
ENERGY EFFICIENCY

Features
Irrigation pump selection
Instrumentation, control & monitoring
Fire pump standards
NOVEMBER 2013 ISSUE 5



Compact size. Powerful performance. Optimized design.
Thomas XTSR52 and XTSR71 Couplings
For decades, Rexnord has offered reliable, innovative coupling solutions to the industry. With the introdu tion of the Thomas XTSR52 and XTSR71 Disc Couplings, Rexnord elevates the industry even further, by delivering enhanced features that provide the highest value solution for rotating equipment.
Combining a compact size and powerful performance, the Thomas XTSR Disc Coupling offering provides customers with:
• Optimization for the industry – features higher torque and lower mass, and an all-metric and industry-compliant design
• Simple installation and maintenance – the combination of tapered bolts, unitized disc pack, integrated balancing hardware, modular components, clear product markings and more, allow for ease of installation and maintenance.
• Strengthened operation and safety – an anti-flail ring, overload bushings, standard manganese phosphate coating and WedgeGuard System provide increased equipment operating safety.
XTSR71 XTSR52Sydney 02 4677 3811 Melbourne 03 9762 0600 Brisbane 07 3246 5267 www.rexnord.com


Pump Industry Australia Incorporated
Kevin Wilson – Secretary PO Box 55, Stuarts Point NSW 2441 Australia
Ph/Fax: (02) 6569 0160 pumpsaustralia@bigpond.com
Ron Astall – President United Pumps Australia & Astech Consulting Services
John Inkster – Vice President Brown Brothers Engineers
Mike Bauer - Councillor Dynapumps
Geoff Harvey - Councillor Davey Products Pty Ltd
Tony Kersten - Councillor Grundfos Pumps Pty Ltd
John Link – Councillor Link Pumps
Martin O’Connor – Councillor KSB Australia
Alan Rowan – Councillor Life Member
Keith Sanders – Councillor Australian Industrial Marketing & Life Member
President’s welcome
Iwas thrilled again by the response to PIA’s recent AS2941 Fire Pump Workshop; this time at Rooty Hill in August. At the same time I was dismayed.
Let’s start with the good stuff. FP-008 Committee Chairman FM’s Andre Mierzwa and his fellow committee members have done a wonderful job juggling the various stakeholder constraints and now have a final draft of the new AS2941 ready to go. The general view is that the new Fire Pump standard raises the bar and will be a valuable improvement all round. What struck me, and I believe all that were there would agree, was that the driving force was for the greater good, to provide better fire safety by having better pumps, better installations and better reliability. As the Fire Protection Association of Australia has as their central ethos; we have at stake life, property and the environment. The workshop was well attended by industry equipment providers and the enthusiastic and passionate involvement of all attendees was gratifying.
So why was I dismayed? My pumping background is in oil and gas, not fire pumping. The oil and gas industry is marked by rigid specifications, tough inspection and rigid enforcement.
From what I was hearing at Rooty Hill was that we will now have a better Fire Pump Standard but with the current landscape of soft inspection and soft enforcement, the better standard may only keep the good people honest. The majority of the industry want to do the right thing, but there appears to be a sub species of “bottom feeders” who through incompetence, or worse by design, cut corners and costs to win the business. Anecdotally it appears that many installations are not really inspected for compliance, with the signatory relying solely on the say so of the supplier.
It was disappointing that there was only one engineering consultant in attendance. To his credit, he was heavily involved in the discussions and challenged the room with his insight and encouragement. But where were the others? Without the consultant’s and the specification writer’s involvement, who is going to drive compliance in this critical industry?
We still have a job to do.
Ron Astall President, Pump Industry Australiawww.pumpindustry.com.au pump industry | November 2013 | Issue 5 PUMP INDUSTRY 1
Editor’s welcome pumpindustry

Cover shows the generator stator at AGL’s Bogong hydro power station. Turn to page 22 for a general guide to power station pumps and page 28 for an interview with Mark Faith, Reliability Engineer at AGL.
 Published by
Published by
2,601
 Monkey Media Enterprises
Monkey Media Enterprises
ABN: 36 426 734 954
GPO Box 93, Melbourne VIC 3001
P: (03) 9440 5721 F: (03) 8456 6720 monkeymedia.net.au info@monkeymedia.net.au pumpindustry.com.au magazine@pumpindustry.com.au
Design: Sandy Noke www.sandynoke.com
ISSN: 2201-0270
The publication date of this edition marks one year since Pump Industry magazine was first launched. This time last year I was putting together the finishing touches on our first issue and wondering how it would be received. A year on we’re very proud to say that the magazine has gone from strength to strength and indeed has had a better first year than we could have hoped for.
This is in large part due to the support we have received from the industry, from the PIA and all our advertisers and readers. The creation of this magazine has been a truly collaborative experience and I’m hugely appreciative of the ideas, input and advice that so many of you have provided – it has allowed us to be genuinely responsive to the industry, and create a publication that people actually read.
This has been borne out in our recent reader survey, which showed a fantastic level of reader engagement with the magazine. The statistics showed that the vast majority of readers who receive the magazine are reading a significant amount of each edition, that most readers rate it as either better or much better than comparable magazines and that an overwhelming majority trust the information – making it Australia’s #1 pump source.
This was further confirmed recently when the PIA agreed to endorse us as their official magazine.
Through the year, our readership and circulation both in print and online have continued to grow as well. Our circulation is independently audited, giving all advertisers peace of mind that they

can trust what we say. As well as the rapidly increasing print circulation, web traffic has boomed with over 6,000 people accessing the most recent digital edition of the magazine, and a separate and additional 8500 unique visitors accessing the website in that same quarter.
As well as the growth of the magazine, we have already been branching into other areas. The Flow Technology 2014 Exhibition and Conference is shaping up to be a massive affair, we opened sales in the last couple of weeks at the time of writing and have already sold a number of spaces. We look forward to making some major announcements on sponsorship and guest speakers soon.
Another key activity for us has been to offer our marketing expertise to companies in the industry. Rather than just sell you an ad and be done with it, there is so much we can offer companies that want to reach the pump industry. We are now working with various companies on projects including writing articles, blogs and press releases, designing marketing materials, creating new websites and creating email newsletters.
Finally, we have just announced the launch of Monkey Media’s second print magazine title, Utility; engineering, construction & maintenance. The magazine is targeted at water, sewer, gas, electricity and telecomms utilities and- like this magazine - will have a strong focus on providing quality content and engaging our readers. If you're interested, you can check it out at www.utilitymagazine.com.au
Chris Bland Publisher and Editor2 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au PUMP INDUSTRY
Instrumentation, control & monitoring Fire pump standards Irrigation pump selection NOVEMBER 2013 ISSUE 5 Motors Features Power
ENERGY EFFICIENCY AUSTRALIA’S PUMP SOURCE #1
station pumps
This publication has been independently audited by the Circulations Audit Board. Audit Period: 01/10/2012 – 31/03/2013
This magazine is published by Monkey Media in co-operation with the Pump Industry Association (PIA). The views contained herein are not necessarily the views of either the publisher or the PIA. Neither the publisher nor the PIA takes responsibility for any claims made by advertisers. All communication should be directed to the publisher. The publisher welcomes contributions to the magazine. All contributions must comply with the publisher’s editorial policy which follows. By providing content to the publisher, you authorise the publisher to reproduce that content either in its original form, or edited, or combined with other content in any of its publications and in any format at the publishers discretion.



















P O Box 1105, Clayton South, Vic 3169 www.acromet.com.au Email: chemex@acromet.com.au Ph: (03) 9544 7333 Fax: (03) 9543 6706 Home Page Liquid Chemical Transfer Dry Material Handling Bulk Bag Loading & Unloading Screw Feeders Pneumatic conveying Water Treatment Equipment: Chlorination Sulphur Ammonia Polymer Make-up Systems Engineered Solutions for ... Engineered Solutions for ...
pumpindustry
MAIN FEATURES
34
David W. Macpherson is a PIA Life member, now 83. We talk to him about his long career at Harland, later United Pumps Australia.


CONTENTS
Energy Efficiency Pump industry innovation leads BIM supply chain integration .............................................................. 34 A can-do approach to energy efficiency 37 Equipment and mechanical system efficiencies 39 Sewage pump efficiency 40 35 Power Generation Power station pumps ................................................................... 22 PUMP INTERVIEW - MARK FAITH Inside AGL: reliability engineering ............................................... 28 Engineering solutions for long term benefits 31 41 Irrigation Selecting an irrigation pump 43 46 Instrumentation, control and monitoring Condition monitoring: pump vibration, rotor balance, and effect on bearing life 51 17 Food and beverage The food & beverage pump market 17 PUMP PIONEERS 46 David W. Macpherson
34 47
President’s welcome 1 Editor’s welcome ....................................................... 2 News briefs 6 Contracts awarded 8 Index ....................................................... 72



Leinster in Western Australia lies 368km north of Kalgoorlie and is often described as an oasis in the desert.
Over the last few years, fire protection servicing providers have seen an increase in the number of diesel fire pump starting battery “explosions”.
A typical wastewater system may comprise of a network of sewers and sewage pumping stations (SPS) that collect and transport sewage. In part one of our two part series, we look at some of the key design elements.
Surge anticipating valves (SAVs) offer relatively low maintenance, low cost, and small footprint compared to other surge protection alternatives, but there is a reluctance to use surge anticipating valves by many end users and pump providers.
How to calculate the cost of running your pump
www.pumpindustry.com.au pump industry | November 2013 | Issue 5 5 37 PIA News PIA events 12 Flow Technology 2014 on sale now 16 Company News Dosing pumps keep water clean................................10 Davey CS Pump Range .19 Sakuragawa pumps....................................................20 Creating the ultimate pump.......................................20 Product showcase Water Equipment Plus adds up to great value. 70 Water management in the Hunter ........................... 71 24 ISSUE 5 | NOVEMBER 2013 PROJECTS Flexibore resolves BHP mine issues 54
FEATURES Fire protection: ticking time bombs! 48
Design: sewage pumping stations 41
TECHNICAL Understanding pump curves 60 Minimum flow – part one Surge anticipating valves 63
"Good head" 66 Why are so many industrial pumps out of control? Pump school 69
41
Pump

TECO releases “Slide Guide” App
TECO Australia’s “Slide Guide” allows you to browse the Performance Data and Dimensions of the TECO MAX-E3-H66 range of TEFC High Efficiency low voltage electric motors over the range Frame sizes D80~ D315M.
TECO have created this application so you can get one touch access to these critical features to enable you to find alternatives for other motor brands, for checking power consumption and other useful facts on this range of electric motors.
This is available as a free download from the iTunes store with an Android version following soon.
Winner’s circle
Congratulations to Chris Lee, Lead Engineer at BP Australia who won a mixed dozen case of wine for taking part in our recent reader survey. The results of the survey are available exclusively to Pump Industry advertisers.


standards for the right application and consequently lower the cost of pumps by avoiding over-specification,” he adds. “I am grateful for the support of the Committee members and I especially would like to thank John Bower who did a tremendous job in drafting these guidelines”.
Congratulations also to Ron Briggs of PPD Air Pumps who won our win raffle at WIOA Bendigo.
Changes of address
Vortex Hire has a new address. Their new Newcastle Branch is located at 11 Arunga Drive, Beresfield, NSW. For more details see www.vortexhire.com.au/contact/
Europump releases new vibration standard
The Europump Technical Commission has just published its guidelines on pump vibration standards, available for free on the Europump website. The guidelines present the essential points of each standard and explain where each standard tends to be used.
“Customers, standards organisations and our industry have been waiting for these guidelines for a long time. I am pleased to say that they are now finalised and publicly available” says Jean-Claude Bouricet, Chairman of the Europump Technical Commission. “The guidelines will help customers choose the right

• Motor or wall mountable
• Fully programmable on site
• Software specifically designed for pump operation, control and protection
• High level hardware design
• More flexibility and cost savings
• Energy savings up to 70%
• Simple mounting “clip and work”
• Multi-pump capability up to 8 pumps
Standards can appear to be conflicting in that they present machine vibration limits in different ways and with different limiting values. The guidelines present the essential points of each standard applicable to the pump industry and explain where each one tends to should be used. The diversity of standards is probably greater on the subject of vibration than in any other field.
See the Europump website at www.europump.org/ to download the standard
Pioneer Pump opens new facility
Pioneer Pump, manufacturers and designers of centrifugal pumps with exceptional efficiency and uncompromising reliability, is pleased to announce the opening of a new facility in Victoria, Australia.
Pioneer Pump will manufacture, sell and service diesel and electric driven pump packages at the new 2000 square metre facility on Sunshine West in Victoria. “We recognize that mining industry experts in Australia have significant influence over



pump industry | November 2013 | Issue 5 www.pumpindustry.com.au 6
Industry News Briefs Get all the latest news at www.pumpindustry.com.au Melbourne: (03) 9793 9999 Sydney: (02) 9671 3666 Brisbane: (07) 3200 6488 Email: info@brownbros.com.au Web: www.brownbros.com.au
the modern variable speed pump drive taking pumping to a new level of flexibility and efficiency. Call us today for a Hydrovar technical brochure to see how we can deliver your pumping solutions. DELIVERING PUMPING SOLUTIONS 04/13
HYDROVAR,
Pump Industry News Briefs
Get all the latest news at www.pumpindustry.com.au

the dewatering and pumping needs of mines worldwide,” said Paul Schlumpberger, Pioneer Pump Vice President.
“Adding service and support in Australia positions us to address one of our key market segments where many of the decisions are made.” Pioneer Pump reports strong growth into the Southeast Asian mining market over the last two years. Adding the operation in Australia is a step forward in support of our global expansion strategy.
Brown Brothers Engineers, one of Australia and New Zealand’s leading pump suppliers, will continue as a distributor for Pioneer Pump in New Zealand and the Pacific Rim and as a dealer in Australia.
Over the last ten years, Brown Brothers has delivered first class results in establishing brand recognition and introducing Pioneer Pump in the region. Their technical expertise, and industry experience has resulted in quality pumping systems across New Zealand and Australia.
Steve Bosnar will lead the new operation as Managing Director. Vic Tannen has been named Operations Manager. Both Mr. Bosnar and Mr. Tannen have extensive experience in the pump industry.

New magazine launched for the Utility sector
Monkey Media, publishers of Pump Industry, have launched a new publication covering water, wastewater, gas, electricity and communications utilities. The Utility: engineering, construction and maintenance website is now live and currently offering free subscriptions to both the print and online editions.
You can visit the site at www.utilitymagazine.com.au to sign up today.
Got any news?
If you have any news, such as people movements, new staff, contracts awarded, projects completed etc, please submit to the editor at magazine@pumpindustry.com.au

PIA
Events
Developments in the Building Services Sector
Day Seminar
November 2013
November 2013
For more information or to register for PIA events, see pumps.asn.au or pumpsaustralia@bigpond.com
Flow Technology 2014 Melbourne 26-27 November, 2014 www.flowtechnology.com.au
Other Events
All Energy Melbourne 9-10 October, 2013 www.all-energy.com.au
Australian Pipeline Industry Assoc. (APIA)
Adelaide 12-15 October, 2013 www.apia.net.au/events
Fire Australia
Sydney 20-21 November, 2013 www.fpaa.com.au/events



dewatering, pump hire & solution contracting www.vortexhire.com.au www.vortexhire.com.au info@vortexhire.com.au
Full
Melbourne 26
AGM Melbourne 12
Ichthys LNG
Sulzer was recently awarded the contract to supply 69 pumps to Daewoo Shipbuilding and Marine Engineering for installation on a new Floating Production Storage and Offloading (FPSO) vessel for the INPEX-operated Ichthys LNG Project in the Browse Basin offshore Western Australia. The pumps are scheduled for delivery in several phases between mid-2013 and mid-2014
Sulzer Pumps South Korea will undertake the full project management and complete unit testing. Offshore commissioning and eventual servicing of the equipment will be undertaken by Sulzer Pumps Customer Support Services based in Western Australia.
Various API 610 pumps including OH3, BB2 and BB5 type will be supplied for topside and hullside process and utility applications aboard the 335-metre vessel. The pumps will be manufactured from various locations within the Sulzer Pumps global manufacturing network. 40% of the pumps will be packaged at the state-of-the-art facility in Busan, South Korea. Established in 2011, the packaging facility performs engineering, packaging and testing for bare shaft pumps and components.
This follows other recent pump contract awards, including a firewater pump contract awarded to Frank Mohn Flatoy AS of Norway. The contract includes the design, manufacture, test and supply 4 off firewater pump packages and provide all necessary technical data for integration of these packages into the offshore floating gas processing facility.
A diaphram pump contract awarded to Dongil ENT of South Korea and includes for the design, manufacture, quality control, factory tests, supply and shipment of Diaphragm Pump.
A centrifugal pump contract awarded to Finder Pompe S.p.A of Italy. They will carry out thermal/ mechanical design, manufacture, test and supply 54 off Centrifugal Pumps for integration into the offshore floating gas facility.
Brisbane City Council pump maintenance
Brisbane Council has awarded the tender for the servicing and maintenance of pumps and pumping equipment to KSB Australia Pty Ltd.
The contract includes the onsite servicing and maintenance of pumps facilities at various Council locations as well as the onsite or workshop repair and refurbishment of leachate and other operational pumps.

Power package for pumps on PNG LNG
Aggreko has begun installation of a power package for commissioning of electrical pumps and compressors as part of the downstream development operations for the Papua New Guinea Liquefied Natural Gas project.
The project, which seeks to develop Papua New Guinea’s natural gas reserves, is jointly owned by four Asian LNG customers: China Petroleum and Chemical Corporation (Sinopec), Osaka Gas Company Limited, The Tokyo Electric Power Company Inc., and Chinese Petroleum Corporation.
Aggreko has been awarded the contract to provide a 4 MW power package to enable the timely commissioning of electrical pumps and compressors until utility power becomes available for the LNG plant. The contract was awarded by Kanto Sangyo Co., which is subcontracted to the Chiyoda JGC Joint Venture as the main contractor of the PNG LNG project.
APLNG Monreagh pump station
Australia Pacific LNG Pty Ltd, a joint venture between Origin Energy, ConocoPhillips and Sinopec, has awarded McConnell Dowell the APLNG Monreagh Pump Station Facility construction contract. Electrix will be part of the integrated project team.
As part of the production process of coal seam gas, reservoir water is produced. All reservoir water extracted by the process is being treated to reduce the potential of ground water salt contamination. Clean water produced from the water treatment plants will be managed to minimise its impact on the environment and to provide beneficial use of the water to the community. Part of the infrastructure required includes the Pump Station Facility at the APLNG Monreagh property.
The scope of work includes;
• Civil works
• Underground services
• Pump station building
• All mechanical, piping and electrical works
• Control software
• HV incoming power line
• HV & LV transformers and switch rooms, and
• Roadworks and landscaping
8 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au NEWS - CONTRACTS AWARDED
Tasmanian irrigation
Three Tasmanian companies have won tenders to construct the $28 million Upper Ringarooma Irrigation Scheme, the Deputy Premier, Bryan Green has announced.
Visiting one of the three successful Tasmanian firms, pipe supplier Zezt in Wynyard, Mr Green said he expected work to commence in November.
Mr Green said Shaw Contracting won the tender to design and construct the 6,500ML Dunns Creek dam which is scheduled to be built over the coming two summers.
“VEC Ltd has been awarded the tender to design and construct the network of about 40km of buried distribution pipeline and two pump stations.
“Zezt Pty Ltd will supply the high density polyethylene pipeline used in the distribution system. “These three contracts total more than $20 million, and will provide a substantial amount of work for all three firms.”
Glenmore high lift water pump station
Rockhampton Council has awarded the tender for the upgrade of Glenmore high lift water pump station to Aquatec Maxcon Pty Ltd.
The total cost of the tender is $4,485,000 and covers stage one of the upgrade.
The Glenmore High Lift Water Pump Station is a critically important pump station that is used to pump water from the Glenmore Water Treatment Plant into the distribution system to supply the communities of Rockhampton, Gracemere, The Caves, Nerimbera and the Capricorn Coast with drinking water.
This pump station has now reached a point in its life where it requires a substantial upgrade to increase its capacity and its level of reliability to ensure that it can continue to operate as required to meet the future growth in water demand.
Detailed design of major sewerage pump stations
Gold Coast City Council has awarded the tender for the detailed design of Major Sewerage Pump Stations and Pipelines at Merrimac West to Parsons Brinckerhoff.
The contract is worth $948,494 and covers the period of 1 August, 2013 – 22 May, 2014.

Experience lab quality data acquisition and signal analysis in a handheld form. The CoCo series by Crystal Instruments are rugged, high performance test and measurement instruments with channel configurations from 2 to 16. Standard features include one-click report generation and a 10 hour battery life.

For more information visit www.thermofisher.com.au/coco




9 pump industry | November 2013 | Issue 5 NEWS - CONTRACTS AWARDED
CRYSTAL ©2013 Thermo Fisher Scientific Inc. All rights reserved. A.B.N. 52 058 390 917 For customer service, call 1300-735 -295 Email InfoIndustrialAU@thermofisher.com Visit us online: www.thermofisher.com.au
Dosing pump keeps water clean
By GWMWaterIt is important at GWMWater to provide our urban customers with drinking quality water. Where this is not possible we strive to provide clean water that can be used for domestic purposes.
In 2011 Donald’s water supply was severely impacted by a 1 in 200 year flood event and the town was declared as having a water supply not suitable for drinking. The challenge was to improve turbidity and colour until the town could be permanently returned to a drinking water supply.
With Acromet we set about finding a solution that could dose neat polydadmac coagulate into a pressurised pipeline. A stand alone and secure dosing station was needed that could operate off minimal power, dose neat coagulant and be able to contain any chemical spill. It was decided that the Acromet DLX Series metering pump was ideal to be included inside a dosing station.
As part of the design brief the Acromet DLX Series metering pump had to be located in a safe area. Mark Ferguson, GWMWater’s Water Quality Process Officer, agreed with Acromet’s concept of an all in one intermediate bulk container (IBC) and lockable spill containment station. This concept satisfied all the design briefs and became known as the IBC dosing station.
The GWMWater site was suitable for metering pumps (or transfer pumps) where an IBC and spill containment feature could be provided in one secure assembly. The IBC station is used to safely and securely house chemical and equipment such as metering pumps, transfer pumps, pipes and instrumentation. It has a weather proof enclosure over a 1,000 L chemical bund.
The installation was completed successfully and the overall project continues to provide Donald with greatly improved water quality of 1.5 NTU and 5 HU true colour compared to 45 NTU and 60 HU true colour.
About Donald
Donald is located three hours north west of Melbourne and has a population of 1,500.
About GWMWater
GWMWater has one of the largest geographic footprints of all Victorian Water businesses, covering some 62,000 square kilometres or 25 percent of regional Victoria and includes 13 municipalities across the Grampians and Wimmera Mallee regions.

About the DLX Series
The DLX range offers a wide selection of models which all offer the same advantages. This makes setting up, operation and maintenance of the pump easy and cost effective.
Features: Pure Teflon Diaphragm (not susceptible to de-lamination)
Duck bill check valves: Viton / EPDM available
Manual bleed head (models up to 20 l/hr) offers ease of set-up.
Reinforced Polypropylene Head (PVC / PVDF also available)
10 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au PROJECT NEWS
1000 Volt
Total Packaged Solution
Extensive Range (5.5kW to 600kW)
· IP66 Protection (Motor + Drive)
· RE 110 Mine Spec (Cable)
· IP68 Stainless Steel (Glands)
·
Industrial Gearbox
· High Ambient to 50°C
·
Restrained Receptacle (Motor Option)

GEARBOX



MOTORS
* RECENT INSTALLATION

Sales: 1300 888 853 MELBOURNE • SYDNEY • NEWCASTLE • ADELAIDE BRISBANE • MACKAY • CAIRNS • PERTH • DEVONPORT www.regalaustralia.com
CABLE VVVF DRIVE


PIA events
Technical book launch
The new editions of the Australian Pump Technical Handbook and the Australian Pipe Friction Handbook have been officially launched at functions on July 16 in Melbourne and August 13 in Sydney.
The Melbourne launch took place at the offices of Sustainability Victoria and guests heard from Stefan Preuss and Ian McNicol and developments in building and energy efficiency and the role that pumps can play.
The Sydney launch took place at the offices of Kelair Pumps. A large quantity of the books was sold on both occasions.
In our last issue we reported that the PIA have just completed a major review and upgrade of both publications with substantial revisions and new chapters added to each to bring them up-to-date.
These new editions complement each other to form the ideal tool for anyone working in or associated with the pump industry and provide an excellent

learning tool for those embarking on a career in the pump industry.
The Australian Pump Technical and Pipe Friction Handbooks can be purchased from Pump Industry Australia Inc., via the PIA website www.pumps.asn.au
Fire Pump Seminar
August also saw the PIA hold its second seminar on the proposed changes to Fire Pump Standard AS 2941, following a similar seminar in Adelaide in May. The standard is being updated by Standards Australia and PIA has contributed significantly to the new edition which they hope will result in improved compliance and a level playing field
The seminar provided information on the proposed changes and enhancements to the 2008 edition of this standard and to provide feedback to Industry stakeholders, so that they can consider what needs to be done to meet these new requirements.
Speakers






12 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au PIA NEWS
included PIA life member
→
Stephen Bartlett of Toshiba (above) and FP-008 Chairman Andre Mierzwa (below) at the Sydney Fire Pump Seminar.


Ken Kugler, who has played a leading role in the updates, consultant Andre Mierzwa (see page 52 for Andre's article on batteries), Stephen Bartlett from Toshiba talked about electric drives and Bill Davis from Prime Pumps spoke on Diesel Drives.
Next event: Building services seminar - Melbourne, Tuesday November 26
The PIA will be holding a full day seminar in Melbourne on Tuesday 26 November 2013, to be held at the Rydges. The seminar will look at technical developments in the air-conditioning /sanitary & plumbing/ fire protection market sectors and will provide an opportunity for PIA members to showcase their products and technologies that can achieve a significant reduction in greenhouse emissions, while providing for a cost effective pumping solution in Building Services applications.

The seminar is particularly relevant as environmental considerations mean that there is much focus on sustainable buildings and pumps are a major user of electrical power in this sector. There are already significant changes in
the European market, driven by the EU Administration legislation and it is likely that Australia will follow suit, because much of the standard product which arrives in Australia is based on European design criteria. ■
Building services seminar - Rydges Melbourne, Tuesday November 26
For more details or to register, visit


14 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au PIA NEWS
www.pumps.asn.au
pumpsaustralia@bigpond.com
or contact
Pump New Life into your Plant Assets



Chesterton’s Total System Solutions for Pump Asset Management can improve reliability, reduce life cycle cost and enhance overall pump operating efficiency and availability.
From reliable mechanical seals and gland sealing systems to advanced bearing protection, Chesterton has the technology and programs to keep your equipment running more reliable and energy efficient. With knowledgeable and experienced local specialists and service partners, Chesterton brings you proven results right at your doorstep.




Simple and Reliable – The Chesterton Method.
FITT Resources Eastern, Central Australia and PNG Contact: 1300 653 229 www.fittresources.com.au PUMPNSEAL Western Australia Contact: 08 9302 8400 www.pumpnseal.com SIP Tasmania Contact: 03 62725779 www.siproducts.com.au
Flow Technology 2014 exhibition on sale now
Flow Technology 2014, taking place on 26-27 November 2014 at the Melbourne Showgrounds is an event on a scale not seen before in the pump, valve or compressor industries.
It includes over 4000 square metres of exhibition space. Space is selling fast since sales opened a few weeks ago and confirmed exhibitors already include manufacturers and distributors of pumps, valves, compressors, conduit and seals.
Based on the current sign-up rate, the event will most likely sell out in early 2014, but don't wait - all exhibition space booked before November 29 gets a huge 20% early bird discount.
In addition to the exhibition, the event includes a comprehensive technical program, including free pump sessions in the exhibition area and a series of technical conferences aimed at the end
users of pumps, valves and compressors across a range of industries.
Monkey Media is currently conducting extensive market research to design the conference program and it is expected that the different conference will cover the following areas;
• Reliability engineers and rotating equipment engineers in power plants, oil & gas developments, mines, refineries, chemical & plastics plants and more
• Maintenance engineers in municipal water and wastewater organisations and utilities
• Building service managers and HVAC professionals
• Consulting engineers involved in the design and specification of pump systems
• Pump distributors and stores, including agricultural and irrigation suppliers
Book your booth by November 29, 2013 and SAVE 20%
How to book
Go online at www.flowtechnology.com.au today to lock in your booth or contact Chris Bland at Monkey Media on (03) 9440 5721 or at chris.bland@monkeymedia.net.au
26-27 November 2014



16 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au
Melbourne Showgrounds www.flowtechnology.com.au FLOW TECHNOLOGY



The food & beverage pump market
The Australian food & beverage industry is a mature sector with established processors, iconic brands, a strong export-orientation and an increased focus on healthier and more convenient foods.
The food & beverage sector is the largest manufacturing sector in Australia in terms of sales revenue and employed around 1.68 million persons in
sealing news
2010–11; 15 percent of total employment in Australia (2 percent higher than in 2009–10). The largest segments within this sector are meat and dairy.
Australian food exports totaled $27.1 billion in 2010–11. Food imports totaled $10.6 billion. Japan and the United States remain the biggest markets for the Australian food industry, but other destinations have grown in importance
over recent years and are providing key opportunities for exporters.
Sector challenges
The key challenges faced by the sector include:
• Price pressure from the large retailers
• The strong Australian dollar’s impact on export-exposed segments


Inpro-Seal compound labyrinth bearing seals and air purged product seals.
Manufactured in high quality bronze or stainless steel to suit your application.


17 www.pumpindustry.com.au pump industry | November 2013 | Issue 5
MARKET REPORT
→
Stevco are authorised agents for We offer a comprehensive range of mechanical seals from simple pusher styles to single, double and split cartridges, and custom engineered sealing systems. We supply seals for pumps, mixers & reactors and for duties including water, chemicals, hydrocarbons, pharmaceutical, sewerage, paper pulp and food & beverage. Contact us to discuss your sealing needs. Melbourne (03) 9408 3875 vicsales@stevco.com.au www.stevcovic.com.au sealing news
Solutions Available from...
Mechanical Seal

• Rising input costs (especially raw material and energy costs)
• Increased complexity of food safety compliance requirements
• Drive towards sustainable operations
• Increased demand for transparency and visibility (for internal and external stakeholders)
• Challenge of remaining cost competitive when compared with low-cost manufacturing locations globally
• Challenge of effectively addressing health and wellness and convenience trends
• Challenge of maximizing export opportunities to transition economies (China, India, ASEAN, Middle East and Africa)
Opportunities for the pump industry
The addressable opportunity for pump suppliers to the food & beverage manufacturing sector is typically across both sanitary and non-sanitary applications.
Sanitary pumps account for more than half the total pump market revenues in the food & beverage industry; with positive displacement pumps accounting for a higher proportion of sanitary pumps than centrifugal pumps.
Within the sanitary positive displacement pump segment, rotary lobe pumps accounted for the largest portion of revenues.
The dairy sector accounts for the largest sub-segment of pump revenues in the food & beverage industry. This is followed by beer & spirits, confectionery, soft drinks, ready meals, fruit & vegetable processing, meat processing and pet food.
In Australia, the demand for processed food is significant; driven largely by increased consumerism and changing lifestyles. Time-poor consumers are changing consumption patterns in favour of pizzas, soups and ready-made food products. Increased demand for infant food and pet food is also spurring growth in the processed food industry. This is expected to result in increased demand for positive displacement pumps, such as gear and lobe pumps, that are used in the production of processed food.
With electricity prices rising substantially, food manufacturers are likely to focus on optimising energy use and reducing energy consumption. Consequently, the demand for pump sets with motors that adhere to the latest energy efficiency standards is poised to increase. However,
in the present economic situation, the high cost of energy-efficient pumps may deter some food manufacturers from opting for them.
With the large installed base of pumps across food & beverage processing facilities, upgrade and replacement opportunities – to address wear and tear - are significant drivers of pump revenue growth.
In the current weak economic environment, many food manufacturers have shifted their focus towards refurbishment of existing facilities and deferred new projects. This has led to an increased focus on the maintenance of existing pumps, rather than the purchase of new pumps; thus sustaining pump maintenance revenues.
While the trend toward moving operations to lower cost locations has negatively impacted plant and machinery capex, the drive to reduce wage costs as a proportion of total operating costs is seeing increased automation in Australian processing facilities. This is likely to have a positive impact on pump demand.
Mergers and acquisitions across many sub-sectors of the Australian food & beverage industry have resulted in the rationalization of operations. While this usually means closure of smaller plants, it could also result in the addition of capacity and upgrades at larger more strategically important processing plants
As part of the drive toward more sustainable operations, processors are increasingly looking at re-circulating water to reduce total water consumption onsite. This drives pump purchase for new process loops and reuse/recycling flows.
As energy management and productivity improvement plans increasingly take a more holistic view of total operations (as opposed to bolt-on or localised quick fix solutions), suppliers with a comprehensive suite of products and services stand to gain the most. Turnkey system suppliers who not only supply pumps, but also other process equipment (e.g. valves, heat exchangers, homogenizers, evaporators, pasteurizer, water dearation, clean-in-place (CIP), carbonation, UHT processing, inline separation, aseptic tanks, membrane filtration, piping etc.), as well as relevant services, are best placed to take advantage of this trend. ■
This article was authored by Ivan Fernandez, Industry Director, Industrial Practice, Australia & New Zealand, Frost & Sullivan. For media queries or more information please contact djeremiah@ frost.com
www.pumpindustry.com.au MARKET REPORT
Davey CS Pump Range
The Davey CS pumps are ideal for clean water applications and a variety of mildly aggressive applications where the water quality or corrosive resistance is important. The Davey CS pump wet-ends use a 304 stainless steel pressed metal design to achieve this while providing high performance and efficiency.
Typical applications include dairy vat wash-down; hot water boosting in high rise buildings where they are operating as over-sized circulators or simply pressure boosting; pumping cold water for fluid chillers; as fertiliser injection pumps; treated water transfer; vineyards and small industrial applications.
A fertiliser injection application in Queensland is pumping dunda (a by-product from sugar mills that contains molasses and is high in potassium) at 420 lpm into the irrigation lines to water an orchard of Macadamia trees. The pump is then flushed with fresh water between uses.
The CS range of 17 pump sizes covers heads from 15 metres to 58 metres and flows up to 1150 lpm.
The CS pumps are capable of pumping hot or cold water and with its high temperature mechanical seal can handle a wide liquid temperature range from -15°C to 110°C.
Davey’s design work has focused on the small things to improve hydraulic efficiency. Davey’s patented floating neck rings typically improve pump efficiency by 2-3%. By using progressive 360° flaring of the volute and advanced impeller design Davey’s CS pumps offer exceptional efficiencies; up to 77% on some models.
The CS pumps are close coupled to a standard frame (B35) motor all mounted on a sturdy 304 stainless steel base. For easy maintenance, the CS pumps use a back pull out design to allow for motor replacement or pumps servicing without the need to disconnect the pipework.
Davey CS pumps are yet another example of functional and dependable pumps and water products Australians have learnt to depend on from Davey.
For more information visit www.davey. com.au or call 1300 2 DAVEY.


• 4” 0.5kw to 7.5kw
• 6” 7.5kw to 45kw
• 8” 30kw to 93kw
• 10” 75kw to 150kw
• 12” 93kw to 300kw
• 14” to 30 “ up to 2500kw

2 pole, 4 pole, 6 pole and 8 pole 415v, 1000v, 3300v, 6600v and 11000v.
All motors are wet stator re-windable.
Materials of construction include:
Cast Iron, 304ss, 316ss, Duplex 2205, Super Duplex 2507, CuNi 90 10, NiAl Bronze, Zeron 100.
Sterling Pumps is an ISO9001 certified company.

19 www.pumpindustry.com.au pump industry | November 2013 | Issue 5
PIA MEMBER NEWS Manufactured in Melbourne service facility in Melbourne & Perth 14 Sharnet Circuit Pakenham Victoria 3810 Australia P +61 3 9729 5044 F +61 3 9729 3522 E info@sterlingpumps.com.au WWW.STERLINGPUMPS.COM.AU Sterling Submersible Motors. Engineered and proven in the toughest conditions
Sakuragawa Pumps – Pumpserv Pty Ltd
Pumpserv Pty Ltd and Ted Beesley have had a long association with Sakuragawa Pumps. Sakuragawa Pumps was established over 58 years ago in Osaka, Japan while Pumpserv Pty Ltd was established 27 years ago in Sydney by Ted Beesley, having already been involved with Sakuragawa for the previous 12 years. This long association has led to Ted Beesley and Pumpserv Pty Ltd to be regarded as the Sakuragawa Pumps specialists in Australia.
Sakuragawa Pumps are a global company with offices and distributors throughout the world. Sakuragawa Pump’s world class Japanese engineering is respected worldwide, with proven reliability through years of on-site experience and continual product improvement utilising in-house research and development. Intelligent innovative product design and materials of construction selection has reduced the number of pump components leading to reliable and efficient pumps. The benefit of these continual improvements has led to the
The
next
step
Sakuragawa pump range having lower cost of ownership and operational downtime.
Failing mechanical seals are a major cause of pump downtime and loss of production. To minimise this problem Sakuragawa Pumps utilise twin hard faced mechanical seal design running in an oil bath for cooling and lubrication, however most importantly seal longevity. The motor is the driving force of the pump, Sakuragawa pump motors are designed to provide high motor efficiency and torque for reliable economical pumping. Sakuragawa Pumps are heavy-duty and designed for the arduous application demands in mining, construction, waste water, power generation, minerals quarries, and civil engineering industries.
Sakuragawa Pumps have been installed and used in Australia for over 40 years. Sakuragawa Pumps are used for general dewatering, slurry transfer, pit dewatering and waste water transfer. Sakuragawa Pumps are constructed in varying
taken to create the ultimate pump
The development of Smart Conveying Technology, or SCT, is a revolutionary development in progressive cavity pumping and offers huge savings in both time and maintenance.
With the creation of “Smart Stator Technology” in 2008, seepex introduced a conveying solution which significantly reduced maintenance, assembly and dismantling time for pumps. This uniquely innovative design, which has a global patent pending, separated the Smart Stator into two halves, radically optimizing progressive cavity pumping technology.
Since it was launched, it has been successfully installed into thousands of pumping applications in all industries on all continents of the world. The satisfaction expressed by customers has inspired the company to design ‘Smart Conveying Technology’ which will
generate even greater time savings.
‘Smart Conveying Technology’ – ‘SCT’ is the next logical development in creating the most user friendly, high efficiency, re-adjustable, economical and environmentally friendly pump ever produced.
SCT now includes as standard a quick release Smart Rotor, allowing the replacement of the rotor in a few simple steps without the need to remove the pump from position or remove either the suction or discharge pipe work. The universal joint is also left intact which eliminates the need for additional universal joint spare parts.
SCT enables maintenance times to be

reduced by 85%. The dismantling and re-assembly of SCT has been described by one customer as ‘child's play’ as it is so quick and easy to complete.
SCT can be re-adjusted when there is evidence of wear. Simply adjusting the stator segments recreates the integrity of the sealing line and subsequently increases the pump performance back to an acceptable level. Life of the internal components can easily be doubled by the correct adjustments being made and in one instance, we have seen the rotor life increased by 650%
SCT allows the rotor and stator sealing line to be clamped to suit individual duty conditions, therefore increasing the efficiency of the pump.
SCT allows pump blockages to be removed by simply removing the top stator half, allowing access to clear the debris and after re-fitting the top stator, the pump can be operational again in minutes.
SCT allows condition monitoring of the rotor and stator. Simply removing the top stator half allows access to inspect the condition of both items and if necessary schedule maintenance at a convenient time for the customer.
20 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au
INDUSTRY NEWS
materials with critical parts manufactured in either AISI 316 stainless steel, high chrome alloy and rubber-line wear plates. Sakuragawa submersible pumps range from 0.25kW through to 185kW with flow rates up to 300 litres per second and pumping heads capable of 220 meters.
Sakuragawa Pumps has an extensive range of submersible pumps, also a range of agitators-mixers, aerators and fountains designed for sewage plants, water treatment and power generation.
Pumpserv Pty Ltd, Ted Beesley, started distributing Sakuragawa Pumps in Australia in 1986 and has remained a distributor ever since. Pumpserv uses its many years of hands on experience to develop and support the Sakuragawa band by carry product, parts and service Sakuragawa pumps in house.
Pumpserv Pty Ltd can offer the full range Sakuragawa heavy duty pumps which are dependable, powerful, and versatile.
SCT has significantly lighter components, which has a positive impact on health and safety issues relating to manual lifting. One stator half for a 150m3/hour pump weighs only 11kgs compared to 67kgs for the equivalent stator on a conventional pump.
SCT can be easily recycled as only the rubber needs to be replaced when no
Ted Beesley at Pumpserv has been directly involved in the importation of Sakuragawa Pumps into Australia for over 40 years. For further information on the Sakuragawa range of submersible pumps please contact Pumpserv.
P: 02 9457 8622
F: 02 9457 9891
E: sales@pumpserv.com
W. www.pumpserv.com
more adjustments can be made and the stator is finally worn out. The cast iron stator adjusting segments are designed to be re-used time and time again.
SCT has been used in a multitude of applications in most market sectors all over the world. These include but are not limited to :-

• Pulp and Paper
• Environmental
• Brewery
• Food and Beverage
• Biogas
• Shipping

seepex Smart Conveying Technology extends the life of your stator. Adjustment of the retaining segments takes just 2 minutes and restores 100% pump performance.
Tests have shown up to 3x stator life compared to conventional progressive cavity pump design Join the smart revolution and test our innovation “Smart Conveying Technology”.
seepex Australia Pty. Ltd. Tel +61.2.4355 4500 pvila@seepex.com www.seepex.com
21 www.pumpindustry.com.au pump industry | November 2013 | Issue 5
INDUSTRY NEWS
Why replace when you can adjust?
Power station pumps
By John McAndrew, Senior Mechanical Engineer, Aurecon
The period from 1970 through to 1990 saw the construction of many very large power stations in Australia, with turbo-generators sized from 350 to 660MW. These power stations require specialised pumping equipment. Whilst there are hundreds of different types of pumps in power stations, the critical large pumps, or primary power station pumps, are the Cooling Water pumps, Condensate Extraction pumps, and Boiler Feed pumps, and this article covers some general aspects of these pumps.
Power stations require high reliability. They run at a high capacity factor, which means that the main pumping plant is running about 6 to 7000 hours per year, and therefore needs to be very reliable. The failure of a critical pump may cause the trip of a Unit and lost generating capacity, which can have huge financial consequences.
Pumping plant installed in power stations is therefore always of a wellproven type and design, and is built to meet both the continuous duty and occasional off-design operating conditions that occur in power plants.
Critical pumps used in the power station steam cycle
In the Rankine steam cycle the steam passes through the turbine and produces electricity, and is then condensed in the main condenser. For a 660MW turbo-generator the heat rejected in the main condenser will be approximately 800MW. To remove this heat, and to condense the steam, requires a very high cooling water flow, which is provided by the Cooling Water pumps.
The condensate, after condensing in the condenser, collects in the condenser hot-well. From here it is extracted by the Condensate Extraction pumps, and pumped to the Deaerator which provides system storage and removes air from the feed water.
The condenser operates at a very high vacuum in order to extract the maximum possible efficiency from the Rankine cycle, and the surface pressure above the condensate in the hotwell is only about 6 to 8 kPa (absolute). For this
reason, NPSH is a major consideration when specifying condensate extraction pumps.
From the deaerator the feed water is pumped into the boiler by the boiler feed pumps. These pumps are very high pressure multi-stage pumps. They usually have a booster pump to provide suction pressure for the main pump, and they are usually provided with variable speed drives to provide flow control.
Most boilers have a drum filled half by water and half by steam. There is a distinct water level which must be accurately controlled and maintained, and the boiler feed pumps carry out this function. In power plants with supercritical boilers there is no need for drum separation, and a different method of feed control is used. The trend is towards using supercritical boilers.
On the cooling side, where cooling towers are not used, environmental constraints are applied to ensure that the cooling water from the lake or sea is not heated above a pre-determined temperature, often 35 deg C. This helps to protect the marine eco-system. If the water discharge temperature approaches the allowable limit, either electricity production has to be curtailed, or an attemperating system installed.
An attemperating system consists of large pumps which draw water from the source, either a lake or the sea, and discharges it at the power station outlet to cool the heated water before it re-enters the lake. Attemperating pumps are usually large capacity low head axial flow type pumps.
Particular power station pumps:
Cooling water pumps
The cooling water pumps supply large quantities of cooling water to the condenser to condense the steam into water. In a 660 MW Unit, the main cooling water pipes would be 2.0m to 2.6m diameter, and the cooling water flow would be up to 20 m3/s per Unit.
There are two general types of cooling water systems. The first is the oncethrough type, or open type, which draws water from a lake or the sea, and then returns it back to its source.
The second is the cooling tower type, or closed type, in which the water is recirculated through the condenser and pipework system, and then cooled in an evaporative cooling tower (refer Fig 1).
Pumps on cooling tower duties usually have a developed pumping head of about 20-23m, and those on a oncethrough system from a lake or the sea would have a developed head of about 10 to 15m, depending upon topography and the length and size of the conduits. The additional head for the cooling tower arrangement is required to pump the water to the hot well at the top of the cooling tower.
Once-through cooling systems are usually designed with a syphon through the condenser. Such syphons are often very high, and can be 8 to 9m of negative pressure at the high point.
Most CW systems would be provided with pumps in a 2 x 50% configuration. In single pump operation, due to the lower friction component, the pumps will
22 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au
POWER GENERATION
→
Smart under pressure.
NOV Mono’s Pressure Sewer System gives you the freedom to build and operate wherever you want – without worrying about sewering restrictions, slope requirements, environmental concerns or difficult terrains. Choose your location, determine your sightline and build on your terms.
The revolutionary InviziQ™ Pressure Sewer System allows people to sewer in more areas than ever before. Since our technology doesn’t rely on gravity, and it offers controlled removal of sewage in a more efficient footprint than conventional sewage systems, it provides unlimited sewering possibilities.
InviziQ™ offers Dry Well design, the first and only PSS alternative providing clean access to the system motor and other working parts of the unit – delivering performance, reliability, safety and more durability than any other system available.
Learn more at www.inviziq.com

NOV Mono Carrum Downs, Victoria, Australia 1800 333 138 ozsales@nov.com www.inviziq.com ph: 1800 333 138


run out on the curve. The system must be designed to ensure that sufficient NPSH is provided for this operating case to avoid cavitation, and also that sufficient submergence is provided to avoid air entrainment, swirling and flow disturbances in the sump.
Pumps used on circulating water duties are usually of the mixed flow or axial flow type, and are usually non-overloading with increasing flows beyond the best efficiency point (BEP).
The type of pump usually used are vertical spindle wet pit pumps, with a directly coupled motor on top as shown in Fig 2. Sometimes multi-pole motors are directly coupled, and in other cases a four-pole motor and reduction gearbox are used, although the gearboxes can add unnecessary complication. The pump would have a suction bell, mixed flow impeller and a diffuser for head development. The pump shaft would have a radial and thrust bearing at the top end, and a product-lubricated ‘cutless” rubber bearing at the lower end.
Depending upon the shaft length, there may be one or more line-shaft bearings, which are either grease or product lubricated. Bearings with oil systems are usually avoided where possible to avoid any possibility of pollution, particularly if the water discharges into a lake or the sea.
Vertical wet pit pumps are proven technology suitable for continuous operation, and usually run at fixed speed. They are very reliable and have the advantage that they can be pulled out without the need for isolation on the suction side. This is a distinct advantage.
Vertical wet pit pumps work best when there is only a small suction side water level variation, otherwise the column length would have to be increased to accommodate the lowest operating water level.
Most of the large CW pumps used at power stations have high efficiencies in the region of 88 to 90%, and for this reason should be preferred where possible.
Wet pit pumps can be susceptible to poor intake design, which may lead to rough running, higher power consumption and vibration. Sufficient space should be provided in the initial design layout of the power station to accommodate the intake if wet pit pumps are to be used, and the design requirements of the pump supplier should be followed.
24 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au POWER GENERATION
Fig 1 - Typical cooling tower arrangement
Fig 2 - Vertical wet pit CW pump (Flowserve)

Other pumps for cooling water duty
Both double-suction pumps and concrete volute pumps are also used for power station cooling water duty in Australia. Double suction pumps in horizontal or vertical configuration may be used up to approximately 5000 L/s, and a typical horizontal pump is shown in Fig 5. This type of pump has a long history of use on cooling water duty. For the larger pump sizes a smooth and straight flow profile into the pump is essential, and an adequate margin of NPSHA over NPSHR is essential, to suppress any potential cavitation.
A concrete volute pump is a bottom suction single stage volute pump with the volute cast directly in the concrete works. These are slow speed pumps that can attain high efficiencies and flow rates up to 30 m3/s. They are very reliable, and there are many instances where they are used in a single 100% installation with no standby pump, although this is not common practice in Australia.
Attemperating pumps
Attemperating, as previously described, is the process of cooling the heated water before it leaves the power station boundary. The aim is to keep below the required maximum discharge temperatures. These limits apply to water discharging to lakes, estuaries and to the sea, where strict environmental requirements need to be met.
Attemperating pumps are a part of the cooling water system in a power station. They do not usually pump through the condensers, and would therefore be of lower head than normal cooling water pumps.
Some power stations provide attemperating pumps as part of the initial station design, by providing up to 50% or more additional cooling water capacity to operate during the summer months.
Attemperating pumps are usually only needed through the summer period, and for NSW this means from the period from 1st December to 31st March each year.
In more tropical areas, attemperating pumps may be in operation for a substantial portion of the year.
Various types of pumps could be used for attemperating, although the basic requirement is for high volume pumping rates. They are usually, but not always, low head pumps, and they are very likely to be axial flow (propeller) type pumps. Such pumps are very susceptible to poor inlet conditions, and care must be taken with the pump intake design.
One suitable type are submersible pumps, which can be provided in an axial flow design. This type of pump has several good features as follows:

• Inexpensive, and proven design,
• Short manufacture period,
• Ease of installation and handling,
• Available in flow rates up to 5 m3/s or more.
Condensate pumps
As indicated earlier a condensate pump draws water from the hot-well of a condenser. The water is usually warm, and at an absolute pressure of about 6 to10 kPa. The NPSH available to the condensate pump is generally in the range of 0.6m to 1.5m. Condensate pumps are usually multistage pumps, and fitted with a low NPSH first stage impeller, or a double-suction first stage impeller which has a lower NPSH requirement.

25 www.pumpindustry.com.au pump industry | November 2013 | Issue 5 POWER GENERATION
Fig 3 - Cooling water pumping station (Flowserve)
→
Fig 4 - Vertical wet pit cooling water pump (Flowserve)
POWER GENERATION
Many different types of pumps or pump combinations could be used on condensate duty, such as horizontal multi-stage pumps, vertical turbine pumps, and ring section pumps. All would have a low NPSH requirement on the first stage.
Condensate pumps are critical power station pumps, and would usually be installed in a 2 x 100% capacity arrangement.
Historically, condensate pumps were horizontal pumps with multiple stages, operating at low speeds. Due to the low pressure at the pump glands, air ingress was usually a problem, and water injection was used to seal the glands. Modern condensate pumps use mechanical seals, but still require water injection to avoid air ingress.
For flow regulation, fixed speed multistage pumps were regulated either by discharge control valves, or by using cavitation to control the flow. This latter type of control is generally referred to as ‘submergence control’ or self-regulation, and was once very common on condensate systems.
Submergence control for the condenser hot-well level is inherently automatic, since it requires no control equipment. The level in the condenser hot-well will be pumped down until the available NPSH is just equal to the NPSH required by the pump, and then the pump flow reduces.
This type of condensate flow control is not suitable for modern day condensate pumps.
Today large turbo-generators would most likely use the vertical ‘can’ type multistage pump (refer to Fig 7). The ‘can’ allows the pump to capture the NPSH available, by inserting the pump into the basement floor into which the steel ‘can’ is inserted.
The sizing of condensate pumps requires some consideration. Whilst the flow required by the turbo-generator is known, there are occasions when the feed heating plant is bypassed, and under these conditions additional condensate goes to the condenser. The condensate pumps have to be able to pump these additional flows, which results in them often being oversized for their normal maximum duty by 30% or so.
Boiler feed pumps
The boiler feed system is the highest pressure section of the steam cycle. The boiler feed pumps draw water from the Deaerator storage tank, and pump it to the boiler.

Modern boiler feed pumps are multistage pumps, and use mechanical seals, and usually have axial balancing devices such as a balance drum to help take the hydraulic thrust.
The larger turbo-generators very often use barrel type boiler feed pumps, with a bolted discharge head (refer to Fig 8). Such pumps would usually have a removable inner cartridge assembly, which can be pulled out of the casing and replaced with a spare, making repairs and overhauls more efficient. The cartridge contains the impellers, diffusers, and shaft assembly.
There are, however, many different arrangements of boiler feed pumps, some of which use volutes instead of diffusers, and some with double suction first stage impellers, and opposed impellers arrangements for inherent balancing.
Smaller turbo-generators and industrial plants also use ring section pumps, where the entire cartridge assembly is held together by a series of exterior bolts (refer to Fig 9).
Many installations use 3 x 50% boiler feed pumps, with two of the pumps being driven by steam turbines, and the third pump driven by electric motor. In such a case, the electric pump would act as the standby pump, and also be used for unit start-up from cold. On a 660MW turbogenerator, the electric motor for a 50% pump would be approximately 10MW in size. Steam turbines are variable speed, and drive the pump directly at its rated speed up to approximately 6000rpm.

Some power stations use a 100% steam turbine driven pump, with one or two 50% standby electrically driven pumps. There are many different combinations, and a detailed reliability and efficiency study is needed to determine the most cost effective arrangement.
For motor driven pumps, the motors would be 4 pole, and a step-up gearbox or variable speed hydro-coupling would be used to attain normal operating speed.
Speed control of motor driven boiler feed pumps using hydro-couplings is limited to the range 25 to 100%, and a control valve may be required if lower flows are required, for example during start-up, or periods of low load operation.
26 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au
Fig 5 (above) - Double suction cooling water pump
Fig 6 - Submersible axial flow pump
Fig
Boiler feed pumps require a booster pump to provide sufficient suction pressure, and the booster pump is usually driven by the same motor or turbine drive. Sometimes the booster pump may be appended to the nondrive end of the existing motor, or driven by an extension shaft from the non-drive end of the pump. In the latter case a reduction gearbox would be needed for the booster pump, to bring it back to 4 pole speed.


In some cases the booster pumps can have their own drive motor, but this is not usual in Australia where it is customary have the booster pump driven by the same turbine or motor that drives the main pump.
Each boiler feed pump would have its own separate leak-off line (minimum flow protection line), fitted with a throttling control valve. The leak-off line would open at all flow rates below approximately 20% of full flow.
Boiler feed pumps have close internal clearances, and require protection from grit and debris, by the provision of a filter usually situated before the booster pump.
The standby pump would need to be in readiness to start at any time, and would have its suction and discharge isolating valves open (and non return valve closed). The water temperature is about 190 deg C at this point in the cycle, and the pump must be pre-warmed and ready to operate. ■
About the author

John McAndrew has extensive experience in the design of cooling water systems, pumping stations, and associated plant for both Power Stations and Major Water Supply Projects including production of associated specifications. His experience includes feasibility studies, specification of plant and equipment, hydraulic design and waterhammer studies of all types of pumping systems including power station feed and condensate pumping systems. He is currently a senior mechanical engineer with Aurecon.
Inspection and trouble-shooting Case build up and re-machining
Axial split case facing and reboring Axial thrust balancing
Shaft and bearing upgrades
Mechanical Seal upgrades to API 682
Custom Spare Parts Rotating Element balancing
ASME & AS1210 qualified welding Hydrostatic Testing
ISO 9001 CERTIFIED
AS2417 ISO9906 API 610 Hydraulic Institute Performance Testing


27 www.pumpindustry.com.au pump industry | November 2013 | Issue 5
POWER GENERATION
7 - ‘Can-type’ double suction condensate pump (Flowserve)
Fig 8 (above) - Barrel type boiler feed pump (KSB)
AUSTRALIA UNITED PUMPS AUSTRALIA
Fig 9 (right) - Ring section boiler feed pump (KSB)
31 Western Avenue, Sunshine, Victoria 3020 Phone: +613 9312 6566 Fax: +613 9312 6371 Email: unitedpumps@unitedpumps.com.au http://www.unitedpumps.com.au/ Efficiency Improvement Reconditioning Restore Clearances Re-Engineering Repair, Re-Manufacture For
of Centrifugal
ALL types
Pumps
Inside AGL: reliability engineering

In this ongoing interview series, we talk in-depth with the end users of pumps across a range of industries and applications. This edition we interview Mark Faith, Reliability Engineer at AGL Energy Ltd.

Can you explain a bit about the procurement process for pumping equipment?
During my career the pumps I have been generally working with are very specialised and were rebuilt rather than replaced. If pumps required replacing they were generally replaced with like for like, as this ensured ease of installation without the need for base plates or electrical modifications. Now there is a requirement to increase efficiency, reduce power consumption and also stabilise system pressure through the use of variable frequency drives.
The Mechanical engineers are generally responsible for the development of technical specifications of any pump procurement. Some of these specifications are:
• Pump duty;
• System suction and discharge pressures;
• Fluid temperature;
• Speed;
• System curve;
• Material; and
• Part Availability.
What testing do you conduct for pumping equipment?
Under normal circumstances all newly installed pumps will undergo vibration and performance testing as part of the commissioning process. This serves two purposes:
• to ensure that the pump satisfies the design specifications and acceptance; and
• to gain a baseline performance figure and curve against which future performance results can be compared.
28 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au POWER GENERATION
PUMP INTERVIEW
The criticality of the pump determines the technical requirements and accuracy of performance testing required. The business must then determine the frequency of testing required.
Pipe thickness surveys are an important factor in the health and reliability of a pumping system. Surveys of the pipe work are required to ensure that the thickness of the pipe is adequate for the purpose and that any high erosion areas can be monitored and repaired pro-actively.
What are the best ways to ensure good communication and get the best results between client, consultant and supplier?
I believe good communication is vital in all aspects of life! One must ensure that the communication path is always open when dealing with consultants and suppliers. They must understand your requirements, and in my opinion site visits are one of the best ways to achieve that understanding.
What are the most important factors in pump selection?
At a minimum a pump must meet system duty requirements. If possible allow an extra 10-15% performance above system duty to allow for wear and reduction in performance. Pump component material must also be considered to ensure that the wear rate or corrosion is not excessive. Maintainability is another important factor. Far too often we are observing pumps that are installed in difficult locations to service and maintain. This leads to inadequate maintenance being performed, reducing the reliability of
the pump and increase in maintenance costs.
In today’s market carbon pricing and energy efficiency considerations are more important than ever before. In-house energy usage is being monitored and reduced where possible. So, energy efficiency will play a more dominant role in pump and all plant installation into the future. In the not too distant future I believe that the standard for acceptance testing will include efficiency guaranties. It is something that will become second nature to us.
How important are the maintenance and repair schedule and costs in project planning?
I think that future maintenance access and repair scheduling have been overlooked in recent years. Plants are being built under strict budgets and with minimal engineering support. Compromises are increasingly common practice and diligence around the small items ie cooling water, sump pumps systems are not attracting the required engineering time allocation required. This is leading to considerable maintenance or extra project spend being incurred in order to rectify the shortcomings.
In most circumstances life cycle costing will be factored into the project, as you need to calculate what the impact will be on the maintenance budget.
Can you explain a bit about your on-site servicing and routine maintenance?
Presently at AGL there is minimal online performance monitoring of pumps. My

thoughts are that all pumps should be maintained on a condition monitoring regime. Pump performance will monitor the performance and internal condition of the pump, vibration analysis will monitor the bearing condition and also internal looseness. The method of how the pump is monitored depends upon its criticality. When determining whether to install an online system one must look at many factors:
• Cost of installation;
• Accuracy required;
• Wear rate of the pump;
• Calibration of installed equipment;
• Frequency of testing; and
• Resolution of trend and points. Ideally all pumps should be performance tested, except for those of
→


29 www.pumpindustry.com.au pump industry | November 2013 | Issue 5
POWER GENERATION
52 Woodlands Drive, Braeside Victoria 3195 PO Box 876, Braeside Victoria 3195 Tel: (03) 9588 6900 Fax: (03) 588 6999 Email: info@lkdiesel.com.au Web: www.lkdiesel.com.au • Petrol engines up to 13 HP • Diesel engines up to 83 HP • Generating sets up to 30 KVA We provide diesel engine solutions to EMPOWER your business Pump specifications Type BA-C100H40 D498 Max flow 150 m3/hour max (660 US GPM) Max pressure 175 mwc (586 ft.) Priming system BBS MP50 Engine Caterpillar C6.6 ACERTTM Weight (net) 4200 kg (9240 lb) NOW ON SPECIAL
About Mark Faith
I started my career as an apprentice fitter and turner with the SECV at Yallourn’s apprentice training annex, then after my apprenticeship I worked at Yallourn ‘W’ Power station. At this time I was exposed to a wide range of pumps, from Worthington split case (55l/s @ 130kPa) to Ingersoll Rand multi stage Boiler feed pumps (160kg/s@ 21MPa). During this time the maintenance philosophy was preventative based, with all pumps dismantled to various degrees to gauge their condition.
In 1996 I joined the condition monitoring team and worked in this area for 12 years. During this time the team worked on various condition monitoring techniques, including: Vibration analysis; Boiler tube thickness testing; Thermography; and Pump performance testing. Pump performance testing techniques differed depending upon the critical nature of the plant and the requirement of repeatability. The instrumentation used was transit time and Doppler strap on flow meters, analogue pressure gauges, differential pressure cells (analogue) and K type thermocouples. The pump performance testing and vibration regimes worked very well and allowed the business to move from preventative based maintenance to condition based maintenance/ predictive.
During my time within the condition monitoring field, technology changed and assisted in the reduction of labour hours and increased the repeatability of the data. In some cases the instrumentation would be calibrated before installation, then spend over 1 week on the plant during testing and when removed and calibrated once again. In some cases the DP cells could drift thus incurring a 5% error in the flow readings. With the development of HART differential pressure cells, digital pressure gauges helped to reduce the instrument drift and thus improving the accuracy of the measurements. The implementation of a digital control system and ISO PI allowed online performance monitoring and alarming.
I am presently working as a Reliability Engineer with AGL. Over the past year I have been developing the Reliability Framework across all of AGL generation assets and due to my previous experience am able to assist the condition monitoring team as required.

a non-critical nature, which should be run to failure. Performance results and trending allows for improved budgeting and increased plant reliability, also the overhaul strategy and budget requirements into the future.
Can you explain your view and relationships with the Australian pump industry?
At present I am working as the AGL Reliability Engineer and have not been working with the Australian pump industry for some time. In the past they we have had a very good relationship with the pump industry, through various sales and services departments. An important issue that faces all industries today is the reduction in the internal workforce. Overhauls of critical pumps can no longer be resourced internally and it has become more cost effective to engage external expertise. For this reason there is an increasing reliance upon the pump industry to provide maintenance services within Australia.
How important is it that a pump is made in Australia?
There are many pumps on the market today and many industry pressures. It is unreasonable for us to think that Australia is going to have the capacity to produce all the pumps to meet industries’ requirements. If the product suits the business requirements and is within the budget then where it is made is irrelevant. The availability of spare parts and service options must also be considered when purchasing a pump.

What are the most important issues in pumps today?
Pump efficiency is one of the most important issues today. It is costing business large amounts of money to transport fluid and slurries around process plant. The increase in energy costs efficiency is becoming a major concern.
Where do you see the pump industry going in the future?
I have not put a lot of thought into this over the years. The technology in the pumping industry has developed over time. But in my career I have not seen any ground breaking advancement, I have seen new materials being developed to reduce wear of the casing and wear rings but the fundamentals of pumps have stayed the same. I have no doubt that there is or will be someone working in his shed that will come up with something new. Hopefully I will be alive to see it! ■
30 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au
POWER GENERATION
Engineering solutions for long term benefits
Kwa Soo Teck, PhuMy3 Power Station (Vietnam), Chandra Verma, Hydro Australia
Hydro provides reverse-engineered impeller to resolve chronic failure in a vertical turbine pump.
Phu My 3 BOT Power Station, a Vietnamese power station using combined cycle gas turbine technology and operating a 749 megawatt capacity had been experiencing some problems with their vertical pumps. The station asked Hydro Australia to assess the damage and assist with a solution.
The vertical pumps were used for the Circulating Water System. The impeller material was a super duplex and the product being pumped was sea water. Over a period of three years PhuMy3 had experienced catastrophic failures with the impellers and were unsure of the cause. The first pump was installed in September 2003 and the first blade failed in September 2008; the second failure occurred in September 2009, and a third one failing in June 2010.
On viewing the damaged impellers, which weigh 850 kilograms, it was


obvious the quality was poor. The first step in the process was to send over an engineer with a Romer Arm, a 3D co-ordinate measuring instrument to reverse engineer the impeller. This data could be used to analyse the existing impeller design.
On returning home to Australia with all the information the engineer proceeded to produce a 3D model in SolidWorks. A detailed study was then carried out in conjunction with the foundry to analyse the root cause of the present defect. It was discovered through foundry simulation modelling that the crack in the impeller was due to shrinkage in the blade root due to insufficient feeding. The solution offered was to modify the impeller hub and cone thickness internally to improve the feeding without affecting the original hydraulic profile. The improved design was






31 www.pumpindustry.com.au pump industry | November 2013 | Issue 5
• Proven Performance • Superior Engineering • Recognised Reliability • 40 years in Australia Pumpserv distributing and servicing Sakuragawa Pumps for more than 25 years Unit 6, 3 Marina Close Mount Kuring-Gai NSW P: 02 9457 8622 F: 02 9457 9891 E: sales@pumpserv.com www.pumpserv.com
→ POWER GENERATION
Photo of impeller showing torn blade Scanning the impeller on site at PhuMy





subjected to a simulation package to confirm the casting soundness.
The casting and machining requirements for this size impeller with open vanes needed careful consideration at every stage; right from modelling, casting, heat treatment to machining. It required close attention during heat treatment (quenching in water at 1150 deg C).
• The casting was subjected to UT (ultrasonic testing) to confirm there was no defect in the blade root after the modification. The UT and dye penetrant report was included in the overall report supplied to the end user.
• Apart from standard chemical and mechanical tests, additional corrosion and ferrite testing were carried out to confirm the casting quality against corrosion.
The impeller was then machined, balanced and highly polished in Hydro Australia’s service centre to stringent QA requirements in a two-step process. The first step was the rough machining and trial balance which was followed by final machining and final balancing. The impeller was installed successfully at Phu My 3 in March 2011 under Hydro Australia’s supervision.
Lessons learned
Often when a pump component has failed, the initial instinct is to replace the part as soon as possible and to get the pump running again. This example demonstrates the importance of analysing the root cause of failure and then finding the appropriate engineering solution so as to ensure long term resolution. ■
32 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au POWER GENERATION
Simulation original impeller showing shrinkage defects in blade
Impeller assembly in the shaft
Simulation after Hub Modification eliminating blade root shrinkage defect
Original cone thickness
Modified (increased) cone thickness




Comprehensive Pump Support Reliable & Responsive Service
Engineered Pump Rebuilding
Since 1969, Hydro has built its worldwide pump service organization by bringing a high level of engineering expertise and quality service to the pump aftermarket. Hydro Australia works with our customers to evaluate and understand the root causes of pump degradation or failure and to provide unbiased engineering analysis, quality workmanship and responsive field service for improved plant operation.
Certified Service Centre

Hydro Australia has always been committed to Quality and Occupational Health & Safety. Hydro Australia holds the AS:NZS ISO 9001:2008 certificate in addition to the AS:NZS 4801 and AHSAS 18001 certificates.
Turnkey, Field Service and 24/7 Emergency Response
Hydro Australia’s Field Service team has extensive knowledge of pumps from most major manufacturers and provides turnkey service, installation / start-up supervision, field machining, vibration analysis, laser alignment, pump system troubleshooting and emergency field response 24 hours a day, 7 days a week.
Pump Parts
When you require a part and are facing a long lead time, Hydro Australia can meet your needs in a reduced time frame through our reverse engineering, patternless casting and integrated manufacturing processes. Hydro's engineers review and evaluate all parts to offer important upgrades and apply new technologies that will reduce wear and improve reliability.
Pump Testing - Managing Risk
Ensure your pump will perform as required. Hydro’s 5000HP Performance Test Lab, located in the United States, is compliant to API610 and Hydraulic Institute standards and can test horizontal, vertical, and submersible pumps.
Training
Hydro teaches practical solutions and troubleshooting techniques for common pump problems and offers specialized hands-on training programs. View upcoming courses online at www.hydroinc.com.
Call Hydro Australia at (03) 51650 390 with your pump service inquiries or contact Ross Bertolimobile: (0418) 581190 email: ross@hydroaustralia.com.au.
A Hydro Company Hydro Australia, Pty. Ltd. Hydro Australia Pump Service Centre Morwell, Victoria 3840 www.hydroaustralia.com.au (03) 51650 390
Pump industry innovation leads BIM supply chain integration
By Warwick Stannus, Group Engineering Manager, A.G. Coombs Advisory Pty Ltd. wstannus@agcoombs.com.auWhilst the Australian Construction Industry had been slow to adopt Building Information Modelling (BIM), it is now recognised globally to be at the leading edge in many aspects of BIM construction modelling and supply chain integration.
A significant contributor to this transformation has been the Air Conditioning and Mechanical Contractors’ Association (AMCA) BIM-MEPAUS initiative and the work done by the Pump Industry Australia that developed their first plant specification.
Building information modelling
Over the last few years, Building Information Modelling has become established as the key design and construction platform for most large projects in Australia and is now rapidly transforming the way projects are delivered and transitioned to long term operation.
One of the key aims with BIM is to complete the virtual build using building
information modelling to complete design analysis, spatial coordination and scheduling before commencing the actual build on site. This has allowed increasing utilisation of prefabrication as well as improving scheduling, site safety and productivity.
Building Information Modelling is often confused with 3D CAD, however it is the data that provides the real leverage and extends its value significantly beyond 3D
coordination. It is the data that allows the model to be leveraged for a whole variety of value adding purposes. These include system flow and pressure loss analysis and can extend to include checks on working pressures, pipework expansion, pipe stress analysis and anchoring.
One of the key differentiators in Australia’s approach to BIM is the general industry adoption of a single BIM

34 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au
ENERGY EFFICIENCY Constructible Revit Modelling

Design to Commissioned-As Built Model and Data WorkFlow
modelling package, Autodesk® Revit MEP for building services design and construction. Whilst not a mandated requirement, the industry adoption of a single package significantly reduces the complexity involved in BIM workflow integration as well as supply chain engagement.
The key concept in BIM-MEPAUS is for
a single model to be progressively developed to deliver a Commissioned As Built Model at project completion as illustrated above.
There is still some way to go however with the lessons learnt from the “first generation” of BIM projects now reaching completion. It is likely that the current generation of BIM projects will
move much further up the beachhead in terms of realizing the above workflow.
Supply chain integration
Effective Building Modelling is reliant on design and manufacturer’s content to work effectively and it is this that is now the most important factor in the successful industry implementation of BIM.


35 www.pumpindustry.com.au pump industry | November 2013 | Issue 5 ENERGY EFFICIENCY
→ Fire pump and generator specialists since 2001 Maintenance • Installations • Testing BSA Licenced and Trade Qualified Fitters Contact: Phillip Heldt • Mobile: 0407 965 904 • Phone: 07 3883 3833 • Email: phillip@ndhs.com.au
As part of the supply chain integration strategy, there is a fundamental requirement to replace manufacturer supplied drawings and technical schedules with a certified BIM model.
The challenge is to find an effective and simple means for the supply chain to provide the models required for the virtual design and build process. Whilst modelling is a highly specialized skill, the benchmark now is that the interface to BIM for non BIM modellers should be no more difficult to use than a typical app.
It is generally unrealistic to expect that the supply chain can develop the required models needed to support the workflows as these require considerable expertise in modelling. It is also important that the models be consistent in behavior between the design models and therefore also across suppliers.
The aim of the BIM-MEPAUS initiative was originally to provide a single geometric model and data schedule that:
• Inserts correctly into the project model;
• Was certified dimensionally accurate; and
• Carries the entire data set needed for design, procurement installation and commissioning.
With these integrated data sets, the aim was that the contractor could finalise the design schedules to allow the manufacturer to fully determine the component requirements, finalise a selection and provide a certified manufacturer’s model to the installing contractor. This would then allow the contractor to substitute the design model with a model of the actual pump to be supplied as part of the virtual build.
Pump Industry Australia support
The Pump Industry Australia supported the initiative by facilitating a number of its members to attend BIM-MEPAUS workshops to help define the required schedule needed to accurately specify the pump requirements.
The work was very important and helped develop not only the technical requirements for the pumps but also how future standards would be developed.
New supply chain engagement strategy
Whilst the BIM-MEPAUS initiative has made significant progress over its 3 years, there has been some resetting of
the supply chain engagement strategy to accommodate current constraints with respect to scheduling and data handling and to lower the barriers to entry for the supply chain further.
This new strategy comprises a number of key components:
• Development of a National BIMMEPAUS template add-in which it is hoped will become the standard template for modelling in Autodesk® Revit MEP in Australia used by designers and contractors alike.
Such strategies in other OEM sectors have proven remarkably effective as part of an overall business development strategy.
Design to fabrication and integrated procurement
A.G. Coombs is one of the leaders in BIM services modelling and has been developing its BIM capabilities over the last four years. All projects are now delivered using BIM as their construction platform and pumps and fans are a high priority in terms of integrated procurement.
Pump Industry Australia supported the initiative by facilitating a number of its members to attend BIM-MEPAUS workshops to help define the required schedule needed to accurately specify the pump requirements.
• Development of Industry Foundation Models which will be created and managed by Autodesk in conjunction with BIM-MEPAUS.
• A splitting of the schedules associated with each plant item between BIM-MEPAUS Revit Shared Parameters and non Revit Shared Parameters which will be exchanged and managed off model.
The aim is that the Industry Foundation Models will be used by designers as well as manufacturers who can customize them to suit their particular details. Use of these foundation models by designers and manufacturers provides significant benefits:
• It assures interoperability between the manufacturer’s certified model and the system model;
• Reduces barriers to entry for manufacturers; and
• Significantly reduces costs.
Whilst there is significant IP in the pump model, the manufacturer’s IP should be focused and retained in the pump selection software and web interface. The ultimate aim for manufacturers who want to be BIM enabled is to have the industry preferred manufacturer’s website for pump selection and model generation.
Their latest project using BIM is a large data centre in Melbourne which is fully modelled in Revit MEP. On this project the consultant’s Revit Design model was used by A.G. Coombs to develop the construction model which is millimetre accurate and has been used for scheduling, procurement, progress tracking and site quality assurance.
A.G. Coombs has been working closely with the supply chain to develop the piping fabrication model to the accuracy required as well as working with individual suppliers to deliver significant shared benefits such as improved scheduling, quality assurance and delivery coordination.
A.G. Coombs' next goal is to utilise manufacturer’s certified BIM-MEPAUS pumps and fans on its projects to leverage the benefits of the data and workflow. This will provide the project team and client with a number of significant benefits including schedules needed for pump commissioning and life cycle management.
The project points to the future in terms of BIM integrated workflows and supply chain integration and confirms the benefits of both. ■
36 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au
ENERGY EFFICIENCY

A can-do approach to energy efficiency
Australian company Amcor is one of the world’s largest packaging manufacturers. With 4,000 staff worldwide, Amcor produces glass bottles, aluminium cans, cartonboard, corrugated boxes and flexible plastic.
Amcor is always looking for ways to improve its energy efficiency and reduce its environmental footprint. For example, the company conducts rolling energy audits and benchmarking across its operations.
As part of this process, Amcor identified energy saving opportunities at a number of plants, including addressing inefficiencies in the use of compressed air at its Revesby aluminium can manufacturing plant, located in south-west New South Wales. Compressed air is used heavily in the production of aluminium cans, including to press out cans from sheets of metal and to convey them around the plant.
As the Revesby site produces around 750,000 million cans each year, even small improvements in efficiency can have large flow-on benefits in terms of cost and the environment.
A $43,758 grant from the Australian Government’s Clean Technology Investment Program has enabled Amcor to improve the energy efficiency of the Revesby plant by enhancing the air compressor technology used on site.
Amcor’s Group Manager of Resources and Energy, Peter Dobney, says the grant has been instrumental in allowing the company to improve its plant in a challenging investment climate.
“As economic conditions have tightened, it’s become harder to get energy efficiency projects up and running. Companies need a reasonable payback from their investment,” says Mr Dobney, who is part of Amcor’s Sustainability Team.
“The grant helped to get a project up and running that may not otherwise have been funded.”
The grant is helping Amcor replace its inefficient high-pressure air compressor with a variable-speed drive unit. Highpressure compressed air is used for ejecting cans from moulding machines. The new system has the capability to adjust to peaks and troughs in demand, delivering a more efficient production process.
In addition, Amcor is using the funding to re-gear its current low-pressure air compressor, which produces more air than required. Low-pressure compressed air is used for the ‘necking’ process, which shapes the top and bottom of the cans. The new arrangements will produce the correct quantity of air, reducing energy requirements at the Revesby site.
Further, the company is installing cuttingedge air monitoring systems to ensure the most efficient processes are being used,
and fitting variable-speed drives to new cooling tower pumps and fans.
By undertaking these steps Amcor expects to reduce its carbon emissions intensity by 5 per cent , and decrease its annual energy bill by $87,000. The Revesby grant is one of nine Clean Energy grants Amcor has received from the Australian Government.
Mr Dobney says Amcor staff members have reacted positively to the grant, and are increasingly approaching the company’s Sustainability Team with ideas for other energy efficiency projects.
“Rather than us travelling to sites and saying, ‘We’re here to help’, Amcor staff are coming to us,” he says. “They’re saying, ‘Our power bills have gone up significantly, and what can we do to cut them?’ Grants like those offered by AusIndustry help make such projects a reality.”
Washing away energy use
Amcor has also received a $186,408 grant from the Australian Government’s Clean Technology Investment Program, to install variable speed drives on 13 of the spray pumps at their Rocklea facility in Queensland so they don’t need to operate at full capacity all the time.
Each year, Amcor’s Rocklea facility in Queensland produces over 900 million aluminium cans for the beverage industry. After the production process, these cans need to be thoroughly cleaned before
37 www.pumpindustry.com.au pump industry | November 2013 | Issue 5
ENERGY EFFICIENCY →

printing, and again before they are sent to Amcor’s customers. During the cleaning process, the cans are spray washed with detergent and rinsed to ensure they are free from lubricating oil and printing residue.
In recent years, Amcor scaled back its water use to conserve this precious resource and reduce costs. The packaging company uses a cascade system to recycle water during the cleaning process. This system uses fixed-speed pumps to pump water through each stage of the can washers.
“Variable speed drives will help us cut energy use, save water and reduce carbon emissions,” says Mr Dobney. “It’s the kind of technology we can easily apply to our other beverage can sites.”
The company is also using the funding to install oil sump heaters in 12 can body makers, introduce energy efficient lighting with built-in controls, and install highefficiency vacuum pumps for conveying cans.
Amcor expects to reduce site-wide carbon emissions intensity by 10 per cent and save $200,000 in annual energy costs.
Amcor has received the following additional Clean Technology Investment Program grants:
• $80,997 to upgrade lighting, improve boiler efficiency and install a central control system at its Bohle facility in Queensland.
• $78,379 to improve insulation at the Preston plant in Victoria.

• $254,788 for a number of measures, including installing insulation, at the Rocklea facility in Queensland.
• $70,924 for a number of measures, including upgrading lighting, at the company’s corrugated box manufacturing facility in Brooklyn, Victoria.
• $44,240 to replace coolant pumps and upgrade motors in the company’s Western Australian premises.
• $45,000 to install voltage optimiser units in Victoria.
With initiatives funded by the grant, Amcor expects to:
• reduce carbon emissions intensity by 4.5% annually
• reduce energy costs by $80,000 each year.
Clean Technology Investment Program
The Clean Technology Investment Program provides incentives for manufacturing businesses to invest in energy efficiency and reduce carbon emissions. The program is part of the $1.2 billion Clean Technology Program, an initiative under the Australian Government’s Clean Energy Future plan.
The Clean Technology Investment Program will support manufacturing businesses over seven years to 2017–18. Applicants need to demonstrate how the proposed project will improve energy efficiency and/or reduce carbon emissions, their ability to undertake the project, and how it will maintain or improve the competitiveness of their manufacturing business.
■
For more information visit ausindustry. gov.au, telephone 13 28 48 or email hotline@ausindustry.gov.au.
38 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au ENERGY EFFICIENCY
Equipment and mechanical system efficiencies
Across all sectors of industries there is a major push on achieving best possible energy efficiencies for the operation of plant, equipment, components and systems. On 1 October 2012, the Greenhouse and Energy Minimum Standards (GEMS) legislation came into effect, creating a national framework for appliances and equipment energy efficiency in Australia.
The Equipment Energy Efficiency (E3) Program is a joint initiative of the Australian, Commonwealth, State and Territory governments and the New Zealand Government. It aims to improve the energy efficiency of appliances and products which will have significant economic and environmental benefits, by reducing the running costs of appliances and products for businesses, and also reducing greenhouse gas emissions and energy demand.
We have also seen regulation changes in some areas such as the introduction of Minimum Energy Performance Standards (MEPS). MEPS are mandatory for a range of products in Australia and New Zealand, including three phase electric motors, affecting the pump industry directly. These products must now be registered through an online database and meet a number of legal requirements before they can be sold. MEPS are
an effective way to increase the energy efficiency of products, by specifying a minimum energy performance level they prevent inefficient products from entering the marketplace and help to increase average product efficiency over time
Another scheme is The National Australian Built Environment Rating Scheme (NABERS) which is a national rating system that measures the environmental performance of Australian buildings and tenancies. Amongst other things, NABERS measures the energy efficiency and indoor environment quality of a building or workplace and its impact on the environment. Often the plant room is a key focus of improvement especially in older buildings. In most buildings the plant room features equipment such as pumps and fans which are a major consumer of energy.
Whilst the rotating element in any plant equipment, such as the pump, fan impeller or motor armature, may be only a small part of the overall system, its smooth continuous running may assist with achieving higher operating efficiencies. New technology and improvements mean that old pumps and fans can be upgraded with MEPS rated motors and variable speed drives (VSD) to ensure better operating efficiencies are being achieved, but mechanical loss and


mechanical efficiency are also important elements.
Mechanical components, such as transmission gear and bearings, generate a mechanical loss that reduces the power transferred from the motor shaft to the pump or fan impeller. Industrial or dynamic balancing of these system components can assist with the efficient running of any rotating equipment, and thus improve mechanical efficiency.
Precision Balancing has been offering in house and on site dynamic balancing and vibration analysis services since 1989 and have the equipment, skills and experience to satisfy your industrial balancing requirements. Precision Balancing strictly adhere to the requirements of the relevant ISO standard, and all jobs are tracked through our system and are issued with a certificate of compliance. ■
For more information on industrial balancing services and standards visit www.precisionbalancing.com.au.
39 www.pumpindustry.com.au pump industry | November 2013 | Issue 5 ENERGY EFFICIENCY Imbalance is a common source of faults in rotating assemblies, pumps and fans. Balance Matters! Precision Balancing can help! (03) 9758 7189 precisionbalancing.com.au
Sewage pump efficiency

Energy efficiency is the catch-cry of many business unit leaders and water managers. They are insisting that the equipment purchased be the most energy efficient in its class. Because of increasing energy costs and pressures to reduce our carbon footprint, there is justification in most of these “demands”.
But there may be much more to the
selection of the “right” sewage pump option than just the one that has the best hydraulic efficiency. The efficiency of the motor needs to be taken into account, as does the losses across discharge bends, the losses from the use of long cables if these are necessary, and losses of efficiency through leaking base elbows.

All of these things need to be considered, and whether particular pump options may be able to overcome any of these efficiency “discounters”. But apart from a simple “wire to water” comparison of the various options, there are many more factors that asset planners, asset managers and engineers could include in their evaluation. Some of these include: a pump’s ability to pass solids (often stringy materials such as rags); the ease at which a blockage can be removed from a pump (and how many operators need to be involved in this process); the ease at which the pump can be monitored and maintained (and how many personnel need to be involved); how easy it is to maintain the pump’s efficiency during its service life; and what is the pump’s expected service life.
When all these things are considered, “wire to water” efficiency may not be the most important factor. Where the energy cost of a clean water pump can consume upwards of 60% of the pump’s life cycle cost, energy costs may only contribute as little as 25% of the ownership cost of a sewage pump installation.

Where maintenance costs may only contribute as little as 8-10% of the life cycle cost of a clean water pump, maintenance costs [including compliance to OH&S and confined spaces regulations] could contribute a massive 60% of the life cycle cost of a sewage pump installation. This has the potential to grow even further as regulations tighten and compliance becomes more expensive and labour intensive, making sewage pump selection all the more important.
Hydro Innovations has produced a white paper on “Selecting the Right Sewage Pump”, which can be obtained by going to www.pump-stations.com.au
40 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au
ENERGY EFFICIENCY Safety Maintenance Energy Parts Personnel Think of the real cost www.pump-stations.com.au FREE White Paper P: (02) 9647 2700 Pump Industry 122x185 October.indd 1 16/09/2013 1:56:53 PM

Sewage pumping stations –current design practice
By Milan Rubcic, Principal Engineer - Infrastructure Delivery, Sydney WaterA typical wastewater system may comprise of a network of sewers and sewage pumping stations (SPS) that collect and transport sewage from where it is generated to a wastewater treatment plant for treatment. In part one of our two part series, we look at some of the key design elements.
Wherever possible, the wastewater system should be designed to maximise the use of gravity to convey the sewage. Gravity wastewater systems do not use energy nor require maintenance at anywhere near the same rate as pumping stations. Also, they are immune to many pumping problems, such as power and controls failures causing overflows, excessive detention times in wet wells and pressure mains with associated odour and corrosion issues, sudden variations in flow loads on downstream facilities causing surcharges or poor treatment performances etc.
However, large catchments, steep or relatively flat terrain and other variations in the local landscape may preclude or limit the viability of a gravity system. When this happens, one option is to pump sewage by SPS(s) through pressure main(s) into the most suitable nearby sewer, where it
can drain by gravity to another pumping station or a wastewater treatment plant. A gravity wastewater system draining to one or more SPSs is generally the most common option. However, alternative systems such as vacuum or pressure sewerage systems, which also rely upon pumps, may be considered. A multiple criteria analysis is often used in determining the most suitable system.
The number of SPSs in Australia continues to grow with over 4600 reported in WSAA facts 2003-4, including over 680 within Sydney Metropolitan Area alone. Pumping stations should be designed and constructed to minimise the risk of adverse environmental impacts and support a totally integrated wastewater system that can be operated and maintained at the lowest life-cycle cost. SPSs and pressure mains are made up of a multitude of civil, electrical and
mechanical items including pumps, structures, power and control equipment, telemetry systems, pipes, fittings and valves.
Both, positive displacement and centrifugal pumps are nowadays used in SPSs to pump sewage.
Positive displacement pumps are, generally, employed where pumping heads and flows are outside the capability of centrifugal pumps. Progressive cavity pumps with macerators are the most commonly used type of positive displacement pumps in raw sewage and sludge applications. The pumps are typically installed in dry wells / chambers or superstructures if suction lift is not too excessive (they are usually self-priming). SPSs with positive displacement pumps are generally more complex, have a larger footprint and are more expensive to build and run than SPSs fitted with centrifugal pumps.
41 www.pumpindustry.com.au pump industry | November 2013 | Issue 5 →
DESIGN AND ENGINEERING

Centrifugal pumps are the most common type of pumps used in SPSs. These can be employed in dry (dry well) or submersible (wet well) installations. Centrifugal pumps are not self-priming and are usually installed below minimum water level or otherwise need to be fitted with priming devices.
Conventional (dry well) pumping stations with vertical sewage pumps driven by air cooled electric motors were normal design practice until the development of the submersible motor driven pumping units. A typical conventional SPS consists of side-by–side inground wet and dry wells (often an integral concrete substructure divided by a wall) and a superstructure providing personnel access into the dry well and housing electrical and control equipment. The pumps and pipework are installed in the dry well, which also accommodates ancillary equipment such as access steelwork, ventilation and lighting required for safe entry and operation / maintenance. Sometimes the electrical equipment is also installed on a mezzanine level in the dry well.
There are many conventional dry well type pumping stations still in operation. Some authorities, however, prefer to convert dry wells into wet wells when refurbishing existing conventional SPSs or, as a minimum, replace the dry well pumps with submersible pumping units and relocate the electrical equipment to above ground level so that they are not damaged if the dry well floods. Dry well installed submersible pumps are also used in vacuum pumping stations to transfer sewage collected in vacuum pots. Some authorities prefer dry well installations over wet

wells for large, very deep and/or critical pumping stations due to easier access to the pumps for condition monitoring, inspection and in-situ maintenance.
Since the development of submersible electric motors, most water authorities across Australia have adopted submersible, wet well sewage pumping stations as a norm. They were found to be more cost effective (only one well is required), safer to operate (mainly from ground level with no need to enter confined spaces), have a lesser profile / visual impact, require a smaller footprint, have lower noise levels, are less expensive to run and maintain, have similar layouts and features which can lead to easier standardisation etc.
Due to their similarity and popularity, Australian water authorities, lead by Water Service Association of Australia (WSAA), produced a Sewage Pumping Station Code of Australia WSA 04 which sets out the requirements for minimum acceptable technical criteria for design and construction of submersible sewage pumping stations, associated structures and pressure mains. The first version of the Code was published in 1999 and its current version 2.1 was issued in 2005. Some water agencies, such as Sydney Water have subsequently issued their
own editions of the Code to include their specific requirements.
The Code covers small to medium size pumping stations and pressure mains up to 200 L/s and DN 375 with two pumps (1 duty + 1 standby). However, its main principles are usually adopted for design of larger pumping stations as well.
With exception of a few positive displacement, vacuum pumping stations and pressure sewerage systems due to site specific reasons, all new sewage pumping stations constructed within Sydney Water’s area of operation (Sydney metropolitan, Blue Mountains and Illawarra) over the last 25 years were of submersible wet well type. They range in flow rate from less than 5L/s to more than 2000L/s. The largest one (SP1174), comprising of six (4 duty + 2 standby) 310kW variable speed submersible pumping units has been constructed within SWC’s Quakers Hill Wastewater Treatment Plant and is currently being commissioned. The station has a capacity of 2200L/s with a provision for future upgrade up to 3300L/s. ■
This article will be continued in our next edition where we take a closer look at submersible pump stations and drives.
42 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au
DESIGN AND ENGINEERING
Below: new submersible SPS with variable speed drives in electrical switchroom
Selecting an irrigation pump
By Bill Yiasoumi, retired irrigation officer, NSW Department of Primary Industries
Farmers can select from a wide range of pumps for irrigation purposes. The best pump depends on the type of irrigation system in use. The irrigation system will determine the pump performance required.
The principal requirement for pumping equipment used in commercial sprinkler irrigation is high efficiency against comparatively high pressures. This requirement usually limits pumps used for spray systems to rotodynamic pumps.
Rotodynamic pumps are also suited to the main requirement of surface irrigation systems: high efficiency against comparatively low heads.
Centrifugal pumps are widely used in agriculture and are a good example of the rotodynamic pump group. However, for small systems requiring pump discharges of less than 2 L/s (2 litres per second), positive displacement pumps can be used under certain conditions. In irrigation terms, a pumping rate of 2 L/s is a very low flow and would be applicable to nurseries with misting jets, vegetable growers using drip irrigation, and domestic irrigation situations.
Rotodynamic pumps
Rotodynamic pumps have a rotating impeller which gives energy to the water. The speed and size of the impeller determines the pressure and the rate of
water flow out of the pump.
The two main types of rotodynamic pumps are the volute pump and the turbine pump.
Volute pumps are widely used in irrigation. They are of simple construction, the only moving parts being the impeller and shaft. The impeller is housed in a casing (volute).
The volute pump most often used for irrigation purposes is the (radial-flow) centrifugal pump.
It can be installed with the pump shaft in the vertical or horizontal position. Its size is specified by the internal diameter at the discharge outlet.
The advantages of the centrifugal pump include the following:
• It can be installed above the water surface.
• It can be mounted on skids for rapid removal from danger of floods.
• Not being submerged, it is less liable to corrosion, although most can operate submerged for short
periods without damage.
• It can be installed as a portable unit and used at more than one pumping site.
• Where its use is applicable, it is easy and cheap to install.
• It is cheap to maintain.
Where large quantities of water have to be pumped against low heads, mixedflow volute (MFV) pumps are used. At low heads it is possible to get higher efficiencies with MFV pumps than with radialflow centrifugal pumps. Another advantage is that the power requirements (for a given speed) are approximately constant through the range of head and discharge.
Turbine pumps are mixed-flow and radial-flow (centrifugal) pumps which direct water to the discharge outlet with diffusion vanes. Axial-flow pumps, in which the impeller resembles a ship’s screw, are generally classed with the turbines.
Since turbine pumps are most often used for pumping from bores, there is a limit on impeller diameter and the
43 www.pumpindustry.com.au pump industry | November 2013 | Issue 5
IRRIGATION

Key factors in pump selection
• discharge and pressure (or head) required
• suction conditions
• frequency of operation
• reliability required
• source of power available
• cost per unit of power
• capital cost, depreciation and interest charges
• physical constraints (for example, must the pump fit in a limited space such as a borehole?)
• shelter available (for example, will an electric motor need waterproofing?)
• potential for corrosion and wear
• facilities for maintenance.
pressure which can be developed at a given speed. Volute pumps do not have this physical limitation. When high pressures are required from turbine pumps, extra impellers (stages) are added to the pump.
Turbine pumps are driven by either a line-shaft or a submersible electric motor mounted below and close coupled to the pump.
The advantages of the turbine pump include:
For bores and wells:
• It can be driven by an engine.
• It is less prone to damage by silt and sand in the water than the electro-submersible pump.
• It is easier to maintain than an electrosubmersible unit.
• For dams, creeks and rivers:
• The prime mover can be mounted above flood level by extending the drive shaft.
• It can be used for supplies inaccessible to centrifugal pumps which would require too long a suction pipe.
• It can be used for high pressure conditions beyond the capacity of conventional centrifugal pumps.
• It can be used to pump silt- or sand-laden water unsuitable for an electro-submersible pump.
Electro-submersible pumps are turbine pumps that are close-coupled to an electric motor. The motor and pump are in the one unit with the motor underneath keeping the unit submerged. The motor depends on the water pumped for cooling, and a failure of the water supply can result in serious damage to the unit.
The pump is dimensioned for use in bores and is very long in comparison to its diameter.
The advantages of the electro-submersible pump are:
• It does not have a long drive shaft.
• It may be installed in a misaligned bore.
Jet pumps are single-stage centrifugal pumps fitted with a special assembly called an ejector. The ejector allows the pump to draw water from depths not possible with a conventional centrifugal pump. The disadvantage of jet pumps is their very poor efficiency and discharge when used in high pressure applications.
Positive displacement pumps
The positive displacement consists of a piston (or displacer) moving in a cylinder from which liquid enters or leaves through a valve arrangement. The positive displacement pump is a low volume, high head pump, and so is not used extensively in irrigation systems. Where these pumps are used, they are most commonly in constant
44 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au IRRIGATION
flow systems like drip, spray or mist irrigation.
All positive displacement pumps require a pressure relief valve downstream of the pump to protect the mainline.
Protection or control equipment
Controls for irrigation pumping equipment fall into two groups:
1. prime mover (engine or motor) protection
2. protection of the irrigation system.
A variety of pressure, temperature and water level sensing devices are available. They are usually fully automatic and are designed to override the manual control if anything happens which could damage the pumping unit or irrigation system.
1. Prime mover protection
Diesel engines running unattended should be protected against any failure of the pressure lubrication system, water cooling system or belt drive components, as applicable.
Electric motors are usually protected by sensing current rises or temperature

rises, thus detecting electrical overloads.
Both types of prime mover should also be protected against overloads resulting from a change in delivery conditions.
For example, a pipe failure with rotodynamic pump system will result in a large increase in power demand, beyond that which can safely be met by the prime mover.
2. Distribution system protection
Pipelines usually break because of too much pressure. If a pipe breaks, then there is a risk of pump damage. Crop losses around the break are also likely. A pressure-sensing device to stop the pump avoids both of these possible outcomes.
Pipeline protection can also be achieved by monitoring the pump output and taking care in the manual operation of valves, that is, closing and opening them slowly.
Efficiency and cost
With the ever-rising cost of power and the need to use water effectively, the overall efficiency of a pumping system will continue to be of major importance to farmers.
The selection of a pump, prime mover and piping to provide the best operating efficiency for your system will result in lower power costs. Good design also results in a longer component life, further reducing operating costs through lower maintenance costs. Good design and correct pump selection will also assist you to use your water effectively.
The first place to begin looking at improving efficiency is at the pump. As the pump is a major energy consumer, any improvement in its efficiency reduces the cost of operating the system. However, other factors should also be considered. Further savings may be found in improved pump operation and maintenance and by the selection of system components (such as pipe diameters, valves and fittings) which do not add excessive head losses. ■
This article is adapted from a paper from the NSW DPI and is used with permission.
45 www.pumpindustry.com.au pump industry | November 2013 | Issue 5 IRRIGATION
The latest weapon in the war on rising fuel prices Contact us today if you’d like to be a distributor A: Lot 1 / 1310 Hillston Rd, Griffith, NSW 2680 P: (02) 6966 8951 E: sales@dieseldog.com.au Reduce fuel costs and prolong your diesel engine life, with the all new engine controller ... the Diesel Dog™ .
Flexibore resolves BHP Billiton mine issues
Leinster in Western Australia lies 368km north of Kalgoorlie and is often described as an oasis in the desert. The Northern Goldfields town forms part of the Nickel West operation, owned by BHP Billiton. Like many remote parts of Australia, the community relies on bore water for their water supply. This water also needs to be pumped out for the mines, however corrosion to the steel riser pipes required a new and innovative solution.
The nickel mine at Leinster uses about 30 bores for the operation of the mine and also to supply water to the local community. The pipes are connected to submersible pumps for bore water pumping. These were originally installed using steel but have steadily corroded and also created maintenance issues every time the pump needed to be serviced.
The corrosion had caused holes in the pipe as well as causing the threads to seize. This required hours of labour and specialised equipment in order to install or refit - meaning it was time to look at a new solution.
That solution was Flexibore; a flexible riser used for ground water pumping. By integrating thermoplastic polyurethane into a woven textile fabric of high tenacity polyester, the hose is produced. This process gives the hose flexibility while sustaining the weight of a submersible pump.
In order to assist with the installation of a new system, Francois Steverlynck, the Managing Director of Crusader Hose was flown to Leinster by BHP to ensure that the Flexibore was installed correctly.
"'It is important to secure the electrical cable firmly," Mr Steverlynck said, "and this needed to be checked as the casing was tight."
For the installation, a crane was hired and the entire process took only 3 hours. The 60m of 3" flexibore was installed in one continuous length and only three operators were required for this
Edward Lees, the mine's water manager decided on Flexibore as a long term solution, opting to take advantage of the corrosion resistance and excellent hydraulic flows. "We need to ensure we have continuous water flow for the mine", Mr Lees explained, "and with the Flexibore system, we feel confident of getting 20 years of trouble free pumping. With the program of preventative maintenance at BHP Nickel West, Flexibore is the ideal choice. We plan to upgrade all our bores to this system."
Flexibore does not corrode and due to its inherent swell characteristics, there is no iron bacteria build up on the inside of the hose.
As Mr Steverlynck explained, "Just like cholesterol which can build up inside the arteries, so can iron bacteria build up inside steel pipe. This causes the heart to work harder due to restricted flow which illustrates how the submersible pump also needs to work harder in order to maintain flow."
Flexibore is Australian-made and serves the entire mining industry across Australia through its distributor network. ■


46 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au PROJECTS

About Nickel West
Nickel West is the world’s third largest producer of nickel-in-concentrate, providing 16% of global production.
All operations are based in Western Australia. They include the Mt Keith Operation and Leinster Nickel Operation, the Kalgoorlie Nickel Smelter, the Kambalda Nickel Concentrator, the Kwinana Nickel Refinery and the Ravensthorpe Nickel Operation.
Nickel West is a member of the BHP Billiton Group.
Servicing a global market, the majority of the refinery's products are shipped overseas where they earn Australia in excess of $1.3 billion in exports each year.
Since it began its operations in 1970, the refinery has significantly improved production and more than quadrupled output while maintaining a responsible approach to safety, environmental issues and the well being of its workforce and the surrounding community .
Phone: +61 3 9720 1100 Email:
www.crusaderhose.com.au






www.pumpindustry.com.au PROJECTS
FLEXIBLE RISING MAIN FLEXIBORE 200 FLEXIBORE 200
22 Industry Place Bayswater VIC 3153 Australia
sales@crusaderhose.com.au

Ticking time bombs!
by Andre Mierzwa, Chief Engineer - FM Global
Over the last few years, fire protection servicing providers have seen an increase in the number of diesel fire pump starting battery “explosions”. These explosions typically occurred as the diesel engine was manually started at the controller and causing battery acid to spray in many directions. This is of serious concern. Given the controller and batteries are typically in close proximity on fire pump installations, the person starting the engine could be doused in a spray of sulphuric acid causing serious injury.
This problem has come to the attention of WorkSafe Victoria, the Fire Protection Association Australia and the Standards Australia Committee FP 008 that is revising AS 2941 – Fixed Fire Protection Installations – Pumpset Systems.
So what is causing these explosions?
The typical starting battery for diesel driven fire pumps has been the flooded lead acid type that has removable caps to allow the electrolyte to be tested and topped up when necessary. These are known as “stationary vented” type batteries. The battery chargers for these are the continuous float (trickle) charge type that maintains the battery at or near full capacity. Fire pump diesel engines also have alternators, however, due to their infrequent running and then only for
48 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au
FIRE PROTECTION

short durations, the battery charger is the primary means of maintaining the battery fully charged.
With the advent of new sealed “maintenance free” batteries, also known as valve regulated lead acid batteries (VRLA), the norm for all vehicle starting, they have been used to replace the stationary vented type batteries on fire pumps without little to no consideration to the impact of the continuous float (trickle) charge on the battery. In fact, the Australian Battery Industry Association (ABIA) have advised that the VRLA (automotive) type batteries are not designed for applications that involve continuous float (trickle) charge, as is near always the case in diesel engine powered fire pump applications.
With vehicles, the batteries are designed for starting, lighting and ignition (SLI) duties where the battery state of charge is maintained by the vehicle alternator while the vehicle is running – we do not see any battery chargers in our cars or trucks and if they are not run for a month or so, the likelihood of the battery being flat is high. Fire pumps today are only started typically once a month and are usually run for about 10 minutes, so the alternators are not much use; hence the battery chargers within the pump controller are critical for maintaining the batteries ability to start the fire pump in an emergency.
We can now see that the VRLA (automotive) batteries are designed for use in vehicles where an alternator is used to charge them while the vehicle is running, whereas the stationary vented batteries are designed to be trickle charged while the engine is stopped for most of its life.
The Problem
What happens when you apply a trickle charge to a VRLA battery?
It all depends on the charger, the charging voltage, and battery temperature. For VRLA batteries, overcharging is a significant problem because of its sealed design. Overcharging dries out the electrolyte by driving the oxygen and hydrogen out of the battery through the pressure relief valves and the electrolyte cannot be replaced. Over time the electrolyte level drops significantly to below the level of the plates. On start-up of the diesel engine, the current draw required to drive the starter motor is high and this in turn drives off large volumes of oxygen and hydrogen which the relief valves cannot handle which over pressurizes the battery casing and cause it to rupture. There is also the potential of internal damage and deposits within the battery resulting in a spark - combined with the hydrogen/oxygen mix being in the right range, it can result in a catastrophic battery explosion.



This process can take several months to reach a stage where a rupture or explosion could be imminent – hence the potential “ticking time bombs”!
Why is this happening?
With the introduction of AS 1851 – 2005 Routine Service of Fire Protection Systems and Equipment and now continued in the 2012 version, there is a requirement for the starting batteries on all diesel fire pumps to be replaced every 2 years, however the Standard does not provide any specific requirements other than conformance to AS 4029 (series) Stationary Batteries and compatability with the battery charger! Because of the prevalence of the maintenance free, sealed VRLA batteries for
49 www.pumpindustry.com.au pump industry | November 2013 | Issue 5
FIRE PROTECTION
automotive use and safer transport (no acid spill) considerations, these are provided as a replacement of choice for the “stationary vented” batteries that were originally installed.
The 2008 version of AS 2941 Fixed Fire Protection Installations – Pumpset Systems, requires an identification plate on the battery enclosure or cover with a warning stating “the use of non-complying batteries may lead to failure and potential rupture of the battery casing, due to internal pressure accumulation”. A sample warning sign in the Standard states – “Warning, batteries must comply with AS 4029, non complying batteries may explode!
The issue has been recognised for a long time and warnings were within the Standard, however they have not been acted upon. In my experience, I have not seen any warning signs on pumpset battery stands or covers. Further, unless the servicing personnel are fully conversant with AS 4029 and VRLA manufacturers technical manuals, they would not be aware of the consequences of installing VRLA batteries in place of vented stationary batteries!
Find the warning label on the fire pump battery stands on the previous page– note that it is a VRLA battery – a ticking time bomb!
What needs to be done?
WorkSafe Victoria in their Safety Alert dated November 2012 states:
• Avoid using automotive type “maintenance free” batteries that have no provisions for periodic top-ups with water and/ or monitoring of liquid levels in all cells where constant float charging is used.
• Use (vented) stationary type batteries in backup (including fire pump) diesel engine applications.
• If VRLA (batteries) are utilised in applications where average temperatures will be regularly above 25°C, charger voltage output control should have temperature compensation provision in accordance with battery manufacturer recommendations. (Note low temperatures also impact charging and temperature compensation is advisable).
What do the manufacturers (EAST PENN) of VRLA batteries say?
• It is critical that a charger be used that limits voltage. A temperature-compensating, voltage-regulating charger, which automatically reduces the charge rate as the battery approaches the full charged state, shall be used.
• Temperature is a major factor in battery performance, charging and voltage control. At higher temperatures there is dramatically more chemical activity inside a battery.
• A battery will “gas” near the end of charge because the charge rate is too high for the battery to accept. A temperature-compensating, voltage regulating charger, which automatically reduces the charge rate as the battery approaches the fully charged state, eliminates most of this gassing.
• Always use an automatic temperature-sensing, voltageregulated charger! Set Boost/Absorption charge at 14.4 to 14.6 volts at 20°C. Do not exceed 14.6 volts. Set Float charge at no higher than 13.8 volts.
• Thermal runaway – A warmer battery requires a reduced voltage. If the voltage is not reduced, current accepted by the battery increases and heating increases. This can continue in a loop feeding on itself with the battery temperature and charging current rising to destructive levels!
• Thermal runaway can be prevented with temperature compensation monitoring at the battery – not the charger –beware; many chargers measure the ambient temperature which could be significantly different from the battery’s internal temperature.
• Undercharging allows the positive grids to corrode and the plates to shed, dramatically shortening battery life. The battery also has to work harder at a reduced capacity which makes it vulnerable to inadvertent over charging and eventual damage.
What will the next revision of the fire pump standard say?
There will be two options – it will still be acceptable to stay with the old “vented stationary” batteries and the trickle charge battery chargers, or provide VRLA batteries. The requirements for both battery types will call for a battery charger that is capable of three stage charging consisting of boost, absorption and float stages. For VRLA batteries, the charger will be required to sense battery voltage via separate cables independent from any voltage drop in the charging cables and where ambient temperatures are > 25 C or charge rate > 10A, temperature sensing at the battery shall be provided to regulate charge rate as well. This is in accordance with the requirements from VRLA battery manufacturers.
Three phase charging
What do we do with existing installations where VRLA batteries have been provided yet the charger uses the old trickle charge method for charging?
Option 1:Check the battery by conducting a load test – if OK and the charger is voltage regulated and the maximum charge rate is at or below 13.8V and the ambient temperature is typically at or below 25 C, the situation may be tolerable – check with the battery manufacturer requirements.
Option 2:Replace the battery with a “Stationary vented” battery if the charger cannot be adjusted per option 1.
Option 3:If VRLA batteries are required – change the battery charger to comply with AS 2941 – 2013 - a three stage charger, with temperature compensation measured at the battery and separate battery voltage sensing cables.
In all cases, provide the appropriate warning and battery detail labels on or adjacent to the battery stand to be clearly visible.
Until the battery charger/battery combination is confirmed to be both compatible and safe, treat all fire pumpsets that have VRLA starting batteries as potential “ticking time bombs” and take all appropriate precautions. ■
References:
Xantrex Technology, Inc SW Series Inverter/Charger
WorkSafe Victoria – Safety Alert – Preventing Battery Explosions November 2012
East Penn manufacturing Co., inc. Technical Manual ValveRegulated Lead-Acid (VRLA): Gelled Electrolyte (gel) and Absorbed Glass Matt (AGM) Batteries
Wikipedia – Automotive Battery
AS 2941 – 2008 Fixed Fire Protection Installations – Pumpset Systems
AS 2941 – 2013 – Draft
FM Approval Standard 1321/1323
FPA Australia Information Bulletin IB 01 – Fire Pump Battery
Failures Version 1 Aug. 2011
50 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au
Condition monitoring: pump vibration, rotor balance, and effect on bearing life
By Heinz P. Bloch, heinzpbloch@gmail.comProcess pump user-operators often want simple rulesof-thumb to determine maximum allowable vibration. Of course, rules-of-thumb should not be confused with statistical proof. Many times, general experience and common sense are of greater value than statistics. Essentially, this article deals with a few experience-based observations on the issue of condition monitoring for process pumps (Ref. 1).

(Source: API-610, 8th Edition, 1996)
Vibration and its effect on bearing life
Pumps, like all rotating machines, vibrate to some extent due to response from excitation forces, such as residual rotor unbalance, turbulent liquid flow, pressure pulsations, cavitation, and pump wear. The magnitude of vibration will also be amplified as flows deviate from best-efficiency (Figure 1) and as the vibration frequency approaches the resonant frequency of a major pump, foundation and/or connected piping.
Vibration from the running pump is very often transmitted to the non-running (standby) pump. This transmitted vibration tends to wipe off the oil film on the bearings of non-running pumps, causing metal-to-metal contact. Bearing degradation then shows up when the standby pump is put in service. Degradation is often reduced by switching or alternating from the “A” pump to the “B” pump on a 4 to 6-week basis.
A number of published observations on pump vibration and its effect on bearing life lead to a plot (Figure 2) which probably brackets 90% of all process pumps.

No two predictions are the same; yet, Figures 2 and 3 illustrate the same point: Vibration excursions tell a story and reflect the condition of a process pump. The root cause may be hydraulic and temporary; it could relate to flow disturbances that vary with flow rate. Or, the root cause could be related to deficiencies in one or more mechanical components. Component imbalance or bearing defects may be causing vibration. Either way, vibration reduces bearing life in accordance with Figure 2.
The absolute value of vibration is not necessarily as important as the suddenness of a vibration increase. As an example, if pump vibration had been around 0.1 ips (2.5 mm/s) for the past two years and had increased to 0.3 ips (7.5 mm/s) in a single day, we could consider this a more serious event than vibration that started at 0.3 ips and then gradually increased to 0.4 ips (10 mm/s) in the span of 12 months.
Figure 3 relates (conservatively) how an increase in overall vibration due to bearing-internal deterioration will shorten bearing life and by what percentage. It can be reasoned that vibratory activity adds to the normal bearing load. Bearing manufacturers report that rolling element bearing life varies exponentially with load. For a typical ball bearing, the exponent is 3; therefore, a two-fold load reduces bearing life by a factor of 2^3 = 8. The bearing life is then only 12% of what it would have been at normal load conditions. A compelling case is thus made for keeping vibration low.
For most pump reliability improvement professionals the issues of interest are not whether or not the pump vibrates but:
51 www.pumpindustry.com.au pump industry | November 2013 | Issue 5 INSTRUMENTATION, CONTROL & MONITORING
Allowable operating region Preferred operating region Maximum allowable at ow limites Typical vibration characteristic Flow Vibration Head BEP Basic limit 1.2 1.0 0.8 0.6 0.4 0.2 0.0 0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 Vibration, ips Life, % of L10a
Figure 1: Prominent pump standards recognize pump vibration magnitude is not uniform over the entire flow range
→
Figure 2: How pump vibration affects bearing life (Ref. 2)
• If the amplitude and/or frequency of the vibration is sufficient to cause actual or perceived damage to any of the pump components
• If the vibration is a symptom of some other damaging phenomenon happening within the pump
• If the relationship between vibration severity and bearing life can be quantified with a reasonable degree of accuracy
Various industry organizations, such as HI (the Hydraulic Institute, in ANSI/HI 9.6.4, Ref. 3), and API (the American Petroleum Institute in its Standard API-610) have set pump vibration limits for general guidance. All are reaching back to the experience of individual reliability professionals and multinational pump user companies that had implemented daily machinery condition reviews (monitoring and surveillance) decades ago.
Some of these professionals had assisted operating personnel by listing acceptable, reportable, and mandatory shut-down levels of vibration. These levels represent experience-based values that rely on the bearing life vs. vibration approximations for general-purpose machinery. They have been widely published since the late 1940s as allowable vibration velocities.
Traditionally, 0.35 ips (~ 9 mm/s) was given as a maximum allowable vibration velocity for “total all pass” (overall) readings taken on bearing caps or housings. However, machinery vibration and its measurement are complex matters and may require some clarification. Typical considerations might include:
1. Vibration can be measured and/or analyzed by using units of displacement, velocity or acceleration severity to evaluate the health of the machine. As stated earlier, the primary or traditional measure of vibration used by industry today is velocity. Because most pump users use this parameter, comparisons are made easier.
2. Either the “total all-pass” or the “filtered” frequency can be used. Most industry specifications and standards use “total all-pass” vibration values to identify problem pumps. Filtered values are reserved for determining where
the vibration originates. This latter determination is generally called “vibration analysis.”
3. RMS (root mean square) as well as peak-to-peak values are sometimes measured or specified. The Hydraulic Institute (HI) has chosen RMS (root-mean-square) acceptance limit values. HI recognizes that most vibration instruments actually measure vibration in RMS terms and then calculate peak-to-peak values, if required. API, on the other hand, generally refers to peak-to-peak readings. RMS values are roughly 0.7 multiplied by peak measured values. However, this relationship applies only to vibration consisting of a single sinusoidal waveform. For more complex waveforms, this conversion does not yield correct results.
4. The acceptable vibration amplitude (as-new vs. post-repair levels) may have to be specified for a particular application. Acceptance limits will change along with overall pump power and flow rate regions. The Hydraulic Institute and ISO base acceptable vibration limits on pump type and power level, while API gives different limits for the “preferred” and “allowable” operating regions. (See vibration acceptance limits, below, for “as-new” acceptance values).
5. It is difficult to pre-define how factory test stand vibration measurements should compare with field (at site) values. The exact effects of foundation stiffness/grouting are difficult to predict. Generally, the stiffness of a field pump foundation is much higher than the stiffness found on a factory test stand, especially if the pump base plate is grouted. That is why the Hydraulic Institute vibration standard allows higher test stand values (up to twice field values). For vertical turbine pump installations, it is especially important to know the actual foundation stiffness to avoid high vibration from operation at a structural resonance frequency.
6. Cataloging how much the vibration amplitude and/or frequency has changed over the life of the machine is important. This is called “trending.” It is especially helpful to have an as-new vibration signature taken and kept on file for future comparison.
7. Location of vibration measurements: On a typical horizontal process pump, vibration readings are taken in the x, y, and z (axial) directions. Horizontal and vertical dry pit pump vibration measurements are normally taken on or near the outer, or uppermost, bearing) in the horizontal, vertical and axial planes, with the maximum value used for acceptance. Vertical turbine pump vibration measurements are taken at the top or bottom of the motor. Probes should not be located on flexible panels, walls, or motor end covers.
Monitoring methods differ
Some data gathering methods employ shock pulse monitoring (SPM) and, like all of the other methods, may or may not forward the results by wireless means. In simple terms, the SPM method detects the development of a mechanical shock wave caused by the impact of two masses. At the exact instant of impact, molecular contact occurs and a compression (shock) wave develops in each mass. The SPM method is based on the events occurring in the mass during the extremely short time period after the first particles of the colliding bodies come in contact. This time period is so short that no detectable deformation of the material has yet occurred. The molecular contact produces vastly increased particle acceleration at the impact
52 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au INSTRUMENTATION, CONTROL & MONITORING
0.0 5 10 15 20 25 30 35 40 45 50 900 800 700 600 500 400 300 200 100 0.0 % increase in overall vibration Bearing life reduction % ball bearings Other rolling element bearings
Figure 3: Bearing degradation shows up as vibration and can be related to life reduction
point. The severity of these impacts can be plotted, trended and displayed.
There is also temperature monitoring. Suppose a pump bearing housing operates at 170F (~77C). Most people can place an index finger on such a bearing housing for about 5 seconds before the pain becomes too intense. However, 170F (~77C) is not excessive for process pumps. Proper pump surveillance calls for measurements with either a surface pyrometer or a hand-held non-contacting infrared heat sensing instrument (thermal gun).
Under no circumstances should the bearing housing be doused with water. Such cooling would probably cause the bearing outer rings to be cooled. Because metal shrinks upon being cooled, the already small bearing-internal clearances would be reduced to the point of being excessively preloaded. Bearing life would be curtailed by the very method thought to extend it.
Vibration acceptance limits
Hydraulic Institute Standard ANSI/HI 9.6.4 presents the generally accepted allowable pump “field” vibration values for various pump types (see Table 1). The standard is based on RMS total, or all-pass vibration values. The standard states that factory or laboratory values can be as much as twice these field limits, depending on the rigidity of the test stand. The ANSI/ASME B73 standard accepts two times the HI 9.6.4 values for factory tests performed on chemical end suction pumps (Ref. 3). HI includes the API-610 values for end suction refinery pumps (in RMS terms); the API-610 document requires that these acceptance values be demonstrated on the factory test stand.
The HI Standard also states that stipulated values only apply to pumps operating under good field conditions. Good field conditions are defined as:
1. Adequate NPSH margin
2. Operation within the pump’s preferred operating region--typically 70% and 120% of BEP (Table 3 only lists the constant values required for low and high pump power ratings. The acceptable vibration, between the low and high power values, varies linearly with power on a semi-log graph).
3. Proper pump/driver shaft (coupling) alignment.
4. Pump intake must conform to ANSI/HI 9.8 (“Pump Intake Design”).
It should also be noted that the acceptable vibration values for slurry and vertical turbine pumps are about double the values given for horizontal clean liquid pumps.
Once a pump is accepted and commissioned, somewhat higher total (all-pass) vibration values are usually accepted before further follow-up and analysis are deemed appropriate. As a general rule, repair follow-up is recommended if vibration levels increase to twice the “field” acceptance limits (or initial actual readings).
Causes of excessive vibration
Once a pump has been determined to have a high “total or all-pass” vibration level, the next step is to identify the cause. This would be the time to obtain a filtered vibration analysis and to look for predominance of one of many frequencies in the spectrum. Table 2 illustrates several predominant frequencies, although it is providing a narrow overview, at best.
Table 1: Allowable field-installed vibration values for pumps (Ref. 3)
Table 2: Sources of Specific Vibration Excitations
Along those lines, the first step in the analysis should be to capture, and then evaluate, the multiples of pump running speed (Table 2). A graphic display would often be called a “filtered” velocity plot, or frequency spectrum. Actual analysis can point to several possible causes, among them:
1. Rotor unbalance (new residual impeller/rotor unbalance or unbalance caused by impeller metal removal - wear).
2. Shaft (coupling) misalignment
3. Liquid turbulence due to operation too far away from the pump best efficiency flow rate
4. Cavitation due to insufficient NPSH margin.
5. Pressure pulsations from impeller vane--casing tongue (cutwater) interaction in high discharge energy pumps.
Other possible causes of vibration may be more complex to analyze. Among these are:
Operating speed close to mechanical or hydraulic resonant frequencies of a major pump, foundation or pipe component. This is of special importance with large multistage
53 www.pumpindustry.com.au pump industry | November 2013 | Issue 5 INSTRUMENTATION, CONTROL & MONITORING
PUMP TYPE LESS THAN POWER (HP) VIBRATION RMS, IN/SEC GREATER THAN POWER (HP) VIBRATION RMS, IN/SEC End Suction ANSIB73 20 .125 100 .18 Vertical Inline, Separately-Coupled, per ANSI B73.2 20 .125 100 .18 End Suction & Vertical Inline Close- Coupled 20 .14 100 .21 End Suction, Frame- Mounted 20 .14 100 .21 End Suction, API-610, Preferred Operation Region (POR) All .12 All .12 End Suction, API-610, Allowable Operation Region (AOR) All .16 All .16 End Suction, Paper Stock 10 .14 200 .21 End Suct. Solids Handling – Horizontal 10 .22 400 .31 End Suct. Solids Handling – Vertical 10 .26 400 .34 End Suct. Hard Metal/ Rubber-Lined, Horizontal & Vertical 10 .30 100 .40 Between Bearings, Single & Multistage 20 .12 200 .22 Vertical Turbine Pump (VTP) 100 .24 1000 .28 VTP, Mixed Flow, Propeller, Short Set 100 .2 3000 .28 FREQUENCY SOURCE 0.1 x Running Speed Diffuser Stall 0.8 x Running Speed Impeller Stall (Recirculation) 1 x Running Speed Unbalance or Bent Shaft 2 x Running Speed Misalignment Number of Vanes x Running Speed Vane/Volute Gap and Cavitation →
horizontal and long vertical pumps. A margin of safety should be provided between rotor and/or structural natural frequencies and operating speed. Typical margins are 15 - 25%. Vibration amplification will generally be greater than 2.5-times at a resonant frequency.
Vibration/resonance events to be evaluated on pumps include rotor lateral vibration and structural lateral vibration---rather common with long-shafted vertical pumps.
Poor pump suction or discharge piping can also cause increased vibration, normally by either increased cavitation or turbulent flow in the pump. Pump operating speed or vane pass frequencies could excite a piping structural or hydraulic resonance.
Bearing wear will usually show up in the vibration spectrum. Rolling element bearings have distinct vibration signatures based on the number of bearing balls or rollers. Recall, however, that monitoring deterioration of plastic bearing cages would require highly sophisticated monitoring techniques. This is one of the reasons why plastic cages can be used in pump bearings only after all relevant factors are taken into account.
Opening up of impeller wear ring clearances is primarily shown in performance measurements (Ref. 1). This wear can reduce the NPSHr margin and shift the pump operating flow point.
Broken rotor bars in electric motors will generate specific frequencies.
Rotor balancing
All impellers, irrespective of their operational speed, should be dynamically balanced (“spin-balanced”) before installation, either single or two plane. Two-plane balance is required for a wide impeller, typically when the impeller width is greater than 17% of the impeller diameter. ISO balance criteria are usually invoked and an experienced balance shop will know them well.
Dynamic balancing of the three major rotating pump components, shaft, impeller and coupling, will increase mechanical seal and bearing life. All couplings in the weight or size ranges found in a modern refinery should be balanced, if they are part of a conscientious and reliability-focused pump failure reduction program.
Of course, if a facility is willing to remain repair-focused, it can continue to just plod along with “business as usual.” Still, reliability-focused plants agree: large couplings that cannot be balanced have no place in the majority of their process pumps.
The preferred procedure for process pumps in reliability-focused installations is to balance the impeller and coupling independently, and to then balance the impeller and coupling on the shaft as a single unit. Another method is to balance the entire pump rotor as an assembled unit and to do so one time only. That might be a bit problematic at locations that will subsequently go through repair cycles while trying to omit full rotor balance. Often, more problems are caused in successively disassembling and reassembling than would be caused by diligently balancing each individual component. For multistage pump rotors (both horizontal and vertical), individual component balance is generally preferred.
The static (single plane) balance force is always the more important of the two forces, static and dynamic (“couple force”). If balancing of individual rotor components is chosen, it is best to use a tighter tolerance for the static (single plane) force. In theory,
if all the static force is removed from each part, there should be very little dynamic (couple) force remaining in the rotor itself.
For impellers operating at 1,800 rpm or less, the ISO 1940 G6.3 tolerance is acceptable. For 3,600 to 1,800 rpm, the ISO G2.5 rule is better. Both are displayed on balance tolerance nomograms for small and large machinery rotors. Generally, tighter balance tolerances (G1.0) are not warranted unless the balancing facility has modern, automated balancing equipment that will achieve these results without adding much time and effort.
Using older balancing equipment may make it difficult and unnecessarily costly to obtain and duplicate the G1.0 quality. Also, factory vibration tests have, at best, shown insignificant reductions in pump vibration with this tighter balance grade.
That, however, is not the point. Instead, let’s realize that relatively tight balance tolerances or good grades of balance are obtained on automated balancing machines just as quickly as would more liberal, less precise, balance specifications. Using an analogy, why allow bottles of medicine to contain between 99 and 101 tablets when modern filling machinery can guarantee to deliver precisely 100 tablets per bottle? Surely, a serious and reliabilityfocused user-consumer will insist on products with consistently high quality.
IMPELLER
< 1,800 rpm 1,800-3,600 rpm
0 – 1.499 in. . 0015 in. . 0015 in.
1.5 – 1.999 in. . 0020 in. . 0015 in.
2.0 in. and larger . 0025 in. . 0015 in.
Balancing machine sensitivity must be adequate for the part to be balanced. This means that the machine should be capable of measuring unbalance levels to one-tenth of the maximum residual unbalance allowed by the balance quality grade selected for the component being balanced.
Rotating assembly balance is recommended whenever practical and if the tighter quality grades, G2.5 or G1.0, are desired. Special care must be taken to ensure that keys and keyways in balancing arbors are dimensionally identical to those in the assembled rotor. Impellers must have an interference fit with the shaft when G1.0 balance is desired. Although looseness between impeller hub and shaft (or balance machine arbor) is allowed for the lesser balance grades, it should not exceed the values given in Table 3 for grades G2.5 or G6.3:
What we have learned
• Initial guidance on allowable pump vibration is clearly available from the hundreds of articles and dozens of books that have been published in the decades since 1960. Up-to date summaries are contained in Ref. 2 and other modern texts.
• Since elevated vibration increases the forces acting on bearings, and since bearing life is related to bearing load, higher vibration will reduce bearing life. The rules of thumb and empirical relationships express these guidelines with sufficient accuracy for general purpose equipment.
• Modern data collectors and condition analyzers are available from a number of competent vendor-manufacturers.
54 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au INSTRUMENTATION, CONTROL & MONITORING
HUB BORE MAXIMUM DIAMETRAL LOOSENESS
Table 3: Maximum Diametral Hub Looseness
Also, many models are operating with wireless connections, while others are hand-held or hard-wired (Ref. 4). Each has its advantages and these must be considered on a case-bycase basis.
• Since rotor unbalance will lead to increased vibration, good rotor balance is essential. The issue of balance grade is moot in the very many instances where modern, often fully automated balancing machines are readily available. These balancing machines will achieve excellent equipment rotor balance as quickly and effectively as not-so-excellent balance.
• Bearing life is related to shaft misalignment and force transmission across couplings. These affect vibration severity (Ref. 5). While rules of thumb are not absolutes, their judicious application makes far more sense than rather simplistic requests to “prove it to me.”
The issue is about risk and the mitigation of risk. A fitting analogy deals with automobiles, where reasonable people know that driving on worn tires will put the passengers at greater risk than driving on new tires.
Likewise, the issues of vibration and shaft misalignment are intuitively evident to most of us. We should be quite satisfied with rules of thumb and empirical data where they appeal to common sense. They certainly do in this instance.
Don’t compromise safety and reliability. Read and apply “Pump Wisdom” (Ref. 6) and keep process pump vibration low. ■

References:
1. Beebe, R.S.; ”Machine Condition Monitoring,” MCM Consultants, Monash University, Gippsland, Australia, Engineering Handbook (2001 Edition)
2. Bloch, Heinz P. and Alan Budris; “Pump User’s Handbook” (2010) 3rd Edition, Fairmont Press, Lilburn, GA 30047 (ISBN 0-88173-627-9)
3. ANSI/HI Standard 9.6.4; (2001) Hydraulic Institute, Parsippany, NJ
4. Bloch, Heinz; Paul Lahr; Donald Hyatt; “Development of an Advanced Electronically Optimized Variable High-Speed Centrifugal Pump”, Proceedings of Pump Congress, Karlsruhe, Germany, October 4-6, 1988
5. Berry, Douglas L.; “Vibration vs. Bearing Life Increase”, Reliability, December 1995
6. Bloch, Heinz P., (2011) “Pump Wisdom: Problem Solving for Operators and Specialists”, John Wiley & Sons, Hoboken, New Jersey, ISBN 978-1-118-04123-9
About the author
Heinz P. Bloch resides in Westminster, Colorado. He holds B.S. and M.S. degrees in Mechanical Engineering and is an ASME Life Fellow. His professional career spans five decades and includes long-term assignments as Exxon Chemical’s Regional Machinery Specialist for the United States. He has authored well over 520 publications. His “Pump Wisdom” (2011) explains issues and reasons why process pumps world-wide suffer from many elusive repeat failures.
Measurement & Control solutions
Thermo Fisher Scientific offers industrial process solutions for monitoring pressure, flow, moisture and gas process parameters. Through our range of GE Measurement and Control Solutions products we can offer you the very latest in innovative technology such as the UNIK5000 Modular Pressure Sensor, Z3 Multipath Ultrasonic Flowmeter, Dew.IQ and Air.IQ Moisture Analysers and the Oxy.IQ Oxygen Analyser.



55 www.pumpindustry.com.au pump industry | November 2013 | Issue 5 INSTRUMENTATION, CONTROL & MONITORING
Distributor
• To find out more call 1300-735-295 or visit thermofisher.com.au/ge 1378961869_GE-Pressure-Flow-Moisture-and-Gas_Advertisement.indd 1 18/09/2013 9:03:41 AM
David W. Macpherson
David W. Macpherson is a PIA Life member, now 83. We talk to him about his long career at Harland, later United Pumps Australia.
Iwas one of those lucky people born at the start of a decade, 1930, making your age at any historic event easily calculated.
I was brought up in Sydney, with a life of surf, sand and sailing. My father was an Engineer, and he was NSW agent for The Harland Engineering Co of Alloa, Scotland. I was brought up with tools, and he was instrumental in making a workshop, where he encouraged me to hand saw the air-raid shelter 6” x 3” and 4” x 4” ironbark beams, into workshop benches. They are in my workshop here.
I completed a degree in Mechanical and Electrical Engineering at Sydney University, at a time when many of the students were CRTS servicemen after their wartime service, in fact on the same course was my brother, 5 years my senior. I remember in my final year, trying to decide whether to do a thesis on the way-out subject of holes in semiconductors, which in the future was called the transistor; or on the new CSIR development, a computer, plagued with valve failures; or on the latest power amplifier, saturable reactors. I chose the latter, but the developments in the former two makes one wonder! In my first experience of a purchasing failure, the promised Mu-metal cores did not arrive, so I thought of a device that would today be called a spectrum analyser, but with a very low frequency spectrum, made from wartime predictor parts.
In 1950 I gained a scholarship to join Metropolitan-Vickers, Manchester, one of the 40,000 employees at that site, to do a 2 year college apprenticeship, which is the way English graduates receive industrial experience. The ABC program “Foyles War”, shows the scene in England at that time. However in Manchester, not only could I not understand them, but they could not understand me!
How did you get involved in pumps?
After 5 years at M-V, the last few years as application engineer, I joined The Harland Engineering Co, in Alloa, Scotland in 1957, because of family associations, and so started my lifelong experience in centrifugal pump design and manufacture. Harland made large pumps, boiler feed pumps and water turbines for hydroelectric generation and DC motors for variable speed drives (Harland Drives). I also had a short time with Harland Drives, London, who was a subsidiary making control gear for sectional DC electric variable speed drives for paper-making machines.
On return to Australia in 1958, I commenced as contract manager in Sydney, tendering for erection and commissioning of pumping installations using Harland Australia engineered pumps for the Public Works department and consultants. My largest job was for a remote automatic pumping installation with an air tank water hammer suppression system. By reason of many graphical calculations, the only way to do

such calculations at the date, I developed a system of critical damping of the water hammer surges, by drilling a hole in the non-return valve flap leading to the air vessels. Unfortunately, I was not present when the installation was completed, and was not informed of the late closure slamming of this NRV, which could have been prevented by limiting its opening range. This installation was unusual I that, to solve problems of a long transmission line, I used synchronous induction motors, where starting current was reduced by rotor resistance starting and voltage drop was reduced by using power factor correction.
This period was appreciated because I got to outback NSW in the course of commissioning water and sewage pumping stations for the PWD contracts. This involved testing the installation to see if pump performance complied with the Contract. One memory and mistake stands out. I volunteered to do the flow measurement. To measure the pumping rate, a measuring tape was nailed to a piece of wood as a float, and the tape held in the finger above the wet well as in fishing, so that the level in the well could be measured against the edge of the wet well. It took a long time. I remember being first offered this duty – it was a sewage pumping station.
During that period I also acted as commissioning engineer for Harland on paper making machines. In those days the variable speed drive consisted of a long motor – DC generator set, a generator for each of some 8 motor sections of the paper machine, kept in increasing speed relationships by a long beam of differential driven carbon pile field regulators. These were installed at APM at Peetrie Qld, Botany & Shoalhaven in NSW and Maryvale in Victoria, amongst others. In Box Hill, Melbourne in 1963, I commissioned the first solid state variable speed drive for a paper making machine, a MG (machine glaze) tissue machine. This was the saturable reactor of student days grown up into a PMA magnetic amplifier AC/DC drive.
In 1964, I left my beloved Sydney, on invitation (i.e. compulsion) to join Harland Engineering Australia, Melbourne, a manufacturer of mass produced end suction pumps and engineered pumps. Here I was responsible for pump development and testing.
I also was on a team commissioning a large board (for cardboard boxes) machine at APM Fairfield. I always remember the operators using children’s scooters, handle streamers flowing, to get from one end of the very long machine to the other end. This commissioning was not without incident, because, although no damage was caused, the flexible drive connecting motors to the machine had transient oscillation during acceleration. This was caused by the machine manufacturer using the usual spring flexible couplings, which caused torsional oscillations excited by a high gain speed control, a recently
56 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au PIONEERS
discovered phenomenon for these machines. However this was easily solved without costly changes. Harland PMA AC/ DC drives did not survive the solid state AC power transistor (IGBT) motor drives, dating from 1983.
Pump testing
A pump manufacturer’s test facility is essential to its integrity and quality control, so there has always been a large dedicated area referred to as the ‘test bay’. Difficulties in the test bay can really run away with money and time.
The comments which follow will be of interest for companies who have to test pumps, particularly as a large water storage tank is not necessary, except for testing wet pit vertical pumps or as a heat sink.
Unfortunately, the Harland Test bay had flow measurement by weirs, a system recommended by their Alloa ancestors, but which was effective in entraining air in the recirculated flow. In addition, Harland was now manufacturing under license United API610 pumps which required every pump to be tested, frequently with NPSH testing. This had to be done on a suction lift, with the pump above water level. Not only was this rather hazardous, but acceptable NPSH results were difficult to achieve.
I started experimenting with closed loop testing to remove these 2 difficulties, initially without a storage vessel. This was hard to control, so I obtained a horizontal LPG vessel, and arranged a coaxial inlet and outlet through the manhole cover at one end. This was extremely successful, and was used until the Company became United Pumps Australia and moved to their Sunshine factory in 1985. One of the important requirements, is to use a small diameter horizontal vessel as this determines the minimum NPSH available, and run it nearly full, otherwise the change from positive pressure to vacuum becomes too long for each test point. For large flows or large powers, an auxiliary closed loop would be built, part of the flow being bypassed to the permanent closed loop for de-aeration and cooling. Many hydraulic turbines were tested in the auxiliary loop, the pressure pump discharging into the power recovery turbine, with its driver motor loaded as an induction generator.
I remember Bill Aitken as a brilliant pump designer, and have often thought how the difficulty of testing his large pumps for performance would have been avoided with this closed loop testing. Unfortunately, he had left before closed loop testing started. I have a saying that a manufacturer’s Pumps are only as good as its test bay; or rather in this case, a better test bay would have prevented delays.
When I came to Harland Australia, I gave the test bay operator a 24” slide rule, which in spite of the length, was easier to use than a shorter one. In order to reduce the time taken on repetitive Test Bay calculations at every test point, I bought every new Hewlett Packard programmable calculator as it became available. To make this practical with dirty fingers, the program sequential keying guide and later the magnetic program card were enclosed in a thick transparent envelope. I made the test bay operator’s day when I showed him the newspaper article saying the HP 65 programmable calculator he was using was the standby computer for the NASA moon shot!
The advent of the PC
In 1975, we bought our first personal computer, which was a Tektronix 4051 with a refresh graphics screen and 39Kb of memory, an unreliable tape drive, and no hard disk. This computer came with a comprehensive math and graphics

library, written in Tektronics Basic, rather like HB Basic. I then started to teach myself computer programming, mostly in private time, and produced a program to reduce repetitive hand calculation in performing centrifugal pump calculations and graphically draw curves on a flatbed plotter using cubic splines. Through various changes of language and PC computing power, I have continuously developed this program for engineering and sales purposes into a large program called UPA Affinity.
Today, United Pumps Australia uses a test bay program I wrote in VBA for Excel, to record hydraulic, vibration and sound test data, which can be read into the Affinity program. Pump performance curves of tests, API 610 format test curves, or complete Iso-efficiency “Standard Curves” can be produced automatically from test data at the touch of a few keys using this program.
Pump hydraulic and mechanical design
With regard to hydraulic design, all companies have their own methods, because hydraulic design can only be based on parameters extracted from test results. Having been close to test results for a long time, I always start with the power/ flow rate curve for a basic understanding of pump characteristics, and the first point of investigation for the reason for an underperforming pump.
In this business of fixing pumps on test, one feels like a medical physician, you only know what the patient tells you, and you cannot see inside!
The effect of changes of volute with the same impeller is dramatic for small pumps, and should be part of Sales training when quoting pumps:
57 www.pumpindustry.com.au pump industry | November 2013 | Issue 5
PIONEERS
An original ad for the Tektronix 4051 which Harland Australia bought in 1975.
→
• The impeller dimensions determine the power curve.
• The volute casing sets the flow rate and value of best efficiency and the shape of the HQ curve.
• The curve flattens as the minimum volute area increases.
• The power taken remains the same at the same flow rate.
As most many pumps are cast from patterns, the use of throat area gauges should be part of quality control, particularity for multistage pumps. Previous test records are also a most valuable resource because future impeller diameters should be calculated from previous tests, so they are devalued by bad records or just taking one point of a change. The process of fixing a pump on test starts with an examination of the power curve compared with previous tests, so the integrity of test results is doubly important. You can tell if someone has turned the wrong impeller diameter, or used the wrong pattern or the volute throat is too small, or inaccessible passages are partly blocked, all from the power curve.
It is also interesting to note that some advances are made by accident or by forced adoption of a design feature of other fluid handling industries.
As part of hydraulic design, it is important that new Standard curves are drawn from the first test results, because I am of the opinion that sales data for some licensed products were based on actual throat areas different from the licensor’s drawings. Some NPSH curves are wrong, and this is not discovered because small pumps are rarely tested by the licensor, at least in USA. The same applies to vertical turbine pumps which are very difficult to reproduce from drawings due to the methods of drawing bowls. The throat area is impossible to determine from a drawing and the effective throat is critically dependent on patternmaking practice.
With regard to mechanical design, the movement into the manufacture of API 610 heavy duty pumps completely changed our understanding of pump design. No longer was the pressure casing design just ‘designed’ to pass pressure test as in a general purpose pump, but stresses, bolting and construction had to comply with the ASME pressure vessel code. Excel programs were written for the computationally intensive and rarely calculated Section 8 of this code for full face flanges, the closure joint of the pressure casing. The difference for high pressures is substantial, and hydro test failures were stopped. Maximum allowable shaft deflections were specified, as was the deflection of pump and baseplate under specified pipework forces and moments. For certain installations, proprietary Rotodynamic analysis for lateral or torsional critical speeds and calculation of damping at running speed was required, which led to a better understanding of the dynamics of pumps, particularly multistage and vertical turbine.
With the exception of lateral Rotodynamic analysis, I wrote extensive Excel spreadsheets instead of custom programs because of advantages of spreadsheets. I mention this because Excel and similar spreadsheets with their add-ins (VBA for Excel) are easily understood and can be set up by anyone, including those involved in sales, and written to meet the user’s needs. The spreadsheet is the way to take advantage of computers in your organisation, even to track your customer’s preferences if it is not already part of your manufacturing software.
The growth of the computer industry from an expensive mainframe where you submitted a stack of punched cards for processing overnight, to one where there is a networked

computer on every desk available to save time, is as great a change as in telecommunications. It has gone into all phases of design, manufacture and company organisation, and totally affected the way an engineer works. Where do you see drawing boards now?
API610 pump testing also extended the manufacturer’s responsibility to acceptance testing for guaranteed vibration and sound pressure limits, which had to be achieved in the artificial environment of testing. Why artificial? Because on test the majority of the driver power is dissipated in the test bay by pressure drop across the discharge throttling valve, causing cavitation, noise and vibration whereas in use the power is dissipated over the whole site. For high powers, the difference is huge. After many attempts to make quiet and vibration-free throttling valves, including using inflexible hydraulic turbines, I found the most expensive Drag valve was successful, because in this valve, cavitation is limited by having multiple parallel flow paths of multiple pressure drops in series. This reduces the flow velocity in each path and so reduces cavitation. This type of valve is required for high power testing.
For vibration investigations, a spectrum analyser, the modern version of my student day’s project, is essential. The resonant frequencies of bearing housings or the test piping can be determined with this analyser by a tap of an instrumented hammer, which is a special hammer fitted with an accelerometer. A specialised spectrum analyser instrument is preferable, but once again, software is available for the PC.
Harland Engineering Australia was sold to Industrial Engineering in 1973, becoming Indeng Pump Division, but some years after the whole large group fell to a takeover. Selected staff was formed into United Pumps Australia at a new location in Sunshine, in order to manufacture spares for the large population of United pumps in Australia. From that revival, UPA has progressed, concentrating on API 610 pumps. The pump test bay luckily remained unsold and was moved when adjacent land at Sunshine became available.
Today, UPA has a test bay with a low level closed loop able to test to below 0.5 m NPSHa, and a high level closed loop for top suction pumps. It has a wet pit for vertical pumps and cooling. It has a considerable direct on line starting capacity at voltages up to 6.6 kV with provision for 11 kV, with earth leakage protection and good electrical safety and is serviced by 20T and 5T overhead cranes and adequate headroom.
What do you like about the pump industry?
The above shows some of the unknowns in manufacturing pumps, and the time required gaining experience. The challenge and lack of knowledge is why I have stayed in
58 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au
PIONEERS
David (left) with Neal Mclean-Brown from Shell in front of the 1.6 MW Newport Pipeline Pump in Geelong in 1986.
engineering in this industry and not moved on. Rather like the physician, you cannot be dogmatic that you are correct. It has to be proved by test.
One important challenge is that of the basic bid process – to get the job, the company must bid cheaper than other equally qualified company. This is the disappointment in being in manufacturing engineering.
The pump installation in NSW above is the one case I have had where the most expensive bid won.
What is your most memorable moment?
When testing a 10 stage 900kW pump with skeleton staff on a Saturday, throttling valve noise was in excess of 103 dB. Suddenly the noise increased enormously. Everyone dived for the emergency stop pushbutton. The valve trim had eroded through!
The biggest error was on a 48” split case pump, in being persuaded go to full hydrostatic test pressure when it was already leaking. The resulting casing failure washed the underside of the factory roof and some people. This was a most expensive back – to – the – drawing board event. The sequel during commissioning I will leave to another to tell.
Did you have a mentor or other memorable people you worked with?
No, I did not have a mentor as such; I was self-taught, especially as manufacturers you may visit are consistently somehow unable to explain the process of fixing pumps on test. .
However, I thank all those managers who enabled me to stay in employment in troubled times, including David McLeish.
The companies I have worked with seem to have populated a large part of the industry, and are all fondly remembered.
What are the most significant developments you have experienced in the industry?
The most significant change is undoubtedly the decline of Australian manufacturing. This has been due to removal of tariffs and floating of the dollar, which are all good economic changes.
The decline in API610 pump manufacturing is not just cost, but the fact that major projects are designed and erected by Overseas engineer-contractors, who in the case of USA, specify their own manufacturers and do purchasing in the package, so everything is sourced outside Australia. They have even eliminated land-based structures which cannot be imported, by the development of ship-based production facilities. Usually, all that is left of a project is the hope of locally based pump repair, which rarely occurs.
What are the greatest challenges facing the industry?
Not being currently involved in sales, I leave that to others.
However, I have some thoughts to contribute on the role of the Association. In the days of APMA, I used to go to meetings. I envy other professions such as medical research where cooperation between professionals is encouraged. I found in this profession a spirit of intense competition, and a them - and - us attitude, so much so that a conversation with your opposite competitor, would dissolve into ‘anything you do we can do better’.
Now that manufacturing pumps here is about dead, the current Association has to think of ways to service cooperation between competing sales people.
Career Timeline:
Sydney University BE. Mech & Elec, BSc, Fellowship Diploma of Management R.M.I.T., M.I.E.Aust, Chartered Professional Engineer (retired)
1958-1964
Contract Manager, McKinlay Fletcher P/L, Sydney
1964-1973
Development Engineer, Harland Engineering Australia, Footscray, Vic.
1973-1985
Technical Engineer, Indeng Pump Division
1985 – 2005
Engineering Manager, United Pumps Australia, Sunshine Vic.
Served on APMA technical committee
Served as Chairman, SAA Committee ME/30, pumps
What advice would you give young people in the pump industry?
Protect your hearing! UPA monitored employees for hearing and we were aware of my hearing loss on one side. Without going into details, I am now severely deaf, having gone through 3 sets of most expensive top of the range hearing aids.
You can just as easily get hearing loss from an iPod, so test yourself by reversing headphones with one side disabled, before it is too late. If you do have hearing loss, go to an audiologist early. He will probably recommend hearing aids for both ears to prevent the deafer ear becoming lazy.
Seriously, this industry services a basic, universally required need and you will find that application engineering in pumps is fascinating. Look at the irrigation schemes, the latest one on the news was in the middle of an iron ore mine area.
Are you still involved in the industry today?
I have continued rewriting Affinity from Tbasic to Visual Basic 6 language, to have a full Windows graphical interface, which is the program United Pumps use.
By reason of having written a program whose source code others would find difficulty in mastering, I am answering questions and doing maintenance on this program. Although there are indications that current staff is using it less than I used to, this program is essential for sales bids. I am also translating it into a program language that Microsoft has not planned to eliminate, although that is uncertain with the rise of HTML. It is a job which I enjoy, and keeps me mentally active.
David now spends his time with his grandchildren, keeping up with his son’s inventions, and computer programming. ■
59 www.pumpindustry.com.au pump industry | November 2013 | Issue 5 PIONEERS
Understanding pump curves #5
: Minimum flow – part one
Ron Astall, United Pumps AustraliaAsk ten different pump engineers for their guidelines on establishing centrifugal pump minimum flow and you might get ten different answers. Even agreeing on a basic definition for minimum flow can be problematic.
A definition that at first glance seems more than reasonable is as follows: The lowest pump flow that can be maintained continuously without sustaining damage.
So if I always operate my pump above this “minimum flow” will my pump will never wear out? Wrong! Pumps can wear out anyway even if operated at Best Efficiency Point (BEP). So we have to assume that we are talking about avoiding accelerated wear. What rate of wear is acceptable? Is it based on bearing life considerations or is internal erosion also considered? Where do we draw the line and who decides on the criteria? Should it be based on vibration criteria?
The American Petroleum Institute standard API 610 for the oil and gas industries uses vibration criteria to define “minimum continuous stable flow” as the lowest flow at which the pump can operate without exceeding the vibration limits imposed by this International Standard. This is not a bad definition because a vibration criterion implies a certain level of internal havoc within the pump and if we stay away from bad vibration, the pump must be ok. Sounds good, but there are a number of pumps that remain externally smooth at very low flows; even down to zero flow, without exceeding the API 610 vibration limits. Thus the vibration approach is not useful in all instances.
What about temperature rise? For some pumps such as multistage units or when handling liquids that easily vaporise, temperature rise at low flows may also impose limits. This can be a particular issue in multistage pumps that use balance disks or similar devices to control axial thrust; where the liquid temperature rise may be sufficient to cause vaporisation when bled back to lower pressure regions.
Instead of agonising about the best definition right now, let us instead have a look at what happens inside a centrifugal pump at various off design flows. See Fig 1.
Fig 1 is generalised but provides a convenient overview of the symptoms associated with low flow operation issues such as:
• Increased internal turbulence
• Recirculation
• Increased pressure fluctuations
• Increased vibration due to the above
• Increased axial thrust – depending on pump hydraulic balance method
• Increased radial thrust; particularly with single volute casings
• Temperature rise due to high internal energy loss
We will look at some of these in more detail.

Internal turbulence
The Best Efficiency Point (BEP) is where a centrifugal pump works best. This is the flow the hydraulic passages in pump were designed for, where the fluid velocities most closely match the geometries of the impeller and the casing, where the pressure distribution around the impeller(s) is symmetrical and where hydraulic passage entry and exit are the smoothest.
Operating away from BEP moves the velocity profiles away from this ideal, leading to compromised flow, inevitable turbulence and recirculation. An excellent analogy is a sailboat; with the sail being equivalent to the vanes of the impeller. At BEP the sail is correctly angled to the wind. Away from BEP the sail will flap or flutter. The further away from BEP, the worse it gets.
Fig 2 shows a simplified representation of smooth flow at BEP versus the sort of flow disturbances that occur at reduced flow. It does not take much imagination to realise that the distorted flow and turbulence will become worse the further away you get from BEP.
The degree of turbulence and associated vibration and buffeting depends on the hydraulic design and on the energy

60 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au
TECHNICAL

levels in the pump. The effects are generally worse for impellers with relatively large entry diameters. In larger higher energy pumps, vortexing (recirculation) can be so severe that cavitation like effects ensue. It is possible to get quite intellectual about this and we could discuss here such aspects as the influence of Suction Specific Speed (Nss) and the theoretical onset of recirculation. For the sake of simplicity these details will be left for a later article.
Axial thrust
Hydraulically unbalanced impellers generate an axial thrust that is proportional to the differential head. Refer to Fig 3 for a simplified representation of this effect. At reduced flow, the differential head will be higher and the generated axial thrust will increase. In multistage pumps this thrust is generally handled by a balance device that will automatically compensate, or by having impellers facing opposite ends of the pump.
Single stage pumps with hydraulically unbalanced impellers will experience higher axial thrusts at low flow, as will multistage pumps without a balancing device; such as vertical turbine pumps. Hydraulically balanced designs are theoretically unaffected.
A less predictable aspect, however, is the problem of axial shuttling that may sometimes occurs due to recirculation and flow reversals at low flow. Significant axial shuttling will not only load up the thrust bearings but will also play havoc with mechanical seal reliability.
Radial thrust – volute casings
All the flow path geometries in the pump are designed for BEP velocities. When a pump is operated away from BEP, the velocity profile is distorted. At low flow, the impeller is still trying to push out the liquid at design velocities but as flow progresses around the volute the velocity profile must slow down to match the outlet flow. This results in a higher pressure distribution towards the exit and hence a higher average pressure in this region of the casing. This acts on the periphery of the impeller and creates a radial (side) thrust which is, of course transmitted via the impeller to the shaft and bearings. See Fig 4.
This side loading on the shaft can be quite severe and has even been known to lead to shaft breakage in lighter construction

pumps as well as considerable reduced bearing life. Some “Heavy Duty” pump standards such as API 610 specify minimum bearing life to be calculated at zero flow as well as at rated flow for this reason.
Pumps with double or staggered volutes are often used to minimise this effect. A double volute pump casing can reduce this radial loading to around a quarter of that of an equivalent single volute.
If low flow operation is expected to be a regular feature of a particular application, it would be wise to request bearing life calculations at the low flow duty and where practical, seek out double volute construction along with a heavy duty shaft and bearing arrangements.
Temperature rise
An eighty percent efficient pump turns eighty percent of the input shaft power into useful flow and pressure. What happens to the other twenty percent? This twenty percent energy loss basically goes into heating the pumped liquid. Indeed, there are metering devices available that accurately measure the fluid temperature difference between the pump inlet and outlet to determine pump efficiency from the temperature rise. Efficiency reduces dramatically at low flow. Consider a ten kilowatt pump operating with an efficiency of thirty percent. In reality, this is a three kilowatt pump and a seven kilowatt heater. The formula for calculating temperature rise across a pump is very simple.
See Fig 5.
If you are on the ball, you will have spotted that “n” in the Delta T formula is pump efficiency which is of course zero at zero flow. If you are even a passable mathematician, you will also have worked out that one divided by zero is equal to
→

61 www.pumpindustry.com.au pump industry | November 2013 | Issue 5
TECHNICAL
infinity. Yes, the theoretical temperature rise in a pump at zero flow is infinite!
Yes, this is scary and yes the reality is that pumps get very hot very quickly at zero flow. See Fig 6.
OK, in a single stage pump it is unlikely that you will vaporise the liquid provided there is at least some flow going through the pump, but in a multistage pump, temperature rise can be a real issue in the latter stages; particularly when a pump has balance devices that bleed off warmer liquid back to lower pressure areas. In these circumstances, the bleed off liquid may vaporize and damage the internals.
Minimum flow?
The preceding discussion has focused on what happens inside a centrifugal pump at low flows. The big question is where do we draw the line to determine “minimum flow”? In other words, when do the negative effects become a pump reliability issue? This is a judgement call and there is no simple answer to this question.
There are too many different types of pumps and pumping environments to make a single generalised rule. Any decision on a minimum flow values will always be a trade off between convenience and pump reliability.
My recommendation is to be guided by the manufacturer where possible.
An excellent clue is also normally provided by the manufacturer’s published performance curves. Refer Fig 7.
Where the manufacturer ceases to show information such as efficiency or NPSHR, this is a strong hint that they do not expect the pump to be operated in this region. When in doubt, ask. ■
In Part Two of this discussion, we will look at Suction Specific Speed and the associated implications for low flow instability





62 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au TECHNICAL
Surge anticipating valves: help or hindrance?
By Johan Cilliers, Valve Product Manager, Amiad Water Systems.
Surge anticipating valves (SAVs) offer relatively low maintenance, low cost, and small footprint compared to other surge protection alternatives, but there is a reluctance to use surge anticipating valves by many end users and pump providers, frustrated by the valves “not working”.
SAVs play an essential safety role for pumped systems where there is a risk that the system could suffer from the destructive force of water hammer caused by a sudden pump stop. Slow release (“anti-slam” or “non-slam”) air valves are also effective in assisting
with the surge mitigation in conjunction with SAVs.
If the (unprotected) example system experiences a sudden pump stop, a surge pattern with extreme pressures can be generated when the
kinetic energy of the returning flow is converted to potential (pressure) energy, oscillating along the pipeline. The time it takes for this pressure surge to travel to the end of the pipe and back (TC) can be calculated if

63 www.pumpindustry.com.au pump industry | November 2013 | Issue 5 TECHNICAL
→


the length of the pipe (L) and the pipe celerity (c) (speed at which a pressure wave will travel along the pipe) is known.
[TC = 2 x L/c]
TC can be several seconds, even minutes, e.g. for a 5000m steel pipe with celerity of 1000m/s, the high pressure surge will return to the pump station after 10 seconds (2x 5000/1000).
TC also indicates if true water hammer will occur in a system, where full Joukovski surge pressure should be expected if the event causing the surge (e.g. pump stopping time, or valve closing time) occurs in less than TC.
Even if the pipe or a fitting does not fail instantly at some point along the pipeline during this surge event, material fatigue can lead to eventual failure. If no immediate failure occurs, the surges will eventually dampen out due to pipe friction & liquid viscosity over time.
A hydraulically operated SAV consists of an automatic control valve installed on a tee off the main line, located immediately downstream of the main pump station check valve, plumbed with two hydraulic pilot valves and a hydraulic pressure sensing tube connected to the main line.
When the system is protected by a properly selected- and located SAV, the

time to physically open the SAV depends on the speed at which the SAV control chamber can be drained through the activated pilot valve, it is sometimes necessary to add an accelerator valve to speed up the SAV opening speed, particularly for larger valves.
All automatic control valve types require a minimum operating pressure (5m or more), and the effective time available for the SAV to open before destructive pressure energy is reached during low pressure activation, is [T1 + T2].
SAV will open the moment it senses the initial low pressure evident after such a sudden pump stop, “anticipating” a high pressure surge to return to the location of the SAV, which is now fully open to direct most of the returning flow out of the main pipe to atmosphere, preventing the conversion of the kinetic energy of the retuning water mass into potential (pressure) energy. In most systems the low pressure pilot valve is the only pilot valve which actually operates, and when the pressure resumes above the low pressure set point upon arrival of the retuning water mass, the SAV will start to close at an adjustable pace to eliminate secondary surges caused by too fast a valve closure.
For some long pipe systems with a long TC, combined with relatively small SAV, which limits the valve closing time due to the relatively small volume of the SAV control chamber, some secondary surges could be generated by the “too fast” closing SAV, which is then interrupted by the secondary, HIGH pressure pilot valve which re-opens the SAV sufficiently to stop the pressure rise when those secondary surges arrive at the SAV location, and the SAV then continues to close again once the pressure drops below the HIGH pressure pilot valve set point.
There are two predominant reasons why SAVs could become a nuisance rather than a safety device, both due to incorrect valve selection.
The most common reason for a SAV “not working” is when it is over-sized, often leading to entire pipelines draining through the SAV which has not closed after activation, due to excessive drained flow.
Any hydraulically operated automatic control valve requires a minimum line pressure for it to operate hydraulically, and to understand why the SAV can
“Just in case” valve selection, incorrect installation and over-sized valves are the predominant causes of the apparent SAV failures.
The pressure drops (T1) and increases (T2) occur in the network typically in milliseconds (spikes), and given that the
fail to close if over-sized, we need to consider how the system pressure changes after the pump has suddenly stopped, and the SAV has opened on the low pressure signal. While the pump is running normally, the system hydraulic grade line (HGL) representing the pressure along the pipeline looks quite familiar, but once the pump no longer provides pressure energy and the SAV has been opened, the flow is effectively reversed through the same system, and the HGL changes accordingly, resulting in insufficient pressure energy at the SAV location, leaving the SAV stuck in the open position until the
64 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au
TECHNICAL
pipe section is completely drained... If the SAV is sized correctly, it often appears to be under-sized to the uninitiated, but what actually happens is that the smaller SAV size causes a higher flow resistance (headloss), effectively generating sufficient “back-pressure” for the SAV to start closing hydraulically. The ideal SAV size generates a hydraulic resistance (H2) at returning flow (Q2) as near as possible to static lift, which theoretically results in energy release while the pressure in the pipeline increases to the steady state static conditions over a shorter pressure range, but the SAV still needs to be large enough for sufficient energy release.
A SAV installation should always have an isolating valve installed upstream of the SAV for maintenance purposes, and it is unfortunate that some less experienced designers are sometimes left with no alternative but to use these isolating valves to artificially generate “back-pressure” to enable SAV operation, by semi-closing the isolating valve during commissioning stages. However, this “workaround” is based only on guesswork and trial-and error attempts with considerable risk to the system, and when it eventually comes
to maintenance of the SAV, everyone has “forgotten” how to re-adjust the isolating valve to the same opening position, or why it was done in the first place.
Under-sizing the SAV on the other hand is also a risk to the system since it could prevent sufficient pressure energy release and can result in repeated re-opening of the valve by the secondary HIGH pressure pilot valve, resulting in excessive water losses.
The second most common reason of SAV “failure” occurs if the initial downsurge after the sudden pump stop is not low enough to activate the primary “anticipating” pilot valve, leaving the SAV permanently inactive (closed). The root cause of this type of “failure” is a randomly specified SAV, installed “just in case”, without performing a surge analyses to prove that it was actually required in the first place.
There are some system characteristics which could prevent a hydraulically operated, low pressure activated SAV from working properly, and for such cases an electrically activated SAV should be used instead, e.g. where the static lift is <20m which results in a too short required valve opening time, and the relatively close set point of the low
pressure pilot valve could trigger false SAV activation, and where distant peaks along the pipeline experience column separation after sudden pump stop, with subsequent water hammer when these columns rejoin, which is then reflected back to the pump site. Instead of a low pressure activating hydraulic pilot valve, the electrically activated SAV type involves a battery- operated timer which is set to start closing the SAV after an adjustable (calculated) period to allow for the high pressure surges to be released before it starts closing.
Surge anticipating valves do protect systems, and will continue to protect those systems, as long as they are actually required, then sized-, installedand commissioned properly, hence the only way to achieve a successful surge anticipating valve is to have an experienced surge specialist analyze the system to specify accordingly.
Acknowledgements
Contributions from- and peer reviewed by Giora Heimann, Specialist Consultant for Dorot Valve Manufacturers and Jamie Pickford, WA State Manager for Amiad Water Systems.



65 www.pumpindustry.com.au pump industry | November 2013 | Issue 5 TECHNICAL
“Good Head”
By Larry Bachus, The Pump Guy®People know the water pump on the radiator of their car will run 18 to 20 years without problems. And, the compressor on their refrigerators will perform day and night for 20 to 25-years without leaking refrigerant gas or causing problems. They’re concerned that they can’t get similar life out of their circulating chill water and cooling tower pumps. Why are so many industrial pumps out of control?
The reason is simple. Too many industrial pumps are improperly mated into their system. The system is the pipes, elbows, valves, accessories and fittings leading to and away from the pump.
The piping system governs the pump. The centrifugal pump is the slave to the piping system. Therefore, the roots of most pump problems are planted in the system.
A pumping system has a flow requirement and a head requirement. Let’s consider ‘flow’ and ‘head’.
Flow is liquid volume per unit of time, like litres-per-minute (lpm), or cubic metres per hour (m3/hr.). Flow is production, a function of marketing and sales. Marketing people determine they can capture a percentage of sales of a certain consumer product (beer, petrol, tomato sauce, toothpaste, laundry detergent, or glue). The vice presidents of marketing, finance, and production meet and decide to manufacture the product.
The production engineer determines he can keep the store shelves filled if he makes the product at 2,500 litres per minute, or 150-m3/hr. So, the manufacturing operation requires a pump that delivers 150-m3/hr. This is flow. Flow is marketing and sales.
Head is energy. The units of energy are rated in ‘metres of head’. Head is the nature and design of the piping system. Head is the energy to transport a liquid, lift it, heat it, pressurize it, filter it, strain it, measure and package/bottle it with the piping system.
If moving a liquid through a piping a system consumes 12-metres of energy (head), then we need a pump that generates or overcomes 12-metres of resistance, at 150-m3/hr. of flow. We’ll want
a pump with best efficiency coordinates at or close to 12-m @ 150-m3/hr. on the performance curve.
150-m3/hr. is rather easy to understand. The 12-m of system head requires some thought. The 12-m of system head is called the Total Head (TH). The purists use the term TDH, meaning Total Dynamic Head. Others say it means Total Developed Head.
The Total Head, or TDH is composed of four elements, added together:
1. The elevation differential, called the Static head or Hs.
2. The pressure differential, called the Pressure head or Hp.
3. The liquid velocity energy, or losses, called Velocity head or Hv.
4. The friction energy, or losses, called Friction head, Hf.
The Formula is simple:
TDH = Hs + Hp + Hv + Hf.
Let’s consider each of these elements: Hs is static head. If you’re pumping from down here to up there, that elevation difference is the Hs in metres. Let’s say you are using a pump to elevate water in a cooling tower. The top of the cooling tower is 10-metres above the reservoir pan below the tower. The elevation change is 10-metres. The static head (Hs) = 10-m.
Here is another example:
Water collects in the bottom of almost all Australian mines. This water must
be removed to prevent the mine from flooding. If the mine floor is a kilometre below the surface, we’d need a pump that develops at least 1,000 metres of static head to lift the water up to the surface, where the water might be released into a river or lake. By observing the system and noting the elevation change, this distance in metres is the Hs.
Pressure head, Hp, is also rather easy to understand. Hp is the pressure change across the system. If both the suction vessel, and the discharge vessel are exposed to the same pressure (whether high pressure, atmospheric pressure or vacuum) then there is no pressure differential, and no Hp to consider.
But, let’s say the suction vessel is closed, sealed and pressurized at 200-kPa. The discharge vessel is pressurized at 350-kPa. Now, there is a differential of 150-kPa of pressure across the system. The pump must generate additional energy, called pressure head (Hp) to overcome this pressure differential.
The calculation is: Hp = kPa differential x 0.102/ specific gravity. The 0.102 is the multiplier to convert kilopascals of pressure into ‘metres’ of head. The specific gravity of the liquid is the relative density or weight per volume. The pressure differential can usually be observed on the pressure gauges at the suction and discharge vessels.
Hv is velocity head. Creating and maintaining liquid velocity in the pipes also consumes additional energy that must be designed into the pump. Two tidbits of information are required. We need to know the velocity of the liquid (V) moving through the pipes in ‘metres-per-second’. And, we need to know the acceleration
66 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au
TECHNICAL
of gravity. The formula is simple. Hv = V2/ 2g, or velocity in m / sec. squared, divided by 2-times the acceleration of gravity (9.804-m. / sec. / sec.). Because the acceleration of gravity is a constant, then the Hv rises and falls with the liquid velocity.
Most design engineers will specify a pipe based on a liquid velocity of about 1.5 to 2-metres per second through the pipe. Slower is better unless there is an engineering reason for high liquid velocity in a pipe.
Finally, the friction losses, called Hf refer to the friction between the liquid and the internal surfaces of the pipes, valves and fittings. The friction in the pipes reduces or drags down the ability of the pump. The friction losses must be designed into the pump so that the pump will overcome the frictional losses of the system.
The mathematical formulas for Hf are:
For pipes: Hf = K x L/100 where K is a friction constant per 100-metres of pipe derived from pipe friction tables. L is the actual length of pipe in the system (in metres).
For valves and fittings: Hf = K x Hv, where K is a resistance constant derived from charts. Hv is the velocity head in metres, calculated earlier.
Notice that velocity (Hv) is a component of friction (Hf). Velocity head and Friction head work in concert and only exist when the liquid flows. Many people refer to Hv and Hf together as “resistance”. Just remember that resistance has two components.
Once again, TDH = Hs + Hp + Hv + Hf. Let’s consider a system where we must pump and raise ambient water at 200-m3 / hr. from one vented vessel or tank, up 11-m. into another vented vessel. The Hs is 11-m.
The suction and discharge tanks are vented at atmospheric pressure. There is no pressure differential and the Hp is zero. We will specify pipe diameter to that the water moves through the pipe at 1.6 m per second. The Hv computes to 0.26-m. The friction losses across the piping, valves, fittings and a strainer compute to 2.7-m. The Hf is 2.7-m.
We need a pump with a TDH of 13.96-m (11 + 0 + .26 + 2.7). We should select a pump with best efficiency coordinates as close as possible to 14-m of head @ 200-m3 / hr. of flow.
When comparing pumps for purchase, it is wise to purchase the most efficient
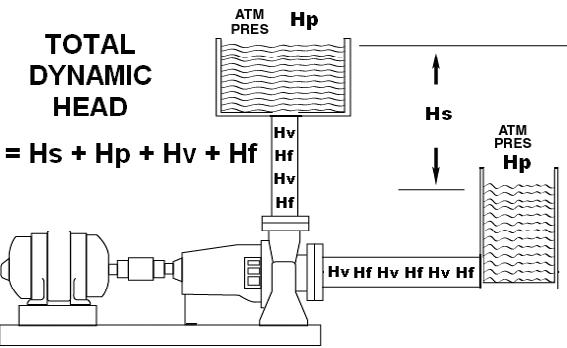
pump for an application, even if the more efficient pump costs more to buy. Efficiency is tied to the monthly energy costs (cost per kW-hr.). Also, an efficient pump is usually a low ‘maintenance cost’ pump. We’ll talk about these in a future article.
Mating a pump to a system is really quite simple. When it is done correctly, the pump will run for a number of years without problems. Remember that I began this column citing your car’s radiator water pump and the compressor on your refrigerator.
The radiator water pump on your car has bearings and a mechanical seal on the shaft, the fridge compressor, too. The seal and bearings on your car’s water pump are not better than the precision mechanical seals and roller bearings you see every day on an industrial chemical process pump. Also, your car’s water pump and impeller are made from stamped parts. The parts are not precision- machined, balanced and aligned as you might expect on an industrial process pump.
So, you might ask, “How does the radiator water pump on my car (and
the compressor on my refrigerator) run for so many years without leaking, or failing or causing problems?” The fridge compressor and your car’s water pump give many years of trouble free service because these devices are properly mated into their systems.
As a pump consultant, I often go into plants whose pump maintenance costs have surpassed the maintenance budget. I see pumps that consume three and four sets of bearings and seals per year and spend too much time in the maintenance shop.
The reliability engineer perceives he has a bearing problem, or a vibration problem, or a maintenance problem. He tries to solve these problems with expensive gadgets with digital displays. Too often, the problematic pump is poorly mated into the system.
The vibrations, heat and high maintenance costs are not the problem. These are the manifestations of the real problem. Solve the real problem, and the manifestations will disappear.
We show how to mate new pumps, and replacement pumps into their piping systems in the Pump Guy lecture series. Maybe you can attend one of my upcoming lectures.
The Pump Guy is Larry Bachus, a maintenance practitioner, pump consultant, lecturer, and inventor. Larry is a member of ASME for 27-years. E-mail to: larry@bachusinc.com, phone 1-615-361-7295

Keep this article, or make a new file and store this article where you can find it quickly. This is your Cheat Sheet of useful pump information.
67 www.pumpindustry.com.au pump industry | November 2013 | Issue 5 TECHNICAL
COMING IN 2014
One of the BIGGEST pump, valve and compressor events EVER held in Australia

This must see event includes:
• Multiple streamed conferences with key industry speakers
• Huge trade show across 4,000 sqm
Book your booth today at www.flowtechnology.com.au




pumpindustry
PUMP SCHOOL

How to calculate the cost of running your pump
As power costs rise, it is more vital than ever to know how much power your pump is consuming. This handy guide shows you how.
To calculate the cost of running your pump, we need two figures:
1. The number of kilowatt hours per m³ of liquid, and
2. Cost per kilowatt
Kilowatt Hours Per m³ of Liquid
You can calculate this by using the following formula:
Sg x Ht
367.3 x em x ep
Where
Sg = specific gravity of liquid
Ht = pump total head in meters
367.3 = constant
em = motor efficiency at duty point as a decimal
ep = pump efficiency at duty point as a decimal
Cost per Kilowatt
Check you electricity bill for what your electricity company charges you per kilowatt of electricity used.
Calculation Example:
Let’s calculate the Kilowatt Hours Per m³ of Liquid. Assuming you are pumping clear, clean water, the liquids gravity (Sg) is 1. If you know that your pumps total head (Ht) is 60 and your motor efficiency (em) is at 80% and pump efficiency (ep) is 75%, your kilowatts per hours calculation looks like this:
367.3 x 0.8 x 0.75
60 220.38 = 0.27 =
Your answer for the number of Kilowatt hours per m³ of liquid that passes through your pump is 0.27.
Use this Kilowatt hours figure and multiply it by your electricity cost per kilowatt. For example, if your electricity company charges you $0.30/kilowatt used, your pump will cost you $0.08 per m³ of liquid 1 x 60
69 www.pumpindustry.com.au pump industry | November 2013 | Issue 5
27 (m3 liquid) $0.30 (per kilowatt) $0.08 (per m³
liquid) x =
of
Water Equipment Plus adds up to great value
Water Equipment Plus (WEPlus) is a new company on the Australian water scene with an extensive range of branded equipment available ex stock from its Melbourne facility. Built around ‘just in time’ thinking, WEPlus stocks critical components to allow rapid building of water treatment plants or alternatively complete water purification package plants for their original equipment manufacturer (OEM) customers. All components are sourced from well trusted international brands like GE, Pentair, FIP, AqSEP, SWAN and many others.
In terms of pumping WEPlus is the exclusive Australian distributor for FEDCO Pumps of the USA who specialise in pumps and energy recovery devices for reverse osmosis applications. The range includes single and multistage centrifugal pumps and energy recovery turbines. Fedco designs include their patented water bearing technology which not only removes the requirement for lubricating oils and greases, but also cools the bearings and absorbs the entire axial thrust so that there is no load on the motor bearings. Fedco use computational fluid dynamics (CFD) to customise the hydraulic components of each unit (impeller vane geometry, diffuser vanes, turbine volute and nozzle) and to maximise pump efficiency. These designs are used to generate ready-to-run CNC programs using no other input than the customer’s duty point. From entering the duty point to the start of manufacturing a customised pump can take less than 30 minutes.
A recent addition to WE Plus are the FIP range of plastic valves which have many applications in pumping systems. These high quality valves, manufactured in Italy, are available in PVC, PVDF and PP. Valves types available include ball, butterfly, check valves and pressure relief valves as well as accessories such as sediment strainers, variable area flowmeters and all types of plastic pipe fittings.
The pump industry is often asked to help solve their client’s water treatment issues as well. WEPlus can assist by providing simple water treatment packages to pump and other specialist companies to enable them to meet their customer’s water treatment needs. WEPlus stocks a range of brackish water and seawater desalinators (reverse osmosis type) from 4 to 2,500 kL/day capacity. These can be teamed with a number of different pre filtration packages.
The Aqualine cartridge filter system is one new product that looks tailor made to provide high volume micron rated filtration
for the industry. With up to 32 m3/hr flow capacity per module and filtration from 20 down to 1 micron the Aqualine is simple and effective solution for removing suspended solids from a variety of pumping applications.
The new UFPlus is a great product for removing turbidity from dirty water such as rivers and dams. With filtration down to 0.1 micron it can also remove bacteria and a significant amount of virus. The UFPlus allows the ultrafiltration of water on a small scale at affordable prices.
Water Equipment Plus continues to scour the globe for innovative and high quality water treatment and associated equipment that it can bring home, making global products more accessible and affordable for the Australian market.


70 pump industry | November 2013 | Issue 5 www.pumpindustry.com.au
PRODUCT SHOWCASE
Robert Suntovkski of Water Equipment Plus demonstrates the tool-less changeover of the cartridge filtration element of the new Pentair Aqualine filtration system.
Diagram of the water bearing on a FEDCO MSD high pressure pump
Water management in the Hunter
Coal remains New South Wales’ most valuable export contributing a worth of $13.9 billion in 2012 according to the NSW Government’s the most recent Trade and Investment Report. At the forefront of current industry discussion is the issue of how coal mining corporations can mitigate environmental and social impacts of mining processes to develop principles of ecologically sustainable development in accordance with Government standard.
The greatest environmental challenge for these corporations is the responsible management of water on and off site. There is increasing concern at a national scale for the careful treatment of this scarce commodity.
Within the New South Wales Hunter Region, Hunter Irrigation & Water Solutions have been providing innovative and assured water management solutions for over 25 years. The business model has successfully evolved over the last ten years from a previous core focus on commercial and rural irrigation technologies to now specialise in the treatment of polluted water produced through industrial processes. The new Industrial division, Hunter Industrial Water Solutions (HIWS), specialises in process water filtration, dosing systems, and wastewater treatment systems. Senior Mechanical Engineer John Chambers discusses the technologies which have been most frequently utilised within the company’s recent projects.
John Chambers, HIWS
At HIWS, process water filtration is our most frequently requested service. Particularly suitable for the removal of
fine particles are the range of highly sophisticated, yet easy to operate line filters. Equipped with an automatic self-cleaning mechanism driven either hydraulically or by an electric motor, flows of up to 400m3/hr (111LPS) are possible with screens designed to cover a range of 10-800 microns to suit most filtration applications.
When it comes to water clarification, a range of portable water clarifiers based on the ‘lamella’ principle for the sedimentation of fine particles out of polluted water are now available and have proven highly successful. Typical operating range is 1-50m3/hr which is ideal for temporary work on a construction site.
Polluted waters rich in minerals and general run-off typical of industrial process water can be treated successfully through aeration. We have installed a number of pontoon-mounted aerators throughout the Hunter Region which reduce the proliferation of plant-life algae, restoring the dissolved oxygen content of storage or dam water to desired levels. As an example a 1/2kw electric motor unit will induct up to 1kg
of oxygen to the polluted water in 1 hour. Many of our industrial customers require this type of treatment to comply with the Australian Water Quality Guidelines for Fresh and Clean Water (ANZECC, 1992) and the Department of Land and Water Conservation Groundwater Monitoring Program Standard.
HIWS have recently established a new premises at Rutherford which is solely dedicated to servicing their industrial customer base, expanding the company’s presence throughout the Hunter Region from the original four retail and service branches at Maitland, Singleton, Scone and Raymond Terrace. Industrial Services Manager Ron Stephenson recognized the need for this change, “with the increase in demand for a fast and efficient response to the industrial sector, it was time for us to establish a team of people specifically dedicated to servicing industry within the Hunter.” HIWS offers a team of experienced and qualified personnel who continue to offer quality and innovative water management solutions to the Hunter Region. Hunter Industrial Water Solutions has a new dedicated fully optioned industrial services facility at Lot 104 New England Highway, Rutherford NSW.
For all your industrial applications sales and service enquiries call the last word on water at: 02 49 333 111





71 www.pumpindustry.com.au pump industry | November 2013 | Issue 5
www.hunterirrigation.com.au/industrial email: services@hiws.com.au
PRODUCT SHOWCASE
Editorial schedule
February 2014
Main feature
of the industry
Focus
& Gas: LNG
and slurry pumping
& heavy industry
May 2014
Main feature
Reliability
Industry Focus
Plastics, rubber, chemicals
Pump Products
Seal-less pumps
August 2014
feature
manufacturing
November 2014
Main feature Energy efficiency Industry Focus
generation
protection
Pump Products
Pump protection
Deadline: 29 November, 2013
and piping
casting
pumps
Deadline: 21 March, 2014
Related Products: Seals
Couplings & seals
Bearings
Fans
Filtration systems
Lubricant & lubrication systems
13 June, 2014
and drives
Deadline: 5 September, 2014
Instrumentation, control & monitoring
Pressure and temperature gauges
Vibration instrumentation
Flow meters
Condition monitoring sensors

pump industry | November 2013 | Issue 5 www.pumpindustry.com.au 72 ADVERTISERS’ INDEX Acromet ............................................... 3 Amiad Australia 65 Brown Brothers Engineers 6 Crusader Hose 47 Davey OBC Diesel Dog 45 Dynapumps 62 f.el.som Middle East .......................... 25 Fitt Resources 15 Flow Technology 2014 68 Haskel 13 Hunter Irrigation ................................. 71 Hydro Australia 33 Hydro Innovations 40 Kennards Hire - Pumps ...................... 12 LK Diesel 29 Milton Roy 13 Northern Diesel & Hydraulic...............35 NOV Mono ........................................... 23 Precision Balancing 39 Pumpserv 31 Regal Beloit 11 Rexnord Australia IFC seepex Australia 21 Sterling Pumps 19 Stevco Seals & Pumps ....................... 17 Thermo Fisher... ..9, 55 Toshiba International Corporation IBC United Pumps Australia 27 Vortex Hire .......................................... 7 Water Equipment Plus 70 Welling & Crossley 14
State
Oil
Mining
Manufacturing
Pump Products Repair & maintenance
Related
Valves Pipes
Coatings Custom
Vacuum
Industry
Products
systems
Main
Pump
Imports & exports Industry
Mine dewatering Food Wastewater Coal Seam Gas
Related
Motors
Compressors Pump Products Balancing
Focus
Deadline:
Products:
Power
Fire
Irrigation
HVAC
Water
Go to www.pumpindustry.com.au and hit subscribe to ensure you keep receiving Australia’s number 1 pump source! INDEX NEVER MISS AN ISSUESUBSCRIBE NOW FOR FREE

























































When Time, Money & Efficiency Matters in Driven Machines… High Efficiency IE3 Ultra Series Motors for Quality OEMs Toshiba has the solution! TOSHIBA INTERNATIONAL CORPORATION PTY LTD NSW - SYDNEY - Registered Office Toshiba International Corporation Pty Ltd 2 Morton Street, Parramatta NSW 2150 Tel: +61 2 9768 6600 Fax: +61 2 9890 7546 NSW - NEWCASTLE Toshiba International Corporation Pty Ltd Unit 1, 18 Kinta Drive, Beresfield NSW 2322 Tel: +61 2 4966 8124 Fax: +61 2 4966 8147 QLD - BRISBANE Toshiba International Corporation Pty Ltd Unit 4, 20 Smallwood Place, Murarrie QLD 4172 Tel: +61 7 3909 9000 Fax: +61 7 3909 9090 QLD - MACKAY Toshiba International Corporation Pty Ltd 1st Floor, 41 Wood Street, Mackay, QLD 4740 Tel: +61 7 4953 4184 Fax: +61 7 4951 4203 VICTORIA Toshiba International Corporation Pty Ltd 411 Ferntree Gully Road, Mount Waverley, VIC 3149 Tel: +61 3 8541 7960 Fax: +61 3 8541 7970 WESTERN AUSTRALIA Toshiba International Corporation Pty Ltd 10 Anderson Place, Perth International Airport, WA 6105 Tel: +61 8 6272 5600 Fax: +61 8 6272 5601
If clean water is just the first thing on your menu.
If you are pumping clean water and want it to stay that way, the pressed 304 SS wet end of Davey’s new CS series will give you that edge.
If it’s hot, if it’s cold or if you just want it there, without ever having to worry, ditto.

MENU
Clean water
- Pressed 304 ss wet end and food grade lubricants
Versatile heads
- From 15 to 58 metres
Big flows - up to 1150 lpm
A specification to suit - 17 pump sizes
Hot or cold water

- From - 15 degrees C to 110 degrees C.
Long service life
- Davey quality and patented floating neck rings
High efficiency
- Excellent impeller design and 360 degree volute
As per normal with a Davey product our new CS series is backed by a warranty that we stand behind and the expertise of over 280 Davey Master Dealers all over Australia.
Experts in water.
So whether your job is a vineyard, dairy, boiler feed, chiller water, hot water washing or treated water transfer it should go down a treat.
For more information visit davey.com.au or call 1300 2 DAVEY