pumpindustry
The road ahead: State of the Industry forecast
Industrial valve market outlook

Performance prediction for slurry pumps
What is the purpose of minimum flow?
FEBRUARY 2015 ISSUE 10






Pump Industry Australia Incorporated
Kevin Wilson – Secretary
PO Box 55, Stuarts Point NSW 2441 Australia
Ph/Fax: (02) 6569 0160 pumpsaustralia@bigpond.com
Ron Astall – President United Pumps Australia & Astech Consulting Services
John Inkster – Vice President Brown Brothers Engineers
Mike Bauer – Councillor Dynapumps
Frankie Camilleri – Councillor John Crane
Martin O’Connor – Councillor KSB Australia
Alan Rowan – Councillor Life Member
Keith Sanders – Councillor Australian Industrial Marketing & Life Member
Ashley White – Councillor Davey Water Products
President’s welcome
What a thrill it has been to have participated in our 50th anniversary year. We marked the occasion in November with seminars in Melbourne and Sydney, our Annual General Meeting in Melbourne and a boat cruise along the Yarra River. To everyone that attended these events, thank you.
As part of our 50th anniversary celebrations, Steve Schofield, the Executive Director of the British Pump Manufacturers Association (BPMA), travelled to Australia to present at our seminars and meet with councillors and members. The feedback from all of our 50th anniversary events was extremely positive, and Steve’s involvement was instrumental to this success.
During his seminar presentations Steve discussed the energy efficiency landscape in Europe and the UK, and focused on some of the work the BPMA and Europump have done in order to help the pump industry’s contribution to meeting mandatory energy efficiency targets. The energy efficiency landscape in Australia will almost certainly start moving in a similar direction, and we have been inspired by the information and experience that Steve has generously shared.
We owe a big thank you to Steve Schofield and to the BPMA for taking the time to make the trip Down Under. In this edition we have an interview with Steve in which he further outlines these energy efficiency opportunities.
Make sure you take the time to read this article.
I was recently privileged to meet with the President of the USA’s Hydraulic Institute, George Harris, and it seems that like the BPMA, we are all facing many similar challenges. George has extended an invitation to the PIA to attend the Hydraulic Institute’s 2015 Annual General Meeting this February; and I will be attending on behalf of the association. I look forward to developing a closer relationship with the Hydraulic Institute.
For 2015, the challenge to us as an association is to involve all members in our activities. I have always valued my involvement in APMA, and now the PIA. This involvement has made me feel a part of the Australian pump industry, has dramatically broadened my knowledge base, has been a major contributor to my understanding of the industry, provided a very useful network of contacts, and best of all, I have made some excellent friends in the ‘trade’.
With my colleagues on the PIA Council, we will be working harder in 2015 to encourage much broader participation from all of our members. That means you! Only by getting involved will you enjoy the benefits of membership.
I look forward to working with you all in 2015.
Ron Astall President, Pump Industry Australia
www.pumpindustry.com.au pump industry | February 2015 | Issue 10 1 PUMP INDUSTRY
pumpindustry

Cover image highlights our State of the Industry feature, which outlines the road ahead for the pump industry in 2015.

3,159
Published by Monkey Media Enterprises
ABN: 36 426 734 954
PO Box 3121
Ivanhoe North VIC 3079
P: (03) 9440 5721
F: (03) 8456 6720
monkeymedia.com.au
info@monkeymedia.com.au
pumpindustry.com.au
magazine@pumpindustry.com.au
Publisher and Editor: Chris Bland
Managing Editor: Laura Harvey
Marketing Consultant: Aaron White
Associate Editor: Michelle Goldsmith
Creative Director: Sandy Noke
ISSN: 2201-0270

Editor’s welcome
We have had a great response to the history feature in our November 2014 edition.
We received plenty of positive feedback, but a few people also contacted us to let us know about various companies, people and events that were not covered. If only we’d heard from you earlier!
However, this is all welcome feedback, as it provides us with the opportunity to continue covering the history of the industry in future editions, making it more complete and comprehensive. At Pump Industry, we consider the process of documenting the history of the industry as an ongoing process and one worthy of continued attention.
One notable oversight in our history feature was the relatively small amount of coverage given to Kelly & Lewis. Of course, we covered aspects of this company’s history in various interviews, and a wealth of information is available through Bob Moore’s book, but we should have given it more prominence. We intend to follow up with this in the near future.
I was also surprised and delighted to hear from Bob Pullen, who told me of his experience publishing The Australian Pump Journal in 1968. We weren't previously aware such a publication had ever existed. It seems to have faded from the memory of the industry. But looking over some excerpts from that first edition, it is remarkable how similar it is, in many ways, to this magazine, despite the gulf of 47 years. A more detailed story on the publication will be included in an upcoming edition.
The more people proactively contribute to our features, the more valuable a resource they will be. We invite anyone with what they consider important information to contact us to let us know.
We look forward to another great year working for and with the industry.
Chris Bland Publisher and Editor
2 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au PUMP INDUSTRY
This magazine is published by Monkey Media in cooperation with the Pump Industry Australia Inc. (PIA). The views contained herein are not necessarily the views of either the publisher or the PIA. Neither the publisher nor the PIA takes responsibility for any claims made by advertisers. All communication should be directed to the publisher. The publisher welcomes contributions to the magazine. All contributions must comply with the publisher’s editorial policy which follows. By providing content to the publisher, you authorise the publisher to reproduce that content either in its original form, or edited, or combined with other content in any of its publications and in any format at the publisher's discretion.
FEBRUARY 2015 ISSUE 10 Performance prediction for slurry pumps The road ahead: State of the Industry forecast
Industrial valve market outlook What is the purpose of minimum flow?
Repair, Re-Manufactur e and Re-Design Ser vice For ALL
Ef ficiency Impr ovement
Reconditioning
Restor e Clear ances
Re- Engineering
P f T ti erfor mance Testing.
Services available include:
• Inspection and trouble-shooting
• Case build up and re-machining
• Aillitfid bi Axial split case facing and reboring
• Axial thrust balancing
• Shaft and bearing API 610 upgrades
• Mechanical Seal upgrades to API 682
• Bearing housing & back cover retrofit
• Lube system upgrades
• Composite Wear Parts
• Tighter clearances
• Hydraulic Re-Rating
• Ridtti Rapid prototyping
• Driver upgrades (MEPS compliance)
• Baseplateadaptors and rebuilding
• Custom Spare Parts
• Rotating Element balancing
• ASME & AS1210 qualified Welding
• Hydrostatic Testing
• Performance Testing
• FFT Vibration








types of Centrifugal Pumps
analysis A.B.N. 37 006 317 979 EMAIL unitedpumps@unitedpumps.com.au http://www.unitedpumps.com.au/ 31 WESTERN AVENUE SUNSHINE, VICTORIA 3020 P.O. BOX 348, SUNSHINE, VICTORIA 3020 •PHONE +613 9312 6566 •FAX +613 9312 6371


4 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au CONTENTS 32 STATE OF THE INDUSTRY Pumps in 2015: challenges, opportunities and the road ahead 32 36 Slurry pumping Performance prediction for slurry pumps ................................. 36 38 Coating The use of protective coatings on pump components 38 42 Repair & Maintenance The revelation 42 45 Energy Efficiency Energy efficiency: the business opportunity we must embrace 16 Suction specific speed and vibration performance (part 2) 45 Measuring energy wastage reduces operating costs .............. 50 51 Valves Forecast: industrial valve market for the power industry 51 54 Pipes & piping systems Pressure recovery in hydraulic systems 54 58 Technical What is the purpose of minimum flow? 58 MAIN FEATURES 16
29
pumpindustry



5 www.pumpindustry.com.au pump industry | February 2015 | Issue 10 President’s welcome 1 Editor’s welcome 2 News briefs 6 Acquisitions ............................................................. 10 Index 64 32 10 PIA News The PIA remembers David McLiesh 11 Industry gathers for seminar and AGM 12 Members toast 50 good years 14 19 PIA member news A grape success 20 Stevco welcomes new director ................................... 22 Moving water is our business 23 Balancing centrifugal pump impellers ....................... 24 Safer wastewater pumping 25 26 Industry news New year, new look ..................................................... 26 Sliding vane pumps for transport and terminals 27 Specialist pump solutions from SPX 28 Innovative from the beginning 29 For hydraulics, think HYDAC 30 31 Ask an expert Progressive cavity pumps 31 60 Pump pioneers Geoff Daniels 60 62 Pump school What are the various methods for controlling the rate of flow in centrifugal pumping systems? Is there an impact on efficiency? 62 REGULARS ISSUE 10 | FEBRUARY 2015 38 51
BG Group sells QCLNG pipeline
BG Group will sell its wholly-owned subsidiary QCLNG Pipeline to APA Group for approximately US$5 billion.
QCLNG Pipeline owns a 543 kilometre large-diameter underground pipeline network linking BG Group’s natural gas fields in southern Queensland to a two-train liquefied natural gas (LNG) export facility at Gladstone on Australia’s east coast.
The pipeline was constructed between 2011 and 2014 and has a current book value of US$1.6 billion. Tariffs payable on the pipeline are set to provide a fixed rate of return on the asset base with the primary tariff components escalating annually with US inflation indices. For the year ending 31 December 2016, the pipeline tariff is expected to deliver to APA Group EBITDA of approximately US$390 million.
The sale is conditional on the start of commercial LNG deliveries from the QCLNG export facility at Gladstone and on partner consent. BG Group and its partners have firm capacity rights in the pipeline for 20 years, with options to extend.
The transaction is expected to be completed in the first half of 2015. BG Group states that the post-tax profit of approximately US$2.7 billion will be used to reduce net debt and to fund future growth investment.
Andrew Gould, interim Executive Chairman of BG Group, commented: “We are pleased to have entered into an agreement for the sale of this high-quality infrastructure with a bidder the calibre of APA Group.”
“The sale of the QCLNG pipeline is in line with our strategy to focus on BG Group’s core areas of oil and gas exploration and production and LNG. The timing reflects QCLNG’s advanced stage of development; we are now on the verge of delivering the world’s first large-scale project using natural gas from coal seams as a feedstock for LNG,” Mr Gould said.
BG Group is reviewing its reference conditions, long-term price assumptions, and business plans in light of recent movements in commodity prices, particularly oil. Any impact of changes to these assumptions on the carrying value of assets within the Group’s portfolio will be reflected in the 2014 fourth quarter results.

Persephone project approved
The North West Shelf (NWS) Project participants have approved the Persephone Project off the northwest coast of Australia.
The Persephone Project is the third major gas development for the NWS Project in the past six years, demonstrating the joint venture’s commitment to maximising the value of Australia’s largest operating oil and gas project.
The project will involve a two-well, 7km subsea tieback from the Persephone field to the existing North Rankin Complex. The total investment for the project is expected to be approximately $1.2 billion, with project start-up expected in early 2018.
Woodside CEO Peter Coleman said the Persephone Project would leverage Woodside’s core capabilities to unlock undeveloped resources and help maintain offshore supply to the Karratha Gas Plant. “The NWS Project celebrated 30 years of domestic gas production and 25 years of LNG exports in 2014 and the approval of Persephone is the next step in continuing this success story.”

6 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au Pump Industry News Briefs Get all the latest news at www.pumpindustry.com.au
The QCLNG pipeline during construction.
Woodside CEO Peter Coleman.
Gorgon and Wheatstone projects progress
Chevron Australia has released updates on the progress of the Gorgon and Wheatstone LNG projects.
The Gorgon Project is now 87 per cent complete. All LNG Train 1 and common modules required for first gas are on their foundations and work is continuing on their connections. Delivery of modules for Train 2 is also continuing with 11 of the 17 modules on their foundations.
LNG Tank 1 is now awaiting product. LNG Tank 2 is expected to achieve that same status shortly. The five turbine generators are all installed and the jetty is essentially complete. In addition, 11 of 17 Train 2 modules have been received and installed.
Seven of the ten wells at the Jansz-lo field and seven of the eight wells at the Gorgon field are ready to produce. The Jansz-lo field is now connected to the LNG plant following the final tie-in welds between the offshore and cross-island
pipeline systems. The Gorgon pipeline system is being prepared for a similar tie-in.
The Wheatstone Project is 49 per cent complete. The Materials Offloading
Facility is 100 per cent operational. And, the upstream drilling campaign, the fabrication of the platform, site preparation and construction of the LNG tanks are all on schedule.






7 www.pumpindustry.com.au pump industry | February 2015 | Issue 10
The Gorgon LNG loading wharf is almost complete.
Pump Industry News Briefs
Weir Group to close five factories
International engineering company Weir Group has announced that it will be closing five of its smaller manufacturing factories over the course of 2015.
The company also intends to consolidate a number of service centres, alongside other workforce reductions and cease certain lower margin activities.
The changes are the result of a review undertaken in the third quarter to identify opportunities to reduce costs, increase customer responsiveness and efficiency while aligning resources globally to capture end-market opportunities.
A Weir Minerals spokesperson told Pump Industry that these changes are unlikely to have considerable impact on the company’s Australian facilities.
“There will be small changes in New South Wales with the existing elastomer facility at Somersby to shift to the Artarmon manufacturing facility.”
Weir Group stated that: “Manufacturing activities will be consolidated into larger existing facilities, which will require a small amount of capital expenditure. These actions are expected to deliver annualised benefits of £35million, of which approximately £20million will be realised in 2015.
BassGas milestone achieved
A milestone has been achieved in the BassGas Mid Life Enhancement (MLE) project with the successful lift of the export compression and condensate pumping modules into place on the Yolla offshore platform.
The lift was completed safely during a planned maintenance shutdown by the specialist heavy-lift vessel, the Sapura 3000. BassGas was due to recommence production in late December 2014.
Origin Chief Executive Officer Upstream Paul Zealand said, “We are pleased to have safely completed the module lift, which is an important first step in Stage 2 of the BassGas MLE project aiming to extend the production life of the Yolla field.
“The team is now focused on preparations for drilling the Yolla-5 and Yolla-6 wells, including the arrival of the drill rig, the West Telesto.”
Once the Yolla-5 and Yolla-6 wells are drilled and tied in, they will extend production from the Yolla field through the BassGas production facility at Lang Lang, Victoria.
The Yolla platform is located in Bass Strait, approximately 140km off shore from Kilcunda, Victoria.
New pump station caters for hospital growth
A contract has been awarded to build a $1 million sewage pump station in West Mackay, Queensland.
Mackay Regional Council Water and Sewerage portfolio councillor Frank Gilbert said that due to growth at Mackay Base Hospital and surrounding residential areas, the current sewage pump station on Bridge Road could no longer accommodate demand.
“The hospital has recently undergone a major expansion and its size and future capacity will be greater than the current SPS can accommodate,” he said.
“Dormway Pty Ltd who have been awarded the tender will construct a new sewage pump station at the site and address all operational and legislative requirements.”
The works include the construction of a new pump station, converting the existing SPS in to emergency storage, building a new switchboard platform above the Q100 flood level and replacing the damaged sewer near the hospital’s helipad.
Failure to implement these upgrades increases the risk of system overflows, operational failures and safety incidents in a high risk area. Dormway Pty Ltd will begin upgrading the Bridge Road Sewage Pump Station early in 2015.
Construction begins on $47.8 million wastewater scheme
Sydney Water has officially commenced a $47.8 million project to upgrade the wastewater system of the towns of Galston and Glenorie in NSW.
The project will allow around 625 households in Galston and Glenorie to connect to the new wastewater system by mid-2015.
“This investment is an example of the NSW Government’s commitment to improving infrastructure across the state,” said NSW Minister for Natural Resources, Lands and Water Kevin Humphries.
“This project follows the 1,944 households provided with a sewer connection for the first time in Bargo, Buxton, Douglas Park, and Wilton in July this year as part of the $157 million Priority Sewerage Program.
“The new scheme will provide enormous benefits to the local community by reducing risks to public health, improving public amenity and protecting the environment.”
“Today’s announcement is a huge win for the residents of Galston and Glenorie and is the result of the tireless advocacy of the Member for Hornsby Matt Kean.”
8 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au
all the latest news at www.pumpindustry.com.au
Get
WA EPA issues fracking advice for shale and tight gas
The Environmental Protection Authority in Western Australia has issued updated advice on how and when it will assess proposals that involve hydraulic fracturing for shale and tight gas.
The Environmental Protection Bulletin on 'Hydraulic fracturing for onshore natural gas from shale and tight rocks' replaces advice issued in 2011.
Hydraulic fracturing, commonly known as fracking, is a process that uses fluids and other materials that are pumped under high pressure into gas-bearing rock formations in order to open fractures or cracks to create a path for the gas to flow.
The majority of exploration work in WA is for shale and tight gas. Shale gas is found in shale formations and requires hydraulic fracturing to be extracted. Tight gas is trapped in compacted sandstone and limestone and only requires hydraulic
fracturing in some circumstances to be extracted.
WA EPA Chairman Paul Vogel said the updated bulletin defined the circumstances under which the EPA would assess a proposal, and also sets out the EPA’s expectations on the information required to conduct a thorough environmental impact assessment. He said while this will not replace scoping for individual proposals, the EPA believed it was important to provide early advice to proponents considering larger-scale proposals.
“There is great interest in the community about the potential environmental impacts and risks of hydraulic fracturing, the regulation of this activity and the knowledge base of the hydrogeology of the target area,” Dr Vogel said.
“It is essential that in preparing for the potential future referral of a larger-scale trial or full production-scale proposal, that the studies undertaken and information provided to the EPA are robust and sufficiently comprehensive to enable a thorough assessment of the environmental impacts and risks.”
Dr Vogel said the bulletin only addressed hydraulic fracturing for shale and tight gas. He said the EPA would develop further guidance if hydraulic fracturing for coal seam gas was likely to be considered in WA.







9 www.pumpindustry.com.au pump industry | February 2015 | Issue 10 Serious
solutions Axial and mix flow propeller pumps Non-clog centrifugal pumps Vertical turbine pumps Toll free 1800 646 885 www.pomonapumps.com.au manufactured and tested locally
pumping
Flowserve acquires global pump manufacturer
International flow control products and services company Flowserve has signed a US$372.5 million agreement to acquire a Netherlands-based global provider of engineered vacuum and fluid pumps.
The acquired company, SIHI Group, provides engineered vacuum and fluid pumps, with associated aftermarket parts and services, primarily serving the chemical market, as well as the pharmaceutical, food and beverage and other process industries.
SIHI has operations across Europe, the Americas and Asia and anticipates FY2014 sales of approximately €280 million (US$350 million) with EBITDA of approximately €30 million (US$37.5 million) and gross margins approaching 30 per cent.
Flowserve expects to double SIHI’s EBITDA by 2017 as well as support IPD’s target margins of 14-15 per cent, following the impact of non-cash purchase price accounting, as well as transaction, integration and
optimisation expenses.
“We are excited about the acquisition of SIHI, which is consistent with Flowserve’s ongoing growth strategy to add complementary assets to our portfolio and then accelerate their growth and leverage our operating platform,” said Mark Blinn, president and chief executive officer of Flowserve.
“The expected combination of SIHI’s solid installed base, with its leading position as a supplier of vacuum and fluid pumps, ability to enhance our chemical ISO pump strategy, engineering and manufacturing experience, strong gross margin profile, opportunity to leverage increased scale and both revenue and financial synergy potential make SIHI a natural fit for Flowserve that exceeds our disciplined financial requirements which drives solid long-term value for our shareholders.”
KETO Pumps makes US acquisitions
KETO Pumps, the global mining pumps and systems company, has finalised the acquisition of three businesses in North America. These companies are RPM Services, of Salt Lake City, Utah; Arizona Pump & Machine, of Tucson, Arizona; and Bakersfield Machine Company, of Bakersfield, California.
These acquisitions are part of the dynamic expansion plans of KETO Pumps to become a leading business in the supply and service of pumps and related equipment to mining and associated industries.
“KETO has an excellent track record of reducing our customers' cost of business in our core markets of Africa and Australia. We wanted to bring this same ethos to the market across the Americas and couldn’t have found better partners than RPM, BMC and APM,” said CEO of KETO Pumps Chris Neil.
“The mines as well as chemical and oil & gas plants of the south-western states require suppliers who can react quickly. That’s only possible by being local to our customers and these three facilities allow us to offer the best service in the industry.”
Commenting on the acquisition, Ty Meyer of BMC remarked, “We’re excited to become part of the global KETO Pumps family. Their added products and range of impressive pump upgrades will enable us to offer our customers even more value.
“Bakersfield Machine Company was established in 1914 and we’ve expanded out of California into Arizona and Utah in the last ten years. Under KETO ownership we see lots of growth potential at our existing sites and potentially into new areas too.”
Halliburton to acquire oilfield services company
Halliburton will acquire oilfield services company Baker Hughes Incorporated. The agreement has been unanimously approved by both companies’ Boards of Directors, and will involve a stock and cash transaction valued at $34.6 billion.
The agreement will combine two highly complementary suites of products and services into a comprehensive offering to oil and natural gas customers. On a pro-forma basis the combined company had 2013 revenues of $51.8 billion, more than 136,000 employees, and operations in more than 80 countries around the world.
“We are pleased to announce this combination with Baker Hughes, which will create a bellwether global oilfield services company and offer compelling benefits for the stockholders, customers and other stakeholders of Baker Hughes and Halliburton,” said Dave Lesar, Chairman and Chief Executive Officer of Halliburton.
“The transaction will combine the companies’ product and service capabilities to deliver an unsurpassed depth and breadth of solutions to our customers, creating a Houston-based global oilfield services champion, manufacturing and exporting technologies, and creating jobs and serving customers around the globe.”
Martin Craighead, Chairman and Chief Executive Officer of Baker Hughes, said, “This brings our stockholders a significant premium and the opportunity to own a meaningful share in a larger, more competitive global company. By combining two great companies that have delivered cutting-edge solutions to customers in the worldwide oil and gas industry for more than a century, we will create a new world of opportunities to advance the development of technologies for our customers. We envision a combined company capable of achieving opportunities that neither company would have realised as well – or as quickly – on its own, all while creating exciting new opportunities for employees.”
10 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au NEWS - ACQUISITIONS
The PIA remembers David McLiesh
by Ron Astall, PIA President
The PIA was saddened by the passing of David McLiesh in November 2014.
Those who worked with him will remember his wry, selfdeprecating sense of humour and good-natured approach as a manager and mentor.
David was born in Fyfe, Scotland, and was the youngest of three children. He joined Harland Engineering in Alloa, Scotland, at the outbreak of World War II, where he was a hydroelectric engineer.
In the early 1950s, Harland Engineering’s involvement in the Snowy Mountains Scheme in Australia led to David being asked if he had ever thought of emigrating to Australia. His initial reaction was “What have I done, am I to be subjected to transportation?”
Having been given only three days to decide, he moved to Melbourne to join Harland Engineering Australia, which later became Indeng Pump Division, and was involved in a number of hydroelectric projects including the 7.2MW Keepit Dam Project.
He married the ‘much younger’ Meredith in 1956, who was told at the time that she risked being a widow for many years because he was so much older. As we now know, David defied this prediction by reaching the grand age of 95.
Living initially in Hawthorn and then Surrey Hills, Meredith and David raised Kate, Patrick, Hilaire and Sarah in a loving family environment complete with many pets including stray cats rescued from Indeng Pumps’ works.
He served as the Indeng Pump Division General Manager for many years, retiring in early 1984. He served with distinction as APMA president in the early 1980s and was instrumental in planning the highly successful APMA Canberra convention.
David’s strong musical interests were a constant source of joy for himself and to others; he was choir master for four years at Kew Presbyterian Church, taught singing and music, played the violin and the cello, and was a distinguished and loved presenter on the 3MBS classical music radio station for many years after retirement.
A compassionate man with a strong social conscience, both David and Meredith were actively involved in many community projects and social causes.
Those of us who attended his funeral shared in a moving and tender celebration of David’s life with Meredith, Patrick, Sarah, Kate and Hilaire and he was remembered as generous and outstanding man.
Our thoughts remain with David’s family and loved ones.
11 www.pumpindustry.com.au pump industry | February 2015 | Issue 10 PIA NEWS
Industry gathers for seminar and AGM
As part of the PIA’s 50th anniversary celebrations in November 2014, the association hosted two informative seminars in Melbourne and Sydney, covering developments in new technology and energy efficiency. The PIA also held its Annual General Meeting following the Melbourne seminar.
The keynote speaker for the seminars was Steve Schofield, Director and Chief Executive of the British Pump Manufacturing Association. At both seminars Steve delivered two presentations, both of which focused on the work Steve and the BPMA have been doing in the area of energy efficiency. One of Steve’s presentations covered the energy efficiency gains that can be made by assessing and improving already operating pump systems; while the other covered the work the BPMA has done in establishing the Certified Pump System Auditor (CPSA) scheme,
which is a regulated means by which to act on the energy efficiency savings presented by pump systems. (For more on Steve’s presentations, see page 16).
Other speakers included Tony Kersten of Grundfos, who continued the energy efficiency theme with his presentation on pumps for building services. Tony also discussed the efficiencies that can be made through assessing pump systems and making better product selections. He confessed that it’s a topic close to his heart and one he feels very passionate about.

Attendees also enjoyed presentations on a range of new products. Michael White of Mono Pumps discussed their new InviziQ pressure sewerage pump; Jurgen Mrozek of Xylem Water Solutions also discussed wastewater pumping products.
Technical papers also made up the seminar program, with Malcolm Robertson of Robertson Technology discussing pump testing using the thermodynamic method, and Tim Cocking of AFH presenting a paper on metering pumps.

12 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au
PIA NEWS
Keith Sanders, Ron Astall and Kevin Wilson.
Tim Cocking.


Tony Kersten. Members at the AGM.
Gabriel Balan of John Crane Australia concluded proceedings with a presentation on a new seal design which has been used to solve problems in the field.
Both seminars involved some stimulating question and answer sessions, and were useful in providing background into issues and product solutions that are being developed to meet the specific needs of Australian pump users.
In Melbourne the seminar was followed by the PIA’s AGM. Members were welcomed by President Ron Astall, who noted it was a privilege to be in the President’s chair as the association celebrated its 50th anniversary.
Ron reflected on the previous 12 months for the association, noting that the three executive officers for the association have continued to play a considerable role in the association’s achievements. “Much of what we have achieved in the last few years would not have been possible without the hard work of these gentlemen,” he said.
“Energy conservation and efficiency looms large over us all. We have been extremely proactive in our focus on pumping and system efficiency, and this will continue to be a focus.”
Ron Astall, PIA President
Ron also used his address to emphasise the importance the association places on energy efficiency. “Energy conservation and efficiency looms large over us all,” said Ron. “We have been extremely proactive in our focus on pumping and system efficiency, and this will continue to be a focus.”
Board appointments were also made, with Ron Astall and John Inkster both re-elected to their respective positions of President and Vice President unopposed. Mike Bauer, Frankie Camilleri, Martin O’Connor, Alan Rowan, Keith Sanders and Ashley White were elected as councillors unopposed.
The AGM was followed by a cocktail party at the Hotham Room of Mercure Hotel. Steve Schofield was the distinguished guest, and this gave members who were not at the seminar the opportunity to chat with Steve.
BPMA has excellent contacts in Europe with Europump and in the US with the Hydraulic Institute. It is hoped that the PIA can continue to foster this relationship for the benefit of members in Australia, particularly at a technical level.
13 www.pumpindustry.com.au pump industry | February 2015 | Issue 10
PIA NEWS
Members toast 50 good years
PIA Members gathered in Melbourne to celebrate 50 years of the PIA at the AGM, which was followed by a cocktail party, and a boat cruise along the Yarra River.



14
pump industry | February 2015 | Issue 10 www.pumpindustry.com.au
Ken Kugler and Keith Sanders.
PIA NEWS
Alan Rowan, John Link and Ron Astall.
Chris Bland and Tony Kersten.
John Inkster and Mike Bauer.




15 www.pumpindustry.com.au pump industry | February 2015 | Issue 10 PIA NEWS
Scenes from the Yarra River cruise.
Steve Schofield and Aaron White.
Steve Schofield, Ron Astall, Keith Sanders, Tony Kersten and Martin O’Connor.
Boat cruise attendees.
Energy efficiency: the business opportunity we must embrace
British Pump Manufacturing Association Director and Chief Executive Steve Schofield was a special guest during the PIA’s 50th anniversary celebrations last November. During his time in Australia, Steve spoke about the benefits that can be realised through conducting energy efficiency audits, and the BPMA’s efforts to date to establish a Certified Pump System Auditor training program – which now has the potential to be rolled out in Australia.
Steve’s role as a director of the BPMA sees him travelling the world to discuss energy efficiency opportunities in pumps and pump systems. A considerable amount of his current work has been focused on the Energy Savings Opportunity Scheme (ESOS), which has come about as a result of the UK Government transposing the Energy Efficiency Directive (EED) into national law.
An effective common framework
The EED establishes a common framework of measures for the promotion of energy efficiency within the European Union in order to ensure the achievement of the Union’s 2020 20 per cent headline target on energy efficiency and to pave the way for
further energy efficiency improvements beyond that date.
All 28 EU countries are thus required to use energy more efficiently at all stages of the energy chain – from the transformation of energy and its distribution to its final consumption.
The new Directive will help remove barriers and overcome market failures that impede efficiency in the supply and use of energy and provides for the establishment of indicative national energy efficiency targets for 2020.
ESOS: steps towards meeting the target
The UK’s ESOS regulations came into force on 17 July 2014 and are a mandatory energy assessment and energy saving identification scheme for
large businesses (and their corporate groups).
The energy audits will become mandatory from December 2015, in buildings, industrial processes and transportation and have the potential to increase businesses' profitability and competitiveness by identifying costeffective savings which, if implemented, will improve energy efficiency. The scheme is estimated to lead to £1.6billion net benefits to the UK, with the majority of these being directly felt by businesses as a result of energy savings.
BPMA involvement
Given the amount of energy consumed by pumps, and the potential for energy efficiency gains within pumps and pump systems, Steve and the BPMA have
16 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au
ENERGY EFFICIENCY pumpindustry Mining, oil & gas •Power generation • Pump manufacturers and suppliers•Water and wastewater •Rural pump distributor or irrigation•Building services•Chemicals, manufacturing and food in print and online
worked to develop a Certified Pump System Auditor Scheme (CPSA).
Through the CPSA, pump engineers are being trained in assessing the efficiency of pump systems, and in providing recommendations to improve the efficiency of systems.
The CPSA scheme has established BPMA as the body to train and certify personnel who undertake pumping system assessments, which are now referenced in UK Government Energy Strategy documents.
The CPSA accreditation is achieved by attending a four-day residential course. Upon completion of the course, and then satisfactory completion of a pump system audit, ‘Certified Pump System Auditor’ status is achieved.
According to Steve, “The objective of the scheme is to help improve the levels of professionalism in the sector by creating a universally recognised and respected industry ‘standard’ for individuals assessing the performance of a pumping system.”


PUMPS AND ENERGY USE
Pumps are the largest consumers of global motive power
Pumping System improvements can deliver up to 40 per cent reduction in energy costs - and therefore improve user bottom line

BPMA's CPSA scheme has been designed to help by equipping people with the skills to conduct a Pumping System Audit in accordance with ISO/14414
17 www.pumpindustry.com.au pump industry | February 2015 | Issue 10 ENERGY EFFICIENCY
Steve Schofield presents at the PIA November seminar in Melbourne.
e
“The objective of the CPSA scheme is to help improve the levels of professionalism in the sector by creating a universally recognised and respected industry ‘standard’ for individuals assessing the performance of a pumping system.”
Engineers who achieve CPSA status receive a BPMA-CPSA photo registration card which identifies that the cardholder is approved to carry out pump system audits; and have their photo, individual and company details recorded on the CPSA specific area of the BPMA website (www.bpma-cpsa.co.uk).
Accreditation is also transferrable to and recognised in the United States. CPSA-registered engineers will be re-assessed every three years by the BPMA.
In principle the CPSA scheme can be transferred to another country. The CPSA is owned by the BPMA but the QSPSAT part of the training is owned by American Don Casada, who is one of BPMA’s lecturers. Steve said that the BPMA is in early discussions with the Hydraulic Institute in the US to see if the CPSA could be franchised to them.
Why is energy wasted in pumping systems?
The new regulations and emphasis placed on the energy efficiency savings that can be made in pump systems of course raises the question: why is so much energy wasted in pumping systems?
According to Steve, there’s a number of factors at play, which, when combined, can result in the system that is on the whole highly inefficient. These include:
• Poor system design
• Incorrect pump selection
• Pump-system mismatching
• Inefficient pump control
• Lack of pump and system maintenance
• No systematic auditing process.
During an audit, all of these factors are taken into

Steve Schofield, BPMA Director and Chief Executive
consideration to establish the best course of action for the system in question.
Many long-established pump systems will have some degree of inefficiency that can be corrected. Two of the most striking examples uncovered by the scheme include an assessment of Tyte & Lyle, London, where it was noted that correcting inefficiencies in the pump system could result in a 94 per cent reduction in electricity costs; and an assessment of GSK Ltd, Scotland, which similarly found that correcting inefficiencies in the pump system could result in a 96 per cent reduction in electricity costs.
Steve noted that these are extreme examples of some of the inefficiencies that have been uncovered, but nonetheless they do highlight the fact that significant savings can be made through the scheme.
The work of the BPMA in developing the CPSA scheme has the potential to make a serious contribution to the EED mandated 2020 20 per cent headline target on energy efficiency.
Scheme potential in Australia
The BPMA and PIA are currently considering ways to roll out the scheme in Australia. The CPSA course is run at regular intervals in the UK, and Australian qualifying pump industry professionals have the option to attend the course to develop their knowledge.
Steve pointed out though that the CPSA scheme has taken off in the UK and Europe because of the legislation that has been developed around energy efficiency.
Without legislation, Steve maintained it would be very difficult to convince large organisations that they should undertake audits of their pump systems – and then take the next step to make an investment in modifications to the system
18 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au ENERGY EFFICIENCY
SUBSCRIBE FREE TODAY HURRY! FREE OFFER WON’T LAST SUBSCRIPTION INCLUDES www.pumpindustry.com.au/subscribe pumpindustry • Print magazine • Online version • Pump Industry e-news
and sometimes new equipment – even if it does have the potential to rapidly pay for itself through reduced electricity consumption.
Steve’s advice to the PIA and the Australian pump industry is that serious lobbying of government ministers will be required in order to start the process of educating policy makers about the energy savings that can be achieved by operating properly designed pump systems.
Once legislation is developed and in place, there exists a real opportunity for the Australian pump industry to manufacture, source, supply and install the equipment that will provide large businesses with the energy efficiency gains that are clearly there for the taking.
It’s been a long process in the UK and across Europe, and no doubt to make the same kind of progress in Australia, we have a similarly long journey to legislation and action ahead of us.
The benefit we have is the example being set by the EU energy efficiency directive and the proven energy savings already being made by the BPMA through the CPSA scheme.
As Steve says – energy efficiency is a business opportunity that we cannot ignore. Those that do so will be left behind by others that don’t make the same mistake.

Need to know: energy audits
ESOS Energy Audits have the potential to increase businesses profitability and competitiveness by identifying cost-effective savings which, if implemented, will improve energy efficiency.
The scheme is estimated to lead to £1.6 billion net benefits to the UK, with the majority of these being directly felt by businesses as a result of energy savings.
ESOS is the UK Government’s approach to transposition of Article 8 (4) of the EU Energy Efficiency Directive, which requires all large (non-SME) enterprises to undertake energy audits by 5 December 2015 and every four years thereafter.

HYDROVAR®, the modern variable speed
drive taking pumping to a new level of flexibility and efficiency.
• Motor or wall mountable
• Fully programmable on site
• Software specifically designed for pump operation, control and protection
• High level hardware design
• More flexibility and cost savings
• Energy savings up to 70%
• Simple mounting “clip and work”
• Multi-pump capability up to 8 pumps



19 www.pumpindustry.com.au pump industry | February 2015 | Issue 10 ENERGY EFFICIENCY
Melbourne: (03) 9793 9999 Sydney: (02) 9671 3666 Brisbane: (07) 3200 6488 Email: info@brownbros.com.au Web: www.brownbros.com.au
Steve Schofield during his Melbourne visit, November 2014.
Call us today for a Hydrovar® technical brochure to see how we can deliver your pumping solutions. DELIVERING PUMPING SOLUTIONS 09/14
pump
A grape success
When engineers at a major Australasian wine maker were struggling to overcome pump clogging problems in their main wastewater sump, Pump Systems were able to provide the solution in the form of a Vaughan self-priming chopper pump.
The pump clogging problems in the main wastewater sump were being caused by heavy loadings of leaves, plastics, string and strapping. The original self-priming trash pump recommended for the application simply could not cope with the continuous stream of high concentration solids coming through the system. In an effort to ease the clogging problems, a screen was installed on the suction line to the pump to filter out suspended material. However, screening the waste only caused more trouble, as the material would become ‘blanketed’ over the screen, thereby restricting flow and starving the pump. To make matters worse, high amounts of diatomaceous earth in the waste stream, a highly abrasive powder used during the wine
filtration process, was causing rapid wear to pump parts.
Tired of having to continually unblock the existing pump and screen, the winery contacted solids handling pumping specialists Pump Systems Ltd about a Vaughan self-priming chopper pump. After a detailed analysis of the application and piping system, Pump Systems Ltd proposed a Vaughan model SP4C-089 self-priming chopper pump, direct-coupled to a 7.5kW, 4-pole speed electric motor. Because Vaughan chopper pumps are designed to chop and reduce all solids as they enter the pump suction, retrofitting a Vaughan chopper pump would eliminate any previous clogging risk, while at the same time allow for the safe removal of the existing suction screen. In addition,
the extremely hard and wear-resistant heat-treated internals of the Vaughan chopper pump would offer far superior abrasion protection.
Since delivery to the plant in 2009, the new Vaughan SP4C self-primer has been running almost continuously without issue and, most importantly, zero instances of clogging. Being a surface-mounted pump, maintenance personnel have easy hands-on access to the pump for routine checks, all of which can be carried out externally without having to disassemble the pump or enter the pit. Over time, as wear occurs, internal cutting clearances can be reset via adjuster screws located on the back of the pump casing and bearing housing. This simple procedure not only helps to maintain optimum clog-free





20 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au
PIA MEMBER NEWS PUMP INDUSTRY PARTNER SOLUTIONS FLEXIBLE RISING MAIN FLEXIBORE 100 FLEXIBORE 100 22 Industry Place Bayswater VIC 3153 Australia Phone: +61 3 9720 1100 Email: sales@crusaderhose.com.au www.crusaderhose.com.au INSTALL YOUR BORE PUMP ALONE
performance, but effectively ‘delays’ the wear process, further extending pump service life and reducing parts turnover. Vaughan self-priming chopper pumps are in use throughout Australia, New Zealand and Singapore in various severe-duty solids pumping applications ranging from sludge, rag and grit handling in the municipal sector, to pumping difficult pulp and paper and fisheries process wastes. Vaughan self-primers are available in 4”, 6”, 8” and 10” discharge sizes for flow rates up to 1,350m3/hr and re-prime suction lifts of up to 6.7m.
Over the past 20 years and through their experiences at numerous installations, Pump Systems Ltd has been able to demonstrate that Vaughan chopper pumps can bring significant cost savings. In most cases, retrofitting a Vaughan chopper pump into a problematic area improves the whole process and will be self-financing, with payback periods of less than one year, thereafter minimising the effect to budget holders.

For more information on Vaughan chopper pumps, contact authorised Australian distributor, Pump Systems Ltd or visit
VAUGHAN CHOPPER PUMPS
For more than half a century, the patented chopping action of the VAUGHAN® Chopper Pump has solved some of the world’s toughest solids pumping problems. With the unique ability to chop all solids at the pump suction, VAUGHAN® Chopper Pumps can handle higher solids concentrations than standard non-clog pumps, providing peace of mind for critical applications.
AUTHORISED DISTRIBUTOR:
PUMP SYSTEMS LTD
Freephone: 1800 121 452
Email: sales@chopperpumps.com.au
WWW.CHOPPERPUMPS.COM.AU
21 www.pumpindustry.com.au pump industry | February 2015 | Issue 10
www.chopperpumps.com.au.
✓ Fast payback on investment ✓ In use throughout Australasia ✓ GUARANTEED not to clog UNMATCHED RELIABILITY
The Vaughan chopper pump installed on site.
✓ Capacities of up to 880 L/s ✓ Multiple configurations available ✓ Discharge sizes from 3” up to 16”
PIA MEMBER NEWS PUMP INDUSTRY PARTNER SOLUTIONS
Stevco welcomes new director
James Blannin has joined the team at Stevco as a director of the business, looking after business development for the seal and pump business in Melbourne’s north and west.
James has been part of the pump industry for a number of years. His most recent position prior to his new role at Stevco was as a branch manager selling mostly positive displacement pumps for coating applications including automotive paint, polyureas, epoxy, and adhesives in both plural and single component.
Energetic and technically minded, with great customer service focus, James looks forward to working alongside
Steve Russell and the rest of the team to grow Stevco Victoria.
Fellow Stevco director Steve Russell is thrilled to have James join the team at Stevco.
“It’s great to have James on the team here at Stevco bringing in new experience, product knowledge and some new approaches to the future of Stevco,” said Steve.

Comprehensive range of:
• Centrifugal Pumps
• Multistage Pumps
• Submersible Pumps
• Rotary Lobe Pumps
• Circumferential Piston Pumps
• Helical Rotor Pumps
• Mechanical Seals
• Inpro Labyrinth Seals
• Gland Packings











22 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au
PIA MEMBER NEWS PUMP INDUSTRY PARTNER SOLUTIONS
Melbourne (03) 9408 3875 | vicsales@stevco.com.au www.stevcovic.com.au water problems...? pump and seal it with Stevco SS PV Stevco Seals & Pumps Victoria Pty. Ltd.
Rainer Wiemann handing over to James Blannin.
Moving water is our business
For 70 years Franklin Electric has been quietly and efficiently moving water around residential, agricultural, industrial and mining applications across the world.
Franklin Electric commenced operations in Bluffton Indiana in 1944 as an electric motor manufacturer and evolved to develop the encapsulated 4” submersible motor for bringing clean drinking water into home across the USA. This design, primarily still in use today, expanded with larger kW motors to include 6” and 8” submersible borehole motors up to 150kW.
In 1962, Franklin Electric arrived in Australia, supplying the water industry in the domestic irrigation, industrial and mining markets.
Over the years as the applications expanded, Franklin products evolved to enable solutions for numerous applications including golf course water, irrigation for crops, mines pit dewatering, ore processing, commercial building pumps, constant flow and constant pressure systems, water boosting, hot water up to 90°C and cold water, fresh, saline and sea water, on shore and offshore.
Franklin products are installed and successfully operating around Australia, from the water fountain in Albert Park Lake in Melbourne, manganese and zinc mines in Queensland, to diamond, gold and iron ore mines in Western Australia,
sugar cane watering in Bundaberg and providing water for livestock around the country. Franklin pumping products are also delivering solutions, reliability and trusted performance around the world, from South Africa to Kazakhstan, China, Brazil, Mexico, Mongolia, Portugal, Saudi Arabia, Canada, Fiji, Indonesia and the United States to name a few.
Franklin pumping and motor products include cast iron and ductile iron pump ends suitable for the rough and tumble of many industrial, agricultural and mining applications. They also provide a range of full stainless steel pumps for commercial, industrial and potable water applications. Franklin’s broad range of pumping solutions include end suction, horizontal or vertical multistage pumps, and a wide, comprehensive range of submersible borehole pumps and motors for almost every application. Every pump needs to be driven by a reliable motor and Franklin offers the best industry performance. Their proven design with encapsulated windings and Kingsbury thrust bearings, along with their water block leads, provides the high level of reliability that keeps pumps operating.
The millions of motors made by Franklin ensures quality and peace of mind. To suit many applications, Franklin offer a Standard Water well construction further complemented with full 304SS motors, complete 316SS and 904L motor constructions up to 400kW.
Add the energy efficiency of their solar pump range and array systems, on or off the grid; and Franklin Electric can move water to meet your demands.
Water can be the enemy of many areas at times, but with Franklin's Pioneer Pump range of trailer and skid-mounted self-priming centrifugal pumps, huge volumes of water can be moved up, down or over and away.
Couple the pumps with full control, monitoring and remote SCADA systems, and Franklin Electric offers complete Systems Solutions that ensure durability, reliability and performance wherever you operate whether locally or globally.
For more information on Franklin Electric’s products and service call 1300 FRANKLIN (1300 372 655) and visit www.franklinwater.com.au.

23 www.pumpindustry.com.au pump industry | February 2015 | Issue 10
PIA MEMBER NEWS PUMP INDUSTRY PARTNER SOLUTIONS
Balancing centrifugal pump impellers
Vibration caused by imbalance in rotating machinery, including pumps, is an important engineering problem. It is generally agreed that balancing the rotating components of a centrifugal pump is critical, especially after a coating or repair, even a minor one. It should be a high priority when a centrifugal pump is being overhauled.
Because excessive vibrations are generally the outcome of a system malfunction, reducing rotor vibrations generally increases the service life of the rotating machinery. Increased vibration levels generally indicate a premature failure, which means that the equipment has started to destroy itself. Generally higher amplitude vibration levels are indicative of faults developing in mechanical equipment. It is expected that all pumps will have some vibration due to turbulent liquid flow, pressure pulsations, cavitations, or pump wear. The magnitude of this vibration will be amplified if the vibration frequency approaches the resonant frequency of the pump, foundation or piping components.
The sources of vibration in centrifugal pumps can be generally categorised into
three types: mechanical, hydraulic, and peripheral causes.
Mechanical causes can include unbalanced rotating components, damaged impellers, non-concentric shafts or sleeves, thermal growth, worn or loose bearings, drive misalignment, erosion and corrosion, damaged or rubbing parts, pipe strain, or inadequate foundations.
Hydraulic causes of vibrations can include internal recirculation, turbulence in the system, air entrapment, water hammer, product vaporisation, or operating the pump at other than the best efficiency point.
Peripheral causes may include the impeller vane running too close to the pump, operating the pump at a critical speed, harmonic vibration from nearby equipment, or temporary seizing

of seal faces if you are pumping a non-lubricating fluid.
It is critical to reduce vibration in centrifugal pumps because this has a major effect on the performance. Pump reliability is a critical factor for commercial and industrial facilities to reduce their maintenance costs and unscheduled downtime, while increasing the equipment return on investment.
Precision Balancing has been offering in-house and on-site dynamic balancing and vibration analysis services since 1989 and has the equipment, skills and experience to satisfy your industrial balancing requirements. Precision Balancing strictly adheres to the requirements of the relevant ISO standard, and all jobs are tracked through its system and are issued with a certificate of compliance.
24 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au PIA MEMBER NEWS
For more information on industrial balancing services and standards visit www.precisionbalancing.com.au. Imbalance is a common source of faults in rotating assemblies, pumps and fans. Balance Matters! Precision Balancing can help! (03) 9758 7189 precisionbalancing.com.au

A Gorman-Rupp V Series pump. Easily accessible for monitoring and service.
Safer wastewater pumping
The whitepaper has been prepared by engineered pump solutions provider Hydro Innovations, and has been designed as a guide on ways to improve or even eliminate some of the dangers associated with working on or around wastewater pumps.
Firstly, they maintain that using Gorman-Rupp self-priming centrifugal pumps eliminates the dangers of working over heights and working over water usually associated with pumping wastewater with submersible pumps. Because the pumps are located high and dry above the wet well, operators do not have to be exposed to the dangers of open wet well pits when monitoring, inspection or maintenance is necessary. A correctly engineered solution will also eliminate the need for working in confined spaces.
Also, because maintenance can occur while the pump is still connected to the pipe system, and no cranes or lifting devices are needed, the dangers of working with heavy swinging weights and cranes are eliminated. And when pump clearances need to be adjusted, Gorman-Rupp V Series pumps allow operators to make adjustments externally, without removing the pump from service and without having to come into contact with the pumped fluid. To adjust submersible pump clearances, operators need to open wet well lids, use a lifting device and man handle pumps that are covered in the pumped fluid (which could be corrosive, contain sharps or be full of bacteria).
The Gorman-Rupp Ultra V Series pump has been built with operator safety as a high priority. These pumps feature pressure relief valves, burst disc flap valves that can uniquely be replaced without opening the pump, and the safest fill port cover of any self-priming pump on the market. These features and others, separate Gorman-Rupp as the leader in selfpriming pump technology.
For the complete whitepaper on wastewater pump operator safety, go to www.pump-stations.com.au or call Hydro Innovations on 02 9898 1800.

25 www.pumpindustry.com.au pump industry | February 2015 | Issue 9
PIA MEMBER NEWS PUMP INDUSTRY PARTNER SOLUTIONS
New year, new look
SEEPEX has recently undergone a makeover, unveiling a new website and a new logo to match.
The new look reaffirms the company’s objective to provide its customers the highest quality solutions. The rebranding efforts began in November last year, and are now being rolled out across the company’s key communication platforms.
The website offers an initial glimpse into the new SEEPEX identity. SEEPEX is now written in capital letters and the new logo looks powerful, confident and modern. It further communicates that SEEPEX is not just a manufacturer of progressive cavity pumps, but a world leader in complex application and customer-specific solutions.
With more than 700 employees in twelve offices worldwide and customers

in over 60 countries, SEEPEX is fulfilling its vision of gaining a top market position and reputation.
In recent years, SEEPEX has vigorously invested in its future:
2012 – Expansion of the American ISO 9001-2008 certified subsidiary including new production, warehousing and office facilities.
2012 – New subsidiaries in Australia and Russia.
2013 – Modernisation of stator manufacturing areas for increased operational efficiency in the American facility.
2014 – German headquarter expansion, including a new office



building, which follows the philosophy ‘all things flow’ in its architecture and design, to enable close cooperation and efficient processes.
Global communication today is digital, and the internet connects colleagues and customers around the world.
The new website is a resource and education platform for finding custom solutions. SEEPEX is proud to expand its digital reach via the new website and is looking forward to continuing to globally supply products and services for nearly every industry requiring fluids handling and processing solutions.
WHY REPLACE WHEN YOU CAN ADJUST?



SEEPEX Smart Conveying Technology extends the life of your stator. Adjustment of the retaining segments takes just 2 minutes and restores 100% pump performance.
Tests have shown up to 3x stator life compared to conventional progressive cavity pump design Join the smart revolution and test our innovation “Smart Conveying Technology”.


SEEPEX Australia Pty. Ltd. Tel +61.2.4355 4500 pvila@seepex.com
www.seepex.com

26 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au
INDUSTRY NEWS PUMP INDUSTRY PARTNER SOLUTIONS
Visit the new SEEPEX website at www.seepex.com.
Sliding vane pumps for transport and terminals
Sliding vane pumps are a popular pump design for applications requiring flow rates of 75-1,000LPM. They are excellent for pumping (loading and unloading) of low viscosity fluids such as diesel, petrol, biodiesel, chemicals and industrial solvents.
As sliding vane pumps have no internal metal-to-metal contact and are able to self-compensate for wear, they maintain high performance through the lifespan of the pump for the non-lubricating liquids. Sliding vane pumps can run dry for a short period of time; they can also tolerate small amounts of vapour. All-in-all, the sliding vane design combines low cost with high reliability and easy maintenance.
The sliding vane principle is simple. A slotted rotor is supported in a cam. The rotor is placed close to the wall of the cam so a crescent shaped cavity is formed. The clearances are precise and minimal. Vanes, also known as blades, slide in and out of the rotor slots to seal off a volume between the rotor, cam and side plate. The blades sweep the fluid to the opposite side of the crescent where it is squeezed through the discharge point.
Hurll Nu-Way, as a supplier of vane pumps to the Australian industry for
over 30 years, continues to broaden their product range to meet the demands of their customers for petroleum products and industrial solvents.
Sliding vane pumps for industrial applications offer the following features:
• Self-adjusting sliding vanes which maximise pumping performance
• Simple and cost effective maintenance: by simply removing the pump head, internals can easily be replaced without disturbing the piping
• Ability to handle small amounts of vapour
• Excellent suction lift which is great for clearing suction and discharge lines
• Internal relief valve or optional air operated valve (AOV) for high and low flow control

• Adjustable internal relief valve options.
Hurll Nu-Way offers sliding vane pumps, ideal for bulk pump loading and unloading, fuel oil delivery trucks, and transport applications of such liquids as petrochemicals, gasoline, fuel oils, diesel, aviation fuels, biofuels, ethanol, solvents and many more.
Hurll Nu-Way has capabilities to configure and assemble custom-made pump sets and additional components to suit your particular application.
Handling fuels or fluids?






27 www.pumpindustry.com.au pump industry | February 2015 | Issue 10
INDUSTRY NEWS PUMP INDUSTRY PARTNER SOLUTIONS
The Most Advanced AODD Today Visit www hnw com au or call our Customer Service line on 1300 556 380 Distributed in Australia by Hurll Nu-Way scan to watch the video
Hurll Nu-Way’s new sliding vane pump.
Contact
Hurll Nu-Way for a broad range of pumping solutions.

Specialist pump solutions from SPX
SPX is a leading manufacturer of centrifugal, power and steam-driven reciprocating pumps for both onshore and offshore applications in the hydrocarbon processing market.
SPX pumps are designed to API standards and are utilised in refineries, gas plants, offshore oil platforms, FPSOs and pipelines around the world.
Novaplex vectorcreatiN g space with offset pump heads


With its laterally and angular offset pump heads, the effective and space saving technology of the NOVAPLEX Vector sets new standards. This is why the NOVAPLEX Vector is ideally suited for mounting in tight areas. This triplex process pump with its innovative design is suitable for use in EOR (Enhanced Oil Recovery) and Oil & Gas as well as many more applications in the chemical and petrochemical industries.
To learn more, visit us at www.spx.com.au
Contact us at Tel: (03) 95899222 or Email: ft.aus.cs@spx.com
Pump packages are commonly supplied as complete engineered solutions inclusive of advanced API seals and sealing systems, lubrication systems, instrumentation and various drive train options.
When customers buy from SPX they have the peace of mind knowing that they are going to get a product or solution that is high quality, reliable and efficient, backed by an organisation with strong capabilities in service and support.
Trust in the quality of SPX products has been the foundation of their business success for more than 100 years.
SPX has the advantage of being a large global manufacturer of a broad range of industrial equipment and systems. If a customer is looking to purchase a pump from SPX, they may also need a mixer or a heat exchanger. With SPX, customers can purchase all of these components or an entire processing line from a single, trusted supplier.
SPX also takes a global approach to their aftermarket services. Generally speaking, if a customer buys a pump in Europe, SPX will support it in Asia, the Americas or in India, for instance. SPX understands that this kind of support network is important to customers.
The quality of the people SPX has behind their solutions is also part of the key to the company’s success.
Their engineers have an incredible wealth of experience that enables them to effectively meet all of the technical requirements of a job and often push the envelope of a product to meet the particular specialised requirements of an application, providing added value to the customer.
One of the reasons SPX win competitive contracts is because they’re able to put their most knowledgeable experts directly in front of the customer and demonstrate that they know how to solve their issues and optimise their processes. That's the kind of expertise that customers tend to trust and value the most.

28 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au
INDUSTRY NEWS PUMP INDUSTRY PARTNER SOLUTIONS
For more information about SPX, visit www.spx.com.au.
Innovative from the beginning
Tsurumi’s name is renowned in the world of electro-submersible dewatering and sewage pumps. The Japanese company, founded in 1924 as a manufacturer of agricultural style vertical shaft pumps, has come a long way in the last 90 years.
Founded by the Sugimoto family, Tsurumi has built a reputation not only for quality and value, but for innovation, delivering features that provide for longevity, reliability and genuine performance.
Tsurumi was introduced to Australia by Pacific Pump Company, a division of the old Tutt Bryant Group. The first Tsurumi’s were initially sold under the ‘Pacific Frogmen’ brand name. The company’s focus on construction, mining, quarrying and related industries opened up markets for Tsurumi submersible dewatering pumps.
Warwick Lorenz, now Managing Director and proprietor of Australian Pump Industries, was the very young manager of Pacific Pump and orchestrated the original launch of the product.
“We could see that the product was a winner from the very beginning,” he said. “The pumps were so far ahead of anything else on the market and suited even the rough, tough applications in construction and quarrying. Hire companies loved them too,"
The product that Pacific launched back in the 1970s was quite revolutionary with new lightweight, dry type motors in place of the old conventional oil filled electric motors. From there, Tsurumi went on to include an integrated thermal protector that would prevent motor burnout in the event of running dry.
As Tsurumi grew the product range, they continued to innovate. New ideas like integrated float switches and vortex style impellers to aid solids handling followed progressively.
Better by design
Today Tsurumi offers not only the biggest manufacturing capacity but also possibly the world’s largest range of submersible pumps. The pumps incorporate unique features to provide longer pump life, less breakdowns and ultimately lower costs.
“Tsurumi’s product range provides Australian Pump with a huge opportunity. We dropped retail prices by 40 per cent in the first month that we took on the franchise, three years ago,” said Mr Lorenz.
The results have been staggering in terms of re-awakened market recognition, a huge increase in volume and general acceptance that Tsurumi is a submersible pump global leader.
“We are currently working with Tsurumi on a number of projects that will meet the specific needs of Australian users,” said Mr Lorenz. “For example, we are jointly developing a range of 1,000 volt mining pumps in response to demand from the Australian mining industry."

29 www.pumpindustry.com.au pump industry | February 2015 | Issue 10
INDUSTRY NEWS PUMP INDUSTRY PARTNER SOLUTIONS
Further information on the complete Tsurumi range is available online at www.aussiepumps.com.au.
For hydraulics, think HYDAC
HYDAC Australia is your supplier of, and partner for, various hydraulic pump types.
HYDAC Australia offers a range of hydraulic pumps with a focus on providing a higher level of efficiency.
Designed with specific applications in mind, these HYDAC pumps were developed, manufactured and tested in product-oriented laboratories.
HYDAC offers the following range of pumps: axial piston pumps (PPV), vane pumps variable displacement (PVV), vane pumps fixed displacement (PVF), external gear pumps (PGE), internal gear pumps (PGI) and screw pumps (HSP).
Their axial piston pumps (PPV) have proven to be highly efficient over an exceptionally long lifecycle. They are designed for use in industrial and mobile applications, and have full through-drive capability.
Their multiple-flange drive-shaft combinations are available in SAE J744 and ISO 3019, and among other
advantages, these pumps have a large range of speed, a tight through-flow range and short control time.
In the vane pump category, a highlight is the new high pressure vane pump model (PVV103), which is well-suited to heavy duty operations such as mining. They run silently and have a long lifecycle, high efficiency, modular controller program and adjustable displacement volumes.
The range of external gear pumps (PGE) have a very narrow, stage-specific displacement flow and a large range of flange and shaft designs, while the internal gear pumps (PGI) are characterised by exceptionally low noise, low pulsation and a large range of speed. Both internal and external gear pumps are also available in multiplecombination pumps.
For

HYDAC’s hydraulic screw pump (HSP) produces very low vibration and pulsation, and can be coupled, if desired, with a reliable electric motor and an integrated pressure relief valve. It can be used in cooling, transferring fluids and lubrication.
1300 449 322.






















30 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au INDUSTRY NEWS PUMP INDUSTRY PARTNER SOLUTIONS
more information about HYDAC Australia, visit www.hydac.com.au or call

The pump industry relies on expertise from a large and varied range of specialists, from experts in particular pump types to those with an intimate understanding of pump reliability; and from researchers who delve into the particulars of pump curves to experts in pump efficiency. To draw upon the wealth of expert knowledge the Australian pump industry has to offer, Pump Industry has established a panel of experts to answer all your pumping questions.

Progressive cavity pumps
Our progressive cavity pump expert is Peter Vila, Managing Director of seepex Australia.
Peter has been involved with pumps for
35 years. He spent the first five years repairing them and the subsequent 30 years directly in technical sales, and for the past 15 years he has been predominately involved in one way or another with seepex progressive cavity pumps.
What do you feel are the most important considerations when selecting and installing a progressive cavity pump?
There are three key factors to consider when selecting and installing a progressive cavity pump:
Consider the pumped media.
As with all pump selections, when choosing a progressive cavity pump, the properties of any pumped media must be carefully considered. What is the chemical composition? Viscosity? Pumping temperature? Solids content?
Nature and size of solids? Is it shearsensitive? Abrasive? Potentially hazardous?
What are the process requirements?
Again, this is not really different to the basic criteria for selecting all pump designs. Flow rate and discharge pressure as a minimum, together with an overview of suction conditions.
For example, lift or flooded? Inlet pressure? Temperature? Industrial or hygienic product handling? Mode of control – DOL/VVVF/other?
Are there any installation and/or environmental considerations?
This is an area where many variables are possible. Fixed or portable? Horizontal or vertical? Dry or semi-submersible?
Reversible flow? Indoor/outdoor? Harsh or hazardous environment? Specific customised drive? Special sealing requirements for product containment? Overpressure and/or dry-run protection? (It may surprise you to hear that over-pressure and dry-run, along with incorrect pump selection, are the most common causes of premature failure on progressive cavity pumps.)
With due consideration to the above information, it is possible to confidently configure a progressive cavity pump which is fit for purpose. Special care should be taken when selecting pump
speed, giving due consideration to pumped media – viscosity, solids content and abrasiveness. It’s quite common for the uninitiated to select a smaller pump running faster, with a view to saving a few dollars on the initial purchase, only to find their maintenance costs have soared out of control due to an inappropriate pump selection. Typically consider 300-350RPM as a guideline when initially selecting the suitable speed for a progressive cavity pump, then adjust down, or up, from this point, depending upon pumped media characteristics. It’s not uncommon to see progressive cavity pumps running as low as 75-100RPM on media with high viscosity or solids content, or at the other end of the scale, up to 1,000-1,500RPM on easily handled media with high lubrication properties. The important thing is to ensure you have the necessary information and experience to make a confident selection, or failing this, that you have the contact details of a reliable source and can seek their assistance.
For more information on progressive cavity pumps, please contact seepex Australia on (02) 4355 4500 or pvila@seepex.com.
31 www.pumpindustry.com.au pump industry | February 2015 | Issue 10 ASK AN EXPERT
Pump Industry is seeking qualified experts in various areas of pumping to join our Expert Panel. If you're an expert in your field, or know an expert, contact Laura Harvey at laura.harvey@monkeymedia.com.au.
Pumps in 2015: challenges, opportunities and the road ahead
by Laura Harvey, Pump Industry Managing Editor
Looking back on 2014, the year provided a mixed bag for the Australian pump industry. Downturns in traditionally strong industries, such as mining, have had an impact on many businesses; but an increasing awareness of, and focus on, energy efficiency and sustainability from pump end users is providing new opportunities for many businesses. The year ahead is shaping up to present similar challenges and opportunities. Pump Industry spoke with some of the major players in the industry to prepare our outlook for the industry in 2015 and beyond.
The year that was
Our respondents all agreed that the key event impacting the pump industry in 2014 was the downward trend for the Australian mining industry, impacted by flow-on effects from the mining tax and falling commodity prices.
While the mining tax was officially abolished in September 2014, our respondents noted that it will take a while for the industry to recover, with time needed for investors to see the value in the industry again.
The sharp fall in commodity prices over the course of the year, with particular emphasis on iron ore, has also had serious implications for the pump industry.
A rapid increase in the global supply pool of iron ore (which is Australia's most valuable export), combined with moderating demand growth in China, resulted in the price falling nearly 50 per cent in 2014, according to Australia’s Bureau of Resources and Energy Economics (BREE).

Mining’s flow-on effects
The massive drop in prices for raw minerals is leading to a reassessment of priorities for mining companies – which is in turn having implications for pump manufacturers and suppliers.
Our respondents involved in mining noted that sales have been down, and they are predicting that this will be the case again in 2015.
“Commodity prices and the economy (are impacting sales),” said Simon Treptow, General Manager of Irrigear Stores. “We
32 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au STATE OF THE INDUSTRY
The downturn in mining and fall in commodities prices have had impacts on the pump industry.

find customers are hanging on to funds, perhaps fearing an increase in interest rates, or anticipating a reduction, or simply due to reduced confidence. These factors influence their willingness to spend, particularly on larger projects, unless supported with government funds.”
In terms of when this sector of the pump industry will recover, respondents admit they are unsure, with many suggesting it will take years for the industry to recover from the double hit of the mining tax and falling commodity prices.
Other respondents noted the fact that mining industry suppliers will no doubt look to other potential revenue streams, potentially squeezing competition in other sectors.
“Suppliers to the mining sector will look to other sectors for income, which may put pressure on prices/margins in these other sectors,” noted Garry Grant, General Manager of Hydro Innovations.
Added Martin O’Connor, State Sales Manager at KSB Australia, “Although Australia is a large country, population
is limited, hence the pump industry is extremely competitive.”
And another said, “The industry will remain very competitive at all levels. Those who provide superior benefits and promote a point of difference will prevail.”
Competition will no doubt continue to grow fiercer thanks to pressure on traditionally strong markets.
The one potential silver lining for companies involved in mining is the falling Australian dollar. Over the
33 www.pumpindustry.com.au pump industry | February 2015 | Issue 10
STATE OF THE INDUSTRY

course of 2014, the value of the dollar has dropped considerably, and many analysts predict it remains overvalued, suggesting 2015 could be another soft year for the Aussie dollar.
The flow-on effect here is that exporters should see increased profits – which will hopefully free up capital for investment in pumping equipment.
Energy efficiency and sustainability: new opportunities
It must be noted that it’s not all doom and gloom for the Australian pump industry in 2015. New opportunities are being presented to the industry in the form of energy efficiency and sustainability.
As pump end-users become increasingly conscious of the need to use energy as efficiently and sustainably as possible, a whole new area of opportunity presents itself to the Australian pump industry.
As Mr Grant noted, “Asset owners are looking for pumps that offer sustained and sustainable efficiency. Pump manufacturers and suppliers will need to address this.”
Added another, “Efficiencies seem to be emerging as a significant driver of sales in the industry. Consumers are increasingly looking at total lifetime cost rather than just initial cost. This is particularly so in the solar pumping sector, which seems to be growing quite quickly.”
Opportunities for growth
The key sectors that respondents see as being poised for growth as a result of the need for sustainable and efficient pumping systems are the wastewater and building sectors.
One respondent said they expect projects in municipal and industrial wastewater to increase. As a result, their company will be launching new products and systems in 2015 specifically designed to deliver sustainable efficiency to wastewater asset owners.
Meanwhile in the building sector, the pump industry is able to benefit from the growing importance of the Green Star building scheme, as established by the Green Building Council of Australia.
A cornerstone of any building’s energy rating is its energy usage – to which pump systems can make a considerable contribution.
For new buildings, and the retrofit of existing buildings, there is considerable scope for new pump systems with improved energy efficiency and sustainability characteristics.
Manufacturing outlook
The manufacturing of pumps in Australia has been steadily declining over the course of a number of years, and our respondents feel that this will continue to be the case in 2015.
The low economic climate in general is at least partly to blame for this, according to our respondents, as is a lack of major infrastructure projects to really give the manufacturing sector a boost.
This is unlikely to come as news to many, and more than anything is a reflection of manufacturing generally in Australia.
34 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au
STATE OF THE INDUSTRY
Creating efficiency in new and existing pump systems will provide businesses with opportunities in 2015 and beyond.
Businesses who position themselves to offer products and services that help improve pump efficiency are the ones that will be best placed to ride out the challenging times ahead.

End users are increasingly demanding sustainable product choices.
Keep calm and carry on If we could summarise the thoughts of our respondents regarding the year ahead, it would undoubtedly be the now ubiquitous ‘Keep calm and carry on’. Conditions are challenging at the moment – the downturn in mining and fall in commodity prices are having far-ranging impacts. In response to these conditions, our respondents are going back to basics – keeping expenses in check, and focusing on core markets.
Mr Treptow summed up the thoughts of many when he said, “In 2015, we will be very conservative in our choices of projects and activities. We are watching the market very closely and going back to the basics of controlling working capital, overheads and generating sales. “Really we will be sticking to what we know in the coming year. We don’t feel it’s the time to take risks.”
Despite the challenges, there are opportunities for savvy players in the market. Energy efficiency and sustainability are the areas generating interest and buzz. There is much that pump manufacturers and suppliers can do to help large organisations keen to reduce and keep their energy consumption in check. Businesses who position themselves to offer products and services that help improve pump efficiency are the ones that will be best placed to ride out the challenging times ahead.

Local Manufacture and Local Support from a company that designs and manufactures in Australia
COMPREHENSIVE PUMP TESTING UP TO 1.2MW





• Engineered submersible motors 4” to 24”
• Fabricated stainless steel submersible pumps and motors
• Vertical turbine pumps 6” to 90”

ENGINEERED SUBMERSIBLE PUMPS AND MOTORS
• De watering pumps
• Submersible Sewage pumps
HORIZONTAL SPLIT CASE PUMPS - UL LISTED
35 www.pumpindustry.com.au pump industry | February 2015 | Issue 10 STATE OF THE INDUSTRY
14 Sharnet Circuit Pakenham Victoria 3810 Australia P +61 3 9729 5044 F +61 3 9729 3522 E info@sterlingpumps.com.au MANUFACTURED IN MELBOURNE SERVICE FACILITY IN MELBOURNE & PERTH WWW.STERLINGPUMPS.COM.AU
SLURRY PUMPING
Performance prediction for slurry pumps
by Paul Slatter, Principal Engineer, Rheology and Slurry Engineering, ATC Williams
One problem encountered in the designing of slurry pipeline systems with centrifugal pumps as prime movers is that of head and efficiency deration. The early research on this topic proved a pump Reynolds number is an effective method to predict pump performance for non-Newtonian slurries.
However, it is based either on the plastic viscosity only, or on an apparent viscosity, both of which present fundamental rheological problems. Our more recent research provides a new analysis based on the pump geometry and the yield pseudoplastic rheological model. Experimental data from centrifugal pump tests has been used to evaluate the proposed model.
The results show the new analysis being in good agreement with the trend observed by earlier work, with the former predicting a lower Reynolds number value at similar operating conditions. However, it is argued that the new pump Reynolds is more explicit and scientifically based. Poor correlation at low Reynolds numbers is still problematic, indicating that further development is required.
The design of slurry pipeline systems in which the slurry’s viscous stresses become dominant is a growing technology, and presents some extremely challenging technical problems. In these design cases, slurry rheology will dominate design and operation, and centrifugal pump performance prediction is a significant issue.
In particular, the determination and application of both the head and efficiency deration of a particular pump arguably becomes the most acute pipeline design concern.
Dynamic similarity has long stood as a classical engineering tool for solving fluid mechanics problems. For the concept to uphold between two systems, the ratio of any two forces must be the same at corresponding points of the two systems.
For the problem at hand, the ratio of inertial to viscous forces dominates flow behaviour, as expressed in the Reynolds number.
The standard Newtonian pump Reynolds number was used in early research on this topic to predict centrifugal pump performance for non-Newtonian materials. In this early work,
the researchers described the fluid under investigation in terms of the Bingham plastic model. They found that head ratio with slurries could be correlated with the pump Reynolds number calculated using the apparent viscosity of the slurry being pumped, at a shear rate of two times the pump rotational speed for low flow conditions.
It was argued that at low flow conditions, the performance would be dominated by the viscous nature of the fluids. On the other hand, the performance would be dominated by the plastic or secant viscosity at high flow rates.
It should be noted that at high shear rates the plastic viscosity approaches the apparent viscosity. The head ratio is defined as the head when pumping a solid-liquid mixture divided by the head when pumping clear water at the same flow rate.
Early researchers expressed the head and efficiency ratios in terms of a pump Reynolds number which excluded the yield stress of the slurry being pumped. They argued that the pumping of these Bingham plastic slurries are essentially high velocity processes, which is certainly a reasonable assumption given the high tangential velocities that occur in the volute, but corroboration of their results at low Reynolds number is still desirable.
It is also interesting to note that the flow in the pump is not always as turbulent as these early researchers suggested. Indeed, further research found that for a pump Reynolds number less than about 104, laminar flow conditions are gradually established for the main flow, and the Reynolds number would not be fixed for any one pump.
On the basis of this information, the omission of the yield stress in Reynolds number model may well be questioned, since it is established that laminar flow conditions may prevail in pumps.
Furthermore, the Bingham plastic or secant viscosity is a
36 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au
fitting parameter with no independent rheological meaning, and calculating an apparent viscosity in the pump requires a representative shear rate to be defined, which still remains a matter of conjecture.
Thus, it becomes imperative to derive a generalised approach for the prediction of centrifugal pump performance for non-Newtonian fluids by means of a Reynolds number on the basis of all pertinent variables. Our research on this topic has been aimed at including all the design features of a pump along with the fluid rheological parameters in order to derive a general pump Reynolds number for non-Newtonian slurries.
The new analysis is in good agreement with the trend observed by earlier researchers, as well as our own experimental work, with the former predicting a lower Reynolds number value at similar operating condition.
However, it is suggested that our new pump Reynolds number be used, as it is more explicit and scientifically grounded with respect to the inclusion of all the parameters of the rheological characterisation of the slurry being pumped.
It is admitted that the accuracy of both models is still desirable at low values and further development of the new analysis needs to be undertaken.
Furthermore, it is to be hoped that the theoretical analysis established here will bring forth many detailed experimental results in complete form from various investigators, so that

the conclusions drawn from this work may be either confirmed or modified to fit into a more general picture.
However, it is believed that this paper represents the first attempt to derive a pump Reynolds number on the basis of all pertinent variables so that individual influences can be isolated more easily.
A REVOLUTION IN PUMPING

37 www.pumpindustry.com.au pump industry | February 2015 | Issue 10
SLURRY PUMPING Web l www.allflo.com.au/diaphragm-pumps Tel l 1800 333 424 Email l sales@allflo.com.au With the costs of energy at a record high, significant savings come at a good time for you. Enquire now about the most efficient AODD pump in the world.
EFFICIENCY Slurry pump test rig with two different size pumps.
The use of protective coatings on pump components
by Hugo Howse, United Surface Technologies
In a previous article (‘Wear protection of pump components using hard coatings’, Pump Industry February 2014) we discussed the common commercial coating technologies and materials available to a pump user for protecting critical pump components from wear or corrosion damage. In this follow-up article we will discuss the use of these coatings on some specific pump components to illustrate where and how they can be used.
Shaft sleeves for gland packing service
Shaft sleeves used in gland packing service are subject to abrasion damage from particles in the process medium that become embedded in the gland packing, and this can result in very high wear rates even with moderately clean process mediums.
The wear mechanism is predominantly low-stress abrasion accelerated by abrasion-corrosion; therefore hardness and corrosion resistance of the sleeve surface are the key selection criteria.
For this reason plasma-sprayed ceramic coatings have been very popular, and these coatings provide exceptional wear resistance due to the fact that the coatings can have a hardness in excess of 1,200HV. Because these are true thermal spray coatings they can be applied to essentially any substrate, including steels, stainless steels and bronzes. Because of their inherent brittleness they are however susceptible to mechanical damage during installation or damage from thermal shock in service.
Generally the gland packing requires a controlled amount of process medium leakage to cool the gland sleeve from the frictional heating generated between stationary packing and rotating sleeve.
If there is insufficient cooling by process medium, very high sleeve surface temperatures and thermal gradients can be reached, which can damage a ceramic coating. For this reason the softer but more thermal shock resistant nickel-chrome-boron spray and fuse (S&F) metal coatings have also been popular (i.e. Colmonoy 5 and 6 alloys). These S&F coatings rely on a high-temperature diffusion adhesion mechanism which limits their application to ferrous substrates like steel and stainless steel.
Finally, for very aggressive slurry service in mining and minerals processing, thick (2-3mm) Plasma Transferred Arc (PTA) tungsten carbide-nickel alloys have become the standard, but because PTA is a welding process, the coatings are limited to ferrous substrates.
Impeller and casing wear rings
Impeller and casing wear rings are subject to two different forms of wear. Even in the absence of any solid particles in the process fluid, the wear rings can be damaged by sliding wear (also called metal-to-metal wear) due to unintentional contact between the rotating (e.g. impeller wear ring) and stationary (e.g. casing wear ring) surfaces resulting in wear ring rub.
This is especially problematic with most
corrosion resistant alloys which have a propensity for metal-to-metal wear and/ or galling, and the severe seizure of a pump fitted with austenitic stainless steel wear rings (i.e. 316) is an essential rite of passage for any pump engineer.
To reduce the risk of seizure it is prudent to use dissimilar metals for casing and impeller wear rings, ensure a minimum 50HB hardness difference between the rings or coat the wearing surfaces with a suitable anti-galling coating.
In the selection of the coating process, the main consideration is the potential risk for frictional heating (and the resultant high thermal gradients on the surface of the wear ring) and high contact pressure associated with unintentional contact. Generally a thermal spray coating will be susceptible to damage from such high thermal gradients and high contact pressures, and therefore the damage tolerant nickel-chrome-boron S&F coatings have been used. The general trend is to use a 50HRC (e.g. Colmonoy 5) coating on one surface and a 60HRC (e.g. Colmonoy 6) on the other to achieve a hardness difference and reduce the risk of galling, although this becomes far less critical once the surface hardness exceeds approximately 50 HRC.
Similarly these S&F coatings rely on a
38 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au
COATING

high-temperature diffusion adhesion mechanism which limits their application to ferrous substrates like steel and stainless steel, although with the modern high velocity oxy-fuel (HVOF) process moderately damage tolerant nickelchrome-boron coatings can be achieved without the need for post-coating fusing.
If there are any solid particles present in the process medium the particles can move through the wear ring interface
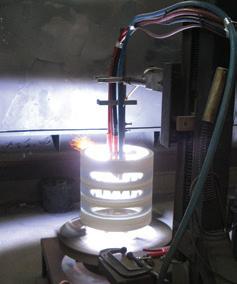
Technologies
if they are small enough, due to the pressure differential across the wear ring, and depending on the size of the particle this can result in abrasion (e.g. when particles are approximately the same size as wear ring clearance) or erosion (e.g. when particles are much smaller than wear ring clearance). Assuming the impeller rub is not so severe that coating damage occurs, excellent results have been achieved using tungsten carbide-cobalt chrome
• Thermal spray coating
∙ High velocity oxy fuel (HVOF)
∙ Plasma
∙ Combustion powder and wire
∙ Arc-spray
∙ Spray and fuse
• Plasma transferred arc (PTA) overlay & hardfacing
• Weld overlay & hardfacing
• Polymer coatings (see www.plasmacoatings.com)
• Machining and grinding

(WC-CoCr) coating applied with the HVOF process. These coatings combine excellent abrasion and erosion resistance with good corrosion resistance.
Impeller and diffuser vane tips
In the presence of solid particles in the process medium the vane tips of impellers and diffusers are subject to erosion – corrosion damage, resulting in a decrease in hydraulic performance,
Applications
• Repair and refurbishment
• Wear protection
• Corrosion protection
• High temperature oxidation resistance
• Traction / high friction
• Low friction
• Release and cleanability
• Electrical insulation






39 www.pumpindustry.com.au pump industry | February 2015 | Issue 10 COATING
Figure 1. PTA (left) and HVOF (right) coated tungsten carbide coated sleeves.
E sales@ust.com.au www.ust.com.au United Surface Technologies 26-32 Aberdeen Road, Altona, Victoria, 3018 P +61 3 9398 5925 F +61 3 9398 2738
ENGINEERED COATING SOLUTIONS

which translates to increased energy consumption. Obviously this will also result in a reduced service life.
Because of the complex geometry and thin sections present in these components the most suitable coating solution is tungsten carbide-cobalt chrome (WC-CoCr) coating applied with the HVOF process. A critical process variable when coating these complex geometry components is gun manipulation, as the coating quality is very dependent on variables such as spray angle and distance. The only reliable way of achieving this control is through the use of robotic gun manipulation.
Pump shaft bearing journals
Pump shafts often incorporate oil or product lubricated bearing surfaces that are integral to the shaft or are in the form of a shaft sleeve. These bearing surfaces are often subject to an unexpected amount of wear, even in the presence of ‘clean’ oil
or process medium. The problem is that these bearing surfaces are typically either white metal or polymer (e.g. Thordon®, Tufcot®), and any particles (e.g. minerals or ‘soft’ metallic particles) in the oil or medium readily embed into these soft bearing surfaces. The particles produce an extremely abrasive surface on the bearing material surface which is in contact with the rotating shaft, resulting in high wear rates on the shaft. It has been shown that in the case of oil lubricated bearings the very high temperature experienced on the contact point of these small embedded metallic particles result in the carburisation of the particles, producing very hard sharp surfaces.
In some cases the wear can be severe enough to produce metal shavings from the rotating shaft, resulting in so-called ‘wire wooling’. Note these soft bearing materials act like a sponge for any particles in the process medium, and the wear damage is
often disproportionate to the amount of solids contamination.
For this reason, coatings are often used to provide wear protection to the relevant portion of the shaft or shaft sleeve, but because these small embedded particles could potentially be very hard, a coating with very high hardness is required. Plasma-sprayed chrome oxide and HVOF-sprayed WC-CoCr have been popular, as both coatings have a hardness exceeding 1200HV. Note that because of their extreme hardness these coatings have to be ground using special diamond grinding wheels, as shown in Figure 2.
It is important to ensure that the coatings have a suitable surface finish to maintain the lubricating film in the bearing interface to prevent direct metal-to-bearing materials contact. If this occurs it can result in accelerated wear of the softer bearing material through ‘cutting’. Because these lubrication films are very thin, typically
40 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au COATING
Figure 2. Diamond wheel grinding of very hard carbide coating.

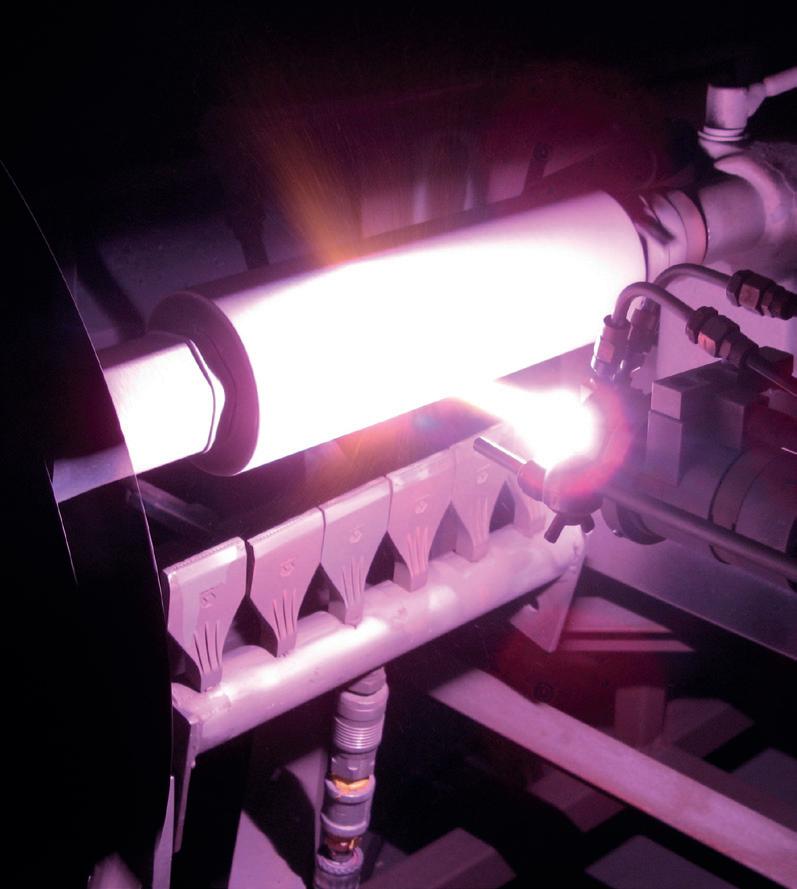
of the order of a few micrometres, a very fine surface finish of N5 or better is required.
Pump shaft locating journals
Pump shafts, and the impellers, sleeves and bushes fitted to the shaft, are generally made from corrosion resistant alloys if the pump is to be used in corrosive service. As a general rule corrosion resistant alloys have poor metal-to-metal wear resistance, and these alloys are very prone to galling during assembly and disassembly. One method of reducing the risk of galling is to coat the shaft with a galling and corrosion resistant coating, and hard chrome has been used for many years to fulfil this function. Because of environmental concerns, there have been significant developments globally to develop some hard chrome alternative technologies, and HVOF sprayed chrome carbide-nickel chrome (CrC-NiCr) coatings have been shown to provide superior corrosion and
anti-galling resistance on stainless steel shafts. These coatings eliminate the risk of components seizure onto the shaft during assembly and disassembly of the pump.
Refurbishment
Because a thermal spray coating ‘adds’ material, it is an excellent method to refurbish components that have become unserviceable due to wear damage. A simple example is a shaft which exhibits wear damage on a bearing journal – a suitable coating can be used to restore the dimensions of the bearing journals and at the same time the functional performance of the shaft can be improved by spraying the relevant journal with a coating material which has better wear and corrosion resistance than the original shaft material.
It is however important to note that the thermal spray coating does not add any mechanical strength and the component that is being repaired must be mechanically sound prior to
the addition of any coatings. It is also prudent to include a non-destructive test during such a repair to ensure that the components do not have any hidden defects that could result in premature failure (i.e. check a shaft for any fatigue damage).
In conclusion, thermal spray coatings can radically reduce the life cycle cost of running a pump, both in terms of extending the life of critical components but also by reducing energy usage. Note that the maintenance of efficiency critical dimensions and profiles on wear rings and vane tips can have a profound influence on the life cycle cost of a pump. On large complex pump installations the pump running cost typically represents more than 90 per cent of the life cycle cost of the pump, and even a modest reduction in pump efficiency over time can result in a substantial increase in the pump life cycle cost.
41 www.pumpindustry.com.au pump industry | February 2015 | Issue 10 COATING
Figure 3. Plasma spraying of a shaft sleeve.
The revelation
by Larry Bachus, The Pump Guy
Larry Bachus has had a revelation when it comes to the maintenance of pumps. Here, he shares his thoughts on getting the most out of your installed pumps.
In our everyday lives, we use many pumps that give good service with practically no maintenance. The standard automobile has seven or eight pumps that often operate for 18-20 years with zero or minimal maintenance.
Your car’s radiator water pump is a variable speed, centrifugal pump with a mechanical seal and shaft bearings. When did you last need to change the bearings on this radiator water pump? When did you last replace the mechanical seal on this pump?
A rotary air conditioning compressor is a pump adapted to handle air or gas. When did you last change the mechanical seal on the AC compressor in your house or car? The shaft seal on your AC compressor runs for many years without leaks. Wouldn’t it be nice if it were that way in industry?
Too many industrial pumps go through mechanical seals and bearings like a newborn baby goes through nappies. Maintenance and reliability engineers constantly struggle with their pump seals and bearings. So, what’s the problem with process pumps?
It turns out that the pumps in your home and car are all perfectly mated into their pipe systems. The energy designed to go into the pump meets the energy requirements of the pipe system.
Too many industrial pumps are poorly mated to their systems. The energies don’t match. That’s the problem with industrial pumps.
An industrial pump’s system is composed of tanks, collecting headers, pipes, elbows, filters, valves and other process devices – probes, heat exchangers and restrictor plates, among others. Transporting a liquid through a pipe system requires energy. The pump has to meet or overcome this energy.
This energy consists of up to four elements:
1. The elevation differential
2. The pressure differential
3. The velocity energy
4. The friction energy (losses) in the system.
In figures 1 and 2, you’ll notice the single black triangle drawn onto the curves by the design engineer. It indicates that the pump will perform at these precise head and flow coordinates. This means the design engineer considers the system energy to be static and that the pump’s duty coordinates won’t stray.
I work as a pump consultant. I talk frequently with plant engineers who tell me, “The pumps don’t need gauges because the design engineer says the pump will operate at the head and flow coordinates indicated by the triangle.” And they believe it.
This is a problem because the system is dynamic. Levels constantly change in the tanks and vessels. Pressures change
in headers and reactors. Resistance changes with actuating valves and clogging filters in the system. The process pump migrates constantly on its performance curve as the system energies change. Useful energy is converted into vibrations, heat, noise and component distortion as the pump migrates on its curve.
If the design engineer thought the system were dynamic, they would draw more than one triangle onto the pump curve, indicating more than one set of duty coordinates. Right?
The misunderstanding caused by that single triangle confounds the reliability engineer and stalls the MTBF statistics on rotating equipment. That triangle gives the vibration technicians something to ‘trend’.
A revelation
Let me offer a revelation never before expressed in any technical book or pump magazine. Remember where you read it first.
“The variable system energies are the continuing, undetermined vibrations viewed every day on the vibration technician’s accelerometer.”
I will explain.
Certain vibration readings are normal and expected when the vibration probe touches running equipment. For example, a 4-pole electric motor on 50Hz electricity will produce a vibration signature at 25Hz (1,500rpm) and at 100Hz (motor hum) with harmonics. The vibration technician expects to see this when the electric motor is running.
Other vibration readings are not normal and require correction.
42 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au
REPAIR
MAINTENANCE
&
Max. 26.00 in Min. 18.98 in 0 500 1000 1500 0 1000 2000 3000 4000 5000 6000 300 200 100 0 200 150 100 50 0 1500 1000 500 ft kW 600 500 400 300 200 100 90 80 70 60 50 40 30 20 10 0 12 8 4 0 30 26 13 0 ft m3/h USQPM BHP x10
Figure 1.
REPAIR & MAINTENANCE
Bowl performance shown below is corrected for materials, viscosity and construction.
Bowl power
A pump suffering cavitation will show recognisable vibrations between 3,000 and 5,000Hz as the vapour bubbles collapse. A running centrifugal pump with a bent shaft will produce a vibration bump with every rpm on the vibration meter. Vibration technicians receive training to interpret other anomalies like imbalance, structural resonances and harmonics.
If the vibrations indicate misalignment between the pump shaft and the motor shaft, the engineer can order the pump to be stopped at some convenient time and go through an alignment procedure without disassembling the pump. Once aligned, the vibrations from misalignment will reduce.
Maybe the vibrations indicate the pump is suffering cavitation. Most cavitation can be corrected without stopping the pump. To reduce or eliminate most cavitation, the operator or engineer must either:
(a) Increase the energy going into the pump, or
(b) Adjust the pump’s duty coordinates by increasing or relaxing the resistance across a control valve or other device. Either of these two procedures will calm most cavitation and mean the pump doesn’t need to go to the shop. The vibrations attributed to cavitation will disappear.




43 www.pumpindustry.com.au pump industry | February 2015 | Issue 10
4000 3000 2000 1000 0 Powerhp
500 450 400 350 300 250 200 150 100 50 0 32.56 in Maximum 29.25 in Maximum 0 20000 Capacity - USgpm 40000 60000 Head ft 100 90 80 70 60 50 40 30 20 10 0 E ciency MCSF Bowl e ciency NPSHr 31.31 in Maximum
52 Woodlands Drive, Braeside Victoria 3195 PO Box 876, Braeside Victoria 3195 Tel: (03) 9588 6900 Fax: (03) 588 6999 Email: info@lkdiesel.com.au Web: www.lkdiesel.com.au • Petrol engines up to 13 HP • Diesel engines up to 83 HP • Generating sets up to 30 KVA We provide diesel engine solutions to EMPOWER your business Pump specifications Type BA150E D285 Max flow 430 m3/hour max Max pressure 27 mwc Connections DN 150 (6”) Solids handling 80 mm Impeller type Semi-open impeller Priming system BBA MP50 Engine Perkins 404D-22 Canopy M10-23 Weight (net) 1600 kg Sound 61 dB(A) at 10m NEW BBA150E dewatering pump in stock 6” diesel driven, sound attenuated, vacuum assisted dewatering and sewage pump OTHER PUMPS AVAILABLE $38,800 FEBRUARY SPECIAL
Figure 2.
Maybe the vibrations indicate the pump shaft is bent. The pump goes to the shop. The repaired pump returns to service with a straight shaft. The associated vibrations go away.
Notice what I’m saying? As the maintenance obstacles to reliable pumps are resolved, the offending vibrations dissipate.
A short-term procedure
Viewed with this understanding, vibration analysis should be a second tier, short-term procedure. Think of your car.
If you notice that the front tyre vibrates on the highway, you take the car to a tyre shop. The technician balances the tyre and the vibrations go away. Does anyone reading this article ‘trend’ the vibrations daily on the tyres of the family car?
A dirty fuel filter makes your car’s engine jerk, spit and sputter as you accelerate onto the highway. The technician installs a new fuel filter and the vibrations go away. Who tracks and trends the daily engine vibrations on the car?
If the steering wheel pulls to the left or right, the front end is out of alignment. Maybe, a front tyre has the wrong pressure. You correct this. The problem goes away. There is no need to ‘trend’ your car’s front-end alignment.
So then, why is industrial ‘vibration analysis’ and ‘vibration trending’ an ongoing, never-ending procedure? What are the mysterious, continuous, undetermined, recurring vibrations plaguing industrial process pumps?
The answer is simple. These mysterious vibrations that require constant tracking and trending are the fluctuating pipe system energies. (Go back to the revelation.) These energies drag the pump away from its design duty coordinates into zones of vibration, heat, noise and component distortion.
The vibration meter reveals incipient cavitation in a process pump. The reliability engineer thinks cavitation is the problem. Cavitation isn’t the problem. Cavitation is the symptom of the real problem – variable system energies.
The vibration meter reads the high vibrations in the pump bearings. The reliability engineer orders to rebuild the pump and change the bearings. If the bearings were the problem, the problem would go away with the next set of bearings and there would be nothing to trend. If trending continues, the bearings aren’t the problem but the symptom of the real problem.
Variable system energies drag the pump into zones of shaft deflection that overload precision bearings. The bearings fail prematurely. The next set of bearings will fail prematurely too.
Premature bearing failure is problem number two. Variable system resistance is problem number one. My old boss used to say, “Son, solve problem number one and problem number two will go away!”
You scratch your arm. You apply a bandage. The wound heals. The bandage comes off. There is no reason to wear the bandage for 30 years.
Likewise, a pump suffers a problem with attendant vibrations. The problem is resolved. The vibrations calm down. There is no reason to chase errant vibrations for 30 years.
Aviation industry accountants understand that a passenger jet on the ground doesn’t earn revenue for the airline company. Likewise, a disassembled pump on a table in the maintenance shop doesn’t produce revenue. A pump only produces revenue when it is in service. Downtime is unproductive, and should be prevented or eliminated.
If I can eliminate today a maintenance issue with a pump that might occur next month, then my pump is reliable for the next two months. If I can prevent a maintenance issue that will occur next year, then my pump is reliable for the next two years (this year and next year).
In essence, ‘reliability’ is the prevention and elimination of future maintenance incidents. And, prevention and elimination of future pump maintenance incidents is the true definition of pump reliability.
Preventive maintenance and reliability are conjoined twins. But sadly, I visit many process plants where the reliability engineer has no background in preventive maintenance, or even breakdown maintenance. How can this recentlygraduated engineer contribute to pump reliability? Therefore, the engineer decides that the real mission is to monitor vibrations. And thus, vibration analysis becomes the reason the reliability team exists.
Look everyone, when a newborn baby cries, it is telling the parents precisely what the baby wants or needs. The baby says, “Pick me up,” “Put me down,” “I’m cold,” “I’m hot,” “Feed me,” or “Change my nappy.” But, most new parents don’t initially know how to interpret the baby’s crying. Parents must learn the basics before taking the baby to a doctor to determine the problem.
It’s the same with pumps. Learn the basics first. The vibration analyser is a tool to obtain reliability. So is the pump performance curve. So is the system curve. The thermographic camera is a tool to obtain reliability. Pressure gauges and a flow meter are other reliability tools. The curves and the gauges don’t cost so much.
Once pump basics are mastered and the pumps are operating for numerous years without problems, the hightech devices can extend your pump life even further.
In other words, if you can’t find your balance to ride a bicycle, don’t try to ride a motorcycle. If you don’t master the basics, the motorcycle will only show you the way to the hospital emergency room.
About the author
The Pump Guy is Larry Bachus, a pump consultant, author and inventor based in Nashville, Tennessee. Larry is a retired member of ASME and lectures in both English and Spanish. Larry can be contacted at larry@bachusinc.com.
44 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au
REPAIR & MAINTENANCE
Suction specific speed and vibration performance (Part 2)
by David Cowan, Hydraulics Engineer, ITT Goulds Pumps; Simon Bradshaw, Director of API Product Development & Technology, ITT Goulds Pumps; and Thomas Liebner, Hydraulics Engineer, ITT Goulds Pumps
Currently accepted limitations on suction specific speed are based on studies undertaken in 1982 and 1985. However, pump design and construction standards have come a long way over the last few decades. Therefore, a recent study sought to revisit and re-examine the original tests. In Part 1 of this article we looked at the changes in pump design and construction standards that bring the old limitations into question and the details of the study’s method. In this edition we examine the results to determine whether the old guidelines are still relevant.
The results
Each impeller was subject to a full performance and NPSH test based on the criteria set out in API 610. The results of each impeller performance compared to the design target are shown in Figures 16 and 17. These results confirmed the prediction of the CFD. Head and efficiency agreed within 5 per cent between CFD and test when the calculated casing losses were combined with the CFD values.
Tested NPSHr was 21 to 33 per cent lower than the original nominal target values. These values and the corresponding suction specific speed are shown in Table 7.
There are two main reasons for this difference:
1. The acceptance tolerance for NPSHr allows no positive tolerance. Thus impellers are designed to achieve lower than the target NPSHr by approximately 14 per cent to allow for manufacturing variances and uncertainty of design.
2. The design methods used did not take into account the improvement achieved through use of the parabolic leading edge profile. From previous testing this NPSHr improvement was believed to be approximately 18 per cent.
In addition to comparing the target NPSHr values with the tested values, the tested NPSHr values were compared to the CFD simulation.
For flow values higher than the onset of suction recirculation, the values of NPSHr from CFD showed substantive agreement with the tested NPSHr values. NPSHr predictions obtained via CFD are typically 5 to 15 per cent lower than those attained on test. This can be accounted for with casting and surface imperfections, unsteady flow features including vane pass contributions and system response characteristics, and non-uniform inlet flow fields.
Figure 16. Experimental Testing and CFD analysis (note the CFD results show the impeller performance only).
At lower flow rates the tested NPSHr values diverged from the CFD predicted NPSHr values due to impeller-casing interaction in recirculation which the impeller only CFD is unable to simulate. Results of predicted 3 per cent head drop versus flow are shown in Figures 17a and 17b.
Vibration values for the both overall vibrations and vane pass are plotted on Figures 18 and 19. (Vibration levels due to mechanical sources, specifically 1x and 2x running speed were less than the 0.08 in/s (2.0 mm/s) allowable level for discrete frequencies and were therefore not used as an acceptance criteria).
45 www.pumpindustry.com.au pump industry | February 2015 | Issue 10 ENERGY EFFICIENCY
% B e s t E ffi c i e nc y Hea d Nss 15000 Nss 13000 Nss 11000 Nss 8000 CFD 15000 CFD 13000 CFD 11000 CFD 8000 150 140 130 120 110 100 90 80 20 40 60 80 100 120 140 % Best Efficiency Flowrate
The results show that all impellers exhibit a rising vibration level away from the impeller shock-less flow point. The Nss 15,000 nominal (17,841 actual) impeller design exceeded the acceptable vibration level at 86 per cent of BEP due to vane pass.
The 13,000 nominal (17,066 actual) impeller design exceeded the acceptable vibration level at 76 per cent of BEP due to vane pass.
The 11,000 nominal (14,766 actual) and 8,000 nominal (9,568 actual) impeller designs did not exceed any vibration criteria throughout the entire operating range tested from 25 per cent to approximately 140 per cent of BEP.
It should be noted that the test set-up was of average quality. The test pedestals were clamped to the test base and were not specifically designed for the pump being tested. Consequently, the vibration levels achieved could be meaningfully improved by refinement of the test setup. Similarly for a pump permanently installed in the field on
a grouted baseplate, we would also expect a reduction in vibration levels achieved on test.
The pump was also equipped with a suction tapping adjacent to the eye of the impeller (see Figure 20). The pressure at this tapping was logged and compared to the pressure at the suction tapping at a location 2D in front of the suction flange. The purpose of this measurement was to ascertain when suction recirculation occurred and compare this result with the values predicted by Fraser and CFD.
Figure 21 shows a plot of suction pressure recorded at both tappings, normalised for the area differences and corrected for friction losses between the two locations. This shows an apparent recirculation inflection point for all the designs between 60 per cent and 70 per cent of BEP as shown in Table 8.
While the tapping clearly records the presence of suction recirculation, the number of readings taken and their scatter precluded this method from providing an accurate indication of
Figure 17a. Computational and test results for 3 per cent NPSHr (8,000 and 11,000 nominal Nss impellers).
Figure 17b. Computational and test results for 3 per cent NPSHr (13,000 and 15,000 nominal Nss impellers).
46 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au
Nominal Suction Specific Speed Target NPSHr @ BEP ft (m) Tested NPSHr @ BEP ft (m) Tested Suction Specific Speed 8000 (155) 47.8 (14.6) 37.4 (11.4) 9568 (185) 11,000 (213) 31.3 (9.5) 21.1 (6.4) 14,776 (286) 13,000 (252) 25.0 (7.6) 17.6 (5.4) 17,066 (331) 15,000 (290) 20.7 (6.3) 16.4 (5.0) 17,841 (346)
N P S H 3 ( ft ) 50 Nss - 11000 CFD Nss - 11000 Test 45 40 35 30 Nss -
CFD Nss - 8000 Test 25 20 15 10 5 0 0 0 5 1 0 1 5 % Best Efficiency Flowrate
Table 7. Nominal target versus tested NPSHr and Nss.
8000
N P S H 3 ( ft ) 25 Nss - 15000 CFD Nss - 15000 Test 20 Nss - 13000 CFD Nss - 13000 Test 15 10 5 0 0 0 5 1 0 1 5 Flow rate relative to BEP
ENERGY EFFICIENCY
Allowable vibration 13000 Nss vibration 15000 Nss vibration 11000 Nss vibration
Nss vibration
Flow rate
the onset of recirculation. As can be seen from Table 8, there was significant disagreement between the Fraser and CFD figures, as compared to the values obtained during this test. With more time and refinement of the technique (in particular a much higher density of measurement points), we believe it could yield a more accurate indication, however for the purposes of this paper the technique will not be discussed further.
Implications
The test results can be converted into an operational range chart similar in style to that used by Lobanoff &

Ross. Figure 22 shows this in detail. Compared to Figure 3 (refer to Part 1 of this article), the stable operating window is substantively larger and only closes at suction specific speeds far above those typically specified by most users.
This result was compared to an existing internal guideline (known as the SGsT line), used by the author’s company governing achievable end suction impeller designs with acceptable vibration and stability characteristics. This guideline is reproduced in Figure 23 with the impellers designed for this paper plotted on it. The main solid blue line indicates the dividing line between acceptable and nonacceptable performance.
• For use in Irrigation systems, Dairy, Food-Processing and other Industrial Applications.
• Market Leading Range of Automatic Cleaning Technologies – including Vacuum, Brush, and Hydro-Jet.
• Hydraulic Turbine Compatible Filters Available – No Electricity Required.
• Epoxy Coated Steel, 304 Stainless Steel, 316 Stainless Steel, Duplex, and Titanium models available.

• Patented Inlet Design creates a rapid circular motion of water – causing a hydro-cyclone affect and turbulent cross-flow current over the filter surface.
• Substantially Increased Filter Service Intervals.
• Superior Flow Consistency.
• Flush-Valve for Fast and Efficient Filter Element Maintenance.
47 www.pumpindustry.com.au pump industry | February 2015 | Issue 10 ENERGY EFFICIENCY V e l o ci t y ( i n/ s R M S )
0.18 8000
0.16 0 14 0 12 0.1 0 08 0 06 0.04 0 02 0 0 0 5 1 1 5 Flow rate relative to BEP
Figure 18. Overall vibration level on test.
V e l o ci t y ( i n/ s R M S ) Allowable vibration 13000 Nss vibration 15000
tion 11000 Nss
tion 0.18 0.16 0 14 0.12 0 1 0 08 0 06 0 04 0 02 8000 Nss vibration 0 0 0.5 1 1.5
Nss vibra
vibra
relative to BEP
Figure 19. Vane pass frequency vibration level on test.
WINNOW™ SILVERLINE SERIES FILTERS WINNOW™ PLASLINE SERIES FILTERS – WITH HYDRO-SPIN FOR FREE BROCHURES, ADVICE, OR NEAREST DEALER PLEASE CALL: 1300 134 812 EMAIL: solutions@winnowgroup.com WEB: winnowgroup.com

Table 8. Recirculation recorded on test & compared to the predictions from Table 5.
For the specific speed of the test pump, the existing SGsT line value of approximately 13,000 nominal suction specific speed would appear to be easily attainable with the currently available design tools. As the state of the art continues to improve it may be possible to revise the SGsT line upwards in the future as shown on Figure 23.
It should be further noted that the SGsT line dips below 11,000 Nss for higher specific speed impellers. This is because at these higher specific speeds the ratio of impeller outlet diameter to impeller inlet diameter (D2/ D1) is significantly reduced. As Warren Fraser (Fraser 1981)
demonstrated, this ratio strongly determines when suction recirculation will occur.
Thus in order to achieve an acceptable operating range with these impellers, the Nss target needs to be reduced.
Summary and conclusions
The testing results confirm that substantive improvements in stable operating range versus suction specific speed are achievable utilising modern impeller design and pump construction standards. The realisable performance (Nss = 14,776 (S = 286) with acceptable vibration characteristics)
48 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au
ENERGY EFFICIENCY P c a s i n g / P p i p i ng Nss - 8000 Nss - 11000 Nss - 13000 Nss - 15000 1.25 1 20 1 15 1 10 1.05 1 00 0 95 0% 20% 40% 60% 80% 100% Flow rate relative to BEP
N P S H r ( ft ) 55 S 45 35 25 15 5 0 20 40 60 80 100 120 140 Pump Flow % of BEP
Figure 21. Ratio of suction performance at casing to upstream in the suction pipe.
Specific Speed Fraser Suction Recirc. CFD Test Suction Recirc. 8000 (155) 48% ≈48% ≈62% 11,000 (213) 60% ≈63% ≈65% 13,000 (252) 66% ≈63% ≈67% 15,000 (290) 75% ≈74% ≈64%
Figure 22. Stable operating window for the impellers tested.
Nominal Suction
Figure 20. Location of the casing suction tapping.

March and April 2001.
Hergt, P., Nicklas, A., Mollenkopf, G., and Brodersen, S., 1996, The Suction Performance of Centrifugal Pumps Possibilities and Limits of Improvements, Proceedings of the 13th International Pump Users Symposium, 1996.
Stoffel, B., Jaeger, R., 1996, Experimental Investigations in Respect to the Relevance of Suction Specific Speed for the Performance and Reliability of Centrifugal Pumps, Proceedings of the 13th International Pump Users Symposium, 1996.
Hirschberger, M., James, I., 2009, A Review of Nss Limitations – New Opportunities, Proceedings of the 25th International Pump Users Symposium, 2009.
Balasubramanian, R., Bradshaw, S., Sabini, E., 2011, Influence of Impeller Leading Edge Profiles on Cavitation and Suction Performance, Proceedings of the 27th International Pump Users Symposium 2011.
Schiavello, B., and Visser, F. C., 2008, Pump Cavitation – Various NPSHr Criteria, NPSHa Margins, and Impeller Life Expectancy, Proceedings of the 24th International Pump Users Symposium, 2008, Turbomachinery Laboratory, Department of Mechanical Engineering, Texas A&M University, College Station, TX.
Güilich, J-F., Centrifugal Pumps, Second Edition.
is so far removed from what most users consider attainable that it should give pause for consideration as to whether Nss =11,000 is always the appropriate choice for medium to low specific speed impellers.
The authors would recommend that users consider adopting their own version of the SGsT line. The specific speed of the pump is an important determinant of the attainable Nss (with reliability) and needs to be recognised.
If correctly applied, the use of such enhanced designs allow the designers of processes utilising pumps increased flexibility and the potential to realise a lower first cost with equal or even improved reliability (if high specific speed pumps are specified with conservative SGsT limits), than is possible with current one size fits all suction specific speed limit.
Of equal importance is action from the users of pumping equipment to build on Hallam’s work and provide an updated large scale study of pump reliability for the 21st century.
REFERENCES
ANSYS-14.5 CFX Solver Theory Guide, 2012.
Hallam, J. L., Centrifugal Pumps: Which Suction Specific Speeds are Acceptable?, Hydrocarbon Processing, April 1982.
Lobanoff, V.S., Ross, R.R., Centrifugal Pumps: design & application 2nd Edition, Figure 8-7.
Gülich, J.-F., Selection Criteria for Suction Impeller of Centrifugal Pumps, Parts 1 to 3 World Pumps January,
REDEFINING THE FLAP VALVE PUMP

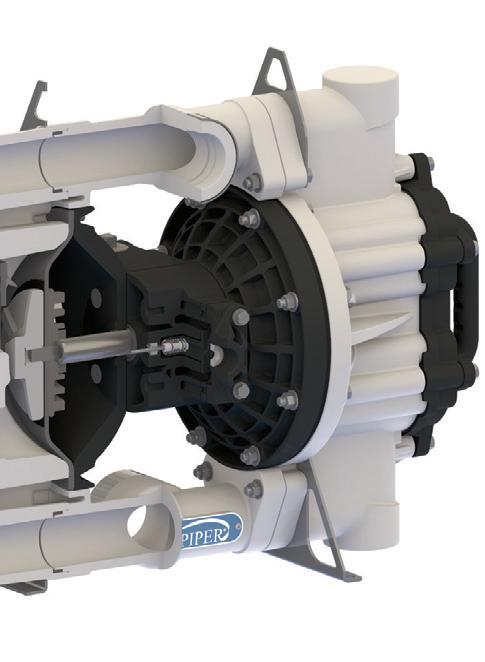



49 www.pumpindustry.com.au pump industry | February 2015 | Issue 10 ENERGY EFFICIENCY A tta i n a b l e P u m p N s s ( U S u n i t s ) 18000 16000 Existing SGsT line Nss 17066 (330) Nss 9568 (185) Nss = 17841 (345) Nss 14766 (286) Future SGsT line 14000 12000 10000 8000 6000 4000 2000 0 Attainable & acceptable performance 0 1000 2000 3000 4000 Pump Ns (US units)
Figure 23. Trade off line (SGsT line) for Ns versus Nss.
SANDPIPERPUMP.COM/HDF2NM All Bolted Construction Leak free design. Bottom Discharge Gravity assist is ideal for pumping liquids with settling solids. Flap Check Valves Performance & solids handling. ESADS+Plus Air Valve Externally Serviceable Air Distribution System. Solids Range Up to 1.8” (46mm). Superior Dry Prime Up to 20’ (6.1 m) of water. The new 2” Heavy Duty Non-Metallic Flap Valve Pump has been designed to solve the most common problems in mine dewatering, sump, and chemical transfer applications. Lightweight & Portable At 53 lbs (24 kg) it is safely and easily transported.
Call Kelair for more information or to arrange a demonstration Phone 1300 789 466 www.kelairpumps.com.au
Attainable and acceptable performance Not attainable with acceptable performance
Measuring energy wastage reduces operating costs
Energy losses in a pump can take on many forms. Some energy losses can be easily measured, for example, vibration, noise, bearing temperatures and cooling water temperatures. These energy losses are, however, small in comparison to the vast amount of wasted energy that is carried away by the fluid flowing through the pump.
The total amount of energy in the pumped fluid is the sum of the energy used for useful work and energy that was lost due to inefficiencies in the pumping process. Total energy = useful energy + wasted energy.
The quantity of wasted energy in the pumped fluid is indicative of the condition of the pump’s internal components.
As the pump deteriorates, the amount of wasted energy will increase. The main contributors to excessive energy losses include: friction, shock losses, cavitation and internal recirculation. As the pump’s condition deteriorates over time, an increase in the amount of wasted energy will be detected. By continuously

monitoring the energy wastage, asset managers have a reliable tool to confidently minimise the life cycle costs of the pump by accurately forecasting maintenance and renewal expenditures. The actual total increase in energy of the pumped fluid can be determined by measuring the changes in pressure and temperature of the fluid on either side of the pump. Using Bernoulli’s energy equations to determine the energy required to do the work, the amount of wasted energy is found by deducting the useful energy from the total measured energy.
The change in pressure across a
pump is large enough to be measured by accurate off-the-shelf pressure transmitters. The change in temperature across a pump, however, is extremely small and cannot be detected by commonly used temperature sensors. It requires a device that can measure changes in temperature to an accuracy of less than 1mK (0.001°C).
Employing the latest technological advances, Marcor International offers an affordable solution to measure the amount of wasted energy. The affordability of this technology is such that the return on investment is calculated in days and weeks, rather than years.

50 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au
ENERGY EFFICIENCY For more information, visit www.marcor.com.au. PUMP INDUSTRY PARTNER SOLUTIONS New product!! Developed and manufactured in Australia
money FEATURES: S Measures energy wastage S No flowmeter required S Easily installed S Excellent long term stability S 5 year equipment warranty BENEFITS: S Reduce operating costs S Reduce maintenance costs S Improve process efficiencies S Valuable Asset Management tool S Reduce carbon emissions S Replace conventional flow meters To enquire about our limited time risk-free trial offer, email: enquiries@marcor.com.au, or phone us on: (08) 8326 7171
Pump Efficiency Monitor saves
Forecast: industrial valve market for the power industry
The power industry provides one of the largest markets for industrial valves worldwide and demand for these valves continues to grow steadily. The recently released report, ‘Global Industrial Valves Market in Power Industry’ by TechNavio provides an overview of the industrial valve market in the power industry and forecasts significant growth areas, demand drivers, market trends and challenges up to 2018.
Industrial valves in the power industry
According to the new report, industrial valves are used for a variety of applications within the power industry to control, direct, and regulate the flow and pressure of gases, liquids, and fluidised solids. Depending on application, electrically, pneumatically, or hydraulically operated valves may be used.
The main types of industrial valves used in the power industry include globe valves, gate valves, butterfly valves, ball valves, and industrial plug valves.
Together, these five products types
accounted for 87 per cent of the global industrial valves market in the power industry in 2013 and are expected to account for a similar level in 2018.
The report found that the global industrial valves market in the power industry is one of the more steadily growing engineering markets. This market is dominated by the Americas, followed by the Asia Pacific (APAC) region and the Europe, Middle East, and Africa (EMEA) region.
In 2013, the Americas accounted for 41 per cent of the market, the APAC region for 31 per cent and the EMEA region for the remaining 28 per cent.
In the period up to 2018, the market in the Americas is expected to grow at a rate of 3.8 per cent. While it will still be the largest market, its growth is expected to be slightly slower than that of the other two regions studied. Over the same period, the APAC market is expected to grow at a rate of 4.6 per cent, and the EMEA market is expected to grow at a rate of 4.2 per cent.
Worldwide, the market for industrial valves in the power industry is expected to grow at a steady rate over the period 20142018, posting a rate of 4.2 per cent.
51 www.pumpindustry.com.au pump industry | February 2015 | Issue 10 VALVES

Key drivers to market growth
The global industrial valves market in the power industry has many growth drivers.
The key drivers identified as underlying the forecast growth up to 2018 included:
• Increased demand of industrial valves for gas turbines
• Growing demand of industrial valves from replacement activities
• Increase in investment in renewable energy sources.
These increases in demand will be due to growing industrialisation and rapid infrastructure development across the globe (and especially in developing countries), resulting in higher electricity demand and increases in power generation.
The Americas continue to be the dominant region in power generation, with the US, Canada, and Mexico continuing to play a crucial role. It is estimated that the coal-fired power generation capacity of the US will remain
254GW until 2040 because of stringent government regulations. However, it is estimated that there will be huge growth in power generation through gas turbine and diesel power plants.
In the APAC region, China's power generation capacity is estimated to increase to 50,000MW per year by 2020. Similarly, India’s power generation capacity has also doubled over the past decade and is expected to increase during the forecast period. Coal-fired power plants are the major source of power generation for these economies.
As valves play an important role in power plants, the continuous generation of power via new and existing power plants will drive the growth of the global industrial valves market in the power industry.
The revenue generated from the sale of valves to coal-fired power plants will be the largest contributor to the market, followed by the revenue generated from the sale of valves to gas turbines and nuclear power plants.
The sale of ball valves will experience the highest growth rate, closely followed by the sale of gate valves.
The major driver for the increased sale of valves is the commissioning of new power plants worldwide. The repair and renovation of existing infrastructure also adds to this revenue.
Stringent environmental policies in the US and Europe, as well as efforts to reduce carbon footprints and carbon dioxide emissions, are the major factors driving huge revenue generation through repair and renovation of existing power plants. Moreover, power operators are now trending toward new-age valves with high efficiency, low delamination problems, and faster and frequent start-up and shutdown capabilities.
The challenges of a competitive market
Although the global industrial valves market in the power industry is witnessing a steady growth rate, it still faces some serious challenges.
52 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au
VALVES

These include:
• Lack of effective product differentiation
• Need to comply with stringent government regulations
• Increased price war among vendors.
The increased presence of local, regional, and international vendors
offering similar products at competitive prices is expected to result in increased bargaining power for buyers, which may hinder the growth of the market.
Additionally, cross-industry vendors are now also entering the industrial valve market, which creates intense competition among the industrial valve vendors. For instance, pump and filtration vendors are also offering valves along with core valve vendors.
Need to comply with stringent government regulations
The need for power generation to comply with stringent government regulations and policies is one of the major growth drivers in the global industrial valves market in the power industry. However, it can also provide a challenge to vendors by encouraging energy efficiency (which may slow the overall increase in power generation) and changing the market shares of different power generation methods.
Increased price war among vendors
The fragmented industrial valve market has forced large industrial valve vendors to increase their market share by implementing low price strategies.
Moreover, additional implementation costs and maintenance costs also have an impact on market vendors’ pricing strategies. Therefore, market vendors will need to change their product pricing strategy to improve their overall revenue generation and R&D investments.
Trends in the industrial valve market
The global industrial valves market in the power industry is witnessing several emerging trends that are expected to continue throughout the forecast period.

Key market trends include:
• An increase in outsourcing of manufacturing activities to the APAC region.
• A steady transition from conventional valves to electrically actuated industrial valves.
• Increased numbers of mergers and acquisitions throughout the industry.
What will customers base buying decisions on?
In order for companies to survive in an increasingly competitive market, they must adapt their products and services to match what buyers are basing their product choices on.
Key buying criteria throughout the forecast period include:
• Customisation
• Maintenance and support
• Reliability
• Total cost of ownership.
The years ahead
Overall, the period between 20142018 will continue to be an exciting yet challenging time for vendors of industrial valves for the power industry. Those who make the most of the forecast market growth will be those who keep a close eye on the market and their customers’ needs and adapt accordingly.
More detailed information on the market, including the overall market value, is available in the full report, 'Global Industrial Valves Market in Power Industry', which can be purchased from TechNavio. Visit www.technavio.com for more details.
THE SINGLE ROLLING DIAPHRAGM

LOWEST STABLE FLOW CAPABILITY AVAILABLE!
• Extremely stable low flow capability
• Eliminates the need for low flow bypass
• Smaller bonnets than traditional flat diaphragm valves
• Takes up less space and safer for maintenance
• Lower bonnet volumes means faster response times
• Longer life expectancy than flat diaphragms
53 www.pumpindustry.com.au pump industry | February 2015 | Issue 10
VALVES
Represented in Queensland | New South Wales | Western Australia | Northern Territory | South Australia | Tasmania | Victoria | ACT
SINGERVALVE.COM
Pressure recovery in hydraulic systems
by Neel Kaila, Director, Neel Pty Ltd, Nathaniel Brubaker, Engineering Student, Miami University and Robbert Veerman, Technical Consultant
At its simplest, a hydraulic system converts mechanical energy into fluid flow and pressure in order to complete a specified amount of work. In general, the less energy lost in this process, the more energy efficient the system will be. However, hydraulic systems often lose pressure along pipelines, which can have substantial implications for the energy efficiency and operating costs of the system as a whole. This article explores the concept of pressure recovery in hydraulic systems and presents a solution for energy recovery in pipelines with a siphon leg of more than 10 metres, through the use of a hydraulic turbine.
Understanding the hydraulic number line
A hydraulic number line is instrumental when exploring concepts of pressure loss and recovery in a system.
However, to understand the hydraulic number line, it is useful to first look at a mathematical number line, which depicts the possible values of all real numbers (Figure 1).
The same basic idea can be applied to create a number line for hydrostatics, representing all possible pressure head values available to a hydraulic system (Figure 2).
However, unlike the mathematical number line, the hydraulic number line has a lower limit.
The hydraulic number line only includes negative values down to approximately -10. This means that any values below -10 do not exist in the hydraulic number line, because they are not possible in hydraulic systems.
The values of the hydraulic number line refer to the pressure head, also called the static head, of a system.
Pressure head is the internal energy of an incompressible liquid due to the pressure it exerts on its container,
proportional to the height of an equivalent column of static liquid. Head is measured by length, typically metres.
Although head refers to the height of a column of liquid, it has a direct relation to pressure:
P = pressure (Pa), ρ = the density of the liquid (kg/m3), g = the acceleration due to gravity (9.81 m/s2 at sea level), h = the height of the liquid (m).
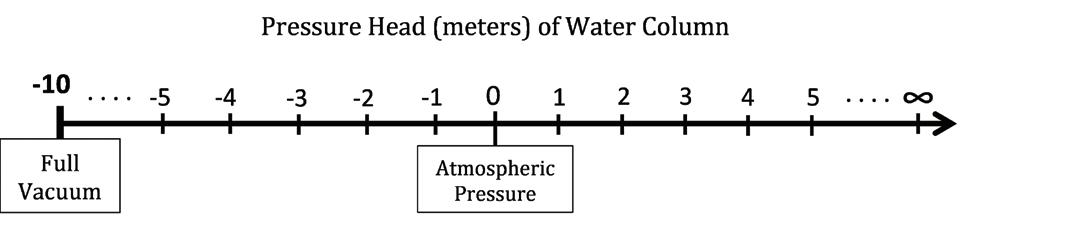
54 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au
PIPES AND PIPING SYSTEMS P= ρgh
Figure 1.
Figure 2.
The reason for the lower limit
The lower limit of the hydraulic number line was defined by Italian physicist Evangelista Torricelli, best known for his contributions to hydrodynamics and his invention of the barometer.
Torricelli’s experiment involves filling a tube with liquid mercury (ρ = 13.6 kg/m3) and plugging both ends. One end of the tube is then placed in a basin, already filled with water, and the submerged plug is removed. At this point, some of the liquid will flow out of the tube into the basin until a point of equilibrium is reached.
This occurs because atmospheric pressure pushes the column of liquid up the enclosed tube until it reaches an adequate height to balance the atmospheric pressure. The barometer acts as a balance between the weight of liquid and atmospheric pressure. The equation to calculate the atmospheric pressure is:
P atm = atmospheric pressure (Pa),
P v = the vapour pressure (Pa) of the liquid at a particular temperature.
During his work with barometers, Torricelli noticed that there was a limit to the height that a liquid could reach. When the bottom of the tube was unplugged, only part of the liquid would flow out and no matter how long the tube was the liquid would settle at the same height every time.
The only variation in these circumstances was the size of the void or vacuum space created at the top of the tube. If the experiment is altered and the barometer is filled with water, the same thing occurs.
This phenomenon can be explained by looking at the formula used to calculate atmospheric pressure (Equation 2). If density, temperature, vapour pressure and atmospheric pressure remain constant, then the height of liquid will never change. The maximum height that a column of water (ρ = 1000 kg/ m3) can reach in an open system under normal atmospheric pressure is ten metres. This is shown when you rearrange the equation for atmospheric pressure:
h = (Patm-Pv)
g
h= (101325-0) (1000)(9.81) Pa kg m3 m s2
h ≈10m ; Pv = 0 assumed1
Note: For the purposes of calculation, frictionless pipework and a vapour pressure of zero is assumed.
The calculated value of ten metres corresponds to the lower limit of the hydraulic number line, -10.
This means the air pressure outside the column is sufficient to drive water to a height of ten metres up the column. The space in the column above the water exerts no influence since there is zero vapour pressure. If the relation between head and water height is once again established, at nine metres above the external water level the pressure head will be -9m, a height of four metres up will correspond to a -4m head, and so on.
Applying the hydraulic number line to a hydraulic system
To apply the hydraulic number line to a hydraulic system, such as a barometer, rotate the hydraulic number line (Figure 2) so that the lower limit of -10 points upwards and the upper limit (∞) points down. Then align the zero point of the number line with the hydraulic grade line (HGL) of the tank (Figure 3). With the correct units, the values represent the pressure head, or potential energy, at a particular height.
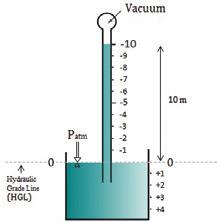
As the barometer displays, the hydraulic value decreases from zero moving up the tube and increases infinitely moving deeper into the tank.
Calculating pump head
A. For a hydraulic system with a siphon leg <10 metres
The application of the hydraulic number line principle is extremely helpful when calculating hydrostatic head (potential energy change). In a hydraulic pump system, total pump head equates to the linear vertical measurement of the height a specific pump can deliver a liquid at the pump discharge. The pump head can be calculated by measuring the differential head across a pump:
Total Pump Head=Hydrostatic Head+Friction Head
Note: To simplify, the authors have assumed zero friction loss. The reader can add friction head to obtain total pump head.
In order to calculate the pump head of a simple system, three simple steps must be followed.
1. Set the hydraulic grade line or baseline at a head of zero.
2. Assign the corresponding positive or negative head values depending on whether the system proceeds down or up, using the hydraulic number line and the same technique as with the barometer. This process of adding or subtracting head is continued throughout the system until the pump nozzle is reached.
3. Take the final values at the suction and discharge of the pump and subtract the two to obtain the total pump head (once again friction losses are assumed to be zero).
To further demonstrate the calculation of pump head, a simple hydraulic pump system can be examined (Figure 4). The example system has two open tanks filled to the same height (elevation), each with a depth of two metres, is open to the atmosphere, and has one pump and an inverted U-shaped configuration that extends to a height of eight metres.
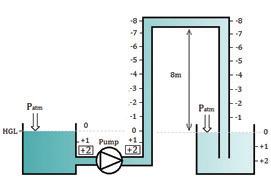
55 www.pumpindustry.com.au pump industry | February 2015 | Issue 10
atm = ρgh+
P
Pv
ρ
PIPES AND PIPING SYSTEMS
Figure 3.
Figure 4.
First, HGL is set to a head of zero metres. The second step involves moving from the atmosphere to the pump, tracing the path that is taken and determining pressure head at each stage. On the left tank, head increases two metres down to the pump, giving the suction head a value of +2m. In the right tank, the liquid rises eight metres from the water level, resulting in a head of -8m at the top of the system.
The pressure head remains constant throughout the horizontal section (as there is no change in elevation), and then increases as we move towards pump discharge. Once the elevation decreases again, the amount of the liquid above increases and the pressure head will increase accordingly. While the column of water above continues to grow, the associated head increases from -8m to +2m as the liquid experiences the ten-metre elevation change. The final pressure head at the pump discharge is +2m.
The suction head and discharge head are now established as +2m. In the final step, the total pump head of the system can be calculated by the difference between the discharge head and suction head and adding the friction losses.
PH= (+2m) - (+2m) = 0 + Friction Head
B. For a hydraulic system with a siphon leg >10 metres
Calculating the pump head of a taller system (i.e. >10m) results in a different answer.
However, the equation for calculating pump head itself does not change; it remains the differential of heads across the pump.
Consider a system, similar to the last, that has two open tanks with depths of two metres, except the system reaches a height of 18 metres instead of eight metres.
Follow the same steps as before to calculate the pump head of the system. Start with the system’s interaction with the atmosphere and set the elevation as a head of zero. Second, determine the pressure on either side of the pump. Note that the suction head has not changed from the previous configuration, remaining at +2m.
The calculation of the minimum required operating discharge head begins at the right tank. Using the hydraulic number
line, the pressure head will increase negatively until a head of -10m is reached at a height of 10m. At this point the hydraulic number line ends because full vacuum is reached; there is nothing past -10m.

Above the maximum height of the water column, the vacuum extends all the way to the top of the system (Figure 5). Head remains constant at -10m until the elevation starts to drop in the downward leg and the weight of water is able to increase the pressure once more. This is evident on the other side of the U-shaped configuration where the vacuum ceases, and the head increases. The conventional method of counting proceeds from there and the pump is reached with a discharge head of +7m.
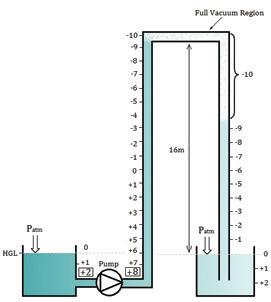
Looking at the entire system (Figure 6), we can see that the suction head is +2m and discharge head is +8m. The total pump head of this system can be calculated by the difference in the new suction and discharge heads.
PH = (+8m) - (+2m) = 6m + Friction Head
The total pump head of this system is calculated to be +6m. This means that in order for the system to operate, the pump must produce a head of six metres. This value is obviously different from the pump head achieved in the previous system with a siphon leg of less than ten metres (Figure 4).
If the mass flow rate of the system in Figure 6 is 1,000 kg/sec and the pump has an efficiency of 90 per cent, then the pump power, Ppump, for this system can be calculated.
Ppump= mgh (kW)
Ppump= (1000×9.81×6) 0.90 (kW)
Ppump= 65.4 (kW)
Pressure recovery in hydraulic systems
A. For a hydraulic system with siphon leg >10 metres
Now that we have examined the systems, the question remains of how this energy can be recovered.
Recovery can be achieved by introducing a hydraulic turbine. This will allow the system to capture work done by liquid falling onto the turbine. If the turbine is then connected to a generator or reconnected to the pump shaft, part of this energy can then be returned to the system.
In this next example, the turbine produces power at a +6m head differential (Figure 7).
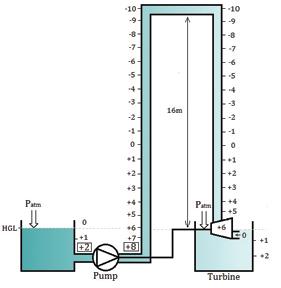
At the HGL, there is a head of zero metres, but since the turbine is placed at that point, head increases to +6m. The head continues to decrease by conventional counting, only reaching a value of -10 m at the apex of the pipe length and ending with a pump discharge head of +8m.
The work done by the fluid on the turbine is then converted directly to usable energy to the pump. As a result, some of the energy that would
56 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au
PIPES AND PIPING SYSTEMS
Figure 5.
Figure 6.
Figure 7.
otherwise be lost is restored to the system.
The pump’s head value remains the same, but the energy required to produce that head is partly recovered by the turbine (note that in this example the pump and turbine are on a common shaft). Simply introducing a pressure differential by means of a turbine eliminates the vacuum region and allows you to take advantage of the work produced by falling water. A somewhat similar process occurs in certain turbocharger pressure recovery units in internal combustion engines.
To quantify the power saved by a pressure recovery turbine, the power generated by the turbine should be subtracted from the power consumed by the pump. In this case, both pump and turbine have an assumed efficiency of 90 per cent.
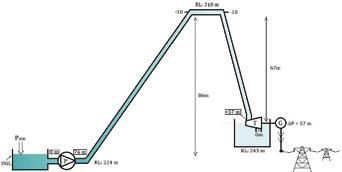
P net = P pump (kW) - Pturbine (kW)
Pnet= mgh (kW) - mgh×η(T ) (kW)
B. A real life application of a pressure recovery turbine
To look at how a pressure recovery turbine can be used in a real life application, we will use the example of a long distance pipeline (e.g. water supply lines to water treatment plants, mines, etc.). Commonly, such pipelines stretch many kilometres, over which they may encounter elevation changes greater than ten metres.
Consider the long distance pipeline in Figure 8, through which water is pumped from a reservoir to a local town ten kilometres away.
The pump sits at an elevation of 224m, and along the transit the pipeline rises 76m to an elevation of 310m and finally drops 67m into a tank at 243m.
The turbine is placed at the grade line of the tank. The system has a steady flow of 1,000 kg/sec along (assumed) frictionless pipes.
When this system is analysed using the number line principle the pump head is found to be 76m. For the sake of simplicity, the inlet for the pump is placed at the water’s surface so









the suction head is considered zero. With 90 per cent efficiency, the power consumed by the pump is 829 kW. The head loss at the turbine is 67m. At 1,000 kg/sec, that equates to 592 kW of power generated.
This energy can then be fed into the local power grid for use by the community. Essentially, the turbine is recovering energy that would otherwise be lost. The turbine reduces the net energy loss of pumping water across long distances. Here there is a net power consumption of only 237 kW (829 – 592 kW), representing a substantial benefit to the operator.
Ppump= (1000×9.81×76) (0.90)
≃829 kW Pturbine=(1000×9.81×67)×0.90 ≃592 kW
Pnet= 829 - 592 = 237 kW
Overall, the introduction of a turbine into appropriate hydraulic systems can result in substantial energy recovery and associated reductions in operating costs. The methods outlined in this article can be applied to other appropriate hydraulic systems to calculate the benefits that could be achieved by incorporating a turbine.


















57 www.pumpindustry.com.au pump industry | February 2015 | Issue 10
ηP
PIPES AND PIPING SYSTEMS
Precision work! Every high-performance coupling of KTR is developed by us for the use in high-speed drive trains exactly as specified by the customer. The new RIGIFLEX®-HP operates competently and reliably even with circumferential speeds of 720 km/h or 25,000 min -1. www.ktr.com www.deanquip.com
Figure 8.
What is the purpose of minimum flow?
by Randal Ferman, Vice President Ekwestrel Corp
Minimum flow is a subject that many pump professionals will give a lot of time and consideration to. Here, we look at the ultimate purpose of minimum flow, how it should be established, and how it differs depending on the pumping application in question.
Over the years, the use of the term minimum flow has evolved. Decades ago, industrial centrifugal pump manufacturers would often quote a single, relatively low value for minimum flow in order to prevent users from running their pumps to destruction.
The term minimum flow generally meant the lowest continuous flow at which the pump was permitted to operate. These values did not take into account duration, vibration level or other factors.
Today, we have minimum flow values for continuous operation, for intermittent operation and for permissible temperature rise.
Figure 1 shows the relationships between various off-design pump phenomena and minimum flow conditions. This head versus flow rate curve is based on S. Gopalakrishnan’s curve from his well-cited paper, ‘A New Method for Computing Minimum Flow’.
As an aside, I recall Gopal (everyone knew him by that name) made a local technical presentation using the now well-known chart, before it was published. Evidently someone copied the chart from a handout of the overhead slides and it was quickly pirated by someone else, then others. Copies or variants of this chart are now found widely in papers and presentations on pumps.
The minimum flow quoted for continuous operation is usually referred to as
minimum continuous stable flow, or its more common abbreviation, MCSF. A pump’s MCSF is the flow below which the pump should not be operated continuously. The primary purpose of MCSF is to achieve satisfactory bearing and seal life. However, MCSF may also be based on other considerations.
Any of the following factors may be considered in establishing the MCSF:
• Manufacturer’s experience
• Rule of thumb
• Calculated onset of suction recirculation or discharge recirculation
• Radial thrust
• Temperature rise
• Cavitation erosion intensity
• Maximum permissible pressure rise (for system purposes)
• Maximum permissible power rise (high specific speed and axial flow pumps)
• A combination of the above factors or others not listed.
For API 610 specified hydrocarbon processing pumps, the value of MCSF normally coincides with the lower flow limit of the allowable operating range, as shown in Figure 2, where a specified vibration limit must not be exceeded.
The MCSF value can range from roughly 10-80 per cent of best efficiency point (BEP) flow, depending on pump size and
type, operating speed, impeller suction geometry, liquid density, and other factors.
A size 2” (50mm) discharge single-stage process pump may have an MCSF as low as ten per cent of BEP flow. MCSF is often in the range of 30-60 per cent of BEP flow for process pumps with discharge sizes 3” (75 mm) and larger. Large mixed flow vertical pumps and very high head-per-stage centrifugal pumps may have an MCSF greater than 60 per cent of BEP flow. Axial flow pumps have a power curve that rises toward shut-off and minimum flow may be limited by the power rating of the driver.
On certain high energy pumps, the minimum flow is governed by cavitation erosion damage. Minimum continuous flow for 40,000-hour impeller erosion life is where the system NPSH available curve intersects the pump’s NPSH required curve, at lower-than-BEP flow.
Intermittent minimum flow, when specified, is usually given as a percentage of MCSF. On some applications, the governing value may be based on temperature rise. On large high energy pumps, the value of intermittent minimum flow could be, for example, 70 per cent of MCSF and not to exceed 100 hours per year.
For some applications, a thermal minimum flow or minimum continuous thermal flow is specified based on permissible liquid temperature rise. MCTF is usually, but not always, lower than MCSF.
58 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au
TECHNICAL

Although a pump’s thermal minimum flow is not always specified, the end user can readily calculate its value based on input mechanical power heating up the liquid. The limiting temperature rise is based on a safe margin to prevent flashing of the pumped liquid to vapour, which can result in pump seizure.
Thermal minimum flow is not normally a concern at pump start-up, as long as the closed discharge valve is set to begin opening right away. However, if the margin of system NPSHA above pump NPSHR is minimal, then the temperature rise conditions at pump start-up should be checked carefully.
A few pump applications, such as the use of a vertical turbine jockey pump for maintaining pressure in a large fire sprinkler system, can potentially operate continuously at shut-off while pump suction recirculation mixes with the water in the sump in which it operates. The sump acts as a heat sink and a minimal water temperature rise is not a problem. This example is a rare exception to an almost invariable restriction on operating the pump continuously at shut-off.
The purpose of minimum flow is generally to prevent undue wear and tear or damage to the pump. In the real environment of a process or utility plant, a pump is operated at just about any condition demanded by the situation at hand. Thus there are different pump minimum flows for different purposes.
For an independent evaluation of a pump minimum flow issue, contact an experienced consulting engineer who can help with your specific application.
HEAD








FLOW
flows.






Figure 2. Vibration limits for allowable operating range and preferred operating range.
About Randal Ferman
Randal has more than 35 years of experience in the pump industry. During 32 years with global pump manufacturer Flowserve, he was responsible for assignments in order engineering, field technical services, hydraulic design, training and product development, involving a broad range of pump types and applications. In 2009, Randal became a full-time principal of Ekwestrel Corp in Los Angeles, where he provides independent, objective engineering consulting services on new and existing pumping equipment and systems.
59 www.pumpindustry.com.au pump industry | February 2015 | Issue 10
TECHNICAL
Rate of flow Vibration level Head Basic vibration limit Maximum allowable vibration limit Allowable Operating Range Preferred Operating Range Best Efficiency Point Temperature rise Onset of suction or discharge recirculation Minimum flow, acceptable bearing and seal life Cavitation, vibration
impeller “Shock-less ” entry Minimum Continuous Stable Flow Intermittent minimum flow Thermal minimum flow
minimum
Figure 1. Pump phenomena and
Randal Ferman.
Geoff Daniels
Geoff Daniels is a PIA Life Member who first began working in the pump industry in 1959 at the age of 16. Geoff’s career working with pumps spanned 25 years and he remains involved in the PIA. In this interview, we talk to Geoff about his experience of the pump industry in the 1960s and 1970s and the changes that have occurred since.
How did you first get into the pump industry?
It all started in 1958. When I turned 16, my mother told me I needed to get a job. I was reasonably good at art in school so mum thought I would be alright as a draughtsman, as she knew that they drew pictures of some sort or another. We lived in Springvale, Victoria and my mother knew of a factory some 500 metres down the road that employed draughtsmen.
So, down to the factory I went, had an interview, and low and behold, I got a job as a trainee mechanical draughtsman. The fact I didn’t know what was made in the factory was a bit of an embarrassment.
I commenced my mechanical draughting career in January 1959. On my first day I asked what the factory made and was told ‘centrifugal pumps’ (whatever they were). I asked my mentor on the day, “Where or how does one start drawing?” The answer was, “With a centreline of course!” That's how it all started.
The factory was in fact, Kelly and Lewis. It was a listed public company at that time and designed and manufactured a large range of standard pumps, as well as custom-built centrifugal pumps for a wide range of applications. It designed and manufactured pumps for agriculture and industrial applications, as well as specific designs for power stations, sewerage works and more.
Kelly and Lewis was the archetypal 1960s and 1970s pump design and manufacturing company, with complete ‘in-house’ manufacturing processes from original design to final assembly of its pump range.
"The skill base was one that I have never forgotten. From its engineers’ extraordinary design ability (no computers, just slide rules in those early years), to patternmakers, foundry moulders and fettlers, to machine operators on huge boring machines able to machine large parts to within tight tolerances ... I was always in awe of the skills that so many people possessed."
The skill base was one that I have never forgotten. From its engineers’ extraordinary design ability (no computers, just slide rules in those early years), to pattern makers, foundry moulders and fettlers, to machine operators on huge boring machines able to machine large parts to within tight tolerances. These skills also extended to the fitting area and test bay and I was always in awe of the skills that so many people possessed.
I spent some 24 years at Kelly and Lewis and worked for one other pump company. I worked as a design draughtsman with F. N. Bethune, manufacturer of Pomona Pumps in Camberwell, Victoria, for about one year in the late 1960s.
How has the industry changed during your time in it?
I left the industry in 1987 to pursue a career in a different industry. However, during the 1970s, changes started in terms of the introduction of computerised machine tools (CNC),
with the first computers introduced into design and production in the 1980s.
The other significant changes in the 1980s were associated with a downturn of in-house production in favour of outsourcing components and some processes, along with a move towards importation and away from local production.
Since my time, a significant shift in the Australian pump industry has been the downturn in local design and manufacture, and increased reliance on imported technology and products, much the same as with many other industries. The upside to this is the ability to draw upon technologies from around the world, which, for practical and economic reasons, have not been developed here in Australia.
What is your most memorable moment from your career?
Well there are two actually. One was when I led a design team to produce a new range of standard pumps in
60 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au
PUMP PIONEERS
the early 1970s, which turned out to be a very successful venture with production and sales lasting some 20 years. The second was my elevation into the contracts/sales section of Kelly and Lewis and becoming part of the management team of the company where I worked for many years.
Did you have a mentor at any time in the industry?
I certainly did. I had a number of people over the years help and guide me, even from day one in January 1959. A number of such people were from engineering, but there were people from the trades area of the company who were always willing to give good advice and steer me in the right direction –which I needed quite often during my early years.
Apart from some brilliant engineering minds, sales people and others associated with the production processes at Kelly and Lewis, I met a number of very capable people from other pump companies through pump industry associations. I learnt extensively from others in organisations such as the Australian Pump Manufacturers Association (now PIA) and the Heavy Engineering Manufacturers Association.
Are you still involved in the industry today?
No, as the overriding title states –somewhat of a pioneer! However I am a Life Member of the PIA and I have, over the last few years, helped the
association with the production of a number of its recent publications. Sort of keeps my hand in, one could say.
What are the greatest challenges facing the pump industry? What does the future hold for pumps?
Having been out of the mainstream pump industry for many years, I’m probably not in the best position to answer this. However, as an observer, I believe that the loss of basic pump design capability in this country, coupled with a long-term degrading of major infrastructure, such as power station pumping equipment, simply leads us to rely on imported technology more. This has some advantages but has significant drawbacks for engineering development in Australia.
What advice would you give to young people in the pump industry?
Study and get the best qualifications you can achieve. Have the patience to listen and learn as much as you can from your peers and those with extensive experience in the pump industry.
What do you like to do in your spare time?
As a full time carer, I do not have that much spare time, but I do like reading, particularly about current affairs. I also enjoy doing things to help other people and, at my age, pursuing activities that help keep the mind stimulated.
61 www.pumpindustry.com.au pump industry | February 2015 | Issue 10
PUMP PIONEERS
SUBSCRIBE FREE TODAY HURRY! FREE OFFER WON’T LAST SUBSCRIPTION INCLUDES www.pumpindustry.com.au/subscribe pumpindustry • Print magazine • Online version • Pump Industry e-news
Geoff Daniels, then and now.
PUMP SCHOOL

Question:
Answer:
These are:
1. Throttling the discharge by closing a valve in the discharge line.
2. Controlled bypassing of liquid from the pump discharge back to the suction vessel.
3. Varying the speed of the pump.
Discharge throttling
A basic principle of pumping is that a pump operates at the intersection of the pump performance curve and the system resistance curve.
What are the various methods for controlling the rate of flow in centrifugal pumping systems? Is there an impact on efficiency?
There are three basic ways of controlling flow rate from centrifugal pumps.
Power consumption in a centrifugal pump is calculated from the formula:
Power (kW) = Q x H x SG
102.2 x E where
Q = flow rate in litres/sec
H = total head in metres
SG = specific gravity of the liquid
E = pump efficiency at duty point
Throttling wastes energy as pressure is broken down across the valve.
Bypassing
This is simply installing a line with a control valve (manual or automatic) which allows for the return of some of the discharge flow to the suction tank. Opening the valve will increase flow to the suction tank and at the same time reduce flow down the discharge line. This also has the result of wasting energy.
Speed variation
Changing the speed of a pump changes the pump performance curve. This changes the point of intersection with the system resistance curve with a resultant change in flow. This is illustrated in the graph below.
Throttling on the pump discharge by closing a valve (manual or automatic) has the effect of changing the system resistance curve. This changes the point of intersection with the pump performance curve with resultant change in flow. This is illustrated in the graph above.
This is the most energy efficient method of controlling flow and becomes economically very attractive for larger power consumption installations. Article
62 pump industry | February 2015 | Issue 10 www.pumpindustry.com.au
courtesy of Kelair Pumps Australia – When Pump Knowledge Matters. For more information call 1300 789 466 or visit www.kelairpumps.com.au. Different Valve Positions System Resistance Head loss due to Throttling R1 R2 R3 R4 fully open H Q H Q max speed inter. speed min speed R A3 A2 A1



www.pumpindustry.com.au/subscribe


SUBSCRIBE FREE TODAY
PRINT MAGAZINE ONLINE VERSION PUMP INDUSTRY E-NEWS SUBSCRIPTION INCLUDES HURRY! FREE OFFER WON’T LAST pumpindustry
- Pump people
Seals
SPECIAL FEATURE - Industry capabilities guide February 2016
Main feature State of the industry
Focus
and slurry pumping
ADVERTISERS’ INDEX All-Flo Pumps 37 Australian Pump Industries 7 Brown Brothers Engineers 19 Crusader Hose .................................. 20 Deanquip 57 Franklin Electric OBC Hurll Nuway 27 HYDAC ............................................... 30 Hydro Innovations 25 Kelair Pumps Australia 49 LK Diesel Service .............................. 43 Marcor 50 MBR Technology 47 Made to Measure Marketing IBC Pomona Pumps ................................ 9 Precision Balancing 24 Pump Industry Subscriptions 63 Pump Systems Ltd 21 Puretec ............................................... IFC seepex Australia 26 Singer Valve Inc. 53 SPX Australia ..................................... 28 Sterling Pumps 35 Stevco Seals & Pumps Victoria 22 United Pumps Australia 3 United Surface Technologies ............ 39 Welling & Crossley 30 Editorial schedule INDEX May
Main feature Reliability Industry Focus Oil & Gas: LNG Water HVAC Plastics, rubber, chemicals Pump Products Seal-less pumps Related Products:
Couplings & seals Bearings Fans Filtration systems Lubricant & lubrication systems August 2015 Main feature Pump manufacturing Imports & exports Industry Focus Mine dewatering Food Wastewater Coal Seam Gas Related Products Motors and drives Compressors Pump Products Balancing SPECIAL
November
Main
Energy efficiency Industry Focus Power generation Fire protection Irrigation Pump Products Pump protection Instrumentation,
monitoring Pressure and temperature gauges Vibration instrumentation Flow meters Condition monitoring sensors
2015
FEATURE
2015
feature
control &
Industry
Mining
Manufacturing
Repair
Valves Pipes and piping systems Coatings Custom casting Vacuum pumps Subscribe NOW for free at www.pumpindustry.com.au/subscribe/ pump industry | February 2015 | Issue 10 www.pumpindustry.com.au 64
& heavy industry Pump Products
& maintenance Related Products

How do I make the most of the web, SEO, social media and content marketing to reach my customers? Visit www.monkeymedia.com.au and sign up to our newsletter to get free marketing tips for companies in the pump industry www. .com.au pumpindustry publishers of
FRANKLIN IRRIGATION & INDUSTRIAL
SUBMERSIBLE PUMPS & MOTORS
For over 70 years Franklin submersible pumps and motors have proven to be ideal for the most demanding applications. They offer unmatched reliability, service and availability for all your pumping needs.






FE1125 12/14 www.franklinwater.com/au 1300 FRANKLIN (372 655)
