Aggregates Business is available on subscription at the rate of: £85 / US$145 / €111 per annum. Single copies £20 / US$35 / €26 Email subs@ropl.com for further details.
Subscription records are maintained at Route One Publishing Ltd.
SUBSCRIPTION / READER ENQUIRIES TO:
Data, Route One Publishing Ltd, Waterbridge Court, 50 Spital Street, Dartford, Kent DA1 2DT, UK
TEL: +44 (0) 1322 612061 FAX: +44 (0) 1322 788063
EMAIL: data@ropl.com
No part of this publication may be reproduced in any form whatsoever without the express written permission of the publisher. Contributors are encouraged to express their personal and professional opinions in this publication, and accordingly views expressed herein are not necessarily the views of Route One Publishing Ltd. From time to time statements and claims are made by the manufacturers and their representatives in respect of their products and services. Whilst reasonable steps are taken to check their accuracy at the time of going to press, the publisher cannot be held liable for their validity and accuracy.
AGGREGATES BUSINESS USPS: is published six times a year. Airfreight and mailing in the USA by agent named World Container Inc, 150-15, 183rd Street, Jamaica, NY 11413, USA.
PERIODICALS POSTAGE PAID AT BROOKLYN, NY 11256
US POSTMASTER: Send address changes to Aggregates Business, World Container Inc, 150-15, 183rd Street, Jamaica, NY 11413, USA. Air Business Ltd is acting as our mailing agent
PRINT: ISSN 2051-5766
ONLINE: ISSN 2057-3405
PRINTED BY: Warners (Midlands) PLC
Zimbabwe offers rich building materials promise
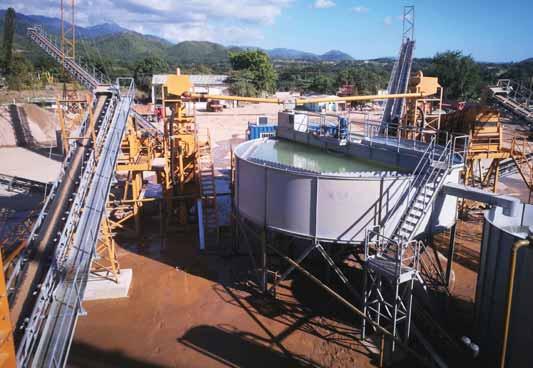
Zimbabwe, formerly known as Rhodesia, was known as the breadbasket of Africa until 2000, exporting wheat, tobacco, and corn to the wider world, especially to other African nations. I got a first-hand look at the nation’s rich agricultural heritage when I had the fortune to spend a month with relatives on their farm near Gweru in the early 1990s. The country’s building materials industry has traditionally had a far lower profile. But it remains one with great potential. Just ask Precious Murena-Nyika, who served as Lafarge Cement Zimbabwe CEO for 18 months before her unexpected departure from the coveted role on 10 September 2021.
In a wide-ranging recent conversation with ABI freelance writer Munesu Shoko, she highlighted how the company is looking to capitalise on Zimbabwe’s current construction boom, driven by government-led infrastructure projects and individual home builders.
Murena-Nyika noted that Zimbabwe’s construction sector has been on a growth path since 2019, leading to a notable rise in cement demand. In the first half of 2021, cement demand was 30% up on the same six months of 2020.
Keen to meet such buoyant and likely sustained demand for building materials, Lafarge Zimbabwe launched a five-year plan in 2019, aiming to cement the business as a leading industry player. The initial focus was an investment in alternative power which included the installation of a US$1.89mn 3MW generator.
In April 2021, Zimbabwean president Emmerson Mnangagwa presided over the commissioning of Lafarge Zimbabwe’s new dry mortar mix plant. The US$2.2mn plant has an installed capacity of 100,000 tonnes per year – a staggering 1,400% more than the firm’s existing seven tonnes per annum plant.
A third project will see a new US$13.1mn vertical cement mill (VCM) more than double Lafarge Zimbabwe’s cement milling capacity (from 450,000 tonnes to one million tonnes) and improve its latitude to widen its cement product offering. The VCM is due to be installed in the first quarter of 2022.
“In the first half of 2021, cement demand was 30% up on the same six months of 2020”
Murena-Nyika also highlighted that the company will lead the first 3D-printed housing trials in Zimbabwe later this year. The firm is able to supply the required mortar through its new state-of-the-art dry mortar mix plant, with the project’s technology supplied by 14Tress, a low-cost housing venture jointly owned by Holcim and the CDC Group, the UK’s development finance arm.
In this edition of ABI, Aggregates Business assistant editor Liam McLoughlin reports on the World Cement Association’s (WCA) online Open Day which saw WCA president Song Zhiping stress carbon neutrality and increased digitalisation as the two overriding priorities that the global cement industry must address going forward.
On the digitalisation front, Song stated that technology advances have seen the cement sector advance from automation to digitalisation. “Application of digital and smart technologies has helped to decrease manpower, make operations more accurate, improve quality and lower costs,” he said.
Song continued: “I believe CO2 reduction via digitalisation is very important. Digitalisation has also stepped up online sales and transformed the sales situation, with CNBM’s Online Drive Platform being a good example. This shows that the cement industry is in step with digitalisation.”
I agree with the WCA president’s take on the world cement industry’s priorities. However, I would add that it is also vital that the cement and wider building materials industry works tirelessly to attract and properly train a new generation of highly motivated and skilled employees. GW
A Lafarge Cement Zimbabwe site
19 CRUSHING & SCREENING
Stevin Rock quarry completes 2 million
The inside track on a recent major crushing & screening company acquisition. Meanwhile, plant from another big-sector name is proving a canny investment for an ambitious UK aggregates supplier
22 LOADING
Caterpillar has launched a range of new medium-sized wheeled loaders, while other leading manufacturers’ loaders and excavators continue to produce impressive results
28 ROKBAK
New articulated hauler brand unveiled by Volvo. What next?
31 BLASTING & ALTERNATIVES
Getting your quarry-face blast right can deliver big productivity and efficiency gains
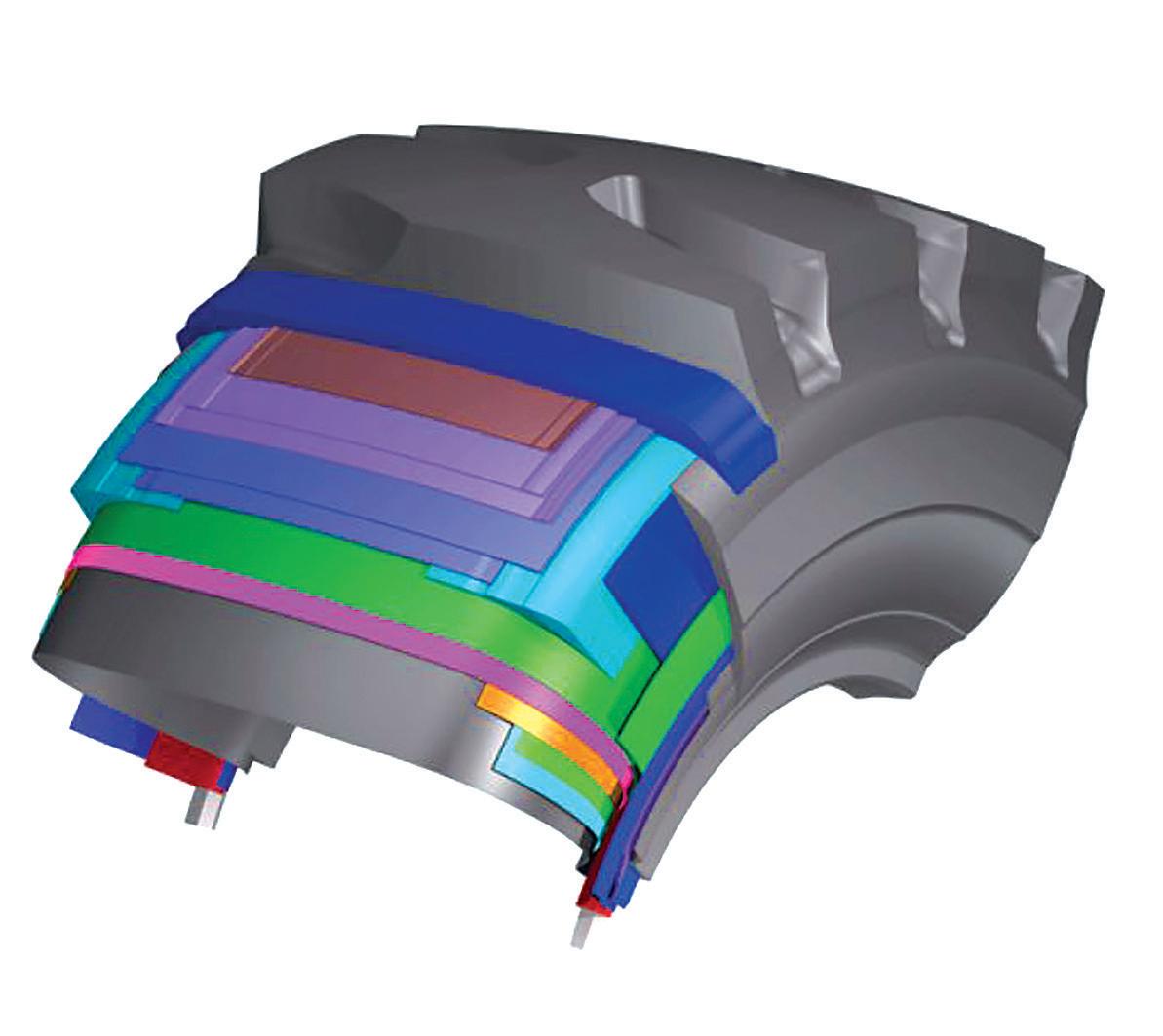
Quarry operators looking for robustness and reliability in tyres for their quarrying machine fleet have many new and proven options
DRILL RIGS, HAMMERS & BREAKERS
New product launches and tangible results from established models offer vibrancy in the global quarry drill rig, hammer & breakers market
WATER RECYCLING, FILTRATION & MANAGEMENT
Getting your water recycling, filtration and management strategy right can give your aggregates production business a major boost
Afrimat CEO Andries van Heerden discusses the South African building materials giant’s current trading, market trends and business growth opportunities
Kleemann premium screeners enable Kalinga Commercial Corporation to produce large volumes of high-quality iron ore products
Global market analysis and the latest GAIN (Global Aggregates Information Network) news from its convenor, Jim O’Brien 51
WCA president calls for focus on carbon neutrality and digitalisation 53 KENYAN AGGREGATES
The Kenyan aggregates market has stalled as construction investors remain cautious
New Metso Outotec distributor in Indonesia
Metso Outotec has appointed PT Trakindo Utama as a distributor for aggregates solutions in Indonesia.
From September 2021 onwards PT Trakindo Utama is providing Metso Outotec’s track-mounted, wheel-mounted, and stationary crushers and vibrating equipment, crusher wear parts and screening media, and commissioning and aftermarket services, including technical services support and service contracts for aggregate quarries and contractors in Indonesia.
Pacific at Metso Outotec.
“When selecting the new aggregates distributor for this territory, we emphasised the ability, capacity and expertise to take care of the existing Metso Outotec crushing and screening customers as well as to grow the customer base,” comments Shaun Fanning, vice president, distribution Asia
“We believe that the partnership will enhance the availability of our solutions and elevate our service level for aggregate-processing quarries and contractors in Indonesia, one of the most active construction markets in the region.”
Ali R. Alhabsyi, managing director of PT Trakindo Utama, adds: “The partnership with Metso
Outotec, a prominent player in aggregate crushing and screening solutions, strengthens our position as a complete solution provider in Indonesia’s quarry and aggregate market.”
The scope of the contract includes, for example, the following Metso Outotec aggregate crushing and screening solutions; Lokotrack and Nordtrack mobile crushers and screens, Nordberg C-Series jaw crushers and Nordberg HP Series cone crushers, Premier and Compact Series screens, Metso Outotec Truck Body and Trellex screening media.
PT Trakindo Utama provides construction heavy-equipment solutions in Indonesia and has 50 years of experience. It has an extensive network of more than 60 branches and more than 6,000 employees throughout the country.
Stevin Rock quarry completes 2 million injury-free hours
SSILICA SAND SECTOR TO GROW BY 5% IN NEXT DECADE
The global industrial silica sand market is expected to expand at a CAGR (compound annual growth rate) of 5% over the next ten years to reach US$15bn by 2031.
Growing investments from different global construction players and escalating technological advancements in the construction industry will offer lucrative opportunities for industrial silica sand manufacturers over the coming years, according to a report from market research company Fact.MR.
tevin Rock’s Q4 Kadra quarry in the United Arab Emirates has achieved over 2 million man-hours and 746 days without a lost-time injury.
The quarry-operating giant says that health and safety is one of its core values, and as such it has introduced ‘The 5 to Stay Alive’ safety campaign, which is designed specifically for the quarrying industry and the multiple safety challenges faced on a daily basis.
The Kadra site, located in the Emirate of Ras Al Khaimah, is the only gabbro rock quarry that Stevin Rock operates and has a production capacity of over 7 million tonnes per year.
Gabbro (also known as black granite) is produced by the site’s five crushing lines and supplies the local UAE market, in particular Dubai and Abu Dhabi, and is exported to other Gulf countries. Kadra has reserves of over 1 billion tonnes of high-quality gabbro.
Silica sand is used as a primary structural component in a wide variety of building and construction projects. It is an essential raw material in glass products to provide strength, colour, clarity, and other physical properties to the glass.
The report projects the value of the sodium silicate market will reach around US$9bn by 2031. Potassium silicate is projected to record above 4% CAGR over the decade.
Regionally, the market in China is expected to record 3% CAGR from 2021 to 2031; North America is the most lucrative region and will generate over 50% revenue by 2031, according to Fact.MR.
“Increasing industrial activities in major countries and growing efforts to strengthen infrastructure have propelled demand for industrial silica sand,” a senior research analyst at the company said.
The presence of a remarkable number of regional players means the industrial silica sand market is highly intense and competitive.
Earlier this year Stevin Rock signed an agreement with UAE train operator Etihad Rail that will see an estimated annual 3.5 million tonnes of construction material being transported via 500 train journeys from
Fact.MR says that major silica sand suppliers are executing a range of strategies to sustain themselves in this competitive atmosphere, including greater research investments and product enhancement.
To maintain their leading market positions many vendors are using strategies including mergers and acquisitions. In 2019, Hi-Crush acquired Proppant Logistics to build up operations and enhance its supply chain capabilities.
Stevin’s Al Ghail quarry in Ras Al Khaimah to Abu Dhabi.
Pictured from left: Unggul Aribowo, Metso Outotec, Immawan Priyambudi and Arif Prawira, PT Trakindo Utama
The Kadra quarry has over 1 billion tonnes of gabbro reserves
XCMG reveals huge H1 2021 revenue growth
XCMG, a major Chinese manufacturer of quarrying, mining and construction machines, grew its year-on-year revenue by 51.8% in the first half of 2021 to 53.234 billion yuan (US$8.24 billion).
The Xuzhou-headquartered company also posted a net profit of 3.803 billion yuan (US$588.62mn) in H1 2021, up 84.46% year-onyear and 3.751 billion yuan (USD 580.57 million) of net cash flow from operating activities, a rise of 648.58% compared to H1 2020.
XCMG’s operating income was 53.234 billion yuan (US$8.24bn), a year-on-year increase of 51.8%, of which overseas revenue accounted for 4.854 billion yuan (USD 751.29 million), year-on-year growth of 68.5%.
An XCMG press statement said that the firm has focused on the weak links of profitability, optimising its product lineup and management processes to improve performance and profitability.
XCMG’s eye-catching growth
BKT INAUGURATES NEW PRODUCTION PLANT IN WALUJ
highest national market share of multiple core products, including truck-mounted cranes, crawler cranes, road rollers, graders, pavers, horizontal directional drilling rigs, rotary drilling rigs, bridge inspection vehicles, and aerial work platforms.
The company’s 70% increase in overseas sales during H1 2021 reflects the comprehensive improvement of its international
Allu is opening manufacturing and operating facilities in China after acquiring a business licence to establish its trading entity in the
Trial production has started at BKT’s new state-of-the-art site in Waluj, in the Indian state of Maharashtra. The result of a US$56 million investment, its annual production capacity is around 30,000 tonnes of offhighway tyes.
United States, and India. In the first half of the year, XCMG has accelerated building overseas market channels, service outlets, and spare-parts guarantee systems, consolidating its international marketing and service architecture. The company has promoted a Global Business Partnership Programme and signed 25 new overseas distributors.
XCMG’s 64.43% year-on-year increase in R&D in H1 2021 to 2.218 billion yuan (US$343.3mn) is said to be driving the company’s digital transformation and embrace of Intelligent Manufacturing 4.0.
Allu to open manufacturing & operating facilities in China
and construction market.
Peter Grönholm, Allu managing director, said: “The opportunity for growth and manufacturing in China is fantastic. We have a clear strategy and are continuously developing our network and always looking at improving to help the customers’ requirements.
“Our people are at the heart of what we do, and safety is one of our key values. The new operational facility gives us the strength we need to invest in the future for the region by providing competitive products.”
Allu China is headquartered in Kunshan, Jiangsu province, and will be recruiting short term for its manufacturing site.
There will be around 500 people working at this plant when it’s at full capacity. Medium- and small-diameter tyres will be manufactured at the plant, designed for machinery operating in the agricultural and industrial industries.
For BKT, this new plant is a strategic choice that increases its production and makes it more efficient.
The site, spread over 22 acres, is a new greenfield plant located just 5km from BKT’s existing first-ever production facility in Waluj, which opened in 1987.
The project focused on constructing a cutting-edge plant from both a structural and mechanical point of view and on reorganising departments and workflows for maximum efficiency. With the foundation stone laid in June 2019, this site was built during the pandemic. BKT was determined to ensure the safety of all those working on the project before continuing with its realisation.
As always, the company aims high and intends to expand its share of the off-highway market, following a philosophy summarised by Arvind Poddar, BKT president and CEO: “Growth is our commitment. Looking ahead is our constant goal. A company which cannot look boldly towards its future is like a person who cannot dream.”
XCMG’s international businesses in Germany,
huge market. The ambitious plans
will significantly boost the Finnish crusher and screener bucket maker’s global presence while giving them local access to the world’s biggest national quarrying
The Allu China team at bauma China 2020
The XCMG stand at bauma CHINA 2020 in Shanghai
Following a sharp decline at the height of the COVID-19 pandemic and the subsequent lockdowns, the South African aggregates industry has experienced a V-shaped recovery since the end of the hard lockdown mid-2020, last year, observes Andries van Heerden, CEO of Afrimat, a leading open-pit mining company providing industrial minerals, bulk commodities and construction materials. By
Munesu Shoko
Like any other sector of the economy, the South African quarrying industry faced unprecedented challenges due to the coronavirus pandemic. A hard lockdown was enforced for the first time from 26 March to 30 April 2020, which saw a total shutdown of mines and quarries. Under Alert Level 4, from 1 – 31 May 2020, quarries could operate again, but the construction industry was still shut down. Construction materials sales only recommenced under Level 3 of the lockdown at the start of June, following the resumption of construction activity in the country.
Afrimat CEO Andries Van Heerden says the crisis came at a time when the industry was already suffering from reduced demand, thus aggravating an already complex business environment. Having reached its peak between 2016 and 2017, the construction materials market was already experiencing a “slightly negative trajectory” when COVID-19 hit at the start of 2020.
“The aggregates industry had already seen a significant decline from the 2016 volumes when COVID-19 hit at the start of last year, leaving many quarrying businesses vulnerable when the lockdown was announced unexpectedly,” says Van Heerden. “Quarries had in most cases absolutely no revenue for the month of April and a severely reduced revenue stream for May. Sales started slowly during June as construction contractors returned to work.”
Since then, Van Heerden has observed a marked increase in volumes across Afrimat’s national footprint. “We have seen a V-shaped recovery, with volumes even surpassing the pre-COVID levels at some point,” he says, adding that the company’s Construction Materials division’s return to profitability with a R1.6bn (rand) revenue contribution for the year ended 28 February 2021 is a key indicator of the industry’s revival.
Key to the recovery has been the government’s Recovery and Reconstruction Plan which, among others, has a special
focus on implementing critical high-impact infrastructure projects to kick-start the ailing economy. At the centre of this plan is the infrastructure investment project pipeline worth R340bn in network industries such as energy, water, transport and telecommunications.
While the Recovery and Reconstruction Plan has been rather slow out of the starting blocks, Van Heerden has noted a meaningful rollout of road projects across the country, but significantly in three provinces – KwaZuluNatal, Mpumalanga and the Western Cape.
“As Afrimat, we have seen very good volumes in KwaZulu-Natal and Mpumalanga, especially around the Mbombela area. The Western Cape has also seen a strong pick-up in volumes, already coming from a high base,” he says.
There are several key projects currently underway in these provinces. A case in point is the multi-billion rand N2 Wild Coast Road (N2WCR) project, one of the massive infrastructure projects being developed as part of the Economic Reconstruction and Recovery Plan. It is strategically positioned on the N2, connecting four provinces (Western Cape, Eastern Cape, KwaZulu-Natal and Mpumalanga), and traverses Cape Town, George, Knysna, Gqeberha (formerly Port Elizabeth), East London, Mthatha, Durban and Ermelo. The project will also see the construction of two mega bridges – Msikaba and Mtentu. Once completed, Mtentu will
Afrimat’s Lyttelton quarry, located in Centurion, Gauteng province
“We
have seen a V-shaped
recovery, with volumes even surpassing the pre-COVID levels
at
some point”
be one of the highest bridges in Africa and among the longest in the world.
Van Heerden also makes special mention of the N3 upgrade, a major highway that links the economic hubs of Johannesburg and Durban. The R18.4bn project for the N3 upgrade in KwaZulu-Natal forms part of the national government’s key Strategic Integrated Projects. It focuses on an 80 km section from Durban to Pietermaritzburg.
Elsewhere in Mpumalanga, the R390m Karino Interchange in Mbombela is on course to be completed in November 2021. The interchange forms part of the government’s road infrastructure projects which are delivered through the South African National Roads Agency (SANRAL). This is complemented by three other road projects currently underway in the province, including the R380m eMalahleni – Middelburg road (pavement rehabilitation and upgrade); the R400m Belfast – Machadodorp road (rehabilitation and upgrade) and the 15.5km Kaapmuiden – Kaalrug road rehabilitation and upgrade project.
Van Heerden has also seen strong enquiries from the renewable energy sector, and believes that more of these projects will soon come to the market following President Cyril Ramaphosa’s recent announcement to increase the embedded generation threshold to 100 MW. To achieve greater energy security, a total of 1200MW of new generation capacity has now been connected to the grid from projects approved through Bid Window
4 of the Renewable Energy Independent Power Producers (IPP) Programme. A request for proposals has been issued for 2600MW of power from wind and solar PV projects through Bid Window 5.
Despite government efforts to drive infrastructure development, Van Heerden has noted a trend in the past decade where projects have become much smaller than they used to be. “This trend is much in line with what government is trying to achieve in terms of development of small-scale emerging contractors as the vehicle towards achieving economic growth, development and job creation for previously disadvantaged groups,” he says.
Additionally, he says, government spend on infrastructure is much lower than it was five years ago. “However, we see a little bit of civil infrastructure spend in the commodity space, where mines are busy with upgrades and expansions on the back of favourable commodity prices. As Afrimat, we are therefore supplying some significant volumes of aggregates in that area,” says Van Heerden.
The private commercial building sector is another area where Van Heerden has seen a significant drop in activity in the past year or so. A few years ago, there was a hive of building construction activity, especially in the Gauteng province, where the SandtonMidrand-Centurion area had become a strategic hub for commercial building, along with complementary civil construction development. Some of the high-profile
“We took the decision to do something about this brain drain, instead of playing the victim”
projects that have come to market in recent years include the Mall of Africa (said to be the biggest mall in Africa), the Alice Lane Bridge Phase 3, the Discovery Centre and the Standard Bank head-office expansion project, among several others.
“The building construction projects we had become accustomed to in recent years have suddenly dried up, and we are probably going to see more of that in the next few years as most of the real estate investment trusts are going to be under severe pressure with their balance sheets,” says Van Heerden.
To emerge stronger from the COVID19 crisis, Van Heerden is of the view that quarrying companies, and businesses at large, should start focusing on reskilling their workforces now, especially given the loss of critical skills to rampant emigration. He also believes that as the Fourth Industrial Revolution (4IR) evolves, skills development becomes even more important given the changing skill sets.
“As a company, we took the decision to do something about this brain drain, instead of playing the victim. We started about 10 years ago with strong intellectual property, learnership and study assistance programmes. We have also implemented strong mentorship/coaching programmes to build a strong skills base,” he says.
“The resilient nature of our business in the past few years, as showcased by our strong financial performances, is in part a result of our strong focus on our people. We have demonstrated that it’s possible for companies to build their own skills,” adds Van Heerden.
Looking ahead, Van Heerden believes that technology will play a big role in the profitability of quarrying companies. He notes that the South African quarrying industry has traditionally lagged far behind the rest of the world in terms of technology uptake.
A bell dumper hauling material at Afrimat’s KwaZulu-Natal quarry
world-class productivity at all our operations.”
Commenting on government efforts to kick-start the economy through infrastructure
that the business will see some gradual growth in the short term. We are, however, hoping for government to accelerate much-
needed infrastructure projects. As a business, we are extending an invitation to government to call on our expertise to help jointly execute infrastructure needed for the country,” he says.
Van Heerden also calls for government to be pragmatic about the regulatory regime to create an investor-friendly environment.
“As a country we need to ensure that the investment environment is attractive to investors. I believe that this country has enormous potential if we overcome some of the challenges around the regulatory environment,” concludes Van Heerden. AB
A wheeled loader loading material at Afrimat’s Cape Lime quarry in Cape Town
Aggregates demand fundamentals will remain robust In India in the medium and long term. However, some existing and evolving factors will influence mineral processing and supporting-equipment acquisition. Partha Pratim Basistha reports
The Indian infrastructure sector has been on a steady recovery path following the first national wave of COVID-19 in August 2020. This has led towards rising demand for aggregates processing equipment from highways, rail and other infrastructure contractors, subcontractors, and commercial quarry owners. The release of pent-up new-machine demand is also in evidence in unit sales during August 2021, notably up on August 2020.
Further research by Aggregates Business International has found that acquisitions of crushing and screening units (stationary, wheel-mounted and track) is up in 2021. 2021 purchases of excavators, loaders, rigid dump trucks (RDTs) by major Indian road contractors have risen year-on-year by 20%. The figures include acquisitions by APCO Infratech, PMC Construction, PNC Infratech, Gawar Construction, Dilip
Buildcon, and H.G Infra Engineering. Most of these premium contractors also have very strong order books for the next three years.
Mid-level, North India-based contractors like Mundan Construction Company, Ravi Infrabuild Projects, and Balaji Construction have also been active aggregates processing equipment buyers. Purchasing momentum began in March 2021 following India’s second COVID19 wave and has kicked off again after more modest sales in the June and July monsoon season, when Indian equipment buyers usually delay significant capital investment.
projects, aggregates demand is expected to remain buoyant. However, some potential obstacles to sustained sales growth include uncertainty about the continuation of extended payment cycles being made available to contractors and subcontractors by state-owned financial institutions and non-banking, loan-offering financial companies, now subject to India’s new accounting standards. These standards are designed to hedge the risk of loans funding non-performing assets. There is also a prevailing fear of a third COVID-19 wave, which has led to some big construction firms sticking with existing fleets for new project work, rather than investing in the
Given India’s union and state governments’ commitment to developing transport infrastructure, primarily roads, railways, metro railways and airport
“Based on the higher productivity needs and new emission norms, global OEMs have been introducing many new products for Indian customers”
A flagship Dilip Buildcon aggregate quarry 40kms from Allahabad in Uttar Pradesh
new ultra-efficient and highly productive equipment.
Jaswinder Singh Bakshi, vice president Commercial Finance and head of Construction Equipment Finance at Tata Capital Financial Services, says: “There has been a steep rise in the costs of raw materials like steel, fuel for transportation, labour and staff costs. This has created pressure on the working capital of most contractors, resulting in extended payments. Though most of the projects being developed by state and private agencies have escalation clauses. However, the quantum of the clauses differs, influencing the cash flow situation with the contractors having an impact on new equipment acquisitions.”
“There is no dearth of projects. However, there are delayed payments of at least three to five months following the fallout of the COVID situation and rising oil prices. The delay is both from major contractors like L&T, Ashoka Buildcon, G.R. Infraprojects and directly from some project developers. This has been barring us from new equipment acquisitions on a large scale,” says J.B. Aneja, managing director of AVR Construction Company. AVR is a major North India subcontracting firm, involved in roads, power and irrigation projects. It owns ten Indian
Tata 16- and 18m³-body RDTs, and ten 20-tonne class excavators from manufacturers including Tata Hitachi, JCB, Komatsu, and Hyundai.
D.K. Mishra, deputy project manager, Plants & Machineries at Oriental Structural Engineers, says: “We will go for slower procurement of plants and machineries in 2021. This is despite our very high projects order book. Instead, we will look to mostly execute the projects through optimum usage of our existing equipment fleet.” He adds: “In certain pockets of India where our projects are going on or will be executed, the pace of construction has been slow due to some local issues. There are continued shortages of skilled operators because of the COVID situation. There is also some backlog in equipment services and parts support from OEMs [original equipment manufacturers].”
Oriental is a major Delhi-based construction firm with a very large equipment fleet. It was one of the contractors in the recently completed Eastern Peripheral Expressway megaproject surrounding India’s capital and its national capital region. The company owns Metso and Sandvik crushing and screening plants capable of producing up to 300 tonnes per hour of commercial product. The company’s fleet also includes 600 25-tonne class Ashok Leyland RDTs
and close to 50 20-tonne class excavators, including a number from Kobelco and Volvo Construction Equipment.
S.Sreenivas, senior manager, Procurement, at GKC Projects (GKC), a leading South India construction company, says: “We are in the process of disposing of all of our equipment procured between 2009 and 2012. Fifty per cent of the equipment has already been disposed of. This comprises crushing and screening plants, RDTs, excavators, wheeled loaders, concrete and asphalt batch-mix plants and diesel generator sets [used for producing power at work sites and quarries]. We will replenish the fleet based on project requirements to keep ourselves asset light.”
GKC owns a 200 tonnes per hour and a 300 tonnes per hour Puzzolana Machinery Fabricators’ crushing and screening plant setup. The plant is working at two quarries leased by GKC to supply crushed aggregates for an 81km stretch of the Raipur-Dhamtari Highway Project in Chhattisgarh state, Central India. For the project, GKC is also deploying three 120m³ per hour India-manufactured Aquarius concrete batch mix plants. GKC also has a fleet of 400 14m³ body Tata 2518 RDTs.
Changing business dynamics, an altered composition of mineral reserves and new regulations introduced by Indian central and state agencies are also
becoming major factors that will determine demand for crushing and screening plant, RDTs and other aggregates production equipment.
The Panchami Crushing Zone (Panchami) in West Bengal state, East India, borders the mineral-rich state of Jharkhand. Unfortunately, it is an example of a concentrated aggregates production area that has been hit hard by changing industry dynamics.
Nearly 300 Panchami quarry owners used to operate 70-250 tonnes per hour plants from Indian and global OEMs, producing 50,000 tonnes of aggregates per month. Now, many of the quarries are on the verge of closure. A slowdown in demand means only a few big players, like Mondal Stone Quarry and Panchami Stone Quarry, are continuing their operations. Only a few years ago, 3,500 RDTs would work across Panchami every month transporting boulders from mines to crushing and screening plants, and then moving the crushed aggregates to the next stage of production. Now, there are only 500 at work each month.
A slump in the once highly vibrant real estate construction sector in Kolkata, the capital city of West Bengal, persistent heavy waterlogging in the state’s mines and the state government’s decision to refuse fresh permits for quarry mining is bringing much aggregates production activity to a halt. Furthermore, the emergence of coal seams in Panchami and the West Bengal government’s desire to prioritise its mining is a key factor behind the crushing zone’s downscaling. The allocation of Panchami coal-block mining contracts is expected to begin soon.
A good number of quarry owners from Panchami have been shifting their operations to nearby Nalhati and Rampurhat, also in West Bengal. “The migration is making Nalhati and Rampurhat major activity
aggregates exporters to India’s eastern neighbour, Bangladesh. The country is home to several major, new infrastructure projects including a key bridge build on the River Padma. Aggregates from Nalhati and Rampurhat are exported by rail via Malda and by road through Petrapole on the IndiaBangladesh border.
Banik says that good numbers of Bangladeshi contractors and traders have
one of Rampurhat’s big quarry operators, uses Sandvik jaw and cone crushers capable of processing up to 300 tonnes of aggregates per hour.
Given the significant need to create national transport infrastructure to cater for the growing Indian population and rapid urbanisation, which necessitate faster movements of people and goods, there is rapid expansion of road, bridge and expressway projects across India. The DelhiMumbai Expressway is a 1,350km long, eight-lane wide (expandable to 12) highway that will connect India’s national capital New Delhi with its financial capital Mumbai. The under-construction Vadodara–Mumbai Expressway has been subsumed into the project. The Delhi-Mumbai Expressway will become the world’s longest expressway on its completion, scheduled for March 2023.
The Mumbai Trans Harbour Link, also known as the Sewri Nhava Sheva Trans Harbour Link, is another key megaproject requiring a huge volume of aggregates. The under-construction 21.8km freeway-grade road bridge will connect Mumbai with Navi Mumbai, its satellite city. When completed, it will be the longest sea bridge in India.
A significant metro railway network expansion is set to benefit citizens in many Indian states. After a prolonged slump, there has also been a recent spurt in real estate construction activities in parts of Maharashtra state, the second most populous state in India, and South India. All these transport and real estate building
Laying of fresh rail ballast for new tracks between Pipavav port in Gujarat state and the new Western Dedicated Freight Rail Corridor running between Delhi and Mumbai
Jhandu Construction management in front of the company’s recently purchased Premiertrak 400 jaw crusher. The model will be used for road construction work in Nagaland state
projects are boosting demand for virgin and recycled aggregates.
Demand for railway ballast is also rising thanks to the Mumbai-Ahmedabad highspeed rail project. Civil works linked to the project are now underway. Meanwhile, work continues on the semi high-speed KolkataDelhi rail corridor, the Delhi ring rail-freight corridor, a new airport at Jewar in Uttar Pradesh, and rail-port connectivity projects.
Indian Railways has recently completed one major port connectivity project with the new Western Dedicated Freight Rail Corridor running between Delhi and Mumbai and the key Pipavav port in Gujarat state, West India. The project involved complete track renewals and laying new tracks with fresh ballast to cater for the movement of double-stack container freight trains.
Major contractors involved in these megainfrastructure projects have been buying premium equipment to help meet strict completion deadlines, while maintaining sufficient profit margins.
Akshay Kumar Rai is plant manager at G.R. Infraprojects. The company is a key contractor in the under-construction 340.8km, six-lane Purvanchal Expressway in Uttar Pradesh.
“[For the project] we acquired nearly 60 Volvo FM 380 RDTs in 2020. We also bought 15 35-tonne Bharat Benz RDTs, and 15 Tata new series Prima and Signa range RDTs. Deploying the Volvo trucks was extremely profitable on a per-tonne and fuel-efficiency basis when transporting soil and granular materials to the site for laying the sub grade.”
Rai adds: “Though the initial costs of Bharat Benz is lesser than Volvo, the trucks are as productive.” Indian construction major G.R. Infraprojects owns close to 1300 RDTs, with close to 400 units working in Uttar Pradesh and the East India state of Bihar.
Buoyed by rising building materials demand linked to an increase in transport infrastructure works, Rajasthan, North Indiabased marble mine major J.K. Natural Marbles
is diversifying its business by starting a granite mining division. “We see growing demand of granite from infrastructure projects like railways, airports and metro. Granite is now being increasingly used in station buildings and platforms and airport interiors due its high durability and aesthetic,” says Vikram Arora, the company’s managing director.
“To tap this potential business, we have taken a major granite mining block lease at Devgargh, 50 kilometres away from our marble mine at Morwad. We are awaiting environmental clearance from the Rajasthan government to begin commercial mining.”
“There is scepticism among OEMs that higher initial costs of the machines may deter new purchases”
J.K. Natural Marbles is initially looking to mine 8,000-10,000 tonnes of granite per month from Devgarh.
To support its expanding business, J.K. Natural Marbles is looking to acquire three Volvo wheeled loaders, six Volvo RDTs and seven Volvo excavators with operating weights ranging from 21-38 tonnes. The new units may be deployed at its Morwad marble
Arora adds: “We have always preferred Volvo equipment due to its higher fuel efficiency, productivity and ability to perform for longer running hours with minimal maintenance.”
Across India, the expansion of integrated Indian cement plants run by major players such as Ultratech, Shree Cements and Emami has led to strong demand for impact and cone crushers, excavators, wheeled loaders (mainly for in-plant material handling), 40and 60-tonne RDTs, advanced belt conveyors and dust suppression units.
Emerging project needs and site conditions are also key factors in the selection of crushing and screening equipment. Mobile 200 tonnes per hour track-mounted crushers in a jaw-cone and three-deck screen setup are generally preferred by operators in hilly Northeastern India states like Assam, Meghalaya, and Nagaland.
“There are rising project specifications for road projects being developed by the National Highways Authority of India and state agencies that require recycled materials to be used. We have been using trackmounted plants in a major way due to their easy mobilisation and commissioning when crushing milled materials for new roads onsite,” says Rai.
G.R. Infraproject’s equipment fleet includes up to 200, 250 and 300 tonnes per hour crushing and screening plants from major OEMs including Terex Finlay, Powerscreen, Metso Outotec and Kleemann.
A Volvo wheeled loader handling marble blocks at a JK Natural Marbles site
for annual maintenance contracts for its plants.
Gaurav Sharma, deputy general manager, Plants & Machinery, at H.G Infra Engineering, says: “Being strictly timebound, commissioners of new road and other transport infrastructure projects are stipulating the usage of highly productive equipment. This necessitates the project contractor to have a younger fleet that delivers a higher return on investment that justify total lifecycle costs. Our new procurement strategy is to select OEMs offering us equipment buyback services at good resale value, while also supporting us in varied project locations through timely parts and maintenance support.” Sharma says H.G. Infra prefers to keep equipment under 10 years, similar to other contractors.
Based on the higher productivity needs and new emission norms, global OEMs have been introducing many new products for Indian customers. Caterpillar and Gmmco, its dealer for South, West and Central India has launched the Hindustan 2021E, BSIVcompliant wheeled loader. The machine is an upgraded version of the Hindustan 2021D model. Tata Hitachi has unveiled the Shinrai Prime, BS IV-compliant backhoe loader and TL 340 prime wheeled loader. JCB India has introduced new 3DX plus and 4DX plus backhoe loaders, and three new wheeled loaders: the 433-4, 437-4 and 455-4, all with new emission-compliant engines.
All these new solutions claim to offer
higher productivity. However, there is scepticism among OEMs that higher initial costs of the machines may deter new purchases. Plant owners say that to make full-scale utilisation of the new emission engine-inclusive solutions, there have to be very high levels of pro-active post-sales
Actionable Insights
support from OEMs. G.R Infraproject’s Rai says: “The new machines will be having their higher initial costs and complications. This will require very high levels of dealership training. Critical areas of support will be needed for equipment diagnosis, filter changes and other actions.” AB
Trimble Insight provides real-time operations visibility to improve performance and productivity. See target vs. actual production, delays, downtime and more, so you have the confidence to make more informed decisions.
Insight supports a mixed fleet of all your loaders, excavators, haul trucks, and conveyor belts to track productivity from the pit to stockpile.
An Ashok Leyland rigid dump truck working at a cement plant in Rajasthan
MOBISCREEN MS EVO screening plants in action at Kalinga Commercial Corporation’s Keonjhar open-pit iron ore site
KCCL IN ORE OF ITS KLEEMANN SCREENER STARS
Kleemann premium screeners enable Kalinga Commercial Corporation to produce large volumes of high-quality iron ore products. Guy Woodford reports
Tworld. The deployment of quality mobile screening plants can provide big productivity and efficiency gains during the extraction of this vitally important material.
India’s total iron ore production for 2019 was 231 million tons, around 90% of which was used in domestic steel production. Hematite and magnetite are the iron ores mainly found in India. Thanks to its high quality and lumpy properties, hematite is the most sought-after iron ore for the local steel industry. Due to its fine grain properties, the processing method of the sedimentary rock usually demands a lot from the screens. This is where premium classifying screens such as Kleemann’s MOBISCREEN EVO units provide a valuable service.
Dr. S.R. Samal, managing director of Kalinga Commercial Corporation
In an open-pit iron ore site in Keonjhar in the federal state of Orissa, Kalinga Commercial Corporation (KCCL) is responsible for iron ore extraction on behalf of the state-owned company Orissa Mining Corporation. Since January 2020, KCCL has deployed six MOBISCREEN EVO mobile screening plants from Kleemann to produce consistent, high-quality, and sized final iron ore products.
Working alongside KCCL’s Kleemann screening models are more than 20 excavators handling and loading the iron ore. A fleet of 140 large dumper trucks transports the material from the open-pit site for further processing by the screening
Five double-deck MOBISCREEN MS 952 EVO screening plants and a triple-deck MS 953 EVO screening plant classify the blasted and then crushed material into up to three or four required fractions (within a 0-10mm and 10-40mm range). KCCL has achieved a daily production target of 30,000 tons in
a two-shift operation with these six mobile classifying screens. The MOBISCREEN MS EVO screening plants operate precisely and efficiently under extreme conditions. In KCCL’s Keonjhar open-pit iron ore site they process feed material with a humidity content of 6 – 7 % without any problems.
Dr. S.R. Samal, managing director, Kalinga Commercial Corporation, said: “We have been using Kleemann screening plants for more than two years. These plants have proved their value regarding product quality and output. Over the years, they have become an indispensable element of our operation. The service, above all, is exemplary. The co-operation with the Wirtgen Group was crowned with success. The investment was worthwhile because we managed to achieve our goals within the defined period.”
EVO series screeners impress with their high productivity, good transport properties and first-class screen results. The series includes the two double-deck classifying screens MS 702 EVO and MS 952 EVO, and the triple-deck classifying screens MS 703 EVO and MS 953 EVO. High production outputs combined with effective screening of up to four first-class final products can be achieved thanks to the models’ generous 7 or 9.5m² screening surfaces.
Depending on the application case, throughputs of up to 350 tonnes/hour (MS 702 and MS 703 EVO) or 500 tonnes/hour (MS 952 and MS 953 EVO) are possible.
Safety features are another key part of Kleemann’s MOBISCREEN EVO screening plants. They can be operated conveniently with an intuitive control system via a mobile control panel that can be attached at three different points. This increases work and operational safety. Thanks to the easily accessible work platforms, service activities can be carried out quickly, and screen surfaces can be efficiently replaced. All other service components can be accessed from the ground. AB
1: KCCL’s Keonjhar open-pit ore extraction operation 2: Kleemann’s MOBISCREEN EVO series screening plants impress with their high productivity and first-class results 3: KCCL’s Kleemann plant fleet consists of five double-deck MOBISCREEN MS 952 EVO screening plants and a triple-deck MS 953 EVO screening plant
2
A better crushing & screening deal
The July-August 2021 editions of Aggregates Business reported on Terex’s acquisition of Irish company MDS International (MDS), a manufacturer of heavy-duty and recycling trommels, apron feeders and conveyor systems based in Co. Monaghan. Speaking exclusively to this magazine for the September-October 2021 issues, Conor Hegarty, MDS’s general manager and business line director, says the newly acquired company’s heavy-duty mobile trommels will deliver big market reach and commercial synergy gains for Terex’s Materials Processing (Terex MP) business segment.
The facility is within a short driving distance of the Terex Dungannon and Omagh sites, providing ready access to Terex MP’s Northern Irish team and enabling close coordination with the resources at these facilities.
Guy Woodford gets the inside track on a recent major crushing & screening company acquisition. Meanwhile, plant from another big sector name are proving a canny investment for an ambitious UK aggregates supplier
“MDS’s product range stands out in the market. There are a few stationary heavyduty rock trommel makers out there, but MDS is the rst to take them and make them mobile. The acquisition brings us into certain operations and applications, like processing rock up to 800mm Riprap (armour rock) and quarry overburden, that our existing Terex MP product range doesn’t cater for.”
Commenting on the timeline of the MDS acquisition, Hegarty says: “The deal was actually pretty straightforward. We started the process in mid-March this year, and it was completed by the start of July. The previous owner [Liam Murray] was excellent in preparing all the information that we needed. Over the last few years, the company has been on a great growth path. The deal ticked a lot of boxes for everybody.”
MDS’s 34,000-square-foot facility will be the rst Terex location in the Republic of Ireland, which the company says diversi es its footprint and provides access to a new labour pool.
Hegarty emphasises how MDS will remain a standalone brand along with Terex MP’s crushing and screening businesses, including Powerscreen, Terex Finlay and EvoQuip.
“MDS has been very successful in building its brand, and customers recognise the company as a heavy-duty mobile rock trommel manufacturer. The company has a reputation for innovation and quality. They’ve also done very well on building up an extensive distribution network throughout the world that we can develop further.”
pandemic-induced disruption], MDS has quite a healthy backlog of orders to 2022.
“Longer term, we want to expand our manufacturing capacity and grow what is already an excellent dealer network and distribution footprint. There are some gaps in Europe that we are looking to ll. Beyond that, we want to extend our reach in Asia, Africa and South America.
“We will also continue to invest in R&D and expand our product range. We want to get out and hear from the MDS customers and dealer network where we need to go next in that area. It will likely be next year before you start to see new MDS products on the market.
“The current product offering consists of four mobile products and three stationary
nature of the products, along with their ability
MDS plant working with an EvoQuip Colt 1600 screener
The MDS M515 trommel is MDS’s biggest-selling model
ABOVE: Liam Murray (left) with Conor Hegarty, MDS general manager and business line director traditional at-deck screening, are what MDS is renowned for. We are looking forward to expanding on the range and continuing to give our dealers and customers a unique offering.”
A highly committed and successful member of the Terex Corporation team for nearly 19 years, Hegarty agreed to head up MDS after seven years as the international sales director of Terex MP’s environmental business, Terex Ecotec.
“I’ve spent my whole career within Terex and Terex MP. I started in sales back in 2002 and moved to the U.S. with Powerscreen and the old Terex Pegson brand, working with dealers in North America. I moved back to Ireland in 2006 and continued to work for Powerscreen in various dealer management roles worldwide. In 2014, I moved over to Terex Ecotec and led the growth of that business into what it is today.
Fenstone Minerals is a UK-based supplier of aggregates to the construction, agricultural, sports and equestrian industries. The company operates two quarries in north and east Yorkshire that produce crushed rock, sand and gravel, silica sand, recycled products, tarmac planings, agricultural lime, soil and clay.
The family-owned business, started up in 1976, also supplies calcium carbonate to the whiting industry for use as ller in a variety of applications, including rubber and plastics, sealants and mastics, adhesives, paints, powder coatings, printing inks and paper products.
“I started in the crushing and screening world before moving to the environmental side of the business. Coming back to crushing and screening with MDS is something I’m very familiar with, and I’m looking forward to getting back into it.”
When it comes to the production of stone, sand and gravel, operators need equipment that is sturdily built with a strong return on investment. Aggregate producer Fenstone Minerals understands this need very well.
In addition to the numerous products being produced, Fenstone Minerals operates disposal and recycling facilities for brick, concrete and inert soil. So, it is safe to say that the company runs its eet hard, and has a need for tough, versatile production equipment. That eet is largely comprised of equipment from McCloskey International.
“We are continuously investing in new plants and equipment so we can offer a more ef cient and reliable service,” says Paul Fenwick, plant operator at Fenstone Minerals, who has worked there for 15 years running McCloskey International crushers and screeners. “Reliability is extremely important for us, and breakdowns are really something we can’t afford.”
Fenwick Minerals’ fleet of McCloskey International plant includes, from left to right, a J50 jaw crusher, R230 screener, and a S190 Double Deck screener
Paul Fenwick, a Fenstone Minerals’ plant operator
MDS will remain a standalone brand along with Terex MP’s crushing and screening businesses
crushers; an i54 impact crusher; a 123 sizer heavy-duty scalping screener; and eight S190 Double Deck screeners.
Agg Pro looks after Fenstone Minerals’ crushing and screening eet through its 40,000 square feet of workshops in Tamworth.
“Equipped with cranes, welding equipment, fabrication amenities and a top team of experienced, dedicated engineers, we are fully prepared for machine repairs, maintenance and servicing,” Mills says. “Our company philosophy is simple, look after our customers. We understand the importance of having a team you can rely on. Therefore, we ensure our customers receive the best aftersales support from us, whether they need advice, an on-site engineer or machine parts – we’re on hand to help. We also carry an extensive parts supply, and if we don’t have it, we’ll do our best to source it as promptly as possible.”
Agg Pro has experienced signi cant growth and success over its years of operation. What’s its secret? It focuses on the fundamentals that keep customers coming back.
“Service and support are key,” Mills says. “This is central to our philosophy at Agg Pro and it’s this level of customer care that has seen customers returning time and time again, something we are extremely proud of.”
Metso Outotec has appointed Exeter, south-west England-based Duo Group as a
distributor for its aggregates solutions in the UK.
The distribution agreement covers the current aggregate business serviced directly by Metso Outotec. This includes aggregatesprocessing solutions including crushers and vibrating equipment, crusher wear parts and spare parts as well as commissioning, service contracts and technical support for aggregate quarries in England, Scotland, and Wales. The contract will come into effect in September 2021.
“The partnership expands our distribution model to include the larger aggregates quarrying customers in the UK,” says OlliPekka Oksanen, senior VP, distribution
management of ce at Metso Outotec. “With Duo’s local presence and world-class knowhow, we will improve our ability to offer more comprehensive solutions and aftermarket support with the agility and responsiveness appreciated by the quarrying customers.”
“The partnership with Metso Outotec will set us apart from the competition,” says Martin McWilliams, managing director of Duo Group.
Metso Outotec has also recently agreed new distribution agreements in Turkey and the Philippines, and Tennessee and Mississippi in the U.S. The company has also expanded its distributor partnership in Spain with Hispano Japonesa de Maquinaria. AB
The loading lowdown
Caterpillar has launched a range of new premium medium-sized wheeled loaders, while other leading manufacturers’ wheeled loaders and excavators continue to produce impressive results in quarries globally. Guy Woodford reports
Offering premium performance in the quarrying-suited 30- to 35-tonne wheeled loader class, the new Cat 980 and 982 medium wheeled loaders are up to 10% more productive and reduce maintenance costs by up to 20% when compared to the U.S. off-highway machine giant’s previous 980M and 982M powershift models. New to this class of medium wheeled loaders, the Cat 980 XE and 982 XE models feature a Caterpillar-designed and -manufactured continuous variable transmission (CVT). The CVT delivers increased fuel ef ciencies of up to 35% and lower maintenance costs of up to 25% compared to the M series models.
As Thierry Brasseur, Caterpillar’s medium wheeled loaders product and application specialist in Europe, Africa and the Middle East, outlines, the new Cat 980 and 982 models include an expanded technology platform to increase machine performance and improve operating ef ciency.
“The Cat 980 and 982’s main applications in Europe are in quarries,” says Brasseur. “In Europe, these models can be used to load aggregates trucks in smaller quarries, and in larger quarries, they can be used as primary or back-up loading models at the quarry face, especially the Cat 982, given its bigger size and stability.”
Brasseur explains that Standard Cat Payload with Assist on all 980 and 982 series loaders provides an accurate weighing of bucket payloads, so operators can be “more ef cient”, loading to target the rst time every
time. This new technology includes low-liftweigh and manual tip-off functions. Optional Cat Advanced Payload expands the system’s functionality with Lists-Management, Multitask- & Manual-Add Modes and Tip-off assist. Compatible with third-party scalehouse software, it can wirelessly integrate the machine in the scale-house process with Dispatch-for-Loading (additional subscription required).
The new Cat Autodig with Auto Set Tyres promotes proper loading, signi cantly reducing tyre slip and loading time. It can automate the complete bucket loading cycle to deliver consistently high bucket ll factors for up to 10% more productivity.
Standard along with Autodig and Auto Set Tyres, the new models introduce application pro les. The press of one button sets multiple machine parameters to optimise settings for the application at hand. Customised pro les can be created to t customer-speci c cases. Selectable on-screen job aids, along with a streamlined new controls layout, promotes ease of operation to help all operators be more productive.
“Many quarrying customers say that their biggest problem is getting quali ed operators,” says Peter-Valentin Sauter, Caterpillar’s EAME quarry industry consultant. “The Cat Assist and Autodig features are tremendous now.”
Brasseur adds: “I heard a nice remark recently from a Swiss quarry wheeled loader operator who said he didn’t want to use
the Assist and Autodig functions as it ‘took away the fun’ of operating their machines. But he said he and others had started to use it as it enabled them to focus on safety, looking in their rearview camera and elsewhere, as their bucket was lling up with material. He said it was also helping to reduce cycle times.”
Caterpillar is offering a CVT option for the rst time in the medium-sized wheeled loader class. The new Cat 980 XE and 982 XE models leverage over ten years of production experience with the 966K XE, 966M XE and 972M XE models.
The 980 XE and 982 XE feature a high-ef ciency, continuously-variable, parallel-path drive system. It combines a direct mechanical path from the engine to the wheels with a Hystat variator.
Sauter says the deep integration of the Cat CVT, engine, hydraulic and cooling system signi cantly improves the 980 XE and 982 XE wheeled loaders’ fuel ef ciency by up to 35% by lowering the rated engine speed with lower high rimpull. These models feature ne rimpull modulation capability and virtual gears to allow operators a seamless switch from powershift machines. Sauter says these features also ensure reduced operating noise levels.
“Fuel price and annual utilisation are key factors in deciding whether the XE machines are good options for your quarry. Purchase payback time will be faster or slower based on them,” continues Sauter.
A Cat 982 XE wheeled loader at work in a quarry
WHAT YOU GET WITH A RETROFIT
CAN AN OLD ASPHALT PLANT MEET NEW ENVIRONMENTAL STANDARDS?
In a world where environmental standards are constantly changing, asphalt producers can survive – and even thrive – with the help of a plant retrofit.
A retrofit upgrades an old plant, so it meets new environmental standards – at a fraction of the cost of a new purchase. All projects are managed by the Ammann Retrofit Centre, which relies on proven processes and experienced technicians to troubleshoot any issues and ensure superior results.
What can you get with a retrofit from Ammann
• Increased RAP utilisation
• An electrically heated bitumen tank system that is so cost effective it pays for itself in a few years
• Noise levels that are reduced up to 20 dB without an impact on daily production
• An ability to use low-temperature mixes that reduce fuel usage and emissions
Contact us to arrange a free analysis to learn the best opportunities for cost-effective, environmental improvements at your plant
“For those quarries looking for notable CO2 reduction, the XE models will be the preferred option. Most governments are putting more and more emphasis on CO2 reduction.”
“The new XE models are slightly more expensive than the new 980 and 982 standard models. But quarry customers can expect a 980 XE or 982 XE wheeled loader working an average shift a day over 2,000 hours a year, fueled by diesel priced at €1 per litre, to deliver a good return on investment in less than two years,” adds Brasseur.
Sauter expands on this: “If you connect this calculation if you save three to four litres of fuel per hour in operating a 980 XE or 982 XE, running the machines for 2,000 hours a year, you are talking about saving 8,000 litres of fuel a year. This equals a saving of more than 20 tonnes of CO2. It’s massive and extremely important, with most quarries we talk to having CO2 reduction firmly on their radar, with governments, like the German government, putting more taxes on CO2 output.”
Commenting on what haulers like about the Cat 980 XE and 982 XE wheeled loaders, Sauter says: “A good rigid hauler match in Europe is the Cat 770 or 772. There is already quite a robust population of those trucks in European quarries.”
Brasseur adds: “The Cat 980 and 982 are also very popular in North America quarries when used to load on-highway trucks in two
passes. Those kinds of trucks do not exist in Europe.”
Access to the new Cat 980 and 982 operator’s cab is easy thanks to its wide door, stair-like steps and grabrails for additional stability. The new adjustable suspension seat comes in Comfort, Deluxe and Premium levels that include heated and heated/cooled options for improved year-round comfort. Seat belts are now monitored, and the system can be completed with an exterior beacon for supervisors to enhance jobsite safety. Taller operators will appreciate increased legroom inside the new cab, while sound suppression, seals and viscous cab mounts lower noise and vibration levels for a quiet work environment. Next-generation ride control acts as a shock absorber to improve ride comfort over rough terrain.
The loaders’ new dashboard and highresolution touchscreen display provide intuitive and user-friendly loader control for enhanced performance. The seat-mounted electrohydraulic joystick steering system provides precise control over the new Cat 980 and 982 series models with minimal arm movements to increase comfort and loading accuracy. A conventional steering wheel is also available on the 980. Automatic control of the air conditioning system keeps the cab as cool as desired.
The new loaders now feature a push-tostart system that requires a valid operator ID to crank the engine. The operator ID works
with a passcode input on the display or with the optional Cat Bluetooth key. It can act as a machine security system with programmable operating restrictions.
The floor-to-ceiling windshield improves forward visibility of the work area. At the same time, the standard rear-vision camera, along with convex and spot mirrors, help to enhance visibility around the machine to improve operating safety. Cat Detect radar to alert operators to hazards and a Multi-view (360°) vision system are available options to provide an extra level of monitoring around the loaders to advance safe operation.
Extended fluid and filter change intervals on the Cat 980 and 982 wheeled loaders reduce maintenance costs by up to 20% and by up to 25% on the 980 XE and 982 XE models. All maintenance intervals are now scheduled in 1,000-hour increments, eliminating service downtime every 500 hours. All models offer convenient access to hydraulic & electrical service centres and grouped lube points for fast and easy servicing.
Remote services technologies on the new Cat medium wheeled loaders can save service trips to the jobsite and ensure the machine operates at peak performance. Remote Troubleshoot connects the machine to the dealer’s service department over the air to quickly diagnose fault codes without an on-machine cable connection.
Remote Flash ensures the wheeled loaders operate with the most up-todate software while working around the production schedule. Update files are pushed to the machine in the background, and installation can be safely initiated from the Cat Remote Services Web Portal by the customer, reducing the impact on production schedules. Helping to manage fleet loader location, hours and maintenance schedules, the web portal connects fleet managers to the machine and allows dealer service requests from a mobile device.
Cat 980 XE (pictured) and 982 XE wheeled loaders deliver a good return on investment in less than two years
Thierry Brasseur, Caterpillar’s medium wheeled loaders product and application specialist in Europe, Africa and the Middle East
“Most governments are putting more and more emphasis on CO2 reduction”
Cat Performance Series buckets balance bucket shape against the machine’s linkage for higher ll factors and better material retention than other bucket designs with the same rated capacity. Cat Work tools are an integral part of the complete machine design and are a signi cant contributor to the performance and ef ciency of Cat wheeled loaders.
The new Cat 980 can be equipped with the optional Fusion Quick Coupler, which delivers quick bucket changes without leaving the cab. Contractors can also choose from several purpose-built special con gurations to optimise loader performance and durability in tough applications, including Industrial & Waste, Forestry, Steel-mill, and Blockhandler.
Austrian company Rohrdorfer recently began using a Cat 982 XE wheeled loader in its quarrying applications. One of its operator’s, Jürgen Schneidhofer, said: “The machine is easy to use. There are two touchscreens. You can set everything: the gearbox, the lift damping, the dumping speed. I use the weighing technology, as it is in line with our scale. It works quite well, and it is accurate.”
Nouvelles Carrières d’Alsace is a French company employing ten people, founded in 1965 and based in Metzeral in the French département of Haut-Rhin in Alsace. Its eld of activity is diverse and includes the quarrying, extraction, crushing and sale
“We now achieve much higher fuel ef ciency than with the equipment we had before”
of gravel, granite, and natural stones. The company collaborates with the Conseil Général du Haut-Rhin in securing riverbanks in Alsace with rock llings.
Nouvelles Carrières d’Alsace was on the lookout for a new Liebherr excavator as a replacement for its former R 944 C excavator. Following a nal test phase, the rm opted for the R 945 G8, which has the same digging power as the R 944 C.
A partnership stretching back more than ve decades has existed between Nouvelles Carrières d’Alsace and Liebherr. This historical connection, the quality of
the customer service and the opportunity to order a customised excavator are key criteria for Nouvelles Carrières d’Alsace when choosing a Liebherr excavator. Production in France in the immediate proximity represents the quality of the machines in the company’s eyes.
The R 945 G8 is in use for eight hours a day. It is operated by a single driver and is used primarily for extracting granite from the quarry. In this process, the blocks are sorted by their size and loaded into dump trucks, transporting them directly to the customers.
The R 945 G8 is characterised by greater
Pyeong-sik Kim, CEO of Daeil Development, in front of the company’s new Volvo EC550E crawler excavator
flexibility and movement accuracy than the R 944 C, thereby offering more productivity and comfort. The equipment with powerful LED lighting and an extended field of vision ensures additional safety. The R 945 G8 differs from the R 944 C in terms of lower fuel consumption. Nouvelles Carrières d’Alsace has already noticed a significant fuel saving: The R 945 G8 only consumes about half as much as the R 944 C, at 19 litres/hour. The users can estimate their future savings themselves with the fuel savings calculator.
The R 945 G8 has been configured in accordance with the specifications of Nouvelles Carrières d’Alsace. It is equipped with a 6.15m-long SME boom and was supplied with a large, reinforced special bucket optimally suited to the company’s requirements. Its 2.6m-long SME dipper arm makes it easy to load a semi-trailer up to the end of the skip. Nouvelles Carrières d’Alsace uses the LiDat system, allowing it to monitor the consumption of its Liebherr fleet remotely and draw comparisons across its various applications. The company also benefits from its proximity to the Liebherr-France SAS production site in Colmar, especially in terms of service.
A fleet of Volvo articulated haulers, wheeled loaders, and excavators – including a new EC550E – is helping Daeil Development reduce fuel consumption while keeping pace with the ever-growing aggregates demand in Iksan, North Jeolla Province, South Korea.
Iksan’s location in the fertile plains between the Geumgang and Mangyeonggang rivers has long made it a centre of agricultural and religious signifcance. Now the city of 300,000 people is undergoing rapid transformation into a national transport, industrial and cultural hub.
Large-scale construction and infrastructure projects are being implemented one after the other, especially around the Saemangum National Industrial Complex, which at 409 km2 is the world’s largest reclamation site. Demand for building materials is booming and has seen aggregates producer Daeil Development grow along with the city.
Established in 1983, Daeil Development operates three quarries in Iksan, generating up to a million cubic metres of aaggregates per year. The company requires high uptime from its equipment to meet these production targets – a combination of durable design, simple maintenance requirements, and reliable aftermarket support. Fuel efficiency, as well as the safety and comfort of operators, are also important considerations.
These factors make Volvo Construction Equipment (Volvo CE) an ideal partner for Daeil Development. In addition to various large crushers and conveyors, the company employs a fleet of 16 Volvo machines, comprising 11 excavators of various sizes, three L180H wheeled loaders and two A25D articulated haulers. Its most recent acquisition was a Volvo EC550E excavator.
“We have long been convinced that Volvo machines are more durable and fuel-efficient
previous model – and since I have come to trust Volvo over the years, I immediately purchased the machine. We evaluated it over several days, gathering feedback from our most skilled operators, and confirmed that it meets almost all of our performance indicators and is easy to use, just as Volvo promised. Thanks to the EC550E excavator’s ability to handle several tasks at once, we expect our cycle times to reduce and our productivity to increase significantly,” he continued.
than other manufacturers’ equipment,” says Pyeong-sik Kim, CEO of Daeil Development. “The impact of introducing a Volvo EC480E excavator and L180H wheeled loaders to our site has been even better than expected and we now achieve much higher fuel efficiency than with the equipment we had before. I am also very pleased with the productivity and cost-effectiveness of our Volvo machines.”
Before purchasing the new Volvo EC550E, Pyeong-sik Kim received a visit from a member of the Volvo CE team, who passionately explained the features of the EC550E, earning his trust.
“The Volvo representative explained how the recently-launched EC550E performs better and consumes less fuel than the
The Volvo EC550E excavator’s new IMVT hydraulic control system is perfectly matched to the low-RPM engine, which makes it possible to perform the work of a 60t super excavator with low fuel consumption. Meanwhile, the low centre of gravity and HD counterweight maintain stability on tough terrain. The CDC (Comfort Driving Control) enables the operator to control machine movements with a simple joystick and a FOG (Falling Object Guard) for protecting the front and top of the cab from falling objects is installed as standard to enhance convenience and stability during operation. Moreover, the EC550E is equipped with Volvo CareTrack telematics to enable real-time machine management at Daeil Development sites. This connectivity supports Daeil Development to leverage data insights for high efficiency, productivity and stable work patterns among its fleet.
“We at Daeil Development are very satisfied with the performance and efficiency of Volvo machines displayed at our work sites and I am always grateful for the outstanding aftermarket service provided by our local Volvo dealer – espeically Hyun-jun Kim, the manager of the Volvo service team. In the future, we are considering purchasing additional articulated haulers for our rough terrain operations and when the time comes to renew our fleet, I will not only choose Volvo machines without hesitation, but also strongly recommend them to others,” Kim concludes. AB
on
TOP: Nouvelles Carrières d’Alsace’s new Liebherr R 945 G8 excavator DIRECTLY ABOVE: Nouvelles Carrières d’Alsace new Liebherr R 945 G8 excavator has replaced its Liebherr R 944 C model
The impact
fuel consumption of introducing Volvo L180H wheeled loaders at Daeil Development sites is said to have been much better than anticipated
Eight decades of hauling heritage. One new name. Carved by generations of experience, with investment as a Volvo Group brand, our haulers are built to perform. Day after day. Decade after decade. Through desert heat and artic chills. Rokbak – the new name for rock-solid articulated haulers.
Rokbak builds on rich Terex Trucks legacy
Global o -highway articulated hauler specialist Terex Trucks has rebranded as Rokbak as part of an ambitious evolution under Volvo Group ownership. Guy Woodford reports
The new name for Terex Trucks may be Rokbak – but the brand’s thoughts are very much on building a highly successful future built on impressive sustainability. The Motherwell, Scotland-headquartered manufacturer revealed its new Rokbak identity at a big digital launch event on Wednesday, 1 September, attended by dealers, customers, trade media, and Volvo Group colleagues from around the world.
As Paul Douglas, Rokbak’s managing director, notes, the new brand represents the continuation of Terex Trucks’ strong hauling heritage. Throughout the last four decades, the company constantly delivered powerful and reliable articulated haulers to its customers. At the same time, Douglas says Rokbak captures the signi cant advances the company has made in recent years and its new strategic priorities.
Expanding on this, he says: “Seven years ago, we became a member of the Volvo Group, which allowed us to make major improvements in every part of our business. Millions of pounds have been invested in improving our products, modernising our facilities, expanding our network, and developing our people. It has been a process of continual evolution. That’s why we feel it’s right to recognise this evolution with a new brand name to launch an exciting new chapter in our history. And we’ll keep investing to further improve our machines for our customers.”
payload RA40 are the most productive and ef cient articulated haulers the company has ever made. As part of the brand launch, the machines now come in Rokbak colours and livery. While maintaining the professional design, craft, and precision synonymous with the company’s haulers, the RA30 and RA40 deliver better fuel economy, lower emissions, improved safety, and greater durability. With a tough design built to last, the haulers power through hard work with ease, boosting customers’ productivity no matter how tough the conditions.
“Rokbak stands for power, performance and reliability,” says Douglas. “We already have a very healthy order book for the new brand, and we want to further expand our reputation, dealer network and market share. We’re still the same skilled, experienced, and passionate team, committed to making rock-solid haulers every day. But we also have a clear vision for where we want to go and who we want to be.”
As part of the Volvo Group, Rokbak has experienced steady evolution over the past seven years. While this has occurred across the board, it is particularly prominent in four key areas: product design, sustainability, safety, and people.
In recent times, the signi cant investments and improvements in the company’s articulated haulers have ensured they remain among the most robust and reliable machines around. With their foundation in the predecessor models from Terex Trucks, Rokbak’s new 28-tonne payload RA30 and 38-tonne
The company has introduced Stage V engines for better fuel ef ciency and operation for customers in product design. Other improvements include a new transmission on the 28-tonne machine, the introduction of the Haul Track telematics and a stronger focus on operator wellbeing and safety.
“We want our factory to be a zero-emissions, carbon-neutral site”
In terms of sustainability, the company’s manufacturing plant has shifted to 100% renewable electricity and operates within the Science-Based Targets initiative and ISO standards, plus targeting CO2 emission reductions.
Paul Douglas, Rokbak’s managing director
The focus on safety has been emphasised in all areas, but particularly on its employees. Changes in processes at the factory have seen a stronger concentration on maintaining employee safety while simultaneously delivering high standards and low downtime. For the company’s people at the heart of Rokbak, there is a continual focus on professional development, keeping the team at the forefront of skill and expertise. Similarly, dealer operating standards and training ensure the expanded dealer network delivers the highest service levels.
In a post-launch interview with Douglas, Aggregates Business asked whether the launch of Rokbak had secured the new Volvo Group brand’s long-term future at Motherwell?
“It’s a demonstration of Volvo Group’s commitment to our factory, to our team, and to the two product lines that come out of there. You always have to look at what the markets are like and the customer situation. Right now, Volvo Group has been investing in the new brand. They’re investing in the product, and they’re continuing to invest in the team. For someone running the business, they are very strong positives.”
Expanding on Rokbak’s eye-catching sustainability agenda, Douglas says: “We have done a lot in this area already. We want our factory to be a zero-emissions, carbonneutral site. There are so many dimensions to that. We’ve made some great gains on energy consumption and ef ciency, which has taken a lot of investment. There’s never one big project. We will continue to invest in multiple solutions.
“The single biggest thing that keeps the factory from being carbon neutral are its big open spaces. Our current heating system is natural gas. That’s going to have to change and will be a massive investment. The Volvo Group plan is that all its factories are zero emissions and carbon neutral by 2030. We are also targeting zero-production waste to
land ll. We’re very close to that at over 90%.” Douglas explains that Volvo Group has four elements to its “sustainability journey”. “Every articulated and rigid hauler will be zero emissions [in its manufacturing and operation] by 2040. We have an interim target of a 30-35% reduction in our product emissions level by 2030. These are sizeable targets.
“We need to work with the supply chain. There’s no point in doing so much to make our factories and products clean, green and zero emissions if the supply chain doesn’t meet the same targets. The nal sustainability element is recycling, following the circular economy. The products must be more recyclable, and there must be no waste from the factory. Everything we consume in the factory must be able to be reused, including pallets and packaging. It’s a huge activity.”
So, what can quarry and surface-mining customers expect to see next from Rokbak? “We are working on our next generation of articulated haulers. There will be improvements on and an upgrade of the 30and 40-tonne class models. It’s always good practice to continue to refresh your models.
The market, dealers, and our customers are telling us that we need to add a larger sized product to our range. What I can say is that all the numbers suggest that the best model to focus on would be a 45-tonne articulated hauler.
“Especially in some quarries and smaller mining sites where articulated haulers are used, you are looking for the lowest total cost of ownership and the most ef cient way of moving material. Larger articulated haulers, like 45-tonne models, generally make more sense when the operating company does its numbers. Once you go to larger sizes, you have to consider whether a 50- or 60-tonne articulated hauler is better than a rigid hauler for your applications.”
Over the past 18 months, the global off-highway machine sector has needed to adapt to the severe disruption caused by the continuing COVID-19 pandemic. Douglas
A Rokbak RA30 ADT at work in a quarry
Rokbak’s 28-tonne RA30 ADT
admits it has been an extremely challenging working environment for everyone within the Volvo Group.
“In our Motherwell factory, the pandemic has had a real effect on people, with incidents of multiple team members needing to isolate, leaving certain areas of the business down on staffing. There’s been an indirect impact on Volvo Group’s global supply chain – in Europe, the USA, China, and India. For example, India recently went into full lockdown for two weeks, which meant there were some disruptions to the supply of castings for the rigid haulers and some parts for the articulated trucks.
“What we are now seeing as the world is coming back out and economies are picking up again is that the demand for raw materials and components is often outstripping availability. With the current labour availability and material commitments, we effectively have a full order book for the remainder of the year. This is a very good position to be in, having just launched the Rokbak brand.”
Douglas says the other issue impacting Rokbak and the wider Volvo Group’s operations is the lack of available hauliers.
“It’s all over the news just now. It’s impacting our ability to get material into our factories and get material and finished products out the door as quickly as we would normally expect. The legacy from the transport disruption due to the pandemic means that freight ships are all in the wrong places, and shipping schedules and empty containers are all over. Demand is going up, but the market has not had a chance to recover quickly. However, we are doing our best and are really excited about the strong demand for our products.”
Despite the current trading challenges, the future looks very bright for Rokbak. As a calmer business environment returns, will that lead to an increase in Rokbak and Volvo hauler production capability at the Motherwell factory?
“Within the Volvo Group, we talk about the technical capacity of your production capability: we know what we are building today, and we know by how many units we can increase production. At the moment, we could get to around 400 rigid trucks and 600
to 700 articulated haulers [a year] without major investment and restructuring of the factory, if we were to operate multiple shifts and increase staffing, for example, in our assembly areas.
“We’ve made a £4 million investment in new robot welding capability within the fabrication area of the factory. The first system is fully operational, and the second system is due to be finished and become operational later this month [September]. It’s another example of how Volvo Group investment is getting us to a very good, strong throughput and efficient facility.”
Speaking during the Rokbak digital launch event, Melker Jernberg, president of Volvo Construction Equipment and executive vice president of Volvo Group, said the group was “proud” and “excited” to have the modernised Rokbak brand. He stressed it would be a “fundamental” part of the Volvo Group product portfolio.
“We believe in a sustainable future, innovation and the power of our people, and we see that all encapsulated in Rokbak. At the same time, the company has its personality, heritage and loyal customer base, and it will be exciting to see the brand evolve further as it sets out on this new stage of its journey.” AB
Rokbak’s 38-tonne RA40 ADT
A Rokbak RA30 articulated hauler transporting aggregates material
Rokbak articulated haulers are built at the Volvo Motherwell factory in Scotland
Having a profitable blast
A raft of new innovations is helping quarry customers to achieve greater efficiency and cost-effectiveness in the use of blasting technology. Liam McLoughlin reports
Ateam of blasting experts in the UK now has a powerful new tool in its arsenal. Following recent training, the specialists from Orica are now utilising drone technology as part of the blasting process. Orica has already been providing solutions to other regions of the world across a broad spectrum of industries including quarrying, utilising drone technology in conjunction with its digital technology for some time.
Stephen Barnett, senior specialist engineer at Orica, says this previous experience means the company is well placed to bring that knowledge into the UK: “We are looking forward to passing the benefits onto our customers across all the industries we supply.”
Orica says that, when it comes to blasting with explosives, getting the right information is everything. With drones now at their disposal, real-time data will provide accurate profiles of quarry faces, which can be imported into Orica’s own advanced blastdesign software, SHOTPlus.
By partnering with Propelleraero and using the latest real-time kinetic equipment and technology, Orica says it can now deliver an end-to-end solution for any quarry (in addition to oil and gas, or construction site) including blast design, short-term blast block planning for quarries, videography, stockpile surveys and reports, excavated volumes reconciliation, and fragmentation analysis.
These efficiencies are specifically driven by the usage of drones, and the usable data that is captured. Orica says that using the profiles of quarry faces, accurate measurements through orthophotos, digital elevation models, and textured 3D models, means that a complete picture of the worksite is safely achieved. All these data outputs are used to help site planning and earthwork logistics, before and after each blast.
Training with Consortiq, the Orica blasting team achieved UK certifications in both General Visual Line of Certificate (GVC) and A2 Certificate of Competency (A2CofC). With these qualifications in hand, this regulated training bolsters its capabilities within the global market. The team of specialists chosen for this project come from mixed backgrounds – which Orica says is crucial for this industry. Each one combines their own area of expertise to develop the right solution for the client. Comprised of an explosives engineer, senior specialist engineer, and a digital product lead, those selected and trained are now poised to lead this innovative process throughout the UK market.
Training with Consortiq enables the team to capture powerful data through new means,
all while improving efficiencies. Previously, traditional methods took far longer, requiring multiple visits to each site. And in situations like these, time is money.
Lee Barfoot, Consortiq’s commercial manager in the UK, states: “It’s been fantastic to work with Orica UK! Within just a few days they have added a new capability that Orica UK can now use with their clients, in-turn, adding significant value to their product portfolio.”
Consortiq says that, as drones prove themselves an invaluable solution across countless industries, the future is limitless.
“Whether it is a 3D scan, a digital twin, asset allocation, or progress information, drones offer unique solutions to keep your
Las Vegas. The system enables the real-time tailoring of explosives energy to geology across a blast, delivering improvements in fragmentation, on bench productivity and an overall reduction in drill and blast costs.
The company says the 4D technology will enable its customers to seamlessly match a greater range of explosives energy across a mine’s geology and target specific blast outcomes in real time.
“By combining emulsion blended with ammonium nitrate porous prills, 4D supports both pumped and augered loading methods across dry, wet and dewatered hole conditions,” Orica states. “An outcome of this unique capability is greater on bench productivity by Orica’s fleet of 4D-enabled mobile manufacturing units (MMU), without the need to change raw materials in the MMU.”
The company says the technology will be applied across its suite of bulk systems including quarrying in the future.
Alternative rock-breaking technology provider AutoStem Technology has launched Generation 3, which it states is an environmentally friendly disruptive technology and “the world’s safest alternative to and replacement of conventional explosives”.
Orica has extended its use of drone technology into the UK
AutoStem says its rock-breaking cartridges are supplied to quarries, mines, and civil construction and demolition sites globally.
The company adds that its exible product range overcomes and resolves several challenges when compared to conventional explosives.
Traditional conventional explosives are divided into two categories, high and low explosives. AutoStem says its rock-breaking system combines the best of both categories into a third-category explosive product to be used in both primary and secondary blasting applications, selective sensitive or restricted areas, in both civil and mining applications or groundwater and aquatic environments.
The company states: “The innovation of AutoStem is achieved by combining the bene ts of delivering high energy to rock with a power factor greater than conventional high explosives though with the slower burn speed of low explosives. The bene ts achieved include, although are not limited to, all-around safety improvements, the avoidance of harmful shockwave consequences and vibration effects, ying debris, and toxic contaminants.”
AutoStem adds that its products are non-detonating, meaning that the product action is that of de agration and shearing of rock rather than the conventional counterpart product which detonates and pulverises rock. AutoStem says that, in effect, its product does not amount to overbreak and with low vibration characteristics it protects surrounding rock and ground strata, adding the bene t of better blasting control, and fragmentation.
No explosive accessories are required, which the company says means the use of detonators and detonator transportation, storage or handling is avoided. AutoStem products are also dual self-stemming, therefore there is no need for the blasters to add gravel, stemming, or tamping material. This is designed to improve
ef ciencies in safety, time, and cost. All AutoStem cartridges are categorised as Gas Generator P2 - 1.4s which enables AutoStem Technology to transport and store its products internationally with fewer restrictions.
When transported, AutoStem does not require a security escort as the company says the product cannot self-ignite due to the novel safety-switch technology and cannot therefore be used for destructive or malicious intent.
The company states: “The AutoStem product is so safe that it can be transported by air courier and stores safely with the added bene t of a longer shelf life than conventional explosives products. Given the characteristics of conventional explosives and the impact on global security, safety, and environment, the AutoStem innovation, in contrast, has inherent safety and impact control mechanisms built into the product features and characteristics that are deemed generic in safety, health, environment and risk, as well as corporate ESR planning and compliance management.”
AutoStem says its product is internationally accredited by all regulatory bodies for use in hard-material excavations, ground, or concrete works, and structure demolitions and can be used in proximity of communities or infrastructure, above or below ground, and underwater without causing contamination or damage.
Blasting-technology provider EPC-UK has added digital expertise and progressive ‘blasting’ techniques to its crushing capabilities.
The company says that, as demand to optimise overall site performance within quarrying operations gathers pace on a global level, implementation of the most effective crushing market technologies continues to grow, driving demand for the research and delivery of safe, proven solutions.
Explaining the technologies and bene ts of its digitalised route to crushing optimisation, EPC’s commercial manager Ryan Ward and explosives engineer Dr. Liam Bermingham have detailed the team’s advanced approach to improving crushing technologies using methods that are becoming increasingly pertinent to the industry’s wider, ‘future-ready’ development.
“A truly effective quarrying operation is reliant on advanced crushing technology to enhance its overall site performance,” Ward explains. “However, to optimise ‘crushing’, progressive ‘blasting’ techniques have become essential.”
He says EPC-UK’s metrics team has developed and delivered targeted blast fragmentation using dynamic fragmentation analysis - enabled by utilising drone survey modelling of post-blast results.
“We are fragmentation and blastperformance specialists,” Ward continues, “and prioritise the need to look at projects in their site-wide capacity. We also introduce systems that become increasingly important further downstream, such as static fragmentation tools for use at the crusher house as dumpers load in, or along the conveyor system at the pre-primary crusher stage.”
Orica has launched its latest 4D bulk explosives technology
To achieve improved ‘crushing’ operations, EPC-UK applies technologiesincluding those from WIPFRAG and Motion Metrics - that are capable of providing the static systems required.
An automated image-based granulometry system that uses digital analysis of rock photographs and video images, WIPFRAG is a quick and accurate software solution designed to provide the size distribution measurements essential to managing fragmented rock.
The EPC metrics team can use the software solution to provide particle size analysis for shovels, conveyor belts and haul trucks in a portable format that neither interrupts production nor requires referencescaling objects.
“By utilising both static and dynamic crushing and fragmentation measurement tools, we can realise totally accurate data on the performance of blasting and crushing, and subsequently deliver customers ‘valuable and desired end-products’ in terms of sizing in the most cost-effective way,” Ryan adds.
He adds that EPC-UK collaborates with quarry operators to extract the information from both static and dynamic tools to produce and help users understand real trend performance and data. Analysed collectively, the data is said to improve blasting fragmentation the ‘Digital Quarrying Way’, supporting downstream performance, whilst saving money and improving productivity.
EPC-UK says that digital quarrying techniques are now leading the way in advanced operational practice, and adds that its metrics team has realised its goal of developing a safer, more effective quarry through advanced digital means.
Bermingham states that the company’s cutting-edge and safety-focused digital quarrying evolution combines the use of drone-sourced information with critical software application analysis. “Combined, the technologies enable total measurement accuracy and provide both performance data analysis and recordings to benefit all elements of the quarrying operation,” he adds.
“From the drill and blast to the load and haul, followed by the crushing and screening process, our digitalised technologies are safely equipping quarrying teams with recordable KPIs that can be monitored and reviewed – noticeably improving blast performance and delivering quantifiable results.”
By analysing data in conjunction with KPIs recorded throughout various stages of the quarrying process, EPC-UK says operators can make the correct decisions for future blast designs.
All key information is inputted into EPC-UK’s online cloud-based database, ‘Explore’, from where engineers and quarry operatives can look at and analyse all data elements together. The company says the consolidated information helps improve fragmentation and betters loading times at the face.
Decreases in fuel usage of face excavators or front-end loaders indicate an improvement in fragmentation. Ward says: “By ensuring that technological advancements support our existing expertise, we can continue to develop productive, safe quarrying environments as we strengthen relationships and confirm our marketleading position as an industry innovator, transparent partner and proven safety ambassador.”
Extractives-industry training provider MP Skills has announced the latest addition to its course catalogue.
Accredited by MP Awards, the ‘Blasting for Non-Blasting Managers’ course has initially been designed to accommodate the demand for training in Northern Ireland but will be available to the rest of the UK, in the not-too-distant future.
Spread across four days, the classroombased programme will benefit supervisors or managers, who are responsible for blasting operations on site, but who are not appointed as the explosives supervisor under the Quarry Regulations 1999, Reg 25.1(b).
The aim of the course is to provide learners with sufficient knowledge and understanding of blasting operations which will, in turn, strengthen the ability to manage the undertaking of such, on site.
It will also give delegates the level of understanding required to successfully complete the knowledge assessment criteria for the MPQC Level 6 Award in Managing Quarry Drilling and Blasting Vocational Qualification (VQ).
Attendees can expect to cover content inclusive of use of explosives at quarries in Northern Ireland.
Learning will be delivered through short lectures, demonstrations, group discussions, case studies and practical instruction. Upon successful course completion, attendees will receive an MPQC Certificate of training.
Neil Peacock, MP Skills general manager, said: “It’s an exciting time at MP Skills, we’re thrilled to be able to offer this course to our Northern Irish counterparts, who have identified the need for this type of training, and see it as investment in strengthening operational competencies, across their workforce and indeed their sites.”
Australia-based Maptek has released its new Vulcan GeologyCore solution, which is based on the premise of making geological modelling simple for sectors such as quarrying and mining.
Vulcan GeologyCore is designed to meet the need for an intuitive geological modelling workflow that handles automatic validation and chart creation, providing geologists with greater confidence around their domain and modelling decisions.
The dynamic interface and streamlined workflow make it easy to test different domaining scenarios and view live statistics, before proceeding to the preferred modelling method. Customers can choose from implicit or vein modelling in Vulcan or can easily access the machine-learning engine in DomainMCF.
“As a geologist, I sum up the impact of Vulcan GeologyCore from the belief that our time is better spent making decisions about geology, rather than in specification setup,” said Richard Jackson, Vulcan geology team lead at Maptek.
Vulcan GeologyCore harnesses interactive drillhole visualisation, lithology targeting and modelling algorithms for narrow vein, disseminated or stratigraphic deposits.
Maptek says that a significant benefit of this new approach is the streamlined data management. The process sets up project data in a reliable, validated way, removing manual data validation and manipulation. AB
MP Skills has launched the Blasting for Non-Blasting Managers (Northern Ireland edition) training course
Top-tier tyre traits
that eet tyre conditions can be monitored centrally and regardless of location.
Burbaum emphasises that large construction vehicles and machines such
as articulated dump trucks and loaders are indispensable for extracting raw materials such as gravel or sandy soils. Tyre damage can occur while processing any raw material type, but selecting the right machine-tyre combination aids the smooth transport of large quantities of processed building materials and overburden under extreme
“So that we can offer our customers the vehicles in the best possible condition, it is important to know the status of the vehicle at each time – especially when there is a
Different temperatures or, for example, faulty rims can cause tyres to lose air pressure. This results in high costs due to vehicle failure
“For example, if the tyre pressure is on average 15% too low, the tread wear is up to 10% higher, and the carcass life is up to 15% shorter. At the same time, wrong tyre pressure also means signi cantly higher fuel consumption. This means a huge waste of
Matthias Burbaum, key account manager of Schlüter Baumaschinen
family, the product range created to meet users’ needs in the on/off segment in terms of reliability and low operating costs.”
Blackline MIX303 is an innovative Marangoni original pattern designed for use on the axle of vehicle trailers operating in mixed road/quarry applications requiring high mileage on very demanding surfaces. This new ringtread pattern is a 3PMSF marked product, suitable for winter usage, soon available for the retreading of 385/65R22.5 tyres.
Marangoni’s Blackline range has been developed with new compounds, said by the company to be chosen and combined to guarantee a performance that meets the highest market expectations concerning fuel consumption, durability, grip in the dry and the wet, and sturdiness in the most demanding on- and off-highway applications.
resources and money,” says Reinhard Klant, earthmoving expert and product line manager at Continental Commercial Specialty Tyres (Continental).
Continental has developed digital, locationindependent solutions to make the eet manager’s life easier so that drivers and eet managers always have an overview of the vehicles and tyres used.
“Since we use the tyre-pressure monitoring check ContiConnect Live from Continental, we could reduce maintenance costs and repair aws like at tyres before they even come up”, says Burbaum.
Klant adds: “We [Continental] install sensors inside all of our radial earthmoving tyres as standard ex-plant. With the appropriate Continental monitoring-solutions hardware installed on the dump truck, predictive maintenance comes easy. Tyre life can be substantially prolonged, while maintenance and service costs decrease.”
Overall, Klant says the risk of a tyre breakdown, the least wanted disruption in the production process, can be minimised.
Klant continues: “Our experience says that the need for contactless eet remote maintenance is high. For example, with a eet of 15 vehicles, digital tyre monitoring can save around 195 maintenance servicing hours.”
As Klant explains, sensors in tyres monitor tyre pressure and temperature continuously. The data is sent in real time to a tyre-pressure monitoring system, such as Continental’s ContiPressureCheck and ContiConnect. With ContiConnect Live, data is sent to a cloud in real time. This allows Burbaum of Schlüter Baumaschinen and other eet managers to call up detailed vehicle data in a web application. GPS is used to identify the machine’s location and, if a tyre-pressure issue is detected, an alert is sent via SMS or email to the eet manager, resulting in swift action to x the problem.
“The big advantage is enabling eet managers to intervene directly before a potentially critical condition arises,” says Klant. “This is even possible during operation and not only on cooled-down equipment.”
The new Blackline MIX303 pattern signi cantly improves the features of previous-generation ringtreads like the RSSY3, having a tread depth of 16.5mm and a Blackline compound said to ensure very high mileage. Furthermore, Blackline MIX303 is a non-directional pro le, involving less risk of incorrect tting and greater exibility.
Blackline MIX303 features a pattern with reinforced shoulders to improve the
Continental currently offers ContiPressureCheck and ContiConnect in Germany, Spain, Switzerland, Austria, Denmark, UK, Sweden, Norway, France, and Portugal. The system will be made available in other European countries soon.
At a critical time for the tyre industry, hit by supply bottlenecks and sharp rises in raw material costs, resulting in a lack of product availability and soaring prices, Italian off-highway retread tyre maker and linkedsolutions supplier Marangoni reports that an increasing number of quarry operators are exploiting the possibilities offered by tyre retreading. The company says the technology reduces operating costs and is good for the environment. All this, Marangoni stresses, without harming performance.
“In such a competitive and constantly evolving market, Marangoni continues to invest in research on new tyre compounds and the development of even higher performing tread designs,” says a company spokesperson. “This is the case of the latest addition to our ringtread Blackline MIX
A Continental tyre on a Komatsu RDT
ABOVE: Reinhard Klant, Continental earthmoving expert & product line manager BELOW: Marangoni’s Blackline MIX303 tyre
resistance to shocks and side cha ng and an improved compound said to guarantee grip on wet roads and good water drainage.
Global off-highway machine tyre giant BKT says quarry operators must be able to count on the robustness and reliability of the tyres on their loaders and dump trucks to help ensure manageable operating costs. Machine downtime due to a puncture and subsequent tyre replacement costs money and hampers productivity.
BKT states that the quarrying sector is also characterised by the constant development of more powerful and ef cient equipment designed to carry increasingly heavy loads. This makes tyres an increasingly important element, given their tting on ever larger and more hi-tech vehicles and their work transmitting the power of a machine to create traction and ensure stability, manoeuvrability, and safety.
Therefore, BKT says tyres for quarrying applications must be as increasingly hi-tech as the machinery they are tted to, while also designed to withstand signi cant mechanical strain and stress and guarantee comfort and safety for operators for, in BKT’s case, 2,200 work hours.
How to choose the most suitable solution? BKT says it is important to know that tyres intended for quarry operations differ greatly depending on the type of speci c application, the machinery, the load, the soil conditions, the work routine and a thousand other factors. All this in uences a tyre’s pattern,
Starting from users’ needs and requirements, BKT has always been involved in the study and development of specialised tyre solutions for quarry operators, offering an increasingly complete and varied range.
Among the solutions
intended for quarry applications, the tyres of the EARTHMAX line stand out, designed for the heaviest and most dif cult operations. It is a wide range of radial products designed to facilitate the best possible ground load distribution for dump trucks, wheeled loaders, dozers, and graders.
ABOVE: A BKT tyre on a wheeled loader BELOW: A BKT EARTHMAX SR 45 tyre
All EARTHMAX tyres are distinguished by their all-steel structure, providing
resistance to the casing and against impacts. This
feature is essential when faced with obstacles on the ground, exposing the tyre to a serious risk of puncture or damage to the
The range includes three models that, thanks to their large size, are particularly suitable for handling that, thanks to their large size, dif cult terrain in tough conditions. In compound, size, pressure and sides. Everything needs to be examined in detail.
operations in quarries of any kind and under the toughest conditions.
EARTHMAX SR 47 is the all-steel radial tyre best suited to rigid dump trucks (RDTs) that transport material on the most dif cult terrain, such as rock quarries. This tyre lasts well thanks to the greater tread depth, marked with the wording E-4, which reduces wear and tear, ensuring a longer life to the tyre on long journeys. In addition, the geometry of the lugs has been designed to provide smooth wear of the tread and excellent traction. EARTHMAX SR 47 is also available with a cut-resistant compound to increase its strength.
EARTHMAX SR 41 is particularly suited for articulated dump trucks (ADTs), loaders and dozers in quarry transport and loading applications. It features a special tread that is deeper and has reinforced connecting bridges to guarantee greater block rigidity and, therefore, greater stability. The block geometry was speci cally designed to ensure greater traction, essential for articulated dump trucks operating on particularly dif cult terrain in tough conditions. In addition, EARTHMAX SR 41 is made with
A LONG WAY TOGETHER
EARTHMAX SR 41
No matter how challenging your needs, EARTHMAX SR 41 is your best ally when it comes to operations that require extraordinary traction. Thanks to its All Steel radial structure and the special block pattern, EARTHMAX SR 41 provides excellent resistance against punctures and an extended service life. In addition to long working hours without downtime, the tyre ensures extraordinary comfort.
EARTHMAX SR 41 is BKT’s response to withstand the toughest operating conditions in haulage, loading and dozing applications.
europe@bkt-tires.com
latest-generation BKT compounds, which guarantee excellent product performance and duration and are available in two different versions: with a cut-resistant compound, for use on inaccessible terrain covered with debris of various kinds, and with a standard compound, for use in mixed applications that require a good balance of performance.
EARTHMAX SR 45 is ideal for use on RDTs and, thanks to the geometry of the lugs, ensures excellent traction in all conditions. The special compound designed for this tyre guarantees resistance to the risks frequently found in extreme operating conditions, such as cuts, abrasions and impacts. This reduces vehicle downtime and maximises productivity at the same time. The deep tread it is equipped with ensures the product a prolonged life cycle, while its all-steel structure guarantees unique resistance characteristics.
Finally, EARTHMAX SR 53 class L-5, is an all-steel radial tyre designed to equip low-pro le loaders, dozers and dump trucks used in quarries and mines for operations on particularly dif cult rocky terrain. Its special compound resists cuts and does not overheat, while a special self-cleaning tread expels stones and foreign bodies - two innovative features enabling this tyre to have a long and very productive life.
Eric Matson, global eld engineering manager for Goodyear’s off-the-road (OTR) tyre business, highlights how the major tyre maker can maximise quarry operators’ investment in the right tyre and linked solutions for their operations.
“Goodyear offers a full line of premium OTR products for quarry operations, and our Goodyear OTR tyre dealers can help you evaluate the best products for your speci c equipment needs,” he says.
Goodyear’s newest addition to its off-highway large-haulage product line, the RH-4A+ is, says Matson, engineered to help deliver a lower operating cost per hour and higher productivity in hard rock
underfoot conditions.
First introduced last autumn, Matson says Goodyear continues to expand this product line by introducing new sizes to t machines across many applications, including quarry and aggregates.
He continues: “The Goodyear TL-3A+ is engineered for enhanced traction in soft underfoot conditions on loaders and articulated dump trucks.
“This radial tyre features a 100+ level tread depth with a self-cleaning tread design to promote traction and long hours to removal.”
Matson says Goodyear’s new ‘3 Star construction’ features a stronger radial casing with a bigger bead section and stronger ply wires.
Bene ts of 3 Star compared to 2 Star are higher load-carrying capacity and potential improved cost per hour for quarry operators looking to reduce downtime in extreme conditions.
Matson adds: “Beyond offering a full lineup of premium OTR products, Goodyear’s engineers have capabilities to further
ABOVE: Goodyear’s TL-3A+ o -highway tyre is engineered for enhanced traction in soft underfoot conditions on loaders and ADTs
BELOW: Goodyear’s new ‘3 Star construction’ for its OTR tyres features a stronger radial casing with a bigger bead section and stronger ply wires
enhance our tyres based on your speci c needs. Examples of this can include adding reinforcements to the sidewall construction to support increased vehicle loads and altering the rubber compounds to enhance cut production and even help reduce heat generation.”
Once you have selected the right tyres for your application, Matson says it’s important to establish a tyre management program to optimise your investment. He notes that equipment-operating conditions are always in ux and can continuously change. Having a tyre management solution in place can help improve tyre performance and reduce operating costs at the same time.
Matson says Goodyear’s Tyre Management Solutions detects and alerts the eet manager of potential issues to help avoid tyre-related incidents and reduce unplanned downtime.
Highlighting another quarrying machinesuited Goodyear tyre, he says: “Goodyear TPMS Heavy Duty is suited for small to mid-size quarry/aggregate operations due to the value it brings. The tyre- tted sensor collects and monitors tyre pressure and temperature data in real time to detect potential issues. The onboard router and GPS records data and sends alerts through its mobile application.
“Goodyear TPMS Heavy Duty helps the eet manager to make appropriate decisions to help avoid tyre-related incidents and plan maintenance ef ciently.”
Matson says Goodyear’s EM Track is being used by quarry operators worldwide to manage their eets’ tyres and rims, nd abnormal wear conditions and improve overall tyre performance.
EM Track enables easy and accurate eet surveys to help get your tyre-operating costs under control.
Matson concludes: “Selecting the right tyres for your application and the right tyre management solution will help to make sure your tyres are in top working condition and help you save on unplanned operating costs. Goodyear’s Trusted Products and Tyre Management Solutions are available worldwide. Consult with a Goodyear OTR tyre dealer who can evaluate speci c equipment needs and make appropriate tyre recommendations speci c to your quarry operation.” AB
New launches highlight innovations in drilling and breaking
The latest products coming to market enable faster and more cost-effective drilling and rock breaking, in addition to multiple rig variations that can serve different sectors. Liam McLoughlin reports
UK-based Dando Drilling International has launched its new Infinity range of drilling rigs.
The range offers high-quality drilling rigs for the mineral exploration, water well and geotechnical drilling sectors. Infinity products use a modular rig design which allows Dando to create bespoke rigs for its clients. The new rigs allow multiple variations, including the mounting, engine size, and various auxiliary equipment options.
Along with the ability to service the key sectors, Dando says its Infinity range offers a new series of Multitec rigs which allows customers to service different drilling sectors through the simple change of hydraulic components.
Dando’s Infinity drilling rigs were designed with three main principles in mind; versatility, shorter lead times and cost efficiency, while improving safety and reducing environmental impact.
Contractors and companies often need rigs for specific projects with challenging terrains, drilling depths and drilling techniques. Dando’s Infinity range is said to be well suited for projects of varying sizes and geographies, providing a one-stopshop for any drilling needs. The range also includes new Sonic rigs and various rod-handling options, further providing customers with the ability to meet their demanding requirements.
The Infinity range is designed to allow Dando to take one rig and enhance or fit various components, including mast options, rotary heads, engines, pumps and mounting options. The company also offers product personalisation through paint customisation. The range also incorporates the latest engine designs and offers Stage V engines options for all machines.
Mark Jones, managing director of Dando Drilling International, said: “I am delighted to introduce Infinity range, created by our brilliant team of designers and engineers. The industry-leading design was created with our customers in mind, offering versatility, cost efficiency and shorter lead times. With almost infinite permutations, Dando’s Infinity range offers truly bespoke rigs.”
Sandvik Mining and Rock Solutions showcased the components of its latest Top Hammer XL system at the MINExpo International 2021 held in Las Vegas from September 13-15.
The company says the top hammer drilling innovation, designed for surface mining and large-scale quarry customers, offers a faster, more fuel-efficient and more cost-effective way to drill holes 140 to 178mm (5 ½ to 7 inches) in diameter. The components of the system – a new Pantera DP1600i drill rig, new RD1840C rock drill and new LT90 rock tools – are all optimised to work together seamlessly for exceptional drilling results.
Sandvik says that the system offers the benefits of top hammer drilling technology as a viable alternative to down-the-hole (DTH) drilling, on a much larger scale than before.
The Top Hammer XL drilling system expands the hole-size range of top hammer drilling to up to 178mm (7 inches) and provides a faster and more fuel-efficient drilling method. It is part of Sandvik’s commitment to use engineering and innovation to make the shift that will drive
safer and more sustainable business. In addition to excellent drilling results, Sandvik says it offers an effective solution to reduce fuel consumption and, ultimately, CO2 emissions. The manufacturer adds that this more fuel-efficient yet productive drilling method can help its customers grow their business in a more sustainable way.
The Top Hammer XL system originates from the Sandvik facilities in Sandviken, Sweden, and Tampere, Finland, where all the components have been designed and manufactured. The components are designed to work seamlessly together and provide smooth operation and a highly productive system with optimum drilling results.
“A key asset of the Top Hammer XL drilling system is that all three main components – the drill rig, rock drill and rock tools – have been reviewed, redesigned and mutually optimised,” says Jukka Siltanen, product line manager, rock drills at Sandvik Mining and Rock Solutions.
The company says the efficiency of the new Top Hammer XL drilling system stems from the three components. The proven carrier offers a solid base for the extremely powerful rock drill that generates
ABOVE: Dando Drilling International has unveiled its Infinity drilling rig range. Pictured from left to right are Mark Jones, Dando MD; Lord-Lieutenant Susan Pyper; and Mark Slater, Dando chairman
an optimum pulse for the effective tooling system, which in turn transfers the highenergy shock wave with minimum losses to the rock.
Sandvik says the Top Hammer XL system has been thoroughly tested and proven in several controlled field tests by drilling more than 100,000m in challenging rock conditions. The test results in the given conditions show a 50% reduction in fuel consumption, 25% reduction in total drilling costs and 15% increase in productivity compared with the DTH drilling method.
Pantera DP1600i is the newest member of the Pantera DPi series family of intelligent top hammer drill rigs, characterised by high penetration rates and advanced automation options for data-based fleet management and drilling performance optimisation. Designed for large-hole-size drilling, Sandvik says the Pantera DP1600i, with its practical intelligence and support for higher-level automation solutions, is ideally suited for production drilling in large quarries or openpit mines.
The new Pantera DP1600i is based on the proven Pantera DPi series platform, with upgraded key components to meet the needs of the Top Hammer XL system. Together with the powerful RD1840C rock drill and robust LT90 rock tools, Sandvik says the end result is extreme capacity for a larger hole size, without increasing the actual physical drill-rig footprint. Pantera DP1600i can be customised with a variety of options to meet special requirements.
The Pantera DP1600i drill rig is available with Tier 3 and Stage 5 engine emission versions.
The new RD1840C rock drill is designed for large-hole drilling with high 49 kW (66 hp) drilling power. Sandvik says its robust design and well-balanced long piston percussion package are made especially for demanding circumstances. The new layout of pressure accumulators maximises efficiency and minimises hose vibrations. The stateof-the-art manufacturing process ensures the required high-quality of the rock drill components. The long piston technology generates high-impact energy with optimum pulse form, optimising performance in large-
hole drilling without compromising the rock tools’ service life. The geometry and physical dimensions of the new RD1840C rock drill have been optimised for the entire Top Hammer XL drilling system.
As an additional option, RD1840C will be available with the Sandvik RockPulse tool stress-monitoring system later in 2021. The system offers the drill operator real-time measurement data on three key drilling parameters: drill bit response, tools load and feed level. The system measures the stress waves and guides the operator to find the right drilling parameters for the best rock contact and performance.
The LT90 rock tools are developed to match the other components in the Top Hammer XL system. The tools –consisting of a shank adapter, MF tube rods and drill bits - offer the best possible drilling dynamics and rock-breaking efficiency.
“Our patented and optimised LT90 rock tools design increases productivity, improves hole straightness and provides great coupling characteristics and a long service life,” says Fredrik Björk, product manager top hammer surface tools at Sandvik Mining and Rock Solutions. “All in all, this new shoulderdriven system with a double-pass thread gives our customers a much better drilling experience.”
The LT90 shank adapter, using high-
With the new MF tube rods, developed to convey high-energy shock waves with minimal energy loss in the threads, Sandvik says its Top Hammer XL customers will get a higher rate of penetration, straighter holes and increased service life for the whole drill string.
The optimised thread design minimises stress levels from bending, and excellent coupling characteristics are seen in the double-pass thread of this tool system. Premium steel grades and heat-treatment processes further improve its durability. Sandvik adds that its patented retrac design forms the base for the LT90 drill bits, with a strong gauge row, excellent flushing, high rockbreaking capabilities and reduced hole deviation. The drill bits are available from 140 to 178mm (5 ½ to 7 inches) and can be delivered with standard carbide grades as well as PowerCarbide, depending on the rock formation.
US-based rotary drill bit manufacturer Terelion is expanding into the down-the-hole market. In addition to the existing rotary bits range, Terelion now offers the Warrior product line of DTH hammers and bits in sizes from 4 to 8 inches.
Traditionally, DTH is used for drilling up to 10-inch production blastholes in quarries and surface mines. Sandvik-owned Terelion says that being able to drill fast with minimum
Sandvik showcased its latest Top Hammer XL system at MINExpo
“This makes our new Warrior DTH range a perfect complement for our customers, who mostly use our rotary tools in their production drilling,” says Rahul Obla, DTH product line director at Terelion.
Terelion says that introducing the Warrior DTH product line with a full range covering 4-, 5-, 6-, 7- and 8-inch hammers is a natural step for its new growth strategy.
“Our rotary drilling customers appreciate our premium product offering and committed way of doing business,” Obla says. “Now they can get their DTH tools in the same way from us as well. And of course, we address any operations using DTH also for production drilling, that seek an agile and committed tools supplier.”
Kelly Earthmoving has used an Epiroc MB 1200 hammer as part of the enabling works for the installation of a cable-suspended conveyor that will span nearly 1km at a UK quarrying customer in the Midlands.
Irish-headquartered Kelly Earthmoving says that installing the system at the quarry has required some serious advanced enabling and civil engineering solutions.
Kelly Earthmoving has a UK base in Preston and undertakes a variety of specialist work across the country. Whilst having ‘Earthmoving’ in its name, the company, headed up by Gerry Kelly, offers a more specialised service to its long-standing clients. “We can move earth, but that’s a little boring to us,” says Gary Kelly. “We move earth from places others can’t or won’t get to.”
In addition to moving awkward earth, Kelly Earthmoving also incorporates complex ground engineering into the package. The company provides bank stabilisation, piling and de-vegetation work, in addition to specialist equipment.
“We already undertake rock breaking and cutting for our existing clients,” Kelly explains. “But this project has seen us extracting and breaking far more rock than we have ever done on a single job. It’s been a tough but enjoyable project to be involved in but also one that has been hard on the equipment.”
The project has seen the Kelly team on site for 12 months, working on two separate sites. The terminal anchor point for the suspended conveyor system has been excavated and construction of a large concrete foundation is underway. This left the small, experienced
team working almost at the top of the quarry and adjacent to an existing haul road.
The team has already created a working platform to allow the civil contractor to construct a piled wall which released the area required to construct the suspended conveyor’s de ection tower. Once completed, the Kelly team were back on site to create a 33 degree ‘slot’ through the upper quarry benches to accommodate the conveyor’s cable catenary pro le.
From the upper platform, Kelly formed a slope down through the mudstone and rock to where a second working platform was broken out and levelled. At this point the team encountered the very hard rock that the quarry is famous for.
“We had a number of options for the removal of the rock head,” says Kelly. “We looked at sawing sections out, but the rock was littered with enough fractures that allowed us the quicker option of using hydraulic breakers instead.”
Whilst some of the exposed rock was easy to remove, the company found that the material below wasn’t and ended up breaking a number of hammers and countless chisels in the process.
“It was getting beyond a joke. Every couple of days we were breaking a chisel or sometimes more,” Kelly explains. “Our usual hammers were struggling with the hard rock so we decided to look at investing in
something more reliable and productive to complete the job. Coyle Equipment Services has been supporting us on this project from their new, purpose-built depot in West Bromwich, so on the advice of William Coyle we used an Epiroc MB 1200 hammer as a replacement for one of our existing tools.”
He said his company has been very impressed with the Epiroc breaker’s reliability and performance in driving a path through the rock. Kelly says the 12-tonne, 157hp Menzi Muck walking excavator wields the Epiroc MB 1200 hammer with ease despite it being designed for the larger 15-26t carrier range.
“The Menzi is just a massive powerpack,” Kelly says. “It will push out over 200 litres per minute with the Powerline pump, far more than the Epiroc breaker requires.”
Lift capacity even at its full 6m-reach is over 4 tonnes which Kelly says makes the Menzi an ideal hydraulic attachment carrier. Carrying a hefty 120mm-diameter chisel, the MB 1200 delivers between 340 and 680 blows per minute which according to Kelly is more than capable of taking apart the rock they are now encountering.
Fitted with Epiroc’s AutoControl system, the hammer is able to detect pressure on the chisel. It also detects when the chisel breaks through the material to protect it from blank ring and causing potential damage to the percussion chamber.
“We’ve been very impressed with the hammer,” Kelly comments. “It’s more compact than the ones we have in the eet, yet the performance is far better than anything we have used before. We’ve not had to change the chisel at all as the Epiroc original seems to be made of stern stuff.”
Despite having to deal with the pandemic and bad weather, Kelly says his company’s team has delivered an impressive result for the quarry’s project team. “The men and machines have performed very well on the project,” he adds. “We don’t take on ordinary jobs, we always like a challenge!” AB
Terelion is expanding into the down-the-hole (DTH) hammer and drill bit market
ABOVE: Kelly Earthmoving has used an Epiroc MB 1200 hammer (pictured with a Menzi Muck excavator) in the installation of a 1km conveyor at a UK quarry
Turning savvy water use into bottom-line gains
Getting your water recycling, filtration and management strategy right can give your aggregates production business a major boost. Guy Woodford reports
French waste management company
Sodextra has invested in a bespoke construction, demolition and excavation (CD&E) waste recycling plant from CDE, marking its rst venture into the wet processing of materials and enabling the recovery of up to 70% of incoming inert CD&E waste. The new plant is currently processing material at a rate of 135 tonnes per hour (tph), producing six sand and aggregate products, opening new markets for the family-owned and -operated business.
Based along the Plateau de Saclay, 15km south of Paris, Sodextra operates a major construction waste recycling treatment facility, situated on an eight-hectare site, that supports construction professionals to deposit and process waste and rubble in the Paris region.
Established in 1975, the business has, for over 45 years, facilitated the diversion of signi cant tonnages of CD&E waste from land ll, assisting in the recovery of a variety of high-value construction materials, including recycled sand and aggregate products, and returning them to the sector for use in major public works and infrastructure projects. Its primary market sectors are the recovery of deconstruction concrete, the recovery and treatment of industrial waste and the sale of ready-mixed concrete.
Currently, the third-generation family business recovers one million tonnes of material from waste per year, a substantial
volume it hopes to increase further because of its latest investment in CDE technology which is now enabling the recovery of inert soil.
Sacha Bottemanne, directeur général of Sodextra S.A. and son of its owner, Christian Bottemanne, said the company’s biggest challenge was treating highly variable waste coming into the facility.
“We used to screen the soil and we could recover about 20% of the pebbles which were reused in our crushing plant. The remaining 80% was dumped.
“We realised that in this 80% there were still materials with high added-value which today, with the CDE installation, we can recover.”
Based on the analysis of the soil from around the Saclay plateau, CDE’s business development manager for France, Marc Sopransi, quickly realised the challenge presented by the processing of the very heterogeneous and heavily clay-bound material.
“Sodextra approached us to nd out how to further recover their inert soil, to nd a way to recover more sand and gravel and turn them into high value-added construction materials.”
He said going from “a wide spectrum of multiple raw sand feeds to be processed to a regular spectrum, as narrow and as stable as possible, of clean 0-4mm sand, was at the heart of the problem.”
To demonstrate the potential for CDE technology to support Sodextra to recover high-grade and high-value products from its waste, the Sodextra team was invited to a CDE reference site in Germany to see the technology in action.
“We saw the materials that went into these installations, which were of very poor quality, very sticky and full of diverse contaminants such as plastics or roots…we really saw the process and the quality of the materials coming out. That’s why we decided to go with CDE.”
Samples of feed material to be processed by the plant were tested and analysed by CDE process engineers in its laboratory to determine the reclamation potential of the incoming waste stream and the quality of its output.
The plant incorporates a combination of CDE-signature modular technologies, including the AggMax modular logwasher setup for scrubbing and sizing and EvoWash sand classi cation and dewatering systems with integrated patented technologies, including CDE’s In nity Screen and Counter Flow Classi cation Unit (CFCU) for density separation, which ef ciently separates materials of differing speci c gravity to maximise the quality and value of feed stock.
Commenting on sand treatment, Sopransi said the solution engineered for Sodextra is unique.
“It consists of a rst cyclone pass, attrition cells, a second cyclone pass, a hydraulic
Sodextra has invested in a bespoke construction, demolition and excavation (CD&E) waste recycling plant from CDE
classifier, and a third cyclone pass with two major classification points placed at 250 microns and 2mm. This sand treatment provides a dynamic response to a dynamic problem.
“The type of sand treatment in this application is a first in Europe,” he adds.
“Its originality lies in the fact that the solution uses technologies usually used in the treatment of industrial sands.”
The solution designed for Sodextra not only allows for the recycling of CD&E waste, but it also maximises water efficiency with CDE’s AquaCycle, a single, compact, and user-friendly unit that can be applied to high and low tonnages across many markets.
An alternative to water extraction and the costly process of pumping water to the plant, CDE’s AquaCycle is a highly efficient water management solution that minimises costly water consumption by ensuring up to 90% of process water is recycled for immediate recirculation.
Delivering competitive advantage to its customers, CDE’s AquaCycle accelerates return on investment by maximising production efficiency, minimising the loss of valuable fines, and reducing water and energy costs.
After feed material has been washed and classified, the wastewater is sent to the AquaCycle thickener system. Here, a small amount of polyelectrolyte flocculant is added to the water via an automatic dosing station which forces fine particles to settle on the bottom of the thickener tank. The clean water on the top overflows the weir and is stored in the AquaStore tank before being re-circulated around the plant. The result is a highly efficient water recycling system that requires only a 10% supply of top-up water.
Waste sludge is discharged into a buffer tank where agitators in constant rotation ensure the material does not settle and solidify at the bottom.
For Sodextra, the high quantity of sludge generated by the raw material process meant that the use of a filter press was necessary to avoid settling ponds. Its integration also facilitated the recycling of even more water from the process. Filtrates recovered and redirected to the company’s new AquaCycle have enabled Sodextra to achieve a water recycling rate of approximately 96%, significantly reducing the need for top-up water supplies.
The plant is processing material that was once destined for landfill and producing a range of products, including three different sands: a fine sand 0-250um, a 0-2mm and a 0-4mm; and three different aggregates: a 4-10mm, a 10-20mm & a +20mm aggregate, all ready for use in construction projects in the Paris region.
“Our CDE installation produces highquality aggregates that we now call ‘eco-gravel’ or ‘eco-sand’. These are very high-quality materials that are similar to natural materials,” explains Bottemanne.
A filter cake product from the integrated CDE Filter Press can also be reused as a waterproofing layer or for pipe bedding and landfill capping.
“Today, the CDE installation allows us to recover 70% of the waste and to create new materials that are reused in construction sites throughout Greater Paris.”
Bottemanne said Sodextra was established when his grandfather recognised the need for C&D recycling in the Greater Paris area.
“Sustainability is in the very fabric of our business. It was founded on the same
principles it operates today and we remain committed to closing the loop.
“Our customers are increasingly concerned about the environment. With these new materials, we are contributing to the circular economy and to sustainable development.”
Sodextra’s new plant is the culmination of over two years of site audits, lab-based research on materials and collaborative design workshops, whereby the CDE team co-created the engineered-to-order solution with the Sodextra team.
“Between the beginning of the project to the final phase, we were in touch with our ProMan who followed us throughout, who supported us and who also guided us,” explains Bottemanne.
“Today the relationship we have with CDE is going very well because we’ve really entered into a partnership.”
Sopransi said the plant has now been operational for a full year and has successfully met all Sodextra’s objectives.
“To further revalorise inert soil, to provide aggregates eligible for concrete specifications, and to realise an installation that took the minimum of space.”
He added CDE is committed to the region and has recently expanded its CustomCare team locally, which provides after-sales support to guarantee customers get the maximum performance from their CDE equipment.
“CDE has set up a support and services engineer in France who will be available to provide responsive, boots-on-the-ground support to our customers in the region, including Sodextra as they continue to provide a valuable service to the local construction industry.”
Sodextra’s new CDE plant is processing 135 tonnes of material per hour, producing six sand and aggregate products
Terex Washing Systems hosted a highly successful Virtual End-to-End Washing Solution Showcase, which was broadcast live from a Keohane Readymix site in Co. Cork, Ireland.
The event showcased a recently installed full turnkey solution for washing and classifying to produce speci cation sand and aggregate for Keohane Readymix. A team of washing experts explained the different pieces of equipment that came together to form the bespoke plant and outlined how, when combined, this washing system is proving to be a success for the customer.
Keohane Readymix, founded in 1979 by Paddy Keohane, is now a third-generation company serving a broad customer base throughout Ireland with a range of concrete products, sand and aggregates. The washing solution is situated at its site at Brinny, Co. Cork, which feeds sand and gravel product to other Keohane Readymix sites in the region.
Viewers were taken on a journey from the start of the design process, which was determining the nature of the material to be processed. Johnston Patterson, applications manager for Terex Washing Systems explained: “The material is a natural sand and gravel deposit which, while fairly freeowing, can get sticky and has some clay through it, as well as some organics, sticks and roots. The feed material is 60/40 sand to gravel and predominantly minus 150mm, but it can be up to 300-400mm. The typical % passing 63micron is around 10%.”
To get started with the process of designing the new plant, Keohane Readymix provided a sample of its material and instructed the team on what products they would like to make from it. This material was analysed in a Terex Washing Systems lab and from this, the team was able to propose a bespoke plant that would meet their needs.
Viewers were then taken through the operational site, learning about key features
of each piece of equipment that make up the full plant—including an H30 Feed Hopper, AggreSand 206, AggreScrub 150, a deep cone thickener, a oc dosing unit, a central control panel and stockpiling conveyors. Viewers also saw how the plant uniquely features a freshwater tank buried beneath the machine to reduce its overall footprint.
This in-depth look at the inner workings of the entire wash plant allowed viewers to see the years of experience that have gone into the engineering of Terex Washing Systems. All aspects including the design, manufacturing and installation of the system were covered by Terex Washing Systems, which allowed for a truly integrated system.
Barry McMenamin, business line director at Terex Washing Systems, explains: “Our team worked with the Keohane business in assessing the application and designing the plant that speci cally suits their needs. They also helped to design the civil concrete works that the plant is seated on, a very unique and innovative feature here is the fact that the freshwater tank is beneath the machine, within the plinth itself, demonstrating the extent to which this plant is tailored to the requests from the customer.”
Viewers also heard directly from Gavin Twohig, operations manager of Keohane Readymix, on how the plant is performing. Speaking of his experience of the plant, Gavin said, “We’ve been very happy with the output of the plant. We had decided to put in a log washer system because of the cleanliness of the material. With the log washer on site, it’s doing an excellent job and the chips are very clean”.
Following the showcase, those watching online were able to take part in a questionand-answer session with the washing experts on site. Questions ranged from queries about levels of accessibility for maintenance to more speci c water management inquiries. Attendees were also able to ask about the potential for a lter press on a site where water is limited (similar to the situation at Keohane’s Brinny site) as well as ask about how a plant could be tailored for their site.
The digital format of this live event enabled Terex Washing Systems to bring one of their modular washing systems into the homes and workplaces of hundreds of attendees in a single day.
McMenamin explains: “In today’s world, where our customers are not able to be
Terex Washing Systems hosted a well-attended Virtual End-to-End Washing Solution Showcase at Keohane Readymix site in Co. Cork, Ireland
The Terex Washing Systems team that participated in the recent plant showcase at Keohane Readymix
with us in person, we wanted to provide a ‘walk around’ of this operational site in the real world; explain the features of the equipment and show it in operation. We believe this is the best way to give our customers a complete understanding of how we can provide an end-to-end solution that is tailored to their needs. The live event was a huge success—to be able to showcase a system that we’re massively proud of to such a large audience has been fantastic.
“No such installation or project would be complete without investment from a customer, and we are glad that Keohanes chose Terex Washing Systems as a partner for this project. We’d like to extend our appreciation to all at Keohane Readymix for enabling us to showcase their plant to the world, live from their site.”
McLanahan, the U.S.-headquartered global supplier of engineered process solutions for the aggregate, mining, and agricultural industries, has outlined why lter presses are the best choice for settling pond elimination.
“The aggregate and mineral industries have historically used the simplest and cheapest dewatering technology to manage waste slurry tailings,” says a company spokesperson.
“These old methods include dumping directly into streams, rivers and lakes or using mining surfaces or underground quarries/pits for disposal.
“For a number of decades these industries have been pressured to eliminate older ways of waste dumping and look for more ef cient waste management technologies.
“Initial improvement in tailings management technology involved creating ponds or large impoundment dams to hold the waste slurry for the life of the quarry or mine.”
McLanahan says that over the past decade or so, pressures to improve tailings management practices have increased further due to several factors, including stricter environmental regulations, rising operational costs, higher waste handling costs, increased water conservation requirements, catastrophic impoundment failures, the need for better risk mitigation, and physical space limitations for operational expansion.
The rm notes that leaders in the aggregate and mineral industries have started evaluating and investing in more ef cient, cost-effective systems to dewater tailings. The systems include ultra- nes separation, slurry thickening and slurry dewatering equipment technologies.
The UFR (ultra nes recovery) and thickener equipment technologies separate and concentrate the waste materials, while the dewatering equipment recovers additional water from the waste stream and creates nearly dry solids.
McLanahan says plate lter presses, belt lter presses and centrifuges are competing dewatering equipment used in the aggregate and mineral industries today.
Centrifuge dewatering is a high-speed process that uses the force from the rapid
rotation of a cylindrical bowl to separate wastewater solids from liquid.
The company spokesperson continues: “These dewatering devices work best with material that is more easily dewatered, has a larger particle size distribution and/or a low clay content, though they generally are not going to be as ef cient as a lter press since they cannot generate the high-pressure dewatering forces of the latter.
“Centrifuges operate as continuous feed units that remove solids by a scroll conveyor and discharge liquid over the weir. The bowl is conical-shaped to help lift solids out of the liquid, allowing them to dry on an inclined surface before being discharged.
“Centrifuge equipment has high up-front investment cost and high operating cost. It is built to tight mechanical design speci cation to operate ef ciently at very high rotational speeds.
“Operating costs are high due to high electrical power requirements, expensive replacement parts and the need to use dewatering chemicals.
“In addition, centrifuge operation requires skilled, experienced operators. Centrifuges have a reputation of high noise, high-speed vibrations and are subject to frequent wear issues.
“Because centrifuges are smaller than lter presses, the footprint could be less than that of a large plate press depending on how many units are required.”
McLanahan highlights that belt lter presses are another type of equipment used to remove water from waste slurries to produce a non-liquid material referred to as a ‘cake’.
“In a belt lter press, the waste slurry is forced between two tensioned porous belts. As the belts pass over and under rollers of various diameters, the liquid is squeezed out of slurry while the solid cake material is retained between the belts. Increased pressure is created as the belt passes over rollers that decrease in diameter.”
McLanahan says there are many designs of belt ltration processes, but all incorporate the following basic features: polymer
“Advanced designs provide a large filtration area, additional rollers, and variable belt speeds that can increase cake solids by 5%,” the company spokesperson says.
“The general mechanical components of a belt filter press include dewatering belts, rollers and bearings, belt tracking and tensioning system, controls and drives, and a belt washing system.
“Belt filter presses have low-to-medium initial capital cost, with a smaller footprint for installation.
“Operating costs tend to be high due to the need for a full-time operator and the use of chemical dewatering aids.
“Maintenance costs are also expensive due to belt and roller wear as well as failure from continuous movement of the tensioned belts between the rollers. Belts and roller bearings require frequent replacement, creating lower overall availability.
“Belt presses have a reputation of requiring frequent belt washing and are very sensitive to process variations.”
McLanahan says recessed plate filter presses are used to create a dewatered cake material by separating the liquid and solid materials in waste slurries.
The company explains that these filter presses are among the oldest types of dewatering devices and are commonly used in aggregate and mineral processing waste slurry applications.
“Typical recessed plate filter presses are composed of a heavy-duty support framework holding a series of polypropylene plates with concave surfaces on each side of the plate. Each plate is lined with a synthetic filter cloth. The plates are tightly clamped together with hydraulic pressure, creating a void space between the plate surfaces.
“A high-pressure slurry feed pump is used to force slurry material into the void spaces between the plates. The slurry solids are captured between the plates, while the liquid passes through the filter cloths mounted on the plate surfaces.
“When no additional slurry can be pumped into the filter press, the slurry feed pump is stopped and the plates are separated, allowing the cakes to fall by gravity out of the press.
“The up-front investment for a plate filter press can be high due to the size of the equipment and required support structure.”
Depending on the type and amount of material being dewatered, McLanahan notes that modern filter press equipment can be very big and require a large space for installation and operation. Common polypropylene plate sizes today can be up to 8 inches wide by 8 inches tall, with large filter presses holding up to 200 hundred plates.
The company spokesperson adds: “Plate filter press operating costs are low due to the requirement of only a part-time operator, lower wear parts cost and typically no need for chemical dewatering aids.
“Because the slurry material is captured completely between the filter plates, very high dewatering pressures (up to 225 psi or higher) can be applied to the slurry. The high dewatering pressures produce the highest cake solids concentration possible of any mechanical dewatering equipment.”
McLanahan says plate filter presses can also employ a second type of plate called a membrane plate. In this case, the plate has a flexible membrane surface made from polypropylene or other synthetic flexible material such as hard rubber.
The membrane can be thermally fused to the concave plate core, or the synthetic membrane’s edge can be embedded into the concave plate core in a small channel machined in the plate surfaces.
The same initial process is used in a membrane plate press, with a high-pressure slurry pump feeding the press to fill and dewater as much slurry as possible.
After the slurry feed pump is stopped and while the filter plates are still clamped together, the membrane surfaces are expanded using compressed air or water. This inflated membrane compresses the cake material, removing additional moisture to the lowest possible levels.
“No other dewatering process has shown to be more efficient at removing liquid from slurries as the plate filter press,” says the company spokesperson. “Additional benefits of plate filter presses include the highest amount of recovered water, the driest cakes, lowest operating cost, lower waste handling cost, [they] haul less water, and the most stable solid material generated.
“Because of these advantages and the high efficiency of the plate filter press, it is the best choice of equipment to eliminate settling ponds.”
Simon Jones, product manager – pumps,
at Weir Minerals Europe has highlighted the importance of safe and effective water management in aggregates production.
“In sand and aggregates operations, performance and profitability depend on the reliability of equipment,” says Jones. “Managing process water, reclaim systems, and pit dewatering are essential to the success of a project. Efficient fluid handling can reduce downtime, lower energy costs and eliminate the need for double handling. However, many quarries report time and budget constraints that don’t allow for system improvements to be implemented in their sand and aggregate operations. By not investing in the downtime necessary to make system improvements, operations are forgoing process improvements, longterm energy savings and best equipment selections to reduce maintenance costs.”
Jones notes that while there are a range of submersible, centrifugal and vertical turbine pumps used in aggregates applications, they are often poorly matched with the task in hand. “This can be due to sites repurposing existing pumping equipment from other applications that result in pumping systems that are either extremely oversized or undersized to match what the customer is trying to achieve. Running an optimised pumping system for your application results in improved wear life and less power consumption.”
Jones states that solutions to resolve overcapacity include adjusting the performance of an installed pump to match the process conditions by changing the operating speed. An alternative solution is to replace the installed pump with a higher efficiency pump to reduce power demands.
He continues: “Flow is proportional to speed so, for example, a 20% reduction in speed will lead to a 50% reduction in
A Weir Multiflo dewatering pontoon barge
S UPPL I E R INFINITE
energy consumption and a 50% reduction in speed results in an 80% reduction. The Weir Minerals team of dewatering experts can provide a thorough review of the operational cost-saving opportunities available and provide a plan on how these can be implemented to minimise operational downtime.”
A second important consideration, stresses Jones, is evaluating the powergeneration options – electric, diesel, or a combination of the two.
“The Multiflo LF pump, for example, can be supplied with diesel engines (T3 & T4F rated engine emissions) or electric motors drive options. The LF is engineered for efficiency with a proven, enclosed impeller design and leading-edge materials that dramatically reduce the total cost of ownership. These pump packages provide a dependable pumping solution with flow rates ranging from 100m³/h to 3,200m³/h and discharge heads of 10m to 210m.”
‘Dirty water’ is the name given to water with a percentage of abrasive suspended solids that are too high to be considered ‘clean’, but too low a percentage to be classed as slurry. Jones says the introduction of, and subsequent wear from, abrasive suspended solids is one of the most common causes of premature failure in a dewatering pump. “One of the most challenging things to plan for is an ‘up-set’ water-quality condition that can be caused by seasonal weather events, unexpected landslide or subsidence into a pond or the introduction on a foreign waste stream (i.e. tailings).”
Jones says solutions to resolve accelerated pump wear issues include improving the process water quality to reduce the abrasive solids content in feed water. In the event this is not possible, the best option, he believes, is to replace the installed pump with a pump better able to process increased solids
concentrations, such as the Warman DWU pump.
The Warman DWU pump is designed and constructed to handle percentages of abrasive suspended solids in water whilst operating at high-discharge head pressures to transport surface water from dams and ponds on site back to the washing circuit for recycling.
“Water conditions can be unpredictable, and requirements vary by site,” continues Jones. “Key considerations for pump projects include water quality, where pH can range from very low through to high; water content, such as high percentages of abrasive suspended solids and floating debris; equipment loading and other forms of loading such as weather; and pump-priming requirements.”
Using simulation techniques such DEM (discrete element modelling), and working in partnership with marine engineering specialists, Jones says Weir Minerals’ team of experts thoroughly reviews the parameters of each operation to deliver integrated turnkey solutions.
“Multiflo pontoon barge and pump packages are engineered specifically for the environment that the equipment will operate in. These packages include submersible, end-suction centrifugal and vertical turbine pumps to provide a variety of floated and land-based mobile fluid management solutions.
“In addition to a world-leading service and support network, Weir Minerals provides professional on-site training for your personnel to ensure smooth, safe and efficient plant operations and maintenance, creating value for you from day one.”
Jones cites one impressive example, where the team at Weir Minerals designed a fully automated mine dewatering system in Czech Republic. The site had been experiencing poor performance and using a non-automated dewatering pump network where the incumbent pump’s average wear life was just 700 hours. The Weir Minerals solution provided a high degree of reliability as well as low maintenance and spares consumption. The highly engineered concept integrated 127 Warman pumps and multiple Multiflo pontoon barges and has allowed the site to operate for more than two decades without any wet-end spare-part replacement.
Weir Minerals Europe’s dewatering product portfolio includes Warman, GEHO, Floway, and Multiflo pumps designed to transport surface water from dams and ponds on site back to the washing circuit for recycling, as well as Multiflo barge and pumphouse solutions engineered especially for other on-site water sources, such as tailings dams. Jones concludes: “Weir Minerals targets the challenges quarries face with pumping water around site, providing the optimum solution for each specific and unique application.” AB
Weir’s Multiflo pontoon barge and pump packages are engineered for the environment that the equipment operates in
Growing global aggregates sustainably
The Global Aggregates Information Network (GAIN) is a unique voluntary coalition of aggregates associations across the globe with the express purpose of openly sharing best practices for the greater good and sustainability of the industry. Below, Jim O’Brien, GAIN’s convenor, analyses the global aggregates industry and highlights GAIN’s latest work
Recently, GAIN members provided best estimates of aggregates production in their respective regions, as shown in Table 1.
For the pre-pandemic year of 2019, these totalled just under 35 billion tonnes (bnt). Quite surprisingly, the year 2020 showed only a 3.3% decline from 2019, thanks to great industry resilience through the early lockdowns, a decline much less than had been originally feared. Best estimates for 2021 indicate an equally remarkable recovery, with production likely to be 6.3% up on 2020. Most countries anticipate a continued 4.5% growth into 2022, assisted by economic stimuli, thus, in 2022 output is anticipated to reach 37bnt, well exceeding the 2019 pre-pandemic level of production.
The table shows that China has powered through the pandemic with an impressive
Table 1: Estimated Global Aggregates Tonnages 2019-2022
8% growth anticipated in 2021. As it moves into its 14th Five-Year Plan 2021-25, it is reporting dif culty in meeting its burgeoning demand, which now amounts to 50% of global aggregates production. India suffered a signi cant decline of over 18% in 2020, mainly due to the COVID-19 pandemic, with steady recovery envisaged in 2021 and 2022, driven by its major infrastructural commitments; its 2021 production of around 5.1bnt now amounts to 11% of global demand.
Malaysia suffered a decline of some 40% due to COVID-19 in 2020 which is, unfortunately, worsening in 2021 before an expected recovery in 2022. South Korea saw a very slight slowdown in 2020, with slow growth returning in 2021 and 2022. Japan slowed by 5% in 2020, with low growth in 2021, and may even suffer a post-Olympics decline in 2022. Figures for other countries in Asia are very dif cult to ascertain but are
certainly suffering in 2021 because of the recent lockdowns due to the Delta variant.
Europe (the EU27 plus UK plus EFTA countries), according to UEPG data, suffered only a 3.4% decline in 2020, far less than had been originally feared, and looks set for modest growth in 2021 and 2022, driven by post-COVID stimuli. The US experience is very similar, with the ongoing COVID Delta variant slowing activity in the more rural regions; however, the recently agreed bipartisan infrastructural stimulus package should drive growth in the coming years. Canada saw a small decline in 2020 but is looking to modest growth in 2021 and 2022.
Looking to Latin America, Mexico suffered a 19% decline in 2020 due to the cancellation of major projects and the pandemic, but recovery is being seen this year and should continue into next year. Colombia saw a 9% decline in 2020 but is now experiencing strong growth due to signi cant infrastructural development, despite the La Niña rainy conditions. Brazil has seen continued strong growth since 2019 which is expected to continue into 2022, due to demand driven by infrastructural and housing developments. On the other hand, Argentina saw a 50% decline in 2020 primarily due to economic turbulence, with a welcome improvement in 2021 driven by elections, though this may not be sustained into 2022.
In the Middle East, the UAE saw a 15% decline in 2020 and, like other countries in the region, is now experiencing a return to positive growth. In Africa, South Africa experienced COVID-related declines in 2020, which are continuing in 2021 exacerbated by economic dif culties, with a welcome return to growth anticipated in 2022. In
Jim O’Brien pictured during a visit to Stevin Rock’s Khor Khuwair 60
Oceania, both New Zealand and Australia saw slight pandemic-related declines in 2020, continuing into 2021 in Australia, with New Zealand looking to solid recovery in 2021 and 2022.
As shown in Table 1, adding best estimates for all other (non-GAIN) countries (each based on national population multiplied by the expected tonnes/capita relative to its economic development) leads to an overall global 2021 total of just around 42.2bnt, some 4.6% below the 44.2bnt of 2019. However, driven mainly by China and India, world aggregates production is anticipated to grow by 4.9% and 4.3% in 2021 and 2022 respectively, thus reaching more than 46bnt by 2022 as the global population approaches 8 billion. Continued population and economic growth, particularly in Asia, possibly augmented by demand relating to climate adaptation measures, is likely to drive global aggregates demand to 50-55bnt by 2030.
Meeting the sustainability challenge of illegal sand extraction
As is well known, the burgeoning demand for aggregates, particularly sand, in Asia has regrettably led to significant illegal and/ or irresponsible extraction from rivers and beaches, as highlighted in the 2019 UNEP (United Nations Environmental Program) Report on Sand and Sustainability: Finding new solutions for environmental governance of global sand resources. While this irresponsible sand extraction likely represents less than 10% of global aggregates demand, it is highly visible and damages landscapes as well as the good reputation of the responsible aggregates industry.
For these reasons, GAIN members have collectively addressed the sand scarcity issue, collating valuable experiences and best practices based on case studies from China, India, Malaysia, Colombia, Mexico, USA, Canada and New Zealand, supplemented by relevant inputs from UK, Netherlands, Myanmar, and Japan. As a particular example, these best practices were encapsulated in a report for WWF Vietnam with recommendations to address the challenges of excessive extraction in the Mekong Delta.
The common five key success factors of these excellent case studies in addressing irresponsible extraction were:
• A national commitment to address the irresponsible extraction issue (which sometimes exists only as lip-service).
• A strong regional permitting authority, empowered and committed to tackling the challenge.
• A national aggregates or professional association which ensures quality control in sand production and in the downstream construction activity.
• A project champion, empowered by government and regional authorities, who engages with all stakeholders to achieve concerted action.
• Strongly enforced permits for annually defined sand budgets, policed 24/7, using the latest IT surveillance technology including drones.
• And, very importantly, encouraging and possibly even incentivising the parallel substitution of natural sand by manufactured sand
The successes being achieved, if continued and extended, can potentially resolve irresponsible extraction by 2030. GAIN and its members are playing their part in working towards this goal.
Excelling in other sustainability
challenges
Manufactured sand is the key technical solution to sustainably replacing natural sands, now being strongly driven in China and India. Significant advances in processing technology have enabled the production of manufactured sands that have superior performances over natural sand, such as in higher flexural strength, better abrasion resistance, higher unit weight and lower permeability.
Another key initiative in reducing the use of natural sand is to encourage recycling of construction and demolition materials. This is another area where GAIN members have exchanged valuable insights and best practices. Europe leads in this regard, where the economics of recycling are driven by
higher primary aggregates prices and high costs for landfilling waste materials; for example, over 20% of aggregates demand in countries like UK, Belgium and Netherlands are provided by recycled and other secondary aggregates.
At the other end of the scale, similar economic forces do not yet exist in developing regions, and indeed the availability of demolition materials is low as most construction is new-build. Recycling as part of the circular economy will doubtless increasingly feature as a key part of industry sustainability.
Experiences shared amongst GAIN members point to every aspect of the industry being increasingly focused on sustainability. Every operating parameter is benefitting from digitalisation, from resource optimisation right through to extraction and processing, to better meet the demands of customers and the market.
The industry is focused on reducing water usage and has a key role in fostering biodiversity both during operation and in restoration. The aggregates industry is providing the key product for the sustainability of society, led by its highly committed GAIN members. AB
Figure 1: Production in tonnes/capita
Figure 2: Production by Region, 2021
WCA president calls for focus on carbon neutrality and digitalisation
World Cement Association president Song Zhiping has highlighted carbon neutrality and increased digitalisation as the two overriding priorities that the cement industry must address going forward.
Speaking at the WCA Open Day online event, Song gave an update on the cement sector’s recovery from COVID-19, in addition to the latest industry trends in decarbonisation and smart processes.
He said 2020 had been an unusual year with COVID-19 inflicting great impact on the global economy. Worldwide gross domestic product (GDP) had fallen 3.3%, but despite this China registered 2.3% growth for its economy.
For the global cement industry, production volume totalled 4.1 billion tonnes in 2020, nearly equal to that of 2019. China’s cement sector performed well with 2.4 billion tonnes produced, 2.5% up year on year from 2019.
“The cement industry in China has been on a plateau over the past years,” said Song. “Thanks to the scaled-up investment, cement sales increased last year.”
He added that the picture in China was even better in the first quarter this year with sales up by 47% year on year.
The Chinese government has announced its aim to peak carbon dioxide emissions before 2030, and achieve carbon neutrality before 2060.
Song said the cement industry is hard to abate and, with the 2020 global production total of 4.1 billion tonnes, 2.4 billion tonnes of CO2 will be emitted accounting for 7% of total industrial emissions. He added that to neutralise this huge amount of CO2, decisive actions are required in three areas.
Firstly, Song says that CO2 from limestone calcining accounts for 60% of cement
The World Cement Association held its online Open Day event in June with attendees hearing about the latest technology trends in decarbonisation, and how the industry has recovered from COVID-19. Liam McLoughlin reports
manufacturing emissions: “This is the hardest-to-abate process. We need to cut calcined calcium carbonate, which is a key step. I propose that more high-grade cement be used as this will lower cement consumption and therefore cut CO2 emissions. Another way is to use alternative materials such as fly ash and tailings.”
Secondly, CO2 from the burning of fuels such as oil and gas accounts for 32% of emissions, and Song said reduction of fuel consumption is important to cut CO2 emissions. “The industry has been working to modify and upgrade technologies to this end,“ he added. “For example, smart technologies are widely used.”
Smart technologies have been used in three new cement production lines at China’s CNBM which Song says have cut clinker coal consumption and greatly reduced its CO2 emissions.
Finally, the cement sector must cut CO2 indirectly emitted from the supply of power, which accounts for 8% of emissions. One option for cutting this is the use of ‘clean’ energy including wind, optical and solar power instead of fossil fuels.
“CO2 reduction via digitalisation is very important,” says WCA president Song Zhiping
improve quality and lower costs,” he added.
“I believe CO2 reduction via digitalisation is very important. Digitalisation has also stepped up online sales and transformed the sales situation, with CNBM’s Online Drive Platform being a good example. This shows that the cement industry is in step with digitalisation.”
On the digitalisation front, Song stated that technology advances have seen the cement sector advance from automation to digitalisation. “Application of digital and smart technologies has helped to decrease manpower, make operations more accurate,
The WCA Open Day was hosted by the association’s CEO Ian Riley, who highlighted the work of India’s Dalmia Cement and its commitment to having a carbon-negative footprint by 2020.
“Dalmia have probably been the most ambitious of all the cement companies in really leading the way and setting an example for the rest of us to follow,” said Riley.
“The industry as a whole has struggled with a slowing rate of carbon reduction over the last 10 years and it’s a real inspiration to
see Dalmia going in the opposite direction, accelerating that.”
Nigel Topping, high-level climate action champion for the COP26 United Nations conference scheduled to take place in Glasgow this November, said that cement producers are recognising that there is an urgency to find solutions to decarbonisation and also an opportunity to be at the centre of driving innovation.
Topping works with the private sector and national governments to drive accelerated action on climate change, and says a lot of activity is currently taking place in areas such as green hydrogen production.
“Just in the last few months we are seeing increasing and massive investments in hydrogen,” he said. “There’s a 26-gigawatt project taking place in western Australia.
“Cement is such an important sector for the global economy, particularly the growing economies, but is also a challenge because it represents 8% of global emissions. We have seen a sudden wave of global commitments such as President Xi Jinping committing China to be net zero [in greenhouse gas emissions] by 2060, and the 2050 commitments from Japan, South Korea and others.”
He added that there are great examples for the global cement sector to draw from, including the Chinese cement industry’s success in reducing NOx emissions in recent years. Topping said that Asian economies are “real powerhouses of innovation” with many patents originating in the region.
He said that WCA president Song Zhiping’s call in 2020 for cement industry leaders to unite around climate leadership and fair competition was an important landmark. Since then, in May this year, the WCA launched its Climate Partnership to foster collaboration with the wider, hard-toabate climate-change sector.
“It’s great to see CEOs in the WCA network in India and China stepping up and giving clear commitments as well as shortterm goals,” he added.
Topping added that, while there are huge challenges ahead, there are already exciting examples of innovation such as the recent global NRG COSIA Carbon XPRIZE US$20m award to Canada-based CarbonCure Technologies for the most scalable breakthrough technology to convert CO2 emissions into useable products.
“It’s great to see such an old industry becoming such an innovative one,” he said. “The big challenge here is economics – how to take the carbon out of the built environment without making it too expensive. We can see growing carbon prices, both statutory and voluntary, which undoubtedly will be a driver. We also see competing technologies like cross-laminated timber. The innovation race is not just within the cement sector, but more broadly within the built environment.”
With his fellow high-level champion for climate action Gonzalo Muñoz, Topping has created the global Race to Zero campaign to
encourage all businesses, cities and investors to commit to reaching net-zero emissions by 2050 with clear short-term targets and plans. All members are committed to the same over-arching goal: halving global emissions by 2030, and achieving net-zero emissions by 2050 at the very latest.
So far, over 700 cities and 2,400 businesses, plus more than 160 investors with US$70 trillion of assets (in total representing 15% of the global economy) have joined the campaign. Dalmia, Holcim and Cementos Argos have joined from the cement sector.
“We’d like to see many more cement and concrete companies from all over the world joining to see a tipping point in the sector, showing that it is committed to getting to the Paris Agreement of getting to Net Zero,” said Topping.
“Dalmia have probably been the most ambitious of all the cement companies in really leading the way and setting an example for the rest of us to follow”
Ian Riley, CEO, WCA
Dalmia Cement’s managing director and CEO Mahendra Singhi told delegates that it is important for all companies joining the Race to Zero campaign to have intermediate targets as well as an overarching ambition to be net zero by 2050.
“First there has to be a plan for each fiveyear period, and then this has to again be broken up year by year,” said Singhi.
He added that Dalmia compares its decarbonisation process on an annual basis with the global industry’s average carbon footprint of 880kg per tonne of cement produced, and that the company has now brought its average down to 472kg, with the target of bringing it down to 330-360kg by 2030. “This is how each industry and each country has to move forward,” said Singhi.
Harald Friedl, co-lead innovation at the COP26 Climate Action Champions Office, said that COP27 is scheduled to take place in Africa with a tentative date of 1 November 2022 which will be instrumental in getting input from African cement producers. Friedl, who lived in Thailand and
Myanmar for six years, said he was particularly keen to engage Asian cement producers as well as western companies in the global push towards zero emissions. “Sometimes the business and personal mindset [in Asia] is very different, I think that’s important to understand,” he added. “We are seeing more and more uptake in emerging economies, and this is key because this is where the growth and leadership is coming from.”
The WCA Open Day delegates also heard from several tech start-ups who are providing new ways for the cement industry to increase the decarbonisation process.
Brent Constantz is CEO and founder of California-based BluePlanet, whose technology uses CO2 as a raw material for making carbonate rock. He said that concrete can play a much larger role in fighting climate change than simply curtailing CO2 emissions from cement levels.
Constantz said that decarbonising in the cement and concrete sector is a laudable goal and will have some effect on climate change, but even if the industry totally eliminated CO2 it would still be less than a tenth of the total amount of CO2 that mankind is putting out from other sectors such as liquid fuels and electrical-power production.
“By contrast, the role that cement and the finished product concrete can play in sequestering CO2 from the other sectors is very significant,” said Constantz.
He added that the biggest opportunity for the cement industry to fight climate change is by taking mineralised CO2 from all the other sectors, converting it into limestone (whose mass is 44% comprised of CO2), permanently sequestering it in the limestone, and then using it as the aggregate in concrete.
Canada-based CarbonCure provides technology that turns CO2 produced from industrial processes into solid limestone for use in the production of concrete.
CarbonCure’s senior director of sustainability Christie Gamble said the company’s mission is to cut 500 megatonnes of CO2 emissions annually by 2030 – the equivalent of taking 100 million cars off the road.
Its technology is designed to help in the reduction of embodied carbon by beneficially repurposing carbon dioxide to reduce the carbon footprint of concrete, while not compromising its performance. CarbonCure’s technology is currently in use at around 400 concrete plants. AB
The COP26 UN Climate Change conference takes place in Glasgow this November
Kenyan aggregates market dips as construction investors remain cautious
TCOVID-19-induced disruption in the supply chain has led to stalled projects, financing challenges and delayed implementation of key infrastructure projects in Kenya, dealing a major blow to national aggregates suppliers who were keen to supply raw building materials for works across the country. Shadrack Kavilu reports
he global COVID-19 pandemic is threatening Kenya’s ambitious infrastructure development plan and taking a toll on its once thriving and booming construction industry.
The Kenyan government had planned to spend an estimated US$60 billion to build infrastructure whilst relying heavily on Private-Public Partnership (PPA) arrangements to make the country an industrialised, middle-income economy by the year 2030.
However, the uncertainty in the construction industry has seen both the government, investors and property developers adopt a wait-and-see approach that has led to the suspension and cancellation of key infrastructure projects across the country.
The country had hoped to roll out projects in various sectors that include transport and infrastructure, energy, health, education, water and environment, housing and manufacturing by the middle of this year.
The projects were expected to drive demand for raw aggregate materials. However, the outbreak of the COVID-19
pandemic that saw the government introduce lockdown and health and safety measures has seen aggregates suppliers staring at a bleak future as both international and local investors shy away from deploying funds for investments.
In Kenya, like other east Africa countries, the impact of the pandemic is widely pronounced. Most of the local aggregates suppliers who provide raw materials such as sand, ballast, asphalt, cement and quarry stones have laid off their employees or downsized their operations, while others have closed shop.
According to anecdotal evidence around quarry mines and construction sites in Nairobi City and its satellite towns, activity levels are dismal as construction takes a back seat due to the pandemic.
“We are doing about 300 tons of ballast per day, which is far too low compared to our capacity of 150,000 tons before the pandemic,” laments John Njoroge, a bulldozer operator at Katani ballast crushing plant, Machakos County.
Njoroge says demand for ballast aggregate has drastically fallen since the government announced lockdown and safety measures
to contain the pandemic. “We used to crush ballast on a daily basis, but now we do it once a week depending on how many trucks have lined up in our parking lot,” regrets Njoroge.
The negative ripple effects have not only taken a toll on aggregates crushing plants and quarry miners but also on contractors and aggregates suppliers.
“We haven’t resumed normal operations yet. Most of our clients have put on hold some of the projects citing the high cost of building materials and unwillingness by financial institutions to lend money during this pandemic,” says Michael Musyoka, a contractor and a real estate developer who has secured a contract to build a three-storey building in one of Nairobi’s upcoming estates.
Musyoka expressed optimism that the sector will shake off the effects of the pandemic in the long term. “In the last two months, we have received a couple of enquiries from clients, an indication that the sector is slowly bouncing back.”
The situation has seen industry players express fears that the pandemic could reverse the gains made over the years and derail mega-infrastructural projects key to
A truck being loaded with ballast at a crushing plant in Katani, Machakos County
accelerating Kenya’s economy.
Over the years, Kenya has invested heavily in its infrastructure development, and it has reported significant growth rates in the construction industry.
In 2019 the sector contributed 5.6% to GDP. Its real estate sector recorded an average growth rate of 5.3%, which was 1.2% points higher than the 4.1% growth rate recorded in 2018, according to Kenya National Bureau of Statistics (KNBS) economic survey 2020.
However, the declining growth rate and continued uncertainty in the market that
has left multi-billion projects hanging in the balance has seen industry players cast doubt on the industry’s future.
Onesmus Gichwiri, a quantity surveyor and a former chairman of Kenya Joint Building Council, told Aggregates Business International that there had been a negative impact on the supply chain as most developers source construction materials from China.
“We are experiencing unprecedented times where environment, engineering and construction companies are laying off employees and downsizing their operation as the market continues to shrink owing to the pandemic,” observed Gichwiri.
Gichwiri notes the situation has seen payment delays due to stalled or suspended construction projects and extended timelines. Banks have been reluctant to lend to investors owing to the current uncertainty in the market.
The disruption in the supply chain has seen delayed completion of projects and longer sales cycles for suppliers as developers reconsider or slow the pace of investments.
“When there is no market, investors will definitely hold back until the market stabilises. With stalled projects, it takes longer for developers and banks to recoup their returns,” said Gichwiri.
Though the Kenyan blueprint identifies infrastructure as an enabler for economic development, several reports have cast aspersions on the construction industry’s future.
A study by the Institution of Engineers of Kenya (IEK), titled Engineering: A post-COVID future, about the impacts of COVID-19, warns that reducing financing threatens the viability of private-public partnership projects, a model the government has adopted to fast-track implementation of infrastructure
ABOVE: An empty parking lot at a Kenyan crushing plant LEFT: A quarry worker moving material before drilling at County 45 quarry in Kisi
projects.
The report warns that as funding sources shrink, the formula for distributing the road infrastructure funds amongst the various agencies will also need rethinking.
“Uncertainty in traffic volumes arising from COVID impacts could impact the terms and conditions of those agreements and especially the contract duration that is expected to be 15-20 years,” says the report, authored by Margaret Ogai, general manager planning and programming, Kenya Roads Board.
The government, through this arrangement, aims to mobilise approximately US$1.85 billion in the 2020/2021 fiscal year by concluding the financing of several projects that are currently at an advanced stage of negotiation.
The country had listed several projects to be rolled out under the PPP model, which include the ongoing construction of Nairobi
Expressway with an investment value of US$ 550 million – the country’s first double-decker road, Nairobi-Nakuru-Mau Summit Highway, the second Nyali Bridge, and Lamu-GarissaIsiolo highway, among other projects.
Kenya is largely reliant on external funding for public infrastructure projects.
As of 1 June 2019, China accounted for 20.9% of East African project funding, with government funding at 13.7%, international finance institutions at 13.2% and regional development finance institutions at 12.6%.
In the past decade, over 70% of Kenya’s large public-sector infrastructure projects have been awarded to Chinese civil engineering and construction companies that source some of the construction aggregates materials locally.
Other reports also paint a negative picture of the state of the construction industry.
Data from Nairobi Metropolitan Services (NMS), a state authority created to manage Nairobi County and mandated to issue permits and planning approvals for construction, cites reduced activities in the construction sector.
The authority received a paltry 970 building applications and 664 planning applications in the second quarter of 2020, representing a 20.3% decline in construction activities.
According to a survey conducted by the Architectural Association of Kenya (AAK) between July and December last year, titled Status of the Built Environment Report, the sector witnessed sluggish growth.
The report revealed that a total of 87.5% of professionals in the industry had experienced a significant decrease in client enquiries for new projects. Another 70.1% reported a decline in communication about or follow-up of ongoing leads.
A wheeled loader at work at a Kenyan aggregates processing site
Cat 777G Water Solutions truck
At mining and quarry sites, haul-road dust can take a toll on safety and productivity, leading to a continuous struggle to balance dust suppression with overwatering. Built on the proven Cat 777G truck platform, the new Cat 777G Water Solutions truck offers quarry and mining operations an innovative and smarter water truck to help control haul-road dust.
Integrating truck, tank, and water delivery system, connected with technology, the 777G from Cat Water Solutions helps solve overwatering and underwatering issues with a focus on sustainable operations. The Cat Water Delivery System (WDS) combined with Cat MineStar Edge connectivity helps operations manage the site more safely and productively with scalable levels of technology, offering both basic and premium options to fit site needs.
The new Cat 777G Water Solutions truck comes standard with an integrated 76,000litre Cat-branded water tank, complete with spray system, splash guards, fill chute and rock ejectors. Featuring Adaptive Economy Mode operation, the truck’s engine uses up to 13% less fuel than full power mode. The water cannon operates at engine idle speed, further reducing fuel consumption by up to 50%.
The exclusive Cat WDS delivers variable waterflow based on truck speed and determines the appropriate flow to reduce the risk of accidents due to poor visibility, while conserving water. The variable displacement pump automatically starts and stops when the truck slows or comes to a halt, preventing overwatering and subsequent poor traction at road intersections. It also features soft start-ups and turns off automatically when the tank is empty, preventing damage to the system from the pump running dry. WDS components include a water cannon, oil cooler, variable displacement pump, hydraulic oil tank, electronic control boxes and hydraulic motor/water pump.
Reducing health hazards associated with airborne particles, automated water delivery also allows the operator to remain focused on driving to enhance site safety. Remote tank fill control, complete
with auto shut-off to prevent overfilling, enables the operator to remain inside the cab during refilling to reduce potential operator slips and falls.
Integrated with the Cat WDS, cloudbased MineStar Edge collects and communicates machine data, allowing site supervisors to monitor the fleet and meet production targets. Scalable to fit specific site needs, the system can provide a range of data to improve fleet productivity, including real-time and historical reporting, truck location and utilization, fuel and water levels, volume of water distributed, area covered, and rate of water being put down, among other operating metrics.
This fully integrated system with Cat-branded tank is supported by the local Cat dealer. The water truck, including tank and components, is covered by the Caterpillar factory standard warranty and is eligible for Cat equipment protection plans (EPP) and customer value agreements (CVAs). Retrofit kits are available for existing Cat 777G truck platforms in the field.
www.cat.com
XCMG unveils XE155ECR excavator
XCMG’s new XE155ECR hydraulic crawler excavator is a powerful new model in its Stage V construction equipment range.
The XE155ECR has a 16.6-tonne operating weight and offers a maximum digging depth of 5.535m and a maximum digging radius of 8.295m. With its short-tail design, the model can work in confined areas with a swing torque under 153mm, a 35% increase on space-saving compared to the last generation XE150E model. With dozer blade attached, this new excavator is suitable for multiple job conditions.
The XE155ECR is powered by a Cummins Stage V-compliant engine equipped with a diesel particulate filter (DPF) and an associated regeneration system for reduced nitrogen oxide emissions at 0.4g/kWh. To further improve its environmentally friendly operation, the machine is equipped with an auto-idle function that automatically saves engine speed when the controls are inactive for a preselected amount of time, or when the safety lever is switched off. The engine immediately returns to its original selected speed when the operator touches the controls.
The XE155ECR is equipped with XCMG’s intelligent control system (XICS). XICS is said to provide a perfectly synchronised communication link between the engine’s electronic control unit (ECU) and the hydraulic system to achieve more evenly distributed fuel for smoother operation. The controller area network (CAN) system enables a constant flow of information between the engine and hydraulic system, ensuring needed power is delivered during the most complicated tasks. The non-linear power control technology is introduced into the main pump that can increase
light-load energy by 4% and heavy-load efficiency by 3%.
The XE155ECR’s cabin is designed to increase productivity with a spacious, comfortable operative environment. The pressurised cab is ISO-certified for operator safety and offers a fully adjustable, comfortable air-suspension seat with heating functions, several storage compartments, and a clear all-around view. The automatic climate-control function reduces noise and vibration levels, making the operator’s workday easier and more comfortable.
www.xcmg.com
The new Cat 777G Water Solutions truck
Italian company Baioni commissioned a new state-of-the-art wet processing solution at a Central America client, a national supplier of construction materials.
The installation is maximising efficiency at the client’s quarry and initiating the adoption of long-term sustainable working practices within the extractive industry.
The client produces and supplies a range of products to the construction sector, including cement, aggregates, asphalt, concrete.
“When we acquired the site, our longterm vision was to streamline its operation in a way that successfully aligned the company’s commercial and environmental objectives” - said the quarry manager of the client.
The client has to process natural sand, through washing operations to limit its environmental impact.
“It has been a must to adapt new technologies and processes to better ways of working ensuring also a competitive advantage. These are improvements that are welcomed not only by the industry but by the communities we live in. When Baioni was invited to tender for this project we sat down to better understand what the Italian company could offer”, he added.
The client said Baioni’s unrivalled process knowledge offered them confidence in the investment.
Using its unique co-operative approach, which places the customer at the centre of every stage of the project, Baioni worked together with the client to design and engi-
Baioni wet processing sustainability at work
neer a wet processing solution that would enable the business to achieve its commercial and environmental goals objectives, especially using two hydrocyclon sand recovery units and a thickener tank.
Baioni proposed a sand and gravel washing system designed using proven and extensively engineered modular components. A static system, the solution offers all the same flexibility and capabilities of Baioni’s modular approach.
The proven system combines all washing operations following the inclined triple screen with washing plant, to handle the feed material which is natural sand.
At a first stage oversize aggregates measuring +20mm are isolated and removed by a scalping feeder. The 0-20mm material contin-
ues to the W400/3 screen model, producing three washed aggregate fractions with the 0-5mm, 5-12mm, 12-20mm material. The -5mm material is processed by the two GRF units (Hydrocyclones), which remove the silts and clays from sand, recovering all fine and very fine products.
The plant also features Baioni’s Baiwash thickener tank for water clarification and sludge management and the latest Baioni PLC – an innovative range of technology solutions developed to offer greater control of the plant. Baioni PLC uses automation and sensors to monitor and enhance productivity, minimise downtime, automate processes and lower operating costs while maximising profitability.
www.baioni.it
Niagara F-Class unveiled at MINExpo 2021
Haver & Boecker Niagara says it has revolutionised its signature Niagara F-Class vibrating screen with new technology for simplified maintenance combined with maximum performance and longevity.
The model’s new design retains the technical benefits the original F-Class is known for, such as improving performance in material stratification and reducing blinding and pegging.
“Our new design results in a more durable and easyto-maintain vibrating screen with the same industry-leading performance customers expect from the F-Class,” said Duncan High, the product manager behind Haver & Boecker Niagara’s new F-Class design.
The vibrating screen is now primarily manufactured with vibration-resistant lockbolts instead of the traditional welding used in previous designs. Lockbolts are more effective at maintaining structural integrity during the demanding
load-bearing, high-vibration operation of a vibrating screen, while making maintenance more convenient, safer and cost-effective. Bar rails are now fastened to the cross beams with lockbolts, making them easy to exchange if they become worn. The robustness of the machine also permits cross beams to be positioned and lock-bolted every four feet instead of every two feet, allowing for better clearance and
easier maintenance.
The new F-Class design provides the option to upgrade the machine with Haver & Boecker Niagara’s new Drop Guard system. The liners provide protection for the machine’s cross beams, both reducing wear and extending vibrating screen life. The blue liner simply drops over the cross beam with no adhesive or tools required, making installation quick and
easy.
Additionally, Haver & Boecker Niagara redesigned the flat deck models of the new F-Class to create the largest amount of open area possible for modular screen media. Featuring replaceable polyurethane anchors, the new high open area modular deck is suitable for virtually any pin and sleeve modular screen media. The polyurethane anchors are easy to replace and prevent premature wear on the deck frame. Additionally, the open design of the modular deck prevents material build-up on the bar rails.
The F-Class can also be manufactured for side-tensioned or bottom deck end-tensioned screen media. Each new sidetensioned machine comes with Haver & Boecker Niagara’s signature Ty-Rail quicktensioning system with the ability to cut screen change-out times in half.
www.haverniagara.com
Haver & Boecker Niagara unveiled the Niagara F-Class vibrating screen at MINExpo 2021
Aggregates Business travels the globe attending conferences, events and equipment shows, keeping you informed of the latest offerings. Come and join us for a chat at any of the events below.
JUNE 2022
21-23: Hillhead 2020
Hillhead Quarry, Buxton, Derbyshire, England
OCTOBER 2022
24-30: bauma
Munich, Germany
These dates were correct at the time of going to press, but please note that the COVID-19 pandemic means some events may be rescheduled with little advance notice
ADVERTISERS INDEX
Advertisers in AGGREGATES BUSINESS can now be contacted via their websites - for instant links to all the websites listed below, by category, go to: www.AggBusiness.com