For over 45 years, Vortex has supplied dry material handling components to a global network of Original Equipment Manufacturers, Fortune 500 companies, and process engineering firms. Throughout the world, over 15,000 companies have utilized Vortex’s innovative slide gates, diverters, iris valves, loading solutions and custom engineered products to improve process efficiency.
With sales and service offices located in North America, Europe, Asia and Latin America, Vortex’s success comes from a philosophy, which includes focus on quality, timely customer service and dedication to adding value to our clients’ processes.
PROVIDING SOLUTIONS
Each Vortex component is appropriately selected to meet the demands in every application. With an in-house team of engineers, Vortex product designs can be completely customized for individual applications or special installations. Vortex understands the value of your process. Our team of application engineers have more than 150 years of combined dry material handling experience. Vortex’s knowledge of handling dry material characteristics in pneumatic, vacuum and gravity flow applications is unsurpassed. Vortex delivers intelligent, cost effective solutions for all dry bulk materials. No application is too large, too small or too difficult to handle.
INDUSTRIES SERVED
SUBSCRIBE TODAY
Published by:
379 Docklands Drive
Docklands VIC 3008
T: 03 9690 8766
www.primecreativemedia.com.au
COO
Christine Clancy
E: christine.clancy@primecreative.com.au
Editor William Arnott
E: william.arnott@primecreative.com.au
Assistant Editor: Adam Daunt
E: adam.daunt@primecreative.com.au
Business Development Manager
Rob O’Bryan
E: rob.obryan@primecreative.com.au
Client Success Manager
Janine Clements
E: janine.clements@primecreative.com.au
Head of Design
Blake Storey
Design
Laura Drinkwater
Subscriptions
T: 03 9690 8766
E: subscriptions@primecreative.com.au
www.bulkhandlingreview.com
The Publisher reserves the right to alter or omit any article or advertisement submitted and requires indemnity from the advertisers and contributors against damages or liabilities that may arise from material published.
Bulk handling machines are incredible marvels of engineering, made up of thousands of individual components, working in unison.
They need to be strong, durable, and robust, to handle the harsh environments they are often used in. The Australian sun’s rays can cause damage through heat and ultraviolet light, while dust has a nasty habit of finding the worst places to clog up.
Things become even worse the close you get to the ocean, as the salty, wet environment wreaks havoc on steel.
All it takes is one of the many moving parts to fail to cause a cascade of chaos further downstream. And if this happens out of the blue, vital equipment could be out of action for days.
This is unacceptable for most businesses, where profit margins may be thin, and every minute of uptime is valuable.
Routine maintenance is commonplace as a result, but it also carries with it some flaws. On large sites, like most mines, a problem occurring in a component could be very small and easy to miss. It could even be hidden out of the way, in an area that is difficult or unsafe to access normally.
In this edition of Australian Bulk Handling Review (ABHR) we highlight the organisations and technologies that are helping these bulk handling sites stay on top of their maintenance.
One way the industry is embracing innovation in this space is through the Internet of Things. Data has become an all important tool for sites across the country, as it helps inform maintenance activities, such as scheduled shutdowns.
Capturing this data depends on the right sensors, in the right place, managed by the right people.
In some cases, this information can even be used to predict when something will go wrong, giving the site plenty of time to account for it in dedicated periods of downtime.
What innovations will you include in your operation in 2025?
William Arnott Editor - ABHR
REVIVING INNOVATION
Delivering Custom Solutions for Australia’s Bulk-Handling Sector
At COVA Haywards, we specialise in customised solutions for the Australian bulk-handling industry, earning the trust of leading organisations through our unwavering commitment to quality and safety. Our team of experienced professionals leverages extensive industry expertise to support clients at every phase of their bespoke projects. We are dedicated to excellence and consistently exceed industry standards through innovative approaches. Partner with us to achieve your strategic objectives with precision and reliability.
Sales: +61 (3) 6212 4400
Chris.Tummon@covagroup.com
Viterra and Cargill confirm asset sale agreement
VITERRA AND CARGILL HAVE
confirmed an agreement which will see the former acquire five storage and handling sites plus a mobile shiploader.
The sites include the GrainFlow sites at Maitland, Crystal Brook, Mallala, Pinnaroo, and Dimboola as well as a mobile shiploader in Port Adelaide.
Philip Hughes, chief executive officer for Viterra in Australia and New Zealand, said the company was confident it could maximise the capabilities of the GrainFlow sites.
“By using the sites’ high-speed rail and truck loading facilities to complement our existing network, we will bring more tonnes to port through the most efficient and cost-effective route,” he said.
“This increase in supply chain velocity will enable us to meet the rising demand for high-quality local grain in the first half of the year, assisting growers to achieve a premium for their grain by exporting more tonnes earlier in the season.
“Growers will also see a direct benefit with reduced freight rates due to the efficiencies we will gain.”
According to Viterra, integrating the sites into its network will result in reduced freight.
As per its release, Viterra expects this to be by 15 per cent at Mallala, Crystal Brook and Pinnaroo and 25 per cent at Dimboola and Maitland.
Cargill has confirmed, due to the regulatory timing, it will continue to operate these sites for the 2024-25 harvest season.
Following the acquisition, Viterra also confirmed it will make substantial investments in the sites. In announcing the acquisition, the company said it would invest an initial $25 million in the first two years before continuing with $8 million annually to support outturns and improve delivery times. The investment in these sites is on top of the $75 million Viterra invests in its network each year.
“This will further enhance the level of service for buyers accessing the South Australian grain supply chain which supports Viterra’s focus of increasing competition for South Australian and western Victorian growers’ grain,” Hughes said.
“In the past five years the number of exporters purchasing from our network has doubled, with 24 exporters using Viterra’s network, which has directly benefitted growers.
Concetti’s new bagging system for pet food
CONCETTI HAS LAUNCHED A NEW high-capacity automatic pet food bagging machine that reaches up to 2000 bags per hour in the three to 20kg range.
The packaging machine brings together Concetti’s extensive experience in industrial automation with the latest needs of pet food manufacturers.
The name of the new bagging machine is IMF ālĕs, which means winged and fast.
It is constructed with highquality materials and components for extended production runs, includes automatic bag changeover capabilities, and is highly reliable.
According to Concetti, the IMF ālĕs can also be highly customised, with options including various coding and printing systems, protective atmosphere packaging, and Velcro bag re-opening devices.
“We look forward to growing our relationship with Cargill, who will continue to be one of the 24 exporters purchasing grain through the Viterra network, and seeing them increase their volumes as a key exporter from South Australia.”
Zsolt Kocza, managing director of Cargill Australia added: “We have a long term access agreement to Viterra’s export supply chain, supporting our long-term growth plans. In the next few years we intend to double our export volumes and become one of the largest exporters from the state. This means buying more grain from growers to the benefit of growers and the industry overall.
“We are excited to build on this growth in the future and continue demonstrating our commitment to the Australian grains industry.”
The transaction is subject to the approval of the Australian Competition and Consumer Commission and the Foreign Investment Review Board.
In other news, Cargill confirmed an investment of $100m to upgrade to its crush facilities in New South Wales and Victoria and it is exploring a potential crush facility in Western Australia.
The IMF ālĕs is capable of sealing traditional bags and eco-friendly, recyclable packaging. It also makes use of energy-efficient brushless motors for a reduced overall footprint.
Concetti specialises in custom turnkey solutions ranging from product weighing systems to comprehensive pallet wrapping and protection systems. A single point of contact for the entire packaging process.
Martin’s Foundations™Learning Center provides online, aroundthe-clock access to scores of topics and a wide variety of training modules. We also offer an extensive curriculum of webinars and Zoom sessions conducted by factory-trained,
Controlling the uncontrollable
Harvest time is o en chaotic, and a poorly timed storm can ruin a crop. Agridry’s dryers gives farmers the tools they need to control grain quality, no matter the weather.
THERE’S NOT MUCH FARMERS CAN do about the weather. Whether it’s droughts, fl oods, unseasonable cold or blistering heat, changes in the climate can have a signifi cant impact on a crop.
This is felt even more during the harvest, the busiest time of year for most of the agricultural industry. Rain at the wrong time could create unwelcome moisture within the crop, reducing quality and slashing profits.
However, the industry doesn’t need to control the weather to control the moisture content of its goods. Industrial dryers rapidly reduce the amount of time spent waiting for crops to dry, allowing business owners to react faster.
Joshua Morrison, executive director at Agridry, said the company’s products allow customers to harvest at a time that is optimal for them, maximising a return on investment.
“Grain dryers are essential in ensuring that stored grain remains in peak condition, maintaining the ideal moisture content and preserving its protein quality,” he said.
“By optimising these factors, we can safeguard the grain’s integrity during storage and making it last longer, cutting down on spoilage, and boosting its value.”
“If you start to think about dryers as part of a management process, they turn into a tool that lets you begin harvesting earlier,” he said.
“It gives you an insurance window, letting you get good quality grain that can be dried down to the right moisture level. If something does go wrong during the harvest, as it invariably does, you might have most of the process done already.”
Agridry, established in 1976, manufactures drying and aeration equipment. It focuses on product development for markets including
Steven Morison with the Silo Sentry aeration controller on an aeration unit installed on a silo.
grain, almonds, pulses, nuts, wood chips and other commodity products.
Its equipment provides growers and processors with a way of controlling their moisture levels. This also allows growers to commence and finish a harvest earlier, letting them reap the benefits of greater flexibility and higher profits.
“Without a dryer, farmers would have to wait for weeks for their crop to naturally dry. During that time, the crop will degrade, losing some of the protein and shape,” Joshua said.
“Dryers prevent this, and even allow you to begin the harvest earlier, getting the optimum grain ready for storage, for sale at a later time and at a higher price.”
The company has been a part of the Australian industry for almost 50 years, developing its drying equipment for local conditions and markets.
Joshua said this helps set the company apart, as there are only a handful of dryer manufacturers – most of which are based in Europe or the United States.
“We’re one of the only Australian grain drying manufacturers,” he said. “Our dryers have been time tested and improved upon, based on feedback from Australian farmers.”
Agridry’s status as an Australian manufacturer is what made it stood out to Steven Morrison, who acquired the company earlier this year.
Steven Morrison, managing director of Agridry, had said he wanted to expand into the grain drying market for some time.
“Australian made is very important to myself and my family. Manufacturing in Australia means employing locals at the factory, supporting their families, and supporting the surrounding communities,” he said.
“Australia has a variety of environments too – drying grain in central Queensland is very different to Tasmania due to the different climates. Imported dryers won’t be finely tuned for these different conditions.
“We have also built relationships with the agricultural industry and know when certain dryers are in demand. For example, the almond harvest ramps up
in summer while winter crops will most likely want dryers from October through to January.”
Agridry’s brands, including Predator, Goliath, Tundra, Kinetic, and Tanami, have all proven themselves over decades, and are common across farms around the country.
Joshua emphasised the positive feedback from customers about the Predator mobile dryer.
“Our mobile drying range delivers the versatility and flexibility that our customers appreciate. It can effortlessly accommodate different commodity types and easily transitions from one site to another,” he said.
The Predator mobile batch dryer uses medium temperatures with high airflow and minimum grain movement, creating a gentle drying front equalling distributing through the stack of grain.
Every dryer Agridry manufactures comes with a 12-month warranty and is accessible for remote maintenance. This allows the company to diagnose any issues quickly and inform site staff about what the problem is. Its service team also offers on-farm support and maintenance to each of its dryers.
A lot has changed about the company since the purchase. Agridry’s management team has been working
closely on university led research projects collaborating to improve and implement grain cooling and drying systems. It’ engineering team have been working tirelessly to develop and innovating a new product line that will revolutionise the industry making it safer, smarter and faster to dry products.
As part of this process, Agridry’s sales team has been actively engaging with clients and attending field days and tradeshows to understand their customer needs better.
Steven said this family business approach means the company can better support the industry and customers.
“With new owners and a new management team, we are bringing in our family values, ethics and culture into a business that was once quite corporate.”
“One of the things when purchasing from a family business is they are working towards a future, not a fortune,” he said.
“We’re committed to collaborating with our customers by informing and educating them while also understanding their evolving needs in grain drying. We’re excited to keep designing and manufacturing machines tailored for Australian farmers.”
Agridry’s dryers have been used for more than 40 years.
Images: Agridry
No stopping electric brakes
A Canada-based manufacturer has seen an increase in demand for electric brakes. ABHR speaks to the company’s head of sales to find out what is behind the trend.
JOHNSON INDUSTRIES
manufactures its brakes for use in some of the harshest environments and industries in the world.
Its equipment can be found in mines, ports, and offshore oil rigs in Antarctica, the northern parts of Alaska, and the Pilbara in Western Australia.
Gil Sondraal, head of sales at Johnson Industries, told ABHR the company’s goal is to find new ways of improving its brakes to prevent downtime.
One particular trend the company has noticed is an increasing interest in the use of electric brakes instead of hydraulic systems.
“Some of the big orders for steel mills and recycling plants are looking to spend the extra for electric brakes,” he said.
“Sales of electric brakes have gone up significantly. The people I have talked to are interested in the maintenance and environmental benefits.”
Calliper disc brakes are designed so that when power is active the brake
opens, and when power is off the brake will apply.
Traditionally this requires the use of hydraulics, which in turn need valves, accumulators, and pressure switches that need to be monitored.
In addition, the hydraulic oil can leak and contaminate the material and environment around the brake.
Sondraal said hydraulic brakes still have their place for large machinery, where electrical brakes cannot generate the amount of force required.
“You can’t use electric brakes for everything, as you are limited by the amount of torque you can put in, but when we look at some of our recent orders, clients are willing to spend more on four electronic brakes than on one hydraulic brake,” he said.
Where electric brakes stand out for many sites is their maintainability. Sondraal said it is harder to find people knowledgeable about maintaining hydraulic systems than electrical ones.
Brakes are critical to safety and are often used if there is a failure elsewhere. As a result, brakes often undergo
rigorous checks and maintenance to ensure they will function properly if needed.
While important, this task is timeconsuming, which is why Johnson Industries has developed remote monitoring applications.
The company can plug in a module that allows its team of experts to monitor its equipment via the internet. From there, they can access key diagnostic information and detect if something is not working properly.
This information can even inform preventative maintenance, allowing a site to detect and solve a potential problem before it occurs.
Sondraal said that the ability to slash unproductive downtime is critical for the busy mining industry.
“A lot of the time, remote monitoring is helpful as it helps clients realise where the problem is,” he said.
“Usually, they’re quite grateful to have issues pointed out to them, as it means they don’t need to be constantly monitoring for it.
“We advise our clients to inspect their equipment every two months or so, but that can fall by the wayside in such a busy environment. Remote monitoring means nothing gets missed.”
Johnson Industries plans to expand its remote monitoring offering throughout the country. Part of that will involve finding the right representative and agent to assist the Canadian company.
Sondraal said Johnson Industries wants to ensure its equipment is being looked after properly.
“We do a lot of conveyor projects and have developed sophisticated software to control how they stop,” he said.
“We have a distributor in Australia but are looking to expand. Our goal is to bring local agents online to provide service and inspections.”
Electric brakes stand out for many sites thanks to their maintainability.
Image: Johnson industries
Vortex’s versatility
Vortex Global’s aeration systems are providing solutions to customers in every industry – from sugar to cement.
VORTEX GLOBAL’S RANGE OF aeration systems enable businesses to transfer dusty, powdery, or fl aky materials using gravity and a downward slope.
The company’s range of aerated equipment includes Aero-Slide Conveyors, Aero-Slide Gate Valves, Aero-Slide Drum Valves and Aero-Bin Bottoms.
The aeration systems can be installed on various equipment, including storage containers, or mounted to work with plant set-ups. Vortex Global can design and manufacture custom solutions within this range tailored to the specific materials and flow rates customers require.
With this combination of equipment, Vortex Global can create a solution for an expansive range of bulk-handling solutions from cement to powdered sugar.
In one example, Vortex Global was designing and manufacturing a new cement loadout for a customer in the United States.
Prior to engaging Vortex Global, the US-based client travelled to several sites to see how Vortex’s equipment was rated against competitor offerings. The customer selected Vortex after being impressed with its equipment’s “superior dependability, cleanliness, and safety.”
Vortex designed a solution for the Portland cement loadout using a Vortex Aero-Slide Conveyor, Inline Filter, Loading Spout, and blower.
Due to Portland cement’s dusty nature and alkalinity, companies producing valuable construction materials must take precautions. While workers can use safety gear, such as gloves, protective clothing, and goggles, a safe loadout system is also advantageous.
The system’s dust-tight design protected the cement workers more, while the Vortex In-Line Filter provided superior dust control.
The Vortex Loading Spout loaded directly into the trailer with minimal spillage.
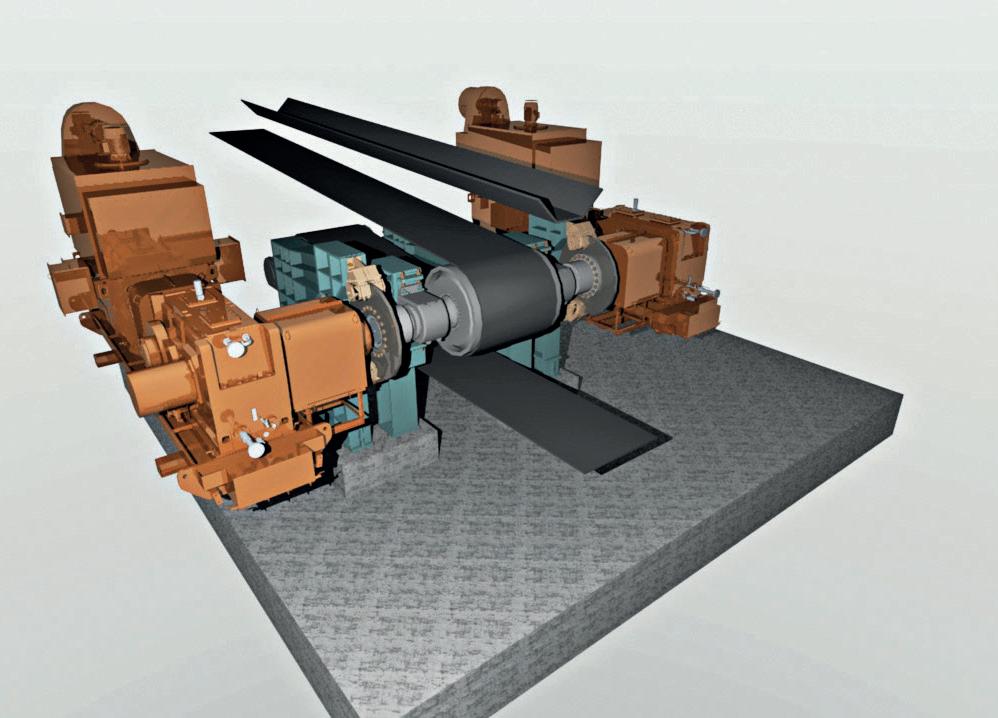
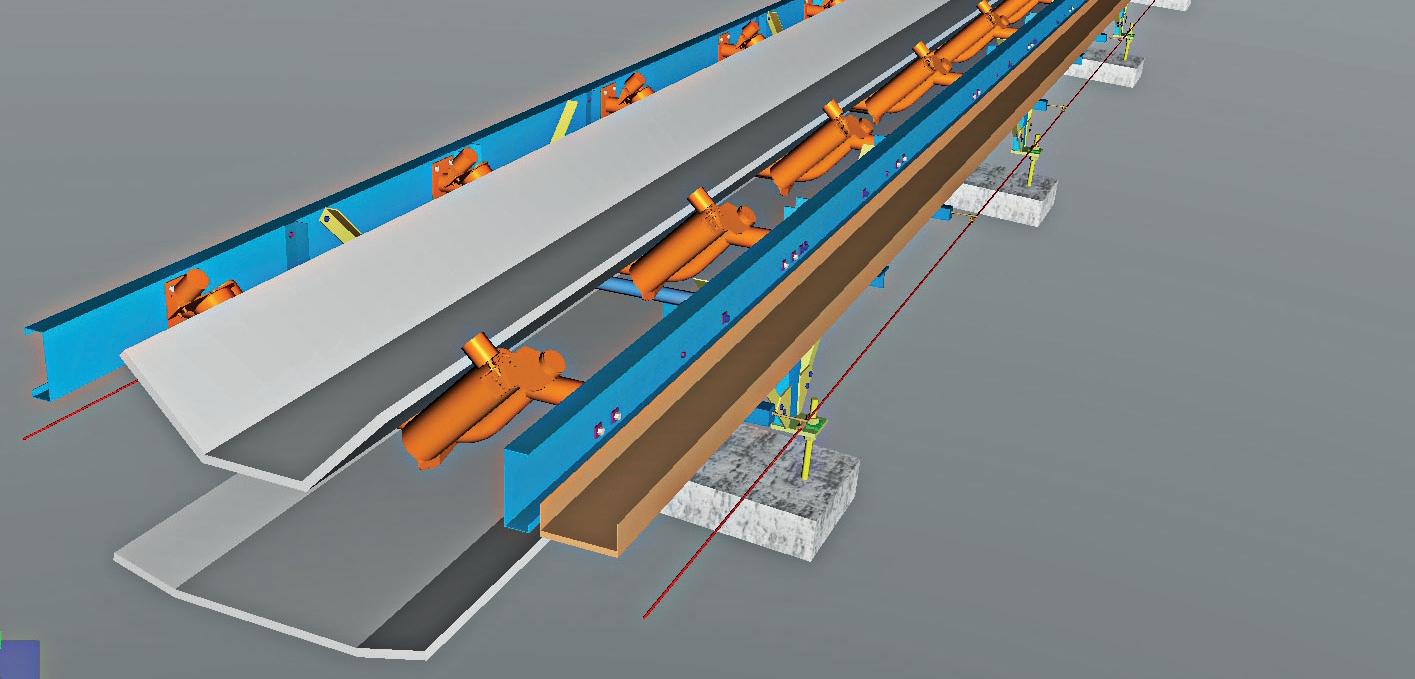
The conveyor is installed at a slight downward slope. The upper chamber handles the material while the lower chamber injects dry air via a fan or blower. the air-gravity conveyor uses physics similar to an air hockey table to aerate the material as it moves down the conveyor with an improved material flow.
“Compressed air is relatively inexpensive as a commodity, and the system – once it has been switched on – contains everything within. No dust can escape,” Laurence Millington, Vortex Global’s managing director, said.
“It’s a very simple system. There are minimal moving parts and the only wear that occurs is on the bottom mesh. It’s been designed for longevity and to be maintenance friendly.
Elsewhere, Vortex Global was engaged by a railway terminal operator in the Southwest of the United States to design a customised solution. The client wanted a more straightforward solution to transfer its lighter, dry bulk materials.
Vortex Global designed a solution that used an Aero-Slide Conveyor, Aero-Slide Drum Valve and an Aero-Slide Gate Valve to suit this application.
For this set-up, the Vortex AeroSlide Conveyor has a Vortex Aero-Slide Drum Valve, which is manually operated and pneumatically operated. The latter acts as the material flow control valve, while the manually operated one serves as a maintenance valve. The Vortex AeroSlide Gate Valve was equipped as the shut-off valve.
The Vortex Aero-Slide Drum Valve was equipped with a cylindrical-shaped blade that rotated along a parabolic curve for more precise material distribution.
The benefits of this system from Vortex Global meant it could be made at the exact length the customer required in a dust-tight design that used no moving parts. These factors ensured the system was cost-effective, energy-efficient and simple to install and maintain.
In the central region of the United States, a bakery products supplier sought out Vortex Global’s expertise to create a bespoke solution for them.
The company wanted to upgrade its equipment, which it used to create cake frosting.
Vortex Global needed to design a solution capable of transporting powdered sugar from a filter receiver to an icing mixer, creating cake frosting.
The Vortex Aero-Slide Conveyor proved to be the ideal solution for this application, given that powdered sugar is light and powdery. It is designed to be dust-tight, which ensures the powdered sugar will not be spilled or exposed to contaminants. It also helped increase the set-up’s material volume and required minimal maintenance to keep running.
Vortex Global’s team prides itself on developing tailored solutions for their customer’s needs in the bulkhandling industry.
“Our ethos for manufacturing is to create products that are well designed, made from high quality materials and are engineered to remove issues for our customers,” Millington said.
“We have a designated team of engineers that are looking at different things we can design to improve our offering. If we can provide better gate valves, loading spouts and conveyors, we can build a system that will offer better results.”
Image: Vortex Global
The blower that provides the air necessary for fluidisation of the cement in the Aero-Slide.
Leader in Hazardous Bulk Solids & Powders for Bulk handling and Silo Design
Hazardous powders and bulk solids pose a challenge in many manufacturing facilities, and the food and beverage processing industry are no different. We provide innovative design and install expertise on the following:
• Improve plant efficiency & productivity
• Solve Hazardous Bulk Solids & Powders material handling challenges with proven solutions
• Benefit from innovative solids processing technologies
• Eliminate safety hazards with powders & bulk solids
Creating the future
Our products stand as the leading manufacturer of bulk material processing and storage equipment in Australia.
Our Products
• Specialised Bulk handling gears
• Commercial Silos with explosion proofing
• Feed Silos with explosion proofing
We are suppliers of
• Fike products (Supplied by FluidChem)
• 4B monitoring system products
BULKED up expo
The Bulk Handling Expo made a strong return to Melbourne as key industry figures and sellers gathered together to see the latest innovations in the industry.
WITH ITS RETURN TO MELBOURNE,
the Australian Bulk Handling Expo (BULK) took in the industry’s latest trends and innovations.
Key industry figures, suppliers, and exhibitors descended on the Melbourne Convention and Exhibition Centre for the two-day event. BULK2024 was held in conjunction with MEGATRANS, and attendees saw the latest products from the bulk handling and logistics industry.
Exhibitors welcomed visitors as the doors opened on day one and demonstrated the latest innovations from their businesses. Many stands showcased the future of automation, data, and technology within these industries, which are increasingly important in both interests.
This allowed businesses to meet new and existing clients from across Australia.
“We’ve had some people come that we hadn’t talked to before, and they’ve taken the time to explain what they do as well, so it has been quite good,”
said Priscilla Grassi Freire business development engineer from TUNRA Bulk Solids.
“We’ve been part of the bulk handling review magazine for many years, so when we found out they were working on a conference and exhibition, we thought we should be part of it.
“It is the only expo in the bulk handling sector; everything else will be industry specific like mining conferences or grain conferences, and this is the only truly bulk handling focused expo.”
As part of the event’s conference program, attendees were treated to a series of keynotes and discussions. The program kicked off with an insightful discussion on the power of an interconnected supply chain and how businesses could best harness its power.
Further discussions included how to create a sustainable fleet and the future of fleet management in these industries. The panel of industry experts discussed the challenges and considerations for
these areas and those attached to cuttingedge technologies like battery electric vehicles and hydrogen vehicles.
After lunch, the focus turned to the importance of collaborating and innovating to decarbonise international shipping and transport. ANL & CMA CGM Oceania managing director Shane Walden led a panel discussion with industry figures about their current and future plans to meet their net-zero commitments by 2050.
The rest of the afternoon saw further discussions about achieving sustainability and safety within the supply chain.
Lee Williams, principal engineer from Linear Engineering, and Richard Hughes, assets and engineering manager at Sugar Terminals, discussed the key issues to consider when upgrading existing port facilities to handle other products.
A five-person panel closed out the first day of conference events. The panel discussed the reliable processes and methodologies essential for
The Bulk Expo hosted several discussions about emerging technology. Images:
designing and optimising bulk material handling equipment. Chaired by Professor Craig Wheeler from the University of Newcastle, the panel included representatives from LEAP Australia, BMEA and TUNRA Bulk Solids.
The celebrations continued as the exhibition closed on day one, and the Gala Dinner for both industries took centre stage. The Australian Bulk Handling Awards and The MHD Mercury Awards were held in conjunction with a full house of personalities from both sectors.
Day two opened as attendees continued to stream through the doors and watch exhibitors’ live demonstrations.
Some took a novel approach to demonstrating their solutions, like TUNRA Bulk Solids, which used M&Ms to showcase its calibration box. While in real life they would simulate the actual bulk material, such as iron ore, bauxite, or grains, the M&Ms showed how the
calibration box is used to calibrate discrete element method models.
Other exhibitors, like Kinder Australia, brought out some of their most popular products used by customers in the Australian bulk handling industry.
Kinder Australia showcased two conveyor demonstrations and its dust scrape unit. The unit fixes on a transfer point and mitigates dust emissions around the transfer and skirting area.
“[Attending the Bulk Expo] is something Kinder has always done, because the industry has always supported us and we’ve always supported the industry,” said Sam Veal, sales and marketing manager at Kinder Australia.
“[The highlight] has been meeting some key partners both globally and locally.”
As the keynotes concluded at the end of day two, attention will turn to 2026 when the Bulk Expo will return to celebrate the best of this vast industry.
Attendees listened to industry panel discussions.
Brilliant night for Bulk Awards
ABHR recounts the industry’s night of nights and winners of the Australian Bulk Handling Awards.
THE MELBOURNE CONVENTION
and Exhibition Centre was the setting to a momentous night for the Australian Bulk Handling Awards.
The gala dinner and awards ceremony returned to Melbourne in September as companies and industry figures from across the bulk-handling industry gathered to celebrate the achievements of the sector’s best and brightest.
The Australian Bulk Handling Awards were held alongside the 2024 Mercury Awards, which recognised achievements of the Australian logistics industry. The dual awards night was hosted by television personality Sarah Jones.
“We saw some very well-deserving winners in the Mercury and Bulk Awards who have worked very hard in the logistics and bulk handling sector for the past couple of years. We can’t wait to see Bulk Conference and awards continue to grow going forward,” said Lauren Chartres, events manager and show director at Prime Creative Media.
Dr Jon Roberts was recognised with the 2024 A.W. Roberts Award for his achievements and contributions as a young engineer in the bulk solids handling industry.
The Australian Society for Bulk Solids Handling bestowed its award to the organisation’s deputy chair, Professor Craig Wheeler, for his achievements in the field of belt conveying and bulk solids.
The entry from Sugar Terminals Limited, Gladstone Ports Corporation and Linear Engineering was crowned the Bulk Handling Facility of the Year Award winner. Jenike & Johanson, TUNRA Bulk Solids and Allied Grain Systems were also nominated.
The project saw Linear Engineering work in collaboration with the Gladstone Port Corporation and Sugar Terminals Limited to create a common user facility capable of exporting more commodities. Linear Engineering was engaged to design modifications to existing equipment and new equipment necessary for the operation of the existing shiploader with other commodies.
“It is a tremendous honour. We’ve worked hard for three or four years to develop this project in Bundaberg, and we’re very pleased with the result,” said Richard Hughes, assets and engineering manager at Sugar Terminals Limited.
Control Systems Technology (CST) won the Innovative Technology Award.
The company’s Mass and Volume Measuring System packages a Lidar volumetric laser scanner with highaccuracy belt weigher and CSTintegrated software.
“We are honoured to be recognised for our innovation in bulk handling. Our Mass and Volume Measurement System exemplifies CST’s commitment to developing state-of-the-art solutions that enhance operational accuracy, productivity, and safety for our clients worldwide,” said Ian Burrell, chief executive officer of CST.
Jenike & Johanson, Anval International and E.M.S Tech were also nominated for the category.
The final Bulk Award winner was TS Global with the Supplier of the Year award. Lincom Group was the other finalist. TS Global specialises in highquality conveyor and polyurethane accessories which help mines, quarries, ports and more sectors across Australia.
“TS Global is a privately owned Australian company and we compete with some of the bigger companies from around the world. I think we serve our clients and the conveyor industry quite well. For a small team, we do an exceptional job, and it is my job on a daily basis to lead an incredible team that are motivated and committed to a common goal,” TS Global general manager Graham Holford said.
Dr Jon Roberts (le ) and Professor Craig Wheeler (right) were recognised as award winners.
Nicholas Bamford (le ) and Andrew Paterson (right) from CST.
Images: Kinetic Media
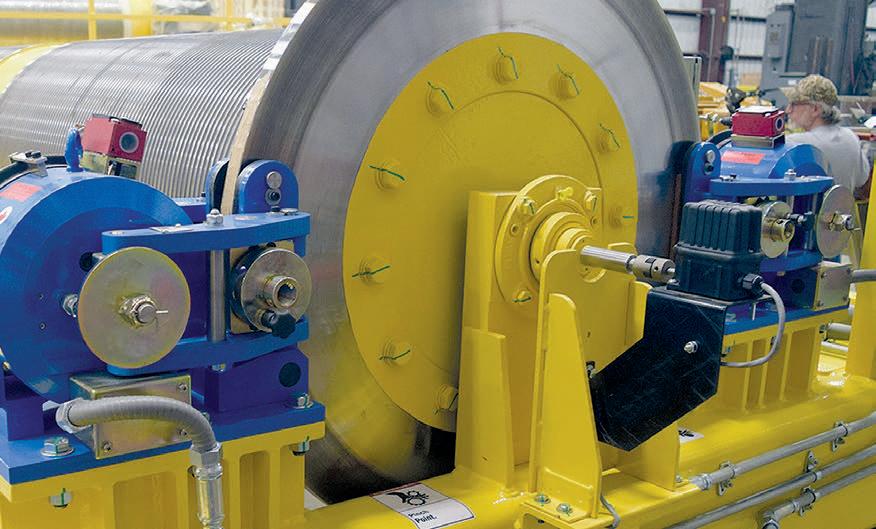
Johnson Industries manufactures various types and sizes of caliper brakes for belt conveyor control. Our brakes are spring-applied and hydraulic, pneumatic, or magnet released, with many customizable configurations available. We are able to provide controlled braking which provides smooth, reliable, and failsafe stopping power while avoiding damage to belts and drive systems.
Data, dust suppression and the competitive edge
Page Macrae shares what it has learned from the 2024 Bulk Handling Expo, including how it is helping ports make the most of data.
THE 2024 AUSTRALIAN BULK
Handling Expo (BULK2024) was an opportunity for the industry to come together and learn about the latest innovations and equipment.
Among the many decision makers at the event was a delegation from Page Macrae, a New Zealand-based manufacturer for the port industry, including the company’s chief executive officer Alan Sutcliffe.
“Australia is an important market for us,” he told ABHR at the show. “We have quite an established presence here and a significant number of clients.”
“The bulk materials handling and ports industry has seen a growing trend of contracts up for renewal and subsequent tender submissions.
“We have had in-depth conversations, some lasting a few hours and on consecutive days, which have helped us gain a deeper insight into the challenges and opportunities our customers are facing.”
Automation and the Internet of Things was a key focus for the show this year, with data being front and centre in many conversations across the expo floor.
Page Macrae is part of this broader industry movement, spending a lot of effort on market validation of its equipment telematics data platform – which looks at real time equipment status, maintenance facilitation, and productivity data.
“Our dashboard really resonated in all our discussions and reflected not only our experience but our continued mission to deeply understand our clients’ operations and business strategy,” Peter Swan, Page Macrae general manager of products said.
“The commercial advantages of being able to analyse equipment performance, third party delays, avoidance of costly demurrage, product tip off of overfilled transport, maximising truck fills, all leads to maximising the commercial viability of our clients.
“Post-BULK2024 will see the introduction of our new generation dust suppression hoppers which, when incorporated with our bulk grabs, is a complete ship to truck system with market leading performance and real time visibility of operations.”
Some of the benefits and features of this development include:
• dust-controlled material receiving and discharging in windy conditions
• batch weigh truck loading
• data telemetry
• reduced operational costs
• remote operation
• control of grab opening
• equipment installation commissioning, and training
• flexible configuration.
Swan said there is increasing pressure on the company’s clients to improve the air quality of their staff’s work environment.
“Our clients also need to take into account the ever-increasing urban creep affecting most port environments,” he said.
“Our solutions will enable not only business continuity, but it will also enable performance based and data rich commercial decisions.”
“These solutions include piece of mind options like extended warranties and service package offerings based on telemetry data to ensure our clients can concentrate on their core business with confidence in their asset’s reliability. Uptime in this environment is key.”
Peter Swan and Bruce Ennnis at BULK2024.
Image: Prime Creative Media
Image: Page Macrae
Automation and the Internet of Things was a key focus for the Bulk Expo.
BELT
Our engineers are experts in innovation with the ability to design bespoke solutions and provide products to suit all conveyor applications.
Increase your efficiency and reduce your downtimeIf it’s above, around or below the belt, we have the answer.
High Capacity Conveyor Solutions
Impact Load Zone Belt Support
Conveyor Skirting & Sealing
Belt Cleaning System Products
Conveyor Rollers, Idlers & Frames
Conveyor Pulleys & Lagging
Conveyor Belt Tracking
Materials Flow Solutions
Anti-Wear Liners
Magnetic Wear, Repair & Seal
Safety & Electrical Conveyor Tech.
Conveyor Covers & Enclosures
Conveyor Safety Products
Contact Kinder’s experienced team of field application engineers & specialists. Phone +61 3 8587 9111
Email conveyorsolutions@kinder.com.au
Ignite a new spark
Bühler was looking for a new solution for its optical sorting line to serve its customers in the entry-level market. What followed was a seismic shi in how it approached design and development.
BÜHLER COMPANY HAS BEEN IN the optical sorting market for around 75 years, but despite its recognisable name, it realised that the competition and market around it were changing.
Through a lot of investment, its competition challenged Bühler in its key markets, including staple food sorting for agricultural crops such as wheat, rice, and pulses.
“We consider ourselves among the pioneers of optical sorting,” said Davide Bellemo, regional manager of optical sorting at Bühler Group SEA.
“From the very early days, we’ve continuously innovated through new products, pioneering new technology like infra-red and shape sorting. We were leading this segment. We realised the competition was getting stronger.
“The space became more crowded, and as we expanded from a premium segment to a more entry-level segment, we found this competition.”
With this new challenge, Bühler took the significant step of fundamentally re-designing its optical sorting range for the entry-level market. The goal was to create a new optical sorter to deliver high performance at an affordable price.
The answer was the Spark Pro, which the Swiss technology company launched internationally at the end of last year.
The Spark Pro is an optical sorter capable of handling multiple commodities like grains, pulses, rice, coffee, spices, and peanuts and removing foreign materials from them. This enables food businesses to access a higher-quality product with a better yield that also meets food and safety standards.
Bellemo told ABHR that the company’s four key concepts when building the Spark Pro were simplicity, beginner-friendliness, affordability, and reliability.
The development of the multicommodity sorter was a seismic shift for Bühler in that it had previously offered specialised sorters for different commodities including rice, wheat, and specialty products. Feedback from the industry, including from agents, sellers, and customers, reshaped Bühler’s thinking about its optical sorting range.
“With Spark Pro, we decided to go back to the drawing board to design it from scratch. We wanted to design and develop a multi-commodity sorter,” Bellemo said.
“Previously, we had specialised sorters for different products, but we realised it didn’t make sense for our strategy as it was creating complexity internally but also for our sales and customers.
“That’s why one of the first boxes to tick was that this sorter could handle all commodities in one machine. From there, we had to strike a balance between the price and performance.”
The Spark Pro is Bühler’s answer for small-to-medium businesses looking for an optical sorter to help their foodprocessing operations.
According to the company’s data, it shows a 99 per cent - 99.7 per cent acceptance quality, depending on the application.
The machine is easy to use with a simple set-up and features a ‘zero spillage’ design concept to maximise the amount of product for each business. Its design also enables it to have flexible sizing, with up to 10 chutes, depending on how many materials the company wants to process at one time.
Bühler designed the Spark Pro so that every component involved in the material feeding is fully enclosed,
Spark Pro can handle multiple commodities and is designed to be easy to use for customers.
which means no product can escape. This helps customers reduce their waste and spend less time cleaning the site.
Bühler has equipped the Spark Pro with high-end technology. The machine can be fitted with up to three cameras, including near-infra-red sorting (NIR), alongside its two fullcolour cameras.
This provides better detection of foreign materials like stones, sticks, plastics or glass, which can contaminate food products and lessen product quality.
Operators can also apply sized sorting on the machine, which enables it to sort products according to a predetermined size. The cameras can help sort anything outside the size parameters, ensuring the best product yield.
The Spark Pro’s fundamental feature is its non-stop sorting algorithm, which powers the sorting machine to maintain production levels.
In the past, Bühler’s sorters stopped sorting whenever the operating system detected a failure or alarm, leading to downtime and lower production for the business.
The new algorithm allows the machine to keep sorting at reduced efficiency, even when errors or minor issues are detected, allowing production to continue. The affected batch can then be re-sorted.
“It is a bit like an operating system of the sorter. We developed it, especially for this new product,” Bellemo said.
“We came up with this because we understand that customers in this segment need to keep sorting and can’t waste time because, for them, it is essential to get the sorting done as quickly as possible.”
Bühler has managed to pack these creative innovative technologies into one of its most affordable price points for optical sorters in the Spark Pro.
Since the Spark Pro was launched, it has been applied in various applications.
Bellemo said that the initial response about the Spark Pro had been positive especially in the Asia Pacific region.
“We’ve been able to place machines in almost every market and various segments. Rice is holding the market share, but we’ve also had them in wheat, green coffee, peanuts and more,” he said.
“We can target a variety of customer profiles and applications as well. We can offer it as a standalone machine for specialised sorting up to 10 channels for customers needing high capacity and flexibility. The feedback so far has been positive.
“We are in a good place when it comes to pricing so we can be competitive, and when it comes to performance, it has shown good results.”
THE WORLDWIDE LEADER IN VIBRATION TECHNOLOGY
Designed for industrial sectors INDUSTRIAL VIBRATORS
OLI is the world’s top selling manufacturer of electric and pneumatic vibrators. The high level of customer service, guaranteed by 18 trading subsidiaries worldwide, and long-lasting and performing products make us always ahead.
Our vibrators are designed for industrial applications in all sectors, from the most extreme environments such as quarries, mines and foundries to the food and pharmaceutical.
Switched-on safety
A US-based manufacturer has bundled several of its most popular components to o er Australian bulk handling sites an even better deal.
THE CONVEYOR COMPONENTS
Company (CCC) has almost 60 years of experience providing peace of mind to its bulk-handling customers.
The US-based company manufactures a wide range of equipment designed to help its customers keep employees safe, and to reduce unwanted downtime.
John Carlson, the company’s sales manager, said that some customers can benefit from utilising the full system.
“That is what sparked the idea for the Conveyor Safety System (CSS). The idea was to combine units together so that the entire conveyor can be monitored,” he told ABHR
The CSS is a bundle of equipment that provides customers a costefficient and comprehensive safety and monitoring system. Clients can provide CCC with conveyor drawings, allowing the company’s engineers to specify exactly how many of each product is needed, and where. Following this, CCC provides a quote, datasheets, drawings and support.
Safety switches
CCC’s mission is to provide products to help customers keep their employees safe, which is why they have designed the Model RS pull cord safety stop
switch for conveyors.
The pull cord safety stop switch shuts off equipment in an emergency. Personnel can pull on a cable, which actuates the control, shuts down machinery, and raises an alarm.
Carlson said the system is vital, and that all US states have federal safety statutes that require switches of this type to be installed on conveyors and related equipment.
In addition to the emergency stop, the CSS bundle includes the Model TA belt misalignment switch. Whenever a conveyor begins to drift off to a dangerous condition, it trips the Model TA, raising an alarm and shutting down the machinery.
Carlson said it’s a relatively inexpensive way of protecting a belt, saving on time, money and labour.
Torn or damaged conveyor belts can be extremely costly for a bulk handling operation, which is why CCC has developed the Model DB damaged belt detector. It detects punctures, tears, or protrusions through the conveyor belt and can automatically shut down the machinery to limit the amount of damage to the conveyor belt.
This can substantially reduce the costs involved with belt splicing or replacement.
The final component included in the bundle is a motion switch, either the Mag-neat-o or the Model CMS.
Designed for easy installation, the MAG-NEAT-O is a magnetically coupled motion sensor that can determine the speed of a belt.
Due to its magnetic coupler, it can be easily installed in the field, without the need for tapping or drilling.
The Model CMS is a direct drive control that indicates when rotating equipment has ceased to turn at the desired speed.
It can be set to detect overspeed, underspeed, or zero-speed, helping prevent compound damage from inoperative or failed equipment due to lack of rotation.
Carlson said the company’s equipment is robust and dependable,thanks to its products being proven in the bulk-handling industry for almost 60 years.
“A lot goes into making sure our equipment is as high quality as possible,” he said.
“We manufacture our switches in-house at our Michigan facility. We test everything that goes out the door to make sure every switch is durable, reliable, and robust.
“We have a logistics department that ships internationally every day. We can provide our Australian customers with anything they may need.”
Images: Conveyor Components Company
The company’s new bundle ensures the whole conveyor can be monitored.
Conveyor Components Company has more than six decades of industry experience.
Access Better Silos
Chemstore Group Applications
• Liquid Storage
• Grain
• Animal Feed
• Chemicals
• Industrial Applications
• Seed Handling
• Flour
• Pellets Industries
• Agriculture
• Mining
• Pharmaceutical
• Food & Beverage
• Construction
• Renewable Energy
• Pulp & Paper
• Water Treatment
Silostore is manufactured using fibre-glass reinforced plastic, making it 40% lighter than steel and corrosion resistant. Access Better csgcomposites.com.au
Reducing conveyor maintenance through skirtboard design
Martin Engineering president emeritus Todd Swinderman explains how the right design can cut down on maintenance and improve overall safety.
ANY
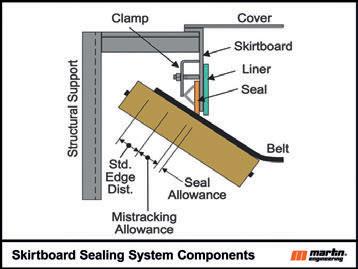
DISCUSSION AROUND THE best practices of ‘skirtboards as a system’ must include elements of the entire loading zone as each element impacts the effectiveness of the skirtboards to perform well as a system.
Placed on the transfer point of a belt conveyor involving the loading zone, settling zone, and stilling zone, the term skirtboard is derived from the early practice of using wooden boards to confine the load on conveyors.
Due to the punishing environment of underground operations and modern production demands, a skirtboard sealing system today consists of equipment –some permanent and some wear parts –that work in tandem to seal the conveyor loading area from dust emissions and fugitive fines.
These innovative designs are engineered to improve workplace safety, reduce labour for clean-up and ensure efficient production.
Design approach
Conveyor design is an iterative process where initial selections are made for the belt width and speed based on the desired capacity and the path of the conveyor.
The design approach depends upon the purchasing philosophy, lowest purchase price vs lowest cost of operation.
It is unusual to find a conveyor purchased on price alone meeting the specified throughput. Almost every conveyor is ‘upgraded’ at some point, so provisions for the eventual increase in throughput and to address potential operating issues such as dust and spillage should be built into the design. Note that, one of the most common design shortcomings is lack of access for cleaning and maintenance.
Skirtboard system
The system includes the belt, tail pulley, loading chute, skirtboards, skirtboard covers, dust curtains belt support, sealing system and wear liners. It is recommended for the belt to be in reasonably good condition without existing skirtboard grooves, otherwise, the system may not seal the belt effectively. If dust is an issue, replacing enclosure covers after maintenance is an absolute must.
The material should be centre loaded and the skirtboards aligned parallel to the centreline of the conveyor. Idlers that are not closely spaced under the skirtboard enclosure will make a bumpy belt path which leaves gaps between the skirt and the belt for dust and fines to escape.
To produce a fully sealed environment, the belt should be
supported with closely spaced idlers or belt support under the sealing system. If there are large lumps, an impact cradle should be used to support the belt and prevent damage.
Loading on the transition is when the material is loaded as the belt is transitioning to a full trough angle. It is one of the main causes of grooving under the sealing system as it is impossible to seal the three-dimensional belt surface in the transition even with adjustable wing idlers.
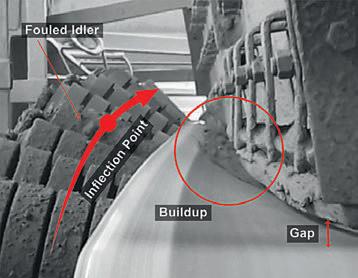
The inflection point created at the first fully troughed idler creates an entrapment point for abrasive particles. Therefore, loading must only start after the belt is fully troughed to control fugitive material release and belt damage.
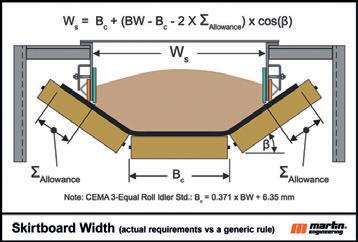
Skirtboard width
There are various historical ratios for the spacing of skirtboards. They are usually based on belt width such as the Conveyor Equipment Manufacturers Association (CEMA) standard is 2/3 times or ½ times belt width for very free flowing material or multiple loading points. Another approach states three times the size of the largest average lump.
The standard edge distance is an allowance to prevent material from falling from the belt as the edges sag between carrying idlers after the load zone. A mistracking allowance is the expected deviation of the belt path from the central axis of the conveyor. CEMA Misalignment Guide is based on the dimensions of standard CEMA idlers and pulleys and considers three categories of mistracking: allowable, actionable and critical.
The International Organisation for Standardisation (ISO) misalignment
The longer the enclosure, the more time dust has to settle, making to a cleaner work environment.
Images: Martin Engineering
allowance is +/- 40mm for belts up to and including 800mm or +/- 5 per cent (+/- 75mm max.) of the belt width for widths over 800mm.
The free belt edge should be based on the thickness of the sealing system, skirtboards, wear liners and standard edge distance added together and measured along the troughed belt surface.
This distance will determine the maximum skirtboard spacing. With a BW of 1200mm, centre roll width, Bc, of 452mm, trough angle of 35 degrees, standard edge distance of 60 mm, a mistracking allowance of 100mm and a sealing system 50mm thickness, the skirtboard width inside the wear liners would be 757mm.
Note that this is the distance between skirtboards, not the distance between the wear liners, but wearliner thickness should be included.
Skirtboard height
The minimum skirtboard height is based on the maximum expected cross-sectional area contained between the skirtboards, so the belt’s full edge-to-edge area should be used to determine the height of material rubbing on wearliners and to make sure the skirtboards are tall enough for a completely full belt.
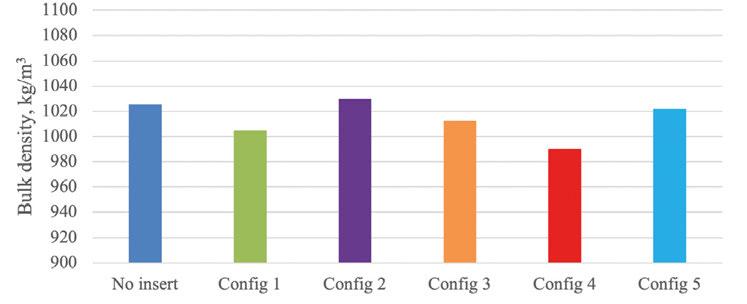
Use the loose bulk density – material before it settles on the conveyor – to represent the bulk density. The reason for this is the loose bulk density can be up to 40 per cent less than the settled (vibrated) bulk density of the cargo on the carrying run, requiring the material cross-sectional area to be 40 per cent greater at the point of impact until the load settles into a stable profile.
When a conveyor is purchased on price the skirtboards will typically be 300mm tall to accommodate a basic vertical slab seal and clamping arrangement.
With an engineered approach the height of the skirtboards is based on
the above allowances and keeping the airspeed in the enclosure below 1.0 m/s. At this air speed, most nuisance dust will settle in the enclosure.
When taking this approach, the quantity of air flowing through the enclosure is estimated by considering the displaced air from the initial loading, the induced air created by the separation of the material discharge stream drawing or inducing airflow into the transfer point and any generated air from prevailing winds or process equipment like crushers or screens.
For existing enclosures simply measure the average air speed at the exit. If the average speed is 3.0 m/s then the cross-sectional area of the enclosure needs to be three times the existing area (i.e. 3 times the height) to reduce the exit air speed to 1.0 m/s.
Length of skirtboards
As with the width of the skirtboards there are various generic rules for the extended length of the skirtboards. The extension serves two purposes, first, it prevents spillage as the load settles into a stable profile after loading.
Generic rules for containing turbulent flow range from 1.8 m extension past the dump point or, 1.5 m plus 1.2 m for every 1.0 m/s of belt speed. Secondly, the extension helps settle nuisance dust without extraction, so, 1.2 m per 1.0 m/s length for minor airflow and 1.8 m per 1.0 m/s length for major airflow is one recommendation for dust control.
The ACGIH Industrial Ventilation manual provides guidance when collection is needed for respirable or hazardous dust. In general, it is good practice to make the extension generous in length and height, keeping in mind there is added friction from seals and material rubbing on the liners. This can be a significant additional load on the drive for long lengths of skirting.
Material rubbing on the wear liners also creates drag so the capacity belt width and skirtboard spacing
should consider minimising material contact with the wearliners.
Conclusion
Designing an effective underground conveyor skirtboard system requires an iterative approach.
Starting with basic capacity calculations ensures the belt is wide enough to accommodate the free belt edge, the sealing system, wear liners and expected mistracking allowance.
Old design rules and fabricated solutions only work for the short term and often result in more maintenance.
Installing a well-designed skirtboard sealing system for safety, ease of maintenance and less downtime is part of a cost-effective production plan with the greatest return on investment.
Sealing the on transition is impossible.
Skirtboard sealing system components.
Skirtboard width (actual requirements vs a generic rule).
Choose a safeguard
ESS Engineering discusses why prioritising manual handling suitability in machinery guarding during maintenance is critical in bulk-handling operations.
THE IMPORTANCE OF SAFEGUARDING personnel cannot be overstated. Among the many potential dangers on a mine site, conveyor systems are particularly hazardous, especially when they lack proper guarding. Safety hazards like unguarded moving parts and pinch points pose signifi cant risks to mine workers. At the same time, even seemingly minor incidents like slips, trips, and falls around conveyors can result in severe injuries or fatalities.
The consequences of inadequate protection for personnel in Australia are far-reaching. Though infrequent, incidents involving conveyors can be catastrophic for workers and businesses alike. With this in mind, implementing physical barriers to protect workers from conveyor-related risks is essential.
Guarding is crucial in keeping workers safe around moving machinery and conveyors. However, traditional guarding solutions often present their own challenges—many are heavy, cumbersome, and difficult to handle during maintenance. They can become hazards when removed for inspection or maintenance tasks. This is especially problematic in mining environments, where conveyor walkways are often narrow, inclined or enclosed, and regular maintenance must be performed to ensure operational continuity.
Choosing the right machinery guarding is critical, affecting safety and operational efficiency. Removing or repositioning guards can create a manual handling hazard when guarding is too bulky or heavy. Injuries like strains and sprains are common during such tasks, adding to the risk that proper guarding is supposed to mitigate in the first place. A considered approach to selecting machinery guarding can ensure a safer, more efficient workplace.
The Australian Standard AS4024.3610:2015 emphasises that machinery guarding must not create a new manual handling hazard. It requires guarding to meet specific criteria, such as:
• Providing a protective physical barrier against accidental contact.
• Allowing visual inspection without physical contact with the hazard.
• Being easy and safe to remove for maintenance access and quickly replaced after the task is completed.
• Being lightweight and not introducing manual handling risks during installation or removal.
A well-designed guard should also ensure that maintenance personnel can do their work without unnecessary risk.
Focused on maintenance safety
The ESS EZI-GUARD system has been engineered to address these challenges, offering a solution that complies with safety standards and is designed with manual handling in mind.
Traditional guarding solutions often create new hazards by requiring workers to lift and move heavy panels. The EZI-GUARD’s lightweight construction mitigates this problem, allowing for easier handling during maintenance activities. This aligns with AS4024.3610:2015 requirements and fosters a safer working environment by reducing the risk of strain injuries during routine tasks. The system’s design enhances maintenance efficiency.
The panels are secured with retaining cotters, which can be released using basic tools, allowing for quick removal without the need for specialised equipment. This enables swift access to conveyor systems, minimising downtime while maintaining safety protocols.
Manufactured from materials like aluminium, mild steel, stainless steel, and HDPE plastic, the EZI-GUARD panels are suitable for various applications, including corrosive environments.While primarily designed for conveyor systems, the EZI-GUARD system can also be adapted for other applications making it a versatile solution, including freestanding barriers for isolating machinery in workshops and any areas with a potential risk of falling from heights.
Achieve safety and e iciency
Choosing a guard that prioritises manual handling suitability is not just a compliance issue; it’s a matter of protecting workers’ health and safety. Easy-to-remove guards allow maintenance to be performed more frequently and effectively, ensuring equipment remains in good working order without compromising worker safety. This directly improves operational efficiency, as maintenance crews can work safely and swiftly, reducing downtime and keeping conveyor systems running smoothly.
Invest in safety
Investing in solutions like the EZIGUARD system enables companies to protect their workforce, improve operational efficiency, and ensure compliance with stringent safety regulations. In industries where conveyor systems are critical, this investment is both a regulatory necessity and a strategic decision.
Businesses can achieve this by investing in guarding systems that protect workers during every phase.
ESS EZI-GUARD system can work across many applications, including corrosive environments. Image: ESS Engineering
Focused on Australia
Fourthane has launched in Australia to revolutionise mining solutions and help reduce downtime.
SINCE ITS FOUNDING IN 1996, Chilean company Fourthane has been a trailblazer in mining innovation, delivering cutting-edge solutions for conveyor belt repair and maintenance. With over 28 years of industry experience and a footprint in more than 50 countries across five continents, Fourthane has solidified its reputation as a global leader. Now, the company is embarking on a new chapter by opening its first Australian office in Broadbeach, Queensland, signalling a deep commitment to the Australian mining sector and its strategic expansion into this key market.
A legacy of innovation
Fourthane’s journey began with a mission to minimise downtime in critical mining operations where every minute counts. The company’s flagship product, Fourthane Red, is a dedicated conveyor belt repair product that provides an efficient, durable, and fastcuring solution.
This innovation paved the way for a range of products designed to maximise equipment availability and operational continuity from Fourthane.
“From the outset, our focus has been on developing solutions that not only address current challenges but also anticipate future industry needs,” said Cecil Fourt, president of Fourthane. “Innovation is in our DNA, and it drives us to constantly evolve our product offerings to meet the demanding conditions of mining operations worldwide.”
Strategic expansion into Australia
After establishing a strong international presence, Fourthane’s move into the Australian market underscores the country’s significance in the global mining industry.
The new office, located in Broadbeach, Queensland, positions Fourthane at the heart of one of the world’s most dynamic mining hubs.
“Australia’s mining sector is renowned for its scale and complexity, and we are excited to bring our proven solutions to support its growth,” Fourt said.
“Our local presence will allow us to collaborate closely with Australian mining companies, understand their unique challenges, and provide tailored solutions that enhance efficiency and safety.”
Tailored for Australia
Recognising the harsh conditions and unique demands of Australian mining operations, Fourthane offers a suite of products specifically designed to meet these challenges:
• Fourthane Red: The game-changing repair material for conveyor belts, offering rapid curing times and exceptional durability. It enables onsite repairs that minimise downtime and maximise belt availability.
• Fourthane Black Lines (Plant Coating Line): Engineered to protect critical equipment in concentrator plants, including SAG and ball mills. This coating extends equipment life and reduces maintenance costs, contributing to overall operational efficiency.
• Fourthane Silver Pulley: A comprehensive range of products to repair the lagging of conveyor belt pulleys under the most demanding conditions, ensuring continuous operation and reducing the time of repairment.
These solutions have been rigorously tested and approved in some of the most challenging mining environments
Fourthane’s solutions are easy to apply.
Image: Fourthane
globally, reflecting Fourthane’s commitment to quality and innovation.
Industry recognition for excellence
Fourthane’s dedication to developing products that solve real-world problems— and anticipate future ones—has not gone unnoticed. In 2012, the company received the prestigious Avonni Award for Best Industrial Innovation in Chile, highlighting how technological advancements can transform entire industries. The following year, Fourthane was recognised by ProChile as an “Innovative Entrepreneur,” emphasising its ability to deliver highquality products to the international market.
“Our awards are a testament to our dedication to excellence and our impact on the mining industry,” Fourt said. “But our greatest achievement is the trust we’ve built with our clients by consistently delivering solutions that enhance their operations.”
Vision for the future
With its expansion into Australia, Fourthane is not just entering a new market; it’s forging partnerships that aim to help shape the future of mining maintenance. The company plans to leverage its global expertise to support Australian mines in improving safety standards, increasing operational efficiency, and achieving sustainability goals.
“We see immense potential in collaborating with the Australian mining community,” Fourt said. “Our goal is to become a trusted partner, offering innovative solutions that drive progress and success for our clients.”
Connect with Fourthane Australia
Fourthane’s arrival in Australia marks an exciting development for the local mining industry. With a proven track record and a portfolio of innovative products, the company hopes to make
a significant impact in Australia. Australian mining operations can now access Fourthane’s world-class solutions and expertise, benefiting from reduced downtime, enhanced safety, and improved operational efficiency.
Fourthane is ready to make a difference in the operation of Australian mines by providing cutting-edge solutions that enhance efficiency, safety, and sustainability.
With a strong global reputation for its products and a long-term commitment to the bulk handling industry, Fourthane plans to become a trusted partner for Australian mining operations in the years to come.
DHHI the leader in designing and manufacturing reclaimers, stackers, shiploaders, shipunloaders and car dumpers globally with over 100 machines delivered last year.
Conveyors
Processing plants and tailings
Local After Sales
Fourthane have a major global presence across more than 50 countries.
Motoring along
With clever design and intelligent innovation, Rulmeca’s motorised pulleys and composite rollers could be two of the next big things in the Australian bulk handling industry.
AS TECHNOLOGY CONTINUES TO change, so do the bulk-handling operations that must stay at the forefront of the industry.
In an industry where efficiency and productivity are paramount, these innovations can help businesses maintain their standards and handle the headaches of a bulk-handling operation in Australia. It is no secret that Australia poses some tough challenges to businesses in the sector, partly due to its environment. Dust and foreign materials are commonplace, and the equipment needs to withstand the challenges.
Rulmeca designs and manufactures a range of pulleys, including standard drive, tail pulleys and motorised pulleys for the bulk-handling industry.
The Rulmeca Motorised Pulley is designed for belt conveyors, especially those operating in harsh conditions like Australia. In specific situations, the Rulmeca Motorised Pulley can be better than other pulley options. The fundamental benefit is in design, with the motor, gearbox, and bearings sealed inside a steel shell of the drum, which can counteract the effect of dust and foreign materials on the motorised pulley. It is hermetically sealed on both sides, meaning there are two mounting points and a terminal box. This design
concept means the only rotating mass is the drum.
This design feature means the Rulmeca Motorised Pulley is much more efficient than standard drives as it suffers less frictional losses. According to the company, this can result in mechanical efficiencies of 97 per cent.
James Nicholson, Rulmeca Melco Australia’s general manager, said the motorised pulley differed from traditional options on the market. “It’s a bit of a paradigm shift,”he told ABHR
“The aim was just to create a pulley that’s not affected by dust, water, oil and grease, and we’ve effectively achieved that with the innovations [we’ve created].”
Rulmeca acquired the Joki Motorised Pulley facility in 2003. The former Joki facility continues to manufacture highquality motorised pulleys under the Rulmeca brand name. Today, Rulmeca’s motorised pulleys are used worldwide in various applications.
The purpose-built machine is a smaller unit than a standard drive system. The design, which sees the drive unit and bearings mounted inside the motorised pulley shell, creates a smaller footprint and negates the need to purchase extra equipment like chains, V-belts, and couplings.
Keeping the motor enclosed and the external shafts stationary ensures that Rulmeca’s motorised pulley is safe for the operator and workers.
By having fewer exposed and moving parts, it requires less maintenance than standard exposed drives, which will provide a lower total cost of ownership over the long term for businesses.
The low maintenance costs also play out over the equipment’s lifecycle. According to Rulmeca, the machine only requires an oil change every 20,000 hours, which can be extended to 50,000 hours with synthetic oil. Based on a working week consisting of eighthour days, this would result in almost ten years between changes if using standard oil.
Nicholson said the design of the Rulmeca Motorised Pulley means it can handle challenging assignments.
“It’s ideal for tight spaces or when plant size can be minimised, as it removes the need for a bulky motor gearbox on the side. Additionally, it provides a more balanced centre of mass compared to traditional motor gearbox set-ups, reducing the need for additional structural reinforcement of the framework,” he said.
“In dusty, wet, corrosive, and other harsh environments, it outperforms a standard motor gearbox, hands down.”
Classy composites
Alongside its motorised pulley, another crucial part of Rulmeca’s offering to the Australian market is its wide range of rollers, including its HDPE rollers and composite rollers.
The company’s Supreme HDPE Roller is designed to resist build-up and corrosion in Australia’s medium— to heavy-duty applications.
Rulmeca drew inspiration for its HDPE roller from the Australian mining industry after hearing customers’ needs
Image: Rulmeca
Rulmeca’s motorised pulley in action.
for a lightweight but performanceoriented roller.
The Supreme HDPE roller features a high-density polyethylene tube, while for rollers lengths bigger than 600mm, a reinforcing steel tube is fitted inside the HDPE shell.
While the HDPE tube is significantly lighter than a steel roller, its thick shell (12-16mm) is corrosion resistant, which is critical in industries dealing with aggressive elements and chemicals.
“The benefits of it are in the weight saving [but], but it has the same performance values as steel,” Nicholson said.
“As one of the largest roller manufacturers in the world, we’re definitely competitive in our roller offering.”
The Supreme HDPE roller has many applications, including mining, quarrying, salt and sugar plants, and crushing and screening.
The HDPE roller is belt-friendly
and actively helps extend belt life. The bearing housing effectively locks the HDPE tube in position, preventing movement along the steel tube. The HDPE roller tends to wear away evenly under the conveyor belt’s impact, which benefits the customer during a bearing seizure. Instead of creating a sharp edge like a steel roller, the HDPE roller’s even wear protects against belt rips.
The company has also introduced a new non-metallic composite roller with a unique combination of advanced materials. The composite roller features a glass-filled high-density polyethylene tube, while the bearing housings are made from a sturdy polymer material with an anti-static additive. The polymer material and thickness of the tube provide a high load-carrying capacity and impact resistance for large materials. The FRAS labyrinth seal and the stationary stone guard protect foreign materials, including dirt and dust, fire, and static electricity buildup.
Faster, smarter, and better for the planet
Book a free on-site review and analysis of your current pallet wrapping performance
NZ 0800 55 77 33
AU 1800 318 019
hello@aurora-process.com
Another key feature is the low noise emission of the Rulmeca composite roller. This is due to the machined outer surface, which helps reduce vibrations and noise levels within the working environment.
Nicholson said Rulmeca was here to be a valued partner to the Australian bulk-handling industry.
“With our company’s rich history, we’ve faced just about every issue you can imagine with conveyors, and we design our products specifically to tackle those challenges. We’re focused on solution-driven engineering; when we identify a problem, we develop a specific solution for our customers,” he said.
Our breakthrough new range of pallet wrappers deliver real cost reduction per pallet and an extra level of performance.
Intelligent technology to get the best load containment whilst reducing your wrap usage.
Unusually shaped loads, unstable or light loads, sharp edges, and loads in cold or hygiene zones – we’ve got it covered.
Full range of performance wrap and pallet consumables - specified by process technicians not stationary suppliers.
Fully installed and serviced.
Ask us about paper wrapping options too.
The motorised pulley design is unique.
Rippa solution
REMA Tip Top’s advanced technology solutions have saved an Australian gold miner from significant financial losses.
REMA TIP TOP WAS APPROACHED
by a leading gold miner in the Kalgoorlie region with a critical challenge: frequent unplanned downtime in their plant facility caused by belt rips. This downtime disrupted their operations and resulted in signifi cant fi nancial losses and effi ciency drops.
To address this issue, REMA Tip Top proposed implementing an advanced belt rip detection technology. This solution aimed to proactively monitor the integrity of conveyor belts and enhance operational efficiency.
Two days after commissioning, the Loopless Rip Detection system successfully detected its first belt rip and the conveyor stopped within 1.5 metres, preventing significant damage and operational disruption. This case study details the challenges faced, the innovative solutions implemented, and the measurable outcomes of this critical event.
Project background
Belt rips are a significant issue in conveyor belt systems, causing unplanned downtime that can bring an entire plant to a standstill. Statistics indicate that over 90 per cent of all longitudinal rips occur in the loading area, making it a critical point of failure. Traditional condition monitoring solutions, such as the ‘Fishing Line’ method and Rip Detection Systems with sensor loops, have been employed to address these issues in the past.
However, they come with inherent limitations: The fishing line method uses a piece of string beneath the conveyor’s carry side, attached to an electrical switch. It Activates if material penetrates the belt and touches the string.
Rip Detection Systems with Sensor Loops use sensor loops embedded in the conveyor belt at regular intervals. They require a minimum cover thickness of 6mm. Sensor loops have a finite lifetime and may work intermittently as they near the end of their life. They are susceptible to damage, causing false alarms.
Recognising these limitations, the customer sought a more reliable and efficient solution. They approached REMA Tip Top for cutting-edge technology that would not only detect belt rips but also effectively mitigate unplanned downtime.
Smart solution
REMA Tip Top proposed the implementation of a Loopless Rip Detection system. This innovative solution leverages intelligent mathematical algorithms (AI-based) to detect anomalies in motor current and voltage, eliminating the need for sensor loops or other sensing elements inside the conveyor belt. Unlike traditional systems, it requires no sensor loops, reducing the risk of damage and false alarms. It uses intelligent algorithms to detect anomalies accurately. It is accessible via Ethernet for multiple users and has readily available data because it uses existing input data from the conveyor.
REMA Tip Top can ensure the system can be integrated into almost any conveyor system.It also has a range of extendable add-ons, including Drive Monitoring, Massflow Calculation, Electrical Network Analysis, and maintenance support. It also has an emergency response where output relays can connect to PLC to stop the belt in emergencies.
By implementing this advanced Loopless Rip Detection system, REMA Tip Top aimed to provide the customer with a robust solution that ensures operational continuity and reduces unplanned downtime.
Tough challenge
In the mining industry, conveyor systems are critical for the efficient transport of materials. However, these systems are prone to frequent belt rips, which can cause significant operational disruptions. For the customer, the primary challenges included frequent belt rips and operational disruptions. Over 90 per cent of belt rips occurred in the loading area, leading to unplanned downtime and operational inefficiencies.
These belt rips often resulted in halting operations, sometimes bringing the entire plant to a standstill. The financial impact of these disruptions was substantial, including repair costs and lost productivity.
Traditional methods such as the ‘Fishing Line’ technique and sensor loop systems had several drawbacks, including susceptibility to damage and false alarms, finite sensor lifetimes, and requiring regular maintenance and replacements and a requirement for a minimum belt cover thickness, limiting their applicability.
Simple implementation
REMA Tip Top introduced an advanced Loopless Rip Detection system tailored to address these challenges in the mining industry.
The Loopless Rip Detection system allows for real-time monitoring.
Image: REMA Tip Top
To do this, REMA Tip Top conducted a detailed assessment of the client’s existing conveyor system to customise the solution. This involved integrating AI-based algorithms to detect anomalies in motor current and voltage without requiring sensor loops.
This led to a seamless installation of the Loopless Rip Detection system with integration with the client’s existing conveyor systems, ensuring compatibility and minimal disruption during implementation.
As a result, the customer can carry out real-time monitoring, including real-time alerts. The Implementation of real-time monitoring capabilities was made possible due to the Ethernet being accessible to multiple users.
The configuration of output relays to connect to PLCs for emergency stoppages helped enhance safety measures for the customer’s workers. Their system also included extended functionalities, including drive monitoring, massflow calculation, electrical network analysis, and maintenance support. These add-ons provided comprehensive insights and support for the client’s operational needs.
Rewarding results
The deployment of the Loopless Rip Detection system resulted in significant improvements for the customer.
Because the Loopless Rip Detection system successfully detected its first belt rip, the incident only resulted in a rip length of around a metre. This rapid detection and response significantly minimised potential damage, showcasing the system’s effectiveness in real-world conditions.
This provided the customer with several key benefits including reduced downtime, improved reliability and cost savings.
The notable decrease in unplanned downtime ensures continuous operations as well as enhanced productivity and efficiency, leading to substantial cost savings.
The AI-based detection system enhanced the improved reliability and provided accurate and timely alerts, reducing false alarms. The absence of sensor loops eliminated common points of failure, increasing the system’s reliability.
The customer achieved cost savings due to lower maintenance and operational costs due to the durable and efficient design of the Loopless Rip Detection system. It is expected that there will be long-term cost benefits from reduced downtime and minimal ongoing maintenance requirements.
The Loopless Rip Detection System can detect and mitigate belt rips early,
significantly reducing associated costs. Based on statistical information, the average costs for a 200-metre-long belt rip are as follows:
• Downtime costs: Approximately AUD 123,000
• Service costs: Approximately AUD 82,000
• Belt costs: Approximately AUD 41,000
While the event cannot be entirely prevented, its impact can be minimised. These figures are averages, and actual costs can vary depending on the specific customer and application. The Rip Prevent System helps significantly lower these costs by preventing extensive damage and reducing downtime.
The customer reported high satisfaction with the system’s performance and impact on their operations.
“The Loopless Rip Detection System has drastically improved our operational efficiency. The real-time alerts and rapid response have prevented potential catastrophes, saving us both time and money. We highly recommend this technology for any mining operation,” they said.
The successful implementation showcased the potential of this technology for broader applications in the mining and bulk-handling industries.
The repaired rip event is shown by the black line.
New era for Vasco Global
Falco Meuser, the new chief executive of wholesale trading company Vasco Global, spoke to ABHR about his plans to take the company forward.
THE SAYING GOES THAT A successful company is a refl ection of its leadership.
Leaders can have a significant impact on companies and their results, which is often why their time in charge can be referred to as ‘chapters’ or ‘eras’ for a company.
Wholesale trading company Vasco Global recently embarked on such an era with the appointment of new chief executive officer Falco Meuser.
ABHR sat down with the new chief executive officer to discuss his role and plans for the Hong Kong-based company under his leadership.
FM: Thanks for having me.
ABHR: Looking at your background, you are rather new to the conveyor belt industry. Tell our readers a bit more about yourself.
FM: Yes, that is right. My background is quite a journey.
I am German and started my career as traditional German carpenter. After making enough money for my high school degree, I studied civil engineering, a subject I still love and had the opportunity to work in worldclass engineering firms for a few years before I had my first project in China in 2008.
In 2010 I decided to do the next step and did my MBA in Hong Kong and at UCLA, followed by around eight years as a consultant at McKinsey and BASF, a large German chemical company. In my last position prior to Vasco, I was responsible for a mediumsize business for BASF in the Asia Pacific Region and China. So it has been quite a ride, and it certainly is not the standard career.
ABHR: That is very interesting, thanks for sharing that with us. So how you come to be the chief executive offi cer of Vasco Global?
FM: To understand this, we need to understand the history of Vasco Global so far.
Vasco is part of a German-Swiss Group, which has a total of four businesses in the conveyor belt industry. Besides Vasco, there is a sourcing and quality assurance company in China, and two companies are in Germany and cover stock-and-sell of conveyor belts and conveyor belt servicing.
The founder of that group is a dear friend of mine, and he asked me to join as a shareholder. For me, Vasco has a clear and unique value proposition, is financially healthy, and I have a very close relationship with the founder. This made the decision to take on the position an easy one for me.
ABHR: Can you explain a bit more about how this works with Vasco belonging to a group of two companies in Germany?
FM: The servicing arm of the business was the start in around 1990, so there is a lot of experience and expertise in the group. The business is small and only focuses on parts of Germany, but in terms of expertise and knowledge, this business is invaluable.
ABHR: So, earlier you mentioned the unique value proposition of Vasco Global. Can you tell our readers more about that?
FM: I’m happy to. While Vasco is a global wholesale trader of conveyor belts and conveyor belt components, we have the more than 30 years of technical and industry experience via our German service company. At the same time, we have our quality assurance company in China, where we source 80 per cent of our products.
Falco Meuser is the new chief executive o icer of Vasco Global.
Image: Vasco Global
Our German service business is very similar to what most of our customers do. But the focus is only on a small part in Germany; therefore, there is no conflict or competition at all with customers and we even connect our team with customers to discuss and solve technical problems. We use the products for our own business and end-customers in Germany. This is fact-based insurance for our customers that we understand their needs in quality and price. I believe that makes us truly unique.
ABHR: That sounds interesting. So as the new chief executive offi cer of this company, what is your plan and vision for the coming months?
FM: Coming from a large chemical company and being a former consultant, I have naturally put three things on my agenda. My first focus area is process speed and efficiency.
REDUCE DOWNTIME.
This includes handling orders faster, allowing our customers faster decisionmaking and receiving the goods as quickly as possible.
Honestly, this is a never-ending journey, but we made very good progress over the past six months. In the next 12 months, we will further optimise, automate and digitalise those administrative processes. We aim to send a quotation in less than 24 hours after the request.
The second is to develop a greater customer focus and offer customers a choice and transparency on their orders.
Do they want their goods shipped fast or cheap? Do they like us to optimise the container and add something in, so the container is really full? With sky-high freight rates now, this is really a cost saver and helps make our customers more competitive.
By focusing on these small details for our customers, we can help them optimise and improve their businesses.
INCREASE PRODUCTIVITY.
We work with our customers, making their operations more cost efficient and helping them to grow. My goal is to be seen as a partner, not as “just another supplier”.
My third main priority is being closer to our customers. While technology is of course allowing a lot of flexibility for businesses, I believe, being there in person and having someone at the same time zone with proximity, makes a real difference.
With this in mind, we plan to expand our company beyond Hong Kong and Shanghai, with more Vasco sales representative offices to be established early next year.
ABHR: It sounds like Vasco Global has an exciting journey ahead of it. Is there anything else you want to share?
FM: Yes, indeed. I plan to visit Australia in November for one to two weeks and I am happy to visit interested customers. Just reach out to me directly. We bring the world’s best material handling equipment to you.
Quick and cost-effective installation
• It can be lowered to the ground to provide easy access for maintenance
• No head or tail undercarriage provides greater clearance under the conveyor • Complies with all relevant Australian Standards, AS1170, AS4324.1 and RPEQ requirements
Bottomless support with safety system
Satake has installed a “bottomless” bucket elevator system for a major manufacturer to improve conveyor capacity and safety in hazardous areas.
A MAJOR MULTINATIONAL FOOD
manufacturer had a problem at one of its Australian sites.
The area where trucks would unload grain near the intake of its bulk elevators. An audit of the plant revealed the density of the dust posed an explosion risk, which would need to be minimised.
Gajan Illankovan, a senior project engineer at Satake Australia, said the company reached out, in search of bulk handling specialist that could supply and install a solution.
“We went down to the site and knew we would need to explosion-proof the conveyors,” he said.
“They provided us with a hazard and operability analysis report. We used that report and sat down with our suppliers to do a design review, looking at the bearings, motor, belts – anything that could cause a spark.
“What we found was the elevators themselves were the most important thing to explosion proof.”
Satake’s team worked closely with its supplier, 4B and Fike to install sensors and monitoring equipment around the elevators. These would track the temperature, belt alignment, belt speed, and more to ensure the client knew exactly what was happening in the elevator. For example, they could tell if the belt was too hot, or if the buckets were knocking on the walls of the elevator, creating the potential for a spark.
These sensors were connected to a monitoring system called Watchdog, allowing the site to keep track of all the relevant data in come place.
Illankovan said the client was happy with the results. So happy, that a few
years later Satake was brought on board to help with a similar issue.
“This time, the elevator was inside a building,” he said. “When auditors had examined the plant, they found the elevator needed to be dust explosion proof, but the building had concrete floors, so it was difficult to get the machine in or out.
“There were also other challenges we needed to work around. The elevator for the site had proven to be inadequate, and the client wanted a higher capacity elevator. We looked at different designed but couldn’t go bigger because we would need to cut through the concrete floors.
“On top of that, we could only work on the weekends, while the mill wasn’t running.”
The solution Satake found was 4B’s “bottomless” elevator buckets. The bucket’s design is unique and somewhat counter-intuitive, consisting of a series of open buckets without a bottom followed by a closed bucket with a bottom.
The buckets are placed on very close vertical spacing so that the bottom of the top bucket rides just above the top of the bucket beneath it.
When material is loaded into the series of buckets, it flows into a continuous column so that the carrying space between the buckets is completely filled. The material from the first bottomless bucket rests on top of the material in the bucket below but does not displace it.
Tension is created both by the sloped sides of the buckets and the relatively small opening in the bottom of the bucket. The material footprint holds the mound beneath it in place without disrupting the materials angle of repose.
As the buckets rotate around the head or tail pulley, they fan out to increase the space necessary for proper discharge and filling.
The momentum of centrifugal force does the rest.
The system maximises bucket elevator capacity, helps to reduce materials from collecting in the buckets, and efficiently elevates dusty materials that require extreme venting.
Satake worked closely with its client to optimise its bucket elevator systems.
Illankovan said the bucket had been proven to work elsewhere, but it was one of the first times it was implemented in Australia.
“The system worked well, it increased capacity and achieved the target of reducing dust,” he said.
Throughout the project, Satake highlighted safety at every step. Its safety officer undertook a full analysis of the jobsite, and its teams would go through briefings every morning.
It also provided the client with a full spare parts list, along with disabilities
Images: Satake
Established solution
COVA Haywards has delivered some of Australia’s most unique bulk-handling equipment projects. ABHR looks at the joint venture’s journey to date.
COVA HAYWARDS’ BESPOKE projects provide the Australian bulkhandling sector with customised solutions suited to their applications.
It began with COVA Group’s idea to enter the market as an engineering, procurement, and construction (EPC) contractor in their own right.
COVA Group’s shift towards EPC projects created a joint venture between two respected Australianbased organisations.
COVA Group formalised its long association with Haywards by creating the joint venture known as COVA Haywards in 2019.
The joint venture came after many years of collaborating on projects in the bulk-handling industry. For several decades, Haywards fabricated and constructed many projects designed by the COVA Group.
Chris Tummon, project development manager at COVA Group, told ABHR that the partnership had a natural synergy.
“COVA was doing design and offering procurement and commissioning support, and Haywards was doing fabrication and structural, mechanical, and piping works [for many projects],” he said.
“From a COVA perspective, we were leaving a lot of opportunity on the table given that we already had, between us, the experience to deliver the projects.
“As a business, we saw that we had a strength in that small-to-mediumsized machine market, and we thought we could take advantage of that with the skillsets between us.”
COVA Haywards delivers services from the initial project concept through to the execution and project delivery across the bulk-handling sector.
Together, they have delivered projects across Australia as a joint venture, which is helped by their national presence, with offices in Perth, Melbourne, Sydney and Hobart. Their personalised approach to providing tailored solutions for customers has seen them deliver everything from radial stackers for the Olive Downs mining operation to clinker import systems in Fremantle and Geelong, as well as a replacement shiploader and gallery conveyor in Burnie, Tasmania.
The close working relationship between COVA Group and Haywards, which underpins the venture, is fundamental to delivering this vast array of projects.
“It has been formed by years of working together on projects, learning how each other works and integrating the way we work,” Tummon said.
COVA Haywards delivers bespoke bulk-handling solutions for the Australian market.
Images: COVA Group
“There are some efficiencies we’ve developed over the years just by working together, and the teams have worked together over a long period of time from a construction point of view.”
Steve Edmunds, managing director at Haywards, added: “It is an ideal fit because the things that we lack are well and truly covered by COVA. Right from that early engagement through to that final commissioning and ongoing support for operations can be covered by the two companies.
“[It removes] the need for other parties, which makes it more difficult, and this provides a one-stop, established solution for clients.”
Their joint venture delivers projects through a design-and-construct (D&C) approach, which frequently incorporates an Early Contractor Involvement (ECI) phase.
ECI allows the client to collaborate with COVA’s design team early in the project, contributing expertise that can enhance constructability, cost efficiency, and overall project outcomes.
In contrast, the traditional delivery method in the bulk-handling industry— commonly referred to as ‘design, bid, and build’—excludes this early collaboration phase, separating the design and construction stages, which can sometimes lead to inefficiencies or missed opportunities for optimisation.
“Our key competitive advantages are our local presence, our delivery, our ability to provide ongoing support, and our ability to work with clients to deliver the solutions they need, rather than providing them a previous or standard design,” Tummon said.
“One of our other strengths is that, compared to original equipment manufacturers, we will deliver a complete solution. I don’t think a lot of the OEMs are able to provide that service.
“We offer bespoke solutions for every project. They might be similar to a previous project, but they are always tailored to suit what a client needs.”
Edmunds added: “Every project is different; we’re not delivering the same project. Out of that, experience, versatility, and adaptability are gained to help us add a little bit more to each project.”
Major organisations across the bulk-handling sector, including tier-one mining companies and Australian port authorities, trust COVA Hayward’s ability to deliver. This trust underlines COVA Hayward’s commitment to meeting the highest levels of quality and safety that these industry leaders demand. With many bulk-handling sectors involving corrosive materials and environments, they see COVA Hayward’s expertise in a wide range of bulk-handling materials as a key strength.
This has led COVA Haywards to deliver some of the most unique and bespoke projects in the Australian bulkhandling industry.
Fremantle Ports engaged the joint venture in 2022 for a new clinker import facility. The inflated 40-metre-high clinker dome was a first for the Western Australian sector.
Located at the Kwinana Bulk Terminal, the dome provides a unique storage facility with a covered conveyor network connected to the Cockburn Cement plant. It also supplies BGC, another major clinker importer in Western Australia. The clinker dome, the second of its type in Australia, can hold around 40,000 tonnes within a smaller footprint than a conventional clinker storage shed.
“They wanted to build a linear shed, stockpile system with an overhead tripper and a reclaim system with front-end loaders. We looked at that, the amount of space it would take up on-site, and the capital cost of the shed versus alternatives. Through research, we came up with the dome,” Tummon said.
“We found the dome to be slightly more cost-effective from a [capital expenditure] perspective than the shed and a lot more cost-effective than the shed in terms of operation and maintenance costs, so it had a lot of positives to it.”
Sedgman and CPB chose COVA Haywards in 2022 for their Olive Downs project. COVA Haywards won a competitive tender process to deliver two 66-metre-long radial stackers. Both were equipped with dual walkways and ran on rubber tyres.
COVA Haywards’ initial work has drawn positive reviews from customers.
One client has already been so impressed with two stackers from the COVA Haywards that they are open to adding more later in their project.
“Pleasingly, they’ve gone very well, and now they’re looking at building two more of these stackers with a study underway,” Tummon said.
“[The repeat work] is a testament to the relationships we’ve developed.”
These projects can be carried out successfully due to the experienced team supporting COVA Hayward’s business. COVA Haywards has experienced professionals who help clients at every stage of the bespoke project through their industry knowledge and technical expertise.
“All of the people who were in key roles back in the late 90s and early 2000s are still involved in the business in some form; retaining those people is one of our key strengths,” Tummon said.
“Using those people to train new people coming into the business is certainly the case from a technical side, and the construction team and the people that are involved know the projects and have the experience.”
Five years after joining forces under a joint-venture arrangement, COVA Haywards provides an established solution for Australian bulk handling operations.
COVA Haywards’ solutions can be designed to withstand corrosive materials.
Human service, automated machines
An Australiasian-based company is putting “boots on the ground” to ensure its customers have the right support for its automated packaging systems.
AURORA PROCESS SOLUTIONS’
machinery is the lifeblood of many manufacturing businesses.
The company specialises in helping businesses get started with automated technologies, providing machines that can bag, box, palletise, wrap and more without human intervention.
Braden Goddin, sales and marketing manager at Aurora Process Solutions’, told ABHR that if things go wrong, customers need support as soon as possible.
“A lot of our clients are in rural areas,” he said. “Our production lines are vital – if they stop, it’s a problem. It means product that can’t be sent out the door, invoices that can’t be posted, customers that will be let down, and cash that’s not coming in.”
“Downtime needs to be rectified. Every minute is costing someone. That’s why we focus on having a rapid response.”
The company has set up service centres in Albury and Sydney and has a service manager based in Melbourne to support its regional clients. The service team goes through a “rigorous”
onboarding process. Technicians have a wide variety of skills, from electrical to automation engineering, and take advantage of the company’s institutional knowledge that has been built up over time.
Aurora services multiple brands including its own, meaning its service technicians have a significant amount of knowledge to pass on to new employees.
In addition, part of the onboarding process requires international travel. Technicians visit the company’s supply partners in, the Unites States, Spain, Italy, Japan, and go through rigorous training with their engineers.
Goddin said the end result is a technician who is an expert in the field who can get equipment up and running fast.
“It may seem simple, but it’s pretty surprising the levels of service the industry is accustomed to,” he said.
“We focus on both speed and quality of response, getting boots on the ground to provide the best support for our customers possible.
“There’s only so much you can do for a customer remotely, and it’s often better
for troubleshooting to have someone there on site.”
While it isn’t always possible to get a technician to site, Aurora provides the next best thing through the use of augmented reality glasses. Customers are provided with a Hololens headset which allows technicians from Australia, New Zealand, and Europe to provide support as if they were standing there with the client.
The system was originally designed for military applications, providing soldiers in the field with easy access to support when needing to repair highly technical equipment, such as generators, GPS, or vehicles.
In addition, the company is always available to answer smaller questions over the phone or through a video call.
Goddin said the company tries to reduce the need for support by organising regular preventative maintenance programs.
“Our scheduled maintenance happens once a quarter. We will run our clients through any machine optimisation and handle small fixes before they can escalate into something much worse,” he said.
“This could be through a range of things. Pallet wrapping equipment may go through tension adjustment calibrations if the client is using more
Aurora’s service team goes through a rigorous onboarding process.
Images: Aurora Process Solutions
Aurora has set up service centres in Albury and Sydney and has a service manager based in Melbourne.
wrap than they should be, or if stack patterns have changed.
“It could also be making sure bagging equipment is adjusted if there has been a change in operating conditions to ensure they are accurately filling bags.”
During these visits, the company can also provide training for client staff. It aims to build up internal knowledge within its customer’s teams, upskilling workers to ensure they are operating the machines as effectively as possible.
Aurora works closely with its customers to ensure the automated equipment will provide the right return on investment, often sitting down with the company’s accountant to find the right tool for the job.
In many situations, the benefits of automating a pallet-stacking or bagfilling process can be surprising. Less time, effort and money are needed compared to manual labour and its associated costs – such as recruitment,
management, superannuation, leave and rework.
Goddin said the scheduled maintenance program provides customers with peace of mind.
“It’s one worry we can take away for our clients,” he said. “They’re busy running a business and are looking for a reliable team of technicians that can help when equipment needs attention.
“We’re extending our service capabilities. We’re set up to service across the east coast of Australia, Tasmania and throughout New Zealand. We’re increasingly servicing a broader range of automated equipment, and onboarding more personnel with a wider range of expertise.
“We’re growing at a rate of knots and have moved our head office in Hamilton, NZ. That’s given us the space to do larger commissioning and assembly work, which will, in turn, shorten lead times and improve service.”
The company’s technicians have a wide variety of skills, from electrical to automation engineering.
Built to stack, ready to serve: DHHI’s new era in service
Pedro Carvalho, DHHI’s a er sales manager, tells ABHR about the company’s innovative strategy that is transforming its service o ering in Australia.
DHHI’S PRIMARY PRODUCTS
in Australia are major bulk materials handling machines, such as reclaimers, stackers, and shiploaders. Globally, the company is a manufacturing powerhouse, producing approximately 600,000 tonnes of structural and mechanical equipment annually across more than two million square meters of facilities in China.
Pedro Carvalho, DHHI’s after sales manager, said the scale of its inhouse manufacturing capabilities are truly astounding.
“Over the past 12 months, we’ve built over 100 balanced machines and car dumpers, along with a wide array of other mining equipment.
It’s a level of production that’s hard to match.”
Carvalho said that while the company has had balanced machines operating in Australia since 2006, it wasn’t until 2023 that it established a dedicated local team to provide a full range of support.
“Previously, our Australian machines were supported exclusively by our teams in China,” Carvalho said.
“Although the engineering and support from our Chinese arm have always been top-notch, we realised over time that having a local team would allow us to better serve our customers. The new structure enables us to offer faster, more effective
support while still leveraging the immense manufacturing capacity of our Chinese facilities.”
Building local expertise
With the new local team, DHHI can respond to the unique needs of the Australian market more quickly, without sacrificing access to its offshore manufacturing and engineering strength.
“We’ve been actively growing our local presence. Right now, our After Sales team includes an after sales lead, a spare parts lead, structural and mechanical engineers, and site supervisors,” Carvalho said.
DHHI’s dual-team approach ensures that its engineering, spare
DHHI bucket wheel reclaimer in service in the Pilbara.
Images: DHHI
parts, and technical assistance are both fast and cost-effective.
“Having both teams working together gives us a huge advantage in terms of speed and cost efficiency. Whether it’s a breakdown or routine maintenance, we can handle it quickly and thoroughly, covering every stage of a machine’s lifecycle from construction to optimisation and even deconstruction,” Carvalho said.
Leveraging global power
DHHI’s immense production capabilities grant it significant purchasing power. This, combined with its local expertise, allows DHHI to source high-quality components at a scale few can match, ensuring that its machines are both reliable and cost-effective for customers.
“Our global manufacturing reach gives us incredible leverage when it comes to sourcing materials and components. With the volume of machines we produce each year, we’re able to negotiate prices and lead times that would be difficult for even the largest mining companies to achieve,” Carvalho said.
DHHI’s manufacturing power supports its focus on reliability and ease of maintenance, which are core elements of its machine design philosophy.
“Our machines are built with maintenance in mind,” Carvalho said. “Every component must be accessible, and replacement has to be fast and straightforward. We’ve integrated more rotable parts into our
designs, meaning entire assemblies can be swapped out quickly, improving both speed and safety.”
Enhancing machine reliability
Beyond purchasing power, DHHI is committed to improving the reliability and longevity of its machines, including those that have been in operation for many years. The company works closely with its customers to redesign critical components on older machines, ensuring they meet modern standards of reliability and maintainability.
“We’re always looking for ways to keep our customers’ machines running at their best,” Carvalho said. “By redesigning key components, we help extend the service life of older machines, making them easier to maintain and more reliable.”
Driving e iciency through optimisation
While DHHI excels in maintenance and reliability, its local team also focuses on optimising the operational efficiency of machines.
This includes conducting stockyard studies, identifying performance bottlenecks, and implementing solutions to ensure machines are meeting, and often exceeding, capacity requirements.
“We had one client whose machine was frequently overloaded, and they couldn’t figure out why,” Carvalho said.
“Our aftermarket team investigated, identified the root cause, and made the necessary adjustments to boost efficiency and eliminate the issue. It’s this kind of problem-solving that sets our team apart.”
DHHI’s global manufacturing capabilities, paired with its local expertise, ensure that customers benefit not only from the supply of top-quality machines but also from ongoing optimisation and improvement efforts.
Looking ahead: DHHI’s vision for australian mining
DHHI is also building a robust local supply chain and expanding its warehousing capabilities in Australia. Leveraging its global manufacturing scale, the company has created an exchange service program, maintaining stock locally to ensure spare parts are always readily available when needed.
“We’re agile, and we thrive on challenges,” Carvalho said. “Unlike other large companies that can get bogged down by bureaucracy, we’re constantly looking for new and better ways to support our customers. Our after-sales team is growing, and we’re ready to support both DHHI and nonDHHI machines across Australia’s mining sector.”
By combining its global scale with a strong local presence, DHHI offers customers low-cost, high-quality manufacturing and engineering solutions, backed by a comprehensive network of spare parts and technical support. This combination of strengths allows it to push boundaries in after-sales service and customer support.
“DHHI is in a prime position to lead the Australian mining market,” Carvalho said.“Our commitment to innovation and customer satisfaction, paired with our manufacturing strength, means we’re always ready to meet the needs of the industry. We’re constantly pushing the limits of what’s possible, and the mining sector should be watching closely.”
DHHI’s main balanced machine manufacturing and shipping facility in Dalian, China.
Optimal packaging
Haver & Boecker operations manager Robert Sukumaran shares his expertise on the best practice lifecycle approach to plant maintenance and optimisation.
PROCESSING OPERATIONS HAVE
long understood the benefi ts of good machine maintenance programs to minimise unplanned downtime and maximise reliability.
For operations seeking to apply best practices across their entire packing line - from product feeding to packing, transport, palletising and loading - maintenance has evolved to a holistic, lifecycle asset management approach, focused on performance optimisation, cost reduction and sustainability.
Haver & Boecker, a leader in processing and packaging technologies, has brought together expertise from every area of its business to create its PROCheck handbook, a detailed resource for plant operators to support their plant optimisation goals. The PROCheck process also underpins Haver’s approach to its asset management plans for customers. Whether it’s cement or any other powdery bulk material product,
Haver & Boecker has two goals: to increase performance while reducing operating costs.
“Best practice, holistic approaches to plant optimisation look beyond the individual machine and assess the integration of the system into the overall process,” said Robert Sukumaran operations manager for Haver & Boecker’s Australian operations.
“It doesn’t matter whether the equipment was supplied completely by us or partly by other suppliers. We look at the entire line, from product feeding from the silo, through packing and bag transport, to palletising and loading, and assess the integration of each machine system into the overall process. This is where our PROcheck lifecycle approach comes in.
“It’s a system we have developed over years of technical expertise that provides us and our customers with a systematic guide to optimising their processing operation based on the
central question: How do you as a customer achieve the perfect flow of your product?
“PROcheck shows you very specifically where and how you can sustainably maximise your productivity and thus your results over the entire lifecycle of your plants, systems and machines, and can be referred to again and again for continuous improvements.”
The PROcheck system breaks down plant optimisation into eight steps: diagnostics, equipment, consumables, original parts, modernisation and modification, service, systems and plants, and process engineering, with the first six falling under maintenance and asset optimisation.
Diagnostics
Sukumaran said the key to good plant health is diagnosing the root cause of issues rather than spending time and energy fighting the consequences of the problem.
“With our QUAT2RO System Intelligence we have bundled tools and services that allows graphical overview of machine conditions and performance,” he said.
“Based on IoT, plants get a customised solution that can comprise of 24/7 real-time monitoring from any device anywhere, a remote service where our technicians can assess and diagnose issues remotely, and analytics which allows long term interpretation of the system to identify trends and opportunities for improvement.”
Equipment
When it comes to your packing machine, Sukumaran explained it should be adapted to your product and process logistics.
“This part of PROCheck looks at the product and the evaluation of its characteristics to determine if your
Haver & Boecker can help optimise customer’s packaging set-ups.
current equipment is the right fit for your material. This doesn’t necessarily mean you need a whole new set-up. An upgrade or rebuild might provide the results you need,” he said.
Haver Institute’s full range of testing facilities are available for its bulkhandling customers to test product and assess the optimal packing solution based on the results.
Consumables
Haver’s bespoke bag consultation service can design the optimum bag and work with bag manufacturers to perfect bag design for customers working in bulk-handling operations. “Using the right packaging material is integral to the success of your packing operation,” Sukumaran said.
“It needs to minimise product waste, look good, avoid contamination, durable throughout logistics and storage process and finally be sustainable.”
Haver’s original parts
For best practice with spare parts, Haver & Boecker’s after-sales team provides consultation of spare parts management.
“The implications of unscheduled downtime caused by a generic part can be far more costly than purchasing the OEM part in the first place. We advise customers not to cut corners, when it comes to ensuring the quality standard of their process. We have stock on hand for many common wear parts at our local warehouse and local technicians to install them,” Sukumaran said
Rebuilds and upgrades
Upgrading and rebuilding bulk-handing equipment is becoming an increasingly popular solution for operations seeking to prolong asset life and improve performance while reducing their costs and carbon footprint in the process.
“Our suite of performance kits and rebuild options provide quick and
easy solution to retrofit and modernise existing equipment to today’s stateof-the-art without having to purchase new,” Sukumaran said.
These include Performance+ Kits such as the Seal and Rotolock kits for Haver’s Integra and Rotopacker machines, or system upgrades like check weighers and bar code scanners.
Service
“Many of our customers are on service and maintenance plans for peace of mind,” Sukumaran said.
“We recommend the program they need based on machine age, size and utilisation.”
Haver & Boecker offers a basic plan with an annual inspection, a classic plan with biannual inspections and a premium, which is every quarter. An emergency call-out service is also available. Commonly used spare parts are also included in the maintenance plans.
Images: Haver & Boecker
Haver & Boecker consider all aspects in the packaging set-up for their maintenance approach.
Super silos
CSG Composites discusses how its fibreglass-reinforced plastic technology is creating silo solutions for the bulk handling industry.
CSG COMPOSITES, FORMERLY
Chemstore Group, is driving one of the latest innovations in the bulk handling industry with its fi breglassreinforced plastic (FRP) silos.
The family-owned business, established 45 years ago, has been building chemical tanks for companies in Australia’s heavy industries and underground tanks for sewer and rainwater applications.
However, the business expanded their focus when they noticed a gap in the Australian silo industry. From its vast experience in the sector, it noticed businesses were crying out for a silo that could safely store both dry goods and liquids.
Conventional steel silos were unable to store liquid because they are unsealed, while smaller plastics silos on the market are only capable of carrying a reducedstorage capacity due to lack of engineering design.
CSG Composite’s Silostore solution is a silo manufactured using its fibreglassreinforced plastic technology. The composite material used is a combination of glass and resin. The technology used when manufacturing composite silos enables them to be stronger, corrosion resistant and has a longer design life than a conventional silo made from steel, concrete or other plastics.
“We came up with the Silostore concept in 2022, and we did a lot of testing in the market and prototypes were built to make sure it was going to do what we said it was going to do, and we had pleasing results,” Jerry Pridham, sales manager at CSG Composites, said.
“We were looking at several main markets in the industrial, agricultural, food & beverage, and pharmaceutical marketss. On the agricultural side, their biggest pain point is being able to store
dry goods and liquids. This is something we have been able to help the agricultural market with.
“On the industrial side, there are many applications for an engineered silo-style tank for heavy industries. Steel has always been on the market, but it rusts and has a limited shelflife. With our technology and the composite materials that we use, one of its greatest advantages is handling corrosive environments; steel can’t do that, whereas fibreglass doesn’t rust and is UV resistant.
“For food, beverage and pharmaceutical, our clients are looking for something that can retrofit into their existing manufacturing lines, while being able to meet food, beverage and pharmaceutical safety standards.
“We have ability to meet these regulatory requirements by selecting specified resins for these types of applications.
“Seeing these needs in the market and the factors at play made us think about what we can do to help our clients.”
According to the company, its Silostore products made from the FRP technology will last more than 50 years due to the materials used and its unique design. These silo solutions can be deployed across agriculture, the food,beverage and pharmaceutical industry, construction, renewable energy, as well as mining and other heavy industries.
Due to the nature of the FRP technology, the silos have a glass like interior, which allows for unhindered flow of materials. . This also enables the Silostore product to be able to store a large variety of different liquids and dry goods. Many bulk-handling industries require corrosive chemicals, ranging from sodium hypochlorite and sodium hydroxide to aluminium sulphate.
The Silostore product can be applied to many bulk materials handling industries.
These are harsh chemicals which do have a damaging impact on traditional steel and concrete silos.
The FRP silos’ surface is corrosive and UV resistant due to the smooth resinrich layer applied to it. This helps reduce friction and guarantees resistance to corrosive and erosive chemicals used in many bulk-handling applications. The resin can also be adjusted to meet the higher standards of the food and beverage industry and pharmaceutical companies.
The smooth, glass like resin layer also helps against the build-up of unwanted materials and damaging factors like grit and abrasion. This means the silo, in most circumstances, is maintenance free, although routine inspections are recommended in highly corrosive or erosive environments, and minimal cleaning is required.
“There are certainly some amazing advantages over those conventional materials,” Pridham said.
CSG Composites can consult, design, engineer, manufacture and install its silo solutions and provide full after-sales
support, including any auxiliary items that might be needed by their clients. The company can also conduct site visits or online meetings and use the gathered data and information to create a custom solution for clients.
Pridham said the CSG Composites silos had several key advantages compared to conventional models.
“It is a one-piece construction that allows for zero internal catch points, meaning you don’t get a build-up of whatever material you’re storing on those joins. It is fully sealed, meaning no pest intrusions, which is a big advantage, especially in the agricultural market,” he said.
“It has a high insulation value, which is due to the type of material we use, but avoids the issue of condensation, which helps to deter to issue of condensation in steel silo, which is something we see a lot with seed companies. In a steel silo, it can heat up because of the sun, and their seeds can start to germinate, whereas our silos keep a cooler temperature. This also advantageous for many industries.”
While CSG Composites is officially launching the Silostore product now into the Australian market, a few select clients have tested the silos for the past year.
One farmer has used the FRP silo for liquid and granular fertiliser, while a seed company has used it to store seeds ranging from canola to sunflower seeds.
Elsewhere in the agriculture sector, the customers have found the dry goods to liquid goods changeover within the silo “seamless” while pest intrusion has been eradicated. Other applications have included sludge in industrial settings and soil storage.
Pridham tipped the company’s silos to have a bright future in Australia across many different industries.
“We’ve had some great results. Seeing the interest in the Silostore product and how it helps our clients in the long-term with their project is rewarding,” he said.
“Silostore is a seriously exciting product with massive potential, and the benefits are there, and we see it continuing to grow, and we’re excited to see where it goes.”
AGI’s Australian ambition
AGI silos have made a splash around the world and, with a new model coming to Australia, ABHR finds out more.
OZZANO DELL’ EMILIA, NEAR
Bologna in Italy, is the headquarters of AGI’s EMEA operations. Through its state-of-the-art facility, they manufacture a line of storage equipment that are sold across Europe and Asia.
Rustom Mistry, senior vice president, Asia Pacific and managing director of AGI, said the company has now turned its attention to Australia, with its silos being key to its plans.
“Australian customers are looking for speed, efficiency, and durability,” he told ABHR
“They are looking for faster solutions that are efficient and durable and hence make the most out of their investment. They also cannot afford unplanned downtime and that is where quality and durability play a big role.”
AGI silos are constructed from galvanised corrugated steel sheets with profiled external galvanised vertical stiffeners. All components are manufactured using highly automated techniques, ensuring fast and accurate production.
The sidewall sheets are manufactured from 0.8mm through to 5mm galvanised steel and the stiffeners of the bin from 0.8mm through to 6.0mm galvanised.
Where necessary laminated sheets are used for greater strength. The profiled stiffeners carry the vertical load of the silo to the base. The stiffeners feature strong bolted splice joint plates with a large crosssectional area, critical elements in stiffener design.
Sidewall sheets are assembled with AGI’s high strength grade 8.8 bolts, guaranteed against corrosion with a spun galvanised coating. Rubber coated washers with ‘strip’ sealant for both horizontal and vertical joints ensure a perfect seal between sidewall sheets and fixings.
The silos are suitable for all freeflowing cereals, including wheat, barley, soyabeans, rice, and more.
Francesco Selva, senior director, GPM - Storage & Structural Products, said special configurations are also available for non- free flowing commodities.
“The silos have high mechanical properties,” he said. “They are made from standard European steel with a tensile strength up to 470 N/ mm2 and a yield stress up to 420 N/ mm2 provides for a better durability. They also benefit from improved logistics and assembly costs, thanks to weight optimisation.”
AGI takes the local wind and seismic requirements into account to ensure a perfect fit with the specific environmental conditions and to achieve the longest silo and accessory lifespan possible.
The silos incorporate a strong roof design, with a standard 30-degree roof pitch to ensure maximum storage capacity even with high angles of repose. The roof segments, manufactured from high quality tensile steel are ribbed and form an exceptionally strong modular roof system. Each roof assembly incorporates an inspection/access manhole as standard.
The simple design allows for fast assembly, incorporates galvanised “Z” section beams which are connected laterally and braced in single a-frames to provide stability both during the erection and the use of the silo.
AGI can also offer a wide range of catwalks and catwalk support frames.
The company has plans to bring its silos to Australia.
Images: AGI
The company’s engineers optimise every catwalk system design according to the specific application, to provide the most cost-effective, easily assembled and correctly engineered solutions. For example, considering the varying weights, dimensions and positions of the drive stations fitted to the chain conveyors loading the silos as well as other local factors.
In addition, silo designs can accommodate larger chain and belt conveyors up to 1500 t/h capacity. Wherever possible, there is a minimal use of independent support towers, therefore reducing installation and civil costs. A full range of accessories are available such as side extensions to allow access for machine maintenance,
connections to cross catwalks, supports for conveyors at varying levels and connections to existing buildings or towers.
Selva said the silo’s stairs and ladders are completely compliant with European safety standards and have been awarded the ISO 9001 Quality Assurance Certification for the design, production and installation of grain storage silos, ensuring that the highest standards are maintained through all stages of the project.
“AGI has more than 30 years of experience in the industry. Experienced engineers and designers create innovative and practical solutions,” he said. “Our dealers are able to provide warranty, spares and after-sales
support to our customers. We provide a complete solution to support our end customers right from design through installation and even after.”
AGI has 29 manufacturing facilities and has an extensive sales network across the globe. “We sell into more than 100 countries. This reach is very important and is one of our biggest strengths, as it allows us to leverage our learnings and best practices from other markets and improve our offerings to customers,” Mistry said.
“This also lets us serve multinational clients who have facilities across the globe – giving a seamless experience while providing solutions customised to the region where the facility is located.”
AGI has developed a global reputation for its silos.
How OLI vibrators enhance bin activators on silos
Bin activators are essential components in the smooth discharge of dry bulk materials, and the integration of OLI vibrators is a key element in enhancing the performance of these systems.
DISCHARGING POWDERY MATERIAL
can be a pain, especially if they’re hygroscopic or pack under its own weight.
While some flow aids can get material moving again, it might not have immediate results, or it could create bridging and ratholing.
Mark Thompson, general manager of OLI Australia, said the solution is a bin activator.
“They are extensively used in the food industry,” he told ABHR. “They can
help keep flour, sugar and other fine or granular products moving.”
A bin activator equipped with an OLI vibrator functions by transmitting mild, synchronised vibrations to the bulk material stored within the silo. This vibration loosens the material, reducing compaction and ensuring a smooth flow through the outlet.
The OLI vibrator’s adjustable settings allow for precise control of vibration levels, ensuring that the material flow is optimised for a variety of bulk
materials, from fine powders to more abrasive solids.
One of the primary advantages of OLI vibrators is their durability and simplicity. Unlike traditional systems that rely on belts, which can slip or break, OLI vibrators are housed in a single-seal enclosure. The design eliminates the risk of oil leakage, which is crucial in industries where material contamination is a concern, such as food processing. It ensures that there is no compromise in material quality during discharge.
The design of the bin activators eliminates the risk of oil leakage.
Preventing common flow issues
By integrating OLI vibrators with bin activators, facilities can effectively mitigate several common bulk material flow issues:
• Ratholing and bridging: These occur when material forms a stable arch or tunnel inside the silo, preventing flow. The consistent vibration from OLI vibrators prevents the formation of these obstructions, promoting a continuous material discharge.
• Material segregation: In materials where particle size or density varies, segregation can lead to uneven flow. The vibrators maintain a uniform material flow, minimising segregation.
• Incomplete emptying: Even with complex bulk materials, OLIequipped bin activators ensure that silos are fully emptied, avoiding waste and operational inefficiencies.
Thompson said the company’s technical expertise drew original equipment manufacturers (OEMs) to OLI’s range of products.
“We deal with the OEMs that build the bin activators, like WAM, and provide them with a line of supply,” he said.
“OLI Vibrators has developed quality products for decades, and it’s a name that people trust – so much that it’s become synonymous with bin activators in the marketplace.
“We’re also available for them when they want to experiment and develop new products. Different products respond differently to different types of vibration – some things are sticky and hang up, while others tend to build up over time. We have experience working with all kinds of material and can share this expertise.”
Material-specific considerations
OLI vibrators are adaptable across various industries, offering solutions tailored to the specific properties of different materials:
• Food industry: Sensitive materials like baby food products or highfat milk powders require gentle handling. OLI vibrators are available in food-grade versions, ensuring compliance with hygiene standards while providing efficient discharge
for materials such as cornstarch or protein powders.
• Plastics industry: Fine plastic powders like PVC or polyethylene can be difficult to handle. OLI vibrators prevent clogging and ensure that these powders flow consistently through the bin activator.
• Mining and aggregates: For abrasive materials such as iron ore, copper, or limestone, OLI vibrators are constructed from wear-resistant materials, ensuring longevity and performance in harsh conditions.
Energy e iciency and maintenance
Another significant benefit of OLI vibrators is their energy efficiency. They offer high operating efficiency with low energy consumption, making them cost-effective for long-term operations. The housed motor, sealed against the elements, requires minimal maintenance and ensures a long lifespan. Additionally, their design facilitates easy installation and integration into existing systems.
OLI vibrators play a crucial role in enhancing the functionality of bin activators, ensuring that bulk material flow remains smooth and uninterrupted across industries. Their durability, adjustability, and ability to prevent common flow issues make them an
invaluable component in any silo or hopper system. By ensuring consistent performance and minimal maintenance, OLI vibrators contribute to the overall efficiency and productivity of material handling operations.
The equipment is built to last. The company’s mission statement is ‘when you need it, where you need it’, so it keeps a large stock of spares on hand. Each product also comes with a two-year warranty, which includes full replacement or repair of the product.
It can also assist with retrofits, providing the specifications of its vibrators for the customer’s engineers to use in any modification work.
The company focuses on more than just food. One of its biggest markets is the cement industry.
“We were heavily involved with several major infrastructure projects across Australia, but as they have begun to wrap up, we are exploring other markets,” he said.
“We’ve grown incredibly over the past year. From our perspective, the Australian market is embracing our innovations, and our research and development is paying off.
“The food industry was something we had been part of, but as we get more involved we have found more wins.”
A bin activator equipped with an OLI vibrator functions by transmitting mild, synchronised vibrations to the bulk material stored within the silo.
talk
DAVIS
Steve Davis discusses Australia’s bulk handling sector, highlighting the advancements the industry has made and the organisations that are providing local innovations and expertise.
Steve has worked in bulk handling for 30 years, for both resource companies and professional engineering firms, in Australia, South Africa, the Middle East and Canada. His experience encompasses such commodities as iron ore, coal, potash, phosphates, petcoke, sulphur, sands and grain.
Steve Davis explores some of the issues plaguing silos in the bulk handling industry, and what can be done to solve them.
SILO AND BIN COLLAPSES
collapses are a commonly reported in many of the bulk handling industries. Other silo problems are also common but get less attention as the results are not as spectacular. I have detailed some of my experiences, but I am certain there are other stories.
If you are considering silos for your installation,
or have problems with existing units, find an engineer who understands the stored material, it’s flow properties and the structural design rules that apply. The following example shows the result of lacking knowledge, and apparently not considering that some knowledge could be a good thing.
I reviewed the design of a silo, and this combined several silo issues seen over the years. The silo in question had failed in service after a relatively short period of time. The failure showed as holing through just above the conical discharge outlet and was unexpected. Other problems were also apparent but had been accepted as something
STEVE
Silo and bin collapses are a commonly reported in many of the bulk handling industries.
the operator could live with. The outlet did not always flow well, and evidence of hammer rash showed the cure. Silo quaking was observed but the operator had no concept of what this could be and accepted this. At times, much of the content hung up in the silo and was mechanically prodded from above to start flow. We believe that collapse of this hang up under gravity, after being undercut by some flow, and before consolidating to the prodding stage, is the cause of quaking. The silo was relatively small, holding a few hundred tonnes of material. Let’s explore the problem.
The silo is used as a buffer in production. Production is around the clock, but the onward transport of the bulk product occurs only for a single shift. The bulk material accumulates through the night and is released in batches through an open/closed slide gate. Occasionally, the bulk remains in
The designer knew little about bulk material flow, or the bulk material. No material flow testing had been completed. The standard suite of bulk material flow tests would likely not reveal the hidden properties but would certainly have identified flow angles and outlet diameter and the like. This bulk material is deceptive in that it flows freely when at ambient and production temperatures. When in storage at production temperature it cools very slowly due to low thermal conductivity. When hot and under consolidation pressure, the material can under certain conditions bond together into a single body. Bonding is tenuous and broken easily with some mechanical effort. Laboratory testing, if completed at the storage temperature, would possibly have identified this issue. Testing at usual laboratory temperature would not show any problems. In addition, water
during conveying to the silo. This bulk material, when hot and wet, generates small quantities of highly corrosive liquids. Liquid flow to the bottom of the silo.
The silo design was not noted as being specifically bulk or mass flow, and no reason for selection of the cone angle or outlet diameter was given or the overall geometry. The design assumed a single bulk density at the maximum in the silo, when production data clearly showed a range between this and lower density. The silo could not store its full nominal capacity as the average bulk density was seven per cent lower than the design. The angle of repose was used both for the silo and as the conveyor surcharge angle and the angle used was incorrect for either.
Conveyor edge distance is notable reduced from best practice as the actual surcharge is 15-degrees lower
LEARN HOW REMA TIP TOP’S SOLUTION IS ENHANCING EFFICIENCY IN THE MINING INDUSTRY.
The silo design did acknowledge that bulk solids exert different pressures on walls compared to liquids. Design was based on the Janssen-Koenen theory of 1910 which does not consider the stress imposed by a flowing / stored bulk material according to current understanding. Current best practice for bulk material silo design is either AS3774:1996 or EN1991-4:2006, with EN1991 being the most recent and suggested.
The built silo looks like a silo, has all the expected aspects of a silo but sadly is incorrect. Cone angle is low for mass flow, the outlet diameter is too small. Funnel or expanded flow would not be appropriate for this material. Structural support appears good, but the design doesn’t consider possible quaking loads. Worse, the silo is constructed from Grade 350 carbon steel, which is attacked by the acid liquid generated by hot wet bulk staying in contact for hours at a time. Weld design, especially at the cone to cylinder interface, where the highest
stresses are observed are incorrect. The cone to cylinder interface weld design results in a circumferential ledge, that restricts flow and provided a location where the bulk could remain.
The failure was due to corrosion thinning the steel by 80 per cent and then suffering stress cracking causing a pop out. It is possible that hammering accelerated the failure. Owner assessment showed that the cone was corroded for 90 per cent of its height with worst corrosion at the discharge, graduating to no corrosion at 90 per cent height. Above the cone there was no corrosion of the shell. The circumferential weld was not assessed.
Some remedial work has been completed. Next steps to be agreed. Note that silos are normally used for storing this bulk material only when cooled. All the issues with the silo could have been avoided if the owner had engaged appropriate expertise.
In another instance, I was asked to review why the outlet of a surge silo would not flow. The silo was designed
with a 45-degree discharge cone with 150mm water pipe outlet controlled by a water gate valve. Beyond the valve, pipework was convoluted with shallow slopes and flanged connections. What material would you try to put through this? Would you believe wood fibre biomass? This material was bulk stored in a stockpile and moved by Front end loader to be pneumatically conveyed into the silo. On the stockpile it had to be undercut to collapse, as it would not rill.
Could this material be sensibly tested for flow properties in a laboratory? I suspect not, however visual inspection and knowledge of other installations should be sufficient to know that different handling methods than those designed were necessary.
We assessed a storage facility which included silos for storing the bulk material prior to loading out. The material was below 50 mm including fines and with a nominal bulk density of 1.6 t/m3. To reduce costs, the
Would you believe wood fibre biomass?
Image: Steve Davis
owner had installed galvanised and painted “grain” silos. On filling the silos for the first time some started to collapse. Grain silos are designed for bulk densities generally 0.75 t/m3 or lower and these could not withstand the additional loads from the denser bulk material. These silos had been reinforced, but no calculations were completed to confirm effectiveness of the reinforcement.
I reviewed a crushed ore surge silo, which was being relined with a short cycle time between wearing out. The ore fell through approximately 30 m, but no-one had considered the need to maintain a bed to protect wear liners. The silo was regularly emptied and the fresh feed hammered wear liners. Some sophisticated level measuring and a change in operating practice resulted in 20-fold life increase in liner wear life.
I attended a mine site where a large, crushed ore storage silo had started to collapse after many years
use. The main reason for the visit was to formulate a recovery plan. The cause of the failure was simply that there was a fault with the level monitoring system, and this had been switched out to maintain production. Unfortunately, there was a problem with the reclaim and the silo filled until it overflowed. Maintaining production for a few extra hours cost a 10-day loss of production and a hefty repair bill.
I visited a facility with a large bin for storing iron ore. It worked well under normal use balancing fluctuation between supply and demand in the process. After a process problem stopped flow for three days, the bin outlet would not flow unless manually assisted with bars and shovels. The bin design did not consider that the ore might consolidate in storage, a standard laboratory flow test, and the outlet was designed too small. Options to modify or replace were considered too expensive and would take too much
World leaders with 50 years’ experience in Bulk Materials Handling Research and Consulting
TUNRA Bulk Solids develops custom solutions to suit the individual needs of our clients.
Professional Development Courses Services:
Flow Properties and Materials Testing
Dust (environmental) Testing
Wear Testing (Impact, Abrasion and Erosion)
Conveyor Belt, Idler Roll and Pulley Testing
Discrete Element Method (DEM) Modelling
DEM Calibration Testing
Materials Handling Consultancy and Contracted Research
time, so the facility decided to continue but using the bin at half capacity and accepting some process delays. I believe the outlet was sized more to suit a narrow reclaim conveyor.
I visited a site that included a large ore storage silo. The outlet design feeding a single conveyor had two separate rectangular discharge chutes instead of a slot discharge or a single central discharge. Although this was not reviewed specifically, we were told that one discharge did not function. From commissioning the discharge blocked regularly, and eventually it was left blocked. I am sure there was a good reason to choose this configuration, however it obviously was not correct for the purpose.
Silos and bins are complex devices that demand more than guesswork if they are to function safely and effectively. The skills and laboratory facilities are readily available in Australia, so why not use them?
Bin and Stockpile Design
Bin and Stockpile Design
Pneumatic and Hydraulic Conveying
Pneumatic and Hydraulic Conveying
Computational and Scale Modelling
Site Visits
Short Course: Storage, Feeding, Transfer and Belt Conveying 19-21 November 2024 (Perth)
Online Transfer Chute Course: 26 - 28 March
Short Course: Storage, Feeding, Transfer and Belt Conveying 20-22 May (Brisbane)
The use of DEM modelling to predict gate loads
TUNRA Bulk Solids’ experts discuss how the inserts in hoppers a ect gate loads.
HOPPER FLOW PATTERNS
signifi cantly impact the performance of bulk material handling systems. Funnel fl ow or stagnant regions within a hopper may result in fl ow blockages and induce high dynamic wall loads. These issues not only compromise operational effi ciency but also pose potential structural integrity concerns. To mitigate these problems, inserts have been introduced as retrofi ttable devices to modify fl ow patterns and alleviate fl ow blockages in silos [1].
Although the application of inserts in hopper systems has shown promising results, their impact on gate loads, which directly influence the design and operation of slide gates, has received limited attention in the current design standards, e.g. AS3774 [2]. Traditional approaches for estimating gate loads often rely on simplified assumptions and empirical correlations, overlooking the relationship between insert and resulting gate loads. To address this, the present study employs the Discrete Element Method (DEM) modelling technique, which is capable of capturing the complex behaviours of granular materials. DEM has been used as a research tool for the analysis of silo wall loads and gate loads [3,4]. By simulating the interaction between particles within the hopper system, DEM modelling provides insights into the mechanics of bulk material flow and allows for the prediction of gate loads under the influence of hopper inserts.
The primary objective of this project was to investigate how hopper inserts affect gate loads, specifically focusing on their quantity, dimensions, shapes, and positions relative to the outlet. The potential influence of bulk material compaction in the hopper and the impact on the gate was also explored, shedding light on the underlying mechanisms
responsible for load reduction. The findings can help develop improved design guidelines for gates.
DEM simulation for a hopper without inserts
The DEM software Rocky has been employed for gate load modelling in this study. The accurate calibration and selection of DEM parameters represent crucial steps in the simulation procedure. In this project, the DEM software’s modelling parameters were chosen based on an interpretation of the measured flow properties of the bulk material, such as bulk density, wall friction, and internal friction.
The simulated conical hopper had a circular outlet with a diameter of 2 m and a hopper half angle of 15 degrees. The simulation commenced with particles progressively filling into the empty hopper with the outlet/gate closed. The equivalent fill level was approximately 4.5 m. Figure 1 depicts the empty hopper alongside a snapshot obtained from a DEM simulation, demonstrating symmetric filling. The particles were systematically generated on a circular surface concentric to the hopper axis and located 8 m above the gate. The generated particles were subjected to gravitational forces (settling) until the desired fill level was attained.
The vertical pressure exerted on the gate during the filling process is presented in Figure 2 based on the DEM results. The analysis reveals a rapid increase in vertical pressure upon the initial impact of the burden with the gate. Subsequently, the vertical pressure demonstrates a relatively linear relationship with respect to the fill level. Once the equivalent fill level of 4.7 m was attained, the vertical pressure on the gate stabilised at 33.2 kPa and remained nearly constant during the short period of settling of the material.
The determination of vertical pressure on the gate during the initial fill can be obtained through the application of AS3774 standards. The selection of the j factor significantly impacts the determination of gate load. As the j value increases, the predicted gate
Figure 1: Simulation of filling
(a) Empty hopper with no insert (b) Hopper fill level
Figure 3: Influence of j factor on gate loads
load decreases due to the stress field approaching a passive state. Figure 3 illustrates the gate loads associated with j values of 0.1, 0.45, and 0.9 based on the AS3774 for reference purposes. Under hydrostatic conditions, when the j value equals zero, the gate load peaks with an estimated magnitude of 44.3 kPa. The DEM simulation yielded a gate load of
33.2 kPa, which corresponds to a j value of 0.6 as per the AS3774 standard.
Gate loads with hopper inserts
This study examined various hopper insert options to investigate their impact on gate loads. Figure 4 illustrates the configurations of the insert options employed in this study, focusing on
factors such as quantity, dimensions, shapes, and positions relative to the outlet. Configuration 1 featured a triangular insert with an apex angle of 30 degrees, positioned 1.2 m above the gate. In Configuration 2, the insert retained the same triangular shape but was positioned 2.4 m above the gate. Configuration 3 consisted of two triangle inserts, with the first insert identical to Configuration 1 and a second insert located 3.2 m above the gate and offset 90 degrees about the hopper axis. The insert in Configuration 4 was also triangular, but with an apex angle of 40 degrees. Configuration 5 utilised a conical insert with an apex angle of 30 degrees. Additionally, Figure 4 presents snapshots of the filling profiles obtained from the DEM simulations.
The bulk material was introduced gradually through a concentric inlet located 8 meters above the outlet. In the absence of any inserts, the vertical impact velocity of the material was measured at 12.5 m/s. The impact pressure exerted on the gate during the initial filling stage can be quantified using Equation 1.
pvi =ρv
where ρ is bulk density, ρ is the vertical component of the impact velocity. When inserts were introduced into the hopper, a portion of the bulk material came into contact with the insert surfaces, resulting in a reduction of momentum. The impact energy on the gate was influenced by factors such as the area, impact position, and impact angle of the inserts. Figure 5 provides a comparison of the impact energy for hopper configurations with and without inserts. Overall, the presence of inserts led to a reduction in impact energy. The vertical component of the impact velocity decreased with an increase in the insert area, a decrease in the spacing to the gate, and an increase in the number of inserts. Among the insert options, Configuration 5, which utilised a coneshaped insert, exhibited the highest impact energy due to its smaller impact area, which was less effective in buffering the bulk materials.
The presence of inserts in the hopper also affected the compaction of the bulk material. Figure 6 presents a comparison of the bulk density near the gate for the
different insert options. Configuration 4 exhibited the lowest bulk density due to the larger area of the insert located near the gate. In Configuration 3, the presence of the second insert acted as a further
buffer, resulting in reduced compaction of the bulk material above the first insert. The trend observed for the variation in bulk density followed a similar pattern to that of the impact energy among
the different insert options.
The variation of gate pressure with stress switch heights is depicted in Figure 7. Configurations 1, 3, 4, and 5 exhibited pressure switches at a filling height of approximately 1.6 m, as these options had inserts positioned 1.2-2.0 m above the gate. In Configuration 3, an additional pressure switch was observed at a filling height of approximately 3.6 m due to the presence of a second insert positioned 3.2-4.0 m above the gate. Configuration 2 had a switch position at approximately 2.8 m since the insert was located further up. Above the inserts, the gate pressure exhibited a relatively linear relationship, gradually increasing with the filling level.
Figure 8 presents a comparison of the vertical pressure on the gates for hopper configurations with and without inserts. The DEM results highlight the
This article is an excerpt of the paper originally published in the proceedings of the 14th International Conference on Bulk Materials Storage, Handling & Transportation in Wollongong, 2023, and has been re-published with the permission of the authors Bin Chen, Alan Roberts, Timothy Donohue and Shaun Reid.
REFERENCES
[1] Roberts, Basic Principles of Bulk Solids, Storage, Flow and Handling, The University of Newcastle Research Associates (TUNRA), 1998
[2] Loads on bulk solids containers, AS 3774-1996, Australian Standard
[3] B. Chen, A. Roberts, and T, Donohue, DEM Modelling of silo loads asymmetry induced by eccentric discharge, Proceedings of the 7th International Conference on Discrete Element Methods, Dalian, China, 2017
[4] J. Shen, A. Roberts, and C. Wheeler, DEM simulations on gate loads and bin storage characteristics before discharge, Powder Technology, Vol. 383, 2021, pp. 280-291.
Figure 5: Impact energy on the gate
Figure 6: Bulk density near the gate
Figure 7: Gate pressure variation with stress switch heights
significant reduction in loads acting on the bin gate. Among the investigated insert options, configurations 3 and 4 exhibited the best performance in terms of gate load reduction, attributed to factors such as larger area, shallower angle, or increased number of inserts. Compared to configuration 1, higher gate loads were observed for configuration 2 when the insert was positioned further
up the hopper. Configuration 5, featuring a cone-shaped insert with the smallest impact area, was found to be less effective in reducing gate loads.
Conclusions
This study investigated the influence of hopper inserts on gate loads using DEM modelling. During initial filling, the vertical component of the impact velocity
decreased with an increase in insert area, a decrease in spacing to the gate, and an increase in the number of inserts. The presence of inserts also influenced the compaction of the bulk material near the gate. Comparing hopper configurations with and without inserts, the DEM results demonstrated a significant reduction in gate loads when inserts were present. Configurations 3 and 4 performed best in terms of gate load reduction, attributed to factors such as larger insert area, shallower insert angle, or increased number of inserts. Configuration 2, with a higher insert position, exhibited higher gate loads compared to Configuration 1. Configuration 5 with a cone-shaped insert showed less effectiveness in reducing gate loads due to its smaller impact area.
Overall, this study provides insights into the impact of hopper inserts on gate loads, contributing to a better understanding of slide gate design in relation to insert design.
Figure 8: Comparison of the e ect of insert options on gate pressure
Braking systems on downhill conveyors: Preventing critical design flaws
EMtek recently completed a review and work on several downhill conveyor systems, identifying some common deficiencies in sizing of safety critical systems that may leave a typical installation at risk of a runaway situation.
LONG AND HIGH-CAPACITY
conveying systems play a critical role in materials handling industries. These systems off er means of effi cient material transportation, and they are becoming particularly signifi cant lately due to persistent eff orts to decarbonise mining operations.
Combining downhill topography with high-capacity conveying presents a special engineering challenge which must balance critical safety requirements with operational and project investment efficiency.
The challenge
Downhill conveyors are subject to unique engineering challenges where the drive train must not only be sufficiently sized to support production at the nameplate capacity, but it must also be able to maintain a safe conveyor speed over a wide range of operating loads. The system must maintain a reasonable level of braking redundancy even if elements of the drive-train or control system fail. On the other hand, excessive oversizing of drives and braking components could lead to excessive shock loadings during emergency stopping scenarios, whilst negatively impact the project economics.
Undersizing the brake system may be a result of misidentifying probabilities of certain types of failures, reliance on standards that may not be up to date with the latest industry trends, or insufficiently conservative selection of the hypothetical friction coefficient. Also, the use of secondary resistances which are typically used to conservatively estimate additional friction, may be reduced or non-existent in reality.
A well-designed downhill conveyor braking and drive train system must have adequate levels of redundancy.
Design should be based on factors which have taken into account the latest industry trends.
Images: Emtek
Friction coe icient
Selection of representative friction coefficient is always a challenge during conveyor design. Large deviations between design value and measured value could impact project economics, and in case of a downhill conveyor, negatively impact capacity of brakes and safety critical systems.
Whilst some conveyor design references offer detailed methodologies for friction coefficient estimates (i.e. CEMA 7) others offer only high-level guidance. For instance, ISO 5048 simply suggests calculating the downhill conveyor braking requirements using a value which is 40 per cent lower than the one used for calculations of driven conveyors (and it suggests using a value of 0.012). Whilst this is a good approach, it is important to ensure that the starting point adequately takes into account the latest industry trends and efficiency improvements offered by modern belting compounds, high quality idlers, and modern construction and alignment techniques. In short, 0.012 is unlikely to be adequately conservative value given the current industry trends.
During a recent third-party review of a downhill conveyor system design, EMtek identified that the friction factor used in design scenarios was insufficiently conservative. The utilised friction factor failed to account for the most probable range of frictions that
are likely to be observed in practice.
Figure 1 shows calibrated friction factors for a number of equivalent conveyors that EMtek reviewed over a number of years. Whilst the assumed friction factor was generally in line with typical frictions used for overland conveyors, it was higher than the average calibrated value of equivalent systems, and it did not take into account a possible lower end of the range.
During the review, EMtek was able to demonstrate that the conveyor is likely to operate at frictions lower than the values used in the design, and should that be the case, the regenerative load on variable speed drives (VSD) will exceed the nominally selected capacity of 150%. This scenario would lead to progressive tripping of VSD controllers and loss of regenerative speed control and capacity. This exact scenario was responsible for loss of downhill conveyor control at one of the North American mines where EMtek was engaged to identify the root cause of the problem and develop adequate retrofit upgrade solution for the braking and drive-train system aimed at eliminating repeat occurrences of a dangerous event which led to equipment damage in the past.
A 40 per cent reduction is still a good rule of thumb, but with the latest industry trends, the most likely starting point is lower than the value suggested by standards such as ISO 5048.
Importance of scenario-based design
The same review also highlighted that conveyor system designers may overlook very realistic brake failure scenarios. The system under review had four drives, each with twin brake callipers acting on a low-speed disk brake which was mounted on the low-speed drive coupling. The designers assumed a single brake calliper failure and ensured that the remaining brakes have at least 1.5 times the minimum required braking capacity. A possibility of twin calliper failure was identified as remotely low risk and excluded from the scenario-based design and consideration. It was highlighted that the design was not subject to the requirements of AS4024, and the 150 per cent capacity was deemed adequate under European standards.
Subsequently EMtek contacted several maintenance representatives on this customers sites and identified several instances where drive pulley shaft failures, or reducer shaft failures have occurred due to manufacturing defects or improper installation and alignment. Such failures would either lead to immediate loss of braking capacity from both callipers (i.e. drive pulley shaft failure) or have the potential to damage the disk and multiple callipers (i.e. reducer shaft failure).
Therefore, while the design was not subject to redundancy requirements of AS4024, the design was nevertheless
Design and selection of drive-train and braking systems is of critical importance.
Engineered for handling everything from fine powder to abrasive aggregate
Heavy Duty Slide Gates
Heav Duty Diverter Valves
Aerated Conveying
Loading Spouts
PROVIDING SOLUTIONS
For over 45 years, Vortex has supplied dry material handling components to a global network of Original Equipment Manufacturers, Fortune 500 companies, and process engineering firms. Throughout the world, over 15,000 companies have utilized Vortex’s innovative slide gates, diverters, iris valves, loading solutions and custom engineered products to improve process efficiency.
With sales and service offices located in North America, Europe, Asia and Latin America, Vortex’s success comes from a philosophy, which includes focus on quality, timely customer service and dedication to adding value to our clients’ processes.
PROVIDING SOLUTIONS
Engineering solutions for improved safety
Addressing the complex problem of downhill conveyor braking system selection and design requires a systematic approach which should take following steps into account:
1. Representative and accurate conveyor operating calculations. Conveyor calculations, which are as accurate and as representative as possible are foundation of effective braking and drive system selection and design. Design should be based on factors which have taken into account the latest industry trends and achievements (i.e. Low rolling resistance belting compounds, GPS levelled conveyor formations, accurate conveyor alignment techniques, etc.). Ideally, the design should be based on calibrated data which is obtained from equivalent
design should be tested against a common range of failure scenarios, many of which can be verified against operational experiences. The system should maintain a reasonable level of redundancy with all possible failure scenarios. Although, reduced levels of redundancy may need to be accepted for most adverse (and least likely) cases.
4. Advanced monitoring and control systems. Modern braking systems can benefit from integration of monitoring and control technologies. These systems should be considered during design and equipment selection phase to improved overall reliability of the conveyor system.
Conclusion
Learn more about Vortex Slide Gates, Diverters, Iris Valves & Loading Solutions at:
Each Vortex component is appropriately selected to meet the demands in every application. With an in-house team of engineers, Vortex product designs can be completely customized for individual applications or special installations. Vortex understands the value of your process. Our team of application engineers have more than 150 years of combined dry material handling experience. Vortex’s knowledge of handling dry material characteristics in pneumatic, vacuum and gravity flow applications is unsurpassed. Vortex delivers intelligent, cost effective solutions for all dry bulk materials. No application is too large, too small or too difficult to handle.
design, engineering, maintenance, and construction experience. EMtek with its offices in Melbourne, Perth, and Brisbane is well placed to help clients with downhill conveyor engineering enquires.
This article was written by Josh Proud, Denis Radunkovic, and Jack Heaney from EMtek Pty Ltd, a corporate member of the Australian Society for Bulk Solids Handling (ASBSH). The ASBSH is committed to advancing the industry through research and best practices.
INDUSTRIES SERVED
Design and selection of drive-train and braking systems is of critical importance for safe, reliable, and efficient operation of downhill conveyor systems.