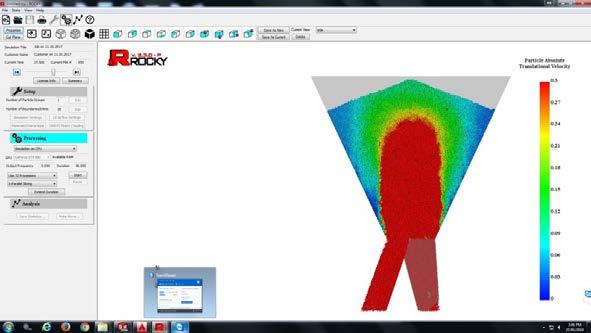

During the filling process, the normal pressure increased relatively linearly along the hopper height. The wall loads during discharge increased which were followed by a decrease. The increase in the pressure at upper hopper during discharge was not observed in comparison to the initial case. This is because the intermediate flow occurred and the material flow near the wall in the upper region of the hopper was not initiated yet, such that the material near the wall was

DESIGN MANUFACTURE INSTALL PROJECT MANAGEMENT 0 2 4 6 8 10 12 0 20406080 Height from hopper bottom [m] Normal pressure [kPa] Initial (Filling) - AS3774 Initial (Filling)-DEM 0 2 4 6 8 10 12 0 20406080 Height from hopper bottom [m] Normal pressure [kPa] Flow (Discharge) - AS3774 Flow (Discharge) - Modified K Flow (Discharge) - DEM
Figure 2: Simulation of filling and empty.
Figure 3: Normal loads during filling and discharge.
near stationery. Thus, the normal wall pressure in this region was lower than predicted for mass flow hopper by AS3774 [1]. In addition, compared to the wall loads results found for the hopper with a cylinder above where there was a pressure surge at the transition level [1], this did not occur in the upper region of the hopper in this case because the surcharge pressure was not applicable.
Eccentric discharge
The wall loads during the discharge operation were studied by performing DEM simulation for the hopper with only one leg chute operating, as shown in
Figure 4. The figure shows the discharge of material via an offset flow channel and the stationary material on the far side (opposite to the leg chute in operation) of the hopper walls. The flow channel extended all the way to the top surface.
The normal pressure at the hopper section is presented in Figure 5 for the eccentric discharge where only the outlet at the near side (left) was open during discharge. From the simulations, it can be seen that near the bottom of the hopper, the forces were higher on the far side than those on the near side. This trend of wall loads distribution was similar to those in the cylinder section found in
early pioneering study by Jamieson [4] and Australian Standard AS3774 [1]. The eccentric discharge of bulk solids from the hopper was expected to lead to asymmetry in material flow pattern, resulting in an eccentric distribution in forces around the hopper walls, which can impact the structural integrity of the hopper.
Figure 6 shows the distributions of the normal pressures calculated at 0.5 m above the hopper outlet around the periphery of the hopper wall near the hopper bottom. The results show the non-uniformity and eccentricities of the wall loads. As the normal loads on the hopper wall varied by as much as 3:1, the non-uniformity in wall stress caused by the eccentric discharge must be considered in the design of the hopper section.
Figure 7 shows the discharge of material from the hopper with two of the openings in operation. The flow channel has a relatively larger area when compared to the case of eccentric discharge from only one leg chute, and the flow channel also extended all the way to the top surface.
Figure 8 shows the wall loads on the hopper during eccentric discharge. Near the bottom of the hopper, the loads were higher on the far side than those on the near side, similarly to the onelegged discharge. Figure 9 shows the distributions of the normal pressures around the periphery of the hopper wall near the hopper bottom. The results show the reduced pressure region took up about 2/3 of the circumferential range, which was about twice for those shown in Figure 6 as the area of flow channel doubled when the material was discharged via two leg chutes.
Conclusion

The DEM simulation results were in reasonable agreement with those based on the Australian Standard AS3774 in both symmetric filling and emptying processes. Then, the asymmetries in the normal pressure distribution around the hopper wall were studied during one and two leg chute discharging. The DEM results indicated that the loads on the far side from the eccentric discharge location were greater than those on the near side. As the normal loads on the hopper wall varied
HOPPERS 62 І Australian Bulk Handling Review: May/June 2023
Figure 4: Snapshot of material eccentric discharge (DEM) - one leg chute discharging.
Figure 7 DEM Snapshot of Eccentric Discharge - TwoLegged Chute Discharge
by as much as 3:1, it is necessary that the non-uniformity in wall stress caused by the eccentric discharge be considered in a hopper design.

The normal pressure distributions around the periphery of the hopper wall near the hopper bottom were also presented. The results showed, for the case of two leg chutes discharging, the reduced pressure region took up about 2/3 of the circumferential range, which was about two times larger than the region derived by the case of single leg chute discharging.
References
[1] Pepito, W.N., Wooley, N.H., Tridimas, Y.D. and Perry, A.J. Influence of Solids Concentration and Size on Gas-Solid Suspension Flow in a 90° Pipe Bend. School of Engineering and Technology Management, Liverpool Polytechnic, 1990.
[2] Manolito, H., Matsusaka, S. and Nagatani, S. Measurements of Powder

0 20 40 60 80 Near side Far side Normal pressure (kPa) 0 2 4 6 8 10 12 0 20406080 Height from hopper bottom (m) Normal pressure (kPa) Flow (Discharge) - Near Side Flow (Discharge) - Far Side
Figure 9: Numerical results for pressure distribution around hopper periphery at hopper bottom - two leg chutes discharging.
Figure 8: Numerical desults for normal pressure during eccentric discharge - two leg chutes discharging.
Understanding the material
Sean Kinder, technical convenor of the ASBSH, explains why it is so important to understand and adapt to changes in bulk material characteristics.
THROUGHOUT ITS LIFE, an operating plant will witness several changes to its raw material. These changes could fluctuate hourly or be so gradual as the material composition is altered through a deeper excavation or different mineral seam. Understanding material allows all company stakeholders to correctly identify and predict the plant’s future reliability and adapt to environment which will ultimately affect production throughput and downtime. Bulk material handling must adapt to a near limitless number of characteristics, which leads to an exciting allowance of innovation and evolution of the industry.
Common terms which are utilised within the bulk material handling industry include:
• Sieve analysis – understanding the particle size distribution being handled by the system. Moisture content – essentially, is it dry or wet?
• Particle shape – general description of the bulk material (blasted, crushed, screened or shaped)
• Chemical properties – corrosive, oil composition and/or flammability properties.
These features are governed by the processes installed within the operation – (crushers, screens or mills, cyclones). Generally, characteristics can be obtained or monitored from within a laboratory setting and provide the operation with an understanding of expectations to prepare for when undertaking a greenfield project or front-end engineering design (FEED) study.
Understanding these characteristics of the bulk material will aid in the selection of the correct systems required to achieve the required output – for example: belt conveyor, screw conveyor, drag-chain or

pneumatic conveyor.
General arrangement drawings include useful information on the bulk material and its production capabilities including material type, proposed capacities, bulk material density and lump size. In belt conveying this information is used to estimate factors such as angle of surcharge allowing for the designer to estimate range of belt widths, speeds, and profiles to optimise the plant’s
production requirements.
However, operations regularly must contend with a variety of uncontrollable challenges –water tables or weather changes. This can result in the material’s behavioural pattern changing often leading to issues. Issues may affect a combination of production, maintenance, safety or the environment depending on the situation.
ENGINEERING 64 І Australian Bulk Handling Review: May/June 2023
Blockage events may result in downstream implications, such as spillage or component damage.
Material variability due to uncontrollable conditions
Understanding the potential behavioural patterns of the bulk material will aid in the selection of accessories and components required to minimise the risk and impact of issues in the system. Some operations have strategies in place to operate under multiple seasonal conditions and schedule shutdowns and component changes in line with the wet and dry weather periods. Other operations blend multiple resources to steady the material throughput.
Cyclical patterns are the easiest to predict, generally climate related. When the material is dry, there are frequently discussions around the transfer points and dust related
problems. Compared with when the material is wet, the operation generally switches their focal point to the carryback and tracking related issues concerned with poor belt cleaner performance or blockages within the transfer points.
If regular and predicable cyclical patterns are present the plant should be easily able to adopt reliability strategies to handle all conditions. For example, covering the conveyors to keep the material dry and installing lower capital conveyor accessories that can handle a range of conditions. Excess water should be removed via the belt cleaners or dewatering systems.
Chutes should be engineered to accommodate the material properties and correct liners utilised to support the design. Rock box ledges are terrific when the abrasive material can impact against itself providing a substantially longer wearing chute liner life, when the material is mostly free-flowing and dry, however if the material is wet and sticky, rock boxes tend to result in significant blockages. Material velocity through the plant should always be considered, as sticky material in general travels slower, resulting in blockages or output reduction.
Material testing can be completed at variety of service providers which take multiple samples of the bulk material and communicate their expected behavioural patterns in a variety of outcomes.
Issues generally emerge when the materials’ properties or plant input characteristics change its predictability. For example, a longer than anticipated or extreme climate event, uncovering a water table or uncontrolled change of plant input.
In some instances, finer material when dry is free-flowing, however when water is added, it becomes cohesive causing it to clump together resulting in larger lump. Significant
hang-ups are a consequence of cohesion and upon severing from the wall can cause inordinate lump and excessive impact. In extreme instances, this lump may prove difficult to break and therefore gets caught in other downstream or bypass processes.
Considerations of particle size and shape
Crushing plants are usually designed around a steady state production rates. Due to the material sieve sizes, actual production rates tend to fluctuate (material can be presented more coarse or more fine than usual depending on its extraction. If the fluctuations are predicted and covered by the design safety factors (flooded belt calculations), this is acceptable. Unpredictable events such as relieved upstream blockages or incorrectly set/abnormal sizing parameter can temporarily increase the actual capacity. This may influence system capabilities or component life.
With an increased market demand, operators are always investing new ways to increase their production with minimal or cost-effective methods. Often the fastest way to increase throughput on a conveyor is by simply increasing its speed. However, without understanding the material several observations have been made often leading to negative consequences.
More turbulent particles, which increases the amount of fugitive dust. This can increase the airflow generated within the transfers and add more pressure to the skirting systems.

• Change in discharge trajectory path. Can result in many downstream implications.
Higher impact through transfer points resulting in greater abrasion. This can increase scheduled maintenance on wear parts.
By understanding the sieve analysis
Australian Bulk Handling Review: May/June 2023 І 65
“By understanding the sieve analysis and bulk density of the material handled during the design phase these consequences can be identified, recognised, and even eliminated with proper technology.”
and bulk density of the material handled during the design phase these consequences can be identified, recognised, and even eliminated with proper technology.
Particle shape is another key element of bulk material handling. This term is more used when discussing its break profile and crushability, when extracted from the mine pit. Jaw crushers (which have a rectangular opening) are prone to allowing ‘slabby’ material through. With control only on the depth and width of the crusher opening, it is difficult to predict the length of the lump. Therefore, even though the closed side setting on the crusher might be set at 250mm, observations of material upwards of 400mm can be
allowed through and pass through the system.
This information is important for the conveyor designer who can recommend a suitable impact bed or idler duty complementing the life and performance of the conveyor belt.
Once material is crushed, exposed edges result in the abrasive characteristics, however further crushing of materials via impactors often round the sharper edges, lessening the abrasive properties.

Other material properties of relevance
Bulk material chemical properties are an important feature of component material selection. Coal is a clear example of a flammable and corrosive
bulk material requiring fire resistant and anti-static components. Agricultural bulk material properties are more difficult to distinguish. Large timber boards aren’t as heavily energised as fine sawdust particles, therefore flammability research and risk assessments need to be considered at each point in the plant’s process design process, whether fire resistant and anti-static components are utilised. Wheat is dry, whereas canola (most often conveyed on the same system) has a high oil content and the design of the conveyor system may need to be biased to the more challenging material.
Chemical corrosion is an even more challenging bulk material handling subject. A suggested simple solution is often to swap mild steel for stainless steel or polymer alternatives. However, if the material is combustible, a polymer equivalent might not be acceptable due to inability to prevent accumulation of static electricity. Chemicals such as solid sulphur change their corrosive properties when mixed with water vapour resulting in a compound capable of corroding various grades stainless steels. A recent event of a gypsum being conveyed at over 1000 tonnes per hour, contained unknown trace elements of phosphoric acid, resulting in substantial corrosion. Initially, the site utilised styrene butadiene (SBR) rubber lagged conveyor rollers, which also wore out due to the SBR’s incompatibility to handle the chemical. This was fixed by changing the rubber to a neoprene lagging following some chemical testing and research of the bulk material exposed to various lagging types.
As production techniques change and bulk material operations age, properties change and evolve. Some of these are predictable, others are not. It is important for these scenarios to be risk assessed and understood for the operation of the plant to adapt and understand the modification requirements, should any sensitive bulk material design criteria be changed. It’s important to understand your material, plan and prepare.
66 І Australian Bulk Handling Review: May/June 2023 COVER STORY
Rock-boxes can result in hang-up and result in capacity reduction if material stickiness isn’t considered.
SUBSCRIBE
To Australia’s only publication 100%-focused on bulk solids handling. It covers conveyors, silos, engineering, dust control, powder handling, weighing, pneumatics and much more, in industries such as mining and metals, ports and terminals, grain, fertiliser, sugar, salt, foods, milling, resins, cement and woodchips.
1 year $99.00 (inc GST)
6 issues of Australian Bulk Handling Review and 1 copy of the Equipment and Services Guide

2 years $179.00 (inc GST)
12 issues of Australian Bulk Handling Review and 2 copies of the Equipment and Services Guide

www.bulkhandlingreview.com VOLUME28,ISSUE7 | MARCH/APRIL2023 ADVERTISERS INDEX
Advertiser Page 4B Australia 19 Aerobelt Australia .......................................................... 51 AGI 5 Ahrens Group 13 Allied Grain Systems 21 Aspec Engineering 53 Aurora .............................................................................FC Bintech Systems 45 Bonfiglioli Transmission Australia 35 Conveyor Industries 61 DSH Systems 63 Endress+Hauser 31 ESS Engineering Services & Supplies 17 Flexicon BC Flow Force Technologies 41 GE Silos ...........................................................................27 HE Silos 59 Jenike and Johanson ....................................................33 Kilic Engineering 49 Kinder Australia .............................................................37 Kotzur ............................................................................ 29 Netter Vibration 25 Oli Vibrators 11 Regal Rexnord 23 Satake Australia 9 Schenck Process 43 Transmin IFC TUNRA Bulk Solids Handling Research 39 Vortex Global 7 AD INDEX In this issue: Silos and storage Motors, gears and drives Understanding you materials www.bulkhandlingreview.com VOLUME 28, ISSUE 8 | MAY/JUNE 2023 Rural and City. Australia and New Zealand-wide. Bag & Sack Filling | Closing | Conveying | Palletizing Wrapping Semi & Fully Automated Systems INDUSTRIAL PACKAGING FROM START TO FINISH Subscribe today: www.bulkhandlingreview.com/subscribe
FLEXI-DISC® Tubular Cable Conveyors gently slide fragile foods and non-foods through smooth stainless steel tubing routed horizontally, vertically or at any angle, over short or long distances, dust-free. Single or multiple inlets and outlets.
FLEXICON® Manual Dumping Stations allow dust-free dumping of bulk material from bags and other containers. Automatic reversepulse filter cleaning allows continuous, efficient operation. Available with integral bag compactors for total dust containment.
BULK-OUT® Bulk Bag Dischargers unload free- and non-free-flowing solids from bulk bags automatically. Allows untying, discharging, retying and collapsing of bulk bags—all dust-free. Available with weigh batching controls.
CONVEYDUMPUNLOAD CONDITION FILLCONVEY
BLOCK-BUSTER® Bulk Bag Conditioners loosen bulk materials that have solidified during storage and shipment. Variable height turntable positions bag for hydraulic rams with contoured conditioning plates to press bag on all sides at all heights.
SWING-DOWN®, REAR-POST and TWIN-CENTREPOST™ Bulk Bag Fillers can fill one bulk bag per week or 20 per hour at the lowest cost per bag. Numerous performance options. Available to industrial or sanitary standards.
FLEXICON® Flexible Screw Conveyors transport free- and non-free-flowing bulk solid materials from large pellets to sub-micron powders, including products that pack, cake or smear, with no separation of blends, dust-free at low cost. No bearings contact material. Easy to clean quickly, thoroughly.
CONVEY SUCCEED TIP
PNEUMATI-CON®
Pneumatic Conveying Systems move a broad range of bulk materials over short or long distances, between single or multiple inlet and discharge points in low to high capacities. Available as dilute-phase vacuum or positive pressure systems, fully integrated with your process.
TIP-TITE® Container Tippers dump bulk material from drums (shown), boxes or other containers into vessels up to 3 metres high. Dust-tight (shown) or open chute models improve efficiency and safety of an age-old task.
The FLEXICON® Lifetime Performance Guarantee* assures you of a successful result, whether you purchase one piece of equipment or an engineered, automated plant-wide system. From initial testing in large-scale laboratories, to single-source project management, to after-sale support by a worldwide network of factory experts, you can trust your process— and your reputation— to Flexicon.
KK-0614
©2022 Flexicon Corporation. Flexicon Corporation has registrations and pending applications for the trademark FLEXICON throughout the world. *See complete Guarantee for details. USA SINGAPORE INDONESIA MALAYSIA SOUTH AFRICA UK SPAIN FRANCE GERMANY +1 610 814 2400 +65 6778 9225 +62 81 1103 2400 +60 10 282 2400 +27 (0)41 453 1871 +44 (0)1227 374710 +34 930 020 509 +33 (0)7 61 36 56 12 +49 173 900 78 76 AUSTRALIA sales@flexicon.com.au 1 300 FLEXICON +61 (0)7 3879 4180
