Aggregates Business is available on subscription at the rate of: £85 / US$145 / €111 per annum. Single copies £20 / US$35 / €26 Email subs@ropl.com for further details. Subscription records are maintained at Route One Publishing Ltd.
SUBSCRIPTION / READER ENQUIRIES TO:
Data, Route One Publishing Ltd, Second Floor, West Hill House, West Hill, Dartford, Kent, DA1 2EU, UK
TEL: +44 (0) 1322 612061 FAX: +44 (0) 1322 788063
EMAIL: data@ropl.com
No part of this publication may be reproduced in any form whatsoever without the express written permission of the publisher. Contributors are encouraged to express their personal and professional opinions in this publication, and accordingly views expressed herein are not necessarily the views of Route One Publishing Ltd. From time to time statements and claims are made by the manufacturers and their representatives in respect of their products and services. Whilst reasonable steps are taken to check their accuracy at the time of going to press, the publisher cannot be held liable for their validity and accuracy.
AGGREGATES BUSINESS USPS: is published six times a year. Airfreight and mailing in the USA by agent named World Container Inc, 150-15, 183rd Street, Jamaica, NY 11413, USA.
PERIODICALS POSTAGE PAID AT BROOKLYN, NY 11256
US POSTMASTER: Send address changes to Aggregates Business, World Container Inc, 150-15, 183rd Street, Jamaica, NY 11413, USA. Air Business Ltd is acting as our mailing agent
PRINT: ISSN 2051-5766 ONLINE: ISSN 2057-3405
PRINTED BY: Warners (Midlands) PLC
Facebook @AggBusiness
LinkedIn Aggregates Business Magazine
Twitter @Agg_Business
Instagram @aggbusiness_magazine
Many eyes on India’s fast-paced sustainability efforts
Word on India’s road construction and building materials manufacturing sectors’ impressive efforts to improve their sustainability has travelled far –including to the recent Hillhead 2022 exhibition near Buxton in Derbyshire, England.
Speaking during the major showcase for the quarrying, construction and recycling machine manufacturing industries, Terex Materials Processing president Kieran Hegarty said: “I was in India recently, and I was astounded how the electrification of plant there in the last two years is ahead of Europe. A lot of it has been driven by fuel cost but also by environmental concerns.”
Representing 80% of the world’s concrete industry outside China, The Global Cement & Concrete Association (GCCA), including its India branch, works to position concrete to meet the world’s needs for a material that can build and support growing, modern, sustainable and resilient communities. In his GCCA India June newsletter message, GCCA India head Kaustubh Phadke gave an insight into how the association was continuing to drive sustainability and innovation programmes in the Indian cement and concrete industries.
“In April 2022, we released a report on the benefits of blended cement, highlighting its durability, quality, and potential for reducing CO2 emissions. We have [also] collaborated with The Energy & Resources Institute (TERI) in developing an India-specific Net-Zero Roadmap 2050 for the whole life and complete value chain across the built environment.”
Phadke said that GCCA India also marked this year’s World Environment Day (5 June), staged under the theme Only One Earth. “We celebrated it by sharing the Indian cement sector’s contribution to moving on a low-carbon economy path. We continue to share case studies and best practices from member companies in climate change mitigation, energy efficiency, alternative fuels and water conservation areas.”
Ending his message, Phadke said that GCCA India works to ensure collaboration across the built environment, through which the Indian
cement sector “continues to be the most energyefficient in the world” and can “lead in the sustainability domain”.
The newsletter also carried an interview with GCCA India co-chair, Deepak Khetrapal, managing director and CEO of New Delhiheadquartered Orient Cement.
“The cement manufacturing process contributes a significant part to the world’s carbon dioxide emissions. More than half of that CO2 is generated from the calcination process itself and the rest comes from the burning of fossil fuels and power consumption,” Khetrapal explained, before crucially adding: “While such emissions are inherent in the available technology for cement manufacturing, cement companies across India have been working relentlessly to improve the efficiencies of their operations to reduce carbon footprint and another collateral impact on the environment.”
Khetrapal said the biggest change in the last few years is the “intense focus” of all responsible corporates including the more conscientious cement manufacturers on the climate-related challenges. “This shift of concern is also shared by the other stakeholders and thus the momentum of effective action is accelerating all around.”
Orient Cement is committed to collectively working with the Indian cement industry to meet the industry’s ‘Net-Zero Carbon by 2050’ goal, emphasised the company’s president and CEO. Khetrapal said Orient Cement was “actively reducing the consumption of fuels and other resources through numerous improvements and innovations”, while also participating in collective forums like GCCA, CMA and the Cement Development Council of India to “create awareness and seek support from all other stakeholders to mitigate the challenges of global warming and water scarcity”.
As Khetrapal notes, the Indian cement industry is projected to reach a capacity of 660 million tonnes by 2030, driven by the increased requirements for infrastructure and housing. It will be fascinating to see whether India can reach its ‘Net-Zero CO2 by 2050’ target while building the India of tomorrow. GW
Global
All
as
Specials
08 INTERVIEW
15 QUARRY PROFILE
44 EXCON INDIA
Jaco Beyers: ‘Shifting’ the yellow metal equipment market in Africa
12 MARKET REPORT
Indonesian aggregates industry responds to easing of COVID-19 impact
Sandvik is helping South Africa-based Blurock Quarries get equipped for future growth
Excon defies bad weather to deliver for Indian customers
MAWENI LIMESTONE JOINS WCA
The World Cement Association (WCA) has welcomed Maweni Limestone, a subsidiary of the Huaxin Cement Group, as a new corporate member.
“We are delighted to welcome Maweni Limestone among our membership, as one of WCA’s key ambitions is to more effectively engage emerging-market players across the global cement ecosystem,” said Ian Riley, CEO at the WCA. “We look forward to the contribution they will make to our efforts to share and improve best practice amongst members.”
Rumsey succeeds Linebarger at Cummins
US off-highway engine giant Cummins has announced that Jennifer Rumsey will succeed Tom Linebarger as the company’s president and CEO, effective 1 August 2022.
Rumsey will be the seventh CEO and first woman to lead the company since its foundation in 1919. Linebarger will continue to serve as chairman of the board of directors and in an executive chairman role, working directly with Rumsey on specific initiatives that position the company for continued success, including completing the pending acquisition of Meritor.
Linebarger said of his successor: “Jen uniquely understands our customers and business, having worked in many different parts of the business during her more than 20-year career, and in every role, she has consistently delivered results.
Tom Lynch, Cummins lead director, said that Linebarger has grown
The Severnaya Gryada deposit will supply Kant Cement’s plant with raw materials
Maweni Limestone is one of East Africa’s leading manufacturers of cement, operating in Tanzania. In 2020, it was acquired and reconstructed by China Huaxin Cement, becoming one of the largest cement manufacturers in the region, with an annual output of 1.5 million tonnes, providing important support for the industrialisation of Tanzania.
“We are very proud that we have not only managed to develop a strong market position in Tanzania, but also maintain high standards for our business,” said Changxi Jing, country manager of Maweni Limestone. “We’ve admired the work already done by the WCA to raise awareness of pressing issues and opportunities faced by our industry today, and we look forward to contributing to this global discussion as Corporate Members going forward.”
Cummins’ global business (which includes Asia, Africa & the Middle East), and positioned the company to lead in zero- and low-carbon solutions.
He added: “Jen is the ideal choice to lead Cummins into its next chapter, and we are confident that Jen will drive continued success for our business and customers.”
Since taking on the role of COO in March 2021, Rumsey has over-
seen Cummins’ global operations. In February 2022, she was elected to the Cummins board of directors, and she will maintain her seat on the board.
“My technical background, business experience, and focus on people, purpose, and impact have prepared me for this moment”, Rumsey commented.
Rumsey began her Cummins career working in Research and Technology, primarily focused on advancing technology to reduce criteria pollutants from diesel engines. Since then, she has held numerous positions, including bringing new platforms and technologies to the market, driving improvements in product quality, and developing the capability of global teams.
The leadership roles Rumsey has held include president of components and chief technical officer. Prior to Cummins, Rumsey worked for a fuel cell technology company.
UCG starts new Central Asia limestone deposit
United Cement Group’s Kant Cement subsidiary in Kyrgyzstan is starting to work with a new ‘Severnaya Gryada’ deposit. The new deposit will provide Kant Cement’s cement plant with raw materials over the long term, including limestone with higher calcium content, reducing the facility’s consumption of crushed stone and minimising dust emissions.
Located in Kant, in the Ysyk-Ata district of Kyrgyzstan’s Chüy region, Kant Cement’s plant has used fly ash as an additive in cement milling for more than a year.
Fly ash is a finely dispersed material formed after coal combustion in boiler furnaces at thermal power plants and extracted by ash collectors.
Thanks to fly ash, Kant Cement Plant generates over 65,000 tons
of ash annually, reducing coal waste and significantly improving the environmental safety in the region.
United Cement Group (UCG) is Central Asia’s largest cement holding company, with a total production capacity of 7.6 million tons. It specialises in producing the highest quality general-purpose and specialty cement grades.
New Cummins president and CEO Jennifer Rumsey. Pic: Cummins
Maweni Limestone is one of East Africa’s biggest cement producers. Image: Huaxin Cement Group
Italian off-road tyre retreading specialist Marangoni has acquired its partner GRP’s 50% stake in their Indian joint venture (JV) company Marangoni GRP. The acquisition was made through Marangoni’s wholly-owned South Africa-based subsidiary Leader Rubber Company.
The JV company, incorporated in late 2015, operates in India’s commercial tyre retreading sector. With this acquisition, Marangoni says it is embarking on its solo venture in India, a fast-emerging key market in the retreading sector.
Vittorio Marangoni, president of Marangoni Group, says his company is focusing on India as the fastest-growing country in terms of its global expansion plans.
With its flagship product, RINGTREAD, the company says it has established a premium and
Holcim partners for marine recycling in Philippines Marangoni expands Indian retread business
Building materials provider Holcim and environmental protection body One Earth One Ocean have launched the Circular Explorer initiative in Manila to be part of cleaning coastal areas in the Philippines.
The partnership involves what is said to be a first-of-its-kind 100% solar-powered catamaran, the Circular Explorer, which is designed to recover up to four tons of plastic waste per day to preserve vital marine ecosystems in a sustainable way.
unique position in the Indian truck tyre market and amongst quality -conscious fleets through its chain of franchisee partners in Gujarat, Maharashtra, Kerala, Tamil Nadu and Telangana. While the JV has achieved some
key milestones over the last few years, Marangoni says it intends to deepen and accelerate its business in India with the JV acquisition.
Hemant Kaul, CEO of Marangoni in India, says the forward path of the company is clear, and the focus is on supporting its franchisees in growing their businesses and margins in their markets.
Kaul adds that the recent and growing trend of fleets seeking high-quality retreading solutions, amid galloping tyre prices, is here to stay and provides Marangoni with a unique opportunity to increase its market share. In recent months, Marangoni says that several of its customers have displayed a strong desire to significantly increase their retread -to-new-tyre ratio to shield their business from rising costs.
CEMENT-FREE CONCRETE PRODUCTION IN VIETNAM
Finland-based materials technology company Betolar has signed an agreement with Vietnamese concrete block manufacturer Trung Hieu Investment and Development for the production of lowcarbon, circular-economy concrete products.
The products will use Betolar’s Geoprime cement alternative solution and is the company’s first agreement in the Vietnamese market.
Betolar has developed the Geoprime solution for the production of durable, sustainable and low-carbon concrete by utilising industrial side streams as an alternative for cement.
Taking a science-driven approach for more impact, the initiative is partnering with the University of the Philippines Marine Institute to advance ocean research. With built-in sensors and microplastic collectors on board, it will drive live data mapping along its journey to fuel the faculty’s research programmes.
To scale up circularity in the region, Holcim has brought together experts from the Philippines
Department of Environment and Natural Resources with nongovernmental organisations such as Build Change to discuss how to shift from a linear ‘take-make-waste’ economy to a circular ‘reducereuse-recycle’ one.
Horia Adrian, president & CEO of Holcim Philippines, added: “Walking the talk across our business, we recycled over 20 million tons of materials into alternative fuels and low-emission raw materi-
als across our operations over the past 15 years.
“By 2024 we will become the first company in our sector in the Philippines to operate solar panels in our plants.”
Holcim says its 1,070 employees across the Philippines operate four plants at the forefront of sustainability, with brands from ECOPlanet green cement to its advanced range of building solutions for resilience and repair.
The company says Geoprime brings immediate reductions in CO2 emissions without major changes in the manufacturing process. Betolar is developing a recipe-optimising data platform that will bring together concrete manufacturers and side-stream producers.
“Vietnam is the world’s third-largest cement producer and fourth-largest cement consumer, with 85 million tons consumed annually,” says Juha Pinomaa, head of Asia at Betolar.
“We estimate that the Vietnamese market represents a significant commercial opportunity for us in the coming years, as there is a huge potential for cement replacement.”
Marangoni says India is a key market in the retreading sector
The Circular Explorer initiative involves a 100% solar-powered catamaran. Image: Holcim
Luyen Nguyen (left) of Trung Hieu and Betolar’s Juha Pinomaa
‘Shifting’ the yellow metal equipment market
Having first introduced the John Deere-branded construction equipment in Africa some 18 months ago, Jaco Beyers, managing director for John Deere Africa Middle East, reports that the first phase of the rollout has been highly successful. The second phase – which entails the introduction of production-class equipment – has rolled into action, with Beyers confident that John Deere will ‘shift the yellow metal equipment market’ in Africa. Munesu Shoko reports
In March 2021, John Deere announced its decision to take full control of the marketing and support of its John Deere-branded construction products in Africa. The expansion of the construction line-up targeted 18 countries across Southern Africa and West Africa, where the Deere-branded construction offering was previously not available.
The countries in question included South Africa, Botswana, Zimbabwe, Eswatini (formerly Swaziland), Namibia, Zambia, Kenya, Uganda, Mozambique, Angola, Malawi, Tanzania, Ethiopia, Egypt, Rwanda, Burundi, South Sudan and Sudan.
With a wealth of organisational experience, Jaco Beyers was appointed as the MD of John Deere Africa Middle East (AME) in October 2021, with a critical mandate to drive the organisational change to fruition.
Beyers joined the Deere set-up in 2004 as a trainee territory manager in South Africa, before he was appointed divisional sales manager in Central Africa, where he successfully developed new business models for the region and set up a strong sales presence in East and West Africa.
Beyers went on to hold a number of international roles, including strategic planning manager for Region 1, based in Singapore, and global large tractor project manager in the US.
Beyers has also been instrumental in implementing agile methods in several areas of the John Deere business. His extensive experience in the global markets and his commitment to John Deere customers, dealers and staff prepared him for the new role.
According to Beyers, as John Deere has successfully conducted business in Africa for more than 140 years, the expansion of the construction range is testament to the company’s commitment to the
continent.“Africa is projected to be home to 2.5 billion people by 2050. At John Deere we recognise the need for the continent to be able to build a conducive infrastructure to support its population growth, leveraging the abundance of mineral resources,” he says, adding that the company is excited about the growing trends of mechanisation and technology in Africa and the Middle East.
The first phase of the rollout commenced with a selected range of John Deere-branded construction equipment, including backhoe loaders, excavators, wheeled loaders, motor graders and crawler dozers. More importantly, adds Beyers, it also entailed the appointment of capable and reputable dealer partners with a wide support footprint across the
John Deere Africa Middle East has just launched its 42-tonne class 460E-II articulated dump truck in southern Africa
“We recognise the need for the continent to be able to build a conducive infrastructure to support its population growth”
region. This, he says, has successfully been accomplished, paving the way for the second phase of the rollout.
“Five years ago, we embarked on a complete channel redesign, which we implemented 18 months ago, with remarkable success to date. We selected what we believe are the strongest dealers, based on their wide support footprint, closeness to their customers, investments in their infrastructure, personnel, tools and training, which are all key to supporting our construction equipment range, not only now, but well beyond the next 50 years.”
The appointment of channel partners to support the brand, adds Beyers, was a crucial step in the venture. As part of the exercise, AFGRI Equipment was appointed the distributor of selected areas in South Africa, namely Gauteng, Limpopo, part of Mpumalanga, part of the Free State and the Western Cape, as well as Botswana and Zimbabwe.
Senwes Equipment is the authorised distributor for selected areas in South Africa (North West, part of Free State and the Eastern Cape) as well as Namibia. The Mascor Group is responsible for KwaZulu Natal and part of Mpumalanga in South Africa, as well as Uganda and Kenya in East Africa. The TATA Group is the sole custodian of the brand in Tanzania, Zambia, Malawi, Nigeria and Ghana.
A key competitive edge these dealers have is their expanded support network in their respective jurisdictions. They all have branches close to major towns, allowing them to offer quick service to customers operating
“Our John Deere equipment is designed for fuel efficiency, productivity and operator comfort. With these attributes, we believe we are going to shift the yellow metal equipment market in the region”
As part of the second phase of its construction equipment rollout programme, John Deere Africa
Middle East has launched its productionclass equipment in Africa
The 460E-II’s normal drive mode reduces fuel consumption by up to 7% compared with existing competitor models
within every corner of the region. The dealers have undergone extensive training to ensure that their teams are ready to support the new products in the market.
“Despite the COVID-19-influenced lockdowns, I take my hat off to all our channel partners for their commitment to this venture.
To provide context, their say-do ratio is about 150%, which means that they accomplished everything they committed to do during the first phase of the rollout and even went beyond their plans,” says Beyers.
Having put this support base in place, Beyers says now is the time to introduce the production-class equipment. At the heart of this range is the 42-tonne class John Deere 460E-II articulated dump truck, which made its debut on 26 July, at a launch event held at AfriSam’s Jukskei quarry in South Africa.
John Deere has also added the 744L wheeled loader to its existing stable of five models. Designed with the mining and quarrying customer in mind, this model features a 236-kW engine, a 3.8 – 5.25m³ bucket capacity range and an operating weight of 25.3 tonnes.
The company has also introduced the larger 950K and 1050K dozer models. These machines are designed to be big enough to handle mass-excavation and road-building tasks, yet are equally adept at fine grading and site development.
“These ranges are classified as largeproduction-size equipment, ideally suited for medium-size mines and quarries,” says Beyers. “We see a big trend towards mid-tier mining, which we believe is a big opportunity for this range.”
A further competitive edge for John Deere, says Beyers, is the lifecycle value proposition of the equipment, which is made possible by the company’s focus on technology.
“Technology is what has driven John Deere forward over the years,” he says.
For example, the 460E-II normal drive mode reduces fuel consumption by up to 7% compared with existing competitor models, while eco mode, which conserves fuel by managing engine power delivery and enhancing transmission response for applicable conditions, further improves fuel consumption by up to 12%.
“Our John Deere equipment is designed for fuel efficiency, productivity and operator comfort. With these attributes, we believe we are going to shift the yellow metal equipment market in the region,” says Beyers.
In addition, subscription to John Deere’s JDLink telematics system is available free of charge to users. JDLink allows owners and managers to connect to their machinery remotely, to help monitor and track operations and productivity.
Beyers also adds that the production class
comes at a time when channel partners have made substantial investments to be able to support the range in the market. As part of the John Deere aftermarket strategy, dealers do advance stocking ahead of new machine launches in the market. This ensures that they have parts available before machines are introduced in a certain market.
John Deere is dedicated to keeping its dealers equipped with the necessary parts. This is made possible by the company’s worldwide distribution network. The key distribution centres for Africa and Middle East comprise the Regional Distribution Centre (RDC) in South Africa, the Parts Distribution Centre in Europe and the parts facility in the US. Combined, these facilities stock 900,000part numbers, with more than 120,000-part shipments despatched on a daily basis.
Located in Kempton Park, South Africa, the 20,000-m² RDC serves the southern part of Africa. It stocks 86 000 stock numbers worth R1.5 billion, averaging 600 shipments a day. With the integration of the construction business last year, John Deere AME added 17,000 more part numbers to the RDC.
“We have made the investment and our dealers have also invested to support our customers in the region. We will continue to add part numbers as more construction models become available for our market,” he says. AB
Infrastructure drives Indonesian aggregates boom
Indonesia’s aggregates industry is rallying after the pandemic, with momentum coming from ambitious infrastructure projects that were put on hold during lockdown restrictions. Liam McLoughlin reports
The outlook for the aggregates sector in Indonesia is positive, with demand likely to come from a number of major infrastructure projects across the 17,508-island archipelago of which around 6,000 are inhabited.
Foremost among these projects is the planned US$35bn construction of a new national capital city to be called Nusantara in the East Kalimantan province of Borneo Island.
In plans announced by President Joko “Jokowi” Widodo’s government at the start of this year, Nusantara (Javanese for “archipelago”) will replace the current capital Jakarta which is on the island of Java. The heavily-populated city of Jakarta is rapidly sinking, at a rate of up to 25cm a year in some areas, due to the over-extraction of groundwater.
Gerrit Lambert, head of market Indonesia at Volvo CE, says the Nusantara initiative will be one of the major drivers for the Indonesian aggregates business.
“The Nusantara project is greenfield and will require large amounts of material for road and infrastructure development,” he adds. “Most of these aggregates are sourced from western Sulawesi which is most favourable due to a short sea passage across to Borneo.”
Lambert says that airport, road and port construction is also contributing to aggregates demand, with several new projects ongoing.
Notable new airports are at Majalengka in West java and Maleo Airport in Morowali, Central Sulawesi.
Cement manufacturer PT Semen Indonesia estimates that the construction of Nusantara will create a potential demand of 21 million tons of cement over the next 20 years. The company adds that future prospects for the cement sector are also improved by the predicted population growth of approximately 1% a year from the current 270 million, with the accompanying need for more housing and infrastructure.
The country’s construction sector is expected to expand by 7.2% in real terms in 2022, according to data and analytics firm GlobalData, surpassing pre-pandemic output levels and boosting the demand for quarry products.
This would be a notable increase compared to the growth rate of 3.1% recorded in 2021, when large-scale social restrictions and pandemic-related uncertainty deterred new construction investment which consequently impacted construction progress and aggregates demand.
GlobalData says that, following the recovery in 2022, Indonesia’s construction industry is expected to record an annual average growth of 5.8% in real terms between 2023 and 2026. Growth over the forecast period is expected to be driven by the Indonesian government’s commitment
to invest US$430bn in public infrastructure development by 2024 and works on the 2021-2030 Electricity Supply Business Plan (RUPTL).
Willis Rooney, economist at GlobalData, comments: “The government is expected to continue its substantial planned infrastructure investment, to offset the economic impact of the current wave of the Omicron variant and an expected normalisation of monetary policy by Bank Indonesia.
“In December 2021, the government allocated US$27.1bn for infrastructure development in its 2022 state budget, which is expected to support the delivery of six new airports, 6,624km of railway and 205km of new road. Construction growth will be further supported by the Indonesian Ministry of Public Works’ plan to expand its 2,000km toll road network to 5,000km by 2024.”
Having been disrupted during much of the first three quarters of 2021, due to the impact of large-scale social restrictions, there has been a noticeable improvement in construction activity.
Rooney concludes: “In Indonesia, GlobalData’s Construction Project Momentum Index (CPMI) accelerated in the final quarter of 2021, rising to 0.49 in Q4 following a CPMI score of 0.3 in Q3 2021. The CPMI is an assessment of the health of the construction project pipeline at all stages of development, from announcement through to completion.
A Volvo EC200D excavator at a facility in Yogyakarta on the island of Java is helping to meet Indonesia’s high demand for aggregates
The planned new capital of Nusantara is one of several major infrastructure projects. Source: IKN/Indonesia Ministry of Public Works and Public Housing
“Project momentum has been relatively subdued during the pandemic, though picked up rapidly in December 2021 and January 2022, following an easing of restrictions. Indonesia recorded the second-highest CPMI score in South-East Asia in January 2022.”
The World Bank classed Indonesia as a lower middle-income country in 2021. In a survey of businesses by Bank Indonesia in April this year, respondents predicted business activity to accelerate in the second quarter of 2022, driven by several key sectors, particularly the mining, quarrying and manufacturing Industries.
The Indonesian economy has been resilient while still affected by the global COVID-19 pandemic, according to Volvo CE’s Lambert.
“Infrastructure projects were put on hold during the onset of the pandemic which has negatively impacted the quarrying and aggregate sector,” he adds. “The sector rallied over the past 18 months, owing to a bullish
commodity market, large local population driving demand and increased government spending for infrastructure projects.”
Alessia Valerio, spokeswoman for excavator screener and crusher buckets manufacturer MB Crusher, says that Indonesian quarry operators are currently looking for equipment that is versatile and also reduces the number of tools needed for a job.
“Attachments' popularity is exponentially increasing because they are flexible," she adds. “Some of the key features that are in demand are easy manoeuvrability, compatibility with existing base machines, and the possibility of easily adjusting the performance parameters such as output size.”
In terms of major developments in the Indonesian quarrying and aggregates sector over the next 18 months, MB Crusher’s Valerio says the need for speed is increasingly important. “More materials are needed so there is a need to slimline processes, cutting all unnecessary steps such as moving the material to and from the processing plants,”
says Valerio. She adds that excavator attachments, such as those from MB Crusher, provide the flexibility to crush and load a truck all in one simple step, cutting time and costs.
Lambert of Volvo CE says most stone aggregates quarries in Indonesia are smallto medium-sized, and therefore equipment demand is usually centred around 20-tonne excavators with breaker attachments and small 3m3 bucket wheeled loaders to load crushers.
“Rigid haulers, large excavators and loaders are primarily utilised by limestone quarriers for the cement industry,” he adds.
In terms of the major opportunities for Volvo CE’s business in Indonesia, Lambert says the company’s full suite of equipment is well suited to all types of quarry operators in the country.
“Mid-sized construction equipment offers best-in-class fuel efficiency, keeping operational costs down; while Volvo’s heavy mining equipment offers high uptime to keep operations running 24/7,” he adds.
The aggregates industry in Indonesia is experiencing a boom, with over US$104bn invested in road infrastructure in the country. Providing the building materials to satisfy this huge level of investment is a challenge for many companies, but one contractor based outside the city of Yogyakarta on the island of Java, is using a Volvo CE EC200D excavator to help meet demand.
PT Berdikari Putra Perkasa was one of the first in Indonesia to receive an EC200D, with deliveries starting only a few months ago. The unit has replaced an older machine and significantly boosted production for the company, which delivers building materials to projects around the local area.
The EC200D is based at the stockpile facility, playing a central role in operations where it works up to 20 hours a day moving over 300m3 of sand and gravel from quarries to the stockpile. From here the material is moved for processing before passing on to the construction projects where it will be used. Situated at an important bottle-neck between extraction and transport, the excavator’s work is vital for the successful delivery of aggregates to customers.
To boost tourism in Yogyakarta, a major cultural centre, the government has started a range of infrastructure projects including the new Yogyakarta International Airport. With many large projects underway, demand for aggregates is high.
A Sumitomo SH210-6 excavator at work in an Indonesian stone quarry
A Volvo CE EC210D excavator is being utilised by building materials supplier CV WiroSobo Sejahtera to support the city’s infrastructure development programme. The company operates a quarry at Gendol River and a separate crushing plant nearby.
Its Volvo EC210D machine is working up to 14 hours a day, shifting 150m3 to 300m3 of material. It removes sand and rocks, and loads them into trucks for transfer to the crushing plant. Periodically, these sand and rock supplies are replenished, as materials that erupt from nearby Merapi volcano are washed into the Gendol River valley.
While these inflows of material are a welcome boost for aggregates producers, it can also make working conditions unstable with the ground prone to movement or inflows of water.
Suroto, the company owner at CV WiroSobo Sejahtera, explains how working conditions can change: “Somedays the EC210D is working in a dry riverbed and others it might be working in water or on ground that has shifted.
“We need a machine that has the power to cope with the changing terrain and that is tough enough to work among so much hard rock and sand. With the Volvo EC210D we have a machine that we know is safe and fuel -efficient - we don’t have to worry about how it will cope.”
Looking at the prospects for the Indonesian quarrying sector over the next 12 months, Volvo CE’s Lambert says the market will see a strong push for major government project completion in the run up to the 2024 presidential election.
“The nickel sector will continue to drive development in Sulawesi and eastern
Indonesia, driven by global demand for electric vehicles,” he adds. “There are two major nickel centres in Indonesia, Morowali and Weda Bay. Both of these locations include development of new cities including their own airports, nickel smelting and stainlesssteel production facilities which require a large volume of aggregates.”
Indonesia’s cement association, the ASI, says the country’s cement sector is making significant progress in reducing greenhouse gas (GHG) emissions in line with the government’s objectives.
The Indonesian government is committed to reducing GHG emissions by 2030 by 29% or equivalent to 834 million tons of CO2e with their own efforts, and by 41% or equivalent to 1.08 billion tons of CO2e if they get international assistance.
ASI comments: “One proof of the achievement of the cement industry's GHG emission reduction target is the reduction in the intensity of cementitious GHG emissions in 2020 by 641.5 kg CO2/ton cementitious compared to 2010 which was 725.66 kg CO2/ ton cementitious.”
The ASI says it continues to encourage increased use of environmentally friendly cement at the national level through outreach. It adds that it also makes approaches to the government to integrate the goals of the cement industry with government programmes in achieving GHG emission reduction targets through the use of environmentally friendly cement in infrastructure projects. ASI says that recent infrastructure projects that have implemented the use of environmentally friendly cement include the Suramadu bridge linking the islands of Java and Madura, and the Steam
Power Plant (PLTU) - a 1,900-megawatt (MW) coal-fired power station in Central Java.
The Indonesian cement production sector – the seventh-biggest in the world, according to analyst Statista, with a production capacity of 102.6 million metric tons a year - has been hit by the effects of the Russian invasion of Ukraine. Many companies have experienced difficulties obtaining raw materials previously supplied from the war zone , such as coal. The country’s cement sector has also suffered from overcapacity in recent years with several new producers entering the market.
Indonesian cement producer Indocement, which is majority-owned by Germanyheadquartered HeidelbergCement and has a 25.4% share of the local market, booked overall domestic (cement and clinker) sales volume of 18 million tons in 2021, an increase of 853,000 tons (+5.0%) in volume compared with 2020. The producer’s domestic cement sales volume (without clinker) totalled 16.6 million tons, up by 352,000 tons (+2.2%) on 2020. Export sales increased by +122.0% from 181,000 tons to 402,000 tons in 2021, mostly from clinker product from the company’s Tarjun factory.
The company's net revenue increased by 4.1% to IDR14,771.9bn (US$0. 99bn), compared with the 2020 total of IDR14,184.3bn (US$0. 95bn). The percentage increase in revenue was less than the percentage rise in sales volume (+5.0%) due to the lower overall average selling price of export sales.
Indocement says the national cement industry experienced growth again in 2021 although it was still relatively limited. Based on data from the ASI, cement demand in 2021 reached 65.21 million tons, an increase of 4.3% compared to that of the previous year of 62.51 million tons. However, the national cement industry still had a relatively large excess supply of up to 45 million tons.
Cement industry growth in 2021 was driven by bagged cement, contributing up to 77% of the cement market. Indocement says this was due to the limited number of government infrastructure projects, in addition to oversupply in the commercial building market (office buildings and apartments) which meant that new projects were relatively very limited.
Indocement said that in 2021, the cement industry also faced a formidable challenge from the soaring price of coal. In November 2021, the referred coal price from the Indonesian Ministry of Energy and Mineral Resources reached its highest level in the last ten years (US$215.01 per ton), whereas in early 2021 the coal price was in the range of US$75.84 per ton. This has significantly increased the cost of cement production. AB
The Citeureup cement plant in Bogor, West Java. Image: HeidelbergCement
An MB Crusher excavator attachment in use at an Indonesian quarry
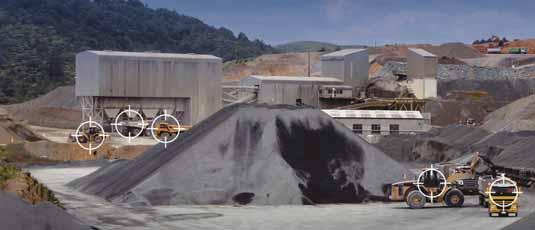
Blurock Quarries has embarked on several plant upgrades to improve operational efficiencies
READYING FOR FUTURE GROWTH
Having already upgraded the secondary and tertiary stages of its processing plant between 2016 and 2018, Blurock Quarries has recently turned its attention to the primary section and other areas of the quarry. The upgrades will usher in new operational efficiencies as well as safety and productivity improvements ahead of a projected market rebound. Munesu Shoko reports
The South African construction industry has been under immense pressure since before the global COVID-19 pandemic hit the country in early 2020. This means that the pandemic has added immense pressure to an already shrinking, yet crucial sector of the economy. With infrastructure development funds redirected to other pressing social and economic issues during the pandemic, the construction sector has been disrupted in an unprecedented manner.
Jeremy Hunter-Smith, CEO of Blurock Quarries, a family-owned quarry located right in the middle of Estcourt, a small town in the uThukela District of KwaZulu-Natal Province, South Africa, says the postponement of several infrastructure projects has resulted
in a two-year downturn in the aggregates sector. While there are several transport projects planned for the province, he is concerned that the funds might be redirected to the Durban area where there is an urgent need for rebuilding efforts, following the devastating floods that hit the area in April and May this year.
Taking advantage of the current downtime, influenced by a low growth cycle, the team at Blurock is readying its operation for future growth through a number of upgrades, with the primary section of the plant recently taking priority. “Several Department of Transport and South African National Roads Agency (Sanral) projects are set to be awarded soon. To make the most of the projected infrastructure rollout programme, we have taken advantage of the
current slowdown to increase efficiencies in our operation,” he says.
Since taking over as CEO in 2015, Hunter-Smith has successfully embarked on major upgrades to the old plant, to increase capacity, efficiency and flexibility. As part of a growth and development plan formulated in 2016, Blurock invested in new-generation Sandvik crushers and screens to create better efficiencies in the secondary and tertiary stages of the plant. This was followed by further investments in the modernisation of enabling infrastructure –including a new powerline, new substation, new switch room and a new control room, among others.
The first machine to be purchased was the CH440 cone crusher, which was deployed in the tertiary section, replacing two old cone crushers previously installed in this section of
the plant. With its new CH440, Blurock opted for Sandvik’s Automatic Setting Regulation control system (ASRi), which enables realtime performance management, allowing the machine to consistently run at optimum levels.
In 2018, focus turned to the secondary crushing section of the plant, with Blurock opting for a Sandvik CS430 cone crusher and a Sandvik SS1633H scalping screen. Both the CS430 cone crusher and the Sandvik SS1633H scalping screen created high levels of flexibility by allowing Blurock to take out some of the products such as handstone, general concrete stone and dump rock material at the secondary crushing stage.
The secondary and tertiary plant upgrades resulted in a significant capacity increase from 100 to about 180 tonnes per hour (tph), confirms Hunter-Smith.
More recently, Blurock has turned its attention to the primary section of the plant, where it has just installed a new Sandvik CJ412 jaw crusher to replace the previous two jaw crushers. “We had a very old system in our primary section which lacked capacity, efficiency and flexibility. Our previous primary jaw crusher was a very old unit, one of the only four brought in the country many years ago before the manufacturer discontinued the range. We also had an old secondary jaw from another manufacturer. The reason for running a double jaw primary section was to create flexibility, as we were able to run either of the two,” explains Hunter-Smith.
Hunter-Smith says investing in the Sandvik CJ412 jaw crusher made sense for a number of reasons. Firstly, this machine is an excellent choice when you need high production at low total cost of operation. It features wedge-setting regulation, making it ideal for applications where the
demands change quickly. The low jaw-plate wear means less maintenance too, which maximises productivity and uptime over longer periods.
“The Sandvik CJ412 jaw crusher was also a perfect fit for our existing Sandvik SV1252 vibrating grizzly feeder, which we purchased back in 2017. The two machines have created better capacity and efficiencies at the primary section,” says Hunter-Smith.
He adds that the new jaw processes up to 350tph, accepting a feed size of up to 600mm. To improve productivity and reduce
wear, there is a strong focus on optimal blasting in the pit in order to improve fragmentation. Correct fragmentation, says Hunter-Smith, means less oversize causing downtime at the crusher, lower cost crushing and improved tph through the processing plant.
Since the start of the upgrades, Blurock has taken a deliberate decision to standardise its crushers and screens with Sandvik products. From the onset, Blurock engaged the services of a business development consultant, Deon Bosman, who suggested
“A single supplier makes life easier from a spare parts rationalisation perspective, as well as in respect of the training of our staff”
Jeremy Hunter-Smith, CEO of Blurock Quarries
More recently, Blurock has turned its attention to the primary section of the plant, where it has just installed a new Sandvik CJ412 jaw crusher
An aerial view of Blurock Quarries’ plant
a growth and development plan for the operation. Based on his previous experience, he recommended the Sandvik product.
“Standardisation of equipment is a key focus area for us,” says Hunter-Smith. “A single supplier makes life easier from a spare parts rationalisation perspective, as well as in respect of the training of our staff. It has worked well for us before, when we opted for Bell Equipment as the preferred supplier for our load and haul fleet. Being a rural operation located away from major towns where most of the OEMs are based, we have tried to stick to competent suppliers that can support us, not just with a once-off item, but across the whole operation and for the long haul.”
Apart from the primary plant upgrade, Blurock Quarries is currently building new offices. The main focus of this venture is to comply with the new legislation by separating people from machinery as much as possible. The old offices, says Hunter-Smith, are located close to the weighbridge, posing the risk of interaction between staff and the customer trucks passing through this area. With the new offices, Blurock will also install a new weighbridge, away from the office environment, thus minimising the movement of non-inducted people in the operation.
“We have also been working hard on the appearance of our operation to uplift the visual aspect of Blurock Quarries. For example, we have focused our efforts on cleaning of old equipment. We have also embarked on a massive clean-up operation inside the pit,” says Hunter-Smith.
From a production perspective, the frequency of blasting has been reduced to about one blast every three months, in line with the downward trend in the market. This has given the team enough time to clean up the pit, with a specific focus on historic material.
Inside the pit, a Kobelco 50-tonne excavator is tasked to load four 30-tonne Bell articulated dump trucks hauling run-ofquarry material from the pit to the processing plant. The operation also runs a Finlay mobile crushing and screening train – consisting of a jaw and a cone crusher, as well as two mobile screens and a stacker – supplied by Bell Equipment.
Blurock Quarries mines a dolorite rock with some sandstone intrusions. After the overburden layer, which is stockpiled for rehabilitation, comes a layer of weathered rock, a mixture of shale and sandstone, which is crushed to produce sub-base material (G5 and G7).
Below that formation is a mixture of dolorite and a competent sandstone, which is used to manufacture G2 and general concrete products. Below that layer lies the clean dolorite, used to make road stone (20mm, 14mm and 10mm), as well as 26mm concrete stone and crusher dust. Of note is that the new plant has created new levels of flexibility, with Blurock Quarries now able to produce any special products in line with customer requirements. AB
Blurock Quarries has also recently installed two new conveyors in the secondary section of the plant
The team at Blurock has recently embarked on a massive clean-up operation around the quarry
Actionable Insights
Digitalisation can drive gains across aggregates-producing assets
Immobile productivity & efficiency gains
Quarry operators can generate a great deal of productivity and efficiency gains through using premium stationary aggregates plants. Roger Murrow reports
Stationary aggregate plants include some of the most advanced crushing and screening equipment available. Many would think that given the development work undertaken by manufacturers of such equipment that product development would have come to a logical conclusion. However, this could not be further from the truth, with some of the leading manufacturers developing new equipment and operating philosophies focused on boosting customer operations.
Some of the leading names in stationary crushing and screening are continuously refining their offering, listening to their customers to produce the next generation of aggregate plants. In this article, we’ve talked to some of the leading manufacturers and outlined their latest developments, along with touching on their development strategies, which look likely to be continuously refined and developed in the coming years.
A long history of product development
Metso Outotec has a long history of developing and introducing some of the most advanced and productive crushing
and screening equipment in the industry.
The company has recently introduced a ‘facelift’ version to its static crusher automation package. The initial release covered the company’s GP cones, with other product lines to be covered later in the year. Alongside this, Metso Outotec has just released its new ‘Metrics’, which provides customers with more data for crushers and screens. With this information, combined with what the company refers to as its expert services, technicians are able to troubleshoot problems and optimise operations, thereby improving performance and availability of quarries.
“The new version [of Metrics] makes it even more user-friendly than before and assists the user to maintain high performance and adapt to changes in feed material and liner wear during the day. With the new Metrics, we can now collect and visualise all data coming from our automation almost in real time,” explains Jason Nelson, global director of marketing, Aftermarket Solutions.
The system further highlights Metso’s commitment to using technology to advance the crushing process, as Nelson
explains: “We provide crusher control packages for all types of static crushers. With these you can automate the crusher level operation and protect equipment. Crusher control packages provide data to the remote-monitoring system Metrics, enabling further digital features. Automated feed rate control keeps the crusher choke fed at all times. Wear compensation and automatic contact calibration help to maintain correct closed side setting. These together assist to maximise yield of desired products. Improved availability and performance of a plant and product quality by using data driven methods, automation, and intelligent sensors.”
Maintaining crushing performance
Another development from the company is in direct response to variability in ore type and changes in liner materials that can impact the wear rates experienced by the liners used to protect the inner walls of crusher transfer and feed chutes. This variability can lead to increased operational costs due to unplanned maintenance which may be required to replace highly worn liners. Alternatively,
high maintenance costs may occur due to the scheduled replacement of plates still in good condition. Regular inspection of the liner condition can reduce these costs but requires the plant to be stopped. This reduces productivity and poses a safety risk for the maintenance personnel who need to enter the chute. In response, Metso Outotec has developed ‘WearSense’ which can safely provide visibility on liner condition with actionable insights to reduce maintenance costs. This is a self-contained wearmanagement system consisting of proprietary IoT sensors that monitor wear and other key parameters, a gateway that connects to cloud-based storage, processing algorithms and a web-based user interface. It is primarily designed to monitor the wear in chute liners and provides near-real time information on remaining material thickness and the ability to estimate the remaining liner life.
Emphasis on ease of replacement
If Metso Outotec has placed its emphasis on recent cone crusher developments, Sandvik has focused on its ubiquitous jaw crushers. Sandvik has now concentrated on what it terms ‘plug and play’ installation, with its jaw crushers being available as a complete crushing solution ready to start crushing in the shortest possible time. “We deliver our jaw crushers with everything a customer needs for plug-and-play primary crushing operations,” says Mats Dahlberg, vice president Lifecycle Service, Stationary Crushing and Screening. “It’s just to choose what extra components they require. There’s also a wide range of jaw plates that can be mixed and reversed to ensure optimal, versatile crushing.”
Sandvik jaw crushers can now be delivered with a complete infrastructure including feed hopper, feed hopper interface, drive and subframe with v-belt guard and motor bracket, a unique guarding retraction arrangement and toggle plate stop. “We now include everything our customers need for a fast start-up and reliable operations. Together with easy and safe maintenance, our jaw crushers increase productivity, offer true reliability and excellent availability,” adds Martin Johansson, product manager Jaw Crushers.
This introduction is part of a focus on ‘circularity’ for the company, which has stressed its commitment to reusing and recycling to offset the use of raw materials and reduce waste. Several initiatives are ongoing to contribute to the Sandvik target of more than 90% circularity by 2030. Material- and resource-efficiency focus within product development and the company’s operations are examples of how
Maintaining equipment availability comes down to combining data with on-site expertise for best results
Sandvik is driving the shift to more circular business models and use of resources, finding ways to close loops and generate new revenue streams from the processes and materials it uses.
Digitalisation for efficiency
The Terex Materials Processing (Terex MP) business division of the Terex Corporation has grown rapidly in recent years, adapting
A fine Metso Truck Body of work
In April 2019, the Metso Truck Body was officially launched at the BAUMA fair in Munich. It was awarded “Product of the Year” by Mining Magazine and garnered extensive media coverage by some of the most influential mining and aggregate channels. The launch of the truck body has been a great success, and since then, Metso Outotec has seen an ever-growing interest in this innovative solution from the industry.
The Metso Outotec Truck Body was on show on the MSS stand, J6, at the Hillhead exhibition 21-23 JUNE 2022 in Hillhead Quarry, Buxton, UK.
and adopting high tech and state-of-the-art systems. Terex MP president Kieran Hegarty explains what the company believes are the big issues affecting the industry: “The big trend in our industry is electrification and hybrid power plant. It is accelerating for environmental reasons and for more immediate real-world stuff. I was in India recently, and I was astounded how the electrification of plant there in the last two years is ahead of Europe. China is another major market that is embracing electrification.”
Terex CEO and president John Garrison adds to Hegarty’s comments: “Digitalisation is another huge industry trend: connecting the end-use customer with their dealer and us through telematics platforms. If we are not working via iPads, iPhones, or other digital means, we are also not going to attract young people to our industry.” Terex MP has continued to develop its pioneering work in the industry, recently forming a Digital Solutions Group within Terex MP about six months ago to actively look at digital innovation to help end users and dealers as aggregate crushing and screening plant operators need quality actionable data to improve their operating efficiency. In effect, Terex wishes to help its customers increase their uptime and productivity, producing more tonnes per hour.
Updated cone crusher range
In line with these strategic decisions, Paul Lilley, sales director, Terex MPS ERA, states: “The basic principles of crushing and screening are still the same, but today’s crushing and screening equipment
is designed and built to be more efficient, easier to use, perform consistently, and produce high-quality aggregates at the lowest cost per tonne possible. Terex MPS has renewed the proven Cedarapids MVPX cone crusher range to be more efficient, less costly and to consistently produce quality aggregates.” Lilley adds: “The skills shortage within the quarry industry across the world has meant that skilled operators are in short supply, so Terex has developed the ACE8 control system to ensure quarry operators can easily see how the crusher is performing
and that data can be used to make decisions on the crusher operating parameters.”
The Cedarapids MVP450X’s new ACE8 control system includes a bowl float monitor to ensure users can know the performance limits of their application. It has improved design features, such as stronger head design, without any weight increase, simplified upper assembly and base-frame design. It features a hydraulic clearing function using dual direction ‘Tramp Iron Relief’ (TIR) cylinders, which facilitates faster manganese changes and reduced downtime. The hydraulic anti-spin stops unnecessary wear of manganese.
The new control system helps ensures customers have accurate data immediately, and, importantly, makes it easier for end users to utilize that data and have more control over the final product.
The company states that all MPS equipment is now fully electric, with the most efficient way to power a crushing and screening plant being by mains electricity supply.
A holistic solution to aggregate operations
Another global, US-headquartered giant, Astec, provides a holistic solution to aggregate operations. The company believes that as the global market consolidates, it expects its customers will take on more construction responsibilities. Astec Industries CEO & president Barry Ruffalo states: “We can help them do it. When you can also give those customers enhanced data and digital analytics, it is an even better offer.”
Ruffalo further explains how the company’s ethos and outlook is further helping customers: “In our ‘OneASTEC’ business model, sustainability is identified as a key driver of our success. When I joined Astec and met with customers, I did not get
One of the recently renewed Cedarapids MVPX cone crushers in operation
Astec’s TRAC10 cone control system has now been adapted for use on its Kodiak roller-bearing cone line
many questions on sustainable solutions. Today, eight out of ten customers ask how we can help them with their sustainability goals. Moving forward, all new products will have a sustainable component to them. We’ve used electric generators for over fifty years, so we will continue to roll sustainable power solutions into our product lines.”
Continuing the development of products that fit in with its avowed Rock to Road value chain, Astec has recently launched what the company says is the industry’s first 8ft-wide high-frequency screen. Specifically developed for the processing of fine material, the screen has externally mounted vibrators at the end of the tappets for a more aggressive screening action. This unique design creates a higher G-force and reduces heat load from material to motors when compared to single, centre-mounted vibrators. The design also allows for easier access for maintenance and adjustments and minimizes product contamination in case of leaks. As with other products, the new screen is powered electrically, either as part of a complete electric system or hybrid line power technology.
Another development sees Astec expand its TRAC10 cone control system, used on Titan bushing cone crushers, to its Kodiak roller-bearing cone line. The software expansion provides a new, easy-to-use interface for cone crusher customers, with the stand-alone system monitoring crusher operations, providing automated calibration and setting controls and protecting crushers from overload events. TRAC10 also allows producers to run and control multiple crushers at once, can connect to a laptop or smartphone and can be integrated into existing systems.
Of direct interest to the industry, Astec has recently consolidated its multi-brand offering under the Astec banner. This includes such industry-renowned names
as Kolberg-Pioneer, Osborn Engineering, Telsmith, Johnson Crushers International, Astec Mobile Screens and Telestack.
Astec Industries is also embarking on a major global expansion of its comprehensive product- and linked-services offering across the crushing and screening, material handling, washing and classifying, rock breaker technology, asphalt and concrete sectors.
New modular system provides transferable solution
McLanahan recently added the CMB Cone Crusher to its existing line of crushers. The machine was added as part of McLanahan’s acquisition of CMB International Limited, a manufacturer of crushers, horizontal screens, inclined screens, feeders and conveyors based in Leicestershire, United Kingdom. The CMB Cone Crusher is mounted on a modular chassis as part of McLanahan’s
‘UltraCRUSH’ range to provide a quick setup and an easily transferable solution.
The UltraCRUSh arrives on site in an almost fully assembled state. Once removed from the shipping container it can be set into place, connected to electrical power and is able to start production. Its modular assembly makes it ideal for moving around one site, or to other sites, to fit an operation’s changing needs. As part of an UltraCRUSH system, the CMB Cone Crusher provides producers with a heavy-duty crushing system that requires minimal maintenance, while producing high outputs. The CMB Cone Crusher features a hydraulic adjustment system that enables the operator to rapidly change the discharge setting with little interruption to production. In addition to the adjustment system, the crusher also features hydraulics for a tramp metal release, automatic reset and an unblocking feature that can clear the crushing chamber in a matter of minutes.
Larger units of the CMB Cone Crusher feature a hydraulically tensioned wedge that provides the correct constant crushing pressure for enhanced performance and productivity. Longer, strong rams allow for larger setting and thicker manganese, providing more crushing hours and production, while limiting unwanted downtime. These larger sizes also feature an increased internal clearance for ease of material discharge, which minimises material build up and reduces potential for damage.
More to come soon?
Given that trade shows are once again happening, with the UK’s Hillhead exhibition held in late June, it could be expected that these would be the main developments in stationary crushing and screening in 2022. However, the bauma exhibition in Munich will soon be held, and as the traditional launch pad for new products in the construction industry, it is highly probable that many new products and solutions will be introduced at this behemoth. AB
Astec’s new screen has externally mounted vibrators at the end of the tappets for a more aggressive screening action
As part of McLanahan’s UltraCRUSH system, the CMB Cone Crusher provides producers with a heavy-duty crushing system that requires minimal maintenance, while producing high outputs
Hydrogen power for haulers
A new articulated hauler prototype is using hydrogen fuel cells to tackle the issue of how to power heavy quarrying machinery in a sustainable way. Major hauler manufacturers have also been giving details of their latest innovations on show at this year’s rescheduled Hillhead and bauma events. Liam McLoughlin reports
Volvo Construction Equipment (Volvo CE) has started testing the world's first fuel cell articulated hauler prototype, the Volvo HX04.
The eye-catching move follows the global off-highway machine giant's completion of a multi-stakeholder research project aimed at breaking new ground in hydrogen technology. The project's results will provide important insights into the possibilities provided by hydrogen and fuel cells as Volvo CE continues research for its future product development programmes.
Volvo CE has accelerated its work into sustainable power sources by acting on its Science Based Targets initiative (SBTi) commitment of net-zero value-chain greenhouse gas emissions by 2040 and driving industry transformation towards carbon neutrality.
Besides battery-electric solutions, where Volvo CE says it is already offering the largest range of commercial products, the company's efforts also include exploring the potential of electrification through hydrogen fuel cell technology. Now, an important milestone has been reached with the testing of a world-first, emission-free hydrogen fuel cell articulated hauler prototype, the Volvo HX04.
Carolina Diez Ferrer, head of advanced engineering programmes at Volvo CE, says: "Being inventors of the world's first articulated hauler more than 55 years ago, we are happy and proud to again drive change with this fuel cell hauler concept. While an early prototype, this innovation will give valuable insights into the opportunities of hydrogen in the energy transformation alongside battery-electric solutions.
We believe that by exploring multiple technologies and working in partnership, we can create the best path forward to decarbonize the construction industry."
The Volvo HX04 is the result of a research project running between 2018 and 2022, with funding from FFI, a national collaboration between the Swedish Innovation Agency VINNOVA, Swedish Energy Agency, and Swedish Transport Administration, to support sustainable vehicle strategic research, innovation and development. Partners include Volvo CE, RISE Research Institutes of Sweden, who provided specialist competence on driveline development and safety, and PowerCell Sweden, a developer of fuel cell-based hydrogen-electric power solutions.
The development and building of the six-wheel prototype have largely been carried out at Volvo CE's facility in Braås, Sweden – the same location where Gravel Charlie, the world’s first articulated hauler, was born back in 1966, giving the Volvo HX04 the nickname Electric Charlie. Engineers at the technology centre in Eskilstuna, Sweden, have contributed with software development and knowledge gathered through its fuel cell test lab. While not commercially available, valuable insights from the concept will inevitably inform future production.
Infrastructure for hydrogen is still in development, which means refuelling the Volvo HX04 is an important aspect to solve in the project. Shell installed a state-ofthe-art hydrogen refuelling station at the Volvo CE test track in Braås. Both Shell and Volvo Group are founding members of H2Accelerate, a collaboration of companies
working to foster conditions for the mass market roll-out of hydrogen trucks in Europe.
The fuelling process for hydrogen vehicles is fast – the Volvo HX04 is charged with 12kg hydrogen in circa 7.5 minutes, enabling it to operate for approximately four hours.
Fuel cells work by combining hydrogen with oxygen, and the resulting chemical reaction produces electricity which powers the machine. In the process, fuel cells also produce heat that can be used for the cab's heating. Fuel cells only emit one thing –water vapour.
In principle, a fuel cell works much like a battery except that it generates its own electricity from the hydrogen onboard as needed rather than being charged from an external source. Vehicles with fuel cell electric powertrains have an uptime, range, and fuelling time similar to that of combustion engine-powered vehicles.
While battery-electric vehicles and biofuels are commercially available today – as more sustainable alternatives to diesel – commercialisation of hydrogen-powered machines is expected during the second half of this decade.
International articulated dump truck (ADT) specialist Bell Equipment has been giving comprehensive details about its planned programme for the bauma 2022 quarrying, construction and mining equipment show in Munich, Germany (October 24-30).
One of the most interesting ADT innovations that Bell will be exhibiting is its autonomous vehicle operation, which the company says enables interoperability between different control systems and the trucks it produces.
Volvo’s new HX04 articulated hauler prototype is powered by hydrogen fuel cells
An autonomous haulage system has been fitted on Bell B30E ADTs at a lime quarry in the Alps
An autonomous operation has three elements: machines that can be operated remotely, external sensors that become the eyes and ears of the machine, and sophisticated site control software that manages the operation based on communication with the other two elements. According to Bell Equipment ADT product marketing manager, Brad Castle: “Providing autonomous-ready machines will be a part of our core business in the future but in terms of sensing and guidance systems it makes sense to partner with market leaders
and innovators, as we do with drivetrain, hydraulics and electronics technologies in our trucks.”
At the same time, Bell wants to provide a vehicle that can be fitted and controlled with a guidance system from any number of manufacturers with the easiest integration. Castle adds: “Autonomous applications are industry-specific and require surveying and guidance by an industry expert. We want our customers to be able to choose a guidance solution that they are most comfortable with and that can be fitted to all the machines in
the work cycle. Keeping the guidance system independent of the OEM gives customers the flexibility to run a mixed fleet and benefit from the efficiency and productivity that it provides.”
Adding to the flexibility, Bell provides a standard cab with no extra hardware taking up space to create an environment where manual, remote or autonomous operation is interchangeable.
As economies of scale and technology become more affordable and reliable in the future, Bell expects to see smaller and smaller sites embracing autonomous operations.
“Support vehicles, such as service vehicles and water bowsers, may also form part of autonomous operations,” says Castle. “This would make it even more important that every machine on site, regardless of the OEM, is able to use and respond to the same software. We envisage that there could also be sites where the main earthmoving operations are fully autonomous, but support vehicles that perform a wide variety of functions are remotely operated from a central area. This would allow the site to have no people whatsoever which improves safety.”
Since early 2020, Bell has been working with tech companies indurad and voestalpine on a lime quarry site in the Alps where industrial radar specialist indurad has fitted its iTruck autonomous haulage system (AHS) on Bell B30E ADTs with what are said to be excellent results.
Also on display at bauma will be the new generation of the two-axle ADT Bell B45E 4x4 and a Bell B30E with a vehicle width of less than 3.0 metres. Bell says that both machines offer a compelling advantage to customers with specific requirements.
As a supplement to its range of seven ‘traditional’ 6x6 ADTs, with payloads from 18,000 to 45,400kg, Bell Equipment says it is the only manufacturer of articulated
Bell’s new B45E 4x4 ADT is aimed at small to medium-sized quarries
haulers in the world to offer a parallel range of two-axle ADTs for the past six years. All three models are aimed at different market segments. Bell adds that in the right applications they outperform conventional rigid dump trucks that need good haul roads and the three-axle ADTs designed for extreme off-road mobility.
At the upper end, the Bell B60E 4x4 – with a 55-tonne payload and 35m³ dump body capacity, is designed to be a benchmark for all-weather operations on undulating ground in opencast mines or large quarries. At the bottom of the range, the Bell B30E 4x4 (28t; 18,5m³) is a compact and highly economical solution for sand and gravel pits, material handling or underground operations.
The second-generation Bell B45E 4x4 (41t; 25m³) is aimed at small to medium-sized quarry operations. Here it competes against rigid trucks in the 45- to 55-tonne class or 6x6 ADTs with payloads of 40 tonnes or more. Compared to both types of vehicles, Bell says the 4x4 truck shows its strengths to the full in typical hard-stone quarrying on rough ground with steep climbs and tight bends.
In wet weather, conventional 4x2 rigid tippers quickly reach their limits. Bell says the all-wheel drive and oscillation joint of the B45E 4x4 always ensure high traction, and the retarder and service brakes can be applied in a very controlled manner even under full load thanks to constant ground contact by all tyres. The high power -to-weight ratio keeps cycles times low in difficult weather conditions and extends production times in exposed quarries. In addition, the Bell B45E 4x4 can be also used in overburden or new excavations.
Bell states: “While this machine does not excel in soft underfoot conditions like its 6x6 counterpart, its twin-tyred single rear axle brings substantial advantages over 6x6 ADT tandem axles on hard roads. In tight corners the tandem axle experiences significant tyre wear and wears the road down. In addition, there is greater manoeuvrability thanks to the shorter rear chassis, which, together with the rock bin typical of quarries, results in faster cycles on the quarry faces or at the primary crusher.”
At its first presentation at bauma 2019, Bell says the B45E 4x4 generated a great deal of interest, especially among Central European quarry operators as the 4x4 two-axle vehicle is well suited to their jobsites and productivity requirements.
Bell Equipment's product and application specialists also recognised the potential in a segment that is characterised by a shrinking range of corresponding rigid dump truck solutions. Triggered by the company-wide transition of all Bell ADTs to EU Stage V, it was decided to revise the first generation. In addition to the Stage V improvements, a number of changes were incorporated based on user feedback from practical tests and initial customer placements.
The most significant changes relate to the rear end of the Bell B45E 4x4. The rear axle is
now suspended and the bin has been heavily modified. Despite this, the frame length and wheelbase remained almost identical, making the two-axle articulated truck highly manoeuvrable (max. turning circle: 17.31m).
As with the 60-tonne Bell B60E 4x4, two oil/nitrogen hydro-pneumatic struts now take over the suspension of the rear axle from German manufacturer, Kessler. In combination with the standard adaptive "Comfort-Ride" front suspension, this provides significantly more driving comfort for a vehicle that weighs around 79 tonnes when loaded. In addition to a limited slip differential, the rear axle now also features sensor-supported automatic traction control. The new suspension geometry and kinematics have been designed to allow the 21.00 R35 twin tyres to be fitted with snow chains.
The exhaust-heated rock bin with flat bottom has been completely redesigned. For better matching with the wheeled loaders, often typical in small to mediumsized quarries, the standard bin has been lengthened and given a straight front wall. This gives a longer top edge of the body and better filling speed with wide 3.5 m³ to 6m³ rock shovels (bin height: 3,485mm).
Both the maximum tipping height (6,485mm at 55°) and the large ground clearance of the chute (890mm) remain almost unchanged. This means that the articulated 41-tonne two-axle truck can be fitted into existing infrastructures (e.g., crusher enclosures) much more easily than comparable 6x6 articulated trucks with a long earthmoving body but offers advantages over conventional rigid tippers that have a low tip clearance when unloading quickly on any terrain.
The Bell B45E 4x4 has an almost identical front end to its 6x6 sister model, the B45E. Bell says this means that operators benefit from the company’s continuously developed 6x6 articulated large-series technology in terms of drive, power transmission and
intelligent vehicle control. Under the bonnet is the 390kW in-line six-cylinder OM471LA from Mercedes-Benz.
ADT manufacturer Rokbak's commitment to rock-solid reliability, power and performance was in focus at June's Hillhead quarrying exhibition in Derbyshire, UK, with three of its articulated haulers on display.
The RA40 was on Rokbak's stand, and an RA30 was at the Molson Group's stand. An RA40 was working at the quarry face demonstration area, where visitors could see it doing real-world work in a live quarry environment.
"We're currently seeing huge demand for our articulated haulers, with dealers and customers excited to get hold of the new machines," said Rokbak MD Paul Douglas.
Since becoming part of the Volvo Group almost eight years ago, Rokbak has introduced multiple improvements with the aim of delivering new benchmarks in terms of hauler power, performance and total cost of ownership. For example, for the European market, the RA30 and RA40 feature the latest EU Stage V emissions-compliant engine, boasting up to a 7% improvement in fuel efficiency compared to older EU Stage IV engines.
"The machines we have on the market today are in a different league to what was on offer previously,” Douglas added. “It has been a process of continual evolution. That's why we felt it was right to recognise this evolution with a new brand name [from the previous Terex Trucks] and to launch an exciting new chapter in our history."
Rokbak has also made substantial recent investments and improvements in employees, sustainability, processes, facilities and equipment. Investments at the production site in Motherwell, Scotland, have improved safety, quality and environmental performance. These developments have also improved throughput efficiency and reduced manufacturing costs. AB
A Rokbak RA40 at work in the Hillhead quarry face demo
Telestack, a major global dry bulk materials-handling solutions manufacturer for industries including quarrying, had a major presence at Hillhead 2022 near Buxton, Derbyshire, England. The Omagh, County Tyrone, Northern Irelandheadquartered, Astec Industries-owned company was promoting its near 30-strong Zero range of track-mounted conveyors, mobile hopper feeders and radial stacking conveyors.
The term Zero relates to units that have no engine fitted. Telestack Zero mobile tracked conveyors and hopper feeders incorporate electric hydraulic power packs to run the tracks in parallel with electric drives to operate the conveyor section. The engine is completely removed from the machine.
The Zero range offers quarrying customers a greener alternative to the sector’s traditional track-mounted dieselhydrualic conveyors and builds on Telestack’s more than three decades global supply of electric-powered conveyors for static applications and the port industry.
Speaking to Aggregates Business at Hillhead 2022 stand, Padraig McDermott, Telestack’s international sales manager, says customers are attracted to the reduced complexity, ease of running and quick set-up times of the Zero range.
Pointing to an on-stand, 500-tonnes-perhour Telestack conveyor, he says: “That is run by two 11kW motors – 22kW, but you do not use all that. Whenever we manufacture a diesel-hydraulic conveyor, we must fit a 37kW engine in it to account for hydraulic losses in pumps, motors and hydraulic lines. Generally speaking, hydraulics is not an efficient technology, because a substantial amount of power is lost in the process of converting energy.
Conveying expertise
New product lines and a wealth of new technical expert analysis are enriching the conveyors area of the global quarrying equipment market. Guy Woodford reports
“Typically, you are using 30% to 40% less power by going electric. You are not only matching your production volumes, but you’re also likely increasing it, as there is not a lot of maintenance needed. Noise emissions will also be considerably reduced when you compare an engine to quiet electric motors. This is particularly advantageous when working close to built-up residential areas or conservation areas.
“You can power your [Zero range] conveyor from other equipment like the crusher or screener or mains power. If your provider is generating their electricity by renewable technology, then your carbon footprint is drastically reduced.”
Taking the Zero range one step further at Hillhead, Telestack launched its first Zero
‘Battery’ conveyor. McDermott explained the operation. “The Zero battery machine incorporates a battery pack which is used for tracking, relocation and set-up. The battery pack provides power for approximately one to one-and-a-quarter minutes of tracking. This allows the customer to load the machine, transport it to site, offload and bring it to the working area. When in position the conveyor is connected to mains power or a primary power source to run the conveyor section.
“The battery pack we have developed for our conveyors is a modular kit. We can slot it into a bigger machine and increase the module size with extra cells in the battery to gain the required throughput.
“Once you plug in to a mains supply, there
is a trickle supply to the battery, so you can recharge it in four hours.
“With regard to return on investment, typically electric-powered tracked conveyors are more expensive to buy, but your return on investment is quicker.”
McDermott says that “around 90%-95%” of tracked mobile conveyors working in quarries had been diesel-hydraulic powered “until recently”. “It could be that this year we see 25%-30% of our quarry conveyors powered electrically.” That is a significant shift - driven by the cost of fuel and the customer’s desire to become more efficient in their operation
Scandinavia is likely to generate the biggest regional demand for the Telestack Zero range, McDermott believes, followed by well-populated European cities, such as Berlin, Frankfurt and Strasbourg, where there is a big push to reduce carbon emissions and work-site noise levels. He continues:
“After Europe, I think the United States and Australia could be good markets for the range. The sharp rise in the price of diesel fuel is as much as a shock to them as it is to us!”
Cement manufacturers face strict environmental regulations with alternative fuels. This way, they fire calciners and main burners in an efficient and sustainable manner. BEUMER Group develops singlesource solutions to convey, store and feed the differently composed materials. Among other things, the overall systems are made up of specially developed individual components.
Cement is the most used building material worldwide and the usage rate is continuously growing. However, manufacturers must comply with ever stricter environmental regulations in order to get air pollution under control. Depending on the processes used, the emissions from producing cement are at 0.6 to 0.99 t of CO2 per ton of cement. The CO2 emissions from this sector are estimated to account for seven to eight percent of the overall global carbon dioxide emissions. An approach to sustainably reduce greenhouse gas emissions and production costs is to increase the use of alternative fuels.
Fluid materials like waste oil or solvents, but also solids for example, are used instead of coal and gas. The majority is composed of municipal and industrial waste, such as plastic, paper, composite material or textile mixes as well as wood pellets. The use of entire or shredded waste tyres is also welcome. The calorific value of the rubber from waste tyres is comparable to that from hard coal, and the iron from the reinforcement can be incorporated mineralogically into the cement. This minimises the addition of ferrous corrective substances. Alternative fuels are available in large quantities and at low costs and can be disposed of completely in a safe hightemperature process in the rotary kilns at the cement plants. Thus, these materials do not have to be landfilled or otherwise disposed of.
As different materials have different calorific values, the complete household
waste cannot simply be fed into the combustion process in the kiln. Especially in countries where waste separation is not developed like in Europe, the challenge is huge. How the alternative fuels are composed and how they are used often also depends on their availability in a determined region and, in particular, on the economic aspects. In addition, the materials must fulfil determined quality requirements. Some operators for example only use processed waste with a defined minimum calorific value and low heavy-metal content. At this regard, the alternative fuel often may only have a determined particle size and a determined density. The moisture content is also important.
As a system provider, BEUMER Group develops tailor-made solutions for the entire material flow chain from unloading the delivery vehicle to storing, weighing, conveying and control feeding of solid alternative fuels. BEUMER Group also
control feed, singulate and convey large and heavy tyres to the inlet of the rotary kiln. BEUMER Group supports the cement manufacturers with its intralogistic solutions in modernising their plants in sustainable and cost-efficent ways. "Our know-how and tailor-made systems permit us to optimise our customers' processes," says Jan Tuma, chief sales officer (CSO), BEUMER Group, Czech Republic. The user receives everything from one source, thus having a unique contact. In addition to a comprehensive range of reliable systems for handling with alternative fuels, the specialists also focus on planning logistics and customised conveying and storage solutions, including crane halls and steel structures.
"The material flow chain is implemented with the single components of our BG OptiSeries," says Tuma. "We have developed these different systems in our company - a clear unique feature on the market". The systems are designed to meet
Padraig McDermott on the Telestack stand at Hillhead 2022
Pipe Conveyor: The enclosed system ensures an environmentally safe, dust-free and low-energy transport of the alternative fuels. Pic: BEUMER Group
performance in daily operation.
The material prepared for combustion in the kiln is usually supplied in movingfloor trailers. The hydraulically controlled moving floor moves the load outwards on the conveying system. "All conveying systems supplied and the accompanying equipment are intertwined like toothed gears to ensure steady fuel feeding," explains Tuma. "At this regard, we can install our unloading station BG OptiBulk at our customers.” This system is suitable for inhomogeneous material that is difficult to handle. Such materials have a low bulk density, high moisture and a large grain size. In addition, this system is suitable for explosive substances. In addition to tippers and moving-floor trailers, which are sometimes in use, trucks can also be unloaded quickly and easily. The system consists of a chain belt conveyor and lateral steel walls.
A further possibility to empty trucks and moving-floor trailers is given by the BG OptiDock. This station is also suitable for inhomogeneous material like alternative fuels or biomass. The BG OptiDock is composed of a receiving box and a screw floor. It guides the raw materials and the alternative fuels coming from the moving-floor trailer and the truck on a feeding system. The receiving box is equipped with a rubber gasket and, if necessary, with a hydraulic pump in case the vehicle is not available. It permits continuous unloading of the semi-trailer.
“The material falls from the unloading station into the BG OptiFeed screw weigh feeder with a connected buffer bin. This screw conveyor with weighing cells is suitable for completely different materials – that means it’s ideal for the continuous feeding of alternative fuels or raw materials," says Tuma. “Since the screw conveyors are positioned on the weighing cells, it can always be seen how much material is extracted. The regulation ratio is max. 1:10 and the maximum feeding accuracy between one and two percent.” In addition, the completely closed screw weigh feeder is protected against dust.
The BG OptiFeed is a screw conveyor with load cells. This allows the material to be fed continuously.
Pic: BEUMER Group
BEUMER Group also offers a BG OptiFeed Duo. This solution has been designed for the continuous feeding of bulk material to two separated feeding points in one process, for example when the preheater tower has two inlets. The material is then stored in a buffer bin and taken off by two single-screw conveyors or one double-screw conveyor.
To transport the alternative fuels to the calciner and to the main burner, BEUMER experts, depending on the application, evaluate different variants of mechanical conveying systems, which for example include the pipe conveyors. "This conveying technology is not only eco-friendly and requires low maintenance", describes Tuma, "its enclosed type of construction also protects the environment safely from material falling down and emissions. Another advantage is the elimination of dust development on the running line". Due to its ability to navigate curves, considerably fewer transfer towers are required compared to other belt conveyors and the system can be customised to the individual routings. "If necessary, we can further equip the conveyor," says Tuma, "for example with a scraper conveyor in order to minimise clean-up, or with a dedusting filter".
A further efficient possibility is the U-shape conveyor. It can be simply integrated and is also suitable for long distances and rough terrain as well as horizontal and vertical curves. Just like in the pipe conveyor, the material conveyed is protected against external influences such as wind, rain or snow and the environment against possible material loss. This conveying solution is
suitable for coarse but also for very fine material.
"At the feeding point, the U-shape conveyor is open like conventional troughed belt conveyors," explains Tuma. "A special idler configuration brings the belt in a U-shape". This way the material conveyed reaches the discharge station. An idler configuration similar to that for the shaping is used for opening the belt.
Conveying elements lead the material to the discharge screw conveyors of the BG OptiLock construction series. The airlock of this system solution protects the pyroprocess from the infiltrated air, i.e. the air that additionally and uncontrollably enters from the outside with the fuel. Also, the BG OptiLock is equipped with load cells and transfers the bulk material continuously to a screw conveyor, which feeds the calciner. The speed of the discharge screw conveyor is controlled so that the shown weight of the entire system and the real material volume in the container is constant. "As the material can catch fire, all systems are carried out according to the ATEX directives," says Jan Tuma.
As a single-source provider, BEUMER Group has substantial competence in handling with alternative fuels and can support the owners of cement plants efficiently - all within a short period of time. All components are complementary and ensure the continuous and economical feeding with alternative fuels.
Martin Engineering CEO Emeritus Todd Swinderman and the company’s process engineer Dan Marshall have spoken to Aggregates Business about mistracking
bulk material-handling conveyor belts and potential remedies.
“On any belt conveyor system that moves bulk materials, the belt must run straight and true to maximise its life, minimise fugitive material and safety hazards, and achieve high system efficiency,” says Swinderman. “There can be many consequences of a mistracking belt, but all result in higher costs and increased maintenance. Even a slight belt misalignment can lead to a variety of issues, from small annoyances to full-blown catastrophes. The most obvious effects include spillage and dust that require personnel to do clean-up, which is unproductive work that introduces risks from activities in close proximity to the moving conveyor.”
Swinderman says spillage from non-centred cargo can often get into idlers and pulleys, reducing bearing life and causing them to seize, leading to friction damage on the belt and potentially starting a fire. He continues: “A misaligned belt can also come in contact with the stringer, causing fraying, shredding or splice damage. Great lengths of valuable belting can be destroyed with surprising speed, and even the support structure itself can be damaged. A compromised bracket or support can cause a catastrophic idler failure, which could damage other components of the system and require extensive downtime to repair. Further, there is potential for injury from a damaged belt or loose idler not to mention the increased exposure to injury from too frequent a need to clean.”
“I’ve been working around conveyors for 20 years, and I’ve seen thousands of belts,” observes Marshall. “I’ve seen just about every problem that can be caused by a mistracking belt, but one thing I’ve never seen is a belt that runs true right out of the box. All conveyors, no matter how well designed and built, have some belt wander.”
Swinderman adds: “A wide variety of circumstances can lead to mistracking, and operators have tried many things to correct the [belt] alignment. Some have elected to place an obstacle such as a block of wood in the belt path, so it won’t travel too far out of line. This occasionally improves the situation, but more often it’s just temporary and the belt will eventually slice through the obstacle.
“Many operators have realised that pivoting an idler is a quicker and more effective way to steer a belt. This common approach is called ‘knocking an idler’, striking it with a hammer to move it slightly and realign the belt.”
Swinderman notes that equipment manufacturers have also designed components to help align a [conveyor] belt, and these solutions can be successful in specific applications. “They include specially shaped rollers, angled idlers and devices that apply pressure to the belt edge to push it back in line,” he explains.
“While these mechanisms can improve a belt that’s consistently off-centre in one direction, they do not react to dynamic belt
movement, meaning that they don’t correct intermittent belt wander,” says Marshall. “To combat such changing conditions, engineers designed the tracking idler. Unlike the edge-correction approach, the device senses belt movement in either direction and pivots the idler slightly to steer the belt back into position. It doesn’t apply a great deal of force to the edges, which can damage a belt and splices. When the belt is running true, it remains centred, and when it senses a misaligned condition, it gently corrects the belt.”
Unfortunately, as Swinderman highlights, to accommodate limited space availability, tracking idlers typically have short sensing arms. This requires a fairly large belt displacement to create a small movement of the idler. “While these designs do tend to improve tracking, there are limits to how much correction they can deliver, and short sensing arms can actually pinch a belt if the idler pivots too far. To combat this, some operators choose to ‘tie off’ a tracking idler to limit its movement. While the practice can help preserve the belt, it doesn’t address significant mistracking.”
To overcome the limitations of existing belt alignment devices, U.S.-headquartered Martin Engineering has invented and patented a multi-pivot belt tracker, the Martin Tracker, which employs sensors, pivoting idlers and geometry to align a wandering
belt. The sensors avoid pinching the belt, and the engineered geometry amplifies any detected misalignment to create a greater pivot.
Swinderman explains how they work: “Multi-pivot belt trackers like the Martin Tracker use longer arms than other designs, positioning the guide rolls further from the pivot roller, as well as closer to the belt edge. The closer proximity allows guide rolls to sense very slight misalignments and make immediate corrections. Rather than waiting for a powerful mistracking force, the longer arms require considerably less pressure to move the pivot roller. The result is better correction with no pinch points and less wear on conveyor and tracking equipment, for a longer and more efficient service life. Specific designs are available for both the loadcarrying belt path and the return run.”
“Installing trackers is the economical solution, but operators should do a full analysis and consider also addressing other causal issues,” says Marshall. “By focusing solely on belt alignment, plant personnel may miss other opportunities to increase production and relieve some of the burden on their system.”
Swinderman stresses that keeping the belt centred and moving quickly is the key to high production, controlled operating cost and a safer workplace. “Misalignment causes downtime and costs money,” adds Marshall.
A Martin Tracker for the load-carrying run. Pic - Martin Engineering
A Martin Tracker for the return run. Pic - Martin Engineering
“But nothing causes more downtime and expense than a destructive belt fire or other catastrophe as a result of inattention to mistracking problems.”
WCCO Belting says it has seen some impressive results from quarrying customer field-testing of its Direct X conveyor belting. Replacing three- and four-ply texture top and back standard industry belting in U.S.-based aggregate crushing applications, WCCO’s two-ply Direct X belting is said to have doubled belt life, reducing belt replacement and production downtime, and achieved claimed energy savings of 15%. Direct X belting is also said to have a 20% lighter carcass than the previously deployed threeand four-ply standard industry belting.
Mike Schroeder, WCCO Belting product specialist, said: “The field tests proved that the Direct X belting delivers on performance, efficiency and longevity. Some people look at conveyor belting and think that it is all about ‘buying on [lower] price.’ That is a misconception. If you buy a thicker [three- or four-ply] belt, for example, that is 20-25% more cost [than a two-ply]. Sometimes, belt replacement can cost just as much as buying a new belt. In the belting world, you get what you pay for when it comes to quality.”
Minnesota-based Ferguson Aggregate and Crushing is among WCCO Belting customers to have trialled the Direct X belt. Adam Wirtjes, the company’s crushing supervisor, said: “We typically run threeply and four-ply conveyor belting because of the aggressiveness of the work – heavy material with rebar sticking out. Belts can take on large punctures and tears within the first season and not last to the next. When I first saw WCCO’s Direct X belt, I was a little sceptical the two-ply construction would hold up. It did take on a couple punctures, but they were smaller and fewer than in the thicker belts we had been using. Not only is the Direct X continuing to run into the next season, but it was also easier to install and had noticeably less drag while running the conveyor.”
The Direct X and all other WCCO Belting’s products are designed and manufactured at WCCO’s North Dakota, USA, facility.
Coveya’s Invader 45 is designed to handle big jobs in tight spaces. At just 4m or 6m long and 450mm wide, the Invader 45 is lightweight, portable and powerful, shifting
up to 50 tonnes of material per hour. Being fitted with a conveyor belt that can handle the pace is imperative to the success of the Invader, which is why Coveya turned to Northern Ireland-based conveyor belt manufacturer Smiley Monroe when choosing the right belt for the job. The Invader, fitted with customised Smiley Monroe cleated conveyor belts, has been used for everything from excavating basements in central London to restoring the floors in the historic Eton College, in Windsor, Berkshire, England. Maximising uptime and long service life are fundamentally important to Coveya, which offers the Invader both to purchase and as part of its hire fleet. When approached to provide suitable belt options, Smiley Monroe engineers worked with Coveya to recommend a customised hot moulded belt that would provide the wear life and performance required for a wide range of applications, while being lightweight enough to allow the Invader to remain easily portable in confined locations.
“Breakdowns are often caused by belt damage or issues caused by a build of carryback material or spillage, so it was important for us as a supplier to safeguard against as many of these issues as possible when choosing the correct conveyor belt,” said John Hancock, Smiley Monroe business development executive.
Smiley Monroe engineers recommended a fabric-backed base belt with reinforced cleats (two per row) to provide the end user with a lightweight belt that runs smoothly at speed while providing adequate protection from carryback and material spillage when used at an incline. Manufactured at Smiley Monroe’s headquarters in Lisburn, near Belfast, the reinforced cleats are hot-moulded to the belt’s carrying surface to ensure superior adhesion and wear life –something which is imperative when dealing with construction and demolition waste and other harsh materials.
“As a company we have built a reputation for supplying reliable conveyors which get the job done. When our machines are out on hire, every hour is costing the customer money and so to suffer a breakdown can have major knock-on effects on their operation and consequently require us to provide a service team. Finding the right conveyor belt for the job was key and having a supplier like Smiley Monroe with so much knowledge, state-of-the-art manufacturing facilities and excellent customer service levels like our own has been instrumental to the success of the Invader,” said Martin Pillar, project manager at Coveya.
With over 40 years’ experience and three global production facilities, Smiley Monroe offers an extensive range of conveyor belt solutions supplying prestigious manufacturers of mobile equipment around the world, covering ten key industries including quarrying, construction and demolition, recycling and waste management, bulk material handling and road construction. The company’s conveyor belts can be customised to suit customer applications with side rail, crosscleats or chevron patterns. Smiley Monroe conveyor belts can be supplied open (ready to splice), endless or as a Zip Clip mechanically fastened belt, said to be perfect for the original equipment manufacturer aftermarket or end users who wish to maximise uptime. AB
Fitted with Smiley Monroe customised cleated conveyor belts, Coveya’s Invader 45 has been used for everything from excavating basements in central London to restoring the floors in the historic Eton College, in Windsor
WCCO Belting’s Direct X solution pictured during recent crushed aggregates application field testing
An MB Crusher excavator bucket is being used in Italy to prepare clean crushed rocks to be laid for new rail tracks, all done reusing available materials
Getting creative with attachments
Screening bucket and attachment customers are finding creative and innovative ways of using their equipment to tackle worldwide delays in the supply of materials.
Liam McLoughlin reports
MB Crusher says customers are using its crushing and screening buckets in innovative ways to avoid material wastage in the current climate where infrastructure projects are facing huge delays due to the global shortage of materials.
The Italy-based company says it is noticing how customers are using resources efficiently and producing some “pretty amazing” results.
“They reduced construction costs, avoided waiting for supplies to arrive and used the carrier machine already part of their fleet to do so and one of our attachments,” it adds.
One example is in the maintenance of the railway that connects Warsaw to the nearby Polish regions, which provided an MB Crusher customer with many unused old sleepers. The customer bought one of the company’s BF70.2 mobile jaw crusher buckets for their Atlas 1604 excavator and began to reduce the railway sleepers, obtaining crushed material that can be used as a sub-base for railway ballast.
MB Crusher says that the development of railway infrastructure networks enhances economic development, as a train line is used to transport goods and facilitate commuting and tourism. A huge amount of track ballast is needed to make new rail lines because its layers hold the track in place as the trains roll over. Ballast also facilitates drainage of water and also restrains vegetation growth.
“We saw how in India and Italy our
customers managed to prepare a great pile of clean crushed rocks ready to be laid for the new rail tracks, all done reusing available materials. Cleaning the rocks makes the process cost-efficient,” the company comments.
In India, the customer used a Sany SY220 excavator and an MB-S18 screening bucket during the actual construction, while in Italy the same rotary bucket model was mounted on a Hitachi EX215 to sift at the quarry, salvaging materials and loading the truck in one unique motion.
In the Cerro Negro mine in the Atacama region of Chile, MB Crusher buckets have been used to enable 80km of trenching across the desert to be done without having to purchase and transport the sand needed to fill the trench.
The Chilean customer attached an MB-S18 screening bucket to a Doosan DX225LC excavator to repurpose the excavated material into the filler. MB Crusher says this produced both huge savings and a speedy execution of the job, as well as being environmentally friendly. “On-site processing not only reduces the number of trucks but also avoids contamination of material coming in from outside the region,” says MB Crusher.
Excavator attachment manufacturer engcon will start production of its thirdgeneration tiltrotators during 2022.
The Swedish company says that, to meet future demands, the new tiltrotator
system is taking progressive steps towards sustainability, applying smart technology to reduce energy consumption and is adapted ready for the electrification of excavators.
The new tiltrotator system was presented for the first time at the Norwegian trade fair Vei og Anlegg 11-13 May, with production getting underway in the second half of 2022 with the EC319 models for 14-19 -tonne excavators and the EC314 for 9-14 -tonne excavators. The model programme will then be expanded on an ongoing basis.
The technology is based on a newly developed type of valve in combination with smart software that collaborates with the excavator's load-sensing hydraulic system. This is designed to optimise both the tiltrotator's functions and the excavator's movements, which leads to smoother digging with higher precision. At the same time, the excavator's wear and need for maintenance also decreases.
"To meet increased demands for electrification, digitalisation, security and sustainability, we have developed a solution adapted for the future of digging," says Stig Engström, founder and owner of engcon and the leader of the company's product development. “Our new tiltrotator system shows that engcon is at the forefront of innovative solutions that drive the development forward to reduce dependence on fossil fuels and thus the climate impact of excavators.”
With an app, the third-generation
tiltrotator system also enables a higher degree of individual customisation in the form of improved possibilities for, amongst other things, connected remote diagnostics and mobile support.
In addition to the energy-efficient technology - the new series EC-Oil - the automatic quick-hitch system can easily and smoothly connect the tiltrotator and hydraulic gear automatically without the driver having to leave the cab.
For full compatibility with modern excavator systems, engcon is also building in a newly-developed tilt and rotation sensor as standard in its third-generation product. The sensors contain what is said to be one of the market's first ‘absolute’ sensors and have a plug & play solution for both integrated and third-party machine control systems.
"The third generation will be our premium offering where the excavator operator gets the very latest technology as standard, while at the same time they get an energy-optimised excavator that becomes even smoother to drive," Engström comments.
engcon has also started a listing on the Nasdaq Stockholm Stock Exchange. The company says interest in the listing has been great from institutional investors and private individuals since it began on June 17.
The listing on Nasdaq Stockholm was the result of a year of preparations and the
company adds that it is now taking further steps towards securing future growth.
"We are proud of engcon's position as the world's leading manufacturer of tiltrotators," said engcon CEO Krister Blomgren. "Our innovative products enable a more efficient and sustainable use of resources by effectively turning excavators into tool carriers that replace the need for other machines. The listing on Nasdaq Stockholm will support our journey to change the world of digging and we will work hard to deliver on the trust that our customers and shareholders have placed in us."
engcon says the listing means it will have a broader ownership structure with both large and small shareholders, which will benefit the company's long-term perspective and stability towards the market.
Engström said: "This is a big milestone for me personally. We have come an incredibly long way since I started the company just over 30 years ago. engcon's ambition is to continue to develop future solutions for smarter, safer, and more efficient digging.
“It is gratifying that the interest in our fine company has been so great and that
engcon is launching its third-generation tiltrotators this year
a strong investor base will be present and support us in the future.”
A quarry operator in the Italian province of Verona is successfully utilising a Simex attachment to extract calcium carbonate.
Monte Bianco, which is based in Stallavena di Grezzana, is using a TF 1100 drum cutter supplied by Simex’s local dealer Mac3, at one of its two quarries.
Simex says low vibrations and seamless milling make the TF drum cutter particularly suitable for quarrying. Firstly, the selective breaking of the rock mass is guaranteed, which ensures the stability of the surrounding structure. In addition, the TF produces crushed material of a suitable particle size, in this specific case for subsequent grinding within the company's specialised plants, for transformation and placing on the market.
Monte Bianco comments: “Calcium carbonate is in fact a natural material with exceptional physical and chemical properties, a fundamental component in many processes and an irreplaceable raw material in many different sectors.” Calcium carbonate has many uses, ranging from the zootechnical field - as an additive in the production of animal feed - to agriculture, being used as an eco-friendly material and absorbent of pollutants in the fertiliser industry.
Simex says that other attempts at crushing in the quarry with the hydraulic
hammer had proved ineffective, as the tip of the equipment tended to get stuck in the material, an elastic and compact limestone. Furthermore, given the sensitivity of the area, the company chose to equip itself with the TF 1100 drum cutter.
Monte Bianco says that the continuous
A LONG WAY TOGETHER
work, high precision and high productivity of Simex’s cutter heads have enabled extremely satisfying results. With an average production of 50 m³/h, it granted a constant flow of crushed material to the company's processing plants, maintaining a rapid and high-quality production chain. AB
A Simex TF 1100 drum cutter mining calcium carbonate at a quarry in Italy
SUSTAINABLE AND EFFICIENT
CUSTOM-MADE RECYCLING SOLUTIONS
The use of reclaimed asphalt, or recycling, is an absolute necessity of today. Ammann offers you custom-made solutions for using recycled products.
At the forefront of RA use is the Ammann ABP HRT asphalt mixing plant (High Recycling Technology). The HRT concept incorporates a high degree of technology and innovation, in particular the counter-current drying method of the RAH100 recycling drum.
LOW EMISSIONS
•Indirect heating
•Homogenous heat distribution
•Recycling rates of up to 100% possible
•Recipes are more flexible as there is no need to overheat the minerals
HIGH EFFICIENCY
•Low exhaust gas
temperature
•High RA temperature
GENTLE BITUMEN PROCESSING
•No radiation heat
•Gentle heating of the RA material
OCTOBER 24–30 2022, MUNICH
Proven dewatering wins
Effective dewatering during aggregates production is a vital element of any quarrying business. Guy Woodford hears from industry experts offering invaluable advice on dewatering solution selection, and reports on the latest quality solutions in this area of the market
Weir Minerals’ Multiflo, Warman and GEHO dewatering pumps are used across a wide variety of industries and environments.
Simon Jones, the company’s pumps product manager for Europe, says any analysis of the major factors which will influence a dewatering pump purchasing decision must start with the most important questions: What are you pumping and where does it need to go?
“The available net positive suction head (NPSH) is the static pressure you have available in a system to force the water into the pump and will largely determine which model within a style of pump is right for your application,” he explains.
“NPSH can be affected by several variables, such as the static differentiation between a pump’s suction and the water level, the length of the suction pipeline and the pump’s elevation above sea level. Other factors including temperature and specific gravity play a role.”
Jones notes that every pump has a minimum NPSH requirement to ensure continuous flow, which depends on its operating duty point – so the NPSH available needs to be compared to the NPSH required to select a dewatering pump.
“NPSH available must always be more than NPSH required, typically with a 1-1.5m safety margin to prevent suction cavitation.
“Weir Minerals Europe dewatering specialists can work with you to calculate these values and help determine which pump would be best suited for the application.”
Jones says the demands on a pump transporting clear liquid are substantially different to those moving slurry or tailings, from both an energy and wear perspective.
Multiflo models such as the PB and PJ pumps can, says Jones, handle clear, corrosive liquids efficiently. For slurries with high solids content or corrosive properties, Jones explains that GEHO positive displacement pumps provide reliable, highly efficient long-distance transport. He says the GEHO range also lasts longer than most pumps between maintenance and combines high availability with a low total cost of ownership.
Jones continues: “For higher solids applications requiring a high head, Warman DWU horizontal dewatering pumps offer robust wear life, and have a number of sealing options to reduce the dilution of the slurry and lower the required flow of gland water. When dealing with clear water, low-flow gland seals are an efficient, low-maintenance option for sealing. When dealing with mixed slurry, the Warman Hi-Seal expeller’s large diameter offers excellent performance, while mechanical seals can cope with high-pressure environments.
“When selecting a replacement pump for an existing project, it’s vital to obtain up-todate data on the chemical composition of the liquid to be dewatered. Factors like acidity can change significantly over time as the operation moves into different sections of the ore body, and some seemingly minor pH changes can lead to dramatically reduced
wear life and potentially an unplanned shutdown.”
Jones notes that underground dewatering presents a number of potentially expensive challenges not present on the surface, including the need to lift liquids to significant heights, deal with higher-solids content and contend with strict space limitations.
“One of the key decisions facing any underground application is whether to employ a series of pumps to bring liquid up out of the mine (a multi-stage approach), or just lifting via single pump, such as a GEHO positive displacement pump.
“While the upfront cost of acquiring several smaller pumps for a multi-stage approach is usually less than a larger pump which can perform the entire lift, there are a number of factors which can make single lift a more attractive proposition in certain circumstances.
“Among these is the need for additional space to host each stage of the operation. In some underground mines, the cost of excavating extra room will overshadow the cost savings of the smaller pumps.”
Jones states that a single long-distance pump requires less maintenance than a series of units and is often more energy-efficient, which can translate into a lower total cost of ownership.
For many pump operators, manually priming pumps is the most frustrating part of their job, believes Jones. He explains that manually primed pumps require regular, time-consuming adjustment, and the process is prone to failure and can lead to inefficient
operation if air isn’t correctly removed from the pump.
“While some static dewatering applications can make do with a manually primed pump, more dynamic applications benefit from an automatic vacuum priming system that prevents the pumps from losing prime.
“Multiflo self-priming CF and RF pump models use a ‘ball float’ priming system, which quickly and efficiently lifts water up into the priming tank and ensures it remains primed at all times. It requires no adjustment and operates without a compressor, removing the inefficiencies and hazards of air prime. “
For situations where a feeding sump would be too expensive or physically impractical, Jones notes that Weir Minerals offers submersible dewatering pumps that cater to a variety of sump and pond sizes, throughputs and conditions.
Due to their portability, quick set-up time and high availability, Jones says submersible pumps are frequently used for a number of temporary applications, either for smaller temporary sumps or as stop-gap solutions until a permanent sump-fed solution can be established.
“For submersible applications with high solids content, the all-chrome wet end of Warman SHW pumps provides long wear life in demanding applications, while the Warman SJG offers efficient dewatering for clear liquids.
“In applications where the pump is at risk of pumping itself out (where the motor must run unsubmerged), a cooling jacket ensures smooth operation by pumping water up into the motor of the pump, preventing it from overheating. This is particularly important where the flow rate can vary without someone to actively adjust the pump rate.
“It’s also important to consider the minimum spacing between dewatering pumps, to prevent them from counteracting one another and operating inefficiently. Weir Minerals engineers can provide guidance on
the best way to ensure pumps don’t interfere with each other’s operations.”
For most applications, Jones notes that electric pumps are preferred over diesel, especially in fixed positions, as they’re simpler to operate and cost-effective, as long as the site has reliable power.
Diesel is used mainly in mobile dewatering pumps, Jones explains, such as those operating at the bottom of a mine pit, which require frequent relocation alongside the mine’s sumps as the mine develops.
“In these scenarios, a manually primed centrifugal pump would require a very timeconsuming exercise each time it was moved. This makes a self-priming pump highly valuable, as time and personnel are already at a premium.
“For sites with high electricity costs or limited capacity, our engineering specialists can help you find the most power-efficient pumping options that will help drive down total cost of ownership.
“No two dewatering projects are the same. Whether you need a small, submersible
pump as a stop-gap solution for a high-solids slurry or a comprehensive pumping solution to handle a high quantity of clear water, Weir Minerals Europe dewatering specialists have the experience to guide you to the right dewatering pump.”
Bart Duijvelaar, product marketing manager Submersible Pumps, and Saksham Dube, product marketing manager Surface Pumps at Atlas Copco, Power & Flow, know that one of the most crucial components of any quarrying application is managing water.
“Whether the water accumulates in the quarry from heavy rainfall, groundwater seepage, or both, it must be removed for the quarry site to continue operations. To keep everyone’s feet and equipment dry, dewatering pumps are used in quarries all around the world.
“The fact that many quarries use pumps that are not intended for the task at hand, resulting in low pumping efficiency and, more crucially, higher costs, may not come as a surprise.”
Duijvelaar and Dube outline some of the factors to consider when selecting a dewatering pump and examine the key challenges that must be addressed.
“The first consideration is where the water is being pumped from and where it is going. Apart from overcoming gravity, all pump sizing must consider the amount of friction that needs to be overcome along the entire discharge line length. The so-called head of the pump is the combination of gravity and friction that must be considered for a particular application.
“The sum of gravity and friction, or total head, and the inflow to be dealt with, determine the pump size. We need to apply these concepts to all pump selections, not just in quarries. What can make quarry selection unique is that the distance between the pump and the surface level of the water being pumped might vary over time. A pump that was working efficiently and effectively six months ago might not provide the same performance when the quarry has become
GEHO is one of Weir Minerals’ three dewatering pump brands
considerably deeper due to the greater vertical elevation difference that needs to be overcome.”
When the water comes in and needs to be removed, Duijvelaar and Dube note that operators will tend to use whatever is available, possibly using the wrong pump for the required flow and pump head. In addition, if the water rises more quickly than is being pumped out, they say there could be a tendency to use more pumps. “Usually, there is no time to change to a bigger pump, so they use what is at hand. Of course, when there is a planned extension to the quarry, they are more likely to select the correct pump from the beginning.”
Duijvelaar and Dube say that while there is a wide variety of pumps that can extract water out of a quarry, dewatering pumps are designed specifically for removing dirty water and are built with more wear-resistant parts. “An ordinary pump, for instance, even if chosen according to the correct flow and pump head requirements, would, after time, pump less and less water out of the quarry. By choosing pumps that resist wear better, quarry operators can reduce their environmental impact while increasing uptime.
“Solids suspended in water can cause an impeller to wear and prematurely fail. Atlas Copco’s PAS - PAC range of surface pumps, for instance, which can handle liquids containing solids of up to 100mm in size, has several design features to ensure it performs reliably for more extended periods. The closed impeller in the PAC H pumps is equipped with deflector vanes that keep the mechanical seal clean and free of detritus, making it last three times longer. Additionally, it eliminates the need to flush the pump with water to keep it clean, saving significant energy and money throughout the pump's operational lifetime.”
Duijvelaar and Dube highlight that Atlas Copco’s PAS - PAC self-priming pumps incorporate many design features to provide reliable, high-performance pumping so operators can improve their efficiency and productivity. For example, mechanical shaft seals are set in an oil bath, enabling dry running without damage.
For electric submersible pumps, the pair also note that Atlas Copco has introduced a new patented Wear Deflector Technology platform for the WEDA D70, an innovative hydraulic design that provides a high pump efficacy. The impellers in this pump are made from high-chrome stainless steel and, as such, have high hardness and exceptional wear resistance. The Wear Deflector Technology will find its way into other WEDA submersible pumps as they receive design updates in the coming years.
“Whether there is excavation or blasting operations within the quarry, dewatering pumps need to be moved, which means they have to be transportable. However, when moving pumps around, there is also rough physical handling to consider,” explain Duijvelaar and Dube.
“Transportability is essential, especially for heavier surface pumps. The PAS pump range, for example, is available with a galvanized undercarriage or skid, which is resistant to corrosion and makes the unit easy to move around on site. This range of mobile dewatering pumps recently added the HardHat canopy, a robust polymer, as an alternative. And the models featuring this technology have a road towing trailer for superior transportability.
“For WEDA submersible pumps, the power-to-weight ratio is far superior to conventional pumps. They weigh up to 40 percent less, which makes them easier to handle and move around a site too. They also feature general robust design decisions in combination with specific solutions, such as shock absorbers, so they are more resistant to rough handling.”
Duijvelaar and Dube stress that routine preventative maintenance may also be delayed when other pressing matters present themselves in the daily course of business. They explain that this is one of the biggest differentiators of the dewatering pumps from Atlas Copco, which, they say, have been designed with ease of maintenance in mind.
“Referring back to the PAC H pump, its semi-cartridge seal design allows changeout without dismantling the pump, reducing downtime and simplifying maintenance.
“Thanks to a novel Atlas Copco hinged door design on the pump itself, the PAS – PAC pumps provide superior serviceability on site. All components are exceptionally easy to access for simple servicing and maintenance. The pumps can be cleaned and restarted in a matter of minutes and serviced in under 60 minutes, making them less of a barrier to routine maintenance.
“The latest WEDA drainage pump additions feature a cartridge-type sealing system with a stainless-steel body that
enables maintenance to be carried out on-site, ensuring that operators achieve minimal downtime. They also feature easily accessible oil inspection plugs, reducing the time needed for routine inspections and maintenance.”
Duijvelaar and Dube say that in Europe, and especially in certain countries where the rental market for dewatering pumps is around 75%, local aftersales support is essential. They highlight that all pumps in the Atlas Copco range come with full aftersales support and ready availability of spare parts via the company’s global network of customer centres. Product training is also available, particularly useful for rental companies with their own maintenance crew.
“Taking advantage of digitalisation, QR codes are also being implemented, meaning that essential information about parts and spares is just a scan away. Rental firms can also take advantage of the Fleet Link telemetry solution by Atlas Copco, a secured and remote-monitoring feature. Hence, operators are always in control of pumping equipment and operations.”
For electric submersible pumps, the WEDA pumps are said by Duijvelaar and Dube to be the most energy-efficient. The surface dewatering pump ranges are now EU Stage V compliant and are certified to work with biodiesel hydrotreated vegetable oil (HVO), which is fossil-free.
“Consider the technical factors and criteria for the best value and efficiencies when selecting a pump. The pump should be flexible enough to meet the needs of various sites and fulfil the flow requirements while accommodating changes in water level. An oversized pump that can handle a far higher flow capacity may be needlessly expensive and might even shorten the pump’s lifetime. On the other hand, an underspecified pump may struggle to move the media and wear out
An Atlas Copco WEDA D70 drainage pump
more quickly, giving it a shorter lifespan.
“With just a few clicks, Atlas Copco has greatly simplified the sizing problem accounting for gravity and friction losses. We have developed a pump-sizing calculator for the submersible WEDA pumps, which will shortly be extended for surface pumps. By simply entering key technical information such as flow, static pump head, hose/pipe length, and diameter, the calculator provides operators with the most appropriate pump for their operation.”
Even the best process design will always create some misplaced product, and the fact of the matter is, process equipment does not recover all potential sand. Deposits change, upset conditions exist and markets evolve. Each one of those areas and changes can have an impact on profitability. When a processing plant isn’t operating at optimal capacity and material goes to the waste stream, it can be profit out the door. That is where the McLanahan UltraFINES recovery plant can be a good option.
UltraFINES recovery plants are a combination of a sump, pump, hydrocyclones and a dewatering screen in a module that is specifically designed to recover fines solids from a wash-plant effluent stream. The recovered material is conveyable and stackable, and is suitable for multiple industries, including sand, iron ore, coal recovery, ash, industrial sands, frac sand and more. UltraFINES recovery plants recover fines solids to produce a standalone product and reduce the volume of solids reporting to the settling pond or downstream equipment.
McLanahan says an UltraFINES recovery plant can capture the good material before it is thrown out with the bad material. The captured material can be sent to a scalping circuit to increase the overall product amount. This becomes an option when the increase in the yield of product outweighs any increase in operating cost.
Additionally, producers will know that a change in the deposit can have significant impact on your final product, especially when it creates more waste. New feed throughput must increase just to make the same amount of product. This means, the system is no longer operating optimally, and equipment may not be performing efficiently.
Plants producing more waste can lead to filling up the tailings area faster than planned. This can lead to a halt in production or significantly modified operations so that producers can dig out ponds more frequently. Undertaking this endeavour is usually timeconsuming and expensive since specialized equipment may be required.
More waste does not just mean more sand in a pond. With a depleted tailings area, water quality can suffer, and additional land permits may be required.
An UltraFINES recovery plant will, says McLanahan, pull a majority of the solids out of the waste stream, keeping them from the downstream water management system, thereby saving a pond from filling up, decreasing a load on a thickener or lowering
operating time on a filter press.
At times, plants may also be faced with an overload condition or an underload condition that keeps the process system from working in its optimum range. This situation will send material in the wrong direction with good product ending up in a waste stream. With a McLanahan UltraFINES recovery plant in place to act as a safeguard, it is said to be possible to blend that material back in or batch it through the process to prevent the loss.
Adding equipment may seem like it is counter-intuitive, but unforeseen operational costs come in all shapes and eat up profitability quickly, notes McLanahan. Proactively handling the issue up front puts you in control, while reacting to the issue can drive up costs and strain resources when it becomes urgent.
However, conditions and markets change, and sometimes, plants need to be updated. When the situation arises, a combination of the points above can drive the placement of a modular unit like the UltraFINES recovery plant. When planned accordingly, a modular UltraFINES recovery solution can be a drop-in improvement to an operation’s capacity that allows it to meet the new demands.
Because the UltraFINES recovery plant is an add-on process, it can fit into most operations fairly quickly and with minimal disruption. An ultra-fines recovery unit does not demand a lot of monitoring and can be set up with remote instruments.
Ultimately, McLanahan notes that an UltraFINES recovery plant is not the answer for every problem, but when it comes to fines, it is a good place to start. When it is the right solution, McLanahan claims an UltraFINES recovery plant will pay for itself in a short time. The major US-headquartered, global quarrying plant market manufacturer has
been working with these types of issues for a long time and knows how an UltraFINES recovery plant can make the difference.
Atlantic Pumps’ key focus is on ‘keeping abrasive fluids moving’, as its strap line goes. With the key pump families of Audex and SlurryPro, plus Gromatex heavy-duty rubberlined products, the company works to provide a comprehensive, efficient pumping solution for all quarry-water-handling needs.
According to Atlantic Pumps managing director, Andy Smith, the most pressing need for quarry operators now, and probably over the next two to three years, is energy supply cost. For commercial and environmental sustainability, many quarries are urgently seeking to optimise their equipment, ahead of the rapidly increasing energy costs expected this winter.
While heavy-plant decisions are often years in the making, “pump operations are an area that can deliver substantial costperformance improvements, fast,” notes Smith.
The daily work of Atlantic Pumps is optimising dewatering operations by reducing downtime, maintenance costs and fuel use by correct specification of newer, more energyefficient pumps. A typical customer story is an independent quarry in the Scottish Lowlands, which recently approached Atlantic Pumps for help with a problematic dewatering pump. The operation’s diesel-powered pump was suffering repeated breakdowns, with multiple (and expensive) trips back to the manufacturer failing to sort the issue.
McLanahan’s UltraFINES recovery plants are said to pull a majority of the solids out of the waste stream, keeping them from the downstream water-management system
recommended a solution involving two 37Kwh 6” electric submersibles from the Audex AS range. With these suspended from a pontoon on the lagoon and being managed by a modern control panel, the optimum running efficiency and uptime made for vast operational savings.
Like many established quarries, they had traditionally relied on diesel power so the recommendation of electrically powered pumps may have surprised them somewhat, especially as the location meant mains power was out of the question. Before making the move, the buying team went through all the details in consultation with Atlantic Pumps. Consideration was given to pump wear life, maintenance routines, volume and head variation, sustainability, and lifetime cost plus, of course, return on investment.
Even despite the electrical power being supplied by a generator, this setup is said to have provided more flow capacity than the previous diesel pump – for just 60% of the previous running cost. This level of cost reduction was obviously a huge win for the quarry, aside from solving the original reliability issue that triggered their consultation with Atlantic Pumps.
A frequent phenomenon that Atlantic Pumps’ technicians come across is pumps that have been vastly over-specified (“P is for Plenty”, as the sappers used to say). Whilst this might cover the backs of someone guessing which pump size they need; it always leads to unnecessary fuel wastage for the pump’s entire lifetime. Considering that an average of 80% of a pump’s lifetime
replacing a pump. So, doing some maths and reading the pump flow-curve diagrams, running your needs past a pumping consultant, or at least asking the pump supplier for advice is, in Atlantic’s opinion, a wise approach.
The other major consideration on quarry operators’ minds is water reuse and compliance with Environment Agency discharging permits. Undoubtedly, if it wasn’t for the current energy crisis, the management of water resources is the next most pressing issue. The EnviroHub system featured at Hillhead this year received a lot of orders and interest from firms involved with a variety
of dewatering scenarios. EnviroHub filters, monitors, and treats turbid and out-ofgauge pH wastewater using the latest smart technology and cloud-based communication. It reports (and logs) volume, clarity and pH value data to enable site managers to demonstrate compliance with licensing requirements. It can also be integrated into other dewatering components and control pump switches or valves for extended automatic water control. Examples of its success are found on HS2 sites recycling concrete washout water, to a Gloucestershire project supporting the recovery of salmon breeding by further cleaning ‘clear’ brook water as it enters the river Frome.
One of the most difficult quarry-water types is sand-laden slurry; the heavier-thanwater sand particles are both aggressive on pipe and pump linings and, with their angular facets, prone to ‘lock’ together as a near solid bed wherever they can. Such slurry is often encountered in washplants and quarry runoff. Atlantic Pumps is likely to recommend one of the Audex AW submersible pumps for this turbid slurry, or a surface-mounted pump from SlurryPro.
The Audex AW submersible pumps have an agitator built in to keep the sand/ solids in suspension to prevent clogging and use abrasion-resistant metal alloys for the pump chamber and impellor blades. SlurryPro manufactures powerful centrifugal type pumps which, depending on the circumstances, are fitted with either rubber or high-chrome impellers to resist the abrasive nature of quarry slurries. SlurryPro also makes a sliding base which makes cleaning out and replacing impellor linings on splitcase-type centrifugal pumps much easier, safer and quicker. AB
A McLanahan UltraFINES recovery plant at work on a customer job site
Atlantic Pumps’ EnviroHub modular wastewater treatment system
The heat is off in asphalt production
AMajor asphalt manufacturers are moving from hot mix asphalt (HMA) to warm mix asphalt (WMA) production to cut their CO2 emissions without compromising on performance. They are calling on competitors to do the same. Liam McLoughlin reports
ggregates Industries and Tarmac have both announced a move from traditional hot mix asphalt (HMA) to a lower carbon production method. Aggregate Industries says it has transitioned to warm mix asphalt (WMA) production as standard across its asphalt product portfolio. The UK-based building materials provider says that, as well as boasting a wealth of benefits from carbon savings, reduced build costs and enhanced life expectancy , warm mix asphalt offers the same high quality and performance when compared to its hot mix equivalent.
Mixing at temperatures 20°- 40°C lower, HMA allows for a significant reduction in CO2 emissions by using fewer fossil fuels and resources during the manufacturing process. In addition, Aggregate Industries says nuisance fuming, odour and steam at the project site are minimal, enabling enhanced and safer working conditions at both the plant and site.
WMA also reaches trafficking temperatures quicker than conventional hot asphalt, enabling earlier reopening of carriageways to the travelling public, resulting in less traffic disruption and potential to reduce build costs. This will increase a contractor’s productivity by enabling more material to be laid within a working window, reducing the overall construction timeframe and subsequent delays to motorists.
Lower asphalt production temperatures greatly reduce binder ageing and in
combination with the highly compactable nature of the asphalt, pavement life expectancy is significantly enhanced.
Surfacing contractor, Premier Road Surfacing, has already made the switch to Aggregate Industries' warm mix asphalt. Matt Pursglove of the company said: “Warm mix asphalt is a great product that has many benefits over the standard asphalt mixes. The benefit of using warm mix is that you can multi-layer within the same day if the site conditions allow, thus reducing the time required on site and lowering our carbon footprint. All our road planning produce goes back to Aggregate Industries’ mixing plants or quarries to be recycled back into the warm mix base and binder courses laid on our projects.”
Commenting on the transition to WMA, Vicky Smith, managing director of asphalt at Aggregate Industries, said: “This is an important next step on our carbon reduction journey, and a vital move for the sector. Road networks will continue to be an integral part of society and it is how we produce the raw materials and construct them that must change to incorporate pioneering and advanced technologies, without compromising on performance and quality. We must find ways for roads to last longer and perform better.”
Smith added that if all production in the UK switched to WMA, it would save around 61,000 tonnes of CO2 a year, the equivalent of cutting around 480 million kilometres (300 million miles) of car journeys. Up to £70m a year could also be
saved through increased shift outputs.
Aggregate Industries says that lower temperatures for mixing also means that warm mix asphalt is easier to transport over long distances, saving time and money. When conventional asphalt is transported over long distances the logistical range is often restricted by asphalt temperature loss. Warm mix asphalt offers potentially longer haulage times to transport the product further without compromising workability.
Starting from July 1 this year, Tarmac has also started moving its default asphalt production to warm mix asphalt for all lower layer materials at 40 of its UK plants.
The company says the move to WMA production will help to save 13,500 tonnes of carbon dioxide a year – the equivalent of around 22,000 flights between London and New York.
Tarmac is calling on the UK highways sector to embrace warm mix materials to help decarbonise the nation’s roads. It says warm mix temperature asphalt technology can reduce the embodied carbon of asphalt by up to 15% compared to conventional hot mixes.
Brian Kent, technical director at Tarmac, commented: “While warm mix technology has been widely available to our customers over the past five years, against the backdrop of the climate emergency, we are now proactively switching our plants to offer this low-carbon material as our standard and preferred option.
Warm mix asphalt production cuts CO2 emissions by using fewer fossil fuels and resources
“This is a significant sustainabilityfocussed improvement on Edgar Hooley’s original process, but it embraces the innovative spirit of our founder which remains at the heart of our business along with our clear commitment to help the UK transition to net zero.”
US-based asphalt equipment company Astec Industries is entering into an agreement to acquire MINDS Automation Group (MINDS), a leader in plant automation control systems and cloud-based data management in the asphalt industry.
Based in British Columbia, Canada, MINDS has locations in the US, UK, France and Belgium. The company develops userfriendly, advanced, customisable plant automation control systems for drum, batch, combo/hybrid hot mix plants, emulsion plants, liquid terminals, silo load-out, ticketing and data management for the asphalt industry.
“MINDS technology complements our existing offerings for asphalt production joining Astec Controls and Grathwol Automation as we build out a digital platform across our Rock to Road value chain of products ,” said Barry Ruffalo, president and CEO Astec Industries. “Our combined business will provide the knowledge and resources to further invest in industry-leading innovations that drive value for customers .”
Pierre Vidaillac, CEO of Minds will stay with Astec, along with the leadership team to support the advancement of its automation and controls technology and its overall ‘rock to road’ digital platform.
Vidaillac said: “We are excited to join Astec. We are a good fit with the company and its products and services. Astec built its business applying state-of-the-art technology to the industry.”
In central China, Henan Guanpu Construction Engineering has become a pioneer in asphalt recycling technology.
Three years ago, the company purchased an Ammann ABP 320 high-recycling
RAP is increasingly being used in Beijing, Shanghai, Tianjin and other locations.
Zhengzhou resides in the middle of China. The Beijing-Hong Kong-Macau Expressway connects north and south, the Lianhuo Expressway connects east to west, and four national and nine provincial highways connect to the surrounding cities. The central city cluster has one of the denser expressway networks in all of China.
The city has attracted 41 Fortune 500 companies and seen a population boom, with more than 12.6 million residents in 2020.
technology (HRT) asphalt mixing plant.
The ABP 320 HRT was selected because of its low emissions, high efficiency, consistency, and ability to produce mix with high ratios of recycled asphalt (RAP).
The plant is supporting the construction of new roads and the renovation of old ones in Zhengzhou, the capital of Henan province. The long-term goal is to help Zhengzhou become the largest city in central China.
After starting production in 2020, the ABP 320 HRT quickly drew attention through its outstanding performance. In around a year it supplied 180,000 tonnes of high-quality asphalt mix for highway and municipal projects in Zhengzhou. The Henan Guanpu ownership group has praised the quality of the finished material and the high stability, reliability and environmental friendliness of the plant.
The plant is fully cladded, and designed to provide pleasing aesthetics in addition to top-quality asphalt.
The standard mix produced contains a high percentage of RAP. Roads created with a proper ratio of RAP meet all performance requirements while re-using old materials.
Traffic on arterial and urban roads has become heavier as the population has climbed. As a result, many roads need to be built, overhauled or upgraded every year. A great deal of resources can be preserved if thousands of tonnes of asphalt are recycled – protecting the environment and reducing construction costs, too.
The parent company of Henan Guanpu is Zhengzhou Jinlu Municipal Engineering. The latter’s project portfolio includes Zhengzhou Shangcheng Road, Xili Road, Jingqi Road, Zheng San Street, Sauling Road and Rainwater Improvement Project, Xinhe Road and many more.
These projects have been praised by provincial and municipal leaders because of the excellent quality and fast completion.
Germany-based asphalt plant manufacturer Lintec & Linnhoff has started making units in India to serve the needs of the local market through its newly appointed licensed manufacturing partner, Gainwell Engineering.
Lintec & Linnhoff launched its locallybuilt TSD1500 MobileMix plant from the Linnhoff brand at the Excon India 2022 infrastructure equipment show at Bengaluru in May.
It also used the event to announce the launch of its new DRX DurableMix asphalt plant series. There will be two models in the new series: the DRX1500DS, with a maximum capacity output of 120 tons per hour; and the DRX2000DS, with a maximum capacity output of 160 tons per hour.
Both units offer productive operation with a batch cycle time of between 45 and 55 seconds and share a range of trademark features familiar to Linnhoff customers. Foremost of these is the double screen drum, which combines the drying and screening of aggregates in a single drum to deliver high levels of operating efficiency. The inclusion of the double screen drum eliminates the need for a hot elevator or vibrating screens, which Linnhoff says translates to lower operating costs and reduced maintenance requirements for its customers.
The locally-built TSD1500 MobileMix units are designed to appeal to Indian customers due to their high mobility , attributed to four fully integrated main mobile modules with built-in chassis.
The TSD1500 is designed to conform to international land transportation
Tarmac says WMA technology can cut the embodied carbon of asphalt by up to 15%
Astec asphalt plants will now be available with more sophisticated control technology.
requirements. Lintec & Linnhoff says that, by offering important advantages in terms of enhanced mobility, the unit is ideal for use in remote locations or short-term projects.
All units are equipped with a hydraulicpower pack self-jacking system, which avoids the need for high-capacity cranes during installation and dismantling. As with the new DRX models, they also include doublescreen drum technology for reduced fuel consumption and maintenance.
Despite being a relatively small sector, asphalt manufacturing solutions provider Benninghoven says the asphalt industry can make an important contribution to global decarbonisation efforts because asphalt production offers great potential for reducing emissions such as CO2 and Ctot (total carbon ).
One of the control instruments for owners of mixing plants is the taxation of emitted CO2 and emissions trading, the costs of which will increase worldwide in the years to come. The fewer greenhouse gases are emitted by asphalt mixing plants, the more costs can be saved.
Benninghoven says it supports plant owners with a variety of different solutions, and has decades of experience with recycling reclaimed asphalt. It adds that reusing the material is not only sustainable, but the material removed by milling the asphalt during road resurfacing is also significantly cheaper than virgin mineral from a quarry. In addition, reclaimed asphalt already contains bitumen which is also reused and therefore saves on the most expensive ingredient in asphalt production.
Benninghoven offers different cold and hot recycling feed systems for this, including its hot-gas generator recycling technology. It allows up to 100% recycling material to be added, with low emissions.
The Benninghoven REVOC system is a patented innovation that will be presented at the bauma 2022 exhibition for the first time in October. The new retrofit solution is a supplement for existing asphalt mixing plants equipped with one or more recycling systems and it significantly reduces the total carbon concentrations in the exhaust gas.
Keeping the stored virgin mineral and recycling material as dry as possible is an
important factor for an energy-efficient mixing process – and therefore for lower emissions such as CO2. Germany-based Benninghoven says that 1% more moisture in the starting material corresponds to a litre of additional heating oil or an energy equivalent for each ton of asphaltic mixture. This is one of the reasons why the German TA-Luft regulation now requires covered storage of these materials.
The drying and heating processes for virgin mineral and recycling material are particularly energy-intensive in asphalt production. Fuel and emissions can be saved if authorities and owners use reduced-temperature asphalt types. This refers to asphaltic mixtures with a final temperature of around 120 °C. This equates to a 30% reduction in contrast to conventional mixtures, which usually require a temperature of around 160 °C. The savings potential for energy and CO2 is even greater: 18,000 kWh and 6,000 kg of CO2 are saved during the production of 2,000 tonnes of asphalt every day.
More sustainability in asphalt production means moving away from fossil fuels such as coal and oil. Benninghoven offers the EVO JET burners which use fuels that are made from renewable raw materials and have a neutral CO2 balance. They include biomass-to-liquid fuels (BtL) and wood dust. Even the complex process of burning wood dust results in a smooth flame pattern – the prerequisite for reliable operation of the plant.
Benninghoven’s technology can also be used for modern fossil, gaseous fuels such as liquid gas or natural gas. Changing from coal dust to natural gas or liquid gas already halves CO2 emissions.
In addition to this, Benninghoven says its development engineers continue to work on the sustainable and economical use of other fuel types. It adds that using hydrogen, for example, could be an option for overcoming
An Ammann ABP 320 plant is boosting recycled asphalt use in China
Lintec & Linnhoff has started to manufacture its TSD1500 MobileMix plant in India
Benninghoven says using roofs for dry storage of material cuts CO2 in asphalt production
Excon defies bad weather to deliver for Indian customers
An extreme weather-hit Excon exhibition saw major off-highway original equipment manufacturers (OEMs) showcase their new and latest models for Indian customers, with a firm emphasis on reducing job-site operating costs. Partha Pratim Basistha reports
Despite being disrupted by flooding due to heavy rain, the 11th edition of Excon staged by the Confederation of Indian Industry (CII) at the Bangalore International Exhibition Centre (BIEC) in Bangalore, southern India, demonstrated why it remains South Asia’s largest construction, quarrying and mining equipment exhibition. Joining almost 50,000 visitors and a varied cast of leading Indian OEMs, were around 100 notable OEMs from countries including the US, UK, Germany, Italy, UAE, South Korea, Czech Republic, Singapore, and Sri Lanka. India’s Union Minister of Road Transport and Highways, Nitin Gadkari, has been urging Indian construction and quarrying equipment manufacturers to develop engines powered by alternative fuels like biodiesel, ethanol and electrification.
Given this, the state-of-the-art equipment solutions for extraction, mineral processing, loading and hauling on show in Bangalore 17-21 May 2022 included electric and diesel-electric hybrid-powered units capable of significantly reducing operating costs, making Indian construction and quarrying business owners more money, while also adhering to strict new lower emissions legislation.
JCB India introduced the construction industry’s first fully electric excavator, the JCB 19C-1E. The 19C -1E is a zero-emission machine. Four lithium-ion batteries power the machine for a full day on a single charge. The OEM also launched its 22-ton hydraulic excavator on the NXT platform, specially designed for Indian applications. JCB’s natural gas genset, the G 125 NG, was also launched.
Deepak Shetty, CEO & managing director, JCB India said: “The JCB 19C-1E is the [construction] industry’s first fully electric excavator in India and is integral to JCB India’s ‘Road to Zero’ initiative, a programme, that we have been working on for the past few years. The machine has been tested extensively and has various built-in features that enhance safety and performance. With zero emissions and low noise, this new machine will be ideal for infrastructure development in urban areas and indoor jobs.”
Shetty continued: “We have taken a bold step of launching a natural gas-powered generator set that significantly reduces emissions. This range will be manufactured in India catering to the domestic market. The product will also be exported.”
Cummins India celebrated 60 years
An aerial view of the Excon showground in Bangalore, India. Pic: Excon
of its presence in India by exhibiting its cutting-edge solutions for the construction equipment industry.
Cummins showcased its B4.5 (121 to 173hp) & B6.7 (173 to 260hp) engines, which are compliant with CEV BSIV regulations. These products are capable and scalable to the next emission level of CEV BS V and CEMM BS IV/V. Cummins' joint venture partners, Valvoline Cummins and Fleetguard Filtrum, also displayed their products.
B4.5 CEV BSIV units are suitable for soil compactor, 14-20-ton excavator, three-anda-half-ton wheeled loader, and paver and motor grader applications. This engine is said to provide best-in-class fluid economy as compared to six-cylinder engines and has covered more than 18,000 hours of test cell and field validation in India.
The B6.7 is Cummins' biggest-selling global product. It is most suitable for motor grader, five-tonne wheeled loaders, 25-35tonne excavator, crane, and harvester applications. This engine provides best-inclass performance, reliability, and lowest total cost of operation (TCO) in this power range. Cummins has sold more than 90,000 of these engines meeting advanced emissions.
Speaking about Cummins' participation at CII Excon, Anjali Pandey, Engine Business and Components business leader, Cummins India, said: "Tough terrains demand tougher equipment, and no one makes tougher construction engine systems than Cummins. Our construction engines are durable and reliable, producing more responsive power delivery with minimal maintenance costs. Thus, translating to maximum uptime and best TCO for our customers.”
Cummins in India provides leading aftermarket support and has an extensive service support network that offers a complete range of service needs such as engine health checks, maintenance services, repair services, and hassle-free Cummins Warranty administration.
Tata Hitachi displayed its newly launched CEV-IV emission-compliant, Shinrai backhoe loaders and the TL340 H Prime series hydrostatic wheeled loader. The company also launched the five-ton ZW225 wheeled loader and the new NX 30 mini excavator. Also displayed were the EX and Zaxis series of hydraulic excavators.
Komatsu India, Larsen & Toubro (L&T) and Scania India displayed a new range of biofuel-compatible equipment. This included the Komatsu PC 205-10 MO and Komatsu PC 500LR-10 R hydraulic excavators. Arvind Garg, executive vice president and head of L&T’s Construction & Mining Machinery said: “Komatsu has now introduced a new mining equipment fleet compatible with biofuel, which is an important initiative and can lead towards significant reductions in carbon footprint. The Indian mining and mineral processing industry is growing at a healthy pace and, as a responsible stakeholder, we are committed towards introducing innovative and environmentally friendly solutions in India.”
In front of a JCB electric mini excavator at Excon are from left: JCB India managing director; Deepak Shetty; chairman of CII Excon, Basavaraj Bommai, chief minister, Karnataka; and Dr. V.K. Singh, Indian Government Minister of State for Road Transport Highways & Civil Aviation
A Cummins B6.7 Performance Series power unit
Tata Hitachi showcased its Shinrai backhoe loaders
Garg continued: “The Komatsu Earthwork Master PC 205 10MO hydraulic excavator is specially built for the Indian market. It offers longer duty cycles, unmatched fuel efficiency, and low initial and maintenance costs. The PC 500LC-10R hydraulic excavator is the first of its kind from Komatsu in the 50-ton class. It is ideal for the mid-mining segment and works very well handling overburden removal in coal mines.” Komatsu machines are equipped with KOMTRAX tracking systems. This enables the users to monitor the equipment’s health for increased efficiency.
including 45/65 58 PR VEM 63 L5 premium heavy-duty tyres for wheeled loaders, to support extra payloads, and the 12.00-24 HARD ROCK CHAMPION 20 PR E4, featuring high tread depth for better protection and traction for rigid dump trucks. The company also launched 16.00-25 VEM 045 44 PR E3 TT tyres to meet the increased load per tyre for tippers with higher payloads.
loaders, and motor graders for both the domestic and export market. The company will continue to invest in the facility for the next couple of years.
L&T also showcased a variety of manufactured sand plants and crushing solutions, and Scania India showcased its latest powerful G500 heavy, rigid dump truck in the L&T pavilion. With its novel modular system, the G500 is said to deliver high levels of productivity. The truck is manufactured by Scania Commercial Vehicles India at its Nasarpur site in Karnataka, South India. Indian off-highway tyre manufacturing major BKT exhibited tyres for the mining and construction equipment customers, including the new giant EARTHMAX SR 468 TL. The latest addition to the EARTHMAX family, the 57-inch mining-machine-suited tyre features an all-steel radial structure, providing greater casing resistance. The tyre comes with special tread design and compound to limit heat generation and resistance to cuts. Also on display was the 45/65R45 EARTHMAX SR 53TL, an all-steel radial tyre with cut-resistant compounds designed for large wheeled loaders operating in rocky conditions.
V.K. Misra, technical director, JK Tyre & Industries said: “Our new premium OTR tyre collection is created with advanced technology and is designed to deliver increased mileage and exceptional traction in most demanding situations. The tyres also deliver longer service life, equipment stability with cut-resistant compounds. JK Tyres has nine manufacturing facilities in India and three in Mexico, which collectively produce 32 million tyres annually.”
Schwing Stetter India launched the ZL 33FV (CEV-IV) and ZL 55GV(CEV-IV) wheeled loaders, and the XE 38U and XE 215-I LC excavators, among other products.
V.G.Saktikumar, the company’s managing director, said: “ Over the years, we have observed the rising need to become costeffective for customers. We have partnered with Indian engine manufacturers Kirloskar and Mahindra for biodiesel solutions for the CE-IV engines. This will extensively assist in reducing the total cost of ownership of the product for the customers.”
JK Tyre, & Industries, an India off-road equipment tyre major, showcased its range
Schwing Stetter India recently inaugurated its global manufacturing hub, built at a cost of INR 350 cores at Cheyyar in Tamil Nadu, South India. The state-of-the-art, 50,000m² integrated facility manufactures boom pumps, self-loading concrete mixers, shotcrete pumps, excavators, wheeled
Volvo CE India displayed its new EC 300DL block-handler crawler excavator. Dimitrov Krishnan, head of Volvo CE India, said: “The crawler excavator is custom-built. It is armed with a heavy-duty lower frame and toughened undercarriage and is powered by Volvo D7 engine. The excavator is designed to deliver best-in-class productivity with lower operating costs and overall comfort and safety.”
CDE Asia exhibited its new Combo Alpha Smart manufactured sand plant. Manish Bhartiya, the company’s managing director, said: “Alpha Smart is a patented invention that converts crushed dust into manufactured sand in various industry grades. It features a cutting-edge technology that cleans, grades and recycles the water on a single mobile chassis unit and produces 120 tons per hour of washed, manufactured sand. Combo Alpha and its smart variants assure highest product recovery with an eye on sustainability.”
Sany India launched a range of biofuelpowered excavators and biofuel-compatible rigid dump trucks. “With steep hikes in diesel prices, demand for cheaper biofuel and base oil is rising,” said Deepak Garg, managing director of Sany Heavy Industries India & Southeast Asia. “With the Indian Government notifying that unblended biodiesel will attract an additional surcharge, we have worked with different engine manufacturers to make use of biodiesel to make excavator- and RDT-owning and operating costs competitive.”
The new SY225C-10HD GENe Series excavator from Sany India is especially
The Komatsu India stand
developed for the 22-ton premium Indian market segment. According to Garg, this is an energy-efficient machine that is 8% more productive and 11% more fuel-efficient as compared to other 22-ton-class unit options. Fellow new range model the SY260C-10HD is a 26-ton class new generation hydraulic excavator that comes with a six-cylinder CRDI engine.
Sany India also unveiled the SY240C9HD, a 24.4-ton GraMa excavator for marble and granite applications. Dheeraj Panda, chief operating officer (sales, marketing & customer support), Sany Heavy Industries India, said: “The excavator is equipped with brand new features like an ultra-heavy-duty track chain, robust scoop bucket to handle granite and marble blocks, and a powerboost hydraulic system.” The same features, plus long drain service intervals, are included on Sany India’s also new 37.5-ton SY390C10HD GraMa large excavator.
Volvo Trucks India had a notable presence with its Volvo FMX 500 off-road rigid dump truck (RDT) and Volvo FM 420 8x4, 23m³ body construction tipper truck. “Both trucks are designed to provide the highest levels of productivity, fuel efficiency, combining unmatched safety and driver’s comfort. The enhanced Volvo Connect Telematics aims to deliver the highest levels of uptime and connectivity to our customers,” said B. Dinakar, executive vice-president, Volvo Trucks India.
Aimed at mining customers, the Volvo FMX 500 8x4 tipper truck comes with a body builder module, that prevents the truck from exceeding 5km-per-hour speed when the dump body is in raised position, thus preventing accidents. “The Volvo Dynamic Steering ensures that the truck is stable even while carrying heavier payloads,” added Dinakar.
SDLG India displayed its new L series seven-ton L975F and five-ton L958H wheeled loaders. Surat Mehta, head of SDLG’s India business, said: “The seven-ton wheeled loader is being positioned to strengthen our offerings in the higher capacity segment which is growing in India. The loader is highly suitable for 300-tonnes-per-hourplus crushing plants. The L 975F can be used for arranging stockpiles, giving feed materials to the crushing plants, loading rigid dump trucks, and for transporting finished aggregates. The five-ton L958H wheeled loader will be highly suitable for tunnel construction projects with the side discharge bucket arrangement. The wheeled loaders come with advanced BSIV engines delivering higher levels of fuel efficiency and improved hydraulics for better loading.”
Bonfiglioli India showed its advanced gears and drives for tracked equipment, ranging from 1.5 to 1,500 tons across a variety of mining and material-handling models. Kennady V Kaipally, Bonfiglioli India’s manager, said: “We are an integrated
solutions provider. However, the key segment which holds business potential for us in India is mineral processing, particularly tracked and stationary crushing plants and excavators. The segment is witnessing rapid growth due the surge in road construction projects in India.”
Stefano Baldi, global sales director, Bonfiglioli Riduttori, added: “There is growing demand in India for solutions for higher productivity and low operating costs. Bonfiglioli has the requisite expertise of working with top OEMs to provide the required integrated solutions. Our electronic and hydraulic features integrated in a machine’s mechanical transmission system provide online feedback to equipment owners and operators.”
Massimo Palomba, sector manager E-Mobility at Bonfiglioli Riduttori, said: “Our focus is also on providing integrated solutions with lesser carbon footprint. There is growing customer need for hybrid crushing and screening plant and road construction equipment. Taking cognisance of this, we are working on electric-drive systems and electricmotor drop boxes. We will look to introduce the products in India in the near future.”
Indian crushing and screening equipment manufacturer Proman displayed its dry classifier along with its stationary and mobile crushing plants. “There is rising demand for high-quality concrete and plaster sand in India. Our Pro Dry Classifiers can be used
BKT exhibited tyres for mining and construction customers
optimally by the quarry owners to make their businesses profitable, while meeting the market demand. Our dry classifiers come with bucket elevators for ease-of-output removal and require a small quantity of air for purging. The classifier is fitted with hoppers with a rotary air lock for facilitating fines removal without stopping,” explained R.S. Raghavan, managing director of Proman Infrastructure Services.
Raghavan said Proman is looking into producing its tracked plants at its new manufacturing facility in Bangalore. “We are also now venturing into industrial and metal waste recycling. We have entered a joint venture with Wendt for recycling of metal waste as there is a high demand for recycled steel in India. This is owing to the high cost of finished steel from primary ore.”
Indian crushing and screening manufacturer major Propel Industries launched its new 350 tons per hour cone crusher, the AVC 350. Senthil Kumar, Propel Industries managing director, said: “The cone crusher offers multiple benefits like lower installation costs, heavy-duty design and rugged parts to keep operating costs down.”
Propel also unveiled its new trackmounted QM 2505 Endurer cone crusher. “The crusher has been designed to operate between capacities of 150-380 tons per hour,” explained Kumar. “The product has also been designed to maximise throughput and product shape in a wide range of crushing applications. The inclusion of a doubledeck vibrating screen allows the oversized material to be circulated for re-crushing and for sized end products.”
The track-mounted PSS 1550 two-deck scalper was another new plant showcased by Propel. The model’s top-deck size is 4800 x 1540mm and the bottom deck is 4700 x 1540mm. “The PS 1550 scalper is a combination of extremely accurate scalp material screening of end product and high output,” noted Kumar.
Action Construction Equipment (ACE) displayed its 49, 74 and 95hp backhoe loaders. Manish Handa, ACE vice president & business head, Earthmoving & Road Construction Equipment Division, said: “We will promote our 95hp, 4x4 drive backhoe loaders for use in India’s hilly terrain areas, especially for the Northeastern India market. While some backhoe loader manufacturers have gone slow in the 49hp-class, we have continued to produce the machine. Our new 95hp-class backhoe loader, which has undergone rigorous trials for two years, will deliver lowest cost of operations and high productivity through its front- and back-end loading.”
Indian manufacturer ACE’s 95-hp backhoe loader is equipped with an Indian Mahindra engine, Carraro axles and Parker hydraulics. ACE exports its backhoe loaders and other equipment to Africa, Middle East and South Africa and a number of former Soviet Union countries.
Hyundai India displayed its 2021-launched HX360 and HX 380 excavators. Raja Sharma,
CDE Asia exhibited its new Combo Alpha Smart manufactured sand plant
Volvo Trucks India had a notable presence with its Volvo FMX 500 RDT and Volvo FM 420 8x4 tipper truck
The Proman team at Excon
the company’s head of marketing, said: “We have positioned our 36-ton HX 360 for the quarrying industry to work with high-capacity crushing and screening plant, which are increasingly being used in extremely time-sensitive and bigger road construction projects. The 38-ton ton HX 380 is good for marble and granite quarrying applications.”
Sharma said that as well as the new excavator duo, manufactured at Hyundai India’s Pune facility, the company is looking to strengthen its offer position in the 20-ton excavator class, where Hyundai India already enjoys a healthy market share.
Coimbatore, Southern India-based Hailstone Innovations unveiled a series of crushing and screening solutions, including its Smart JHF 200 wheel-mounted, 200 tons per hour crusher with combination of grizzly, jaw cone and four-deck 1850mm x 6000mm screen. The plant, equipped with Hailstone’s JC 100 jaw and HF 220 cone crushers, is well suited to crushing hard rock types such as granite and basalt. The company also showcased its Smart Impact Series vertical shaft impactor, the VSI EP7X187. The wheel-mounted, dual-power plant is also suited to crushing hard rock types. Hailstone Innovations also displayed its new, 650 tons per hour HTS 1860 4D four-deck 6000x1800mm screen.
R J Williams, managing director at Hailstone Innovations, said: “In order to hedge the rising initial procurement costs of the equipment, we have been looking to provide cost-competitive solutions to our customers, so that they can lower their operating expenses. These are characterised in our machines, which deliver the rated output with a compact footprint. Our JHF 200 is one of such products to be launched in India for the first time mounted on wheeled chassis, having a combination of jaw-cone and screen. The wheel-mounted chassis makes it easier for transportation between sites with a prime
mover.” Telematics is a standard feature in Hailstone’s plants, Williams noted, adding: “This gives information on the set-up times, loading and unloading times of the feed and crushed materials, diesel consumption etc. also ensures higher availability of our plants.”
Indian blast-hole rig manufacturer PRD exhibited its new machines for domestic and overseas customers. Mithunraj Paranthaman, CEO PRD Group, said: “Our new blast-hole rig is targeted at the granite quarrying industry. The product comes with a new drifter arrangement. Featuring high levels of compactness, the blast-hole rig comes with an onboard compressor and new hydraulic circuit. The product can be used in the aggregates quarrying industry as well as in the granite industry.” Paranthaman added that PRD’s blast-hole rigs feature advanced technology that helps deliver “cost-effective, high-performance and safe drilling solutions,” that can be custom-built to suit site conditions.
Aiming to lower equipment downtime and lessen maintenance cost, polymer technology specialist Trelleborg India displayed its Roto L and SG seals. “One of the key benefits of Roto SG is that it will help to reduce downtime of rigid dump trucks, especially those involved in removal of overburden, transportation of crushed mineral ores and allied materials,” said Ranjan Sen, the company’s managing director.
Trelleborg India’s Roto L and Roto SG are fitted on the axles of rigid dump trucks and a sensor-based system continuously checks the tyre pressure of loaded or empty trucks while in motion. “The real-time monitoring of the tyre pressure not only reduces the fuel consumption but also repressurises the tyres as and when needed for safety during operations. Roto L is the first-ever active seal to extend the seal life of the axle systems. It only seals when the seal is required, reducing friction to lower fuel consumption,” said Sen. Trelleborg India also displayed the Nexus Metal face seal for excavators and other equipment working on fast duty cycles. The seal features a heavy chrome casting, preventing the contamination of the hydraulic system. The seals can be used in hydraulic systems, gearboxes, transmission systems and power take-off systems in machines like concrete transit mixers. AB
Indian blast-hole rig manufacturer PRD’s stand
Action Construction Equipment (ACE) displayed its 49, 74 and 95hp backhoe loaders
Haver & Boecker Niagara has unveiled its next-generation Niagara T-Class vibrating screen. The new design is said to retain the technical benefits the original concentric technology is known for while improving screening uptime and performance with new features. The T-Class provides producers with a costeffective, maintenance-friendly solution to process a wide range of materials within the aggregates, mining, industrial minerals, recycling industries and more.
The T-Class deck frame is now primarily lockbolted rather than welded to provide optimum strength, reliability and safety. Lockbolts are proven to be more effective than welding in the demanding, load-bearing, highvibration operation of a vibrating screen to ensure the machine’s structural integrity. The robustness of the machine also permits cross beams to be positioned and lockbolted every four feet instead of every two feet, allowing for better clearance and easier maintenance.
The new design allows producers to upgrade their
vibrating screen with Haver & Boecker Niagara’s new Drop Guard system, further minimising maintenance. The innovative liners provide 100% cross beam protection, both reducing wear and extending the life of the vibrating screen. The system simply drops over the cross beam with no adhesive or tools required, making installation quick and easy.
Additionally, Haver & Boecker Niagara redesigned the flat deck frames of the new T-Class vibrating screen for simplified maintenance. The pin & anchor deck frame is adaptable to virtually any pin-style modular screen media. It features polyurethane anchors that are easy to replace and prevent premature wear on the deck frame. Additionally, the open design of the modular deck prevents material build-up on the bar rails. The cap & slide deck frame is adaptable to virtually any groove-style modular screen media and features full rail protection.
manufactured for side-tensioned or bottom deck end-tensioned screen media. Each new sidetensioned machine comes with Haver & Boecker Niagara’s signature Ty-Rail quick-tensioning system, which cuts screen change-out times in half.
H&B Niagara’s next-gen T-Class vibrating screen
The T-Class can also be
“The new, more robust T-Class was designed specifically to offer more strength in the middle of the machine, where it’s needed most,” said Duncan High, the product manager behind Haver & Boecker Niagara’s new
T-Class design. “Each update was engineered with ease of maintenance in mind, to keep downtime low while providing cost-efficiency.”
All Haver & Boecker Niagara vibrating screens undergo extensive testing, inspection and the industry-leading Pulse Vibration Analysis prior to shipping to ensure correct balance and smooth operation.
www.haverniagara.com
DustBoss DB-60 Surge tackles demon dust
Developed in response to the needs of quarrying and other industry customers in areas with variable winds, BossTek’s DustBoss DB-60 Surge features water propelled at high velocity from a centre nozzle, combined with BossTek’s industry-proven fan and misting ring system.
With three remote-controlled stages and precision oscillation for optimum command over water volume and coverage area, the DB-60 Surge cannon uses high-powered jets that surge through the wind for over 76.2m to suppress both surface and airborne dust. The result is said to be effective and versatile dust mitigation in challenging weather for outdoor operations ranging from demolition to bulk materialprocessing and storage.
“Our customers operate in very different circumstances; some with high-reach excavators, some in open areas without natural barriers, while others are located in narrow corridors
explained BossTek dust control specialist Mike Lewis. “What these customers have in common is the difficulty in controlling fine atomized mist during blustery conditions. So, we worked with our industry partners, listened to
their feedback and engineered our most versatile and innovative machine to date.”
Controlled by a three-stage system adjusted by a hand-held remote, the DB-60 Surge’s first stage is said by BossTek to be highly effective on moderate days for airborne and surface coverage.
It uses a powerful fan and misting ring to deliver millions of fine atomised mist droplets over a wide area, which collide with tiny dust particles and drag them to the ground. For windy days, stage two features a pressurised stream delivered by the central nozzle.
On high wind days, operators can utilise the fan, misting ring and centre nozzle for maximum coverage. www.bosstek.com
Aggregates Business travels the globe attending conferences, events and equipment shows, keeping you informed of the latest offerings. Come and join us for a chat at any of the events below.
OCTOBER 2022
24-30: bauma Munich, Germany
MARCH 2023
14-18: CONEXPO-CON/ AGG
These dates were correct at the time of going to press, but please note that the COVID-19 pandemic means some events may be rescheduled with little advance notice