BIRRA NOSTRA

NOVITÀ, DEGUSTAZIONI, PRODUZIONI, ITINERARI NEL MONDO BIRRARIO

BIRRA NOSTRA
NOVITÀ, DEGUSTAZIONI, PRODUZIONI, ITINERARI NEL MONDO BIRRARIO
LO STATO DELL’IDROMELE di Marco Parrini
UNIVERSITÀ E RICERCA
DIP HOPPING E BIOTRASFORMAZIONI di Paolo Passaghe e Stefano Buiatti
MARKETING
LE 4P DEL MARKETING MIX di Matteo Malacaria

FOCUS
I ragazzi di QuAM


Il famoso adagio popolare si rivela più che adatto a raccontare il sentimento che anima il mondo della birra artigianale in questo periodo. A offrirci l’occasione di una riflessione sono alcuni eventi che, in questo scorcio di inizio anno, hanno concesso una maggiore visibilità, anche in termini di comunicazione, alla birra artigianale. Per chi, come noi, ha vissuto dall’interno questi appuntamenti saprà che sono stati l’occasione per incontrare vecchi amici, stringere nuove alleanze e riflettere sui cambiamenti che il settore della birra artigianale sta vivendo. Alcuni gufano numeri in caduta libera, altri rilanciano progetti e chiamano a raccolta i finanziatori, altri invece, i più bisogna dirlo, studiano il contesto, osservano, lavorano e propongono nuove strategie e nuovi prodotti con una visione tutt’altro che negativa.
Noi, con orgoglio, ci collochiamo tra questi. Se è vero che gli importanti eventi fieristici possono considerarsi preclusi ai piccoli startupper e a chi lavora con margini di profitto risicati è anche vero che proprio nel piccolo si trova la ricchezza e il valore del lavoro degli artigiani. Del resto in questo numero Marco Parrini, parlando di idromele, ri-
flette sul concetto di nicchia inteso non come un limite ma piuttosto come una vera possibilità di sviluppo che vale anche per la nostra amata birra e lo stesso Matteo Malacaria, nelle sue pagine dedicate all’analisi della capacità di fare mercato dei prodotti espone la necessità di adottare le giuste leve per farsi spazio in un mercato nel quale non esistono, come qualcuno pensa o si sente, prime donne ma solo comprimari! In attesa dell’annuale rapporto di Assobirra che tratteggerà meglio i confini del mercato restiamo convinti che i birrai e il settore nel suo insieme, siano consapevoli delle tappe del loro percorso, sappiano cosa hanno lasciato dietro di sé e cosa è ancora oggi utile per tornare ad investire tempo ed energie nei loro prodotti; sono anche consapevoli di un primo ventennio che si è chiuso alle loro spalle e guardano, con rinnovata fiducia, al futuro di un settore che pur rimanendo di nicchia, ha la sua identità e il suo valore aggiunto. Solo per questi si apre il portone; gli altri rimarranno dietro la porta chiusa ad osservare, e criticare, guardandoci dallo spioncino.
Buona lettura e buona bevuta!




Artigianali
Le
La

Birra Nostra Magazine - Bimestrale Pubblicazione registrata presso il Tribunale di Verona in data 22 novembre 2013 al n. 2001 del Registro della Stampa
Direttore Responsabile Mirka Tolini
Comitato di Redazione
Davide Bertinotti, Luca Grandi redazione@birranostra.it Hanno contribuito a questo numero
Giorgia Bertan, Flavio Boero, Antonio Boschi, Stefano Buiatti, Andrea Camaschella, Giovanni Di Biase, Rachele Lori, Matteo Malacaria, Roberto Muzi, Marco Parrini, Paolo Passaghe, Eleni Pisano, Samuele Rossi, Mirka Tolini, Beatrice Tragni
Quine Srl
Iscrizione al Registro degli Operatori di Comunicazione n. 12191
Direttore Commerciale Costantino Cialfi c.cialfi@lswr.it - tel. +39 3466705086 Coordinamento editoriale Chiara Scelsi c.scelsi@lswr.it
PUBBLICITÀ commerciale@birranostra.it
TRAFFICO
Ornella Foletti ornella.foletti@quine.it
Tel. +39 3427968897
Finale
Impaginazione
LIFE - LSWR Group
Produzione
Antonio Iovene
Stampa
Tipolitografia Pagani - Passirano (BS)
Archivio immagini
Shutterstock
Foto di copertina di Rachele Lori
Redazione
Simone Ciapparelli s.ciapparelli@lswr.it
ABBONAMENTI
Sara Biscaro
abbonamenti@quine.it
Quine srl, Via G. Spadolini, 7 20141 Milano – Italy
Tel. +39 02 88184.117 www.quine.it
Birra Nostra Magazine è frutto della collaborazione tra Birra Nostra e MoBI - Movimento Birrario Italiano www.birranostra.it - www.movimentobirra.it
Tutto il materiale pubblicato dalla rivista (articoli e loro traduzioni, nonché immagini e illustrazioni) non può essere riprodotto da terzi senza espressa autorizzazione dell’Editore. Manoscritti, testi, foto e altri materiali inviati alla redazione, anche se non pubblicati, non verranno restituiti. Tutti i marchi sono registrati.
INFORMATIVA AI SENSI DEL GDPR 2016/679
Si rende noto che i dati in nostro possesso liberamente ottenuti per poter effettuare i servizi relativi a spedizioni, abbonamenti e similari, sono utilizzati secondo quanto previsto dal GDPR 2016/679. Titolare del trattamento è Quine srl, via Spadolini, 7 - 20141 Milano (info@quine.it). Si comunica inoltre che i dati personali sono contenuti presso la nostra sede in apposita banca dati di cui è responsabile Quine srl e cui è possibile rivolgersi per l’eventuale esercizio dei diritti previsti dal D.Legs 196/2003. © Quine srl - Milano
Il set fotografico per realizzare la copertina è stato allestito su gentile concessione di: Spiriti Allegri Di Marco Zoccali a Correggio (Re) Piazza San Quirino, 2. Inserito nella guida “Gambero Rosso” bar d’Italia 2024

“L’idromele non è, e non deve essere, solo un vino di miele”
Più e più volte ho ribadito, tra il serio e il faceto, questa mia opinione in vari post online sul mio
profilo Instagram o parlando con appassionati e homebrewer di mead che spesso, da quando ho pubblicato il mio
libro “I Colori dell’Idromele”, mi contattano per chiedere consigli e pareri. Ma l’ultimo messaggio ricevuto nei giorni
scorsi mentre ero a fare la spesa e che, pur essendo di corsa come al solito, ho ritenuto fosse talmente importante da meritare la mia immediata attenzione mi ha convinto a scrivere queste poche righe sullo stato dell’idromele oggi in Italia.
“L’idromele moderno non è, e non deve essere, solo un vino di miele”
Ecco, forse la frase messa così è più facilmente comprensibile e maggiormente degna di essere esaminata. L’idromele è nato certamente come vino di miele, o forse come vino di miele e frutta, secondo la molto accreditata tesi del cosiddetto “otre magico” (per chi voglia approfondire è possibile trovare informazioni anche nella breve storiografia presente nel libro sopra citato); un vino frizzantino, probabilmente parzialmente fermentato, poco alcolico e da bere fresco, tanto è vero che in tutte le ballate celtiche è sempre descritto come “spumeggiante”. Ma è questa la sua vera nicchia moderna e la sua vera possibilità di sviluppo?
Qual è la situazione del mercato di questo prodotto al giorno d’oggi? Notare bene che parlo appositamente di mercato, intendendo in questo caso quali tipologie vengono prodotte oggi e soprattutto quali tipologie riescono a essere vendute perché hanno una richiesta quantificabile che esula dal semplice amatore o dall’appassionato cultore di antichità, nel caso specifico. Innanzitutto, bisognerebbe fare una netta distinzione tra resto del mondo e Italia.
Mentre in altri paesi è possibile tracciare delle precise tradizioni, in Italia spesso (ma non sempre, ben inteso! Non accanitevi verso di me, attendete

Generalizzando, le tradizioni di idromele possono essere schematizzate così: Idromele polacco: con la sua storicità e pregevole dolcezza, la cui diffusione potrebbe essere paragonata, per chi non lo conoscesse, al vinsanto moderno toscano e ad alcuni vini passiti o liquorosi italiani di tradizione storica. Idromele anglosassone: scuola legata ai fruit wines (vini di frutta) e portata quasi all’esagerazione nel nuovo mondo, come spesso accaduto anche nel mondo della birra; qui si parla spesso di melomeli, che non sono altro, a pensarci bene, che vini di frutta dove al posto dello zucchero viene usato il miele, spesso secchi e frizzan-
ti, simili a spumanti, ma aromatici e aromatizzati.
Idromele americano: nell’ambito del mondo anglosassone, negli USA prediligono i cosiddetti weirdomel (che con licenza poetica nel mio libro ho tradotto come pazzomeli) che sono idromeli spesso dolci, anche al limite della viscosità, che riproducono abbinamenti accattivanti, ma anche strani (ad esempio caffè, caramello e cioccolato; mango e habanero o simili). Idromeli del nord e del resto dell’Europa: spesso seguono o l’una o l’altra strada, ma hanno un più ampio utilizzo di bacche e di lieviti particolari, come Kveik o spontanei.

di leggere fino in fondo l’articolo, parlo di numerosi produttori bravi, capaci e che fanno prodotti di alto livello), l’idromele non è altro che un prodotto secondario della produzione del miele e non è infrequente trovare sul mercato prodotti abbastanza anonimi derivati da scarti di lavorazione. Quando un apicoltore non riesce a vendere tutta la propria produzione spesso, pur di ammortizzare i costi, lo fermenta e lo vende come idromele.
Non essendo però questo il target principale aziendale, spesso è prodotto con poca cognizione di causa, utilizzando anche miele a fine vita. Ancora edibile per carità, ma quando ormai ha perso la maggior parte delle sue pregiate caratteristiche organolettiche; d’altra parte, anche nel miele si parla di TMC – Termine Minimo di Conservazione. Producendo così un semplice “vino
di miele” quando invece, come ho più volte detto, è il fermentato più versatile che esista.
In questo modo si va a renderlo molto simile a un vino e, per le caratteristiche che si ottengono, lo si pone in competizione con i tanti vini secchi aromatici o parzialmente aromatici (Traminer, Kerner, Moscati...) oppure con le “bollicine” (metodi classici o Charmat) ma partendo da materie prime più costose e senza reale appeal, se non per pochi curiosi o appassionati.
Probabilmente succede anche in altri paesi, ma in nessuno vi è la cultura enologica che abbiamo in Italia; forse solo in Francia, ma oltralpe il prodotto idromele è ancor più un oggetto di nicchia!
Non si può certo però far di tutta l’erba un fascio, perché esistono aziende più
o meno grandi ben affermate e riconosciute anche in Italia che si impegnano molto sulla scelta della materia prima, sulla sua lavorazione e anche e soprattutto sulle ricette, lo studio del prodotto e del target della clientela. I prodotti che queste aziende commercializzano sono principalmente di due generi: “Vini” dolci simil passiti legati alla tradizione polacca, ma con metodi e metodologie prettamente italiane principalmente derivate dal mondo del vino. “Vini” a bassa gradazione per lo più frizzanti che vanno a riempire uno spazio vuoto nella “cantinetta” virtuale del cliente medio.
Da un lato, il mercato dei “vini” dolci esiste proprio perché l’evoluzione dei fermentati di miele con il tempo vira totalmente verso prodotti non comparabili con quelli da uva (ed infatti abbiamo in Italia delle eccellenze vedi ad
esempio, ma non solo, “I Taurini” che hanno vinto a più riprese anche concorsi internazionali, incluso il più importante di tutti, la Mazer Cup negli Stati Uniti). Il mercato dei “vini” frizzanti può invece avere un senso se i prodotti che si possono ottenere dalle fermentazioni di mieli particolari, abbinandoli a frutta o spezie, studiando attentamente risultati e modalità di fermentazione, sono prodotti praticamente sconosciuti in Italia e che quindi possono creare (e sarebbe giusto e auspicabile accadesse) una nicchia di mercato, vedi gli ottimi prodotti di Live Barrels.
Il problema, secondo me, è che la stragrande maggioranza dei produttori italiani produce anonimi “vini di miele”; un decente Gewürztraminer (dico decente, non certo un “top di gamma”) nel classico formato da 0,75 a prezzo di enoteca può essere acquistato attorno ai 15-20 euro mentre un idromele di acacia, in una bottiglia da 0,50 litri, più simile a quella di un liquore che a quella di un vino (e anche sul packaging se ne potrebbe parlare a lungo, ma altrimenti ci dilunghiamo troppo…), a causa del costo della materia prima difficilmente può essere sotto i 20-25 euro. In Italia, da anni fior di sommelier lottano per far affermare la consapevolezza del bere meno e meglio, ma si continua a comprare vini da pochi euro al supermercato o prodotti da un prezzo basato spesso solo sul nome; la birra artigianale è sempre oggetto di discussione e spesso ci si accontenta di riuscire a mantenere questa bevanda a una quota marginale del mercato... Che margini ci possono essere per un prodotto come il vino di miele? Il proprio piccolo recinto di appassionati o poco più?
I possibili sviluppi
Io forse non sono la persona più indicata per suggerire soluzioni, visto il mio amore “vero, profondo, carnale” (cit. Pieraccioni ne “il Ciclone”) per questo prodotto. Ma vorrei dare dei punti di riflessione, perché credo sia questo il
momento adatto per iniziare a rifletterci. Infatti, l’interesse per questo prodotto è in crescita: basti pensare che quando ho diffuso la notizia che ho contribuito ad organizzare per la prima volta in Italia un corso per degustatori e giudici di Idromele riconosciuto a livello mondiale, è stato raggiunto il tutto esaurito in poche ore. Saremmo esattamente in perfetto orario per capire “Chi siamo, dove andiamo e soprattutto ci basterà la benzina per arrivarci?” (cit. Totò). Sarebbe il momento più adatto per investire nella cultura di questo prodotto, così poco conosciuto in Italia.
Sarebbe il momento di far dialogare chi, come noi homebrewer, fermenta da anni (di solito birra, ma spesso tutto ciò che gli capita sotto tiro…) con chi conosce il miele, con chi magari viene dal mondo del vino (degustazioni, ma anche esperti di lavorazioni in cantina...) e ancora con chi è esperto di abbinamenti, per ricrearli nel nostro fermentato, o ancora con i bartender campioni di mixology, per la sua versatilità: pensate in quanti modi può essere utilizzato! Io nel mio piccolo ho fatto un Bloody Mary utilizzando un melomele al pomodoro e vi assicuro era una bomba!


Nel mondo si ricercano sempre più fermentati non ordinari (anche nella birra: quelle dai sapori particolari o quelle a basso contenuto di alcol) e questa ricerca di sapori “diversi” è favorita enormemente dalla diffusione a livello globale delle notizie tramite internet e social. Vi faccio un esempio: qualche anno fa sono venuti rapidamente alla ribalta i lieviti storici con cui veniva fermentata la birra nel nord Europa (sono stato volutamente molto vago nel definirli!). Lieviti per certi versi assimilabili a quelli presenti nella madre del vin santo per i toscani come me, che ci passiamo di famiglia in famiglia da secoli come accade nei paesi scandinavi, ma, che messi sotto i riflettori della rete, in poco tem-
po sono stati distribuiti a mezzo mondo. Salvo poi riscomparire rapidamente dalle abitudini degli homebrewer mondiali, non del tutto, ma quasi!
Perché ho fatto questo esempio? Perché la loro diffusione è nata da vari fattori secondo me: certo per la praticità di avere una birra fermentata in tempi relativamente più veloci, ma soprattutto dal fatto che le birre ottenute erano “altro” da quanto ottenuto finora, probabilmente non più o meno buone… semplicemente “altro”, pure sempre birra, ma “altro”.
Così è per gli idromeli: ci sarebbe la possibilità di guidare questo loro sviluppo in altre direzioni, cercando di valorizzare la loro grande versatilità forti del fatto
che qui si parla di un prodotto ancor più antico, probabilmente il più antico fermentato alcolico della storia.
A tal proposito, avete notato come i cosiddetti lieviti “Kveik” fermentino il miele in maniera eccezionale, come se “lo conoscessero da sempre”? Questo ve lo lascio come ulteriore spunto di riflessione.
Credo infine, che siano tanti gli spunti da questi miei ragionamenti e credo anche che dovremmo fare tesoro degli errori precedenti, sempre che si possano definire tali, del settore per portare finalmente questo fermentato alla ribalta che ritengo meriti in Italia e che si sta già conquistando in buona parte del resto del mondo. ★



Importatore UNICO in Italia


un’alternativa a supporto dello sviluppo
“Non pretendiamo che le cose cambino, se continuiamo a fare le stesse cose. La crisi può essere una grande benedizione per le persone e le nazioni, perché la crisi porta progressi... Chi supera la crisi supera sé stesso senza essere superato… La vera crisi è l’incompetenza. Il più grande inconveniente delle persone e delle nazioni è la pigrizia nel cercare soluzioni e vie di uscita ai propri problemi.” (Albert Einstein)
Negli ultimi mesi tra le notizie che vengono riportate più frequentemente ci sono le conseguenze del cambiamento climatico, un fenomeno ormai dilagante che sta influenzando a vari livelli ogni aspetto della nostra vita con ampie e gravi ricadute anche nell’ambito della produzione agroalimentare. La filiera produttiva brassicola appartiene a questo mondo e ne rappresenta un settore in continua espansione. L’attenzione delle persone al tema è sollecitata principalmente se si parla dell’innalzamento dei prezzi, del caro vita e della difficoltà a poter accedere a certe categorie di prodotti mentre sarebbe più lungimirante e sostenibile per noi e per la natura pensare ad azioni che possano contenere il fenomeno che porta alla distruzione e deperimento delle risorse naturali e alla qualità della vita. Contenere l’aumento medio della temperatura mondiale ben al di sotto dei 2 °C rispetto ai livelli pre-industriali, come impone l’Accordo di Parigi sul clima (un documento giuridicamente vincolante ratificato da 180 Paesi nel mondo compresa l’Italia), non significa “solo” mantenere il riscaldamento globale entro i limiti minimi di sicurezza individuati dalla scienza, ma è anche l’opzione economicamente più conveniente che abbiamo di fronte1.
Il cambiamento delle temperature influisce sulla quantità di luppolo, orzo e grano che possiamo coltivare. La temperatura influisce anche sul profilo aromatico di questi ingredienti. Pertanto un cambiamento di temperatura può alterare sia il costo sia il sapore del prodotto finale, in questo caso la birra. Ma gli effetti del calore sono complicati. Non è solo quanto cambia la temperatura, ma quando quel cambiamento accade. Una giornata più calda può danneggiare gravemente una pianta giovane e tenera o una pianta nella fase riproduttiva quando i tessuti dei fiori sensibili al calore si stanno sviluppando2
Il contenimento dell’innalzamento climatico passa da soluzioni e prima ancora da approcci diversi nei confronti delle tradizionali tecniche di coltivazione e di produzione: quelle che nell’ultimo secolo hanno avuto un’accelerazione molto rapida in termini di velocità produttiva piuttosto che di qualità ed attenzione al gusto, alla stagionalità e alla territorialità.
Approccio alternativo alla sostenibilità alimentare e ambientale
L’industria agroalimentare sta diventando sempre più consapevole dell’importanza della gestione sostenibile degli scarti di lavorazione, cercando modi innovativi per ridurre gli sprechi e utilizzare al massimo le risorse disponibili. Alcuni trend chiave in questo settore includono:
❱ Upcycling e valorizzazione degli scarti: le aziende stanno cercando di valorizzare gli scarti di lavorazione attraverso il processo di upcycling, trasformando cioè gli scarti in nuovi prodotti di valore. Ad esempio, la produzione di alimenti a base di scarti di frutta o verdura, come succhi, snack o composte.
❱ Economia circolare: l’adozione di pratiche di economia circolare è in
aumento, con un focus sulla creazione di circuiti chiusi in cui gli scarti diventano risorse per altri processi. Ciò include la produzione di fertilizzanti organici, biogas o alimenti per animali utilizzando gli scarti di lavorazione.
❱ Bioplastiche e materiali sostenibili: gli scarti agricoli possono essere utilizzati per produrre bioplastiche e materiali sostenibili. Questa tendenza mira a ridurre la dipendenza dai materiali plastici tradizionali e ad affrontare i problemi legati all’inquinamento ambientale.
❱ Alimentazione animale e mangimi sostenibili: gli scarti di lavorazione agroalimentare vengono sempre più utilizzati come ingredienti per mangimi animali, contribuendo a ridurre la dipendenza da ingredienti più costosi e intensivi in termini di risorse.
❱ Progetti collaborativi: le collaborazioni tra diverse industrie, agricoltori e produttori di alimenti stanno emergendo per sviluppare soluzioni integrate per la gestione degli scarti. Queste partnership possono stimolare l’innovazione e promuovere una gestione più efficiente degli scarti.
❱ Normative e incentivi: in molte regioni del mondo, le normative am-


bientali e gli incentivi governativi stanno spingendo le aziende verso pratiche di gestione degli scarti più sostenibili. Ciò può includere agevolazioni fiscali o incentivi finanziari per le imprese che adottano pratiche più ecocompatibili.
A livello globale, diverse nazioni stanno adottando strategie per affrontare il problema degli sprechi alimentari e promuovere una gestione più sostenibile degli scarti. Ad esempio, l’Unione Europea ha sviluppato iniziative come l’“European Green Deal” che pone l’accento sulla sostenibilità ambientale, compresa la gestione degli scarti di lavorazione agroalimentare. In Italia si stanno attivando diversi progetti in questo ambito, nel dettaglio in quello della fi-
liera brassicola. Tra gli attori principali ci sono associazioni di categoria e il CREA (Consiglio per la ricerca in agricoltura e l’analisi dell’economia agraria). Secondo le stime dell’Organizzazione delle Nazioni Unite per l’Alimentazione e l’Agricoltura (FAO) e di altre fonti, circa un terzo del cibo prodotto a livello mondiale per il consumo umano viene perso o sprecato. Questo rappresenta una quantità enorme di risorse alimentari che potrebbero essere utilizzate in modo più efficiente per affrontare la fame e ridurre l’impatto ambientale dell’industria alimentare. Lo spreco alimentare ha una serie di conseguenze negative su diversi livelli: ambientale, per la produzione di gas serra e spreco di risorse naturali; economico, per la sicurezza alimentare e per le disegua-
glianze economiche e sociali. Inoltre, contribuisce alla perdita di biodiversità e alla riduzione di risorse idriche.
La seconda vita degli scarti Nella filiera brassicola tra i principali scarti di lavorazione troviamo l’orzo spento: dopo il processo di macerazione ed estrazione degli zuccheri dall’orzo durante la produzione di birra, rimangono le trebbie dette anche “orzo spento”. Questo sottoprodotto contiene ancora alcuni nutrienti ed è spesso utilizzato come mangime per animali da fattoria. Il lievito esausto, separato dal prodotto finito dopo la fermentazione, può essere utilizzato come mangime per animali o convertito in altri prodotti. I residui di luppolo, dopo il loro uso, possono essere considerati
scarti e ad esempio essere compostati, utilizzati come mangime o sfruttati in altri processi di produzione. Le acque di scarico sono uno dei principali scarti di lavorazione della birra e poiché contengono residui di ingredienti e sostanze utilizzate nel processo, devono essere gestite in maniera sostenibile per ridurre l’impatto ambientale.
La gestione sostenibile degli scarti nella filiera brassicola è importante per ridurre gli sprechi e l’impatto ambientale dell’industria. Molti birrifici adottano pratiche di riciclo e riutilizzo per sfruttare al massimo questi sottoprodotti, contribuendo a una produzione più sostenibile. L’utilizzo di materie di scarto per la produzione di nuovi prodotti alimentari può avere diversi vantaggi, sia dal punto di vista ambientale sia economico. Trasformare gli scarti in ingredienti o prodotti alimentari può rappresentare una forma di economia circolare, riducendo gli sprechi e sfruttando al massimo le risorse disponibili. Ecco alcune considerazioni sul valore economico di questo approccio:
❱ Riduzione dei costi di smaltimento: trasformare gli scarti in nuovi prodotti può ridurre i costi associati allo smaltimento dei rifiuti. In alcuni casi, le aziende possono incrementare i guadagni attraverso la vendita di sottoprodotti trasformati.
❱ Diversificazione delle fonti di reddito: utilizzare materie di scarto per creare nuovi prodotti può rappresentare un’opportunità per diversificare le fonti di reddito per le aziende alimentari. Ad esempio, la produzione di alimenti a base di scarti può aprire nuovi mercati e segmenti di clientela.
❱ Riduzione dei costi degli ingredienti: gli scarti possono spesso essere ottenuti a costi inferiori rispetto agli ingredienti primari, contribuendo a ridurre i costi di produzione. Ciò è particolarmente rilevante per le aziende che adottano pratiche sostenibili e cercano di minimizzare gli impatti ambientali.
❱ Crescente domanda di prodotti sostenibili: i consumatori sono sempre più consapevoli dell’importanza della sostenibilità e dell’approvvigionamento responsabile. La produzione di nuovi prodotti alimentari da materie di scarto può soddisfare la domanda crescente di prodotti sostenibili e rispettosi dell’ambiente.
❱ Benefici per l’immagine aziendale: le aziende che adottano pratiche sostenibili, compreso l’utilizzo di scarti per nuovi prodotti, possono godere di benefici per l’immagine aziendale. Questo può contribuire a migliorare la reputazione del marchio e ad attirare i consumatori sensibili alle questioni ambientali.
❱ Innovazione e differenziazione: l’utilizzo di materie di scarto per creare nuovi prodotti alimentari può essere un’opportunità per l’innovazione. Le aziende che adottano
soluzioni creative possono differenziarsi sul mercato e attrarre l’interesse dei consumatori.
Non solo birra
È importante sottolineare che il successo economico di utilizzare materie di scarto dipende dalla capacità di creare prodotti di alta qualità, sicuri e accattivanti per i consumatori. Inoltre, le aziende devono conformarsi alle normative e garantire che i prodotti rispettino gli standard alimentari e di sicurezza.
La filiera brassicola genera diversi sottoprodotti e scarti che possono essere utilizzati per la produzione di altri prodotti. Ecco alcuni esempi di prodotti derivati dalla lavorazione degli scarti della filiera brassicola:
❱ Pane di orzo o pane di malto: l’orzo spento, un sottoprodotto della produzione di malto, può essere

Tra gli esempi virtuosi è possibile citare il Giardino delle Luppole, una storica azienda agricola di stampo tradizionale, che ha dedicato una parte dei propri terreni alla produzione di luppolo (oggi in quattro diverse varietà) e la sua trasformazione in ambito alimentare e cosmetico. Tra le ultime sperimentazioni l’uso della farina di luppolo, un prodotto nato dallo scarto di produzione.
utilizzato per creare pane pane di orzo o pane di malto. Questo pane può avere un sapore unico e una consistenza interessante grazie alla presenza delle trebbie d’orzo.
❱ Barrette proteiche: gli scarti proteici derivati dalla lavorazione dell’orzo o del luppolo possono essere utilizzati per la produzione di barrette proteiche. Queste barrette possono essere una fonte di proteine alternative e sostenibili.
❱ Alimenti per animali: l’orzo spento, i residui di luppolo e altri sottoprodotti possono essere utilizzati per la produzione di mangimi per animali. Questo è un modo efficace per riciclare gli scarti della filiera brassicola e ridurre gli sprechi.
❱ Snack a base di orzo o luppolo: alcune aziende producono snack a base di orzo o luppolo, utilizzando gli scarti della filiera brassicola. Questi snack possono offrire opzioni di consumo più sostenibili.
❱ Detergenti e cosmetici: sostanze derivanti dalla lavorazione degli scarti della filiera brassicola, come oli estratti dal luppolo, possono essere utilizzate in prodotti per la cura della pelle o detergenti.
❱ Biogas: alcune aziende utilizzano gli scarti della filiera brassicola, inclusi residui di malto e lievito, per la produzione di biogas attraverso processi di digestione anaerobica.
❱ Fertilizzanti organici: gli scarti organici della filiera brassicola
possono essere compostati e utilizzati come fertilizzanti organici per migliorare la salute del suolo.
Si tratta sempre di punti di vista da cui partire e l’obiettivo della sostenibilità ambientale, perseguito attraverso soluzioni alternative a un trend consolidato in cui la velocità è l’aspetto spesso determinante per il successo commerciale, è possibile, concreto, lungimirante e vincente… attenzione però… non ho scritto semplici! ★
1 Paris climate Agreement passes the cost-benefit text, pubblicata su Nature Communications)
2 C. Doherty, Climate Change Will Make Beer Taste Different








Fermentis ha sviluppato due ceppi specifici di lievito per i vari stili di birra di frumento. SafAle W-68™ e SafAle™ BW-20 sono stati creati per esaltare le caratteristiche che distinguono di questi stili preservando tuttavia le loro peculiarità. SafAle™ WB-06 può produrre in funzione delle condizioni applicate una gamma di caratteristiche, tra cui un intenso profilo fenolico e di esteri con note di banana e mela con un finale tipicamente secco. È adatto alle birre di frumento di stile tedesco o belga, spesso produce birre altamente attenuate, secche e con una punta di acidità e freschezza.
Per ulteriori informazioni, consultare il sito www.fermentis.com
Proudly distributed by:
 di Roberto Muzi
di Roberto Muzi
Sul maiale abbiamo davvero una singolare visione distopica: quanti proverbi e modi di dire lo usano come termine di paragone negativo e grazie a quanti cibi, al contrario, lo lodiamo quotidianamente?
È un animale che fa parte di noi, nel senso letterale, poiché è protagonista del lotto di cibi che mangiando ci hanno fatto diventare quelli che siamo. È stato per secoli una preziosa riserva alimentare, un animale unico, in grado di compiere un vero e proprio miracolo: nutrito con avanzi della cucina, granaglie, scarti della lavorazione dei legumi e del formaggio, dopo un anno si trasformava in (più di) un quintale e mezzo di carne da poter lavorare, consumare, conservare. Un simbolo perfetto dei piccoli risparmi che, sommati, diventano tesoretti: non a
caso, è per questa ragione che i salvadanai sono a forma di porcellino. Il maiale è stato addomesticato intorno al 7000 a.C., nell’area indocinese. Le prime testimonianze di trattamento delle carni suine (prima venivano probabilmente consumati ad animale intero) sono di età egizia (circa 1200 a.C.), mentre dalla prima epoca greca (X-VIII sec. a.C.) si può cominciare a parlare di vera e propria salumeria, con macellazione, lavorazione e stagionatura. Gli Etruschi producevano e mangiavano abitualmente prosciutti e anche i Romani che perfezionarono le tecniche di salagione e stagionatura.
Ma furono le invasioni barbariche a diffondere capillarmente l’allevamento di questo animale: divenne così importante che, dopo l’Anno Mille, il valore
dei boschi veniva misurato in base alla capacità di nutrire i suini. Così, l’allevamento del maiale sembrò un’ottima risposta al rilevante aumento della popolazione e ci fu un netto miglioramento delle tecniche di lavorazione, per sfruttare le possibilità gastronomiche del suino e la peculiare attitudine conserviera, grazie alla trasformazione in salumi. Abbondanza e necessità crearono così una nuova professione.
Personaggio piuttosto affascinante, rappresenta una specifica professione della macelleria, che si occupa esclusivamente del maiale: oltre a tagliare e trattare le parti destinate alla cottura, possiede la nobile capacità di convertire un coacervo di sangue, carni, grasso e budella in un gustoso salume.
Norcino, nel significato di “proveniente da Norcia”, è un termine che veniva inizialmente adoperato in senso dispregiativo, per indicare una figura minore che si sostituiva a quella del chirurgo: possedendo abilità con i coltelli, veniva ritenuto idoneo per i piccoli interventi sulle persone (incidere ascessi, cavare denti o steccare fratture).
La fusione della tradizione agricola e gastronomica mediterranea con quella nordica, dopo il XII secolo, diede impulso e rispettabilità a questo mestiere. Lo scopriamo così addirittura come figura della “Commedia dell’arte”, ma soprattutto professionista organizzato in corporazioni e confraternite, riconosciute anche da papa Paolo V, nel 1615. Anche
se, fino alla diffusione dei grandi mattatoi urbani e delle celle frigorifere (seconda metà del 1800), quella del norcino rimase un’attività stagionale.
… e quella del norcino rock È proprio di questa nobile professione che si è innamorato Gerardo Roccia. Classe 1982, originario di Ascoli Satriano (FG), dove papà Mario conduce un’impresa agricola che coltiva cereali e legumi e alleva maiali, è romano d’adozione. A 14 anni decide di studiare da perito agrario, per dare una mano in azienda, e si ritrova in un prestigioso istituto di Imola, lo Scarabelli Ghini (“è stata la mia fortuna, se fossi rimasto a Foggia mi sarei perso”); prosegue con l’Università a Bologna e poi torna a casa, unendosi al fratello Antonio, che già aveva affiancato il papà.
Quasi per caso si ritrova ad avviare il salumificio aziendale, già costruito, ma mai messo in funzione, aprendo un negozio dove vendere i suoi prodotti. La disponibilità di carni di qualità, la dedizione, le “visite di apprendimento” ai salumifici vicini e soprattutto i consigli di nonna Teresa portano a risultati soddisfacenti, ma le vicende commerciali di provincia sono meno appaganti. Così, quando Valentino, il fratello più piccolo, termina l’università a Roma con in te-
sta l’idea di aprire un pub - visto che già era conosciuto nell’ambiente per il suo talento da homebrewer e l’esperienza al bancone del mitico 4:20 - pensano di unire le forze, mettendo l’ultimo pezzo per la creazione di una perfetta verticalità aziendale, dalla terra al piatto. È il 2013 ed è l’inizio del Pork’n roll: birra artigianale, cibo genuino e passione per il grande rock degli anni ‘70, in un ambiente informale e accogliente. Le cose vanno così bene che Gerardo decide di aprire la sua bottega, accanto al pub, con cucina, spine e tavoli, e dal gennaio 2022 anche un box all’interno del Mercato Trionfale.
Tutto parte dal maiale
L’azienda agricola di famiglia lavora circa 1.400 maiali ogni anno, la metà ven-
gono assorbiti dalle attività romane. Gli animali sono un incrocio tra la razza Large white e la Duroc, allevati in box spaziosi e puliti con accesso agli spazi esterni. L’idea di base è molto semplice: far stare bene i maiali, con il 90% del loro fabbisogno sostenuto dalle proprie coltivazioni di orzo, mais e soia (il restante proviene da altri piccoli agricoltori locali), in modo che possano produrre carne buona. Al momento dell’abbattimento i maiali pesano dai 160 ai 230 kg, con un tempo di crescita che varia dagli 11 ai 15 mesi.
Secondo Gerardo il problema di oggi è capire l’importanza della carne e il suo valore. Se ne consuma tanta, troppa e di qualità dubbia: “È mai possibile che la carne abbia lo stesso prezzo al chilo delle ciliegie o degli asparagi? È inconce-

pibile, è frutto di un sistema impazzito”. Annuisco: è certamente uno dei temi più importanti e meno presenti nel dibattito pubblico.
“Il motivo principale è la mancanza di educazione e di un atteggiamento poco curioso verso ciò che si mangia. Quando ero ragazzo ricordo che diverse famiglie pagavano a mio padre l’allevamento del maiale per fare poi la “festa del sacrificio”, un momento importante, di ritrovo, condivisione, di preparazione del cibo in proprio. Oggi, un po’ per colpa di leggi assurde, un po’ per volontà delle persone, non lo fa più nessuno e non è un bel segnale, perché significa recidere una parte di quello che siamo”.
Che cos’è un salume?
Dall’enciclopedia Treccani: “Preparazione a base di carne, grasso, frattaglie, sangue, in pezzi singoli o sotto forma di miscuglio più o meno finemente triturato, al quale vengono aggiunti sale, spezie, additivi e altri ingredienti allo scopo di conferire al prodotto caratteristiche organolettiche particolari e conservazione più o meno lunga.”
I salumi sono un prodotto tipicamente suino: la ragione è la presenza del grasso che, mescolato, consente di ottenerne anche da altri animali. Il nome viene dal tardo latino salumen, con cui si indicavano carne e pesce sotto sale, che finì per costituire la radice del termine gene-

rico salume e di uno specifico insaccato, il salame.
La disponibilità di tanti animali e la diffusione della figura del norcino innescò un’ampia produzione di salumi (così apprezzati da essere accettati come moneta di scambio) e una necessaria distinzione tra le tipologie. Col passare dei decenni, le tipicità riconosciute aumentarono, in numero e apprezzamento: nel XVII secolo già si parla di mortadella, speck, zampetto di Modena, bondiola lombarda, salame all’aglio di Verona. Dal 1700, nei menu delle case alto-borghesi e aristocratiche, i salumi erano
protagonisti dell’antipasto e nel corso dei decenni se ne diffuse la presenza in tutte le tipologie di offerta ristorativa. Nel secolo XX, con la motorizzazione e la diffusione delle gite fuori porta, i salumi diverranno fondamentale componente dell’antipasto nell’accezione popolare, furoreggiando nei menù delle trattorie e come un pilastro dell’antipasto all’italiana, serviti assieme a sottoli e/o sottaceti.
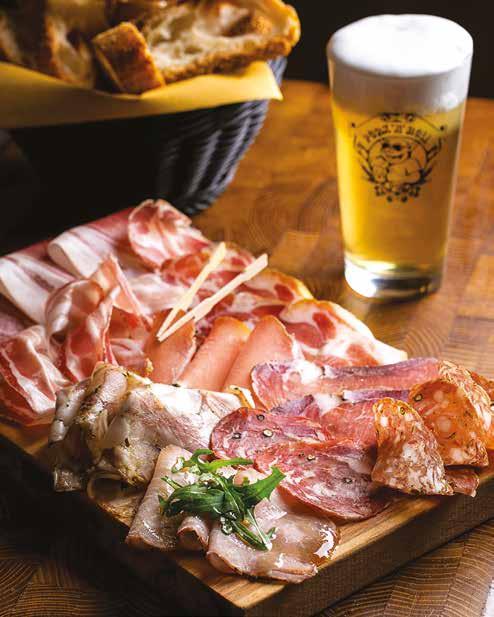
“Cosa assaggiamo?”
Già all’entrata, aveva catturato la mia attenzione il menu che campeggia sulla lavagna sopra il bancone, un vero inno

al maiale: ora però è un “momento difficile”, devo scegliere cosa assaggiare. Dopo un consulto con Gerardo, partiamo da un generoso tagliere misto di salumi, dove trovano posto: prosciutto crudo, carpaccio di maiale, lonzino, capocollo, pancetta, salame fresco, speck, salame morbido.
Il prosciutto crudo è privato della fesa (tra poco raccontiamo perché) e stagiona circa 15 mesi: ha un colore e un aspetto meravigliosi, con un grasso profumato e dolce, che rimanda alla buona
alimentazione dei maiali e al basso contenuto di sale.
Per l’abbinamento abbiamo bisogno di eleganza, personalità, taglia alcolica significativa, capacità sgrassante, aromaticità che si accordi, lunghezza gustoolfattiva, chiusura discretamente secca, nessun eccesso amaricante. Scegliamo la Sint Bernardus Tripel, 8.0%, birra di particolare eleganza, senza eccessi luppolati o di attenuazione e capace di aggiungere le note di frutta bianca e quelle floreali.
La fesa recuperata dal prosciutto viene messa sotto spezie e sottovuoto per un mese e trasformata, con una bella intuizione, in carpaccio di maiale: un taglio magro, delicato e “dolce”. A questo assaggio unisco anche quello del lonzino, massaggiato con semi di finocchio e peperoncino, garbato e profumato, poiché ho idea di abbinare entrambi con la kölsch di Reissdorf, 4.8%. Il risultato ripaga: la componente maltata interagisce con il corpo dei due salumi, le rispettive delicatezze aromatiche riescono ad accordarsi, la fresca nota erbacea arricchisce l’insieme e la gasatura netta il ricordo del morso, preparando a un nuovo sorso.
Il capocollo, aromatico e suadente al limite della provocazione, con il bel grasso bianco incastonato e lubrico, lo accoppiamo con la Showdown, old ale di Torre Mozza, 7.4%. Lo stile di riferimento viene reinterpretato in maniera originale, dando origine a una birra di indubbia classe. Un incontro capace di trasportare e mettere assieme rigore tecnico, voglia di stare insieme e creatività: i malti scuri vanno in accordo con le note proteolitiche, la CO₂ netta il grasso e le tante sensazioni aromatiche si sommano e fondono. Sono felice, sopraffatto. Passo alla pancetta: bianca e rosata, carezzevole, peccaminosa. Che sposiamo con la Hop Hill di Hilltop, American IPA, 6%, dal corpo apprezzabile, ottima per detergere la parte grassa, aggiungendo intriganti note fresche e tropicali. I due salami, quello fresco, poco stagionato, classico e invitante, e quello mor-
bido, somigliante al ciauscolo, con aggiunte aromatiche di vino e aglio come “componenti dure” contro la molle (e irresistibile) scioglievolezza della carne, li accoppiamo alla Isaac di Baladin: con il primo si gioca soprattutto sul contrasto gustativo dolcezza-sapidità, con il secondo particolarmente sugli accordi e sulle opposizioni gustative, che lasciano in bocca una zaffata di incenso e una freschezza pepata.
E terminiamo gli assaggi del tagliere con lo speck: il grasso è fine ed esaltante, emerge una paradigmatica ed elegante nota fumé, mentre la bocca è terra di conquista dell’umami e di una sapidità lieve.
È la Dunkel Bock di Hummel, 6.5%, la compagna migliore per questo prosciutto: caramello e tostature sono il perfetto sottofondo per le zaffate affumicate, la forza maltata è compagnia ideale per tessitura proteica e componente minerale. La chiusura è un refolo di erbe aromatiche, lungo e affascinante.
Faccio notare a Gerardo che, nonostante la sua stazza, ha una mano delicatissima, con le aromatizzazioni e col sale. Sorride, soddisfatto: “Devo vendere i salumi, non le spezie! Vado fiero della carne dei miei animali, è quella che voglio far sentire”.
Gli chiedo cosa apprezza tanto di questa professione. “È un lavoro manuale e di precisione, ma sempre diverso, perché non smetti mai d’imparare, perché cambiano il maiale che lavori, la stagione, cambiamo noi. Ed essendo un artigiano sei tu a tracciare la direzione del tuo lavoro. Anche se a volte non so se possa avere futuro, perché vedo poca passione, poca disponibilità: non riesco a farmi una ragione di come ci siano così poche persone a svolgere un mestiere così bello. Del resto, non c’è una scuola di formazione specifica e il mestiere ha scarsa considerazione sociale”.
Ci guardiamo malinconici: è un ragionamento realistico, ma sono convinto che grazie al trasporto e alla determi-
nazione di persone come Gerardo si potrà invertire la rotta.
Oltre i salumi c’è di più
Dopo il tagliere, decidiamo per l’assaggio di due piatti. Cominciamo dallo sfrisciullo, un coccetto di piccoli pezzi di costine (ossa comprese), con peperoni sott’aceto e pomodori di conserva, saltato velocemente in padella. Antico piatto contadino, prepararlo qui era un po’ il sogno di Gerardo: perché è un “simbolo semplice” più che una portata, che si prepara rapidamente e con poca spesa, un tributo a una civiltà scomparsa, basata sul lavoro fisico e sulla fatica.
L’abbinamento con la Augustiner Dunkel, 5.1%, è veramente interessante: le tendenze dolci e caramellate lavorano splendidamente con la gustosità del piatto, le note tostate si accordano alla carne e alla spiccata aromaticità del condimento, mentre la gasatura ripulisce l’untuosità, lasciando in bocca una


particolarissima sensazione di tabacco scuro.
A chiudere, lo Scottish bacon, un pezzo di lombo arrotolato col grasso: la cottura fa esplodere una saporosità deflagrante, un insieme percettivo che disorienta, un connubio tra carne, sale e grasso che origina un corto circuito cerebrale, irresistibile ed esaltante nella sua semplicità.
Per l’abbinamento ci serve una birra con acidità, carbonazione e ricchezza maltata, con la funzione, rispettivamente, di asciugare l’untuosità, detergere il grasso e affrontare sapidità e umami. La Bacchus Vlaams oud bruin, 4.5%, fa al caso nostro: rivela sfumature di frutta scura, anche disidratata, un soffio boisé profondo e delicato, e mostra profondità e complessità, mentre la piacevole vena acidula bilancia la rotondità e la componente fruttata. Magnifico. Gerardo mi guarda: “Molte persone sono brave a creare sapori. Però la qualità del cibo si vede mentre ti godi il pasto, ma anche e soprattutto dopo: se non digerisci bene vuol dire che c’è la magagna”. Proprio così.
La mia agendina trasuda di appunti e la sala è quasi piena di avventori: è ora di andare. E già non vedo l’ora di scrivergli all’indomani per raccontargli della soddisfacente digestione. ★




Rassegna di articoli a cura degli studenti del corso di Laurea ad orientamento professionale in “Qualità e approvvigionamento di materie prime per l’agro-alimentare” (QuAM) dell’Università degli Studi di Parma.
La birra è una bevanda alcolica fermentata realizzata da malto d’orzo, malto di frumento, luppolo, lieviti e acqua. L’acqua è il maggior ingrediente, infatti, la birra è composta dal 94% di ac-
qua ed è fondamentale capire le caratteristiche di questa principale materia prima quali la durezza, il suo pH e la sua forza ionica. Storicamente alcune località sono diventate famose per la produzione della birra proprio per le particolari caratteristiche dell’acqua.
L’acqua “ambiente di birra”
L’acqua ha ruoli fondamentali durante il processo di birrificazione. La sua composizione chimica influenza direttamente la chimica del mosto. Gli ioni presenti nell’acqua, come calcio, magnesio e sol-
fati, influenzano la stabilità chimica e la reattività degli enzimi coinvolti nella produzione del mosto, mentre il calcio favorisce la coagulazione delle proteine durante la fase di ebollizione, influenzando la limpidezza della birra. Un altro ruolo dell’acqua nella birra è durante la fase di estrazione dal malto: l’acqua agisce come solvente, la sua temperatura e il suo pH influenzano l’efficienza dell’estrazione. Infine l’acqua ha un’ottima funzione nei processi fermentativi, infatti questa gioca un ruolo fondamentale nel fornire un ambiente adatto per il “lavoro” del lievito. Infatti, la qualità dell’acqua influisce sulla salute del lievito, sulla produzione di composti volatili e, ahimè, sulla formazione di sottoprodotti indesiderati: l’ossigeno disciolto nell’acqua può essere una risorsa o un pericolo a seconda delle fasi del processo di fermentazione.
L’acqua e la chimica
Per meglio comprendere la funzione dell’acqua come materia prima nella birra, alcuni scienziati hanno analizzato la composizione dell’acqua allo scopo di valutare la sua influenza su alcuni parametri come la gravità originale (OG – o anche chiamato estratto originale), il contenuto di vitamine del gruppo B, gli acidi organici e iso-alfa-acidi. Per meglio comprendere lo spirito dello studio è bene definire l’OG. Questo parametro è una delle principali misurazioni utilizzate dai birrai per determinare il futuro contenuto alcolico di una birra fermentata da un particolare mosto, infatti
questo valore indica il contenuto delle sostanze fermentescibili e non fermentescibili.
Per dimostrare l’importanza delle proprietà dell’acqua nella produzione birraria gli studiosi hanno analizzato campioni di mosto prelevati nelle varie fasi di produzione: dal mosto, dal mosto luppolato, dalla birra giovane e dal prodotto finale. Strumenti molto precisi vengono utilizzati per ottenere questi dati, per esempio per misurare le vitamine e gli iso-alfa-acidi si utilizza uno strumento chiamato HPLC (un acronimo inglese che indica una tecnica denominata “cromatografia liquida ad alta prestazione”), mentre per gli acidi organici si usa uno strumento ancora più complesso che prende il nome di “cromatografo ionico con rilevatore di conduttività”. Strumenti più semplici vengono usati per determinare l’OG e il pH, rispettivamente il rifrattometro e il pHmetro. Durante lo studio è stato rilevato che il pH dell’acqua diminuisce durante l’ammostamento a causa dell’attività degli enzimi del malto, del rilascio di fosfati dagli acidi nucleici e della precipitazione dei fosfati in presenza di ioni calcio e magnesio. Gli acidi amari del luppolo e i prodotti della reazione di Maillard contribuiscono ulteriormente alla riduzione del pH. Gli studiosi hanno considerato due tipi di acqua: acqua dolce (pH 7) e acqua dura (pH 8.5). Dallo studio emerge che il pH dell’acqua ha influenzato significativamente i parametri della birra. Il valore medio del mosto OG preparato utilizzando acqua dolce era del 12,6±0,1%, mentre il valore di OG del mosto prodotto utilizzando acqua dura era del 13,05±0,05%. Probabilmente questa differenza è dovuta alle maggiori quantità di ioni Mg2+ e Ca2+, che stabilizzano le α-amilasi e ne aumentano l’attività. L’estrazione della riboflavina dal malto d’orzo è migliore nell’acqua dura rispetto all’acqua dolce, probabilmente a causa dei diversi livelli di pH. La riboflavina è termostabile e il suo contenuto non cala durante la bollitura del mosto. Inoltre, durante la fermentazione si verifica

una diminuzione generale del contenuto vitaminico a causa del coinvolgimento della riboflavina nei processi biochimici. La differenza maggiore è stata osservata nell’acqua dolce, dove la riboflavina forma complessi stabili con altre vitamine. Alla fine del processo di birrificazione però si assiste ad un’ulteriore aumento della concentrazione di vitamine e questo sembra sia dovuto all’aumentata autolisi del lievito.
L’acqua, quindi, ha un impatto significativo su alcuni dei parametri di birrificazione, dal mosto alla birra giovane. In generale l’acqua dura si è dimostrata un tampone di estrazione migliore e il suo pH ha inciso in modo positivo su alcuni parametri durante la produzione della birra. Infatti, nel prodotto finale, l’acqua dura ha rese più elevate per quanto concerne i valori di OG, ha una concentrazione più elevata di vitamina B3 e anche B2. Non sembra che l’acqua abbia effetti importanti sul contenuto di acidi organici e iso-alfa-acidi.
Le ultime considerazioni (o raccomandazioni)
Da quanto detto, il controllo rigoroso della qualità dell’acqua è imperativo per
garantire la coerenza e la riproducibilità della birra. Alcuni birrifici implementano sistemi avanzati di monitoraggio online per misurare la composizione dell’acqua in tempo reale (birrificazione 4.0). Questo tipo di approccio porta non solo alla consapevolezza nell’uso dell’acqua, ma pone anche le basi per la gestione sostenibile della stessa. Negli ultimi tempi la gestione sostenibile delle risorse idriche è un’altra considerazione fondamentale, con birrifici che esplorano pratiche di riciclo e riutilizzo per ridurre l’impatto ambientale.
L’acqua è quindi un elemento chiave nella produzione di birra, influenzando numerosi aspetti del processo birrario. Gli aspetti scientifici e tecnologici legati all’acqua offrono un terreno fertile per l’innovazione e la precisione nella produzione di birra. La continua ricerca e comprensione degli impatti dell’acqua nella birrificazione guideranno sicuramente l’industria verso nuove frontiere di qualità e sostenibilità. La consapevolezza della complessità di questa interazione è fondamentale per birrai e appassionati che cercano di affinare le loro creazioni e apprezzare appieno la diversità del mondo della birra. ★

La crescente popolarità delle India
Pale Ale ha determinato l’esigenza di comprendere meglio la chimica che sta alla base dell’aroma di queste birre. Il mistero che avvolge l’hop -
py aroma è generato dalla complessa composizione dell’olio essenziale apportato dal luppolo e dalle conversioni chimiche che i suoi costituenti possono subire durante la fermentazione. L’aro-
ma finale della birra è la risultante di innumerevoli interazioni tra composti volatili1–5
Di tutte le piante, il luppolo (Humulus lupulus) è forse quella che possiede l’o-
lio essenziale più eterogeneo. Ad oggi sono stati identificati oltre 200 composti6. Tra questi composti, i terpenoidi contribuiscono ciascuno, in linea teorica, a definire determinati aromi. Il geraniolo è associato a note floreali e agrumate, il linalolo conferisce freschezza e sentori di coriandolo7 e via dicendo. Nella pratica, però, è necessario considerare le interazioni tra le stesse molecole aromatiche (effetto sinergico) e con quelle già presenti in una miscela come la birra; quindi, la reciproca influenza rende più difficile l’associazione tra singoli composti aromatici e specifiche percezioni sensoriali. Come possiamo influenzare la natura delle sostanze aromatiche presenti nella birra? È noto che si rivelano di primaria importanza alcune scelte del birraio: varietà di luppolo, quantità, modalità e tempi delle aggiunte (tecniche di luppolatura). Come noto esistono diverse tecniche di luppolatura; l’aggiunta avviene ad inizio bollitura per caratterizzare il livello di amaro, alla fine ( late hopping ) e/o durante la fase fermentativa ( dry hopping ) per delineare l’aroma8. La concentrazione di idrocarburi terpenici (es. β-mircene, α-umulene e β-cariofillene), a fronte della loro scarsa solubilità, si riduce durante il processo produttivo; tendono ad essere adsorbiti dai complessi tanno–proteici che si formano durante la bollitura, e sulla parete delle cellule di lievito. In aggiunta, è corretto fare presente che l’utilizzo del dry hopping , in conseguenza della successiva rimozione del luppolo, comporta la perdita di birra9, e inoltre il riutilizzo del lievito risulta sensibilmente compromesso10.
Ma proviamo a rivolgere lo sguardo altrove, e affrontiamo il tema del contributo aromatico del luppolo da un’altra prospettiva, vale a dire come conseguenza della sua interazione con il lievito. Partiamo da una considerazione: il potenziale aromatico del luppolo può essere

amplificato, ovvero anche una varietà classificata come non aromatica potrebbe contribuire positivamente al bouquet della birra. Come si può migliorare la performance aromatizzante del luppolo? Tutte le varietà di luppolo possiedono sia aromi (es. terpeni e C13–norisoprenoidi)
allo stato libero che legato a glucidi (es. glucosio, ramnosio, apiosio e arabinosio). Tuttavia, i composti aromatici di natura terpenica si trovano spesso in forma legata (glicosidi) che non presenta alcuna attività sensoriale11–13. Nonostante ciò, questi composti giocano un ruolo
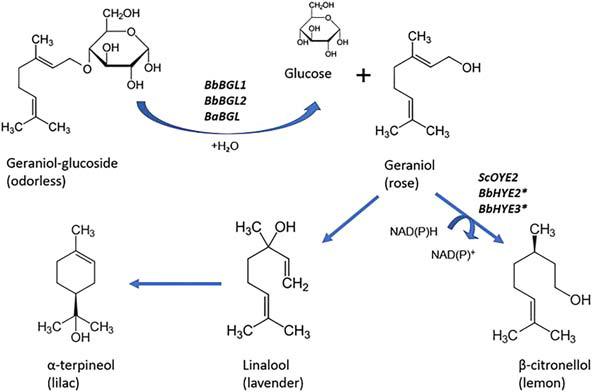
Glucoside (inodore)
β–glucosidasi
Glucosio
+ H2O
Geraniolo (rosa)
NAD(P)H
NAD(P)+
α–terpineolo (lillà)
Linalolo (lavanda)
β–Citronellolo

importante nell’espressione e intensità aromatica della birra finita. Anche i tioli sono una componente essenziale del flavor e, come gli altri aromi, si originano da precursori legati apportati in quantità diverse in funzione del tipo di malto e della varietà di luppolo utilizzati nel processo di produzione14. Il combinato disposto tra la natura delle molecole apportate dal luppolo, che muta in funzione della varietà considerata, e la tecnica di luppolatura adottata influenza profondamente il destino dei composti aromatici di cui sopra, ovvero potremmo ritrovarli o meno nel mosto al momento dell’inoculo del lievito.
Scelta del lievito
Ora entra in azione il secondo protagonista: il lievito. Alcuni ceppi di lievito hanno un’accentuata attività enzima-
(A) –
PIACEVOLEZZA OLF.**
O-RIDOTTO
O-OSSIDATO
O-MEDICINALE**
O-ALTRO (SPECIFICARE)
O-AGLIO
O-FLOREALE**
O-AGRUMATO**
O-FRUTTATO
O-ERBACEO
le birre sperimentali (B) – dip
i
prodotte con la varietà Idaho. Gli asterischi doppi segnalano differenze statisticamente significative secondo il test di Mann-Whitney per i vari attributi (p-value ≤ 0.05). L’asterisco singolo indica raggiungimento di significatività dopo reintroduzione, per l’elaborazione dei dati, dei panelisti correlati positivamente per specifici attributi, anche se con coefficiente di correlazione mediato negativo (modificato da Passaghe et al., 2023)19
tica correlata a quelle che in termine scientifico sono state battezzate biotrasformazioni. Nella parola biotrasformazioni vengono incluse un insieme di reazioni – di natura enzimatica – operate dal lievito sulle molecole apportate dal luppolo che possono avere importanti effetti sul profilo aromatico della birra sia in termini qualitativi che quantitativi (Figura 1)15. Gli enzimi più importanti a tal riguardo sono le β–glucosidasi e le β–liasi15–16.
Dunque, le scelte del ceppo di lievito e della tecnica di luppolatura possono assistere il birraio nello sforzo di modellare un aroma unico17. Con questa consapevolezza, il gruppo di Tecnologia della Birra dell’Università di Udine (Dipartimento di Scienze Agroalimentari, Ambientali e Animali - DI4A) sta conducendo prove sull’azione combinata di un ceppo di lievito da alta fermentazione, ad elevata attività β–glucosidasica, con la tecnica del dip hopping, al fine di valutarne gli effetti sinergici sul profilo aromatico della birra. Il dip hopping18, di fatto realizzato attraverso un’infusione del luppolo in acqua calda, prevede che tale infuso venga successivamente addizionato, contestualmente all’inoculo del lievito, al mosto raffreddato. Sono state prodotte birre di riferimento (A) e sperimentali (B): in entrambe è stato aggiunto a inizio bollitura il luppolo da amaro, il luppolo da aroma è stato aggiunto per le birre A con la tecnica tradizionale del late hopping, sostituita dalla tecnica del dip hopping nelle B. Entrambe le birre sono state sottoposte ad analisi chimico fisiche e sensoriali19.
Prevale il dip hopping
I panelisti hanno espresso una preferenza a favore delle birre luppolate con il dip hopping, come si può vedere nella Figura 2. Questo esito ha trovato conferma nei risultati analitici che hanno evidenziato una maggiore concentrazione di alcoli terpenici (Figure 3 e 4), ed in generale di composti responsabili
dell’aroma del luppolo, nelle birre B rispetto alle A.
Questo risultato può essere interpretato come una conseguenza delle biotrasformazioni operate dal lievito, il quale interagisce con le molecole apportate dal luppolo; l’attività dell’enzima β-glucosidasi provoca il rilascio di terpeni aromatici dai precursori glucidici (terpeni legati) aumentando la concen-
trazione delle forme terpeniche libere (sensorialmente attive) responsabili delle maggiori note fruttate e floreali evidenziate dalle birre B rispetto alle A. Va sottolineato l’aspetto virtuoso legato alle biotrasformazioni, le quali incrementando il flavor nel prodotto, possono consentire una riduzione della quantità di luppolo utilizzata con un
conseguente aumento della sostenibilità del processo di produzione. L’esperienza muove le nostre aspettative, in termini di qualità olfattiva, verso le birre di alta fermentazione, ciononostante è possibile alzare l’asticella anche nel campo delle birre lager. Il modus operandi sopraindicato è utile al fine di potenziare il bouquet anche nelle birre di bassa fermentazione. Grazie a questo progetto sono state realizzate due tesi di laurea e un articolo scientifico dal titolo “Dip Hopping Technique
and Yeast Biotransformations in Craft Beer Productions”. I risultati delle prove sono stati utilizzati concretamente dal birrificio Garlatti Costa (Forgaria, UD) per la produzione di un’American Pale Ale (Rushmore edizione speciale, Figura 5), e dal birrificio Barbaforte (Folgaria, TN) per la produzione di una West Coast IPA gluten free (Figura 6). Infine, le Università di Udine e Piacenza stanno definendo una collaborazione per approfondire la tematica dell’influenza del dip hopping sulla persistenza

dell’hoppy aroma nel tempo e, quindi, sulla conservazione dell’equilibrio tra aroma e gusto della birra.
Tutte le attività sperimentali sono state svolte presso il laboratorio del Dipartimento di Scienze AgroAlimentari, Ambientali e Animali (Università degli Studi di Udine), sotto la supervisione del dott. Stefano Buiatti, del dott. Paolo Passaghe, della dott.ssa Lara Tat, e con la collaborazione della dott.ssa Alba Goi, del dott. Luca Vit, della dott. ssa Saida Favotto. Un ringraziamento a Severino Garlatti Costa (presidente dell’Associazione Artigiani Birrai del Friuli Venezia Giulia) e a Manfredi Guglielmotti (consulente tecnico c/o P.A.B. S.R.L, Mr. Malt ®, Pasian di Prato, Udine) per il loro contributo alla definizione di formulazione e condizioni di processo. Un grazie al dott. Mario Gabrielli (Università Cattolica di Piacenza) per il lavoro di revisione del testo. ★

Inquadra qui per consultare la bibliografia dell’articolo






In contrapposizione con le novità in campo birrario, che seguono la tendenza del low alcol o alcol free, resta la possibilità e la voglia, ogni tanto, di creare o di gustarsi una birra ad alta gradazione alcolica. Con alta gradazione io intendo birre da 7% alc. vol. in su, ma, con questo esperimento, ho voluto spingermi ben oltre.
Se ci vuole impegno per affrontare un bicchiere di birra molto alcolica, ancor di più ce ne vuole per crearla. I metodi produttivi per creare un mosto ad alta densità sono molteplici e partono dai più semplici, come l’utilizzo di estratti di malto o di zuccheri semplici, fino ad arrivare a quelli un po’ più complessi, che prevedono delle modifiche nel
processo produttivo. Di queste ultime scrisse già in maniera esaustiva Max Faraggi, su questa stessa rivista, nel suo articolo pubblicato nel numero 4 del 2021, in cui si soffermò, in particolare, su tre pratiche:
❱ il prolungamento della bollitura fino a diverse ore, per concentrare il mosto fino alla densità desiderata, che
comporta un allungamento dei tempi e un maggiore consumo di energia;
❱ la riduzione o l’esclusione dal processo dello sparging, per assicurarsi una minore diluizione del mosto, pena la minor efficienza in termini produttivi, in quanto una buona parte degli zuccheri resta intrappolata nelle trebbie. Per ovviare al problema si può ricorrere alla storica tecnica del parti-gyle, che consiste nella creazione di due birre, una più forte, ottenuta filtrando senza sparging, e una più leggera, derivante dal risciacquo delle trebbie;
❱ il doppio ammostamento, anche detto double mashing o reiterated mashing
È proprio su quest’ultimo processo che è ricaduta la sua e la mia attenzione. Per chi non avesse letto l’articolo di Max o non avesse mai sentito parlare di questa tecnica, il double mashing prevede la creazione di un mosto ad alta concentrazione di zuccheri ricavato da un doppio ammostamento. Avete presente il caffè dello studente? Ecco, il processo è simile: a fine ammostamento, si procede con la filtrazione e si inizia un secondo ammostamento utilizzando il mosto appena creato al posto dell’acqua. Più precisamente, si parte con la miscelazione in acqua della metà dei grani previsti dalla ricetta, preferendo i soli malti base, si filtra, senza attendere obbligatoriamente la conversione completa degli amidi e, soprattutto, senza portare a mash-out, e si utilizza il filtrato come “acqua” del secondo ammostamento. Insomma: doppia quantità di malto, doppio mash-in, doppio controllo del pH: doppio divertimento! Per qualcuno potrebbe risultare un lavoro inutile o troppo complesso, se paragonato all’uso di estratti di malto o di zuccheri semplici per aumentare la densità. L’impiego di questi ultimi assicura il raggiungimento della densità desiderata, evitando tutte le problematiche derivanti da un mosto troppo

denso o dalla quantità di malto che si è costretti ad utilizzare per raggiungere alte concentrazioni zuccherine. Gli estratti di malto sono comodi, non si può negarlo: in commercio esistono in formato liquido o in polvere e si può scegliere tra chiari, ambrati e scuri. Nel caso degli estratti chiari si può contare su una buona percentuale di zuccheri fermentescibili contenuta in essi, a differenza di quelli ambrati e scuri, che, in maniera inversamente proporzionale, all’aumento del colore, diminuiscono la loro fermentescibilità. Ciò deriva dal tipo di malto, o combinazione di essi, utilizzato nei mosti, che una volta concentrati, diventano estratti.
L’altra opzione, semplicissima, è l’utilizzo di zuccheri, tra cui saccarosio, destrosio, zucchero candito, moscovado, maltodestrine, ecc. per aggiustare la densità in qualsiasi momento.
Qualora però si desiderasse impiegare solo malto in grani, bisogna forzatamente fare i conti con la capacità fisica dell’impianto: oltre una certa quantità di malto e un certo rapporto malto/ acqua, l’ammostamento diventa impossibile o molto difficoltoso. Ecco che utilizzare metà dei malti per volta può essere una soluzione ottimale. L’altra opzione è diminuire in maniera proporzionale le quantità degli ingredienti in ricetta, in modo da creare un batch più piccolo, ma si otterrà meno birra. Inoltre, potrebbero esserci delle limitazioni nel volume minimo da occupare nell’impianto. Prendendo come esempio il mio impianto all-in-one da 30 L, si deve tenere conto dello spazio tra il falso fondo filtrante e il fondo della caldaia, che contiene circa 2,5 litri di solo liquido. Ciò comporta una maggiore densità di grani nel filtro e non avvan-


taggia sicuramente la produzione di birre ad alta gradazione o di mosti che prevedono rapporti grani/acqua inferiori a 1:3. Per farla breve: la miscelazione avverrebbe con difficoltà, le trebbie resterebbero scoperte e gli enzimi farebbero molta fatica a lavorare. Il double mashing non è da considerarsi quindi come l’ultima spiaggia. Lo stesso Max Faraggi, che descrisse nel suo articolo l’esperimento effettuato, che lo condusse ad un mosto di OG 1110, concluse con queste parole:
“Considerata l’efficacia della tecnica, è possibile e consigliabile puntare a gradazioni ancora maggiori, per esempio OG di 1130-1140, fatta salva la selezione di un lievito adeguato per portare a conclusione la fermentazione.”
Ora, pensare di riuscire a creare con il mio all-in-one una birra da almeno 30,2°P/1130 OG mi fa sorgere non pochi dubbi ma, dato che complicarmi la vita è tra i miei hobby, perché non accogliere il consiglio/sfida di Max?
Costruzione della ricetta
Premetto che la prima prova di double mashing, effettuata un anno fa, puntava a 28,0 °P/1120 OG e riuscii ad ottenere un “misero” 22,0 °P/1092 OG, di cui mi accontentai.
Al fine di evitare sprechi, optai per effettuare il risciacquo delle trebbie con il solito quantitativo di acqua, a seguito di entrambi gli ammostamenti. Anzi, mi occorsero più litri di quelli previsti, durante il primo ammostamento, per ricoprire le trebbie e rendere meno denso l’impasto. Cito la composizione del liquido di sparge , perché alcuni consigliano di utilizzare il mosto estratto dal primo ammostamento, al posto dell’acqua, per il risciacquo del secondo batch , in modo da evitare un’eccessiva diluizione degli zuccheri. Il timore, che mi ha spinto a non seguire questa opzione, è la possibilità di un’eccessiva estrazione di tannini dalle trebbie.
Tornando al mio primo esperimento, nonostante la “bassa” densità ottenuta pre-boil, pari a 19,4 °P/1080 SG, non allungai la bollitura, che rimase di 75 minuti, come previsto dalla ricetta. Il mio intento non era di raggiungere il target prefissato, bensì di testare l’efficienza del mashing reiterato e comprendere come sfruttarlo al meglio.
Per questa nuova ricetta, invece, chiuderò un occhio sugli sprechi, o forse due, ed effettuerò un leggerissimo, quasi nullo, risciacquo delle trebbie. Per assicurarmi di non diluire troppo il mosto, preleverò il cestello coi grani dalla pentola di ammostamento ed effettuerò lo sparge in un altro tino, dove recupererò gli zuccheri residui. Dopo aver opportunamente rilevato la densità del mosto in caldaia e del mosto estratto dalle trebbie, deciderò se miscelarli o tenere il risciacquo per effettuare il secondo sparge al posto dell’acqua. Punto a 30,2°P/OG 1130, che mi

sembra già ottimistico, e decido quindi di utilizzare la metà dei grani nel primo mash per arrivare a un mosto di almeno 15,0°P/SG 1061.
Trattandosi di uno stress test per il mio all-in-one, decido di utilizzare solo malti base Pils e Vienna in entrambi gli ammostamenti, in modo da avvantaggiare il processo di saccarificazione e ottenere più zuccheri fermentescibili possibili. Qualora avessi voluto aggiungere anche malti caramello o tostati, li avrei aggiunti solo nel secondo ammostamento. Le ragioni principali sono due:
❱ la priorità nel creare un primo mosto con alta attività enzimatica, che possa favorire la scomposizione degli amidi anche del secondo mash;
❱ evitare un’eccessiva astringenza ed estrazione di composti di sapore indesiderati, soprattutto nel caso di utilizzo di malti torrefatti.
Tornando alle parole di Max, non resta che scegliere il giusto lievito che sopporterà la pressione osmotica prima e l’alto grado alcolico poi.
In via eccezionale, accantono la mia propensione verso le basse fermentazioni: la prima prova fu per creare un clone della famosa Eku28, che rientra nella categoria “Doppelbock”. In quell’occasione, furono utilizzati in combinazione i lieviti W34/70 e S-189 di Fermentis, entrambi con tolleranza all’alcol fino al 10,5%. Questi raggiunsero i 4,7 °P finali, con un’attenuazione apparente pari al 79% e un grado alcolico di 9,6%.
Questa volta però, data l’aspettativa di un grado alcolico ben superiore, posso effettuare la mia scelta tra pochi ceppi. Escludendo i classici lieviti di origine belga, la mia attenzione ricade sul lievito secco Fermentis SafAle™ HA-18, capace di tollerare fino a 18% alc. vol., perciò consigliato per la produzione di Barley Wine, birre destinate a invecchiamento in botte o molto alcoliche in genere. Questo lievito raggiunge attenuazioni altissime, fino al 98-102%,

ed è in commercio già miscelato con maltodestrine e glucoamilasi. Non contiene il gene STA, tipico della variante diastaticus, ma l’aggiunta dell’enzima glucoamilasi gli permette di svolgere un’azione simile nella scomposizione delle destrine in zuccheri semplici. Si tratta di un lievito POF+ (Phenolic Off Flavour +), in grado di convertire l’acido ferulico in vinilfenoli, quei composti volatili percepibili come speziato, pepe, chiodi di garofano.
Questo lievito sopporta bene le alte temperature, ma produce molti alcoli superiori. Quest’ultimo aspetto mi preoccupa non poco, dato che, a livello casalingo, non ho possibilità di ossigenare correttamente il mosto e di controllare, in maniera precisa, la temperatura.
00:00 Riscaldamento a 67 °C di 21 L di acqua e macinazione dei primi 7 kg di malto.
00:37 Primo mash-in completato, con aggiunta di 5 mL di acido lattico. Mentre attendo la miscelazione per controllare il pH, macino l’altra metà del malto.
00:55 Rilevamento densità 1067 SG/16,5°P e pH 5,42 (non correggo ulteriormente perché attendo il secondo ammostamento).
01:07 Test iodio: OK. Alzo il cestello per far colare le trebbie e lo estraggo portandolo in un tino separato, dove effettuo lo sparge con acqua a 67 °C. Dal primo risciacquo (effettuato con 2 L di acqua) ottengo un estratto di 15,6 °P; quindi, utilizzo altri 3 L di acqua e trasferisco l’estratto in caldaia. In questa fase perdo del tempo per effettuare lo sparge separatamente e prelevare e raffreddare i campioni per il controllo della densità, ma ne ho bisogno per assicurarmi di non diluire troppo il mosto creato.
02:01
Secondo mash-in effettuato: la temperatura purtroppo si abbassa a 54 °C a causa dell’inserimento dei 7 kg di macinato. Riscaldo velocemente fino ai 67 °C per iniziare la pausa di saccarificazione di 60 min.
02:43 Controllo il pH che risulta pari a 5,37 e, per curiosità, rilevo la densità, che è pari a SG 1101/24,0 °P.
03:04 Test iodio: OK. Salgo a 72 °C, che mantengo solo per 5 minuti, poi riscaldo per arrivare a 78 °C.
03:24 Mash-out completato: spengo il ricircolo e lascio percolare.
03:32 Sparge con 2 L di acqua e lascio colare bene le trebbie prima di togliere il cestello. Nel frattempo, scaldo lentamente per la bollitura.
04:18 Esito pre-boil: volume di 15 L circa con densità SG 1115/27,0 °P.
04:27 Inizio bollitura di 60 min. e prima gittata di Northern Brewer (6,9% AA). Calcolo un amaro pari a 65 IBU circa.
05:27 Fine bollitura: rilevata densità OG 1129/30,0 °P e pH 5,27 su 12 L circa.
06:25 Trasferiti 10 L al fermentatore, inoculo a 25 °C di 1 bustina da 25 gr di lievito HA-18, non precedentemente reidratato.
Giornata di cotta
Prima di iniziare, regolo i rulli del mulino in modo da ottenere una macinatura più fine. Voglio assicurarmi la massima resa, almeno sotto questo punto di vista, e posso permettermi di farlo, perché inserisco, all’interno del filtro, un sacco filtrante a maglia fine, che impedisce il passaggio della farina e il suo deposito sul bazooka. Si tratta di una piccola accortezza, dopo aver sperimentato impaccamenti del bazooka durati per l’intera cotta e bruciature ostinate sul fondo della caldaia. Un altro accorgimento che seguo è l’attendere la reazione negativa al test dello iodio per il primo ammostamento, nonostante sia possibile evitarlo. Mi sento, ad ogni modo, più sicura ad arrivare al secondo mash-in con catene di zuccheri poco complesse.
Considerazioni finali
Mi rendo conto che, per raggiungere la densità prefissata, ho dovuto ridurre le solite quantità di acqua di sparge. In caso ripetessi la ricetta, opterò sicuramente per effettuare uno sparge più consistente a seguito del primo ammostamento, per recuperare da esso il liquor da utilizzare anche come secondo sparge.
La gran parte degli zuccheri resta, in realtà, intrappolata proprio nel secondo batch di grani, ma in questa fase è sconsigliato recuperarli, pena la diluizione eccessiva del mosto. Se si avesse il tempo e l’attrezzatura aggiuntiva, sarebbe ideale creare dallo sparge una birra più leggera. Per quanto riguarda il comportamento del lievito utilizzato, posso dire di ritenermi soddisfatta. La fermentazione parte decisa e, nel giro
di 4 giorni, rilevo una densità pari a SG 1015/3,8 °P.
A 8 giorni dall’inoculo l’attenuazione apparente arriva al 94%, con una FG 1007/1,8 °P. Con la successiva misurazione, presa a 14 giorni, ottengo un 96% di AA con una FG 1005/1,3 °P. Al naso si presenta un piacevole fenolico che ricorda uno speziato non ancora ben definito e all’assaggio, oltre alla spezia, si percepisce frutta a pasta gialla. Per quanto riguarda i tanto temuti alcoli superiori, sono felice di non percepire sgradevoli aromi etilici o di solvente né al naso né in bocca. Ovviamente il calore dell’alcol si fa sentire in gola, ma, dall’alto dei suoi 16,3% alc. vol., posso accettarlo. Direi quindi che il caro all-in-one ha fatto il suo sporco lavoro e ha vinto la sua sfida! ★


L’American Jasper vede la luce, anzi il boccale, a cavallo tra 2015 e 2016 ed è un piccolo capolavoro, summa delle capacità tecniche e della creatività di Riccardo Miscioscia. In sostanza partendo dalla Jasper, la Pils della maison del Birrifi-
cio La Piazza, Riccardo ne ha stravolto la luppolatura togliendo i luppoli tedeschi e sostituendoli con luppoli classici e moderni della Yakima Valley, creando una birra che strizza l’occhio alle birre luppolate d’oltreoceano. Il tutto senza perdere la struttura di una Pils e soprat-
tutto senza toglierne il piacere e la velocità di bevuta.
Andare fuori giri lavorando su una birra come l’American Jasper è un attimo: i rischi di sensazioni polverose in bocca, amaro tagliente, mancanza di equilibrio, corpo troppo esile per sostenere
aromi e sapori sono dietro l’angolo. Anche il creare una birra che stupisce al primo sorso per poi restare nel bicchiere è piuttosto facile. Mi è capitato di assaggiare alcune birre, sperimentali, di birrai tedeschi che provavano a uscire dalla loro comfort zone usando luppoli coltivati in USA e non trovarci equilibrio, così da aver perso tutta la loro incisività.
L’American Jasper è invece una birra perfettamente equilibrata in cui la generosa luppolatura, con i tipici sapori e aromi muscolari, guida la bevuta sposandosi con la birra base.
Riccardo è il birraio della Piazza dal gennaio 2014 e l’idea di una birra del genere frullava nella sua testa da un po’ di tempo e appena ebbe spazio in produzione non perse l’occasione. Potrebbe sembrare che si sia ispirato all’American Magut di Lambrate ma in realtà l’intenzione era quella di lavorare su una birra a bassa fermentazione, di stampo chiaramente tedesco, portandoci però i sentori dei luppoli americani. Questo perché è soprattutto con le birre a bassa che Riccardo ha fatto la differenza, la sua cifra stilistica, ma oltre a Pils e Helles non disdegna il lato moderno, l’aggiungere sapori e aromi che non ci si aspetta, sempre rispettando però i canoni della bevuta e gli ingredienti che vengono esaltati senza forzature. In questi dieci anni ci ha sempre presentato birre da degustare con grande soddisfazione, che raccontano molto dello stile di base, della mano del birraio, della sua creatività, ma soprattutto facili da bere, in cui un bicchiere tira l’altro. Riccardo aggiunge senza stravolgere e la sua capacità di nascondere l’alcol ha un non so che di diabolico.
Non è solo la mancanza di spazio a rallentare l’uscita di nuove birre: Riccardo le studia, le pensa, le ripensa, ha una specie di simulatore in testa che lo porta a creare, da subito, la ricetta defini-
tiva. Certo poi qualche colpo di cesello ci sta ma in linea di massima quando arriva all’esecuzione della cotta ha già ben presente in testa la bevuta. È stato il caso della Kellerplatz, ispirata alle birre iconiche della Franconia, pensata durante i viaggi a Bamberg e dintorni, figlia di tanti confronti tra le varie Keller locali. Ci si poteva aspettare che uscisse molto prima ma il nostro ha voluto avere le idee chiare su cosa avrebbe voluto bere prima di uscire con la sua interpretazione di quelle birre. E in questo c’è anche il rispetto che Riccardo prova per le birre originali da cui trae ispirazione, per gli stili classici da cui partire e per il proprio pubblico, i clienti che ogni sera si accomodano nel pub di via Durandi 13, a Torino, all’interno della Piazza dei Mestieri. Già perché il birrificio la Piazza è un brewpub nel senso più stretto del termine, lo sarebbe anche negli Stati Uniti, secondo i dettami della Brewers Association [il Brewpub è un birrificio con mescita e cucina da ristorante in cui vende il 25% almeno della produzione annua; Taproom è invece un birrificio con locale di mescita ma cucina non presente o comunque non significativa, in cui vende meno del 25% della produzione, NdA].
La Piazza è un pub dall’aria sbarazzina dietro cui si cela una cura maniacale non solo nelle birre ma anche nell’accoglienza in generale. L’impianto di produzione fa bella mostra di sé alle spalle del bancone mentre i tini di fermentazione e maturazione si trovano nel seminterrato. La cucina è sì da pub - anche perché volendo pochi metri sopra si trova un ristorante di altissimo livello - ma la qualità delle materie prime è decisamente alta e anche le preparazioni e i piatti, a cura di Marco Santelli, sono degni di un ristorante e ce n’è per tutti i gusti e per ogni momento, dall’aperitivo a piatti complessi e sfiziosi per la cena, ai dessert per una coccola o a scelte più semplici per accompagnare una (o più) bevute nel dopo cena e ovviamente tutti si accompagnano de-

gnamente alle birre. Appena la stagione lo permette il pub, o meglio i clienti occupano il grande cortile. Il pubblico è eterogeneo: da chi si gode un aperitivo dopo il lavoro, a giovani che arrivano per il dopo cena, passando per coppie, gruppi di amiche e amici e famiglie, non esiste una regola. Anzi una regola esiste: alla Piazza dei Mestieri si beve birra in quantità.
Il birrificio, con il cambio di impianto all’inizio dell’anno passato (e un fermo di quasi due mesi tra lavori e burocrazia), ha raggiunto i 900 ettolitri e si appresta per quest’anno a raggiungere i 1.000. Al pub si consumano circa 500 ettolitri all’anno, cui si aggiungono le vendite dirette di bottiglie nella bottega e i consumi in eventi particolari e feste; si arriva a oltre 700 ettolitri di consumo diretto, numeri impressionanti per il Piemonte artigianale. Riccardo raramente è al pub la sera, più facile trovarlo alle 6 di mattina alle

prese con qualche cotta, ma non lascia nulla al caso occupandosi della manutenzione, sanificazione, ecc. dell’impianto di spillatura e spiegando il modo migliore per spillare le varie birre. Definire la American Jasper una birra iconica non è una forzatura, anzi. Si tratta di una birra che, purtroppo ancora poco conosciuta, ha segnato il passo e confermato la mia idea che birre come le American IPA sono altrettanto interessanti se non migliori se prodotte a bassa fermentazione; poi una birra si giudica anche dalla quantità - sulla qualità e la sua costanza ci mette la faccia Riccardo - e in questo non è seconda a nessuno.
Da homebrewer a mastro birraio
Nel 2019 la scelsi tra le birre da portare all’evento italiano organizzato dal pub
belga Moeder Lambic. Eppure, le premesse del Moeder nel darmi l’incarico di selezionare le birre erano state chiare: niente Pils, niente basse fermentazioni “che in Belgio si fa fatica”. Fortuna, anche loro, che i ragazzi del Moeder si fidarono di me.
Io e Andy Mengal, all’epoca direttore del Moeder Fontainas oltre che socio fondatore, quando ci trovavamo passavamo le serate a bere Taras Boulba, se eravamo in Belgio, o American Magut di Lambrate, se eravamo in Italia (talvolta anche in Belgio a dire il vero), e al primo assaggio Andy capì al volo con cosa avremmo passato la serata, fino a chiusura e magari anche oltre e invece… con nostro grande rammarico fu la prima birre a finire!
Riccardo, pur non essendo un birraio di stampo americano, produce anche bir-
re ad alta fermentazione, tra cui un’IPA, rilasciata poche settimane fa, e una Session IPA, ma soprattutto mostra una conoscenza tecnica nell’uso dei luppoli e una padronanza nel loro uso a dir poco notevoli: è stato uno dei primi ad anticipare il Dry Hopping dalla fase di maturazione a quella della fermentazione, sfruttando il lavoro del lievito. I risultati sono aromi più delicati e una birra più pulita anche dal punto di vista tattile e questo ha permesso, ai birrai americani in primis, di migliorare e non poco la resa dei luppoli e il risultato finale.
Sul sito della Piazza il percorso di Riccardo Miscioscia è sintetizzato in “da Homebrewer a Mastro Birraio”. Senza nulla togliere alla produzione casalinga - che per altro Riccardo non disdegna ancor oggi - in mezzo c’è un corso al CERB di Perugia e un instancabile lavoro di aggiornamento: studia, legge, si informa, si confronta con colleghi e appassionati, trae informazioni da ogni dove, approfondisce e, se si imbatte in nozioni interessanti, ne fa tesoro.

Apre nel 2004 nel quartiere di San Donato a Torino - nel tempo si sono aggiunte le sedi di Catania e Milano - e nasce come “Un luogo perché nessuno si perda”, non una semplice scuola di formazione professionale, dove i ragazzi possono imparare un mestiere e approfittare delle attività produttive e dei servizi per “sporcarsi le mani”, per provare dal vivo (e per davvero) a produrre e non solo guardando un professionista all’opera. Nel complesso delle ex Concerie Fiorio oggi prospera una vera e propria Piazza dove gli abitanti del quartiere - e chiunque si trovi a passare - possono acquistare pane e altri prodotti da forno, cioccolata, birra. Nel cortile principale si trova anche l’accesso alla Tipografia.
Durante il giorno il pub è aperto come bar - da colazione a pranzo; durante quest’ultimo sono disponibili le spine - e si viene serviti da studenti. Al secondo piano si trova l’elegante e accogliente ristorante dove farsi coccolare dalla cucina dello chef Maurizio Camilli, coadiuvato da Azis Grembi (diplomato alla Piazza dei Mestieri nel 2008) sotto l’attento e professionale sguardo di Olga Peher che si occupa della sala.
Gli studenti possono scegliere tra vari percorsi per diventare operatori delle produzioni alimentari (pasticceria, pasta e prodotti da forno), operatori grafici - ipermediali, operatori della ristorazione (cucina, sala e bar) e ancora operatori del benessere (acconciatura), potendo anche decidere ulteriori
Oggi le referenze della Piazza comprendono una dozzina di etichette tra fisse e stagionali oltre a eventuali one-shot e collaborazioni. Oltre alle collaborazioni con altri birrifici è interessante anche la linea di birre create con il pub Dogana, che si trova a Torino in via Rocciamelone, a circa 5 minuti a piedi dalla Piazza.
Degustazione dell’American Jasper
Iniziamo dal bicchiere ideale, che per me è un Willy Becher, ma anche una pinta americana si può adattare piuttosto bene. Il colore è un giallo chiaro, la schiuma è bianca, pannosa, ben presente e persistente, di grana fine, come lo stile base - Pils - comanda. I profumi sono invitanti, giocano su sentori di frutta, agrumi come pompelmo, arancia e mandarino, e nuance di frutta tropicale, di pesca. Praticamente non percepibili le note balsamiche e resinose, così come sono tenute alla perfezione le sensazioni di spezie, pervengono tenui note floreali e di frutta rossa. C’è
specializzazioni per raggiungere il titolo di tecnici.
Da frequentatore abituale devo dire che è bello - e anche stupefacente - accorgersi di alcuni ragazzini che fanno caciara in cortile e trovarseli tempo dopo, professionali e preparati, a servire caffè al bar o piatti al ristorante. E tutto questo è possibile perché la Piazza ha saputo coinvolgere professionisti dei vari settori che oggi si dedicano a trasmettere la loro arte alle future generazioni. Il birrificio inaugura invece nel 2007 riprendendo una vecchia tradizione del quartiere: qui nacquero infatti il primo birrificio d’Italia, Bosio & Caratsch e poco più tardi Metzger, di cui resta la ciminiera davanti alla Piazza, sull’altro lato di via San Donato.
grande equilibrio pur se i luppoli dominano la scena incontrastati: i singoli profumi sono difficili da cogliere, si coglie il bouquet.
Se l’olfatto è pulito e invitante l’assaggio gioca tutto su un bilanciamento perfetto, maniacale. All’ingresso in bocca si percepisce il sapore dolce che si sposa con una nota sapida prima di lasciare spazio a un finale secco che svela un piacevole amaro; que -
sto ben si sposa con sentori di pompelmo rosa mentre il retrolfatto svela, oltre agli agrumi, quei sentori di frutti tropicali e frutta a pasta gialla, percepiti prima dal naso. Il corpo sorregge alla perfezione sapori e aromi, senza sovrastare o lasciare dei buchi, la frizzantezza (meglio se durante il servizio si lascia la giusta dose di CO 2) esalta i sapori e soprattutto i luppoli nordamericani che così evidenziano
Ricetta per 23 litri
Malto Pilsner 4,2 kg
Carapils 0.1 kg
Malto Acido 0.1 kg
Rapporto acqua/malto 3,5:1
pH: 5,3/5,35
Mash in
Protein rest
Beta
Alfa amilasi
Mash ou
Sparge
Luppoli - Bollitura 90 minuti
g
Simcoe 12 g
Chinook
Simcoe
Mosaic
°C
min
AA
AA
g
g
g
Correggere pH a fine bollitura a circa 5,1
Chinook 23 g
Simcoe 23 g
min
min
AA
hop
hop
Chinook 35 g Dry hop
sensazioni di agrumi e frutti freschi, appena colti.
La persistenza retrogustativa dura il tempo corretto per godersi il sorso mentre si appoggia il bicchiere sul tavolo e subito lo si riporta alle labbra perché la voglia di un altro sorso è irrefrenabile!
Temperatura di servizio ideale tra 6 e 8 °C (tanto nel bicchiere ci resta per poco tempo, non si scalda!) ★
Lievito: W34/70
Temperatura fermentazione: inoculo a 14/15 °C, fermentazione a 11 °C.
Quando la densità è attorno ai ⅚ °P (1.020-1.023) pausa diacetile a 15 °C e dry hopping. Una volta terminata la fermentazione primaria (9-12 giorni), travasare/spurgare lievito e luppolo, raffreddare a +⅞ °C e attendere 5 giorni, poi maturare a ⅔ °C per 15 giorni.
IBU: 34
Colore: 9 EBC
OG: 12 °P (1.046),
FG: 2,3 °P (1.009)
Grado alcolico: 5
Bicchiere consigliato: Willy Becher
Temperatura di servizio consigliata: 7 °C
INTERNAZIONALE MACCHINE PER ENOLOGIA E IMBOTTIGLIAMENTO

ORGANIZED BY
Con il contributo di

In mostra la migliore tecnologia, le macchine e le attrezzature più innovative. Incontri, workshop e convegni.
Unica protagonista: la birra
SALONE
Alzi la mano chi conosce le 4P del Marketing Mix. Nessuno? Bene, facciamo un passo indietro affinché si possa essere tutti sulla stessa pagina, introducendo prima il concetto di Marketing Mix e poi successivamente entrando nel dettaglio delle singole voci. Al termine di questa boriosa ma necessaria introduzione capirai dove voglio arrivare. Pronto? Partiamo!
Dunque, il Marketing Mix viene definito - riporto quella, tra le tante definizioni esistenti, che reputo essere più rappresentativa - l’insieme delle leve di marke -
ting che l’impresa definisce e impiega per soddisfare il consumatore e raggiungere i propri obiettivi di mercato. Si tratta quindi di un insieme, un paniere di strumenti sui quali si ha un diretto controllo aziendale, e che quindi si differenziano da tutti i fattori cosiddetti esogeni, ovverosia esterni e che esulano dal controllo aziendale, che l’impresa subisce più o meno passivamente. Bene, adesso che abbiamo definito questo paniere di leve la domanda che sorge spontanea è: quali sono queste fantomatiche leve?
Philip Kotler, il Kuaska del marketing per intenderci, è colui che ha coniato l’espressione e individuato le 4P anche se a onor del vero, pur con le dovute differenze, in principio furono teorizzate da Jerome McCarthy. Le 4P in questione corrispondono a Prezzo, Prodotto, Promozione e Distribuzione (dall’inglese Placement). Questa teoria, trita e ritrita, più volte rivista e ampliata - oggi qualcuno addirittura parla delle 7P – rappresenta una pietra miliare del marketing e la base del successo di ogni impresa che si rispetti. Ho voluto rendertene partecipe per uno scopo ben preciso: farti comprendere quanto al mercato della birra artigianale italiana manchino, appunto, le basi. Partiamo dalla prima riflessione in merito: com’è possibile che il Prodotto sia considerato una leva di marketing? Questa è la domanda che potrebbe porsi chi non ha letto i miei articoli precedenti (vedi i numeri di Birra Nostra Magazine del 2022) in cui provavo informare i lettori sul fatto che “fare marketing” è ben diverso da “fare comunicazione”, né tantomeno si può ridurre a “vendere l’anima al diavolo pur di fare cassa”. Fare marketing significa “fare mercato”. Punto. In questa espressione, semplice e concisa, si raccoglie invero un mondo fatto di infinite possibilità, tutte assorbite all’ampio dell’ampio raggio di azione del marketing. Ecco perché, quando un birrificio artigianale alquanto tradizionale si scontra con le bislacche azioni di promozione attivate
dalla concorrenza, sostiene - e praticamente accusa - il concorrente di pratica sleale: fare marketing anziché fare prodotto. E qui casca l’asino, perché abbiamo appena detto - pardon, Mister Kotler ha detto - che il prodotto è una leva di marketing tanto quanto lo sono promozione, prezzo e distribuzione.
La confusione attorno al marketing
Ma allora perché serpeggia così tanto malumore quelle rare volte in cui si assiste a un uso così peculiare di codeste leve? I più maliziosi direbbero l’invidia da parte di chi “non ci ha pensato prima”, la verità è che su questo tema regna il caos. La maggior parte della confusione riguarda il concetto stesso di marketing, che per certi versi ricalca la stessa confusione che serpeggia ancora oggi nel consumatore medio quando si trova ad affrontare la distinzione tra birra artigianale e birra industriale. C’è tuttavia una differenza, una clamorosa differenza: mentre la confusione tra birra industriale e artigianale è responsabilità di noialtri, inesperti nell’utilizzo della leva della Promozione, la confusione sul marketing, invece, è dovuta
alle pregresse lacune, alla mancanza di studi appositi e di conoscenze sul tema, nonostante si tratti delle basi dell’attività di impresa.
Il secondo spunto di riflessione riguarda il fatto che, se si prova ad analizzare il comportamento degli attori di mercato, ossia dei birrifici artigianali, con riferimento alle summenzionate leve, è possibile avere un’idea più chiara di quelle che sono le diffuse tendenze improprie, gli errori e tutta quella marea di opportunità che ripetutamente vanno perdute, un po’ come i fondi stanziati dall’Europa per il sostegno del comparto imprenditoriale italiano. In questo dato di fatto, testimoniato dalle statistiche che confermano la pressoché totale immobilità del consumo pro-capite italiano di birra artigianale il quale non solo rimane stabile da molti anni a questa parte, ma si attesta anche ben al di sotto dei paesi più virtuosi - dimostra il principale limite di questo mercato: l’incapacità di guardare oltre.
Il piccolo birrificio made in Italy è bello, romantico, affascinante… Possiamo riempirlo di complimenti sotto l’aspetto puramente estetico, per converso
bisogna ammettere che non è coraggioso, essendosi sempre accontentato di ragionare in piccolo, limitandosi a curare il proprio circoscritto giardino. Il risultato di questa diffusa tendenza è che oggi l’Italia possiede birrifici sparsi a destra e manca lungo tutto lo stivale, eppure nessuno di questi vanta una produzione che sia anche solo lontanamente paragonabile ai colossi mondiali, anch’essi sempre e comunque artigianali. Che ci piaccia o no, in Italia ce la cantiamo e ce la beviamo da soli.
Siamo solo noi
Di recente mi è parso davvero triste un episodio occorso a seguito di una delle più importanti kermesse di settore. Rimangono a me sconosciuti - fortunatamente - i particolari, tuttavia sono stato testimone dello sfogo riversato sui social forse con troppa leggerezza. Non entro nei dettagli, tuttavia mi permetto di menzionarlo per avvalorare la mia arringa. È accaduto che un singolo individuo, uno chiunque che bazzica il mondo della birra artigianale, si è lasciato andare in un pianto dirotto a seguito della manifestazione, additando la colpa a un mondo che non lo consi-


derava abbastanza. Uno sfogo doppiamente sbagliato: eticamente, se così possiamo dire, poiché fatto sulla piazza sbagliata; e concettualmente, perché trovo assai curioso che il singolo individuo debba pretendere l’attenzione da parte del collettivo, figurarsi dell’intero mercato della birra artigianale. La mia personalissima chiave di lettura è che a furia di frequentarci sempre tra i soliti quattro gatti e di incontrarci durante questa o l’altra occasione, ci siamo intimamente convinti di essere protagonisti di questo settore. Peccato che siamo solo spettatori. Basti pensare alla totale ininfluenza del peso del singolo consumatore nel mercato della birra industriale, che con le dovute differenze dovrebbe essere il benchmark per il
mondo della birra artigianale. A rendere ancora più drammatico il fenomeno di puro egoismo, c’è da dire che la stessa platea di spettatori di cui facciamo parte dovrebbe essere ben più estesa. Torniamo così al fatto che siamo sempre e solo noi, i soliti noti, a fare fuori qualche birra alla settimana. Giusto per fare un termine di paragone, mentre l’industria riempie e fa straripare gli stadi, noi dell’artigianale è già tanto se riusciamo a riempire gli spalti di un teatro. E ritorno al succo della questione: non ragioniamo in prospettiva.
Il potere del brand
Basterebbe utilizzare correttamente le suddette 4P per riuscire nell’intento. Il Prodotto è già di per sé tangibile
e ricco di intrinseco successo, giacché con il suo peculiare carattere la birra artigianale ha certamente la capacità di affascinare, incuriosire, fare innamorare al primo sorso. Esattamente come per il sottoscritto, invaghitosi della birra dopo un illuminante assaggio, sono sempre più le persone che decidono di frequentare corsi di degustazione poiché interessati a vivere un approccio più consapevole con una bevanda dalle sfumature prima ignote. Poi subentra il Prezzo, e qui si apre un’altra parentesi che non farei in tempo ad argomentare in questa sede, ma che ho già parzialmente espresso altrove. Là fuori è pieno di esempi di Prodotto che hanno un Prezzo ben al di sopra del valore della produzione. Aggiungiamoci il margine
di profitto, va bene, ma tutto il resto cos’è, aria fritta? E no, caro mio, il margine esistente tra costo di produzione e ricavo di vendita si chiama semplicemente brand. L’azienda si è costruita una solida immagine, di cui tu stesso beneficeresti nel momento in cui la vai a sfoggiare - oppure sei talmente invaghito di quel brand da essere disposto a fare carte false pur di acquistare uno dei suoi capolavori - pertanto il prezzo finale è funzione di quel fattore intangibile. L’esempio che porto sempre ai miei alunni per rendere intellegibile il concetto è il paragone tra una tuta Nike e una della Kappa: a parità di tessuto e di design, la differenza di prezzo è data dal logo impresso. Stiamo verosimilmente disposti a pagare anche il doppio per una tuta Nike, perché in quel nome, in quel logo e in quel prodotto si riversa tutto il lavoro fatto negli anni da parte dell’impresa per la costruzione di una propria Brand Reputation. Ritornando alla birra, quindi, il problema non è tanto che la birra artigianale costa più di quello industriale, il problema è che i birrifici non sono riusciti (ancora) crearsi una loro identità e a monetizzarla, e di conseguenza faticano a giustificare il differenziale di prezzo. Una pezza è parzialmente data dai diffusi riferimenti alla qualità, che tuttavia ti ricordo essere un fattore ininfluente se prima non si lavora sulla percezione di qualità. Il che rimanda alla terza P, quella di Promozione.
Il marketing è sostanza
La Promozione, che fa rima con comunicazione, è la leva che più di tutte può essere considerata espressione del marketing, perlomeno secondo l’accezione comune, seguita immediatamente dalla Distribuzione, che più delle altre evidenzia il ridotto raggio d’azione del comparto attuale. Da una parte occorre innanzitutto rivedere integralmente l’approccio, capovolgendolo completamente: la promozione/ comunicazione non va intesa a fini
istituzionali, né tanto meno limitarsi a sottolineare solo ed esclusivamente gli aspetti più squisitamente qualitativi; il nuovo approccio deve pensare in grande, creare campagne pubblicitarie che lascino il segno, che facciano parlare di sé prima ancora che del prodotto. In oltre trent’anni di birra artigianale italiana è mancato il sensazionalismo, il coraggio di bussare alla porta degli italiani con iniziative diverse dal classico produco-quindi-vendo. Restare nella propria comfort-zone è bello, piacevole, confortante, ma non sostenibile, e qualcuno ne ha fortunatamente preso coscienza. Adesso ci sarebbe bisogno che quel qualcuno diventino tutti e il gioco è fatto. Ragionare in piccolo va bene solo e soltanto in un mercato non in espansione, dove non sussista il rischio di saturazione e dove non nascano nuovi concorrenti un giorno sì e l’altro pure. E per favore, non venire a dirmi che quando il prodotto è tradizionale la Promozione deve comportarsi di conseguenza, perché mi basta menzionare Taffo e la sua straordinaria capacità di distruggere un tabù secolare per contraddirti. Vuoi un esempio che riguardi più da vicino la birra artigiana-
le? Detto, fatto: le pizzerie, come anche le attività a vocazione agricola, stanno vivendo oggi una nuova primavera. Si sono scrollate di dosso le ragnatele e hanno saputo rivedere il loro modo di fare impresa, grazie anche all’apporto di giovani imprenditori che hanno apportato innovazioni di prodotto, di processo e anche di concetto. Oggi ci sono attività agricole che sono fenomeni di rilevanza sociale, così come pizzerie osannate alla stessa stregua di locali stellati. Dici niente!
Non mi stancherò mai di sottolineare che il male del marketing è chi lo utilizza come bluff, puntando tutto sull’apparenza senza un briciolo di sostanza. Questa pratica, purtroppo assai diffusa ed erroneamente considerata “fare marketing”, in realtà poco c’entra con la materia in oggetto. Giacché fare marketing significa fare mercato, vendere con il solo scopo di monetizzare “tutto e subito” non aiuta a conseguire quest’obiettivo. Una volta forse, ma stiamo parlando degli albori del marketing, degli anni ’50. Oggi è tutta un’altra storia. Oggi fare marketing significa costruire relazioni salde, rapporti di reciproco valore che motivino le persone a favoreg-

giare un prodotto rispetto a un altro nel rispetto di uno specifico brand. Il mio invito, rivolto a chi la birra la fa buona per davvero, è appunto di iniziare a ragionare in grande, da imprenditori e non solo da birrai, nella consapevolezza che non sempre “piccolo è bello”: a volte è semplicemente sfigato.
Il consumatore come protagonista
Concludo facendoti una domanda: abbiamo parlato di Promozione, quale credi che sia il suo oggetto? La birra, vero? Ecco un altro errore da novizi: vendere birra parlando di birra è roba da poppanti. Le grandi aziende, dal
settore birrario a quello dell’abbigliamento sportivo, ci insegnano che la promozione/comunicazione di brand ha come oggetto il consumatore. È lui il vero protagonista della storia d’impresa, ed è colui che decreta il successo oppure il fallimento di ogni iniziativa di marketing.
Lungi da me condividere il vecchio adito secondo cui “il cliente ha sempre ragione”. Con quanto appena espresso vorrei semplicemente sottolineare che comunicare per vendere oggi non ha più alcun effetto, se non su una ristretta cerchia di consumatori a cui il prodotto piace. I soliti noti, appunto. Per andare oltre, per arrivare alle grandi masse critiche di consumatori, occorre rivedere l’attuale Promozione di settore e i suoi due interlocutori: da una parte il brand, non più il birrificio, dall’altra il consumatore, non più il prodotto. Un esempio eclatante su tutti: BrewDog. Anche loro, oggi colossi a cavallo tra l’artigianale e l’industriale, all’inizio erano quattro gatti, anzi due persone e un cane. Tuttavia hanno sempre saputo guardare in prospettiva, utilizzando la birra come mezzo - e non come fine - per raggiungere i loro scopi: creare un brand di successo. Il fatto che là fuori sia pieno di BrewDog Bar e di consumatori che si comportano da ambasciatori del marchio è la dimostrazione tangibile del loro successo. Il nome stesso individua come tutto fosse frutto di una strategia ben studiata, della volontà di non essere un birrificio tra i tanti, bensì di essere il riferimento per tutti coloro i quali vogliono partecipare alla “rivoluzione” della birra artigianale. Checché si dica, anche se non esistono più le Punk IPA di una volta, ai piani alti di BrewDog poco importa finché il mercato dà segnali di apprezzamento e crescita. Questo, come altri esempi virtuosi - in Italia, tra tutti, spicca Cr/ Ak - dimostra che prima di pensare ai quattro ingredienti per fare la birra bisognerebbe pensare alle 4P del Marketing Mix. Meditate, gente, meditate. ★
L’idromele è la bevanda alcolica prodotta dalla fermentazione del miele ed è considerato il più antico fermentato al mondo. Questo volume vuole fornire alla sempre più ampia platea degli appassionati una guida pratica e completa per realizzare un ottimo idromele fatto in casa. Il libro ripercorre la storia dell’idromele, dalle origini fino al rinnovato interesse degli ultimi anni, ne descrive le varie tipologie e mostra come prepararlo con chiare indicazioni passo passo, corredate da trucchi, segreti e approfondimenti per ottenere sempre un prodotto di qualità. Completano il libro numerose ricette tratte dall’esperienza pluriennale dell’autore.
ISBN 9788868959203
Pagine 208 | A colori
Prezzo 16,90 euro
Immaginatevi una torrida estate nel delta del Mississippi, dove il grande fiume americano - dopo aver percorso quasi quattromila lunghi chilometri tra vari meandri e paludi - va a raggiungere le acque salate del Golfo del Messico nei pressi di una di quelle città che hanno fatto la storia della musica americana: New Orleans.
Il caldo è di quelli che ti aprono la testa come un maglio, la sete non ti dà tregua,
ma in quel 12 settembre del 1989 non impedisce al popolo della musica di infilarsi nei vari negozi di dischi per acquistare l’ultimo album (il ventiseiesimo in studio) di Bob Dylan, registrato proprio nella Big City che entra prepotentemente con i suoi colori, gli umori e le tante influenze che solo questa città è capace di regalare.
E allora mettiamoci seduti, apriamo una bottiglia di buona birra - magari una
Ride Share o una Beeracuda prodotte da Abita Brewing Company che si trova tra i boschi di pini a 30 miglia dalla città - ed iniziamo ad ascoltare questo piccolo grande capolavoro che il rocker di Duluth, Minnesota, è stato capace di regalarci.
Partiamo da un dato di fatto: Bob Dylan è il numero uno! Su questo non si discute.

Anche senza amarlo Dylan è il numero uno. Per quello che ha fatto, per quello che ha detto, per come l’ha fatto, per la sua non simpatia, per il suo carattere, per tutti quelli che ha contagiato. Perché è Dylan.
Se vuoi ascoltare un gran disco infili la mano alla cieca nello scaffale nella sezione dove c’è Dylan (li tenete in ordine i vostri dischi, vero, o vi devo insegnare tutto?) e ne peschi uno del periodo che va dal 1962 (Bob Dylan) al 1976 (Desire) e non sbagli. Sono 17 album e almeno 11 sono capolavori e non è che dopo abbia fatto schifo, tutt’altro.
Ad esempio, questo “Oh Mercy”, trentaquattresimo disco (live e raccolte comprese) uscito nel 1989 (Columbia OC 45281) è fantastico, con atmosfere torride, un suono scarno e molto realista.
Erano quelli anni particolari per la musica, senza fare sterili discussioni se fossero meglio o peggio (ognuno ha il proprio gusto), sicuramente non erano anni facili per tutte quelle “icone” del rock anni Sessanta e Settanta caduti, in gran parte, in una fase creativa spesso scarsa rispetto agli anni della gioventù e del massimo periodo artistico.
Dylan e pochi altri hanno avuto la capacità di saper restare a galla, vedere l’evoluzione della musica non come un nemico assoluto e, tantomeno, come una strada da percorrere a prescindere.
Tornando al disco in questione, buona parte del merito va al produttore Daniel Lanois che ha regalato all’album un suono parco, mettendo in evidenza la bellissima voce del songwriter del Minnesota (si, per me la voce di Dylan è bellissima). Il produttore e musicista canadese è un personaggio parecchio noto, suggerito a Dylan da Bono degli U2 dopo la loro collaborazione per l’album “Joshua Tree” della band irlandese, e che si metterà in luce anche per le collaborazioni con altri nomi fondamentali per la musica americana, come Neil Young, Robbie Robertson, Emmylou Harris, Peter Gabriel, Willie Nelson.
Lanois riesce a regalare a “Oh Mercy” tutta l’atmosfera di una città magica quale New Orleans e di tutta la Louisia-
na: vibrante, notturno, intimista, dopo che una precedente collaborazione di Dylan con Ron Wood, col quale aveva messo su nastro tutte le tracce, non aveva dato il risultato aspettato. Invece, dopo l’intervento nella sala dei bottoni del canadese, ci troviamo al cospetto di un disco perfetto dove ad aiutare Mr. Zimmerman troviamo artisti del calibro di Mason Ruffner, Brian Stoltz, Cyril Neville, Willie Green, Tony Hall, Daryl Johnson, Paul Sinegal oltre allo stesso Lanois. Se l’inizio delle registrazioni fu, per alcuni versi, tumultuoso, il loro proseguimento fu qualcosa di veramente emozionante. Lo stesso Dylan dedicherà a queste sessioni di registrazioni e alla sua permanenza nella Big City un ampio capitolo nel suo libro “ChroniclesVol 1” uscito nel 2004, edito in Italia da Feltrinelli.
Un grave incidente ad una mano - occorso nel 1987 e non ancora risoltoaveva portato Dylan in uno stato quasi

depressivo, con l’incognita di non riuscire a tornare a suonare la chitarra. Fu proprio la volontà di registrare il nuovo album, visto che l’attività concertistica era stata forzatamente sospesa, a dare a Bob la forza di riprendersi alla grande, regalandoci uno dei suoi album più intensi.
Ascoltate “Oh Mercy!” tutto d’un fiato, verrete travolti da brani di incredibile bellezza, dall’iniziale “Political World”, nato in una notte quando Dylan era nella sua cucina mentre tutti dormivano. Le parole uscirono all’improvviso, probabilmente influenzate dagli eventi di quel momento, ovvero una infuocata campagna presidenziale in corso. La nostra puntina continua a scorrere lungo i solchi del vinile e ci introduce al cajun di “Where Teardrops Fall” con l’accordion di Rockin’ Drops e alla seguente “Everything Is Broken”, un palu-
doso rockabilly in controtempo a sostenere la narrazione.
Dylan cala l’asso con il gospel da pelle d’oca “Ring Them Bells”, guidato da pianoforte e organo Hammond, e con la seguente, desertica, “Man In The Long Black Coat”, uno delle massime vette dell’album, solo per stare sulla prima facciata.
Dopo una sequenza di questo genere non sai se girare il vinile o riposizionare la puntina all’inizio. Ma la voglia di ascoltare il resto è tanta che le atmosfere tipiche del lavoro di Lanois in “Most Of The Time” ti catturano e ti inchiodano alla poltrona per poi traghettarti nella sussurrata “What Good Am I?”.
“Disease Of Conceit” è una delle mie favorite, inizio pianistico, con un Hammond in sottofondo e l’arrivo di un’arguta chitarra nel finale a portarti in estasi.

“What Was It You Wanted” è un brano speciale, in cui Dylan tenta di abbozzare un quadro di quello che sta accadendo nella sua vita in merito alla sua popolarità e da cosa pretende la gente da lui. Nel suo libro Chronicles l’autore molto chiaramente dice “Sei mai stato oggetto di curiosità, allora sai di cosa parla questa canzone. Non ha bisogno di molte spiegazioni”. Un brano dove la chitarra di Mason Ruffner lascia il segno e ci accompagna alla conclusiva, toccante “Shooting Star” che rappresenta alla perfezione il lo stile di Dylan ed è l’ideale per chiudere un disco che non si può non amare da capo a fine.
Tanto di cappello per questo “Oh Mercy”, uno di quei dischi che dovrebbe passare la mutua e poche storie, quel premio Nobel del 2016 per la letteratura Bob Dylanse lo è sicuramente strameritato.
“Oh Mercy!” è il disco che ci mostra due icone della musica, la città di New Orleans e quello che - forse - è il più importante esponente della musica moderna, che da oltre sessant’anni è una figura di riferimento per tanti artisti.
Adesso, se non lo avete ancora fatto, scegliete una birra adatta e mettetevi all’ascolto di questo album, poi mi direte se non avevo ragione. ★
DEL SUD E ISOLE IN:
● Campania
● Puglia
● Basilicata
● Calabria
● Sicilia
● Sardegna
Un viaggio con esperti di turismo e di birra nelle quattro macroaree geografiche d’Italia per scoprire:
● i percorsi per un turismo lento
● l’arte, la cultura e i paesaggi naturali
● i birrifici artigianali di qualità.


sensoriale
Eccoci finalmente a un punto non dico trascurato, ma spesso visto dal birraio da un’angolazione che non consente di trarne i massimi benefici. Stiamo parlando di un controllo della qualità della birra che un tempo
era chiamato “Degustazione”. Già dalla denominazione si intuisce che il termine ha poco di scientifico, infatti, la qualità sensoriale della birra veniva e spesso ancora oggi avviene grazie al giudizio insindacabile del birraio. Non è detto che
il giudizio del birraio non sia importante, ma se lo analizziamo con il metodo pro/ cons (vantaggi/svantaggi) ci renderemo conto che un approccio attraverso un metodo scientifico offre maggiori garanzie di affidabilità.
Le tecniche di assaggio
Approfondiamo brevemente la storia di queste tecniche. Nei paesi dove la birra era la bevanda in uso più comune, la figura del birraio non era molto differente dall’artigiano di oggi. Ad esempio, in Germania questa figura è stata mantenuta anche quando i piccoli birrifici comunali sono cresciuti fino a diventare piccole-medie industrie regionali per arrivare a ricoprire tutto il territorio nazionale e poi rivolgersi al mercato internazionale fino alla globalizzazione delle multinazionali. Nel frattempo, in Italia e nel resto del mondo più o meno accadeva la stessa cosa. Fortunatamente quasi tutti i birrai contemporanei hanno capito che non si dovrebbe seguire pedissequamente le orme dei loro antenati birrai, ma si dovrebbe anche tenere conto dei passi in avanti fatti dalla recente ricerca scientifica. Ciò è vero per molti aspetti di quasi tutte le attività produttive e di controllo; tuttavia, non è accaduto per la misura della qualità sensoriale. Il faro della ricerca in campo birrario in Europa va ricercato fin dal primo momento nelle storiche istituzioni birrarie. Weihenstephan, VLB, Lovanio, Nutfield, i laboratori Carlsberg di Copenhagen, solo per citarne alcune, hanno scovato i segreti più reconditi custoditi nelle materie prime, in malteria, nella produzione del mosto e nella fermentazione attraverso la ricerca di base. Ma con l’affermarsi delle aziende multinazionali il focus della ricerca si è spostato maggiormente sulle applicazioni tecniche pratiche di loro maggior interesse. Dall’altra parte dell’oceano più o meno accadeva la stessa cosa con l’ASBC (American Society of Brewing Chemist) a guidare la ricerca. Una storia interessante è iniziata, tra la fine degli anni Quaranta e gli anni Cinquanta, grazie a un giovane ricercatore danese che, mettendo a frutto i suoi studi di ingegneria chimica nei laboratori Carlsberg, arriva a creare un proprio laboratorio denominato “Alfred Jorgensen laboratory for fermentation”.
VANTAGGI
SVANTAGGI
Conosce profondamente il suo prodotto Tende ad autogiustificare eventuali problemi
Potenzialmente ha le competenze necessarie Il suo giudizio è insindacabile È semplice e praticabile È autoreferenziale
Manca la Riproducibilità
VANTAGGI
SVANTAGGI
Possibilità di confronto tra gli assessor (valutatori) Occorre dedicare un po’ di tempo
Garanzia di affidabilità
Applicazione di un metodo riproducibile
Utilizzo della statistica
Egli condurrà questo laboratorio fino al 1967 per poi spostarsi in America a lavorare per diversi birrifici in Messico e USA. L’esperienza in campo alimen-
Sono necessari più assessor
tare e soprattutto birrario lo porterà a concentrare i suoi studi sull’analisi sensoriale abbinata alla gascromatografia. Quest’uomo era Morten Meilgaard, il
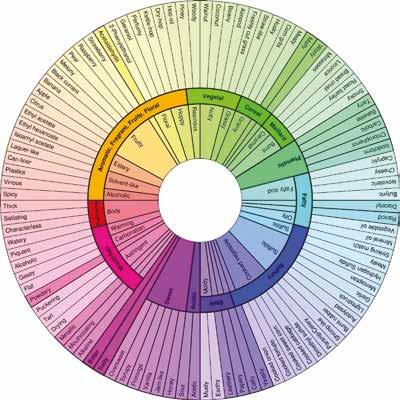
maggior contributore alla ruota dell’aroma conosciuta anche come ruota di Meilgaard, che da lui ha preso il nome. La sua guida Sensory Evaluation Techniques, scritta insieme a Gail Vance Civille e a Thomas Carr, giunta alla quarta edizione nel 2006, tratta non solo birra, ma si occupa anche di diversi prodotti alimentari ed è considerata molto valida ancora oggi.
Nonostante i prodigiosi sviluppi delle strumentazioni per le analisi chimiche è impensabile per un birraio escludere l’analisi sensoriale, perché questo è ancora l’unico sistema per dare una valutazione coerente alla qualità sensoriale percepita. Per molti anni la presenza di risultati spesso contraddittori ha impedito di accettare la “Degustazione” come metodo scientifico.
Tutto è dovuto alla natura dello strumento: l’UOMO, troppo spesso influenzato da fattori esterni quali stress, distrazione, diminuzione o esaltazione della sensibilità del gusto e dell’olfatto, malesseri, tabagismo o assunzione di sostanze che possono modificare le
percezioni. Con l’introduzione di un training efficace per formare i giudici e l’utilizzo della statistica per valutare scientificamente i risultati prodotti dal panel, si può affermare che attraverso il profilo sensoriale è possibile completare le informazioni sulla qualità della birra in esame. Le metodiche analitiche si basano su strumenti e per capire come funziona l’analisi sensoriale dobbiamo imparare a conoscere questi strumenti.
I recettori
Siamo connessi con il mondo che ci circonda attraverso i sensi. I nostri sensi sono organizzati in apparati (organi del senso) che ci permettono di ricevere stimoli di vario tipo dall’ambiente esterno. I recettori che sono contenuti negli organi del senso trasformano gli stimoli in sensazioni che, trasmesse al nostro cervello, sono a loro volta trasformate nelle percezioni che ci permettono di capire quello che accade intorno a noi. Gli organi del senso sono l’occhio per la vista, l’orecchio per l’udito, la lingua per il gusto, l’organo dell’olfatto nel naso, i recettori del tatto sulla pelle e sulle mucose, compreso il palato. I recettori sono cellule molto specializzate: ciò significa che un dato recettore è capace di ricevere un solo tipo di stimolo, mentre è insensibile agli altri. Esistono perciò vari tipi di recettori e si possono raggruppare in due classi:
❱ RECETTORI FISICI
Suddivisi ulteriormente in: Meccanici, termici e dolore (tatto)
Acustici e ottici (udito e vista)
❱ RECETTORI CHIMICI
Suddivisi ulteriormente in:
Gustativi
Olfattivi
Si dice comunemente che i sensi dell’uomo sono cinque: la vista, l’udito, il tatto, l’olfatto, il gusto. In realtà nell’uomo i sensi sono più di cinque perché non esistono solo recettori che ricevono

dall’ambiente esterno gli stimoli luminosi, acustici, tattili, olfattivi e gustativi, ma esistono anche recettori destinati a recepire il caldo, il freddo, il dolore, la posizione del corpo nello spazio. Gli unici veri organi di senso dell’uomo sono l’occhio e l’orecchio, che inviano al cervello un segnale già elaborato. Il naso, la lingua e la pelle, spesso definiti rispettivamente organi dell’olfatto, del gusto e del tatto, sono in realtà zone del corpo umano ove vi è una maggior concentrazione di recettori per quel tipo di stimolo; il vero organo in grado di elaborare gli stimoli dei singoli recettori è il cervello stesso.

Il gusto e l’olfatto I sapori e gli odori non sono raccolti dall’organismo umano attraverso organi particolari, come avviene per il suono e per la luce, ma sono invece raccolti da particolari recettori localizzati sulla lingua e nelle fosse nasali. Il segnale che arriva al cervello è più rudimentale rispetto a quelli luminosi e sonori che arrivano dagli occhi e dalle orecchie. Spetta dunque al cervello (cosa che avviene tra l’altro anche per gli altri sensi) interpretare ed elaborare i segnali provenienti da queste particolari cellule nervose. I recettori olfattivi adatti a percepire gli odori sono situati in una
piccola area della mucosa che riveste la parte più alta delle cavità nasali. Questi recettori sono cellule nervose che sporgono dalla parete delle cavità nasali con corti filamenti: proprio questi filamenti captano le sostanze chimiche che generano le sensazioni olfattive che il cervello trasforma in percezioni. Quando viene inalata una sostanza odorosa, le sue molecole giungono nella parte superiore delle fosse nasali, si sciolgono nel velo di liquido che bagna la mucosa e che è prodotto da ghiandole particolari. Solo dopo essere stata così solubilizzata la sostanza può penetrare all’interno dei recettori, eccitandoli. Attraverso i pro-
lungamenti delle stesse cellule olfattive in cui si generano, gli impulsi nervosi raggiungono il cervello che è in grado di selezionarli, catalogarli, generando anche sensazioni di piacere o di disgusto secondo i casi. Esiste anche una memoria dell’olfatto simile a quella visiva e uditiva che viene chiamata cinestesica e raggruppa tutte le sensazioni che non sono né uditive né visive. Marcel Proust nel suo capolavoro Alla ricerca del tempo perduto ci da un’esatta dimensione di cosa sia la memoria cinestesica: il profumo delle madlenettes che cuociono nel forno, per associazione, riporta alla sua mente i ricordi della sua fanciullezza.
I recettori del gusto sono situati sulla lingua. Si tratta di cellule che si trovano raggruppate su speciali protuberanze della lingua chiamate papille. Le papille hanno forma molto varia: ciascuna forma è destinata a percepire un sapore diverso o una sfumatura diversa dello stesso sapore. A lungo si è creduto che le papille fossero distribuite sulla superficie della lingua in aree omogenee, ciascuna destinata a riconoscere separatamente un determinato sapore. Una teoria basata sulla frenologia, una pseudoscienza oggi fortunatamente confutata, faceva credere che la punta della lingua fosse la sede del dolce, che i due lati della lingua fossero destinati al salato e più dietro, sempre ai lati, ci fosse la sede dell’acido, mentre il retro della lingua sarebbe stato destinato all’amaro. In realtà la distribuzione dei recettori del gusto è più complicata; infatti, i recettori del gusto sono presenti in differenti tipi di papille gustative, le papille fungiformi
sono in grado di contenere tutti i recettori del gusto finora conosciuti, le papille foliate accolgono principalmente i recettori dell’acido, mentre le circonvallate quelle dell’amaro. La disposizione di queste papille ha a lungo fatto credere che la teoria frenologica fosse vera, perché è vero che l’acido e l’amaro sono i due gusti ai quali siamo più sensibili e si percepiscono meglio sul retro della lingua, ma in realtà si percepiscono abbastanza intensamente in tutte le posizioni in cui sono presenti le papille fungiformi, perciò anche sulla punta e al centro della lingua. In particolare, la punta della lingua ha una densità elevata di papille fungiformi che ci consente di percepire tutti i gusti compreso l’umami, i metalli e il grasso. Sia per l’olfatto, sia per il gusto vale lo stesso discorso della memoria cinestesica. La conformazione dell’area orofaringea permette a gusto e olfatto di inviare simultaneamente i rispettivi segnali al

cervello che li elabora contemporaneamente ai segnali provenienti dai recettori del tatto, della temperatura e del dolore, che sono distribuiti su tutto il palato. La percezione elaborata dal cervello è quella che superficialmente definiamo “Gusto”.
Quando decidiamo di “gustarci” un buon bicchiere di birra siamo attratti innanzi tutto dalla forma della bottiglia, dai colori dell’etichetta e dalle gocce di condensa che imperlano il vetro, poi quando stappiamo ecco la soffice schiuma che ricopre come una nuvola il liquido dorato e brillante, mentre il bicchiere si ricopre di un sottile strato di rugiada. Quasi tutti i nostri sensi sono stati coinvolti e noi siamo predisposti positivamente quando avviciniamo il bicchiere alle labbra. Basta a questo punto un odore “sgradevole“ oppure uno squilibrio di sapori (troppo dolce, salato, amaro o acido) per rovinare l’incanto. Questo è il modo comune di utilizzare i nostri sensi, ma vediamo ora come dobbiamo usarli nell’analisi sensoriale. Innanzi tutto, è necessario eliminare tutte le possibili fonti di disturbo, perché le interazioni fra i segnali che i nostri sensi inviano al cervello sono utilissime per un giudizio complessivo, ma nello stesso tempo possono portarci fuori strada se non restiamo concentrati. L’ambiente che circonda il degustatore deve essere il più sobrio e neutro possibile, sia per quanto riguarda i colori dell’arredamento che i suoni (telefono, cercapersone, chiamate, dialoghi, etc). È ovvio che il fumo deve essere bandito dal locale e i fumatori devono evitare di fumare almeno un’ora prima della degustazione. È molto importante mantenere costanti altri parametri che hanno influenza sui recettori del nostro organismo quali la temperatura del prodotto da degustare (per la birra circa 15 °C), la forma del bicchiere, il suo colore e la pulizia. Un bicchiere semisferico favorisce la raccolta dei vapori e li trattiene nello spazio di te-

sta; deve essere trasparente se si vuole valutare l’aspetto (colore, schiuma e torbidità) oppure si sceglierà un bicchiere scuro volendo escludere l’analisi visiva. Infine, il bicchiere dovrà essere ben pulito, ma dovranno essere usati solo detergenti neutri ben risciacquabili privi di brillantante. Occorre ricordare ai valutatori che la nostra memoria funziona per associazioni: la mancanza di concentrazione può portare a divagazioni pericolose per il buon esito della prova. Vediamo ora come sia possibile distinguere l’olfatto dal gusto: pur occupando aree contigue,questi due sensi hanno recettori ben distinti che sono utilizzati contemporaneamente. Inoltre, il gusto
è da considerarsi accessorio all’olfatto; una fragola e una ciliegia sono entrambe rosse e succose, potrebbero anche essere dolci uguali; la distinzione sarà determinata dall’olfatto. È possibile riconoscere il frutto giusto anche senza il bisogno di assaggiarlo. Con la birra possiamo agire allo stesso modo. Inizialmente cercheremo di usare solo l’olfatto agitando il bicchiere in modo da imprimere al liquido un moto rotatorio: così facendo si favorisce lo sviluppo dei vapori delle sostanze basso bollenti (generalmente esteri, solfuri, alcoli, aldeidi, chetoni, a basso peso molecolare). Aspirando con il naso, solo poche molecole sono sufficienti perché i nostri recettori
olfattivi entrino in azione. Quindi introdurremo un po’ di birra in bocca: sicuramente la sensazione di amaro avrà la prevalenza su tutte le altre (la nostra memoria ancestrale ha indotto la nostra mente a riconoscere meglio le sostanze amare, indici della presenza di possibili sostanze tossiche). Ma a questo punto avviene anche un altro fenomeno: all’interno della nostra bocca la temperatura è circa 37 °C e la birra che introduciamo si riscalda in modo che le sostanze più alto bollenti possano essere liberate e attraverso l’apertura rinofaringea raggiungere la sede dei recettori olfattivi ora in grado di percepire anche le molecole più complesse. ★
Se pensiamo alla Costiera amalfitana vengono subito alla memoria i paesini a picco sulle mille sfumature del mare, sapori inconfondibili e paesaggi mozzafiato. Il suggerimento di questo numero vi porta in due località meno turistiche e proprio per questo più affascinanti perché espressione della fusione di arte, storia, cultura e gastronomia.
L’itinerario che vi presento è inserito nel volume dedicato all’Italia centrale
di Turismo birrario - Guida per viaggiatori in fermento curato da Luca Grandi con il contributo di Giulia Vinci e Matteo Ferrigni e pubblicato da Edizioni LSWR.
Cetara
La Costiera amalfitana è incastonata tra il golfo di Napoli e quello di Salerno. Un tratto di costa italiano di ottanta di chilometri che prende il nome dalla sua città più famosa posta, come una
pietra preziosa, al centro di questo percorso: Amalfi.
Il nostro itinerario parte da Cetara, località rinomata per la colatura di alici, salsa liquida, discendente del Garum che gli antichi romani producevano a loro volta, ottenuta con un procedimento che prevede la maturazione delle alici in una soluzione satura di acqua e sale. Il prodotto, che ha ottenuto il riconoscimento DOP, è ottenuto con alici rigorosamente pescate tutte all’interno

del tratto di mare delimitato dalla Costiera amalfitana.
Il borgo marinaro è piccolo e si gira in poco tempo; ammirando le 34 panchine in ceramica realizzate da maestri ceramisti è possibile conoscere la storia e il passato di questa località cresciuta attorno alla Torre Vicereale, oggi simbolo del paese ma un tempo strumento di difesa contro gli attacchi turchi. Al suo interno trova posto un Museo Civico che raccoglie testimonianze e storia economica del porto e che racconta le tradizioni della pesca e della colatura di alici. Terminata la visita, è d’obbligo rifocillarsi con un piatto di spaghetti con la colatura di alici.
Percorsi pochi chilometri sulla SS 163 che si affaccia sul mare, si incontra un’altra perla della Costiera: il borgo di Vietri sul Mare, località rinomata per le sue ceramiche e per la maestria degli artigiani ceramisti. Impossibile quindi non visitare il Villa Guariglia, sede del Museo della Ceramica Vietrese e la Villa Comunale dove l’esplosione dei colori dei mosaici colorati che decorano muretti, fontane e viali si accosta alle sfumature del mare Tirreno sullo sfondo che amplifica l’energia che questo caleidoscopio di colori trasmette ai visitatori.
Poco lontano dalla Villa Comunale l’itinerario prosegue visitando Fabbrica Solimene; certo definirla fabbrica risulta riduttivo visto che alla base c’è un’idea architettonica curata da Paolo Soleri e l’essenza della ceramica rappresentata da Vincenzo Solimene dalla cui mente e dalle mani degli artigiani che con lui lavorano escono prodotti che sintetizzano i valori della tradizione e della modernità.
Striano
Lasciamoci ora il mare alle spalle per addentrarci nell’entroterra e dirigerci verso Striano, nella Valle del Sarno. A testimoniare la storia antica di questo



borgo circondato dal Parco Regionale che prende il nome dal fiume Sarno, la cui fondazione risale all’Età del Ferro i molti reperti etruschi, sanniti e romani e le caratteristiche mura medievali che ancora oggi sanciscono l’ingresso in città attraverso la Porta civica di San Nicola, ultimo baluardo di un glorioso passato.
Maneba
Nato nel 2009, il Birrificio Maneba guidato da Aniello Marciano è la sintesi del suo essere e del suo sentire la birra. Dopo una gavetta in Piemonte e Liguria per imparare il mestiere, Aniello ha riportato a casa un’esperienza ed un gusto che ha sviluppato in maniera del tutto personale producendo birre che oggi sono parte della storia della birra artigianale italiana ma che mantengono forte e chiara la loro identità. Se i
nomi delle birre richiamano alla tradizione e alla storia napoletana o a luoghi che per Nello hanno un significato particolare, nel bicchiere è riconoscibile il suo gusto personale e le sue preferenze nordeuropee e nordamericane con qualche sentore britannico. Imperdibi-

le la sosta al suo locale per degustare appieno il mood Maneba.
L’itinerario completo lo trovate su “Turismo birrario - Guida per viaggiatori in fermento” Sud e Isole di Naike Mulas, Luca Pretti, Andrea Camaschella, a cura di Luca Grandi. Edizioni LSWR. ★
Produzione via Palma, 181 80040 Striano (NA)
Maneba Industries - Locale di mescita e ristorante via Sarno Rivolta, 206 Striano (NA)
www.instagram.com/manebaindustries
Il testo più completo e autorevole sulla scienza e la pratica della birrificazione, riferimento indispensabile per tutti e per gli studiosi della materia. Illustra i principi alla base del processo di produzione della birra, dalla maltazione all’ammostamento, all’utilizzo del luppolo e del lievito.
Il volume approfondisce inoltre le fasi della fermentazione, i pericoli di contaminazione, la maturazione, l’imbottigliamento influenze sul gusto finale della birra. Particolare attenzione è dedicata anche ingegneristici e tecnologici, per offrire teoriche e pratiche all’azienda birraria e piccole dimensioni.
ISBN 978-88-6895-767-4
Pagine 392 | 2 Colori
Prezzo 59,90 euro
Come previsto, la tappa finale del Campionato Nazionale Homebrewers organizzato da MoBI, Movimento Birrario Italiano, ha testimoniato un livello di birre altissimo, sia nello stile previsto dal regolamento 2023, Biere de Garde, che nelle birre a scelta libera. Per i giurati è stato un lavoro molto duro giudicare birre di qualità così elevata.
Il campionato nazionale di MoBI è aperto a tutti i birrificatori casalinghi non professionali, coloro quindi che non hanno mai avuto incarichi come birraio o aiuto birraio presso beer firm o birrifici italiani o stranieri. Il campionato è costituito da una serie di tappe che si svolgono sul territorio nazionale e costituiscono la “fase eliminatoria”: a ogni tappa del campionato vengono premiati il primo, il secondo e il terzo posto (podio), con una menzione speciale per uno o più stili specifici

o per il migliore socio MoBI piazzato. Ad ogni tappa gli homebrewer che si aggiudicano il podio sono automaticamente ammessi alla finalissima, così come il concorrente che si aggiudica la menzione speciale. L’accesso alla finale è garantito anche ai concorrenti che si piazzano nel corso dell’anno in almeno tre occasioni tra il quarto posto e l’ottavo posto.
Ogni tappa della fase eliminatoria assegna un punteggio sulla base del piazzamento, della partecipazione e della menzione speciale. E i punti accumulati durante le varie tappe definiscono una classifica parziale che dopo l’ultima tappa, diventa definitiva. Dalla classifica definitiva scaturiscono punti bonus per tutti i finalisti.

Alla finale, svoltasi lo scorso 2 marzo presso il locale The Drunken Duck di Quinto Vicentino (VI), l’ha spuntata Americo Morelli, (a sinistra nella foto), vincendo la categoria Biere de Garde e piazzandosi al secondo e al terzo posto nella categoria birre a scelta libera: è lui il Campione Nazionale 2023. Completano il podio Emiliano D’Ovidio, (a destra nella foto) vero e proprio cannibale nella regular season, che ha piazzato la sua RauchBier al primo posto nello stile libero e a seguire Gabriele Messina, outsider, ma con la verve di chi in futuro vorrà vedere spesso il suo nome là in alto. I dovuti e non circostanziali ringraziamenti vanno a tutti gli homebrewers che hanno partecipato al Campionato 2023.
Di seguito, la classifica della Finale.
1°- Americo Morelli - 29 p.ti
2°- Emiliano D’Ovidio - 13 p.ti
3°- Gabriele Messina - 9 p.ti
4°- Francesca Gasparini - 7,5 p.ti
5°- Giancarlo Dipierro - 6 p.ti
6°- Edoardo Rota - 5 p.ti
7°- Matteo Vincenzi - 4,5 p.ti
8°- Adriano Bresciani - 4 p.ti
9°- Nicola Bossi - 3,5 p.ti
10°- Cristiano Parise - 3 p.ti
11°- Michele Mingardi - 1 p.to
I dettagli relativi al regolamento e delle nuove tappe del Campionato 2024 saranno pubblicati a breve sul sito MoBI: www.movimentobirra.it





















Giorgia Bertan
Birraia presso The Wall, con un passato nella logistica e una laurea in Mediazione linguistica e culturale. La grande passione per la birra artigianale, che mi accompagna da una decina di anni, mi ha portato nel 2020 a mollare tutto per tornare sui banchi di scuola e fare della birra la mia professione.
Flavio Boero
Perito chimico, ho iniziato a lavorare nel 1973, in qualità di tecnico di Laboratorio, alla Poretti S.p.A. di Induno Olona e quando l’azienda è acquisita da Carlsberg sono diventato responsabile qualità fino al pensionamento. Fin dal sorgere dei primi microbirrifici mi sono appassionato alla birra artigianale collaborando attivamente ai corsi di formazione per birrai e beer-sommelier. Partecipo, in qualità di giudice, ai concorsi birrari in Italia e all’estero.
Antonio Boschi
Grafico di professione e grande appassionato di musica e di arte. Titolare dell’agenzia WIT Grafica & Comunicazione, ho all’attivo l’ideazione e l’organizzazione di alcuni festival, tra cui il Rootsway premiato nel 2009 come migliore a livello europeo. Redattore della rivista Il Blues, da anni collaboro con Visit USA Italy oltre ad essere uno dei soci fondatori della società A-Z Blues. Autore del libro Blues Pills e altre storie
Stefano Buiatti
Dal 1994, docente di Tecnologia della Birra presso l’Università di Udine. Esperienze in controllo qualità della Birreria Moretti di Udine e di ricerca presso il Brewing Research International a Nutfield, in Inghilterra. Consulente esperto nella valutazione di progetti tecnico scientifici per la Commissione Europea e presso la Fondazione Edmund Mach a San Michele all’Adige. Autore di pubblicazioni scientifiche e divulgative.
Andrea Camaschella
Appassionato di birra da svariati anni, sono coautore dell’Atlante dei Birrifici Italiani, docente ITS Agroalimentare per il Piemonte e in svariati altri corsi.
Rachele Lori
Appassionata di fotografia, entusiasta e creativa. Con l’obiettivo sempre puntato sull’eccellenza visiva cerco di catturare l’essenza di ogni storia attraverso le lenti della mia macchina fotografica, cogliendo momenti unici per trasformarli in immagini coinvolgenti.
Matteo Malacaria
Giudice qualificato BJCP e beer sommelier, autore del blog Birramoriamoci.it e del libro Viaggio al centro della birra. Mi occupo di comunicazione e marketing applicati al settore birrogastronomico e sono docente presso la NAD di Verona.
Roberto Muzi
Formatore, sommelier, assaggiatore ONAF e consulente di settore. Laureato in Scienze Politiche, sono stato responsabile regionale per la Guida alle birre d’Italia di Slow Food Editore dal 2014 al 2021 e giurato in diversi concorsi birrari nazionali.
Marco Parrini
Sommelier e Degustatore (Vino-Birra-Olio-Distillati), homebrewer di vecchia data, appassionato di miele e dei fermentati a base di questo prodotto, ho studiato come autodidatta quasi tutto lo scibile sull’argomento fino a proporre al mercato italiano il primo libro dedicato all’idromele.
Paolo Passaghe
Laureato in Controllo e Gestione della Qualità dei Prodotti Alimentari, dottorato in Scienze degli Alimenti (2014), con uno studio sulla stabilità colloidale di birre artigianali prodotte con succedanei gluten free, presso l’Università degli Studi di Udine. Collaboratore del Prof. Stefano Buiatti nella sezione di ricerca e sviluppo (Brewing Science Group) e tecnico della micromalteria sperimentale dell’Università di Udine.
Eleni Pisano
Scrivo, fotografo, insegno e racconto di cibo. Esperta di turismo esperienziale in ambito brassicolo, beerchef, food stylist e beernauta in cerca di eccellenze in ambito brassicolo. Ho lavorato per grandi marchi del mondo birrario italiano e poi mi sono avvicinata al mondo brassicolo artigianale. Lavoro come consulente e beerchef in diversi locali tra Milano e Monza. Collaborazione su beer pairing.
Mirka Tolini
Professionista della scrittura, sono arrivata alla birra artigianale per amicizia. In dieci anni entrambi i legami sono fermentati!





Tipo di campione:
Mosto
Mosto in fermentazione
Birra finita
Parametri:
Alcol, SG, densità, pH, RDF, estratti (grado P°) e calorie
I birrifici artigianali possono adesso accedere ad analisi facili, veloci e accurate senza pretrattamento campione. Garantisci la qualità dei tuoi prodotti in tempo reale!
BeerFoss™ FT Go fornisce i dati chiave per il controllo dell’intero processo di birrificazione, dal mosto alla birra finita. Utilizzando BeerFoss™ FT Go puoi sapere esattamente cosa sta succedendo nel fermentatore senza necessità di filtraggio o degasaggio.