



Premium loaders for 2019 and beyond p25



















HEAD OFFICE
EDITOR: Guy Woodford
ASSISTANT EDITOR: Liam McLoughlin
CONTRIBUTING EDITORS: Patrick Smith, Dan Gilkes
EQUIPMENT EDITOR: Mike Woof
DESIGNERS: Simon Ward, Andy Taylder, Stephen Poulton
PRODUCTION MANAGER: Nick Bond
OFFICE MANAGER: Kelly Thompson
CIRCULATION & DATABASE MANAGER: Charmaine Douglas
INTERNET, IT & DATA SERVICES DIRECTOR: James Howard
WEB ADMINISTRATORS: Sarah Biswell, Tatyana Mechkarova
MANAGING DIRECTOR: Andrew Barriball
PUBLISHER: Geoff Hadwick
CHAIRMAN: Roger Adshead
ADDRESS
Route One Publishing Ltd, Waterbridge Court, 50 Spital Street, Dartford, Kent DA1 2DT, UK
TEL: +44 (0) 1322 612055 FAX: +44 (0) 1322 788063
EMAIL: [initialsurname]@ropl.com (psmith@ropl.com)
ADVERTISEMENT SALES
SALES DIRECTOR:
Philip Woodgate TEL: +44 (0) 1322 612067
EMAIL: pwoodgate@ropl.com
Dan Emmerson TEL: +44 (0) 1322 612068
EMAIL: demmerson@ropl.com
Graeme McQueen TEL: +44 (0) 1322 612069
EMAIL: gmcqueen@ropl.com
SUBSCRIPTION / READER ENQUIRY SERVICE
Aggregates Business International is available on subscription. Email subs@ropl.com for further details. Subscription records are maintained at Route One Publishing Ltd.
SUBSCRIPTION / READER ENQUIRIES TO:
Data, Route One Publishing Ltd, Waterbridge Court, 50 Spital Street, Dartford, Kent DA1 2DT, UK
TEL: +44 (0) 1322 612079 FAX: +44 (0) 1322 788063
EMAIL: data@ropl.com


No part of this publication may be reproduced in any form whatsoever without the express written permission of the publisher. Contributors are encouraged to express their personal and professional opinions in this publication, and accordingly views expressed herein are not necessarily the views of Route One Publishing Ltd. From time to time statements and claims are made by the manufacturers and their representatives in respect of their products and services. Whilst reasonable steps are taken to check their accuracy at the time of going to press, the publisher cannot be held liable for their validity and accuracy.
PUBLISHED BY © Route One Publishing Ltd 2019
AGGREGATES BUSINESS INTERNATIONAL USPS: is published six times a year. Airfreight and mailing in the USA by Agent named Air Business, C/O WorldNet Shipping USA Inc., 156-15 146th Avenue, Jamaica, NY, NY11434.
PERIODICALS POSTAGE PAID AT / US POSTMASTER
ADDRESS CHANGES TO: Aggregates Business Europe, Air Business Ltd, C/O WorldNet Shipping USA Inc., 156-15 146th Avenue, Jamaica, New York, NY11434
PRINT: ISSN 2051-5766
ONLINE: ISSN 2057-3405
PRINTED BY: William Gibbons









Avery welcome recent news story coming out of South Africa has been Aspasa, the country’s surface mining and quarrying industry association, reporting that it was moving into a third year without a death on a members’ work site. A key factor within that highly encouraging statistic has been the association’s members’ adoption of advanced health and safety systems designed to minimise injuries in their mines and quarries.
Adding to the notability of the ‘zero deaths’ news is the fact that Aspasa represents hundreds of mining operations including quarries, surface, dimension stone, salt and other mainly small and medium-sized operations, accounting for a sizeable portion of the overall manpower employed in the mining sector.
Based on ISO standards and adapted to cater for local requirements, the health and safety systems are audited annually, and non-compliances communicated directly to responsible persons on the mine site. In the event of serious transgressions, the mine is given a fixed-time period to rectify the problem or have its Aspasa membership revoked.
Although strict, the health and safety programme also highlights good achievements and it is said by Aspasa to have become a prestigious feat among the industry’s health and safety professionals to excel in the programme. Ongoing workshops dealing with specific areas of concern as highlighted by the Department of Mineral Resources, as well as the industry and unions, are also hosted by professionals in these fields.
The work of Aspasa and its members in this area is best practice not only for the rest of the African continent, but for the rest of the world, including this magazine’s two other key regions of Asia and the Middle East.
In Asia, I saw first-hand during a trip with Metso to South Korea last June how several leading quarry operators in the East Asian nation
are prioritising employee health and safety, along with the deployment of environmentally minded dust and noise suppression solutions.
In my time as editor of ABI, I’ve also reported on cement and aggregates processing firms in China whose attention to detail on health and safety and environmentally friendly production methods is as good as anything I’ve seen in Europe and North America.
As such, it’s no surprise that Chinese authorities are in the process of closing small, inefficient and eco-averse quarries, at the same time as many provinces are banning the use of natural river sand, leading to many aggregates producers turning to manufactured sand production. This magazine has highlighted how similar state bans on natural river sand cultivation in India are also creating a buoyant manufactured sand market there.
Greater automation in aggregates production is also a key ally in efforts to improve health and safety on African, Asian and Middle Eastern quarry sites, with fewer workers required to carry out certain potentially hazardous machine operation, repair or maintenance tasks.
Increasing jobsite automation is also leading to more efficient ABI regions’ aggregates production. For example, Bhopal, central Indiaheadquartered road-building firm Dilip Buildcon, whose CEO, Devendra Jain, I interviewed for this magazine in 2017, makes a sizeable sum from bonus payments for early highway project completions. Jain told me that a key feature of Dilip Buildcon’s success was only using premium aggregates processing plant, which, given their high quality, also come with built-in environmentally friendly benefits, such as noise suppression technology. It’s increasingly a win-win scenario when it comes to employee health and safety and environmentally friendly and efficient production in the quarries and surface mines of Africa, Asia and the Middle East. GW gwoodford@ropl.com
Welcome safer & eco-minded aggregates
06
Global construction aggregates market to top US$642bn by 2027; Chinese brands seek to enhance global standing 13
The Middle East aggregates market is benefiting from the start of a number of infrastructure megaprojects
Global quarrying equipment manufacturers’ new model launches and applications
All the key events in the quarrying & aggregates world
19 GAIN (GLOBAL AGGREGATES INFORMATION NETWORK)
The key factors and figures behind rising global aggregates demand
Metso plans to expand SiteBooster solution outside France; first customer deployments of new OMNI by Terex crusher plant fleet control system
New standout hybrid excavator from a leading off-highway machine manufacturer

COVER STORY: LiuGong’s new 856H wheeled loader at work on a rock processing site.







The bauma 2019 exhibition in Munich, Germany, saw many new hauling stars get their worldwide unveiling 29
Using accurate weighing solutions in aggregates production can lead to big efficiency and bottom line gains
33
– PART 1
New Stage V engines get global lift-off, while the future of diesel power may be clean, mean and green







37 RECYCLING – PART 1
Recycled aggregates are big business in 2019




10 INTERVIEW
New Metso CEO and president Pekka Vauramo is excited by the sales and R&D growth potential of the global quarrying equipment heavyweight
16 QUARRY PROFILE
A South African quarry is reaping the dividend from its investment in premium plant




40 KLEEMANN GROWTH
German track-mounted mobile crushing & screening plant manufacturer Kleemann has ambitious global growth plans after a period of significant inward investment
43 SCREENING EFFICIENCY
Identifying the best screening (classifying) plant to ensure quality final grade aggregates product
46 QUARRY REPORT
JRC in Mozambique secures big productivity gains at major quarry





Volvo CE and SDLG are further deepening their corporate cooperation. From December 2020 excavators weighing 15tonnes or more that are made for the Chinese market will now bear the Volvo CE brand. These machines will also feature the latest Volvo CE technology.
This is a marked change from the present situation, with Volvo CE and SDLG selling their separate products in China. This move has been prompted by the coming introduction of the China IV emissions standards. The China IV emission standards are broadly similar to the US Tier 4 Final and European Stage IV standards.
The global construction aggregates market is expected to register annual growth of 6.5% a year to reach a value of US$642.15bn by 2027.
The infrastructure segment held the largest market share (38.3%) of the global construction aggregates market in 2018, according to a new study by business market research consultancy Coherent Market Insights (CMI). Infrastructure is expected to retain its dominance over the 2019-2027 forecast period thanks to a worldwide increase in regional share (48.2%) of the global
Asia Pacific is a key growth region for construction aggregates. Pictured is CDE Asia’s Combo X150 wash plant.

Since Volvo CE acquired 70% of SDLG in 2007, net sales have grown from approximately SEK3bn to SEK17bn with good profitability. SDLG has a strong market position in wheeled loaders and has successfully entered the excavator market with support from Volvo CE.
“Bringing our larger excavator businesses in China together will maximize our ability to serve customers in China,” said Melker Jernberg, president of Volvo Construction Equipment. “SDLG has been a great success since we began our cooperation in 2007. With sales of both brands growing and our cooperation getting ever closer over the years, this is a natural next step for us.”
major growth engines. Increasing


construction aggregates market in 2018. According to the US Geological Survey in 2015, around 1.32bn tons (1.19bn tonnes) of crushed stones were produced for consumption in the US.
The European market is largely driven by Germany, France and the UK. The constant effort from the region’s governments to go green is one of the major factors driving growth. The Waste Framework Directive (WFD) has set a target
of recycling 70% of construction, demolition, and excavation wastes across Europe by 2020.
Middle East and Africa are among the fastest-growing regions in the global construction aggregates market, according to CMI. Dubai, in the United Arab Emirates, will be hosting the World Expo 2020 at the Jebel Ali arena, with US$2bn-$4bn being spent on primary infrastructure for the major global event.
Building materials and solutions company LafargeHolcim has completed the divestment of its activities in Malaysia.
The process was finalised with the disposal of LafargeHolcim’s entire 51% shareholding in Lafarge Malaysia Berhad to YTL Cement Berhad for a total enterprise value of CHF982m (€872m). Lafarge says the transaction will reduce the group’s net financial debt by CHF600m (€533m).
LafargeHolcim has been divesting operations in what it terms fringe markets, and earlier this year completed the sale of its majority stake in Holcim Indonesia to Semen Indonesia for US$1.75bn.
In May the company signed an agreement with San Miguel
Corporation for the divestment of its entire 85.7% shareholding in Holcim Philippines Inc for an enterprise value of US$2.15bn, on a 100% basis. Closing of the transaction is expected in Q4 2019 and is subject to customary and regulatory approvals. Holcim Philippines Inc operates four integrated cement plants and one grinding plant.
LafargeHolcim CEO Jan Jenisch commented: “With the divestment of our activities in the Philippines, we are completing our exit from the increasingly hyper-competitive arena in South East Asia. While this decision is based on our strategic portfolio review, we have reached very attractive valuations allowing us to achieve a new level of financial strength.”

China’s leading construction equipment manufacturers say they are determined to enhance the international influence of their brands.
China is already a big construction machinery manufacturing country globally with sales revenues in 2018 reaching RMB600bn (US$87bn) and exports reaching US$21.5bn by November 2018.
At bauma 2019 (8-14 April) in Munich, Germany, the manufacturers unveiled a marketing campaign called ‘For a Better World’, and some say they are looking to eventually increase exports, so they account for 50% or more of their revenue.
Under the umbrella of this campaign organised by the China Chamber of Commerce for Import and Export of Machinery and Electronic Products (CCCME) and China Construction Machinery Association (CCMA), senior executives from companies, including LiuGong, XCMG, Sany Group, Sunward, Shantui, Zoomlion, CREG and Sinomach, outlined their ambitions.
Chinese construction

over the years equipment made in the country has become more reliable, efficient and of higher quality, and has achieved exports to over 200 countries.
Wang Min, chairman of XCMG, told the bauma press conference: “As a large construction machinery market, the Chinese market has not only attracted investment by the major global construction machinery manufacturers, but also nurtured a group of first-rate Chinese construction machinery brands, establishing a complete

Dawei He, general manager of LiuGong, which celebrated its 60th anniversary in 2018, said: “We have an ambitious strategic vision for 2025 and the key to achieving these goals is our three totals strategy: total globalisation; total solutions; total intelligence. We now have over 100,000 LiuGong machines working outside of China. These machines are bringing us valuable data that we can use to provide even greater consultancy capabilities to our customers.”
Representatives from Marangoni and new
MARANGONI EXPANDS IN INDIA WITH NEW FRANCHISEE
The Indian joint venture of OTR (off-the-road) retread tyre specialist Marangoni has signed up Chennaibased Xtramiles as a full-service franchisee for Marangoni’s RINGTREAD retreading technology.
The JV company, Marangoni GRP Private Limited (MGPL), has operated in India since 2015 and now has four franchisees in the country with four more in various stages of commissioning.

HGMC says that Nordplant provides a flexible process solution to address both concrete production as well as the asphalt application for road-building markets.

Hummingbird Guinea Mining Corporation (HGMC) has maximised quarry uptime using the stationary module-based Nordplant solution from Finnish company Metso.
HGMC entered the aggregates business by opening the new quarry to meet the market demand created by infrastructure
development in the small West African coastal country of Guinea. The company’s objective was to reduce commercial risks and ensure overall equipment efficiency, and it approached Metso to help it develop a quarry system with full mechanical and electrical engineering supervision.
Metso provided three crushing stages for HGMC and a selective crushing circuit for an excellent aggregate quality in terms of shape. The crushing plant includes a Nordberg primary jaw crusher C116, a Nordberg HP300 standard coarse cone crusher, an HP300 short head coarse bowl liner as well as two screens, a Metso CVB1845-4M and CVB2060-4M. The plant capacity is 200 tonnes/ hour of five aggregates.
Mohamed Ndao, CEO of HGMC, commented: “We wanted to share our added value; the aggregates business was one of the most neglected, yet most needed industries, because it enables us to produce various types of material needed for infrastructure development, including roads and railway support for both import and export business, construction and much more.”
“Since 1976 when the RINGTREAD was ‘born’, it has redefined the very nature of retreaded tyres by providing superior performance close to that of new tyres,” said Group Marangoni VP Giuseppe Marangoni at the Xtramiles signing. “A simple idea of a ‘ring’ that is made round compared to ‘flat’ tread in vogue in the market, is now acknowledged as the technology-leading product.”
He added that Marangoni sees great potential for growth in India and that the company continues to invest in the market.
MGPL director Harsh Gandhi said: “Post setting up franchisees in Karnataka, Haryana and Kerala over the last 12 months, we wanted to come to a metro city with a vast population of large, quality-conscious and discerning fleets.”


Quarry-hotelexterior: The hotel is designed to resemble a ‘glass waterfall’. Image from IHG
The designers of a Chinese hotel built into the side of an abandoned 88-metre quarry have been explaining how the ambitious concept became reality.
The futuristic InterContinental Shanghai Wonderland, which opened in November 2018 and is located in Shanghai’s southwestern suburbs 30km from the city centre, staged a forum on May 20 which featured those behind the project, including architects JADE+QA and interior designers CCD.
Developed by Shimao Group and managed by IHG (InterContinental Hotels Group), the luxury hotel is built into the side wall of a former rock quarry that had been abandoned since 2000. The hotel was nominated as one of the architectural wonders of the world by the National Geographic Channel’s MegaStructures series due to its pioneering architectural design.
beside Tianma Pit at Sheshan Mountain Range, the 336-room hotel is mostly subterranean and referred to by designers JADE+QA as a ‘groundscraper’. Two floors are above ground and 16 below ground, including 2 floors underwater beneath a man-made pond.
The exterior design of the hotel is intended to resemble a ‘glass waterfall’. Only two levels are above the cliff top, and a grass roof over the top floor lessens the visual environmental impact at ground level.
There is an underwater loft with two levels: the landing deck at water level houses the outdoor terrace and bedroom, whilst the underwater living rooms are encased within a turquoise aquarium where guests can observe schools of fish swimming past their windows. The hotel also features a conference facility for up to 1,000 people, a
grand ballroom and restaurants and cafes.
Activities on offer include rock climbing, kayaking and a spectacular light show every night. Suites cost CY3,400-CY3,800 yuan (US$489-US$546) per night.
Construction of the hotel, the 200th opened by IHG, took 12 years from concept to completion and cost CY2bn (US$287.9m). Construction work began in 2012 after numerous delays over concerns such as stabilising the rock faces adja-
Quarry-hotel-room:
The

cent to the hotel wings. The chief designer was British architect Martin Jochman, who is chairman of JADEQ+A.
The May 20 forum held at the hotel was divided into two parts, with speeches and then round table discussions with the architects and interior designers. Media, designers, real estate developers, professionals and entrepreneurs from the industry discussed the integration of architecture and interior as well as trends in international design.

To meet the needs of the local 20-tonne excavator market in southern Africa – which is currently driven by ‘budget’ oriented offerings – Babcock has launched the new, simplified Volvo EC200D crawler excavator. A competitive price and up to 12% reduction in fuel consumption makes the EC200D a cost-effective solution for general-purpose applications.
The market for 20-tonne excavators constitutes the bulk of the overall excavator market in South Africa. The outgoing premium Volvo EC210C has been a major force for Babcock in this market segment for many years. However, in recent years, the general-purpose excavator market has evolved, with ‘budget’ type offerings gaining favour. The trend comes on the back of tough trading conditions in the general construction and rental markets.
In response to this need, Babcock has

“Following the arrival of the EC200D, we are phasing out the EC210C, which has served the market well for many years,” explains David Vaughan, MD of Babcock’s equipment division.

introduced the new Volvo EC200D, a perfect tool for general-purpose applications – from road construction and building projects to agriculture, landscaping and utility work. The latest addition to the D-Series line-up offers better fuel economy, helping customers improve their total cost of ownership and maximise the profitability of their business.
“The 20-tonne excavator market is currently driven by simplistic entry level models. We identified the need in the marketplace, and with the EC200D, we are offering our customers a cost-effective solution with which to execute their general-purpose applications, complemented by the premium aftermarket support Babcock is renowned for.”
Volvo has simplified the design of the machine, with some of the sophisticated features found on the previous model now available as optional extras. This has significantly driven down the upfront cost of the machine. “We are looking at a substantial price difference compared with the EC210C,” says Vaughan.































































Since becoming Metso chief executive officer and president on 1 November 2018, Pekka Vauramo has enjoyed something of a honeymoon period with the global aggregates processing plant giant posting healthy trading performance updates, while fully transitioning into its new business division structure devised by Vauramo’s predecessor, Nico Delvaux. So, what next for Metso and its new boss? Guy Woodford reports.
Pekka Vauramo was in good spirits when we met at St James’s Hotel & Club in Mayfair, central London. He was in England’s capital city for a series of meetings with Metso investors, making the release of the company’s encouraging full-year 2018 and Q4-2018 trading summaries very well timed indeed. They showed how the Helsinki, Finland-headquartered global quarrying equipment market manufacturer increased its sales by 32% in constant currencies from the previous year. Metso Q4-2018 sales were also up 23% in constant currencies compared to the same three months of 2017. Further figures revealed that orders received were up by 17% in 2018 to €3.499bn (€2.982bn in 2017). Meanwhile, company operating profit (EBIT) for 2018 totalled €351mn, or 11.1% of sales (€218mn, or 8.1% of sales in 2017).
What made Metso’s full-year 2018 and Q4-2018 performance even more impressive was that it came during a period of big upheaval in how the company operates.
After just five months in his dual post, Nico Delvaux, a Belgian national, departed as Metso president and CEO on 2 February 2018 to take over as CEO of the world’s biggest lock maker, Assa Abloy. His departure to the Swedish firm came after he had reconfigured Metso to operate under seven dedicated business areas, instead of three, from 1 January last year. The business areas - covering Mining Equipment, Aggregates Equipment, Minerals Services, Minerals Consumables, Recycling, Pumps and Valves - were each given their own dedicated leadership and management teams, with their heads reporting to the CEO and president and becoming members of the company’s executive team.
Speaking to Aggregates Business magazines in November 2017, Delvaux, a former senior executive at Atlas Copco, said the changes would ensure more “focus, dedication, accountability and agility” within each of the business areas, adding that they were businesses that Metso wanted to be in “for the long term”, with more inward investment guaranteed.
After Delvaux’s surprise departure,
Metso’s chief financial officer, Eeva Sipilä, became interim president and CEO, a position she maintained until Vauramo’s arrival late last year, from Finnair, where he had served as CEO and president since 2013.
“Eeva Sipilä did a great job pulling things together and making sure the changes Nico introduced were implemented. As the chairman of our board said, in a good way, ‘She has an iron hand in a silk glove!’”
Vauramo has been impressed by how quickly Metso’s new business areas and management team reporting structures have taken effect. “We grew our sales by a big number last year. If there is a need to finetune things, we will do so. But I’m not going to change things just because I want to put my stamp on Metso. When I arrived, I saw no-one internally fighting back against these changes. Quite rapidly, we have gained a much better control of business and greater understanding of issues, such as those linked to supply chains.”
No stranger to the quarrying and mining industries, Finnish national Vauramo’s career path prior to his years at Finnair had seen him hold several leading positions at Cargotec Corporation (2007-2013), Sandvik (1995-2007), and Tamrock Corporation (19851995), and work as a mine design engineer (1983-1985) for Outokumpu Corporation. Having made a success of heading up a major airline, I was intrigued about what made him want to return to familiar territory with Metso? “I’m a mining engineer by profession and had always admired Metso while working for Sandvik and in roles at other companies. I felt that I’d contributed a lot to Finnair and put a lot of things in place which could allow me to leave and take up Metso’s offer.”
Switching to his first full-year priorities as Metso CEO and president, he says: “There are lots of capable people at Metso. What I want to emphasise is the importance of technology and R&D [research & development] in our business. Our customers expect us to deliver reliable technologies that will enhance their businesses. We need to deeply imbed this in what we do. This could partly come from looking outside Metso to see if there are other technologies we can acquire that will
improve what we do.
“The mining industry is talking a lot about automation, and everyone in ours is talking about data analytics and digitisation. The quarrying and aggregates industry can also contribute to this discussion with telematics that produce more value-adding information for customers. Consumables and wear parts replacement are key areas within crushing and screening and we want to focus on creating a higher level of predictive maintenance technology to use with our machines.”
Vauramo describes his leadership style as “being involved in a business”. He is also keen to stress the importance of strategic internal investment. “Companies need to spend money to create better futures for themselves. We need to make people excited about what we do. At Finnair, I learned so much about people and where you can get to if you have people behind you, who understand their roles within an organisation. With Metso, I know a lot more on the technical side of its business than the equivalent at Finnair.”
At the recent bauma 2019 exhibition in Munich, Germany, the world’s largest construction and quarrying equipment showcase event, Metso staged the global launch of a claimed ground-breaking truck body innovation for off-highway trucks. Combining the benefits of rubber and high structural strength steel, the Metso Truck Body is said to enable mines and quarries to haul more while lowering their operating costs. The launch expands Metso’s product offering into completely new territory.
Metso also gave an exclusive preview at bauma 2019 of the Urban LT96, the latest addition to the company’s Lokotrack Urban plant range. Urban models are designed for crushing in densely populated environments, such as city centres. The units are said to enable up to 60% better noise protection and cut dust emissions.

Another bauma 2019-launched Metso model was the Metso MX3 cone crusher with patented Multi-Action crushing technology. The ‘little brother’ of the CONEXPO/ CON-AGG 2017 Las Vegas, USA-exhibition launched MX4, the MX3 is designed to cut the operational costs of crushers and to provide more uptime compared to traditional cone crushers.
Metso also unveiled at the Munich showpiece event the compact Lokotrack ST2.3 mobile multi-use screen, said to be ideal for secondary and tertiary crushing applications, such as producing aggregates for railway ballast, road construction, asphalt and concrete fractions.
After bauma 2019 Metso reported double-digit growth in both its sales and received orders in the first three months of 2019, Vauramo’s first full quarter as Metso CEO and president. The company’s sales rose 17% to €836 million (compared to €714mn in
LEFT: Pekka Vauramo at the recently expanded Metso Park site in Alwar, India

Q1 2018). Metso recorded an 18% increase in its received orders which totalled €1.013bn (€859mn in Q1 2018), while EBITA (earnings before interest, taxes and amortisation) for the quarter stood at €104 million, or 12.4% of sales (€85mn, or 11.9% in Q1 2018).
Vauramo says he is pleased with the “rapid growth” of Metso’s aggregates business in recent years, both in terms of product development and sales. “We have very solid products that have a nice heritage – such as the Lokotrack plant that come out of our Tampere [Finland], former Lokomo, production facility.
manufacturer’s joint venture businesses based in the south of the vast country - with LiuGong in Liuzhou, Guangxi province, and with Shaorui Heavy Industries near Hong Kong in Guangdong province. “Both these joint venture companies are in the black and in a growth phase. It’s a good position to be in when things are looking prosperous in China, as they are in India.
“We have a good opportunity to grow our plant sales in China. The government ban on using river sand in construction means more aggregates suppliers are looking to produce manufactured sand, which our plant is well
“Our continuing investment in our infrastructure in India is a sign of our belief in that market.”
“We are expanding into growing markets. There are interesting developments in China and, especially, India. I was very positively surprised by Metso’s success there, as it has been a very challenging place for many companies to do business in.”
Metso recently completed the expansion of its Metso Park production facility in Alwar, India. With this expansion Metso is addressing the growing demand for crushing and screening solutions in the Indian market, as well as improving the availability of products for export operations to Asia.
Metso launched operations in India in 1992 and has since been developing a strong footprint in the market. In 2018, the company announced a new foundry project in Vadodara to increase metallic wear castings capacity, and it acquired a valve automation division of Rotex Manufacturers and Engineers Private Ltd. Today Metso is present in India with over 1200 employees in seven regional offices, five production units and foundries, and an extensive service and distribution centre network across the country.
Since our interview in London, Vauramo has visited Metso Park in Alwar as part of a comprehensive tour of Metso’s key worldregion operations.
“Our continuing investment in our infrastructure in India is a sign of our belief in that market,” he stresses.
Focusing on Metso’s trading in China, Vauramo highlights the success of the
suited to. The Chinese have also decided to convert their concrete highways into asphalt highways, and new regulations state that all the construction materials for this need to be reused. Small quarries are also being consolidated due to new safety rules and regulations, so many won’t get operating licences. This creates bigger industrial set-ups.”
Metso has well over 100 official aggregates business distributors globally, with many also selling yellow iron machines from a variety of leading OEMs, such as Caterpillar. “The aggregates business needs dealers and distributors as it’s very much a local business,” explains Vauramo. “We might
somewhere sell directly, but in all major markets we need dealers and distributors. In the U.S. alone, someone told me there are 10,000 quarries. We cannot afford to recruit our own sales force to cover this.
“It’s important that we understand our dealers’ and distributors’ businesses, as well as the businesses of our customers. What is good business for them? If it’s not good for them, it won’t be good for us. When I recall some of the successful plant manufacturerdistributor relationships in my previous roles at other companies in this sector, there was a lot of planning and collaboration on how both parties could benefit from a specific working relationship. For example, very often there are trade-ins and the right distributor might take a wheeled loader and excavator in exchange for a customer taking a Lokotrack crusher.”
Asked about how the global aggregates processing industry is likely to look in ten years’ time, Vauramo says: “I think technology will be playing a big part in it, some of which we are currently not yet aware of. I also hope Metso is the equipment market leader and is very much seen as that by our peers.”
After growing up in Lahti, a city around one hour’s drive north-east of Helsinki, and obtaining a Master of Science MSc (Tech) degree in Mining Engineering, Vauramo, now in his early 60s, has been used to juggling a busy and successful career with family life. “I’m married, and my wife and I have two daughters, a son and two granddaughters. My work week starts Sunday evening and ends Friday night. If I’m not travelling I dedicate my weekend to family. It’s been like that the last 20 years. Having the weekends for family helps to calibrate the mind.
“Like many Finns, I love ice hockey. It’s such a high-tempo sport. Last time I played was three years ago. If my working schedule and health permits, I hope to play again one day.”
Putting on ice skates, picking up an ice hockey stick and dispatching a puck at great speed into the back of a net sounds like a pretty good way to unwind after a hectic, travel-heavy working week. Perhaps I should try it! AB


The Middle East aggregates sector has seen healthy growth over the last year, driven by government spending to extract more oil and gas, and by a number of massive infrastructure projects. Liam McLoughlin reports.


The aggregates sector in the Middle East has expanded over the last year, chiefly driven by increased spending by governments in the region on projects to extract more oil and gas.
Despite the ongoing Qatar political and trade dispute, the aggregates sector in the Gulf region (which covers Bahrain, Iran, Iraq, Kuwait, Oman, Qatar, Saudi Arabia and the United Arab Emirates) increased by around 10% in 2018 and the first part of 2019 compared to 2016 and 2017, according to Gary Martin of quarrying equipment manufacturer Caterpillar.
“In the Kingdom of Saudi Arabia (KSA) nearly all the larger projects in the eastern region are related to the oil and gas segment,” says Martin, who is heavy construction & quarry application senior specialist for Africa and the Middle East at Caterpillar. “With these projects we are seeing some trends in face loading and hauling equipment acquisitions as the fuel price is pushing customers to look for the lowest cost per tonne.”
He adds that it is a promising time for both local and export markets in the Gulf states, particularly in terms of infrastructure projects that are starting to come online.
This view is supported by Shahir El Essawy, project director for Africa and the Middle East within Volvo CE sales region EMEA. “The projects being launched are bringing increased demand for our wheeled loaders, and we see this segment growing,” says El Essawy.
One of these projects is the recently awarded artificial islands construction scheme in Abu Dhabi to increase gas production. In February this year Abu Dhabi
National Oil Company (ADNOC) announced the award of a dredging, land reclamation and marine construction contract to build artificial islands in the first phase of development of the Ghasha Concession.
The project is expected to take 38 months to complete and will provide the infrastructure required to further develop, drill and produce gas from the sour gas fields in the Ghasha Concession. Martin says that the project is estimated to require 20,000,000 tonnes of material to construct the 13 islands, with 60% of the rock being core aggregates and 40% being the larger armour rock from one to nine tonne per rock.
Martin says that schemes such as Ghasha are having an impact on quarries within the UAE, with production increasing by more than 30% on normal to be able to supply


such projects. He added that this was a “very welcoming sign” in the wake of the negative impact on export of aggregates to Qatar that resulted from the recent political and trade dispute. In June 2017 Saudi Arabia, the UAE, Bahrain and Egypt imposed a trade and travel ban on Qatar, alleging it supported terrorist groups (a charge which Qatar denies).
According to Martin, the negative impact of the Qatar export ban on the UAE has become a positive for Oman, where aggregate sales increased as Qatar sought another region to supply its much-needed tonnage. “We have seen an increase in machine sales in the Oman quarrying industry and we are enjoying this muchneeded boost to the country,” he adds.


He says a preference for loading at the face has seen its Oman and UAE customers ppy
The NEOM megacity project in the Tabuk region of the KSA, to start within the second half of 2019 “will kickstart the quarry and aggregates business again for the Kingdom”, Martin predicts.


opting for the Cat 374F L excavator due to its productivity and fuel efficiency. He adds that, for hauling, customers in Oman and the UAE keep to the 40 tonne Cat 770G truck.
“The choice of the 770G is not only down to fuel efficiency, but for customers that have run 769D and 771D trucks in the past they have built their quarries around the 40 tonne size class, so the 770G is the ideal replacement for an older fleet,” says Martin.
He adds that in the KSA the preference for face loading is moving from large excavators, as seen in the Gulf, to large wheeled loaders such as the Cat 988K and 992K which are matched with the 775F/G and 777F/G quarry trucks.
“In the KSA there is not as much pressure on cost per tonne, although these models hit the criteria for efficiency and a low cost per tonne,” he says. “I think the reason for larger trucks is more from the higher tonnage requirements needed per hour and the longer hauling distances from the face to the crusher.”
Taking a broader market view across the whole Middle East quarrying sector, El Essaway says there is an increased focus among customers on total cost of ownership and boosting efficiency.
“The biggest demand in the Middle East is for our wheeled loaders, excavators, articulated haulers and rigid haulers,” he adds.
One of the biggest infrastructure projects currently taking place in the Middle East is the construction of Egypt’s new capital city 45 kilometres outside of Cairo. The city –which has not yet been named and is referred to as the new administrative capital (NAC) – will become the country’s administrative and financial centre with around five million inhabitants.
Such projects are driving demand for more raw material and therefore more business for the quarrying/aggregates segment, according to El Essawy of Volvo CE.
Since the start of construction work on the new Egyptian capital, building materials giant LafargeHolcim has supported several of its projects. These include the Iconic Tower, which is set to become the highest tower in Africa with a height of 385m when completed by the end of 2020.
Miljan Gutovic, LafargeHolcim region head Middle East Africa, said: “We are delighted to contribute to Egypt’s new state-of-the-art capital. These projects improve millions of lives by providing better infrastructure and housing. We are confident that we will be able to provide further value-adding solutions
for other landmark projects in the country.”
LafargeHolcim is providing a range of specialty solutions for several landmark buildings in the new capital. For the Iconic Tower, the company is using a sustainable cement solution with higher slag contents to meet the contractor’s specifications. The solution is unique to the Egyptian market and it provides an extended lifetime of more than 100 years due to its higher durability and strength, which are essential for a structure of this size and weight. LafargeHolcim was the exclusive cement supplier for the tower’s base construction work, and in February this year poured concrete nonstop for 48 hours, which the company says is the country’s longest-ever concrete pour. It adds that its production and logistics capabilities meant it could supply large quantities of cement in a short time, significantly cutting the time needed for the pour.
LafargeHolcim is also providing lightweight concrete solutions for the Egyptian Cabinet building, which will be part of the government district of the new city and
ABOVE: The project to build Egypt’s new capital city is one of the Middle East’s many major infrastructure projects BELOW: Africa’s highest building, the 385m Iconic Tower, is part of the project to construct Egypt’s new capital city

will include the parliament, ministries and other state institutions. These lightweight solutions are designed to deliver adequate strength and density values and minimise dead loads on the building. Additionally, the company is supplying further solutions for several other ministry buildings.
To ensure materials are delivered reliably and on time, a new concrete batching plant has been installed on-site. Another one with an expected production capacity of 300,000m3 was scheduled to open by the end of Q1. LafargeHolcim says its state-of-theart local laboratory means it can test both its own solutions as well as construction materials provided by other suppliers.
The project for the new capital, which will also feature an airport and a theme park four times the size of Disneyland in California, was first announced in March 2015. The Egyptian government has said a new capital is needed to relieve congestion in Cairo, which has been the national capital since 969AD and whose 22 million population is predicted to double over the next few decades. The first officials are scheduled to move into government buildings in the new capital this year.
LafargeHolcim says it is engaged in several other major projects in Egypt that support the country’s growth agenda, including two new metro lines in Cairo, the new Suez Canal tunnels and several port extensions.
Northern Irish bulk materials handling company Telestack is working on one of the other major current infrastructure projects in the Middle East, providing the installation of an innovative and custom-designed shiploading system for Denmark-based shipping company Maersk at Port of Salalah in Oman.
Port of Salalah is a major trans-shipment hub positioned among the world’s top ports and is central to the economic future of Oman. Strategically located at the major East-West Shipping Lane, it is viewed as the region’s best-located port in order to access the Middle East, Indian subcontinent and East Africa. The port (in which APM Terminals holds a minority stake) is currently undergoing an expansion which will double the quay length and increase dry bulk
capacity to 20 million tonnes annually.
Port of Salalah is made up of a container terminal with seven berths of up to 18m draft and a general cargo terminal of twelve berths of up to 16m draft, with infrastructure to handle the world’s largest container vessels, as well as bulk cargo, bunkering and warehousing.
As part of this expansion, Port of Salalah has appointed Telestack in a £4.8m deal to provide this unique shiploading system to handle the added capacity generated by the infrastructure investment and cater for the export requirements of the local mining, quarrying and cement industries.
According to Telestack’s commercial director, Malachy Gribben: “The Port of Salalah project is our largest single order ever and is the first system of its kind across the globe. Prior to the Telestack system, Maersk had been loading with grabs and mobile

flowing, dusty and abrasive so Telestack says it was vital that its engineers ensured that the equipment would be long-lasting and fully functional throughout the project. The Export TB60 All Wheel Travel Shiploader has a 60m boom length enabling it to load up to post-Panamax size. The maximum freeboard height achievable is up to 15m. A central factor in the design was the ability to maximise hatch coverage and trimming

harbour cranes. This process was inefficient, time-consuming and costly, and it also resulted in the double handling of materials.”
The commissioning includes two shiploading systems, with each suite comprising a TB60 All Wheel Travel Shiploader fed by a Titan dual-feed All Wheel Travel 800-6 Bulk Reception Feeder. The equipment is designed to load limestone, gypsum and cement clinker at average rates up to 1,200tph to Handymax and Panamax/ post-Panamax vessels.
The material that will be handled is free
ability as a result of having an independent radial telescopic shiploader with a separate dual feed truck unloading system.
Dust containment and suppression options were taken into significant consideration during the design stage of the shiploading system, and both the Titan 800-6 Dual Feed AWT TU and TB60 AWT were customised with galvanised dust covers the entire length of the incline conveyor and side wind plates on the inner conveyor. The two units also have integrated dust extraction filters fitted above the unloading point


including an air compressor and dust filter.
The TB60 was designed with canvas retractable telescopic dust covers on the inner conveyor as well as a fully enclosed hood at the transfer point from outer to inner. All these additional features are designed to help ensure that the application is as environmentally friendly as possible and the entire shiploading process is now virtually dust free.
Degradation and contamination of material could compromise the composition and size of the product and could, in effect, reduce the selling price per tonne. Telestack says the implementation of its system means that double handling of materials is eliminated. This, coupled with the high abrasiveness of gypsum, limestone and clinker, makes it a very demanding application and Telestack says this is why its engineers incorporated transfer points, feedboots and ceramic lining to ensure that the unit was hard-wearing.
The company adds that its shiploading system offers “unrivalled flexibility” in a range of applications (stockpiling, bay loading, linking, shiploading and reclaiming). It says that the mobility options of the units allow for the operator to utilise this technology anywhere on site ensuring a high-production capacity.
The All Wheel travel technology is designed to reduce hatch change times, particularly when loading geared vessels or vessels with vertical hatches as the shiploader boom only needs to be retracted before moving in parallel to the next hatch, thus reducing loading times, maximising production rates and minimising labour on site.
To further the success of this shiploading system, Telestack secured a tender from South African company Transnet to design, manufacture and install the same equipment. AB









A major plant upgrade and investments in new technologies are driving new levels of efficiency at SPH Kundalila’s Cape Town-based Bridgetown Dolomite Mine.
By Munesu Shoko.
The current business climate in the aggregates industry is characterised by price volatility, shrinking margins and increasing operational costs, among several other challenges that relate to legislative requirements. This is exacerbated by a steady decline in the growth of aggregates demand due to the lack of meaningful construction projects in South Africa.
To survive and mine profitably during such a low growth cycle, quarry owners need to capitalise on the opportunity to improve their productivity and focus on one factor they can control: efficiency. Operational efficiency cannot be achieved by focusing on a single operational process, but by paying attention to the production process as a whole, all the way from blasting and drilling, load and haul, to crushing and screening. Adopting new technologies can also usher in new levels of operational efficiency at quarries.
With that in mind, efficiency is being sought in every sense of the word at SPH Kundalila’s Bridgetown Dolomite Mine. The
Cape Town, South African-based quarry mainly produces metallurgical dolomite for Saldanha Steel, as well as agricultural lime and construction aggregates. Several interventions, including a recent plant upgrade and the adoption of three major technologies – a drone system, an innovative dust suppression system and real-time belt weighing scales – are driving new levels of efficiency.
Bridgetown Dolomite Quarry runs two processing plants – the main BDM plant which produces metallurgical dolomite and the Ag Lime plant, which produces -2mm agricultural lime and several selected aggregate sizes for the construction sector.
In 2016, SPH took a decision to upgrade the main BDM plant. A key feature of the plant upgrade was the replacement of the old Svedala screen with the new Sandvik SF 1843 screen. “With the old screen it took us a couple of hours to replace the screen media. With the new Sandvik SF 1843, it takes us less than an hour to do the same job. This is proof that new technology has its advantages,” says Louis Pretorius, site
manager at Bridgetown Dolomite Mine.
As part of the upgrade, the Sandvik H3000 EC cone crusher was also completely refurbished. “We also replaced our V-belt and pulley-driven gearboxes on the plant. We now operate a gearbox and a motor directly without the need for pulleys. A major shortcoming of the V-belt system is that you get slippage on the belts, especially during cold mornings when the belts are wet,” explains Pretorius.
Another key intervention was to change the plant setup. Pretorius explains that previously the plant was an old linear system which ran in a straight line with a ‘scorpion’ belt setup. A scorpion setup comprises two belts running against each other all the time. “We had a lot of complications with the setup, which resulted in breakdowns and downtime,” says Pretorius.
To get rid of the linear setup, the Sandvik H3000 EC cone crusher was rearranged from its usual middle position in the plant, and was moved up the line. “We put in three new belts and a hopper
feeder and moved the cone out of the line it was previously located. The hopper was installed to regulate the feed rate of the cone to keep it at choke feed level. Previously, it was fed directly by the screen and you couldn’t choke it. With the hopper feeder, we can regulate the feed to keep it at a constant level,” explains Pretorius.
Pretorius notes that a combination of these changes has resulted in about a 20% increase in production. “We are now able to produce more, mainly because of the hopper feeder, which has created a bit more capacity. Production has also picked up because we have very little downtime,” says Pretorius.
The BDM plant currently produces between 1,000 and 1,500tonnes of material per day. The Ag Lime plant produces about 450tonnes a day of agricultural lime, excluding construction-related aggregates, which are typically produced per order. In terms of overall production, metallurgical dolomite constitutes about 70% of the total offtake per month, while construction aggregates and agricultural lime make up the remaining 30%.

As part of the technological revolution, SPH Kundalila has installed real-time belt weighing scales, which give exact tonnages of material passing selected belts in real time. These have been installed on the metallurgical dolomite product belt, the Ag Lime belt and on the out-loading belt.
A key feature of the belt weighing scales is that they are now GPRS-enabled, which allows them to send information to a server. Management can see, in real time, the exact tonnages passing through each belt, anytime and from anywhere.
“The technology, supplied by Massamatic, an independent manufacturer of industrial weighing equipment based in the Western Cape of South Africa, takes guesswork out of the production equation, which makes it easier in terms of production planning. This is a powerful tool to measure the actual production from crushers and screens, as well as monitoring loadout of trucks,” says Pretorius.
A few years ago, SPH Kundalila also pioneered the use of drone technology for aerial surveying and stockpile management in the South African quarrying sector. The use of drone technology has since been
1: A major Bridgetown Dolomite Mine plant upgrade has resulted in a 20% increase in production.
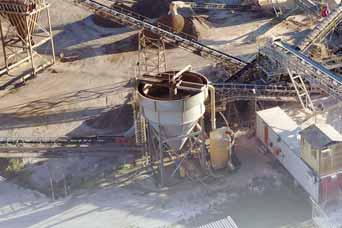
2: An aerial view of the processing plant captured by a drone.
3: Five Cat 950 wheeled loaders are used to stockpile and load customer trucks on site.
4: Two Terex Finlay 683 mobile screens produce road construction material, mainly G products.
5: Drilling and blasting contractor, Blasting and Excavating, has deployed an Epiroc DP1500i drill rig on site
6: Drone technology informs efficient decisionmaking on site.
7: Louis Pretorius, site manager at Bridgetown Dolomite Mine.



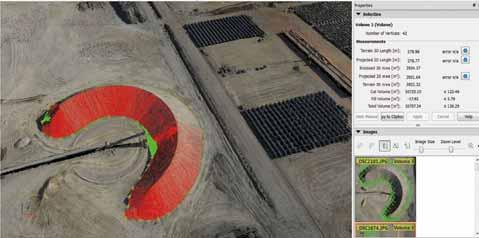
expanded to determine elevations and slope angles in the pit. This is a fantastic tool in terms of pit planning. “We can calculate the amount of tonnages we have already moved out of the pit, and more importantly, the amount of material we can still take out of the pit,” says Pretorius.
“The software gives us concrete evidence to back up our decision-making. We have grown in terms of technology use. The main benefit is that it makes decisionmaking and planning a lot quicker and efficient,” adds Pretorius.
The drone technology deployed at Bridgetown Dolomite Mine is manufactured by South African-based Aquila Drones, with design and development done by parent company, WCD Engineering Consultants. Aquila Drones was founded in 2014 with the focus to develop specialised unmanned aerial vehicle solutions.
Founder of Aquila Drones, Johan Janse van Rensburg, explains that typically two models are being used for survey purposes. The AQMRS is a multirotor solution used for smaller survey areas in the region of 50hectares. The main advantage is the ability to take off and land virtually anywhere. Operation is also simple.
The AQRVS is the fixed-wing platform typically used to survey larger areas up to 500hectares depending on ground resolution required.
Van Rensburg explains that in some cases the perception exists that the land surveyor volumetric calculations are more accurate. “I think it is important for clients to understand that the process used by Aquila Drones still involves a registered surveyor which forms part of the team in setting up ground control markers. The complete survey 3D model is thus absolute geo-referenced accurately to within 2cm,” he says.
The typical resolution targeted during data acquisition is a sub-3cm ground-sampling distance. This roughly equates to a three-dimensional point cloud model accurate
to within less than 5cm. This is deemed adequate for volumetric measurements for stockpiles. Accuracies can however be increased to 2cm depending on client requirements.
“Any surveyor would confirm that the accuracy achieved through a precision
“We have grown in terms of technology use. The main benefit is that it makes decision-making and planning a lot quicker and efficient,” Louis Pretorius
aerial survey processed with the industryleading software PIX4D will virtually always yield more accurate volumetric results. This is inherent to the fact that a typical point cloud model would consist of thousands of measurement points on the surface of the stockpile versus only a few typically taken via precision GPS systems,” explains van Rensburg.
Another innovative technology that has come out of Bridgetown Dolomite Mine’s and Van Rensburg’s relationship is a revolutionary and completely new system for dust suppression, the Atomiser. It is a nozzle spraying system that has water and high-pressure air from a compressor.
With its high pressure, it atomises water particles to make a fine mist which captures dust. Bridgetown Dolomite Mine is one of the very first quarry test sites to use the solution in a fixed crushing environment in South Africa.
The quarry is a typical drilling and blasting operation. Drilling and blasting, outsourced to contractor Blasting and Excavating (B&E), is done once a month and blasts are kept fairly large at 60,000 tonnes of material on the ground. Four Bell articulated haulers (2 x B25D and 2 x B25E) are loaded by a Cat 340D excavator in the pit. A Cat 329D is used as a backup excavator, and is in most cases deployed with a hammer to break oversize material.
From the pit, material is hauled to the main BDM plant where it is crushed into spec. Load and haul distances are fairly short and are currently around 1.2km from the pit to the tipping point. Cycle times are, on average, about 8.5 minutes, depending on the point of loading.

A total of five Cat 950 wheeled loaders are used to stockpile and load customer trucks. They are also used to feed two Finlay 683 mobile screens operating on site. The two screens are used to produce road construction material, mainly G products. They are mostly used to supplement production for project-specific contracts.
As part of its compliance with the Proximity Detection System (PDS) legislation, Bridgetown Dolomite Mine is currently one of the test sites for Schauenburg’s surface PDS. It is currently running these systems on its dumpers, front-end loaders and light-duty vehicles, as well as pedestrian units. “Not every machine on site is installed at the moment because we are still a test site,” says Pretorius. “Out of this exercise, we will determine our level of risk, which will inform our level of compliance to the PDS legislation.”
Safety and environmental management are key focus areas at Bridgetown Dolomite Mine. This is demonstrated by high scores in the 2018 Aspasa ISHE and Environmental audits. “We achieved 94.8% in our ISHE audit in 2018 and 97.88% for our Environmental audit, which is showplace,” concludes Pretorius. AB
Jim O’Brien on a recent visit to Stevin Rock’s Khor Khuwair 60 million tonnes/year quarry in the United Arab Emirates, the largest limestone quarry in the world

Aggregates demand is growing globally. Jim O’Brien, convenor of GAINTM (Global Aggregates Information Network) and honorary president of UEPG (European Aggregates Association) examines the key facts and figures behind this welcome trend.
In the February/March issue of Aggregates Business, I outlined the membership of the Global Aggregates Information Network (GAIN, www.GAIN.ie) across six continents. In this article, I will summarise the best available data on aggregates production in each region, demonstrating a positive overall global growth.
Regional trends
European aggregates production fell by 30% between 2007 and 2013 due to the economic crisis. It has recovered by some 16% since 2013, bringing the 2017 total EU28, plus EFTA, consumption back to the 3 billion tonnes level of a decade earlier. Growth has continued in 2018. The UEPG data (www.UEPG.eu) exhibits variety in the national production per capita, the EU average consumption being 5.8tonnes/ capita (t/c).
Looking to North America, in the USA pre-crisis production was over 3 billion tonnes, but this declined by 35% to under 2 billion tonnes in 2010; it has since recovered by some 12% to 2.4 billion tonnes, equivalent to 7.5t/c. Consumption continues to grow, with significant pent-up demand in the upgrading of road, airport and harbour infrastructures, making for a positive US industry outlook.
In Canada, production is estimated at 400 million tonnes, equating to some 11.4t/c, driven by its strong economy, varied topography and harsh climate. The Mexican production is estimated at around 500 million tonnes, equivalent to some 5t/c. While the market varies by region, there is significant
national growth potential.
Looking to South America, the Brazilian demand for aggregates had grown by 6.2% annually from 340 million tonnes in 2000 to 745 million tonnes in 2013, before suffering a 33% decline to 497 million tonnes in 2017, due to its financial crisis. This is equivalent to only 2.7t/c, but there is significant growth potential through population increase and infrastructure deficit, so growth in demand of 3-5%/year is expected in the coming years.
Next biggest is Colombia, with a current production level of 147 million tonnes, equivalent to just on 3t/c. Its main challenge is that 50% of the national demand is illegally produced, this challenge being proactively addressed by ASOGRAVAS. Next is Argentina, with a national production of some 140 million tonnes, equivalent to 3.2t/c; although this had grown strongly in recent years, it has recently been affected by economic turbulence.
Beyond the figures mentioned above, very little data is available for the rest of Central and South America, but the total regional demand is estimated at about 2 billion tonnes, which equates to just over 3t/c. The region has very significant growth potential in the next decade, derived from economic growth, expanding populations with low median age, plus major housing and infrastructural deficits.
Looking to Asia, the Chinese national production is reported at 20 billion tonnes, which equates to a remarkable 14t/c. The government is strongly rationalizing the industry, closing down smaller quarries in favour of new super-quarries with production in the range of 5-10 million tonnes or larger. The industry is undergoing an unprecedented
modernization with state-of-the-art environmental controls and rapid evolution in machinery technology.
India probably now has the fastest aggregates market growth in absolute terms at a global level. Its market is now estimated at 5 billion tonnes, equivalent to 3.7t/c, with double-digit growth expected in the years ahead. One of the industry’s main challenges, being actively addressed, is the phasing-out of natural sand extraction from rivers, replacing this with manufactured sands.
Japanese aggregates production is 350 million tonnes, equivalent to only 2.8t/c, a result of its rather stagnant economy. However, reconstruction after recent weather events and the 2020 Olympics are driving current demand. Demand in Malaysia is estimated at 100 million tonnes, equivalent to 3t/c, but with solid growth prospects driven by infrastructural megaprojects. Little data on aggregates demand is available for the other major countries of the region, these including Indonesia, the Philippines, Vietnam, Thailand, Cambodia, Myanmar and the Koreas.
The total regional estimate for Asia outside of China and India is estimated at some 8 billion tonnes, equivalent to some 6.2t/c because of generally strong economic and construction growth in the region.
Another salient feature of this region is the international ship-trading of aggregates, in contrast to the more usual internal supply in developed regions.
Australia has enjoyed 27 years of continuous economic growth, with recent weakness in residential construction offset by strong infrastructural and commercial
Table 1. Best estimates of 2017 global aggregates production and usage in t/c. activity; its production of 200 million tonnes corresponds to 8.3t/c. New Zealand demand of 41 million tonnes represents a healthy consumption of 8.9t/c. For the whole of Oceania, overall consumption is estimated at about 400 million tonnes, equivalent to some 8t/c.
Looking at the continent of Africa, South African production of 150 million tonnes represents about 3t/c. No production data is available for the rest of the continent, but it is estimated at around 4 billion tonnes, equivalent to around 3t/c, a typical figure for the early stages of economic development, with significant growth potential in the years ahead.
In the Middle East, the United Arab Emirates has a total national production of 135 million tonnes from 92 quarries, equivalent to 14.4t/c. The biggest company, Stevin Rock, produces 80 million tonnes from three major sites, including more than 60 million tonnes from Khor Khuwair, the largest limestone quarry in the world. Little production data is available for the rest of the




Middle East region, but is estimated at 2.8 billion tonnes, equivalent to 7.2t/c, due to the ongoing buoyant construction in the region. Russian aggregates production continues to grow strongly, now at 700 million tonnes, equivalent to 5t/c. As the main aggregate resources are remote from Moscow, aggregates are shipped in by train. Little reliable data is available on the rest of the former CIS countries, but the regional production is estimated at 1.5 billion tonnes, equivalent to 5t/c. Production in Turkey, having risen strongly over several years, has declined to 480 million tonnes, still representing a solid 6.3t/c, with renewed growth anticipated in the coming years.
The best-estimated global production figure comes to 50 billion tonnes, which for a world population of 7.7 billion, equates to 6.5t/c (Table 1); the breakdown by region illustrates that a remarkable 66% of global production is in Asia.
The global outlook to 2030 looks positive,
with aggregates production driven forward by three key factors, namely, increasing global population (reaching 8.5 billion by 2030), continued economic development and increasing global urbanisation (reaching 60% by 2030). Accordingly, it is estimated that global aggregates production will increase to some 60 billion tonnes by 2030. Regionally, the strongest growth will be in Asia, particularly in India, with lower but positive growth in Africa and Latin America.
It is quite remarkable that the aggregates industry is still highly fragmented, with the identifiable top 20 players combined producing less than 5% of global production, hence future industry consolidation is likely. The other 95% consists of small and medium-sized enterprises (SMEs), for which accurate data collection is very challenging. Only the top nine players produce more than 50 million tonnes each, the top three leaders being HeidelbergCement, CRH and LafargeHolcim (Figure 1). AB







Liam McLoughlin reports on a key crushing and screening plant optimisation solution designed to enable quarry operators to improve productivity and safety by adjusting their existing plant assets.
Metso is looking to expand its SiteBooster crushing and screening plant optimisation solution from the existing core market in France to the rest of Europe. SiteBooster plant optimisation solutions have been applied to aggregates plants since 2005, but are not yet widely used outside of France, apart from a few deployments in Germany, Norway and Morocco.
The SiteBooster team is located at Metso’s French base of Mâcon and the solution involves a three-stage process for optimising the performance of crushing and screening plant at quarries: comprehensive audit, optimised redesign and professional implementation.
The solution has a variety of use cases. These can include a customer that wants to replace an obsolete machine which is acting as a bottleneck for the plant, to change material or end product, to reduce downtime, or to meet new regulations requiring a reduction in energy consumption or improvements to the safety of staff.
“Instead of investing in a new plant, customers can spend much less money to adjust their existing assets, with the minimum of disruption to production,” according to Bruno Peix, VP systems, aggregates equipment business area at Metso.
He adds that Europe is a suitable region to start with for the expansion as Metso has more local resources able to cover this plant optimisation market.
“We have built a dedicated, fully integrated team [at Mâcon] with process experience and people able to do process layout, quotations and project management,” says Peix. “These people are able to audit the site and take measurements of what customers have in the existing quarries. We do the redesign of what could be better for them.
“There are plenty of quarries that want to invest in new plants. If we can show them




that they can have better productivity or product quality with their existing assets, with just a small amount of money to replace or add one machine, they will buy it.”
Metso sells between 40 and 60 SiteBooster projects a year of different sizes in France, encompassing anything from one machine through to three or four.
Peix says that productivity can be increased with better automation, which can also help crushing and screening plant operators to reduce electricity consumption.
“If the operator wants to increase the tonnes per hour capacity of their crushing and screening plant, we start with an audit and provide a list of recommendations,” he adds. “It can be new crushers or new parts, a conveyor issue being a bottleneck, automation which is not done properly, or how you feed a crusher. Some customers tell us that average capacity is not good, and then when we visit the site we realise that


the crusher runs empty for 30% of the day.”
This under-utilisation of plant can be due to a number of issues, such as poor management of hoppers. When these hoppers fill up to capacity, the upstream conveyors have to stop until the level of the hopper decreases. Conversely, when the hopper is empty too quickly, the crusher downstream has to run empty. All should be well balanced thanks to sensors, automation settings and regulation.
“All this stop and start harms efficiency,” says Peix.
“Once the audit and measurements of the existing site have been done, we deliver everything to the site,” he adds. “The shutdown can be anything from two days to a month, depending on the size of the change. We try to optimise the downtime for the customer for them not to lose too much running time and production.”
An example of a SiteBooster deployment is by Durance Granulats at its Peyrolles
RIGHT: Bruno Peix, VP systems, aggregates equipment business area at Metso
BELOW: A Powerscreen Premiertrak 400X jaw crusher at Whitehall Quarry, the first customer to deploy the new OMNI by Terex crusher plant fleet control system
quarry in southern France. The company produces aggregates used in road and highway surfacing and concrete, and its customers include asphalt plants and concrete manufacturers. The aggregate production at Peyrolles has four crushing stages, and with its 30 staff members the quarry can handle 1.2 million tonnes annually.
Durance Granulats wanted to improve the aggregates production capacity and crushing power consumption at the quarry and achieved its goals by replacing obsolete machinery with Metso MX4 cone crushers. Peix says the end result has been better crushing capacity and easier maintenance access.
“At Durance, like in most of the cases, we try to keep as much as we can and only replace what needs to be replaced to limit investments,” he adds.
The main selection criterion for the MX4 was the maximum feed size. The Durance Granulats team worked alongside Metso to develop the latest addition to the MX cone crusher series, the MX3.
“The MX4 has met our expectations and delivered instantaneous flow rate as well as improved crushing energy efficiency of about 12%,” said Mathieu Kasprzak, director of operations at Durance Granulats. “We have also been piloting the MX3 cone crusher on quaternary stage since April 2018 and we are fully satisfied with its performance and plan to continue with it.”
Another deployment of SiteBooster was in a plant relocation project for a quarry operator in France. Metso helped to move an existing plant the operator had in the west of France to a new quarry site that produces hard rock in the north of the country.
“We supplied brand new primary units and relocated all the secondary/tertiary

plant they had in western France to the new quarry,” says Peix. “We moved three screens with all related steel structures and conveyors dismantled and reassembled at the new site. There were very few additions to the existing plant. There were some small screens to wash the final product that they didn’t have on the previous site.”
He adds that the biggest benefits that SiteBooster can provide for quarry customers are better quality of final product (shape of aggregate) and better capacity.
The first customer deployment has taken place of the new OMNI by Terex crusher plant jobsite control system.
The tablet-based system has been launched by Terex Materials Processing (MP) and is available on equipment from Terex MP’s Powerscreen, Terex Finlay and EvoQuip crushing and screening brands in response to the changing needs of the industry.
The OMNI system is fitted inside the cab of a material feed excavator and provides operators with centralised remote access to multiple machine control systems within a crushing and screening train.
The system is designed to improve jobsite safety and efficiency in the operation of crushing and screening equipment. It features a simple graphic control interface

that is designed for ease of use, and livecamera views from critical vantage points. Each crushing and screening machine in the train can be fitted with up to two cameras, from vantage points such as material transition points, chamber inlets, and material choke level on cones.
The excavator operator can view information from each machine that is connected to the system, make informed decisions about the machine’s operation, and remotely manage the entire machine train with global functions. Powerscreen says that this helps maintain high efficiency and produce the required material specification.
The operator can adjust individual machine metrics or use global features, such as pausing the entire material flow across the train with one action, which Powerscreen says allows unprecedented levels of control from the comfort and safety of the excavator cab.
OMNI also provides alerts that indicate when someone on the ground is making process adjustments.
“We have tested OMNI on up to six mobile crushing and screening units in a train,” says Michael McGlinchey, Terex MP Group Electrical Systems Manager, who leads the OMNI project. “The main advantage is health and safety – everything is centrally controlled.”
By enabling multiple linked plant to be controlled from within the cab, it removes the need for operators to leave the cab and manually intervene when they occur.
“There are a lot of blindspots [for operators] in the junctions from one machine to another, such as the transfer of material from the conveyor to the feeder of the first crusher,” McGlinchey adds.
The primary tablet used in the system is a heavy-duty device equipped with a dust screen. The tablet is read/write enabled and is usually used by the excavator operator, who is the person with overall control of the system. One button on the primary tablet can immediately stop all the feeders if a problem is detected or material flow needs to be interrupted.
OMNI also features the facility for a

















Amdurit ® from Ammann protects valuable parts and components up to three times longer than wear-resistant steel. The extended life provides significant cost savings at asphalt, concrete and gravel plants.
• Extended life means fewer purchases of replacement parts and components.
• Fewer replacements greatly reduce labor costs.
• Plant uptime and production are improved.
Protecting your plant with Amdurit is easy. Fastening methods – including welding, clamping and bolting – enable quick installation.
Amdurit is a simple change that can lead to real savings at your plant. For more information on Amdurit and asphalt mixing plants, compactors and pavers please visit www.ammann.com

The tablet-based OMNI by Terex system enables multiple linked plant to be controlled from within the cab of one of the machines
secondary read-only tablet that can be operated by a wheeled loader driver or supervisor to monitor the machines.
On the fleet status page for all machines in the train, the tablet displays the serial number of each machine. This can be changed by the primary tablet operator to any name they choose. The fleet status page also features the fuel level, engine RPM, engine load and hydraulic oil temperature of each machine, amongst other information.
Further data can be accessed by clicking on the icon of a particular machine, including the two camera views. The machine settings for crushing and screening can also be changed to tune the machine to the application and manage the effect of material variability.
If the alarm on a particular machine is activated, the machine’s icon on the fleet status page starts to flash.
Whitewall Quarry near Malton in North Yorkshire is the first customer to deploy the
OMNI system, which is being used to control a newly-purchased Powerscreen Premiertrak 400X jaw crusher that can handle 400 tonnes of material per hour.
Kevin Calvert, quarry manager at Whitewall Quarry said, “We have been testing Powerscreen’s OMNI system and we’re impressed at how we’re able to view working information from live cameras as well as the level of control we have—all from the comfort and safety of the excavator cab.”
The OMNI system is also currently being tested by prospective customers in Scotland, the Republic of Ireland and at another quarry in Yorkshire.
The Scottish site is using OMNI to control a train with a cone and a jaw crusher. “With cone crushers the chamber can often get clogged, requiring the operator to get out of the machine,” says McGlinchey. “Now they can handle the problem by making adjustments while staying in the cab.”
OMNI is now being offered as an option on all Powerscreen crushing and screening machines.
E-Mak’s latest invention is an aggregate factory which takes rock from a quarry, crushes it, sorts the aggregates into sizes and delivers them in the proportions required. Called Megaton, it can be used for aggregate production, concrete production and cold mix production.
Megaton has been designed to operate in major materials production facilities, close to large conurbations. It can be built to serve all or any combination of the applications mentioned above.
“The inspiration actually came from Istanbul, where there is a huge quarry, used by multiple construction companies, which is now surrounded by houses due
to the increasing population of the city. In situations like that Megaton would be ideal,” said Onur Recepgil, brand and marketing manager for E-Mak.
As well as limiting dust, Megaton prevents aggregates from taking on moisture, reducing the energy needed for asphalt production. Due to the controlled environment in which the aggregates are stored, it can also lead to higher-quality materials, according to E-Mak.
The first version of the Megaton will be erected at a quarry and materials production facility in Bursa, Turkey, which is owned by E-Mak sister company Singemat, having made a show-stopping appearance at bauma 2019 in Munich.
The Megaton process sees pieces of rock from a quarry fed through a vertical shaft impactor (VSI) crusher with a capacity of 450 tonnes per hour. The aggregate is then lifted by a vertical elevator into the sieving units to grade the aggregate which is then stored according to its size within the 3,000 tonne-capacity silo. The right combination of aggregate grades can then be delivered directly to an aggregate or concrete plant.
“At the quarry in Bursa we will have two sieving units, one to serve the concrete production and the other for the asphalt production because they require different gradings,” explained E-Mak international sales manager Muhammed Elhatip.
As well as the benefits to the air quality and energy savings due to having dry aggregates, the Megaton could also make production more efficient, said Elhatip. “The machine could run all night, for example, so that you have 3,000 tonnes of clean aggregate ready for production in the morning.” AB



Guy Woodford reports on a new standout hybrid excavator from a leading off-highway machine manufacturer and how some proven rock-loading stars are earning their worth at the quarry face.
The best ideas are said to be the simplest. Volvo Construction Equipment (Volvo CE) has taken this idea to heart with its ingenious new EC300E Hybrid excavator. Unlike other systems that capture the swing energy of an excavator’s superstructure to electrically assist the engine, Volvo CE’s novel hybrid machine harvests ‘free’ energy generated by the down motion of the excavator’s boom and uses it to supercharge the hydraulic system.
The EC300E Hybrid’s powerful and regular boom-down motions charge 20-litre hydraulic accumulators, which then deliver energy to drive hydraulic assist motors that help power the hydraulic pump. The new model offers the same levels of controllability and performance as the standard 30-tonne class EC300E, including the ability to work in ECO mode and Hybrid mode simultaneously.
All this simple and uncomplicated cleverness takes load off the engine, and in the process delivers between 10-12% lower fuel consumption, up to 12% lower CO² emissions – and all with no loss of performance. When used in production ‘dig and dump’ applications (esp. those with a 90° swing), Volvo CE says the payback of this simple approach can be a little more than a year. The machine provides the same levels of controllability and performance you would expect from the equivalent conventional machine and, Volvo CE claims, up to 17% fuel efficiency improvement dependent on application.
Not only is the idea simple – the componentry is too – consisting of just a few add-on components that are simple to maintain.
While not commercially available yet, EC300E Hybrids are currently undergoing field tests at customer sites in order to validate the technology in real-world applications.
With a new Stage V engine, LiuGong’s bauma 2019-showcased 856H wheeled loader brings the Chinese off-highway machine manufacturer’s high-performance model capability to more customers in material handling and aggregate preparation.
A Stage V emissions-compliant machine said to move more for less, the 856H’s carrying and V cycle speeds are said to be consistently high thanks to the machine’s 186kW engine, wet axle, 5-speed transmission and standard lock-up clutch torque converter.
An ergonomically designed joystick further enhances the 21tonne operating capacity, 2.5m³ bucket loader’s operator comfort, while also increasing its overall productivity. Silicone oil shock absorbers improve the ride quality over the roughest terrain and help
prevent material spillage.
LiuGong also highlighted at bauma 2019 its new 890H wheeled loader for the European market. For customer applications which require heavy lifting, the 30.8tonne operating weight, 9m³ bucket capacity loader is said to deliver more power (276kW) for lower consumption.
The 890H’s Cummins Stage 4 engine is designed to develop more power at low speed, maximising torque output. The power shift transmission and advanced load-sensing hydraulics combine to deliver superior breakout force with speed and agility. Efficiency is improved further by the Intelligent Power Cut Off function, which

improves braking and supports the hydraulics in reducing fuel consumption. The 890H also features driver safety and comfort improvements including enhanced dust filtration which significantly improves the cab environment.
Great Tew ironstone quarry in north Oxfordshire, England, has purchased a new top-of-the-range Doosan DL580-5 wheeled loader to help the quarry increase its limestone product output. The DL580-5 carries huge 14-16 tonne blocks of ironstone from the quarry face to a new £1 million stone processing plant that has recently begun production at the top of the quarry.
Great Tew ironstone has a striking brown and blue vein and is only available from this Oxfordshire quarry. Quarried blocks can be used for building and walling stone, architectural details, mullion windows, copings, quoins and flooring. Smaller quarried block is suitable for rockery stone and one-off garden features. The quarry lies on the historic Great Tew Estate, which always quarried block for its own use and in 2000, the quarry was opened further to satisfy a wider demand for this novel product.
Great Tew is part of Johnston Quarry Group, the largest supplier of quarried and mined block stone in southern England. As well as Great Tew, the group owns and operates Sarsden quarry in Oxfordshire, Creeton quarry and Ropsley quarry, both in Lincolnshire, and Oathill quarry in Gloucestershire. The group also runs three stones mines in Bath, Somerset. With the wide choice of building stone and masonry products available, the group supplies over 60,000 tonnes of stone block and 300,000 tonnes of aggregates per year.
Paul Keyte, operations director at Johnston Quarry Group, who is responsible for overseeing the Great Tew, Sarsden and Oathill sites, said: “We are delighted with the boost in productivity provided by the new DL580-5 and the processing plant, which allows us to process up to 100 tonne of stone a day. The arrival of the DL580-5 and the opening of the new plant are both timely and are enabling us to meet a significant increase in demand for our Ironstone products in the UK.”
Equipped with specially matched pallet tines, the DL580-5 brings the large blocks from the base of the quarry to the top and along a short road, at the end of which it loads them on to the sawing machines in the processing plant. Previously, the quarry was only able to move blocks weighing up to a maximum of 10 tonnes, so the arrival of the DL580-5 has made this a much more efficient process.
To take on heavy material handling jobs like this, the DL580-5 features robust structural components and an advanced double circuit axle cooling system to provide an ideal solution for heavier work. This ensures the DL580-5 is ideal not only for block lifting in quarries and mines, but also heavy-duty applications in industrial, construction and recycling operations.
The overall size of the DL580-5 is almost



the same as the DL550-5, the next model down in the Doosan range, but it has an operating weight of 36030 kg and higher static tipping loads (straight/full turn 40°) of 29.7tonnes and 26.2tonnes, respectively.
In addition, the new model is equipped with a series of features that make the machine extremely reliable and durable. For example, the front structure is more rugged, with greater rigidity and strength. The DL580-5 has reinforced Z-bar kinematics for heavier lifting with few moving parts. This design also helps stabilise the loader, enables rapid bucket movements and keeps the bucket at the right-angle position at all times.
The DL580-5 at Great Tew quarry was supplied by Doosan dealer, Filtermech Plant Sales Ltd, based in Wakefield, West Yorkshire, England.
On a 40-hectare quarry in East Java, Indonesia, an SDLG L956F wheeled loader is hard at work moving large quantities of material for road contractor PT Gorip Nanda Guna. The reliable and fuel-efficient wheeled loader is helping reduce operating costs at the quarry.
“We have a huge quarry and our project will take at least 10 years to complete. Therefore, it is very important for us to choose the best and most efficient machines to work on site which is why we chose SDLG’s L956F wheeled loader,” said Gorip, owner of PT Gorip Nanda Guna, which also owns the quarry. “The heavy-duty L956F is powerful and features a large bucket that makes moving materials easy.”
At the quarry in Cukurguling, East Java, the L956F works about eight hours per day and loads 150-200 tonnes of material hourly, with average cycle times of about two to three minutes.
The 5 tonne-rated L956F has a 3m³ bucket capacity and is the smallest of the three F-series wheeled loaders. Powered by six-cylinder Weichai engines, the L956F is one of the newest wheeled loaders in SDLG’s F-series and features an updated frame, chassis, transmission, cabin, engine hood and counterweight.
Onsite since October 2017, PT Gorip Nanda Guna, a Surabaya-based road building contractor, purchased the wheeled loader from PT Indotruck Utama, SDLG’s distribution partner in Indonesia. In addition to the L956F, PT Gorip Nanda Guna also owns a SDLG LG938L wheeled loader. The 3tonne LG938L features a 1.8m³ bucket capacity and maximum breakout force of 73kN.
“The SDLG L956F is a heavy-duty machine that is powerful. The machine has proven to be very tough and reliable and certainly value for money. Its low fuel consumption has greatly helped us to reduce costs,” said Gorip, who, like many Indonesians, uses only one name. AB
At a quarry in East Java, Indonesia, an SDLG L956F wheeled loader is hard at work moving large quantities of material for road contractor PT






The Metso Truck Body is said to be a “groundbreaking” innovation that combines the benefits of rubber and highstrength structural steel
The recent bauma 2019 exhibition in Munich, Germany, saw many new hauling stars get their worldwide unveiling. Guy Woodford reports
The new Metso Truck Body is said to be a “groundbreaking” innovation that combines the benefits of rubber and highstrength structural strength steel, enabling mines and quarries to haul more with less.
Lars Skoog, vice president, Mining Wear Lining & Screening, Metso, said: “Hauling is one of the most cost-intensive components of a typical mining or quarrying operation. In addition to fuel and labour, there’s plenty of maintenance involved too. To ensure cost efficiency, a haul truck should carry as much payload as possible on every round. At Metso, we set out to tackle this challenge and designed a truck body that requires minimal maintenance while maximising payload. The result is a lower operating cost per hauled tonne.”
The bauma 2019 exhibition-unveiled Metso Truck Body is a lightweight, rubber-lined tray designed for off-highway trucks. The elastic rubber absorbs the energy of every impact, preventing it from reaching the frame and thus allowing for a lighter-than-usual, high-strength structural steel frame beneath the rubber. Thanks to this, the body can absorb maximum shock at the lowest possible weight.
Metso has been supplying its tried-andtested rubber lining for haul trucks for several decades with eye-catching results, both in reducing the need for maintenance and
every one or two years, or repaired, which gets expensive,” Skoog explains.
“The Metso Truck Body provides an unprecedented solution that is both light and durable. The rubber lining and high structural strength steel frame have been engineered in a seamless process, utilising the best qualities of both materials,” he continues.
A typical Metso Truck Body is said to weigh 20-30% less than a traditional steel-lined truck body. Depending on the application, this translates into a payload increase of several tonnes.
The Metso Truck Body is available globally for all major off-highway truck models used in mining and quarrying. Several lining options ensure application-specific fit, even in operations that struggle with problems such as carry-back.
Terex Trucks launched its updated TA300 articulated hauler at bauma 2019. The TA300


to traditional steel lining, half the noise, and 97% less vibration. The new Metso Truck Body innovation is said to take this concept to another level by combining the wear protection and working environment benefits of rubber with the payload-maximising abilities of a lightweight body.
“Many mines or quarries prefer lightweight truck bodies because they enable the carrying of more payload. However, the problem with these traditional lightweight bodies is their lack of durability - they often need to be replaced in
which comes with two additional forward gears – eight in total – as well as four reverse gears. This helps to ensure smoother gear shifting and thereby superior operator comfort.
In addition to this, the TA300 now delivers a claimed 5% improvement in fuel efficiency, as well as enhanced performance, productivity and operator comfort. It also now comes with long-life transmission fluid, which has helped to increase the length of time between oil maintenance intervals from 1,000 to 4,000
The hauler’s maximum speed has also increased to 55km/h, up from 50km/h. Terex Trucks says that ultimately this means customers can achieve faster cycle times, reduce the cost of operation per tonne and minimise their fuel consumption.
“The TA300 is one of our staple products, hence why we worked long and hard to make it even better for our customers,” said Terex Trucks MD Paul Douglas. “The upgraded TA300 was rigorously tested for nearly two years internally and by operators on real job sites, working in a variety of conditions.”
The new Map feature on Volvo’s updated Haul Assist application now allows operators to monitor the hauler traffic around a quarry or mine site and proactively adjust their driving according to traffic conditions, especially around load and dump zones.
Operated via Volvo Co-Pilot — the award-winning in-cab interface with a 25.5cm-high-resolution touch screen — Haul Assist’s Map functionality allows operators to not only identify their position but also the position of other haulers fitted with the technology. This knowledge comes into its own on sites with restricted visibility, allowing operators to see where the other haulers are, a feature that should reduce potentially dangerous situations. In all circumstances, being able to monitor traffic flow helps operators anticipate the optimum arrival time at load or dump areas and avoid congestion and waiting times … the best way to improve overall site efficiency.
The application works by using the hauler’s in-built GPS function for positioning purposes and combines it with a digital connection via Volvo Co-Pilot to communicate with other machines. The system can also record how fast the hauler is travelling and emit an alert to remind operators to maintain a safe working speed.
The Map function can plot out haul roads and preferred routes to help operators navigate their way around the site. It can highlight when the hauler is approaching a pre-defined


section of narrow or single lane road, and even visualise meeting/passing areas. The map can also highlight any reference points or notable areas of the site.
Load and dump zones can not only be visualised on the map, but can also trigger certain sub-functions, such as activating on-board weighing information. On-board weighing helps to optimise the haul cycle by ensuring every hauler journey moves the correct payload. The highly accurate system eliminates under-loading for good productivity and overloading that increases machine wear and fuel consumption.





LEFT: A screen shot of what is recorded by Command Alkon’s Scale Watcher BELOW: A truck hooked up to Scale Watcher


Weighing technology solutions can supply big efficiency gains for shrewd quarry operators. Guy Woodford reports.
Assets and equipment are the backbones of any quarry business. The ability to account for them is crucial to productivity, efficiency, and cost control. Efficiency is a critical competitive advantage for a small profit industry like aggregates processing, and accounting for assets saves time and makes many processes more streamlined and faster. It also helps to reduce instances of stolen materials and other problems that lead to higher costs. Another key value point is customer service. Customers are able to understand the location of the materials that they have purchased and the approximate time of when those materials will be on the road.
Command Alkon’s Scale Watcher is the next generation of hardware and software to provide photo and video verification of a quarry truck’s weighing process. Scale Watcher is an integrated photo verification tool that overlays ticket information onto a photo of a truck on the scale. This image is then saved in a PDF, HTML or other imagefriendly format by ticket number. The ticket number provides easy retrieval of image to email to customers. Scale Watcher provides you and your customers proof of vehicle pick-up without signatures.
Quarry sites house many extremely valuable and expensive assets. Criminals see these materials as prime targets to take and resell. Not only does theft cost you money and take a huge chunk out of your bottom line, but it also halts production for significant periods of time. With Scale Watcher, an optional Gate/Valve anti-theft module alerts authorised personnel of potential theft of
materials. The anti-theft module sends an email alert to one or more designated addresses whenever the gate/valve is opened and closed on a loading system and a ticket is not printed. The gate/valve antitheft module is not reliant upon the scale or software to function and will work after hours when the plant is shut down.
The Scale Sensing feature will send an alert if a truck has left the scale, but no ticket was generated; the tare weight is above the set threshold; the gross weight from the scale does not match that printed on the ticket; the weight on the scale exceeds the truck GVW (gross vehicle weight); or the ticketing system loses connection with the scale indicator.
Scale Watcher in action
Each vehicle is issued a hand-held RFID (radio frequency identification) badge. The Apex system stores all of the information required to load each vehicle, including configuration (single or double trailer), target weights for each trailer, maximum GVW, billing information, etc.
When a truck pulls into a loadout lane, the driver presents the badge to the RFID terminal mounted at cab height. The driver will confirm his assignment on the terminal or contact the loadout operator if his assignment information needs to change. Once confirmed, Apex will capture the tare weight and communicate the lane ID and target weights for this vehicle to the loadout PLC (programmable logic control).
The operator will lower the spouts and initiate the loading. The scale configuration allows the PLC to load a front and back trailer simultaneously with independent target
weights. Once the loading is complete and the spouts have been raised, the PLC will set the appropriate status and Apex application will capture the final gross weight and print a delivery ticket at the appropriate remote printer.
At the time the ticket is printed, the Scale Watcher module will store the video capture from two cameras, with an overlay of key ticket data values, as a PDF image that is indexed by ticket number for easy retrieval in the Apex application. An additional image of the printed ticket is stored in the ECM (enterprise content management) system.
The ability to deliver proof of pick-up to customers gives them peace of mind to know that the amount of materials they have ordered has made it through the first step of the delivery process. Site-automation technologies, such as Scale Watcher, deliver impressive improvements in the speed and efficiency of operations and help to control costs.

Like any industry, the aggregates world has its own set of specific requirements. Avery Weigh-Tronix’s Mark Wilcox tells Aggregates Business there are 10 key considerations you should bear in mind when choosing a weighbridge supplier.
Think about the way you plan to use your weighbridge both now and in the future. The right supplier should be able to help you maximise your investment by specifying a solution that completely fits your business and its growth plans. This may include optimising or modifying your existing weighbridge operations before even having to make a purchase.
How many years do you expect to use your weighbridge for? Most quarries are looking for 20 years of use to maximise their investment. However, if this is your expectation the weighbridge must be built to cope with a constant flow of heavy goods vehicles carrying up to 40 tonnes at a time. With potentially millions of tonnes passing over a weighbridge during its lifetime, a concrete deck plate can easily cope with heavy loads and build features such as fully welded bottom plates increase weighbridge durability.
Customisation options are important elements of the decision-making process and are vital to ensuring your weighbridge fits your business needs. Weighbridge size, capacity, load cells and even paint finish can all be customised to suit your operations. Dust residue is a common problem for weighbridges situated in quarries. Customisation options like T-rubbers close the gaps around the weighbridge deck to stop dust ingress and prevent dust build-up from giving inaccurate weight readings.
In the event of your weighbridge not working, how much time can you afford to lose? Look for a supplier who can offer service plans which maximise uptime and guarantee your weighbridge is in full working order and legal for trade again as soon as possible. Your weighbridge supplier should offer
An Avery Weigh-Tronix technology-incorporating weighbridge at Hanson’s Whatley Quarry in Frome, Somerset, England

preventative service and maintenance from qualified engineers to minimise your risk of downtime. When introducing external workers onto site, it’s imperative they know the dangers of working with aggregates and have experience and training of how to work safely in this environment.
Common problems from badly designed weighbridges include load-cell failure, or inaccurate weight readings due to lack of drainage or a build-up of spoils around the load cells. Although it’s always advisable to regularly clean your weighbridge and have regular maintenance, the right design for your usage and environment can go a long way to minimising the risks of downtime. Design features such as load-cell inspection covers keep load cells safe from harm including dust ingress. While restraining systems prevent excessive rocking when heavy wagons drive onto the weighbridge.
Reputable weighbridge manufacturers should be able to demonstrate the quality of the key components and materials used in their weighbridges. Weighbridges should be manufactured in line with recognised ISO standards, covering the full traceability and quality of the steel, as well as the competence of in-house automated welding. Another consideration is the manufacturing country as this could impact on stock availability, lead times and shipping costs, especially post-Brexit.
Customer testimonials
Nothing says ‘you’re doing a good job’ more than a customer willing to say how
much they value your product. Look for a weighbridge provider who has customer case studies and reviews on their website from other aggregates producers or can point you in the direction of some previous happy customers who are willing to share their experiences.
Total cost of ownership
A weighbridge is a big investment and cost can often be a deciding factor when choosing a supplier. However, a lower initial price can often lead to a higher overall cost when looking at the lifetime of the weighbridge. Instead, choose a supplier who can help you unlock the value in your weighbridge, through future-proofed plans and configurable options.
Weighbridges can come with a long list of peripheral equipment, including unmanned terminals, traffic management systems and automatic number plate recognition (ANPR). Ensuring all these different components work seamlessly together can be difficult, so choosing a supplier who can provide the full weighing solution makes the process simpler and means one point of contact if anything goes wrong.
Investing in the right supplier can see your weighbridge last years and grow with the changing needs of your business. Look for a recognised name in weighbridge production who has a proven history and strong track record when it comes to delivering quality products and service. It is important that whoever you choose will be around to support your business over the lifetime of your weighbridge. AB



Trimble showcased its state-of-the-art Connected Quarry solution at the recent bauma 2019 exhibition in Munich, Germany (8-14 April). A key element of the solution is the company’s LOADRITE LR360 connected loader scales for quarry loadout.
Speaking to Aggregates Business during bauma 2019, Jérome Thomas, Trimble’s regional LOADRITE sales manager for France and the UK, explained how the LR360 reduces quarry rework and miscommunication by wirelessly synchronising data between the loader and the scale house. As the empty truck arrives its weight is recorded as material request data is being entered in to the POS (point of sale) system. The job details are wirelessly transmitted to the loader and displayed in the cab in a prioritised list. When the job reaches the top of the list, the loader operator can go to stockpiled aggregates material, identify the truck from the ID and load accurately against the target weight. On completion of the job, the data is returned to the scale house and billing is automatically adjusted before the truck arrives to tare out. The quarry manager can see loadout operations in real time with a clear view of workload, productivity and performance.
“As well as the loader, the LR360 system


can also be added on to a dump truck – for further payload weighing analysis,” said Thomas. “We can also create a geofencing capability at the quarry, so users can find out how many tonnes of a particular pit material source has been loaded and how much of it has been taken to a stockpile or the primary crusher. It can track all a truck’s movements, including how much time a truck is spending in a loading area, how much time it is taking to load, how much time it is travelling. This helps operation teams find out whether they have any machine efficiency issues.”
Thomas said that he was working with a customer who had installed Trimble’s complete Connected Quarry system on their site. “They had been using an old 45-tonne excavator and were thinking about purchasing a 75-tonne excavator. We’ve managed to show them through Connected Quarry that their excavator is loading 60% of its work time. When it’s loading, it’s loading an average of 370 tonnes of material an hour. So, we said ‘Is it worth investing in a



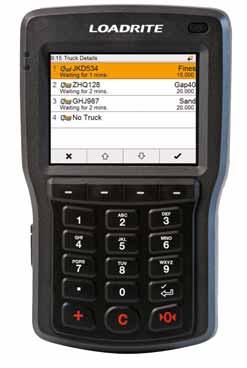
going to invest in a new 50-tonne machine which will perform better for them. This shows how our solutions can help with identifying both the correct loader or truck sizing for a job site and how a customer can go about maximising productivity.”
Despite being long-established in the mining sector in South Africa and other countries, the LR360 system is said by Thomas to have been adopted by aggregates quarry operators over the past two years. “We are attracting a lot of customers in Europe. In France, for example, we have 12 quarries using it. For a small site, you can do away with the gate house and the weighbridge as the LR360 scale can be legal
for trade. It also helps on big quarry sites which have 500 to 600 truck loads a day and you don’t want trucks idling while they wait to receive material from a stockpile. The LR360 gives you faster turnaround of trucks by offering a clear visibility of what’s happening.”
Another key part of Trimble’s Connected Quarry offer is its InsightHQ quarry management portal for web browsers and mobile devices. It shows near real-time productivity, availability and performance dashboards and reports for extraction, processing and load-out. To view changes over time, users can adjust reports to suit either the shift, day, week, month or year.
Thomas said the fastest adopters of the Connected Quarry offer have tended to be mid-sized quarry operators, due to their ability to make quicker investment decisions than larger businesses containing a bigger executive management structure.
Trimble is also looking to increase the number of quarry operators using its Groundworks drilling system. The system is said to pay for itself in just four months by drilling to exactly the depth you need, reducing overdrilling and prolonging the life of drill bits and hammers. Groundworks is also said to drill evenly spaced holes and angles, creating an even blasting pattern that delivers better surfaces and improved rock fragmentation, leading to reduced hauling costs.

Trimble Groundworks is also said to increase site safety as users can see machine blind spots and warn the operator when he’s working where he shouldn’t be. The system also reduces time and money spent on site surveying.
“We are looking closely about who we
need to be targeting for this system as quite a few quarries sub-contract their drilling and blasting work,” explained Thomas.
Already proving a hit with many civil engineering contractors and construction companies globally, Trimble Stratus is Trimble’s drone data processing system that Thomas believes can also benefit quarry operators. Its software can help quarry managers use drones to map, measure and share accurate information about their worksites and machine assets. This may include calculations of aggregates stockpile inventory, proof-of-site topography changes, haul-road berm monitoring and quarry mineral reserves assessment. With Stratus, Thomas explains, users can make quicker decisions, avoid mistakes and grow profits by always having the right information to hand.
“To create Trimble Stratus, we have partnered with an Australian [drone data and analytics technology] company called Propeller,” explained Thomas. “It’s having a phased introduction and our distributors are currently being trained in its capabilities. It has huge potential for quarry operators. A good sales guy calls in with a big new aggregates order and can accurately be told the timescale with which it can be met, and which sites can provide the material. If the new big order is going to become a regular order, Trimble Stratus can help the firm in question properly plan how it can be met.” AB


OEMs have been pushing off-highway electric power with the unveiling of exciting new plant. Smaller machines, such as miniexcavators, smaller rollers and compact wheeled loaders, seem more suitable for electrification, particularly when working in urban environments. They are not only emission-free at source but are also extremely quiet. The current battery technology can meet their relatively modest demands for power along with adequate access to charging capacity.
“Diesel will remain a significant power source for the aggregates industry for some time yet,” says Steve Nendick of Cummins
This year’s bauma expo in Munich saw the launches of a host of fully electric machines including dumpers and excavators, but what does this mean for the future of diesel?
Steve Nendick, marketing communications director at engine manufacturer Cummins, assesses the future of diesel power in an increasingly electrified off-highway sector.
Looking at the off-highway sector you would be forgiven for thinking that the age of full-electrified plant machinery is upon us. This year’s bauma show saw the world’s leading original equipment manufacturers (OEMs) unveiling a diverse range of fully electric machines from dumpers to excavators. Indeed, Cummins, synonymous with diesel power, celebrated its 100th birthday at the show with a fully electric mini-excavator prototype showcased on our stand.
So, what does this mean for diesel and does it remain as the go-to power solution for the aggregates sector?
Emission legislation has become progressively stricter, as seen with the introduction of Stage V at the start of the year. There are also the tough new ultra-low emission zones in major cities like London, part of a wider, radical anti-pollution policy. Engine manufacturers have met this challenge by refining diesel engine technology, to give a total reduction in NOx of 96% and particulate matter (PM ) of 97% since regulations began. In real-world operation, the emissions are so low it is a challenge to actually measure them.
But it’s not just about meeting emissions, we are pushing the diesel engine onto the next rung of its evolutionary ladder, and not compromising on performance. Cummins’ new Stage V suite of engines, ranging from 3.8-9 litres (75-321 kW), has reduced weight, size and complexity, yet they deliver on average 10% more power and 20% more torque than their Stage IV counterparts. OEMs and end users benefit as they have an opportunity to increase the capability of their existing machines or select a smaller engine with higher performance – saving weight and money. This makes a compelling case for operators to retain ultra-clean diesel power as their go-to power source.
Cummins is investing in a diverse range of power solutions including clean diesel, hybrid, electric, natural gas and fuel cells. We recognise that it is not ‘one-size-fits-all’, and we will need to work with customers to define the best solution for their equipment. The optimum solution is largely dependent on the duty cycle of the machine. Whichever solution is applicable, we will bring it to market in a dependable way, just as we have done with diesel for 100 years.
For larger, more remote-working, more power-hungry machines, as used in the aggregates industry, then only diesel engines can realistically match the performance - for the foreseeable future at least. A 20-tonne excavator can use 480 kWh in an average working day in a quarry and even the most advanced lithium-ion batteries don’t deliver nearly enough power density required to both power the machine and be effectively installed within its body. Similarly, diesel-powered applications can run continuously up to 20 hours, with multiple intervals of peak power, before being refuelled in-situ via a bowser.
The happy medium for larger plant could be diesel-electric hybridisation, especially for applications working in urban environments

with low emission zones. This marriage of battery power and compact engine-generator gives operators much more flexibility where charging infrastructure is not easily accessible during a working shift. It delivers a good balance of lower emissions, lower fuel consumption and lower noise without impacting operational efficiency.
The expectation is that battery technology will increase in capability while reducing in price. This is why Cummins has invested in battery companies (Brammo and JMBS) to be ahead of the curve. Until this happens though, the business case for electric doesn’t quite stack up, and diesel will remain a significant power source for the aggregates industry for some time yet. AB

Volvo Penta had much to get revved up about at the recent bauma 2019 exhibition in Munich, Germany. Aggregates Business editor Guy Woodford caught up with Björn Ingemanson, Volvo Penta president, and Andreas Viktorsson, Volvo Penta chief project manager, at the show to get the inside track on what lies behind the ambitious Volvo Group company’s rapid growth in its off-highway engine sales.
Volvo Penta has increased its annual off-highway equipment engine sales by a highly impressive average of 45% in the last three years. There is a significant factor behind this, as Björn Ingemanson, Volvo Penta president & CEO, explains, “The majority of our annual sales were traditionally on the marine side of the business - around 70% marine to 30% industrial (including off-highway equipment). Then, around eight years ago, we took a decision to really invest a lot in our planning for Stage IV Final emissions-compliant engines and focus on the industrial side of our business. We acquired more than 100 new OEM [original equipment manufacturer] relationships. In a short time just before Stage IV was going to be launched [in 2014], we gathered them all and showed them a lot of our engine prototypes. Soon after, our off-highway equipment orders exploded
into life. We’ve kept all but one or two of these OEMs with us and acquired new ones with the launch of our Stage V emissionscompliant engines range.”
Volvo Penta’s Stage V emissionscompliant engines are said to have proven extremely promising in field tests, boasting fuel consumption reductions of up to 5%, compared to their Stage IV predecessors. This not only reduces CO² output but also the total cost of ownership.
With a power range from 105 to 585kW, Volvo Penta Stage V engines (D5, D8, D11, D13 and D16) are said to be specifically engineered to give customers optimum productivity, uptime and total cost of ownership, and are developed to offer ease of installation, operation and maintenance.
The Volvo Penta Stage V range provides improved productivity through an engine and exhaust aftertreatment system that has been designed to work seamlessly. Among other
claimed benefits, this maximises passive regeneration during normal operation and, therefore, removes the need for stand-still regeneration. Uptime has also been boosted by improved oil change service intervals, which have been doubled from 500 to 1,000 hours. In addition, Volvo Penta has championed ease-of-installation by ensuring commonality between different emission levels.
Ingemanson said, “I think customers see us as a premium brand offering high quality and a reliable engine. With regards to Stage IV Final, customers liked our compact solution which uses SCR [selective catalytic reduction] technology without the need for a DPF [diesel particulate filter].
“It was good that we didn’t just look for add-ons with our Stage V solution, and really developed the aftertreatment system in sync with the engine. It meant we got something that really gave us something good in terms


“I think customers see us as a premium brand offering high quality and a reliable engine”

“There will be continued tougher emissions legislation and alternative cleaner fuel development. There is also the ongoing focus on the electrification of construction and quarrying equipment, which is a topic being discussed more and more by our customer OEMs.”
In addition to its new Stage V off-road engine solutions, Volvo Penta has also recently unveiled its first Stage V engine for mobile gensets: the D16. The D16 is a neat and compact engine with lower maintenance requirements. It is said to deliver around 3% better fuel economy (versus Stage IIIA), providing improved total cost of ownership.
Gothenburg’s first all-electric ferry and is a significant step in the company’s plans to offer electrified power solutions to both the industrial and marine segments by 2021.
“We look what is done around engines for the trucks side and the bus side of the Volvo Group business and see what would fit our industrial and marine OEM customers,” said Ingemanson. “The implementation will happen step-wise on the basis that the business case for switching to electric will differ across our many customer segments and applications.
of lower fuel consumption. Our Stage V offer also stands up very well, from early analyses, against competition.”
“I think customers like the fact that we are a smaller company within a bigger group. They like the benefits of group experience and, from the other end, our agility,” said Andreas Viktorsson, Volvo Penta’s chief project manager.
“We started our Stage V engines project four-and-a-half years ago, but the journey to develop the off-highway engine side of our business, as Bjorn said, started much earlier than that, with the development of engines without DPF.
“Customer focus has also been key in enabling us to cope with growing demand for our off-highway engines.”
Ingemanson believes that Volvo Penta has a firm base from which to pursue further
Running parallel with the evolution of its diesel-powered engine solutions is Volvo Penta’s leveraging of the strength of the Volvo Group to bring innovative technology to land and sea. The company has embarked on its first industrial OEM electromobility partnership by signing an agreement to design and deliver an electric driveline for Rosenbauer, a world-class fire-service vehicle manufacturer to which Volvo Penta already supplies Stage IV/Tier 4 Final and Euro VI diesel engines. In a system delivery approach, Volvo Penta will develop the electric driveline in Rosenbauer’s first electric truck due for launch in 2021.
This strategic partnership follows
“We are looking at a couple more projects on the off-road engines side of Volvo Penta, but it’s hard to say when they will reach the stage of being commercially viable.”
Ingemanson admits that top global off-highway engine market manufacturers are likely to have to invest more funds into their research and development (R&D) to achieve all goals within their growing project portfolios. “I think all players will have to invest more to meet all their competing project commitments. It’s a big challenge for everyone.
“R&D is the biggest department of Volvo Penta today. We have doubled our R&D investments in five years. We need to continue to grow and it’s very pleasing, looking back, that our strategy to focus


Caterpillar, Kohler and Deutz showcased their latest off-highway engine solutions at April’s bauma expo in Munich. Liam McLoughlin reports.
Caterpillar unveiled its reconfigured C13B engine at April’s bauma expo in Munich. Previously announced for the agricultural sector, it has now been adapted for the aggregates and construction industries with an engine-mounted after-treatment package.
Compared to its predecessor in the category, Caterpillar said that it has increased the C13B’s power output by 20% and torque by 19%. These improvements make it the equivalent of a 15-litre powerplant, according to the company.
Additionally, the after-treatment package is 65% smaller and 63% lighter than its predecessors. Caterpillar has also reduced the number of interface connections between the engine and after-treatment package by around 50%. The C13B is “excellent for a range of applications, including rockcrushers, screeners, rock drills, piledrivers,
chippers and grinders,” said product marketing manager for the nine- to 13-litre market, James Schnuriger.

A variety of energy sources are available on the market. Rather than investigate their different applications and individual characteristics in order to set them up in competition with each other, US manufacturer Kohler says it has chosen to
Kohler’s K-HEM unit features a KDW 1003 18kW diesel engine and a 48-volt electric engine
integrate them, to pair them with each other, so as to reap all of their potential value.
The company says this is the philosophy behind its K-HEM unit that generates power using a combination of a KDW 1003 18kW diesel engine, compliant with Stage V standards and without a DPF, and a 48-volt electric engine that guarantees 15kW of peak power and 9 kW of continuous power. This means that the unit is capable of providing over 30kW without the need for exhaust gas after-treatment systems.


Also at bauma, German engine maker Deutz exhibited its advanced configurator, a new modular product system that offers flexible combinations of alternative drive solutions. The advanced configurator gives customers the optimum combination of conventional and electric drives, according to Dr Frank Hiller, chairman of the Deutz board of management. AB










attractive business opportunities for
In March 2019, Terex Corporation announced a new £12 million (US$15.38mn) manufacturing facility located in Derry, Northern Ireland.
The new 9,755m² facility will focus on the design, manufacture and development of product lines for Terex Ecotec (waste management and recycling) and Terex Conveying Systems (TCS) mobile conveying.
The site purchased for the new facility, which will be operational later this year, consisted of an existing building and ground area that needed redeveloping to meet Terex’s operational and manufacturing requirements. This included the processing of construction and demolition waste which resulted from site clearance of old blockwork and building rubble from internal walls, and concrete and plinths from the yard.
This waste material provided EvoQuip’s Cobra 290 impact crusher with the perfect opportunity to demonstrate its capabilities by crushing the material to be reused instead of sending it to landfill—saving money and reducing the environmental impact.
The material was initially broken up by an excavator and rock hammer and then processed through the Cobra 290 to create a usable product, which was then used as a base layer on the site for new concrete roads that are strong enough to handle the expected number of trucks.
Kieran Devlin, operations manager at Terex Campsie, said: “The Cobra eliminated the need to purchase new material for the road base layer and also meant we did not have to pay to send material to landfill, resulting in great financial savings for us and reduced the environmental impact.”
The Terex Campsie site clearance generated over 650m³ of inert waste material—material that would have ended up in landfill if it had not been processed by the Cobra 290.
The environmental impact as a result of processing on site was greatly reduced, as it eliminated the need for virgin raw materials, significantly reduced the number of lorry movements, and avoided the need to dispose of it in landfill, causing land pollution.
Compared to the cost of disposing unwanted material in landfill, including the landfill tax that would generate, lorry hire and importing stones for blinding, hiring a Cobra 290, stockpiling rubble, loading the crusher, depositing material on site, separating out rebar, salvaging rebar, removing non-crushed concrete for disposal, and reusing surplus, generated financial savings of around £9,000 (US$11,440).
Alongside being better for the environment, this short project proved to be better on the pocket.
Successful recycling requires both process efficiency and fuel economy to become a profitable operation. German recycler H. Scheer boosted its competitiveness by changing an old, portable plant to a modern combination of Metso Lokotrack jaw plant and a mobile screen.
“Both fuel economy and crushing efficiency have taken giant steps ahead during the past 20 years. Our NW100 portable plant consumed more fuel than our new units, LT106 jaw plant and ST3.5 mobile screen together,” comments Markus Scheer, machine operator at the German recycler H. Scheer.
“We are happy to run the new Metso Lokotracks that seem to function well. As a bonus, we are reaching now 20-30% more capacity using modern, track-mounted Metso equipment,” he adds.
H. Scheer, based in the picturesque village of Spenge in North Rhine-Westphalia, can be described as a full-blooded family company. Founded in 1979 by Harald Scheer, the company has been expanding its activities from transporting of materials and container service to a complete offering for recycling.
Today, the company is steered by three women. Christel Scheer has the managerial position, and her daughters Bianca Scheer works as accountant and Christina Eckel as operations manager.
In addition, the family’s two brothers Markus and Volker Scheer work as machine operator and truck driver within the company.
H. Scheer used a Nordberg NW100 portable jaw unit for almost 20 years. as their main crusher for recycling. During the time, over 18,000 crushing hours were accumulated.
In April 2017, the swift changeover from the old, portable plant to new, tracked units was made. To carry on the recycle crushing and screening process, a LT106 jaw plant and ST3.5 mobile screen were selected. Both units were sold by Fischer-Jung Aufbereitungstechnik, Metso’s distributor in Germany.
In the recycle process, the feed material including concrete blocks and bricks, is fed to the LT’s C106 jaw crusher. A closed side setting of 30mm is used. After crushing, a steel wire mesh-equipped ST3.5 unit screens
German recycler H. Scheer improved the firm’s competitiveness by changing an old, portable plant to a modern combination of Metso Lokotrack jaw plant and a mobile screen

the material. A second mobile screen is used for fine screening when needed.
The end product range of H. Scheer includes 0-8mm, 3-7mm, 8-16mm, 0-45mm and 40-80mm grades. The clean, recycled products are used as different kind of base materials for building purposes.
The combination of LT106 and ST3.5 only consumes about 28 litres of fuel/hour while the NW100 alone took over 30 litres. Average capacity has grown 20-30% up to 150 tonnes/hour, respectively.
“In addition to the good fuel economy, we are very pleased with the Metso IC700
received a major boost in its operational productivity and efficiency after acquiring a QJ341 tracked jaw crusher from Sandvik. The plant has impressed all at the company with its reliability, effectiveness and ability to crush asphalt and tarmac even in warm weather.
“We’ve used various crusher brands over the years, but from the initial demonstration the QJ341 was very good. It did more than I was expecting it to do, and we got a lot greater output with it,” says SJ Walchester managing director Steve Walchester. “The different functions on the crusher are very
wages and revenue. That is not to mention the damage to our reputation which is based on supplying customers with a high-quality product, when they need it, at a fair price.”
With that in mind, Walchester decided to take the Sandvik Security+ Gold service agreement when he purchased the machine. This is Sandvik’s extended warranty programme offered through a service agreement which lasts for a duration of two years with the Gold+ package. Through four inspections throughout the year, preventative maintenance and inspections are carried out by a qualified engineer to ensure the unit is

To meet rising customer rock,
and asphalt product demand,
““My service and support experience are that Sandvik is second to none. We had a problem the other week; I phoned Sandvik and within three hours Sandvik was on site and had fixed the problem.”

variety of sources. The arisings mainly come from demolition work, with the materials consisting of demolition waste, reinforced concrete, bricks and 300mm lumps of asphalt. Much to Steve’s and his teams delight, even the latter has proved not to be a problem for the QJ341.
“I’ve used crushers from other manufacturers on asphalt and tarmac, and the QJ341 is the only jaw crusher I’ve experienced which will process it without problems. This is by its very nature sticky –especially when it melts in summer – with the hot conditions we experienced last summer being a case in point. Our previous crusher wouldn’t touch it and kept jumping the jaws. The QJ341 is simply able to be put into reverse and crushes as well as it does when set ‘forward’.
“We are the only company in the city (Stoke-on-Trent) with a crusher that is able to deal with asphalt and tarmac. This has meant other demolition and road maintenance companies bringing their asphalt and tarmac to us for recycling. The Highways Agency is one of our regulars!”
Austrian compact mobile crushing plant manufacturer RUBBLE MASTER has built up

a strong global recycled aggregates customer business. Gerald Hanisch, the company’s chief executive officer, believes the next few years will see a worldwide increase in onsite aggregates recycling. “There are smaller sites and especially remote sites where it pays to recycle onsite. Laws and legislation also influence recycling substantially. Regulations will support aggregate recycling and establish a stable market which will lead to further growth.”
To crush increasing amounts of asphalt, concrete and natural rock to meet rising customer material demand, Swedish company Tommy Nordbergh Maskin & Transport AB (TNMT) has switched from using RUBBLE MASTER’s RM 80GO! impact crusher to the larger RM 120GO! fitted with an RM MS125GO! screen.
The company’s new RM 120GO! with RM MS125GO! is also fitted with the RM GO! SMART digital solution, an optional hydraulic hammer changing system and a steep conveyor belt.
The RM MS125GO! is a mesh deck screen featuring a hydraulically pivoting refeeding belt, giving customers greater flexibility in daily operation. This allows TNMT’s RM
120GO! with RM MS125GO! to crush and screen in a single pass. RUBBLE MASTER says the RM MS125GO! guarantees precise screening of any required size material from 0-65mm.
The RM MS125GO! model’s hydraulically pivoting refeeding belt transports oversize grain either to the stockpile or back to the crusher in a closed circuit. With the aid of a handling frame, RUBBLE MASTER says the screen can be fitted to the machine in less than 15 minutes. The added presence of an RM screen tensioner allows rapid changing of the screen when other grain sizes are required. Owing to the frequent changes between types of feed material, the use of a hydraulic hammer changing system is also said to be proving a worthwhile option for TNMT.
The RM GO! SMART digital used by TNMT while operating its RM 120GO! is making the firm’s performance analysis, crusher maintenance and spare parts management even easier. This intuitive tool provides live data at any time on the machine’s status, daily reports and, in the event of problems, instructions on remedying the fault direct to a smartphone or tablet.
Around 40% of the material crushed and screened by TNMT’s RM 120GO! is concrete and 40% is asphalt, while natural rock accounts for the remaining 20%. Since recycling asphalt and concrete is the company’s main business, TNMT’s choice of an optional even more wear-resistant crusher lining and a steep conveyor belt for the RM 120GO! is said to be paying off. The steep conveyor belt improves the separation of steel from the feed material and the lower wear extends the service life of the belt.
TNMT’s vision and business concept are very similar to those of RUBBLE MASTER. Both aim to always be first choice when orders are placed and to always exceed customers’ expectations. To deliver on this in Sweden, RUBBLE MASTER relies on its sales partner, OP System. AB

German track-mounted mobile crushing and screening plant manufacturer Kleemann has ambitious global growth plans after a period of significant inward investment. Guy Woodford visited the company’s HQ to learn more.
Innovation, operator safety, simple handling and optimal performance are said by Kleemann to be the four key pillars on which the company designs and manufactures its plant range. Elements of all four can be seen in the MOBICONE MCO 9 S EVO plant I am looking at during my tour of Kleemann’s state-of-theart manufacturing and assembly facility at the company’s HQ in Göppingen, a town around 30 minutes’ drive north-east of Stuttgart in south-west Germany.
Kleemann moved to its new HQ in 2009, three years after being acquired by the Wirtgen Group. A major site expansion project in 2016-17 increased plant assembly capacity by 50%, warehousing capacity by 100%, and created additional outside parts storage space. The same project included a big additional parking lot for the rapidly growing 500-plus HQ workforce. The whole HQ site now covers 150,000m² and includes the 45,000m² manufacturing and assembly facility (10,000m² of which is under a roofed area), and the 4,000m² office building. It has allowed the company’s development, construction and distribution capabilities to be housed efficiently under one roof.
An entirely track-mounted mobile crushing and screening plant manufacturer since 2012, KIeemann’s current direct-drive range of diesel or diesel-electric powered models comprises seven 220-1,200tonnes/ hour MOBICAT mobile jaw crushers, five 350-700tonnes/hour MOBIREX mobile
impact crushers, two 300-400tonnes/hour MOBIFOX secondary impact crushers, six 270-650tonnes/hour MOBICONE mobile cone crushers, and 10 200-800tonnes/hour MOBISCREEN mobile screening machines.
All Kleemann crusher plant is manufactured, assembled, tested and qualityinspected at the company’s Göppingen HQ, while the company’s EVO screening plant are manufactured at Kleemann’s Pune, western India facility.
After my tour of the Kleemann production facility, I sat down with Dr Volker Nilles, Kleemann managing director, Mark Hezinger, Kleemann head of marketing, and Paul Holmes, managing director of Wirtgen Group UK & Ireland.
“We have spent some €50 million over the past three years on buildings and property, and this gives us growth possibilities for the long-term future” says Nilles. “The first big step was in the extension of warehousing and investment in increasing our model assembly capacity. It means for the next three to four years we are on course with our growth plan. Depending on how fast we progress, we have opportunities to add additional assembly, warehousing and office facilities. We also have an old hanger we are using for exhibitions, customer events, and facilities for sales and services training for customers, dealers and subsidiaries.”

Nilles says Kleemann has seen a clear trend in recent years of customers converting from stationary to mobile plant, not only in
Europe but globally. As the company is now an entirely mobile plant manufacturer, this presents Kleemann with “exciting” growth opportunities.
Hezinger explains that although Kleemann now exists within the construction & forestry division of John Deere, the company has undergone no organisational change since John Deere acquired the €3 billion-plus annual turnover Wirtgen Group in December 2017. “Our business is a perfect fit within John Deere’s construction and forestry portfolio. Deere is very experienced in telematics and the use of augmented reality, and we can draw on that, and there are some synergies to be had around components, but other than that it is business as usual. That is very good for our customers and for us.”
At the bauma 2019 exhibition (8-14 April) in Munich, Germany, Kleemann appeared besides fellow Wirtgen Group companies Wirtgen (milling machines), Vögele (pavers), Hamm (compactors) and Benninghoven (asphalt plants), presenting a seven-mobile crushing and screening plant line-up. The models highlighted how the manufacturer’s design and engineering expertise are geared towards supplying customers with plant offering the best ‘stone-to-money’ ratio.

From the PRO series, the up to 650tonnes/ hour capacity MOBICAT MC 120 Z PRO is said to impress in natural stone applications. The powerful plant has a 1,200mm x 800mm feed opening and is equipped with an extra long articulated crusher jaw. To guarantee the best




possible material flow, Kleemann’s Continuous Feed System (CFS) adjusts the conveying speed to the crusher’s fill level. The model can rapidly clear material blockages by reversing production with the help of its electric crusher drive.
The bauma 2019-showcased MOBICONE MC0 11 PRO mobile cone crusher is a highperforming secondary crushing plant in combination with the MC 120 Z PRO. The MCO 11 PRO impresses with a maximum 470tonne hourly output.
Meanwhile, from the EVO series, Kleemann’s two packages for the MOBIREX MR 130 Z EVO2 impact crusher are said to guarantee environmentally sound operation. The newly developed solutions provide considerable improvements in noise reduction and dust containment. Operation of the plant is by means of Kleemann’s intuitive control concept, SPECTIVE.
The tried-and-tested MOBICAT MC 110 Z EVO jaw crusher and MOBICONE MCO 9 S EVO cone crusher are compact and powerful and can be combined perfectly. The MCO 9 S EVO also has a secondary screening unit with oversize grain returning.
The bauma 2019-highlighted triple-deck MOBISCREEN MS 953 EVO has a screening surface of 9.5m² in the upper deck. Just like the crushers, the screening plant in the EVO line can be used flexibly thanks to favourable transport dimensions and short set-up times.


500tonnes/hour output is said to be possible thanks to a good material stream through the plant. This starts with the infeed which, thanks to the generously sized feed hopper, is supplied via a wheeled loader or an upstream crushing plant. The material is conveyed to the screen casing on an extra-wide 1,200mm feeding conveyor.
A coarse screening plant for larger feed sizes, the bauma 2019-displayed MOBISCREEN MS 15 Z is a mobile doubledeck screen capable of an hourly output of up to 400tonnes. Well suited to both natural rock and recycling applications, the robustly built screening plant can process up to 400mm-sized initial feed material.
Focusing on the evolution of Kleemann’s plant range, Nilles says: “After 2010 we developed the EVO line of jaw, cone, impactor


and screen plant aimed at the contractor market. We are not trying to develop only a product, but also a total solution for our customer.
“We differentiate our EVO lines from other manufacturers through their performance. They offer higher tonnes per hour with technological features such as our CFS system and material flow concept. This lowers total cost of ownership for our customers. The EVO range is also all about efficiency. The main topic within that is offering lower fuel consumption than our competitors, which we do with our direct-drive concept and our diesel-electric powered option.
“Finally, we focus on design. We think we have very nice machines and we’ve won a lot of design prizes. But for us the design is not only about the plant looking nice, but about being easy to operate and maintain. If you look at our plant you can find the SPECTIVE operating system which can more or less guide you through the whole plant operation process, while also offering solutions to fix any problems. We also think we have the safest machines on the market and have won a couple of safety prizes with our EVO machines.”
Kleemann trades through its 55 subsidiaries and 100 dealers globally. In North America the company sells its products through dealership partners, with its trading in China managed by its subsidiary overseeing a dealer partner network.



“The subsidiary approach is quite different to our competitors and gives us direct access to most markets globally,” explains Nilles. “Our position in Europe and South America is stronger than in some other areas, and we are also market leader [for track-mounted mobile plant sales] in China. Nevertheless, everywhere has growth potential for us. Our target is one third sales in Europe, one third in North and South America, and one third of sales from the rest of the world.”
Of Kleemann’s home market of Germany, Nilles says: “The German equipment market is still very strong. We have a number one position here and are still growing.”
Nilles stresses how Kleemann has been continuously updating its products and “taking them to the next level”. This will include, he says, the launch of additional all-electric Kleemann electric crushers and screeners “within the near future”.
“We are also continuously increasing our


plant portfolio. We did this initially within the EVO line and then introduced the PRO line, which are especially for the quarrying and mining business. Those crushers are very robust but remain quite mobile. The MCO 11 PRO and MC 120 Z PRO have been introduced to the market, and there are more to come.”
As well as having recently showcased its SPECTIVE machine control solution and the MOBICAT MC 120 Z PRO jaw crusher for the first time at the bauma Munich exhibition, Nilles says Kleemann was also keen to highlight the MOBIREX MR 130 Z EVO2 impact crusher’s new features for reducing plant dust and noise levels, which he describes as “a very critical issue in a lot of countries”.
Emphasising Kleemann’s consistent approach to brand quality, Paul Holmes says: “If you walk round the Indian factory where we produce our EVO screening plant, you would find no difference from our factory here in Germany – from a quality perspective, an engineering perspective, and a control perspective. That’s the Kleemann brand.”
Nilles says there are plans for Kleemann’s scalpers to be manufactured in India. “There are cost advantages to manufacturing there. For example, the percentage of steel cost in producing a screener is much higher than in producing a crusher. Also, a one-production facility strategy is very risky in the long term.
“There are markets we are closely following, such as China, which is the largest aggregates market in the world. So far it remains a mainly stationary plant market. If it gets to the stage that mobile plant becomes more established, we will have discussions about a Chinese production presence.”
“With our Indian factory, we have a proven overseas production facility. This stands us



in good stead for other potential overseas production sites,” adds Holmes.
Nilles notes that annual Chinese crusher demand is around 15,000 units/year – with around 95% of those being stationary plant purchases. He adds: “There’s a lot going on in China. New government environment legislation and market consolidation is leading to the closure of a lot of small quarries. There are new projects on both the recycling and aggregates quarrying side of the business. This has opened up discussions about the benefits of mobile plant for these projects, creating good potential for both our EVO and PRO plant lines.”
On this topic, Holmes adds: “It’s not just about introducing more mobile plant to China, it’s about having the capability of supporting customers’ use of the plant.”
Kleemann has invested heavily in its subsidiaries’ regional sales and services outlets. Centre for Training & Technology (CTT) teams offer expert maintenance and repair of customer plant, preventative maintenance through service contracts, and application advice and training.
“We want to deliver a solution that allows our customer to earn money by lowering their cost per [production] tonne. Lowering this cost involves quality plan maintenance and operation that ensures high plant availability. We offer application engineering support to achieve this. You can buy a machine, but if you do not set up properly you cannot achieve best results.
“We offer everything from standard to fullservice and maintenance contracts, depending on regions. For example, we have a lot of full-maintenance contracts in India. It is part of the business we are developing with our


subsidiaries, with contracts tailored to market specifics.”
Focusing on Kleemann’s customer plant replacement parts business, Holmes says: “The crushing and screening plant market has traditionally included a lot of third parties working out of forges all over the world who are producing replacement parts of varying quality and price. A lot of other crushing and screening equipment manufacturers have been happy to let these localised thirdparty suppliers supply their customers with replacement parts. We say an OEM- (original equipment manufacturer) produced part does not mean expensive; it means value.
“For the UK market, certainly, we’ve been very conscious to ensure we’re pricecompetitive against third parties, that we match or exceed quality, ensuring longer wear life, and importantly that we have the availability of the ordered replacement part. This prevents downtime which costs money. I think we have been helped in this area by John Deere, and their agricultural side, in upping replacement parts availability. This means upping warehouse space, like we have done in the UK, so we can supply the customer immediately or next day with at least 90% of what they need, to get them back up and running.”
‘Up and running’ is also a good way to describe Kleemann’s global growth plan. It will be fascinating to witness its full delivery over the coming years. AB


The last important production step in aggregates production is screening (classifying), which has to ensure high-quality screening curves of end products in accordance with standards. It is imperative that the process is executed in the most efficient manner. Munesu Shoko reports.
In the aggregates world, selling prices are often fixed and very competitive, and efficient screening is, more often than not, the cheapest method of dropping the overall cost per tonne on a plant. This is according to Fernando Abelho, head of sales for Africa at Pilot Crushtec International, who adds that, sadly, screening is generally the most neglected facet by plant operators.
“Many operators will spend time and money in the acquisition of best crushing equipment, then look for cheap options for their screens – be it the screen itself or the screening media. For example, in a 100tonnes per hour plant, a correct screen or screening media could make a simple 2% difference,” says Abelho.
“In a five-day, seven-hour operation, that’s an additional 70tonnes (3,5 tipper trucks) of production per week. That’s an additional +/-14 extra loads a month for the same overheads and fixed costs! This will depend on the type and quality of media, with cheaper meshes requiring more changeouts, meaning more downtime and loss of production,” adds Abelho.
Commenting on the significance of efficient screening, Waylon Kukard, sales
manager at Wirtgen South Africa, says screening is critical to the overall aggregates production process. “Without proper screening efficiency, your final products can be contaminated and be out of the grading curve. This also impacts your production rates as undersize material will go back to the crusher if you are operating in a closed circuit,” says Kukard.
The same view is shared by Rasheel Sukdhoe, product manager of the McCloskey crushing, screening, stacking and washing range at HPE Africa, the South African dealer for McCloskey, who says that the screening process is the most important part of the aggregates production process. “Screens are a way to control quality and gradation of aggregate product. Prior to screening, the product might not have as much of a value, however after screening the value of the product will increase,” he says.
Abelho adds that inefficient screening may result in the final product being out of specification. “This can have huge financial implications, not only in production costs related to the need to rescreen or re-crush the material, but can also result in penalties and potential loss of sales,” says Abelho.
When talking about screening efficiency,
ABOVE: Screening efficiency is the degree of accuracy of which undersize material is passed through an opening
it is important to understand what it is in the first place and how it’s measured. In technical terms, screening efficiency is described as the comparison of the undersize material carried over the screening media and discharged with the oversize product in contrast to the input amount of undersize that was initially fed into the screen.
“Screening efficiency is the degree of accuracy of which undersize material is passed through an opening. It is measured by the quality and grading of the screened material. The screen length will determine the efficiency of the screen,” explains Sukdhoe.
According to Kukard, screening efficiency is the classification of different products according to a grading curve of the specific application. Sampling of the different stockpiles will be taken and put through a sieving process to determine if there is undersize material in the oversize.
Abelho says, in simple terms, screening efficiency is used to describe how precise a screen is when separating a feed material
of differently sized particles into different size groups. Material that is smaller than the given aperture is denoted as undersize, anything larger than the aperture is considered oversize.
“Often the size of the material that passes the aperture is referred to as the cut size. Part of the reasoning behind this is that the screen angle, material depth and other factors will influence the material that passes the aperture. To give an idea, a screen at an 18-degree angle with an aperture of 8mm may produce a cut size of 6mm (i.e. 95% of the material is -6mm).”
Abelho adds that screening efficiency is expressed as a percentage and denotes the percentage of undersize in the original feed that is separated by the screen at the given aperture. “A straightforward illustration would be taking a feed of 100 tonnes per hour and separating at a given aperture size. When doing a sizing analysis of your stockpiles afterwards, if 85 tonnes of your undersize material is stockpiled, and an additional 5 tonnes of undersize material is in the ‘oversize stockpile’, the screening efficiency would be calculated as (85÷90) x 100 = 94,45%,” explains Abelho.
Abelho says that, as a general rule, no screen is 100% efficient, and for all intents and purposes, a screen operating at 95% efficiency is often considered ‘perfect’. Most commercial specs will specify a range of over/undersized material that is allowed in the final product.
“Typically, these specifications offer up to 5-15% deviation on the sizing. This means your screening can in some cases be as low as 85% efficient, and still be commercially acceptable. Note that the product may be in specification, but this inefficiency may be costing money due to production shortfalls. Understanding the end-product requirements is therefore important.”
Lots of factors should be considered in order to achieve screening efficiency. According to Kukard, thickness of the bed

depth of material running over the screen deck (overloading the deck) is one of the crucial factors, as well as screening media, moisture, angle of the screen deck, speed of the screen deck, amplitude of the screen and the wear of the screening media.
According to Abelho, when it comes to screening efficiency, there are often factors that are crucial to a specific site but not necessarily a factor on another site, so site information is critical to make a proper assessment.
“Calculating screening efficiency ‘by hand’ involves pages of formulas (and different methods), it also requires detailed information of the PSD (product size distribution) of the feed material. Modern programs such as Metso’s Bruno greatly simplify and automate these calculations to a great extent. That said, we can scratch the surface of screen selection with some of the following basic factors that apply across the board and should be carefully considered,”
ABOVE: Without proper screening efficiency, final products can be contaminated and be out of the grading curve BELOW LEFT: Modern programs such as Metso’s Bruno greatly simplify and automate screening efficiency calculations to a great extent
says Abelho.
The smaller the aperture on your screening deck, the smaller the open area (the amount of open space in the screening media that allows product to fall through). “A screen that efficiently screens out a 100tonnes/hour of -40mm product may be too small to screen out 50tonnes/hour of a -6mm product. This is as a result of the 40mm aperture mesh which has roughly 70% open area versus 40% on a typical 6mm wire mesh,” explains Abelho.

Speaking about stroke (also referred to as throw) versus frequency of a screen, Abelho says most screens operate at a maximum G-force of up to about 5gs, with 4,6gs being a good industry average of the maximum G-force allowed on a screen to avoid it self-destructing. The amount of G-force is a combination of the stroke and frequency, so typically a high frequency screen will have a short stroke, and vice-versa.
“For larger aperture screening a longer stroke and lower frequency screen is more suitable. A longer stroke ensures there is less chance of pegging (material that gets stuck in the open aperture), while the lower frequency ensures a longer bearing life and gives the larger material a better opportunity to pass through the open aperture,” adds Abelho.
For smaller aperture screening, Abelho says a short stroke and high frequency is advisable. A short stroke ensures the material is lifted just enough to stratify (separate into layers of differently sized material). Since the opening (and open area) of the screen is so small, a high frequency offers substantially more opportunities for the particles to find an open hole.
When it comes to bed depth – the thickness of the layer of material on a screen deck –ideally a material bed depth at the discharge end of a screen should be a maximum of four times the aperture size of the screening media.
“Too much material (high bed depth) on a screen deck minimises the chances of undersize material finding an opening to fall through. Often relieving decks (a deck that’s used to limit the amount of material on the sizing deck) is used to lower the bed depth on screens,” says Abelho.
He adds that too little material could cause the material to bounce too high, often minimising the chances of it finding an open aperture, especially on fine screening.
When it comes to screening media, Abelho says the type of media that will be used is important to know, as different types of media offer different open area percentages. Without a good knowledge of the open area, you can easily spec a screen that’s too small (or large).
“The operating conditions, product shape, abrasiveness and final specifications are all significant when selecting the type of media to use. For example, the most popular media, plain square wire mesh, is good in dry conditions, but is easily blinded (when particles stick to the mesh effectively blocking your open area) by moisture when used with smaller apertures. More specialised self-cleaning meshes are expensive but can be used in the rainy season, for example, when moisture is a problem.”
Where the final product shape is not critical, a slotted mesh can be used. Slotted mesh has an opening with a width the same as your product size, but a length that is between 3-5 times longer, effectively
BELOW: Screening efficiency is used to describe how precise a screen is when separating a feed material of different sized particles into different size groups
BOTTOM: When talking about screening efficiency, it is important to understand what it is in the first place and how it’s measured
providing you with significantly more open area, thus improving efficiency.

In order to cut costs, operators often select a thicker diameter wire for their mesh, as this means fewer changeouts from wear. On marginally sized screens, this can have a significant effect on screening efficiency, as
thicker diameter wire means less open area.
“Rubber/synthetic media offers long durability, can be resistant to blinding, but can be very expensive with long lead times. They generally tend to have slightly less open area than wire meshes,” concludes Abelho. AB


With help from Metso, JRC has reached its goal to improve reliability at Pedreira de Salamanga cement plant in Mozambique



With help from Metso, JRC has reached its goal to improve reliability at Pedreira de Salamanga cement plant in Mozambique, east Africa. Guy Woodford reports
Metso Minerals Portugal signed an agreement with JRC, Construções e Obras publicas, S.A. in 2014 to provide an automated primary crushing and screening plant to feed a cement plant located in Mozambique. The main objectives of this project were to reduce the cement plant’s operating costs, maximise throughput by improving the feed capacity, increase the stock capacity and lower the environmental impacts associated with the cement plant’s operations.
Located in Salamanga, 90km from Maputo, Mozambique’s capital city, JRC is a contractor for Cimentos de Moçambique, part of Brazilian private equity company InterCement, a major cement producer with operations in South America, Africa and Europe.
The Salamanga Quarry operation, which went into production in 1955, supplies all the limestone for Cimentos de Moçambique. The old primary crushing stage, located in the factory in Matola, had several major problems that were causing interruptions in uptime.
It also faced another challenge. The operating model was designed to transport 0/600mm rocks by train from the quarry to the cement plant. This resulted in high operating and transport costs, as well as significant potential for safety risks.
“Loading the 600mm into the train caused a lot of unused space between the rocks; this
not only prevented JRC from loading the tons to the maximum capacity, it also increased the safety risk due to the size of the rocks,” says Paulo Seiça Leitao, Metso sales manager.
When Metso was called in 2012 to consult on the equipment, the company also recommended a new model for operations: do the crushing first in the quarry and then transport the smaller rocks to the cement plant.
From planning to action
Once the signature was in place, Metso pulled out all the stops to get the project going. It took only four months for the equipment to arrive from Portugal to Mozambique. Plant assembly began at the beginning of January 2015, with full commissioning completed in record time of just over two months. Start-up took place on 9 March 2015.
Metso installed a new crushing plant with its state-of-the-art equipment, including an apron feeder, a scalping screen VG645–3V, an impact crusher Nordberg NP1415 and a screen Compact CVB 2050–1P.
Customer feedback has been highly positive, and with Metso’s support they continue to achieve their production targets with improved reliability and reduced commercial risks.
“The new crushing plant with Metso equipment has enabled us to increase our
production output and reduce our operating costs. This can be attributed to increased reliability of the operation and automation, which now has a constant feed. In addition to this, we have also seen significant improvements in the plant’s environmental impacts,” says Marisa Conceição, JRC general manager.
Environment and safety a key factor in the upgrade
Relocating the JRC crushing system from the plant to the quarry was successful also from the point of view of the environment, as it reduced the mineral processing dust and noise in the areas around the cement plant.
“This was one of the great added benefits that Metso provided. Moving the crushing system from the plant to the quarry lowered the risk of pollution, noise and dust. This sustainable environmental solution will help us to obtain and ensure compliance with our environmental permit and will drive JRC to be at the forefront of transformation in the cement industry,” notes Marisa Conceição.
The crushing plant that Metso installed was equipped with several devices to minimize pollutant emissions and environmental impacts, mainly dust. Additionally, the plant was designed with key safety control features,






as well as smart devices to help separate the workers from the machines during operation.
The new crushing plant with Metso’s equipment was developed to reduce the rock size from 0/600mm to 0/60mm. “Crushing the rocks from 600mm to 60mm reduced the safety risks and increased the cement plant’s feed reliability and production for Cimentos da Matola,” explains Leitao.
Metso’s knowledge in carrying out the design and manufacture and installation of the crushing plant for this specific application and working with this type of limestone was extensive.
“The customer is very satisfied because we delivered on our promise. We met an output of 600 tonnes an hour. The customer’s production output is now averaging 650 tonnes an hour, and therefore yielding a lower cost per tonne,” concludes Paulo.
Metso has established a strong relationship with JRC and has also supplied it with another plant to crush hard rock at a construction aggregates facility in Moamba, Mozambique. The customer rates Metso as knowledgeable, accurate, honest, friendly and a world-class company.
The bottom line is that JRC is now able to increase the quarry’s production capacity to about one million tonnes annually, maximizing throughput. AB







Maptek’s Sentry system uses laser scanning to monitor ground movement



Maptek has released a cold-climate model of its award-winning mobile Sentry system for stability mine and quarry site monitoring.
The company says the newcomer to its technology portfolio answers the imperative for continuous, reliable measurements of ground movement no matter the environment.
“Risk management remains a priority,” said product manager James Howarth. “If anything, the reliable operation of technical equipment is even more critical in extreme conditions.
“Climate factors play an important role in the execution of any mining project. Extremely low temperature conditions require
considerable planning and logistics, especially from an operator safety perspective.”
Maptek Sentry is a mobile remote monitoring system that uses laser scanning to continuously measure ground movement and is claimed to have extremely fine spatial resolution and accuracy. Housed in a selfcontained unit with autonomous power and communications capabilities, Sentry relies on sophisticated software to monitor, analyse and report in real time.
The Sentry system can operate continuously from -20°C to +50°C, with operation for a limited time in temperatures below -20°C. It requires an XR3 cold-climate

laser scanner, which has been redesigned and tested to operate at these low temperatures. A removable neoprene jacket for the scanner provides extra protection against wind chill.
Maptek redesigned all the major components in the standard temperature Sentry mobile system, with significant changes to achieve the required cold-climate specifications.
“Equipment reliability is ultra-important in extreme conditions. Sentry is a cost-effective monitoring and survey solution which helps operations manage safety and productivity,” Howarth added.
www.maptek.com

Terex Mineral Processing Systems (MPS), which owns the Cedarapids brand, says the new TG Series will be a bronze bushing spider bearing cone and will complement the current Cedarapids MVPX series (screw type cone) and the Cedarapids TC series (floating bowl cone).
The new spider bearing range is focused on the aggregates and recycling industries and will consist of four models: the TG120 (120hp), TG220 (220hp), TG320 (320hp) and TG420 (420hp).
Each model is available in two versions, the TG (tertiary) and TGS (secondary).
Terex MPS says the TG style can be run in a secondary, tertiary and a quaternary position. It adds that the TGS models, which can take an approximately 75% larger feed, are suitable for a secondary position or even a primary in a controlled feed sand & gravel application. There will also be two larger models available for large capacity mining and quarrying applications - the TG820 (820hp) & the TG1020 (1020hp).
Wayne van Antwerpen, group crusher technology product manager at Terex MPS, commented: “The new range of TG spider
bearing cones, being offered in both the large feed secondary and the ‘all-rounder’ tertiary configuration, will put us in a complete class of our own in the industry with no other OEM able to offer such a diverse and extensive cone crusher portfolio.”
He added that Terex MPS has been successful with its roller bearing cones - the Cedarapids MVPX and the Cedarapids TC cones - that offer customers the benefits of roller bearing technology.
“With the inclusion of bronze bushing technology, we can now open the door to the versatility that bronze bushings bring to the table,” he added. “For example, the ability to quickly and easily alter the eccentric throw of the cone, on site, simply by rotating the eccentric bushing. No expensive conversions and costly parts.”
Terex MPS says that the new TG series spider bearing cones provide nominal maximum feed sizes and applied power similar to current Terex cone offerings, but the numerous eccentric throw options and liner configurations allow for increased application versatility.
www.terex.com/mps























21-22 CQMS 2019
Punchestown Event Centre, Co. Kildare
Organiser: Machinery Movers
Magazine
Tel: +353 83 433 5968 www.machinerymovers.ie/ cqms/
20-22 6th China International Aggregates Technology Conference
Shenyang, Liaoning, China Tel: +86 18735986973 +86 010 57811370
Email: jiaxixi@zgss.org.cn
Organiser: China Aggregates Association/North Heavy Industry Group Co https://www.linkedin. com/company/ chinaaggregatesassociation
AUGUST
1-3 Conmart Expo 2019 Guangzhou, China
Organiser: CMEPCA, GZCMIA, CMIA Tel: +86 0755 82598142 www.conmart.com.cn/index_ en.aspx
5-7 RecyclingAKTIV and TiefbauLIVE 2019
Karlsruhe Trade Fair Centre, Germany
Organiser: Karlsruher Messe-und Kongress GmbH
Tel: +49 721 3720 2300
Email: verena.schneider@messekarlsruhe.de www.recycling-aktiv.com
23-25 Aggregates China 2019 China Import and Export Fair Organiser: Trista Chan Tel: +86 20 28945347
Email: grand.zh@grahw.com www.cctee.net
2-5 CONEXPO Latin America 2019 Santiago, Chile
Organiser: CONEXPO Latin America Tel: +1 800 867 6060
Email: customerservice@conexpolatinamerica.com www.conexpolatinamerica.com
10-14 Excon 2019
Bengaluru, India
Organiser: Confederation of Indian Industry
Tel: +91 44 42444564
Email: excon@cii.in https://excon.in/exconpub.php
10-14 CONEXPO-CON/AGG 2020
Las Vegas, NV
Organiser: AEM
Tel: +1 414 274 0644
Email: customerservice@conexpoconagg.com www.conexpoconagg.com
21-25 SaMoTer 2020 Verona, Italy
Organiser: Veronafiere S.p.A. Tel: +39 045 8298561
Email: customercare@samoter.com http://www.samoter.it/en
MEET THE TEAM
Throughout the year Aggregates Business travels the globe attending conferences, events and equipment shows, keeping you informed of the latest offerings. Why not come and join us for a chat at any of the events below?
JULY 2019 20-22 6th China
International Aggregates Technology Conference
MARCH 2020 10-14 CONEXPO-CON/ AGG 2020
MARCH 2020 21-25 SaMoTer 2020 Verona, Italy TO EVENTS ON THE GO
www.constructiontv.tv
Contact: Roger Adshead | radshead@ropl.com | +44 7768 178163













Metso Lokotrack® Urban™ Series
Running crushing operations and producing aggregates on-site in urban areas brings new business opportunities, as well as significant savings. However, meeting the strict dust and noise requirements can be challenging. Metso’s Lokotrack® UrbanTM Series makes on-site crushing in densely populated and heavily regulated areas possible. With very low crushing noise emissions and advanced dust suppression, it’s clean, quiet and cost effective, and it makes obtaining crushing permits easier. The Lokotrack Urban Series lets you take your business to a new level while reducing transporting, emissions and costs.
Find out more about the Lokotrack Urban Series at www.metso.com/urban


Cost-efficient on-site crushing

Easier to get crushing permits

Easy and safe to transport and operate