
EDITORIALE
La Transizione 5.0 e le sue implicazioni

#3 Anno 80 - Aprile 2024
La certificazione delle competenze nella manifattura
www.ammonitore.com

MENSILE D’INFORMAZIONE PER LA PRODUZIONE E L’AUTOMAZIONE INDUSTRIALE
PROGETTAZIONE

L›approvazione del Piano 5.0 rappresenta un momento cruciale per il panorama economico italiano. Con l›aggiunta di 6,3 miliardi alle risorse già destinate, il piano si distingue per il suo duplice obiettivo di digitalizzazione e sostenibilità ambientale, rispondendo così alle sfide attuali del mercato globale. Tuttavia, mentre il Piano 4.0 si basava principalmente su risorse nazionali, il 5.0 si avvale di finanziamenti europei del PNRR, imponendo tempi stringenti di rendicontazione e eliminando la possibilità di proroghe. Questo implica una revisione dei processi decisionali e una maggiore pianificazione degli investimenti. Nonostante le differenze, entrambi i piani mantengono un approccio automatico nell›assegnazione delle agevolazioni, senza una valutazione preventiva del merito da parte dell›amministrazione. Inoltre, entrambi sono accessibili a tutte le imprese italiane, senza distinzioni di dimensione, settore o regime fiscale. Tuttavia, alcune esclusioni sono state delineate, come l›opzione tra il Piano 4.0 e il Piano 5.0 per alcuni investimenti e l›esclusione del credito d’imposta ZES. È importante comprendere e rispettare tali vincoli per massimizzare i benefici del Piano 5.0. Le spese ammissibili devono fare riferimento all’acquisto di beni strumentali materiali e immateriali tecnologicamente avanzati con requisiti industria 4.0, con l’estensione ai software per il monitoraggio dei consumi energetici e ai gestionali. Inoltre, per progetti con importi superiori a 40 mila euro, saranno ammessi anche investimenti in beni strumentali necessari all›autoproduzione di energia da fonti rinnovabili (con una maggiorazione per i moduli fotovoltaici UE ad alta efficienza) e le spese per la formazione del personale sul tema della transizione digitale ed energetica (nel limite di 300 mila euro). La Transizione 5.0 segna un passo significativo verso una economia più digitalizzata e sostenibile. È cruciale per le imprese e i decisori comprendere appieno i meccanismi di questo piano per garantire un utilizzo efficace delle risorse e guidare l›Italia verso un futuro economico più prospero e resiliente
f.chiavieri@lswr.it
SIMULAZIONE DIGITALE

L’approccio collaborativo all’innovazione
Dalla progettazione bionica per stile e prestazioni al “Design for WAAM” per componenti di grandi dimensioni. l progetto di innovazione AMMT, finanziato dal Mise e dal Competence Center Bi-Rex, mira a potenziare la competenza nella stampa 3D e progettazione per AM, concentrandosi su tecnologie come WAAM e SLM

le prestazioni della tua macchina utensile con


A PAGINA 12
Equilibratore ad anello www.balancesystems.com Systems Migliora
soluzioni
equilibratura
alta velocità
alta qualità. Il settore dell’automazione tra crescita e sostenibilità A PAGINA 10 COMPONENTI A PAGINA 18 NORMATIVA TECNICA
Fabio Chiavieri
di
automatica ad
e di
DIGITALIZZAZIONE facturing. Hexagon si pone come catalizzatore del cambiamento, eliminando i limiti tecnologici e focalizzandosi su dati, collaborazione e automazione per guidare la transizione verso una produzione intelligente Rivoluzione Digitale nell’Advanced Manufacturing A PAGINA 8
su PC
additiva
La simulazione digitale della macchina direttamente
LIGNA festeggia 50 anni
La community dell’industria del legno si sta preparando a festeggiare una ricorrenza importante: nel 2025 LIGNA celebrerà il suo 50esimo anniversario. La fiera leader mondiale dell’industria della lavorazione e del trattamento del legno si staccò nel 1975, nel pieno della crisi petrolifera, da HANNOVER MESSE, nella cui cornice rientrava da anni come “Settore delle macchine per la lavorazione del legno”, un comparto in continua crescita sotto gli auspici dell’Associazione di categoria delle macchine per la lavorazione del legno interna a VDMA (Associazione tedesca dell’industria meccanica e impiantistica).
Le origini di LIGNA risalgono in effetti al 1950, quando la manifestazione si tenne per l’appunto come “Settore delle macchine per la lavorazione del legno” all’interno della “Fiera industriale tedesca di Hannover” su un’area di 2.780 metri quadrati. Nel 1955 l’area si allargò a 8.000 metri quadrati, e nel 1965 erano già occupati 22.500 metri quadrati. Dal 28 maggio al 3 giugno 1975 LIGNA fece il suo debutto ad Hannover come

manifestazione a sé con la denominazione di “Fiera internazionale delle machine e delle attrezzature per l’industria della lavorazione del legno”. Vi parteciparono 720 espositori, per il 50 per cento di provenienza estera, che occupavano 60.000 metri quadrati. Da
allora, LIGNA è cresciuta sino a diventare indiscusso evento di punta e di riferimento del settore sia per gli espositori sia per i visitatori ed è ampiamente riconosciuta nel contesto fieristico internazionale come un calibro da 90 dell’industria dei beni di investimento.
ABB Italia vince il Premio Assolombarda Awards
ABB Italia ha ottenuto il riconoscimento Assolombarda Awards nella Categoria “Responsabilità e Cultura”. Questo premio celebra le aziende che si sono distinte per il loro impegno nell’ambito dell’education, con particolare attenzione alla parità di genere e alla formazione alle nuove generazioni. A ritirare il premio a nome di ABB Italia erano presenti Eliana Baruffi, Country Communications Manager ABB Italy, e Alessandro Pueroni, Lead Motion Manager ABB Italy e Southern Europe.
«Siamo estremamente orgogliosi di questo riconoscimento. Il nostro impegno in Italia nell’ambito dell’education è radicato nella nostra storia ed è per noi prioritario: offrire ai giovani strumenti e stimoli che possano accompagnarli nella loro crescita professionale e personale, rappresenta per noi un modo per instillare fiducia nel futuro e nella loro capacità di affrontare le sfide che li aspettano. Intraprendenza e spirito innovativo, ottimismo, competenze, attenzione alla persona e alla sostenibilità sono i valori su cui lavoriamo”, ha commentato Eliana Baruffi.
“La nostra strategia punta soprattutto all’orientamento, alla sostenibilità e all’impor-
tanza che le materie STEM rivestono in tutte quelle discipline che sempre più contribuiranno alla qualità della nostra quotidianità. Lavoriamo su ogni fascia di età - dalle scuole primarie agli studenti universitari, passando anche dagli ITS”, ha dichiarato Alessandro Pueroni. “Il trasferimento delle competenze tecniche e delle soft skills avviene con programmi studiati con partner di eccellenza: alcuni di questi programmi sono anche riconosciuti a livello Ministeriale e coinvolgono un centinaio di volontari aziendali che si impegnano ogni anno per portare i nostri messaggi in classe”.
Soltanto nel 2023, ABB Italia ha raggiunto circa 20.000 studenti in Italia attraverso progetti specifici sul tema dell’education e collaborazioni con diversi partner. Le attività di ABB Italia si espandono su diversi filoni. Il primo riguarda l’educazione imprenditoriale, in collaborazione con Junior Achievement Italia, che offre ai giovani la possibilità di sviluppare competenze imprenditoriali e soft skills attraverso percorsi formativi e competizioni tra mini imprese in tutta Italia che sfociano nei Campionati dell’Imprenditorialità del Ministero dell’Istruzione e del Merito. In questo ambito, il “Premio ABB Impresa 5.0” incentiva da sei
anni gli studenti delle scuole superiori ad approfondire le competenze imprenditoriali digitali, con il supporto dei dream coach ABB, volontari aziendali che mettono a disposizione la loro competenza per lo sviluppo dei progetti ideati in classe. Il secondo filone si concentra sulla sensibilizzazione alle professioni del futuro con il progetto “Digital&Green”, workshop dedicato a studenti delle scuole secondarie di primo grado, che affronta il tema della sostenibilità e delle occupazioni del futuro legate alle discipline STEM, toccando le questioni relative all’efficienza energetica e al cambiamento climatico.
Il terzo filone è dedicato alle competenze tecnologiche e digitali. All’interno di questo ambito, si inserisce “Robotica Educational”, un progetto che permette agli studenti di acquisire le skills richieste nel settore della Robotica.
Come dichiarato dal Global Sustainability Report 2023 del Gruppo, l’education è una delle aree prioritarie del community engagement. ABB continuerà a porre particolare enfasi su questi programmi di formazione e istruzione per le nuove generazioni, in linea con la propria Agenda di Sostenibilità 2030.

2 IN PRIMO PIANO
Area Industry
- cel. 329
Redazione
- cel. 347 7623887 Pubblicità
- cel.
3466705086 Serv zio Abbonamenti abbonamenti.quine@lswr.it Grafica: Alpegrafiche srl Stampa: TIPOLITOGRAFIA PAGANI Editore Quine Srl Sede lega e Via Spadolini, 7 - 20141 Milano www.quine. t - info@quine. t - tel 02 864105 Quine è iscritta al Registro Operatori della Comunicazione n° 12191 del 29/10/2005. Testata Associata www.ammonitore.com n. 3 aprile 2024 Costantino Cialfi Direttore Commerciale Abbonamento annual € 34,90 Costo copia singola € 7,18 (presso l’editore) Reg. Tribunale di Varese al n. 2 del 16 giugno 1948 – Iscrizione al Registro degli Operatori di Comunicazione n. 12191 Responsabilità Tutto il materiale pubblicato dalla rivista (articoli e loro traduzioni, nonché immagini e illustrazioni) non può essere riprodotto da terzi senza espressa autorizzazione dell’Editore. Manoscritti, testi, foto e altri materiali inviati alla redazione, anche se non pubblicati, non verranno restituiti. Tutti marchi sono registrati. INFORMATIVA AI SENSI DEL D.LEGS.196/2003. Si rende noto che dati in nostro possesso liberamente ottenuti per poter effettuare servizi relativi a spedizioni, abbonamenti e similari, sono utilizzati secondo quanto previsto dal D.Legs.196/2003. Titolare del trattamento è Quine srl, via G.Spadolini 7, 20141 Milano (info@ quine.it). Si comunica inoltre che dati personali sono contenuti presso la nostra sede in apposita banca dati di cui è responsabile Quine srl e cui è possibile rivolgersi per l’eventuale esercizio dei diritti previsti dal D.Legs 196/2003. Eclusione di responsabilità per il contenuto - Gli articoli presenti nelle rivista esprimono l’opinione degli autori e non impegnano Quine srl. Tutti prodotti recensiti sulla rivista sono ideati, fabbricati e commercializzati da aziende che non hanno alcun rapporto di interdipendenza con l’Editore o la Federazione. Quine srl non sono responsabili per le lesioni e/o danni a persone o a cose risultanti da ogni dichiarazione diffamatoria, reale o presunta, da ogni violazione di diritti di proprietà intellettuale o di diritti alla privacy, o da ogni responsabilità per danno da prodotti difettosi. Esclusione di responsabilità per gli annunci pubblicitari pubblicati. La pubblicazione di un annuncio pubblicitario sulla Rivista non costituisce garanzia o conferma da parte dell’Editore o della Federazione della qualità o del valore dei prodotti o servizi pubblicizzati ivi descritti o delle dichiarazioni o affermazioni fatte dagli inserzionisti in merito a tali prodotti o servizi. Fondato nel 1945 da Mino Tenaglia Ai sensi dell'art. 13 Regolamento Europeo per la Protezione dei Dati Personali 679/2016 di seguito GDPR, dati di tutti lettori saranno trattati sia manualmente, sia con strumenti informatici e saranno utilizzati per l’invio di questa e di altre pubblicazioni e di materiale informativo e promozionale. Le modalità di trattamento saranno conformi a quanto previsto dagli art. 5-6-7 del GDPR. dati potranno essere comunicati a soggetti con quali Edra S.p.A. intrattiene rapporti contrattuali necessari per l’invio delle copie della rivista. Il titolare del trattamento dei dati è Edra S.p.A., Via G. Spadolini 7 - 20141 Milano, al quale il lettore si potrà rivolgere per chiedere l’aggiornamento, l’integrazione, la cancellazione e ogni altra operazione di cui agli articoli 15-21 del GDPR. Elena Genitoni Ufficio Traffico e.genitoni@lswr.it - Tel. 02 89293962
Redazione Marco Tenaglia • Direttore Responsabile Marco Tenaglia • Coordinamento Editoriale
marco.tenaglia@quine.it
8490024 Fabio Chiavieri • Direttore tecnico f.chiavieri@lswr.it Cristina Gualdoni • Segreteria di
cristina.gualdoni@quine.it
c.cialfi@lswr.it
+39
FIERE PREMI Aprile 2024 www.ammonitore.com
Riduci gli sprechi di risorse

Aumenta la produttività con i dispenser Tork Performance
I dispenser Tork Performance ® sono progettati per essere collocati esattamente dov’è più necessario: presso le postazioni di lavoro. La gamma completa di dispenser Tork comprende formati versatili, diverse opzioni di montaggio e vari tipi di panni adatti a ogni attività.

dei lavoratori prende più panni del necessario per evitare di doverne andare a prendere altri*
3 Aprile 2024 www.ammonitore.com
Il 74%
* Ricerca Tork sugli operatori di macchine (luglio 2019)
Scopri
di più su: www.tork.it/riduzionedeirifiuti
Tork, un marchio di Essity
Soroldoni,
DIGITALIZZAZIONE
La simulazione digitale della macchina direttamente su PC
Intervista a Paolo Soroldoni, Mechatronics CNC Manager di Mitsubishi Electric
Mecspe rappresenta uno dei momenti più importanti dell’anno per l’industria manifatturiera. Lo sa bene Mitsubishi Electric che a ogni edizione si presenta ai visitatori spostando a un livello superiore l’asticella dello stato dell’arte del controllo numerico. Anche lo scorso marzo, allo stand dell’azienda non sono mancate le novità e molte conferme.
Tra queste ultime, i rinomati CNC della serie M8V che rappresentano l’evoluzione della tecnologia CNC in ottica Industry 4.0, poiché dispongono di Wi-Fi integrato e sono stati sviluppati per supportare le strategie mirate alla trasformazione digitale e abilitare le applicazioni di smart manufacturing, e le soluzioni software integrate in grado di massimizzare le prestazioni delle macchine CNC, quali NC Machine Tool Connector - che contribuisce alla creazione delle basi per una smart factory interconnessa con un investimento minimo ed è in grado di raccogliere dati da qualsiasi macchina CNC, a prescindere dalla marca – ed NC Machine Tool Optimizer. Questo software è in grado di interpretare le informazioni ricevute da diverse macchine utensili dotate di qualsiasi unità CNC e di NC Machine Tool Connector per mettere a disposizione una piattaforma intuitiva per la visualizzazione e il monitoraggio dei processi.
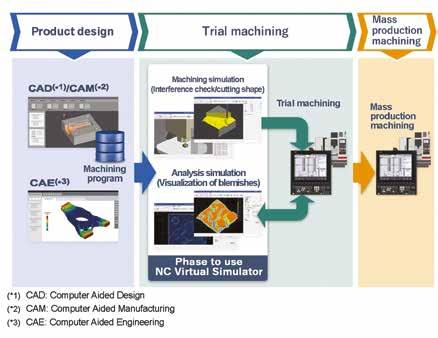
La novità più importante è l’NC Virtual Simulator. Si tratta di un software sviluppato per i propri controlli numerici che permette di avere direttamente sul PC una simulazione digitale della macchina utensile da diverse angolazioni, utilizzando le

stesse condizioni di lavorazione della macchina reale.
Direttamente sul PC una simulazione digitale
Il nuovo NC Virtual Simulator è un tool software, sviluppato da Mitsubishi Electric per i propri controlli numerici, che permette di avere direttamente sul PC una simulazione digitale della macchina utensile da diverse angolazioni, utilizzando le stesse condizioni di lavorazione della macchina reale.
NC Virtual Simulator simula il movimento del CNC in modo realistico e preciso, compresi lo smussamento, l’accelerazione/decelerazione e il ritardo nella risposta del servo. Utilizzando le stesse condizioni di lavorazione di una macchina utensile reale, il software fornisce una simulazione estremamente accurata. Consente di individuare i problemi prima della lavorazione effettiva, tra cui errori di lavorazione, impostazioni sbagliate e interferenze della macchina, che in precedenza non si riuscivano a rilevare fino alla lavorazione di prova. Si tratta di una funzionalità particolarmente utile per l’utilizzatore, perché permette di aumentare l’efficienza e la produttività del lavoro. Basti pensare, ad esempio, al settore degli stampi, la cui lavorazione comporta tempi anche molto lunghi: poter individuare eventuali errori da correggere prima di mettere in lavorazione il pezzo permette un grande risparmio di tempi e di costi.
M8V: PRECISIONE E VELOCITÀ
“Grazie alla costante capacità di investire in ricerca e di sviluppare nuove soluzioni, Mitsubishi Electric raccoglie buoni frutti anche in una fase di rallentamento generale del mercato come quella attuale” dichiara Paolo Soroldoni, Mechatronics CNC Manager di Mitsubishi Electric allo stand Mecspe 2024. “Un altro importante punto di forza è il nostro Service che si conferma un’eccellenza assoluta. L’interesse che vediamo ogni giorno intorno ai nostri prodotti da parte dei costruttori di macchine utensili è il risultato di quanto
NC Virtual Simulator è un tool software, sviluppato da Mitsubishi Electric per i propri controlli numerici, che permette di avere direttamente sul PC una simulazione digitale della macchina utensile
abbiamo seminato nel corso degli anni e che ci ha permesso di essere sempre un passo avanti ai nostri concorrenti. Nonostante molte aziende debbano ancora metabolizzare tutti i concetti di Industria 4.0, noi siamo già pronti ad affrontare la sfida di Industria 5.0 perché alcuni temi come il rispetto dell’ambiente e la centralità dell’uomo sono molto cari a Mitsubishi Electric già da molti anni. L’attenzione per i consumi delle macchine, per esempio, è per noi fondamentale, tant’è che sui nostri CNC M80V e M800V abbiamo introdotto la funzione Power Consumption Cal-
Il controllo numerico di ultima generazione M8V offre grande precisione e velocità. La combinazione tra la CPU RISC-64 Bit dedicata, l’OMR-CC (Optimum Machine Response- Contour Control) e il controllo automatico del carico di taglio (Cutting Load Control) aiuta le aziende a minimizzare i tempi di lavorazione beneficiando di una grande accuratezza. Queste caratteristiche consentono di creare prodotti di alta qualità riducendo i tempi di ciclo almeno dell’11% rispetto ai modelli precedenti, abbassando inoltre gli errori di percorso del 15%, riuscendo ad elaborare fino 540 chilo blocchi al minuto.
La serie M8V trova applicazione in tutti i settori, dall’Automotive al Medicale fino all’Aerospace. Rappresenta la soluzione ideale per qualsiasi tipologia di macchine, dalle più semplici alle più complesse, ad esempio i transfer, le multispindle e tutte le macchine che richiedono lavorazioni di elevate precisioni e velocità su 5 assi interpolati, come quelle del comparto degli stampi. La serie M8V integra anche funzionalità appositamente studiate per rispondere alle esigenze di nuovi mercati, come quello delle macchine per la lavorazione laser, un settore in forte crescita. Per questo, sono state aggiunte funzioni come la fly-cut che consente di sincronizzare la sorgente del laser con il movimento degli assi riducendo i tempi-ciclo.
Facilità di programmazione e utilizzo
Un altro elemento distintivo di questa serie di controller CNC è la facilità d’uso. L’interfaccia con pannello interattivo supporta i gesti multi-touch a 4 punti di contatto, offrendo così all’utente un’esperienza d’uso analoga all’utilizzo di uno smartphone. Grazie al design intuitivo, gli utenti possono controllare e monitorare con facilità i parametri chiave di processo.
La programmazione è semplificata e razionalizzata grazie alla procedura guidata Job Lathe che guida gli utenti all’installazione e alla configurazione. L’interazione con il controller è quindi estremamente semplice, anche per il personale privo di competenze in G-code.
Inoltre, lo schermo di grandi dimensioni del display da 19”, che è stato aggiunto nella serie M8V a quelli già disponibili da 8,4, 10,4 e 15 pollici, migliora la visibilità e rende più flessibile la progettazione del pannello operatore.
I CNC M8V, come tutti i controlli numerici della serie M8 di Mitsubishi Electric, offrono anche la funzionalità DRC (Direct Robot Control), che consente agli operatori di macchine utensili di programmare rapidamente i robot direttamente dal pannello CNC, senza competenze specialistiche. La semplicità di utilizzo, di configurazione e di connessione è l’elemento distintivo di questa funzionalità sviluppata dalla multinazionale giapponese, oltre alla possibilità di mantenere invariata la logica della macchina. È sufficiente mettere in comunicazione robot e macchina CNC con un semplice cavo Ethernet e collegare i cavi di emergenza per abilitare subito le funzioni di gestione dell’intero sistema.
L’utilizzo dei robot nel mondo delle macchine utensili permette operazioni più flessibili e volumi di produzione più elevati, quindi maggiore competitività e aumento dei profitti. L’adozione della funzione Direct Robot Control consente di incrementare ulteriormente questi vantaggi, aggiungendone di nuovi: anzitutto favorisce una riduzione dei costi, poiché l’integrazione può avvenire senza modifiche a livello hardware e non è più necessario acquistare un’unità di controllo robot separata. Inoltre, rende possibile creare delle schermate custom di gestione e diagnosi del robot e visualizzarle sul display del CNC, così come apportare modifiche alle funzioni del robot programmando in codice G tramite il CNC in modo semplice e intuitivo.
Aprile 2024 www.ammonitore.com 4
CNC
di Mattia Barattolo
Paolo
Mechatronics CNC Manager di Mitsubishi Electric
cuation, che consente la visualizzazione dei consumi elettrici delle macchine e di individuare quali processi consumano di più, contribuendo ai risparmi energetici degli stabilimenti. Tuttavia, noi riteniamo che l’operatore sia comunque una figura centrale all’interno dell’officina, per cui è molto importante la sua formazione, sebbene i nostri prodotti siano improntati alla massima facilità di impiego. Sempre in ottica Industria 5.0, abbiamo implementato un dispositivo che si chiama EcoMonitorLight collegato al CNC della macchina utensile e che ha il compito di visualizzare tutti i consumi dei componenti della macchina, non solo in un’ottica di risparmio energetico ma anche per la manutenzione predittiva.”

La rullatrice monoslitta RP18 ORT Italia, con integrato il controllo numerico M8V, il robot collaborativo MELFA Assista e la soluzione di virtual commissioning e di digital twin Gemini

Mikron miConnector
Mikron miConnector è un kit formato da un IPC e software di facile installazione che consente la selezione e simultaneamente la trasmissione di dati ai PDA dei clienti tramite, ad esempio, protocollo di connessione OPC UA.
Il sistema è pronto per lo scambio di dati nel cloud, ad esempio tramite il protocollo MQTT. La sicurezza è garantita dalla crittografia dei dati.
Mikron miConnector è applicabile a tutte le macchine Mikron e ad altri brand basati su connessione OPC UA, EtherCAT, Profibus, Profinet e disponibile anche per altre interfacce BUS come Asi, Modbus.
Il software viene installato sul sistema operativo Windows dell’IPC.

ORT Italia e Mitsubishi Electric ancora insieme a Mecspe 2024
In occasione di Mecspe 2024, Mitsubishi Electric ha ospitato nuovamente al proprio stand la rullatrice monoslitta RP18 dell’azienda lombarda ORT Italia, con integrato il controllo numerico M8V, il robot collaborativo MELFA Assista e la soluzione di virtual commissioning e di digital twin Gemini. La rullatrice RP18 è una macchina di nuova generazione caratterizzata da una struttura estremamente rigida ma compatta e dotata di una serie di innovative soluzioni tecniche per la riduzione dei tempi di set up (“regolazione automatica della inclinazione teste”, ricerca automatica della fase dei rulli ed Energy Saving). Oltre al controllo numerico M8V e al cobot MELFA Assista, la rullatrice ORT RP18 presente a Mecspe integrava quest’anno anche la soluzione di virtual commissioning e di digital twin Gemini, che permette di simulare l’attività della macchina in un ambiente 3D. Il software Gemini, infatti, consente di simulare in 3D l’ambito produttivo all’interno di un’azienda, che si tratti di una cella, un’area di produzione, una linea o una singola macchina. È possibile immaginare tanti scenari diversi e simulare il flusso di lavoro all’interno di questi ultimi andando a scegliere, prima di realizzare concretamente la nuova linea o macchina, il layout che dovrà avere in base al risultato che si vuole ottenere. Questa soluzione permette di ottenere un notevole risparmio di tempo e di risorse, ad esempio per riprogettare le linee di produzione con lo scopo di ottimizzare i flussi produttivi, i tempi di processo, i consumi energetici o semplicemente l’aspetto logistico, oppure per testare in un ambiente 3D virtuale il commissioning di una macchina e ridurne i tempi effettivi di messa in servizio.

Aprile 2024 www.ammonitore.com 5
Mikron Switzerland AG Division Machining Via Ginnasio 17 6982 Agno www.mikron.com
La gamma di CNC M8V
Lo stand Mitsubishi Electric a Mecspe 2024
Evoluzione nell’industria manifatturiera: la tornitura di precisione di Buffoli Transfer
In un mondo in costante evoluzione, l’industria della lavorazione dei pezzi torniti sta affrontando notevoli cambiamenti. Le normative volte alla tutela della salute e dell’ambiente, unite alla sempre maggiore diffusione dell’autotrazione elettrica, hanno portato a una diversificazione dei materiali e prodotti e a una riduzione dei lotti di produzione. In questo contesto di nuove opportunità e sfide, Francesco Buffoli, Vice Presidente di Buffoli Transfer, spiega come l’azienda si stia distinguendo e stia rispondendo a tali cambiamenti
Nel mondo dell’ingegneria e della produzione industriale, Buffoli Transfer è un nome che risuona come sinonimo di eccellenza, innovazione e precisione. Fondata dall’Ing. Mario Buffoli nel 1952 come uno studio di ingegneria industriale, si è rapidamente strutturata in un’azienda che si è affermata come punto di riferimento nella progettazione e realizzazione di macchine transfer e impianti chiavi in mano, per poi dare vita ad un gruppo industriale con filiali all’estero e numerose società collegate. Grazie all’operato del fondatore, recentemente scomparso, e dei figli che guidano l’azienda da quasi trent’anni, l’impresa bresciana è cresciuta negli anni estendendo le proprie attività nel settore della progettazione e realizzazione di Controlli Numerici ad alte prestazioni, Sistemi di Stampa 3D, Impianti Robotizzati, Sistemi di Carico delle barre e di Pallettizzazione dei pezzi finiti, Software di Realtà Aumentata e di Intelligenza Artificiale. Buffoli Transfer rappresenta un leader nell’industria di precisione, continuando a ridefinire gli standard di produzione e offrendo soluzioni innovative per affrontare le sfide della moderna produzione industriale. Con oltre 70 anni di esperienza, l’azienda è nota in tutto il mondo come punto di riferimento nella lavorazione di pezzi torniti di precisione da barra non rotante e di pezzi stampati o fusi lavorati da molteplici direzioni, anche grazie a decine di brevetti che suggellano quel percorso di continua innovazione avviato dall’Ing. Mario Buffoli.
Come spiega Francesco Buffoli, Vice Presidente, l’azienda ha risposto ai cambiamenti in atto negli ultimi anni, sviluppando come prodotto di punta la



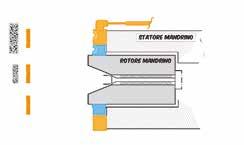
serie TRANS-BAR, che oggi è costituita da una vasta gamma di soluzioni per le lavorazioni da barra non rotante o da filo metallico in matassa. Questi sistemi integrano magazzini di barre e unità di taglio, e soddisfano le esigenze produttive di componenti nei medi e alti volumi. Per quanto riguarda le caratteristiche e i vantaggi di queste macchine, esse sono progettate per offrire tempi di ciclo minimi, versatilità, risparmio energetico e un approccio ecologico in linea con gli standard 5.0. Le TRANS-BAR sono in grado di gestire una vasta gamma di operazioni e possono essere riattrezzate in meno di un’ora, il che le rende ideali per la lavorazione di lotti di varie dimensioni e forme. Grazie all’utilizzo di tecnologie avanzate come i mandrini ad alta velocità, offrono risultati di lavorazione estremamente precisi ed efficienti dal punto di vista economico.
La gamma di soluzioni comprende vari modelli progettati per specifiche esigenze, dall’alta precisione alla lavorazione di pezzi di dimensioni maggiori. Buffoli Transfer si è inoltre distinta per l’integrazione di sistemi di visione artificiale e scansione laser nei caricatori di barre, riducendo il tempo di sostituzione delle barre e allineandosi al vero approccio Industria 4.0 richiesto dal mercato tedesco.
Innovazione e collaborazione con ABB Oltre alle macchine TRANS-BAR, Buffoli Transfer è coinvolta anche nella produzione di macchine da stampato/ fusioni e nella relativa automazione
industriale. L’azienda progetta e realizza internamente tutta l’automazione a corredo delle sue macchine, compresi i sistemi di carico robotizzati e i sistemi di pallettizzazione di fine linea. Da ABB Robotics, Buffoli Transfer è stata riconosciuta come Value Provider, celebrandone l’impegno nella progettazione di soluzioni ottimizzate per le esigenze dei clienti.
La collaborazione con ABB non si ferma qui. Insieme, le due aziende supportano la formazione di personale specializzato attraverso vari programmi, fra cui la RoboCup di ABB con un programma nelle scuole tecniche di tutta Italia, la BlueTechAcademy di Buffoli nel polo innovativo dell’automazione BlueTechHub di Brescia e presto con un nuovo ITS meccatronico a Brescia presso ITS Academy Machi-
na Lonati per la formazione di quelle figure tecniche che Buffoli ama definire “ingegneri di macchina”. L’impegno strategico di Buffoli Transfer negli ultimi anni si è concretizzato nella fondazione e la promozione del BlueTechHub di Brescia, il centro dell’innovazione del gruppo, aperto anche ad altre realtà imprenditoriali in una logica ecosistema aperto e collaborativo. Oltre a fornire impianti integrati e robotizzati 4.0 per l’advanced manufacturing e la manifattura additiva, l’hub offre formazione, consulenza, software di realtà aumentata e di intelligenza artificiale e servizi chiavi in mano. Questo hub svolge un ruolo chiave nella ricerca e nell’educazione, promuovendo la crescita sostenibile e contribuendo al progresso tecnologico e alla competitività del settore industriale bresciano.
Nel contesto attuale di innovazione e sviluppo in cui le aziende si trovano ad agire, Buffoli Transfer sta proseguendo nel suo percorso per affrontare al meglio tutte le sfide incombenti. Tale determinazione è evidente nel suo coinvolgimento attivo nelle attività di AFIL - Associazione Fabbrica Intelligente Lombardia, di cui è Socio dal 2022. In questo ecosistema dell’innovazione del manifatturiero avanzato lombardo, di cui fanno parte numerosi stakeholder che condividono la stessa missione, Buffoli Transfer ha trovato un terreno fertile per affrontare le sfide comuni dell’industria manifatturiera. In particolare, la partecipazione attiva alla Filiera lombarda dei macchinari e dei sistemi di produzione evoluti e sostenibili, sviluppata sotto l’egida di AFIL in risposta alla Manifestazione di Interesse per le Filiere lanciata da Regione Lombardia, ’dimostra l’impegno di Buffoli Transfer nell’essere parte integrante di iniziative che promuovono l’innovazione e lo sviluppo nel settore manifatturiero.
AFIL – Associazione Fabbrica Intelligente Lombardia – è il Cluster Tecnologico per il Manifatturiero Avanzato ufficialmente riconosciuto da Regione Lombardia. Attraverso le Strategic Communities, ovvero gruppi di lavoro formati da grandi imprese, PMI, start-up, associazioni, università e centri di ricerca che lavorano su tematiche strategiche per il manifatturiero lombardo, AFIL accompagna i suoi associati in un percorso collaborativo di crescita attraverso incontri tematici, workshop, webinar, matchmaking, missioni internazionali, favorendo lo sviluppo di progettualità di filiera e promuovendo la R&I anche a livello interregionale. Le Strategic Communities di AFIL ad oggi sono 6: De- and Remanufacturing for Circular Economy, Digital Transformation, Advanced Polymers, Additive Manufacturing, Secure and Sustainable Food Manufacturing, Smart Components.
Per maggiori informazioni sulle attività di AFIL e per le modalità di adesione al Cluster, si invita a visitare il sito www.afil.it oppure a scrivere all’indirizzo comunicazione@afil.it
Aprile 2024 www.ammonitore.com 6
di Francesco Buffoli – Buffoli Transfer
Martina Imarisio Neviani – AFIL
INNOVAZIONE E SVILUPPO
DI PRECISIONE
TORNITURA

Aprile 2024 www.ammonitore.com 7
DIGITALIZZAZIONE
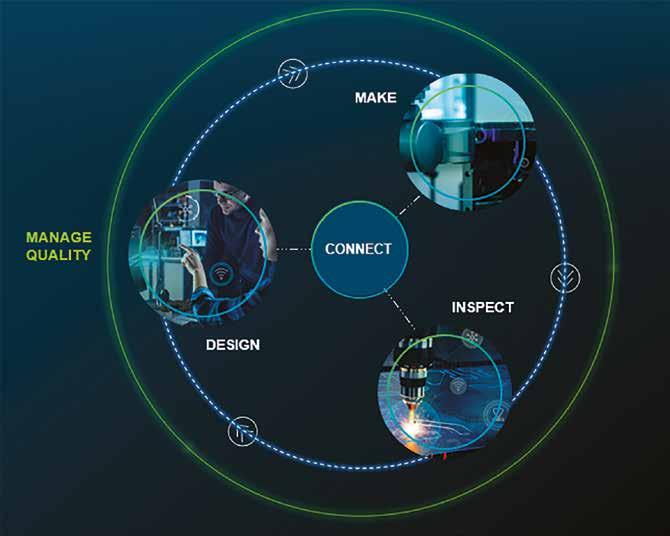
Rivoluzione Digitale nell’Advanced Manufacturing
L’Italia si trova di fronte alla sfida di rimanere competitiva nel contesto globale dell’Advanced Manufacturing. Hexagon si pone come catalizzatore del cambiamento, eliminando i limiti tecnologici e focalizzandosi su dati, collaborazione e automazione per guidare la transizione verso una produzione intelligente
di Fabio Chiavieri
Nonostante il concetto di industria 4.0 sia stato introdotto già nel 2011, la trasformazione digitale nel settore produttivo rimane ancora incompleta. Nonostante le tecnologie che permettono l’efficiente utilizzo dei dati e l’evoluzione dell’interazione uomo-macchina verso una maggiore autonomia siano disponibili, è essenziale integrarle in una nuova prospettiva della produzione per massimizzarne i vantaggi.
Secondo un’indagine commissionata a Forrester da Hexagon, il 97% delle aziende manifatturiere affronta sfide legate alla produttività e alla collaborazione, mentre il 98% ha difficoltà nella gestione e nell’utilizzo dei dati. Inoltre, l’81% riconosce l’importanza di prendere decisioni corrette nelle prime fasi del ciclo di sviluppo.
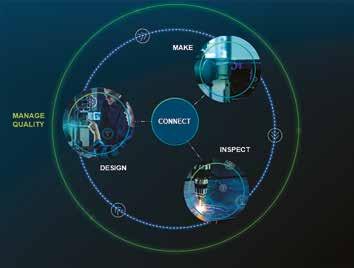
Per affrontare queste sfide, Hexagon ha scelto di integrare la sua offerta per offrire una soluzione completa per la produzione intelligente, dalla progettazione alla produzione al controllo qualità. Sfruttare i dati raccolti in ciascuna fase all’interno di un ciclo di feedback digitale consente di migliorare continuamente il processo, fino a raggiungere l’eccellenza.
Hexagon ha presentato alla fiera MECSPE 2024 la sua visione della produzione intelligente, mirando a sostenere le aziende che desiderano trarre il massimo vantaggio dalla tecnologia per rimanere competitive. Questo approccio consente alle

aziende manifatturiere di ottimizzare la produzione, migliorare la collaborazione tra i team, utilizzare l’automazione per i compiti ripetitivi e ridurre i costi e gli sprechi, avvicinandosi così ai criteri di sostenibilità della futura Industria 5.0.
Al proprio stand Hexagon ha mostrato alcune delle proprie ultime soluzioni in ambito CAE, CAD-CAM, metrologia:
• Software suites dedicate a specifici ambiti applicativi, tra cui: Virtual Manufacturing, Mold & Die, Additive Manufacturing;
• La piattaforma Nexus, volta ad integrare le fasi di progettazione, produzione e ispezione in maniera aperta, collaborativa e connessa;
• Alcune novità assolute relative ai sistemi di misura robotizzati e ai sensori ad alta risoluzione per la verifica metrologica di superfici;
• Un nuovo scanner a luce strutturata con scansione ottica 3D funzionalità uniche di risoluzione e copertura del pezzo variabili.
Luca Ruggiero, , ha dichiarato in conferenza stampa: “Siamo entusiasti di presentare soluzioni tecnologiche avanzate che aiuteranno le aziende manifatturiere a mantenere la loro competitività. Grazie alle nostre tecnologie, possiamo ottimizzare e collegare in modo efficiente il processo di progettazione, produzione e controllo dimensionale, incoraggiando la collaborazione e l’analisi intelligente dei dati lungo l’intero ciclo produttivo.”
Il primo scanner ottico 3D con zoom motorizzato di Hexagon
La divisione Manufacturing Intelligence di Hexagon ha annunciato il lancio di un nuovo tipo di scanner a luce strutturata ad alta produttività. Costruito su una piattaforma completamente riprogettata, lo SmartScan VR800 è il primo scanner ottico 3D sul mercato con un obiettivo zoom motorizzato che consente agli utenti di regolare la risoluzione dei dati e il campo visivo interamente tramite impostazioni software senza la necessità di ricalibrare le lenti. Ciò aumenta notevolmente la produttività delle ispezioni di qualità e migliora ulteriormente i flussi di lavoro con processi di allineamento post-scansione più efficienti, compresa la possibilità di combinare scansioni di diversa risoluzione all’interno di un unico progetto. Mentre gli scanner a luce strutturata tradizionali hanno una configurazione ottica fissa, la combinazione di due telecamere stereoscopiche e di una proiezione con zoom ottico rende lo SmartScan VR800 molto più flessibile, consentendo agli utenti di definire esattamente la forma in cui raccogliere i dati. Tre nuove funzioni software - Smart Resolution, Smart Zoom e Smart Snap - consentono all’utente di personalizzare la risoluzione dell’ispezione e il campo visivo senza modifiche meccaniche al sistema. Ciò significa che le scansioni ad alta risoluzione, che richiedono l’utilizzo di molti dati, possono essere concentrate sulle aree più ricche di caratteristiche, mentre altre aree possono essere coperte in modo più efficiente da scansioni più grandi e/o a bassa risoluzione.

Aprile 2024 www.ammonitore.com 8
MISURA E CONTROLLO
Luca Ruggiero, Direttore Commerciale Italia di Hexagon






• Automazione: soluzioni di metrologia industriale che facilitano l’automazione in fabbrica
• Digitalizzazione: dati di processo end-to-end per l’analisi e il reporting di produzione
• Sostenibilità: tecnologie che aumentano la produttività e la sostenibilità dei processi produttivi
Aprile 2024 www.ammonitore.com 9 www.renishaw.it Renishaw SpA via dei Prati 5, 10044 Pianezza (TO), +39 011 966 67 00, italy@renishaw.com © 2023 Renishaw plc. Tutti i diritti riservati.
Il tuo partner per la produzione del domani 277x388mm_Advert_Your_Partner_For.indd 1 21/02/2024 14:16:07
COMPONENTI
Il settore dell’automazione tra crescita e sostenibilità
Ottime notizie per il settore dell’industria manifatturiera italiana che nel contesto economico del 2023 ha confermato i livelli di fatturato massimi raggiunti nel 2022, con una cifra impressionante di 1,169 miliardi di euro e i dati sono particolarmente positivi per il settore dell’automazione
Secondo Donald Wich, amministratore delegato di Messe Frankfurt Italia, il settore dell’automazione si è distinto brillantemente, superando altri settori meno performanti. La transizione digitale e la sostenibilità hanno guidato questo successo, con un contributo signifi-
cativo dell’export. Il periodo è estremamente fecondo e la crescita e lo sviluppo hanno permesso di superare le sfide degli ultimi anni, incluse le incertezze di fine 2023, abbracciando l’evoluzione dell’industria che si proietta verso la versione 5.0. La sostenibilità ambientale, sociale ed
economico-finanziaria si configura come un fattore fondamentale per favorire questa crescita e assicurare la competitività. In questo settore all’avanguardia, Mayr da 125 anni rappresenta un punto di riferimento grazie a prodotti di alta qualità dedicati alla robotica e all’automazione.

Per l’anno 2024, le previsioni indicano un moderato rimbalzo economico, con una crescita stimata dello 0,5%, e una prospettiva ancora più rosea per il 2025, con un incremento previsto dell’1,3%. Questi dati rafforzano l’ottimismo e la fiducia nella capacità dell’industria di adattarsi e prosperare anche in tempi incerti. Nel dettaglio, l’automazione industriale nel 2023 ha visto un incremento di fatturato del 12%, secondo i dati di preconsuntivo Anie. Nonostante sia una crescita più contenuta rispetto al 2022, si tratta comunque di un risultato eccezionalmente positivo che lascia presagire la crescita delle aziende del settore grazie anche alla forte domanda di tecnologie di automazione.
Corsa al futuro
Per quanto riguarda le prospettive future, l’Osservatorio dell’Industria Italiana dell’Automazione prevede una crescita della domanda nei settori dell’Elettrotecnica e dell’Elettronica per i prossimi due anni. Questi settori continueranno a beneficiare degli investimenti legati alle transizioni green e digitale, mantenendo positivo il fatturato e i volumi. In questo contesto, Il Piano Industria 5.0, atteso entro la fine di gennaio nell’ambito del decreto Pnrr, con un budget di 6,3 miliardi di euro, offre ulteriori incentivi significativi destinati all’efficientamento energetico, autoconsumo e formazione, sottolineando l’importanza della transizione digitale ed energetica dell’industria italiana.
Vi è anche una novità: l’Osservatorio ha analizzato i tre pilastri fondamentali dell’Industria 5.0 ovvero
Aprile 2024 www.ammonitore.com 10
INDUSTRIA 5.0
A cura della redazione
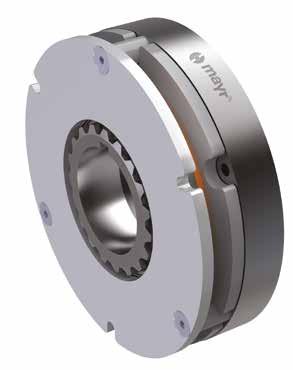
Gamma freni ROBA-servostop



antropocentrismo, sostenibilità e resilienza prendendo in considerazione le tecnologie chiave, le sfide e i vantaggi associati a questa nuova prospettiva industriale. In questo contesto risulta evidente che la rapida evoluzione del settore in termini di tecnologia richiede l’adozione di componenti di altissimo livello. In tal senso, Mayr si preoccupa di sviluppare costantemente soluzioni intelligenti per il settore della robotica e dell’automazione. In particolare, per il settore della robotica e dell’automazione, Mayr ha sviluppato freni di sicurezza ad alte prestazioni, progettati anche su misura. Questi freni offrono una protezione ineguagliabile dimostrando la loro efficienza in una vastissima gamma di applicazioni. La sicurezza è un aspetto prioritario in tutti i campi serviti, dai robot industriali con operatore umano alle più delicate applicazioni elettromedicali.
Oltre ai freni, anche i giunti Mayr garantiscono altissima affidabilità nelle soluzioni per la robotica e l’automazione. La vasta gamma di giunti ad alte prestazioni, senza gioco e altamente efficienti, garantisce un collegamento sicuro tra gli alberi, permettendo un funzionamento sicuro e senza intoppi per le apparecchiature.
In particolare, i giunti di sicurezza Mayr assicurano una protezione affidabile e duratura dal sovraccarico, garantendo così la massima sicurezza operativa e produttività in qualsiasi applicazione. Le soluzioni intelligenti offerte dall’azienda assicurano prestazioni superiori e riflettono la sua ottima reputazione sul mercato quale partner sul quale contare per la crescita.
Sfide più facili da superare con i freni di sicurezza
Le sfide odierne consistono nel sapersi adattare alle più svariate necessità di installazione. Per rispondere a queste esigenze, Mayr ha progettato una costruzione modulare e molto efficiente per i suoi prodotti. Per esempio, i freni di sicurezza ROBA-servostop sono progettati appositamente per garantire coppie costanti per tutta la vita operativa del dispositivo. Caratterizzati dalle alte prestazioni, sono resistenti all’usura e possono essere utilizzati anche in condizioni applicative impegnative, come temperature fino a 120 °C all’interno del motore.
Un altro vantaggio offerto dai freni ROBA-servostop è che sono possibili rapporti massa-carico di 30:1 o più. La progettazione ottimizzata, al contempo lineare e robusta di questi freni di sicurezza, consente un’installazione semplice, rapida e affidabile e a differenza dei freni magnetici permanenti non è necessario posizionare assialmente in modo preciso l’albero motore. I freni ROBA-servostop sono estremamente precisi e affidabili e non sono influenzati dalla meccanica di installazione. Progettati per soddisfare le esigenze della robotica anche grazie alla loro costruzione estremamente sottile, peso ridotto e basso consumo energetico i freni di sicurezza ROBA-servostop facilitano la gestione di con-
dizioni di lavoro impegnative. La loro geometria adattabile e i tempi di commutazione estremamente brevi li rendono ideali per applicazioni ad alta velocità. Sono sempre forniti pronti per l’installazione, sottoposti a rigorose ispezioni per garantirne la massima qualità.
Da notare una caratteristica importante: i freni di sicurezza ROBA-servostop possono essere prodotti con un ampio diametro interno che li rende adatti all’uso anche in motori ad albero cavo.
Giunti di ultima generazione
Nell’ambito della robotica e delle applicazioni automatizzate, elementi come la precisione e la velocità di avanzamento dipendono significativamente dalla qualità degli assi del servomotore e dei loro componenti. I giunti hanno la funzione fondamentale di trasmettere la potenza del motore da un albero all’altro e compensare eventuali disallineamenti dell’albero. Nella tecnologia a servomotore sono generalmente utilizzati giunti a soffietto in acciaio, elastomeri, e giunti lamellari che rappresentano i giunti senza gioco più comuni e ricercati. Tuttavia, ogni applicazione ha le sue caratteristiche e necessità particolari. Proprio per questo Mayr offre una gamma di prodotti estremamente ampia e sofisticata che permette ai clienti di sfruttare appieno il knowhow di una delle aziende leader a livello mondiale nel settore dell’automazione. I giunti Mayr non solo offrono prezzi vantaggiosi e brevi tempi di consegna, ma sono anche facili da gestire e da selezionare tramite il configuratore di prodotto disponibile gratuitamente sul sito aziendale.
Prodotti e servizi che rendono la vita più facile Mayr offre una vasta gamma di prodotti e quelli che seguono sono tra i più ricercati per le applicazioni nel settore dell’automazione grazie alle loro altissime prestazioni.
ROBA-DS: Giunti servomotore lamellari senza usura e senza necessità di manutenzione
La serie di giunti ROBA-DS è caratterizzata dalla costruzione estremamente compatta realizzata in leghe di acciaio e alluminio ad alta resistenza. Questi giunti offrono una vasta gamma di coppia, da 35 a 150 Nm, e si distinguono per la loro affidabilità e durata nel tempo. Grazie al design intelligente, i giunti ROBA-DS garantiscono una trasmissione di potenza senza gioco e sono resistenti alle sollecitazioni meccaniche. La manutenzione e la sostituzione dei giunti non rappresentano un problema, poiché possono essere facilmente rimossi anche dopo periodi di esercizio prolungati senza danneggiare il pacco lamellare in acciaio.
amenti che è quasi il triplo rispetto ai comuni giunti a soffietto in acciaio con disallineamenti radiali, angolari e assiali degli alberi. Con una coppia che varia da 16 a 700 Nm, questi giunti sono adatti a una vasta gamma di applicazioni e consentono una trasmissione di potenza senza gioco e torsionalmente rigida. La loro costruzione modulare offre alta flessibilità nella progettazione in aggiunta ad una installazione rapida e sicura che li rende una scelta ideale per molteplici applicazioni.
ROBA-ES: giunti con elastomero senza gioco I giunti di trasmissione ROBA-ES trasmettono la coppia senza gioco e assorbono le vibrazioni critiche. Con una vasta gamma
di coppia, da 4 a 1.250 Nm, questi giunti con elastomero rappresentano una soluzione affidabile per una varietà di applicazioni. La loro capacità di compensare i disallineamenti e la loro elevata resistenza alle vibrazioni li rendono ideali per applicazioni impegnative di esercizio. I giunti ROBA-ES sono progettati per garantire un funzionamento senza gioco e senza manutenzione, contribuendo così a una maggiore efficienza e durata dei dispositivi. In aggiunta alla vasta selezione dei suoi prodotti, Mayr offre un servizio di supporto tecnico e assistenza immediata per applicazioni speciali, domande sui prodotti, assistenza alla scelta e, naturalmente, per l’installazione e post-vendita.

Smartflex: Giunti a soffietto in acciaio modulari e adattabili
I giunti smartflex sono fra i più venduti per la loro capacità di compensazione dei disalline-
Aprile 2024 www.ammonitore.com 11
Freno ROBA-Servostop
Freno ROBA-servostop Cobot non in tensione
Cobot in tensione
PROGETTAZIONE
L’approccio collaborativo all’innovazione
Dalla progettazione bionica per stile e prestazioni al “Design for WAAM” per componenti di grandi dimensioni. Il progetto di innovazione AMMT, finanziato dal Mise e dal Competence Center Bi-Rex, mira a potenziare la competenza nella stampa 3D e progettazione per AM, concentrandosi su tecnologie come WAAM e SLM
di Anna D’Angelo
Ingegnere,
R&D Engineer, Poggipolini SpA
Additive Multimaterial Morphological Transformation (AMMT) è un progetto di innovazione e sviluppo, co-finanziato dal Mise e dal Competence Center Bi-Rex, finalizzato ad accrescere la competenza nell’ambito della stampa 3D e della progettazione per AM attraverso l’esperienza diretta su casi pratici.
Tramite AMMT, un gruppo eterogeneo di aziende ha unito forze e risorse con partner tecnologici e accademici, per l’obiettivo comune di esplorare il mondo dell’Additive ed in particolare le tecnologie del “Wire Arc Additive Manufacturing” (WAAM) e del “Selective Laser Melting” (SLM).
Attraverso tre casi studio sono state affrontate due tematiche: la ricerca di un giusto compromesso tra stile, alleggerimento e performance (moto) e la fattibilità/sostenibilità economica delle tecnologie a filo per componenti di grandi dimensioni (riduttori). Nonostante fossero diversi gli obiettivi specifici e le variabili in gioco, per ciascun caso studio, l’iter seguito è sempre stato il medesimo: a partire dall’analisi iniziale, attraverso l’ausilio di software per l’analisi agli elementi finiti (FEM) e per l’ottimizzazione topologica, sono stati ottenuti design differenti e più leggeri con forme estremamente complesse. Tuttavia, il software non tiene conto di alcuni fattori chiave come i limiti delle tecnologie e l’economicità del processo. Questi aspetti e molti altri, sono stati considerati nel successivo processo di “ottimizzazione manuale”
• Poggipolini: azienda specializzata in progettazione e lavorazioni meccaniche ad altissima precisione per i settori aerospace, automotive e motorsport, è stata capofila del progetto occupandosi della gestione finanziaria e amministrativa e fornendo coordinamento tecnico, know-how sulle tecnologie additive, sul design meccanico e sulle tecnologie produttive ma è stata anche end-user tramite un caso studio portato insieme al partner Ducati e riguardante un componente motociclistico (piastre porta pedane).
• Bonfiglioli: società leader nella produzione di motoriduttori, sistemi di azionamento, inverter e motori elettrici, è stata end-user del progetto tramite due casi studio (testata motore idraulico e porta planetario di un riduttore epicicloidale).
• Juno Design: come Technology-Service provider ha contribuito con la sua esperienza nella stampa 3D e nel design, fornendo sistemi CAD (PTC Creo) per la riparazione e modifica dei file di stampa, consulenza per le tecnologie additive e realizzando dei prototipi di forma con tecnologie HP Multi Jet Fusion.
• Altair Engineering: come Technology-Service provider ha fornito tutta la parte di software per sviluppare i design bionici e gli strumenti di Generative Design per la ricostruzione tramite PolyNURBS delle geometrie ottimizzate.
• Guidetti Technology: come Technology-Service provider ha fornito informazioni e piccoli test di produzione sulla tecnologia WAAM per i casi studio Bonfiglioli.
• Università di Bologna: ha operato attraverso il Centro Interdipartimentale di Ricerca Industriale – Meccanica Avanzata e Materiali (CIRI MAM) fornendo know-how sull’uso delle tecnologie additive e sul design meccanico, mettendo una persona dedicata a tempo pieno sul progetto con assegno di ricerca.
basata sugli input ricevuti dai diversi fornitori di stampa e dalla condivisione di esperienze e know-how dei diversi partner coinvolti nel progetto. Di conseguenza, i risultati dell’ottimizzatore topologica sono stati “interpretati” e “rielaborati” anche in ottica produttiva al fine di ottenere delle geometrie ancora più performanti, rispetto a quelle fornite “automaticamente” dal software, ma allo stesso tempo realizzabili e con costi inferiori. Il lavoro ha permesso di conoscere più a fondo e in modo diretto gli ostacoli tecnologici mettendo poi in pratica azioni atte a mitigarli o superarli e di capire quali possono essere gli sviluppi futuri.
Design for AM
Le attività svolte nel progetto AMMT riguardano principalmente la riprogettazione di tre diversi componenti meccanici in ottica di stampa 3D: un portaplanetario di un riduttore epicicloidale (case study Bonfiglioli), una testata di un motore idraulico (case study Bonfiglioli) e le piastre porta pedane destra e sinistra di un motoveicolo (case study Poggipolini con partner Ducati).
Come punto di partenza, in aggiunta alle conoscenze dei diversi partner, è stato effettuato uno studio bibliografico per valutare lo stato dell’arte delle tecnologie di stampa.
Lo studio preliminare risulta in linea con uno degli obiettivi inziali del progetto, ovvero la definizione di linee guida per la progettazione per AM, perché ha consentito ai diversi partner di arricchire le proprie conoscenze e acquisirne anche delle nuove relative al DfAM per andare incontro alle esigenze di stampa.
Le tecnologie prese in esame sono sta-
te due: le tecnologie powder-based tra cui i processi SLM (Selective Laser Melting) di interesse per la loro flessibilità e il loro consolidato sviluppo che, oramai, consente di stampare, anche con elevata precisione, forme estremamente complesse non producibili con tecnologie tradizionali, e quelle a base filo ed, in particolare, i processi WAAM (Wire Arc Additive Manufacturing) di interesse per la loro economicità per l’applicazione a componenti di grandi dimensioni, diversamente dai processi a base polvere. Infatti, per alcuni settori produttivi, un ostacolo ancora significativo nell’adozione dell’Additive Manufacturing è il suo impatto economico, che parte dalle stesse materie prime utilizzate, come le polveri, il cui costo rimane ancora notevole. L’interesse verso le tecnologie a filo nasce dall’ opportunità di poter utilizzare una materia prima più economica, il
filo, e al tempo stesso sfruttare uno dei vantaggi dell’Additive, ovvero: poter realizzare delle parti in tempi celeri rispetto a processi tradizionali che prevedono più fasi di lavorazione e/o richiedono, ad esempio, la produzione anche di stampi (come per i due componenti Bonfiglioli realizzati originariamente di casting). Le tecnologie WAAM permettono un’elevata velocità di deposizione e risultano economicamente più convenienti rispetto a quelle SLM. Tuttavia, a differenza delle parti prodotte tramite SLM, la precisione delle parti prodotte tramite WAAM è inferiore, specialmente su dettagli e geometrie complesse. Le geometrie prodotte tramite WAAM possono anche richiedere lavorazioni aggiuntive per raggiungere il risultato desiderato. Per i due componenti dei casi studio Bonfiglioli, l’iter che porterebbe alla realizzazione di un componente finito,
Aprile 2024 www.ammonitore.com 12 ADDITIVE MANUFACTURING
LE AZIENDE COINVOLTE NEL PROGETTO E RUOLI
Testata motore idraulico: Prototipo di forma stampato con HP Multi Jet Fusion (risultato ottimizzazione prima della modifica dei canali).
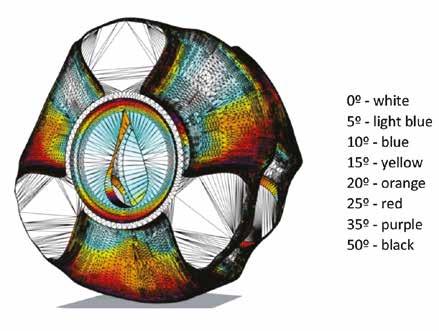
Geometria portaplanetario di taglia “maggiore”: mappa angoli rispetto alla direzione di stampa dopo le prime modifiche
nel caso di un “nuovo prodotto”, è abbastanza lungo paragonato ai tempi richiesti dalla stampa 3D. L’obiettivo perseguito per i due casi studio Bonfiglioli prevedeva l’ottimizzazione dei due componenti per poter sfruttare i vantaggi dell’AM in termini di costi (filo) e tempi di produzione. Nel caso studio Poggipolini-Ducati delle piastre porta pedane, invece, si è scelto sin dall’inizio di utilizzare la tecnologia di stampa a base polvere. Questa scelta è motivata dal fatto che lo stile è stato uno dei principali aspetti considerati nel processo di progettazione. Si è ricercato un equilibrio tra lo stile desiderato, orientato verso le organic shapes e le performance richieste, che dovevano essere almeno pari, se non superiori, a quelle del componente originario, garantendo allo stesso tempo una certa riduzione di peso. I processi powder-based risultano i più adatti alla stampa di componenti complessi come quello in esame. Inoltre, trattandosi di componenti di dimensioni ridotte che richiedono una stampa ad alta precisione per ridurre al minimo le lavorazioni successive, la scelta della tecnologia SLM o di altri processi powder-based risulta essere la più appropriata. Per la stampa dei tre casi studio, con le due tecnologie di interesse, sono stati intercettati diversi fornitori e, grazie all’interazione diretta con gli owner di processo per la tecnologia WAAM, è stato anche possibile integrare, nelle ultime fasi di design dei componenti ottimizzati, modifiche volte ad agevolare il processo stesso di stampa e minimizzarne i costi. Il redesign dei componenti è stato effettuato tramite i software di Altair Engineering (Inspire e SimLab) per l’analisi strutturale e l’otti-
mizzazione topologica. L’ottimizzazione topologica è un metodo matematico che consente di ottimizzare il layout di un materiale all’interno di un design space per un determinato set di carichi, condizioni al contorno e vincoli, con l’obiettivo di massimizzare la performance del sistema. L’obiettivo dell’ottimizzazione può essere, ad esempio, quello di massimizzare la rigidezza del componente, cercando di raggiungere un determinato mass target, o di minimizzare la massa di un modello con un certo fattore di sicurezza. In definitiva, l’ottimizzazione topologica è uno strumento che consente di progettare strutture e componenti più leggeri ed efficienti, massimizzando le proprietà desiderate.
Il solutore impiegato dai software di Altair, per la risoluzione del problema di ottimizzazione, è optistruct. Gli step di progettazione con optistruct sono:individuazione di un design space “massimizzato”;
1 creazione di un modello agli elementi finiti; 2 definizione di: variabili di design, responses, vincoli e obiettivo;
3 processo automatico iterativo di valutazione del design space per trovare la forma ottimizzata:
• valutazione dei risultati dell’analisi;
• definizione update per il nuovo design;
• ripetizione analisi sul nuovo design.
In pratica, gli algoritmi che stanno dietro l’ottimizzatore, esplorano in modo iterativo diverse configurazioni di geometria all’interno dello spazio di design definito, per trovare la disposizione ottimale di materiale. Una volta identificata la configurazione ottimale, questa viene valutata e ulteriormente confrontata con i re-

quisiti di progettazione e i vincoli per assicurarsi che tutte le specifiche siano soddisfatte.
Nell’ottimizzazione topologica è quindi necessario definire delle responses per dare al software le indicazioni necessarie a risolvere il problema di ottimizzazione. Alcune responses devono essere vincolate, ovvero vengono definiti dei requisiti che il software deve rispettare nella risoluzione del problema, mentre, una delle response deve essere libera e viene definita come funzione obiettivo da minimizzare o massimizzare (es. di funzione obiettivo: minimizzare una funzione sotto determinati vincoli). Nel caso di “ottimizzazione manuale”, ossia durante la progettazione tradizionale senza l’uso di software per l’ottimizzazione topologica, alcuni passaggi simili vengono eseguiti e il design di un componente prosegue attraverso un processo di “trial and error”. Il progettista si basa principalmente sulla propria esperienza e conoscenza per creare un design iniziale del componente che viene progressivamente affinato. Le successive modifiche possono essere influenzate da vari fattori, tra cui requisiti funzionali-prestazionali, fattibilità di produzione e costi. Prima di procedere alla produzione del nuovo prodotto, il progettista può condurre analisi preliminari simili a quelle utilizzate nel processo di ottimizzazione topologica tramite software, agendo di conseguenza sul design in base agli stress ammissibili e/o alle deformazioni che possono fare da guida per le successive modifiche. La differenza, in questo caso, risiede nel fatto che non sarà il software a definire automaticamente gli update per il nuovo
design in modo iterativo, ma è il progettista a valutare i risultati dell’analisi e agire di conseguenza sul design. In sintesi, gli step seguiti nella progettazione tradizionale con ottimizzazione manuale possono essere così riassunti:
1 creazione di un design;
2 analisi del design;
3 valutazione dei risultati delle analisi;
4 considerazioni di fattibilità (limiti, costi, requisiti, tempo);
5 definizione di un nuovo design;
6 ripetizione manuale degli step precedenti.
Il software di ottimizzazione facilita il processo di definizione di un “design ottimale”, tuttavia, questo non garantisce sempre il miglior risultato possibile, poiché non tiene necessariamente conto dei limiti del processo produttivo. Nei software di ottimizzazione topologica, è possibile specificare una direzione di stampa, tuttavia, questo introduce un vincolo significativo al problema di ottimizzazione. Durante il progetto, si è constatato che è stato possibile ot-
Grande Sicurezza certificata



La tecnologia di serraggio autostringente per le teste di bloccaggio e freni anticaduta SITEMA da oggi ha un nome: Per l´uomo e Macchina
Aprile 2024 www.ammonitore.com 13
SITEMA GmbH & Co. KG 76187 Karlsruhe, Germany Tel. + 49 721 98661-0 info@sitema.de www.sitema.com Utilizzare il ns. sito online!
SITEMA
leader mondiale per freni e bloccaggi lineari anticaduta
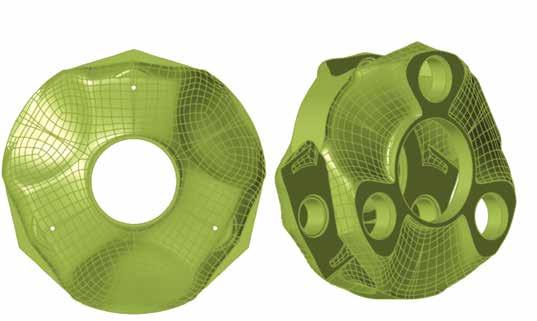
Geometria portaplanetario di taglia “maggiore”: grezzo di stampa ottimizzato per tecnologia WAAM (34 kg).
Portaplanetario di taglia “piccola”: componente stampato su SISMA MYSINT 300 presso BI-REX.
Geometria portaplanetario di taglia “maggiore”: componente finito ottimizzato per tecnologia WAAM (15 kg).
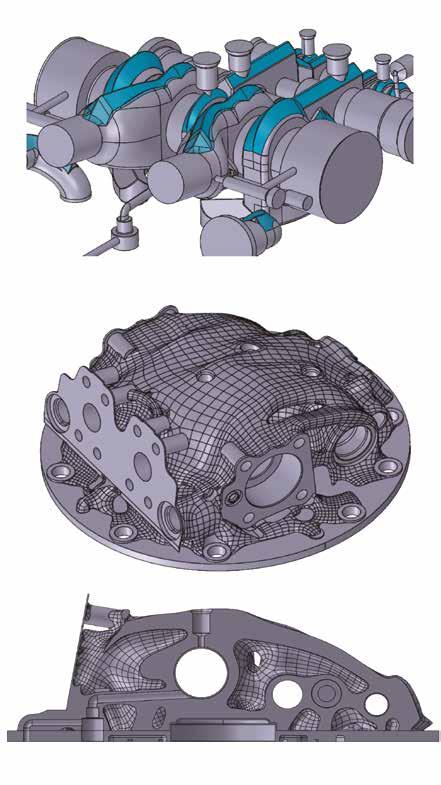
Geometria testata motore idraulico: risultato ottimizzazione costituito dai canali interni della testata con un certo offset (prima della modifica dei canali).
tenere risultati migliori lasciando una maggiore libertà di azione al software e andando a vincolare gradualmente il problema, quando necessario. In altre parole, senza imporre vincoli tecnologici specifici durante il processo di ottimizzazione, il software ha identificato la forma ottimizzata. Successivamente, sono stati aggiunti ulteriori vincoli per orientare il software verso una direzione specifica desiderata (es. ottenere uno stile orientato alle organic shapes nel caso delle piastre porta pedane). In seguito, sono stati apportati manualmente i necessari adattamenti per agevolare la produzione, basandosi su esperienza, know-how e scambi con i fornitori.
Per ciascun componente, quindi, è stato ricavato un “design massimizzato” per poter dare al software la massima libertà di azione all’interno dello spazio di design disponibile, compatibilmente con gli ingombri dei componenti circostanti. Perciò, tutti i componenti sono stati valutati all’interno dei rispettivi assiemi in cui vengono normalmente montati. Successivamente, per ciascuno di essi, è stato creato un modello agli elementi finiti con definizione di carichi e vincoli agenti. Per ogni ottimizzazione topologica, è stata effettuata un’analisi FEM per convalidare la geometria ottenuta. È importante sottolineare che, per ogni analisi effettuata sulla geometria ottimizzata, la validità del risultato ottenuto è stata determinata in confronto ai risultati FEM ottenuti sulle geometrie originali pre-ottimizzazione. Di conseguenza, i risultati sono sempre stati valutati in relazione alle prestazioni del componente originario al fine di garantire miglioramenti nei nuovi design. Prima
zione “manuale” tramite PolyNURBS. I software di Altair hanno permesso di affrontare tutto il processo di redesign all’interno di un’unica piattaforma: partendo dalla definizione del problema di ottimizzazione (con obiettivi e vincoli) fino alla ricostruzione della geometria ottimizzata. La progettazione di ciascun componente è stata un processo iterativo durante il quale si sono modificati i vari parametri di input in base agli obiettivi prefissati (come target di peso, gli stress o le deformazioni ammissibili) fino ad ottenere la geometria ottimizzata definitiva. Dopo l’ottimizzazione topologica, è possibile esportare un modello in formato .stl che può poi essere ricostruito all’interno di Inspire tramite la funzione PolyNURBS, ottenendo un modello solido esportabile nei formati standard come .xt o .stp La funzione PolyNURBS consente la ricostruzione di qualsiasi geometria a partire da un file sotto forma di mesh. Le PolyNURBS sono un tipo di superficie parametrica molto utilizzata nella modellazione di geometrie derivanti da ottimizzazione topologica perché consentono una grande flessibilità nella gestione di forme complesse. Le geometrie ottimizzate spesso presentano forme organiche che sarebbe difficile ridisegnare con un normale software CAD. Tuttavia, tramite PolyNURBS, è possibile seguire l’andamento della mesh per creare celle di PolyNURBS, rendendo più agevole la modifica della geometria. Come già anticipato, nonostante il software consenta di automatizzare il processo di design, è conveniente “interpretare” il risultato dell’ottimizzazione tenendo conto dei vincoli tecnologici e andando incontro alle esigenze di stampa. Nel caso studio delle piastre porta pedane, ad esempio, la struttura ricercata a livello di design doveva riflettere l’estetica delle organic shapes. È stato ottenuto, dopo aver opportunamente “forzato” l’ottimizzatore agendo su vincoli e parametri di
dell’ottimizzazione topologica, è stato utile separare le zone di design da quelle di non design space. Le zone di non design space sono quelle regioni funzionali, all’interno del componente, che devono essere mantenute nella struttura (es. fori di accoppiamento, canali interni e zone di contatto o interfaccia) e che quindi vengono escluse dal dominio di progettazione affinché non subiscano variazioni durante il processo di ottimizzazione. Tuttavia, la separazione delle zone di design e non design space non sempre rappresenta la soluzione ottimale. È fondamentale valutare caso per caso quale approccio adottare per non limitare eccessivamente il problema già durante la fase iniziale di impostazione. Nel caso studio Bonfiglioli riguardante la testata motore, ad esempio, definire tutti i canali interni come zone di non design avrebbe introdotto, fin dall’inizio, un vincolo troppo rigido nel problema di ottimizzazione, limitando la capacità del software di determinare lo spessore in base alle esigenze strutturali specifiche di ciascuna zona. Per evitare di vincolare eccessivamente il problema, sarebbe stato necessario definire uno spessore molto sottile per le zone di non design space (ad esempio 0,5 mm) ma ciò avrebbe portato a significative difficoltà computazionali, richiedendo una mesh molto fitta su un componente massiccio (diametro 298 mm), senza apportare benefici aggiuntivi. In questo contesto, è stato più opportuno non definire i canali come zone di non design, ma lasciare al software la libertà di agire in base ai carichi applicati e correggere eventuali zone con spessori insufficienti o man-
input, il design accattivante ricercato, costituito da una serie di beams unite tra loro in modo fluido, con diverse inclinazioni. Non tutte le inclinazioni derivanti dall’ottimizzazione, però, risultano nella giusta direzione. Con l’azione di modifica “manuale”, in questo caso, si è andati ad agire per sistemare i vari collegamenti di beams, inclinandoli nella direzione appropriata rispetto a quella di stampa, al fine di evitare la presenza di supporti, oppure andando a variare determinate connessioni in base ai risultati dell’analisi FEM. Per ciascuna geometria, sia il processo di ottimizzazione topologica che la successiva ricostruzione hanno richiesto diverse iterazioni: una volta individuata la configurazione ottimale di parametri di input per l’ottimizzazione che ha portato alla geometria ottimizzata finale, questa è stata ricostruita tramite PolyNURBS e quindi sottoposta a verifica tramite analisi FEM. Sulla base dei risultati ottenuti dalle analisi, sono state apportate le modifiche necessarie, sempre utilizzandole PolyNURBS, al fine di gestire gli stress localizzati o alleggerire ulteriormente ove possibile.
Case study 1Portaplanetario Bonfiglioli Per il caso studio del portaplanetario, l’ottimizzazione è stata effettuata tenendo conto di due differenti condizioni di carico, non agenti contemporaneamente. Il software, infatti, è in grado di fornire la forma ottimale mediata sui load case ai quali deve resistere. Tramite ottimizzazione topologica è stata ottenuta una riduzione di peso quasi del 40 % (peso geometria ottimizzata in acciaio circa 2,5 kg) rispetto alla geometria originaria in ghisa (peso circa 4 kg). L’obiettivo iniziale era di riprogettare il componente con l’intenzione di stamparlo in acciaio tramite WAAM, tecnologia basata sul principio della saldatura che consente di avere tassi di deposizione elevati ma una minore precisione rispetto ad
Aprile 2024 www.ammonitore.com 14
canti nella successiva fase di ricostru-
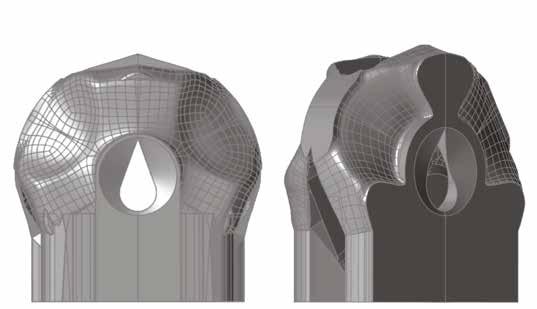
Testata motore idraulico: riprogettazione dei canali interni per evitare la presenza di supporti in zone che non richiedessero comunque successive lavorazioni CNC.
Geometria testata motore idraulico: ricostruzione fedele al risultato dell’ottimizzazione post modifica dei canali.
Geometria testata motore idraulico: ricostruzione fedele al risultato dell’ottimizzazione post modifica dei canali. Vista in sezione per evidenziare le cavità interne completamente chiuse.
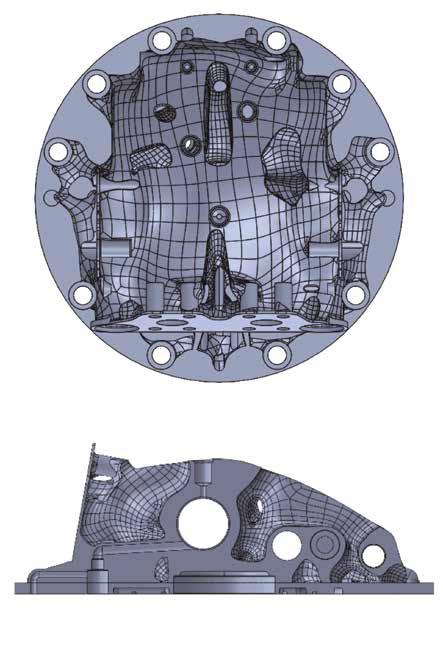
Geometria testata motore idraulico: ricostruzione finale del risultato dell’ottimizzazione post modifica dei canali. Apertura verso l’esterno ed estensione delle cavità interne completamente chiuse.
Geometria testata motore idraulico: ricostruzione finale del risultato dell’ottimizzazione post modifica dei canali. Vista in sezione per evidenziare l’apertura verso l’esterno e l’estensione delle cavità interne completamente chiuse.
altre tecnologie AM (es. rugosità superficiali elevate). Tuttavia, con i processi WAAM, gestire forme complesse risulta difficile, se non impossibile. Nei processi WAAM, Il concetto di supporto è diverso rispetto ad altre tecnologie additive. I supporti, infatti, sono realizzati con materiale pieno depositato durante la stampa e risultano parte integrante del pezzo stesso, successivamente quindi devono essere rimossi mediante lavorazioni post stampa CNC. Durante i primi tentativi di stampa della geometria ottimizzata si sono riscontrate diverse difficoltà. Il portaplanetario in esame era di dimensioni ridotte rispetto ad altri della stessa famiglia e per questo motivo, anche sulla base dei suggerimenti dei fornitori di stampa, è stato scelto un secondo portaplanetario, di dimensioni maggiori, anch’esso da ottimizzare sotto analoghe condizioni di carico (rotazione in senso orario e antiorario). Questo cambio è stato fatto dopo aver constatato che la convenienza nell’uso del WAAM si riscontra principalmente per pezzi di dimensioni più grandi. Per il secondo portaplanetario ottimizzato, è stata ottenuta una geometria molto simile alla precedente ottimizzazione, mantenendo coerenza con il fatto di avere analoga geometria (ad eccezione delle diverse dimensioni) soggetta a simili condizioni di carico. In questo caso, il peso del componente originario in ghisa è stato ridotto da 25 kg a circa 15 kg per quello ottimizzato in acciaio. Dopo diverse iterazioni di design, seguendo le indicazioni del fornitore di stampa, sono state generate due geometrie: un grezzo di stampa (34 kg) e un componente finito (15 kg).
A partire dal risultato dell’ottimizzazione, infatti, è stato innanzitutto individuato l’orientamento di stampa ottimale, e successivamente sono state effettuate modifiche e adattamenti mirati a rendere il componente ottimizzato compatibile con la stampa tramite WAAM. In particolare, sono state modificate tutte le parti sporgenti rispetto alla direzione di stampa,
bile per ricostruire una geometria risultante dall’ottimizzazione che sia possibile realizzare senza problemi. Nel caso specifico, considerando la limitata flessibilità del WAAM nella gestione di forme complesse e le difficoltà di processo riscontrate, sarebbe stato più conveniente utilizzare un CAD tradizionale, dando massima priorità ai vincoli tecnologici. Tuttavia, la strada seguita ha consentito un’approfondita esplorazione dello stato attuale della tecnologia. Il lavoro svolto ha di fatto permesso di identificare i vincoli tecnologici, tramite un caso d’uso reale, e di cercare soluzioni per superarli, anche con successo in alcuni casi. Nonostante gli sforzi, si è poi scelto un percorso alternativo poiché il risultato ottenuto non si è più rivelato conveniente dal punto di vista economico. Il componente ottimizzato è stato infine stampato tramite SLM in BIREX con stampante SISMA MYSINT 300, nella versione iniziale di taglia piccola, e in fase di ricostruzione, il risultato ottenuto è stato ulteriormente alleggerito per poter sfruttare al massimo la flessibilità delle tecnologie SLM.
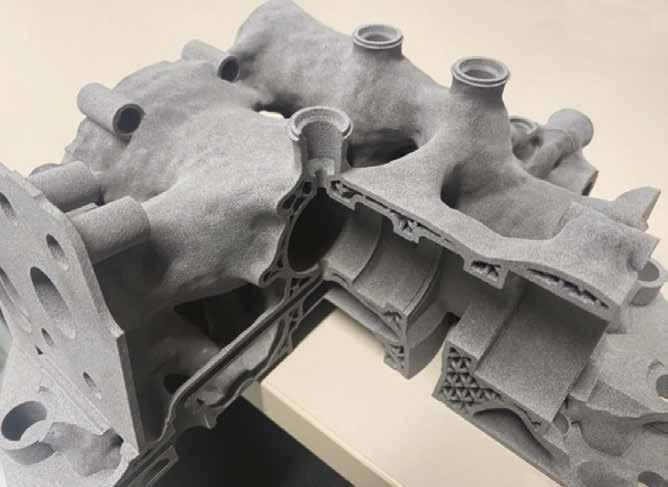
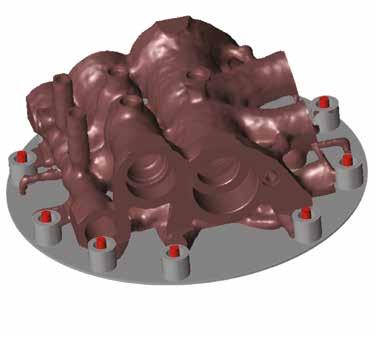
Testata motore idraulico TH180 di Bonfiglioli S.p.A.
La testata motore si è dimostrata fin da subito un caso studio molto complesso per l’applicazione della tecnologia additiva. Infatti, si tratta di un componente costituito da un corpo massiccio in ghisa che ospita una serie di canali interni che fungono da vie di passaggio per l’olio. Il componente originario viene realizzato con tecnologia fusoria e successiva lavorazione di alcuni dei canali interni. Questi ultimi hanno diametri variabili che vanno da un minimo di 3 mm fino a circa 50 mm e sono configurati con diverse angolazioni tra loro. Perciò, si esclude la possibilità di immaginare una direzione di stampa preferenziale per evitare completamente la presenza di supporti interni ai canali. I canali interni non solo sono funzionali al passaggio del fluido ma alcuni di essi sono sedi di altri componenti come valvole e dispositivi vari. Queste zone richiedono tolleranze strette e finitura superficiale accurata, perciò dovendo ospitare altre parti montate al loro interno, sarebbe stata indispensabile una successiva lavorazione meccanica. La parte inferiore della testata originaria è invece costituita da una robusta flangia di diametro 298 mm e spessore
circa 20 mm.
La complessità della geometria appena descritta ha reso chiaro fin dall’inizio che i processi WAAM non erano una scelta praticabile per la stampa. Nonostante il componente fosse abbastanza massiccio, la presenza dei canali interni con inclinazioni variabili avrebbe ostacolato una riprogettazione efficace per sfruttare appieno i vantaggi dell’additive manufacturing. Anche per i processi più consolidati come quelli SLM, sarebbe stato necessario un lavoro di ottimizzazione significativo per massimizzare le potenzialità della tecnologia. Per questo motivo, si è deciso di seguire questa direzione e ottimizzare il componente per la successiva stampa tramite SLM su SISMA MYSINT 300, presso BI-REX.
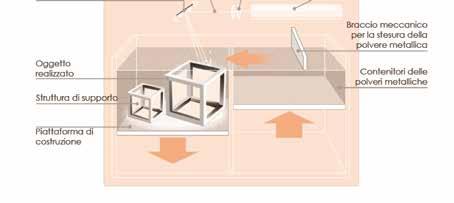
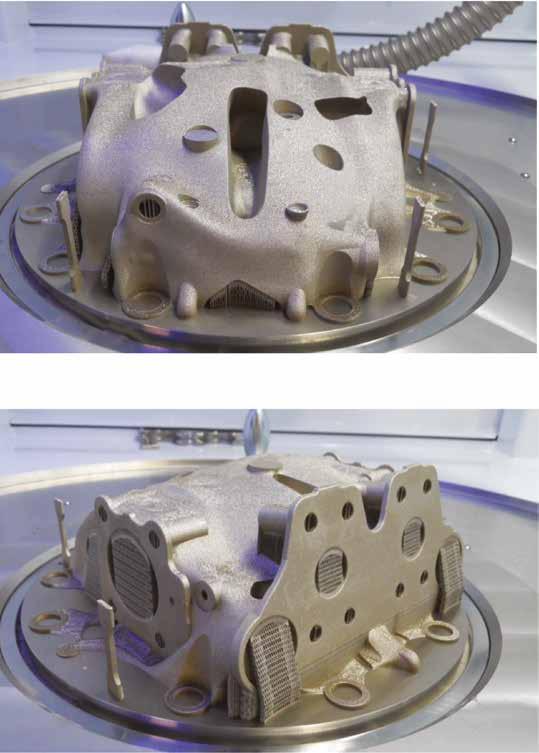
Per la stampa del componente tramite SLM su stampante SISMA MYSINT 300 (diametro piattaforma di stampa 300 mm) è stata elaborata una strategia per riuscire a realizzare un componente di tale dimensione. Innanzitutto, lo spessore della flangia inferiore è stato ridotto da 22 mm a 8 mm, essendo il componente originario in ghisa molto rigido. Nonostante la riduzione di spessore, la stampa di una parte così estesa non sarebbe stata conveniente in termini di costi e tempi, e avrebbe comportato inevitabili problemi di distorsione. Inoltre, il diametro della flangia si avvicina al limite della dimensione della piattaforma di stampa (298 mm rispetto a 300 mm). Per questo motivo, si è scelto di non stampare la parte inferiore della flangia ma di realizzarla direttamente dalla piattaforma. In sostanza, una porzione della piattaforma di costruzione è diventata parte integrante del pezzo, e successivamente i canali corrispondenti presenti nella parte inferiore e opportunamente riprogettati, sono stati ricavati tramite CNC.
Come punto di partenza, è stato cruciale identificare nel componente originario le zone richiedenti lavorazioni meccaniche successive, nonché quelle funzionali dove le finiture e tolleranze ottenibili dai processi AM potessero essere accettabili, oltre alle features derivanti da esigenze di fabbricazione. In pratica, è stato necessario comprendere il funzionamento del componente per procedere con la riprogettazione in modo efficace.
Per le analisi strutturali, oltre a considerare i vari carichi agenti, è stata presa in conside-
considerando l’angolo massimo stampabile tramite WAAM circa 20-25° rispetto alla verticale di stampa. Differentemente dalle tecnologie WAAM, tramite altri processi additive, si riescono a stampare parti con inclinazioni anche maggiori rispetto ai 20-25° indicati per il WAAM (tramite SLM, ad esempio, si riescono a stampare facilmente parti inclinate a 45°). Per la stampa WAAM, è stato necessario lavorare sulla geometria ottimizzata andando a chiudere completamente i fori presenti o modificandone la forma con inserimento di una forma a “goccia”, agendo sulle zone a spessore variabile (derivanti dall’ottimizzazione) per rendere più “lineare” la transizione di spessore e inserendo i “supporti” di materiale pieno ove inevitabile.
L’obiettivo però rimaneva sempre quello di avere un componente finito con tutte le features necessarie al funzionamento. Il lavoro di modifica ha reso il componente stampabile tramite WAAM ma al prezzo di doverlo poi rilavorare in modo consistente tramite CNC. Questo aspetto è stato molto importante nella valutazione di quale strada intraprendere perché il rischio era di allontanarsi dallo scopo iniziale, ovvero la riprogettazione per poter ridurre sia costi che tempi.
Inoltre, nonostante la modellazione tramite PolyNURBS sia stata considerata finora il metodo ottimale per la ricostruzione di geometrie ottimizzate, nel caso del portaplanetario da stampare tramite WAAM, le limitazioni imposte dalla tecnologia suggeriscono che sarebbe stato preferibile optare per una modellazione tradizionale su CAD. Ciò è dovuto al fatto che le numerose modifiche richieste dai fornitori hanno reso necessaria la ripetizione di diversi step di design. Con un CAD tradizionale, invece, è più agevole effettuare queste modifiche in quanto è presente uno “storico” delle operazioni, semplificando il processo di iterazione e adattamento del design. La funzione PolyNURBS rimane il metodo di modellazione preferi-


Aprile 2024 www.ammonitore.com 15
Testata motore idraulico: stampa corpo testata su SISMA MYSINT 300 presso BI-REX, con piattaforma parte integrante del componente.
Testata motore idraulico: stampa corpo testata su SISMA MYSINT 300 presso BI-REX, con piattaforma parte integrante del componente.
Geometria piastra porta pedana sinistra: ricostruzione “fedele” del risultato dell’ottimizzazione.
Testata motore idraulico: stampa corpo testata su SISMA MYSINT 300 e lavorazioni CNC di canali e interfacce presso BI-REX.
razione la pressione massima agente su tutti i canali interni. Questo motore è bidirezionale, il che significa che può ricevere olio in pressione sia da un ingresso che dall’altro, a seconda del senso di rotazione desiderato. Essendo bidirezionale, è necessario che tutti i canali siano in grado di resistere alla pressione massima, anche se non contemporaneamente. Questo perché solo metà dei canali sarà sottoposta ad alta pressione, a seconda della bocca di ingresso dell’olio, ovvero l’olio può entrare in alta pressione dall’ingresso a destra e uscire in bassa pressione a sinistra e viceversa. Per un’analisi più accurata, l’ideale sarebbe stato separare la condizione di carico dei canali in due casi distinti: uno per l’ingresso a destra e uno per l’ingresso a sinistra. Tuttavia, per semplificare l’analisi e garantire una certa cautela, è stata adottato un approccio unificato, considerando un unico caso di carico. La scelta è motivata dal fatto che la suddivisione in due casi distinti non avrebbe influenzato significativamente i risultati finali. Per riprogettare il componente, a valle delle analisi strutturali, sono state effettuate ottimizzazioni topologiche, con l’obiettivo di massimizzare la rigidezza e raggiungere un determinato mass target. Per l’ottimizzazione topologica, anche in questo caso sono stati richiesti più step di ottimizzazione prima di ottenere il risultato desiderato. A partire dal design originario, è stato ricavato un design space massimo sul quale sono state apportate semplici modifiche per le zone non funzionali dei canali interni. Le modifiche iniziali erano inerenti a features presenti nel componente originario ma imposte da esigenze di produzione. Ad esempio, alcuni dei canali interni, di piccolo diametro, presentavano angolazioni a 90° tra loro, perché ottenute nel design originario tramite due forature perpendicolari, una delle quali veniva chiusa con un tappo. La configurazione per garantire il corretto percorso del fluido era quindi dettata da esigenze di fabbricazione. Grazie ai vantaggi forniti dalla tecnologia AM, è stato possibile semplificare il design creando, in questi casi, un singolo canale raccordato ed eliminando così la necessità di tappi e forature multiple.

Disolplus è l’azienda italiana specializzata nel trattamento di disoleazione a nastro per lubrorefrigeranti.
I compatti disoleatori, proposti in differenti taglie, sono tutti integrabili alle vasche da trattare ed il funzionamento è gestibile in totale sicurezza ed autonomia.
L'utilizzo evita la formazione o l'accumulo superficiale di strati oleosi o grassi che favoriscono il degrado precoce del lubrorefrigerante e conseguente salubrità ambientale.
su:



I

Inizialmente, le ottimizzazioni effettuate prevedevano di mantenere i canali interni originari, ad eccezione delle piccole modifiche menzionate. Tuttavia, durante una prima ricostruzione della geometria ottimizzata è emersa la necessità di ridurre l’utilizzo di supporti, poiché la configurazione originaria dei canali richiedeva supporto quasi completo di tutte le aree interne, anche quelle non funzionali ma solo percorso di passaggio per il fluido. Di conseguenza, si è deciso di modificare i canali interni al fine di semplificare il processo di stampa e, contemporaneamente, ridurre l’ingombro verticale della testata. Per fare ciò, sono stati quindi identificati i canali di connessione modificabili per rendere le connessioni meno discontinue e più fluide, garantendo sempre il corretto percorso dell’olio, e quelle zone invece da mantenere inalterate nella forma e nella posizione. Di conseguenza, si è partiti da un modello che includeva solo le parti intoccabili, come le sedi delle valvole, le interfacce e le posizioni di uscita dei canali sulla flangia inferiore. Utilizzando la modellazione flessibile in PTC Creo, sono state riorganizzate e spostate le diverse parti per ridurre l’ingombro verticale, quando possibile. I canali cilindrici che richiedevano comunque lavorazioni meccaniche successive sono stati solo spostati all’interno del volume di design senza effettuare modifiche atte ad evitare la presenza di supporti, non essendo problematici nelle zone da lavorare in ogni caso. Tutte le zone di collegamento che potevano essere lasciate grezze di stampa senza la necessità di tolleranze particolarmente strette, sono state modellate in modo da evitare completamente l’utilizzo di supporti, mediante l’inserimento di tetti inclinati a 45°.
Per quanto riguarda le parti dei canali che dovevano essere ricavate dal pieno sulla flangia inferiore, costituita dalla piattaforma di costruzione, si è cercato di creare tratti “verticali” facilmente lavorabili tramite CNC.
Dopo aver completato la rimodellazione dei canali, sono state effettuate delle ottimizzazioni topologiche sul nuovo design massimizzato. Per consentire al software una maggiore libertà, i canali interni non sono stati delineati come zona di non design space, evitando così di imporre un vincolo sullo spessore. Poiché è stata applicata una pressione interna su tutti i canali, questi sono comunque rimasti nella geometria ottimizzata.

Dalle prime ottimizzazioni (precedenti alla modifica dei canali), la geometria risultante era principalmente caratterizzata dai canali con un offset variabile. Tuttavia, con la nuova geometria che include i canali modificati per la stampa e un ingombro verticale ridotto, l’ottimizzazione ha prodotto una geometria macroscopicamente costituita da un involucro esterno e, oltre ai canali interni, delle zone interne scavate.
Alcune di queste zone interne derivanti dall’ottimizzazione risultavano completamente chiuse. Tenendo conto degli stress e delle deformazioni ammissibili, sono state create delle aperture verso l’esterno per tutte le zone completamente chiuse. Questa operazione è stata necessaria per consentire l’evacuazione della polvere che altrimenti sarebbe rimasta intrappolata all’interno del componente dopo la stampa. Successivamente, sono state analizzate queste zone interne “vuote” dal punto di vista della stampa. Tutte le parti scavate erano state ottenute dall’ottimizzazione alleggerendo il componente nelle regioni meno stressate. Erano quindi delle features non funzionali ma che richiedevano l’uso di supporti, in alcuni casi così interni da renderne impossibile la rimozione.
La modellazione di una geometria così complessa tramite PolyNURBS sarebbe stata problematica, specialmente considerando la presenza di numerose aree interne da gestire. Inoltre, sarebbe stato complicato apportare modifiche alle aree interne per evitare l’uso di supporti, dato che ciò avrebbe richiesto molte iterazioni. Per semplificare il processo di ricostruzione della geometria, è stato ricavato un modello PolyNURBS del componente ottimizzato, rappresentato solo dall’involucro esterno. L’obiettivo era rimuovere in seguito sia il negativo dei canali che quello delle aree interne, poiché gestire le parti in modo separato risultava più pratico rispetto al modello completo. Per le zone interne derivanti dall’ottimizzazione quindi, senza alcun vincolo di funzionalità imposto, sono stati completamente rimodellati i negativi delle zone interne tramite PolyNURBS al fine di evitare la presenza di supporti. Con questo metodo di lavoro, sono state generate diverse geometrie, tutte sottoposte a verifiche tramite FEM. La valutazione dei risultati ottenuti dalle simulazioni ha costituito il punto di partenza per iterazioni successive, orientate ad un ulteriore e progressivo alleggerimento del componente tramite l’estensione delle zone interne scavate e modellate tramite PolyNURBS. In questa fase, il risultato dell’ottimizzazione è stato ulterior-
mente esplorato per ridurre il peso, mantenendo sempre sotto controllo la distribuzione di stress e deformazioni. Infine, sia la stampa che le successive lavorazioni meccaniche, sono state condotte presso il competence center BI-REX. Grazie a questa iterazione continua tra ottimizzazioni topologiche e modifiche manuali, è stato possibile raggiungere una significativa riduzione di peso del 35% (peso finale circa 16 kg). Il corpo della testata di circa 12 kg è stato stampato sulla piattaforma di costruzione che è diventata parte integrante del componente, costituendo di fatto la flangia inferiore della testata.
Piastre porta pedane
Poggipolini S.p.A. – Ducati
Per questo caso studio, sono state riprogettate le due piastre porta pedane destra e sinistra di un motoveicolo, tra loro differenti in quanto aventi funzioni diverse: a destra, collegata la leva del freno e a sinistra quella del cambio. Le piastre porta pedane sono componenti strutturali che sostengono le pedane di un motoveicolo, consentendo al motociclista di poggiarvi i piedi durante la guida, ma vi possono essere collegati anche altri componenti. Per la loro funzione, devono essere saldamente fissate al telaio e resistere a determinati carichi tra cui quelli dovuti all’appoggio del piede. La sfida nell’operazione di riprogetta-
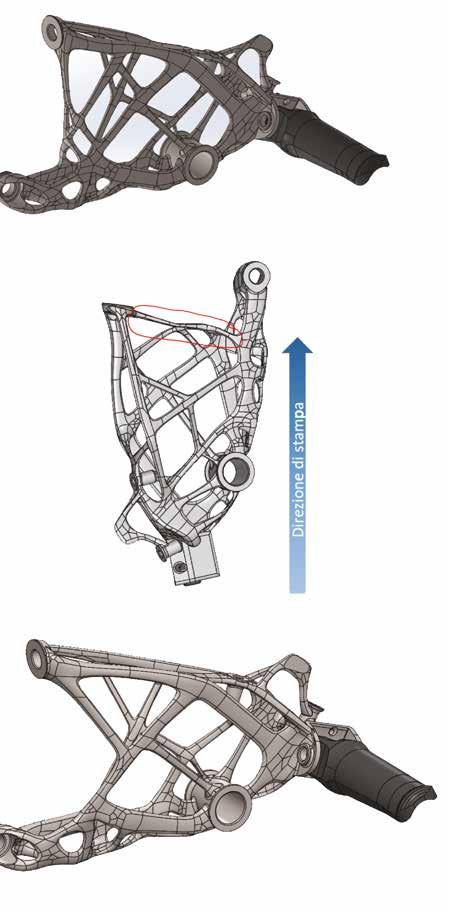
Aprile 2024 www.ammonitore.com 16
Via Villoresi, 15 - 20835 Muggiò (MB) Tel. +39 039 2785148 - Fax +39 039 796443 www.sermacsrl.com - info@sermacsrl.com
Seguiteci
prodotti Disolplus sono distribuiti in esclusiva per l’Italia da:
T a c c h e l a C a u d o © w w w t a c c h e l a a l t e r v i s a o r g
Geometria piastra porta pedana sinistra: ricostruzione “stampabile” del risultato dell’ottimizzazione.
Geometria piastra porta pedana sinistra: ricostruzione “stampabile” del risultato dell’ottimizzazione con evidenziata zona superiore critica da supportare.
Geometria piastra porta pedana sinistra: ricostruzione “organica DfAM” del risultato dell’ottimizzazione con beams inclinate nella direzione opportuna.
zione dei componenti, con l’obiettivo di ridurre il peso, risiede in diversi fattori. Prima di tutto, i componenti risultano già ottimizzati per la loro tecnologia di produzione originaria e certamente già alleggeriti in virtù di questa. Inoltre, è stato previsto un cambio materiale da lega di alluminio a lega di titanio. Il passaggio 1:1 da alluminio a titanio, comporta inevitabilmente un aumento di peso, poiché le densità dei due materiali sono diverse. Questo cambio materiale, anche se vantaggioso dal punto di vista delle caratteristiche meccaniche, può presentare sfide nell’ottenere un peso finale inferiore. Infine, c’è il delicato equilibrio tra design estetico accattivante orientato allo stile delle “organic shapes” e prestazioni funzionali. Anche se l’aspetto estetico è in questo caso di fondamentale importanza, è essenziale mantenere prestazioni almeno pari a quelle del componente originario. Questo rende il processo di riduzione di peso ancora più complesso, poiché deve essere bilanciato con altri requisiti e considerazioni di design. Come per gli altri casi studio, anche in questo caso, è stato innanzitutto ricavato un design space massimizzato, separando le zone di design da quelle di non design space. Le piastre sono state valutate nei loro assiemi, compatibilmente con gli ingombri dei componenti circostanti. Il design space risultante occupava tutto lo spazio disponibile, passando da circa 200 g del componente originario ad un design space di circa 2 kg.
Le analisi strutturali condotte sulle geometrie delle piastre porta pedane sono state eseguite in conformità alle specifiche normative di riferimento. Durante queste analisi, è stato simulato l’assieme piastra e pedana, applicando un carico all’estremità della pedana. Per valutare l’efficacia dei risultati delle geometrie ottimizzate, è stata utilizzata come riferimento la rigidezza della pedana nel sistema originario. Questo perché, se la piastra non è abbastanza rigida, si verificheranno degli spostamenti maggiori sulla pedana ad essa collegata durante l’appoggio del piede.
Per fare in modo che le zone di non design space fossero ben collegate al resto del design ottimizzato, sono stati poi gradualmente aggiunti ulteriori componenti, come le leve cambio e freno, e i rispettivi carichi agenti. Inizialmente, le ottimizzazioni topologiche sono state effettuate definendo come obiettivo la minimizzazione della cedevolezza, imponendo una frazione di volume da mantenere, ma senza l’aggiunta di ulteriori vincoli. Entrambe le piastre, risultavano sottoposte ad un carico principalmente torsionale che tendeva a farle ruotare. La migliore struttura per resistere ad un carico di torsione è quella con sezione trasversale chiusa che offre una maggiore rigidezza torsionale e consente di distribuire il carico in modo più uniforme. Di conseguenza, in assenza di vincoli di manufacturing, l’ottimizzatore ha fornito una forma “scatolata”, ovvero cava all’interno e con sezione trasversale chiusa. Questi primi risultati risultavano molto distanti dal target estetico desiderato. Di conseguenza, è stato forzato l’ottimizzatore per l’ottenimento di una geometria reticolata dall’estetica organica, introducendo un vincolo sugli spessori minimi. Aumentando lo spessore minimo e riducendo gradualmente la frazione di volume di design da mantenere, il vincolo di peso non consentiva più la formazione di una struttura scatolata. Successivamente, sono stati aggiunti ulteriori vincoli per direzionare maggiormente l’ottimizzatore verso il risultato da ottenere. Il caso delle piastre in esame è stato quello che ha richiesto il maggior numero di ottimizzazioni topologiche prima di riuscire ad ottenere il risultato desiderato. Nei due casi precedenti, la fase più dispendiosa in termini di tempo e impegno è stata la modellazione tramite CAD/ PolyNURBS con annesse modifiche del risultato ottimizzato, volte ad agevolare la stampa. Nel contesto delle piastre porta pedane, i risultati derivanti dall’ottimizzazione si prestavano perfettamente alla ricostruzione tramite PolyNURBS. Tuttavia, i punti critici sono stati due: l’ottenimento della geometria ottimizzata finale e la meticolosa ricostruzione tramite PolyNURBS. Per il primo punto si è arrivati ad ottenere il design ricercato tramite l’impostazione accurata dei parametri di ottimizzazione, riuscendo così a garantire la massima riduzione di peso mantenendo una rigidezza
comparabile a quella della geometria originaria. Per quanto riguarda il secondo punto invece, bisogna considerare che durante la modellazione tramite PolyNURBS è facile aggiungere peso in quanto le celle di PolyNURBS che si vanno a creare possono avvolgere completamente la geometria ottimizzata andando oltre i margini di quest’ultima, ciò comporta un aumento di volume in fase di ricostruzione. Per ciascuna delle due piastre, sono state eseguite tre ricostruzioni delle geometrie ottimizzate, ciascuna con un approccio specifico: ricostruzione fedele, ricostruzione stampabile e ricostruzione DfAM organica del modello. Nella ricostruzione fedele, l’obiettivo è replicare in modo più o meno accurato il risultato dell’ottimizzazione. In questa fase, si cerca di riprodurre in modo approssimato le dimensioni delle beams, utilizzando il minor numero possibile di elementi PolyNURBS ed evitando divisioni multiple di celle. Questo approccio mira a rendere più rapido e agevole il successivo lavoro di modifica. In pratica, il modello viene ricostruito in modo grezzo, senza inserire raccordi tra zone di design e non design, poiché si tratta di una ricostruzione preliminare destinata a subire ulteriori modifiche. Con le due ricostruzioni fedeli dei modelli è stata ottenuta una riduzione di peso di circa il 20% per la piastra destra e del 10% per quella sinistra. Su questi due modelli preliminari sono state effettuate delle analisi FEM per valutare i risultati ottenuti e modificare di conseguenza la geometria, fino ad arrivare alla ricostruzione “stampabile”. Rispetto ai primi due modelli infatti, sono state armonizzate maggiormente le curve per consentire una migliore distribuzione delle tensioni, raccordate le zone di design e non design per rendere più armoniosa la struttura nel suo complesso e modificate le varie beams per agevolare la stampa, ridurre il peso o rendere la struttura più resistente ove necessario. In pratica, senza discostarsi troppo dal risultato dell’ottimizzazione è stata affinata la geometria ottenuta. Da un lato, in base degli stress, sono state ri-modellate o completamente eliminate delle beams presenti in zone più scariche, dall’altro, sono state introdotte beams ausiliari per migliorare la stampabilità del modello ovvero per evitare supporti o suddividere elementi troppo lunghi e sottili. In questo modo, si è riusciti a ridurre ulteriormente il peso fino al 25% in meno per la piastra destra e al 20% in meno per quella sinistra, rispetto alle geometrie originali in alluminio.
Le modifiche finora descritte, hanno mantenuto una certa fedeltà al risultato dell’ottimizzazione. Tuttavia, i modelli “stampabili” mostravano ancora delle zone problematiche per la stampa, richiedendo la presenza di supporti interni alla struttura. Queste aree critiche includevano una zona superiore completamente da supportare in entrambi i modelli, con dei supporti interni più difficili da rimuovere e meno accessibili. Pertanto, l’ultimo passo nella ricostruzione, denominato “Ricostruzione DfAM organica”, ha richiesto uno sviluppo disruptive della geometria precedente. La fase finale di ricostruzione ha coinvolto diversi aspetti chiave, tra cui una chiara comprensione della mappa di stress al fine di capire dove fosse possibile agire, un’estrema armonizzazione delle curve, la riangolazione delle beams critiche per la stampa e l’assorbimento di piccole features come piccoli fori in un’unica beam. In sintesi, l’obiettivo principale della ri costruzione finale è stato interpretare i risulta ti dell’ottimizzazione al fine di rendere la geo metria più facilmente stampabile, ovvero, non avendo introdotto vincoli di manufacturing sulla direzione di stampa nella fase di setup dell’ottimizzazione, le ultime modifiche sono state più incisive e hanno tenuto conto di que sti aspetti. Con i modelli definitivi sono state ottenute riduzioni di peso ancora più spinte ri spetto ai risultati dell’ottimizzazione. Rispetto al modello originario, è stata raggiunta una ri duzione del peso di circa il 30% per la geome tria destra e di circa il 25% per quella sinistra. Le verifiche FEM sulle geometrie definitive non hanno evidenziato zone particolarmen te stressate e questi ultimi risultati sono stati confermati dai test effettuati sulle geometre stampate. Infatti, sono stati realizzati dei prototipi in SLM e in EBM che sono stati verificati a banco secondo normativa EURO4. Le geometrie ottenute, grazie all’interpretazione del


risultato dell’ottimizzazione, hanno permesso il raggiungimento degli obiettivi prefissati in termini di peso e design, riuscendo ad ottenere dei risultati anche migliori rispetto a quelli ottenuti dal software.
Conclusioni Tramite dei casi d’uso reali, è stato possibile constatare come i vantaggi competitivi nella produzione AM siano condizionati da un adeguato processo progettuale integrato, che deve considerare sia le peculiarità legate alle caratteristiche meccaniche dei componenti AM, sia i gradi di libertà aggiuntivi che la tecnologia può fornire. Il progetto ha permesso di indagare l’applicabilità di tecnologie additive per metalli nel conte-
sto di reali applicazioni industriali. I processi SLM consentono di produrre parti complesse risultanti da un’ottimizzazione topologica. L’ottimizzazione topologica si è dimostrato un metodo molto utile per il re-design delle parti, ma è importante prendere ispirazione da essa e tenere conto dei limiti del processo. Per le tecnologie WAAM, sono state individuate alcune criticità per la gestione di forme molto complesse e studiati gli accorgimenti da seguire per superare alcuni limiti di processo. Tra le tecnologie additive, il WAAM, rimane una delle soluzioni di maggiore interesse per componenti in metallo di grandi dimensioni. L’evoluzione nel campo della robotica sarà un supporto fondamentale per alcune limitazioni del processo attuale.

Aprile 2024 www.ammonitore.com 17
Piastra porta pedana destra: stampa tramite SLM della geometria finale.
Piastra porta pedana sinistra: stampa tramite SLM della geometria finale
La certificazione delle competenze nella manifattura additiva metallica
confronto tra gli approcci proposti dai riferimenti normativi internazionali per gli operatori addetti alla produzione.
L’industrializzazione di nuove tecnologie di fabbricazione, quale quella additiva, genera l’esigenza di regole e riferimenti in grado di supportare la garanzia della qualità dei prodotti finalizzata al soddisfacimento dei requisiti previsti nel ciclo vita del prodotto, in particolare quando sono impiegati processi speciali di produzione o per prodotti utilizzati in ambiti rilevanti ai fini della sicurezza
di Stefano Pinca Istituto Italiano della Saldatura, Genova Italy
Imponente è stato lo sforzo condotto negli ultimi anni dagli enti e associazioni di normazione per colmare questa esigenza, nei diversi aspetti, come la definizione delle nuove competenze e i percorsi della qualificazione del personale addetto alle attività produttive.
L’articolo vuole presentare un confronto tra gli approcci proposti dai principali riferimenti internazionali di recente pubblicazione, con un approfondimento sullo schema di qualificazione internazionale proposto del IAMQS – International Additive Manufacturing Qualification System.
Introduzione
La tecnologia di fabbricazione definita “Metal Additive Manufacturing” (M-AM) si presenta come una rivoluziona- ria tecnica direalizzazione di manufatti e componenti metal- lici di elevata complessità di forma, complessità insita anche nella difficoltà del controllo del processo di trasformazione del materiale in componente. Tale caratteristica permette di attribuire la caratteristica “speciale” al processo, secondo le definizioni delle normative nell’ambito dei Sistemi di Gestione, ovvero di un processo che deveessere condotto attraverso un percorso di validazione per assicurare la conformità ai requisiti individuati nel progetto del prodotto. Questo significa che la validazione è rivolta a quanto è coinvolto nel processo: l’impianto di trasformazione, il materiale diconsumo, i parametri di funzionamento del processo produttivo, le procedure e le istruzioni operative, la verifica sul prodotto e, nonmeno importante, il personale addetto alle operazioni di produzione. È un’esigenza quanto mai impellente per i pro- dotti che presentano una particolare rilevanza per la sicurezza, ovvero per quei contesti regolamentati che richiedono l’esplicita conformità a requisiti essenziali di sicurezza. La verifica dell’idoneità e della preparazione del personale addetto alla produzione contribuisce all’evidenza oggettiva della corretta gestione aziendale dei processi produttivi, in particolare di quelli a maggiore valore aggiunto, nonché fornisce un contributo al presidio legale a tutela della responsabilità del fabbricante e, in ogni caso, costituisce una significativa e riconoscibile valenzatecnica e qualitativa del prodotto. La disponibilità di standard è identificata come uno dei principali fattori abilitanti per l’accettazione generalizzata
delle parti prodotte dai processi di produzione additiva. Tutte le principali organizzazioni di sviluppo distandard sono impegnate ormai da diversi anni ed anche in modo competitivo, alla pubblicazione di standard relativi all’AM. Poiché le applicazioni dell’AM si estendono su un’ampia gamma di campi tecnologici, anche all’interno dell’Organizzazione Internazionale per la Standardizzazione (ISO) si presta attenzione ad evitare l’attribuzione di attività di standardizzazione rilevanti a diversi Comitati Tecnici (TC). ISO/TC 261 – Additive Manufacturing difende, all’interno della comunità ISO, il primato
sulle attività di standardizzazione rilevanti per le diverse tematiche dell’AM, al fine di evitare possibili approcci impropri alla stesura di norme rilevanti che, altrimenti, potrebbero fornire duplicazioni indesiderate o addirittura informazioni potenzialmente contrastanti eprescrizioni. A questo proposito, la collaborazione in atto dal 2019 tra i Comitati Tecnici ISO/TC 261 e ASTM F42 si è rivelata particolarmente efficace, portando alla recente pubblicazione degli standard dedicati alla qualificazione degli operatori per i diversiprocessi di manifattura additiva. Tale collaborazione è vieppiù rafforzata dal
“Vienna Agreement” tra l’organizzazione ISO e l’organizzazione di standardizzazione europea CEN, per cui lo standard ISO assume la valenza di standard europeo (EN) equindi recepito come norma nazionale (UNI, per l’Italia). Tra le altre organizzazioni di standardizzazione più pronte alle esigenze della nuova filiera industriale, si distingue l’organizzazione americana AWS (American Welding Society) che dal 2019 propone un documento di riferimento riconosciuto ANSI (American National Standards Institute) per la qualificazione del processo e quindi del personale coinvolto
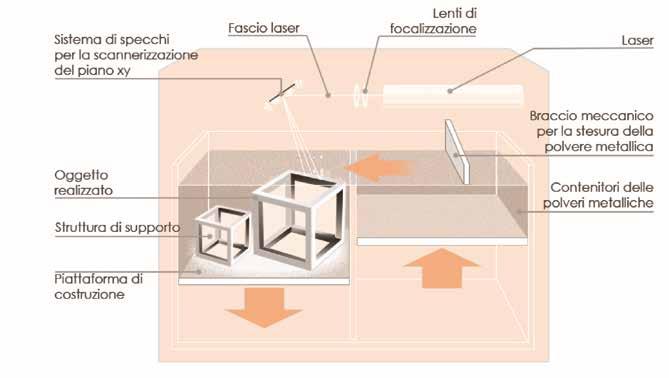
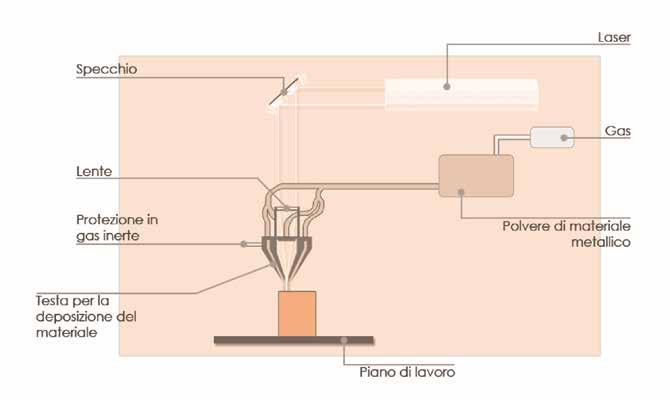
Aprile 2024 www.ammonitore.com 18 MANIFATTURA ADDITIVA
NORMATIVA TECNICA
1 - Schema di funzionamento del sistema a fusione mediante laser su letto di polvere [2]. Figura 2 - Schema di funzionamento del sistema di deposizione a energia direzionata laser, a polveri iniettate [2].
Figura
nella fabbricazione additiva di componenti metallici.
In ogni caso lo schema IAMQS (International Additive Manufacturing Qualification System) proposto dall’EWF (European Federation for Welding, Joining and Cutting) si propone come il più esteso schema operativo di qualificazione del personale, completo per le tecnologie e per i diversi profili professionali.
Nell’articolo saranno quindi presentati e confrontati gli approcci metodologici e i requisiti proposti dai riferimenti normativi con un approfondimento sullo schema di qualificazione IAMQS, in relazione al profilo professionale dell’operatore M-AM mediante tecnologia laser su letto di polvere.
Le tecnologie della fabbricazione additiva per metalli
Con l’espressione “additive manufacturing” (AM) si intende l’insieme di processi di produzione di fabbricazione additiva che sono realizzati partendo da modelli digitali, in contrapposizione alle tradizionali tecniche sottrattive (lavorazioni per asportazione di truciolo e taglio). (Figura 1 - 2)
Dal punto di vista tecnologico, la manifattura additiva me- tallica può essere realizzata con diversi processi di deposizione. Tra quelli a maggiore applicazione industriale o con un più elevato grado di maturità tecnologica è possibile operare una distinzione, innanzitutto in base alla natura del materia- le di apporto: polvere metallica o filo continuo.
Per i processi a base polvere, l’ulteriore distinzione è basata sulla tecnica di alimentazione della polvere:
• A letto di polvere: uno strato uniforme di polvere vie- ne dapprima distribuito su una piastra di base o sullo strato precedentemente elaborato, successivamente una sorgente termica concentrata (laser o fascio elettronico) provoca la fusione selettiva della polvere secondo il per- corso di movimentazione del fuoco della sorgente (nella Figura 1 è rappresentato lo schema del sistema a fusione mediante laser su letto di polvere, PBFLB: Powder Bed Fusion – Laser Beam).
• A polveri iniettate: un ugello, solidale con la sorgente termica che può essere laser (Figura 2) o fascio elettro- nico, inietta in gas inerte la polvere in corrispondenza del fuoco della sorgente, dove la polvere viene portata a fusione (DED – Directed Energy Deposition). Per i processi a filo, il materiale di apporto è fornito con continuità mediante l’avanzamento del filo metallico in corri- spondenza del fuoco della sorgente termica (laser o fascio elettronico) o mediante trasferimento del metallo in arco elettrico. Questi processi sono anche indicati come DED-LB, DED-EB e DED-Arc. Ulteriori informazioni di dettaglio sui processi di fabbricazione additiva possono essere ritrovate in bibliografia [1] e [2].
Lo standard della serie ISO/ASTM 52926 - rif. [3] [4] [5] [6] [7]
Lo scorso novembre il comitato tecnico 261 dell’ISO, in co- operazione con il comitato F42 dell’ASTM, ha pubblicato la serie delle ISO/ASTM 52926 dedicata alla qualificazione degli operatori addetti alla fabbricazione additiva metallica, dopo un lavoro durato circa tre anni. Il campo di applica- zione è generale, limitato solo dall’esistenza di altri standard ISO dedicati, come la ISO/ASTM 52942 [8] per il settore aerospaziale.
La serie 52926 è organizzata in 5 parti di cui la prima sui principi generali di qualificazione e le successive parti dedicate alle diverse tipologie di processo. Allo stato attuale sono state sviluppate le parti per i seguenti processi: Parte 2 – Processo a fusione su letto di polvere con sorgente laser (PBF-LB).
• Parte 3 – Processo a fusione su letto di polvere con sorgente a fascio elettronico (PBF-EB).
• Parte 4 – Processo mediante deposizione a energia direzionata con polvere e sorgente laser (DED-LB).
• Parte 5 – Processo mediante deposizione a energia dire- zionata con filo e trasfe-
rimento in arco elettrico (DED- arc).
La parte prima definisce l’approccio generale della qualificazione in termini di variabili essenziali e campi di validità, nonché i principi di valutazione delle conoscenze e delle abilità che l’operatore deve acquisire e dimostrare.
In relazione alla prima descrizione, gli ambiti nei quali l’operatore è riconosciuto sono definiti da tre variabili essenziali:
1. tipologia di processo, così come identificate dalle parti 2, 3, 4 e 5;
2. tipologia di materiale di apporto per gruppo; 3. sistema o macchina di fabbricazione additiva.
Per il raggruppamento dei materiali, considerando le estensioni previste dai campi di validità, l’operatore è qualificato su una delle 4 diverse casistiche:
• acciai (non legati, basso-legati e alto-legati in qualunque fase), leghe di nichel e di cobalto;
• titanio, leghe di titanio, niobio e zirconio;
• leghe leggere di alluminio e di magnesio;
• altre leghe metalliche (ad esempio, rame).
La differenziazione sui materiali è motivata essenzialmente dalle diverse problematiche operative, come ad esempio il corretto abbinamento del gas di protezione, e di sicurezza legate alla gestione dei materiali, in particolare nei processi a polvere.
In relazione alla terza variabile essenziale, la qualifica dell’operatore è vincolata al sistema di fabbricazione utilizzato, in- teso come marca e modello, nonché alla versione del software di gestione dell’interfaccia di comando (HMI – Human Ma- chine Interface software): questo si traduce nella necessità di riqualificazione dell’operatore per ogni aggiornamento del software che abbia impatto sulle procedure operative di produzione.
Per la procedura di valutazione è previsto un esame teorico a questionario e un esame pratico sulla predisposizione della macchina sulla base di un piano di fabbricazione. Non è prevista l’esecuzione di un “saggio di qualifica”.
Gli argomenti che costituiscono il compendio delle conoscenze teorico e pratiche dell’operatore sono dettagliati nelle relative parti della norma per tipologia di processo, acquisibili mediante precedente esperienza o corso di addestramento per il quale non sono definiti requisiti di durata. Per l’esame teorico è richiesta la compilazione di un questionario di almeno 20 domande con soglia di superamento posta al 60% delle domande.
La certificazione emessa sulla base della valutazione favorevole condotta da un esaminatore designato, ha una validità limitata a 5 anni e vincolata ad una continuità lavorativa con interruzioni non superiori a 6 mesi. Per la riqualificazione è prevista una procedura più speditiva, con diverse opzioni applicabili (test scritto o orale, test dimostrativo) senza particolari requisiti specificati.
Lo standard ISO/ASTM 52942 – rif. [8] Cronologicamente, il primo documento ISO/ASTM sulla qualificazione degli operatori, lo standard ISO/ASTM 52942, è stato pubblicato nel 2020, a cura del JWG 10 del comitato tecnico 261, rispondendo ad un’esigenza del settore aerospaziale e limitato al processo a fusione con sorgente laser su letto di polvere.
L’approccio metodologico della qualificazione è sovrapponi- bile con quello della serie 52926, con alcune differenze, in alcuni casi con maggiori restrizioni, come ad esempio il requisito di acuità visiva richiesto per l’operatore.
Inoltre, la variabile essenziale sul gruppo dei materiali non prevede estensioni e campi di validità, vincolando quindi la qualificazione a uno dei 6 gruppi così definiti:
A. acciai (non legati, basso-legati e alto-legati ferritici);
B. acciai austenitici, martensitici e indurenti per precipita- zione;
C. titanio, leghe di titanio, niobio e zirconio;
D. leghe leggere di alluminio e di magnesio;
E. altre leghe metalliche (es. rame); F. leghe di nichel e di cobalto. Per la variabile macchina (marca e modello), non è esplicita- to il requisito della versione software HMI.
Le modalità di verifica prevedono, anche in questo caso, un esame teorico mediante questionario di almeno 20 domande per il cui superamento è, però, prevista una soglia al 80%. Il successivo esame pratico si basa sulla dimostrazione della corretta esecuzione delle fasi di preparazione e di produzione in accodo ad una specifica di procedimento di fabbrica- zione additiva (APS – Additive manufacturing Procedure Specification), non necessariamente mediante l’esecuzione di un “saggio di qualifica”. La validità della certificazione è, in questo caso, ridotta a 2 anni, con requisito di continuità lavorativa con interruzioni non superiori a 6 mesi.
Lo standard dell’American Welding Society AWS D20.1 – rif. [9] L’organizzazione statunitense AWS, con il riconoscimento dell’ente ANSI, nel 2019 ha pubblicato un unico documento, in qualche modo autoportante, sulla qualificazione delle macchine e sistemi di fabbricazione additiva, delle procedure/prodotto e del personale.
Il campo di applicazione non è specifico, ma generale, impostato su 3 diverse classi di prodotti ovvero di criticità associata all’impiego del componente (A-B-C, con criticità decrescente). La criticità è definita in base alla severità della conseguenza di una rottura del componente in esercizio sulla sicurezza delle persone e sull’operatività del sistema in cui il componente è operativo. Nel percorso di qualificazione della procedura di fabbricazione, la classe del componente definisce i requisiti sulle tipologie dei controlli distruttivi e non distruttivi, le estensioni dei controlli e i criteri di accettabilità delle imperfezioni di fabbricazione rilevate ai controlli. La specifica D20.1 ha una buona estensione sui processi di AM, in particolare sono contemplati i seguenti processi:
• processo a fusione su letto di polvere con sorgente laser (L-PBF);
• processo a fusione su letto di polvere con sorgente a fa- scio elettronico (EBPBF);
• processo mediante deposizione a energia direzionata con polvere e sorgente laser (L-DED);
• processo mediante deposizione a energia direzionata con polvere e sorgente a fascio elettronico (EB-DED);
• processo mediante deposizione a energia direzionata con filo e trasferimento in arco elettrico, elettrodo infu- sibile (GTA-DED).
• processo mediante deposizione a energia direzionata con filo e trasferimento in arco elettrico (GMA-DED).
Il percorso di qualificazione della procedura di fabbricazione prevede l’esecuzione di saggi in pre-produzione, sui quali eseguire le verifiche ed i controlli prescritti.
Per quanto riguarda l’operatore, il percorso di qualificazione del procedimento qualifica nel contempo l’operatore, ovvero il saggio pre-produzione è anche saggio di qualifica dell’operatore. Le variabili essenziali risultano quindi:
• classe di criticità del saggio realizzato, con estensione alle classi di criticità inferiore;
• marca e modello della macchina utilizzata e versione del software di controllo.
Si osserva che, a differenza dell’approccio ISO, il materiale o il raggruppamento non costituisce una variabile della qualificazione. I requisiti di qualificazione prevedono la partecipazione ad un corso di addestramento teorico e pratico di almeno 40 ore, il superamento di un esame teorico, la dimostrazione pratica e l’esecuzione di un corretto (accettabile) saggio di qualifica o test di preproduzione. La qualificazione non ha scadenza, vincolata ad una continuità
lavorativa sulla mac- china della qualifica con interruzioni non superiori a 6 mesi. È prevista una parziale riqualificazione nel caso vi siano aggiornamenti sul software di controllo della macchina, con partecipazione ad un corso di aggiornamento di almeno 4 ore e l’esecuzione di un corretto saggio di qualifica.
L’approccio sistemico per i percorsi di qualifica proposti dall’EWF – rif. [10] Raccogliendo le crescenti esigenze di un mercato del lavoro in costante rincorsa verso le competenze sulle nuove tecnologie e sui nuovi paradigmi di produzione, l’EWF (European Federation for Welding Joining and Cutting) propone dal 2018 un sistema armonizzato per le figure professionali de- dite alla fabbricazione additiva (IAMQS – International Additive Manufacturing Qualification System).
L’attività si è sviluppata nella creazione di nuovi percorsi condivisi a partire dalle esigenze evidenziate dalla tecnologia ed espresse dal mercato, raccolte mediante un’indagine conoscitiva iniziale su un campione di aziende manifatturiere europee e successivamente sviluppato con il supporto delle aziende che costituiscono l’International Additive Manufacturing Qualification Council – IAMQC.
L’indagine ha quindi permesso di stabilire una roadmap per lo sviluppo di un articolato sistema che fa riferimento a 5 profili professionali primari, declinabili sulle diverse tecnologie esistenti, ovvero:
• Process Engineer.
• Supervisor.
• Designer.
• Coordinator.
• Operator.
• In particolare, 4 sono le figure professionali afferenti al pro- filo di operatore, differenziate per le tecnologie di fabbricazione additiva metallica. La proposta è stata definita con riferimento alle tecnologie che attualmente presentano il più elevato livello di applicazione industriale, ovvero per gli ope- ratori sono definite le seguenti specializzazioni:
• Operator Powder Bed Fusion – Laser Beam – I MAM O PBF-LB.
• Operator Direct Energy Deposition –Laser Beam – I MAM O DED-LB.
• Operator Powder Bed Fusion – Electron Beam - I MAM O PBF-EB.
• Operator Direct Energy Deposition – Arc - I MAM O DED-Arc.
• L’approccio sistemico adottato dall’EWF prende origine da una base di concetti metodologici che guida la costruzione dello schema per livelli successivi di approfondimento, sino al dettaglio dell’organizzazione del corso di formazione ed addestramento, in particolare per ogni figura individuata occorre definire:
• Professional Profile o profilo professionale che offre la “visione d’insieme” di una certa professione. Contiene una descrizione generale dell’obiettivo principale della professione, le sue responsabilità e compiti generali;
• Job Functions che sono costituite dai compiti fonda- mentali inerenti all’esercizio dell’attività professionale;
• Job Activities o sotto funzioni / attività che sono necessarie per lo svolgimento di una “job function” e che hanno una regolare ricorrenza nell’attività.
• In relazione a questa delimitazione del campo di lavoro della figura professionale, viene strutturato il percorso formativo e di addestramento, attraverso uno schema modulare o per “competence units”, intesi come moduli di addestramento che possono essere distinti in due tipologie:
• Cross-cutting Competence Unit: una “competence unit” non direttamente collegata a una singola “job fun- ction” poiché le conoscenze e le abilità acquisite saranno attivate su più “job functions” e “job activities”;
• Functional Competence Unit: una “competence unit” direttamente collegata ad almeno una “job function” sulla quale le conoscenze e le abilità acquisite saranno attivate sulla specifica “job function” e “job activity”
Aprile 2024 www.ammonitore.com 19
• L’insieme delle conoscenze (“knowledge”), delle abilità (“skills”) e dell’autonomia e responsabilità che la persona ha come risultato acquisito di apprendimento o è in grado di dimostrare dopo il completamento di un processo di apprendimento è definito “learning outcomes”
• Con riferimento all’Operatore PBFLB, nel seguito è riportata la definizione del profilo professionale come professionista in grado di:
• operare su sistemi di fabbricazione a tecnologia PBF-LB, includendo predisposizione e conduzione del processo, manutenzione ordinaria e riparazioni semplici; (Tabella 1)
• rimuovere il pezzo realizzato e predisposizione dello stesso per
le lavorazioni successive;
• effettuare le verifiche di base per posizionamento e misura del raggio laser del sistema;
• gestire in autonomia il materiale polvere (approvazione, conservazione, controllo contaminazioni e tracciabilità);
• sviluppare soluzioni a problemi di base e specifici relativi al sistema e al processo di fabbricazione PBF-LB.
Nella Tabella 1 è riportato il quadro complessivo dei moduli previsti nel corso per Operatore PBF-LB, tratto dalla linea guida IAMQS [11].
I “learning outcomes” o risultati attesi dell’apprendimento sono descritti in due modi: o mediante descrittori generici dei risultati
organizzati in conoscenza, abilità, autonomia e responsabilità, oppure in dettaglio per ogni unità di compe- tenza, organizzata in funzioni di lavoro e attività correlate, conoscenze e abilità corrispondenti a uno specifico livello di competenza all’interno dei livelli del sistema di EWF che trovano corrispondenza con i livelli standard secondo lo sche- ma EQF (European Qualification Framework). In ciascuna unità di competenza, gli obiettivi e gli scopi sono definiti per uno specifico approfondimento di conoscenze e abilità. Le ore di insegnamento (“contact hours”) consigliate sono distribuiti tra ore di insegnamento teorico frontale, esercizi o risoluzione di compiti assegnati e adde-
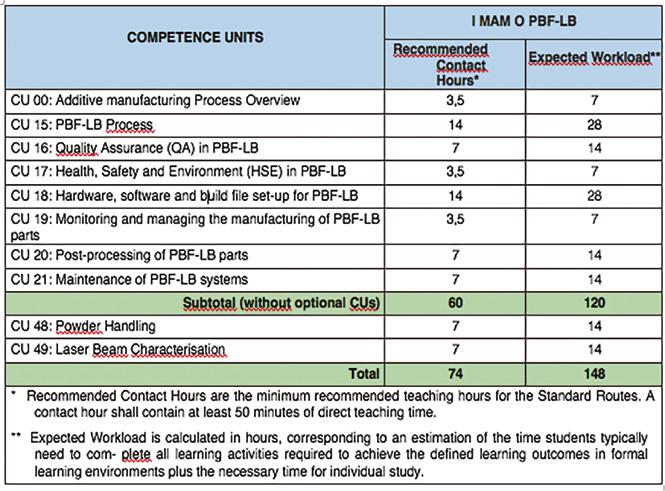
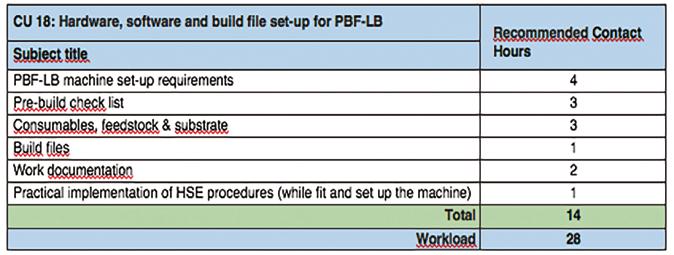
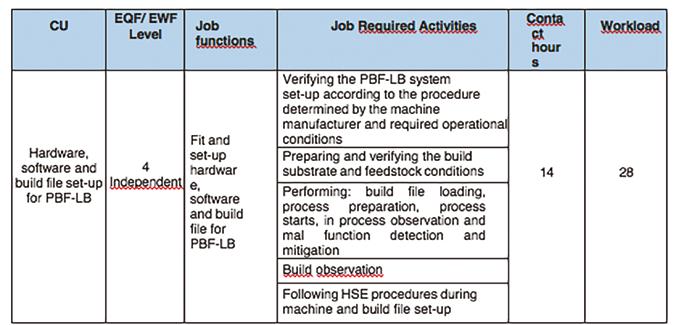
stramento pratico mediante esercitazioni di laboratorio/officina di produzione. La durata indicata per le CU che compongono il percorso di formazione e addestramento, è “raccomandata”, il requisito specificato sulla durata minima del percorso completo è 40 ore. Nella Tabella 2 è riportato il dettaglio sviluppato per una “competence unit” di tipo “functional” tratto dalla stessa linea guida IAMQS [9]. L’ulteriore livello di dettaglio è sviluppato sui contenuti degli argomenti previsti dalla “competence unit”, le cui ore di insegnamento suggerite sono particolareggiate secondo le tre ti- pologie sopra descritte e differenziate tra formazione teorica e addestramento pratico. L’approccio sistemico adottato dall’EWF permette, attraverso un processo procedurato di revisione, di mantenere aggiornati i contenuti per tenere in conto i cambiamenti della tecnologia che riflettono lo stato dell’arte.
La successione delle “competence unit” è progettata allo scopo di predisporre un trasferimento di conoscenze progressivo dal livello più semplice, verso argomenti e compiti di maggiore complessità, attraverso un percorso di verifiche ed esami che possa garantire lo sviluppo di solide conoscenze e competenze fondamentali di concetti e principi. Per ogni CU è prevista una verifica del livello di apprendi- mento mediante un esame teorico a questionario e pratico dimostrativo (per quelle con addestramento pratico). (Tabella 2 - 2 bis)
La soglia di superamento è fissata al 60% delle domande (80% per applicazioni aerospaziali) che, per l’intero percorso, totalizzano un numero pari a 74 (applicando il principio di 1 domanda per ora di corso).
Il percorso di formazione può essere organizzato in un’unica sessione di corso o parcellizzato su singola CU, con il vincolo di completamento del quadro completo dei moduli entro 4 anni. La qualifica professionale non ha scadenza. (Tabella 3)
Considerazioni di confronto Nella Tabella 3 sono riportate per confronto le variabili della qualificazione ed i requisiti di addestramento e verifica delle competenze dei riferimenti normativi presentati e dello schema IAMQS. È stato inoltre condotto un confronto di dettaglio tra l’elenco degli argomenti che costituiscono le conoscenze e le abilità dell’operatore tra quelle definite dallo standard ISO/ ASTM 52926-2 e quelle definite nel dettaglio delle CU dello schema IAMQS. Nella Tabella 4 si riporta l’elenco dei riferimenti incrociati tra i due schemi. Dal confronto si evince come il percorso di formazione e addestramento dettagliato nello schema IAMQS presenti una particolare congruenza con i requisiti di conoscenze e abilità definiti dallo standard ISO, costituendo il supporto ad una certificazione in accordo a ISO/ASTM 52926, con l’integrazione delle variabili relative a materiale e macchina di fabbricazione additiva, utilizzati nella parte di addestramento pratico del corso e dell’esame pratico. Analoga considera- zione può essere espressa in relazione ad una certificazione in accordo a AWS D20.1, con le necessarie integrazioni per classe di criticità del componente, macchina di fabbricazione additiva e l’esecuzione del saggio di qualifica.
Aprile 2024 www.ammonitore.com 20
Tabella 2 - Definizione della Competence Unit 18 (linea guida IAMQS-QUAL-003r1-21 [11]).
Tabella 1 - Competence Units previste per il percorso per Operatore PBF-LB (linea guida IAMQS-QUAL-003r1-21 [11])
Conclusioni
Il pilastro di ogni sistema di gestione della qualità di un manufatto è la qualifica del personale coinvolto nella sua manifattura. L’industrializzazione di nuove tecnologie di fabbricazione, quale quella additiva, genera l’esigenza di nuove professionalità, capaci di governare adeguatamente i nuovi processi di produzione. (Tabella 4)
Per questo motivo, tutte le principali organizzazioni di sviluppo di standard sono impegnate ormai da diversi anni ed anche in modo competitivo, alla pubblicazione di standard relativi all’AM e alla qualificazione delle nuove figure professionali. Nel presente articolo è stato presentato l’approccio metodologico e i requisiti delle norme dell’Organizzazione Internazionale per
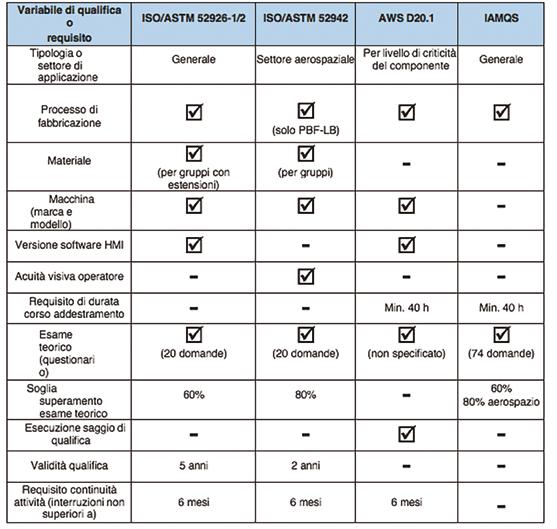
la Standardizzazione ISO, frutto della collaborazione con l’organizzazione americana ASTM e dell’ente europeo di normazione CEN, e dello standard proposto dell’American Welding Society AWS, in relazione alla qualificazione degli operatori addetti alla fabbricazione additiva con riferimento alla tecnologia a fusione su letto di polvere con sorgente laser. Gli standard sono stati confrontati con lo schema di qualificazione dell’International Additive Manufacturing
Qualification System - IAMQS, evidenziando la particolare congruenza tra le competenze garantite da quest’ultimo e i requisiti degli standard internazionali, potendo costituire quindi l’adeguato supporto alla certificazione delle professioni con riferimento anche alle norme internazionali ISO.
Articolo pubblicato in Rivista Italiana della Saldatura, n. 6, Novembre Dicembre 2023, pp. 673-682.
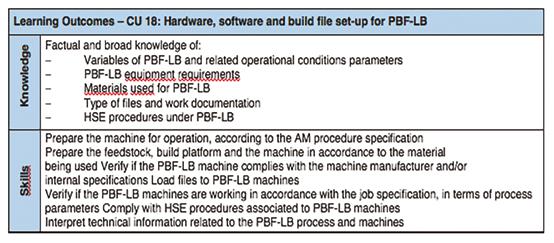
1 UNI EN ISO ASTM 52900 - 2022 - Additive manufacturing - Principi generali – Terminologia.
2 L. Pedemonte: “Metal additive manufacturing - genesi e generalità dei processi di fabbricazione additiva”, Istituto Italiano della Saldatura.
3 ISO/ASTM 52626-1:2023 Additive manufacturing of metals - Qualification principles -Part 1: General qualification of operators.
4 ISO/ASTM 52626-2:2023 Additive manufacturing of metals - Qualification principles - Part 2: Qualification of operators for PBF-LB.
5 ISO/ASTM 52626-3:2023 Additive manufacturing of metals - Qualification principles - Part 3: Qualification of operators for PBF-EB.
6 ISO/ASTM 52626-4:2023 Additive manufacturing of metals


È un principio che applichiamo in tutte le nostre creazioni da oltre 100 anni. Progettiamo soluzioni personalizzate di rettificatura senza centri che si distinguono per forte identità e grande attenzione ai dettagli. Garantiamo sempre processi di rettificatura perfetti “al micron”, e la perfezione non è un dettaglio.









- Qualification principles - Part 4: Qualification of operators for DED-LB.
7 ISO/ASTM 52626-5:2023 Additive manufacturing of metals - Qualification principles - Part 5: Qualification ofoperators for DED-Arc.
8 UNI EN ISO/ASTM 52942:2021 Additive manufacturing - Principi di qualificazione - Qualificazione di operatori di macchine, attrezzature ed equipaggiamenti per la fusione laser di letto di polvere di metallo utilizzati in applicazioni aerospaziali.
9 AWS D20.1/D20.1M-2019 Specification for Fabrication of Metal Components using Additive Manufacturing.
10 EWF Education, Training and Qualification System for Additive Manufacturing Personnel https://www.ewf.be/iamqs.
11 IAMQS-QUAL-003r1-21 MINIMUM REQUIREMENTS FOR QUALIFICATION AND EXAMINATION- International Metal Additive Manufacturing Operator - Powder Bed Fusion - La- ser Beam (I MAM O PBF-LB).



Aprile 2024 www.ammonitore.com 21 Seguiteci su: Rettificatrici
S.p.A. Via Asmara, 19 - 21016 Luino (VA) - Italia Tel.+39
543 411 -
0332
468
Ghiringhelli
0332
Fax +39
537
e-mail: info@ghiringhelli.it - http://www.ghiringhelli.it
I dettagli fanno la perfezione e la perfezione non è un dettaglio Pad 10 Stand 20 2 Stuttgart 14.-17.05.2024 T a c h e a C la u d io w w w a h e ll a lt e is o g “ “
(Leonardo da Vinci)
Riferimenti
Tabella 3 - Confronto sulle variabili e sui requisiti per la qualificazione dell’operatore AM tra i riferimenti normativi e lo schema IAMQS.
Tabella 4 - Corrispondenza tra i riferimenti ISO/ASTM 52926-2 e le Competence Unit dello schema IAMQS.
Espansione della manifattura additiva: una prospettiva chiave per il futuro della produzione
L’additive manufacturing registra una crescita significativa, con richieste di brevetto in aumento e un fatturato record nel 2022. La manifestazione piùAdditive alla 34.BI-MU offre un’ampia esposizione delle soluzioni additive, rappresentando un’opportunità chiave nel panorama industriale per networking e sviluppo di business
di Enrico Annacondia
Coordinatore attività AITA Interviste a cura di Fabio Chiavieri
Nel corso degli ultimi 10 anni, all’incirca il tempo trascorso dalla nascita di AITA-Associazione Italiana Tecnologie Addive, il panorama tecnologico di questo particolare tipo di manifattura è passato dall’essere un “hype” - con aspettative che in molti casi erano figlie della scarsa conoscenza della tematica - a essere, a tutti gli effetti, un processo manifatturiero in grado di coprire, a livello industriale, efficientemente ed efficacemente una serie di nicchie applicative. In molte di queste è ormai insostituibile.
Soprattutto, è stato “annullato” quello che era quasi un “mantra” e che sosteneva l’equazione additive = prototipazione: le tecnologie additive sono oggi un mezzo produttivo a tutti gli effetti, in grado di affiancare numerosità e customizzazione, anche nello stesso lotto produttivo. Se andiamo poi a vedere i principali sviluppi nel campo delle tecnologie additive, non possiamo dimenticare i progressi in termini di
• materiali avanzati: la ricerca e lo sviluppo di nuovi materiali per la stampa 3d hanno conosciuto significativi progressi. ci sono materiali più robusti, leggeri e adatti a una varietà di applicazioni, inclusi metalli (tra i quali spicca la “new entry” del rame e sue leghe), polimeri avanzati, ceramici e materiali compositi.
• macchine di grandi dimensioni: sono state introdotte stampanti 3d di dimensioni sempre maggiori, permettendo la produzione di oggetti voluminosi. questo ha aperto nuove opportunità nei settori dell’edilizia, dell’industria aerospaziale e dell’automotive.
• stampa 3d a più materiali: alcu-

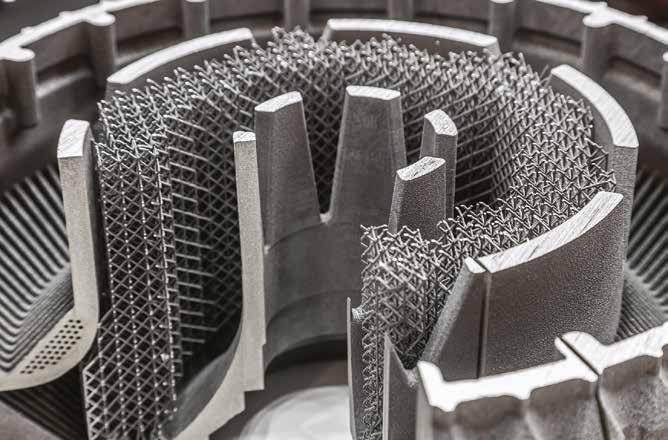
ne stampanti 3d possono ora utilizzare più materiali contemporaneamente durante il processo di stampa. ciò consente la creazione di oggetti con proprietà e caratteristiche diverse su diverse parti dello stesso oggetto.
• integrazione di tecnologie avanzate: alcune stampanti 3d ora incorporano tecnologie avanzate come l’intelligenza artificiale (ai) e la robotica, per migliorare la precisione e l’efficienza del processo di stampa.
• standardizzazione e certificazione: l’implementazione di standard nel settore della stampa 3d sta migliorando l’interoperabilità tra diverse piattaforme e consentendo una maggiore adozione di questa tecnologia,

andando anche ad impattare favorevolmente sul tema della certificazione dei prodotti
• personalizzazione di massa: la stampa 3d sta contribuendo a consentire una produzione più flessibile e personalizzata. ciò è evidente in settori come l’industria automobilistica, dove alcune aziende stanno esplorando la possibilità di stampare pezzi personalizzati per i clienti.
• bioprinting: il bioprinting, che coinvolge la stampa di tessuti biologici e organi, ha fatto progressi significativi. ciò potrebbe avere importanti implicazioni nel settore medico, consentendo la produzione di organi personalizzati per trapianti e test di farmaci.

• applicazioni mediche: oltre al bioprinting, ci sono sviluppi significativi nella produzione di protesi personalizzate e dispositivi medici attraverso la stampa 3d.
• stampa 3d nel settore aerospaziale: l’industria aerospaziale ha abbracciato la stampa 3d per la produzione di componenti leggeri e complessi, riducendo i costi e migliorando le prestazioni.
• sviluppi nel settore manifatturiero: la stampa 3d sta diventando sempre più parte integrante dei processi di produzione in diversi settori, portando a una maggiore efficienza, riduzione dei rifiuti e personalizzazione.
Non vanno inoltre dimenticati i pro-

Aprile 2024 www.ammonitore.com 22 ADDITIVE MANUFACTURING
PIÙADDITIVE
Fabrizio Marino Corsini, Managing Director di 3D4MEC Davide Iacovelli, Regional Director EMEA di EOS
Gabriele Corletto, Business Development Manager per le divisioni Macchine Utensili e Additive Manufacturing di Breton
Enrico Orsi, Business Manager di Renishaw Italia
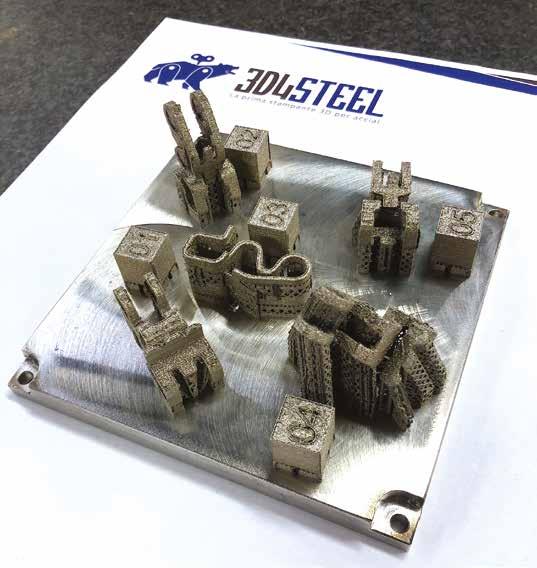
gressi in tutte quelle tecnologie che vanno ad affiancare il vero e proprio processo additivo, partendo dai software per la progettazione per arrivare alla finitura e al collaudo dei manufatti additivi, dove si è osservata la nascita di soluzioni sempre più ottimizzate verso le performance del settore additivo.
Additivo e sostenibilità: due facce della stessa medaglia Le tecnologie additive, nel loro complesso, rappresentano un importante fattore abilitante per la sostenibilità (ambientale, sociale ed economica) di tutto il manifatturiero. Questa affermazione, oltre che dalle evidenze pratiche, è anche stata posta in evidenza, lo scorso anno, da uno studio della nota società di consulenza Roland Berger e si va sempre più affermando come una “carta vincente” per il settore additivo, sia a livello italiano sia su quello mondiale. Ecco alcuni dei legami principali tra tecnologie additive e sostenibilità:
1. Riduzione degli scarti: la stampa 3D consente la produzione di componenti complessi, senza la necessità di assemblare diverse parti. Questo può ridurre gli scarti di materiale rispetto ai metodi tradizionali di produzione, dove spesso si generano scarti significativi durante la lavorazione.
2. Utilizzo efficiente dei materiali: le tecnologie additive consentono una distribuzione più efficiente dei materiali durante il processo di produzione. Ciò significa che è possibile utilizzare solo la quantità di materiale necessaria per creare un oggetto, riducendo gli sprechi.
3. Produzione locale e distribuita: la stampa 3D può avvicinare la produzione al luogo di utilizzo, riducendo la necessità di trasporto di merci su lunghe distanze. Questo può contribuire a una minore impronta ambientale associata al trasporto di merci.
4. Materiali sostenibili: con lo sviluppo di materiali biodegradabili e riciclabili per la stampa 3D, è possibile ridurre ulteriormente l’impatto ambientale dei prodotti stampati. Alcuni materiali sono già realizzati da fonti rinnovabili o materiali riciclati.
5. Personalizzazione e produzione su richiesta: la stampa 3D consente la produzione di oggetti personalizzati in modo efficiente. Questo può ridurre la produzione di massa di beni non necessari, limitando gli sprechi e contribuendo a una produzione più sostenibile.
6. Retrofitting e riparazioni: la stampa 3D può essere utilizzata per produrre parti di ricambio e componenti per retrofitting, prolungando la vita utile di prodotti e ridu-
“slogan bandiera” per identificare le macchine additive, quello di “macchine utensili del terzo tipo”, anche per il fatto di essere uno spin-off di UCIMU-SISTEMI PER PRODURRE e per sottolineare le applicazioni dell’additivo per metalli, contigue a quelle delle macchine utensili tradizionali. Oggi, però, il materiale non rappresenta un vincolo per progettisti e utilizzatori: sono le applicazioni, le performance e le opzioni di costo a determinare la scelta dell’impiego di metalli, polimeri o compositi, tutti materiali che l’additivo può gestire con successo e, frequentemente, mettere in competizione fra loro. Per esempio, un composito può svolgere con successo un compito prima esclusivo di un metallo oppure un metallo costoso (ma ad alte prestazioni) può, grazie al noto concetto “complexity is free”, andare a sostituirne un altro più economico ma che, con i processi tradizionali, viene utilizzato in quantità maggiori.
A metalli e polimeri si affianca, poi, tutta una serie di altri materiali che spaziano dai metalli preziosi, alle cere e terre di fonderia, alla ceramica e al cemento, grazie al quale, presumibilmente, i benefici effetti di sostenibilità si andranno ad estendere a un settore molto “conservativo” come quello dell’edilizia.
l’appuntamento con piùAdditive, che offrirà interessantissime opportunità di business ai player del settore che esporranno nella sua area, abbinando alla dimensione espositiva quella di networking e approfondimento culturale, grazie al nutrito calendario di eventi che saranno ospitati nello stand di AITA patrocinatore dell’iniziativa, in cui ci saranno:
• esempi applicativi, esposti in apposite vetrine
• speech di aziende, università, centri di ricerca e progetti europei
• eventi in cui primari esperti tratteranno le tematiche di maggiore interesse del settore, ponendo particolare attenzione alle sue future evoluzioni. Sono già in programma: - Convegno di apertura – 10 anni di AITA - Prospettive della manifattura additiva nel biomedicale. Analisi delle possibili applicazioni, che spaziano dalle soluzioni di laboratorio alla realizzazione di protesi e parti di organi da impiantare nei pazienti e agli ausili per la chirurgia
- Stato dell’arte e future evoluzioni della normazione e certificazione nel settore AM: panoramica dei lavori normativi in corso e in fase di sviluppo e delle esigenze di certificazione per i prodotti “additivi”.
cendo la necessità di sostituzioni complete.
7. Design ottimizzato per la sostenibilità: la libertà di progettazione offerta dalla stampa 3D consente la creazione di geometrie ottimizzate per la resistenza e leggerezza, riducendo il materiale necessario e migliorando l’efficienza strutturale.
8. Settori specifici come l’edilizia sostenibile: nell’edilizia, la stampa 3D può essere utilizzata per creare strutture con meno rifiuti di cantiere, utilizzando materiali locali e riducendo l’impatto ambientale complessivo della costruzione.
Complessivamente, la stampa 3D può essere una tecnologia chiave per la produzione sostenibile (contribuendo a ridurre gli sprechi), l’utilizzo inefficiente di materiali e la necessità di trasporto globale di merci.
I margini di crescita sono positivi Quello che osserviamo oggi, a livello di penetrazione di mercato, è probabilmente la “punta dell’iceberg” rispetto a quello che, a mio avviso, caratterizzerà il prossimo decennio. A conforto di ciò è possibile citare due studi. Il primo di essi, realizzato dall’Epo (l’Ufficio Europeo dei brevetti), rivela che, nell’ultimo decennio, le domande di brevetto di soluzioni additive manufacturing hanno registrato un aumento medio annuo di circa il 30%, al punto che il totale delle richieste risulta sei volte superiore a quello relativo agli altri settori di alta tecnologia.Con un fatturato che, nel 2022, ha raggiunto la cifra record di 16 miliardi di euro, l’additive manufacturing ha il suo baluardo negli Stati Uniti e in Europa. Il secondo studio, realizzato da Oxford Economics, sottolinea come il settore additivo, a livello mondiale, si sia triplicato tra il 2016 e il 2022, passando da circa 6 miliardi di dollari a 18 miliardi di dollari. Questo fenomeno investe direttamente l’Italia che, stabilmente, occupa il 4. posto tra i mercati, con uno share del 4,7%, alle spalle di colossi come USA, Germania e Cina. Va anche notato che uno dei contributi di AITA al settore additivo, italiano e non solo, si è esplicitato nell’azione (svolta con CECIMO) per definire dei codici doganali specifici per il settore additivo. Questi, varati nel 2022, serviranno (non appena si avrà uno storico sufficiente) a descrivere quantitativamente e a livello mondiale il commercio del settore, analogamente a quanto già avviene, da decenni, per le macchine utensili.
Integrazione delle tecnologie additive nelle macchine utensili e nei settori manifatturieri
Alla sua nascita, AITA aveva adottato, come
Più in dettaglio, per quanto le applicazioni dell’additivo ai metalli, le macchine additive e quelle utensili coesistono nella stessa catena del valore, in quanto i prodotti richiedono delle fasi di post processing che ne migliorano sia le caratteristiche metallurgiche (come i trattamenti termici o la pressatura isostatica a caldo), sia le tolleranze geometriche e di forma (nonché la rugosità superficiale) e/o la presenza di feature non facilmente realizzabili in additivo – per esempio filettature o fori di piccole dimensioni – e che richiedono operazioni di asportazione di truciolo.
AITA è parte attiva di piùAdditive I dati che abbiamo menzionato precedentemente fanno del nostro paese un mercato ad altissimo potenziale per lo sviluppo dell’additive manufacturing, che trova applicazione in numerosi e variegati settori, tra cui pharma, sanitario, biomedicale ma anche aerospace e trasporti. Ambiti questi che saranno tutti rappresentati a piùAdditive, l’iniziativa promossa nell’ambito di 34.BI-MU, la biennale della macchina utensile, robotica, automazione, digital e additive manufacturing, in programma a fieramilano Rho, dal 9 al 12 ottobre 2024.
piùAdditive, da qualche anno, è diventato l’appuntamento di riferimento in Italia per i produttori, distributori e consumatori di soluzioni per l’additivo. Dei 50.000 operatori in visita alla passata edizione di BI-MU (2022), il 26% ha indicato espressamente l’additive manufacturing quale settore di interesse capace di garantire una migliore gestione delle risorse energetiche e dei materiali, la manifattura additiva è oggi al centro del dibattito sulla sostenibilità, tema focus, insieme alla digitalizzazione, della prossima edizione di BI-MU. Tutto ciò renderà ancora più attrattivo per gli operatori del settore
Appuntamento, quindi, a più Additive c/o 34.BI-MU (fieramilano, 9-12 ottobre 2024) a tutti i protagonisti dell’additivo, che troveranno qui il principale palcoscenico a livello nazionale e transettoriale.
La voce degli espositori a piùAdditive Il tema della sostenibilità, insieme alla digitalizzazione, sarà al centro della prossima edizione di BI-MU, evidenziando, tra le altre cose, l’importanza crescente dell’additive manufacturing nel panorama industriale. A piùAdditive parteciperà una folta schiera di produttori e distributori di soluzioni additive pronti a soddisfare le richieste delle tante aziende che intendono avvicinarsi o che vogliono ampliare le loro conoscenze sul mondo della manifattura additiva.
Dalla voce di alcuni di essi proviamo a dipingere un quadro del settore.
“L’attenzione verso l’AM è in costante crescita soprattutto ora che le aziende manifatturiere hanno capito che questa tecnologia dirompente non sostituirà totalmente le tecnologie di lavorazione per asportazione di truciolo, bensì si affiancherà nell’ottica di ottimizzare i processi produttivi – spiega Fabrizio Marino Corsini, Managing Director di 3D4MEC. Questa considerazione è tanto più vera tanto più ci si cala nella realtà della manifattura industriale che realizza componenti a minor valore aggiunto rispetto a comparti quali l’Aerospace, il Medicale, l’Automotive, per citarne alcuni.”
“Detto ciò – prosegue Corsini – i vantaggi derivanti dall’impiego di tecnologie di AM esistono e sono tangibili e ci spingono a puntare sempre di più su settori di nicchia, comunque di piccole serie, e ad alto valore aggiunto. Se parliamo di sostenibilità, tra le prerogative dell’AM ci sono proprio un minor consumo

Aprile 2024 www.ammonitore.com 23
Molle industriali a nastro stampate in acciaio armonico C67
Valvole stampate in 3D in ottone con diversi gradi di finitura
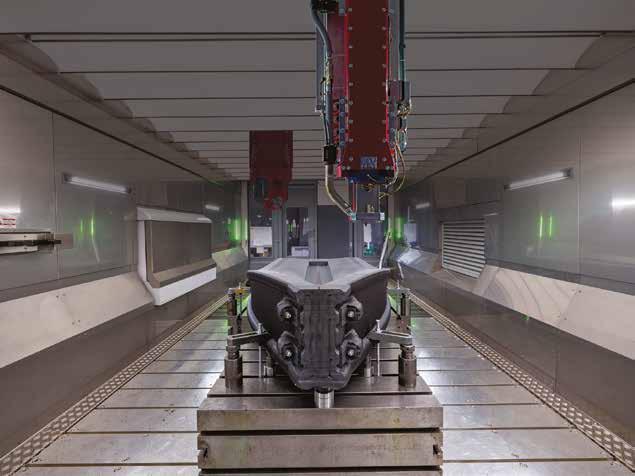

di materia prima e un notevole risparmio energetico. Lo sforzo maggiore dei produttori di macchine per l’AM è di svolgere un’azione di promozione e
comprensione dei principali vantaggi legati a questa tecnologia come la digitalizzazione del magazzino, quindi, il cosiddetto spare parts on demand,
l’alta personalizzazione dei componenti ecc. Parlando di caratteristiche tecniche dei componenti realizzati con tecnologia additiva, molti passi avanti sono stati fatti in ambito delle polveri metalliche e delle tecnologie di produzione che fanno parte della famiglia della fusione a letto di polvere che rendono il processo molto più affidabile rispetto al passato. 3D4MEC punta tanto sulla qualità cercando di ritagliare i processi su specifiche applicazioni e materiali metallici speciali piuttosto che sulla tecnologia fine a sé stessa. Siamo una piccola azienda con una decennale tradizione nella manifattura meccanica, tra le prime in Italia a investire in sistemi di AM per materiali metallici e a provare a competere con i colossi tedeschi detentori della tecnologia. Siamo partiti trattando acciaio inox 316L più vicino alla tradizione della manifattura meccanica dell’area bolognese, per poi realizzare la prima e unica stampante 3D per produrre direttamente in ottone pensata prettamente per i settori delle rubinetterie e valvolame per HVAC e dell’accessoristica moda e design.”
Che il mercato dell’AM e il relativo interesse per la tecnologia siano in crescita lo conferma anche Gabriele Corletto, Business Development Manager per le divisioni Macchine Utensili e Additive Manufacturing di Breton.
“Breton è da poco presente sul mercato delle macchine per AM con tecnologia FDM (Fused Deposition Modeling) producendo Genesi, una delle stampanti 3D di materiali termoplastici più grandi del mondo con prestazioni molto avanzate grazie all’IA e al machine learning che ne controllano e ottimizzano i parametri operativi. Abbiamo iniziato a vendere questa macchina lo scorso anno con risultati molto incoraggianti a dimostrazione del grande interesse a livello europeo per questa tecnologia e, soprattutto, per queste tipologie di macchine dalle grandi dimensioni che combinano l’esperienza dell’azienda sui centri di lavoro verticali e le migliori tecnologie di estrusione attualmente disponibili sul mercato. Stiamo parlando di macchine con una capacità di deposizione fino a 200 kg di materiali termoplastici rinforzati. Il vero problema è che in generale le aziende devono capire come sfruttare pienamente le potenzialità dell’AM e trasformare il loro modo di produrre. Per questo noi di Breton non ci fermiamo semplicemente alla vendita della macchina ma assistiamo il cliente nella fase di
re-ingegnerizzazione del prodotto, utile per capire insieme qual è la tecnologia di produzione che presenta il miglior rapporto costi benefici. In taluni casi, l’impiego dell’AM implica costi di produzione più elevati rispetto a una lavorazione per asportazione di truciolo, tuttavia, essi possono essere giustificati a fronte di tempi di time-to-market estremamente ridotti o al fine di ottenere componenti con caratteristiche tecniche molto importanti come per esempio la loro riciclabilità. Chiaramente un materiale riciclato va declinato all’uso che se ne può fare. Ci sono applicazioni che richiedono materiali con elevate caratteristiche ed altre, come per esempio la prototipazione rapida, il design ecc., per cui i materiali riciclati sono importanti. Ciò che invece è interessante è il fatto che impiegando materiali ad alte prestazioni per realizzare un certo manufatto, il cliente può riciclare quel manufatto stesso a fine vita e reintegrare il materiale riciclato, al 95-98% delle sue caratteristiche inziali, all’interno del processo, con notevoli risparmi economici sull’acquisto del materiale e sui costi di smaltimento. Per quanto riguarda l’inserimento dell’AM nel contesto della digitalizzazione della produzione va precisato che Breton, come tutte le imprese che fanno innovazione, ha cavalcato l’onda della produzione digitale e dell’interconnessione delle macchine con i sistemi produttivi delle aziende. L’AM non fa eccezione, nel senso che richiede, forse ancora di più delle altre tecnologie, il monitoraggio costante del processo di lavorazione per verificare in che modo esso va a impattare sulla filiera produttiva del cliente. Oltre alla tecnologia, Breton fornisce anche la suite Sentinel 4.0 – a breve sarà presentata anche la versione 5.0 – che monitora i consumi della macchina quando realizza le parti tenendo sotto controllo tutti i parametri fondamentali come temperature, pressioni, coppie motori ecc.”
Davide Iacovelli, Regional Director EMEA di EOS, vede in tre fattori i motivi di una crescente richiesta di tecnologia additive.
“Noi di EOS vediamo una domanda crescente per la nostra tecnologia AM. Sia che si tratti di metallo che di plastica, entrambe le tecnologie stanno aumentando la loro domanda. Dal nostro punto di vista, questo è dovuto a tre fattori. In primo luogo, il passaggio dalle applicazioni di prototipazione a quelle di produzione in serie. In dettaglio, ciò significa che i nostri

Aprile 2024 www.ammonitore.com 24
Area di lavoro della stampante 3D di grandi dimensioni Genesi di Breton
Vista dello stabilimento produttivo EOS
Induttori stampati in 3D. (foto EOS)














Aprile 2024 www.ammonitore.com 25 F A B RICATION CONSTRUCTION COMPONENTSPRODUCT I O N MATERIALS ASSET INTEGRITY nelciclodi vi t a deiprodo i www.iis.it IIS | Headquarters: Lungobisagno Istria, 15A - 16141 Genova | Tel. +39 010 8341.1 | Fax +39 010 8367.780 | iis@iis.it
clienti stanno passando da un’elevata combinazione di pezzi e bassi volumi a una combinazione di pezzi e alti volumi.
In secondo luogo, in Europa e in Italia vediamo che i nuovi materiali disponibili per l’AM aprono il potenziale per nuove applicazioni. Un ottimo esempio è il rame. Per citarne alcune, vediamo una crescita nel settore degli scambiatori di calore, degli induttori e le applicazioni nell’ambito dell’efficienza energetica.
In terzo luogo, vediamo una crescente importanza degli obiettivi di sostenibilità e, di conseguenza, un uso accelerato delle nuove tecnologie ivi inclusa l’AM. Il tema della produzione responsabile è nel DNA di EOS per cui abbiamo la forza innovativa e la mentalità per proseguire questo obiettivo e puntare a una produzione additiva sempre più efficiente ed economica. EOS pubblica un rapporto sulla responsabilità aziendale in conformità con lo standard GRI per le autorità di regolamentazione e per mantenere la nostra licenza di operare. Seguiamo un approccio olistico all’ambiente, al sociale e alla governance (ESG). Il nostro obiettivo è creare una nuova normalità in cui la sostenibilità sia una cosa ovvia e integrata in tutti i nostri processi e prodotti. Questa filosofia si riflette nel Carbon Calculator, sviluppato dal nostro team Additive Minds, che ci permette di arrivare a sviluppare i nostri prodotti responsabili a zero emissioni di carbonio o a riduzione di carbonio. Con EOS Vlog BLUEPRINT per la manifattura sostenibile forniamo approfondimenti su progetti, concetti e idee su come rendere la produzione responsabile la nuova normalità. La sfida che il mercato pone alle imprese manufatturiere è rappresentata da una maggiore flessibilità a costi inferiori. L’AM offre una risposta a questa sfida. Nell’industria automobilistica la tendenza attuale è quella di produrre parti e componenti secondi i desideri dei clienti. Questa personalizzazione spinta ai massimi livelli non può essere affrontata dalle strutture produttive tradizionali. A rendere idonea la tecnologia AM per queste nuove sfide produttive è che tutto il processo di fabbricazione di un componente, dall’idea, alla progettazione alla produzione, è digitalizzato Grazie alla tecnologia digitale e all’additive manufacturing, i team possono lavorare insieme da luoghi diversi. Le piattaforme digitali consentono di condividere file CAD e progetti, facilitando la collaborazione a distanza senza la necessità di trasferire fisicamente i prototipi. EOS offre una nuova generazione di macchine che soddisfano il concetto di “piattaforma di produzione”. EOS P 500 e EOS M 300 consentono la sinterizzazione laswr dei componenti plastici su scala industriale completamente automatizzata. Studi recenti condotti da EOS hanno dimostrato che è possibile ottenere un aumento della produttività del 30% grazie all’automazione e alla digitalizzazione dei processi di produzione stampati in 3D. Oltre all’automazione, ci concentriamo sull’ottimizzazione della produzione basata sulla raccolta e analisi dei dati in ottica di consentire al cliente di svolgere una manutenzione predittiva e di avere un processo affidabile e costante nel tempo.”
Anche Enrico Orsi, Business Manager di Renishaw Italia, conferma il trend di crescita dell’AM.
“Tra il 2020 e il 2023 l’espansione dell’AM, come è successo per tutte le altre tecnologie di produzione, ha insistito sull’incremento della capacità produttiva in applicazioni esistenti. Dalla metà dello scorso anno stiamo notando una crescente richiesta per nuove applicazioni. Ciò che più conta è la maggiore consapevolezza sui reali

benefici derivanti dall’utilizzo di tecnologie additive e sull’integrazione necessaria con altre tecnologie. Come indicato nella nostra recente comunicazione sui risultati finanziari, vediamo una richiesta ripetuta in un numero crescente di clienti AM, e siamo entrati nel primo semestre 2024 con un portafoglio ordini consistente. Il percorso di miglioramento della tecnologia additiva, in tutti gli ambiti e anche in quello della sostenibilità e della qualità, è un percorso incrementale. Rispetto a metodi tradizionali il processo AM è vantaggioso dal punto di vista ambientale, grazie alla ridotta quantità di materiale e di energia utilizzato per produrre i componenti, e permette di localizzare ulteriormente la filiera, evitando trasporti da uno stabilimento o da un’azienda all’altra. Anche la natura digitale aiuta perché permette ad aziende anche distanti tra loro di lavorare insieme e di trasferire informazioni senza spostamenti di persone. Il vero vantaggio ambientale si ha però nell’utilizzo di prodotti nei settori automobilistico o aerospaziale; prodotti che, alleggeriti grazie all’uso dell’AM, riducono la quantità di carburante per tutta la
vita del veicolo.
Per quanto riguarda la qualità dei materiali, assodate le alte prestazioni che si ottengono ormai da anni dal processo AM con i materiali più comuni, quali acciai inox, leghe di nichel, leghe di titanio e di alluminio, il passaggio riguarda soprattutto l’introduzione di nuove leghe, per allargare il panorama a nuove applicazioni.”
Sul tema della digitalizzazione Orsi aggiunge: “Grazie allo sforzo di integrazione con software CAD di terze parti, ora il nostro processo AM
è molto più allineato con i flussi di informazioni digitali in produzione. Una ulteriore integrazione sta avvenendo anche grazie al nostro nuovo sistema Renishaw Central, che permette alle aziende di raccogliere lungo la catena produttiva una grande quantità di dati, per renderli poi disponibili all’elaborazione successiva. Grazie all’offerta di Renishaw in fatto di sensori di processo, alcuni dei quali disponibili a bordo delle macchine AM, i dati sono ricavati sempre più vicino a dove avviene la produzione, e sono di conseguenza più utili e interessanti.”
CHI È AITA-ASSOCIAZIONE ITALIANA TECNOLOGIE ADDITIVE
AITA è un’associazione culturale che intende rappresentare gli interessi dei player del settore (aziende produttrici ed utilizzatrici, fornitori di tecnologie abilitanti, centri di servizio, università e centri di ricerca, ecc.), favorendone il dialogo con enti, istituzioni e altre associazioni industriali, al fine di fare conoscere e sviluppare le tecnologie additive e la stampa 3D. AITA nasce dall’iniziativa dei suoi soci fondatori, supportata e sostenuta operativamente da UCIMU-SISTEMI PER PRODURRE, che ha messo a disposizione dell’iniziativa le risorse necessarie e la sede associativa. Le attività di AITA si articolano sui seguenti temi: comunicazione e promozione, standardizzazione, sicurezza, ricerca e sviluppo, formazione, eventi e fiere.
Aprile 2024 www.ammonitore.com 26
Lavorazione a 4 laser su RenAM
Programmazione bordo macchina di RenAM500 Ultra
mechanicalzeropointsystem MechanicalZeroPointSystem
Unico sistema Zero Point meccanico con bloccaggio/sbloccaggio dei perni con una rotazione di soli 180 gradi




Il meccanismo atto a bloccare i perni è costituito da una camma azionata da un perno eccentrico.
il sistema garantisce elevate prestazioni in termini di precisione e forza di bloccaggio. Ciò è dovuto in particolare al fatto che la camma blocca contemporaneamente i 4 perni verso l‘esterno.

Il sistema di trasmissione vettoriale delle forze, agisce vincolando i perni in modo uniforme e in tutte le direzioni.

Aprile 2024 www.ammonitore.com 27
Aperto Trasmissione vettoriale delle forze x y MV Design
Chiuso
OFFICINA MECCANICA LOMBARDA S.r.l. A COMPANY OF THE GROUP 27020 Trivolzio (PV) ITALY Viale dell’Industria 6 Tel. +39 0382 93 00 00 E-mail omlspa@omlspa.it Web www.omlspa.it Guarda il video
PRODOTTI
Fantine mobili Star per la tornitura
Big Kaiser amplia la sua gamma di mandrini idraulici con un modello dedicato alla tornitura: Hydraulic Chuck Lathe Type B è stato sviluppato specificatamente per fantine mobili, in particolare per i torni di Star Micronics.
Con una ripetibilità eccezionale inferiore a 1 μm, questo mandrino idraulico presenta un profilo rettangolare e dispone di più file di utensili così da adattarsi alle dimensioni compatte
delle fantine mobili. Il design riduce al minimo le interferenze e migliora le lavorazioni nelle configurazioni con spazio limitato.
Il mandrino Hydraulic Chuck Lathe Type B espande la gamma di BIG KAISER, aggiungendosi ai modelli Standard, Type F e Type R, ciascuno con caratteristiche proprie che lo rendono capace di adattarsi alle configurazioni specifiche delle diverse macchine. Il
modello Standard offre il bloccaggio frontale degli utensili, il tipo F consente il bloccaggio posteriore in spazi particolarmente ristretti e il tipo R, con la sua forma quadrata, si adatta alle configurazioni che richiedono più file
utensili senza interferenze.
I mandrini idraulici sono rinomati per la loro precisione nelle lavorazioni di tornitura, in quanto offrono un’eccezionale ripetibilità e capacità di smorzamento delle vibrazioni. Compatibili con le principali marche di torni automatici a fantina mobile, tra cui Citizen, Star, Tsugami e Tornos, questi mandri-
ni facilitano il cambio sicuro e rapido degli utensili con una semplice chiave a brugola, migliorando in modo significativo l’efficienza e la sicurezza.
La versatilità dei mandrini di tipo B (SL22B) e R (SL22R) ne consente l’utilizzo in un’ampia gamma di torni Star, e permette di scegliere il mandrino più adatto per applicazioni specifiche. Il tipo B è particolarmente adatto ai torni verticali a montante singolo, mentre il tipo R è adatto alle macchine a doppio montante: BIG KAISER offre quindi una soluzione su misura per ogni tipologia di tornio.

Special Kit Action
L’azienda veneziana Sorma propone nuove promozioni per offrire al mercato la gamma di utensili Nikko Tools a fissaggio meccanico ad alte prestazioni a condizioni veramente vantaggiose.
Sono disponibili diversi “Special Kit” che rispondono alle più disparate esigenze di lavorazione. Tra le proposte dell’azienda, ad esempio, vi è il set per barenatura di precisione composto dagli inserti di recente introduzione con rompitruciolo PPU abbinati alle Vortex Bar: oltre alla barenatura, con lo stesso set è possibile realizzare anche lavorazioni di finitura con taglio interrotto e la barenatura di pareti sottili. Tra le soluzioni per fresatura, è disponibile un kit in offerta per
quanti vogliono sperimentare la serie Double3Gon per spallamento caratterizzata da elevata produttività grazie agli inserti con 6 taglienti, o le soluzioni HF4Plus per l’alto avanzamento. Ancora, Sorma propone i sistemi DoubleRek o RekPlus per fresatura di spallamenti mentre, dedicato alla tornitura, vi è lo Special Kit MicroNega, con inserti negativi utilizzabili come valida alternativa ai positivi. Il kit comprende gli inserti in abbinata ai bareni con tecnologia Vortex per una migliore evacuazione del truciolo e riduzione delle vibrazioni.
Tutte le promozioni in vigore, 9 in tutto, sono disponibili sul sito all’indirizzo: https://bit.ly/3ViZaSr

Robot con hygienic design
Yaskawa ha recentemente rilasciato sul mercato una nuova serie di robot Motoman denominata HD, pensata per soddisfare i più severi standard richiesti in applicazioni di hygienic design come quelle tipiche di alcuni ambiti del settore alimentare, life sciences, laboratorio, medico e farmaceutico.
Lo speciale rivestimento con eccellente resistenza meccanica e chimica e il design incapsulato senza viti sporgenti garantiscono una superficie liscia e antimicrobica facile da pulire e resistente ai comuni detergenti e processi disinfettanti. I materiali di superficie sono certificati FDA.
Con un peso di rispettivamente 47 e 45 kg, i robot HD7 e HD8 sono dotati di eccellente ripetibilità (0,02 mm) e hanno uno sbraccio di 927 e 727 mm. Inoltre, possono essere gestiti tramite l’intuitivo Smart Pendant o il tradizionale Teach Pendant.
Grazie alla classe di protezione IP69K, all’idoneità all’impiego di lubrificanti alimentari e alla valutazione della resistenza chimica secondo la norma ISO 2812, sono ideali per ambienti di laboratorio wet e camere bianche, oltre che per le svariate applicazioni richieste nel settore alimentare.
Giampaolo Roccatello, Chief Sales & Marketing Officer Europe di BIG KAISER, sottolinea l’impegno dell’azienda che da 30 anni produce mandrini idraulici: “Da quando abbiamo presentato il nostro primo portautensile idraulico nel 1994 abbiamo sempre contribuito al progresso della tecnologia dei mandrini idraulici. Ogni mandrino viene sottoposto a due accurate ispezioni manuali prima di uscire dalla nostra fabbrica, in modo da garantire che soddisfi i più alti standard di qualità”.
I mandrini idraulici Hydraulic Chuck Lathe Type B, Type F, Type R e Standard per la tornitura sono disponibili da subito.

Aprile 2024 www.ammonitore.com 28
i più alti standard di qualità industriale e affidabilità per molti anni di attività 24/7.
Come parte della famiglia Motoman, i robot della serie HD garantiscono
di

Azienda: ...................................................
Settore: Cognome: .................................................
Per chiedere la tua copia del catalogo
• Compila il modulo qui a fianco e inviarlo Fax: 02 3314314 WhatsApp: 02 345761 ... oppure...
• Compila il modulo online su www.sicutool.it/Catalogo/Chiedi-catalogo-Sicutool-Utensili
Nome: ................................................... Posizione: ................................................. Via. Nr.: CAP, Città: .................................................
Prov.: Telefono: Fax: ...................................................
E-mail: q Autorizzo SICUTOOL al trattamento dei dati personali (D.Lgs. 196/2003)
Data: ................................................... Firma:
Il catalogo Sicutool Utensili 2023 e il prospetto Novità 2023 sono disponibili anche come flip-book sfogliabili online su www.sicutool.it/Novità
Aprile 2024 www.ammonitore.com 29 Ecco il catalogo Sicutool Utensili 2023! www.sicutool.it
PRODOTTI

Rivit propone al mercato italiano la possibilità di acquistare i prodotti di uno dei leader mondiali dei sistemi di fissaggio. Si tratta delle presse per autoaggancianti della Serie 5e, marcate Haeger®, azienda americana (con sedi in Olanda, Singapore e Cina) che propone sofisticate soluzioni di inserimento per autoaggancianti dotate di Sistema di Controllo per il settaggio e il monitoraggio delle presse inserite in linee di produzione Industry 4.0, riducendo tempi e costi di produzione, abbattendo la possibilità di errore a beneficio della qualità.
Le presse Haeger® sono progettate per i settori che necessitano la precisione e la resistenza del fissaggio su lamiere sottili e semilavorati, come nel caso di macchine automatiche, apparecchiature medicali e componentistica per l’automotive, elettronica di consumo, costruzioni meccaniche, apparati elettrici ed elettronici.
Versatili e modulari, le presse Haeger® vengono fornite accessoriate sulla base delle specifiche esigenze del cliente, con la possibilità - in un secondo tempo - di aggiornare il proprio allestimento per far fronte a nuove necessità produttive. Rivit offre un prezioso servizio di orientamento e consulenza per individuare gli accessori più adatti, garantendo la modularità della pressa che si converte così in un prezioso investimento per la crescita aziendale.
Grazie al sistema di controllo Haeger®, le presse della Serie 5e, ideali per inserire e fissare autoaggancianti di ogni tipo e misura su varie tipologie di materiali, consentono una diagnostica accurata, la pianificazione delle attività di manutenzione, il monitoraggio proattivo e la risoluzione rapida dei problemi. In questo modo il sistema permette di ottimizzare la gestione della manodopera e i processi produttivi, migliorando la qualità del fissaggio con il conseguente incremento della produttività.
Tutto questo è possibile grazie alla raccolta dei dati (processati in tempo reale senza soluzione di continuità) e alle tecnologie OneTouch e WindowTouch che consentono alle presse Haeger® della Serie 5e di inserire fino a quattro diversi elementi di fissaggio con un’unica manipolazione di un pezzo. Inoltre, con la diagnostica remota, resa possibile dall’utilizzo di Team Viewer, si possono monitorare costantemente le presse, anche da remoto, limitando le necessità di trasferta (e i relativi costi), aumentando la produttività e la sicurezza del personale tecnico.
Haeger® è entrata nel 2018 nella galassia di PennEngineering®, gruppo che ad oggi offre una delle più complete linee di presse progettate per installare in piena sicurezza e in modo affidabile, accurato e rapido, la linea completa di autoaggancianti PEM®.
Per maggiori informazioni www.rivit.it

Gli alesatori in metallo duro integrale Seco Nanojet migliorano il controllo truciolo con un’innovativa adduzione refrigerante interna per una rimozione del truciolo ottimale. Questa versione elimina costosi scarti, intasamenti e danneggiamenti del tagliente per aumentare la sicurezza, la qualità dei pezzi e la durata dell’utensile. Le operazioni di alesatura critiche richiedono utensili stabili, sicuri e prevedibili. Nei fori ciechi e passanti, gli alesatori in metallo duro integrale Seco Nanojet migliorano le prestazioni comprovate dei prodotti Seco Nanofix grazie ad un’innovativa adduzione refrigerante interna che blocca l’intasamento truciolo e migliora la stabilità dell’applicazione. Il design esclusivo di questi nuovi utensili offre un flusso di lubrificazione potente e preciso direttamente sulla zona di taglio per una rimozione dei trucioli e una durata dell’utensile ottimali. Oltre alla stabilità di produzione, le officine possono affidarsi agli alesatori in metallo duro integrale Seco Nanojet per mantenere velocità di taglio e qualità dei pezzi. Questa versatile gamma di alesatori multi-elica è disponibile in otto qualità e differenti geometrie, oltre a dimensioni e tolleranze personalizzate. Gli utensili funzionano con qualsiasi portautensile di precisione. Supportano tolleranze da 10 μm a 15 μm (0,0004”-0,0006”) e producono finiture superficiali di Ra 0,2 μm-Ra 1,2 μm (Ra 8 μ”-Ra 50 μ”). Seco ispeziona ogni alesatore in metallo duro integrale Nanojet e ne documenta il diametro misurato per garantire prestazioni affidabili. Molti settori, tra cui meccanicagenerale e i settori automobilistico e aerospaziale, possono contare su un’alesatura sicura e affidabile per evitare costosi scarti. Secondo Jean-Bernard Hantin, Product Manager di Seco, i produttori si rendono conto che alesatori con scarsa qualità di fabbricazione o specifiche non corrette possono compromettere pezzi di valore elevato. “Gli alesatori in metallo duro integrale Nanojet offrono prestazioni a costi contenuti con la qualità e la stabilità che servono”, ha affermato. Gli alesatori in metallo duro integrale Seco Nanojet sono disponibili a magazzino e con diametri personalizzati a partire da 1,461 mm (0,057”). Grazie al configuratore online Seco MyDesign, le officine possono ottenere utensili personalizzati con la stabilità, l’affidabilità e la disponibilità dei prodotti di base. Per maggiori informazioni sulle caratteristiche e le specifiche degli alesatori in metallo duro integrale Seco Nanojet secotools.com.
Aprile 2024 www.ammonitore.com 30
Rivit distribuisce Haeger® sul mercato italiano
Gli alesatori Seco Nanojet ottimizzano il controllo truciolo per eliminare gli scarti






















Aprile 2024 www.ammonitore.com 31 ABBIAMO PARLATO DI INSERZIONISTI B. G. Bertuletti 7 Balance System ........................................................................ prima pagina C.R.M. .......................................................................................... manchette FMB .......................................................................................................... 21 Gerardi 32 IIS 25 Infa 17 Mikron Machining 5 OML 27 Renishaw 9 Rettificatrici Ghiringhelli ........................................................................... 21 Sermac ...................................................................................................... 16 Sicutool ..................................................................................................... 29 Sitema 13 Top Solid 11 Tork 3 34 BIMU 22 ABB ............................................................................................................. 2 AFIL 6 Big Kaiser 28 Buffoli Transfer 6 Hexagon ..................................................................................................... 8 Ligna 2 Mayr 10 Mitsubishi Electric 4 Rivit .......................................................................................................... 30 SecoTools 30 Sorma 28 Yaskawa 28 M &A | APRILE 2021 22 TARIFFE PUBBLICITARIE GUIDA MULTILINGUE VERSIONE CARTACEA TARIFFE PUBBLICITARIE GUIDA MULTILINGUE VERSIONE PERSONALIZZATA Versione cartacea Versione web EDIZIONE L20E 18SPECILESIAN A SAI Distribuito agli studenti delle scuole professionali salesiane Argomenti trattati • Formato LA RIVISTA PER I PROFESSIONISTI DELL’HVAC&R 2018 ANNUARIO Energy Saver Product QUINE BUSINESS PUBLISHER I LSWR GROUP Via G.Spadolini 7 - 20141 Milano - Tel 02.86.41.05 - Fax 02.70.05.71.90 eMail: dircom@quine.it Termini della Meccatronica Ora anche online Cerca tra 2411 termini della meccatronica Il più completo dizionario multilingua di termini tecnici della meccatronica, contiene le traduzioni dei termini in Inglese, Francese, Tedesco, Spagnolo, Russo, Turco www.terminidellameccatronica.com per richiedere la tua copia info@quine.it AUTOMAZIONE Dizionario multilingue Dizionario internazionale di Meccatronica Mechatronics international dictionary Internationales Wörterbuch der Mechatronik Dictionnaire international de mécatronique Diccionario internacionale de procesamiento de mecatrónica Международный словарь мехатроники Termini della Meccatronica
Scansiona il QR code e scopri di più!

L’eccellenza Tecnologica
MOTORIZZATI PER TORNI CNC E TORRETTE VDI

Prese di Moto
DIN5480 DIN5482 BARUFFALDI DIN1809

ORIENTATI MEGLIO



Disponibili modelli con corpi orientabili ±90° Refrigerazione interna possibile su tutti i modelli
Riduzione dei tempi morti grazie ai cambi rapidi

I portautensili motorizzati per centri di tornitura a controllo numerico consentono di eseguire lavorazioni di fresatura, foratura e maschiatura sul tornio stesso e senza ulteriori piazzamenti. Anche in questo caso Gerardi propone un’ampia gamma di modelli VDI DIN 69880 e BMT (Built on Motor Turret), tutti fornibili con passaggio refrigerante interno fino a 100bar, adatti ad attrezzare i torni e le torrette motorizzate dei maggiori costruttori di torni a livello mondiale con un rapporto qualità/prezzo insuperabile. Disponibili anche stozzatori e portacreatori e modelli moltiplicati con velocità fino a 24.000Rpm (ratio 1:4) e velocità ridotte 2.000Rpm (ratio 2:1).
OLTRE
1000 MODELLI PER ATTREZZARE
TORNI e TORRETTE DEI COSTRUTTORI PIÙCONOSCIUTI AL MONDO
www.gerardi.it
2 ANNI DI GARANZIA
Attacco VDI
Attacco BMT
Maschiatura
