
Pump Industry Australia Incorporated
Kevin Wilson – Secretary PO Box 55, Stuarts Point NSW 2441 Australia
Ph/Fax: (02) 6569 0160 pumpsaustralia@bigpond.com
Ron Astall – President United Pumps Australia & Astech Consulting Services
John Inkster – Vice President Brown Brothers Engineers
Mike Bauer - Councillor Dynapumps
Geoff Harvey - Councillor Davey Products Pty Ltd
Tony Kersten - Councillor Grundfos Pumps Pty Ltd
John Link – Councillor Link Pumps
Martin O’Connor – Councillor KSB Australia
Alan Rowan – Councillor Life Member
Keith Sanders – Councillor Australian Industrial Marketing & Life Member
President’s welcome
We all want our pumping systems to be reliable and energy efficient.
Total cost of ownership (TCOO) is a concept that is bandied about by many pump purchasers.
Over the projected lifetime of a piece of equipment, TCOO aims to gather all the costs such as purchase cost, running cost, down-time cost and maintenance cost.
How often is this concept really applied properly? I suspect rarely, if ever.
Sure, running cost information, spare parts usage, and overhaul cost estimates may be included in some bid evaluations but this stuff is only part of the picture. Where there is a large installed equipment base, some purchasers may also have developed comparative data on equipment mean time between failure rankings between vendors; but this is a difficult thing to substantiate, particularly during bid evaluations.
During recent discussions with a senior engineer in the resources sector we agreed that a major project management cost issue is that of equipment commissioning delays.
A major compounding factor is poor supplier support and response times. This is also a major problem for ongoing maintenance.
The grizzle was that they were likely going to end up with the lowest cost bidder and they really wanted a local supplier for the best support. One or two days lost due to a slow supplier response would often eclipse the purchase price savings. They were tired of waiting for answers from different time zones and from overseas
factories where the small size of the Australian market meant that they were regularly a low priority. They knew which vendors they preferred but were at a loss as to how to quantify this into a purchase specification. “How can I put this into a spread sheet?” I have heard this grizzle so many times.
Australian manufacturers should have a unique advantage in the local market because our engineers and technical people are right here and, if we let them, they can talk directly with customers to solve their problems and provide assistance. Also, I have found that in Australia, because our organisational structures are smaller, our engineers typically need to be more multi-skilled and they are better at troubleshooting than often more narrowly focussed experts from overseas.
I have found that Australian manufacturers historically have a better success rate on projects where the end user’s engineers have a strong influence on equipment selection. I also believe that when this occurs, the benefit of using local suppliers is normally demonstrated through better product support and consequently faster commissioning, better ongoing reliability and better product knowledge transfer.
The challenge for pump users is to find a way to ensure that the concept of TCOO is implemented in full.
The challenge for the suppliers is to ensure that we do indeed provide the best possible customer support.
Ron Astall President, Pump Industry Australia
1 PUMP INDUSTRY

Editor’s welcome
EThis magazine is published by Monkey Media in co-operation with the Pump Industry Association (PIA). The views contained herein are not necessarily the views of either the publisher or the PIA. Neither the publisher nor the PIA takes responsibility for any claims made by advertisers. All communication should be directed to the publisher.
The publisher welcomes contributions to the magazine. All contributions must comply with the publisher’s editorial policy which follows. By providing content to the publisher, you authorise the publisher to reproduce that content either in its original form, or edited, or combined with other content in any of its publications and in any format at the publishers discretion.

ABN: 36 426 734 954
GPO Box 93, Melbourne VIC 3001
P: (03) 9440 5721
F: (03) 8456 6720 monkeymedia.net.au info@monkeymedia.net.au pumpindustry.com.au magazine@pumpindustry.com.au
Design by Linda Tucker Happy Places Design www.happyplaces.com.au
ISSN: 2201-0270
vents and trade shows are a vital tool for keeping in touch in most industries. We launched this magazine last year to tie in with the PIA’s event in October, and as I write this I’ve just returned from a pump and compressors conference in Perth. Many pump companies I speak to are regularly travelling round to attend big events in mining, water, oil & gas and other disciplines. But something missing from the event calendar is a large scale pump event that attracts end-users of pumps and brings the industry together. And just as we hope we have filled a gap with this magazine, we now plan to fill the event gap as well. Which is why I’m delighted to announce that we have agreed with the PIA to bring you a major new conference and exhibition in 2014.
I’ve spoken to a lot of pump companies about what they want to achieve out of an event and unsurprisingly the one answer that keeps coming up again and again is being able to make contact with new people and getting the right people along. So from the outset our event is focussed on this, which means we are creating an event that goes beyond pumps to ensure we attract the right audience. By doing

2,601

this we will get the right people along and make it a worthwhile event for all pump companies.
At this point, we have at least four different conferences in development aimed at reaching end-users of pumps in diverse industries such as oil & gas, mining, water and wastewater and building services, as well as pump distributors and retailers. Rather than focussing just on pumps, we will be offering innovative new programs that appeal to these end users, covering issues such as reliability engineering, energy efficiency, asset management and more.
These conferences will all be brought together under the one umbrella of Flow Technology 2014: Pumps, Valves, Compressors and for two days in November 2014, the Melbourne Showgrounds will become a hub for all things pump and rotating equipment related.
At the moment our team is working hard on the early stages of marketing and market research to build our attendance. We would welcome your input on this, so please just contact me directly if you have any suggestions.
Another thing I will be keeping in mind
is events that work well, and one that consistently comes up as being a great event is WIOA. Every time I’ve been along both exhibitors and delegates are full of praise for the event, and to that end we will be back in Bendigo this September exhibiting - I hope to see you there!
Chris Bland Publisher and Editor


















2 PUMP INDUSTRY
Celebrating 50 years of Service To Australian Industry P O Box 1105, Clayton South, Vic 3169 www.acromet.com.au Email: chemex@acromet.com.au Ph: (03) 9544 7333 Fax: (03) 9543 6706 Home Page Liquid Chemical Transfer Dry Material Handling Bulk Bag Loading & Unloading Screw Feeders Pneumatic conveying Water Treatment Equipment: Chlorination Sulphur Ammonia Polymer Make-up Systems Engineered Solutions for ... Engineered Solutions for ... pumpindustry Food and beverage Wastewater pump stations Industrial fans AUGUST 2013 ISSUE Motors & drives Local manufacturing under the pump Number 1 Pump Sourc Mining Features
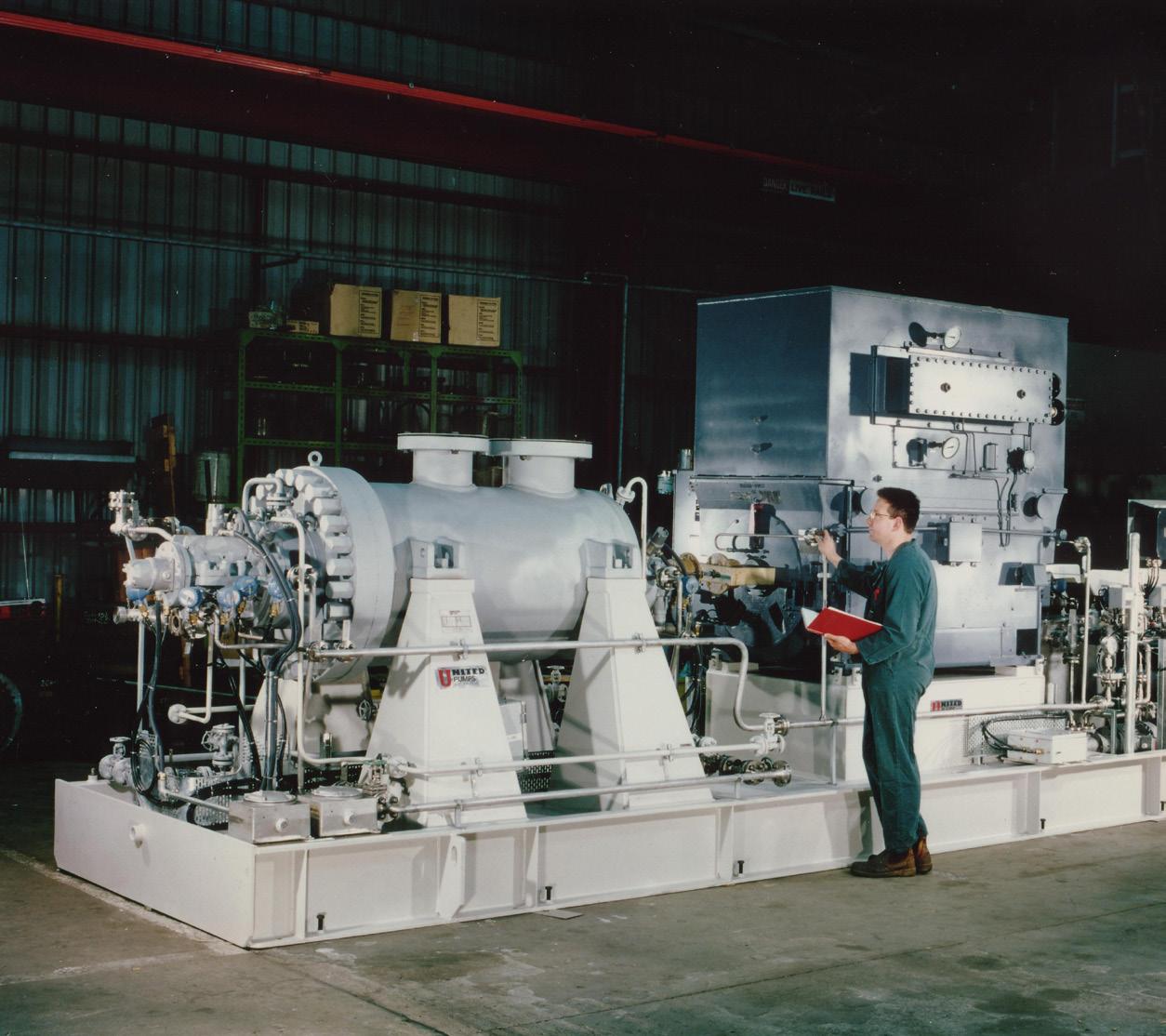
Cover shows Weir Minerals Australia’s manufacturing facility in Artarmon, NSW.
Published by Monkey Media Enterprises
This publication has been independently audited by the Circulations Audit Board. Audit Period: 01/10/2012 – 31/03/2013
pumpindustry
President’s welcome...................................1
Editor’s welcome.........................................2
News briefs..................................................6
Chelesea flower show winner......................8
Calendar of events....................................69

Vineyard saves with efficient irrigation
Located in NSW’s Griffith region, Farm 8a Benerembah is a 165 ha property, producing a wide range of grape varieties. Some of the vine row lengths are as long as 800 m, making good fuel consumption even more important.
Gold Coast desalination
The Mining Pump Market .............................................................18
Mine Groundwater Management by Dr John Waterhouse..........20
Using Slurry rheology to assist with tailings pumping design by Dr Paul Huggett.........................................................................24 Food and beverage
Water savings taste sweet ...........................................................28
Pump maintenance for monks.....................................................29
Solutions for the food industry......................................................32
The state of pump manufacturing
We interview some of Australia’s leading pump manufacturers about the industry today and tomorrow.
A focus on innovation....................................................................38

PIA News
The Gold Coast desalination plant is one of the largest of its kind on Australia’s eastern seaboard. The plant, which uses the reverse osmosis desalination process, has the capacity to provide drinking water to 650,000 people in South East Queensland.
seam gaas................................................................48
Big cooling tasks need great technology, at the highest efficiency possible. This is especially important for industries that generally require a lot of power to run their operations, such as mining, manufacturing and construction
Energy efficient motors ...................................................46
New 1000V motor and drive package ...........................47 Long term costs in the
Elements of design, engineering and quality are often compromised in order to achieve cost savings.
Revolutionary new technology.........................................40
Pump contingencies in action at Sydney Water ............42
Pump station power outage protection..........................44 Mining
PUMP PIONEERS
Ken Willcock
Ken Willcock served as President of the Australian Pump Manufacturers Association (APMA), the forerunner to PIA from 19801982. A visit to the Snowy Hydro Mountains Scheme spurred an interest in engineering in Ken, which led to a career in pumps.
New Technical handbooks now available...
PIA Member News
Pump hire and dewatering companies merge......16
Lowara’s energy efficient multi-state pump..........18
Product showcase
Xylem’s intelligent pumping control system...........70
Haskel customers are key........................................71
Content marketing and SEO....................................10
Membrane technology development and the influx of solution providers over the last 10 years has been the driving force lowering the cost making ultrafiltration a viable option for many applications in water treatment.
Understanding pump curves
Variable speed: the answer to all your prayers?
A glossary of pump terms, from L-Z
5 CONTENTS CONTENTS Wastewater 46
20
28
35
MAIN FEATURES Pump School 69
Industrial
50
fans
48 Coal
Booster
.............................49 PROJECTS 66
pumps increase production
TECHNICAL
27 51 37 22
60
56
Index 72
54
Gass Membrane
62
Coal Seam
life insurance
Motors and drives 46
FEATURES
69
balance
PSG buys Ebsray Pumps Pump Solutions Group (PSG) has completed the acquisition of Ebsray Pumps Pty. Limited, located in Brookvale, NSW.
Ebsray, a market leader of pumps for a wide range of industrial applications, will become part of PSG’s Blackmer operation.
Founded in the late 1930′s, Ebsray is a leader in the design and manufacture of regenerative turbine and positive displacement pump technologies, including sliding vane and gear used in for LPG, chemical, general industrial and military markets.
“This acquisition is consistent with our strategic vision to expand PSG’s presence in select vertical markets,” said Tom Madden, PSG Vice President and General Manager of Blackmer, the leading global brand of innovative and high-quality rotary vane and centrifugal pump, and reciprocating compressor technologies for the transfer of liquids and gasses. “Ebsray’s pump technologies complement Blackmer’s and PSG’s current portfolio of pumps, and extends our ability to provide customers with the best possible solutions to meet the widest range of applications.”
A part of Dover Corporation’s Engineered Systems segment PSG has facilities in the U.S., France, Germany, India, China, and Australia.
Pump Industry magazine gets audit tick
Pump Industry magazine has received its first circulation audit certificate and been accepted as a full member of the Circulations Audit Board.
The CAB says that “By committing to an audit, you are demonstrating your title’s undoubted integrity through your willingness to conform to industry agreed standards.” The audit covers the first two editions of the magazine, and every edition of Pump Industry will be audited by the CAB
The CAB is an independent body that has operated for 58 years, verifying circulation information of various media.
The CAB strongly recommends that companies only advertise with audited media to ensure that they do not fall victim to dishonest operators or scams.
Pump Industry publisher Chris Bland has long been a strong advocate of auditing circulation and has previously campaigned for magazines to be audited in his role as a board member of Publishers Australia, the industry body for magazine publishers.
The audit confirmed that the average distribution of the first two issues of Pump Industry magazine was 2,601. Since then, a large influx of new subscribers has continued to grow the circulation of the magazine and the new numbers will feature in future audits.
Looking for the latest news and contracts awarded?
You can get all the latest news daily online at the pump industry website. Sign up for the free newsletter so you don’t miss anything.
Get the latest contracts and tenders awarded at; pumpindustry.com.au/category/awarded/
See the latest open tenders at; pumpindustry.com.au/category/tenders/
Sign up for the free online news at; pumpindustry.com.au/subscribe/
Or just visit the home page and follow the menu options.
Got any news?
If you have any news, such as people movements, new staff, contracts awarded, projects completed etc, please submit to the editor at magazine@pumpindustry.com.au
Correction
In the May 2013 issue on page 28, the article ‘Oil mist lubrication’ by Don Ehlert and Marty Williams a change of 10o Celsius was incorrectly converted to 30o Fahrenheit. The correct figure should be 18o Fahrenheit

HYDROVAR,
the modern variable speed pump drive taking pumping to a new level of flexibility and efficiency.
• Motor or wall mountable
• Fully programmable on site
• Software specifically designed for pump operation, control and protection
• High level hardware design
• More flexibility and cost savings
• Energy savings up to 70%
• Simple mounting “clip and work”
• Multi-pump capability up to 8 pumps



Call us today for a Hydrovar technical brochure to see how we can deliver your pumping solutions.
New acquisition for NOV Mono National Oilwell Varco (NOV) has announced that it completed the acquisition of Robbins & Myers. “We are delighted to announce the merger between Robbins & Myers and NOV Mono, a leading manufacturer of progressing cavity pumps and associated equipment. The merger of these two companies will provide us with an incredible opportunity to expand the products and services offered to our customers,” said Pete Miller, Chairman and CEO of National Oilwell Varco.
As a result of the acquisition, many of the Robbins & Myers industrial products have been placed under the Houstonbased NOV Mono division of National Oilwell Varco. This has resulted in an enhanced NOV Mono business that is now positioned as a global leader in progressing cavity pump technology, one which offers a broad portfolio of products and services to help global process industries improve production, reliability and profitability.
The new NOV Mono is now the world’s largest designer and manufacturer of progressing cavity pumps. It also designs and manufactures a wide range of associated products including grinders, screens, mixers, parts and packaged solutions. These product solutions have numerous applications in water and wastewater, pulp and paper, specialty chemicals, pharmaceutical, food and beverage, mining and mineral processing, oil and gas, energy, solar and agriculture.
NOV Mono Senior Vice President Santosh Mathilakath, who leads the new company, said the combination of these strong businesses represents a new force in the industrial pump arena, building on each company’s rich history and unique market strengths to provide customers with unparalleled breadth and depth of solutions and services.
“The combination of these businesses creates a platform for significant growth,” said Mathilakath. “Our truly global footprint, combined engineering strength, larger market channels, enhanced manufacturing and broadened supply chain capabilities will enable NOV Mono to rapidly create enhanced value propositions for customers, realize manufacturing and supply chain efficiencies, shorten response time, and provide a superior customer experience.”
CAP Industries relocates CAP Industries is pleased to announce that it has relocated to larger premises in the Scoresby Industry Park.
The move represents a major step in the staged expansion of the company that will celebrate its 10 year anniversary later this year.
According to CAP Industries’ Managing Director, Bou Spithoven, the new premises will enable the company to significantly increase its production capacity while at the same catering for the growth of its test facilities. He explains, “Increasing the capacity of our testing facilities has been in the plan for some time, but we needed to ensure the
• 4” 0.5kw to 7.5kw
• 6” 7.5kw to 45kw
• 8” 30kw to 93kw
• 10” 75kw to 150kw
• 12” 93kw to 300kw
• 14” to 30 “ up to 2500kw
upgrade was undertaken in line with our environmental policy. The new premises enable us to do this.”
CAP Industries will install two large rainwater tanks to meet the demands of the new testing facilities which will also incorporate custom-design software and energy saving control initiatives. Mr Spithoven states that not only will the unit be able to test at higher pressures and higher flow rates; it will ultimately provide faster, more accurate results.
The new details are
Factory B6, Scoresby Industry Park Janine Street, Scoresby Vic 3179
Ph: 9763 8799
Engineered and proven
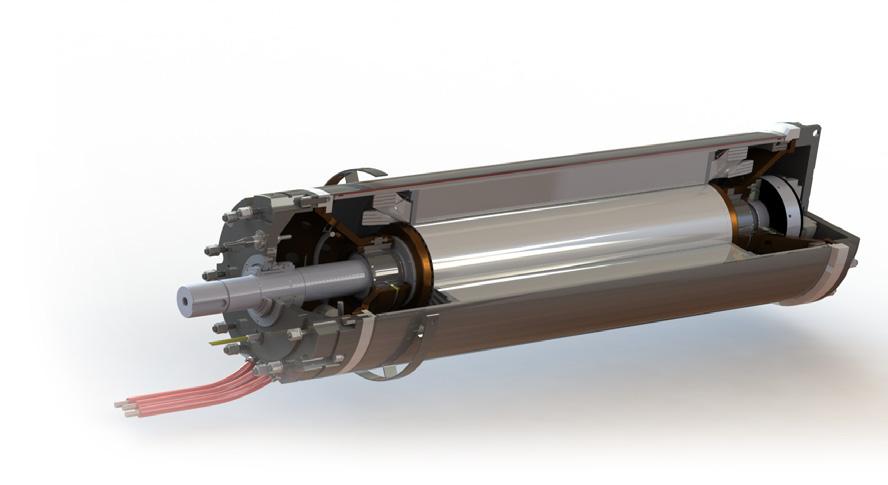
2 pole, 4 pole, 6 pole and 8 pole 415v, 1000v, 3300v, 6600v and 11000v.
All motors are wet stator re-windable.
Materials of construction include: Cast Iron, 304ss, 316ss, Duplex 2205, Super Duplex 2507, CuNi 90 10, NiAl Bronze, Zeron 100.
Sterling Pumps is an ISO9001 certified company.

NEWS 6 7 Manufactured in Melbourne service facility in Melbourne & Perth 14 Sharnet Circuit Pakenham Victoria 3810 Australia P +61 3 9729 5044 F +61 3 9729 3522 E info@sterlingpumps.com.au WWW.STERLINGPUMPS.COM.AU Sterling Submersible Motors.
in
conditions
the toughest
Melbourne: (03) 9793 9999 Sydney: (02) 9671 3666 Brisbane: (07) 3200 6488 Email: info@brownbros.com.au Web: www.brownbros.com.au
DELIVERING PUMPING SOLUTIONS 04/13
Pump Industry News Briefs Get all the latest news at www.pumpindustry.com.au
Local pumps make Chelsea flower show winner flow
The pump industry played a key role in the recent Australian victory at the Chelsea Flower Show in London. After nine years of presenting show gardens, the Aussies have made history around the world, being presented with a BEST IN SHOW medal at the awards ceremony held last week in London – a feat never before achieved by an Australian team.
Messner M-40,000,115V,50Hz pump. These pumps are heavy duty water gardening pumps utilizing a canned wetrotor design with 20mm ceramic static shaft and ceramic thrust washers. At 38,700 litres per hour these very efficient pumps consume only 650 watts each.
The special 115V pump version was built to allow operation of the water display for setting up and flow balancing during construction work. The 115V is an electrical safety requirement in the UK for all electrical equipment used on construction sites.
The ninth and final entry for Chelsea Flower Show stalwarts, Fleming’s Nurseries, the Trailfinders Australian Garden presented by Fleming’s was not only awarded with a prestigious Gold Medal but also with the ‘Best in Show’ honour which has eluded the team for so many years.
This year’s Trailfinders Australian Garden presented by Fleming’s is a sustainable habitat complete with monolithic stone gorge, running waterfalls, a studio
structure and billabong.
Ferntree Gully-based JDM Pumps built a special enclosed `Crate’ to house their pumps on site. This crate was lowered into the surrounding landscape to the rear of the build site to facilitate below water level suction for the recirculation of the pond (Billabong) water. According to JDM’s John Parker, the key was to provide a product which could be set up quickly.
JDM supplied 4 x Messner M-40,000,230V,50Hz. and one special
The design is maintained by an integrated water management system which is independent from mains water and reduces the impact on the storm water infrastructure by retaining and recycling storm water run-off.
A three metre-cubed home ‘studio’ structure, designed by Melbourne-based architecture firm, Studio 505, was a key feature in the garden’s design and had been crafted specifically for the Queen’s height.
The finished design took a total of 17
days and over 2,500 man-hours to build, transforming what once resembled a bare soccer pitch into a sustainable garden retreat.
Wes Fleming said a team of 18 volunteers, using 38 tonnes of tools, equipment, materials and plants sourced both locally and abroad had been the foundation of the team’s success.
“ We couldn’t have done it without the dedication and support of our 18 volunteer crewmen and our families, not just in 2013 but on every show garden we’ve ever presented since we first arrived at Chelsea back in 2004.
“ So we will share this medal with everyone who has enjoyed the Chelsea experience with us along the way,” he said.
This is Fleming’s Nurseries’ ninth medal
in as many years with the team previously winning four silver-gilt and four gold medals.
Fleming will hang up his boots at the close of this year’s event to focus on new projects back on home soil.
Designed by sustainable landscaper, Phillip Johnson of Phillip Johnson landscapes, the Best in Show medal at what is regarded as the ‘Olympics of the horticulture world’, represents something of a career zenith for the already highlyawarded landscape firm.
“ Being involved in Chelsea was a dream come true for myself and my team. Winning an award amongst contemporaries of this calibre is absolutely mind-blowing. We couldn’t be more proud of what we have achieved, it’s been an incredible experience,” exclaimed Johnson.





8 9 NEWS NEWS
4 / 1156 Burwood Highway Ferntree Gully, VIC, 3156 (03) 9752 2477 pumps@instantpumps.com.au www.instantpumps.com.au NSW: On Line Pumping - (02) 9905 3359 SA: R & D Pump Equipment & services - (08) 8371 0882 QLD: Pump Application Engineers - (07) 3201 2485 WA: Regent Pumps - (08) 9418 7521 NT: HD Pump Sales & Service - (08) 8947 1008 TAS: Webster Bearings & Engineering - (03) 6324 6555 Geelong: Parker Pumps - (03) 5229 7443 Good things come in small packages Messner water feature pumps Chemical transfer pumps Submersible Utility pumps We service & repair We hold stock of spare parts Importer & distributor Condensate removal - Partswasher Pumps Chemical Circulation & Transfer - Machine Tool Coolant Pond pumps - Ice-machine/Evaporative Cooler Small Sump Pumps - Level Control Switches Water Tank Pumps & Pressure Systems
Michael is keen to see the pumps that JDM Pumps have arranged to be delivered direct from Germany.
FEA
how to keep in touch online link on LinkedIN follow on twitter
11 INSERT HEADING HERE 10 INSERT HEADING HERE
1000 Volt Total Packaged Solution
New technical handbooks now available
Pump Industry Australia Inc. has released updated versions of its two handbooks which are specifically designed for the Australian Pump Industry, the Australian Pump Technical Handbook and the Australian Pipe Friction Handbook.
These publications assist those who work in and are associated with the pump industry such as manufacturers, distributors, educators, designers, operators and users. The handbooks are designed to be easy to follow with a minimum of technical expertise and are handy reference volumes for those working in or associated with the pumping industry.It is PIA’s constant aim to ensure that these publications comply with the very latest pumping practice and standards as a result we have just completed a major review and upgrade of both publications.
Pipe Friction Handbook
The fourth edition of the Pipe Friction Handbook is now available and has been thoroughly reviewed and updated to conform to the latest Australian Standards. The friction losses relative to each pipe type and its sizes are covered in the friction tables. It is designed to allow the reader to readily calculate the friction losses in a pump system using the most commonly used pipes and fittings.
The new edition maintains the same format as previous editions with the main changes involving the tables for Polyethylene and ABS pipes.
In the case of the polyethylene pipes the Australian Standard has been upgraded and expanded to cover up 2000mm N.B. pipes in some pressure ratings. Friction tables for all the additional pipes sizes have been calculated and included in the new edition.
Since the third edition the polyethylene pipe manufacturers have rationalized the materials in which this type of pipe is
made. Until 4 or 5 years ago all polyethylene pipe was available as standard in PE80 and PE100 material, it is now only available in PE100. For the handbook, this means that we can dispense with the SDR numbers on each table and replace them with the PN pressure rating for each class of pipe making this table much simpler to use.
For ABS pipes, the current Australian Standard requires this type of pipe to be made in four material grades and 26 sizes. The previous edition only covered one material grade and a limited number of sizes. Further investigation revealed that there was only one ABS pipe maker in Australia while there were several importers of pipe. The importers preferring British or European standard pipe neither of which has the same dimensions as the Australian Standard Pipe. On this basis it was decided to withdraw ABS pipe from the handbook.
In addition to the changes to the polyethylene and ABS pipe tables the remainder of the book was completely reviewed and updated to bring it into line with the latest friction calculation requirements.
Pump Technical Handbook
The fifth edition of the Pump Technical Handbook has undergone a major review and update including 4 new chapters.
The 4 new chapters are:
Application & Selection of Positive Displacement Pumps – This chapter comprehensively discusses the operation, selection and application of the major types of positive displacement pumps supported by diagrams, drawings and curves and will give the reader
a more detailed knowledge of these pumps.
Efficient Operation of Pump Systems
– In this chapter, the requirements that are needed to make a pumping system operate at its most efficient are discussed, The chapter is fully illustrated with charts and is designed to give specifying engineers, system designers and system owners an overview of an efficient pump system.
Sewage Pumps Stations - This chapter discusses the basic requirements both from the engineering and occupational health point of view of the different types of sewage pump stations allowing owners, operators and designers to understand the basics of sewage pump stations.
Pump Troubleshooting – Centrifugal, rotary and reciprocating pump troubleshooting is covered in this chapter using lists of faults cross referred to the possible causes of these faults. This will be useful to pump owners and operators in diagnosing why a pump is not working correctly from the symptoms it is displaying.
As well as the new chapters the remainder of the book has been reviewed and upgraded to ensure that the handbook meets today’s industry needs. All chapters have some changes which includes the modernisation of illustrations. However, a number of the chapters have had a more comprehensive upgrade as follows.
The chapter titled “Principles, Application & Selection of Positive Displacement Pumps” in the fourth edition has been





12
PIA NEWS Sales: 1300 888 853 MELBOURNE • SYDNEY • NEWCASTLE • ADELAIDE • BRISBANE • MACKAY CAIRNS • PERTH • DARWIN • DEVONPORT COME SEE US AT AIMEX Sydney 20-23 August 2013 Hall 4 Stand 6416
·
(Cable) ·
Stainless Steel (Glands) · Remote Telemetry Capabilities ·
Ambient to 50°C · Restrained Receptacle (Motor Option)
Extensive Range (5.5kW to 600kW) MOTORS CABLE VVVF DRIVE * RECENT INSTALLATION Continued on page 14
· IP66 Protection (Motor + Drive)
RE 110 Mine Spec
IP68
High
Dewatering, pump hire & solution contractors merge
Vortex Hire, Field Maintenance Service and Systems (FMSS) and Pump Affinity have merged to form Vortex Hire Pty Ltd. The NSW-based business offers a range of services including Dewatering, Pump Hire and Solution Contracting.
According to Gil Milton “Management and staff are excited about the strengthening of our vision to provide pump hire equipment & services maintained to the highest standard available when you want it, where you want it.”
The merger effective 1st July has given the two businesses the opportunity to combine and redefine their service offerings. Expansion into new larger premises is planned from July to accommodate the growing pump fleet and staffing requirements, the branch location will provide for faster service to existing customers.
Dewatering
Vortex Hire offer dry hire and install at day rates for a variety of dewatering systems including wellpoint (spearpoint) dewatering, horizontal dewatering, vertical wells and vacuum jumbo wells. They also offer silt settlement tanks
and pH dosing units for environmental controls.
Pump Hire
Dry Hire of 50mm, 75mm, 100mm, 150mm & 200mm centrifugal contractor pumps and high head mine dewatering pumps. Key accessories such as tanks, hose, and wellpoint dewatering accessories are also available.
Solution Contracting
Vortex Hire like to solve problems owners Gil Milton & Chris Buckley pride themselves on this service and it is a core value shared within the Vortex team their solution contracting strengths are in onsite field maintenance & refuelling services, bypass pumping, ground water & mine dewatering, pump project management, flow gauging & confined space entry.

New technical handbooks now available
Continued from page 12
split in two with this chapter changing to the “Characteristics of Positive Displacement Pumps” and the remainder becoming the new and far more comprehensive “Application & Selection of Positive Displacement Pumps”.
The slurry pump chapter has been added to with an introduction, more detail on slurry pump sealing and an expand section on positive displacement slurry pumps
The chapter on pump materials has had little work done to it since the first edition, as a result we have reformatted the chapter and bring it up to date with the very latest on pump material requirements.
The intake design chapter has also been upgrade to the latest intake design needs including the addition of a section on circular sumps for liquids with and without entrained solids, trench type intake design and suction manifold design.
Summary
These new editions complement each other to form the ideal tool for anyone working in or associated with the pump industry and provide an excellent learning tool for those embarking on a career in the pump industry.
The Australian Pump Technical and Pipe Friction Handbooks can be purchased from Pump Industry Australia Inc., via the PIA website at www.pumps.asn.au

dewatering,

www.vortexhire.com.au
info@vortexhire.com.au


PIA MEMBER NEWS
&
pump hire
solution contracting
www.vortexhire.com.au
Lowara launch new energy efficient multi-stage pump
In Europe, Xylem has launched the Lowara e-HM series; a new range of stainless steel, horizontal, multi-stage pumps, designed for commercial, industrial and residential applications which boast superior performance and efficiency characteristics which significantly lower lifecycle costs and increase energy savings.

The new e-HM pump is based on the same innovative hydraulic design as the popular vertical multistage e-SV series and boasts the ability to improve energy efficiency in applications by 1520%, significantly lowering lifecycle costs and increasing energy savings.
The modularity of Xylem’s new e-HM range of stainless steel Lowara pumps will be of huge benefit to the Industrial end-user as well as Original Equipment Manufacturers and Residential users due to the range of configurations available to customers. The many configurations available mean the pump can be adapted to meet an extensive range of applications such as chillers, heating, air conditioning units, washing and cleaning, water treatment, water supply, hot and cold liquid circulation, pressure boosting and aggressive liquids.
The e-HM pump is available in two distinct designs. The one-piece e-HM pump requires no welding and is ideal for low pressure and flow. The sleeve design version is ideal for high flow and pressure.
The e-HM pump also provides end users with an improved ‘total cost of ownership’ as it has an average operational time of at least 20,000 hours in normal conditions. The pump has a flow of up to 29 m3/h and can perform to a maximum pressure of 16 bars.
Olivier Lamarie, Global Product Manager Multistage of Xylem, said: “At Xylem we’re dedicated to developing superior products which deliver greater efficiency and increased energy savings. The unique hydraulic design and versatility of our e-HM pump means that it is perfectly positioned to meet requirements across a wide range of industries. It provides long-lasting solutions for industrial use for leading manufacturers and suppliers in all sectors, from food processing and farming to cleaning and water treatment. When combined with Xylem Hydrovar, the e-HM pump can offer further energy savings compared to previous models.
“The e-HM series is available in two robust and compact designs which gives the range a dual possibility and ensures the pump can be configured to meet any




customer requirement. All of our pump ranges are backed by an on time delivery service. The e-HM pump range is assembled on a global platform which ensures customers can receive the product in full and on time, whenever they need it.”
Olivier continues: “Xylem’s highly skilled engineers have designed the e-HM pump to offer low levels of Net Positive Suction Head (NPSH) and a minimised impeller axial thrust, resulting in a longer bearing life. . Due to the high grade stainless steel used, our new pump will have WRAS/ ACS/ AS4020/ NSF61 approvals and can be used to pump potable water while providing superior corrosion resistance.”
“It also meets a wide range of design, quality and motor efficiency standards, including: UL/CSA, KEMCO, Australian MEPS, and IMQ approvals and certifications.”
The e-HM pump can be tailored for numerous industrial applications. It is available in a range of material options such as SS AISI 304 and SS AISI 316 and electro-polished and passivated AISI 316 stainless steel. The e-HM pump can also be fitted with EPDM rubber, FPM rubber and Karlez® O-rings; as well as carbon, ceramic and silicon carbide mechanical seals.
The new Lowara e-HM pump is available with variable speed option allows the speed of the pump to be adjusted in relation to requirement, noticeably reducing energy consumption and/or to regulate their systems through an external signal.
The new e-HM range is due to be released in Australia and New Zealand in late 2013.
For more information please visit www. lowara.com.au/e-hm Or call Xylem Applied Water Systems on +61. 3. 9551.7333






















































Introducing the new line of Lowara e-HM industrial-strength pumps. More choice, more customization, more efficiency.
• Specifically designed for industrial applications
• Multiple configurations to meet your needs
• Compact yet powerful

• A giant step up in efficiency — up to 15% higher than other brands
• E xtended product life
Increase what’s possible. Select your horizontal multistage solution at lowara.com.au/e-hm today.





16
xyleminc.com | Lowara © 2013 Xylem Inc. Lowara is a trademark of Xylem Inc. or one of its subsidiaries. LET’S EXPAND THE POSSIBILITIES. PIA MEMBER NEWS
The mining pump market
Australia has one of the world’s largest mining industries and is among the top 5 producers of minerals globally. In terms of production volume and value, the main mined commodities are iron ore and black coal. Production of both commodities has increased significantly over the past decade; driven largely by the rapid growth in exports to Asia.
Coal and iron ore account for combined production in excess of 1 billion tonnes in 2012-13. Iron ore accounts for over half of commodity exports by value, followed by coal (38 percent).
There are 403 operating mines in Australia, mostly in Western Australia, New South Wales and Queensland.
New mining projects and expansion of existing projects have generated demand for new equipment and machinery. Since the global financial crisis in 2009, expenditure on mining equipment plant and machinery has grown at an annual rate of 7.9 percent.
Pumps for Mining
Pumps are capital items used in a productive or extractive process, or as part of the services infrastructure in a mining facility. Hence, expenditure on pumps is normally either part of a new Greenfield capital investment (for example a new mine), part of an expansion or upgrade of existing facility (commonly known as brownfield investment in the mining industry), or as a replacement for a pump in an existing application.
Hence, the Australian pump market in the mining sector is largely driven by the extent of capital expenditure, both in new facilities and expansion/upgrade of existing facilities. It is also driven by production levels (as this impacts the
rate at which existing pumps need to be replaced). For new capital expenditure, pumps are normally purchased and installed late in the project lifecycle.
Slurry pumps account for 40 percent of the total mining pump market, dewatering pumps account for 35 percent and other pumps (including clean water service pumps, wastewater pumps and chemical/ dosing pumps) account for the balance.
Competitive Advantage
The supply of pumps to the mining sector in Australia is very fragmented, with over 30 active suppliers, comprising both local manufacturers, local sales operations of multinational pump manufacturers, and

importers/distributors. Another segment within this competitive structure is that of pump hire, where common pump applications are for dewatering, slurry, and wastewater.
One of the key competitive tools for pump suppliers to the mining sector is incumbency, where an entrenched supplier with a large installed base, a proven track record and a strong working relationship with the customer can grow revenues not only from replacement demand but potentially from expansion or new projectrelated new pump sales. Other key differentiators are competitive pricing, product reliability, and availability of spares.
To achieve competitive advantage, some suppliers tend to focus on specific pump types or applications. Most suppliers and distributors offer services and look at services as a critical part of their ongoing revenue stream (in fact, replacement revenues often exceed revenues from new pump sales).
Outlook
The drop in the mineral resources prices has led to several delays or cancellations in new projects. In addition, the cost of mining has risen (compliance cost, decreasing ore grades and increasing input costs such as energy, labour and transaction costs). Productivity challenges and higher operational costs in Australia have seen it lose share in some commodity segments to Latin America and Africa. According to the Australian Bureau of Statistics (ABS), unadjusted Multifactor Productivity (MFP) in the mining sector between 2000-01 and 2009-10 declined by about one third. The strong Australian dollar has restrained profitability and mining shareholders have become more vocal about capital discipline and profitability.
This is likely to weaken new unit sales of mining pumps. However, replacement demand, initiatives to recycle or reuse water and the need for reliability or
Peak performa from the marke leader




the revolutionary hose pump
• Higher productivity, lower cost of ownership
• Scalability from 2 8 litre/hr to 1200 litre/hr flow
• Robust and compact direct-coupled design
productivity enhancements will continue to provide growth opportunities for mining pump suppliers.
Hamersley Agricultural Project (HAP)
Rio Tinto’s Hamersley Agricultural Project (HAP) is a recent example of recycle and reuse trends driving pump opportunities in the mining sector.
Surplus water from the Marandoo iron ore mine in the Pilbara, WA is being used to irrigate 850 hectares of pasture for cattle. This project, which will eventually produce around 30,000 tonnes of hay per year, uses 22 pumps, 35 kilometres of mild steel pipe and associated pumping infrastructure.
This article was authored by Ivan Fernandez, Industry Director, Australia & New Zealand, Industry Practice, Frost & Sullivan. For media enquiries or more information, please email djeremiah@ frost.com



MINING 18
MINING
50 years of innovation in pump technology w m p g . c o m . a u 0 2 8 7 8 7 1 4 0 0
Mine groundwater management: more than just dewatering
By John Waterhouse, Principal Hydrogeologist, Golder Associates
Managing water is crucial in avoiding costly problems in mine management. How can operators anticipate problems and achieve good groundwater management? Key issues in mine water management include depressurisation of slopes in some open pit mines, avoidance of inrushes, particularly in underground mines, and other environmental issues. Typical environmental issues requiring regulatory approval are those that may be associated with dewatering impacts and obtaining approvals for mine water discharge off a mine site.
Why dewater a mine?
Mines that are developed below the water table have a potential for groundwater inflows, with such inflows varying considerably. If the inflow rate is small due to low permeability materials forming the walls of the mine, pumping to dewater the mine may not be necessary or practicable.
In some situations, a simple sump to collect inflows to be pumped out might be all that is required. Such a sump would be required in any case to collect and remove stormwater.
Dewatering will be required if there are likely to be inflows of groundwater at rates that affect mining operations, particularly traffic movements and blasting.
Traffic movements and wet blasting
If the pit floor cannot be driven over by heavy machinery because of wet materials (e.g clays that soften when driven over repeatedly) production will be affected. Soft and wet materials at and below the water table can be difficult to manage, because they may have low permeability and not be amenable to simple dewatering by pumping. In these situations, the most appropriate approach is to drain the floor by pumping from deeper permeable zones or from deep sumps.
The best solution is to anticipate the problem by investigating ground conditions properly ahead of pit development. If necessary, start dewatering much earlier and perhaps reduce the vertical
rate of mining so that the groundwater conditions can accommodate ongoing traffic movements. With foresight and planning, the costs of loss of access to the pit and unnecessary sheeting of working areas with crushed rock can be avoided.
Similarly, if the water table has not been lowered ahead of production, blast holes may fill with groundwater, resulting in misfires or requiring a switch to wet blasting explosives, both at significant expense.
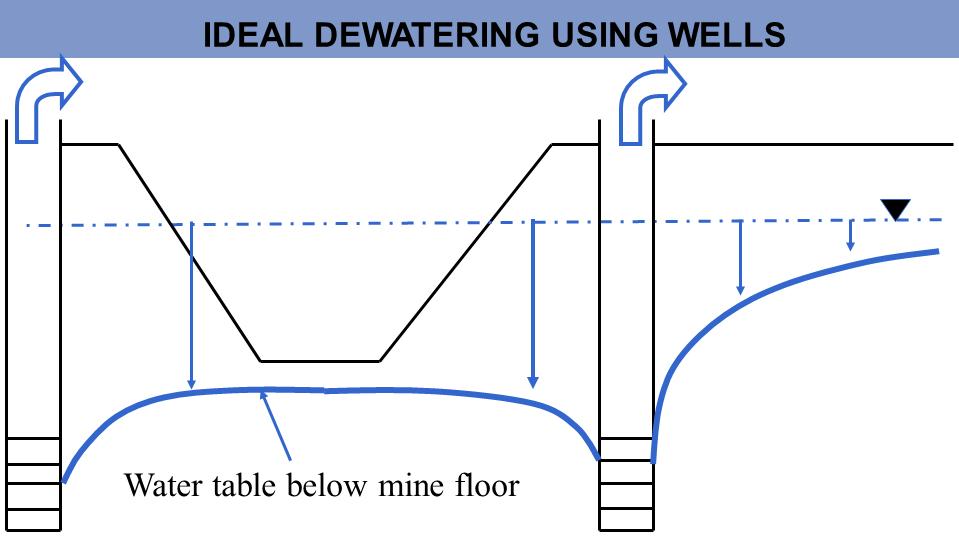
Poor trafficability and wet blasting can typically (but not always) be managed by prior dewatering to lower the water table below the pit floor in some way. Dewatering methods include deep sumps and dewatering wells. These require planning to integrate them cost-effectively with the

mine plan and production schedule and will take time to construct, so they should be addressed early to avoid interruptions to mine production.
Dewatering methods
The decision to design and operate a dewatering system should be the outcome of the design process, not an initial assumption. A well-managed investigation and design program will identify the most practical and cost-effective dewatering solution and optimise equipment selection and the construction schedule.
Dewatering can be achieved in several ways:
• Pumped wells or deep sumps inside the pit
• Pumped wells outside the pit
• Free flowing drillholes inside the pit, the inflow being collected and pumped from one or more sumps
• Drainage galleries with fans of drillholes
• Pumping from older, deeper mine workings.
All of these methods are designed to lower the water table so that mining operations can proceed in an essentially dry environment. Depending on the size of the mine and the groundwater conditions, one or more sumps will be necessary, often in parallel with pumped wells.
Issues associated with practical dewatering
Dewatering designs need to reflect what is realistic in the mine operations environment. For example, in-pit wells are almost always a challenge for mine workers.
Nonetheless, in situations where they are necessary, in-pit wells can be accommodated if pit floors are large enough and the rate of mining is such that pumps can operate for many months between interruptions.
Typically, in-pit wells are used in orebodies that are extremely permeable
relative to the host rocks and where the mine walls extend outside the deposit.
Sometimes, in-pit wells are used, despite the logistical difficulties, where key permeable structures can be identified inside the pit.
In-pit dewatering well construction in large pit – note space required and safety bunds
If the design process identifies the need for dewatering, designing the appropriate system is not necessarily difficult, but there are practical issues including:
• access to appropriate locations to install and operate the dewatering wells
• maintaining near continuous pumping at appropriate rates
• accommodating changes in mine plans
• designing appropriate pumping and piping systems for the likely range of pumping rates and to accommodate, at some sites, aggressive water chemistry, particularly if there are acid-generating conditions
• discharging surplus water, if there is any, to the natural environment outside the mining lease, including treatment of the water if necessary.
Depressurisation of pit walls
Pit slope design often depends upon groundwater pressures in the materials behind the wall. Groundwater pressures at any point are typically proportional to the depth of that point below the water table.
In practice, this means that for every 10m below the water table, the pressure increases by 98 kilopascals. The pressure is zero at the water table itself. For open-pit mines deeper than 100m, the groundwater pressures can be as high as megapascals, approaching or exceeding the strengths of some mined materials.
Groundwater pressure is the only property of a rock mass that can in practice be changed by engineered activities. It is possible to lower pressures with pumped, or usually, free-flowing drillholes, in some cases allowing steeper slopes without an increased risk of failure.
Some structures along which slope failures may occur have strengths that are sensitive to pressure.
These may be the focus for
dewatering activities.
Reducing pressure is extremely important to achieve slopes without unacceptable risk of slope failure in a cost-effective manner. The alternative of creating slopes that are unnecessarily flat for the required stability may run to hundreds of millions of dollars of additional mining costs over the life of a large mine.
For pits with high permeability materials in the walls, the dewatering of the mine floor may also drain and depressurise the walls. However, in many situations, wall rocks may not depressurise so easily. Examples include layered sedimentary rocks in coal mines and high permeability orebodies surrounded by lower permeability host rocks, such as many iron ore mines in Western Australia.

Line of free-flowing drainholes reducing groundwater pressures in a coal mine wall.
Dewatering well

Dewatering an open pit mine by draining old, deep underground workings with an in-pit well.
Groundwater discharge issues
Dewatering and depressurisation may produce a significant volume of water. In many Australian mines, the dewatering discharge can be used at the process plant and for dust suppression on haul roads. However, in some situations there is a surplus of water which may need to be discharged.
Regulatory authorities generally require the estimation of likely rates of discharge and the water quality as part of the approvals process. As government
MINING
21
Poor trafficability due to rapid mining to a water table in clay-rich materials
MINING
Water table

and community expectations increase, approvals for discharge to the environment are facing more scrutiny and may take more time.
Indeed, they may not necessarily be granted. For example, discharge to salt lakes, historically a common solution in Western Australia, is not automatically approved now. Large discharges of even good quality groundwater will not be acceptable in creeks and rivers that flow through arid zone national parks.
Therefore, in order to develop a groundwater management plan that meets both technical requirements and prevailing environmental standards, early investigation of groundwater quality and assessment of options for water treatment, discharge or recharge is highly recommended.
Conclusion
Dewatering helps mining operations and is a hydrogeological challenge, whereas depressurisation is also a geotechnical matter. It is fundamentally important to have a team approach so that mining engineers, mine geologists, geotechnical engineers and groundwater specialists work together to recognise and accommodate groundwater-related factors. In this way, the risk of slope failure and the associated risks to personnel and increased costs to owners can be minimised.
Water discharge from mine sites cannot be taken for granted and approvals are not automatic. Like all approval processes, time will be required and sufficient allowance needs to be made for field studies, analysis and reporting.
When problems develop, it is often
a consequence of inadequate early thinking. Solutions to dewatering and depressurisation problems after they have appeared are typically timeconsuming and costly.
Experience shows that operators should address groundwater-related aspects of mining early in the process. The engagement of a multi-disciplinary team early in a mine’s life-cycle will benefit the owner through well thought out and appropriate plans, thereby offering significant cost savings.
John Waterhouse is a Principal Hydrogeologist at Golder Associates in Perth. He has worked on mine dewatering and depressurisation projects across Australia and overseas for more than 30 years. He may be contacted on (08) 9213 7600 or via email at jwaterhouse@golder.com.au.
Using slurry rheology testing to assist with tailings pumping design
By Dr Paul Huggett
Current trends with tailings pumping often require transportation along relatively long distance pipelines. Combined with the presence of a high solids concentration, the slurry will have a high viscosity and will have a significant effect on the discharge head required for pumping. In order to more accurately determine the pipeline friction losses, it is essential to conduct slurry rheology tests on tailings samples. The rheology testing will provide information relating to the slurry viscosity at varying solids concentration, from which we can calculate the pipeline friction losses. Successful use of the right data will minimize errors in the design and selection of pipelines and pumping equipment. This brief article will provide a summary of the types of rheology testing that can be conducted, and how we use the data to determine the pipeline friction losses.
Basic Slurry Rheology

Fire pump and generator specialists since 2001
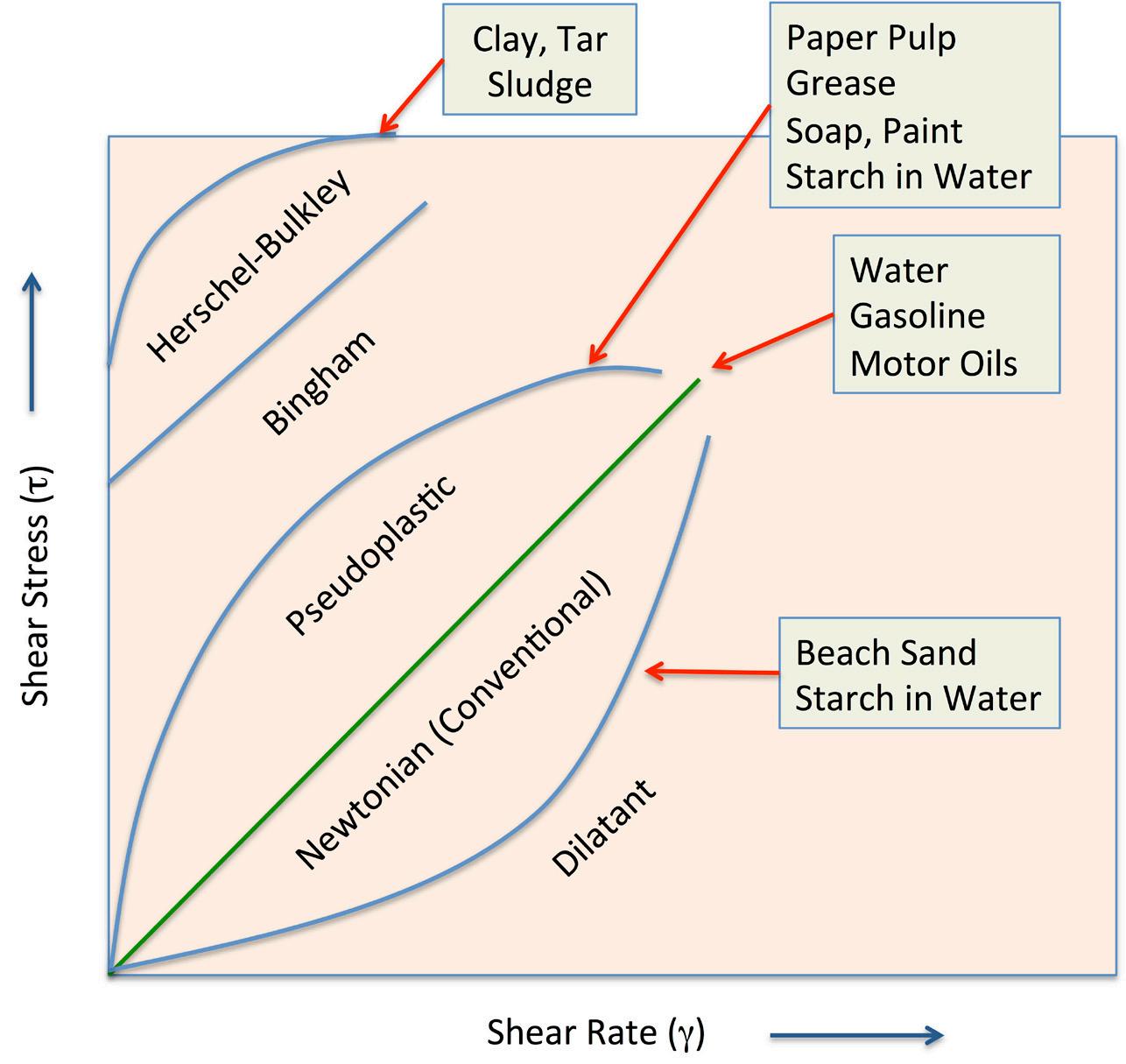
All fluids have a specific viscosity, and the value of the viscosity will change with variations in properties such as temperature, concentration and in the case of pumping the amount of shear applied to the fluid. Fluids can be classed as having a Newtonian viscosity relationship if the viscosity is constant for changes in shear rate, or a number of other non-Newtonian types of viscous fluids, as depicted in Fig 1.
Most slurries, which are typically mixtures of solid particles and water, will typically behave as Newtonian slurries when the solids concentration is below 40 to 45 weight%. As the solids concentration is thickened in modern mineral processing plants to minimize water discharge to tailings storage facilities, the slurries behave as other viscous mixtures, and either the Bingham or Hershel-Bulkley models are used to determine the pipeline friction losses.
23 MINING 22
Maintenance • Installations • Testing BSA Licenced and Trade Qualified Fitters Contact: Phillip Heldt • Mobile: 0407 965 904 • Phone: 07 3883 3833 • Email:
phillip@ndhs.com.au
Fig 1: Types of viscous slurries
stress curves will have been generated, as shown in Fig 4. The various curves can then be modeled using mathematical regression analysis to provide a generalized formula or numerical expression for the calculation of the yield stress and viscosity values for any given solids concentration.
For a slurry pipeline, the shear rate within the pipe for a given flow rate is calculated from the expression:
Shear Rate,γ=(8.vel)/d (Units of 1/s)
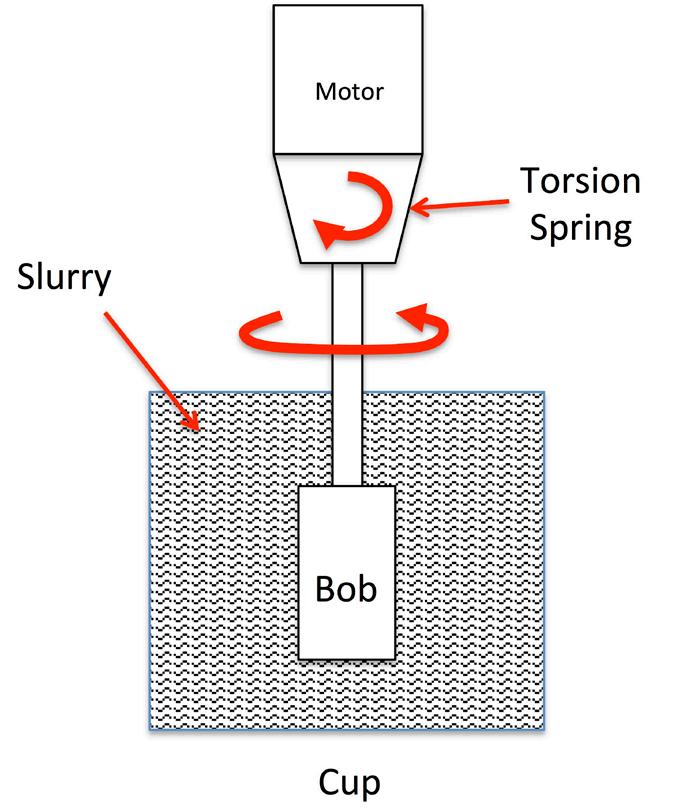
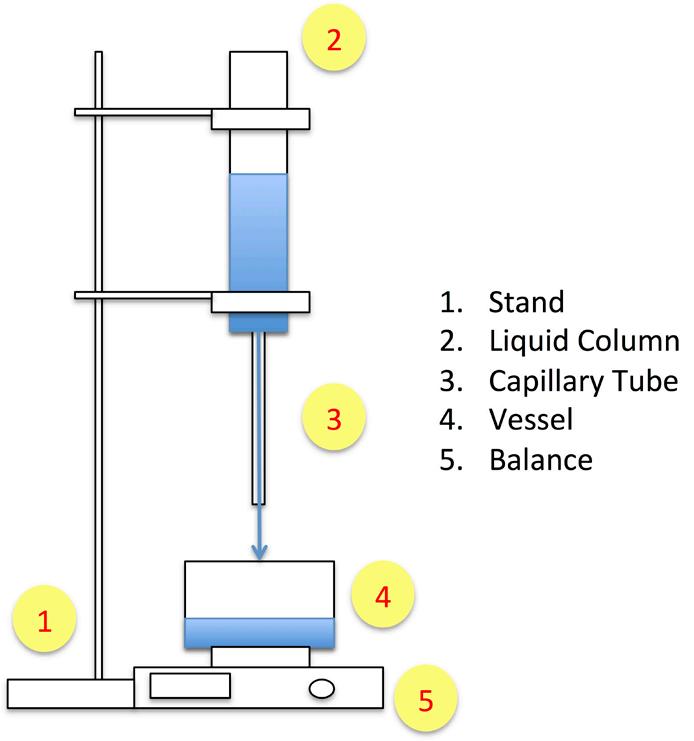
Slurry rheology is measured by using a few different test methods, including rotating viscometers (Fig 2), capillary tube viscometers (Fig 3), and slurry loops. All of these types of tests measure the slurry shear stress at varying shear rates, and the resulting data is then plotted on a graph to view the shape of the curve as shown in Fig 1.
Weir Minerals have published an excellent guide to understanding the relationships between slurry viscosity and friction losses in pipelines [Ref 1]. This guide gives examples of how to calculate slurry friction losses for different flow regimes, known as laminar or turbulent flow.
Laminar flow occurs at low shear rates, whilst turbulent flow occurs at high shear rates, and approximates more closely the friction loss model for Newtonian fluids.
Once the slurry rheology testing is complete, a series of shear rate/shear

Equ. 1
where:
vel = slurry velocity (m/s);
d = pipe inside diameter (m)
The shear stress is calculated for a given shear rate based on the mathematical model, in this case the Herschel-Bulkley model, which has the form:
Shear stress= τ0+K.γn (Units of Pa)
Equ. 2
where:
τ0=Yield stress(Pa);
γ=shear rate(1/s);
K and n are constants.
The apparent viscosity for a slurry at a given flow rate is then calculated from the ratio of shear stress divided by the shear rate, with units of Pa.s.







When the slurry flow is in the lamella zone, the shear stress can be used to calculate the pipe segment friction loss.
When the slurry flow is in the turbulent zone, the apparent viscosity is used to calculate a modified slurry Reynolds number, which in turn is then used to calculate the equivalent Darcy friction factor for the viscous slurry.
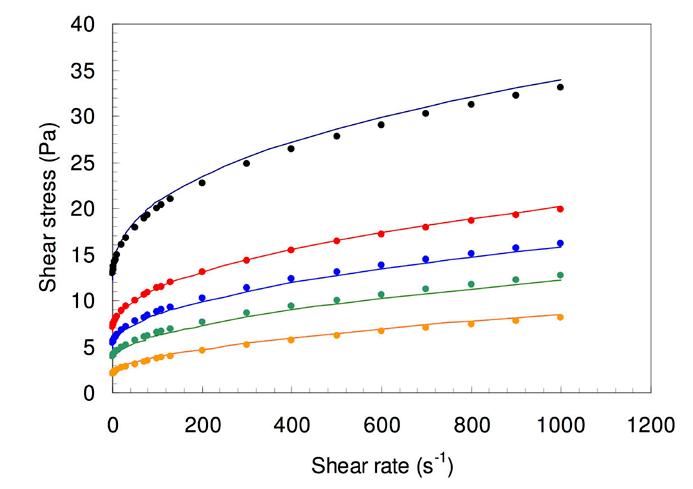
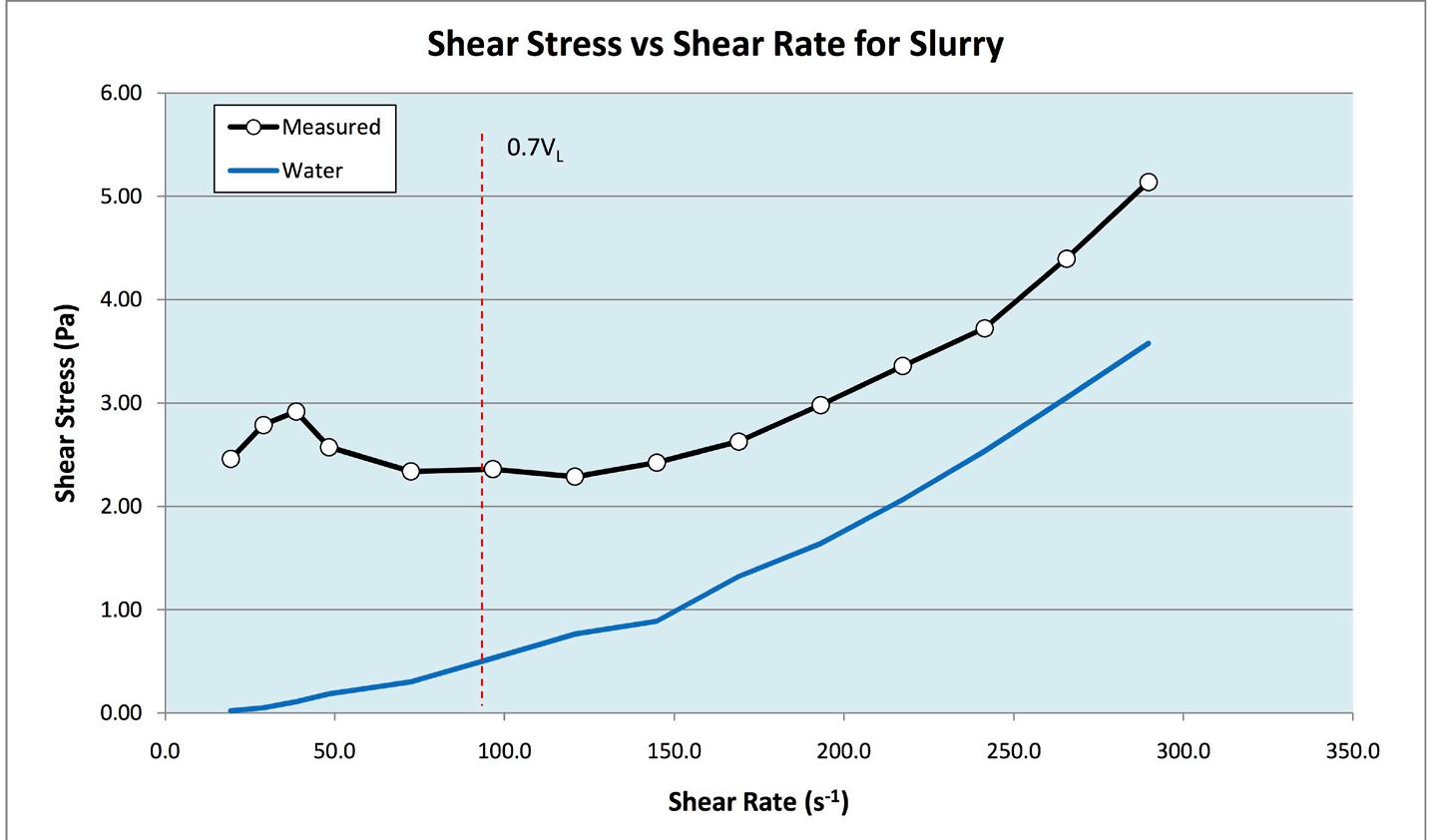
One of the advantages of using a slurry pipe loop to measure rheology is the measured pipe pressure loss values can be directly scaled to larger pipe systems, and the true change in shear stress as the flow increase through the pipe is shown. Using rotational viscometers, the shear stress relationship for pipes in the turbulent flow situation is not adequately expressed. An example of rheology test results from a slurry loop are shown in Fig 5.
Example Application of Slurry Rheology for a Tailings Pipeline
An iron ore processing plant located in the Pilbarra Region of Western Australia was undergoing a raise in the wall height for the storage facility to increase the long term capacity. A series of slurry rheology tests had been conducted and a relationship of slurry shear rate and shear stress values were determined.

Kennards
25 24
We are looking for new distributors for Hi Fab Seals and Prochem Pumps in all states. P: (07) 3245 6587 F: (07) 3245 6586 M: 0417 626 025 E: lance@rbsealing.com.au
Fig 2: Typical Rotating viscometer
Fig 3: Capillary Tube Viscometer
Fig 4: Series of shear rate vs shear stress curves for varying solids concentrations
MINING
Fig 6: Iron ore tails pipeline
The data was processed to produce a mathematical model relating slurry viscosity to the solids concentration.
The tails pipe line at the mine site discharged to a location approximately 7.5km from the mine processing plant. The tails pipeline consisted of a polyurethane lined steel pipe, of nominal 300mm diameter.
In the example of the iron ore mine in the Pilbarra, slurry flow at approximately 40 weight % solids follows a Newtonian slurry calculation, and when the slurry is thickened to the target concentration of 50 weight % solids, the slurry has a significantly higher viscosity.
A photo of the installed pipeline is shown in Fig 6.
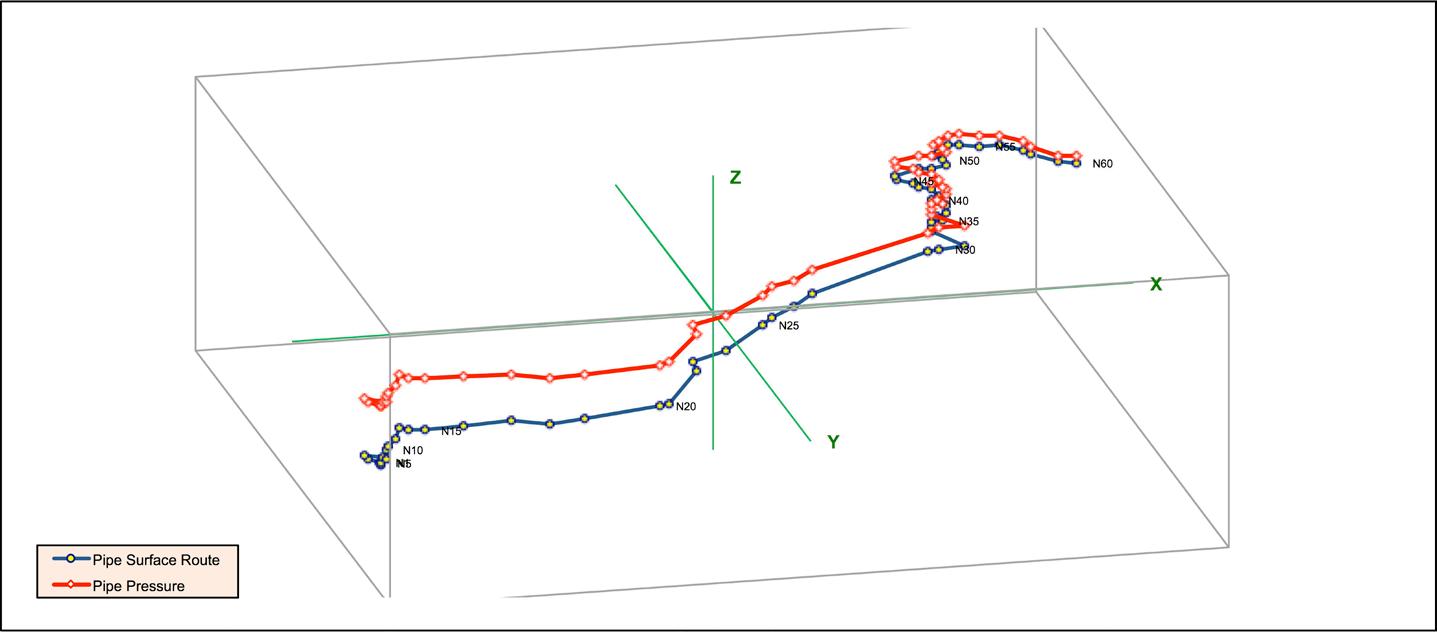
Slurry calculation based on the Herschel-Bulkley rheology model, and also standard Newtonian slurries were calculated for the various planned duties. The 3D pipe route and resulting pipe pressure profile is shown in Fig 7. The pipe pressure is required to be greater than the static head at any point along the pipeline.
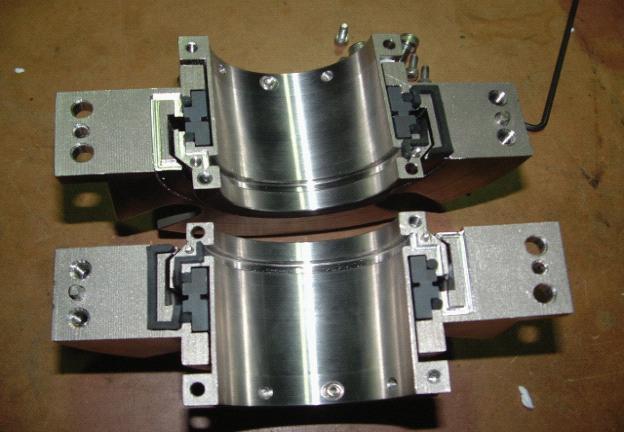
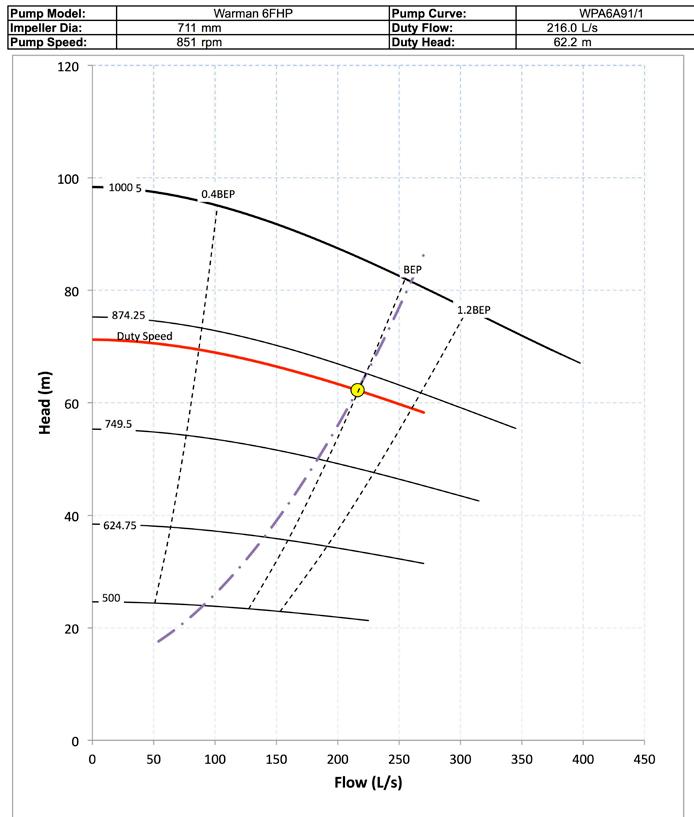
The change in slurry viscosity for the higher solids concentration results in the total pumping head of approximately 124 metres, requiring two stage pumping. In this application, Weir Warman 6FHP high


Summary
Mining tails pumping often involve viscous slurries that have varying properties depending on the solids concentration. It is essential when conducting long distance pumping studies the slurry rheological properties are measured to enable more accurate modeling of the pipeline friction losses. Ideally slurry pipe loops should be used to measure the slurry rheology. Rotational viscometers and capillary tube viscometers will provide similar data, however the slurry loop provides a better understanding of the turbulent flow areas for the slurry.
Care should be taken when calculating slurry pipeline friction losses for varying solids concentrations as the slurry
behavior can often change from viscous non-Newontian to more standard settling slurries at lower solids concentrations. It is important to understand that viscous slurries can also be settling in nature. Conventional theory tends to treat viscous slurries as non-settling, however even very viscous slurries may exhibit some degree of particle settling if the pipeline is allowed to operate at very low flow rates.
References:
1. “Pumping Non-Newtonian Slurries”, Weir Minerals Technical Bulletin No. 14, Ver 2, August 2009.

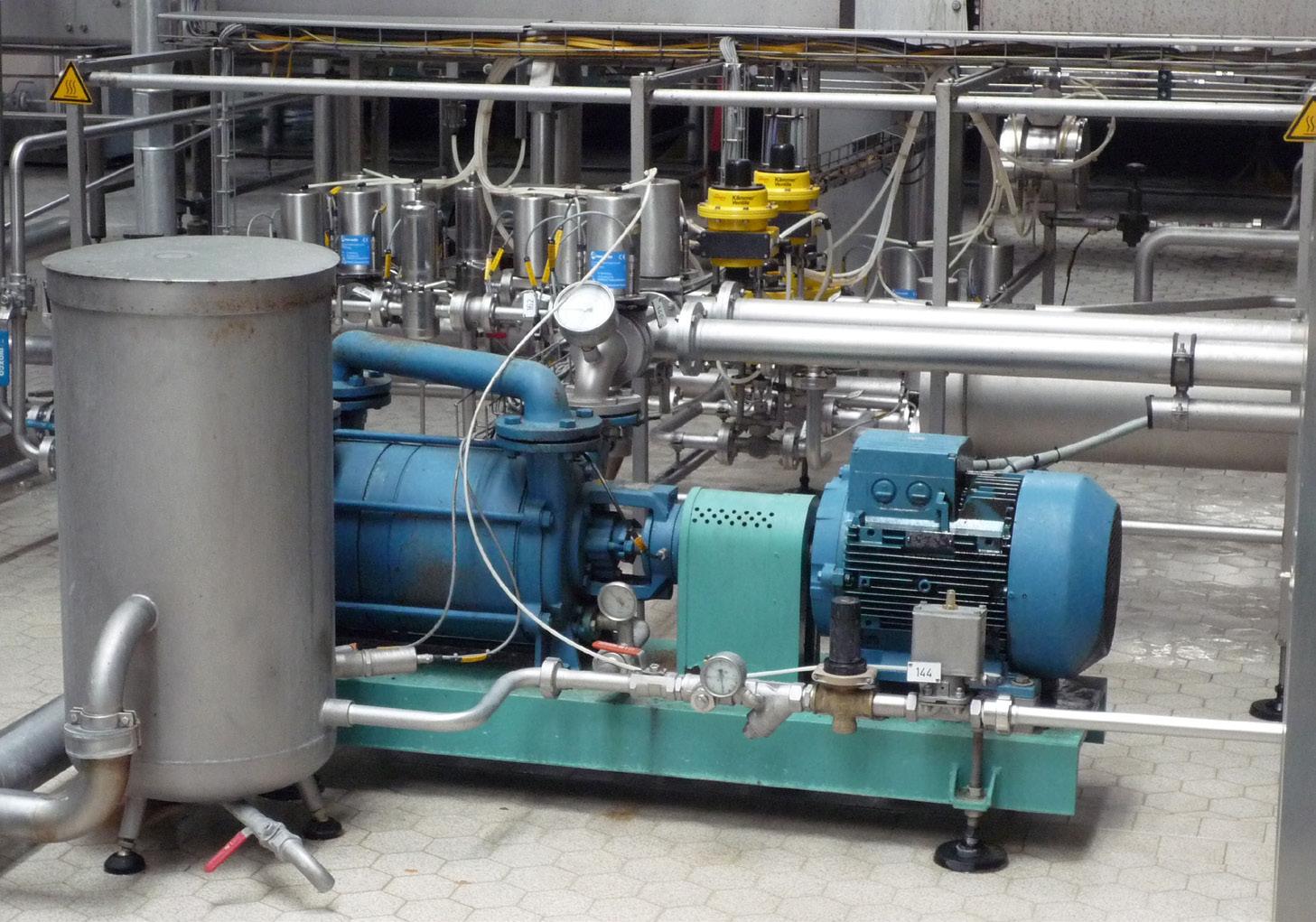
stage duty, each pump installed with a 280kW, 6 pole direct coupled electric motor. A second set of Krebbs Mill-max pumps were also installed for comparison trials and are shown in Fig 8. The pump duty point for the Weir Warman pump is shown in Fig 9.
As part of the design process for this tails pipeline and pumping study, the existing tails duty was used to model the system, and a close correlation was found between the calculated system head loss and the actual pump discharge pressures. Having a close correlation between the calculated and measured duty provided a higher level of confidence when the final pumping duties were selected.
About the author
Paul Huggett is the Principal Scientist/Engineer & Director at Materials Solutions Pty Ltd. Paul has over 25 years of experience and knowledge of engineering design and materials for manufacturing, mining and mineral processing industries. Areas of expertise include project management and design engineering of mining based projects, including mineral processing plants, surface and underground infrastructure, mineral processing systems and mine dewatering systems.
Paul has worked on a number of overseas projects, including Obuasi Gold Mine (Ghana), Syama Gold Mine (Mali), Gosowong Gold Mine (Indonesia), Mt Muro Gold Mine (Indonesia), and Pt Koba Tin (Indonesia) and is a specialist in slurry and water pumping, hydraulics, rheology testing and troubleshooting. A major portion of work is providing specialist design engineering for tailings pumping systems for mining operations.
Other areas of interest include the research and development of specialist wear materials, and Paul has an extensive knowledge of materials and materials related to manufacturing including metal alloys, ceramics, polymers and composites.
27 26 INSERT HEADING HERE
Fig 9: System resistance curve and pump duty point for iron ore tails
Fig 8: Two stage Krebbs Mill-Max tails pumping station used for iron ore tails duty
Fig 7: 3D representation of tails pipeline. (Pump station located at bottom left of route).
Fig 5: Example of slurry rheology test results from a pipe loop.
Water savings taste sweet
With iconic brands such as Vegemite, Philadelphia Cream Cheese, Cadbury Dairy Milk and The Natural Confectionary Company, Kraft Foods is one of Australia’s largest and most recognised food manufacturers. The company manufactures its products across six sites located throughout Victoria, South Australia and Tasmania. As part of the company’s commitment to reduce water and energy consumption, Kraft Foods embarked on a substantial water conservation project at the Scoresby site in Victoria, which manufactures The Natural Confectionary Company products, plus Pascall wine gum lollies and marshmallows.
Re-circulating water via upgraded heat exchangers and valves and through vacuum pumps and pump seals, the site reduced water consumption in one manufacturing area by 30%, whilst in an older section of the plant two refrigeration systems were combined to make one more efficient system. This resulted in the removal of an old, inefficient chiller and a more efficient multi-stack unit being installed. In addition, one cooling tower was removed, reducing water consumption of the refrigeration plants by 60%.
Thanks to the above initiatives, the Scoresby site has saved more than 10 megalitres of water in the 12 months to March 2012 – a 9.4% reduction in total water consumption.
Staff at the Scoresby site have been instrumental in identifying and implementing the above initiatives and continue to work closely with management to further reduce the site’s water and energy consumption.
Pump Industry magazine spoke to the engineers involved in the project, who identified reliability, energy efficiency and price as the key concerns that any

solution had to satisfy.
They used a Grundfos CR3-5 vertical multistage pump with a 0.37kw, 3/415/50Hz motor. The pumps was 250kpa and 20L/min.
In selecting the pumps, the engineers provided the vendors with the expected head pressure and required flow rate.
Price, commonality with other pumps on site and delivery time. were identified as the main factors in their decision, with price taking into account a long term view of energy efficiency and running costs.
The pumps are being monitored with a pressure sensor and the operator checks on pressure and temperature.
This project showed how much can be achieved with small changes and involved just two small water circuits. Each circuit consisted of a small tank, then a heat exchanger, then the water is used to make the seal in the vacuum pumps. The water is then returned to the tank to do another lap.
The water in the tank is dumped every 24 hours by the operator and refilled via a ball valve.
The project was done totally in house by the environmental engineer and a contracting plumber. Electrical field wiring was done by a contracting electrician the chilled water pipe was insulated by a contractor.
A minor amount of PLC programming as done by another contractor to insure the water circulator pump started and the chilled water valve opened prior to the vacuum pumps starting.
The project achieved recognition as a finalist in the savewater! awards. Alison Dilger, ANZ Environment Manager at Kraft Foods Australia Pty Ltd believes water efficiencies have been made possible by a dedicated team working across various projects at the Scoresby site.
“As a food company, we are especially dependent on the environment for the raw materials used to make our products so we continually look for ways to minimise our consumption of water and energy, so it is extremely rewarding to share our achievements and have them recognised as a savewater! awards finalist”, says Ms Dilger.
Pump maintenance for monks
When was the brewery set up?
I think it was set up in 1836 by the monks, though there were no real records kept from that time. In the Benedictine tradition, monks traditionally eat and drink the local food of the region wherever they live. The Trappist monks came originally from France where they drink wine, but here in Westmalle in Belgium the local drink is beer, so they started brewing beer. Their rule of ‘Ora et Labora’ (prayer and work) meant that they recognized the value of work in their lives. Originally they did not sell the beer, they just brewed it for their own use. But soon the people of the region wanted to buy it, and so a source of income was also developed and things started rolling. Approximately 80% is sold in Flanders and almost 20% in Holland. In many

other countries you can buy the beer, but only in very small amounts. The fact that a beer is brewed in an abbey and the tradition around that, makes it a desirable product.
What do you do in an average week?
That is unpredictable! We employ about 42-45 people and the maintenance crew is responsible for all installations in the brewery. Part of the work is planned, but we also do some engineering e.g., preparing for new installations, looking for a new brew house or maybe a new fermentation cellar. Otherwise, when something breaks down my six colleagues and I repair it, and we try to prevent unwanted stops. I spend a lot of time behind my desk too, doing computer work.
Is the brewing is done in batches?
The brewing itself is a boiling system so it does not need to be cleaned every time between batches. We normally make three brews a day, starting at five o’clock in the morning and we finish at 19.30 or 20.30 in the evening. After the third brew there is usually a cleaning programme for one of the sections: so one day we clean the boiling kettles another day we clean the cooling system or the maize filter. We have a programme to clean everything within a week but this applies only to the hot system, where the danger of infection is low because of the high temperatures involved in the process there. The pumps in our boiling system are boiler circulating pumps made by the Belgian company Deplechin.

Westmalle Abbey belongs to the Cistercian Order, commonly referred to as ‘the Trappists’, after the Normandy abbey of La Trappe. A monk’s life is primarily a life of prayer, but it is also a life in community and a life of work. The main source of income for Westmalle is brewing beer. Though they still help in the process, the monks leave the main work to professionals. Pump Engineer went along to have a look at the pumps they are using and talk to Rudi Wuyts, Head of Maintenance.
28
FOOD& BEVERAGE 29
FOOD & BEVERAGE
FOOD & BEVERAGE
How many pumps in the brewery overall?
I never counted them exactly but I would estimate about 50 to 60 pumps. The basic design for about 80% of the pumps is centrifugal, though we have all kinds of other pumps such as positive displacement pumps, rotary lobe monopumps called worm pumps, small dosing membrane pumps, vacuum pumps etc. We have three vacuum pumps in the brewery; one for the de-gassing of the yeast. We harvest the yeast from the fermentation cellar in manual tanks but there is a lot of CO2 in the yeast, so it needs de-gassing before it is pumped into a vessel. We also use vacuum pumps for the bottling installation. Every bottle is vacuumed twice and filled with CO2 before bottling to prevent air getting into the beer, otherwise it oxidizes very quickly and then it becomes less tasty. We also have an unusual ship-propeller type pump used in the bottle-cleaning machine for label extraction. The impeller in the pump is as big as the propeller of a ship and intended to create a very strong fluid flow to get the labels off the bottles for re-use. We handle 45,000 bottles an hour. This is not the biggest pump we have, as the motor is something like 3 KW. The pump itself is big but it is not a large motor. Our biggest pump is a backwash pump to clean a filter, with a capacity of 200 cubic meters per hour, used to clean some membranes in a filter machine. The smallest pump we have is a tiny hose pump for use in the laboratory. The hygienic design on all pumps is very important especially for everything in the cold process.
After the brew house, the next stage is
a cold process to eliminate germs and infections. In this cold stage, the pump is cleaned after each batch, so the sanitary design is very important with these pumps. The most dangerous part of the process is the cooling down after the brew house boiling to 20C until the end of the fermentation process. Everything has to be very clean. All pumps are cleaned in place (CIP), we don’t use steam in place (SIP) anymore, with the exception of the propagation unit for a new yeast culture every year. That is steamed in place as it has to be very sterile, to prevent the mixture of old and new yeast.
Do you have any planned downtimes?
Not in the brew house, as the demand for our beer is too high. This means that we have to brew all year round. So everything that has to be repaired is done in the weekends, but in the bottling plant we have a total stop every year for a week.
How much pump maintenance to keep the place going?
This depends on the pump. Some are not repaired for ten years. We have some wells 70 meters deep and use SP pumps for pumping the water out of the soil.
We put the first Grundfos pump in 1993 and they were only replaced in 2008, so that is 15 years of use without problems. We only took them out because we needed bigger pumps, not because they had failed in any way.
So we bought newer bigger Grundfos pumps. New pumps are foreseen with monitoring equipment but back then there was no such thing yet, yet those
pumps did the job all the same. Predictive monitoring is used on very important machines like a separator that turns 4000 rotations per minute for the centrifugal effect in handling beer. These pumps are monitored with vibration sensors, but not the normal daily use pumps.
For the most critical pumps we have one back-up pump. Mostly we do our own maintenance, but when we have to stop the bottling plant for a week, we may have too many repairs to do and we may contract others in to help, usually from the suppliers of the machines, so we may have the original equipment supplier OEM people coming to help as they have the best knowledge of their own equipment. Grundfos mostly covers cold and hot water. For the beer and the cold stage processing, it is mostly Alfa Laval. For the hot stage we have Deplechin, KSB pumps are used for the cleaning systems of bottle cleaners and wastewater, with Flygt underwater pumps for wastewater. As for vacuum pumps we use Sterling pumps. Every pump has a lifetime, so you have to decide at a certain moment whether we are going to revamp the pump or are we going to buy a new one. When old parts are still available and the pump is reliable and would work for another 10 years if serviced, we will choose that option. From time to time the manufacturer will say that a pump is not supported anymore, that they have a new type of pump, then I will decide whether it is wise to keep the old pump in operation. I look at the yearly costs of maintaining that pump as against the cost of a new pump, where you probably have no maintenance for five or six years. We have a Real Software maintenance package for tracing costs called Rimsis, but we don’t use that very often as most pumps are part of a machine or process, so after many years you either buy a new machine or install a new process, you don’t change parts of the process or machines. A bottling plant is there for twenty years and after that you replace it with a new one. We are now looking to build a new brew house and a new fermentations cellar in the next five or ten years due to the need for renewal. We can make approximately 125,000 hectoliters a year. We can do that now, but it means using the full 100% capacity of the brewery with no time for maintenance. A little spare capacity would be very welcome. So we are looking to plan a new brew house and yeast cellar to make it possible to have more downtime for maintenance.
What are the most important pump lessons learned over the years for you personally?
A pump has to be well calculated and well designed for the future you want for it. When you put the wrong pump in the wrong place, it is always a problem. You have to carefully look to buy the right type and capacity of the pump. Getting a pump that is too big is as bad as getting one that is too small, so we always work in dialogue with the supplier.
I am not a pump specialist, I do not calculate pumps myself, and so I always rely on the expertise of the supplier. I just give the pressure, temperature and volume figures to him and ask him to select the right pump for that function. I would like to see us triple the capacity and produce the same volume, so that we have plenty of time for maintenance work.
You need more time to keep everything up to the state of the art. It is the same for non-abbey breweries, there is too much production and too little time to attend to the machinery involved.
What is like working for monks?
I cannot say really as I have been working here for thirty years and this was my first job!
This article first appeared in Pump Engineer and is used with permission. Visit www.pumpengineer.net for more.


About Westmalle Abbey The first monks came from the Normandy monastery of La Trappe. During the French Revolution they fled the anticlerical climate and after many wanderings, a group of monks arrived in Antwerp, where they intended to leave for America. However, the then Bishop of Antwerp asked them to stay in his diocese, granting them a small farm called “Never Rest”. In 1836 the monastery became an abbey.





30
31 When pump knowledge matters... Local call Australia-wide 1300 789 466 - kelair@kelairpumps.com.au - www.kelairpumps.com.au COMING SOON… A 150 MM PUMP WITH THE LARGEST FLOWRATE AVAILABLE • Available in 15 different sizes that provide flow rates of 0 to 144,000 L/h • Hoses are constructed of natural rubber, NBR, EPDM, Hypalon, FKM • Ability to pass solids in the material being pumped, 20% of hose ID • Dry-run capability allows tank and line stripping. • Seal-less design eliminates leaks, contamination and wear problems associated with difficult to seal products. • Self-priming • Reversible operation allows pumping in both directions. • Durable construction of ductile iron and steel construction allow higher discharge pressures up to 15 bar.
ALBIN HOSE PUMP
Solutions for the food industry
As food and meat industries seek to increase production efficiency, improved methods for moving solids-laden wastewater and slurries have been needed. Historically, this has been accomplished through the use the “non-clog” pump, where a recessed or open impeller passes large solids through the pump. However, experience has proven that the name “non-clog” does not mean the pump won’t clog. In many cases, especially where the solids size may be larger than the passages through a non-clog pump, or where long stringy materials are present, a more aggressive approach, such as a chopper pump, is needed.
Developed and manufactured by Vaughan Company, Inc. (USA), the Vaughan Chopper Pump is the world’s leading chopper pump for handling debris-laden wastewater. Using a patented chopping action, the Vaughan chopper pumps chops material into smaller, more manageable pieces as it enters the suction. Depending on the number of impeller vanes, shaft rotational speed, and discharge flow, large solids are chopped into varying sizes from 3 to 50 millimeters before passing through the pump. Vaughan chopper pumps should not be confused with other types and brands of non-clog, chopper, grinder, macerator or cutter pumps on the market, which are generally not designed to cope with severe solids loadings.
Following are some of the key benefits of using a Vaughan chopper pump:
• Positive chopping allows large, troublesome material to pass through the pump, eliminating downstream plugging of valves, heat exchangers, nozzles or other pumps.
• A single Vaughan chopper pump can replace two pieces of equipment; i.e. a comminutor (or pre-grinder) and a “non-clog” pump, resulting in much

lower maintenance costs.
• Vaughan chopper pumps can handle solids that no other pump can handle. Chopping material at the pump produces a more homogeneous slurry and reduces pipeline friction.
• The heavy-duty sealing and bearing system incorporated in each Vaughan pump reduces down time by withstanding the heavy workload and associated forces of chopping and pumping solids reliably.
• All main wearing parts are heat treated to a minimum of Rockwell 60C hardness for impact and abrasion resistance to provide extended service life in most applications.
• Over 50 years of solids pumping experience and unmatched product reliability has allowed Vaughan Co. to guarantee the non-clog performance of every chopper pump sold.
Typical applications where Vaughan chopper pumps have shown excellent results include:

Seafood Industry
Chopping and pumping of fish wastes, entrails, scales, heads, tails and carcasses, mussels and crab shells. A Vaughan chopper pump can chop and pump large solids such as entire fish carcasses, which typically cause binding or damage to generic pumps.
Meat Processing
Chopping and pumping abattoir waste and plant effluent containing paunch material, fleshings and hide, wool, blood, bone, ears and face pieces, offal and casing threads, fat and other waste materials from the processing floor.
Poultry Industry
Vaughan chopper pumps are ideal for minimising and eliminating maintenance time on processing systems that get clogged with chicken and turkey feathers, blood, carcasses, gut, legs, feet and other waste by-products.
Fruit and Vegetable Processing
Chopping and pumping of process effluent containing carrots, potatoes, lettuces, tomatoes, apples, corncobs and husks, pumpkin shells and beans etc.
Vaughan chopper pumps are available for flow rates up to around 880 L/s and heads up to 70 metres, and can be supplied in a range of configurations to suit almost any process or installation including vertical wet well, horizontal end suction, vertical dry pedestal, submersible and self-priming.
For further information on Vaughan Chopper Pumps, please contact the Vaughan Authorised Distributor for Australia and New Zealand – Pump Systems Ltd on 1800 121 452, or visit www.chopperpumps.com.au.

Pump clogging problems?

Is your ‘solids handling’ pump struggling to cope with debris in your waste stream? VAUGHAN® Chopper Pumps are designed and built to eliminate clogging problems by chopping and conditioning all suspended solids as they enter the pump. Sludge and sewage containing rag, grit, plastics and fibrous material, as well as difficult industrial and food process wastes can be pumped with ease. Stop wasting valuable time and money unblocking your standard ‘non-clog’ pump and invest in the world’s first and leading chopper pump. For more information, visit www.chopperpumps.com.au

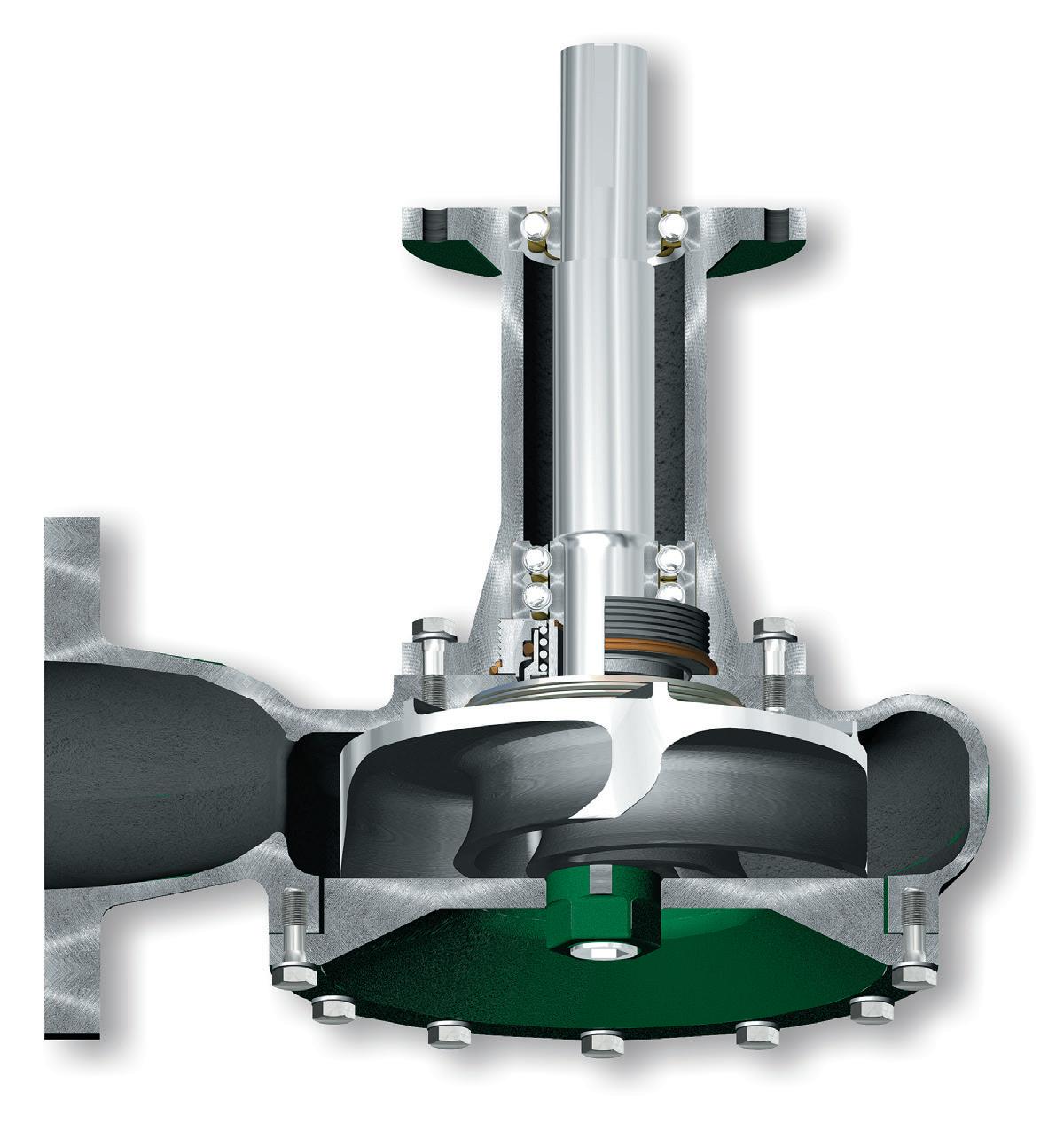
✓ Multiple configurations available
✓ Flows up to 880 L/s and heads up to 70 m
✓ Heat treated/hardened components
✓ Externally adjustable clearances
✓ NON-CLOG GUARANTEE ON ALL PUMPS
32
FOOD & BEVERAGE
The
Advantage
Horizontal pump suction Corn wastes
VAUGHAN®
For guaranteed clog-free performance, invest in a VAUGHAN® Chopper Pump!
Pump Systems Ltd - VAUGHAN® Authorised Factory Representative Australia & New Zealand Free Phone: 1800 121 452 | sales@chopperpumps.com.au | www.chopperpumps.com.au Over 50 years of solids handling experience and more than 25,000 units in service worldwide.
Long term costs in the balance
During difficult financial times the pressure is always on reducing cost wherever possible. Elements of design, engineering and quality are often compromised in order to achieve cost savings. Whilst it is always important to be prudent and invest wisely, it is crucial that equipment and machine reliability are not overlooked as the short term cost savings will quickly be outweighed by the longer term cost of having equipment that does not perform and is in need of constant maintenance.
Imbalance of rotating components is one of the most common sources of machine faults in rotating assemblies, pumps and fans, and is a major cause of complete equipment failure. Equipment failures can have dramatic impact on a plant’s production and manufacturing commitments. This can be critical especially as up to half of electric motor breakdowns are caused by damaged bearings, due mostly to the vibration occurred by the rotors imbalance.
The upfront capital expense of an engineering project can be the principal driver with ongoing operational concerns coming a distant second. A recent example of this was a series of pumps supplied to a major infrastructure project in Victoria. The pumps were sourced from Europe and were not compliant with the specification in terms of the surface coating. The impellers showed early signs of deterioration even before the units were installed. The pumps had to be stripped down and refurbished and the impellers had to be re-balanced.
Industrial balancing and vibration
analysis on rotating machinery enables the early detection of faults before breakdown, and assists commercial and industrial facilities reduce their maintenance costs and unscheduled downtime.
Industrial balancing is often only a small part of any overall equipment or machine assembly procedure.
Another recent example was a two piece fan impeller which frequently needed rebalancing, it was only when we discovered that to fit the impeller to the fan the impeller had to be removed from the central hub (which had no specific locating devices such as a machined step and locating dowels) which of course renders the balance process useless. A subsequent design revision and updates to the fitting procedure resulted in ongoing reliability and a happy customer. It is critical not to consider various stages of equipment or machine assembly in isolation. It is very important that one person has a complete understanding of all aspects of the design and assembly.
Whether industrial balancing a pump impeller, fan or drive shaft; small or large,

The state of pump manufacturing
the process should be completed to a recognised international standard. This ensures balance quality and data consistency to ensure the item is correctly balanced within specified tolerances. The International Standards Organization (ISO) publishes several standards which are the global benchmark for industrial balancing. The main one of these standards is ISO 1940-1:2003 Mechanical vibration -- Balance quality requirements for rotors in a constant (rigid) state.
Balancing can improve your pump and equipment reliability, and lengthen service life. Simply put products with unbalanced parts often have a shorter service life.
Precision Balancing has been offering in house and on site dynamic balancing and vibration analysis services since 1989 and have the equipment, skills and experience to satisfy your industrial balancing requirements. Precision Balancing strictly adhere to the requirements of the relevant ISO standard, and all jobs are tracked through our system and are issued with a certificate of compliance.
Imbalance
The decline in manufacturing in Australia has been the most fundamental change affecting the pump industry in the past generation, and one of the most fundamental changes across the entire economy. Recent news of plant closures for Ford and Glaxo Smith Kline, among others, further confirms the difficulties faced by this sector. The pump industry has been transformed by these changes, and in the place of manufacturers many representative and service companies have emerged. However, there are still some companies who maintain a strong manufacturing base in Australia and we take this opportunity to speak with them.
Those continuing to manufacture locally range from large-scale operations as seen at companies like Weir Minerals and Mono NOV, to smaller specialised manufacturers such as United and Sterling making customised solutions. All these companies see their local capacity as a distinct advantage. Rather than trying to compete on price, Australian manufacturers are focussed, on quality, reliability, expertise and aftersales service.
According to Anton Merry of Sterling Pumps, “because of the specialised nature of our product there are not many manufacturers globally. Our customers want to work directly with
the manufacturer to develop the correct specification and supply for their project”
Ron Astall of United Pumps highlighted being able to respond rapidly to customers requirements and having the flexibility to design and manufacture special items to order rather than relying on the output of an overseas factory. He noted that customers “really appreciate being able to obtain local support and talk directly to the manufacturer’s team”
This was echoed by Michael Bate of Batescrew, saying “They can pick up the phone and speak with the designer, manufacturer and repairer. Being close means we’re handy for extras and changes to supply contract, as
well as being able to repair what we manufacture.”
Maurice Calderon of NOV Mono agreed that aftermarket support - “to know that they are dealing with the manufacturer, who can turn over product quickly enough when it needs repair or needs to be sourced” - was key and that customers prepared to pay a premium for that level of service.
According to Julie Truss - Product Manager, Slurry Pumps at Weir Minerals “Manufacturing Warman pumps in Australia allows us to receive quicker feedback from customers to our Australian based engineering and design teams to make any alterations or improvements
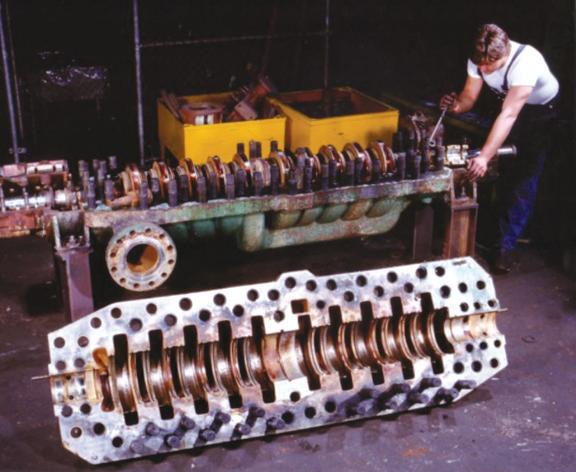
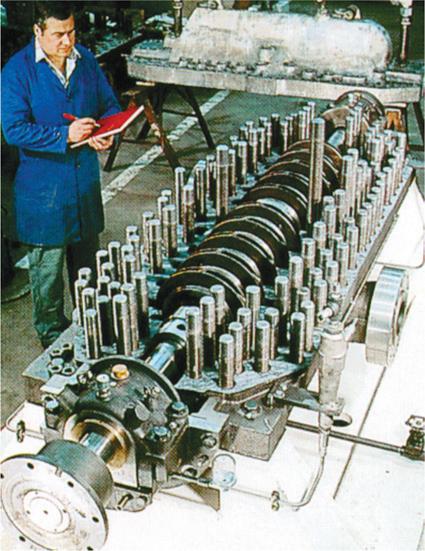
BALANCING 34
Precision Balancing can help! (03) 9758 7189 precisionbalancing.com.au 35
is a common source of faults in rotating assemblies, pumps and fans. Balance Matters!
MANUFACTURING
AUSTRALIA UNITED
ISO 9001 CERTIFIED AS2417 ISO9906 API 610 Hydraulic Institute Performance Testing Inspection and trouble-shooting Case build up and re-machining Axial split case facing and reboring Axial thrust balancing Shaft and bearing upgrades Mechanical Seal upgrades to API 682 Custom Spare Parts Rotating Element balancing ASME & AS1210 qualified welding Hydrostatic Testing 31 Western Avenue, Sunshine, Victoria 3020 Phone: +613 9312 6566 Fax: +613 9312 6371 Email: unitedpumps@unitedpumps.com.au http://www.unitedpumps.com.au/ Efficiency Improvement Reconditioning Restore Clearances Re-Engineering Repair, Re-Manufacture For ALL types of Centrifugal Pumps
PUMPS AUSTRALIA
as required. Local R&D trial development, employee retention, job creation, lead-time and on time delivery are differentiators for us, all enabled due to our local manufacturing facilities.
“Most importantly, manufacturing locally allows Weir Minerals to ensure the highest safety standards are met, including our zero harm policy for all employees, while ensuring that our manufacturing practices meet and exceed environmental standards and expectations.
“All Weir Minerals products are developed and manufactured to the highest possible standard, regardless of where they are produced, however our local customers do enjoy shorter lead times and a greater level of customisation and quality guarantee on Australian manufactured products.
By basing our manufacturing and service centres locally to the major mining regions, we are able to quickly and easily respond to urgent requests, eg.
emergency shutdown, and project variations as the customer requires them. One other benefit of local manufacturing is that our customers are welcome to visit our pump manufacturing facilities and inspect the product through all stages of development, build and testing.”
Challenges
Everyone I spoke to was distinctly aware of the challenges, with the high Australian dollar and other local costs such as the impact of government regulation, energy cost, labour costs, transportation costs and the availability of skilled labour all being mentioned.
The challenge from overseas markets is clear, with both Asian and US markets representing a threat. According to Merry, “Australia has an innovative and flexible manufacturing industry that attracts customers, but they are being pushed back to US suppliers on a cost basis” Astall agreed, saying “We need to maintain a point of differentiation through better products and/or better

support. The large overseas factories will always have an economy of scale advantage for relatively standard products.”
KSB highlighted the challenge from cheap yet unreliable imports from Asia.
Another key challenge is as more manufacturing moves offshore, it is becoming harder for remaining manufacturers to source needed items.
According to Calderon, “items that we used to source from local vendors, such as castings and electrical components have now moved offshore, so we now need to create a new supply chain to better anticipate future demand and stock accordingly.”
Bate agreed that the dwindling supply of critical items, lack of basic bar stocks as agents no longer hold stock was a problem.
Solutions
The pump industry has plenty of clear and constructive suggestions for what can be done.
Merry said that, “ A drop in the AUD would be a big help. Skilled labour is hard to find both in the trades and engineering. We need to train more people in Australia and we need a better training cost structure and incentive for manufacturers to take on apprentices and graduates”
The loss of skilled workers was also a concern for Bate who emphasised the need to stem the tide of baby boomers giving up business and not handing over to the upcoming generation.
Astall highlighted the need to “educate our customers to appreciate the genuine advantages and equipment life cycle savings that flow from local support.”
Other suggestions included a better government support for small to medium Australian owned manufactures, including encouraging Australian business and government authorities to purchase Australian made, particularly the loopholes which often leave local manufacturers locked out of major projects. One suggestion from KSB was to institute a points system for local content when evaluating tenders.
Calderon says that, “If Australia needs to define itself as a country that is to pursue manufacturing, then we are not going to win on cost leadership, Asia has long won that, we need to focus our attention on absolute innovation, cutting edge technology and adding value to what we do well.”
He said that if we can do this we can “charge a premium, maintain a presence
and continue to produce and innovate. Once you take that offshore, the expertise is lost.”
While none of the companies I spoke to suggested bringing back tariffs, some of the industry pioneers still lament this change. However Calderon rejects this, “Tariffs isolate you from the world, often innovation comes from accessing resources overseas and reconfiguring them.”
Exports
Many local manufacturers have also had success exporting their products and expertise.
Sterling exports to Korea, Indonesia, Malaysia, Singapore and several other countries in lesser numbers. Sterling Australian manufactured pumps are now installed in many process plants, FPSO and oil and gas platforms.
A recent significant project for Sterling was the design manufacture and supply of 3 super duplex service water pumps 185kw 6.6kv to a significant now FPSO manufactured in Malaysia.
This type of pump poses many engineering challenges, and we are proud to be one of only a handful of companies in the world to be able to design and manufacture this specialised equipment in house as a complete unit.
Weir Minerals exports locally manufactured products throughout the world, including Asia, with sales in the region making up to 20 per cent of our total sales. We also export to other Weir Minerals locations in Chile, Brazil, UK, USA, South Africa, Russia, China and Europe. Throughout the last few years, they have been supplying large quantities of equipment for international projects, including their largest ever single pump order worth over US$16 million for the Taganito Nickel Project, Philippines.
United Pumps exports to New Zealand, PNG, SE Asia, with Astall noting “most of our success in SE Asia has been due to our ability to custom engineer solutions that the larger overseas companies do not want to address or cannot be bothered with due to the small local market size.”
Batescrew exports according to contracts won from different countries, “Malaysia flood mitigation has been an ongoing outlet for our pumps”.
NOV Mono’s solar pumps are exported all around the world including to Africa, Asia and the Americas.
Future
Despite the challenges, people were
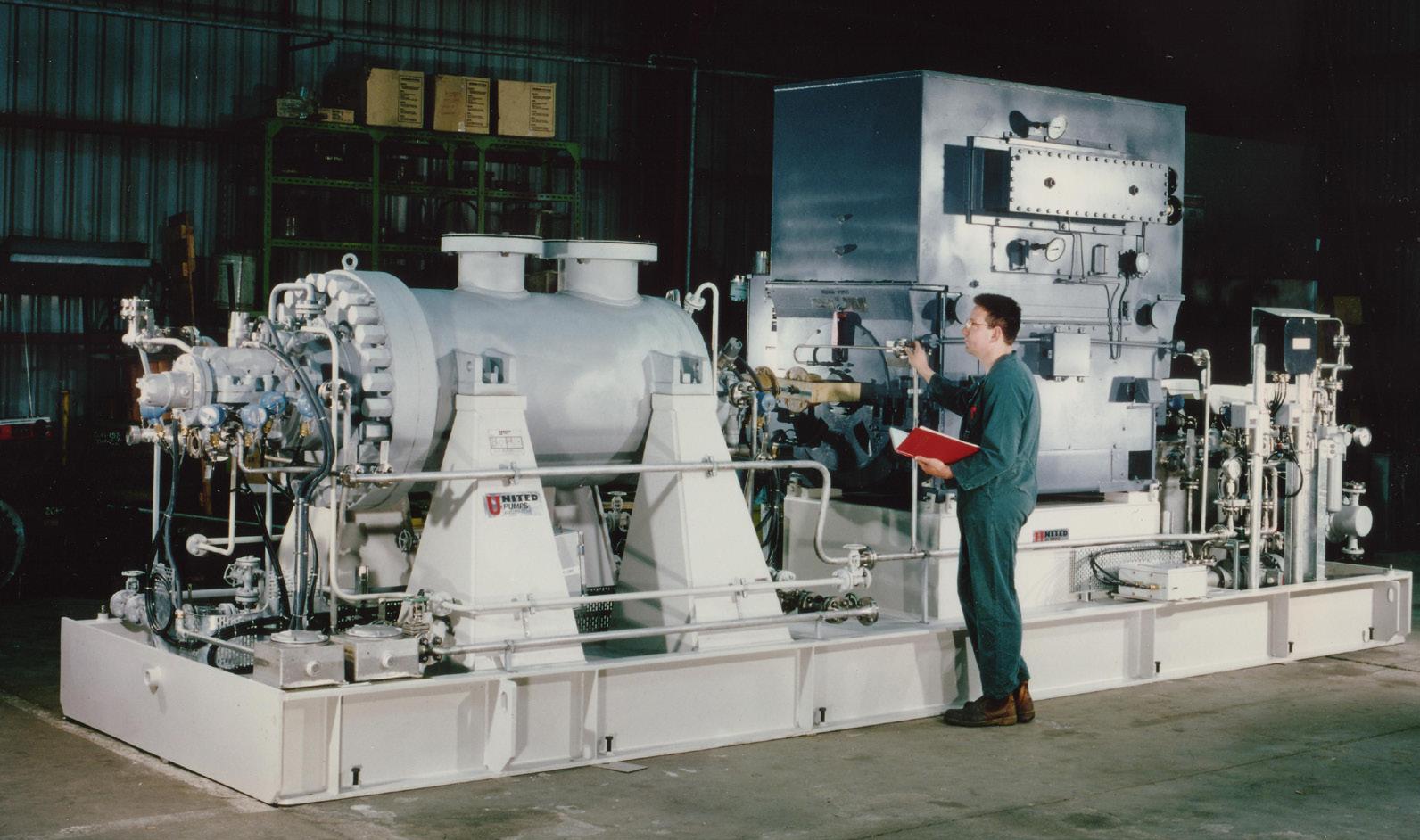
generally optimistic about the future. While some companies expected the maintain the same levels of manufacturing, others were predicting growth, but none expect to go backwards.
“Sterling intends to strengthen its Australian manufacturing base. We have invested heavily in CNC machinery,
About our interviewees
Batescrew
purpose built manufacturing facilities and testing facilities. We see a great future in Australian pump design and manufacture”
United Pumps, Batescrew and NOV Mono all agreed they expect to continue to manufacturing more in Australia.
Batescrew manufactures completely in Australia and products include Axial Flow Pump and Lineshaft driven turbines and Channel Control Gate Valves. Batescrew employs 32 people with eight apprentices
KSB
KSB is a multi-national organisation and employs approximately 16,000 permanent staff across the globe. Our work force in Australia is approximately 140 strong. We do not manufacture any pumps locally any more but produce solutions ie., complete skid mounted pump packages with our own range of centrifugal pumps supplied from all over the world and for all applications – being fire, water, mining, industry, raw water, petro chemical etc.
NOV Mono
NOV Mono manufactures a range of pump equipment, specialising in progressive cavity pumps and solar pumps and employs 150 people locally
Sterling Pumps
Manufactures submersible pumps and motors, and vertical turbine pumps. Specialising in Super Duplex and Zeron 100. Sterling employs 18 people, all with specialist skill sets.
United Pumps
United manufactures Custom Engineered Centrifugal pumps for the Oil & Gas industries and employs 35 people
Weir Minerals
Weir Minerals is a global company that manufactures many quality products around the world. We maintain a strong local presence in our several Australian manufacturing facilities, where we produce Cavex® Hydrocyclones, Vulco® Mill Linings, Linatex® Screen Media, Linatex® Hose, and Aspir™ Centrifuges. To this day, Warman® Centrifugal Slurry Pumps, first developed in Kalgoorlie, Western Australia in 1938, are still designed and manufactured in locally.
Weir Minerals employs approximately 1,000 staff locally.
36 MANUFACTURING 37 MANUFACTURING
A focus on innovation
For over 25 years, Crusader Hose has manufactured layflat hose in Bayswater, an industrial area in Melbourne. This singular focus has allowed for continual innovation in the product and Crusader is regularly called upon to supply quick and customised solutions in emergency situations from bushfires to mine dewatering.

Manufacturing
process
The hose is manufactured in a two-step process in Bayswater. First, the weaving looms interlock yarns of tight polyester fabric. Second is the extrusion process to cover woven fabric with polyurethane This PU cover and liner ensures maximum abrasion, corrosion and chemical resistance. The cover is also UV treated so that the hose can be left outdoors without concern for cracking.
Crusader Hose is 100% Australianowned, and Managing Director Francois Steverlynck lives this philosophy, sourcing materials and tooling locally for all his products. When Crusader gets a job, it doesn’t just support that business, but has a flow on effect through whole range of local businesses.
While so much manufacturing has moved offshore, Crusader has maintained their position by being able to offer customised products for any situation. Each job is different and requires hoses of varying lengths and diameters for different fluids and meeting different specifications. By producing all products locally, Crusader can quickly adapt and customise to the project’s exact needs. Francois commented “If we were importing product, we’d need a pretty huge shed to store all the varieties needed, it just wouldn’t be possible - there’s no one-size fits all.”
Customisation
Francois feels that this attitude and outlook has been a big factor in the company’s success. Crusader staff relish the new challenge that each specific project presents, and they enjoy nothing more than delivering above expectations and seeing the client happy.
Past and future
Crusader has come a long way since it started manufacturing woven canvas fire hose in 1986. As demand for that particular product waned, the company kicked-off a never-ending process of adaptation and innovation which today has placed it at the forefront of the worldwide development of layflat technology.
Case Study – Deep Submersible Pump Installation
A couple of years ago, Think Water , from Bunbury Western Australia, had the major project of extracting ground water from 40 bores on behalf of Wesfarmers Coal at their Mine site in Collie WA. The bores were all of various depths which ranged from 200m to 250m deep and submersible pumps of 90kW to 135kW were used to lower the groundwater at this site.
Dilemma; Non standard Depths & weight of pumps
Solution; Flexibore 125mm Diameter extra heavy duty developed and manufactured
Crusader Hose developed an extra high pressure hose for this application and had it tested at an independent NATA laboratory for verification and quality purposes. Once all tests passed , the hose was approved by the consultants for use at the mine.
Wesfarmers were very pleased to get the hose in customised lengths for each bore, as this eliminated any wastage.

The tight polyester fabric is designed to handle high pumping pressures with minimal friction loss. The manufacturing process of interlocking the textile fibres keeps the hose flexible whilst minimising bulk and weight. This makes it easy to roll up, handle and move around during pumping operations.
Each length is individually tested and can be tested to any required standard.
This has seen success not just in Australia and New Zealand, but as far flung as the US, Russia, India and Mongolia. However, Crusader’s main overseas focus is in Southeast Asia and recent projects including supplying customers in Indonesia, VietNam, NZ and the Philippines, amongst many others
The process of innovation is continuing to this day and the latest product in development is a 12” layflat hose for mine dewatering. This development will service the needs of customers who otherwise would have required fixed lines in order to transfer water.
38
MANUFACTURING
39
Revolutionary new technology for the wastewater industry
NOV Mono has announced the launch of a major new technology which is set to revolutionize the wastewater industry. The InviziQ Pressure Sewer System (PSS) delivers enhanced performance, increased reliability and greater durability than conventional alternatives, and allows sewerage systems to be implemented in areas where they were not previously practical.

The innovative InviziQ system does not need gravity to operate, and it offers controlled removal of waste water in a far more efficient footprint than conventional sewerage systems. This allows customers to create waste water systems in more areas than ever before, providing unlimited sewering possibilities in areas which have previously proved challenging – from rocky terrain to coastal areas and everything in between.
This highly-engineered InviziQ system features an advanced dry well design that makes it unique in the PSS market. Unlike conventional alternatives that place the motor inside the wet area of the tank amid the raw sewerage, the InviziQ motor is located in a ‘dry’ compartment at the top of the system. This dry, compartmentalized design greatly simplifies maintenance operations and removes the need for entry into a confined space. Along with other safeguards it also minimizes the risk of anyone falling into an exposed unit.
David West, Sales and Marketing Director at NOV Mono, states: “Mono’s experienced development team in Australia has created a truly advanced alternative for the PSS market. Its feature-rich design and holistic approach to engineering and performance means that the InviziQ represents a genuine step change for the industry. From its powerful cutter through to its telemetry ready enhanced controller, InviziQ sets an entirely new standard for PSS technology.
“One feature that really delivers on durability is the system’s cutting-edge, MonoSense solid-state level sensor. This provides far greater reliability than traditional mechanical float alternatives, which are subject to failure due to exposure to raw sewerage. MonoSense has no moving parts and is designed to provide trouble-free performance for the life of the unit.”
When it comes to telemetry and network monitoring, the PCB-based design of the InviziQ™ offers adaptable software which can be used to program upgrades, run diagnostics or self-monitor to ensure system protection. This allows the unit to not only meet the demands of today’s operators, but also those of tomorrow. The control platform features two-way telemetry to support remote monitoring, and allows multiple InviziQ systems to be linked to create an expanded infrastructure with centralized network management. This results in outstanding system performance, better network control and improved reliability, no matter how many units are connected together.
The impressive performance and enhanced reliability of the InviziQ system are down to Mono’s industry-leading progressing cavity pump technology which lies at its heart. Mono’s proven track record of designing and developing engineered solutions stretches back over 75 years and has resulted in the worldclass range of pumps, grinders, screens and packaged pumping systems which the company offers today.
David West, Sales and Marketing Director at NOV Mono, adds “InviziQ is a product of Australian design, engineering and manufacturing at its finest. We have developed a system that can deliver utmost performance and reliability no matter where our customers are building. We have engineered the system so our customers can simply set our tanks in the ground and forget about them. While the system illustrates our global ethos of ‘Smart Under Pressure’, Australians can also be proud that it’s a result of ‘Innovation Down Under.”
For more information on the new InviziQ™ PSS technology, visit www. monopumps.com.au/InviziQ

40 WASTEWATER
Pump failure contingencies in action at Sydney Water
By Paul White, Team Leader - Program Management and Technical Support, Sydney Water
Sydney Water operates and maintains 680 Sewerage Pumping Stations (SPS) and 164 Water Pumping Stations (WPS) in the Sydney, Blue Mountains and Illawarra areas. It is one of the world’s largest operator of pumping stations, reflecting the hilly terrain of the Sydney Basin, particularly on the coastline and rivers.
The early types of pumping stations were mainly of ‘conventional’ type (horizontal or vertical centrifugal pumps with coupled motors, or dry submersible-type pumps) housed in a dry well with an outer wet well for a SPS or on a platform next to a reservoir for a WPS. Apart from the conventional type pumping stations there are also different types of SPS’s. There was SPS

‘ejector’ types using compressed air to push sewage up the SPS pressure main, but these became obsolete and all have been replaced. Sydney Water was the first in Australia to use ’vacuum’ SPS’s in low, flat, high-water table areas that uses a vacuum to suck sewage from small pits located near houses and taken to the SPS. However, the majority of current SPS’s are of a ‘submersible’ type, using pumps located within a circular wet well to pump the sewage up the pressure main. The size of these pumping stations varies enormously from small of only a few litres per second pumped to large stations pumping many hundreds of litres per second.
Typically, an SPS has two pumps (one duty and one standby) whilst a WPS will have two to four pumps (one to three duty and the remainder standby). The stations are unmanned and can be in remote locations. The pumps are the most important equipment of the pumping station, with its function to pump the water or sewage from a low collection point to a higher discharge point like a water reservoir or a sewerage trunk main. The stations have in normal circumstances redundancy in that if the duty pump fails then the standby pump will automatically takeover the pumping duty. Failure is detected using IICATS (a 24/7 telemetry alarm and control system). If the standby pump does not start (due to a fault, is already offline for repairs, there is supply power failure) then there is a period of detention time. Detention time is the capacity of the wet well and incoming
or a packaged diesel pump. The Incident Site Manager selects the most appropriate contingency action based on the contingency plan and experience.
Previously the most common contingency action for failed SPS pumps or even power failures was using tankers. Similar in size to a large petrol tanker (about 22,000 litres capacity), these
in and temporarily installed within the SPS wet well is a better proposition to feed the tankers as it has no lift limitations. Better again and now the most preferred contingency action, is to have a temporary installed submersible pump having its discharge pipe connected to a purpose-built plate installed on the SPS or WPS pressure main. This bypass pump fitting plate has a camlock connector,
noisy or hot bearings, excessive gland seal leaks) and to effect speedy repairs to reduce the out of service time.
For power failures, a suitable mobile generator can be used at the pumping station site with a quick connection box installed at most pumping station sites. It is important to consider both start-up current and running current requirements when selecting the mobile generator.
sewerage main matched against the sewage inflow (inflow varies considerably at different times of the day) for a SPS. For a WPS it is the water reservoir capacity matched against customer water consumption. Detention time is the period before sewage overflow or loss of water supply will occur to allow a breakdown response crew to attend the pump failure and effect repair.
Sydney Water has installed at a large number of pumping stations additional safeguards such as emergency storage tanks to greatly increase detention time, on-site gas powered emergency bypass pumps, on-site electrical generators or dual power supplies. If the pump fault repairs are likely to exceed available detention time, and there are no additional safeguards, then Sydney Water declares an Incident and implements the most appropriate contingency action to avoid sewage overflow or a loss of water supply.
There are different types of contingency action for pump failures and each pumping station needs to be assessed for the most suitable action to be implemented. All the pumping stations in Sydney Water have site specific contingency plans that contain relevant technical details (pump head, inflow and required pumped flow rate, pump motor KW rating, pump type/model number and relevant drawings), if bypass pump fittings are installed, the nominated tanker collection/discharge points, suitability for mobile generator connection

tankers with its on-board pump are used to suck up the sewage from a collection point and then transport it to another sewerage system area for controlled discharge. Unfortunately this has significant limitations, such as sometimes the small on-board tanker pump is unable to overcome static head (generally greater than 5 metres) to lift the sewage for collection. Or due to the large SPS inflow too many tankers are required that create a logistical problem. A mobile diesel pump can be brought in to provide better lifting capability, but again there remains some limitations on ability to lift the sewage (greater than 10 metres). A submersible pump if able to be brought




reflux and stop valves welded in-line and attaches to the pressure main, typically above the pressure main reflux valve. This action can provide bypass pump indefinitely with minimal ongoing monitoring, unlike using tankers. Tankers cannot be used for WPS failures, nor bypass pumps and local rezoning of the water supply network by operators can provide water to affected customers.
It remains that the easiest, least expensive, and most reliable method to ensure pumping ability of the pumps at a pumping station is to perform appropriate preventative maintenance (particularly for large pumps), monitor operating performance (to detect partial chokes,



From fairly humble beginnings of locating spare bypass pumps and piping at various sites in its area of operation, Sydney Water now has a much more sophisticated centralised contingency and bypass pump equipment storage at its Potts Hill Centralised Warehouse.
There are various sized mobile packaged pump units, starters and generators on trailers complete with correct-sized piping and pipe joiners. It is general protocol to only use these units for a few days when needed in an Incident and then returned to the Warehouse to ensure availability. Equipment hire of this equipment is used if there is need for this type of equipment greater than a few days at the sites. There are also maintained bypass pumps, almost all of the submersible type, of various sizes and pumping duties to match the variances in Sydney Water pumping stations. These are arranged in a numbered grid pattern to facilitate easy identification, enough space for pump movement and to enable regular preventative maintenance. The aim is to ensure rapid access, easy identification, establish equipment suitability and then service reliability once installed in an Incident.
As can be seen, there is much preparation to undertake a swift continuation of the pumping function at our pumping stations when faults develop to ensure continuing customer service and to protect the environment.

42
WASTEWATER 43
WASTEWATER
Sewer pump station power outage protection
The norm for the protection of the surrounding environment from a sewage overflow at a sewer pump station during a power outage is to install a generator. This approach is dated and not the best overall solution according to Hydro Innovations, Australian distributor for The Gorman-Rupp International Company.
During storm events, power is sometimes knocked-out, leaving electro submersibles at sewage pump stations with no electrical power to pump when they are required to do so. If power is not restored quickly, then a sewage overflow is possible. Naturally, this could have devastating effects to the health of citizens, beaches and sensitive wildlife areas. Because it is a lack of
power that prevents pumping, conventional thinking would fix the problem by restoring the power with an emergency standby generator.
However, while the generator will get the station pumping during a normal power outage, but would be of no use if the motor control centre failed (lightning strike, blown fuse etc) or there was a



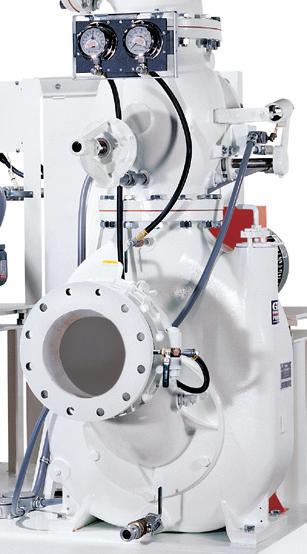

problem with the liquid level control device. Here is where the benefits of using an emergency standby diesel driven pump start to emerge. If a pump is used instead of a generator, the pump does not care what the problem is (no power, no controls etc), it kicks in when its dedicated level system reaches the on level. It starts, pumps the sewage to the off level and stops (ready for the next cycle).
The benefits do not end there. With a pump, the pump only operates when pumping is required, where a generator operates the entire time the power is out. This means the pump will use much less fuel, the engine will run much less hours (keeping maintenance costs down), and the pump is much less likely to need re-fuelling during the power outage. A further benefit is that the emergency pump can be used as the standby pump should one of the submersible pumps need to spend some time in the workshop for repairs. Peace of mind for operators.
According to Hydro Innovations, the best pump to use is a purpose built self priming (wet) Gorman-Rupp sewage pump which only needs water in the casing to guarantee priming. Garry Grant of Hydro Innovations says that other styles of pump are promoted for this purpose, but these rely on too many things to guarantee priming. The air separation tanks need to be free of debris, compressors need to be working, compressor belts need to be operational and the non-return valve needs to be seated properly.
Gorman-Rupp Super T and Ultra V sewage pumps are manufactured (cast, machined, assembled and tested) in the USA as purpose built wastewater pumps and are built to be the most reliable primers and sewage pumpers in their class. Pumps can deliver flows from just a few litres per second up to 250 litres per second, and heads to 100 metres. More information on these pumps can be obtained from Hydro Innovations at sales@hydroinnovations.com.au or by calling 02 9647 2700.
Flow tech ad
44
Discover the benefits of switching from a generator to an Discover the benefits of switching from a generator to an Make a wise decision Fuel efficient – 80% less Acts as backup to submersible No auto switch gear required Other Products Pumps in a power outage FREE White Paper P: (02) 9647 2700 or visit www.pump-stations.com.au dobe PDF Trash Pumps Pump Systems Rotary Gear Pumps
WASTEWATER
Energy efficient motors
By Jari Korkiakangas, ABB
A new generation of high performance motors based on synchronous reluctance technology is now emerging. We take a closer look.
The future of electric motors
We believe there will be diversion within the motor industry. Induction motors picked from catalogues will no longer be the single answer for all problems anymore. In an attempt to reach ever higher efficiencies, one needs to start thinking about what properties are really needed in which application(s) and then select the motor type to suit those exact needs.
The majority of industrialised countries have what is known as a Minimum Energy Performance Standard (MEPS) scheme. Europe has International Technical Commission (IEC) regulations with IE2 efficiency as the minimum level.
Australia was among the first countries to introduce MEPS1 in 2000 and MEPS2 in 2004. MEPS3 is expected in 2015. MEPS3 is still being worked on but we expect the most likely outcome to be
that MEPS3 shall follow IEC and namely IE3 efficiency very closely. We predict that Australia will most likely extend the AUMEPS motor range. Currently the range is from 0.73kW to less than 185kW. With MEPS3, the range may be extended up to 375kW.
Meeting the ever-increasing efficiency requirements with conventional induction motor technology is a challenge. With current manufacturing technologies and most common materials, it is possible to meet IE3 and even IE4 levels with large motors of 75kW and up.
For smaller motors it is going to be a struggle to increase the efficiency in a cost effective way. This is noticed with the timelines for adopting IE3 for smaller motors, as an example - Europe has given two years extra adoption time to manufacturers.
Increasing Induction motor efficiency can
be done using more advanced materials.
For example by implementing lower resistance dynamoplate plus copper in rotor cages and so on. All of these materials greatly impact the cost of the motor - at least in the short term, until manufacturing methods have been perfected and production volumes for better raw materials have increased.
Induction technology challenges have made motor manufacturers search for alternative, more cost effective, motor technologies for increasing overall efficiency.
Currently, there are two readily available technologies which can push motor efficiency up to premium IE4 or even way past that, to super premium efficiency.
To date, most common premium efficiency alternatives have been permanent magnet type motors. This is an excellent technology as long as it is able
to overcome the challenges that have appeared over the last few years. Permanent magnet motors use neodymium magnets in the rotor. Neodymium is a relatively rare earth metal and its supplies’ are currently limited. Increased demand and limited supply has quadrupled the price of neodymium in just a few years. Mining projects are exploring new sources but it will take time to get the production to a level which meets the demand.
An alternative to the premium efficiency option is Synchronous Reluctance technology. ABB is the first motor vendor to embrace this technology across a wide range.
What is synchronous reluctance?
Synchronous Reluctance as a physical
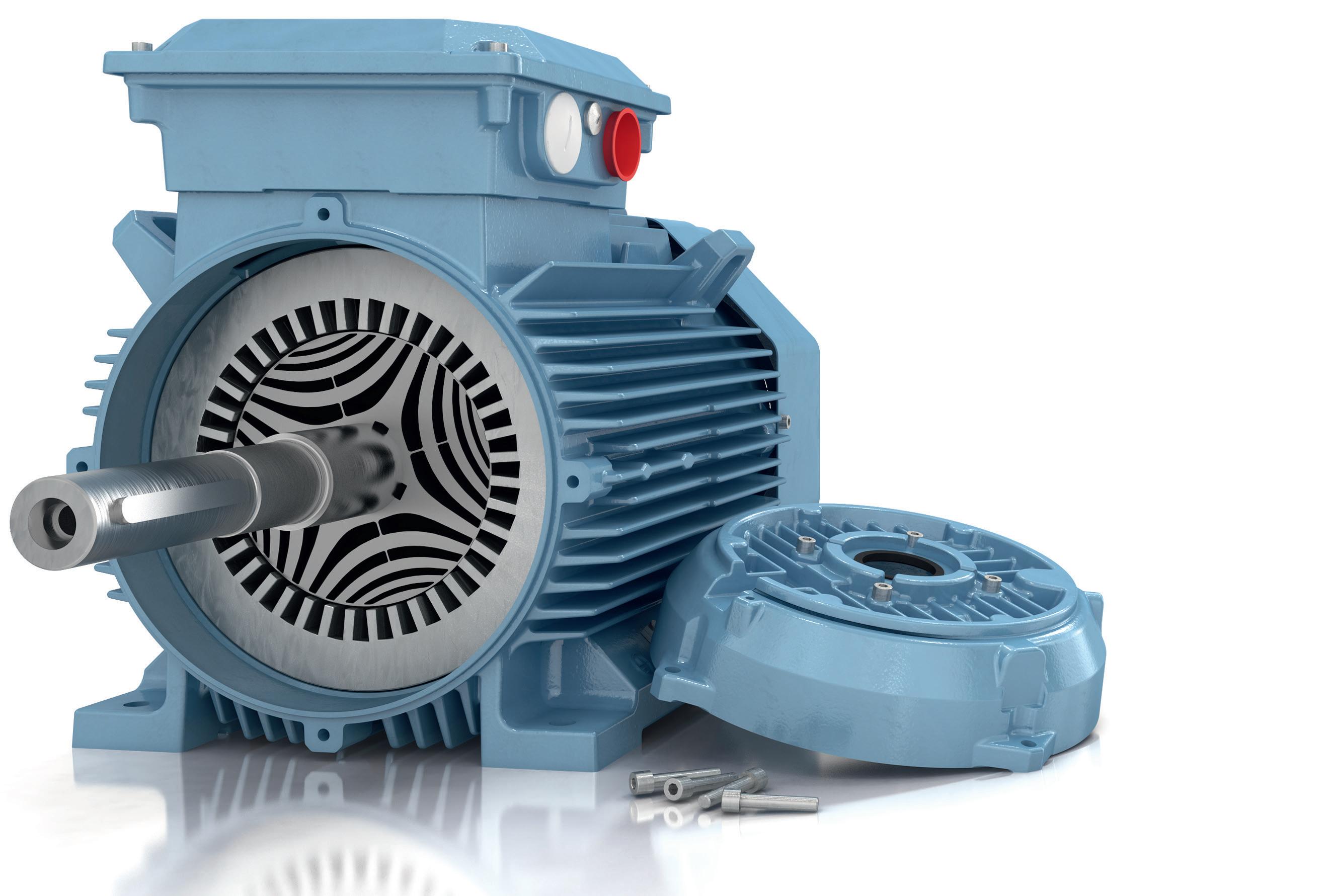
phenomena means that the magnets will always find the easiest possible way to travel between north and south pole fields. If a magnetic north and south pole field was created and an iron rod placed in between them, the flux would affect the iron rod and align it so that it creates a path between the poles. Like, for example, if you place a piece of metal in the vicinity of a horse shoe magnet - it snaps that metal piece between the poles thus completing the circuit. Flux travels through steel much easier than through air. That same principle works in synchronous reluctance motors.
In synchronous reluctance motors there are several poles - typically four (4). The rotor is built in a way that it creates several pathways for the flux to travel, allowing the air between the pathways to work as an insulator.
When the magnetic fields in stator are put to rotating movement, the rotor wants to follow the fields - because it is completing the magnet fields, and it naturally wants to stay in a position where it is easiest for the flux to jump across the air gap.
The illustration opposite demonstrates a cut out view of a synchronous reluctance motor’s rotor. One can quite easily notice the iron pathways provided enabling the flux to travel.
The greatest advantage of this technology compared to induction, is that the rotor is cageless and currentless because the rotor is not magnetised but it instead is part of the magnetic field.
With induction motors a current is induced to the rotors squirrel cage. Induced current magnetises the rotor, allowing it to follow the magnetic field of the stator. Since there is current in the rotor there is then also resistance. Resistance turns electricity into heat aka losses, instead of rotating motion.
Since the synchronous reluctance rotor is currentless it means that there are no rotor losses. This can equate to reduction losses of up to 40% compared to induction motors.
Another valuable feature of this technology - besides greatly improved efficiency - is the redistribution of heat sources in the motor. In an induction motor the rotor is typically the hottest part. From the rotor, heat emanates through the shaft to the bearings. The hotter the bearing, the shorter the grease life – which amounts to frequent service and maintenance issues. Since the synchronous motor’s rotor is lossless it runs cool. A cool rotor means a cool shaft and cool bearings. The majority of the
heat generated in synchronous reluctance motors is borne in the stator.
Further research and development - integrated packages
New technologies such as permanent magnet and synchronous reluctance motors still have their challenges. One of the challenges is that both of these motors cannot be operated directly from the network. Both of them require a variable speed drive to start them.
Add a variable speed drive to the system bumps up the initial capital cost but in the majority of cases the cost of the additional drive is paid back in a very short time frame – particularly if the application is such that it can benefit from added speed control.
Synchronous reluctance technology usage
Synchronous reluctance motors can be used in multiple applications. As a variable speed drive is always needed to accompany these applications, then the best applications are those where it is natural to adjust process performance i.e. the speed of the motor. Most commonly these would be pumps and fans. The industrial sector has a plethora of pumps and fans. They can be found amongst city infrastructure – in buidlings, in local municipal water pumping stations, at mine sites, cement mills, throughout general manufacturing, plus at food and beverage processing facilities – to name a few.
ABB studies have shown that 42% of global electricity is consumed by powering industry. Two thirds of that power is consumed by electric motors. Electric motors in industry are using almost 30% of all electricity available. The large bulk of the motors are running pumps and fans.
Our studies further show that 90% of the motors are running constantly at full speed and the process output is being adjusted by throttling or other mechanical means. An extreme comparison would be to think about how you drive a car –certainly you don’t drive around flat out, adjusting the speed with the break pedal while maintaining the gas pedal to the floor. That wouldn’t be very efficient, nor safe.
At ABB we believe that there are many more processes around Australia that would benefit from adding variable speed drive to control process output. While making this transition, we believe it is beneficial to opt for premium efficiency motors such as synchronous reluctance to ensure greater energy efficiency.
Regal Beloit steps up with a 1000V motor & drive package
Regal Beloit Australia is proud to announce the introduction of the UNICO 1200 Series 1000V variable frequency drive. This exciting addition to the 1200 Series is now available from 7.5kW to 600kW in IP00 and IP66.
The development for this product has been driven by the need for a dedicated 1000V mining drive capable of withstanding harsh environments typically associated with remote mine sites in Australia.
Regal Australia is confident the introduction of the specific IP66, 1000V drive will be of significant benefit to users in remote locations.
Being IP66, the drive is suitable to be mounted wherever the application may be without the need for additional enclosures, ventilation systems or control rooms. Its unique design allows for natural cooling, even in an ambient temperature of 50°C. As the drive is capable of accepting a supply voltage of up to 1150VAC, it can significantly reduce the size of the supply and motor cables required, further reducing overall project costs.
The ability to offer a 1000 volt packaged solution consisting of an IP66 VVVF drive, PPA mining series motor as well as submersible screened cable places Regal Australia as a unique point of difference in one of the most demanding markets.
For further information on any of our products, please contact your nearest Regal Australia office on 1300 888 853.
MOTORS & DRIVES
47
MOTORS & DRIVES
Origin CSG interview
In 2012, Netzsch Australia secured an order to supply several hundred well-head booster pumps to a major CSG player in Queensland.
Booster pumps increase production
In 2012, Netzsch Australia secured an order to supply several hundred well-head booster pumps to a major CSG player in Queensland.
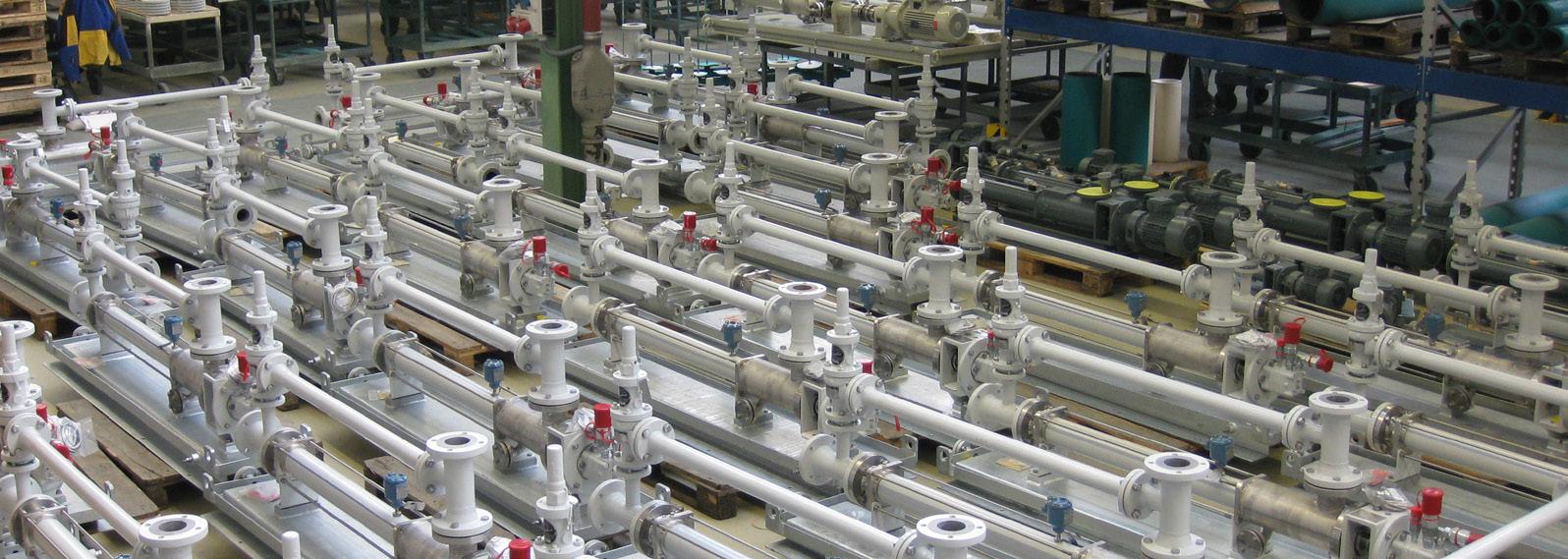
Existing well-heads used the pressure from the downhole pump to transfer the produced water to gathering stations but this design put a back-pressure on the well and reduced production. The solution was to use a collection vessel after the downhole pump and a booster pump drawing off the vessel. The booster pumps transfer the produced water many kilometres in some cases at pressures above 10 bar.
Netzsch progressing cavity pumps were selected for the duty due to their robustness and ability to handle corrosive fluids containing abrasive solids over a wide range of flowrates at high pressure. The API676 rotary positive displacement pumps are driven by hydraulic motor and are complete with a pressure relief valve with pipeback and dry running protection
Your Partner for Coal Seam Gas
Proven pump solutions for new challenges
With hundreds of pumps already supplied to CSG sites in Australia, Netzsch positive displacement pumps are successfully used in numerous tough applications in CSG.
Horizontal booster pumps from well-head to gathering stations
Vertical pumps for open drain/sump emptying
High pressure/long distance with or without abrasive solids
Low NPSH and high suction lift
Variable flowrate and pressure is not a limitation
We supply NEMO® progressing cavity pump, TORNADO® rotary lobe pump and twin screw pumps


is achieved with a thermistor embedded in the pump stator.
NETZSCH from Germany, the world’s largest manufacturer of progressing cavity pumps, recently founded Netzsch Australia, with offices in NSW and Queensland. NETZSCH has been manufacturing progressive cavity pumps for more than 60 years and has an unrivalled portfolio of positive displacement pumps including progressing cavity, rotary lobe, twin screw, dosing pumps plus a range of macerators.
NETZSCH has manufactured some of the world’s largest progressive cavity pumps at its factory in Bavaria. Capacities up to 500m3/h and pressures up to 48 bar as standard, and up to 240 bar for high pressure applications.






















48
COAL SEAM GAS 49 COAL SEAM GAS NETZSCH Australia PTY Ltd. nas@netzsch.com www.netzsch.com
Fans in industrial applications: big cooling tasks need efficient fans
By Dr Simon Bradwell, Fan Manufacturers Association and ebm-papst A&NZ
Big cooling tasks need great technology, at the highest efficiency possible. This is especially important for industries that generally require a lot of power to run their operations, such as mining, manufacturing and construction.1
The industrial sector typically represents 30 to 40% of a country’s total energy consumption.2 This represents a huge potential for energy efficient equipment to help reduce overall carbon footprint as well as system efficiency. Using the available energy more efficiently contributes to cost savings and market competitiveness and is an effective countermeasure to uncertain energy futures. And while all resources consumed and waste produced by manufacturing affects the environment in some way, the focus of current work is on the efficient and effective utilization of resources, particularly energy resources.
How can this be achieved?
From a resources and electricity consumer’s point of view, there are three important drivers to introduce energy efficiency improvements:
• Rising energy prices
• New environment regulations putting a price on CO2
• Changing customer purchasing behavior with regards to green technology 3
The aforementioned drivers make energy efficiency an important pillar contributing to all three aspects (triple bottom line) that are considered in sustainable engineering frameworks (see Fig 1).
What role do fans play in this?
The European Commission has taken the lead with respect to fans and power consumption. The EC has set an objective to reduce annual consumption of primary energy by 20% by 2020, estimates that an energy saving potential for the manufacturing sector of 25% could be realized by measures such as implementing energy efficient motors, fans and lightings. 4 This has already been taken on in Europe through MEPS and the ErP
Directive. Of this, a significant proportion is fan and motor applications. Examples of integrated EC fan solutions show that 50-80% power savings are typical.
Fan efficiency explained It is important to measure energy efficiency – but what is the definition of fan
efficiency and what is a fan? A definition of a fan is shown in Figure 2 on the next spread.
Often fans are considered to be impellers only, but it is agreed that the components outlined in Figure 2 are all fundamental to the performance of the assembly and the whole system. Using motor shaft power, the normal nominal rating of shafted motors, as an input to an efficiency calculation does not take into account motor inefficiency, namely heat, electronic drive inefficiencies and mechanical transmission losses.
This definition of a fan from the international standard AS/NZ ISO12759; 2013 Fans – Efficiency and classification for fans, includes:
• Controls
• Drive/motor
• Air movement system
It should be noted that the Australian Building Codes has caused confusion in this area as they have only included shaft power in their definition of fan input power.
Fans and efficiency
Fan efficiency according to AS/NZ ISO 12759 is defined as the ratio of electrical power input before a controller, if used,
to the air power output. For example, for a driven system that includes speed control:
hed=Cc * Pu/Ped
Where:
hed is overall efficiency for fans with drives
Cc is compensation factor to account for energy savings at part load
Pu is fan air power
Ped is drive/control electrical input power
In the standard there are several issues worthy of note:
• Efficiency figures are defined at the best performance point. This follows the test protocol for fans in which fans are tested in the best performance arrangements such that comparisons between different products can be fairly made.
• Efficiencies for the primary fans, eg. axial, centrifugal forward curve, centrifugal backward curve, mixed flow, crossflow, are all defined. Note – ventilation products are not
“primary fans” and are not included.
• A formula exists for uplift in efficiency figure if speed control is used.
In the development of AS/NZ ISO 12759, the ISO committee surveyed the fan market in order to obtain empirical data of fan efficiencies available in the market. From this data and the definition of fan efficiency, the standard then defines a minimum efficiency grade for FMEG (Fan Minimum Efficiency Grade) for fans with motor input powers greater than equal to 125W. Figure 3 shows the fan efficiency grades FEG for bare shafted fans:
FEG and FMEG are calculated from efficiency measurements and then define a gradation system by which regulators can define what is sold in a market and what is not.
Structural market changes
The standard and regulations have two important strategic effects.
• As the product is now open to regulation, the manufacturers of fans and fan systems will be under technical




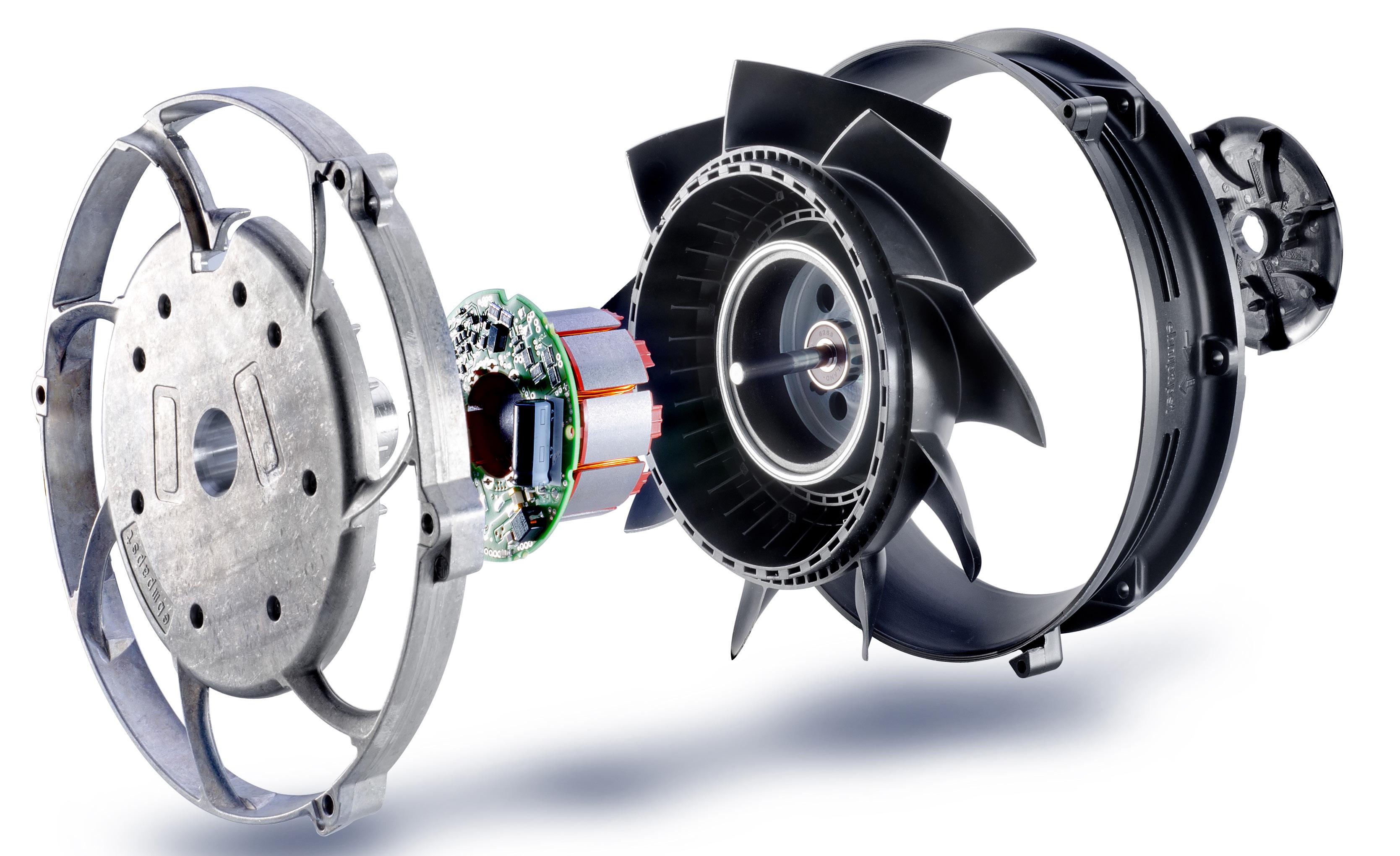
50
FANS
FANS 51 Risk of future liability cost Resource productivity Energy costs Resource costs Cost internalisation (e.g. Emissions Trading System EETS) Economic aspect of energy use in manufacturing, eg., . CO2 emissions (carbon footprint) . Resource scarcity . Other emissions Environmental aspect of energy use in manufacturing, eg., Influence on customers & workforce ("energy-awareness") Ensure resource & energy security & an intact environment for future generations International with political & company stakeholders Image in society Societal aspect of energy use in manufacturing, eg., Energy Use & Sustainable Manufacturing
Figure 1: Contribution of energy efficiency to the three main aspects of sustainable manufacturing. (Source: Bunse et al 2011)
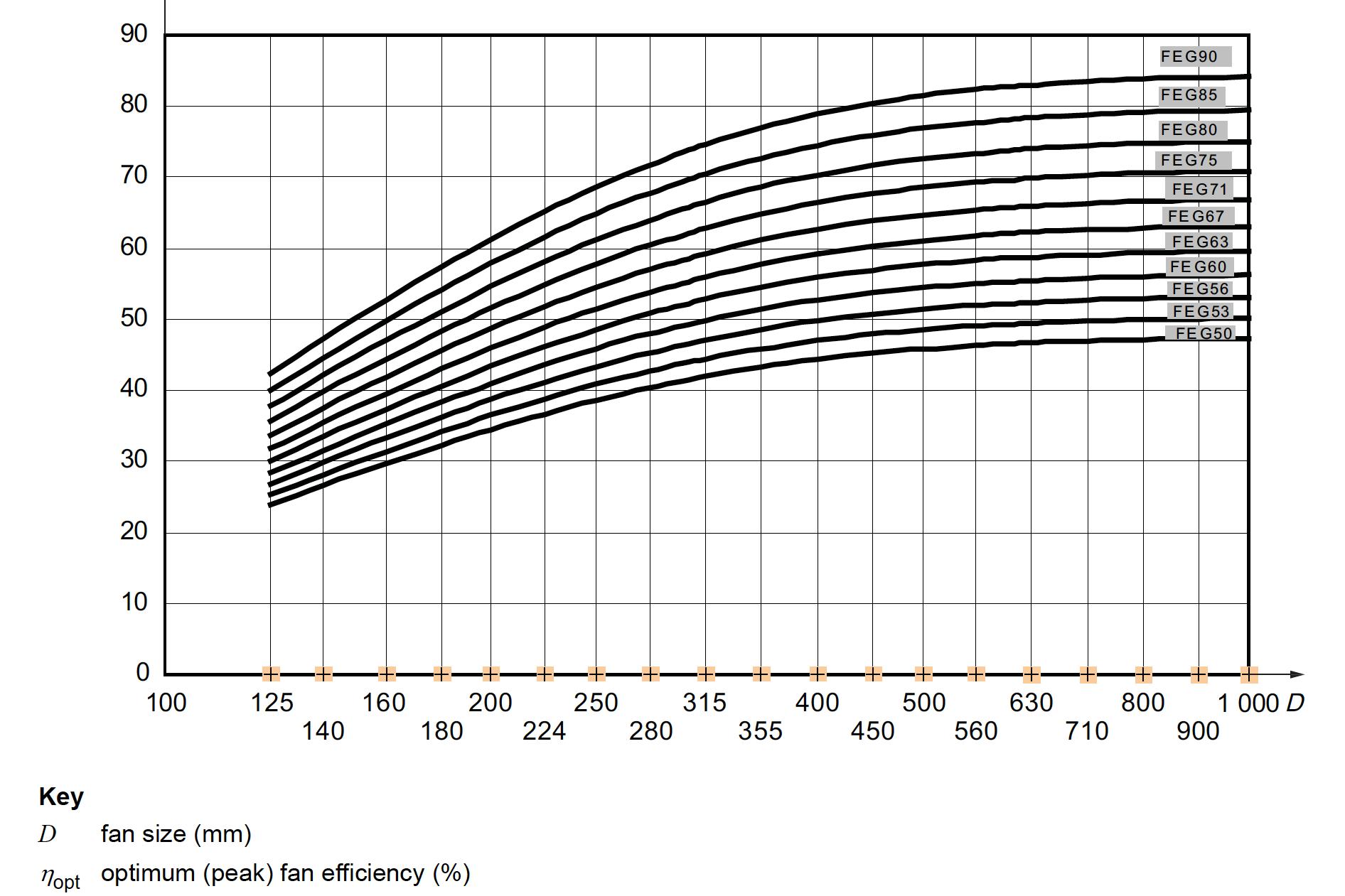
scrutiny for the fans manufactured. This will mean that fan performance will need to be tested or proven by calculation. Manufacturers or contractors who are unable to do this will not be able to supply product into the market.
• Speed control of fans has been identified as important in the reduction of power consumption and FEG uplifts are available if speed control is integral to the system.
Fans and speed control
Fan systems in air handling units, condensers or ventilation applications often use standard motors coupled to VSD/VFD drive systems.
Figure 4 below shows that if fans are reduced in speed by 25% then, according to fan laws, a corresponding 58% reduction in power occurs:
Many types of speed control for fans exist including capacitor control, voltage control and frequency control. However, many control methods do not obey fan laws as shown above, as the motor and
VSD efficiencies reduce dramatically with torque and speed.5 In order to achieve typical fan law relationships, only permanent magnet motors (PMM) systems can be used. These are nominally known as EC (Electrically Commutated) fans. Note – PMM motors are now being brought into regulations controlling motors. PMM motors are likely to be defined as IE4 which is a grade higher than most AC motors.
New Developments
The EC efficiency data (note – an EC motor comprises a motor and a control system) is shown in Fig 5. This product complies with all existing international efficiency regulations. EC shows a minimal drop-off in efficiency in the useful range of >30% speed.
AC motors, unlike ebmpapst EC motors, are designed to operate at a certain point on their performance curve which coincides with their peak efficiency.
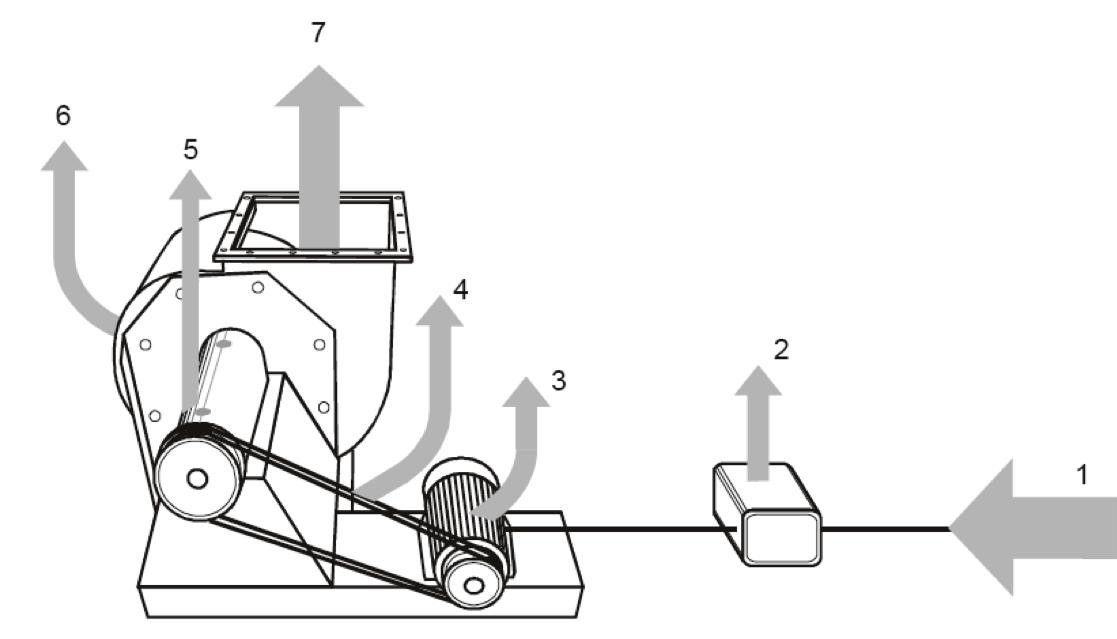
Either side of this operating point, the efficiency can drop off considerably (see blue line in Fig 5). EC motors on the other hand have an almost flat efficiency curve which varies relatively little across the speed range (green line). This makes the EC fan much more flexible, in that we can use the same product to match the performance requirements of different applications while still benefitting from increased efficiency.
EC fans and motors : one principle, countless options ebm-papst as well as other companies manufactures intelligent, single or 3-phase, AC line powered EC drive motors that can attain full speed efficiency to 90 percent and maintain their high efficiency when operated at greatly reduced speeds.
EC motors are controllable and maintenance-free. A single motor design can drive several fan types, including axial impellers up to 1250mm, backwardcurved radial impellers up to 710mm and forward-curved centrifugal wheels up to 450mm. The product line ranges up to 6kW.
Replacement of existing, inefficient AC technology is simple as EC fans use the same footprint and voltage input. Integrated electronics in EC mean that we don’t need a VSD/VFD, in turn reducing equipment cost and maintenance.
As electronics are an integral part of the fan, speed control is typically achieved using RS485 communication protocols such as MODBUS or BACnet. Other
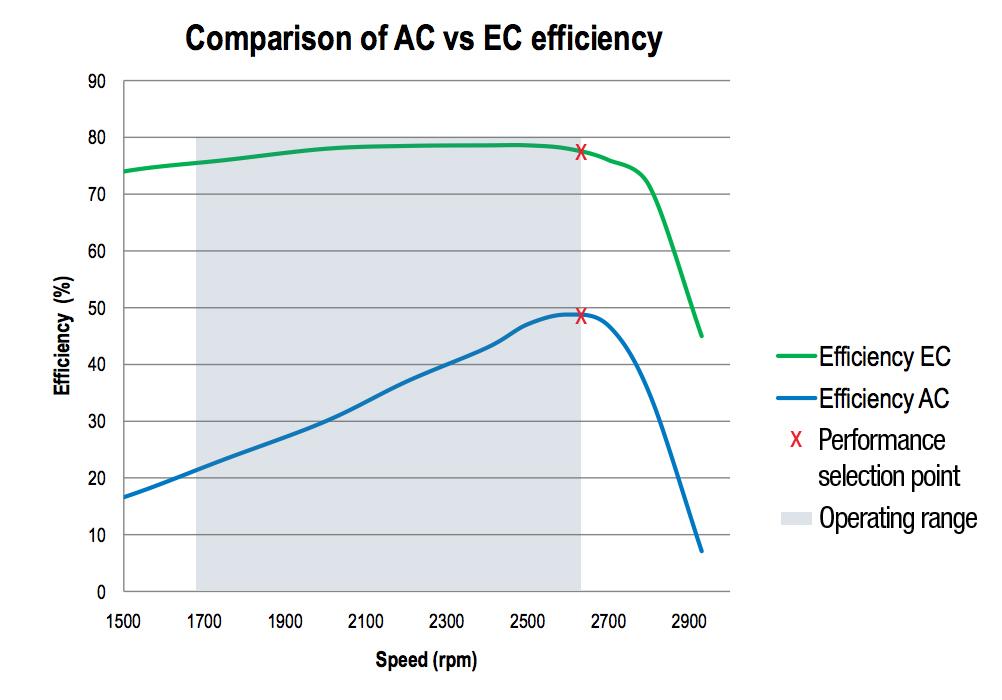
Figure 5: Comparison of AC vs. EC fan efficiency curves
methods such as 0-10V or 4-20mA inputs are also typically available.
EC technology is efficient, quieter and more reliable, giving better performance and a lower whole life cost. Switching to EC technology has been shown to reduce fan electricity use by a minimum of 30% with typical savings of 50-75% achievable. With ever-increasing demand for energy efficient systems, when it comes to fan based products, there is a huge opportunity for EC technology to improve air movement systems and the bottom line.
Endnotes
1 Duflou, JR et al 2012, Towards Energy and Resource Efficient Manufacturing: A Processes and Systems Approach, CIRP Annals - Manufacturing Technology, vol 61 no 2, pp. 587-609.
2 Eichhammer W 2004, Industrial Energy Efficiency, In: Encyclopedia of Energy, Elsevier, New York, pp. 383-393.
3 Bunse, K et al 2011, Integrating Energy Efficiency Performance in Production Management – Gap Analysis between Industrial Needs and Scientific Literature, Journal of Cleaner Production, vol. 19, no. 6-7, pp 667-679.
4 European Commission 2006, Action Plan for Energy Efficiency: Realising the Potential, Brussels http:// ec.europa.eu/energy/action_plan_energy_efficiency/ doc/com_2006_0545_en.pdf
5 Cf. Pierre Angers, Hydro Quebec, MEPSA Sydney 2009.



About ebm-papst
The ebm-papst Group is the world's leading manufacturer of fans and motors and is a pioneer and pacesetter for ultra-efficient EC technology. ebmpapst fans and motors are represented in many industries, including ventilation, air-conditioning and refrigeration technology, household appliances, heating engineering, in IT/telecommunications, in medical technology and in applications in automotive and commercial vehicles engineering. ebm-papst EC motor technology, and the market leader’s engineering and logistics expertise will add value to your business. Find out more about ebm-papst A&NZ on www.ebmpapst.com.au






52 FANS
25 % 50 % 75 % 100 % 25 % 50 % 75 % 100 % Pe q P = Input power q = Air flow Power consumption of AC motors Power consumption of EC fans Savings from continuous speed adjustment Benefit of continuous speed adjustment
Figure 3: FEG for bare shaft fans
to AC fans. The blue line shows the power input with continuous speed adjustment. Figure 2: Fan input power vs. output power as defined in AS/NZ ISO 12759: 2013 Fan Efficiency classification for fans.
Figure 4: Energy savings for EC fans in comparison
FANS
Great news! N use a diaphra pump again • Reduce maintenance costs - no valves to gas • Slash chemical costs - accurate and l near f ow 0-500ml/min even when process condit o • Cut nsta lat on costs - no dampeners, stainer de-gassing, back pressure or foot va ves need and a compet tively pr ced pump Fu y sealed for l fe one m nute ool- ree ma ntenance R E V O LU T O N A R Y P E R S TA LT C P U M P H E A D q d o s p u m p s c o m w m p g c o m a u 0 2 8 7 8 7 1 4 0 0 50 years of innovation n pump technology NEW FROM WATSON-MARLOW
Dr Simon Bradwell
53
Vineyard saves fuel with efficient irrigation pumping
Located in NSW’s Griffith region, Farm 8a Benerembah is a 165 ha property, producing a wide range of grape varieties. Some of the vine row lengths are as long as 800 m, making good fuel consumption even more important, given the high operating pressures required by the irrigation system.
Riverina Water Engineering solved this problem with a new turnkey drip irrigation system designed to operate with the lowest practical fuel consumption without jeopardising the integrity of the system.
The most efficient pump for the job was the Hydro Titan end suction centrifugal pump, which can operate as high as 86% efficiency. The most efficient engines chosen were 2 Iveco 6.7 litre turbo charged after-cooled engines.
These engines were purchased without a cooling system in favour of retrofitting heat exchangers to replace both the radiator and turbo air cooler. Filtered irrigation water cools the turbo charged air from around 140oC to below 50oC.
This was all made possible by the Diesel Dog Engine Controller, which controls and manages the systems.
The key advantage of using the Diesel Dog is the fuel savings. Diesel Dog will
only allow the engine to ramp to desired set pressures, regardless of dam level, filter conditions and the number of field valves open.
The system is capable of applying a 12 mm application of water per day and is designed to operate up to a dynamic pressure of up to 430 kpa.
It uses 13 litres of fuel per hour per engine, less than 37 litres per mega litre pumped.

What is the Diesel Dog?
Built tough for Australian conditions, the Diesel Dog is purpose designed for the operation and control of diesel driven pump sets. The panel is adaptable to all makes and models of diesel engines and pumps.
With simple operation and programming, the Diesel Dog is extremely user friendly. It automatically monitors service intervals and displays the time until next service. If service is too far exceeded, the engine can be programmed to ignore a start command.
The Diesel Dog saves fuel by automatically adjusting engine speed to maintain a constant pump pressure in a closed pressure system regardless of irrigation system flow requirement. The Diesel Dog is also used on lift pump systems to maintain a constant level in a supply channel.

Diesel Dog will monitor and safe guard against faults such as pump flow & pressure, engine RPM, temperature, oil pressure, coolant level, battery voltage and alternator voltage.
Upon receiving a command to start, the Diesel Dog will idle through a ‘warm up’ period before commencing into ‘line fill’ mode to gently fill and pressurise a piped system then continue on to maintain the pre programmed set pressure. Before completely shutting down, the Diesel Dog will idle the engine for a short ‘cool down’ period.
Best of all, the Diesel Dog can be operated on farm or via instant remote access to your mobile phone or home computer.
The Diesel Dog can run single or multiple pump units simultaneously, is capable of multiple pressure set points if required to dramatically further reduce fuel usage.
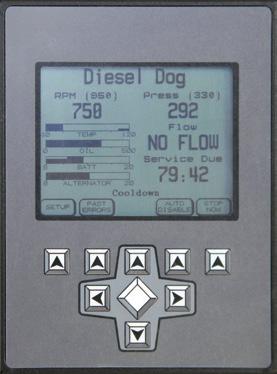
PROJECTS 54
PROJECTS 55
The latest weapon in the war on rising fuel prices Contact us today if you’d like to be a distributor A: Lot 1 / 1310 Hillston Rd, Griffith, NSW 2680 P: (02) 6966 8951 E: sales@dieseldog.com.au Reduce fuel costs and prolong your diesel engine life, with the all new engine controller ... the Diesel Dog™ . Are you interested in becoming a Diesel Dog distributor? Contact sales@dieseldog.com.au or 02 6966 8950 for more information.
ABB supplied the following products and systems for the Gold Coast desalination plant in Queensland.
Variable speed drives
ABB supplied variable speed drives with a total power of 40.3 MW for various processes in the desalination plant:
Gold Coast desalination plant

The Gold Coast desalination plant is one of the largest of its kind on Australia’s eastern seaboard. The plant, which uses the reverse osmosis desalination process, has the capacity to provide drinking water to 650,000 people in South East Queensland.
Owned by the government statutory authority Seqwater, it was the first large scale desalination facility on Australia’s eastern seaboard. Located in Tugun, it has the capacity to provide drinking water to 650,000 people in South East Queensland, one of Australia’s worst drought-affected regions. The plant, constructed by the Gold Coast Desalination Alliance (Veolia Water, John Holland, SKM, Cardno and the facility owner), produced the first desalinated water in November 2008.
Reverse osmosis (RO) desalination
The Gold Coast desalination plant uses a process called reverse osmosis, where pressurized intake water is forced through a semi-permeable membrane. The membrane filters block the salt, leaving concentrated brine on one side of the membrane and drinking water on the other.
ABB – a reliable partner
ABB supplied a wide range of automation and power products and systems for the Gold Coast desalination plant which ensure that the plant is operated at the highest levels of efficiency and reliability.
ABB scope of supply
• ACS800 low voltage drives in the power range between 1.1 kW and 710 kW to control intake, booster, filter backwash and potable water pumps.
• ACS 1000 medium voltage drives in the power range of 1,120 kW and 4,800 kW to control high-pressure and energy recovery booster pumps.
Motors
ABB supplied induction motors with a total power of 28.8 MW:
• M3BP low voltage motors rated at 550 kW
• HXR high voltage motors rated at 800 kW
• AMA high voltage motors rated at 1.1 MW
• AMI630 high voltage motors rated at 4.8 MW
Transformers
• 11 kV vacuum casted (VCC) dry type variable speed drive supply transformers rated at 1.5 MVA and 6 MVA,

phase shifted for 24-pulse operation
• 11 kV VCC dry type distribution transformers, rated at 1 MVA, 2.5 MVA, 3.5 MVA and 4 MVA
Power quality products
ABB supplied the following equipment to meet the power factor requirements and improve the power quality of them installation:
• Metal-enclosed capacitor banks (MECB), each rated to deliver 4 Mvar at 11 kV. Each of the 4 Mvar banks has 2 steps of 2 Mvar each.
Optimize process performance without compromising energy efficiency.
The capacitors are provided with detuning reactors to protect them from possible harmonic overloading.
• PQFS active harmonic filters, rated at 415 V, 120 A
Motor protection and control
Low voltage softstartes PSTB 370 and 470 for booster pumps rated at 355 kW and 450 kW / 690 V, including integrated bypass contactors, flexible bus communication and torque control for less mechanical wear.

Water and wastewater utilities are facing many challenges from managing leakage and pressure, optimizing pump performance, improving potable water quality, reducing energy consumption and CO 2 emissions to lowering maintenance costs.
ABB’s drives, motors and PLCs are designed to help motor-driven applications such as pumps, fans, compressors and conveyors, tackle these, and other, challenges. To discover how to improve your utility’s energy efficiency and productivity, visit www.abb.com/water
PROJECTS 56
PROJECTS 57
ABB Australia Pty Limited Tel. 1800 222 435 www.abbaustralia.com.au/productguide
Tyco or house ad
58 NEWS Falk
Ken Willcock
Ken Willcock served as President of the Australian Pump Manufacturers Association (APMA), the forerunner to PIA from 1980-1982. A visit to the Snowy Hydro Mountains Scheme spurred an interest in engineering in Ken, which led to a career in pumps that began with Pomona Pumps and eventually led him to Singapore with Kelly & Lewis and finally General Manager of GAAM Engineering. Chris Bland asked Ken a few questions about his career.
How did you first get into the pump industry?
I have always had a passionate love of classical music and one of my earliest positions was a music producer with the ABC. Like most young people of that era I wanted to visit Europe and the UK and on my return wanted to do something different, so I applied for a sales job with a spray irrigation company. This application was successful and I was sent to Shepparton which brought me into contact with the pump industry. My territory included Eastern Victoria and the Riverina, which required a lot of travelling.
On a visit to Cooma I visited part of the Snowy Mountains Hydro Scheme which gave me an incentive to attempt a tertiary qualification. That began ten years of night school and I finished up with a Certificate of Civil Engineering. During that time I met Bob Moore who was working for the Pomona Pump Company and I took on additional work as a spotter for Pomona deepwell pumps. This led to a full time job with Pomona which included a move from Shepparton to Melbourne. I stayed with Pomona for three years until the company was acquired by Clyde Industries. As there was a lot of uncertainty at this time I successfully applied for a position of Sales Engineer at Harland Engineering to promote and organise the marketing of Johnson deepwell pumps for which

Harland held a manufacturing licence. In the meantime Bob Moore had also left Pomona Pumps and moved to Kelly & Lewis (K&L) which had been acquired by the large UK engineering companyMather and Platt Ltd in 1961. I joined him there in 1962 not only to promote the KL Berkeley range of deepwell pumps but also to sell other products in K&L’s wide range.
Time moved on and in 1964 Bob Moore accepted the position of General Manager of his former company Pomona Pumps whilst back at K&L I was appointed Sales Manager (Standard Products) Mather and Platt-K&L’s parent company had appointed Englishman Harry Smith as General Manager of K&L in 1961 and in 1968 he enticed Bob Moore back to K&L as Sales Director to strengthen the sales team. At the same time K&L’s engineering department had been built up with the appointment of outstanding engineers Andy Gasuinas and Arthur Connor thus making K&L one of the world’s great pump companies
In 1970 K&L decided to open a sales and engineering office in Singapore to appoint agents and organise large engineering contracts for the region. This office also represented Mather and Platt UK and Mather and Platt-India. I was
with Wormald was not a happy one. Bob Moore had been posted to the UK as Managing Director of Mather and Platt and had left them to take up a position as Managing Director of SPP (another major UK pump company). A subsidiary of SPP was a small Australian pump company called GAAM Engineering and it was proposed that I accept the position of General Manager, which I accepted.
GAAM is a niche market operation that specialises in the manufacture of fire pumps for the majority of Australian Fire Services. A few years later SPP decided to divest itself of some of its smaller subsidiaries and was taken over by a Canadian company called Wajax Limited Whose main activity was the manufacture of fire pumps and fire hose. I was promoted to Managing Director and reported directly to Canada. This proved to be a very happy relationship and I retired from GAAM in 1995.
After that I did some consulting work for GAAM in Vietnam and for Weir Engineering in the Philippines. A very satisfying and rewarding career.
How has the industry changed during your time in it?

turning over cars and setting them alight and any Japanese car was fair game.
appointed South East Asian Manager which proved to be a very successful operation. This move also involved my wife and children the latter of which were educated in Singapore. We left there late 1975 as I had been appointed General Sales Manager of K&L.( Keith Sanders- now a councillor of PIA- took my place in Singapore) Bob Moore was then Managing Director of K&L as Harry smith had returned to the UK.
K&L had been members of the Australian Pump Manufacturers Association (the forerunner of PIA) since its inception and I had been on the council since 1976.1 was the elected President and served the mandatory two year term. At that time APMA produced its first Technical Handbook followed by the Pipe Friction Handbook.
K&L had had its own Board for many years and in 1978 I was appointed to the Board as Commercial Director. Wormald International had taken over the whole Mather and Platt Group (which included K&L) in 1976. The relationship
The pump industry has changed enormously over the last twenty years or so. The removal of tariff barriers started the decline which has never recovered. We have gone from a manufacturing industry with great technical and design excellence to an importing industry and to a large extent that excellence has been lost. Evan the major pump companies of the past are in the majority owned by overseas interests
What is your most memorable moment from your career?
One memorable incident stands out. In January 1975 I made one of my regular trips to Jakarta and had with me a lot of cash in the briefcase I was carrying. I had lunch with the project manager building a new hotel and after lunch he instructed his driver to take me back to my hotel. We hadn’t gone far when I saw a rampaging mob coming towards the car. The driver stopped and said to me, “Go sir go!” “Go where?” I thought! So I turned and ran in the opposite direction and felt a hand on my shoulder. My first thought was that they’d caught me. Turned out a Chinese householder had seen what was going on and took me into his house for shelter.
The initial riots started as a anti-Japanese protest but the Chinese were concerned it could turn against them. After things had quietened down a little I managed to get a taxi to go back to the hotel.
Then the fun started. The mob were
The taxi I was in was a Holden so I had some immunity. After a hairy ride I got back to the hotel and opposite that was a group of shops which the rioters burnt to the ground. This went on for three days and on the fourth day the army moved in and broke it up. I flew back to Singapore having achieved nothing A number of people were killed but fortunately I was not among them.
Did you have a mentor at any time in the industry?
You will have gathered from my first statement that the only real mentor I had was Bob Moore. He was always there and played a big part in shaping my career in the pump industry. Not only career wise, but we have been very close personal friends since our early twenties and still see one another regularly. (Ed - see our interview with Bob Moore in the October 2012 issue - still available online).
Tell me about some of the other personalities in the industry that you have worked with?
There were so many good people in the industry it’s difficult to mention them all but some stood out. Among those were Alan Jackson, Blll O’Hehir David Parry Kevin Wilson (now secretary of PIA) Jim Grant, Roland Palme Arthur Conner, Bill Aitken, Arthur Feiner, David McCleish Bernie Hassell. Just to name a few!
What are the most significant developments you have witnessed in the industry?
I think that one of the most significant changes to the Australian pump industry is that we have gone from a manufacturing industry to a importing one, which
was largely brought about as a result of the tariff enquiry For those companies still manufacturing the development of CNC machines and computer technology has had an enormous impact on manufacturing costs. And of course the high value of the Australian dollar has aided and abetted the importing of pumps.
What does the future hold for pumps?
The world couldn’t function without pumps and electric motors so one of the big challenges is that our industry keeps abreast of the advancement of hydro technology. One of the good things is that the technical education classes run by Keith Sanders is one way of doing this. I also believe that post graduate courses in hydraulic design are necessary.
What advice would you give young people in the pump industry?
I believe that young people coming into the industry today need not only knowledge of pump selection but of the whole hydraulic system to which the pump is being applied. This is an age of specialisation and it’s not sufficient just to have a sound knowledge of pumps. You have to understand the whole system.
Ken is no longer involved in the industry today other than being a life member of PIA and still hascontact with old colleagues of “pump men”. His love of classical music has continued. As a boy he learnt piano, then following retirement decided to learn to play the trumpet and now plays with Stonnington City Brass, one of the better brass bands of Melbourne. He also play bowls with the Melbourne Cricket Club.
PUMP PIONEERS 60
PUMP PIONEERS 61
Presentation to K&L of a special award for export promotion by the Minister for Science in 1977
Membrane life insurance: have you got your policy?
 By Alastair Foster, Project Manager B.C.E, MBA, Amiad Australia
By Alastair Foster, Project Manager B.C.E, MBA, Amiad Australia
Membrane technology development and the influx of solution providers over the last 10 years has been the driving force lowering the cost making ultrafiltration a viable option for many applications in water treatment.
Without pretreatment, the membrane is susceptible to particles of varying sizes. Abrasive particles can cause mechanical damage and affect membrane integrity. Organicfouling is another major factor in the reduction of membrane life and membrane performance. Benefits associated with selecting the right pre-filtration can be vast improvements from the performance your ultrafiltration plant.
Algae blooms and Larvae from surface water (river, lake, pond and sea water) can cause significant issues of organic fouling and potential destruction of microfiltration and ultrafiltration membrane systems.
Over the last 3-5 years designers have realised the impact on operational costs and performance with respect to chemical cleaning CIP, replacement and maintenance involved in membrane systems can be quite high. This has led


to a rethink on the need for sufficient protection in the way of pretreatment.
Enhanced flux methods have been proven to increase life of the membrane and performance by continuous dosing of chemicals. However determining the need for chemicals should be the last step as additional chemicals are costly and required for further processes of treatment or removal. The first step is to remove large particulates and suspended solids.
What is protecting your membranes?
A common problem all around the world with desalination is the issue of Barnacles and crustacean contamination. Barnacle larvae are able to pass through coarse filtration, (200 to 400 micron screens have been proven to be insufficient), and thus populate & flourish downstream. Barnacles settle and establish attachment to surfaces within a 12 hour period. Their hard shells can cause damage to membranes and pumps, and once attached are extremely difficult to remove and eradicate as illustrated in (Figure 1). The barnacle problem can be resolved with pre-filtration degree of 100 micron or finer as illustrated in (Figure 2).
Selecting the type of Pretreatment
Appropriate pre-filtration/treatment shall ensure the integrity, performance and longevity of the downstream membranes, minimizing CIP cycles and chemical use. The typical pre-filtration technologies are Media, Screen, or Disc Filtration
Amiad has the full range of options (media, self-cleaning screen and discs filtration). Amiad’s engineers tailor solutions to each application depending on water quality, materials of construction, and end users requirements.
The Solution Selected
To select a solution for desalination and coal seam gas sectors with the aim of ensuring protection to the ultrafiltration membranes. The common issues in the feed water, which are applicable to both industries; highly corrosive combined with a high organic loading.
Disc filtration is chosen as it is most suited to these conditions. The polymeric design (being made out of polypropylene) is compatible to corrosive environments removing the risk of corrosion or the need for costly exotic materials and rubber lining. The AmiadArkal range of Disc Filtration Batteries have a flexible modular design which
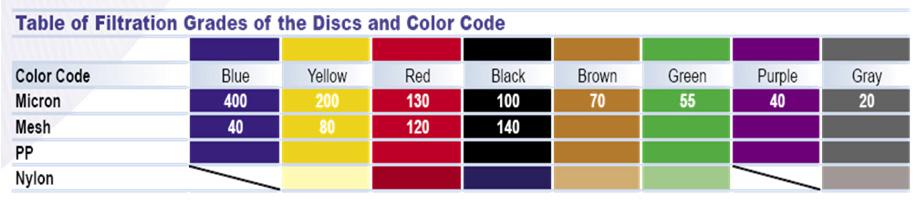
allows different configurations to manage a virtually limitless range of flow rates.
How The Technology Works
Amiad -Arkal Filtration Systems uses a specially designed disc filtration technology. Thin, colour coded polypropylene discs are diagonally grooved on both sides to provide a specific micron rating when compressed together. A series of these discs are stacked together and compressed, on a specially designed spine, to form a disc element (Spin Klin® element).
When stacked together the disc grooves on top runs opposite to the disc grooves below, creating a filtration element with a statistically significant series of valleys and traps for suspended solids in the feed stream to be captured. During the filtration process, the discs are tightly compressed together by a spring’s tension as well as the Hydraulic force (created by the differential pressure). Filtration occurs by the feed water passing from the outer diameter to the inner diameter of the disc element. There are between 18 -32 stopping points depending on the micron rating selected (400-20 micron discs respectively).
Self-Cleaning
By reversing the flow through the spine, water pressure is applied to underside of the piston. This forces the piston upward against the tension of the spring. The

The latest system supplied into the Queensland coal seam gas industry which is the latest one of many over the last 5 years.
pressure that was clamping the discs is reversed allowing a gap in between the discs during the backwashing operation. Internal spray nozzles within the spine jet the inside of the discs forcing them to spin. The spray nozzle flow and spinning action of the discs releases the trapped debris to clean the discs, and this reject stream is directed to the filter drain (via a backwash valve).
Case Study - Desalination
The plant is designed for operating with the total flow rate capacity of 576 MLD sea water.
The recovery is 99% with a filtration degree of 100 micron protecting the ultrafiltration membranes.
Case Study – Coal Seam Gas
Large scale plant in Queensland has been delivered to site and due to be commissioned later this year.
Protection for ultrafiltration membranes from raw ponds water with a f low rate of 48 MLD and with 200 microns for requirement for removal of Algae blooms. The recovery is 99% in this case.




TECHNICAL 62
Figure 1 (left) Barnacles formed permeate side of 400µm disc Spin-Klin © spine element of a pre-filter, after 4 months of service
Figure 2 (right) No Barnacles formed due to 100 micron disc Spin-Klin © spine after 13 months of continuous operation.
TECHNICAL
Air Valves Control Valves Screen Filtration Disc Filtration Design & Supply of Water Filtration & Valve Solutions to The Water Industry Amiad Water Systems | 1300-426-423 | sales@amiad.com.au
Understanding pump curves 4: variable speed – the answer to all your prayers?
By Ron Astall, United Pumps Australia
Of course it depends on what you pray for. If you are a Variable Speed Drive vendor, this is the new religion. Electric variable frequency drives (VFDs) have become very affordable and are being touted as the “Saviour” for centrifugal pump energy saving and process control and the Drive Vendors are the new evangelists.
Why the excitement?
Most centrifugal pumps are driven by simple, rugged and reliable squirrel cage induction electric motors, which run at essentially a constant speed. Their speed depends on the number of poles in the motor and the electric supply frequency; usually 50Hz or perhaps 60Hz as in the Americas and some parts of Asia. For Electric motors we are stuck with the typical fixed speed options as shown below:
Available Motor Speeds
Pump Running Speed - RPM (assuming 20 RPM slip)
of Poles 50Hz supply
60Hz supply
VFDs use inverter technology to vary the supply frequency to the electric motor.
In principle we can have any pump speed we want, just by the turn of a knob or by the graphic user interface on the VFD. Not only can we have any speed we want, we can change it at will while the unit is running.
Now, before the suppliers of other technologies become upset, I must point out that the most if not the same benefits are available from many other Variable Speed Drive (VSD) technologies such as fluid couplings, hydrostatic drives, continuously variable transmissions, DC drives and slip ring motors. The VFD evangelists are, however, the ones currently leading the push for much more affordable speed control in pumping installations.
To be even handed, from this point onwards I will use the all encompassing term ‘VSD’ except where specifically referring to VFDs.
The Gospel message from our evangelist
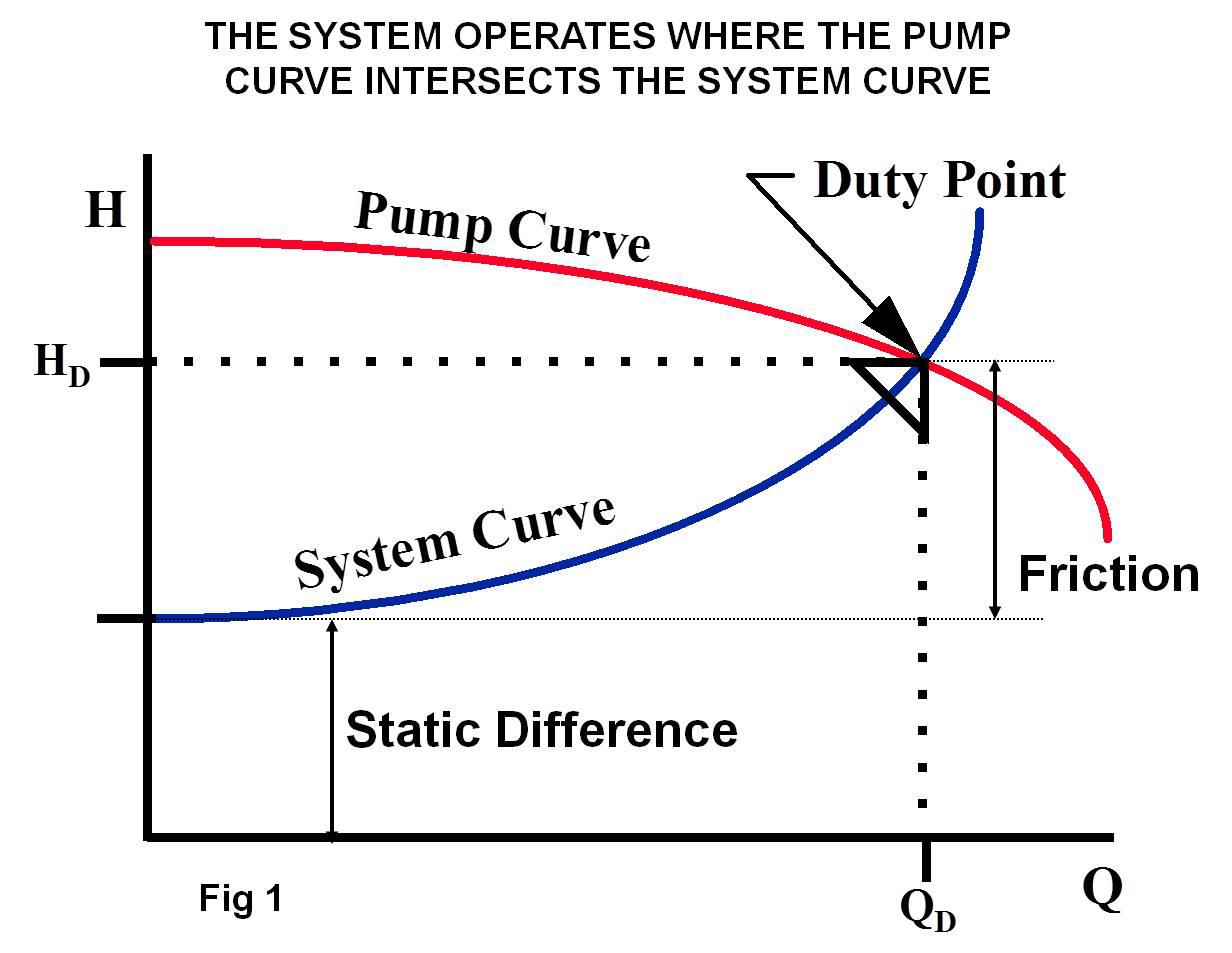
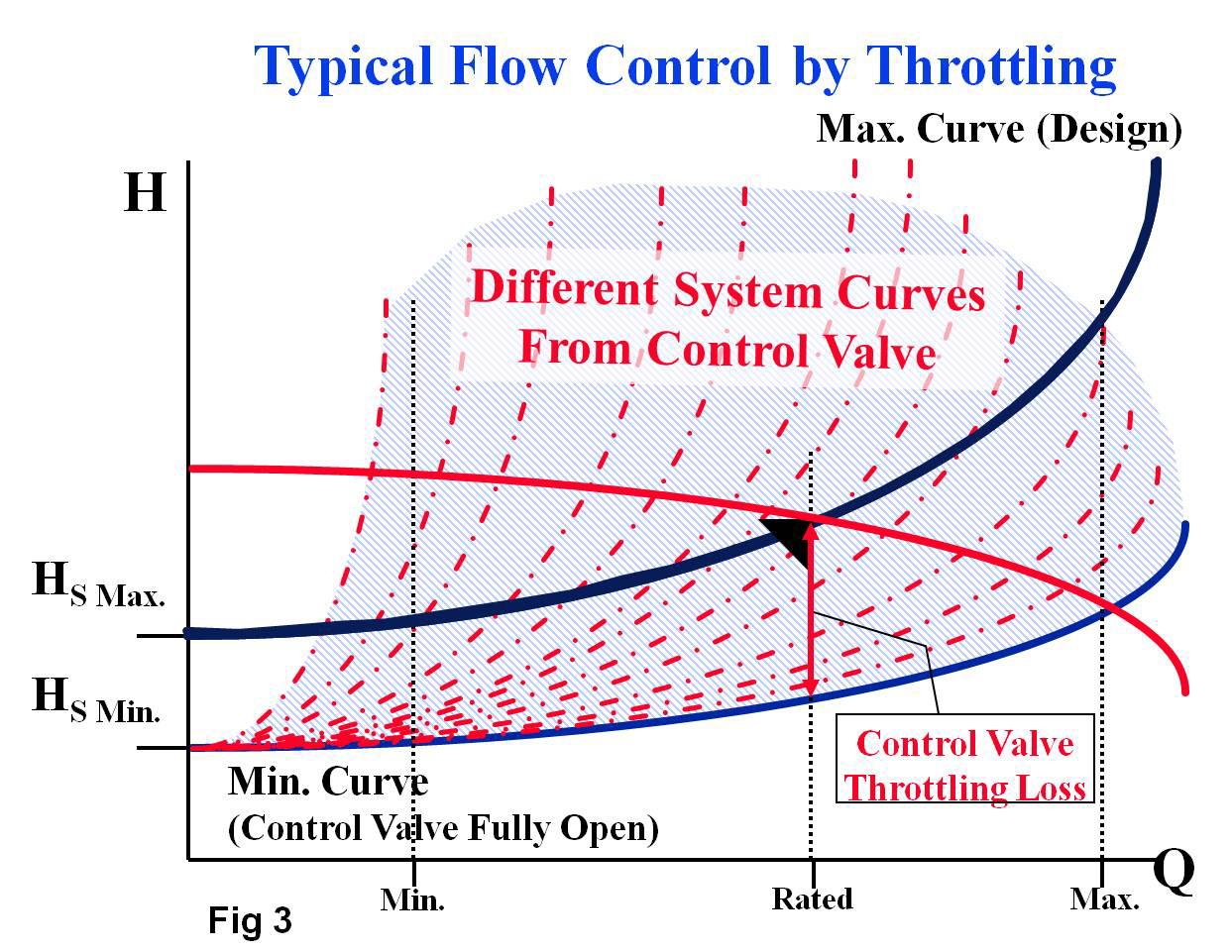
to be throttled to keep the pump on its curve or to control the flow to suit the process.
friends is that VSDs allow flexibility, energy saving, accurate flow control and ideal process control.
Let us examine whether this could be true.
Systems change.
A centrifugal pump can only operate where its curve intersects with the actual system curve (Fig 1). Normally the pump curve does not change except through damage or wear.
Systems, however, change all the time. The designer may have over-specified the pump in the first place, the piping may corrode, filters and heat exchangers may clog, tank levels may change and plant demand may change. So the systems change, but the pump curve stays the same (Fig 2).
A centrifugal pump is a slave to the process. System changes can play havoc with the pump operating point and the pump may end up running well away from the rated flow and the system may need
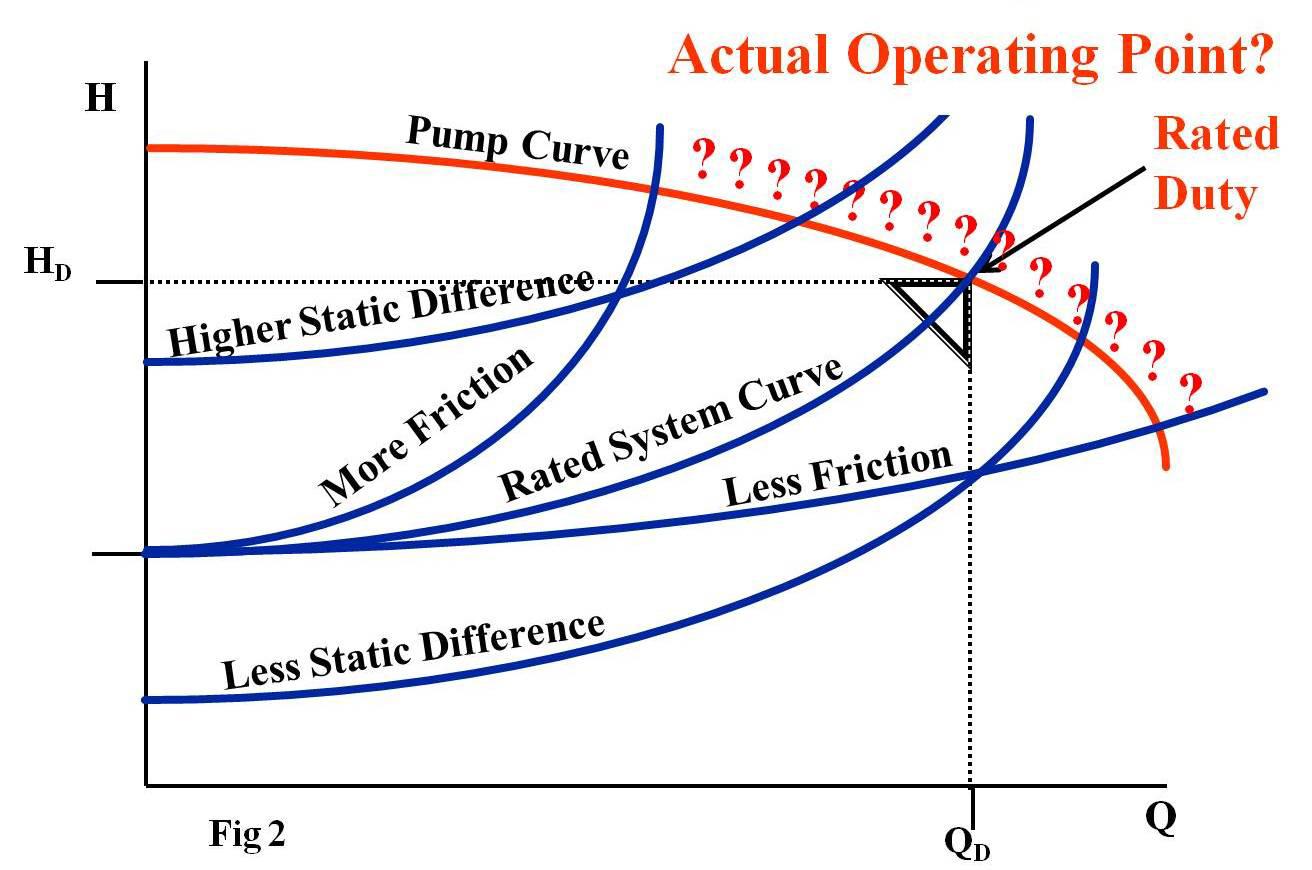
Throttling – Modifies the System Curve
Throttling varies the system curve by increasing the friction losses (Fig 3). The head or pressure loss across the throttling valve is obviously an energy loss.
Throttling is a highly effective but often energy wasteful method of flow control. What if we could change the pump curve to match the changes in the system curve?
Well, yes, this is the whole point of VSD. Changing the pump speed changes the pump curve. So how well does this work and how can we calculate what will happen?
To figure this out, we need to understand the centrifugal pump “Affinity Laws”
Affinity Laws – Modify the Pump Curve
The performance of a centrifugal pump will vary with speed according to the formulae below (Fig 4).
These calculations result in a set of curves called “Affinity Curves”, with imaginary lines (Affinity Lines) that pass through equivalent points on each speed curve.
We can use the above to predict the
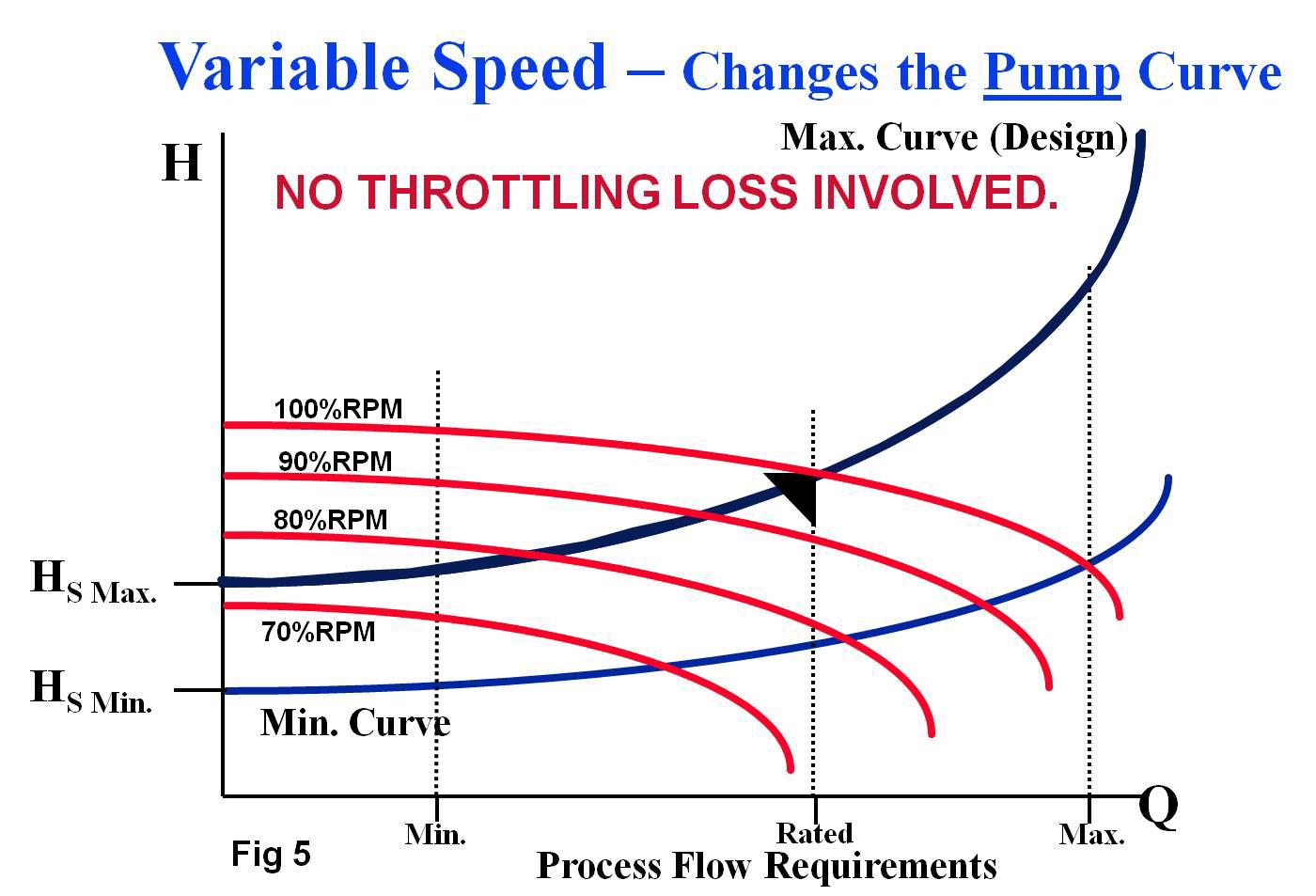
change in performance of a centrifugal pump with a change in driver speed quite accurately.
We can thus change the pump curve to match the system.
We can thus change the pump curve to control system flow instead of throttling (Fig 5).
When we throttle, the energy lost across the control valve must still be covered by the pump driver. If we instead slow the pump speed to match the different system and flow requirements, we can reap dramatic power savings.
Variable Speed Process Control
Variable speed technology offers major benefits (Fig 6).
Instead of throttling, run the pump slower and save on power, save on control valve wear, eliminate throttling noise and use driver speed to control the process.
Savings
The saving in power consumption can be calculated by comparing the full speed power with the power at the required operating point assuming reduced speed. The inefficiency of the drive must be allowed for in the power calculation. Electric VFDs are slightly less efficient than a basic direct on line motor. This is because every VFD will have some unavoidable electrical losses and due
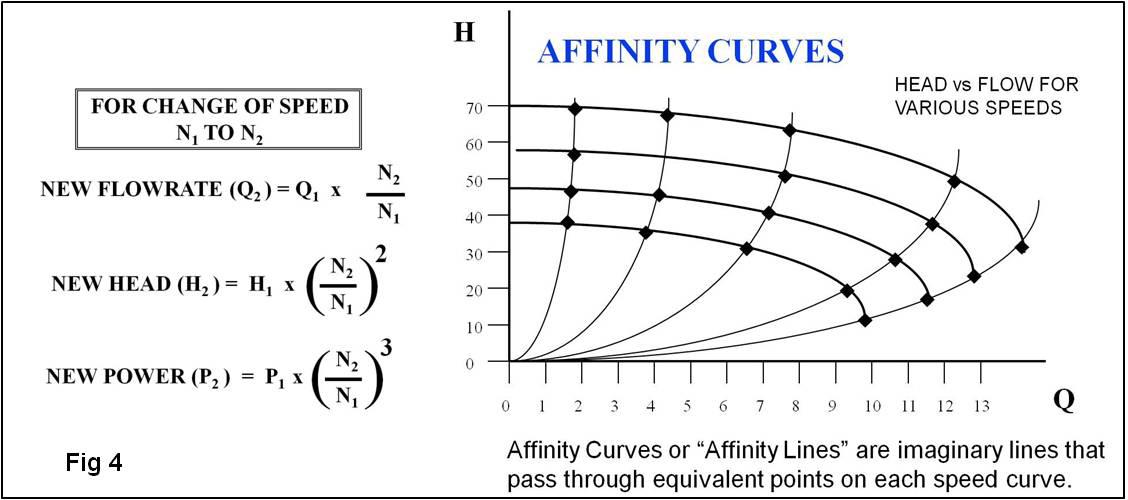
to additional eddy current losses in the motor which stem from the normally less than perfectly sinusoidal wave form that a VFD produces. Other types of VSDs also have losses which must be factored in. In general, these losses are small compared to the overall power saving.
In comparison with a control valve, there may also be significant maintenance savings due to the elimination of valve wear.
Pump life between overhauls is also potentially improved when a VSD system allows the pump to operate closer to its Best Efficiency Point (BEP) at the various system flows.
Costs
The capital cost of the VSD. If this is a VFD retrofit to an existing unit, the existing driver will need to be evaluated for suitability for variable frequency service. Usually an electric motor has to be de-rated to take into account the small but sometimes significant eddy current losses, and this may mean that a new, higher rated motor will be needed. If the speed is being increased, then almost certainly a new, larger motor and perhaps a new shaft coupling will be necessary.
Mechanical Considerations
In most VSD retrofit applications, the idea is to use the VSD to slow the running speed down from the previously fixed maximum speed. Normally this will not present any mechanical problems for the equipment because running stresses reduce dramatically when the speed is decreased. Some aspects to watch however include hydrodynamic bearings and mechanical seals which will have a minimum speed requirement to maintain a fluid film and to ensure adequate lubricant and seal flush flow. This minimum mechanical speed is typically a
TECHNICAL 64
frequency
frequency 2 2980 3580 4 1480 1780 6 980 1180 8 730 880 10 580 700
Number
TECHNICAL 65
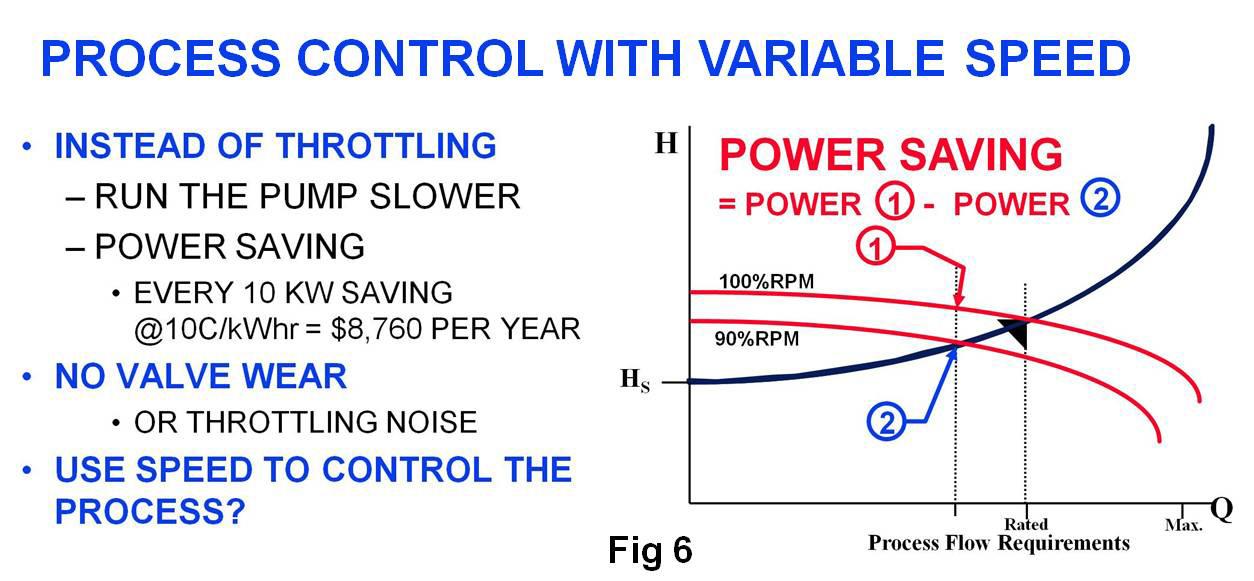
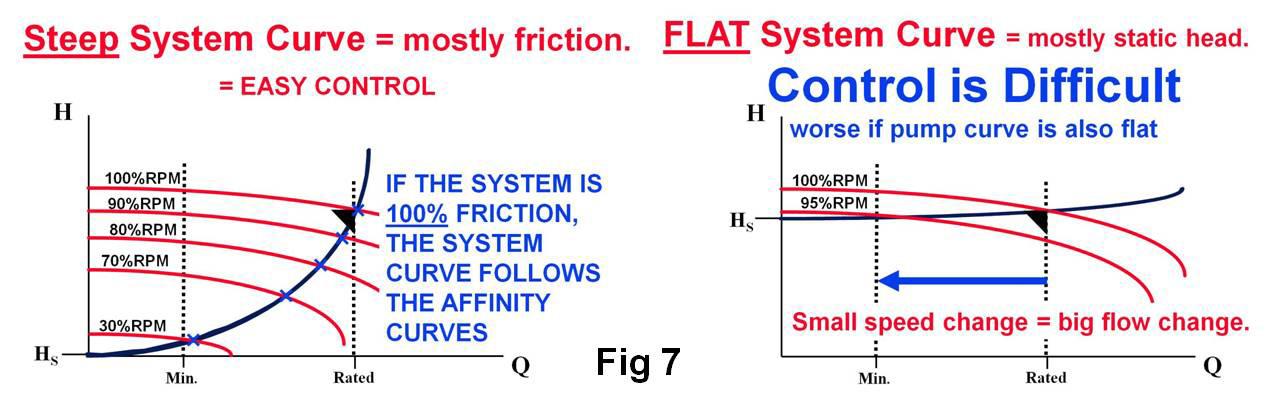
few hundred rpm and is normally not an issue but should be considered.
Another factor that is often queried is less effective motor cooling due to lower cooling fan speed. Because the power required by a centrifugal pump reduces with the cube of the speed change, motor power is dramatically reduced and the reduced cooling capacity ought not be an issue. Motors in other VSD applications such as constant torque service may need auxiliary cooling at low speeds.
When the pump itself has a shaft driven cooling fan in a hot service application, the reduced cooling capacity on the pump may need to be addressed.
It is now also routinely possible to increase the pumpset speed above the standard supply frequency. For a new installation, it is expected that all
aspects would be engineered at the time to ensure the equipment is correctly rated. For an existing installation, the pump and driver combination will need to be assessed to ensure that the pump itself has been engineered for the higher speed, which implies higher pressures, higher shaft power, higher bearing loads and almost certainly poorer suction performance (higher NPSHR).
Hydraulic Considerations
The system hydraulics will often dictate the minimum running speed, rather than mechanical considerations. If there is a significant static differential head in the system, the danger is that as speeds reduce, the pump head will drop below the system static head and the pump will be running at zero flow or will experience reverse flow if there are no check valves. The pump speed must always be high
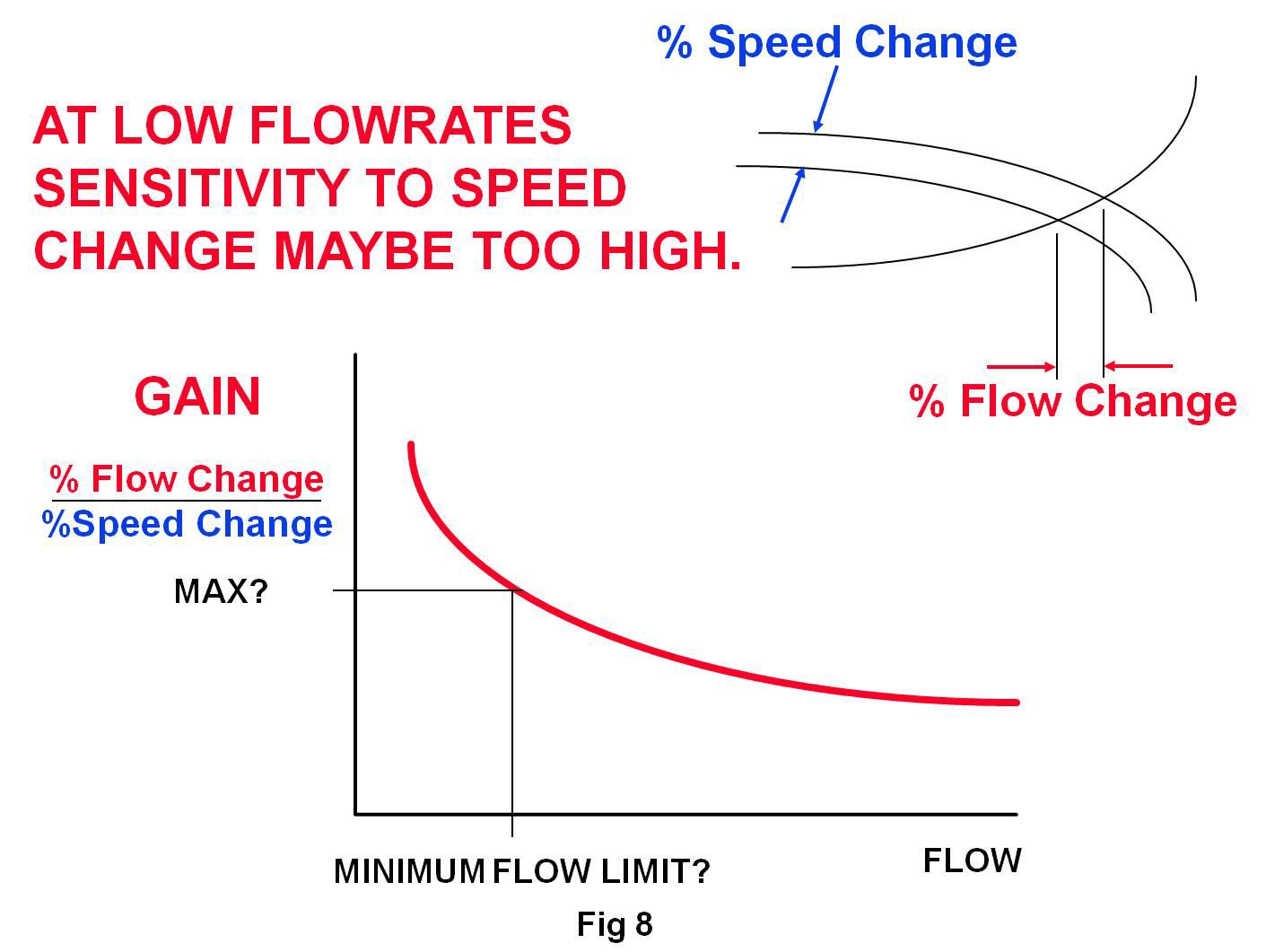
enough to ensure that pump developed head exceeds the system static head sufficiently to maintain minimum pump flow.
Hazardous Areas
In hazardous areas, the motor will also need to be certified for use with a variable frequency drive. This is normally available routinely for a new motor, but an existing unit may not have suitable certification.
Will it Work for You?
The VSD gospel is that you will generate energy savings, improved reliability and enhanced system control.
Will it work for you? It depends on your system. In our previous discussion on “Pumps in Parallel” we discussed “Flat” and “Steep” system curves (Fig 7).
A mostly frictional “Steep” system such as a closed loop system or a long pipeline is ideal for VSD control. In this sort of system, the ratio of flow versus speed will be very linear and flow control will be straightforward.
Conversely, with a “Flat” system where the head is mostly static differential, VSD flow control may be difficult. If the pump curve is also reasonably flat, a small speed change may result in a dramatic change in system flow. A steeper pump curve may help, but control of “Flat” systems is often problematic; particularly at low system flows. For “Flat” systems it is valuable to draw the pump curves at various speeds against the system curve and calculate the Gain or % flow change vs % speed change and plot this against flow (Fig 8). This will allow a prediction of where VSD flow control, may become impractical. In these instances, throttling with a control valve may be the best solution.
The VSD gospel is that you will generate significant energy savings, improved reliability and enhanced system control.
Will it work for you? It depends on your system. Plot your pump curves against your system curves. This is the window to understanding how it will work.
In some cases, it may be a complete disaster. In most cases, however, VSD offers wonderful advantages and is an ideal solution to generate energy savings and easy process control. It may indeed be the answer to your prayers.
The moral of the story is; as always; understand your system.

Glossary of pump terms
L-Z pump school
Brown Brothers Engineers Australia Pty Ltd, www.brownbros.com.au.
L Labyrinth seal
A non-contacting seal utilising a tortured path for the escape of the fluid. Utilises a series of pressure drops to reduce the leakage.
Lantern Ring
A device used to supply lubricant to packing. Usually located in the middle of the packing ring set.
Line bearings
These position the rotor or shaft radially and are normally of the sleeve type. Generally used in vertical pumps.
Liquefied Petroleum Gas LPG
This is liquefied petroleum gas which is a by-product of the refining of crude petroleum oil.
M
Magnetic drive
A type of seal less pump that utilises permanent magnet technology to provide the rotation of the impeller.
Mating ring
Another name for the hard face in a mechanical seal. It can be either rotating or stationary.
Mechanical seal
A positive sealing device used to seal all fluids (liquids and gases). The primary seal is a set of lapped seal faces that are installed perpendicular to the shaft.
Metal bellows
Used in mechanical seal designs to eliminate the need for a dynamic elastomer and springs.
Metal fatigue
A breakage of the metal caused by the bending and flexing of a metal part beyond its endurance limit.
Minimum flow
The minimum capacity of a pump to prevent thermal and/or mechanical damage.
Moment of inertia
This represents a magnitude of the inertia in respect of the rotation around
the axis of the pump and drive rotor.
Multistage Pump
This defines a pump that has more than one impeller on the shaft.
N
Negative pressure
A pressure below atmospheric pressure.
Newtonian Fluid: A Newtonian liquid is one whose viscosity does not change with increasing shear rate e.g. when agitated.
Non Overloading Power: This refers to the maximum power absorbed by a pump with a specific impeller diameter and liquid. Motors are generally sized at the next size above this power.
N.P.S.H.A: The net positive suction head available to prevent cavitation of the pump. It refers to the suction side of a pump installation and is defined as the head acting on top of the liquid + static head -vapor pressure head - friction head loss in the suction piping.
N.P.S.H.R.: Net positive suction head required to prevent cavitation of a pump and is dependent on impeller and pump design. The pump manufacturer determines the NPSHR by testing. In all cases, it is imperative that NPSHA >NPSHR to prevent cavitation
O
O.D.
Outside diameter.
Operating length
This measurement is set by manufacturers to provide the correct closing pressure on the two mechanical seal faces. The measurement can be made in a number of ways dependent on manufacturer. One measurement is from the face of the stationary face to the location screws for the rotating part of the seal.
Orifice Plate
A plate with a hole smaller than the pipe diameter in which it is located
Over hung impeller
Not supported with bearings on either side of the impeller.
P Packing
The soft rings that a mechanical seal replaces to stop leakage. Packing must have a small leak because it works on the theory of a series of pressure drops to reduce the stuffing box pressure to the point where the leakage is acceptable. Generally, a minimum of five rings of packing is required to do this.
Parallel operation
This refers to two or more pumps that are discharging to a common header. It is important that the impeller speed and outside diameters are the same or one of the pumps may cause other pumps to operate at shut off.
pH
A measure of the acidity or the alkalinity of a fluid. The scale ranges from 0 (acid) to 14 (alkali) with 7 considered neutral.
Pipe strain
The strain on the pump volute caused by the piping. It will cause excessive mechanical seal movement and can cause contact between rotating and stationary pump and seal components. It can also cause serious misalignment with resultant damage to bearings and couplings.
Pitting
Surface voids caused by corrosion, erosion or cavitation. It is possible for the three to occur at the same time.
Positive Displacement Pumps
This is a collective definition of all pumps that operate according to the positive displacement principle. That is, the liquid being pumped is displaced by a body which periodically increases and decreases the working volume.
Power end
The end of the pump that attaches to the power source and is not wetted by the liquid. The bearings are in this part.
Precision bearing
TECHNICAL 66
67
Next issue : Minimum Flow
Ball or roller bearing as opposed to a sleeve bearing.
Pressure gradient
The pressure drop between the seal faces.
Priming
This refers to the filling of a pump with liquid prior to operation.
Q Quench
The introduction of a fluid outside the seal to cool the product, dilute any leakage across the seal faces or isolate seal faces from atmosphere.
R Radial Bearing
This bearing handles most of the radial loads put on the impeller. In an endsuction centrifugal pump it is the bearing located closest to the stuffing box.
Radial Thrust
This is the thrust produced in the radial direction i.e. at 90 degrees to the centerline of the shaft, by forces acting on the impeller when operating at points other than BEP.
Radially Split Casing
A pump casing with the casing joint at 90 degrees to the shaft axis.
Rated Operation
This is the basis of selection of both pump and driver. When rated operation is specified, it generally exceeds the requirement of the design operation.
Ring Section Pumps
These are multistage pumps with several identical stage casings arranged in tandem behind each other. The stage casings are radially split.
Rockwell “C”
The scale used to define hardness of materials.
Run out
Twice the distance that the centre of the shaft is displaced from the axis of rotation.
S Saturation Pressure
Same as vapour pressure.
Seal faces
The lapped faces that provide the primary seal in a mechanical seal.
Self Priming Pump
These pumps are capable of pumping liquids on a suction lift by being able to remove air from the suction line of its own accord. Most self-priming pumps need to be filled with liquid (primed) before the initial start, however their design means that subsequent starts do
not require priming. Pumps that can selfprime from dry are limited to diaphragm and peristaltic type pumps only (both are positive displacement pumps).
Series operation
Two or more pumps connected with the discharge of the first pump discharging to the suction of the other etc. Rarely used these days.
Shaft packing
The soft packing located in the stuffing box to provide a shaft seal for pumps.
Shaft Power
The mechanical power absorbed at the pump shaft.
Shut off head
This is the maximum head that the pump can generate with a given impeller outside diameter. It is normally at zero capacity.
Sleeve bearing
A non-precision or anti-friction bearing. It is usually manufactured from carbon, teflon, brass, white metal, other synthetic bearing materials.
Slurry
A slurry is a liquid in which solids are present in suspension.
Solubility
This defines the ability of a liquid to dissolve with another liquid. For example, ethanol will fully dissolve in water whereas oil will float on water.
Specific Gravity (SG)
This is the ratio of the mass of a liquid for a known volume to the weight of water for the same volume. The reference is water at 4 degrees C with an SG of 1.0. If the liquid you are questioning will float on water the specific gravity is less than one. If it sinks, it is higher than one. Note that this is based on the liquid not being soluble in water.
Specific Speed
Specific speed of a pump is determined by the geometry of a pump impeller.
The higher the specific speed the less N.P.S.H. required.
Stainless steel
Alloy steels containing a high percentage of chromium and/or nickel.
Static head
The height of a liquid above a reference point e.g. pump centerline.
Stationary face
The seal face that does not rotate with the shaft.
Stuffing box
The portion of the pump that held the
packing and now holds the mechanical seal.
Stuffing box pressure
The pressure in the stuffing box and generally between suction and discharge pressure but closer to suction pressure.
Submersible pump
A pump/motor pumpset that operates only when totally submersed in the fluid which is being pumped.
Suction lift
Pumping application where the liquid level on the suction side of the pump is below the pump centerline.
System resistance Curve
A graphed representation of how total dynamic head varies with capacity. A pump will operate where the system resistance curve intersects the pump performance curve.
System head
The head caused by friction in the piping valves and fittings.
T Tandem seals
The seals are facing in the same direction with a low-pressure barrier fluid circulating between them.
Thermal conductivity
A measure of the material’s ability to conduct heat. This is a very important factor in the selection of mechanical seal faces.
Thixotropic fluid
The viscosity of the fluid decreases with agitation. Non-drip paint is an example of such a fluid.
Throttling
This means closing of a valve on the discharge side of a pump to increase friction loss. This steepens the system resistance curve with a resultant decrease in flowrate. Opening the valve results in an increase in flowrate.
Thrust bearing
This locates the rotor or shaft axially and is designed to handle any excess axial thrust load. In an end-suction pump, it is normally located close to the coupling.
Thrust
In a centrifugal pump it refers to the axial movement of the shaft. The thrust can be towards the wet or power end of the pump and at start up it thrusts in both directions.
Total Discharge Head
This is equal to the pressure at the pump discharge connection converted to head of liquid.
Total Dynamic Head
Total dynamic head is equal to total discharge head minus total suction head
Total Suction Head
This is equal to the pressure at the pump suction connection converted to head of liquid.
Tungsten carbide

A common hard face seal material available in several grades depending upon hardness and corrosion resistance. Cobalt and nickel are the two most common types.
Turbulence
This refers to disturbance of fluid as it enters the suction connection and /or the impeller. This can cause cavitation problems in a centrifugal pump. This is often caused by an insufficient length of straight pipe before the pump suction inlet.
U Unbalanced seal
A mechanical seal not designed to balance the closing force between seals. Refer to Balanced Seal.
V Variable speed motor
This is used to control flow in a system by varying the frequency of the motor. A better system than throttling as it reduces power consumption significantly.
Vacuum
This is a pressure less than atmospheric.
Vapor pressure
Below this pressure, the liquid at this temperature will vaporise.
Vaporisation
The fluid passes from a liquid to a gaseous state. If this happens at the seal faces the seal faces will be blown open.
Velocity
A measurement of the speed of the liquid in the system. This is measured in metres per second.
Velocity head
This is part of the total head calculation. This is calculated from the formula H = v2/2g.
Vent
This removes air or gas from the system. It is important to vent the stuffing box in vertical pumps to prevent the seal faces from running dry.
Viscosity
This is defined as the property of a liquid that offers resistance due to the existence of internal friction between layers
within the liquid.
Viton®
An E.I. Dupont Dow manufactured fluorocarbon elastomer widely used in the sealing industry. Refer to Fluorocarbon.
Volute casing
This derives its name from a spiralshaped casing surrounding the pump impeller. It converts velocity energy to pressure energy.
Vortex Pump
A type of pump used to handle liquids with entrained solids, particularly stringy solids. The impeller is recessed into the volute. A very low efficiency design, but practical in many applications.
Vortexing liquid
Creating a “whirlpool affect” that can draw air into the suction of the pump. Vortecies can form both from the surface of the liquid and in vertical pumps, from the floor of a pit or channel in which they are located.
W Water hammer
This occurs in a closed piping system as a result of the pressure being rapidly increased when the liquid velocity is suddenly changed. This damaging effect is usually the result of sudden starting, stopping, change in pump speed, or the sudden opening or closing of a valve. Water hammer can usually be controlled by regulating the valve closure time, surge chambers, relief valves or other means.
Water Power
The calculated power coming on water at an efficiency of 100%.
Watt
A measure of power.
Wear ring
This is used with closed impeller pumps to seal leakage from the high-pressure side of the pump to the low-pressure side. This may need to be replaced as it wears when the recommended clearance is doubled or when reduction in pump performance can no longer be tolerated.
Welded metal bellows
A seal design used to eliminate the use of elastomers. Excellent for cryogenic and hot applications. Not as effective for hot petroleum applications because of “coking” problems.
Wet end
The part of the pump that gets wet from the pumping fluid. Includes the volute, stuffing box, impeller wear rings, and shaft or sleeve.
Event Calendar
PIA Events
Meeting
August 2013 - Sydney
August 2013 - Sydney Half Day Workshop to review new Firepump Standard AS2941
Seminar 15 Oct 2013, Melbourne
Full Day Seminar - Developments in the Building Services Sector – Pumps & Systems AGM
November 2013 (AGM)– Melbourne
For more information or to register for PIA events, visit pumps.asn.au or email pumpsaustralia@bigpond.com
Other Events
BIM-MEP Aus Melbourne 25-26 July, 2013 bimmepaus.com.au
IPWEA
August, 2013 www.ipwea.org.au
AIMEX
August, 2013 www.aimex.com.au/
WIOA Victoria Bendigo 4-5 September, 2013 www.wioa.org.au
All Energy
9-10 October, 2013 www.all-energy.com.au
Australian Pipeline Industry Assoc. (APIA)
12-15 October, 2013 www.apia.net.au/events
Fire Australia
November, 2013 www.fpaa.com.au/events
68
69
See issue 3 (May 2013) for A-K
General
13
14
Seminar
12
Darwin 11-15
Sydney 20-23
Melbourne
Adelaide
Sydney 20-21
Xylem releases intelligent pumping control system
Pumping applications for irrigation water supply, recreational turf, building services or domestic supply needs can achieve improved efficiencies and usually significant electric power savings by the application of the unique Hydrovar™ variable speed pump controller by Xylem Water Systems Australia.
The Hydrovar is a pump mounted variable speed, micro-processor based system controller that has been designed by pump people for pumping applications.
Originally it was the world’s first of its type to manage motor speed and match pump performance to a wide range of water industry applications.
In independent tests compared to full speed pumps Hydrovar has provided energy cost savings of up to 70% by varying the pump performance to match water supply demands.
Now with a unique wall or panel mounting system Hydrovar utilizes the output power of the drive to operate a cooling fan therefore reducing the need for the Hydrovar to be motor mounted to operate.
Con Goltsios, Hydrovar Product Specialist for the Applied Water Systems Division of Xylem Water Systems Australia says that the new mounting systems will enable many onsite pumps to be retrofitted with Hydrovar and provide the potential for cost savings to the owners.
This results in Hydrovar becoming a standalone drive mounted directly to a wall or enclosure.
With the introduction of a wall mounted fan kit the Hydrovar increases its capabilities for more application types and installations.
The new wall mount kits are specifically designed to provide the cooling capacity required to ensure longevity of the Hydrovar.
Hydrovar offers a unique modular design, available as a Master Drive that is fully featured for single or multiple pump applications, as a Single Drive with reduced features for a single pump only application or a Basic Drive for use on slave pumps in multi-pump applications, or soft start in single pump applications.
Hydrovar also has a unique simple clip-on

Haskel customers are the key
design enabling it to be attached to the TEFC electric motor of most common pumps and the wall or panel mounted alternative makes it ideal for submersible pump installations.
The Hydrovar is easily integrated into existing building management systems as everything is included in the one package – micro-processor, controller, sensor, upgraded management software and a back-lit LCD control panel.
As an intelligent control system it automatically adapts the demand to the pumping system capacity.
In a variable speed controlled system the pump speed adapts to the required pressure & flow ensuring that no energy is wasted.
Each Hydrovar has an IP 55 rated housing and a number of failsafe features including low pressure shutdown.
With its clip on feature the Hydrovar unit allows very simple, fast and inexpensive retrofitting to existing pumping systems.
Con Goltsios Hydrovar Product Specialist for the Applied Water Systems Division of Xylem Water Systems Australia says that especially where there is operation at partial loads of a centrifugal pump there will be significant potential for energy savings.
“For instance in a multi pump application in say a building services or recreational turf watering system the Hydrovar will automatically shut down one or more pumps when demand falls.
“The electric power saving thus gained can obviously be significant.”
“On a multi-pump installation a benefit of having a Hydrovar system fitted is its seamless multiple redundancy feature.
“In the case of a pump or drive failure one of the other drives will automatically take over control of the system ensuring a constant water supply”.
Haskel is the world leader in the manufacture of high pressure equipment with pressures to 150,000 psi (approx 1,000,000 kPa). Haskel pneumatic pumps, gas boosters, air amplifiers, and high pressure systems, as well as their BuTech line of high pressure valves, fittings and tubing, are used throughout the industrial world for generating, storing, and controlling high-pressure gases and liquids. Offering both standard and customized products, Haskel is supported by a global network of subsidiary offices and distributors.
With over 65 years of experience in hydraulic and pneumatic engineering, at the core of Haskel’s success is the company’s commitment to improving innovations in high pressure technologies and to solving problems at their root cause. With the implementation of a “Continuous Improvement” business model, the company is striving to provide products of the highest quality at the lowest price. Their goal is to maintain a strong focus on customer relationships by identifying and solving problems to increase efficiency and reduce waste.
George Volk, Director of Sales & Marketing for Haskel explains the importance of treating a problem, such as a failed unit, as a golden opportunity to locate the root cause of a problem and learn about the issues that can be improved upon, so that problems do not recur. Haskel also believes that remaining focused on their market demands and ensuring that they remain on top of the innovations, is very important to their success in the field and so it continues to invest in technology to ensure that they maintain a leading edge in the industry.
Their latest innovations in high pressure fluid and gas handling equipment includes the qualification of BuTech subsea valves to the rigorous standards of API 6A, 19th ed., ISO 10423:2003 pr2 Annex F/PSL3G. “We have been doing a lot of API (American Petroleum Institute) qualification of our valves with some relatively stringent demands that will set us apart.” Having qualified eight valve configurations over the last couple of years, Volk admitted that it was difficult to achieve but that the improvements were necessary for the success of their designs. In order to withstand the demanding temperature scale from -18°F, far colder than the ocean itself, Haskel decided to create new designs without elastomers and only use plastic
and metal type seals. “Elastomers all generally have a life-span to them and right now, we are asked to guarantee a valve life of 20 years. Next it will be 30 years, at the bottom of the ocean,” said Volk. “This will allow for deeper depths and the major exploration is going to be in deeper sea. We feel as though we are going to get more involved in subsea valve requirements, because it is a huge growth area.”
A tour of Haskel’s 9000sq/ft. (approx 830 sqm) facility reveals that even the size of the plant reflects their business model of efficiency, by ensuring that operators have less ground to cover and that materials are within a closer proximity. This system is a facet of their Continuous Improvement program which is primarily focused on customer satisfaction and product quality.
Dean McCarthy, Haskel’s Manufacturing Director, stresses the importance of maintaining an organized working environment. Through the use of tool and material organizers, safety shut off switches, protective shields and proper equipment training, Haskel can ensure safety in the workplace despite working with some fairly dangerous testing procedures and manufacturing machinery.
McCarthy believes that this commitment to safety in turn, promises efficient operation, which helps to keep their
customers happy with quality and service.
“We go out once a year and actually ask our customers how they feel about us in terms of quality, delivery, response. And we also have external assessors that come in and rate us on different elements of our Continuous Improvement program. This is a highly quality-driven manufacturing process. When there are defects, we go through a process called relentless root cause analysis (RRCA) and mistake proofing (MP), so when we do have a defect, we take it and we analyze to find the reason for failure and until we understand that, we don’t move any further. We decide if it was a real failure; was it a customer impression or an application issue, is it something engineering has to get involved in, was it the assembly, etc. and what do we have to change to make sure that this is not a problem going forward?”
“Our customers are the key to this whole thing,” he said. “We wouldn’t be here without them.”

70 PRODUCT SHOWCASE
For more information and technical specifications on Hydrovar contact the Applied Water Systems Division of Xylem Water Systems Australia on 03 9551 7333 or by email to con.goltsios@xyleminc.com or see www.xyleminc.com
71 PRODUCT SHOWCASE
Editorial schedule
November 2013
Main feature
Industry Focus
Pump Products
maintenance
February 2014
Main feature
of the industry
Industry Focus
Pump Products
May 2014
Main feature
Reliability
Industry Focus
Water
HVAC
Plastics, rubber, chemicals
Pump Products
Seal-less pumps
August 2014
Main feature
Pump manufacturing
Imports & exports
Industry Focus
Mining
Food
Wastewater
Coal Seam Gas
Deadline: 6 September, 2013
Instrumentation, control & monitoring
Pressure, temperature and level gauges and sensors
Vibration instrumentation and analysis sensors
Flow meters, control panels
alignment tools
Condition monitoring sensors
Deadline: 29 November, 2013
Related Products
Valves
Pipes and piping systems
Filtration systems
Lubricant & lubrication systems
Coatings
Custom casting
Vacuum pumps
Deadline: 21 March, 2014
Related Products: Seals
Connectors
Couplings & seals
Bearings
Mechanical seals/support systems
Elastomeric seals/gaskets/packing
Wear rings
Deadline: 13 June, 2014
Related Products:
Motors and drives
Gears
Cylinders & actuators
Compressors
Fans
Pump Products
Balancing
ABB Australia
Acromet
Amiad Australia Pty. Ltd.
Brown Brothers Engineers
Chesterton
Crusader Hose
f.el.som Middle East
Falk Australia Pty Limited
Fire Equipment Australia
Flow Technology 2014
Haskel
Hydro Innovations
JDM Instant Pumps
Kelair Pumps Australia
Kennards Pump Hire
Milton Roy
Netzsch Australia
Northern Diesel & Hydraulic
NOV Mono
Paterson Pumps Australia
Precision Balancing
Pump Systems Limited
Rathbone Engineering
Regal Beloit
Riverina Water Engineering
Sterling Pumps
Toshiba International Corporation
United Pumps Australia
Vortex Hire
Watson Marlow Bredel
& Crossley
Bendigo
INDEX 72
INDEX
ADVERTISERS’
Welling
WIOA
Xylem Water Systems 57 3 63 6 OBC 39 18 58 9 45 15 44 10 31 25 15 49 22 41 43 34 33 24 13 55 7 IFC 35 14 19, 53 26 IBC 17
State
Oil
LNG Manufacturing & heavy industry
& Gas
Pump
protection
Energy
efficiency
Power generation Fire protection Irrigation
Repair &
miss an issue - subscribe now for free
to www.pumpindustry.com.au and hit subscribe to ensure you keep receiving Australia’s number 1 pump source!
Never
Go
