



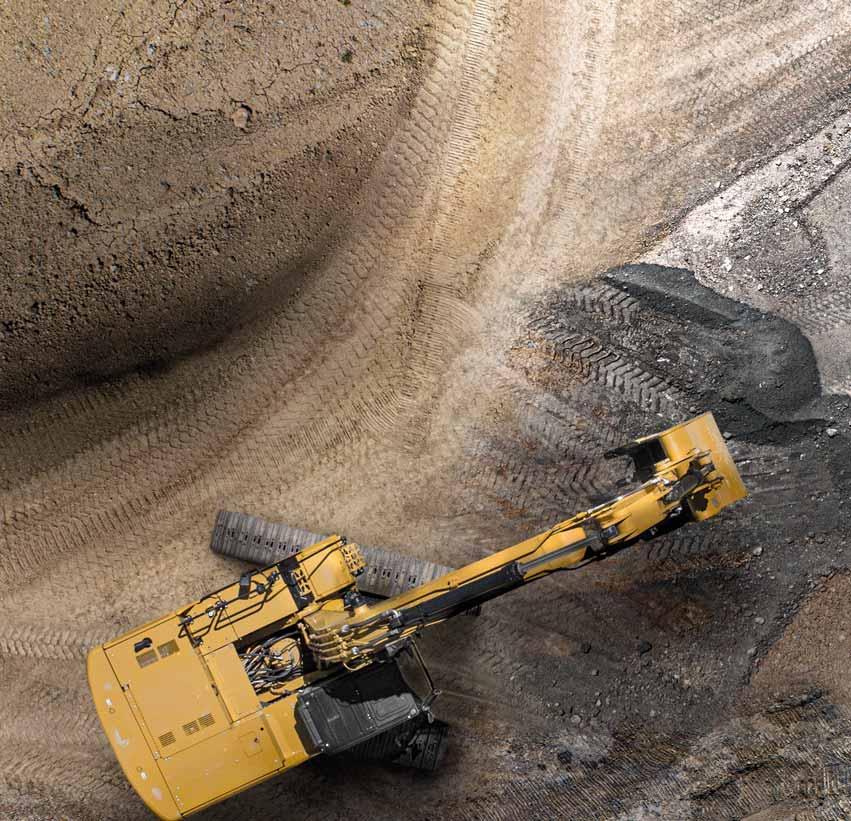






















“An MB Crusher BF90.3 bucket on a Hitachi Zaxis 220LC excavator is proving a big hit with a prominent Indian quartz mines and quarries business.” p48
COVER STORY:
05 COMMENT
Navigating the statistical maze with an open mind
06 NEWS
Afrimat posts record interim results; Sandvik Q3 earnings boost
11 MARKET REPORT
The Indian aggregates sector is in good health thanks to Prime Minister Narendra Modi’s huge transport infrastructure works programme
48 EQUIPMENT UPDATE
Global OEMs’ new equipment launches and applications
50 EVENTS
All the key events in the quarrying & aggregates world Features
19 AGGREGATES PRODUCTION
How a premium crushing and screening plant is helping OSF Group meet huge demand for ballast for the Basque Y highspeed rail project
22 LOADING
Innovation is a key feature in the modern global quarry loading machine market. Aggregates Business assess three major recent model launches
A leading articulated hauler maker discusses big machine development plans
27 WASHING – PART 2
Aggregates washing plant solutions are getting increasingly sophisticated and efficient


Many Indian cement producers are looking to acquire higher capacity rigid dump trucks to help meet rising demand for their products


31 ENGINES – PART 2

New models and how best to future-proof the off-highway engines industry
37 BLASTING & ALTERNATIVES
The use of technology such as visualisation and drones is enhancing the efficiency and safety of blasting operations at quarry sites
39 RECYCLING – PART 2
OEMs aware of rising demand for recycled aggregates globally have been busy highlighting new and proven recycling-suited plant

























08 INTERVIEW

As Metso’s recently appointed senior vice president for Africa, Qasim Abrahams is leading the quarrying equipment giant’s ambitious double-digit regional growth targets for the next three years
14 RDTS FOR INDIAN CEMENT INDUSTRY
India’s major cement producers are increasingly eyeing larger rigid dump trucks as they look to increase their production due to high market demand
16 TAIWAN AGGREGATES SECTOR
Taiwan’s aggregates industry has gone from strength to strength over the last decade
35 SMILEY MONROE –THE FIRST 40 YEARS AND WHAT’S NEXT?
The Northern Ireland-headquartered conveyor-belt solution specialist remains highly ambitious after an impressive first four decades
43 EMBATTLED KENYAN QUARRY MINERS
Court cases stand in the way of Kenya’s quarry miners’ attempts to work new mining fields as they strategically position themselves to supply region’s booming aggregates market
45 QUARRY PROFILE
After tripling production volume and significantly reducing water usage, CDE’s cyclone technology is proving a big hit with a South African sand & aggregates producer

HEAD OFFICE
EDITOR: Guy Woodford
ASSISTANT EDITOR: Liam McLoughlin
CONTRIBUTING
EDITORS: Patrick Smith, Dan Gilkes
EQUIPMENT EDITOR: Mike Woof
DESIGNERS: Simon Ward, Andy Taylder, Stephen Poulton
PRODUCTION MANAGER: Nick Bond
OFFICE MANAGER: Kelly Thompson
CIRCULATION & DATABASE MANAGER: Charmaine Douglas
INTERNET, IT & DATA SERVICES DIRECTOR: James Howard
WEB ADMINISTRATORS: Sarah Biswell, Tatyana Mechkarova
MANAGING DIRECTOR: Andrew Barriball
PUBLISHER: Geoff Hadwick
CHAIRMAN: Roger Adshead
ADDRESS
Route One Publishing Ltd, Waterbridge Court, 50 Spital Street, Dartford, Kent DA1 2DT, UK
TEL: +44 (0) 1322 612055 FAX: +44 (0) 1322 788063
EMAIL: [initialsurname]@ropl.com (psmith@ropl.com)
ADVERTISEMENT SALES
SALES DIRECTOR:
Philip Woodgate TEL: +44 (0) 1322 612067
EMAIL: pwoodgate@ropl.com
Dan Emmerson TEL: +44 (0) 1322 612068
EMAIL: demmerson@ropl.com
Graeme McQueen TEL: +44 (0) 1322 612069
EMAIL: gmcqueen@ropl.com
SUBSCRIPTION / READER ENQUIRY SERVICE
Aggregates Business International is available on subscription. Email subs@ropl.com for further details. Subscription records are maintained at Route One Publishing Ltd.
SUBSCRIPTION / READER ENQUIRIES TO: Data, Route One Publishing Ltd, Waterbridge Court, 50 Spital Street, Dartford, Kent DA1 2DT, UK
TEL: +44 (0) 1322 612079
FAX: +44 (0) 1322 788063
EMAIL: data@ropl.com


No part of this publication may be reproduced in any form whatsoever without the express written permission of the publisher. Contributors are encouraged to express their personal and professional opinions in this publication, and accordingly views expressed herein are not necessarily the views of Route One Publishing Ltd. From time to time statements and claims are made by the manufacturers and their representatives in respect of their products and services. Whilst reasonable steps are taken to check their accuracy at the time of going to press, the publisher cannot be held liable for their validity and accuracy.











PUBLISHED BY © Route One Publishing Ltd 2019
AGGREGATES BUSINESS INTERNATIONAL USPS: is published six times a year. Airfreight and mailing in the USA by Agent named Air Business, C/O WorldNet Shipping USA Inc., 156-15 146th Avenue, Jamaica, NY, NY11434. PERIODICALS POSTAGE PAID AT / US POSTMASTER
ADDRESS CHANGES TO: Aggregates Business Europe, Air Business Ltd, C/O WorldNet Shipping USA Inc., 156-15 146th Avenue, Jamaica, New York, NY11434
PRINT: ISSN 2051-5766
ONLINE: ISSN 2057-3405
PRINTED BY: Warners (Midlands) PLC













he great American writer Mark Twain, famous for his late 19th century novels, The Adventures of Tom Sawyer and The Adventures of Huckleberry Finn, once said that “facts are stubborn things, but statistics are pliable”. Fortunately, while I don’t have Twain’s enchanting grasp of the written word, I don’t quite share his pessimism when it comes to statistical analysis.
In my Comment page in the last issue of Aggregates Business International – Asia, Africa & Middle East, I talked about Persistence Market Research’s (PMR) encouraging new study of aggregates demand across Africa, which, PMR forecasts, will see a compound annual growth rate (CAGR) of 5.4% over the 2019-2029 period.
This time another report, Global Construction Outlook to 2023 – Q3 2019 Update, by data and analytics company GlobalData, has hit my desk stating that global construction output growth in 2019 has been revised down to 2.7%. If realised, it will be the slowest pace of growth in a decade, while simultaneously suppressing mineral products demand.
GlobalData says that a chief cause of its revised forecast is that the deterioration in construction output growth across emerging markets has been worse than previously expected, particularly in the U.S. and the Middle East.
The firm’s analysis tips global construction output growth to increase to 3.2% in 2020 and then stabilise at 3.4% over the remainder of the forecast period, which runs to 2023. According to GlobalData, these numbers are partly based on a projected improvement in the global economy in 2020, which in turn relies on improvements in financial market sentiment and stabilisation in some of the larger, currently troubled emerging markets.
In the new report, Danny Richards, lead economist at GlobalData, comments: “Some major advanced economies have struggled to generate growth momentum, including the


US, the UK and Australia. In China, where the authorities are stepping up investment in infrastructure to prevent a continued slowdown, growth will remain positive, contributing to a slight acceleration in growth in total output in the emerging markets.”
Richards adds that geopolitical risks are intensifying, which could potentially undermine investor confidence and disrupt capital flows in the early part of the forecast period. He said that risks to the overall forecast stem primarily from a possible escalation in the trade war between the US and China, as well as inflamed tensions between the US and Iran following the recent drone strikes on Saudi Arabia’s largest oil processing centre, which were blamed on Iran.
“The emerging markets of South-East Asia will invest heavily in new infrastructure projects, supported by private investment, and this region will be the fastest growing, expanding by 6.4% between 2019 and 2023,” Richards concludes.
This uplifting appraisal of likely SouthEast Asian construction output over the next four years will hearten ABI readers. Just don’t expect Mark Twain to be joining in any chorus of approval.
Putting statistical interpretation to one side, this edition has a strong African feel. Shadrack Kavilu looks at the ongoing Kenyan legal battles between Katani quarry miners eager to up their aggregates production to meet insatiable demand for building materials for new infrastructure projects, and residential property owners, angered by quarrying activities such as blasting near their homes.
Meanwhile, this issue’s Quarry Profile sees Munesu Shoko learn how Ground Breakers, a South African sand and aggregates producer, is tripling production and significantly reducing water usage at its Lindley Quarry, Johannesburg site, after investing in a CDE Combo – said to be the world’s first all-in-one wet processing plant.GW gwoodford@ropl.com
LafargeHolcim has taken note of a French appeal court decision to drop the charge of complicity in crimes against humanity brought against Lafarge SA over its operations in Syria, the French-Swiss cement maker said in a statement.
“LafargeHolcim deeply regrets the unacceptable errors committed in Syria”, the company said in a statement reported by Reuters news agency, adding it “continues to cooperate fully with the French judicial authorities”.
The French company is still facing charges of the financing of terrorists, endangerment of people’s lives and violation of sanctions, Lafarge Holcim added, confirming an earlier report by Reuters.
Dangote Group (Dangote), the Nigerian industrial conglomerate, has signed deals to build a cement factory and make phosphate into fertiliser in Togo. Dangote signed a deal to build a cement factory in the small west African country at a cost of around $60 million. Construction of the factory is set to start in Q1 2020, and it will begin producing by the end of next year, a Togo government statement, reported by Reuters news agency, said. The cement would serve the Togolese market as well as export to neighbouring countries.
Togo’s vast phosphate resources are mostly exported in their raw form, and Dangote’s project would process some of that phosphate to make fertiliser in-country, aiming to export it to the region. The cost of the project is around US$2 billion, the government statement added, without specifying how much of that would come from Dangote. The cement and fertiliser deal is Dangote’s first push into Togo, setting up billionaire Aliko Dangote’s group for competition against Germany’s HeidelbergCement.
Afrimat, a major South African open-pit mining company supplying construction materials, industrial minerals and bulk commodities, is celebrating a record set of interim results for the six months to 31 August 2019, with revenue up 19.9% to R1.7 billion (US$112.98mn).
Operating profit was up an eye-catching 56.9% to R318mn (US$21.13mn), while Afrimat’s headline earnings per share rose by 94.3% to 181.9 cents.
The firm’s Bulk Commodities segment, consisting of the Demaneng iron-ore mine in Northern Cape, South Africa, continued to deliver a healthy contribution to the group results, amounting to 28.9% of overall revenue. Bulk Commodities segment revenue increased by 77.5% from R280.4mn to R497.7 (US$33.07mn) and operating profit increased by 176.2% from R50mn to R138.2mn (US$9.18mn) as a result of an impressive increase in volumes and favourable pricing during the period. The Construction Materials and Industrial Minerals business



segments, the former including sales in Mozambique, also recorded revenue rises over the analysed sixmonth period.
New business development remains a key component of Afrimat’s growth strategy, according to a group board statement released with the six-month trading figures.
The statement continued: “The group is well positioned to capitalise on its strategic initiatives. It

foresees continued growth from an excellent asset base and expects further expansion of its range of unique products. The continuation of selective acquisitions is expected to deliver good results.
“Operational efficiency initiatives aimed at expanding volumes, reducing costs and developing the required skill levels across all employees, remain a key focus in all operations.”
Pilot Crushtec International – the southern Africa distributor for Metso aggregates and mobile products – walked away with the Best Sales Growth Award at Metso’s second global aggregates Distributor Days, held on October 7-8 in Tampere, Finland.

Responsible for Metso’s aggregates product range, including static, tracked and wheeled crushers, scalpers and screens in southern Africa, Pilot Crushtec was nominated in four categories: Best Innovation; Best Lokotrack Sales; Best Sales; and Distributor



of the Year. This year’s award comes on the back of yet another achievement at the previous Distributor Days in September 2017. The Jet Park-based crushing and screening specialist received the accolade for Best New Services Distributor, barely 16 months after taking over as the Metso distributor in southern Africa.
Pekka Vauramo, CEO and president of Metso, commended Pilot Crushtec’s capabilities, saying the dealer’s appointment has ushered in new levels of growth for Metso in southern Africa. “We have enjoyed a very successful cooperation with Pilot Crushtec. Testimony to their capabilities is that they have become our third-largest distributor globally in three years,” says Vauramo.
Demand for construction machinery in the Asia-Pacific region is projected to increase by 4.9% per year to reach US$123bn in 2023, according to new research.
Freedonia Group, which authored the study, says that the rapid growth in Asia-Pacific will be driven by a number of factors such as rising labour costs and mechanisation rates throughout the region.
Other factors behind the predicted growth include the
widespread availability of affordable models (many of which are locally produced), increasing use of more sophisticated and better performing machinery in mature markets, above-average growth in both regional construction and mining activity, and expanding investment in regional infrastructure (such as via China’s Belt & Road Initiative).
Freedonia Group says that trends in China – the world’s largest national producer and purchaser of
A new key report states that the African cement industry’s value will grow at a compound annual growth rate (CAGR) of 5.9% a year to 2029 due to the growing number of infrastructure projects across the continent.
The African Cement Market Report 2019 by ResearchandMarkets.com, a leading industry market research consultancy, states that the rise in consumption of cement is expected to result in cement consumption of around 4.5 billion tonnes per annum by the end of 2019.
Global cement consumption has been growing at a CAGR of over 5.2% for the past ten years, driven mostly by consumption from emerging markets such as China, India and Brazil.
construction machinery – will particularly underlie regional market gains.
For example, after a relatively poor sales performance in recent years, replacement product demand in China is expected to rebound. Continued swift economic growth, inflows of foreign investment, and impressive fixed investment spending gains (among other factors) in the country will also bolster sales.

National cement markets analysed in the report include Egypt, South Africa, Nigeria, Ethiopia, Morocco, Kenya, Ghana, Algeria, Angola, Tunisia, Tanzania, Cameroon, Ivory Coast, Togo, Mozambique, Zambia, Senegal, Uganda, and Zimbabwe.
Twelve major cement companies are also profiled in the new report: AfriSam, ARM Cement, Ashaka Cement, Bamburi Cement Limited (Lafarge), Cement Company of Northern Nigeria (CCNN), Dangote Cement, East African Portland Cement Co., Heidelberg Cement, LafargeHolcim, Tanga Cement Company, Tanzania Portland Cement Company Limited (Twiga), and PPC.
Hyundai Construction Equipment is establishing a new research and testing centre to focus on quality.
Hyundai Construction Equipment (HCE) is focusing on performance and quality with its new project to establish a Reliability Assessment Centre. This research and development facility will be constructed in Yongin, Gyeonggi-do (South-Korea), in a bid to strengthen Hyundai’s quality competitiveness. The firm has held a groundbreaking ceremony for the construction of the reliability assessment centre and a performance evaluation laboratory for finished equipment on a 40,000m² site at the Mabuk-ri Research Institute in Yongin, Gyeonggi-do. The project is costing US$64.4 million (KRW 77 billion) and the project is intended to boost the operation of the evaluation laboratory, which was previously operated in Ulsan. The new reliability assessment centre will allow integrated research from parts to finished products and will be completed in August 2020.




The World Cement Association has urged the industry to more swiftly adopt new technologies and put greater focus on innovation to make progress on reducing CO2 emissions.
Speaking at the association’s third annual conference in Shanghai, China, WCA president and CNBM chairman Song Zhiping emphasised the importance of an industry-wide response to climate change.

intensity in production, fuel use and ultimate product use to realise sustainable development.”
Song underlined the role of WCA as the voice of the worldwide cement industry and praised WCA’s unique founding principle of equal representation.
“WCA supports a sustainable cement industry and encourages technical development and other steps to achieve full decarbonisation” said Song.

“The development direction of the cement industry must be to spare no effort to reduce carbon

“All WCA corporate members have the same rights, whether large or small, whether from emerging economies or developed countries,” he said. “We aim to provide a platform where even the smallest producers have a voice and to offer practical services to help members improve their business through knowledge exchange and sharing of best practices.”



















As part of its development in Africa, Metso has declared Africa – previously managed from the Middle East – an independent market area. Qasim Abrahams has been appointed senior vice president for Africa and will drive the region’s ambitious double-digit growth targets for the next three years. Munesu Shoko reports
Africa is one of Metso’s 13 market areas. Africa and the Middle East currently contribute about 10% of Metso’s global business. Barely four months into his new role as CEO and president of Metso, Pekka Vauramo made a strategic decision in February this year to declare Africa an independent market area within the Metso organisation.
It was previously managed from the Middle East office as part of Metso’s Middle East and Africa market area. Vauramo says the continent is a very important market with massive growth potential, hence the strategic decision to have it run locally by a dedicated team of people who understand the local operational conditions.
“One of the key decisions we made in the first few months of my tenure was to declare Africa an independent market area within the Metso organisation. I felt so strongly about it when I joined the company. I discussed it with the management team and everyone was more or less aligned to the idea. We had a well-run market area when Africa was still combined with the Middle East, but the management team was based in Dubai and we felt that the distance was not favourable for quick turnaround on key decisions,” explains Vauramo.
In February this year, Metso appointed Qasim Abrahams the senior vice president for Africa to head up the business on the continent. He was previously the company’s vice president for sales and service in southern Africa. His new role entails the end-to-end management of the business, including sales and operations across both the mining and aggregates segments.
Commenting on the decision to appoint Abrahams, Vauramo says the people factor is very important in every company. “We make
equipment and cutting-edge technologies but people are behind everything that happens in the company. It’s important to have the right person with the right profile and personality to head up such an important market area. We have seen that Abrahams has those qualities to lead the team here and has what it takes
“To understand local challenges, we need to be part of the local environment,”
to drive the Metso business to the next level. We have already seen better interaction between the business units operating on the continent in the few months he has been in this position,” says Vauramo.
South African-born Abrahams was definitely the perfect candidate to lead the business in Africa; having extensively worked on the continent, he understands the intricacies of doing business in Africa. Doing business in Africa is different to anywhere else in the world, and can prove to be backbreaking for the uninitiated.
So, what does Metso’s strategy in Africa entail? Abrahams explains that it’s all about making decisions closer to home. For the company to deliver value to its African customers, there is a need to understand the local African challenges. “To understand local challenges, we need to be part of the local environment,” says Abrahams.
Metso’s narrative in Africa is driven by the company’s quest for further growth on the continent. Abrahams and his team have ambitious growth targets for the years 2019-
2022. “We have set a three-year growth target, aiming for double-digit growth year-on-year between 2019 and 2022 – both on orders and net sales, while maintaining consistent profitability,” he says.
“We are going through a phase of execution, making sure that we deliver on all our objectives. Last year was about getting the concepts right. We have laid down the strategy and for the next two years it’s all about execution, while the third year will be about stabilisation,” he says.
To achieve these ambitious growth targets, the team has clearly defined objectives. “The first objective that the senior leadership of Africa and myself have is creating a shared vision and strategy that we can communicate across the market area. Things have changed quite dramatically within the industry across the region in recent years, and our strategy and vision need to be aligned accordingly,” says Abrahams.
Another key focus area in the short term is to drive a customer-centric approach to the business. That includes migrating from a general sales approach to a key account manager approach. Abrahams considers the company’s key accounts as a ‘marriage’ between the customer and Metso.
The next focus area will be operational efficiency, followed by developing Metso’s presence on the continent. The company wants to develop an optimum footprint across the continent to better service its customers and products.
“In the long term, we want Africa to be the leader within the Metso group when it comes to customer-centricity and innovation. It is a major focus for us because we want to grow together with our customers,” says Abrahams. “We are already on the right track. To give an idea, during a recent review of Metso’s Lifecycle Contracts, we came out tops across


the Metso group in terms of positive customer feedback.”
“We have spent a lot of time reorganising ourselves to further improve and become more professional. The goal – in the long term – is to grow the numbers, the people and our customers’ business,” he adds.
Over the past 18 months, Metso has been redeveloping its business in Africa. Abrahams has been part of a team that started the process under the previous vice president. He says results of these efforts are demonstrated by a marked increase in customer satisfaction between 2017 and 2018. A key part of the efforts has been the expansion of Metso’s indirect or strategic partner channels across the continent.
“We have spent time on developing our dealer and agent footprint in the past 12 months in countries like Zambia, DRC, Zimbabwe, Ghana, Mauritania, Ivory Coast, Senegal, Burkina Faso and Morocco, among others,” says Abrahams. “The strategic

partner network allows us to be closer to the customer.”
The dealer development programme has primarily focused on the aggregates side of the business, with a few agents appointed to support the mining business. Metso’s aggregates business in Africa has grown in recent years to constitute about 40% of the total business on the continent. Appointing capable dealers such as Pilot Crushtec International has been one of the major drivers. Metso has enjoyed a successful relationship with Pilot Crushtec, which has become the third-largest distributor in the world in three years.
To further drive growth across other regions on the continent, Abrahams says during the past six months Metso has added three new dealers to its network in West Africa. They are already existing dealers of other brands in the region – with an established customer base – but mainly supplying yellow metal equipment.


“As we further seek to develop our aggregates business on the continent, in October this year we will be launching some new products which will primarily service the needs of this market. In 2018, we also introduced a mid-tier, Chinese-made crusher range called Sharoui, which comes at a considerably lower price than our premium offering and speaks directly to the needs of our aggregates customers, especially in West and North Africa,” says Abrahams.
Commenting on current market conditions, Abrahams says the sentiment remains positive in Africa despite a slow start in 2019. “We had few enquiries in the first quarter of this year on the capital side of both the aggregates and mining businesses. This is projected to change during the second half of the year. We expect an increase in enquiries and orders in the third and fourth quarter of this year. We are positive that we will see a marked increase in capital sales for our aggregates and mining businesses,” concludes Abrahams. AB

Metso CEO and president Pekka Vauramo officially marks the opening of the extended Metso India facility in Alwar, Rajasthan











Partha Pratim Basistha reports on a period of change in the Indian aggregates and construction equipment industries
India’s construction equipment and aggregates sectors are passing through an interesting phase. Despite demand fundamentals remaining firm, under the recent directives of India’s main Central Reserve Bank state-managed banks and non-banking financial institutions are releasing less finance to construction companies, quarry owners, and equipment rental agencies. This has slowed down equipment acquisitions. This year’s extended monsoons have been a further demand dampener for earthmoving equipment and rigid dump truck sales. The hardening financial assistance stance is due to large volumes of non-performing assets accumulated over recent years.
Due to tightening financial support for new equipment purchases and the general running of operations, plant and machinery owners are increasingly seeking new equipment models that are cost-effective to own and operate. They are, however, willing to invest in advanced levels of service support from original equipment manufacturers (OEMs) and dealers that can result in higher levels of existing equipment utilisation and help keep operating costs in check. As a result, Indian and foreign equipment manufacturers are tailoring their product and service offerings accordingly.





Ashoktaru Chattopadhayay, Sandvik’s global business development managerCrushing & Screening Plants Solutions, said the company is increasingly entering into operational contract support for its plant owners. “Backed by this support, they are able to park or timely arrange for funds for carrying out their operation maintenance schedule. It allows for timely procurements of parts, the taking care of wear and tear and for higher availability of plants. Our support also helps customers to keep their capital and operational expenditure under control.”
Sandvik India is providing an operational support contract to J.M. Mahtre, one of India’s biggest road contractors, which is helping to build Navi Mumbai International Airport, in Mumbai, Western India. The airport is due to become operational in 2023. On the infrastructure megaproject, J.M. Mahtre is deploying 12 Sandvik plant with capacities ranging between 200 and 400 tonnes per hour. The fleet includes a mix of CJ 211 cone crushers, CJ 409 jaw crushers, and CH 430, CH 440 and CH 550 cone crushers.
Metso India is also working towards reducing the costs of customer plant operations by offering higher additional-value services support. “Backed by a mix of our annual maintenance and operational services
contracts, which is based on our philosophy of life cycle offerings, plant owners in India with Metso solutions can focus on the core business of marketing their aggregates,” said Pekka Vauramo, Metso president & CEO, during an interview with ABI during his recent visit to inaugurate Metso’s extended plant in Alwar, Rajasthan, Northern India.
Newer business strategies to reduce ownership costs via product reengineering and a wider product portfolio, coupled with newer services, are becoming the norm among Indian crushing and screening manufacturers.
Propel Industries, a major Indian manufacturer of mobile and stationary crushing and screening plant and solutions for manufactured sand production, has recently set up a state-of-the art facility for manufacturing tracked plant in Coimbatore, South India.
V. Senthil Kumar, the company’s managing director, said: “The character of Indian rocks is quite different and varies from region to region. We have been carrying out design improvisations to suit local plant owner requirements, while also fully ensuring the right cubicle shape of the crushed aggregates to deliver better strength. Led by our strong engineering integration, beginning with the designing of the plants to manufacturing, we
are able to provide international solutions at Indian prices.” Propel has recently been exporting its plant to Middle East markets.
The digitisation of products and services via the internet of things (IoT) is an emerging trend, helping curtail costs of plant operation in India. Equipment owners are increasingly looking to maximise output from existing solutions, delaying fresh acquisitions due to tighter access to banking and non-banking institution finance.
Hitachi ZAXIS GI series excavators in India now come with Global e-Service – a platform developed by Hitachi, Japan. It includes a premium offering called ConSite, which is offered as standard with all GI machines.
ConSite uses comparative data of similar class machines operating in the region to provide insightful advice and recommendations to improve operations. There is also an alarm service which uses machine events and acts as an intelligent filter to communicate machine breakdown and raise alarms with unit owners and their dealers.

Volvo India’s CareTrack excavator telematics system gives equipment owners access to a wide range of machine monitoring information, enabling higher model utilisation.
KOMTRAX (Level-3) for Komatsu excavators monitors machine health, watches performance and provides economical operation guidance to operators. Besides basic data like machine location and operating hours, it provides vital information on fuel consumption, mode selection, energy saving and guidance, while also tracking maintenance schedules and offering timely alerts.
Telematics has been beneficial for larger-sized quarry owners and ready-mixed concrete plant operators with sizeable equipment fleets.
Saurabh Agarwal, director, LSC Group, said: “Telematics has been extremely advantageous for us with operating margins
To reduce aggregates usage, the CRRI is stressing the need to use hot and cold recycling during road rehabilitation projects.
India
under greater pressure. We have our centralised office at Rudrapur in Uttarkhand, North India, with plants operating across nine locations. Volvo’s IT-enabled Matris solution in our excavators enables us to centrally access real-time data on fuel consumption, idling hours and switch-off time. It allows us to keep operating costs in check and optimise excavator usage on-site. Telematics solutions offered by Hitachi and Liugong have also been beneficial.”
LSC was the first crushing plant owner to acquire LiuGong’s H-Series intelligent wheeled loaders for its Uttarakhand facility.
Ashok Leyland, an Indian heavy commercial vehicle and tipper truck manufacturing major with a strong presence on quarrying and cement plant sites across the country, has digital initiatives to increase the availability of its trucks, thus increasing customers’ profitability.
Mullagiri Surendranath, Ashok Leyland vice president, said: “Under our ‘I-Alert’ digital telematics solutions, our individual customers and, most importantly, fleet owners, will be acquainted on a real-time basis with the various operating conditions of their trucks. This includes fuel consumption and trip cycle times. This greatly assists with quicker redeployment of the tipper if found idling. Quicker redeployment is a vital requirement in the newer, bigger capacity cement plants. With various codes being generated in case of functional anomalies, I-Alert will also facilitate preventive and predictive maintenance and help encourage safer utilisation of the trucks, as driver shortcomings, like fast driving on sharp bends, harsh braking, and fatigue, can be gauged and acted upon.”

In January 2019, Volvo Trucks India set up a Centralised Uptime Centre in Bangalore, South India. The centre offers an extensive end-to-end, real-time product services programme based on analysis through telematics, utilising the remote diagnostics of Volvo trucks to enable their timely maintenance and repair.
V. Venkateswarlu, vice president, Aftermarket, Volvo Trucks India, said: “The centre gathers real-time information on where and how the trucks are working. The information is then analysed, and measures are suggested to rectify the problem.
“The ambitious target of constructing 15,000 kilometres of National Highways by 2020 has led to a colossal consumption of aggregates”
Sanjeev Kumar
“To curtail usage of aggregates, it is essential to use hot and cold recycling for road rehabilitation projects”
Dr. Satish Chandra
Monitoring is done on the driving pattern of the operators to see whether advanced features of our trucks, such as advanced I-Shift transmissions, are being utilised to optimise performance. Braking frequencies are also monitored, as frequent braking can bring pressure on the axles.
“Since our trucks are engineered to deliver faster cycle times, the centre monitors their unloading time and number of trips made. In case of reduced cycle times, possible reasons like unwarranted operator behaviour and probable breakdown are taken into consideration. Following this, a dedicated cross-functional team at the centre analyses the causes and works out the required solution. Based on the record of the vehicle’s utilisation rate, the centre will communicate back to the vehicle on preventive and predictive maintenance needs, along with an advice on parts replacements.”
There are 12 Volvo Trucks Uptime Centres in India. The centres extend knowledge support to their customers and dealers. The Centralised Command Centre in Bangalore gathers information from various centres and recommends proactive and reactive services.
The Command Centre is presently monitoring 5,800 Volvo Trucks India models. Trucks sold by Volvo India since 2014 have been assimilated with the centre’s digitised monitoring system.
Volvo Penta will use its tried and tested selective catalytic reduction (SCR) technology for Indian OEMs when the stringent BS CEV IV emission norms come into effect in India in October 2020. The major engine maker has products ready for the BS CEV IV in off-highway applications.
“Since mid-2019, we have been working with several customers and OEMs on BS CEV IV-compliant engines. We undertake extensive field-testing on engine performance, installation and application, including in the most abusive field conditions for thousands of hours so that we can develop robust engines.
“With the stringent emission regulations, all the engine suppliers will have to move to electronic engines with an after-treatment
system. In fact, Volvo Penta had introduced electronically controlled engines in 2006 in India, independent of the emission regulations. Along with a cleaner environment, the machine owner and operator benefit from a lower cost of ownership, greater reliability and stable operations over the lifetime of the engine,” said Miron Thoms, vice president & head - Volvo Penta India.
Kirloskar Oil Engines Ltd. (KOEL) is a major Indian on- and off-highway engine manufacturer that supplies its solutions to leading Indian and foreign OEMs in India.
Sanjeev Nimkar, KOEL chief operating officer, said: “Kirloskar Oil Engines has initiated field trials for its BS IV engines for use in backhoe loaders, compactors, wheeled loaders, motor graders, self-loading concrete mixers and cranes. These are all complied with stringent BS IV emissions in Phase I, and for excavators which will have to comply in Phase II. Our new BS1V engines will provide the same ease of operation, fuel efficiency, robustness, durability and reliability that Kirloskar engines are known for.”
While there are stronger, concerted initiatives on behalf of equipment manufacturers and owners towards reducing owning and operating costs of equipment, stakeholders, government agencies, project owners and developers are increasingly looking to deliver more ecologically-minded and sustainable road construction projects.
Sanjeev Kumar, chief engineer at India’s Union Ministry of Road Transport and Highways (MoRTH), said: “The ambitious target of constructing 15,000 kilometres of National Highways by 2020 has led to a colossal consumption of aggregates, estimated to be about 150 million tonnes. This is despite India’s National Highways constituting only two per cent of the total road network. Though construction of roads is indispensable for any
growing economy, there is a dire need to curtail exploitation of natural resources and reduce greenhouse gas emissions during road construction projects. To make this happen it will be essential to recycle and reuse bituminous materials, backed by milling technologies.”
MoRTH has issued guidelines on the utilisation of recycled materials, in which it stresses the use of fly ash. The Indian Road Congress has also framed guidelines on the usage of waste plastic, with 350 kilometres of roads being identified for this purpose. Through this utilisation of geosynthetic materials, dependence on virgin aggregates can be largely reduced.
Sharing India’s Central Road Research Institute’s (CRRI) blueprint for sustainable road construction, Dr. Satish Chandra, director, CRRI, said: “As availability of aggregates is reducing fast, Indian Road Congress IRC 37 2018 guidelines stipulates usage of polymer stabiliser mixed with base course materials. To curtail usage of aggregates, it is essential to use hot and cold recycling for road rehabilitation projects. CRRI has recently undertaken some critical research on cement grouted bituminous mix (CGBM). The advantages of CGBM are wide, as its life cycle is longer than bituminous concrete.”
Dr. Chandra continued: “We have recently looked at the use of steel slag on the Ranchi-Jamshedpur (Eastern India) highway rehabilitation. We have also conducted studies of the utilisation of ferrochrome as a provider of greater [highway] strength.”
According to Dr. Chandra, MoRTH will soon be announcing more waste plastic and slag for highway rehabilitation trials. He added: “CRRI can be a suitable partner to this venture as Tata Steel has approached us for utilisation of waste slag.” AB
















There is growing demand for rigid dump trucks within the Indian cement industry, as cement producers across the country continue their major capacity expansions. Partha Pratim Basistha reports
The Indian cement sector’s ambitious plans involve both expanding existing site production and setting up newer facilities through major capital expenditure. The moves are being fuelled by projected rising demand for cement from India’s roads and airport infrastructure sector.
According to the estimates of Indian cement producers, present national production capacity is between 300-330 million tonnes. Based on companies’ ongoing projects, an additional 400 million tonnes of cement production capacity is set to be added over the next 18 months. Longer term, another 600 million tonnes of capacity is due to be added in the next three-five years.
Major cement companies which are set to implement large-scale output increase proposals include UltraTech Cement. The company is increasing its production capabilities in Karnataka and Chhattisgarh, in South and Central India respectively, and in Rajasthan, North India. A significant production volume increase is also in the pipeline for ACC- Lafarge in Maharashtra,
Western India, while enlarged cement production capacity works by Ambuja Cements, JK cements and Shree Cements in Rajasthan are also underway. Furthermore, North India-based cement-producing major Wonder Cements is undertaking a significant cement capacity increase at its Rajasthan unit. Finally, South India-based Ramco will soon be undertaking key capacity expansions at its sites in Kerala and Tamil Nadu.
The great Indian cement industry production expansion includes further development of companies’ limestone mining sites, with new grinding facilities created and higher capacity crushing units installed, supported by newer conveying systems. Higher production throughput made possible by capacity expansions has created an urgent need for higher capacity rigid dump trucks (RDTs). This is already visible as cement business bosses aim to haul higher volumes of raw materials thanks to faster cycle times due to reduced production downtime. Maximum production uptime is key to lowering the production cost per tonne, enabling them to remain commercially viable in the highly
competitive Indian cement industry.
Vijay Kumar Mali, senior vice president UltraTech Cement, said: “The heavier loads to cater for the expanded production facilities have made it necessary to deploy higher capacities of rigid dump trucks. However, more than that, it is the rising safety requirements based on newer regulations that have made it imperative to use higher capacity 40, 50, 60 and 100-tonne models. The recent directives of the Directorate General of Mining Safety in India (DGMS) state that limestone mines belonging to cement plants that feature higher levels of undulation and steep gradients will have to mandatorily use higher capacity off-highway RDTs instead of conventional-size RDTs.”
DGMS’s new directives came in after several fatal accidents at cement industry sites involving on-highway-sized haul trucks with faulty brakes.
Mali continued: “The heavier RDTs feature multiple braking arrangements. Furthermore, the trucks are ROPS-[roll-over protective structure] and FOPS-[falling-object protective structure] compliant. This makes them safer
to use on steep gradients.” A further safety feature of larger RDTs is their bigger-diameter tyres. Cement producers have also gained from higher capacity RDTs’ longer lifecycle compared to smaller rigid haulers.
“In many cases, the 60-tonne 567kw engine Cat 773E RDTs we are using at our Ravivyas facility has clocked close to 85% availability running between 20,000 to 75,000 hours,” highlighted Mali. “Usage of the higher capacity trucks has prevented overcrowding of the sites, which can be a feature of running a fleet of smaller capacity RDTs. Besides, it has made operations safer for us.”
According to senior plant managers from Rajshree and Ambuja Cements, higher capacity Caterpillar RDTs have delivered higher levels of fuel efficiency and greater tractive ability, allowing them to comfortably cope with steep and sometimes slippery haul-road surfaces.
Rajshree Cements is using nine 100-tonne 567kW Cat 777Es at its facility, while 13 50-tonne 480kW Cat 772Gs have been used by Ambuja Cements to haul limestone boulders to the grizzly feeding unit. Meanwhile, 12 40-tonne Cat 770, 283kW are also being utilised by UltraTech Cement.
However, despite Caterpillar RDTs’ popularity with some cement industry heavyweights, a spokesman for the manufacturer’s India dealer, Gainwell, said that the short turning radius at limestone mining sites was deterring plant owners from acquiring 60-tonne-plus capacity RDTs in a “major way”.
Indian truck manufacturing major Ashok Leyland has a considerable presence in the cement and quarry industry. It has recently



delivered 14 new Captain 2523 6x4 rigid dump trucks to the limestone crushing facility of JK Lakshmi Cement. The trucks transport the limestone boulders six kilometres from the firm’s Garoli captive mines in Udaipur, Rajasthan, to the mineral processing facility at the plant’s Udaipur Cement Works.
D.S Charan, senior plant manager at Udaipur Cement Works, said: “The Captain series trucks have delivered lower operating costs and faster cycle time enabling the plants to run very efficiently.”
Arindam Das, head – Construction & Mining Vertical, Ashok Leyland, said: “The Captain series trucks come with BS 4-compliant engines, meeting the new Indian emission norms. Lower cost of operation is delivered in a major way by iEGR [intelligent exhaust gas recirculation] technology working on the engines, compared to SCR [selective catalytic reduction] technology. With iEGR


technology in place, there is no requirement for AdBlue.” Ashok Leyland also manufactures its own H-Series common rail engines.
For 35-tonne-class RDTs, Ashok Leyland offers the CT3118 with 18m³ body, powered by a 134kW engine, the U3123 with 22m³ body and an air-conditioned cabin, and the 171kW-engine-powered Captain 3123 with 22m³ body and a “world-class” cabin. These products are said to be ideally suited to the needs of customers looking for premium or value for money trucks. Ashok Leyland also recently introduced the N 3532 RDT. The new rigid hauler has a 239kW engine and a 19m³ body.
“The new higher capacity [domestic rigid dump truck] solutions come with lower initial purchase and operating costs than those offered by international RDT manufacturers operating in India’s bulk heavy-haul segment,” said Das. AB


































Authorities in Taiwan have acted to improve the quality of the island’s aggregates and combat the lack of controls on some construction projects. Liam McLoughlin reports
The Taiwan Construction Research Institute has authored a certification system for the country’s mixing plants and quarries. Xu Minhuang, leader of the engineering services group at the institute, says a system for the management of aggregates is required because the lack of controls on their quality has led to “jerry-built” construction projects being found repeatedly around the island.
“There are more than 100 aggregatesproducing sites in Taiwan,” says Xu. “The annual consumption of aggregates is 70 million tonnes, so it’s a small-scale industry.
“We certify aggregates as they are a very precious commodity,” says Xu. “In the past they were called black gold. We have had the certification system for quite a long time, and it is how we increase the quality of the industry as a whole.”
The certification system was introduced following the major earthquake in 1999 that
destroyed over 50,000 houses on the island.
“We needed a system for the certification of the raw materials that were required for rebuilding,” Xu says. The system adopted the ISO 9001 standard.
Experts review each application using 98 different criteria before awarding certification.
In an ongoing review process, small factories are tested twice a year, mid-sized factories three times a year, and large plants four times a year. Certificates are reviewed every three years.
“Because of Taiwan’s hot climate we pay particular attention that pipelines are of the right standard,” said Xu.
So far more than 60 enterprises have been awarded certification, equating to around a third of the aggregate plants in Taiwan.
He adds that the size of Taiwanese aggregates enterprises is getting larger. Previously most businesses were private operations, but now they are increasingly



run by the government. The quarrying and mining sectors on the island are regulated by the Mining Bureau at the Taiwan Ministry of Economic Affairs. The bureau says that over 20 types of minerals are mined or quarried in Taiwan.
A spokesperson at the bureau’s Earth and Stone Management Group said: “Taiwan is limited by geological terrain, environmental protection and related laws and regulations.”
Taiwan has a limited number of quarries. Its aggregates resources – specifically sand and gravel - mainly come from the dredging of rivers, with secondary sources being surplus earth from construction works and imported aggregates.
The island relies heavily on imports to meet the demand for materials, and the Mining Bureau spokesperson said that it currently imports at least 8-10 million tonnes per year of sandstone aggregates from mainland China, although this figure is declining year-on-year.












In total, Taiwan imports around 20 million tonnes of manufactured aggregates from China each year.
In 2017, approved investment from mainland China into the Taiwan mining and quarrying sector totalled US$22.7m, according to research from Statista, compared with US$9.21m in 2016. Mainland Chinese investment in Taiwan was its highest in recent years in 2013 when it reached US$31.75m.
The production value of minerals in Taiwan generates less than NT$40bn (US$1.01bn) in annual revenue, accounting for 0.4% of the country’s gross domestic product (GDP). When imported mineral products are included, minerals contribution to the output value of construction and other industries combined can reach up to NT$200bn (US$5.06bn) which accounts for around 2% of GDP.
Looking at future trends for aggregates supply and demand in Taiwan, the Mining












Bureau says that a reduction of river-dredging aggregates will be an issue and that, while the supply gap can be supplemented from mainland China, the supply of aggregates from the mainland could be at risk from any changes in the political situation between the two countries.
A small amount of aggregates is imported from the Philippines, and the bureau says that other Southeast Asian countries are unable to supply sufficient amounts due to issues with exports and freight charges to Taiwan.
Despite this the bureau says it should be possible for the profit levels in the Taiwan quarrying and aggregates sector to maintain the sustainable development of the industry.
As has taken place in mainland China, there has been a growing emphasis on environmental protection in recent years with companies being required to pay more attention to land reclamation and pollution control.
Xu Minghuang of the Taiwan Construction Research Institute
“Because of Taiwan’s hot climate we pay particular attention that pipelines are of the right standard”
As part of the ongoing environmental efforts the Mining Bureau has recently commissioned scientists at the National Taipei University of Technology to develop a geopolymer cement and concrete that can reduce carbon dioxide emissions during cement production. The bureau says that this type of cement prepared with mining waste could have the potential to make improvements in this area by not requiring a high-temperature production process. The Mining Bureau states: “Since the green cement and concrete do not need a hightemperature process, they can be manufactured at ambient temperature, and can fully achieve the purpose of energy-saving and carbon dioxide reduction.
“The results of this project have found that marble-based geopolymer green concrete has excellent properties such as high compressive strength, fire resistance, acid/alkali resistance, and can significantly reduce carbon dioxide emissions.”
The bureau adds that the green concrete will be promoted and applied to engineering applications in the future, following appropriate testing.
Non-metallic minerals in Taiwan can be classified into three different types: industrial raw materials (including marble, limestone, sulphur, quartz, clay and dolomite), construction materials, and precious or semiprecious stones. A small amount of limestone and clay has historically been produced in western Taiwan, but the main minerals production areas are in the eastern areas of Keelung, Hualien and Taitung.
Limestone deposits are scattered in western Taiwan’s foothill belts and eastern Taiwan’s coastal area. Coral limestone deposits in the west have been used to produce cement, while fossil limestone deposits in the east are mainly used as building materials.
Due to environmental considerations, limestone quarrying in the west ceased in 2010 and the cement industry has now shifted its operations to eastern Taiwan where plentiful marble reserves remain. In recent years more than 20 million tonnes of marble have been mined annually, worth around NT$1bn (US$3.28m). Marble is mined by the open-pit bench mining method. Previously, the blasted marble pieces were transported out of the site by truck. However, to boost transportation efficiency in largescale mining, the blasted marble pieces

Dolomite is obtained on the eastern side of Taiwan and is chiefly used as a building material and industrial raw material. It has traditionally been mined by the open-pit bench mining method, but the tunnel mining method has now become prevalent.
The best-known precious stone produced on the island is Taiwan jade, which is predominantly obtained from Hualian county. Its dense texture and lustre after being polished has seen Taiwan jade become an in-demand item both domestically and for






Jasper and Aragonite.
The Mining Bureau estimates that there are approximately 300 billion tonnes of marble reserves in the Keelung, Hualien and Taitung areas.
The Mining Bureau also estimates that annual production of industrial raw materials totals is around NT$3bn (US$9.84m). It adds that the cement industry on the island depends heavily on limestone and marble. Various types of sand, gravel and stone are used in the construction industry. AB










































Situated near Haro, a town in northern Spain’s stunning La Rioja province, Ofitas de Santutis (Santutis) quarry has been owned by Iñigo Ajuria’s family business, Ofitas de San Felices Group (OSF Group), since the 1960s. After a long period of closure due to reduced market demand, OSF reopened the ophite rock-rich site in 2016 as the company looked for extra mineral resources to produce ballast for the ambitious Basque Y highspeed rail project linking three major Basque Country cities – Vitoria-Gasteiz, Bilbao and Donostia-San Sebastián.
Originally due to be completed by 2023 but now behind schedule, the 194km(157km double track and 37km single track) route will transport passengers and cargo, the latter between the ports of Bilbao and Pasaia. Basque Y is set to reduce journey times between Vitoria-Gasteiz, Bilbao and Donostia-San Sebastián to less than one hour, compared to anything between one hour 40 minutes and two-and-a-half hours currently. The new line will also connect the Basque Country with the rest of Spain.
The impressive all-Metso plant set-up at Santutis quarry includes an LT125 Lokotrack jaw crusher, two HP4 cone crushers, two CVB 2060 screens, conveyors, feeders and a cutting-edge plant control system.
“At Santutis we are producing around 800,000 tonnes of material a year – 30% of which is ballast,” says Ajuria, during a September 2019 visit from Aggregates Business. “The Metso plant was very simple to install and is simple to run. The long experience we have of working with Metso
and the trust and personal relationships we have built up made the commissioning of the plant easy. For this site, we were extremely clear on what we needed.”
Ajuria says his HP4 cone crushers have proved ideal for ballast production. “They have proven over time to be the best kind of cone crusher for this kind of product. This is based on their capacity, the quality of the final product and the longevity of wear parts. HP cone crushers are also highly reliable machines. Given the hardstone in our quarry,






Guy Woodford sees first-hand how a premium crushing and screening plant is helping OSF Group meet huge demand for ballast for the Basque Y high-speed rail project. Meanwhile, a sector giant is expanding a major cone crusher range, while another ambitious plant manufacturer has staged a major demo-days event in Scandinavia
which has a Los Angeles abrasion value of 10, reliability is not always evident with every cone crusher. We also find that the Metso CVB screens are highly reliable and efficient. We’ve had our CVB 2060s for some time.”
Santutis’s Metso plant control system includes cameras on the jaw and cone crusher feed openings, for early detection of any oversized material blockages or other production issues. The quarry’s conveyors are not fixed to ground foundations to allow for production flexibility, easier engineering maintenance and cleaning. This is said to be a first conveyors set-up of its kind for Metso. Santutis operates 8am-5pm Monday to Friday for 10 months each year, closing in January and February due to the Basque Country’s severely cold winter weather.
As well as being renowned for its high-quality ballast, Santutis also offers customers high-quality 4-12mm, 12-20mm and 20-25mm aggregates products, plus a 0-4mm sand product for concrete production.
Santutis’s aggregates product customers, including general construction and highway contractors, are situated anywhere in a 150km-radius of the quarry. They either collect their purchased products from the quarry, or OSF delivers them by either one of the company’s own or a hired-in truck.
Santutis has 15 million tonnes of mineral reserves, allowing Ajuria and his OSF leadership team to plan for many more years of fruitful aggregates and ballast production at the site.
“In the future, we are looking at bringing

in another Lokotrack jaw crusher to meet demand on the Basque Y high-speed rail project. This will allow us to double our ballast output,” explains Ajuria, whose OSF business also operates the spectacular Ofitas de San Felices quarry, next to his own vineyard, near Haro, and a third quarry in Granada, southern Spain.
Swedish quarrying equipment giant Sandvik is expanding its 800i series of connected cone crushers to include three new crushers for aggregates and mining applications.
The three new models are the CH830i, CH840i and CS840i, and the manufacturer says that each crusher comes with its new Automation and Connectivity System (ACS) as standard.
Sandvik adds that the new 800i series of premium cone crushers features mechanical upgrades, connectivity, advanced automation and rebuild possibilities to predict performance, maximise uptime and offer sustainability at the lowest possible cost.
Connected to the My Sandvik customer portal, the 800i crushers are designed to enable managers and operators to make decisions based on facts and see areas for improvement directly, increasing uptime and availability. My Sandvik can be accessed using a smartphone, tablet or computer.
The 800i connected crusher series features the new generation ACS as standard. The system continuously monitors and optimises crusher performance and controls the complete lubrication system, increasing uptime and reliability.
The 800i series has been toughened and improved to offer greater reliability, higher availability and a low risk of critical failure.
Bolted rather than welded top and bottom shell liners are designed to make changing 90% faster.
“New, digital technologies will transform the way mines and quarries work,” said Mats Dahlberg, VP Lifecycle Service, Stationary Crushing and Screening, Sandvik. “My Sandvik is the first major step in gaining insights into productivity and predictive

forward. It’s great to offer our customers a service that will truly make a difference to their profitability.”
Keestrack’s dealer for Norway and Sweden, Fredheim Maskin, staged its 10th demo-days event at its Spydeberg, near Oslo, HQ on 17-19 October 2019.
A shuttle service to a nearby granite quarry was organised to showcase Keestrack’s solutions for modern aggregates production. Event attendees saw a fully electric-powered, 200tonnes per hour production plant line producing six end products. Machines on show comprised an electric feeding hopper on skids and a heavy-range Keestrack H6e cone crusher with infeed belt, single deck pre-screen and three-deck after screen with recirculation belt, which was supplying material to a K3e screen. To facilitate stockpiling, there were two S1e stackers with automatic swivelling function and one S5e track mobile stacker.
All plant line units, which also included a B7e primary jaw crusher and K7e scalper, were electrically powered by the H6e’s drop-off engine/generator unit. Keestrack says the key advantage of such a drop-off engine unit is it lowers the service costs due to less dust emissions in the filters, less vibrations, easier and safer maintenance due to working on ground level and lower machine noise levels.

had a combined fuel consumption of less than 90 litres per hour (l/h). The power needed by each plant is calculated at the following ratio: B7e 25 litres/hour (l/h), K7e 8 l/h, H6e 45 l/h, S1e both 1l/h, K3e 5l/h, S5e 5 l/h.
The granite-processing production line showed the huge saving potentials of the Keestrack ‘e’-version hybrid electric plug-in concept. Keestrack says gains would have been even higher if the complete production line was connected to the mains by plug-in. Compared to conventional diesel-hydraulic systems, Keestrack says plant production energy costs can be reduced by up to 80%, with plant noise levels during emission-free plug-in operation down by around 30%.
Keestrack says its modern ‘e’-version plant remain as flexible and highly mobile as conventional technology without having to add a lot of additional transport weight, compared to diesel-hydraulic plant.



The 700kVA genset supplying plug-in power to all the quarry-showcased





Even the larger hybrid plant can be transported in one piece, without dismantling. This, says Keestrack, also contributes to short set-up times. The full integration of all electrical system functions is controlled by intelligent Keestrack plant control. This includes numerous automated routines (sequential start/ stop) and comprehensive monitoring, with bi-directional transmission of machine and production data, via the satellite-based Keestrack-er system. AB



















Ammann focuses on technologies that incorporate high percentages of RAP – and considerably reduce operating and materials costs in the process. These technologies aren’t baby steps – they’re significant advances that can greatly impact your business. And they’re PROVEN technologies that are in use at hundreds of plants around the world.
Ask us how a new Ammann asphalt-mixing plant or retrofit can help your business turn waste into profit.


Innovation is a key feature in the modern global quarry loading machine market. Mike Woof, Munesu Shoko and Guy Woodford assess three major recent model launches

It’s an exciting time when it comes to wheeled loaders and crawler excavators for quarrying customers, with many top global manufacturers having brought or preparing to bring new models onto the market this autumn.
Komatsu is introducing its highperforming WA475-10 wheeled loader, which replaces the previous generation WA475. Power comes from a 219kW diesel engine which meets the stringent Stage V emissions requirements for Europe, as well as the Tier 4 Final legislation.




First seen in prototype form at the bauma exhibition in Munich, Germany, in spring 2019, the machine’s key feature is its innovative, Komatsu-developed driveline. This K-HMT system utilises a combination of both hydrostatic and mechanical drive to deliver power smoothly and effectively. The combined powershift and hydrostatic transmission is integrated electronically with the engine to ensure effective moderation between the parallel drive systems. At low travel speeds the hydrostatic system allows precise control, while at high speeds the mechanical drive provides high torque. The system ensures that the engine runs in its optimum range and product manager Shayan Dadgar said: “We have a variable rate of output. The rpm is lower, but we drive in the effi ciency zone.”

due to its sophisticated driveline. Of note is that Komatsu has the confi dence in its sophisticated new technology to offer the WA475-10 with a five-year/10,000-hour warranty covering the driveline.

The engine itself benefits from performance gains in addition to its low emissions, providing a 15% increase in torque at lower rpm. The fuel filter system life is now 1,000 hours compared with 500 hours on the previous model while coolant does not need replacing until 6,000 hours, compared with 5,000 hours for the outgoing version. The diesel particulate filter (DPF) meanwhile achieves 98% passive regeneration and Dadgar claimed, “We have the best after-treatment system on the market.”


fleet management, allowing monitoring of operating parameters and providing alerts for service issues. Additionally, the system can track operator performance and highlight issues that may require amendments to working practices or additional training.

The cab is larger than on previous models giving plenty of space for the operator, while large glass windows give a clear view all round. Dadgar said, “It’s the biggest cab we’ve ever had on a wheeled loader.”

He said that because of the effi ciency of the integrated mechanical and hydrostatic transmission matched to the engine, fuel savings of up to €32,000 can be achieved over a five year/10,000 working hour operating life (based on average fuel prices across Europe). At low speed the hydrostatic system allows precise movements and Dadgar added: “It’s also much smoother to operate.”
High efficiency is delivered through the power range due to the new transmission and Komatsu claims that the machine offers fuel savings of up to 30% over the outgoing model, predominantly
Novel control features include a function that raises the boom quickly without the operator needing to increase engine rpm. Another is the button that allows the operator to shake out any material retained in the bucket. And there is also a fast arm-lower function to return the bucket to carry height. The bucket confi guration has been refined to optimise filling when entering the muckpile.

Liebherr Africa has launched the new Liebherr R 9150 B excavator with a specific design focus on increased productivity, efficiency and reliability – three key parameters that can provide African quarrying and mining sectors with some insulation against the cold whims of the market.
With an operating weight range of 128-148 tonnes, depending on the type of wear packages and attachment the customer requires, the new Liebherr R9150 B is a perfect loading tool for 50-tonne up to 135-tonne dump trucks.


Abie Kriel, technical manager Mining at Liebherr Africa, says the launch of the new B model is in line with the company’s strategy for the 100-150-tonne class excavators, which has been identifi ed as one of the major growth drivers for Liebherr’s Mining Division. As part of that strategy, Liebherr Africa also introduced the 100-tonne T 236 rigid hauler late last year, which can be perfectly paired with the new R 9150 B.
As with other machines in the range, the loader is equipped with Komatsu’s remote monitoring package, KomTrax. This latest version allows more effective remote










Tom Munch, director Mining at Liebherr Africa, says the contract mining market is a major driver of the 100-tonne class. “We are working in a contract mining market. If you look at the type of equipment this group of customers requires currently, it’s mainly 100-tonne class excavators and 100-tonne dump trucks. This is due to the mobility they require, given that their contracts are limited to 3-5 years at most,” says Munch.







The R 9150 B’s productivity hinges on the machine’s fast cycle times, precise machine motions, high digging forces, power-oriented energy management and an exclusive EVO bucket solution.
With fast cycle times in mind, like all other Liebherr mining excavators, the R 9150 B uses a closed-loop swing circuit. The main hydraulic circuit comprises a combination of three main valves fed by three working pumps, providing flexibility of attachment control and force distribution, while allowing full oil fl ow integration for fast movement and fast cycle times.
“All Liebherr Mining excavators are equipped with a closed-loop swing circuit. Kinematic energy is recovered when the swing motion is used during deceleration, to drive the main and auxiliary pumps, reducing fuel consumption and allowing faster boom lift motion,” explains Kriel.
The R 9150 B integrates the Litronic Plus electronic control system, allowing for easy control even when simultaneous movements are required. The patented Liebherr electronic bucket cylinder damping system provides controlled end-cushioning for smooth attachment motions, thus increasing machine productivity. The integration of the electronic control system also enables maximum machine versatility and the use of various long-reach attachments and specific tools.
“The R 9150 B’s attachment is equipped with pressure-less, boom-down function to enable fast cylinder retraction without the need for pump energy. Intelligent energy management diverts the pump flow during boom lowering, allowing other cylinder motions to operate unimpeded,” explains Kriel.
Furthermore, the new R 9150 B comes with the exclusive EVO Bucket Solution with patented Liebherr design to maximise the loading capacity and ensure optimal penetration efficiency. Thanks to the contoured sidewalls and the augmented depth, the EVO Bucket backhoe bucket has a capacity of 8,8-9,6m³ for the R 9150 B. The bucket takes about four passes to load a 50-tonne off-highway truck.
Hyundai Construction Equipment Europe (HCEE) is launching its new HL900 A-series model range with three Stage V compliant wheeled loaders: the HL940A, HL955A and the HL960A.
All new series machines are fi tted with new Cummins B6.7 engines with an all-inone exhaust after-treatment system. The engine is said to be easy to maintain, thanks to its connected diagnostics to Hi-Mate, the long service intervals and the DPF soot reset function for cleaning. As the exhaust after-treatment system does not need a manual DPF regeneration and is exhaust gas recirculation (EGR)-free, the platform is said to offer increased engine reliability.
HL900 A-series wheeled loaders’ IWM (Intelligent Work Mode) menu allows for three engine operation modes: Power, Power Smart and Economy, offering full engine power or reduced fuel consumption depending on the application. The Power Smart Mode is said to result in reduced energy losses and average 3% - 5% fuel savings. In addition, the engine performance is optimised to deliver higher torque at lower rpm. This provides another
means for improved fuel efficiency, while optimising engine power and improving engine response time.
Hyundai HL900 A-series wheeled loaders are equipped as standard with a rear-view camera developed in-house. Hyundai also offers an optional reverse-drive radar system, like a car’s, allowing the operator to quickly and reliably detect obstacles within 10 metres during day or night.
For increased safety on the job site, Hyundai’s AAVM (advanced around view monitoring) four-camera system is available as an option. The system informs you when people or dangerous objects are detected, giving the operator high-precision control over the machine and the surroundings. The camera system comprises two major features: AVM (around view monitoring) and IMOD (intelligent moving object detection). Four cameras film at each side of the machine which means the AAVM system offers a 360° overview of the machine’s surroundings. The IMOD indicates all movements around the machine. Movement is shown on the monitor by putting a rectangle around the moving object or by indicating the side at which there is movement by arrows.
The HL955A and HL960A come with an increased rear-axle capacity for better durability. Both machines can be ordered with an optional heavy-duty front axle for waste handler and specific industrial fields. The all-in-one main control valve – a combination of the ride control valve and the electronic proportional pressure reducing (EPPR) valve – leads to improved uptime as there are fewer hydraulic hoses –and subsequently a smaller risk of damage by leaks.
At Hyundai’s annual Construction Equipment dealer conference staged at the company’s European headquarters in Tessenderlo, Belgium, on 14 November, a brand-new look for A-series machines was revealed by the HCEE management team.
The new A-Series models, which include excavators as well as wheeled loaders, will now adopt a ‘fresh’ new colour combination - and the traditional yellow arm and boom, will be replaced by a modern grey-green tone, which is identical to the current colour of the undercarriage. AB

Extensive improvements have been made to Terex Trucks’ Motherwell HQ since the company was acquired by Volvo Construction Equipment in 2014

There is a hive of activity at one leading articulated hauler maker, while other prominent hauling machine and linked-technology solution manufacturers have been talking about eyecatching, forthcoming and current, cost-saving products. Guy Woodford reports
An expert team at Terex Trucks is hard at work across three key projects. During a recent visit by Aggregates Business magazine to the Volvo Construction Equipment company’s Motherwell, Scotland HQ, Paul Douglas, Terex Trucks managing director, explained how new Scania Stage V emissions-compliant engines for European customers would be introduced on the firm’s 28-tonne TA300 and 38-tonne TA400 articulated haulers in mid-2020, with a new state-of-the-art transmission on the TA400 also set to be introduced in the future. Longer term, work is also well underway on Terex Trucks’ next-generation articulated haulers.
“We’ve already installed a new highperformance transmission on the TA300, which offers 5% better fuel efficiency than its predecessor as well as improved performance, productivity and operator comfort. As far as the new transmission for our larger articulated hauler platform goes, our development work and tests show that we are on track to deliver similar efficiency savings as the TA300. We’ve been developing the concept layouts and key component specifics of the next-generation models. They
will continue to be robust machines with a strong emphasis on operator safety and comfort as well as total cost of ownership. Our customers like our machines because they are simple to operate and easy to maintain, so our future products will stick to this philosophy.”
Douglas says that Terex Trucks is lucky to be part of Volvo CE, where engineers are focusing on key areas for future development such as electromobility, connectivity and autonomous machines. But although he says the company will capitalise on the Volvo Group’s advances in these areas, there are no plans for this to happen in the immediate future. “Our next-generation ADTs will be connected machines, but they will have a diesel engine. We won’t be leading the way when it comes to testing future technology. It’s not what our customers are telling us they currently want, and their requirements always come first.”
Another big focus for Terex Trucks is expanding its dealer footprint. “We currently have 88 dealer partners across the world, and we’ve been working to expand this in key territories such as France, Germany and the US,” Douglas explains. “We are working
with strong partners who understand the local customers and can provide them with high-quality support and solutions, with the backing from us here at the factory.”
Five years on from Volvo CE’s acquisition of Terex Trucks, Douglas believes the integration of the brand into the Swedish construction and quarrying equipment giant’s portfolio was a turning point. Since then, there has been significant investment in the product, people, processes, equipment and the site itself.
During the trip to Motherwell, Aggregates Business had a first-hand look at the extensive improvements made to the site’s factory, as well as the strong emphasis Terex Trucks places on quality control and testing all the articulated haulers that come off the production line.
“Our facility here is nearly 70 years’ old. When Volvo acquired the site, there were investments they wanted to make around safety, quality, environment and efficiency.
“Under Volvo CE’s ownership, there has been a capital expenditure flat-rate spend on this site of about £2 million a year – so we’ve spent £10 million so far. On top of that, there’s been exceptional spend on one-off

Terex Trucks is working on a new state-of-the-art transmission for its popular TA400 articulated hauler
projects totalling £7 million, including a heat treatment plant. We’ve also ordered £2.5 million worth of welding robots. These are two huge welding robots that can weld hauler bodies and frames and will improve safety, quality and throughput from our fabrication facility. We are excited about seeing them in full production, which will be during the middle of next year. It takes a long time to install and commission these robots, each one is 15 metres wide, 10 metres tall and 30 metres long.”
Douglas says Terex Trucks has also been changing its Motherwell factory layout to make it more compartmentalised and, as a result, efficient.
“Five years ago, when you walked into the factory, you could see all four walls from any vantage point. It was completely open. Welding, metal cutting, machining, assembly and inspection was all under one roof.
“Now we’re sectioning off each part of the production process. We started two years ago and have just finished sectioning off articulated hauler production. Each sectioned-off area costs around £1 million. We’ve put in things like new heavy-duty industrial curtain walls and speed doors, plus installed new lighting, flooring and tooling. This has improved air quality,
energy efficiency, quality and safety, as well as instilling a sense of local ownership and creating a more pleasant working environment for employees.”
During our visit, Aggregates Business heard how Terex Trucks’ articulated hauler testing and inspections process at the Motherwell facility has also been comprehensively reviewed and updated.
Assembly line inspections start at the goods inwards point – when materials or parts from external suppliers are delivered to the site – with the thorough final inspections being the seventh and final assembly line stage. At this point, the ADT is thoroughly checked to see if it is built to the correct specifications. This includes a static inspection, speeds and pressures check, running check, running check rectification, four-hour test, four-hour test rectification, washing, unit paint touch-up, safety critical decals, a shipping inspection, unit waxing and after all this they are then ready to ship. During this process, checks are being made to ensure components are fitted as they should be, no parts are loose, there are no fuel or hydraulic fluid leaks, and that lights, indicators, windscreen wipers and other parts of the vehicle are functional. Each hauler is put through four hours of rigorous function

testing at the Motherwell site’s purpose-built test track. This may occasionally result in engineering tweaks being made to the model, which is then retested, and, if no further tweaks are necessary, signed off as ready for customer delivery.
Terex Trucks is also now benefiting from the use of a fault analysis tool. If a fault is found during final inspections, the fault is plugged into the analysis tool so the system can support the inspection team by helping them to identify what further checks to make. It also advises on potential solutions by looking at other logged instances of how the same fault was rectified previously. All of this helps to contribute to and drive a superior quality product from the manufacturer.
Rodney Aggregates Supplies (Rodney Aggregates) has been using a Loadscan load volume scanner (LVS) in its Whangaripo Quarry north-east of Warkworth, New Zealand, to minimise profit loss due to carry-back on their overburden stripping programmes.
Daniel Le Roux, business manager at Rodney Aggregates, says: “The scanner was measuring significant amounts of carry-back by the contractor, especially this season where the material was sticky and wet compared to previous years. This was often up to 5m2 per load, which on some trucks is 20-25% carry-back — obviously a huge saving for us.”
The Whangaripo Quarry is a regular supplier of high-quality greywacke products (asphalt and concrete aggregates through to base courses and bulk fill) to the North Auckland region.
They strip up to 2,500m2 of overburden material a day and if Rodney wasn’t using the Loadscan LVS the company wouldn’t be aware of the carry-back in the truck bins, which influences the final payments to the contractor. In the years that the firm used the surveyed volumes compared with truck load count, carry-back was never considered although it was present, therefore there was a discrepancy between survey and truck count volumes. In terms of financial cost, if 20% of a truck load is haul-back then the business suffers a $3,250 per day cost for material not hauled. Over their six-day working week that’s $19,500.
Terex Trucks managing director Paul Douglas has been highlighting the Motherwell-headquartered Volvo Construction Equipment company’s exciting, future articulated hauler range plans

Hypothetically, if the LVS unit has a conservative lifespan of five years (though being a touchless system with no wear parts it’s proven to last much longer!) that’s a saving of $4,875,000 in carry-back alone.
Loadscan’s LVS system utilises laser scanning combined with proprietary software that creates 3D model images of trucks to measure the exact volume of material loaded in a truck or trailer bin. Every system includes an RFID reader for the automatic identification of each vehicle, every load.
Not only does an LVS system enable proper management of loading and carryback, having highly accurate measurement of every load also gives users an auditable trail of transparent data.
For Rodney Aggregates that data has eased invoicing tensions. Le Roux says: “In the past we used to rely on an aerial survey to calculate volumes moved. This meant that during the season the payments/measures were based on load counts and the final payment was sorted at the end of the season after completing the final flyover. There were usually arguments over final amounts, so
final payment was often agreed up to three months after completion of the works.”
Loadscan’s LVS system is completed by a load-management reporting system called Overview. Overview provides Rodney Aggregates with the full picture of material movements on-the-fly. The firm is now equipped with the real-time actionable intelligence to monitor exactly how much product has been stripped by its earthworks’ contractor.
Le Roux says: “Another great benefit is having the data of loads/volumes real time in front of me. It makes monthly payments accurate and reliable — no arguing with the
contractor on volumes moved.”
efficient

The LVS model used by Rodney Aggregates is Loadscan’s mobile truckscanning solution (LVS-3TMM). The fully self-contained mobile truck-measurement unit is driven to site and fully set up and operational in as little as 45 minutes. There are a range of power options, plus the ability to transmit truck-measurement load reports via Wi-Fi, cellular modem or network cable.
Hauler carry-back identified by Loadscan’s innovative LVS system
Liebherr showcased its pre series TA 230 articulated hauler during the company’s recent International Construction Trade Press Information Tour

The scanner, with extended rigger, is set up to measure the 40-tonne articulated dumpers removing overburden from the quarry. Rodney Aggregates’ LVS is equipped with a built-in kiosk so that it’s fully selfcontained. Overview reporting software is used to process and sort scan data and to generate custom load reports. And the office is equipped with LVS remote control functionality via network cable/WiFi/cellular modem.
Liebherr has been carrying out rigorous semi-autonomous testing of a trio of pre series next-generation TA 230 articulated haulers on the state-of-the-art site test track at its facility in Kirchdorf an der Iller, Germany.
The German construction and quarrying equipment giant put its new 30-ton (27-tonne) model, due to come on to the global market in April 2020, through its paces during the company’s annual International Construction Trade Press Information Tour on 24-25 October 2019. The well-attended event was co-hosted at the Kirchdorf an der Iller site and Liebherr’s facility in Nenzing, Austria.
During a press conference, Liebherr revealed that the TA 230 would be one of a three-strong new articulated hauler series. The company plans to unveil its new 40-ton (36-tonne) and 45-ton (41-tonne) machines at the 2022 edition of the bauma exhibition in Munich.
Aggregates Business readers can read in more detail about the next-generation Liebherr TA 230 articulated hauler in the January-February 2020 editions of ABE and ABI. AB
New wet processing equipment is helping French aggregates producer Pélichet Albert to recycle an annual 200,000 tonnes of construction and demolition waste in a former quarry at Chauvilly. Liam McLoughlin reports

Pélichet Albert, a public works contractor and aggregates producer based in western France, is using a new washing plant at its Chauvilly site that will enable it to divert up to 200,000 tonnes per year of inert construction and demolition (C&D) waste from landfill.


Pélichet Albert says a recently commissioned, new 160 tonnes/hour plant from Northern Ireland-based wet processing equipment manufacturer CDE will provide additional revenue from the production of higher value products.
The company’s former quarry site at Chauvilly became the base of its recycling operations in 1998 and has processed C&D waste material sourced from Pélichet’s business activities ever since.

Le Pays de Gex region in the early 1990s, which halted the extraction of finite natural resources.
CEO Jérôme Pélichet commented on his company’s link-up with CDE: “More than a supplier, we wanted to find a partner to come on this journey with us; a company that would oversee the process, from design through to commissioning on site, and work in conjunction with us to fully understand our operation and our business objectives.”

Founded in 1921, Pélichet operates a circular economy business model with operations in demolition, groundworks, landfill and construction & demolition waste recycling. The company has adapted its business over the last two decades to pay greater attention to recycled materials for use in the construction industry. This follows the introduction of local legislation in the


and extracting high-value aggregates from,” he said. “We had access to similar grade material, but until that point didn’t have the technology to process it.”
The Pélichet plant mainly processes two types of feed material; firstly, excavated materials from its construction works and demolition operations, including 0-300mm clay-bound, silica-limestone material and, secondly, 0-40mm crushed C&D waste.
The presence of plastics and other organic contaminants retained after processing was resulting in second-rate products with lower value.
Water availability proved to be another significant challenge at the company’s Chauvilly site. Jérôme Pélichet said that it was imperative to have a plant which used water resources efficiently and reduced the demand on the limited on-site supply of natural water.

An abundant stockpile of heavily contaminated historic landfill material presented a challenge.
“We encountered the problem of quality,” Pélichet added, explaining the company’s old plant and process before it commissioned the new wet processing plant. “So, we took a different approach with the acquisition of this new installation. It allows us to manufacture quality materials that better meet the demands of our clients.”

He selected CDE as a partner after visiting a C&D waste recycling operation that utilised a CDE plant during a trip to the UK.
“We saw first-hand the challenging feed material CDE plant was capable of processing





CDE business development manager Marc Sopransi said that the commissioned plant is the result of a detailed site audit and clear understanding of the Pélichet operation’s aims and objectives.
“The technical approach around this project was based on the resolution of four objectives,” he added. “The main one being to maximise the incoming material, to be able to process more complicated materials than Jérôme was able to treat before. The second, improving the quality, so treating more dirty materials – ultimately to bring them to a better quality. The third, on the environmental side, to be self-sufficient in terms of consumption of water. And the fourth, to be able to implement according to the constraints of the site.”



Using CDE’s co-creation approach, a solution that married CDE’s technical expertise and Pélichet’s commercial and environmental objectives was developed.
CDE has designed and delivered almost 2,000 projects globally since 1992 to increase the efficiency of materials-washing operations. The solution is based on the










company’s latest patented innovations.

“Each customer has their own unique challenges, be they geographic – or site limitations – or related to feed material,” said Sopransi. “Every wet processing solution we commission is tailored to the customer.”
CDE presented the blueprint of a bespoke wet processing plant, including the R2500 primary scalping screen designed to handle heavy clay-bound gravel, rock and mineral ores and construction, demolition and excavation waste. The R2500 is designed to ensure the efficient delivery of difficult material to the wet processing plant.
It feeds the AggMax 251 modular scrubbing and classification system, engineered to maximise product yield from clay-bound feedstock.
CDE’s EvoWash technology – a compact, modular sand-washing system – integrates a high-frequency dewatering screen, sump and hydrocyclones to provide control of silt cut points and eliminate the loss of quality fines, producing a range of high-quality sands.
Addressing Pélichet’s desire to be completely self-sufficient in terms of water supply, the plant design incorporates a full water-management system which recovers and recirculates up to 95% of process water.
The system includes an AquaCycle thickener which uses a flocculant to separate clean water from the solid particles. The solid particles form a sludge which is dried further in the filter press, recovering more water for recirculation and creating a dry filter cake which can be used for pipe bedding and landfill capping.
Water supply to the system is fulfilled by a submerged rainwater storage tank located beneath the plant which can store up to 2,600m3.
“Highly efficient water management has resulted in considerable cost savings for our operation,” said Jérôme Pélichet. “The feedstock we process is challenging material and our old plant was returning recycled aggregates of a lower quality and value.”
He added that the new plant is maximising profitability by extracting more value from his company’s end product due to a more efficient process that returns higher quality recycled aggregates.
“We can step up the range of our materials, market them better and respond to the expectations of our customers,” he added.
The engineered-to-order wet processing system commissioned by CDE is supporting Pélichet to transform 160 tonnes per hour of raw feed into washed 0-4mm, 4-10mm, 10-20mm and 20-40mm aggregates for use in concrete mix and drainage systems.
An estimated 80% of the products produced are reused by Pélichet companies, and the company markets the remaining 20%.
Jérôme Pélichet said that there are both economic benefits and environmental benefits from the new plant and that, what was formerly an unsellable product destined for landfill, is being processed and recycled into valuable resources for the construction industry.
“My customers are increasingly concerned with making sustainable choices when it comes to their aggregates supply,” he said. He added that his company plans to continue to build upon its sustainability track record with the support of CDE.
“By adopting this sustainable business model with industry experts we’ve a
confident outlook for the future of the business, and specifically the lifespan of our Chauvilly site,” Pélichet added. “It is up to us to work with our customers to show them we can do things right and that recycling is important for everyone.”
All aggregate producers are affected by water and energy costs and should consider sustainable alternatives, according to Michael Honea, process engineer at Haver & Boecker Niagara’s Canada operation.
Honea highlights five issues that producers should consider when looking for a more sustainable washing system.
The first is power-saving designs that can lessen a plant’s energy intake by using a high-pressure aggregate washer.
“High-pressure washing equipment processes as much as 360 tonnes per hour while using 15% less energy than conventional washing systems,” said Honea. “It uses high-pressure nozzles to remove clay and additional impurities off of stones, which requires less energy than power-rotating paddles and screens.”
The second factor to take account of is water conservation, which Honea said can be decreased by upgrading your washing equipment. He adds that conventional washing systems can use as much as 800 gallons per minute (gpm) per washing cycle, while high-pressure washing equipment can range from just 27 to 211 gpm, depending on application and model size.

Thirdly, maintenance and upkeep should be considered. Generally, highpressure washing equipment requires less maintenance than a conventional system. Conventional washing systems have several parts that require frequent replacement, including bearings, belts and paddles, which can cause significant servicing downtime.
On the other hand, high-pressure washing equipment has two main wear parts: spray nozzles and valve seals. Its efficient design allows easy accessibility — through its drum lid to the wear parts — providing simple maintenance for a mechanic. The system also features sensors that stop operation when there is no longer material in the drum, resulting in less wear to the machine. Honea said that this all adds up to fewer wear parts

to dispose of, not to mention more uptime.
The fourth issue is the smaller footprint of high-pressure washing equipment. This type of equipment can be as light as 4,000 pounds - about 60% less than conventional washing systems - and takes up significantly less room. Due to its compact size — just under 4.6 metres tall and 3.7 metres wide — its operating and structural costs are considerably lower than conventional washing systems. Conventional systems also require a separate pump, which takes up even more space than the washer itself. That makes new, high-pressure washing equipment an easy fit into any operation.
Honea said the final factor that should be considered is the rapid processing times of a high-pressure washer which can process as much as 360 tonnes per hour by using its powerful spray nozzles. He added that other machines can’t achieve that without requiring operators using multiple machines.
“Best of all, this new, high-pressure washing equipment’s cleaning ability salvages value from what might have previously been deemed waste — reducing your waste stream and breathing new life into vital resources, while putting more money in the producer’s pocket,” said Honea.
“Overall, high-pressure washing equipment offers more benefits and advantages than a conventional washing system for aggregates and mining operations looking to cut costs from their energy and water bills.”
Reclaiming process water for reuse can help alleviate maintenance tasks or permitting issues in wet process systems, according to Scott O’Brien, director of
process engineering at washing plant manufacturer McLanahan.
“Not much good happens without water in your wet process systems,” said O’Brien. “When we look at how we can help you manage your water, we often consider a tiered approach, making use of technologies that fit both your budget and your needs.”
O’Brien said these tiers are based on three-unit operations to handle your tailings stream: ultra-fines recovery; sedimentation; and filtering.
These tiers may be implemented individually or in series depending on the level of water recovery and solids-handling the plant operator wishes to achieve.
While not necessarily a water-recovery operation per se, the McLanahan ultrafines recovery (UFR) system is typically used to offload pressure on a tailings pond by removing particles down through 30 microns (based on 2.7 specific gravity) while producing a very manageable (i.e., conveyable, stackable) fines product.
“For many years, producers struggled with these fines in their waste stream, mostly being focused on what sort of product could be made with these fines or how they might even be treated to a state where they were easily handled,” said O’Brien.
In 1993, McLanahan’s Linatex Process Technology Group combined cyclones with the company’s dewatering screen to provide a solution to this issue. The cyclones were set up to recover the solids, while the dewatering screen, with its attendant low open area and caking abilities, was used to trap ultra-fines in its oversize. O’Brien said that this solution has been used by producers

for a quarter of a century to extend their pond lifecycle and water quality.
“Were we to take the UFR on its own, it is obvious that while the UFR can help from a pond maintenance and extended water quality aspect, the water must travel to the pond and meander its way about through several ponds before it can be brought back to the plant for reuse,” O’Brien said. “The pond system, while seemingly benign in its day-to-day existence, does have its costs beyond the cleanout.”
He added that some issues include exposure of your resource (water) to losses through seepage from the pond and/or evaporation; safety hazards for employees while working near the ponds, and possibly overlying mineable reserves.
Sedimentation is the basis for the processes known as thickening and clarification. The devices normally used for these operations include high-rate thickeners, high-density thickeners, paste thickeners, and plate clarifiers.
Each of these units are different designs of buckets in which suspended solids are allowed the opportunity to settle by gravity through the water in which they are dispersed.
“You can imagine that these could be some large tanks if we wait for gravity alone to act on the fine particles,” said O’Brien. To assist this process, these suspensions of solids are destabilised by the use of two types of chemical reagents - coagulants and flocculants.
Coagulants typically carry a positive, or cationic, charge and attack the negative surface charge of the particles, reducing their ability to repel one another electrically.
Flocculants are often made of longchain polyacrylamide molecules that carry a negative, or anionic, charge. These reagents serve to attract positively-charged particles, which attach to the negative charge sites on the molecule. As small particles of solids accumulate on the chains, an aggregate is formed and gains sufficient mass to drop from suspension, therefore creating a clean water phase and a thickened, settled sludge zone in the bottom of the thickener.
Under this scenario, the accumulated mud has an appreciably higher solids concentration than the incoming feed. The water from which these particles settle rises up through the thickener, where it flows over a peripheral weir into a collection launder. This water is usually directed to a large water tank, where it awaits use as recycled water in the plant.
O’Brien said that thickeners come in a variety of designs: “The design that is right for your plant largely depends on your goals for handling the underflow slurry. The most common thickener style in the mining industry is the high-rate thickener.”
He added that high-density thickeners may be considered if you are planning on dry stacking your fine waste by processing the sludge through a recessed filter press or similar device. AB
The off-highway machine engines market is vibrant, with many leading players focused on the quarrying and construction worksite engines of tomorrow as well as of today. Guy Woodford reports
Cummins’ ultra-clean Stage V Performance Series-branded engines are proving popular with quarrying customers globally, partly thanks to their impressive power and torque gains compared to their Tier 4 Final predecessors. The 3.8-12-litre displacement, 75-382kW EGR- (exhaust gas recirculation) free units deliver strong solutions for material-handling applications with class-leading levels of power and torque. The F3.8, B4.5, B6.7 and L9 Performance Series range delivers up to 33%, 16%, 5% and 8% more power, respectively. Peak torque improvements are also eye-catching across the quartet – F3.8 (+27%), B4.5 (+11%), B6.7 (+33%) and L9 (+13%). Cummins Performance Series power units represent a simple drop-in solution for key applications such as crushers, screeners, drills, concrete pumps and air compressors.
During a recent visit by Aggregates Business to Cummins’ key Darlington engine plant in North-East England, Steve Nendick, Cummins marketing communications director, explained that the Performance Series has been designed to offer better performance through higher power density,

higher reliability and availability, a more compact and lighter engine package, average 10% higher power and 20% more torque, and the potential for engine downsizing.
When you add in lower installation costs, higher fuel efficiency, extended maintenance intervals, and Cummins Connectivity enabling faster response times, the Performance Series engines also offer, notes Nendick, reduced total cost of ownership (TCO).
Another advantage of Cummins Performance Series engines is their commonality as a global engine platform. They have the same base engine for all emission stages, offer common installation for domestic and export businesses, flexibility on export orders, and high sulphur tolerance of up to 5,000ppm (parts per million) without after-treatment.
B Series engines, including the B6.7,

make up two-thirds of all Cummins’ engine sales globally. Now in its fourth decade of continuous improvement, the B6.7 for 2019 features the previously mentioned EGR-free design. The EGR-free architecture reduces complexity, improves reliability and reduces the cooling system space claim. Multiple component options allow for easier installation and maintenance. These include a choice of front- or rear-sump oil pan locations, on-engine or remote-mounted options for ECM and maintenance filters, the option of Rear Engine or Front Engine Power Take-Offs, plus your choice of four turbocharger orientations; high-mount front and rear, or low-mount front and rear.
The Single Module after-treatment system combines DPF (diesel particulate filter), SCR (selective catalytic reduction) and urea dosing in one unit which takes up 40% less space and weighs 20% less than the prior system.
Moving forward, B6.7 owners will also be able to benefit from Cummins Connected Diagnostics, remote monitoring technology that wirelessly connects the user’s engine to Cummins experts for analysis and recommended action the moment a fault code is generated on machinery equipped with a telematics system.
In a presentation to Aggregates Business, Nendick highlighted how the NOx (nitrous oxide) and PM (particulate matter) content in EU Stage V off-highway engines had

been reduced by 96% and 97% respectively compared to their Stage I counterparts of 20 years ago. In fact, the actual PM reduction is even higher when factoring in count measurement. Each PM has a diameter ranging from 2.5μm (combustion particles, organic compounds or metals) to 10μm (dust, pollen or mould), considerably less than just one human hair (50-70μm) and fine beach sand (90μm). As Nendick points out, this has led to Cummins and other global market off-highway engine manufacturers needing to invest heavily in state-of-the-art PM- and NOx-measuring technology.
Given the huge progress in reducing off-highway engine emissions and Cummins ongoing dialogue with EU sources, Nendick thinks it unlikely that any Stage VI emissions regulations will be introduced for some time yet. He does, though, think there is the potential for off-road equipment to follow the on-road Euro 6 PEMS- (portable emissions measurement system) testing process. This ensures that the engines remain within the specified emission limits for their “useful life” of seven years. It would be used to test emissions of off-highway engines during job site applications.
Cummins off-highway engines sector sales were worth US$2bn in 2018 – with 145,000 engines sold to more than 1,000 original equipment manufacturers (OEMs), powering applications on every continent.












The U.S.-headquartered engine maker, celebrating its 100th birthday this year, has strong relationships with off-highway OEMs including Sandvik, Terex, Komatsu, Doosan, Hyundai, JCB, Wirtgen Group, Atlas Copco SANY and LiuGong.
In October 2019, Cummins signed a strategic cooperation agreement with XCMG, a major Chinese construction, quarrying and mining machinery manufacturer. The two companies will work closely on developing and integrating comprehensive product lines, while exploring new markets and sharing resources in the construction industry, ensuring continuous global R&D (research and development) improvement.
Cummins is investing heavily in developing future powertrains to help manufacturers define the best power source for their equipment, whether diesel, natural gas, hybrid electric, battery electric or fuel cell. This has led to five key acquisitions or partnerships being agreed since autumn 2017. In October 2017, Cummins acquired


















North America-based Brammo, a primarily low-voltage battery designer. This was followed by Cummins’ January 2018 acquisition of Johnson Matthey Battery Systems, a UK-based mainly high-voltage battery designer, the July 2018 acquisition of Silicon Valley-U.S.-based Efficient Drivetrain Inc. (EDI), a fully-electric and hybrid powertrain provider, and the September 2019 acquisition of Hydrogenics, a Canadian hydrogen and fuel-cell technology supplier. Finally, in September this year Cummins signed a partnership deal with Hyundai Motor Company to collaborate on hydrogen fuel-cell technology, initially focusing on the on-highway engine sector.
At the world’s biggest construction, quarrying and mining equipment exhibition next year – CONEXPO-CON/AGG 2020 in Las Vegas, U.S. (10-14 March) – Cummins and EDI expect to showcase a diesel-electric hybrid service truck for the future worksite. The hybrid service truck will follow on from Cummins’ prototype-engine electric-mini excavator showcased at bauma 2019 in Munich, Germany. During the exhibition the 3.2-tonne prototype had eight BM4.4E modules connected in series, providing total energy of 35kWh. This is designed to suffice for a full work shift and to be capable of being recharged in three hours.
Mounted near the base of the excavator, the Cummins-designed and built battery modules use Li-ion technology to achieve a higher energy density, together with proprietary control technology to maintain the battery state-of-charge for a longer zeroemission operating time.
Nendick says no firm launch date has been scheduled for the mini excavator, with its zero emissions making it particularly suited to urban sites.
Cummins’ £20mn-plus (€23.4mn) Darlington hot-test replacement and facility

master-plan upgrade was nearing completion when Aggregates Business visited in mid-November, with all works due to be finished in Q1 2020. Cummins engines produced at Darlington range from 3.8-8-litres and 56kW-320kW. It includes the F3.8, B3.9, B4.5, F4.5, B5.9, B6.7, C8.3 and L8.9. The QSM11 Marine Up-fit and on- and off-highway aftertreatment solutions are also made on-site. The Darlington engine plant currently builds 300 engines a day – and is on course to produce more engines this year than the 67,000 made in 2018. The aftermath of the global financial crisis of 2007-2008 hit hard at the Darlington site with only 31,000 engines produced in 2009 compared to 78,000 in 2008. Last year’s production volume was the biggest at Darlington since 2008. Two-thirds (66%) of Cummins Darlington’s annual engine output is for construction customers.



Germany-headquartered DEUTZ, one of the world’s leading manufacturers of off-highway machine diesel engines and innovative drive systems, and joint venture partner SANY are busy building a new highperformance engine production facility in Changsha in Hunan province, south-central China. Following the establishment of the joint venture in June 2019, representatives of both companies signed an agreement with Hunan provincial government officials during a September 2019 foundation stone-laying ceremony for the new factory site. The Hunan government is contributing several tens of millions of US dollars towards the cost of the project.
The joint venture between DEUTZ and SANY, China’s biggest off-highway machine maker, is part of SANY’s intelligent heavytruck project, a big-ticket project within the framework of SANY’s digitalisation strategy. In addition to various off-road applications, DEUTZ is also taking over the manufacture of heavy-truck engines for SANY. Initially, the plan is to supply SANY with around 75,000 new engines for off- and on-road applications in 2022. These engines will comply with the China IV and China 6 emissions standards and will be built at the new plant, not far from SANY’s headquarters in Changsha.
DEUTZ recently announced that it had recorded further growth in revenue and earnings in the first nine months of 2019. Group revenue grew by 6.4% to €1.379.9 billion. The MaterialHandling application segment performed particularly strongly, delivering doubledigit revenue growth of 11.3%.

diesel-electric drive technology for wheeled loaders is now very well-proven. By early 2019, the firm had clocked over one million operating hours with its novel drive system as fitted to its 644K and 944K wheeled loaders. John Deere Power Systems (JDPS) now says it can leverage its expertise to help OEMs adopt electric drivetrain components.


While off-highway equipment manufacturers continue to research hybrid and electrification solutions, the demands of the end customer for reliability and productivity continue to increase. According to JDPS, it now has technologies to reduce emissions, improve fuel economy, and boost machine performance and reliability. The OEM electrification approach of JDPS can offer integrated solutions that address the interfaces between the electrical generator and/or motors, power electronics, and mechanical interfaces.
sales were close to the level of the prior-year period.
“Despite a general slowdown in market growth, we saw revenue advance in all regions and major application segments and also demonstrated our operational strength by delivering a high double-digit percentage increase in earnings,” said Dr. Frank Hiller, CEO of the Germany-headquartered DEUTZ Group.
As well as remarking on the importance of establishing the DEUTZ-SANY Changsha factory, Hiller also stressed the significance of DEUTZ’s recent addition of high-voltage battery technology as a key component of its E-DEUTZ strategy via the acquisition of battery specialist Futavis. “This is taking us another big step closer to a future of carbonneutral off-highway vehicles,” he emphasised.


DEUTZ sold a total of 155,780 engines in the first nine months of this year, meaning the group’s overall unit
John Deere says that its innovative


Meanwhile the firm also claims Stage V compliance for key models in its engine range. This includes its variable-speed engine families below 56kW and above 130kW as well as its constant-speed engine families. The Industrial Stage V line-up from John Deere now offers ratings from 36kW to more than 500 kW, with displacements of 2.9litres up to the new 13.6litre unit.
Key features are said to include increased uptime and low operating costs. The firm’s new Stage V after-treatment technologies are said to be optimised for flexible integration.
Andreas Viktorsson, Volvo Penta chief project manager for Stage V, has explained how the company has managed to increase uptime in its latest D5 to D13 off-road engines by minimising active regeneration.
“We know that downtime is a disadvantage for our end customers. The Stage V emissions legislation requires engines to have a diesel particulate filter (DPF), which captures and stores soot. This soot needs to be burned off periodically to regenerate the DPF and typically this is done while the machine is at a standstill (active




regeneration). But who wants to keep having to put their machine aside for this process, where it is not working and earning?
“In developing our new range of Stage V off-road engines, our vision has been ‘Regeneration Zero’. We have put this challenge at the forefront of our minds and sought to minimize the need for active regeneration as much as possible. This is to keep our end customers’ machines operational and profitable.
“From a strict technical point of view there will always be a need for at least some active regeneration if the engine is not loaded. However, we have really challenged ourselves to examine this and reduce it to an absolute minimum. We have seen really good results in the field tests of our new engines. When the engines stop for regeneration, it is often caused by running the engine for extensive periods of time in idle.”

cant improvements. Connected to this design philosophy, we have also achieved impressive fuel efficiency gures, helping customers to save costs and
Commenting on Volvo Penta’s success in avoiding stand-still regeneration, Viktorsson said: “Testing, testing and more testing. We initiated heavy testing to address the issue of regeneration and part of this involves deliberately installing unsuitable engines in some machines to stress the system and find problems for us to address. We have left no stones unturned in the process.”
Looking at how Volvo Penta approached ‘Regeneration Zero’ from a technical perspective, Viktorsson said that the off-highway engine maker’s aim was to
achieve synergies between the base engine and the after-treatment system so that all the features of the engine and software work together to minimise the need for active regeneration.
“For our Stage V off-road platform we have developed the engine and aftertreatment system hand in hand, and it has been an ongoing optimisation project for all engines in the range, which share a common architecture.
“For example, we have implemented new water pumps, new oil coolers, new piston rings and new thermostats – relatively minor changes all over the engine but combined

Emphasising why he thinks a quarrying or other customer should choose a Stage V Volvo Penta engine for their off-road application, Viktorsson said: “Since 2014, with the launch of the Stage IV ranges, Volvo Penta c off-road engine platform and it has been warmly welcomed by the market. Our off-road engines are tailor-made for applications in different segments, such as forestry, material-handling and construction applications, and we have managed to build a strong design solution with this bottom-up approach. We think about the customer and operator first and then create the best engine architecture with proven hardware – no new “off-the-shelf” solutions.
Finally, Viktorsson offered advice on how a customer can ensure they have as little active regeneration as possible from their engines.
“Having the right engine for the right application is important. We like to talk to both OEMs and operators to understand how their business works so that we can provide the right specification for minimal active regeneration, noise and fuel consumption. We want to be the strongest business partner possible for our customers, and that means letting us help them to drive profitability in their business.” AB




Outstanding cut and puncture resistance Extra mileage
Designed for hard and rocky surfaces
















Conveyor belt company Smiley Monroe is celebrating its 40th year in business, but is not resting on its laurels. Its first US manufacturing plant opens early next year and it is aggressively targeting new opportunities in the road construction and environmental equipment sectors.
Liam McLoughlin reports
Since being set up in a garden shed in 1979 by Vaughan Monroe and his founding partner Mark Smiley, Northern Irish company Smiley Monroe has grown to become one of the giants in the conveyor belt sector.
The Lisburn-based business serves seven equipment segments: crushing & screening, recycling, washing, wood chipping, agricultural, bulk material handling and road construction. Its two main belt-product offerings are Endless conveyor belts and Zip Clip replacement belts.
The company is marking its fortieth anniversary with the opening of its first US manufacturing facility in early 2020, which Smiley Monroe Inc. will be showcasing on its outdoor booth at ConExpo in Las Vegas next March.
Smiley Monroe exports to over 60 countries and has a customer list that includes Terex, McCloskey International, Sandvik, Edge, Keestrack, Maximus, Aggregate Industries, Hanson UK, Astec Industries, CDE and Kleemann (part of the Wirtgen Group).
interest in conveyor belts. The initial business was as a distributor for rubber conveyor belting and providing a local vulcanising service.
The company has been owned by Vaughan & Mary Monroe since the early 1990s, and two of their sons, Tim and Chris, now work in the business. Tim joined at the end of 2006, following a career in film & tv art direction, and is marketing director. Chris


At the time they founded the company, Vaughan Monroe and Mark Smiley both worked for an engineering firm in Belfast that was involved in the production of forklift tyres. They decided to relocate to Lisburn to set up their new venture, and the first employee they took on, David Murphy, is still with the company today.
Vaughan Monroe’s original training had been with Goodyear, where he developed his

worked as a corporate solicitor in England prior to coming on board in January 2013 and serves as global sales director.
In terms of the biggest changes to the company over the last four decades, Tim says the major difference is in its core business. “Since around the turn of the millennium, Vaughan had realised the benefit that locally manufactured Endless belts could offer to customers,” he adds. “Acting quickly on that opportunity is what steered the company into what it is today in terms of Endless belts being our biggest core product.” Initially, the company’s main customers were end users and the core business was resale belts, selling rolls of conveyor belt and providing a tting service to quarries, mines and cement





“The value we added at that point was having a breakdown service and being able to supply high-quality heat-resistant belts for specialist applications such as cement clinker,” says Tim. “Now our core customers are equipment manufacturers - so from a service company we have essentially morphed into a manufacturing business. Looking back, our first experience of manufacturing was exporting rubber screen mats to Great Britain in the 1980s and conveyor impact bars and screen media to the US in the 1990s. Sustainability is another big change. Today our operations in Northern Ireland are powered by 100% clean, renewable energy.”

“In three years our sales have grown by approximately £10m to £25m at the end of 2019,” Chris says. This has been driven by the growth of domestic customers but also as a result of new export business. “Over the past 10 years our transformation has been from a local company with a good reputation to a global player.” Exports, from being a very small part of the business, now account for 45% of total sales.
Other major milestones in the company’s history include the £1.2m investment in its first purpose-built facility in Lisburn in 2002, the opening of its first Indian production plant in Hosur, India, in 2012, and a new £800,000 global distribution hub in Lisburn in 2014. To help it stand out from the crowd, the company has also put a strong emphasis on marketing over the years, with its ‘Giants of Belting’ campaign inspired by Northern Ireland’s Giant’s Causeway.
The new US production facility will be based in Franklin, Kentucky. The move has been driven by customer demand, strong industry forecasts and the need to protect the company’s export sales amid the uncertainty surrounding Brexit. Around US$2m is being invested in the plant, which will create 30 jobs.
Tim says the new plant will dramatically improve delivery times for US orders. “At the moment, from the receipt of order in Northern Ireland it can take seven to eight weeks to deliver to the furthest part of America,” he adds. “A lot of customers will have a four-week fixed window for their production schedule, so seven to eight weeks doesn’t crack it.
“By manufacturing in the US we can offer just-in- time (JIT) delivery to our American customers. We will be able to deliver goods to almost any part of America within two days, and all of the midwest and east coast within one day.”
Chris adds that the company has been working with US customers for six years, supplying them from Northern Ireland. “The plan with our plant in Kentucky is to move forward with production at the start of February, which is in good time for the official announcement at ConExpo in March,” says Chris.
The US currently accounts for around 5% of the company’s revenue and, with the opening of the new factory, the US business


is projected to increase annual sales in the US to US$10m within three years.
The Kentucky plant will have twelve employees in the first year and by the end of 2022 Smiley Monroe plans to have recruited somewhere between 30 to 40 staff. The site manager, Morgan Walker, will be relocating from Northern Ireland with his family to run the facility. “We were very keen to have the right expertise out there,” says Chris.
He adds that aside from new original equipment manufacturers (OEM) business, the company has great opportunities in the US within the aftermarket by working with OEM partners to promote the benefits of Smiley Monroe’s Zip Clip replacement belt.
“That is a big part of our business plan,” says Chris. “We have been listening to our customers about the cost of machine downtime in the field and in the importance of making sure machines can be up and running with a replacement belt as quickly as possible. We believe that Zip Clip is
the belt to maximise machine uptime by allowing operators to quickly fit Zip Clip belts themselves and ensure they aren’t waiting on service crews. The majority of sales of our Zip Clip product are into America and a big part of our growth in America is forecast to come from Zip Clip.”
In the US Smiley Monroe supplies the Astec Group, Terex and Wirtgen America. The company is also targeting areas where it currently does not have a big market share, with road construction being one such sector where it sees major opportunities. In April 2019, President Donald Trump and Democrat lawmakers agreed a US$2 trillion plan to overhaul ageing infrastructure in the US. As part of this, the proposed ‘Road Bill’ would authorise a 27% increase in expenditure over a five-year period to US$287bn.
“The Road Bill has released a lot of funding in the US and there is still a lot to draw from that,” Chris says. “We expect the US market to be buoyant for the next four to five years.”
The company is also targeting a potentially huge market for environmental equipment in America. “There is a lot of environmental business in the heavily forested areas in the north of the country, where wood is shredded and converted into renewable biomass fuel,” says Tim.
In terms of new product developments, Tim says customers are asking for an even more durable and puncture-resistant version of its ToughFlex conveyor belt, which is designed to handle tough conveying applications, such as mobile jaw and impact crushing.
“We are working on adding a new Premium Upgrade to our ToughFlex range at the moment,” he says. “It’s our response as problem solvers to new challenges within the ever-evolving recycling sector, where C&D materials such as concrete and steel rebar test conveyor belts to their limits.” AB


The use of technology such as visualisation and drones is improving the efficiency and safety of blasting operations at quarry sites. Liam McLoughlin reports
Digital and automated technologies are continuing to change the way the quarrying and mining industries operate.
To meet these requirements Orica, a manufacturer of commercial explosives and blasting systems for quarrying and mining, says it is advancing its digital expertise and solutions.
The company has added new features to its BlastIQ solution to bring additional capabilities and help customers reduce the overall cost of quarry and mine drill and blast operations, improve operational productivity and safety, and facilitate regulatory compliance.
Orica says that improvements to the BlastIQ user interface allow real-time access to the status of each blast through the centralised online BlastIQ Platform, enabling users to collate and collaborate on data from across the drill and blast process. Insights can be interpreted from data gathered with new visualisation features, accelerating planning, analysis and auditing of blast data to satisfy regulatory requirements.
Multilingual support has also been added across the technology suite, now supporting Spanish, French Canadian, Russian and Portuguese, facilitating broader access and adoption of BlastIQ for more customers around the world.
BlastIQ Mobile technology now provides a wider set of loading conditions through the seamless integration of loading rules, increasing on-bench quality-control management and productivity. Continuous loading rules can now be applied to blast holes in real time, even in areas without bench wireless connectivity, creating efficiency and quality gains on-bench.
Accuracy and efficiency of explosives delivery are significantly enhanced through real-time synchronisation of blast-hole data between Orica’s Mobile Manufacturing
Unit (MMU) and BlastIQ as changes occur in both design and actual loading data.
Using this data, Orica’s smart, connected delivery systems load the correct explosive type and quantity according to the original design, adjusted based on blast-hole condition measurements and the automated application of a defined set of loading rules managed by the drill and blast engineer.
The claimed industry-first, direct integration with the delivery control system automates process control thereby eliminating errors in manual product selection, process control and incorrect logging of loading actuals, as well as importantly reducing overall explosives loading times and increasing productivity on-bench.
Hole identification functionality available in both BlastIQ-enabled delivery systems and BlastIQ Mobile is said to improve in-field blast quality control and assurance.
The hole position identification feature helps operators to more easily identify holes on-bench, reducing errors from potential confusion over hole identification and ensuring accurate recording of which holes

have been dipped or loaded. This real-time data flow empowers rapid decision-making, such as accurately adding new holes and data as needed, improving operational efficiencies.
The new features are now available and applicable across mining and quarrying operations globally. As customers increasingly look to transform their operations with digitally connected technologies, Orica remains at the forefront of digital blasting to optimise blasting outcomes.
Orica global digital product manager Angelo Labriola describes how the company’s digital technologies are helping customers. “Every day around the world, engineers design blasts and those blast outcomes impact as much as 80% of the total mine or quarry processing costs.
The process of designing blasts, adjusting designs for real conditions encountered in the field, and understanding the outcomes of blasts is a manual, time-intensive task involving multiple inputs. Optimisation efforts suffer due to lack of time and tools to support that objective in the face of daily operational demands.
“BlastIQ saves time and improves quality by automating processes across the blasting workflow. Inspired by our customers’ feedback, the latest release of BlastIQ will enable our customers to make better decisions more rapidly and deliver improved blast outcomes across their operations.
“We’re aiming to develop the most robust, most user-friendly set of digital drill and blast tools available, with easy integration across the value chain and delivery of whole of mine and quarry insights required to drive material impact for our customers.”
Maptek, which supplies 3D modelling, spatial analysis and design technology to the global mining and quarrying industries, says that its BlastLogic solution enables
improved design compliance monitoring and downstream productivity optimisation across open-pit operations.
“BlastLogic is applicable to any opencut operation that conducts drill & blast and processes the output in plant or mill,” according to a spokesperson for Maptek.
The company says that, for mine and quarry operators, quantifying fundamental design parameters can highlight significant variability in the effectiveness of design execution. Once anomalies and non-compliance issues have been identified, operators can look to the cause and
focus on improved accountability around performance. It also helps operators better define the practical tolerances for execution of blast for their operation.
The drill and blast process typically equates to 20% of mining extraction cost per tonne and Maptek says there are significant opportunities for improvement and cost reduction. “In practice this could mean developing effective designs that align drill pattern, charge and tie-up plans to the specific mining conditions and measuring their successful execution,” the company comments.

Because blast performance is directly impacted by compliance to design, operators need tools to help them routinely and reliably measure the effectiveness of designs. The difficulty has occurred where insufficient information exists, or where the information exists but is not readily reconciled.
Measuring and tracking blast designs against defined tolerances during execution can therefore quantify the variability and facilitate objective assessments.
BlastLogic is designed to provide a platform where all an operation’s drill and blast data is stored in a single repository for analysis. Operators can then derive additional value from blasting practices, enabling opportunities through pattern expansion, steeper pit slopes, grade engineering and improved mine-to-mill practices such as fragmentation analysis.
Better fragmentation has been linked to a shovel improvement of more than 9%. Achieving optimal and consistent fragmentation improves ‘digability’ through easier handling and processing of excavated material. By looking at the broader picture of the entire comminution process, BlastLogic is designed to provide the means to measure and track drill and blast performance relative to crusher and milling throughput.
Maptek says that geo-referenced spatial data imported into the BlastLogic drill and blast management solution delivers greater understanding of blast execution and results, enabling future blasts to be refined and optimised to reduce costs and increase safety and productivity.
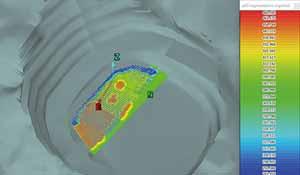
South African surface mining industry association Aspasa is extending its strategic service to members in the form of a new blasting audit.
According to director, Nico Pienaar, the association has decided to offer blasting audits to members due to its mining industry facing numerous practical-legal challenges since the Mine Health and Safety Act’s (MHSA) new explosives regulations came into effect on 14 December 2018. He adds that there have also been various demands made by affected communities and Department of Mineral Resources (DMR) officials. AB











Recycled aggregates are increasingly in demand globally, with original equipment manufacturers paying close attention to changing market trends keen to offer new and proven material recycling-suited plant. Liam McLoughlin reports
Northern Ireland-based Powerscreen is re-introducing its Phoenix mobile crushing and screening range.
Phoenix, one of the original machine ranges in Powerscreen’s product portfolio, is a collection of trommel machines that are predominantly used in recycling applications such as construction & demolition (C&D) waste, wood chippings, top soil, compost and green waste.
Through the processes of screening and separation, material is extracted to create recycled useable products, resulting in increased profits for the customer while being better for the environment.
Commenting on the decision to bring back this range to the Powerscreen portfolio, Powerscreen product manager Neil Robinson said: “The global waste management market is becoming more and more prevalent as government initiatives are geared toward better environmental practices, so it is an ideal time to bring back the Phoenix range with its proven track record in recycling applications.”
The re-introduced Phoenix range includes the Powerscreen Phoenix 1600, which comes in both tracked and wheeled versions, the mid-size Powerscreen Phoenix 2100 and the larger flagship Powerscreen Phoenix 3300.
The Powerscreen Phoenix 1600 trackedand wheeled-trommel screens have been designed to provide excellent fuel efficiency and low operating costs, whilst also reducing emissions and noise levels due to the machine running at a low engine RPM. With a 4.9m x 1.54m drum, unrivalled production throughput is guaranteed due to the screening area which is the largest in its class.
Powerscreen says the Phoenix 2100 trommel screen is designed to offer unrivalled production throughput and application flexibility. The robust design with optional features such as a heavyduty tipping grid or double-deck vibrating
grid makes the Phoenix 2100 the most versatile trommel on the market today. The machine performs equally well in heavy C&D applications as it does in high-volume compost production. The 180° swivel fines conveyor, with a 5.7m discharge, means the machine can generate massive stockpiles. This swivel feature can be controlled via a radio remote while the machine is in operation, minimising downtime.
The Powerscreen Phoenix 3300 trommel screen is also designed to offer unrivalled production throughput and application flexibility. Key features include having the largest screen area within the Phoenix range, a 180o swivel fines conveyor, with a 5.8m discharge and a powerful four-wheel drive system with high-performance friction grip wheels which is used to turn the trommel drum giving operators the ability to run bi-directionally. Options include a heavy-duty tipping grid or double-deck vibrating grid.
The Phoenix 3300 is claimed to be highly efficient in the separation and processing of wood chippings, top soil, compost, green waste and aggregates.
Powerscreen Pulse Intelligence is available on the Phoenix range of machines anywhere at any time, on a PC, tablet or smartphone. The system provides comprehensive


information on the GPS location, start and stop times, fuel consumption, tonnages, cone settings, wear ratings, operating hours, maintenance status, engine faults and much more.
The Phoenix range is now available to purchase from Powerscreen distributors worldwide.
At Mone Brothers’ Fireclay recycling centre to the west of Leeds in North-West England, a powerful Kleemann MOBIREX MR 110 Z EVO2 impact crusher is said to be proving its worth as it’s kept busy recycling brick and concrete rubble.
With several quarries and recycling centres around Leeds, Mone Brothers has a long tradition in mineral recycling. Since it was founded in 1965, the business quickly developed from a simple plant hire company into one of the principal providers of construction materials and recycling services in West Yorkshire.
In minute intervals, dumper trucks drive into the near 2.5-hectare Fireclay recycling centre site, bringing mixed rubble from demolition work and construction sites and



near Leeds




taking back crushed and cleaned material. On average, more than 300,000 tonnes of this material are processed here every year. While broken bricks are recycled into hardcore according to British Standard 6F2 and used primarily as a capping layer in road construction, the recycled concrete is used as a higher quality Type 1 layer for sub-base purposes.
Furthermore, Mone Brothers works a great deal with the local utility industry and supports the expansion of the electricity, water and gas network with its material. The companies deliver their mixed rubble and drive away again with recycled Type 1.
The different feed materials and required quality standards have an impact on the production process. Thanks to a higher permissible oversize grain content, it is possible to dispense with a closed circuit for 6F2 and, in doing so, increase the feed capacity. In this configuration, the MOBIREX MR 110 Z EVO2 of Mone Brothers has a capacity of 280 tonnes per hour.
For the recycled Type 1 material, the system changes its location in just a few minutes and the secondary screening unit is mounted in around 15 minutes. With the integrated oversize grain return conveyor, the capacity for this classified product is still 250 tonnes per hour while also meeting the highest standards in British road construction.




quarry applications. However, the decision to opt for an impact crusher for use at Fireclay recycling centre was made for a good reason.
Michael Coleman, managing director at Mone Brothers, says the final product quality has significantly increased. The impact crusher achieves a grain shape in one crushing stage that a jaw crusher could not come close to without a second crushing stage. The slightly higher fine content helps to bind the material during later use and therefore also equates to the required quantity.

In addition to product quality, the higher performance of the MOBIREX is also a highlight. While jaw crushers offer a recommended crushing ratio of 7:1 in recycling, impact crushers can achieve a ratio of 15:1 and thereby a greater feed size, which facilitates significantly higher performance.
“The output is truly mesmerising, and it has been a real benefit to the business,” said Coleman.
It is therefore easy to work out why Mone Brothers replaced two of its jaw crushers with just one impact crusher. Thanks to the diesel-direct-electric drive concept of the MR 110 Z EVO2 impact crusher, this is said to reduce what were already low operating costs by another 15%.
Despite many years of cooperation and positive experiences with the aftersales service, Coleman said the decision to invest in a Kleemann impact crusher was not a matter of course. “We did try other machines but actually they could not produce enough of the product at the right speed and they were much more expensive to operate.”
The 2,750-metre-long runway at Salzburg airport has been around for almost 60 years. Following a total shutdown of five weeks, Salzburg airport opened again on 28 May 2019. RUBBLE MASTER made a considerable contribution to the general renovation with a compact crusher from the Linz, Austria-based company, enabling 8,500 tonnes of material to be crushed on site and immediately reused.
“This job was a challenge due to its tight time schedule,” says Klaus Weickl, managing director of Weickl Erdbau. “We only had four
weeks to complete all the work.”
The rented compact RM 100GO! crusher only needed just under a week to crush all the material from the almost threekilometre-long Salzburg airport runway into a recyclable final aggregate. This value aggregate was used for the sub-structure of the new runway. Weickl is convinced of the sustainable use of resources: “The recycling of C&D waste creates a loop in which transport and material costs are saved and environmental impact is reduced.”
The core business of Weickl Erdbau, which is based in Hallein, a city less than 20kms south of Salzburg, is earthmoving and demolition. Due to the wide range of jobs they cover, it makes sense for the company to rent a compact crusher for certain contracts. Weickl has been using this rental concept for several years. “In our case, the volume we process is too small to justify the purchase of a crusher. The rental system is perfect for us for processing materials directly at construction sites,” he said.
Swedish recycling giant Swerock is using a Rockster R1000S compact mobile impact crusher to provide innovative solutions for the efficient reuse of construction waste.
It was Rockster’s Swedish sales partner Niklas Johansson of Biocare Svenska who first introduced the R1000S plant to Andreas Pettersson, the area manager of Swerock Recycling.
“High throughput of this compact machine, perfect transport dimensions and excellent access for maintenance have convinced my customers that the Rockster crusher is the right one for them,” said Johansson.
The machine’s hydraulically lowerable screen box, swivelling catwalk and swivel-up doors mean that service work, maintenance and the replacement of screen meshes can be carried out quickly and easily.
Due to the R100S impact crusher’s hydrostatic drive, which ensures a constant crushing power, the diesel consumption per tonne is claimed to be noticeably reduced.
Johannson added: “With Rockster’s hydrostatic system, the diesel engine always stays in the optimal RPM range, only the hydraulic pump adapts to the crusher’s power requirements, which results in lower























fuel consumption per tonne of final material.
“Additionally, the Volvo Tier 4f engine, with AdBlue, ensures very low NOx emissions.”
Swerock is one of Sweden’s largest suppliers of building materials and services for the construction and civil engineering industry. The company has approximately 950 employees and is part of the Peab Group construction company.
Mike Broad, who retired from the aggregates and quarrying business in September 2018, has been reflecting on a remarkable 48 years in the industry which he spent with just one company.
In October 1970, a 17-year-old Broad was fresh out of education at Wigan Grammar School in North-West England. He secured his first job with family-owned quarrying business Gaskell Bros, which is based in nearby Ashton-in-Makerfi
In his years as a director, Broad worked alongside Gaskell Bros. MD Mark Gaskell and the pair carved out a new path for the company. Venturing into the recycling sector in 1999, its primary focus was building and demolition waste from Manchester and the neighbouring counties.
Working alongside the Gaskell family, Broad forged a successful relationship during this period with wet processing equipment company CDE.
“First, we began operations in dry recycling, procuring a licence to process material that was destined for landfi Broad. “Though it did have its limitations. We weren’t the only player in the market at the time, and this was a challenge. We had to identify and produce a product that others weren’t yet producing, so we ventured into wet screening – or ‘wet recycling’ – adding water to clean the recycled aggregate. This also presented challenges for us as it was taking up to three days, in some cases, to fully remove moisture content from drying sand.
“It was a learning process and, evidently,
“When we thought we had it all figured out, other issues in our plant would start to surface. The log washer just wasn’t up to the job.
“CDE told us they had log washers, so Mark and I booked our flights to come over and see the plant. That was a formative trip for us. We visited and reviewed several installations. We were so impressed by what we encountered on the trip that we began preparations to invest in a complete plant to be fully installed by CDE.”
The turnkey solution CDE supplied Gaskell Bros. in 2004/05, a complete overhaul of the company’s recycled aggregate system, was the single biggest investment ever made by the company.



not without its challenges.”
This set the course for what was to become a long-running partnership between CDE and Gaskell Bros., leading to one of the first full-installation sand-washing and recycled aggregate systems in the UK.
“Enda Ivanoff, who is now CDE group business development director, was fresh out of university at the time we first made contact with CDE,” Broad explained. “He came over to see our operation and we explained the challenges we were facing; extracting moisture from the sand and excessive fines losses. Enda and the team at CDE implemented a sand plant that integrated seamlessly with our then current operation.”
Gaskell Bros. began processing reclaimed materials at a much faster rate. As little as 10% of materials was now destined for landfill. “We were processing materials we didn’t before, and the built-for-purpose plant resulted in a significant upturn in new business contracts. Efficiency meant we had a volume of product to fulfil almost any customer contract,” Broad said.
With an improved product base, Gaskell Bros. carved a reputation for producing some of the highest-rated recycled aggregate in the UK.
Ivanoff said Gaskell Bros. remains one of CDE’s pioneering customers: “From working with Mike and Gaskell Bros. to commission the first tailor-made C&D wash plant in the UK to commissioning the world’s largest C&D waste recycling wet processing plant in Norway, CDE is supporting companies around the world to extract value from C&D waste material destined for landfill.
“Every day, CDE wet processing solutions divert 63,000 tonnes from landfill, totalling gure
Houses in very close proximity to mines in the Katani area of Kenya













Court cases stand in the way of Kenya’s quarry miners in their foray for new mining fields as they strategically position themselves to supply region’s booming aggregates market. Shadrack Kavilu reports
The East Africa region’s enormous investments in infrastructural development have presented a massive opportunity for both local and international investors keen on supplying construction materials.
The region’s massive infrastructural projects which are fuelled by generous spending by East African national governments have seen quarry miners strategically position themselves to tap into the booming aggregates market.
Governments in the region have been spending heavily in ongoing megainfrastructural projects which include new airports, major road corridors, sea ports and railways.
However, as the investors scramble to acquire new quarry mine fields, so resistance is mounting from local communities and residential property owners.
Though the aggregates market has undergone tremendous growth over the years, striking a balance between mitigating quarry impacts on local communities and fulfilling the region’s demand for aggregates has remained a tricky and delicate process for miners.
The heavy investments have seen increased quarry mining activities which have
escalated land disputes, pitting locals against quarry investors.
Driven by high demand for construction materials, quarry companies are constantly prospecting for new frontiers for aggregates mining, but as their search intensifies, conflicts with local communities are fast emerging over the destruction caused by mining vibrations.
In Katani village, Mavoko Sub County, some 25 kilometres south-east of Nairobi, local communities and residential property owners are on a collision course with quarry miners over destruction caused by quarrying activities such as blasting and use of explosives.
“The vibrations from the mines are weakening building structures, cracks have emerged from all corners of my house, now I have to undergo an extra cost of maintaining the house,” said Stephen Makau, a property owner along the expansive Katani quarry mine fields.
“We have more than ten cases pending in courts, all petitioning the government to stop issuing licences to quarry miners in these areas.’’ Makau told Aggregates Business International.
While many home owners have sold their properties in Katani and relocated elsewhere due to impacts from the quarry mines, Francis
Musyoka, a home owner in Katani, maintains he isn’t going anywhere. He is, instead, grappling with how to adapt to the destructive activities.
“We are looking for new technologies that can withstand these vibrations and dust. Currently I’m looking at how I can get some new ventilators that can absorb the dust from the quarries. This will definitely require an additional expenditure,” noted Musyoka.
In the recent past, due to increased quarrying activities in settlements, communities and residential property owners in mine fields across the country have been petitioning the government to stop issuing new licences to stone quarry miners.
They want the government to put in place new regulations that will bar quarry miners from carrying out their activities near their properties or settlements.
The Katani residents blame the government for failing to zone land — there is no land-use plan in the county which separates or designates land for mining, agricultural use or settlement.
As in other parts of the country where quarry mining is carried out, Mavoko Sub County has no designated mining fields and most of the mining activities are carried out
in settlements or adjacent buildings, posing a threat to residential buildings and the population that lives in the area.
Over the years, due to its proximity to Nairobi and its rich potential for aggregates, Mavoko has attracted a growing number of industrial entities such as quarry miners and cement producers.
In Kenya, like other parts of East Africa, cases of quarry companies flouting laws in a bid to access construction materials have become rampant and widespread.
Last year, property owners in the Katani area of Mavoko Sub County sued a Chinese construction company, SinoHydro Tiajin Engineering, seeking orders to stop the firm from carrying out quarrying activities in the area.
The firm had won a US$84million contract to expand the outer ring road into a dual carriageway, a major road that would connect to Nairobi-Thika highway, Eastern bypass, Northern bypass and Jomo Kenyatta International Airport.
A report by Shomax Consulting Engineers, a leading structural and civil engineering firm, tabled in court by Katani residents stated that the structural integrity of premises surrounding the area and the security walling had been compromised by SinoHydro Tiajin Engineering’s quarrying activities and required urgent remedial measures.
The report noted that the damage to residents’ homes was occurring on an increasing basis.
Another quarry owned by a Chinese firm, Synohydro Corporation, was closed down in Kilimambogo, east Thika, after a blast left a trail of destruction injuring 50 people and destroying several classrooms of St Mary’s academy and nearby houses.
In March this year, the Kenya Forest Service (KFS) revoked a licence issued to Hydro Masters Drilling Company which was licensed to rehabilitate quarry mines in Ngong forest. Instead of rehabilitating the quarry mines, the company subleased its special use

Property owners in mine fields across Kenya have been petitioning the government to stop issuing new licences to stone quarry miners
materials from 7.6 hectares of forest land.
Though the country has enacted progressive laws to regulate the mining industry, the growing litany of legal suits across the country has sparked calls for new legislation and enforcement to safeguard communities from environmental and health hazards occasioned by quarry mining activities.
According to environment protection officials, the conflict is widely attributed to a lack of a national land-use policy which has resulted in confrontation between land users.
“Since the country gained independence, we didn’t have a national land-use policy until last year, and most of the urban and rural planning and design are not designated or zoned, giving locals the right to choose what to do with their piece of land,” said Titus Simiyu, an official with the National Environment Management Authority (NEMA).
Despite the launch of a National Land policy last year, Simiyu says there is a need for local and national governments to enforce the policy in order to avert cases of land conflict.

He says the lack of land-zoning is a major challenge hindering the effective regulation of quarry activities in the country.
Local governments are yet to zone areas in order to classify land meant for mining, agricultural, residential and commercial use — a recipe for constant conflict between local communities and quarry companies.
“The solution to these conflicts is landzoning. Local governments need to review their land-use policy and zone land to clearly classify where mining or agriculture should take place,” said Simiyu.
Construction experts and property developers are concerned that the conflict between miners and communities could hamper aggregates production at a time when the region is experiencing high demand for aggregates.
By extension, the disruption in the construction value chain could lower supply of aggregates and slow down the proposed infrastructural projects and booming housing and property development.
“Such court injunctions could lead to stalled projects and impact negatively on aggregate production capacity which could deal a big blow to the construction industry,” warns Kevin Kameri, a structural and civil engineer.
He says that the country’s construction landscape could change and scare off quarry investors if the national land-use policy is not implemented.
“If nothing is done to resolve these disputes, we could end up seeing quarry firms pull out of these business, a situation that can lead to shortage of construction aggregates,” he observed.
Kameri says people planning to build homes in areas with quarrying activities have to be innovative when choosing construction materials so that their structures can withstand blasting and subsequent tremors from quarry mines which weaken building structures.
“The damaging impact of quarrying on homes calls for new approaches in construction material or quarrying technology as a mitigation strategy,” says Kameri. AB









By tripling production, enabling production of two sands simultaneously and significantly reducing water usage, among other benefits, CDE’s cyclone technology is paying huge dividends for a South African sand and aggregates producer. Munesu Shoko reports
Having started producing sand and aggregates out of decomposed granite back in November 2016, Ground Breakers – the brainchild of two young South African entrepreneurs with a background in plant hire, logistics and quarrying industries – is fast becoming a sand producer of choice within its area of supply.
Within three years of operation, Ground Breakers – owned by Johan Meintjes and J C Janse van Vuuren – has established itself as a leading supplier of construction materials. Operating from its Lindley quarry in Johannesburg, the company produces an array of construction materials, including G5, G6, G7, building sand, river sand and plaster sand.
At the centre of its market-leading position is the quality of its sand and the
flexibility to produce to customer spec. Key to these capabilities is the recent investment in CDE’s patented Combo – the world’s first all-in-one wet processing plant.
Before investing in the CDE Combo, Ground Breakers previously deployed a bucket -wheel system to transform the quarry’s raw feed of decomposed granite into construction sand and aggregates, with additional low-value fill or bedding products.
Bucket-wheel systems have traditionally been the mainstay for washing sand in South Africa. They were cheap to buy but a major downside is that up to 37% of valuable fine sand is lost to slime dams, reasons Willem du Plooy, business development manager at CDE South Africa.
Consequently, an upgrade of the existing bucket-wheel system was required to tackle the loss of valuable materials to ponds and excess moisture in the final products.
“Our quarry site in Lanseria faced a lot of challenges; we had limited water sources and space to put up a proper wash plant. Any silt dams we dug were taking away valuable mining area,” explains Meintjes.
“The market required a clean washed concrete sand, and our bucket wheel was not delivering a quality product. We also lost a lot of fines to the settling ponds. We knew that to grow the business we had to find a more sustainable and efficient washing solution,” adds Janse van Vuuren.
Explaining some of the downsides of the conventional system, du Plooy says a bucket wheel is basically a water in, water and sand out overflow system, with no defined separation parameters. The more water in the system, the more the sand loss. The less the water in the system, the more silt in the sand.
“It’s a very difficult balancing act,” he says.
“As bucket wheels struggle to process
sufficient volumes of water to achieve the desired cut points, fines are not efficiently removed and 100-300 micron fractions are lost to ponds or to the water treatment phase along with the overflow, making the sand product coarser. To mitigate the risk of inaccurate material classification, bucket wheels’ settings must be adjusted on a regular basis,” says du Plooy.
Diverting excess material to settling ponds requires considerably more space to accommodate the latter, and classification efficiency decreases as the proportion of fines in the feed material grows. The time then required for clearing out settling ponds to recover lost material requires long periods of plant downtime.
“To give an idea, after three days of operation with the old bucket-wheel system, they had to stop production because the accumulated silt would be too excessive in the system,” explains du Plooy.
Outside of the issue of high maintenance costs for a restricted throughput, the sand product typically discharged from the Ground Breakers’ bucket-wheel system contained between 23% and 25% of moisture. The high moisture content meant that stockpiling the final product required double – sometimes triple – handling (to move the material to a separate stockpile area).
Following a visit by CDE experts, Ground Breakers’ feed material was tested at CDE’s laboratory. Based on the analysis results, CDE engineers established that the customer could make significant savings by adopting cyclone technology to eliminate the loss of fines to ponds. This would help to retain every valuable grain of sand available in the system and reduce the size of the settling ponds as well as maintenance time. In addition, CDE technology could add a plaster sand product to the company’s offer, which has higher commercial value than the river sand currently processed.
After considering the site’s footprint and




“Our CDE Combo is compact and highly efficient. It produces two properly washed products and our customers are very happy that the moisture content is so low.”
Johan Meintjes, of Ground Breakers





the customers’ requirements, CDE presented the Combo all-in-one wet processing and water recycling system as the most appropriate solution to the customer’s requirements. The Combo would allow them to produce two high-quality sands simultaneously from the raw feed including plaster sand and river sand, for a much faster return on investment.
Incorporated cutting-edge water management would ensure that the final products would be dewatered to an average 12% moisture, making them ready for market straight from the belts. As an added benefit, the fully integrated CDE AquaCycle thickener would allow for up to 90% of the process water to be recycled directly into the system for near-independence from fresh water supplies.
Following a collaborative design process with the customer, CDE developed and built a Combo modular plant to transform 60 tonnes per hour of raw feed into washed 0-6mm river sand and 0-1.5mm plaster sand.
The Ground Breakers’ bucket wheel was not effectively reducing moisture in the sand products and fines were lost to ponds. To address these limitations, the Combo’s highfrequency dewatering screen dewaters the material in one pass, removing the need for re-processing and double handling. Once the sand slurry with the silt material is discharged from the hydrocyclones, it is delivered to the screen, which is sized according to the customers’ specific capacity requirements.


“Because the system works basically as a full-circuit unit, retaining fines and recycling used water for immediate re-use in the system, the need for silt dams has been significantly reduced and we have been able to preserve valuable mining areas,” adds Janse van Vuuren.
Switching from a bucket-wheel system to the Combo has ushered in massive production gains. Firstly, production has tripled, from around 20 tonnes per hour to between 60-80 tonnes per hour. “The old system also lacked consistency because the plant would get blocked more often,” says Janse van Vuuren.
“The Combo has also been conducive to considerable cost savings, as generally we sell per tonne. The additional -2 mm product has many uses, from plastering exterior walls to making paving bricks. It has increased our profitability considerably,” adds Meintjes.
“The new Combo on the Lanseria site has

benefit of the Combo system is that although the plant packs a powerful punch, it only requires a very small footprint, which makes it easy to relocate, even in remote areas and urban settings.
“Our CDE Combo is compact and highly efficient. It produces two properly washed products and our customers are very happy
allowed the company to maximise yield and reduce its operational costs. The production of sand and aggregates is guaranteed to be within specifications, with no risk of cross-contamination when two products are processed simultaneously, and in line with the requirements of customers or their downstream processes,” says du Plooy.

Incorporated
According to du Plooy, another major gain of installing the Combo is the flexibility. It allows Ground Breakers to produce more than two products by manipulating the amount of fines or course material. This allows Ground Breakers to spec the material according to specific client needs. Apart from the flexibility offered by the conveyor system, one can also put in screens of different sizes to change the product spec.
In fact, when Aggregates Business visited the site, CDE and Ground Breakers were working on a spec change on the plant. Originally the cut size on the fine sand was 1.5 mm. Ground Breakers had a request from one of the clients for the cut size to get closer to 3 mm. By changing some of the panels on the screen, the production team is now able to change the cut size to the required 3 mm cut.
“At CDE we put all our passion and expertise in developing equipment that is tailor-made for each client to the highest quality standards. Return on investment is fast thanks to reduced requirements for spares, highly efficient water management as well as longer and more reliable running time,” concludes du Plooy. AB
MB Crusher big on Indian recycling

An MB Crusher BF90.3 bucket installed on a Hitachi Zaxis 220LC excavator is said to be providing significant support to a well-known East India-based quartz mines and quarries owner.
The multi-site entrepreneur supplies quartz products to famous steel manufacturers including Tata Steel, JSW, Bhushan Steel, and Vedanta, which the firms use in manufacturing iron ore.
Prior to installing the BF90.3 bucket on their Hitachi excavator, labourers were being drafted in to manually break the quartz material but were unable to meet daily 50-60-tonne production requirements, due to its hard nature.

Now, thanks to MB Crusher, the owner of the quarries and mines has found an alternative solution which is not only helping him reduce the time taken to produce crushed quartz materials, but also making it more profitable by raising production levels to meet overseas demand.
MB Crusher’s quarry-tailored attachments are suited for operations in steep and uneven areas. They are said by the Italian manufacturer to require simple and rapid maintenance, which can be carried out directly by excavator operators on-site, guaranteeing problem-free production.
Thanks to exclusive and patented ‘Made in Italy’ technology, MB Crusher units can process all extracted material, in order to render it reusable directly onsite. The precision of production allows for materials which were previously destined solely for disposal to be processed in calibrated batches, which can be resold or reused onsite leaving the mineral balance of the quarry unaltered. www.mbcrusher.com




Metso is widening its mobile crushing and screening offering for the aggregates industry with a new 19-strong product portfolio.
Aimed mainly at general contractors, the Nordtrack mobile range includes jaw crushers, impact crushers, screens and conveyors.
Metso says the Nordtrack range is designed to make the contracting business more productive. It features standard designs for off-the-shelf availability, plug-and-play features and an extensive Metso support network. The Finnish company says the solutions are suited for applications such as recycling, demolition, and the processing of sand and gravel.
The first deliveries are expected to take place during Q1 2020.
The Nordtrack product range is available for global markets through Metso’s direct sales and
Deutz’s Moroccan subsidiary, Magideutz, is relocating its genset manufacturing and has established a new production site in Sapino. This is now the central production site for high-performance power generation equipment for the northern African market. The manufacturing processes at the plant have been totally realigned and set new standards in terms of quality, productivity, and health and safety.
The previous manufacturing site offered only limited scope for growth and modernization due to its central location in Casablanca. The new site in Sapino is located in an industrial park close to Casablanca airport. It covers an area of 3,420m² and features state-of-the-art equipment for the manufacture of high-quality Deutz gensets. These are in high demand in the region as a source of off-grid energy.
Deutz offers both diesel and highly efficient hybrid variants, either battery-driven or powered by a solar module. The concept is that if the engine generates more electricity than needed, any excess energy is stored in the battery. If required, this energy can

distributor network. Nordtrack was launched during Metso’s global Distributor Days earlier this month and will be introduced to wider audiences at the CONEXPO-CON/AGG 2020 tradeshow in Las Vegas in March 2020.
“Our target is to create a comprehensive end-toend offering to serve diverse customer needs,” says Renaud Lapointe, Metso SVP, business and product management of aggregates equipment. “Metso has traditionally been exceptionally strong in the most demanding aggregates applications, such as hard rock. Our new Metso Nordtrack range complements our offering to better address the needs of small and midsized companies and general contractors looking for the right combination of productivity, availability and dependability at an attractive price point.”
www.metso.com
then either boost the engine or even act as the sole power supply source, resulting in fuel savings of up to 65%. If the diesel engine fails, the battery is also able to keep the genset operational for up to 24 hours. The solar hybrid variant has a solar collector which, in particularly sunny parts of the world, is capable of providing most of the power needed by itself. The diesel engine starts up occasionally, providing additional support at power consumption peaks or on days when the sun does not shine. This allows extremely efficient operation as regards fuel consumption and maintenance, plus a long service life.
Bernd Breves, general manager of Magideutz, explains: “We will now have a target capacity of 3,000 units a year compared to 1,000 units currently. This will allow us to supply our local customers with our tried and tested products even more quickly. What’s more, our local employees now have access to fully upgraded manufacturing equipment.” www.deutz.com









Ammann is providing an asphalt-mixing plant to supply construction of the Lanzhou New District city that is being built from scratch.
The district - in Gansu province, North-West China - will be 49km long and 23km wide when fully constructed, a decade from now.
An ABA 320 UniBatch asphalt-mixing plant from Swissheadquartered Ammann will produce asphalt for all elements of the district’s infrastructure. The plant will operate almost continuously over the next decade to supply the needed asphalt mix. It has a production capacity of 320 tonnes per hour.
“It is a long and large project – the biggest national new district in China,” said Ma Shengjun of Gansu Road & Bridge Maintenance.
The development of the Lanzhou district, the fifth in China, is seen as essential to the country’s future. “It is the important connection point between the Silk Road Economic Belt and the Eurasian continental bridge,” Shengjun said. The Silk Road Economic Belt is one component of the larger Belt and Road Initiative, an enormous international infrastructure development project.
“The project is to build a bridgehead for the development of the western region, and to build a modern, small-scale city on the Silk Road,” Shengjun added. “This makes the district an important economic growth point in northwest China – a key industrial base for the country. It is also an important strategic platform opening to the west.”
Shengjun said that the selection of the ABA UniBatch for this project is a story in itself. The Lanzhou area is mostly undeveloped, and the few asphalt plants there or nearby are low-cost, domestic alternatives that offer limited technology and production.
The highly advanced ABA UniBatch is claimed to be a significant improvement on these plants. “This is hard to imagine in northwest China,” Shengjun said. The purchase of the plant “shocked the market,” he added.
The ABA UniBatch’s green features were the key factor in the purchase. The Chinese government has dictated that emissions be minimised, and other sustainable efforts taken – including covering the

Carmix Metalgalante MD Massimiliano Galante says the Carmix mobile concrete-batching plant, concrete mixer and concrete dumper maker is focused on increasing its African sales







entire plant to lessen dust, reduce sound and provide aesthetic appeal.
“Gansu Road & Bridge chose the Ammann plant, which is famous for its environmental protection, high efficiency and stability,” Shengjun said.
ABA UniBatch plants utilise an exceptionally efficient drying and heating process that conserves energy and ultimately reduces costs.
The burner control regulates the drying process to ensure reduced fuel consumption and low emissions. The proprietary as1 Control System also adds efficiency – and makes plant operation intuitive, too.



Plant management can choose the most cost-effective fuel options including natural gas, light fuel oil, heavy fuel oil and LPG. Fume and noise mitigation systems are available, as is full cladding – an option chosen by Gansu.
“The plant has become the highest standard in northwest China,” Shengjun said. “It will have an impact on the country.”
www.ammann.com
Carmix Metalgalante managing director Massimiliano Galante says the Italian mobile concrete-batching plant, mixer and dumper maker is keen to increase its sales in Africa.
After more than 40 years’ trading on the African continent, the company’s presence in North Africa and in all the French-speaking countries bordering the Mediterranean is particularly strong. Over 400 machines have been sold in Egypt, with a notable number supplied to the Egyptian army for infrastructural works.
“Currently we are represented by our dealers in a great many countries and our aim is to continue to grow, especially in the central southern part of the African continent,” says Galante. “Africa is having an increasing influence
on our company’s volumes and turnover and we aim to achieve a more and more extended coverage, through an intense cooperation with dealers focusing on training, support and aftersales service.”
Carmix Metalgalante’s three top-selling models in Africa are the Carmix 25 FX, a selfloading concrete mixer that is widely used in small construction sites due to its limited size and great agility, the new larger but still compact Carmix 45 FX self-loading concrete mixer, with user-friendly driving system, and the Carmix 3500 TC concrete-batching plant, which incorporates several technological innovations to ensure maximum productivity and quality onsite.
www.carmix.com
09-12 6th China International
Aggregates Conference 2019
Wuxi, China
Organiser: China Aggregates Association
Email: xubeibei@zgss.org.cn http://www.zgss.org.cn/
10-14 Excon 2019 Bengaluru, India
Organiser: Confederation of Indian Industry
Tel: +91 44 42444564
Email: excon@cii.in https://excon.in/exconpub.php
04-07 World of Concrete 2020
Las Vegas Convention Center
Organiser: Informa Tel: +1 972 536 6379
Email: registration@worldofconcrete.com
https://www.worldofconcrete. com/
10-14 CONEXPO-CON/AGG 2020
Las Vegas, NV
Organiser: AEM
Tel: +1 414 274 0644
Email: customerservice@ conexpoconagg.com www.conexpoconagg.com
21-25 SaMoTer 2020 Verona, Italy
Organiser: Veronafiere S.p.A. Tel: +39 045 8298561
Email: customercare@samoter.com http://www.samoter.it/en
23-25 Hillhead 2020
Hillhead Quarry, Buxton, Derbyshire, England
Organiser: The QMJ Group Tel: +44 (0) 115 945 4377
Email: Harvey.sugden@qmj.co.uk https://www.hillhead.com/ exhibitors/hillhead-2020#/
Throughout the year Aggregates Business travels the globe attending conferences, events and equipment shows, keeping you informed of the latest offerings. Why not come and join us for a chat at any of the events below?
MARCH 2020
10-14 CONEXPO-CON/ AGG 2020
MARCH 2020
21-25 SaMoTer 2020 Verona, Italy
JUNE 2020
23-25 Hillhead 2020
Hillhead Quarry, Buxton, Derbyshire, England












































•Maintenance
•Upgrades
•Life